Embed Size (px)
Citation preview

И. В. ЕРШОВАТ. А. МИНЕЕВАЕ. В. ЧЕРЕПАНОВА
ОПЕРАТИВНО-ПРОИЗВОДСТВЕННОЕПЛАНИРОВАНИЕ
Учебное пособие
9 7 8 5 7 9 9 6 1 8 2 6 1
I SBN 579961826 - 2


Министерство образования и науки Российской ФедерацииУральский федеральный университет
имени первого Президента России Б. Н. Ельцина
И. В. Ершова, Т. А. Минеева, Е. В. Черепанова
ОПЕРАТИВНО-ПРОИЗВОДСТВЕННОЕПЛАНИРОВАНИЕ
Учебное пособие
Рекомендовано методическим советом УрФУ для студентов, обучающихся по направлениям подготовки
150700 — Машиностроение и 27.04.06 — Организация и управление
наукоемкими производствами
Под общей редакцией доктора экономических наук, профессора И. В. Ершовой
ЕкатеринбургИздательство Уральского университета
2016
УДК 658.512.6(075.8)ББК 65-231я73 Е80
Рецензенты:кафедра «Экономика и менеджмент в машиностроении» Инженерно-экономического политехнического университета ФГАОУ ВО «Санкт-Петербургский политехнический университет Петра Великого» (зав-кафедрой, д-р экон. наук, проф. В. В. Кобзев);проф. кафедры «Экономика предприятия», д-р экон. наук Е. Г. Калабина (Уральский государственный экономический университет)
Ершова, И. В.Е80 Оперативно-производственное планирование: учебное посо-
бие / И. В. Ершова, Т. А. Минеева, Е. В. Черепанова. — Екатеринбург : Изд-во Урал. ун-та, 2016. — 96 с.
ISBN 978-5-7996-1826-1
Учебное пособие предназначено для студентов, обучающихся по направле-нию подготовки «Машиностроение». В пособии рассматриваются организаци-онные и методические аспекты оперативно-производственного планирования на машиностроительных предприятиях: взаимосвязь оперативного планирова-ния с общей системой менеджмента предприятия, системы оперативно-произ-водственного планирования, примеры расчетов календарно-плановых нормати-вов. Основное внимание уделено оперативно-производственному планированию в серийном и единичном производстве. Пособие может быть рекомендовано как материал для подготовки к лекционным и практическим занятиям, а также для выполнения самостоятельных заданий по дисциплине «Оперативно-производ-ственное планирование».
Библиогр.: 8 назв. Рис. 29. Табл. 22.УДК 658.512.6(075.8)ББК 65-231я73
ISBN 978-5-7996-1826-1 © Уральский федеральный университет, 2016

3
Оглавление
Введение ................................................................................................ 4
1. Место и задачи оперативно-производственного планирования в общей системе управления предприятием .................................... 6
1.1. Содержание плановой работы на предприятии и взаимосвязь видов планирования ........................................... 61.2. Цели и задачи оперативно-производственного планирования .. 111.3. Влияние системы оперативно-производственного планирования на экономические и финансовые результаты работы предприятия .............................................. 22
2. Нормативно-справочная база оперативно-производственного планирования ............................ 31
2.1. Производственный цикл машиностроительной продукции ... 312.2. Расчеты производственной мощности ..................................... 372.3. Календарно-плановые нормативы ........................................... 402.4. Структура баз данных для оперативного планирования ......... 43
3. Системы оперативного производственного планирования........... 463.1. Критерии выбора системы оперативного производственного планирования .......................... 463.2. Разновидности выталкивающих систем ОПП ......................... 523.3. Разновидности вытягивающих систем ОПП ........................... 57
4. Особенности оперативно-производственного планирования в единичном и мелкосерийном производстве ............................... 67
4.1. Специфика ОПП в единичном и мелкосерийном производстве ... 674.2. Деловая ситуация ...................................................................... 77
5. Особенности оперативно-производственного планирования в серийном производстве ................................................................ 80
5.1. Специфика ОПП в серийном производстве ............................ 805.2. Деловая ситуация ...................................................................... 82
Заключение .......................................................................................... 93Библиографический список ............................................................... 94

4
Введение
Р ост конкуренции и повышение требования потребителей к сро-кам и качеству поставки продукции диктуют особое внимание к системам оперативно-производственного планирования про-
изводства как основного фактора, обеспечивающего ритмичность ра-боты предприятия и выполнение заказов в срок.
Традиционная концепция управления производством базировалась на сокращении себестоимости продукции за счет увеличения партий запуска и создания запасов для обеспечения ритмичной работы. Со-временная логистическая концепция уделяет большее внимание уско-рению оборачиваемости запасов, возможно в ущерб затратным пока-зателям.
В пособии рассмотрены основные разновидности систем опера-тивного планирования производства традиционной и логистической концепций, приведены методики и примеры расчета календарно-плановых нормативов для серийного и единичного типов производ-ства, показано влияние оперативно-производственного планирова-ния на экономические и финансовые результаты работы предприятия.
В первой главе (авторы: д-р экон. наук, проф. И. В. Ершова, канд. экон. наук, доц. Е. В. Черепанова) рассматривается место оператив-но-производственного планирования в общей системе управления предприятием, определяются его цели и задачи и показана взаимос-вязь между системами оперативного планирования и основными ре-зультатами деятельности предприятия. Вторая глава (авторы: д-р экон. наук, проф. И. В. Ершова, канд. экон. наук, доц. Т. А. Минеева, канд. экон. наук, доц. Е. В. Черепанова) посвящена определению основных понятий и методик расчета первичных показателей для создания ин-формационно-справочной базы оперативного планирования. Третья глава (авторы: д-р экон. наук, проф. И. В. Ершова, канд. экон. наук, доц. Е. В. Черепанова) описывает основные системы оперативно-про-

5
Введение
изводственного планирования, их применимость в различных типах производства. Четвертая и пятая главы (авторы: д-р экон. наук, проф. И. В. Ершова, канд. экон. наук, доц. Е. В. Черепанова) посвящены вопросам разработки оперативных планов в единичном и серийном производстве как наиболее часто встречающихся типов производства в машиностроении.
Учебное пособие предназначено для студентов, обучающихся по на-правлениям подготовки «Машиностроение» и «Организация и управ-ление наукоемкими производствами».

6
1.Местоизадачиоперативно-производственногопланированиявобщейсистемеуправленияпредприятием
1.1.Содержаниеплановойработынапредприятииивзаимосвязьвидовпланирования
По образному выражению одного из основоположников на-уки управления П. Дpукеpа, управление — это процесс, «превращающий неорганизованную толпу в эффективно
работающую группу». Но что нужно для этого превращения? Во‑первых, необходимо определить общую цель, во‑вторых разработать и распреде-лить между участниками действия по достижению поставленной цели, в‑третьих, необходимо стимулировать исполнителей, поощряя их к вы-полнению заданных действий и, наконец, в‑четвертых, необходимо пе-риодически контролировать результаты, т. е. процесс управления мож-но разбить на ряд последовательно выполняемых функций (рис. 1.1).
Планирование Организация Мотивация Контроль
Рис. 1.1. Взаимосвязь функций управления
Таким образом, планирование — это первая, основополагающая функция управления.
Планирование – это процесс определения желаемого будущего состо-яния организации и pазpаботки пpогpамм действий по его достижению

7
1.1.Содержаниеплановойработынапредприятииивзаимосвязьвидовпланирования
В простейшем виде в процессе планирования нужно ответить на сле-дующие вопросы:
1. Каково нынешнее положение дел?2. Каким оно должно быть в будущем?3. Что нам может помешать?4. Что следует предпринять?Последовательность поставленных вопросов позволяет определить
порядок выполнения основных этапов планирования:1. Оценка ситуации.2. Определение целей.3. Выявление ограничений.4. Выработка программ действий.Наиболее важным и определяющим является этап постановки це-
лей. Цели могут различаться как по временному горизонту (долгосроч-ные, среднесрочные, оперативные), так и по направленности: внеш-ние, характеризующие отношения организации с внешней средой (покупателями, конкурентами, поставщиками, кредиторами и т. п.), и внутренние — определяющие отношения между различными под-разделениями организации.
Внешние цели являются, как правило, более глобальными, т. е. для их достижения требуются скоординированные действия практически всех подразделений предприятия. Например, для завоевания опреде-ленной доли рынка (внешняя цель) могут потребоваться модерниза-ция продукции (отдел главного конструктора), изменение технологии (отдел главного технолога), поиск новых поставщиков сырья и мате-риалов (отдел материально-технического снабжения), организация сбыта (отдел сбыта или маркетинга), поиск источников финансиро-вания (финансовый отдел) и т. п.
Внутренние цели подчиняются внешним и конкретизируют их. В нашем примере внутренними целями могут выступать снижение издержек производства; создание и поддержание уровня необходимых запасов сырья; определение сроков запуска–выпуска изделий по от-дельным цехам и т. п.
Различия в характере целей требуют разных подходов к их опреде-лению как с точки зрения используемых методов, так и состава ис-полнителей.
Глобальные внешние цели, определяющие долгосрочные перспек-тивы развития предприятия, разрабатываются высшим звеном управ-

8
1.Местоизадачиоперативно-производственногопланированиявобщейсистемеуправленияпредприятием
ления: советом директоров, правлением или владельцем предприятия с привлечением руководителей всех функциональных служб и отде-лов преимущественно качественными методами. Внутренние, более конкретные, цели разрабатываются работниками специальных служб и отделов (планово-экономических, финансовых, технических) с ис-пользованием количественных методов.
Данная классификация целей позволяет выделить три вида плани-рования:
· стратегическое;· текущее (тактическое);· оперативное.Классификация видов планирования приведена на рис. 1.2.
Квалификационные признаки
Учет факторов влияния
Характердействий
Характерцелей
Факторы внешней
среды
Внешние цели
Глобальные, затрагивающие
интересы организации
Текущие, затрагивающие
интересы организации
Оперативные
Общие внутрен-
ние цели
Цели подраз-делений
Факторы внутренней
среды
Стратеги-ческое
Текущее
Оперативное
Виды планирования
Рис. 1.2. Классификация видов планирования

9
1.1.Содержаниеплановойработынапредприятииивзаимосвязьвидовпланирования
Стратегическое планирование — это процесс определения глобаль-ных внешних целей и разработки программы перспективных долго-срочных действий по развитию предприятия.
Текущее планирование — это процесс определения внутренних це-лей организации и разработки программы текущих действий.
Оперативное планирование — это процесс определения целей под-разделений, согласованных с внешними и общими внутренними це-лями организации, и разработки программы краткосрочных действий по их достижению.
Возможные цели при планировании производства и реализации продукции приведены в табл. 1.1.
Таблица 1.1Примеры целей при различных видах планирования
Вид планирования ЦелиСтратегическое Доля рынка, объем продажТекущее Годовые объемы валовой, товарной, реализуемой продукцииОперативное Квартальные и месячные программы производства по цехам
Планирование — первая функция управления, но не единствен-ная. Эффективность управления зависит от скоординированного по-следовательного выполнения всех управленческих функций. С точки зрения места планирования, в общем процессе управления предпри-ятием можно сформулировать основные задачи, решаемые в процес-се организации плановой работы:
1. Уменьшить неопределенность будущего, т. е. определить с допу-стимой вероятностью перспективы развития предприятия с учетом внешних и внутренних факторов влияния.
2. Облегчить контроль. Важная задача, определяющая требования к плановым разработкам: их количественное и временное выражение, распределение обязанностей в процессе реализации планов.
3. Минимизировать затраты на сам процесс планирования, который вытекает из общего принципа эффективности производства.
Являясь первой функцией управления, планирование входит в об-щую систему управления организацией, однако его можно рассматри-вать и как самостоятельную систему.
На рис. 1.3 представлены взаимосвязь планирования с прочими эле-ментами управляющей системы (внешняя среда) и укрупненные эле-

10
1.Местоизадачиоперативно-производственногопланированиявобщейсистемеуправленияпредприятием
менты системы планирования (внутренняя среда). Рисунок представ-ляет собой поэтапный срез системы планирования, возможны и другие срезы: по видам, по объектам планирования и т. п.
Организационное
обеспечениеИнформационное
обеспечение
Управление планированием
Процесс планирования
Результат планирования
Система принятия решений
Рис. 1.3. Элементы системы планирования и ее взаимосвязь с управляющей системой
Наиболее явным является последний элемент системы планирова-ния — результат планирования, т. е. совокупность целей, задач, про-грамм действий. В то же время, по мнению многих руководителей, предшествующий ему элемент — процесс планирования — является самым важным, так как именно он обеспечивает координацию дей-ствий всех работников организации. И, наконец, планированием, как и любой другой работой, нужно управлять, следовательно, появляет-ся третий элемент — управление планированием.
Информационное обеспечение включает в себя базы первичных данных о работе предприятия и его контрагентов, а также прогнозы развития внешней среды. Организационное обеспечение определя-ет формальный и неформальный статусы работников предприятия,
11
1.2.Целиизадачиоперативно-производственногопланирования
занимающихся планированием (их функции, подчиненность, опла-ту труда).
Необходимо заметить, что планирование в организации не само-цель, а база для принятия управленческих решений, поэтому из внеш-них связей наиболее важной является связь планирования с системой принятия решений. Именно она в конечном итоге обеспечивает эф-фективность как самого процесса планирования, так и управления в целом.
В настоящее время наиболее формализованы процессы текущего и оперативного планирования, ими занимаются специальные отделы и службы: планово-экономический отдел, производственно-диспет-черский отдел и т. п.
1.2.Целиизадачиоперативно-производственногопланирования
Главной целью оперативного планирования основного производ-ства (оперативно-производственного планирования — ОПП) является организация слаженной работы всех подразделений предприятия для обеспечения ритмичного выпуска продукции в установленном объе-ме и номенклатуре при оптимальном использовании производствен-ных ресурсов. Следствием достижения данной цели являются:
·Обеспечение плановых сроков поставок.·Обеспечение ритмичного хода производства и уменьшение
непроизводительных затрат.·Оптимизация запасов сырья и материалов.·Сокращение запасов и затрат незавершенного производства.·Уменьшение длительности производственного цикла.Для эффективного обеспечения указанной цели необходимо реше-
ние следующих задач:·Разработка календарно-плановых нормативов.·Разработка плана выпуска продукции предприятия по месяцам
года.·Составление оперативно-календарных планов выпуска и графи-
ков производства узлов и деталей цехами, участками по месяцам, неделям, суткам, сменам.

12
1.Местоизадачиоперативно-производственногопланированиявобщейсистемеуправленияпредприятием
·Объемные расчеты загрузки оборудования и площадей.·Сменно-суточное планирование.Оперативное управление основным производством реализуется
в рамках функциональной, элементной и организационной подси-стем. Взаимосвязь решаемых задач и подсистем приведена на рис. 1.4.
Функциональная подсистема обеспечивает организацию движе-ния предметов труда (заготовок, деталей, узлов и т. п.) с учетом вре-мени. При этом, чем выше уровень производства, тем длиннее вре-менной период, на который разрабатываются планы. По предприятию в целом оперативные планы производства формируются на год, квар-тал, месяц. По цехам планы составляют на месяц, декаду или неделю. По участкам планово-учетные периоды существенно короче: месяц, неделя (пятидневка), сутки, смена, час.
В рамках элементной подсистемы определяются профессиональный состав и квалификация специалистов; перечень технических средств и программного обеспечения, кроме того, содержание планово-учет-ной документации, календарно-плановых нормативов и планово-учет-ных единиц. Это определяет характер и напряженность информаци-онных потоков.
Организационная подсистема оперативного управления производ-ством включает перечень структурных подразделений предприятия, специализирующихся на вопросах ОУП. На уровне предприятия — это планово-диспетчерский отдел (ПДО) или производственно-диспетчер-ский отдел, на уровне цеха — планово-диспетчерское или планово-рас-пределительное бюро (соответственно ПДБ или ПРБ), а на уровне участков вопросы оперативного управления решает планово-управ-ленческий персонал данных участков.
Оперативно-производственное планирование включает календар-ное планирование и оперативное регулирование хода производства.
Календарное планирование — это детализация годового плана про-изводства продукции предприятия по срокам запуска-выпуска каждого вида продукции и своевременное доведение этих показателей до каждого основного цеха, а внутри цехов — до каждого участка и рабочего места.
Оперативное регулирование (диспетчирование) хода производства осуществляется посредством систематического учета и контроля за вы-полнением сменно-суточных заданий и применением профилактиче-ских мероприятий по устранению причин, нарушающих ритм произ-водства и срывающих выполнение планов.

13
1.2.Целиизадачиоперативно-производственногопланирования
Рис.
1.4
. Цел
и оп
ерат
ивно
-про
изво
дств
енно
го п
лани
рова
ния
и ре
ализ
ующ
ие и
х по
дсис
темы
Под
сист
емы
опе
рати
вног
о пл
анир
ован
ия о
снов
ного
про
изво
дств
а
Опт
имиз
ация
ск
лад-
ских
запа
сов
Обе
спеч
ение
ср
оков
пос
таво
к пр
одук
ции
Обе
спеч
ение
ри
тмич
ного
хо
да
прои
звод
ства
и у
мен
ьшен
ие н
е-пр
оизв
одит
ельн
ых
затр
ат
Сок
ращ
ение
зап
асов
и з
атра
т не
заве
ршен
-но
го п
роиз
водс
тва
и ум
еньш
ение
дли
тель
-но
сти
прои
звод
стве
нног
о ци
кла
ОРГ
АН
ИЗА
ЦИ
Я С
ЛА
ЖЕ
НН
ОЙ
РА
БО
ТЫ
ВС
ЕХ
ПО
ДРА
ЗДЕ
ЛЕН
ИЙ
ПРЕ
ДП
РИЯ
ТИ
Я Д
ЛЯ
ОБЕ
СП
ЕЧ
ЕН
ИЯ
РИ
ТМ
ИЧ
НО
ГО
ВЫ
ПУ
СК
А П
РОД
УК
ЦИ
И В
УС
ТА
НО
ВЛЕН
НО
М О
БЪЕ
МЕ
И Н
ОМ
ЕН
КЛ
АТ
УРЕ
ПРИ
ОП
ТИ
МА
ЛЬ
НО
М И
СП
ОЛ
ЬЗО
ВА
НИ
И
ПРО
ИЗВ
ОД
СТ
ВЕ
НН
ЫХ
РЕ
СУ
РСО
В
ЗА
ДА
ЧИ
ОП
ЕР
АТ
ИВ
НО
-ПР
ОИ
ЗВ
ОД
СТ
ВЕ
НН
ОГ
О П
ЛА
НИ
РО
ВА
НИ
Я
Разр
абот
ка
кале
ндар
-но
-пл
анов
ых
норм
ати-
вов
Сос
тавл
ение
оп
ерат
ивно
-ка
ленд
арны
х пл
анов
вы
пуск
а и
граф
ики
прои
звод
ства
узл
ов
и де
тале
й це
хами
, уч
астк
ами
по м
есяц
ам,
неде
лям,
сут
кам,
см
енам
Объ
емны
е ра
счет
ы
за-
груз
ки о
бору
-до
вани
я и
площ
адей
Сме
нно-
суто
чное
пл
анир
о-ва
ние
Опе
рати
в-ны
й уч
ет
хода
пр
оиз-
водс
тва
Кон
трол
ь и
регу
-ли
рова
ние
хода
пр
оизв
одст
ва
(дис
петч
иров
а-ни
е)
Разр
абот
ка
план
а вы
пус-
ка п
роду
кции
пр
едпр
ияти
я по
ме
сяца
м го
да
Фун
кцио
наль
ная
подс
ист
ема
О
рган
изац
ия д
виж
ения
пре
дмет
ов:
- на
пред
прия
тии
- за
год
, кв
арта
л,
меся
ц;
- в ц
ехе
- за
меся
ц, н
едел
ю;
- на
учас
тке
– за
мес
яц,
неде
лю (
пя-
тидн
евку
), су
тки,
сме
ну, ч
ас
Элем
ент
ная
подс
ист
ема
· Сос
тав
и кв
алиф
икац
ия с
пеци
алис
тов.
· С
оста
в те
хнич
ески
х с
редс
тв и
про
грам
мног
о об
еспе
чени
я.
· Сос
тав
кал
енда
рно-
план
овы
х но
рмат
ивов
и п
лано
во-у
четн
ых
един
иц.
· Сос
тав
и со
держ
ание
пла
ново
-уче
тной
док
умен
таци
и.
· Хар
акте
р и
напр
яжен
ност
ь ин
форм
ацио
нны
х по
токо
в
Орг
аниз
ацио
нная
под
сист
ема
· П
редп
рият
ие -
план
ово-
дисп
етче
рски
й от
дел
(ПД
О).
· Цех
– п
лано
во-
дисп
етче
рско
е бю
ро (П
ДБ)
.
· Уча
сток
– п
лано
во-у
прав
лен-
ческ
ий п
ерсо
нал
учас
тка

14
1.Местоизадачиоперативно-производственногопланированиявобщейсистемеуправленияпредприятием
Хара
ктер
исти
киМ
ежце
хово
е ОП
ПВн
утри
цехо
вое О
ПП
Мес
то
осущ
еств
лени
яП
роиз
водс
твен
но-д
испе
тчер
ский
отд
ел (П
ДО
)П
роиз
водс
твен
но-д
испе
тчер
ские
бю
ро (П
ДБ)
Выпо
лняе
мые
фун
кции
·Ра
зраб
отка
опе
рати
вно-
кале
ндар
ных
норм
атив
ов.
·Ув
язка
сод
ерж
ания
и с
роко
в ка
ленд
арны
х гр
афи-
ков
рабо
ты ц
ехов
.·
Сос
тавл
ение
и в
ыда
ча ц
ехам
кал
енда
рны
х пл
анов
по
мес
яцам
(опр
едел
ение
кол
ичес
тва и
вре
мени
пе
реда
чи д
етал
ей, с
боро
чны
х ед
иниц
из ц
еха)
.·
Опе
рати
вны
й уч
ет.
·Д
испе
тчир
ован
ие в
ыпо
лнен
ия к
ален
дарн
ого
план
а
·О
пред
елен
ие м
еста
и с
роко
в на
чала
и о
кон-
чани
я об
рабо
тки
каж
дой
дета
леоп
ерац
ии,
их гр
упп
или
дета
ли в
цел
ом.
·С
оста
влен
ие к
ален
дарн
ого
план
а-гр
афи-
ка р
абот
ы у
част
ков
(пот
очны
х и
авто
мати
-че
ских
лин
ий) ц
еха н
а мес
яц, д
екад
у, с
утки
и
смен
у.·
Обе
спеч
ение
рит
мичн
ого
выпо
лнен
ия
учас
ткам
и (и
раб
очим
и ме
стам
и) за
данн
ой
меся
чной
про
грам
мы
Рис.
1.5
. Хар
акте
рист
ика о
пера
тивн
о-пр
оизв
одст
венн
ого
план
иров
ания
по
мест
у ос
ущес
твле
ния
Хар
акте
рист
ики
Меж
цехо
вое
ОП
П
Вну
триц
ехов
ое О
ПП
Мес
то
осущ
еств
лени
я П
роиз
водс
твен
но-д
испе
тчер
ский
отд
ел (П
ДО
) П
роиз
водс
твен
но-д
испе
тчер
ские
бю
ро (П
ДБ)
Вы
полн
яемы
е ф
ункц
ии
Р
азра
ботк
а оп
ерат
ивно
-кал
енда
рны
х но
рмат
ивов
.
У
вязк
а со
держ
ания
и с
роко
в ка
ленд
арны
х гр
афик
ов
рабо
ты ц
ехов
.
С
оста
влен
ие и
вы
дача
цех
ам к
ален
дарн
ых
план
ов п
о ме
сяца
м (о
пред
елен
ие к
олич
еств
а и
врем
ени
пере
да-
чи д
етал
ей, с
боро
чны
х ед
иниц
из ц
еха)
.
О
пера
тивн
ый
учет
.
Д
испе
тчир
ован
ие в
ыпо
лнен
ия к
ален
дарн
ого
план
а
О
пред
елен
ие м
еста
и с
роко
в на
чала
и о
конч
ания
обр
абот
ки
каж
дой
дета
леоп
ерац
ии, и
х гр
упп
или
дета
ли в
цел
ом.
С
оста
влен
ие к
ален
дарн
ого
план
а-гр
афик
а ра
боты
уча
стко
в (п
оточ
ных
и ав
тома
тиче
ских
лин
ий)
цеха
на
меся
ц, д
екад
у,
сутк
и и
смен
у.
О
бесп
ечен
ие р
итми
чног
о вы
полн
ения
уча
стка
ми (и
раб
очи-
ми м
еста
ми) з
адан
ной
меся
чной
про
грам
мы
Опе
рати
вно-
прои
звод
стве
нное
пла
-ни
рова
ние
ос
новн
ого
пр
оизв
одст
ва
Кал
енда
рное
пла
ниро
вани
е –
это
дета
лиза
ция
годо
вого
пла
на п
роиз
водс
тва
прод
укци
и пр
едпр
ияти
я по
сро
кам
запу
ска-
выпу
ска
каж
дого
вид
а пр
одук
ции
и св
оевр
емен
ное
дове
дени
е эт
их п
оказ
ател
ей д
о ка
ждо
го о
снов
ного
цех
а, а
вну
три
цехо
в –
до к
аждо
го у
част
ка и
раб
очег
о ме
ста.
Ка
ленд
арно
е пл
анир
ован
ие в
клю
чает
так
же
опер
атив
ный
учет
вы
полн
ения
про
изво
дст
венн
ых
зада
-ни
й
Опе
рати
вное
рег
улир
ован
ие (
дисп
етчи
рова
ние)
ход
а пр
оизв
одст
ва о
сущ
еств
ляет
ся п
осре
дств
ом
сист
емат
ичес
кого
уче
та и
кон
трол
я за
вы
полн
ение
м см
енно
-сут
очны
х за
дани
й и
прим
енен
ием
проф
и-ла
ктич
ески
х ме
ропр
ияти
й по
уст
ране
нию
при
чин,
нар
ушаю
щих
рит
м пр
оизв
одст
ва и
сры
ваю
щих
вы
-по
лнен
ие п
лано
в

15
1.2.Целиизадачиоперативно-производственногопланирования
Производственно-диспетчерский отдел (ПДО) выполняет следую-щие функции:
· разработку оперативно-календарных нормативов;· увязку содержания и сроков календарных графиков работы цехов;· составление и выдачу цехам календарных планов по месяцам
(определение количества и времени передачи деталей, сбороч-ных единиц из цеха);
· оперативный учет хода производства;· диспетчирование выполнения календарного плана.За производственно-диспетчерскими бюро (или ПРБ) закрепле-
ны работы:· определение места и сроков начала и окончания обработки каж-
дой деталеоперации, их групп или детали в целом;· составление календарного плана-графика работы участков (по-
точных и автоматических линий) цеха на месяц, декаду, сутки и смену;
· обеспечение ритмичного выполнения участками (и рабочими ме-стами) заданной месячной программы.
Оперативное планирование должно учитывать отраслевую специ-фику, тип производства (серийность), конструктивные и технологи-ческие особенности выпускаемой продукции, характер используемых технологий (например, использование групповых технологий обра-ботки), уровень внешней кооперации (аутсорсинга) основного про-изводства и т. д.
Оперативное планирование должно быть взаимосвязано с матери-ально-техническим снабжением, конструкторско-технологической и организационной подготовкой производства, текущим планирова-нием, управленческим учетом и бюджетированием. В условиях единич-ного и мелкосерийного производства при высокой загрузке оборудо-вания возможные ограничения по производству должны учитываться на стадии, предшествующей заключению договора при установле-нии срока поставки продукции (выполнения работ), то есть возмож-на (а иногда — необходима) взаимосвязь оперативно-производствен-ного планирования и сбыта еще на преддоговорной стадии.
Система оперативно-производственного планирования состоит из следующих взаимосвязанных и взаимообусловленных элементов:
· планово-учетные периоды — временные промежутки, на кото-рые составляется план;

16
1.Местоизадачиоперативно-производственногопланированиявобщейсистемеуправленияпредприятием
· планово-учетные единицы — объект планирования и учета, де-тализируемый в зависимости от типа производства (заказ, узел, деталь и т. п.);
· календарно-плановые нормативы — количественные и времен-ные значения показателей (например, размер партии, длитель-ность производственного цикла и др.);
· системы оперативно-производственного планирования — набор правил процедур для расчета плановых заданий подразделений по запуску-выпуску продукции.
На рис. 1.6 показана взаимосвязь элементов ОПП и требования к построению системы.
При выборе системы ОПП также учитываются следующие факто-ры: динамика спроса на продукцию, стоимость заемных финансовых ресурсов, материалоемкость продукции, стоимость труда (часовые тарифные ставки, премия, доплаты и т. д.), количество технологи-ческих переделов, коэффициент покрытия расходов на содержание и эксплуатацию оборудования (или коэффициент покрытия обще-производственных расходов), коэффициент специализации произ-водства.
Особенности элементов ОПП, обусловленные типом производства, приведены в табл. 1.2.
Оперативно-производственное планирование должно учитывать:· отраслевую специфику;· тип производства (серийность);· конструктивные и технологические особенности выпускаемой
продукции;· характер используемых технологий (например, использование
групповых технологий обработки);· уровень внешней кооперации (аутсорсинга) основного произ-
водства.Оперативно-производственное планирование должно быть взаи-
мосвязано:·с материально-техническим снабжением;·конструкторско-технологической и организационной подготов-
кой производства;·управленческим учетом;·бюджетированием;·текущим планированием.

17
1.2.Целиизадачиоперативно-производственногопланирования
Рис.
1.6
. Стр
укту
ра о
пера
тивн
о-пр
оизв
одст
венн
ого
план
иров
ания
и тр
ебов
ания
к н
ей
Опе
рат
ивно
-про
изво
дст
венн
ое п
лани
рова
ние
долж
но у
чит
ыва
ть:
- от
расл
евую
спе
цифи
ку;
- ти
п пр
оизв
одст
ва (с
ерий
ност
ь);
- ко
нстр
укти
вны
е и
техн
олог
ичес
кие
особ
енно
-ст
и вы
пуск
аемо
й пр
одук
ции;
- ха
ракт
ер и
спол
ьзуе
мых
техн
олог
ий (
напр
имер
, ис
поль
зова
ние
груп
повы
х те
хнол
огий
обр
абот
ки);
- ур
овен
ь вн
ешне
й ко
опер
ации
(ау
тсор
синг
а) о
с-но
вног
о пр
оизв
одст
ва.
Опе
рат
ивно
-про
изво
дст
венн
ое п
лани
рова
ние
до
лжно
бы
ть
взаи
мос
вяза
но :
с м
атер
иаль
но-т
ехни
ческ
им с
набж
ение
м;
к
онст
рукт
орск
о-те
хнол
огич
еско
й и
орга
низа
-ци
онно
й по
дгот
овко
й пр
оизв
одст
ва;
у
прав
ленч
ески
м уч
етом
;
б
юдж
етир
ован
ием;
т
екущ
им п
лани
рова
нием
.
ЭЛ
ЕМ
ЕН
ТЫ
ОП
ЕРА
ТИ
ВН
О-П
РОИ
ЗВО
ДС
ТВ
ЕН
НО
ГО
ПЛ
АН
ИРО
ВА
НИ
Я
Сис
тем
ы
опер
атив
но-
прои
звод
стве
н-но
го п
лани
ро-
вани
я
Кал
енда
рно-
план
овы
е но
рмат
ивы
Пла
ново
-уч
етны
е пе
риод
ы
Пла
ново
-уч
етны
е ед
иниц
ы

18
1.Местоизадачиоперативно-производственногопланированиявобщейсистемеуправленияпредприятием
Таблица 1.2Особенности оперативно-производственного планирования,
обусловленные типом производства
Сравнивае-мый признак
Единичное производство
Серийное производство
Массовое производство
Основная особенность данного типа производства
Однократность или нерегулярная повторяемость за-каза и нестабиль-ность производ-ства по объему и номенклатуре
Изделия выпускают-ся периодически повто-ряющимися мелкими, средними или крупны-ми сериями
Большой объем выпуска изделий, непрерывно изго-тавливаемых в те-чение длительного времени
Преобладаю-щая специа-лизация
Технологическая специализация производственных подразделений
Предметная и техноло-гическая специализация производственных под-разделений
Предметная спе-циализация произ-водственных под-разделений
Специализа-ция рабочих мест (закре-пление опе-раций)
В течение месяца может выполнять-ся более 40 детале-операций (по наи-менованиям)
В течение месяца дета-ле-операции периодиче-ски повторяются:·Мелкосерийное про-
изводство — 20–40,·Среднесерийное про-
изводство — 10–20,·Крупносерийное про-
изводство — 2–10
Одна постоян-но повторяющаяся операцияНа конвейере за рабочим местом может быть закре-плено несколько высокопроизводи-тельных операций, общая трудоем-кость которых рав-на такту конвейера
Планово-учетные еди-ницы (для обрабатыва-ющих цехов)
·Заказ·Узел·Ведущая деталь·Узловой ком-
плект
·Серия изделий·Партия деталей·Групповой комплект·Машинокомплект·Условный машино-
комплект·Условный сутко-ком-
плект
·Деталь
Минималь-ные по про-должи-тельности планово-учет-ные перио-ды в системе ОПП цехов
В зависимо-сти от сложности и трудоемкости де-талей:·Половина меся-
ца — при дли-тельных циклах обработки.
Среднесерийное произ-водство;·Рабочий день.·Смена
·Час

19
1.2.Целиизадачиоперативно-производственногопланирования
Сравнивае-мый признак
Единичное производство
Серийное производство
Массовое производство
·Декада.·Неделя (пятид-
невка) — при непродолжи-тельных циклах
Календарно-плановые нормативы (КПН)
·Длительность производствен-ного цикла.
·Опережение по запуску.
·Опережение по выпуску.
·Пролеживание.При обработке стандартизирован-ных деталей ис-пользуется парти-онная обработка
·Серия изделий.·Партия запуска
(выпуска) деталей.·Периодичность запу-
ска-выпуска партий деталей.
·Заделы оборотные и страховые.
Календарно-плановые нормативы представ-лены наиболее полно, причем в мелкосерий-ном производстве они соответствуют единич-ному производству, а в крупносерийном — массовому
·Такт (ритм) ра-боты участков, линий, рабочих мест.
·Темп производ-ства.
· Заделы.Нормативы име-ют самую высокую точность
Календарное планирова-ние
План-график ра-боты цеха и участ-ка отражает факт нахождения в про-изводстве заказа, узла или ведущей детали в данном планово-учетном периоде (неделя, декада или поло-вина месяца)
Календарный график запуска партий деталей в производство. Он отра-жает по каждой партии деталей день (или смену) запуска в производство, периодичность и после-довательность запуска и окончание обработки. График строится по ве-дущему оборудованию
Стандартный план-график ра-боты участка. Он предусматривает определенную по-следовательность выполнения всех деталеопераций на каждом рабочем месте
Тип производства оказывает влияние не только на различные ком-поненты оперативно-производственного планирования, но и на осо-бенности контроля и диспетчирования производственного процесса. Причем, по разным видам работ это влияние неодинаково.
Контроль оперативной подготовки производства не зависит от типа производства и заключается в отслеживании подготовки производства
Окончание табл. 1.2

20
1.Местоизадачиоперативно-производственногопланированиявобщейсистемеуправленияпредприятием
по наиболее важным элементам: конструирование и изготовление тех-нологической оснастки, приспособлений, инструмента, модерниза-ция оборудования (необходимость которой вызвана освоением выпу-ска новой продукции) и т. п.
При отставании от графика производства при всех типах произ-водства осуществляется контроль за изготовлением «отставших» де-талей, сборочных единиц (ДСЕ) и изделий (заказов) в целом. Отли-чается только временной интервал: если в массовом производстве возможен почасовой контроль в реальном времени, то в крупносе-рийном производстве контроль — один раз в день (возможен один раз в смену). В среднесерийном, мелкосерийном и единичном про-изводстве одинаковой периодичности контроля за ДСЕ, выбивши-мися из графика, нет; контроль «привязан» к прохождению техно-логических переделов, он, как правило, поэтапный (в некоторых случаях — пооперационный).
При контроле величины заделов на межцеховых складах в разных типах производства отличаются учетные единицы: в крупносерийном и массовом производстве выполняется учет по детали каждого наиме-нования, в серийном производстве — в групповых комплектах, маши-нокомплектах, партиях деталей. В единичном и мелкосерийном про-изводстве — в комплектах ДСЕ на заказ, в узловых комплектах.
Контроль своевременности межцеховых передач заготовок, дета-лей, узлов в серийном, единичном и мелкосерийном производстве заключается в проверке соответствия срока их передач в последую-щий по технологической цепочке цех месячному календарному пла-ну. В крупносерийном и массовом производстве разрабатываются стандартные план-графики работы участков, на основании которых, учитывая продолжительность выполнения вспомогательных произ-водственных процессов (контроль, транспортировка и т. д.), устанав-ливают стандартные сроки подач ДСЕ в последующие цеха. Контроль своевременности межцеховых передач в этом случае сводится к про-верке соблюдения установленных сроков.
В массовом, крупносерийном и серийном производстве выполне-ние плана предприятия по номенклатуре и плана по отгрузке продук-ции контролируется по соответствию сроков выпуска изделий сбо-рочным цехом (а при необходимости — прохождением испытаний) календарному плану; по обрабатывающим цехам и цехам узловой сборки — по срокам выпуска ведущих деталей и узлов. В массовом

21
1.2.Целиизадачиоперативно-производственногопланирования
и крупносерийном производстве контроль организован в соответствии с установленным ритмом (или тактом) в реальном масштабе времени. В среднесерийном производстве выполнение плана отслеживают в со-ответствии с календарным планом (календарным графиком) производ-ства. В мелкосерийном и единичном производстве контроль выполня-ется на основании соответствия сроков прохождения заказа (комплекта деталей на заказ) план-графику работы цеха и/или календарному гра-фику прохождения заказа.
При разработке оперативных планов используют различные графи-ческие и расчетные методы:
· линейные графики (диаграммы) Ганта;· сетевое планирование;· метод балльных оценок с учетом заданной периодичности;· метод индексной оценки загрузки оборудования;· метод оптимизации асинхронности.Выбор конкретного метода прежде всего зависит от типа производ-
ства, а также от сложности выпускаемой продукции, разнообразия тех-нологических процессов, уровня внешней кооперации, полноты нор-мативной базы и т. д.
На эффективность ОПП помимо качества календарного плани-рования влияют разнообразные факторы, часть которых приведена на рис. 1.7.
Простои
Текучесть
Недостаточная квалификация
Наличие «переходящих»
узких мест
Сложный техмаршрут
Недостаточная деталировка
Отсутствие расчетов производственной мощности цехов
и участков
Недостаточность нормативной базы
Времени выполнения вспомогательных работ
Длительности производственного
цикла
Величины партии
Опережений по запуску-выпуску
Заделов
Качество работ
Отступления от КДДоработки
и исправление бракаНеисправимый
брак
Большой износ
Неэффективная планировка
Трудоёмкая наладка
Неэффективное управление
Текущее и календарное планирование
Логистика
Несогласованность работы служб
НЕЭФФЕКТИВНОЕ ОПЕРАТИВНО-
ПРОИЗВОДСТВЕННОЕ ПЛАНИРОВАНИЕ
Диспетчирование
Аварийные поломки
Рис. 1.7. Причины низкой эффективности
оперативно-производственного планирования

22
1.Местоизадачиоперативно-производственногопланированиявобщейсистемеуправленияпредприятием
1.3.Влияниесистемыоперативно-производственногопланированиянаэкономическиеифинансовыерезультатыработыпредприятия
Система ОПП оказывает непосредственное влияние на такие пер-вичные показатели работы подразделений, как уровень запасов неза-вершенного производства, величина простоев и сверхурочных работ, трудоемкость обработки. Соответственно меняется себестоимость про-дукции и величина денежных средств, «омертвленных» в запасах.
Невыполнение плана по объему и номенклатуре приводит к срыву поставок. За этим следует не только снижение текущих показателей выручки, прибыли, рентабельности, но и ухудшение конкурентного статуса предприятия, в результате чего уменьшается выручка и при-быль будущих периодов. В табл. 1.3 приведены основные последствия неэффективной организации ОПП и их влияние на конечные показа-тели работы предприятия.
Таблица 1.3Влияние ОПП на технико-экономические и финансовые результаты
деятельности предприятия
Фак
торы
пр
оизв
од-
ства
, зав
ися-
щие
от у
ров-
ня О
ПП
Нег
атив
ные
посл
едст
вия
неэф
фек
тив-
ного
ОП
П
Виды
пот
ерь
Влия
ние
на те
хник
о-эк
оном
иче-
ские
и ф
и-на
нсов
ые
пока
зате
ли
рабо
ты п
ред-
прия
тия
Выпуск продукции в плановой номенкла-туре
Невыполне-ние обязательств по договорам по-ставки
Штрафы, пени, неу-стойки за недопо-ставку продукции.Снижение притока денежных средств.Упущенная выгода
Невыполнение плана по реализации.Невыполнение плана по прибыли (в т. ч. за счет эффекта масштаба).Снижение показателей оборачиваемости, в т. ч. длительности финансово-го цикла.Снижение показателей рентабельности.Ухудшение ликвидности и платежеспособности.Дополнительная потреб-ность в заемных средствах и снижение коэффициен-та автономии

23
1.3.Влияниесистемыоперативно-производственногопланирования
Фак
торы
пр
оизв
од-
ства
, зав
ися-
щие
от у
ров-
ня О
ПП
Нег
атив
ные
посл
едст
вия
неэф
фек
тив-
ного
ОП
П
Виды
пот
ерь
Влия
ние
на те
хник
о-эк
оном
иче-
ские
и ф
и-на
нсов
ые
пока
зате
ли
рабо
ты п
ред-
прия
тия
Ритмич-ность про-изводства
Неритмичная ра-бота, вызываю-щая:·простои рабо-
чих;· сверхурочные
работы;· увеличение
брака
Оплата вынужден-ных простоев.Оплата сверхуроч-ных работ.Затраты на исправ-ление брака и поте-ри по окончательно забракованной про-дукции.Оплата штраф-ных санкций (если брак не был выявлен на предприятии).Затраты (упущен-ная выгода) от необ-ходимости формиро-вания (увеличения) страховых запасов и заделов
Перерасход по фонду оплаты труда.Перерасход себестоимо-сти.Снижение балансовой прибыли.Снижение рентабельно-сти продукции.Ухудшение ликвидности (абсолютной и быстрой, но возможен рост текущей ликвидности) и платеже-способности.Увеличение оборотных активов.Снижение оборачиваемо-сти запасов и активов
Своевре-менная комплекта-ция сбороч-ных цехов
Некомплектная поставка деталей и узлов на сборку вызывает:·штурмовщину;· снижение ка-
чества;·необходи-
мость изготов-ления деталей с нарушением принципа пар-тионности
Аналогично пре-дыдущему пункту, кроме того, допол-нительные затраты на наладку оборудо-вания и простои обо-рудования в наладке (при высокой загруз-ке приводит к сни-жению производи-тельности)
Дополнительная потреб-ность в заемных средствах и снижение коэффициен-та автономии
Соблюде-ние норма-тивных за-делов
Увеличение дли-тельности про-изводственно-го цикла в связи со сверхнорма-тивным проле-живаним деталей
Дополнительное фи-нансирование ро-ста незавершенного производства (про-центы по кредиту или упущенная
Снижение прибыли.Перерасход по фонду оплаты труда.Замедление оборачивае-мости запасов и оборот-ных активов в целом.
Продолжение табл. 1.3

24
1.Местоизадачиоперативно-производственногопланированиявобщейсистемеуправленияпредприятием
Фак
торы
пр
оизв
од-
ства
, зав
ися-
щие
от у
ров-
ня О
ПП
Нег
атив
ные
посл
едст
вия
неэф
фек
тив-
ного
ОП
П
Виды
пот
ерь
Влия
ние
на те
хник
о-эк
оном
иче-
ские
и ф
и-на
нсов
ые
пока
зате
ли
рабо
ты п
ред-
прия
тия
Соблюде-ние норма-тивных за-делов
выгода при исполь-зовании собствен-ных источников фи-нансирования)
Снижение рентабельно-сти активов.Увеличение коэффициен-та текущей ликвидности при снижении абсолют-ной ликвидности.Увеличение финансо-во-эксплуатационной по-требности предприятия.Снижение финансовой автономии
На рис. 1.8 представлены потери рабочего времени и времени ра-боты оборудования, вызванные неэффективной организацией и пла-нированием (кроме того, возможны потери сырья, основных и вспо-могательных материалов, инструмента, различных видов энергии). Причины снижения прибыли подробно указаны в рис. 1.9.
Общая экономическая закономерность выбора системы ОПП определяется законом непрерывности и рассчитывается с помощью модели Дюпона (рентабельность активов определяется как произ-ведение величины рентабельности продаж и значения оборачивае-мости активов).
Закон непрерывности заключается в том, что возможно добить-ся либо непрерывной загрузки оборудования путем создания допол-нительного количества запасов незавершенного производства, либо непрерывности движения предметов труда (ДСЕ), сокращая производ-ственный цикл. Одновременное выполнение требований непрерыв-ности загрузки и непрерывности движения возможно только в массо-вом производстве при организации поточного конвейера.
Для серийного и тем более единичного производства необходимо выбирать приоритеты непрерывности.
Окончание табл. 1.3

25
1.3.Влияниесистемыоперативно-производственногопланирования
Рис.
1.8
. При
чины
сни
жен
ия п
рибы
ли п
ри н
еэф
фек
тивн
ом О
ПП
Сни
жен
ие
выру
ч-ки
в с
вязи
с н
евы
-по
лнен
ием
план
а по
ном
енкл
атур
е
Уве
личе
ние
удел
ь-но
й се
бест
оимо
сти
прод
укци
и за
сч
ет
пост
оянн
ых
расх
о-до
в
Уве
личе
ние
не-
прои
звод
ител
ьны
х за
трат
(п
рост
ои,
свер
хуро
чны
е,
брак
и т
.д.)
Штр
афны
е са
нкци
и,
связ
анны
е со
ср
ыво
м по
став
ок и
/или
бра
ком
Про
цент
ы п
о кр
едит
ам,
взя-
тым
в св
язи
с не
обхо
димо
-ст
ью
попо
лнен
ия
обор
отны
х ср
едст
в в
«нез
авер
шен
ке»
или
сниж
ение
м де
неж
ных
пост
уп-
лени
й
При
чины
сни
жен
ия п
рибы
ли п
ри н
еэф
фек
тивн
ом О
ПП
Убы
тки
в св
язи
с фи
-зи
ческ
им
и мо
раль
-ны
м из
носо
м св
ерх-
норм
атив
ных
запа
-со
в
Упу
щен
ная
выго
да в
свя
зи
со
связ
ыва
нием
ср
едст
в в
обор
оте
(из-
за у
вели
чени
я дл
ител
ьнос
ти
фина
нсов
ого
цикл
а)
Рост
но
мина
льно
й пр
ибы
ли
и ее
обе
сцен
иван
ие з
а сч
ет и
н-фл
яции
и у
вели
чени
я на
лого
-вы
х пл
атеж
ей с
ниж
ают
реал
ь-ну
ю п
рибы
ль
Сни
жен
ие п
отен
циал
ьной
вы
руч-
ки и
з-за
низ
кого
кон
куре
нтно
го
стат
уса
пред
прия
тия
(дли
нны
е ср
оки
испо
лнен
ия з
аказ
ов,
низк
ие
дисц
ипли
на п
ост
авок
, кач
ест
во)

26
1.Местоизадачиоперативно-производственногопланированиявобщейсистемеуправленияпредприятием
Рис.
1.9
. Осн
овны
е пот
ери
рабо
чего
вре
мени
и в
реме
ни р
абот
ы о
бору
дова
ния
при
недо
стат
очно
й эф
фек
тивн
ости
орг
аниз
ации
и п
лани
рова
ния
прои
звод
ства
ПЕР
СО
НА
Л
ОБО
РУД
ОВ
АН
ИЕ
Ном
инал
ьны
й фо
нд р
абоч
его
врем
ени
Реж
имны
й фо
нд в
реме
ни р
абот
ы о
бору
дова
ния
Плановые неявки (очередные и дополнительные от-пуска, болезни и т.п.)
Пла
новы
й фо
нд р
абоч
его
врем
ени
Пла
новы
й фо
нд в
реме
ни р
абот
ы о
бору
дова
ния
Плановые остановки на техобслуживание и ремонт
Потери из-за некачественного менеджмента
Потери из-за лишних движений, остановок
Фак
тиче
ское
вре
мя р
абот
ы
Вре
мя ф
акти
ческ
ой за
груз
ки
Потери при запуске
Потери при замене инструмента
Потери при переналадке
Потери из-за поломок
Организационные потери
Потери из-за низкого уровня автоматизации
Эфф
екти
вное
вре
мя
рабо
ты
Чист
ое в
ремя
раб
оты
Потери от снижения скорости
Потери от остановок и холостого хода
Потери при изменениях и регулировке
Вре
мя
поле
зной
ра
боты
Вре
мя
поле
зной
ра
боты
Потери из-за брака и его исправления

27
1.3.Влияниесистемыоперативно-производственногопланирования
Понимая, что основным показателем эффективности деятельность промышленного предприятия является рентабельность активов (POA), зависящая как от рентабельности продаж, так и от показателя обора-чиваемости активов, для принятия решения о приоритетах можно ис-пользовать модель Дюпона.
POAPV
VA
= Ч , (1.1)
где P –прибыль от реализации продукции; V — объем продаж; A = ОФ + ОС — величина активов, состоящая из суммы основных фондов и оборотных средств.
Таким образом, возможно при сокращении запасов достигнуть уров-ня рентабельности выше, чем при сокращении себестоимости. Вос-пользуемся соотношением:
360Д Оо
= =nС
, 1.2)
где До — длительность оборота; n — оборачиваемость; С — стоимость продукции; О — потребность в оборотных средствах.
Преобразовав формулу, получим формулу для расчета изменения потребности в оборотных средствах:
DО О О Д ДО О= - ў = - ўС360
( ) . (1.3)
Высокая степень непрерывности процессов производства и сокра-щение длительности производственного цикла имеют большое эконо-мическое значение: снижаются размеры незавершенного производства и ускоряется оборачиваемость оборотных средств, улучшается исполь-зование оборудования и производственных площадей, снижается се-бестоимость продукции. Исследования, выполненные О. Г. Туровцом, В. Б. Родионовым, М. И. Бухалковым, показали, что там, где средняя длительность производственного цикла не превышает 18 дней, каждый затрачиваемый рубль обеспечивает получение продукции на 12 % боль-ше, чем на заводах, где длительность цикла равна 19–36 дням, и на 61 % больше, чем на заводе, где продукция имеет цикл выше 36 дней.
Повышение уровня непрерывности производственного процес-са и сокращение длительности производственного цикла достига-ются, во-первых, повышением технического уровня производства,

28
1.Местоизадачиоперативно-производственногопланированиявобщейсистемеуправленияпредприятием
во-вторых, мерами организационного характера. Первое направление в значительной мере влияет на сокращение длительности технологи-ческого цикла. Капиталоемкость последнего варианта существенно ниже. Оба пути взаимосвязаны и дополняют друг друга.
Техническое совершенствование производства идет в направлении внедрения новой технологии, прогрессивного оборудования и новых транспортных средств. Это способствует сокращению производствен-ного цикла за счет снижения трудоемкости собственно технологиче-ских и контрольных операций, уменьшения времени на перемеще-ние предметов труда. Например, при техническом перевооружении АОА «Машиностроительный завод им. Калинина», по нашим расче-там, сокращение времени обработки детали «шток» при передаче об-работки с универсального оборудования на обрабатывающие центры сократилось в 10 раз, при этом длительность производственного цик-ла за счет сокращения перерывов партионности сократилось с 5 су-ток до 0,5 смены.
Организационные мероприятия должны предусматривать: во-первых, исключение простоев, вызванных низким уровнем ор-ганизации производства (отсутствие инструмента, заготовок и др.), во вторых, сокращение перерывов, вызванных межоперационным пролеживанием, и перерывов партионности за счет применения параллельного и параллельно-последовательного методов движе-ния предметов труда, оптимизации величины транспортной партии и улучшения системы планирования; в третьих, построение графи-ков комбинирования различных производственных процессов, обе-спечивающих частичное совмещение во времени выполнения смеж-ных работ и операций.
Совершенствование оперативно-производственного планирования и оперативного управления производством в целом улучшает не толь-ко экономические, но и финансовые показатели (рис. 1. 10).
Для многих промышленных предприятий проблема обеспечения платежеспособности и ликвидности весьма актуальна. Один из воз-можных вариантов ее решения — сокращение потребности в финан-совых ресурсах путем уменьшения длительности финансового цикла, который определяется суммой продолжительности оборота запасов и дебиторской задолженности, уменьшенной на величину длитель-ности оборота кредиторской задолженности

29
1.3.Влияниесистемыоперативно-производственногопланирования
Сокращение себестоимости
продукции
Сокращение величины и пе-риода оборота запасов неза-вершенного
производства
длит
ельн
ости
фи
нанс
овог
о ци
кла
Сокращение длительности
оборота креди-торской
задолженности (авансы
полученные)
Рост
С
ниж
ение
У
лучш
ение
все
х по
каза
теле
й
ликв
идно
сти
Совершенствование техпроцесса
Совершенствование ОПП
Рост
производительности
Сокращение длительности технологиче-ского цикла
Сокращение трудоемкости изготовления
продукции
Совершен-ствование
организации производства
Сокращение длительности
производствен-ного цикла
Рис. 1.10. Влияние эффективности ОПП на длительность финансового цикла и ликвидность
Производство может повлиять на финансовый цикл путем уве-личения производительности труда, сокращения себестоимости и уменьшения времени пролеживания. Это позволит уменьшить величину запасов незавершенного производства и длительность их оборота. На предприятиях единичного и мелкосерийного типов про-изводства, выпускающих сложную продукцию с длительным про-изводственным циклом, существует тесная зависимость между его величиной и сроками кредиторской задолженности (авансовые пла-тежи, как правило, «привязаны» к срокам окончания определенных этапов работы). Таким образом, сокращается не только цикл выпол-нения работ, но и продолжительность использования краткосроч-ных пассивов.
Уменьшение кредиторской задолженности в виде авансов получен-ных может увеличить финансовый цикл. Однако этого может и не про-изойти, так как время выполнения заказа (работ) все чаще становится дополнительным конкурентным преимуществом и способствует при-влечению новых клиентов. Рост выручки в этом случае играет роль

30
1.Местоизадачиоперативно-производственногопланированиявобщейсистемеуправленияпредприятием
противовеса. Таким образом, повышение эффективности оператив-но-производственного планирования обеспечивает усиление конку-рентоспособности продукции и предприятия в целом и становится инструментом обеспечения роста выручки. Однако в любом случае за счет сокращения кредиторской задолженности улучшатся показа-тели ликвидности, что приведет к усилению финансового потенциа-ла предприятия.

31
2.Нормативно-справочнаябазаоперативно-производственногопланирования
2.1.Производственныйциклмашиностроительнойпродукции
М ашиностроительная продукция является сложной по со-ставу и исполнению. Количество деталей, входящих в со-став готового изделия может превышать тысячи наимено-
ваний. Согласование процессов производства оригинальных деталей, их сборки, покупки необходимых комплектующих со стороны — важ-ная составляющая управления машиностроительным предприятием.
Время от начала запуска первой детали (заготовки) в производство до приемки готовой продукции называется производственным циклом.
Производственный цикл включает в себя как время выполнения основных технологических операций, так и время перерывов, и вре-мя на выполнение вспомогательных операций (например, транспор-тировку), а также на протекание естественных процессов.
Схематично структура производственного цикла представлена на рис. 2.1.
1 2 3 4 2 1
Рис. 2.1. Структура производственного цикла:1 — время технологических операций обработки; 2 — время ожидания; 3 — время транс-
портировки к следующей операции; 4 — время регламентированных перерывов
Время выполнения технологических операций в производствен-ном цикле может составлять менее 10 % от общей величины. Поэто-му основные резервы сокращения производственного цикла кроются в организации процессов производства, в сокращении времени пере-рывов и ожиданий.
32
2.Нормативно-справочнаябазаоперативно-производственногопланирования
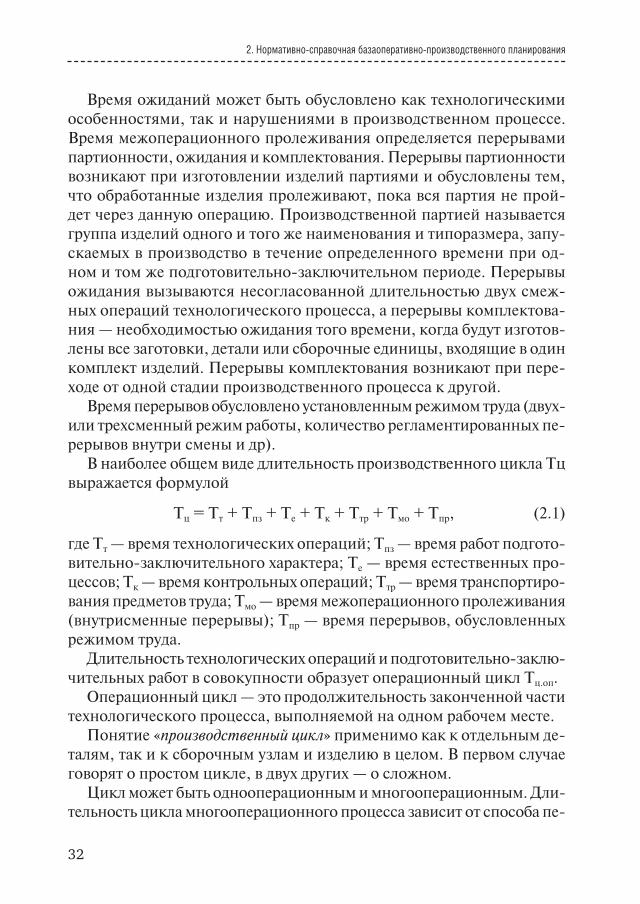
Время ожиданий может быть обусловлено как технологическими особенностями, так и нарушениями в производственном процессе. Время межоперационного пролеживания определяется перерывами партионности, ожидания и комплектования. Перерывы партионности возникают при изготовлении изделий партиями и обусловлены тем, что обработанные изделия пролеживают, пока вся партия не прой-дет через данную операцию. Производственной партией называется группа изделий одного и того же наименования и типоразмера, запу-скаемых в производство в течение определенного времени при од-ном и том же подготовительно-заключительном периоде. Перерывы ожидания вызываются несогласованной длительностью двух смеж-ных операций технологического процесса, а перерывы комплектова-ния — необходимостью ожидания того времени, когда будут изготов-лены все заготовки, детали или сборочные единицы, входящие в один комплект изделий. Перерывы комплектования возникают при пере-ходе от одной стадии производственного процесса к другой.
Время перерывов обусловлено установленным режимом труда (двух- или трехсменный режим работы, количество регламентированных пе-рерывов внутри смены и др).
В наиболее общем виде длительность производственного цикла Тц выражается формулой
Тц = Тт + Tпз + Те + Тк + Ттр + Тмо + Тпр, (2.1)
где Тт — время технологических операций; Tпз — время работ подгото-вительно-заключительного характера; Те — время естественных про-цессов; Тк — время контрольных операций; Ттр — время транспортиро-вания предметов труда; Тмо — время межоперационного пролеживания (внутрисменные перерывы); Тпр — время перерывов, обусловленных режимом труда.
Длительность технологических операций и подготовительно-заклю-чительных работ в совокупности образует операционный цикл Тц.оп.
Операционный цикл — это продолжительность законченной части технологического процесса, выполняемой на одном рабочем месте.
Понятие «производственный цикл» применимо как к отдельным де-талям, так и к сборочным узлам и изделию в целом. В первом случае говорят о простом цикле, в двух других — о сложном.
Цикл может быть однооперационным и многооперационным. Дли-тельность цикла многооперационного процесса зависит от способа пе-

33
2.1.Производственныйциклмашиностроительнойпродукции
редачи деталей с операции на операцию. Существуют три вида движе-ния предметов труда в процессе их изготовления: последовательный, параллельный и параллельно-последовательный.
При последовательном виде движения вся партия деталей передает-ся на последующую операцию после окончания обработки всех дета-лей на предыдущей операции (рис. 2.2). При последовательном виде движения отсутствуют перерывы в работе оборудования, но длитель-ность цикла наибольшая из-за значительного времени внутрипарти-онного пролеживания деталей.
Рис. 2.2. Последовательный вид движения
При параллельном виде движения детали передаются на следующую операцию транспортной партией сразу после окончания ее обработки на предыдущей операции (рис. 2.3). Каждая транспортная партия об-рабатывается непрерывно, но возможны простои оборудования между обработкой разных транспортных партий. В этом случае обеспечива-ется наиболее короткий цикл, но и сложность составления графиков работы — наибольшая.
Условием реализации данного вида движения является синхрони-зация выполняемых операций, при их рассогласовании неизбежны простои оборудования и рабочих.
Рис. 2.3. Параллельный вид движения

34
2.Нормативно-справочнаябазаоперативно-производственногопланирования
При параллельно‑последовательном виде движения партий деталей с операции на операцию детали передаются транспортными партия-ми или поштучно (рис. 2.4). При этом происходит частичное совме-щение времени выполнения смежных операций, а вся партия обраба-тывается на каждой операции без перерывов. Рабочие и оборудование работают без перерывов. Производственный цикл длительнее по срав-нению с параллельным, но короче, чем при последовательном движе-нии предметов труда.
Рис. 2.4. Параллельно-последовательный вид движения
При параллельно-последовательном виде движения происходит частичное совмещение во времени выполнения смежных операций. Существует два вида сочетания смежных операций во времени. Если время выполнения последующей операции больше времени выпол-нения предыдущей, то можно применять параллельный вид движе-ния деталей. Если время выполнения последующей операции меньше времени выполнения предыдущей, то приемлем параллельно-после-довательный вид движения с максимально возможным совмещением во времени выполнения обеих операций. Максимально совмещенные операции при этом отличаются друг от друга на время изготовления последней детали (или последней транспортной партии) на последу-ющей операции.
Иногда, для сохранения резервов по срокам изготовления, связан-ных с укрупненными расчетами, используют длительность цикла при последовательном виде движения, скорректированную на коэффици-ент параллельности, равный 0,7 (значение коэффициента может ва-рьироваться в зависимости от величины партии и количества транс-портных партий).

35
2.1.Производственныйциклмашиностроительнойпродукции
При расчете сложного производственного цикла используют ви-зуальное представление процесса производства (цикловой график). Сложное изделие делят на сборочные узлы и определяют последова-тельность выполнения работ (рис. 2.5).
Рис. 2.5. Поузловой график сборки
Предварительно устанавливаются производственные циклы про-стых процессов, входящих в сложный. По цикловому графику ана-лизируется срок опережения одних процессов другими и определяет-ся общая продолжительность цикла сложного процесса производства изделия или партии изделий как наибольшая сумма циклов связан-ных между собой простых процессов и межоперационных переры-вов. На графике справа налево в масштабе времени откладываются циклы частичных процессов, начиная от испытаний и кончая изго-товлением деталей.
При этом в каждом узле выбирают ведущую деталь — деталь с мак-симальной трудоемкостью исполнения, на основании которой рас-считывается производственный цикл всего узла. При этом предпола-гается, что изготовление остальных деталей происходит параллельно с изготовлением ведущей детали.
Для выдачи заданий производственным подразделениям использу-ют ленточные графики (графики Ганта) с указанием начала и оконча-ния изготовления
На величину производственного цикла, помимо длительности тех-нологических операций, влияют организационные факторы:
·величина пролеживаний, обусловленная недостатками матери-ально-технического снабжения (логистики), неритмичностью

36
2.Нормативно-справочнаябазаоперативно-производственногопланирования
Рис.
2.6
. Про
изво
дств
енны
й ци
кл: ф
акто
ры и
пос
ледс
твия
изм
енен
ия д
лите
льно
сти
ДЛИТЕЛЬНОСТЬ ТЕХНОЛОГИЧЕСКОГО ЦИКЛА
Прод
олжи
тель
ност
ь тех
ноло
гиче
ских
опер
аций
, т.е.
врем
я неп
осре
дств
енно
го из
гото
влен
ия
дета
лей,
сбор
ки уз
лов и
изде
лия в
цел
ом (е
сли
при
парт
ионн
ой о
браб
отке
осу
щес
твля
-ет
ся п
арал
лель
ное
или
пара
ллел
ьно-
посл
едов
ател
ьное
дви
жен
ие, т
о да
нная
ве-
личи
на к
орре
ктир
уетс
я на
коэ
фф
ицие
нт п
арал
лель
ност
и (о
т 0,
3 –
до 0
,9))
Подг
отов
ител
ьно-
закл
ючит
ельн
ое вр
емя
Врем
я вып
олне
ния к
онтр
ольн
ых оп
ерац
ий
Врем
я на в
нутр
ицех
овую
тран
спор
тиро
вку
Прод
олжи
тель
ност
ь меж
опер
ацио
нных
пролеж
иваний
(ожи
дани
е выс
вобо
жден
ия о
бору
дова
ния)
Вр
емя н
а офо
рмле
ние и
отпр
авку
дет
алей
в сл
едую
щий ц
ех ил
и на с
клад
(в кл
адов
ую)
Межц
ехов
ые пр
олеж
ивания
Ме
жсме
нные
пролеж
ивания
Пр
одол
жите
льно
сть е
стес
твен
ных о
пера
ций
С
лож
ност
ь вы
пуск
аемо
й пр
одук
ции
Орг
аниз
ация
про
изво
дств
а,
О
бесп
ечен
ие р
абоч
их м
ест
К
ачес
тво
план
иров
ания
Вне
шня
я ко
опер
ация
Спе
циал
изац
ия п
одра
здел
ений
осн
овно
го п
ро-
изво
дств
а
С
трук
тура
пар
ка о
бору
дова
ния
и ег
о за
груз
ки
П
родо
лжит
ельн
ость
исп
олне
ния
за-
каза
Вел
ичин
а за
пасо
в и
затр
ат н
езав
ер-
шен
ного
про
изво
дств
а
Пот
ребн
ость
в за
ёмны
х ис
точн
иках
фи
нанс
иров
ания
Обо
рачи
ваем
ость
запа
сов
и ак
тиво
в в
цело
м
Рен
табе
льно
сть
акти
вов
Дли
тель
ност
ь пр
оизв
од-
стве
нног
о
цикл
а
изго
товл
ения
пр
одук
ции
Вы
явле
ние
поте
рь в
реме
ни
при
расч
ете
длит
ельн
ости
ци
кла
Вы
явле
ние
поте
рь в
реме
ни
при
откл
онен
ии
факт
иче-
ског
о хо
да
прои
звод
ства
от
пла
ново
го
Разр
абот
ка м
ероп
рият
ий п
о ус
тран
ению
(у
мень
шен
ию)
выяв
ленн
ых
поте
рь в
реме
ни
Пер
есче
т дл
ител
ьнос
ти про-
изводственного
цикл
а и
по-
треб
ност
и в
НЗП
(ум
еньш
а-ет
ся п
ропо
рцио
наль
но %
со-
кращ
ения
цик
ла)

37
2.2.Расчетыпроизводственноймощности
производства, неэффективной величиной партии деталей, нера-циональной последовательностью запуска партий деталей в про-изводство, низкой сменностью работы оборудования;
·брак по организационным причинам, что увеличивает партию запуска деталей по сравнению с необходимой величиной партии выпуска и т. п.
Экономические последствия изменения длительности производ-ственного цикла и факторы, его определяющие, приведены на рис. 2.6.
2.2.Расчетыпроизводственноймощности
Под производственной мощностью понимается максимально возмож-ный выпуск продукции в структуре и ассортименте плана при норматив-ном уровне использования оборудования.
Производственная мощность, как вытекает из определения, вели-чина динамическая. Ее значения могут меняться не только при изме-нениях в парке оборудования, но и при изменении структуры произ-водственной программы.
Расчеты производственной мощности преследуют две цели:· проверку и обоснование возможности выпуска плановой произ-
водственной программы;· создание информационно-аналитической базы для разработки
плана организационно-технического развития.Производственная мощность может измеряться как в натуральных,
так и в стоимостных единицах аналогично единицам измерения то-варной продукции. В натуральных единицах производственная мощ-ность (ПМ) рассчитывается по формуле
ПМ = Ф/t, (2.2)
где Ф — действительный (эффективный) фонд времени работы обо-рудования; t — трудоемкость изготовления единицы продукции.
Наиболее часто для многономенклатурного производства производ-ственную мощность рассчитывают в процентах к плану. В этом случае формула (2.2) примет вид

38
2.Нормативно-справочнаябазаоперативно-производственногопланирования
ПМФТ
= Ч100, (2.3)
где Т — трудоемкость годовой программы.Расчет производственной мощности начинается с отдельных групп
взаимозаменяемого оборудования основных цехов, при этом различа-ют мощность на начало, на конец периода и среднегодовую.
Порядок расчета производственной мощности состоит из следую-щих этапов:
Этап 1. Расчет производственной мощности на начало года1) Определяется производственная мощность по группам взаимо-
заменяемого оборудования предметно-замкнутых участков, основных цехов или производств:
ПМ = Фд n/Т, (2.4)
где Фд — действительный годовой фонд времени работы единицы оборудования, определяемый исходя из двухсменного режима рабо-ты, а для тяжелого и уникального оборудования — из трехсменного режима; n — количество единиц оборудования в группе; Т — станко-емкость годовой программы по данной группе оборудования, опреде-ляемая делением трудоемкости на коэффициент выполнения норм.
В расчет производственной мощности принимается установлен-ное оборудование основного производства за исключением вспомо-гательного и резервного.
При расчете трудоемкости производственной программы учиты-ваются основная номенклатура, а также разовые заказы и запчасти.
2) Выбор ведущей группы оборудования.Под ведущей группой понимается группа оборудования, недоиспользо‑
вание которой наносит наибольший ущерб.Классическим критерием отбора ведущих групп является соотно-
шение max (А + ЗП),
где А — величина амортизационных отчислений по группе оборудо-вания; ЗП — основная и дополнительная заработная плата станочни-ков, занятых на данном оборудовании.
На практике данный критерий используется в упрощенных вари-антах.

39
2.2.Расчетыпроизводственноймощности
Под ведущей группой понимается группа оборудования:· с наибольшим количеством оборудования;· с наибольшей балансовой стоимостью оборудования;· с наибольшей трудоемкостью работ;· финишных операций (если существуют повышенные требова-
ния к качеству выпускаемой продукции).3) Мощность цеха принимается равной мощности ведущей груп-
пы оборудования.Если в составе цеха имеется несколько предметно-замкнутых участ-
ков, то вначале определяется мощность каждого участка по ведущей группе участка, а мощность цеха равняется сумме мощностей пред-метно-замкнутых участков.
4) Мощность предприятия определяется по мощности ведущего цеха.
В качестве ведущего цеха обычно принимается выпускающий цех (сборочный или механо-сборочный). Если выпускающих цехов несколько, то мощность предприятия определяется как сумма их мощ-ностей.
Этап 2. Расчет производственной мощности на конец годаПроизводится аналогично действиям этапа 1.Этап 3. Расчет среднегодовой производственной мощностиДля целей текущего планирования необходимо знать среднегодо-
вую величину производственной мощности. Среднегодовую мощность можно рассчитать двумя способами.
1) Если в плановом периоде не происходит изменений в парке про-изводственного оборудования, среднегодовая мощность определяет-ся как средняя величина:
ПМПМ +ПМ
2н.г к.г= , (2.5)
где ПМн.г и ПМк.г — производственная мощность на начало и конец периода соответственно.
2) Если в течение планового периода меняется количество обору-дования или проводятся другие организационно-технические меро-приятия, то среднегодовая мощность рассчитывается по средней хро-нологической:

40
2.Нормативно-справочнаябазаоперативно-производственногопланирования
ПМ ПМ +ПМ
12�
ПМ
12+
+ПМ
12±
ПМ
нгвв. выб.
орг�тех. с
= е е
е
D D
D D
i i i i
i i
m m
m ттр.
12i imе , (2.6)
где DПМвв — прирост ПМ в результате ввода основных фондов; DПМвыб — сокращение ПМ в результате выбытия основных фондов; DПМорг-тех — прирост ПМ в результате организационно-технических мероприятий; DПМстр — изменение ПМ в результате изменения струк-туры выпуска; m — количество полных месяцев действия мероприятия.
Этап 4. После расчета среднегодовой производственной мощности со-ставляется баланс мощностей и разрабатываются мероприятия по рас-шивке узких мест.
Под узким местом понимается группа оборудования, пропускная способность которой меньше мощности ведущего звена.
На практике расчеты производственной мощности иногда заменя-ют расчетами загрузки оборудования:
Кз = Т/Ф, (2.7)
где Т — станкоемкость работ по группе оборудования, станко-часы; Ф — действительный фонд времени работы группы оборудования, станко-часы.
Если сравнить формулы (2.3) и (2.7), то можно увидеть, что проти-воречия в этих расчетах не существует.
После расчета производственной мощности и проверки возможно-сти выполнения плановых заданий на имеющихся мощностях проводят проверку по материальным и трудовым ресурсам. Для этого разраба-тываются план материально-технического снабжения и план по тру-ду и кадрам.
2.3.Календарно-плановыенормативы
Различают количественные и временные календарно-плановые нор-мативы, используемые в производственном планировании.
К временным нормативам относят:· длительность производственного цикла;

41
2.3.Календарно-плановыенормативы
· такт и ритм запуска-выпуска;· опережения запуска-выпуска.К количественным нормативам относят:· размер партии;· размер серии;· величину заделов.Описание основных календарно-плановых нормативов приведе-
но в табл. 2.1.Таблица 2.1
Система календарно-плановых нормативов, планово-учетных единиц и периодов
Календарно-плановые нормативы
Планово-учетные единицы
Планово-учетные периоды
Такт (ритм) работы участков, линий, рабочих мест — время, необходимое для выпуска еди-ницы продукции (детали)
Партия запуска деталей Год
Темп производства — количе-ство продукции (деталей), выпу-скаемых в единицу времени
Партия выпуска деталей меньше партии запуска в связи с браком
Квартал
Серия — количество одинаковых изделий, одновременно запу-скаемых в производство
Заказ — одно или несколько изделий, одновременно запу-скаемых в производ-ство. Крупный кон-тракт может быть разбит на несколько самостоя-тельных заказов, а оди-наковые изделия, одно-временно поставляемые разным клиентам, — объединены в один за-каз
Месяц
Партия запуска — количество запускаемых в производство де-талей (заготовок), изготавлива-емых с однократной наладкой оборудования
Полумесячные пери-оды при ОПП в еди‑ничном производстве
Периодичность запуска‑выпу‑ска партий деталей (серий изде-лий) — количество дней (иногда месяцев) между двумя их после-довательными запусками
Декада (10 календар-ных дней) при ОПП в единичном и мелко‑серийном производ‑стве
Заделы деталей. Оборотные (межцеховые и межучастковые) заделы создаются между под-разделениями с разной пери-одичностью или сроками за-пуска-выпуска партий. Они характеризуют количество дней работы, обеспеченных деталя-ми, находящимися в кладовой цеха
Комплект деталей, в т. ч.:· узловой,· групповой,·машинокомплект,· условный машино-
комплект,· условный сутко-ком-
плект
Неделя календар-ная (5 рабочих дней) при ОПП в единич‑ном, мелко‑, средне‑ и крупносерийном производстве

42
2.Нормативно-справочнаябазаоперативно-производственногопланирования
Календарно-плановые нормативы
Планово-учетные единицы
Планово-учетные периоды
Опережение по запуску (выпу‑ску) — это отрезок времени, на который начало (окончание) предыдущего частичного про-цесса должно опережать соот-ветствующий ему последующий частичный процесс
Рабочий день при ОПП в среднесерий‑ном, крупносерийном и массовом производ‑стве
Разница опережений по запуску и выпуску равна межцеховому пролеживанию
Узел
Смена при ОПП в крупносерийном и массовом производ‑стве
Длительность производственно‑го цикла изготовления изделий (заказов) — это время между за-пуском материала (заготов-ки) в производство и поступле-нием готового изделия (заказа) на склад
Ведущая деталь
Час при оператив-ном планировании в массовом производ‑стве
Деталь
Первичными данными для расчета нормативов является объем про-изводства и штучное время на операцию.
Норма штучного времени — это необходимые затраты рабочего вре-мени на выполнение единицы работы (операции, штуки) без учета подготовительно-заключительного времени. В нее входят следую-щие элементы:
Тшт. = Топ + Тоб + Тпт + Тот.л (чел.-мин/ед.), (2.8)
где Топ — оперативное время; Тоб — время обслуживания рабочего ме-ста; Тпт — время неустранимых перерывов, предусмотренных орга-низацией и технологией производственного процесса; Тот.л — время на отдых и личные надобности.
Подготовительно-заключительное время в машиностроении и некоторых других отраслях устанавливается на партию изделий. В этих случаях оно учитывается в норме штучно-калькуляционно-го времени (Тшт.к).
В ее состав входит часть подготовительно-заключительного вре-мени, приходящаяся на единицу продукции:
Окончание табл. 2.1

43
2.4.Структурабазданныхдляоперативногопланирования
T TT
nшт.к шт.пз= + , (2.9)
где n — количество изделий в партии; Тпз — сумма подготовительно-заключительного времени на партию изделий.
Норму времени на изготовление всей партии изделий определяют из выражения
T T T nПАРТ ПЗ ШТ.= + Ч .
Производственный цикл изделия определяется по длительности из-готовления ведущих узлов, а узлов — по ведущей детали с учетом ци-клового графика сборки.
Производственный цикл ведущей детали = = технологическая трудоемкость ведущей детали +
+ время пролеживаний ++ продолжительность услуг по кооперации.
Производственный цикл изготовления узла = = Производственный цикл ведущей детали +
+ технологический цикл сборки узла + время пролеживаний.
2.4.Структурабазданныхдляоперативногопланирования
Для расчета необходимых нормативов и плановых заданий на пред-приятии необходимо создавать и поддерживать структурированную базу данных. Особенно это актуально при внедрении автоматизиро-ванных расчетов. Варианты структурирования баз данных зависят от используемых программных продуктов, поэтому в данном парагра-фе мы ограничимся укрупненной структурой, приведенной в табл. 2.2.
Предлагаемая структура подразумевает следующее.1. Таблицы «Вид ресурса», «Функции», «Оборудование», «Деталь»,
«Архив продукции» являются справочными и первоначальными.Данные таблицы содержат информацию о возможностях предпри-
ятия. Таблица «Цены» описывает первоначальную стоимость потре-бляемых ресурсов, таблица «Нормы расходов» содержит рассчитан-ные нормы по расходу ресурсов для каждой функции и используемого оборудования.

44
2.Нормативно-справочнаябазаоперативно-производственногопланирования
Таблица 2.2Структура баз данных
Название таблицы Содержание справочных баз Уровень
структуры
Вид ресурса Виды используемых ресурсов: материалы, персонал, время 1
Оборудование Существующее оборудование на предприятии 1
Функции Данные о составе функций, используемых для соз-дания продукции 1
Архив Продукции Параметры произведенной уникальной продукции 1
Деталь Набор деталей и узлов 1Цены Цены за единицу ресурса 2
Нормы расходов
Нормы расходов для каждой функции при исполь-зовании указанного оборудования на каждый вид ресурса
2
Комплектация изделия
Состав уникальной продукции, собираемой на ос-новании деталей, характеристик с помощью функ-ций
2
Фактический расход
Необходимые работы (процессы) для создания про-дукции. Формируются на основании кодов ком-плекта, оборудования и ресурса. Дополнительно указаны сроки выполнения, класс точности выпол-ненной работы и количество использованного ре-сурса
3
Продукция Параметры создаваемой продукции на основании желаний клиента 3
Данные таблицы являются справочной составляющей информа-ционной базой предприятия, на их основе собирается информация об уникальной продукции. Таблица Комплектация изделия позволя-ет сформировать комплектацию продукции на основании характери-стик и функций.
2. Таблица Фактический расход позволяет описать работы по созда-нию продукции, а таблица Продукция содержит первоначальные дан-ные от клиента и позволяет учесть будущие параметры и рассчитать цену продукции.
В табл. 2.3 и 2.4 приведены более подробные фрагменты структу-ры баз данных, разработанные для позаказного единичного произ-водства.

45
2.4.Структурабазданныхдляоперативногопланирования
Табл
ица
2.3
При
мер
стру
ктур
ы с
прав
очни
ка «Д
етал
ь»7.
Спр
авоч
ник
Дет
аль
№
стр.
Тип
Наз
вани
е стр
оки
Под
разд
елен
ие, о
т-ве
тств
енно
е за в
вод
№
стр.
Тип
Наз
вани
е стр
оки
Под
разд
елен
ие,
отве
тств
енно
е за в
вод
7.1
Сво
йК
од д
етал
иТе
хнич
еска
я ди
рек-
ция
7.7
Сво
йЧ
исты
й ве
с де
тали
Техн
ичес
кая
дире
кция
7.2
Сво
йН
аиме
нова
ние д
етал
иТе
хнич
еска
я ди
рек-
ция
7.8
Внеш
.К
од о
бору
дова
ния
–
7.3
Сво
й№
чер
теж
а дет
али
Техн
ичес
кая
дире
к-ци
я7.
9Вн
еш.
Код
осн
астк
и, и
нстр
у-ме
нта
–
7.4
Сво
йГа
бари
ты д
етал
иТе
хнич
еска
я ди
рек-
ция
7.10
Сво
й Д
лите
льно
сть
техн
оло-
гиче
ског
о ци
кла д
етал
иТе
хнич
еска
я ди
рекц
ия
7.5
Внеш
.К
од р
есур
са (м
атер
иала
)7.
11С
вой
Гото
внос
ть д
етал
иД
ирек
ция
по к
ачес
тву
7.6
Сво
йН
орма
рас
хода
рес
урса
Те
хнич
еска
я ди
рек-
ция
––
––
Табл
ица
2.4
При
мер
план
а пр
оизв
одст
ва
Код контракта
Зака
зУз
елВе
дущ
ая д
етал
ь
Дата выпуска
Готовность на конец, %
Цикл сборки узла, раб. дн.
Трудоемкость узла, нормо-час
Дата запуска
Готовность на начало, % *
Готовность фактический, %
Код заказа
Наименова-ниеКод/специ-фикацияНаименова-ниеКоличество, шт.Наименова-ние
Код детали
Приме-няемость на узелПроизвод-ственный цикл, всего, раб.дн.Продолжи-тельность услуг по ко-операции, раб.дн.
Кол-во, шт.
12
34
56
78
910
1112
1314
1516
1718
19
* Про
цент
гото
внос
ти у
злов
на н
ачал
о и
коне
ц пе
риод
а (ме
сяца
) исп
ольз
уетс
я в
связ
и с
техн
олог
ичес
кими
осо
бенн
остя
-ми
вы
пуск
аемо
й пр
одук
ции
(цик
л об
рабо
тки
узло
в в
меха
нооб
раба
тыва
ющ
ем ц
ехе с
оста
вляе
т нес
коль
ко м
есяц
ев).

46
3.Системыоперативногопроизводственногопланирования
3.1.Критериивыборасистемыоперативногопроизводственногопланирования
С истемы оперативного планирования по выбранным приорите-там закона непрерывности разделяются на две большие груп-пы: выталкивающие и вытягивающие системы.
Выталкивающими называются системы, движение материального потока в которых основано на принципе «выталкивания» материаль-ных ресурсов предыдущим производственным звеном в последующее, когда для каждого участка централизованно составляются индивиду-альные планы производства и для этого резервируются определенные материалы и межоперационные заделы.
Вытягивающими системами называются системы, движение мате-риального потока в которых основано на принципе «вытягивания» ма-териальных ресурсов последующим в технологической цепочке про-изводственным звеном из предыдущего.
Оба вида систем находят применение на различных предприятиях и в различных типах экономики (рыночной, централизованно управ-ляемой, переходной). Обе системы нацелены на удовлетворение по-требности последующего звена за счет соответствующей (по объему, срокам, качеству и т. д.) поставки от предшествующего звена. Разли-чие касается способов управления движением потоков в первую оче-редь по степени централизации планирования поставок по межзвен-ным передачам. В табл. 3.1 приведена характеристика систем ОПП, а на рис. 3.1 представлены основные критерии выбора вытягивающих и выталкивающих систем планирования производства.

47
3.1.Критериивыборасистемыоперативногопроизводственногопланирования
Кроме того, «выталкивающая» и «вытягивающая» системы ориенти-руются на различный характер потребительского спроса. «Выталкива-ющая» система ориентирована преимущественно на относительно по-стоянный спрос в течение довольно длительного промежутка времени.
Таблица 3.1Характеристика систем ОПП
Признаки Системы управления производствомВыталкивающая Вытягивающая
Характеристи-ка систем управ-ления производ-ством
По завершении обработ-ки на одном участке изделие (деталь) «выталкивается» на следующий участок неза-висимо от времени их обра-ботки (сборки)
Изготавливаемые изделия (за-казы, узлы, детали) последо-вательно «вытягивают» с пре-дыдущих участков по мере их необходимости
Основной принцип
Непрерывность загрузки оборудования и рабочих
Непрерывность обработки изделия
Основная задача Снижение себестоимости продукции
Сокращение длительности про-изводственного цикла и уско-рение оборачиваемости
Направленность системы
Ориентация на производи-теля Ориентация на потребителя
Критерий выбора Максимизация прибыли
Условия выбора системы
управления основным произ-
водством
· Динамика спроса на про-дукцию
· Стоимость заемных финан-совых ресурсов
· Материалоемкость продук-ции
· Стоимость труда
· Количество технологических переделов
· Коэффициент покрытия рас-ходов на содержание и эксплу-атацию оборудования
· Коэффициент специализации производства
Рис. 3.1. Критерии выбора систем ОПП
Поэтому в основе всех плановых расчетов она может использо-вать постоянные значения ритма изготовления продукции. Систе-мы «вытягивающего» типа в качестве планового периода для опреде-ления средних оборотных заделов рассматривают периоды от одного до трех месяцев. Оперативное управление в этих системах произво-дится на значительно меньшем горизонте планирования.
Первый вариант — выталкивающая система. Такие модели более ха-рактерны для традиционных методов организации производства и, как

48
3.Системыоперативногопроизводственногопланирования
правило, предполагают наличие разветвленной диспетчерской службы. Функцией такой службы является сопровождение всего процесса произ-водства с целью координации процессов производства и перемещения продукции, в том числе и «расшивки узких мест». Возможность повыше-ния эффективности применения толкающих систем появилась в связи с внедрением вычислительной техники, что позволило согласовывать пла-ны действия всех подразделений предприятия с учетом динамики рынка.
На практике применяются различные программно-инструменталь-ные средства для толкающих систем, известные под названием «си-стемы МRРI и МRРII». MRP (Material Requirement Planning) — это общепринятая идеология, технология, организация и стандарты управ-ления промышленными предприятиями. Системы MRP характеризу-ются высоким уровнем автоматизации управления, позволяющим ре-ализовывать следующие основные функции:
· разрабатывать единый план закупок сырья, материалов и ком-плектующих изделий, связанный с планом производства и реа-лизации заказов;
· обеспечивать контроль и регулирование уровня производствен-ных запасов;
· в реальном масштабе времени согласовывать и оперативно кор-ректировать планы и действия различных служб предприятия — снабженческих, производственных, сбытовых.
В системе класса MRP существуют три базовых блока.1. Формирование плана на основе заказов клиентов и прогноза спро‑
са. Этот процесс предполагает проверку выполнимости плана по ре-сурсам, так называемое приблизительное планирование мощности — Rough Gut Capacity Planning.
2. Планирование потребностей, т. е. составление плана-графика из-готовления изделий собственного производства и плана-графика за-купки материалов и комплектующих. При этом предполагается рас-чет размеров заказов и дат запуска партий на основе сетевых моделей. На этом этапе выполняется также расчет загрузки ресурсов или ба-лансировка плана-графика по ресурсам — процедура «планирование мощности» — Capacity Planning.
3. Оперативное управление. Процедуры проверки укомплектованно-сти и запуска заказов, управление ходом производства через механиз-мы производственных циклов, приоритетов, размеров заказов. Учет выполнения операций и заказов. Складской учет.

49
3.1.Критериивыборасистемыоперативногопроизводственногопланирования
Второй вариант — вытягивающая система. При этом способе про-изводственная программа отдельного технологического звена опре-деляется размером заказа последующего звена, а система управления ставит задачу лишь конечному звену производственной технологиче-ской цепи. К преимуществам и особенностям вытягивающей систе-мы относятся:
· отказ от избыточных запасов;· наличие резервных мощностей для быстрого реагирования на из-
менение спроса;· замена политики продажи произведенных товаров политикой
производства продаваемых товаров;· минимизация сроков прохождения продукции по технологиче-
скому процессу;· сокращение простоев и нерациональных внутризаводских пере-
возок.Вклад в развитие вытягивающих систем внесли концепции (JIT —
just in time) — «точно в срок» и внутрипроизводственная система KANBAN. Идея концепции «точно в срок» — синхронизация про-цессов доставки материалов и изделий в необходимых количествах и точно к тому моменту, когда звенья логистической цепи в них нуждаются для выполнения заданного подразделением-потребите-лем заказа. Цель концепции «точно в срок» — минимизация затрат, связанных с созданием запасов. Необходимые условия реализации концепции JIT:
· наличие в экономической системе надежных поставщиков;· использование систем обмена информацией о требуемых мате-
риальных ресурсах, например, карточки в системе KANBAN;· высокая скорость физической доставки нужных материалов и де-
талей, в том числе за счет сокращения времени промежуточного хранения и ожидания грузопереработки;
· достоверные прогнозы на ближайшее будущее и точная инфор-мация о текущем состоянии производства.
Примером синтеза в производстве продукции ключевых элемен-тов MRP и KANBAN на основе современных информационно-ком-пьютерных технологий служит система ОРТ (Optimized Production Tehnology) — оптимизированная производственная технология, кото-рая относится к классу «тянущих» систем, интегрирующих процессы снабжения и производства. Основной принцип работы этой системы

50
3.Системыоперативногопроизводственногопланирования
заключается в выявлении в производственном процессе так называе-мых «узких» мест (критических ресурсов).
Кроме того, внутри каждой системы существуют свои разновид-ности, обусловленные типом производства (табл. 3.2). Следует также учесть, что внутри предприятия возможно смешение различных типов производства, например, серийное при изготовлении повторяющих-ся деталей для разных заказов и единичное для производства ориги-нальных деталей и узлов конкретного заказа.
Таблица 3.2Особенности оперативно-производственного планирования,
обусловленные типом производства
Сравниваемый признак
Единичное производство
Серийное производство
Массовое производство
Основная осо-бенность дан-ного типа про-изводства
Однократность или нерегулярная повторяемость за-каза и нестабиль-ность производ-ства по объему и номенклатуре
Изделия выпускаются периодически повто-ряющимися мелкими, средними или крупны-ми сериями
Большой объем выпуска изделий, непрерывно изго-тавливаемых в те-чение длительного времени
Преобладаю-щая специали-зация
Технологическая специализация производственных подразделений
Предметная и техноло-гическая специализа-ция производственных подразделений
Предметная спе-циализация про-изводственных подразделений
Специализация рабочих мест (закрепление операций)
В течение месяца может выполнять-ся более 40 детале-операций (по наи-менованиям)
В течение месяца дета-леоперации периоди-чески повторяются:·мелкосерийное про-
изводство — 20–40,·среднесерийное
производство — 10–20,
·крупносерийное производство — 2–10
Одна постоянно повторяющаяся операцияНа конвейере за рабочим местом может быть закре-плено несколько высокопроизво-дительных опера-ций, общая трудо-емкость которых равна такту кон-вейера
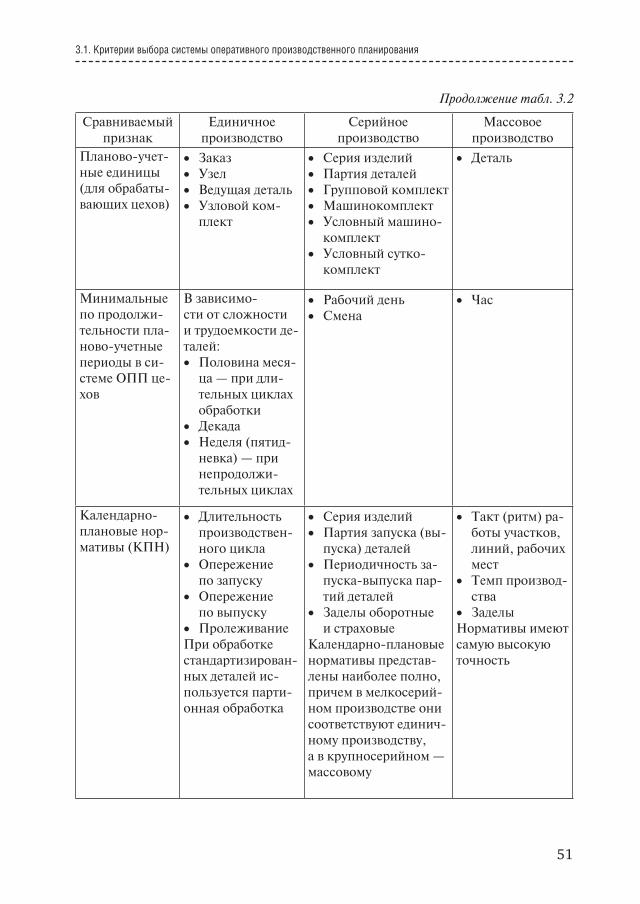
51
3.1.Критериивыборасистемыоперативногопроизводственногопланирования
Сравниваемый признак
Единичное производство
Серийное производство
Массовое производство
Планово-учет-ные единицы (для обрабаты-вающих цехов)
·Заказ·Узел·Ведущая деталь·Узловой ком-
плект
·Серия изделий·Партия деталей·Групповой комплект·Машинокомплект·Условный машино-
комплект·Условный сутко-
комплект
·Деталь
Минимальные по продолжи-тельности пла-ново-учетные периоды в си-стеме ОПП це-хов
В зависимо-сти от сложности и трудоемкости де-талей:·Половина меся-
ца — при дли-тельных циклах обработки
·Декада·Неделя (пятид-
невка) — при непродолжи-тельных циклах
·Рабочий день·Смена
·Час
Календарно-плановые нор-мативы (КПН)
·Длительность производствен-ного цикла
·Опережение по запуску
·Опережение по выпуску
·ПролеживаниеПри обработке стандартизирован-ных деталей ис-пользуется парти-онная обработка
·Серия изделий·Партия запуска (вы-
пуска) деталей·Периодичность за-
пуска-выпуска пар-тий деталей
·Заделы оборотные и страховые
Календарно-плановые нормативы представ-лены наиболее полно, причем в мелкосерий-ном производстве они соответствуют единич-ному производству, а в крупносерийном — массовому
·Такт (ритм) ра-боты участков, линий, рабочих мест
·Темп производ-ства
·ЗаделыНормативы имеют самую высокую точность
Продолжение табл. 3.2

52
3.Системыоперативногопроизводственногопланирования
Сравниваемый признак
Единичное производство
Серийное производство
Массовое производство
Календарное планирование
План‑график рабо‑ты цеха и участка отражает факт на-хождения в про-изводстве заказа, узла или ведущей детали в данном планово-учетном периоде (неделя, декада или поло-вина месяца)
Календарный график за‑пуска партий деталей в производство. Он от-ражает по каждой пар-тии деталей день (или смену) запуска в про-изводство, перио-дичность и последо-вательность запуска и окончание обработ-ки. График строится по ведущему оборудо-ванию
Стандартный план‑график ра‑боты участка. Он предусматривает определенную по-следовательность выполнения всех деталеопераций на каждом рабо-чем месте
3.2.РазновидностивыталкивающихсистемОПП
В настоящее время наиболее широко используются различные виды выталкивающих систем оперативно-производственного планирова-ния (рис. 3.2).
Выталкивающие системы оперативно-производственного планирования
Единичное производство
Массовое производство
Позаказная система
Позаказно-узловая или комплектно-узловая система
Система по такту и ритму выпуска
Серийное производство
Партионно-периодическая система
Система по заделам
Комплектно-групповая система
Рис. 3.2. Виды выталкивающих систем
Окончание табл. 3.2

53
3.2.РазновидностивыталкивающихсистемОПП
Востребованность вытягивающих систем будет увеличиваться по мере ужесточения требований клиентов к срокам выполнения заказов.
Позаказная система. Планово-учетной единицей и объектом плани-рования является заказ. По каждому заказу разрабатываются сквозные цикловые графики подготовки и производства. Разрабатывают сетевые или цикловые графики и рассчитывают время производства и опереже-ния по запуску и выпуску для каждой детали. Это позволяет устанавли-вать обоснованные сроки выполнения как отдельных деталей, так и за-каза в целом. Основная трудность — увязка планов прохождения разных заказов во времени и по производственной мощности (оборудованию).
Система по заделам. Для каждой стадии производства устанавлива-ется норматив задела по каждому виду полуфабрикатов. Данный нор-матив постоянно поддерживается.
Система по ритму выпуска. Изготовление всех деталей приурочено к ритму выпуска продукции (для этого обеспечивается выравнивание по производительности).
Партионно‑периодическая система. Разрабатываются постоянно действующие (стандартные) расписания изготовления партий деталей применительно к ритму производственного процесса на последующих стадиях (с учетом режимов потребления деталесборочных единиц).
Подетальная система. Планирование ведется по каждой детали для каждого цеха, участка, линии. Система эффективна для устоявшейся номенклатуры при выпуске продукции, состоящей из относительно небольшого количества деталей.
Покомплектная (комплектная) система. Детали группируются в за-висимости от включения их в конкретный вид продукции (в услов-ную единицу продукции). Цех-поставщик передает цеху-потребителю все детали, входящие в комплект, который является планово-учетной единицей. Исключается некомплектность, обеспечивается равномер-ность работы сборочного цеха и выполнение плана по номенклатуре. Ниже приведены разновидности комплектных систем.
Узловой комплект, в его состав входят детали (с учетом их применя-емости), образующие технологический (сборочный) узел. Изготовле-ние всех деталей комплекта должно быть завершено к моменту сдачи его на узловую сборку.
Групповой комплект формируется по признаку одинаковости техно-логического маршрута, используемых оборудования, оснастки, пери-одичности запуска-выпуска или очередности подачи на сборку.

54
3.Системыоперативногопроизводственногопланирования
Машинокомплект формируется по цехам из заготовок или узлов каждого изделия, изготавливаемого в данном цехе.
Условный машинокомплект — разновидность машинокомплекта, за основу принимается изделие, имеющее наибольший удельный вес в плане предприятия и выпускаемое в течение всего планово-го периода
Условный суткокомплект используется, если в программе завода нет «генерального» изделия, которое выпускается весь год и занима-ет наибольший удельный вес. Суткокомплект включает все детали (с учетом применяемости) для всех изделий, подлежащих изготов-лению в плановом периоде из расчета среднесуточной потребности в них.
Помимо приведенных выше систем, в практике отечественных ма-шиностроительных предприятий используется также система плани‑рования на склад. Чаще всего она применяется для унифицированных и стандартизированных деталей. Складские запасы этих деталей по-стоянно поддерживаются на расчетном уровне, гарантирующем бес-перебойное снабжение сборки, путем своевременного запуска партий деталей в производство, по существу эта система (при планировании по точке заказа) близка к группе вытягивающих систем. Возможные варианты данной системы:
·С фиксированной партией запуска периодичность запусков при неравномерном потреблении детали изменяется. Это усложня-ет организацию работ в цехе и препятствует обеспечению равно-мерной загрузки рабочих мест.
·С фиксированной периодичностью запуска. Величина партии мо-жет изменяться, а также равна разнице величин максимального складского задела и ожидаемого задела на дату выпуска (посту-пления на склад).
В табл. 3.3 приведена сравнительная характеристика применимости различных систем ОПП в различных типах производства.

55
3.2.РазновидностивыталкивающихсистемОПП
Таблица 3.3Использование систем ОПП в различных типах производства
Системы ОПП
Тип производ-ства
Един
ично
е М
/сер
ийно
е С
ерий
ное
Кр/
сери
йное
Мас
сово
е
1 2 3 4 5 61. Позаказная система. Планово-учетная единица и объект пла-нирования — заказ. По каждому заказу разрабатываются сквоз-ные цикловые графики подготовки и производства.Разрабатывают сетевые или цикловые графики и рассчитывают время производства и опережения по запуску и выпуску для каж-дой детали. Это позволяет устанавливать обоснованные сроки выполнения как отдельных деталей, так и заказа в целом.Основная трудность — увязка планов прохождения разных зака-зов во времени и по производственной мощности
+ + – – –
2. Система планирования на склад. Используется для унифициро-ванных и стандартизированных деталей. Складские запасы этих деталей постоянно поддерживаются на расчетном уровне, гаран-тирующем бесперебойное снабжение сборки, путем своевремен-ного запуска партий деталей в производство
– + + – –
Возможные варианты данной системы:·С фиксированной партией запуска, при этом периодичность за-
пусков при неравномерном потреблении детали изменяется. Это усложняет организацию работ в цехе и препятствует обе-спечению равномерной загрузки рабочих мест.
·С фиксированной периодичностью запуска. При этом величина партии может изменяться, она равна разнице величин макси-мального складского задела и ожидаемого задела на дату выпу-ска (поступления на склад)
–
–
+
+
+
+
–
–
–
–
3. По заделам. Для каждой стадии производства устанавливается норматив задела по каждому виду полуфабрикатов. Данный нор-матив постоянно поддерживается
– – – + +–
4. Партионно-периодическая. Разрабатываются постоянно дей-ствующие (стандартные) расписания изготовления партий дета-лей применительно к ритму производства на последующих ста-диях производства (с учетом режимов потребления ДСЕ)
– – +–
+ +

56
3.Системыоперативногопроизводственногопланирования
1 2 3 4 5 65. По ритму выпуска. Изготовление всех деталей приурочено к ритму выпуска продукции (для этого обеспечивается выравни-вание по производительности)
– – – + +
6. Подетальная. Планирование ведется по каждой детали для каждого цеха, участка, линии. Система эффективна для устояв-шейся номенклатуры при выпуске продукции, состоящей из от-носительно небольшого количества деталей
– – – + +
7. Покомплектная. Детали группируются в зависимости от вклю-чения их в конкретный вид продукции (в условную единицу про-дукции). Цех-поставщик передает цеху-потребителю все детали, входящие в комплект, который является планово-учетной еди-ницей. При этом исключается некомплектность, обеспечивает-ся равномерность работы сборочного цеха и выполнение плана по номенклатуре7.1. Узловой комплект включает все детали (с учетом их применя-емости), образующие технологический (сборочный) узел. Изго-товление всех деталей комплекта должно быть завершено к мо-менту сдачи комплекта на узловую сборку
+ –
+ + – –
7.2. Групповой комплект формируется по признаку одинаковости технологического маршрута, используемых оборудования, ос-настки, периодичности запуска–выпуска или очередности пода-чи на сборку
– + + – –
7.3. Машино‑комплект формируется по цехам из заготовок дета-лесборочных единиц (ДСЕ) или узлов каждого изделия, изготав-ливаемого в данном цехе
+ –
+ + + –
7.4. Условный машинокомплект — разновидность машиноком-плекта, за основу принимается изделие, имеющее наибольший удельный вес в плане предприятия, которое выпускается в тече-ние всего планового периода
– + + – –
7.5. Условный суткокомплект используется, если в программе за-вода нет «генерального» изделия, которое выпускается весь год и занимает наибольший удельный вес. Суткокомплект включает все детали (с учетом применяемости) для всех изделий, подлежа-щих изготовлению в плановом периоде из расчета среднесуточ-ной потребности в них
+ + + – –
В целом на предприятии ни одна система ОПП не применяется в «чистом» виде
Окончание табл. 3.3

57
3.3.РазновидностивытягивающихсистемОПП
3.3.РазновидностивытягивающихсистемОПП
Вытягивающая система — это организация движения материаль-ных потоков, при которой материальные ресурсы подаются («вытя-гиваются») на следующую технологическую операцию с предыдущей по мере необходимости, поэтому нет жесткого графика движения ма-териальных потоков.
Заказы на изготовления материальных ресурсов (готовой продук-ции, пополнение запасов) размещаются, когда их количество дости-гает определенного критического уровня.
При этом план работы, составленный для одного производствен-ного подразделения, автоматически порождает планы работ для всех остальных участков, включенных в технологическую цепочку.
Характерные признаки вытягивающих систем ОУП:1. Сохранение во всей системе ограниченного объема оборотных
заделов (устойчивых запасов) с регулированием их величины на каж-дом этапе производства.
2. План обработки заказов, составленный для одного участка (един-ственной точки планирования), определяет планы работ других под-разделений.
3. Продвижение заказов происходит как от предыдущего участка к последующему (FIFO, вычисляемые приоритеты), так и наоборот — на израсходованные в процессе производства материальные ресурсы («супермаркет»).
Группа вытягивающих систем оперативного планирования произ-водством включает следующие системы: восполнение «супермарке-та», лимитированные очереди FIFO, метод «барабан-буфер-веревка» (DBR), лимит незавершенного производства (НЗП), метод вычисля-емых приоритетов.
Восполнение «супермаркета»
Последовательность работ при использовании метода «супер-маркет».
1. Потребляющий цех (участок) забирает материалы, заготовки, де-тали, комплектующие изделия из ячеек склада или кладовой («супер-маркета») по мере производственной необходимости.

58
3.Системыоперативногопроизводственногопланирования
2. Для каждого наименования производимой продукции (детали, узла) определяют «точку восполнения» или точку заказа исходных ре-сурсов (материалов, заготовок и т. д.).
3. Когда общее количество заготовок, деталей и т. п. в ячейках супер-маркета и исполняемых заказах опустится до уровня «точки восполне-ния», подающему подразделению (процессу-поставщику) посылают очередной заказ на их поставку. При этом оформлять заказ в виде бу-мажного документа не обязательно. В роли данного заказа может вы-ступать промаркированный пустой контейнер, карточка «Канбан», световой сигнал, пустая ячейка «супермаркета» и т. п.
4. Для каждого восполняемого ресурса определяют объем соответ-ствующей партии. Количество изделий во всех новых заказах равно объему восполняемых материалов.
5. Подающее подразделение должно выполнить заказ на восполне-ние ресурсов (заготовок, деталей и т. д.).
6. После изготовления заказанные ресурсы перемещаются на склад («супермаркет») и помещаются там в соответствующие ячейки.
Календарный план‑график или формальное производственное распи‑сание работ разрабатывается только для процесса‑потребителя. План работ для процесса-поставщика формируется автоматически в реаль-ном масштабе времени самой «Вытягивающей» системой ОПП. При использовании системы «супермаркет» существует только одна точ-ка планирования, независимо от количества процессов, управляемых данной вытягивающей системой
Схема действия метода «супермаркет» отражена на рис. 3.3.
Производственноерасписание
Потребляющий цех (участок)
Заказ на изготовление Заказ на поставку
Подающий цех (участок)
«Супермаркет» (склад,
кладовая)
Рис. 3.3. Схема метода «супермаркет»
На величину точки восполнения, количество и общий производ-ственный запас ресурсов по каждому виду продукции влияют:

59
3.3.РазновидностивытягивающихсистемОПП
·усредненный спрос на заготовки и детали за период времени;·время выполнения заказа от момента получения заявки на вос-
полнение «супермаркета» до момента, когда затребованные для восполнения ресурсы изготовлены, доставлены в «супермаркет» и размещены в его ячейках;
·размер партии восполняемых материалов (заготовок, деталей);·время, в течение которого процесс-потребитель сможет получить
требуемые материалы из ячеек «супермаркета».Фактическая средняя величина запасов в ячейках «супермаркета»
в хорошо спроектированной системе большую часть времени состав-ляет 10–15 % от их общего потенциального объема, обусловленного планом выпуска готовой продукции.
Единственной точкой планирования производства в этой «вытяги-вающей» системе будет процесс, который изымает продукцию из по-следнего по технологии производства продукции «супермаркета».
Метод восполнения «супермаркета» хорошо применим лишь в тех случаях, когда участок-потребитель имеет возможность выбирать из множества различных вариантов полуфабрикатов, расположен-ных в ячейках. В других ситуациях этот метод обычно бывает менее предпочтительным.
Лимитированные очереди FIFO
При отсутствии необходимости предоставлять участку‑потребите‑лю возможность выбора лучше использовать не «супермаркет», а очередь FIFO (First-In-First-Out: «первым пришел, первым вышел», т. е. оче-редность в порядке поступления).
Единственная точка расчета производственного расписания нахо-дится на участке, который следует непосредственно за последним «су-пермаркетом» системы. Между участками 2 и 3 находится лимитиро-ванная очередь FIFO.
Если участок 2 закончит изготовление продукта, а очередь FIFO из за‑даний на участок 3 будет уже заполнена, то он прекращает свою работу во избежание переполнения очереди. Для процесса 2 это — сигнал о том, что он функционирует быстрее всей остальной системы.
Схема действия метода «Лимитированные очереди FIFO» отраже-на на рис. 3.4.

60
3.Системыоперативногопроизводственногопланирования
Участок № 1
«С
упермаркет
» Участок № 2 Точка расчета графика произ-водства
Лимит. очередь FIFO
Лимит. очередь FIFO
Конечны
й
потребитель Участок
№ 3
Участок № 4
Запас=1 Запас=12 Запас=1 Запас=3 Запас=1 Запас=0 Запас=1
Рис. 3.4. Схема действия метода «Лимитированные очереди FIFO» [8]
Аналогичным образом в случае, если участок 3 затребует следующее задание из предшествующей ему очереди FIFO и окажется, что она пу-ста, то и процесс 3 тоже остановится. Такая система демонстрирует, какой процесс в данный момент времени является самым медленным.
На рис. 3.4 показаны запасы на каждом участке (предполагается, что каждый участок выполняет только одно текущее задание). Уча-сток 3 в данный момент функционирует медленнее остальных. Это так называемое текущее ограничение (ресурс, ограничивающий произ‑водительность всей системы (РОП)): процесс, у которого отношение величины запасов в предшествующей очереди FIFO к величине запа-сов в последующей очереди FIFO максимально. Проще говоря, самый медленный участок образует перед собой наибольший объем незавер-шенного производства.
Поскольку все производственные участки, которые не являются текущим ресурсом, ограничивающим производительность всей си-стемы, время от времени будут оставаться без работы, то необходимо определить, чем загружать свободные ресурсы в это время. Обычно устанавливают дополнительные задания, которые могут быть выпол-нены свободными ресурсами, что приводит к увеличению фактиче-ского объема незавершенного производства.
Преимущества системы лимитированных очередей FIFO перед «су-пермаркетами»:
·в этой системе содержится меньше запасов;·уменьшаются риски срыва сроков исполнения клиентского за-
каза;·упрощается управление;·имеется возможность находить процесс, лимитирующий общую
производительность системы, — текущее ограничение ресурса, ограничивающего производительность всей системы.

61
3.3.РазновидностивытягивающихсистемОПП
Лимитированные очереди FIFO можно использовать в массовых и крупносерийных производствах, где объем выпуска достаточно вы-сок и технологический процесс постоянен для всего семейства выпу-скаемых продуктов.
Метод «барабан — буфер — веревка» (DBR)
Метод «барабан — буфер — веревка» (DBR — Drum — Buffer — Rope) похож на систему лимитированных очередей FIFO, но в ней запасы в отдельных очередях FIFO не ограничиваются. Устанавлива-ется общий лимит на запасы, находящиеся между единственной точ-кой составления производственного графика, и ресурсом, ограничи-вающим производительность всей системы. Схема действия метода «барабан — буфер — веревка» отражена на рис. 3.5. Ресурсом, ограни-чивающим производительность всей системы (то есть узким местом), на рис. 3.5 является участок 3.
Заказ клиента
Участок № 1
Точка расчета графика произ-водства
FIFO
Участок № 2
FIFO
Участок № 3
РОП FIFO
Участок № 4
Кон
ечны
й по
-тр
ебит
ель
«барабан»
«буфер»
Лимит «веревки» = 9
«буфер»
Рис. 3.5. — Схема действия метода «барабан — буфер — веревка» [8]
Когда ресурс, ограничивающий производительность всей системы (РОП), завершает выполнение одной единицы работы (заказа, детали, партии деталей), точка планирования запускает в производство одну единицу работы. Это называется «веревкой» (Rope).
«Веревка» — это механизм управления ограничением перегрузки ре-сурса, ограничивающего производительность всей системы. «Веревка», по сути, является графиком отпуска материалов, который предотвра-щает поступление работы в систему в темпе более высоком, чем она может быть обработана в РОП. Используется для предотвращения по‑

62
3.Системыоперативногопроизводственногопланирования
явления запасов незавершенного производства в большинстве точек си‑стемы (кроме защищенных плановыми буферами критических точек).
Ресурс, ограничивающий производительность системы, диктует ритм работы всей производственной системы, поэтому график его ра-боты именуется «барабаном» (Drum). Ресурс, ограничивающий произ-водительность системы, определяет максимальный выход производ-ственной системы в целом, так как она не может производить больше, чем ее узкое место (самый маломощный ресурс).
Лимит запасов и временной ресурс оборудования — «буфер» (Buffer) — распределяется так, чтобы ресурс, ограничивающий произ-водительность всей системы, всегда мог вовремя начать новую работу.
«Буфер» и «веревка» предотвращают недогрузку или перегрузку РОП. В системе «барабан — буфер — веревка» буферы, создаваемые перед ресурсом, ограничивающим производительность системы, имеют вре-менной, а не материальный характер.
Временной буфер — это резерв времени, необходимый для защиты за-планированного времени начала обработки. Буферное время служит для «защиты» наиболее ценного ресурса от простоев.
Поступление материалов может осуществляться на основе запол-нения ячеек «супермаркета». Передача деталей на последующие эта-пы обработки после их прохождения через ресурс, ограничивающий производительность системы уже не является лимитируемым FIFO, так как производительность этих процессов заведомо выше.
Только критические пункты в производстве защищаются буфера-ми, ими являются:
·сам ресурс с ограниченной производительностью (участок 3);·последующие этапы сборки с использованием детали, обрабо-
танной РОП;·отгрузка готовой продукции, содержащей детали, обработанные
РОП.Поскольку в методе «барабан — буфер — веревка» (DBR) защита
от возможных отклонений сосредоточена в наиболее критичных местах производства и устраняется во всех прочих местах, производственный цикл может быть сокращен до 50 % и более, без ухудшения надежности.
Недостаток метода DBR: обязательное существование ресурса, ограничивающего производительность системы, локализуемого на за-данном горизонте планирования, что возможно только в серийном и крупносерийном производстве.

63
3.3.РазновидностивытягивающихсистемОПП
Лимит незавершенного производства (НЗП)
Система с лимитом незавершенного производства похожа на метод «барабан — буфер — веревка». Отличие в том, что создаются не вре‑менные буферы, а фиксированный лимит материальных запасов, кото-рый распределяется на все процессы системы и не заканчивается толь-ко на ресурсе, ограничивающем производительность.
Этот подход значительно проще рассмотренных выше систем ОПП, внедряется легче и более эффективен.
Данная система эффективна для ритмичных производств со ста-бильной номенклатурой, неизменяемыми техпроцессами (массовое, крупносерийное и серийное производство). В единичном и мелкосерий-ном производстве, где постоянно запускаются новые заказы с ориги-нальной технологией, где сроки выпуска продукции диктуются потре-бителем и могут изменяться в процессе изготовления.
Схема действия метода «Лимит незавершенного производства» от-ражена на рис. 3.6.
Заказ клиента
Участок № 1
Точка расчета графика произ-водства
FIFO
Участок № 2
FIFO
Участок № 3
РОП FIFO
Участок № 4
Кон
ечны
й по
-тр
ебит
ель
Лимит незавершенного производства = 13
Рис. 3.6. Схема действия метода «Лимит незавершенного производства» [8]
Преимущества системы с лимитом незавершенного производства (по сравнению с методом «барабан — буфер — веревка» и очередями FIFO):
· проблемы процессов с запасом производительности не приве-дут к остановке производства из-за отсутствия работы для РОП и не снизят общую пропускную способность системы;
· правилам планирования должен подчиняться только один про-цесс;
· не требуется фиксировать (локализовать) положение РОП;

64
3.Системыоперативногопроизводственногопланирования
· легко обнаружить местонахождение текущего участка РОП;· меньше «ложных сигналов» по сравнению лимитированными
очередями FIFO.Особенностью рассмотренных систем является возможность вы-
числения времени выпуска изделий на основе ритма (ритм — это ко-личество изделий, выпускаемых в единицу времени).
В единичном и мелкосерийном производстве каждый из участков может быть РОП для одних заказов, не вызывая проблем при обработ-ке других заказов, возникает эффект «виртуального узкого места» Для таких случаев наиболее эффективен метод вычисляемых приоритетов.
Метод вычисляемых приоритетов
Метод вычисляемых приоритетов наиболее эффективен в единич-ном и мелкосерийном производстве, когда узкое место (РОП) двигает-ся при изменении плана производства. В этом случае станочный парк в среднем недогружен, а его пропускная способность низкая.
Метод вычисляемых приоритетов является обобщением системы пополнения «супермаркета» и системы с лимитированными очередями FIFO. Разница в том, что в данной системе не все пустые ячейки в «су‑пермаркете» пополняются в обязательном порядке, а производственные задания, оказавшись в лимитированной очереди, продвигаются по участ‑кам не по правилам FIFO, а по другим приоритетам. Правила вычис-ления приоритетов назначают в единственной точке планирования — на участке, следующем непосредственно за первым «супермаркетом»:
· ближайший срок готовности;· max длительность обработки;· min длительность обработки;· директивный приоритет.На каждом участке должна быть система, обеспечивающая своевре-
менную обработку заданий с учетом их текущего приоритета. «Вытя-гивание» осуществляется за счет того, что последующий участок вы-полняет только те задания, которые имеют максимальный приоритет при заполнении ячеек «Супермаркета». Последующий участок, явля-ясь единственной точкой планирования, сам вынужден выполнять только наиболее приоритетные задания. Численные значения прио-ритетов заданий получаются за счет вычислений на каждом из участ-ков значений общего для всех критерия. Вид этого критерия задает-

65
3.3.РазновидностивытягивающихсистемОПП
ся на уровне предприятия, а его значения каждый производственный участок вычисляет самостоятельно для заданий, вставших в очередь на обработку.
Очередь производственных заданий, передаваемых от участка к участку, лимитирована, но сами задания в этой очереди могут ме-няться местами в зависимости от их текущего приоритета. Исполни-тель сам не может выбрать задания, с которого надо начинать рабо-ту, а при изменении приоритета заданий он должен переключиться на выполнение наиболее приоритетного. При значительном числе заданий и большом числе станков на участке необходимо проводить локальную оптимизацию материальных потоков, проходящих через участок. Для оборудования каждого участка, не являющегося единствен‑ной точкой планирования, составляется локальное оперативное произ‑водственное расписание, которое корректируется каждый раз после из‑менения приоритета исполняемых заданий. Для решения внутренних оптимизационных задач используются критерии загрузки оборудова-ния. Задания, ожидающие обработки между участками, не связанны-ми «супермаркетом», упорядочивают по «Правилам выбора из очереди» (обработка в порядке очереди, max длительность операции, min дли-тельность операции и т. д.).
Правила выбора могут изменяться в течение времени. Правила вы-числения приоритетов заданиям назначаются «извне» по отношению к каждому производственному участку (процессу), а критерии загруз-ки оборудования участка определяют характер прохождения внутрен-них материальных потоков. Они выбираются непосредственно дис-петчером участка в режиме реального времени (равномерная загрузка станков, min количество переналадок, min количество используемых станков, min грузопоток, max загрузка оборудования и т. д.)
Чтобы вычислить значение приоритета конкретного задания на кон-кретном участке, проводится предварительная группировка заданий (заказов) по ряду признаков:
1) номер сборочного чертежа изделия (заказа);2) обозначение детали по чертежу;3) номер заказа;4) трудоемкость обработки детали на оборудовании участка;5) длительность цикла обработки деталей данного заказа на участке;6) суммарная трудоемкость операций по деталям, входящим в заказ;7) время переналадки оборудования;

66
3.Системыоперативногопроизводственногопланирования
8) признак обеспеченности обрабатываемых деталей техоснаст-кой;
9) процент готовности детали (число завершенных технологиче-ских операций);
10) число деталей из данного заказа, прошедших обработку на дан-ном участке;
11) общее число деталей, входящих в заказ.Детали из одного заказа, находящиеся на разных участках, могут
иметь различные значения вычисляемого приоритета.Метод вычисляемых приоритетов обладает значительными преи‑
муществами:· текущие отклонения, возникающие в ходе производства, ком-
пенсируются изменяющимися приоритетами выполняемых за-даний, что значительно повышает пропускную способность всей системы в целом;
· фиксировать (локализовать) положение РОП и лимитировать незавершенное производство нет необходимости;
· можно оперативно контролировать серьезные сбои (поломка обо-рудования) на каждом участке и пересчитывать оптимальную по-следовательность обработки заказов;
· функционально-стоимостной анализ производства возможно проводить на отдельных участках локальных производственных расписаний.
Использование вытягивающих методов оперативного планирова-ния приводит к сокращению длительности производственного цик-ла изготовления продукции, увеличивая ее конкурентоспособность, и уменьшает запасы незавершенного производства, что при прочих равных условиях увеличивает рентабельность оборотных средств и ак-тивов в целом.
67
4.Особенностиоперативно-производственногопланированиявединичномимелкосерийномпроизводстве
4.1.СпецификаОППвединичномимелкосерийномпроизводстве
О тличительной особенностью планирования единичного про-изводства является включение в цикл изготовления заказа всех стадий подготовки производства и изготовления изде-
лия: разработка конструкции, технологии, нормирования затрат тру-да, проектирование и изготовление оснастки, изготовление, испыта-ние и доводка изделий.
Поскольку единичное производство характеризуется неповторяе-мостью изделий, то плановой единицей является конкретный заказ.
Задачи и особенности систем ОПП в единичном и мелкосерийном производстве приведены на рис. 4.1. Виды необходимых работ при со-ставлении оперативных планов в единичном производстве приведе-ны на рис. 4.2.
На предприятиях единичного и мелкосерийного типов производ-ства в соответствии с заключенными договорами целесообразно со-ставлять сводную таблицу, в которой по каждому заказу отражаются следующие группы информации:
· номер, наименование, обозначение заказа;· количество и масса (удельная и общая);· срок выполнения проектно-конструкторских работ;· характер заказа (металлоконструкция, покупное изделие и т. д.);· даты окончания разработки технологического маршрута, ведо-
мостей покупных изделий, материалов, заготовок;· дата копирования комплекта конструкторской документации;

68
4.Особенностиоперативно-производственногопланированиявединичномимелкосерийномпроизводстве
Рис.
4.1
. Зад
ачи
и ос
обен
ност
и си
стем
ОП
П в
един
ично
м и
мелк
осер
ийно
м пр
оизв
одст
ве
ОС
ОБЕ
НН
ОС
ТИ О
ПП
В Е
ДИ
НИ
ЧН
ОМ
И М
ЕЛ
КО
СЕ
РИЙ
НО
М П
РОИ
ЗВО
ДС
ТВЕ
Осо
бенн
ост
ь ед
инич
ного
и м
елко
сери
йног
о пр
оизв
одст
ва –
одн
окра
тнос
ть и
ли н
ерег
уляр
ная
повт
оряе
мост
ь за
каза
и н
е-ст
абил
ьнос
ть п
роиз
водс
тва
по о
бъем
у и
номе
нкла
туре
.
Осн
овна
я за
дача
ОП
П в
еди
ничн
ом и
мел
косе
рийн
ом п
роиз
водс
тве
: об
еспе
чени
е со
глас
ован
ного
и к
омпл
ект
ного
ход
а пр
оизв
одст
ва и
рав
ном
ерно
го в
ыпу
ска
прод
укци
и пу
тем
орг
аниз
ации
сво
евре
мен
ной
подг
отов
ки и
зап
уска
зак
азов
в
прои
звод
ство
на
осно
ве ц
икло
вых
граф
иков
вы
полн
ения
зака
зов
с уч
етом
пла
новы
х ср
оков
вы
пуск
а.
Ина
че г
овор
я, о
снов
ная
зада
ча з
аклю
чает
ся в
опт
имал
ьном
соч
етан
ии в
ыпо
лнен
ия р
азли
чны
х за
казо
в в
уста
новл
енны
е ср
оки
при
равн
омер
ном
испо
льзо
вани
и де
фици
тны
х ре
сурс
ов (о
бору
дова
ние,
раб
очие
, фин
ансы
).
Осо
бенн
ост
и м
ежце
хово
го
план
иров
ания
в
един
ично
м
и м
елко
-се
рийн
ом
прои
звод
стве
1.
Годо
вой
выпу
ск р
аспр
едел
яетс
я по
пер
иода
м в
соот
ветс
твии
с п
ортф
елем
зак
азов
и у
слов
иями
заг
рузк
и пр
оизв
од-
ства
. 2.
Н
евоз
мож
ност
ь со
здан
ия и
при
мене
ния
стаб
ильн
ых
КП
Н (и
з-за
нес
таби
льно
сти
прои
звод
ства
), по
этом
у но
рмат
ив-
ный
хара
ктер
име
ют
цикл
овы
е гр
афик
и и
объе
мно-
кале
ндар
ные
расч
еты
ана
логи
чны
х за
казо
в пр
ошлы
х ле
т.
3.
Закр
епле
ние
номе
нкла
туры
за
цеха
ми, у
част
ками
, раб
очим
и ме
стам
и пе
реме
нное
, опр
едел
яемо
е на
осн
ове
объе
м-ны
х ра
счет
ов с
уче
том
спец
иали
заци
и по
драз
деле
ний.
4.
Ц
ехов
ые
прог
рамм
ы с
троя
тся
в по
зака
зном
и р
еже
– в
комп
лект
но-у
злов
ом р
азре
зе.
5.
Кал
енда
рное
рас
пред
елен
ие з
адан
ий о
сущ
еств
ляет
ся п
о ус
тано
влен
ным
срок
ам с
дачи
(ком
плек
това
ния)
по
каж
до-
му за
казу
с у
чето
м ка
ленд
арны
х оп
ереж
ений
в р
абот
е це
хов.
Осо
бенн
ост
и О
ПП
в
един
ично
м
и м
елко
сери
йном
пр
оизв
одст
ве
1. О
босн
ован
ие п
лано
в по
дгот
овки
про
изво
дств
а по
каж
дому
зака
зу.
2. О
пред
елен
ие с
оста
ва к
ален
дарн
о-пл
анов
ых
норм
атив
ов (
КП
Н),
на к
отор
ых
буду
т ба
зиро
вать
ся к
ален
дарн
о-пл
анов
ые
расч
еты
.
3. П
риме
нени
е бо
лее
эффе
ктив
ных
«сер
ийны
х» м
етод
ов о
рган
изац
ии п
роиз
водс
тва
и си
стем
ОП
П н
а уч
астк
ах, и
зго-
тавл
иваю
щих
уни
фици
рова
нны
е и
стан
дарт
изир
ован
ные
дета
ли.
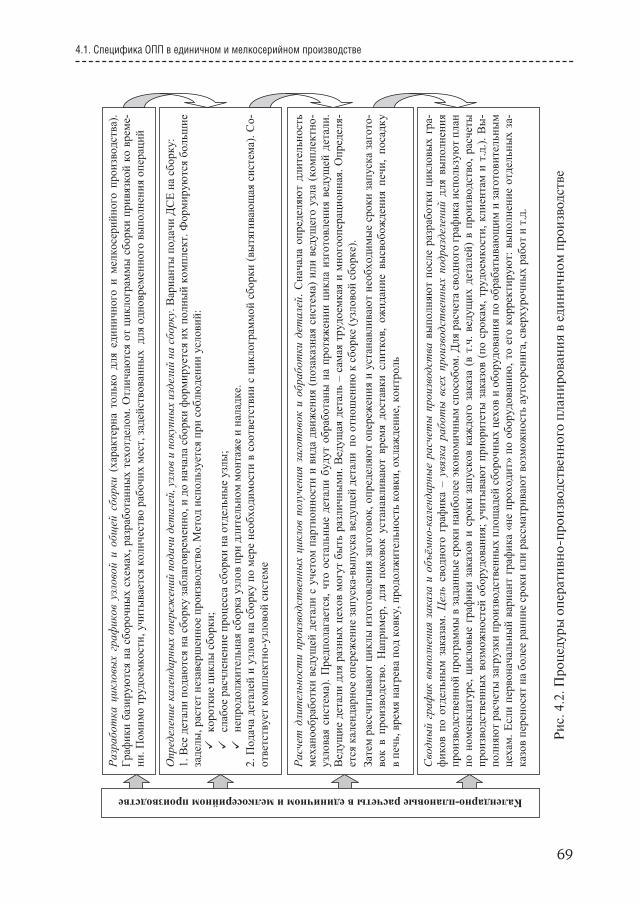
69
4.1.СпецификаОППвединичномимелкосерийномпроизводстве
Рис.
4.2
. Про
цеду
ры о
пера
тивн
о-пр
оизв
одст
венн
ого
план
иров
ания
в ед
инич
ном
прои
звод
стве
Разр
абот
ка ц
икло
вых
граф
иков
узл
овой
и о
бщей
сбо
рки
(хар
акте
рна
толь
ко д
ля е
дини
чног
о и
мелк
осер
ийно
го п
роиз
водс
тва)
. Гр
афик
и ба
зиру
ютс
я на
сбо
рочн
ых
схем
ах, р
азра
бота
нны
х те
хотд
елом
. Отл
ичаю
тся
от ц
икло
грам
мы с
борк
и пр
ивяз
кой
ко в
реме
-ни
. Пом
имо
труд
оемк
ости
, учи
тыва
ется
кол
ичес
тво
рабо
чих
мест
, зад
ейст
вова
нны
х д
ля о
днов
реме
нног
о вы
полн
ения
опе
раци
й
Опр
едел
ение
кал
енда
рны
х оп
ереж
ений
под
ачи
дет
алей
, узл
ов и
пок
упны
х из
дели
й на
сбо
рку.
Вар
иант
ы п
одач
и Д
СЕ
на с
борк
у:
1. В
се д
етал
и по
даю
тся
на с
борк
у за
благ
овре
менн
о, и
до
нача
ла с
борк
и фо
рмир
уетс
я их
пол
ный
комп
лект
. Фор
миру
ютс
я бо
льш
ие
заде
лы, р
асте
т не
заве
ршен
ное
прои
звод
ство
. Мет
од и
спол
ьзуе
тся
при
собл
юде
нии
усло
вий:
ко
ротк
ие ц
иклы
сбо
рки;
сл
абое
рас
член
ение
про
цесс
а сб
орки
на
отде
льны
е уз
лы;
непр
одол
жит
ельн
ая с
борк
а уз
лов
при
длит
ельн
ом м
онта
же
и на
ладк
е.
2. П
одач
а де
тале
й и
узло
в на
сбо
рку
по м
ере
необ
ходи
мост
и в
соот
ветс
твии
с ц
икло
грам
мой
сбор
ки (в
ытя
гив а
ющ
ая с
исте
ма).
Со-
отве
тств
ует
комп
лект
но-у
злов
ой с
исте
ме
Сво
дны
й гр
афик
вы
полн
ения
зак
аза
и об
ъёмн
о-ка
ленд
арны
е ра
счет
ы п
роиз
водс
тва
вы
полн
яют
посл
е ра
зраб
отки
цик
ловы
х гр
а-фи
ков
по о
тдел
ьны
м за
каза
м. Ц
ель
свод
ного
гра
фика
– у
вязк
а ра
бот
ы в
сех
прои
звод
стве
нны
х по
драз
деле
ний
для
выпо
лнен
ия
прои
звод
стве
нной
про
грам
мы в
зада
нны
е ср
оки
наиб
олее
эко
номи
чны
м сп
особ
ом. Д
ля р
асче
та с
водн
ого
граф
ика
испо
льзу
ют
план
по
ном
енкл
атур
е, ц
икло
вые
граф
ики
зака
зов
и ср
оки
запу
сков
каж
дого
зак
аза
(в т
.ч. в
едущ
их д
етал
ей)
в пр
оизв
одст
во, р
асче
ты
прои
звод
стве
нны
х во
змож
ност
ей о
бору
дова
ния;
учи
тыва
ют
прио
рите
ты з
аказ
ов (
по с
рока
м, т
рудо
емко
сти,
кли
ента
м и
т.д.
). В
ы-
полн
яют
расч
еты
заг
рузк
и пр
оизв
одст
венн
ых
площ
адей
сбо
рочн
ых
цехо
в и
обор
удов
ания
по
обра
баты
ваю
щим
и з
агот
овит
ельн
ым
цеха
м. Е
сли
перв
онач
альн
ый
вари
ант
граф
ика
«не
прох
одит
» по
обо
рудо
вани
ю, т
о ег
о ко
ррек
тиру
ют:
вы
полн
ение
отд
ельн
ых
за-
казо
в пе
рено
сят
на б
олее
ран
ние
срок
и ил
и ра
ссма
трив
ают
возм
ожно
сть
аутс
орси
нга,
све
рхур
очны
х ра
бот
и т.
д.
Календарно-плановые расчеты в единичном и мелкосерийном производстве
Расч
ет д
лит
ельн
ост
и пр
оизв
одст
венн
ых
цикл
ов п
олуч
ения
заг
отов
ок и
обр
абот
ки д
етал
ей. С
нача
ла о
пред
еляю
т дл
ител
ьнос
ть
меха
нооб
рабо
тки
веду
щей
дет
али
с уч
етом
пар
тион
ност
и и
вида
дви
жен
ия (п
озак
азна
я си
стем
а) и
ли в
едущ
его
узла
(ком
плек
тно-
узло
вая
сист
ема)
. Пре
дпол
агае
тся,
что
ост
альн
ые
дета
ли б
удут
обр
абот
аны
на
прот
яжен
ии ц
икла
изг
отов
лени
я ве
дущ
ей д
етал
и.
Вед
ущие
дет
али
для
разн
ых
цехо
в мо
гут
быть
раз
личн
ыми
. Вед
ущая
дет
аль
– са
мая
труд
оемк
ая и
мно
гооп
ерац
ионн
ая. О
пред
еля-
ется
кал
енда
рное
опе
реж
ение
запу
ска-
выпу
ска
веду
щей
дет
али
по
отно
шен
ию к
сбо
рке
(узл
овой
сбо
рке)
. За
тем
расс
читы
ваю
т ци
клы
изг
отов
лени
я за
гото
вок,
опр
едел
яют
опер
ежен
ия и
уст
анав
лива
ют
необ
ходи
мые
срок
и за
пуск
а за
гото
-во
к в
прои
звод
ство
. Н
апри
мер,
для
пок
овок
уст
анав
лива
ют
врем
я до
став
ки с
литк
ов,
ожид
ание
вы
своб
ожде
ния
печи
, по
садк
у в
печь
, вре
мя н
агре
ва п
од к
овку
, про
долж
ител
ьнос
ть к
овки
, охл
ажде
ние,
кон
трол
ь

70
4.Особенностиоперативно-производственногопланированиявединичномимелкосерийномпроизводстве
· даты окончания разработки техпроцесса для литейки, кузницы, механообработки, сборки, техоснастки и т. д.;
· поздние сроки получения заготовок и комплектующих;· срок запуска в производство (заключение договоров поставки);· изготовитель комплектующих (заготовок), дата и номер догово-
ра (служебной записки);· дата передачи конструкторской документации поставщику;· дата выдачи рабочих чертежей ОГК;· дата оплаты аванса;· срок изготовления заказа;· срок отгрузки заказа (поставки на станцию назначения с указа-
нием станции назначения);· ответственный руководитель/исполнитель.После составления первоначального графика выполнения заказа
проводится его проверка выполнимости, что предусматривает провер-ку проекта плана на выполнение следующего условия: трудоемкость выполнения плановых работ на всех группах оборудования за пери-од (месяц, квартал) должна быть меньше действительного фонда вре-мени оборудования соответствующих групп за этот период. Требо-вания, учитываемые при разработке объемно-календарных планов выполнения заказов, приведены на рис. 4.3.
Чтобы уменьшить трудоемкость расчетов, необходимо выявить груп‑пу ведущего оборудования и узкое место. На начальной стадии про-верку достаточно проводить по узкому месту, в дальнейшем, по мере формирования портфеля заказов, — по ведущему звену, предусмотрев меры по расшивке узких мест. Узким местом является наиболее загру-женное оборудование, если производственная программа выполни-ма на узком месте, значит, с большой вероятностью она выполнима на остальных рабочих местах цеха. В информационном справочнике «Оборудование» должна быть отметка о принадлежности к ведущему звену или узкому месту.
Для проверки выполнимости плана необходима информация:· сроки запуска-выпуска узлов (источник информации — проект
плана производства);· трудоемкость выполнения всех деталей и узлов в плановом пери-
оде на узком месте (источник информации — справочник «Де‑тали»);

71
4.1.СпецификаОППвединичномимелкосерийномпроизводстве
Рис.
4.3
. Тре
бова
ния,
учи
тыва
емы
е при
раз
рабо
тке о
бъем
но-к
ален
дарн
ых
план
ов в
ыпо
лнен
ия за
каза
• График
строят
в порядке
, обрат
ном ходу
технологического процесса
. По
граф
ику о
пред
еляе
тся
общи
й ци
кл и
з-го
товл
ения
зака
за, к
отор
ый со
пост
авля
ют с
зада
нным
срок
ом
• Дет
али, им
еющие
более
длительный
цикл изготовления, запускаю
т в производст
во раньш
е др
угих
дет
алей
, для
то
го чт
обы
согл
асов
ать б
еспе
ребо
йное
их по
ступ
лени
е на с
борк
у
• Для
взаи
мной
увяз
ки по
врем
ени и
бол
ее по
лног
о исп
ольз
ован
ия об
оруд
ован
ия и
площ
адей
по всем
заказам
сост
авляет
ся св
одны
й объе
мно-календарны
й граф
ик
• Что
бы из
бежа
ть со
впад
ения
рабо
т на о
дном
и то
м же
обор
удов
ании
для
неск
ольк
их за
казо
в, необходимо
откор-
рект
ироват
ь сроки
выполнения
работ
, предусм
отренные
граф
иком
выполнения
отдельны
х заказов
, опр
едел
ить
меро
прия
тия п
о лик
вида
ции у
зких
мес
т и д
огру
зить
недо
груж
енно
е обо
рудо
вани
е
• Сводный
объ
емно
-календарны
й граф
ик еже
месячно корректирую
т с учет
ом данны
х о вы
полнении
производ-
ственной
програм
мы основны
ми цехам
и, со
стоя
нии н
езав
ерше
нног
о про
изво
дств
а и за
каза
о но
вых з
адан
иях.
Од
новр
емен
но ут
очняют
ся ном
енклат
ура и объе
м рабо
т
• С уч
етом
этих
особ
енно
стей
окон
чате
льно
уточ
няет
ся св
одны
й объ
емно
-кале
ндар
ный г
рафи
к зак
азов
и на
осно
ва-
нии е
го П
ДО вы
дает
кажд
ому ц
еху м
есяч
ную
прои
звод
стве
нную
прог
рамм
у (пл
ан-гр
афик
рабо
ты ц
еха)

72
4.Особенностиоперативно-производственногопланированиявединичномимелкосерийномпроизводстве
· действительный фонд времени по данному оборудованию (ре-жим работы и продолжительность простоя в плановом ремонте);
· при отсутствии возможности оперативной замены рабочего‑ста‑ночника необходимо учитывать сроки его очередного отпуска.
Процедура проверки выполнимости плана производства1. Определяют трудоемкость выполнения программы (в разрезе уз-
лов) по узкому месту.2. Распределяют трудоемкость каждого узла по учетно-плановым
периодам (в приведенной ниже таблице — неделя) с учетом сроков за-пуска-выпуска. Для упрощения процедуры проверки исходят из усло-вия равномерного распределения трудоемкости по неделям в течение всей длительности производственного цикла.
Если в процессе изучения использования рабочего времени выявлено пе‑ревыполнение норм, то плановую трудоемкость делят на коэффициент выполнения норм. При переходе от единичного производства к серийно‑му (в т. ч. мелкосерийному) выпуску так же используют коэффициент выполнения норм, потому что нормы штучно‑калькуляционного времени уменьшаются из‑за партионной обработки деталей и распределения под‑готовительно‑заключительного времени между всеми деталями партии. Данную трудоемкость (станкоемкость) называют прогрессивной.
3. Учитывая график работы оборудования, определяют действи-тельный (плановый) фонд времени работы оборудования узкого ме-ста и распределяют его по планово-учетным периодам (неделям).
4. По каждому учетно-плановому периоду рассчитывают коэффи-циент загрузки оборудования узкого места, разделив прогрессивную станкоемкость на действительный фонд времени узкого места.
Коэффициент
загрузкиТрудоемкость за период
Действительный фонд=
ввремени узкого места
Коэффициент
выполнения нормґ
Если по всем учетно-плановым периодам (неделям) планового пери-ода (месяц, квартал) коэффициент загрузки не выше единицы, то про-грамма выполнима и при условии обеспеченности материальными ре-сурсами проект плана может быть утвержден руководителем и переведен в статус плана. По мере совершенствования организации производства и повышения объективности норм времени можно довести максималь-

73
4.1.СпецификаОППвединичномимелкосерийномпроизводстве
ный коэффициент загрузки до 0,90÷0,95. Схемы проведения проверки выполнимости плана по узкому месту и выполнения объемно-календар-ных расчетов по предприятию приведены в табл. 4.1, так же в табл. фор-ме (см. с. 80), пример плана-графика производства цеха — в табл. 4.3.
Если за какой-либо учетно-плановый период коэффициент загруз-ки больше 1,00 или существенно выше, чем в других периодах, то рас-сматривается возможность переноса сроков запуска (в некоторых слу-чаях — выпуска) отдельных узлов или заказов. При этом учитывается возможность закупки материалов для данных узлов в более ранние сроки. При положительном решении осуществляется корректировка проекта плана производства и плана (проекта плана) по снабжению.
При невозможности запуска отдельных узлов в более ранние учет-но-плановые периоды из-за высокой загрузки узкого места в предше-ствующие периоды или из-за невозможности закупки необходимых материалов в более ранние сроки предусматривают продление срока выпуска узла. Скорректированное время выпуска зависит от сроков получения материалов.
Осуществляется повторная проверка с учетом изменения сроков вы-пуска узлов. Если коэффициент загрузки не превышает 1,0, то с уче-том изменения сроков запуска-выпуска отдельных изделий коррек-тируются проекты плана производства, плана по реализации и плана по снабжению (возможно изменение только в части выделенных ли-митов денежных средств).
Приоритет по сохранению в плане заказов, изделий (узлов для из-делий) принадлежит заказам (изделиям) по которым:
1) заключен контракт и полностью получена оплата (аванс — 100 %);2) заключен контракт и получена частичная оплата (аванс — менее
100 %);3) заключен контракт, которым предусмотрен аванс, но денежные
средства еще не поступили, так как не наступило время плате-жей;
4) заключен контракт, но авансы не предусмотрены договором;5) на момент составления проекта плана контракты не подписаны,
но были запущенны в производство в прошлом периоде;6) на момент составления проекта плана контракты не подписаны.На основании принятого плана производства цеха разрабатывают-
ся месячные оперативные задания для участков основного производ-ства, при этом учитывается их специализация (рис. 4.4).

74
4.Особенностиоперативно-производственногопланированиявединичномимелкосерийномпроизводстве
Табл
ица
4.1
Схе
ма п
рове
рки
выпо
лним
ости
пла
на ц
еха
по у
зком
у ме
сту
№ заказа
Изд
елие
/узе
л
Кол
ичес
тво
Труд
оем-
кост
ь по
уз-
кому
мес
туию
льав
густ
Изд
елий
и
прим
еняе
-мо
сть
узло
в
Узло
в на
за-
каз
1-го
уз
ла
На
за-
каз
12
34
12
34
Кот
ел
га
зовы
й тр
акт
Тр
1Тр
1/2
Тр1/
2
уз
ел в
одог
рейн
ый
Тр
2Тр
2/4
Тр2/
4Тр
2/4
Тр2/
4
К
отел
осно
вани
е
Тр3
Тр3/
3Тр
3/3
Тр3/
3
карк
ас
Тр4
Тр3/
5Тр
3/5
Тр3/
5Тр
3/5
Тр3/
5
комп
лект
уст
анов
очны
й
Тр4
Тр
5/3
Тр5/
3Тр
5/3
топк
а
Тр5
Тр
5/6
Тр5/
6Тр
5/6
Тр5/
6Тр
5/6
Тр5/
6
прок
ладк
а осн
овно
й го
релк
и
Тр6
Тр
6/2
Тр6/
2
И
того
тру
доем
кост
ь за
пер
иод
Т1
.07
Т2.0
7Т3
.07
Т4.0
7Т1
.08
Т2.0
8Т3
.08
Т4.0
8
Кол
ичес
тво
един
иц о
бору
дова
ния
узко
го м
еста
Д
ейст
вите
льны
й ф
онд
врем
ени
узко
го м
еста
Коэ
фф
ицие
нт за
груз
ки Вы
полн
ение
объ
емно
-кал
енда
рны
х ра
счет
ов п
о пр
едпр
ияти
ю (з
а по
луго
дие)
Цех
иО
бъем
раб
от в
нор
-мо
-час
ахЧ
исло
раб
о-чи
х ме
стРе
жим
сме
н-но
сти
Кал
енда
рное
рас
пред
елен
ие о
бщег
о об
ъема
загр
узки
по
зака
зам
(по
½ ме
-ся
ца)
Янва
рьФ
евра
льМ
арт
Апре
льМ
айИ
юнь
12
12
12
12
12
12

75
4.1.СпецификаОППвединичномимелкосерийномпроизводстве
Табл
ица
4.2
При
мер
план
а-гр
афик
а пр
оизв
одст
ва ц
еха
на т
ри к
варт
ала
№ за
каза
Наи
мено
вани
еО
бозн
аче-
ние
Кол
-во
0102
0304
0506
0708
0915
3015
3015
3015
3015
3015
3015
3015
3015
30
1.31
1700
01–
010/
26Ус
трой
ство
для
эва
куац
ии в
ерхо
-во
го р
абоч
его
4403
8.66
.000
2
прим
. Леб
едка
1.32
1700
01–
010/
27П
одве
ска
клю
чей
4403
8.56
.000
2
Под
веск
а маш
инны
х кл
юче
й14
072.
56.0
002
1.47
1602
28–
010/
05Ве
ртлю
г УВ-
335
МА
4403
7.46
.000
2
Ком
плек
т ЗИ
П14
063.
46.0
502
1.48
Крю
кобл
ок У
ТБК
-6–
320
4402
1.89
.100
2
1700
01–
010/
68К
омпл
ект З
ИП
тале
вой
сист
емы
40.8
9501
2
К-т
ЗИ
П р
отор
а Р-7
0014
016.
45.1
302
2Б
лок
цирк
уляц
ионн
ой с
исте
мы2
2.9
1602
28–
010/
06Вс
асы
ваю
щий
труб
опро
вод
бу-
ровы
х на
сосо
в2
Эле
ктро
обор
удов
ание
2
ПД
Б ос
новн
ого
цеха
, на о
снов
е пол
учен
ной
из П
ДО
мес
ячно
й пр
оизв
одст
венн
ой п
рогр
аммы
:·
расп
реде
ляет
пре
дусм
отре
нны
е в н
ей р
абот
ы п
о пр
оизв
одст
венн
ым
учас
ткам
,·
прои
звод
ит о
бъем
ные р
асче
ты д
ля п
рави
льно
го и
спол
ьзов
ания
мощ
ност
ей и
уст
ране
ния
дисп
ропо
рций
в за
груз
ке
обор
удов
ания
про
изво
дств
енны
х уч
астк
ов,
·со
став
ляет
ся гр
афик
опе
рати
вной
загр
узки
ста
нков
.

76
4.Особенностиоперативно-производственногопланированиявединичномимелкосерийномпроизводстве
Рис.
4.4
. Осо
бенн
ости
мес
ячны
х оп
ерат
ивны
х за
дани
й дл
я уч
астк
ов
.
СО
СТ
АВ
ЛЕ
НИ
Е М
ЕСЯ
ЧН
ЫХ
ОП
ЕРА
ТИ
ВН
ЫХ
ЗА
ДА
НИ
Й Д
ЛЯ
УЧ
АС
ТК
ОВ
в
един
ично
м и
мел
косе
рийн
ом п
роиз
водс
тве
Уча
стки
с т
ехно
логи
че-
ской
спе
циал
изац
ией
Уча
стки
с п
редм
етно
й
спец
иали
заци
ей
Мес
ячны
е оп
ерат
ивны
е за
дани
я со
став
ляю
т в
по-
дета
льно
м ра
зрез
е. С
рок
выпу
ска
дета
ли
опре
де-
ляет
ся н
а ос
нова
нии
опе-
реж
ений
Мес
ячны
е оп
ерат
ивны
е за
дани
я со
став
ляю
т вы
-бо
ркой
сб
ороч
ных
еди-
ниц
из п
рогр
аммы
цех
а с
учет
ом
срок
ов
запу
ска-
выпу
ска
Уча
стки
по
обра
ботк
етр
удое
мких
дет
алей
Сбо
рочн
ые
учас
тки
Уча
стки
с у
ника
ль-
ным
обор
удов
ание
м
Мес
ячны
е оп
ерат
ивны
е за
дани
я со
став
ляю
т в
форм
е пл
ана-
граф
ика
сбор
ки и
здел
ия и
ли у
зла
(ино
гда
– в
опер
ацио
н-но
м ра
зрез
е)
Мес
ячны
е оп
ерат
ивны
е за
дани
я со
став
ляю
т в
виде
пла
на-г
рафи
ка з
агру
зки
обор
удов
ания
(р
абоч
их м
ест)
Уча
стки
, явл
яющ
иеся
узк
ими
мест
ами
Зада
ния
– в
виде
пла
на-г
рафи
ка з
агру
зки
обор
удов
ания
Дек
адны
е (п
олум
есяч
ные
или
неде
льны
е) за
дани
я в
еди
ничн
ом
и ме
лкос
ерий
ном
пр
оизв
одст
ве
Уча
стки
по
обра
бот
ке д
етал
ей с
дли
тел
ь-ны
м пр
оизв
одст
венн
ым
цикл
ом
Зада
ния
– в
пооп
ерац
ионн
ом р
азре
зе п
о ка
ж-
дой
дета
ли (с
боро
чной
еди
нице
)
Осн
овой
пла
ново
-рас
пред
елит
ельн
ой р
абот
ы н
а см
ену
явля
ется
сме
нно-
суто
чны
й пл
ан, в
кот
ором
кон
крет
изир
уетс
я за
дани
е дл
я ка
ж-
дого
раб
очег
о на
каж
дые
сутк
и и
смен
у

77
4.2.Деловаяситуация
4.2.Деловаяситуация
Необходимо составить квартальный план запуска изделий в про-изводство с учетом производственных и финансовых ограничений.
Исходные данные для составления квартального графика запуска заказов приведены в табл. 4.3. В табл. 4.4 приведена дополнительная информация для расчетов и показан один из возможных вариантов ре-шения задачи. Планово-учетный период — 0,5 месяца.
Таблица 4.3Календарная программа выпуска изделий
№ за-
каза
Трудоем-кость по «уз-кому месту»
Цена договор-ная, д. е.
Полная се-бестои-
мость, д. е.
Мате-риалы
Сроки поставки
Длительность изготовления,
месяцМ-1 400 20 17 7 15 декабря 2 месяцаМ-2 200 10 8 2 1 декабря 1 месяцМ-3 200 8 6 3 15 декабря 1 месяцМ-4 300 12,5 10 2 31 декабря 1,5 месяца
Вариант решения задачи
1. Составим графики запуска-выпуска каждого изделия. График строится с конечного срока сдачи готового изделия с учетом длитель-ности производственного цикла. Трудоемкость изготовления распре-деляется пропорционально длительности производственного цикла.
Заказ Октябрь Ноябрь Декабрь
М-1 – 100 100 100 100 –
М-2 – – 100 100 – –
М-3 – – – 100 100 –
М-4 – – – 100 100 100
Фонд времени по «узкому месту» 200 200 200 200 200 200
2. Проведем проверку по узкому месту. Коэффициент выполнения норм в данном случае принят равным 1.

78
4.Особенностиоперативно-производственногопланированиявединичномимелкосерийномпроизводстве
Показатели Октябрь Ноябрь ДекабрьСуммарная трудоемкость 0 100 200 400 300 100Фонд времени по «узкому месту» 200 200 200 200 200 200Коэффициент загрузки 0 0,5 1 2 1,5 0,5
Как видно из расчетов, план не выполним, так как загрузка второй половины ноября и первой половины декабря превышает 100 %. Об-ратите внимание, что коэффициент загрузки, рассчитанный исходя из суммарной квартальной трудоемкости, меньше 100 % (1100/1200). В этом состоит принципиальное отличие текущего планирования от оперативного: при оперативном планировании временные проме-жутки не суммируются.
3. Рассчитаем производственные затраты на выполнение заказов и распределим их по периодам. Принимаем, что затраты на материалы списываются на себестоимость в начале периода изготовления в полном объеме, а прочие производственные затраты распределяются равно-мерно по всей длительности производственного цикла. Таким образом, для запуска изделия М-1 получим величину затрат 7 + (17–7)/4 = 9,5. Для каждого периода величина затрат суммируется по всем издели-ям (табл. 4.4).
Таблица 4.4Первоначальный вариант плана
Заказ Октябрь Ноябрь Декабрь М-1 – 100 100 100 100 –М-2 – – 100 100 – –М-3 – – – 100 100 –М-4 – – – 100 100 100Фонд времени по «узкому месту» 200 200 200 200 200 200Производственные затраты – 9,5 5,5 14,7 11,7 2,7Оплата – – – 10 28 12,5Поток денежных средств – –9,5 –15 –19,7 –3,4 6,4
Аналогично по периодам распределим получаемые денежные сред-ства от продажи продукции.
4. Для составления реального плана необходимо «разгрузить» первую половину декабря и вторую половину ноября. Решения об изменении сроков запуска изделий в производство могут приниматься по разным критериям. Чаще сдвигают на ранние периоды наиболее длительные

79
4.2.Деловаяситуация
заказы. Если есть возможность «разбивки» заказов на отдельные части, допустим разрыв производственного цикла. Часть деталей и сбороч-ных единиц выпускается заранее и пролеживают в ожидании сборки. При этом следует учесть, что величина запасов незавершенного произ-водства растет и финансовые ресурсы «омертвляются» в запасах. Наи-более выгодным экономически будет вариант решения об удлинении производственного цикла и переносе сроков запуска на более ранние периоды, который коснется заказов наименьшей себестоимости или, по крайне мере, материалоемкости. В нашем случае — это изделие М-2. Однако его перенос на октябрь не разгружает вторую полови-ну ноября. Принимаем дополнительное решение о переносе с разры-вом производственного цикла изделия М-4 (табл. 4.5). Скорректиро-ванный план удовлетворяет ограничениям по загрузке «узкого места».
Как видно из сопоставления табл. 4.4 и 4.5, денежный поток к кон-цу квартала достигает одной и той же величины при различных вари-антах плана. Однако если принять условие финансирования заказов за счет заемных ресурсов, то вариант с переносом заказов на более ран-ние сроки потребует больших ресурсов за счет дополнительных про-центов за кредит. К сожалению, вопросы оптимизации финансовых потоков в настоящее время не учитываются отделами оперативно-производственного планирования, что приводит к парадоксальным ситуациям: имея рентабельный портфель заказов на период, к кон-цу периода предприятие получает убытки за счет кредитования неэф-фективной последовательности выполнения заказов.
Таблица 4.6Скорректированный вариант плана
Заказ Октябрь Ноябрь Декабрь М-1 – 100 100 100 100 –М-2 – – 100 100 – –М-3 100 100 – – – –М-4 100 – – – 100 100Фонд времени по «узкому месту» 200 200 200 200 200 200Производственные затраты 10,7 12,5 7,5 5,5 5,2 2,7Оплата – – – 10 28 12,5Поток денежных средств –10,7 –23,2 –30,7 –26,2 –3,4 6,4

80
5.Особенностиоперативно-производственногопланированиявсерийномпроизводстве
5.1.СпецификаОППвсерийномпроизводстве
В серийном производстве запуск и выпуск изделий, узлов и де-талей осуществляются сериями и партиями. Основными за-дачами ОПП в серийном производстве являются:
· Расчет оптимальной партии запуска.· Закрепление конкретных операций за рабочими местами.· Расчет периодичности запуска.Партия деталей — это количество деталей, обрабатываемых меж-
ду двумя переналадками оборудования. Время на переналадку рас-пределяется между всеми деталями партии. Чем больше партия, тем меньше количество переналадок оборудования и штучно-калькуля-ционное время, но тем больше продолжительность внутрипартион-ного пролеживания.
Из-за ограничений, накладываемых на оптимальный размер пар-тии (стойкость инструмента, дефицитность и материалоемкость де-тали и т. д.), в расчетах используют нормативный размер партии дета-лей. Он устанавливается методом подбора: определяют минимально допустимый размер партии, с точки зрения экономически целесоо-бразного использования оборудования, и корректируют его в сторону увеличения в зависимости от конкретных производственных условий.
Минимально допустимый размер партии деталей определяется двумя способами в зависимости от времени, необходимого на наладку обо-рудования, на котором обрабатываются данные детали.
1. Если время на наладку составляет 20 мин и более, то минималь-ный размер партии деталей nmin определяется по ведущей операции,
81
5.1.СпецификаОППвсерийномпроизводстве
имеющей наибольшее отношение времени на наладку (tпз) к норме штучного времени (tшт.):
n t tmin = Ч( )пз шт. a , (5.1)
где a — допустимый удельный вес времени на наладку оборудования в продолжительности смены исходя из оптимального размера партии.
2. Если время на наладку по всем операциям детали составляет ме-нее 20 мин, то минимальный размер партии определяется по наибо-лее производительной операции из операций, на которых обрабаты-вается рассматриваемая деталь:
n Т t tmin ,= =см. шт. шт.480 (5.2)
где Тсм. — продолжительность смены, мин.
Корректировка минимального размера партии деталей и доведе-ние его до нормативного осуществляется с учетом ряда требований.
1. Размер партии деталей должен способствовать повышению про-изводительности труда на каждой операции. Он должен быть больше сменной (в крайнем случае, полусменной) выработки или равен ей.
2. Размер партии деталей должен укладываться целое число раз в ме-сячную программу по данной детали.
3. Периодичность запуска партии деталей R должна быть удобной для планирования. Периодичность запуска партии деталей опреде-ляется отношением размера партии деталей п к дневной потребности сборки в этих деталях Nдн., т. е. R = n: Nдн..
Если за основу унификации периодичностей запуска партии дета-лей принять, как наиболее удобную, однодневную потребность, то пе-риодичность должна быть кратна продолжительности месяца, напри-мер: 1, 2, 4, 5, 10 (если в месяце 22 рабочих дней, то не 10, а — 11).
4. Размер партии деталей одного наименования должен согласовы-ваться с размерами партий других деталей, т. е. средняя продолжитель-ность операции каждой детали должна соответствовать сложившемуся в производстве коэффициенту закрепления операций. Нормативный размер партии деталей должен быть не меньше минимального.

82
5.Особенностиоперативно-производственногопланированиявсерийномпроизводстве
5.2.Деловаяситуация
Исходные данныеЕжемесячный выпуск изделий — 960 шт., применяемость каждой
детали на изделие — 1 шт.Число рабочих дней в месяце — 20.Длительность смены (Тсм) — 8 часов, режим работы цеха — двух-
сменный.Время среднего межоперационного пролеживания и выполнения
вспомогательных операций — 3,5 час.Коэффициент, учитывающий параллельно-последовательный вид
движения (Кпп), — 0,7.Коэффициент, учитывающий допустимые потери времени на на-
ладку оборудования, (α) — 0,05 от штучного времени.Закрепление деталеопераций за оборудованием участка и прогрес-
сивные нормы времени выполнения операций техпроцесса указаны в табл. 5.1.
1. Определить размер партии запуска деталей в производство и пе-риодичность запуска.
2. Построить календарный график запуска партий деталей в про-изводство.
3. Рассчитать величину переходящих цикловых и складских заде-лов на начало месяца.
Решение1. Определение размера партии запуска деталей в производство и пе-
риодичности запуска.Размер партии запуска деталей в производство определяется на ос-
нове коэффициента, учитывающего допустимые потери времени на на-ладку оборудования (0,05 от штучного времени). То есть, подготови-тельно-заключительное время, приходящееся на одну деталь, равно произведению нормы штучного времени и коэффициента, учитыва-ющего допустимые потери времени на наладку оборудования:
t п tпз шт.min .= Чa

83
5.2.Деловаяситуация
Табл
ица
5.1
Закр
епле
ние
дета
леоп
ерац
ий з
а об
оруд
ован
ием
учас
тка
и пр
огре
ссив
ные
норм
ы в
реме
ни в
ыпо
лнен
ия о
пера
ций
техп
роце
сса
Де-
таль
№
черт
е-ж
а
Инв
ента
рны
е ном
ера и
типы
обо
рудо
вани
я уч
астк
а32
1 —
агре
гат-
но-с
верл
иль-
ный
321
— то
кар-
но-в
инто
рез-
ный
323
— п
ро-
тяж
ный
324
— то
кар-
но-р
евол
ьвер
-ны
й
325
— к
ругл
о-ш
лиф
овал
ь-ны
й
326
— р
езьб
о-на
резн
ой32
7 —
ве
рста
к
№
оп.
t шт.,
мин
t пз,
мин
№
оп.
t шт.,
мин
t пз,
мин
№
оп.
t шт.,
мин
t пз,
мин
№
оп.
t шт.,
мин
t пз,
мин
№
оп.
t шт.,
мин
t пз,
мин
№
оп.
t шт.,
мин
t пз,
мин
№
оп.
t шт.,
мин
Шки
в02
–13
11,
230
22,
015
––
–3
1,5
15–
––
––
–4
1,0
Вилк
а02
–35
11,
930
21,
210
32,
015
41,
215
51,
510
61,
915
71,
5Ви
лка
02–
361
1,5
302
2,6
15–
––
31,
515
42,
010
51,
815
61,
5Ры
чаг
02–
401
2,2
302
1,5
103
4,0
154
2,0
105
1,3
156
1,3
157
2,5
Рыча
г02
–41
12,
840
21,
510
32,
515
42,
615
51,
510
––
–6
1,5
Руко
-ят
ка03
–15
12,
940
22,
015
32,
220
––
–4
1,3
105
1,3
156
2,0
Вилк
а07
–29
11,
850
21,
520
34,
015
41,
615
51,
215
––
–6
1,3
Вилк
а07
–30
12,
130
21,
620
33,
020
41,
515
51,
515
61,
215
72,
5Ви
лка
07–
321
1,0
302
2,2
15–
––
31,
110
41,
110
51,
415
61,
2Ры
чаг
07–
331
1,1
302
1,8
103
1,6
204
1,3
105
2,1
156
1,5
157
2,0
№ о
п. —
ном
ер о
пера
ции
(ука
заны
пор
ядко
вые н
омер
а опе
раци
й);
t шт. —
нор
ма ш
тучн
ого
врем
ени,
пер
вая
циф
ра в
граф
е обо
знач
ает,
а вт
орая
— ш
тучн
ое в
ремя
в м
инут
ах;
t пз —
нор
ма п
одго
тови
тель
но-з
аклю
чите
льно
го в
реме
ни, м
ин.

84
5.Особенностиоперативно-производственногопланированиявсерийномпроизводстве
Следовательно, минимально необходимый размер расчетной пар-тии, удовлетворяющий уровню потерь времени на наладку оборудо-вания:
пtt
t tmin ( )/ / .=
Ч=пз
шт.пз шт.a
a
Вычисление минимального размера расчетной партии (графа 4 табл. 5.2) осуществляется по ведущему оборудованию, у которого со-отношение продолжительности наладки (подготовительно-заключи-тельного времени) и нормы штучного времени максимально. В данной задаче этому требованию соответствует агрегатно-сверлильный станок.
Таблица 5.2Определение величины расчетной партии деталей
Де-таль
Ншт, мин.
Тпз, мин.
Расчетная (ми-нимальная) пар-тия деталей, шт.
Расчетная пери-одичность запу-
сков партии дета-лей, дн.
Принятая перио-
дичность запусков,
дн.
Принятая партия де-талей, шт.
Шкив 1,2 30 30/0,05/1,2 = 500 500/(960/20) = 10,4 20 48 · 20 = 960Вилка 1,9 30 30/0,05/1,9 = 316 316/(960/20) = 6,6 10 48 · 10 = 480Вилка 1,5 30 30/0,05/1,5 = 400 400/(960/20) = 8,3 10 48 · 10 = 480Рычаг 2,2 30 30/0,05/2,2 = 273 273/(960/22) = 5,7 10 48 · 10 = 480Рычаг 2,8 40 40/0,05/2,8 = 286 286/(960/20) = 6,0 10 48 · 10 = 480Руко-ятка 3,0 40 40/0,05/2,9 = 276 276/(960/20) = 5,7 10 48 · 10 = 480
Вилка 1,8 50 50/0,05/1,8 = 556 556/(960/20) = 11,6 20 48 · 20 = 960Вилка 2,1 30 30/0,05/2,1 = 286 286/(960/20) = 6,0 10 48 · 10 = 480Вилка 1,0 30 30/0,05/1,0 = 600 600/(960/20) = 12,5 20 48 · 20 = 960Рычаг 1,1 30 30/0,05/1,1 = 545 545/(960/20) = 11,4 20 48 · 20 = 960
Ншт. — норма штучного времени, мин; Тпз — норма подготовительно-заключитель-ного времени, мин.
Величина принятой партии должна быть не меньше величины рас-четной партии. При определении принятой партии необходимо учиты-вать требование кратности периодичности запуска (и количества запу-сков) продолжительности месяца, например: 1, 2, 4, 5, 10, 20. При этом, одновременное использование для партий разных деталей периодич-

85
5.2.Деловаяситуация
ности запуска 4 и 5 дн. нежелательно, так как это может существенно усложнить построение графика либо сделать невозможной обеспече-ние заданной периодичности запуска по всем партиям деталей.
Периодичность запуска партии деталей равна отношению размера партии деталей к среднесуточной потребности сборки в этих деталях. Среднесуточная потребность сборки в детали каждого наименования составляет 48 единиц (960/20 = 48). Сначала определяется расчетная периодичность запусков (графа 5 табл. 5.2).
Если расчетную периодичность запусков партий деталей округлять до меньшего целого (например, по шкиву — до 10 дней), то приня-тая величина партии будет меньше ее расчетной величины и потери времени на наладку оборудования будут больше допустимого уровня. Округление периодичности запусков до большего целого значения приведет к значительному усложнению календарного графика, а при большой номенклатуре закрепленных за участком деталей, — к невоз-можности его построения. Поэтому расчетную периодичность запусков округляют до ближайшего большего значения унифицированного ряда периодичностей запуска (графа 6 табл. 5.2).
В завершении определяется принятая (плановая) величина пар-тии деталей каждого наименования умножением среднесуточной по-требности данных деталей и принятой периодичность запусков пар-тии (графа 7 табл. 5.2).
2. Построение календарного графика запуска партий деталей в производство.
Календарный график запуска партий деталей в серийном произ-водстве строится по ведущему оборудованию (321 — агрегатно-свер-лильный станок).
Для построения графика необходимо определить:А. Продолжительность операционного цикла обработки на ведущем
оборудовании партии деталей каждого наименования.Для этого величину принятой партии деталей умножают на норму
штучного времени и к полученному значению прибавляют подготови-тельно-заключительное время. Для удобства построения графика опе-рационный цикл рассчитывается в рабочих сменах (8 × 60 = 480 мин) или в рабочих днях, с учетом сменности работы участка (табл. 5.3, гра-фы 1–5).

86
5.Особенностиоперативно-производственногопланированиявсерийномпроизводстве
Таблица 5.3Продолжительность операционного цикла обработки партии деталей
на ведущем оборудовании и технологического цикла
Деталь
Норма штучного времени,
мин.
Подгото-витель-
но-заклю-чительное
время, мин
Приня-тая пар-тия де-талей,
шт.
Длительность операци-онного цикла, смены
Длитель-ность тех-
нологи-ческого цикла, смен
Шкив 1,2 30 960 (1,2 · 960 + 30)/480 = 2,5 8,1Вилка 1,9 30 480 (1,9 · 480 + 30)/480 = 2,0 8,0Вилка 1,5 30 480 (1,5 · 480 + 30)/480 = 1,6 7,8Рычаг 2,2 30 480 (2,2 · 480 + 30)/480 = 2,3 10,5Рычаг 2,8 40 480 (2,8 · 480 + 40)/480 = 2,9 8,8Рукоятка 2,9 40 480 (2,9 · 480 + 40)/480 = 3,0 8,3Вилка 1,8 50 960 (1,8 · 960 + 50)/480 = 3,7 16,1Вилка 2,1 30 480 (2,1 · 480 + 30)/480 = 2,2 9,5Вилка 1 30 960 (1,0 · 960 + 30)/480 =2,1 11,3Рычаг 1,1 30 960 (1,1 · 960 + 30)/480 =2,3 16,1
Б. Продолжительность технологического цикла (Ттц) обработки пар-тии деталей каждого наименования.
Технологический цикл определяют с учетом вида движения. В дан-ном случае расчет укрупненный: длительность технологического цикла обработки партии деталей при последовательном виде движения кор-ректируется с помощью коэффициента, учитывающего параллельно-последовательный вид движения (0,7).
Т п t t К Ттц шт. пз пп см.= ( Ч + )е е / / .60
Если на ведущем оборудовании выполняются не начальные опера-ции техпроцесса, то отдельно рассчитывается часть длительности тех-нологического цикла, предшествующая обработке на ведущем обору-довании и последующая за ней.
Шкив, см.:
(960 (1,2 + 2,0 + 1,5 +1,0) + (30 + 15 +15)) 0,7/60/8 = 8,1.
Аналогичные расчеты проводят для партий остальных деталей. Ре-зультаты расчетов приведен в табл. 5.3, графа 6.

87
5.2.Деловаяситуация
В. Продолжительность производственного цикла обработки пар-тии деталей каждого наименования.
Производственный цикл больше технологического цикла на вели-чину времени межоперационного пролеживания и выполнения вспо-могательных операций производственного процесса.
В данной задаче естественных операций нет, а межцеховые проле-живания не учитываются в связи с тем, что расчеты ограничены про-изводственным участком.
Количество межоперационных пролеживаний каждой партии на единицу меньше количества операций техпроцесса. Расчет про-должительности производственного цикла обработки партии деталей приведен в табл. 5.4.
Если на ведущем оборудовании выполняются не начальные опера-ции техпроцесса, то отдельно рассчитывается часть длительности про-изводственного цикла, предшествующая обработке на ведущем обо-рудовании и последующая за ней.
Таблица 5.4Продолжительность производственного цикла обработки
партии деталей
ДетальДлительность
технологического цикла, смен
Количество операций техпроцесса
Длительность производ-ственного цикла, смен
Шкив 8,1 4 8,1 + 3,5 (4–1)/8 = 9,4Вилка 8,0 7 8,0 + 3,5 (7–1)/8 = 10,6Вилка 7,8 6 7,8 + 3,5 (6–1)/8 = 10,0Рычаг 10,5 7 10,5 + 3,5 (7–1)/8 = 13,1Рычаг 8,8 6 8,8 + 3,5 (6–1)/8 = 11,0Рукоятка 8,3 6 8,3 + 3,5 (6–1)/8 = 10,5Вилка 16,1 6 16,1 + 3,5 (6–1)/8 = 18,3Вилка 9,5 7 9,5 + 3,5 (7–1)/8 = 12,1Вилка 11,3 6 11,3 + 3,5 (6–1)/8 = 13,5Рычаг 16,1 7 16,1 + 3,5 (7–1)/8 = 18,7
Г. Последовательность запуска партий деталей в производство.Сначала запускаются в производство партии деталей с минимальной
периодичностью запуска (10 рабочих дней). Если приоритеты после-довательности запуска партий деталей не рассчитываются, то из пар-тий с одинаковой периодичностью сначала предусматривают запуск

88
5.Особенностиоперативно-производственногопланированиявсерийномпроизводстве
партий деталей с более коротким операционным циклом обработки на ведущем оборудовании.
В очереди партии деталей выстраиваются по мере роста длительно-сти операционного цикла. В табл. 5.5 представлена выборка партий де-талей с периодичностью запуска 10 дней, проранжированная по уве-личению продолжительности операционного цикла.
Таблица 5.5Последовательность запуска в производство партий деталей
с периодичностью запуска 10 дней
Деталь № чер-тежа
Длительность цикла, смены Последовательность запускаоперационного производственного
Вилка 02–35 2,0 10,6 2Вилка 02–36 1,6 10,0 1Рычаг 02–40 2,3 13,1 4Рычаг 02–41 2,9 11,0 5Рукоятка 03–15 3,0 10,5 6Вилка 07–30 2,2 12,2 3
Построение графикаКалендарный график начинается с построения графика загрузки
ведущего оборудования (ведущего станка) с учетом последовательно-сти запуска.
На графике отражается длительность операционного цикла (на ве-дущем оборудовании) партий деталей с минимальной периодичностью запуска. В общем случае партии деталей запускаются непрерывно. За-тем, учитывая периодичность, в той же последовательности показы-вают остальные запуски партий данных деталей (рис. 5.1).
Партии деталей, запускаемых 1 раз в месяц, «встраиваются» в сво-бодные смены (с начала первой смены 8-го дня по вторую смену 10-го дня включительно и с первой смены 18-го дня по вторую смену 20-го дня включительно). При наличии резерва времени по ведущему обору-дованию запуски предусматриваются с начала смены. Партии группи-руются с учетом продолжительности «свободных» участков. Например, нельзя после обработки шкива 02–13 (операционный цикл 2,5 смены) запустить вилку 07–29 (операционный цикл 3,7 смены), так как их со-вокупная загрузка ведущего оборудования превысит 6 смен, свобод-ных от обработки партий с периодичностью запуска 10 дней.

89
5.2.Деловаяситуация
Рис.
5.1
. Заг
рузк
а вед
ущег
о об
оруд
ован
ия
(нач
альн
ый
этап
пос
трое
ния
кале
ндар
ного
граф
ика з
апус
ка п
арти
й де
тале
й в
прои
звод
ство
)
Дет
аль
№
чер
-те
жа
Ном
ер р
абоч
его
дня
и см
ены
1
2 3
4 5
6 7
8 9
10
11
12
13
14
15
16
17
18
19
20
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
3 4
5 6
7 8
9 10
11
12 1
3 14
15
16 1
7 18
19
20 2
1 22
23
24 2
5 26
27
28 2
9 30
31
32 3
3 34
35
36 3
7 38
39
40
Вил
ка
02-3
6
Вил
ка
02-3
5
Вил
ка
07-3
0
Рыча
г 02
-40
Рыча
г 02
-41
Руко
ятка
03
-15
Вил
ка
07-3
2
Вил
ка
07-2
9
Рыча
г 07
-33
Шки
в
02-1
3
– П
родо
лжит
ельн
ость
опе
раци
онно
го ц
икла
обр
абот
ки п
арти
й де
тале
й на
вед
ущем
обо
рудо
вани
и.

90
5.Особенностиоперативно-производственногопланированиявсерийномпроизводстве
После изображения обработки на ведущем оборудовании всех пар-тий на графике откладывается продолжительность производственно-го цикла обработки партии деталей на участке (рис. 5.2).
Обработка многих партий деталей оканчивается в следующем пери-оде. Поэтому в первоочередном порядке на графике указывают окон-чание обработки партий, запущенных в производство в предыдущем месяце (переходящие заделы). При условии равномерного распреде-ления производственной программы по месяцам, «хвосты», оставши-еся с прошлого месяца, равны заделам, переходящим на следующий месяц (на рис. 5.2 — обозначены пунктирной линией).
3. Расчет величины переходящих цикловых и складских заделов на начало месяца.
Переходящие цикловые заделы характеризуют наличие партий де-талей в процессе обработки на конкретную дату (обычно на начало пе-риода), они определяются на основании календарного графика запу-ска партий деталей в производство. В общем случае, в производстве на разной стадии обработки одновременно может находиться несколь-ко партий деталей одного и того же наименования. В данном примере в первый рабочий день месяца в обработке были партии следующих де-талей: вилка 02–35, вилка 02–36, рукоятка 3–15, рычаг 07–33 и шкив 02–13. Партии деталей рукоятка 3–15, рычаг 07–33 и шкив 02–13 были запущены в производство в предыдущем месяце (перешедшие с про-шлого периода). Партии деталей: вилка 02–35 и вилка 02 были запу-щенны в плановом периоде. Цикловые заделы считаются партиями и (или) штуками, их величина приведена в табл. 5.6.
Складские заделы (запасы) должны обеспечить непрерывность ра-боты сборочного цеха. Их наличие объясняется тем, что в серийном производстве в обработку детали запускаются, как правило, периоди-чески партиями, а на сборке они потребляются равномерно. Склад-ские заделы определяются как в планово-учетных периодах (рабочих днях или сменах), так и в натуральных измерителях (единицах).
Складские заделы рассчитывают на основании календарного гра-фика (как день (или смена) выпуска первой в этом месяце партии де-талей, независимо от месяца запуска) и продолжительности межце-хового пролеживания (последние в данной задаче не учитываются).
Количество деталей в складском заделе равно произведению вели-чины среднесуточного (или среднего за смену) потребления деталей

91
5.2.Деловаяситуация
Рис.
5.2
. Кал
енда
рны
й гр
афик
запу
ска п
арти
й де
тале
й в
прои
звод
ство
Дет
аль
№
чер
-те
жа
Ном
ер р
абоч
его
дня
и см
ены
1
2 3
4 5
6 7
8 9
10
11
12
13
14
15
16
17
18
19
20
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
1 2
Вил
ка
02-3
6
Вил
ка
02-3
5
Вил
ка
07-3
0
Рыча
г 02
-40
Рыча
г 02
-41
Руко
ятка
03
-15
Вил
ка
07-3
2
Вил
ка
07-2
9
Рыча
г 07
-33
Шки
в
02-1
3
– о
пера
цион
ный
цикл
обр
абот
ки п
арти
й де
тале
й на
вед
ущем
обо
рудо
вани
и
– п
роиз
водс
твен
ный
цикл
обр
абот
ки п
арти
й де
тале
й
– о
конч
ание
цик
ла о
браб
отки
пар
тий
дета
лей,
запу
щен
ных
в пр
еды
дущ
ем м
есяц
е (п
ерех
одящ
ие з
адел
ы)

92
5.Особенностиоперативно-производственногопланированиявсерийномпроизводстве
данного наименования и величины складского задела рабочих днях (сменах).
Таблица 5.6Переходящие цикловые и складские заделы на начало месяца
Деталь№
черте-жа
Планово-учетный период — смена
Планово-учетный период — рабочий день
Склад-ской
задел, смены
Складской задел, шт.
Ци-кловой задел,
шт.
Склад-ской
задел, раб.дн.
Складской задел, шт.
Цикло-вой за-дел, шт.
Шкив 02–13 6 24 · 6 = 144 960 3 48 · 3 = 144 960Вилка 02–35 13 24 · 13 = 312 0 7 48 · 7 = 336 480Вилка 02–36 10 24 · 10 = 240 480 5 48 · 5 = 240 480Рычаг 02–40 19 24 · 19 = 456 0 10 48 · 10 = 480 0Рычаг 02–41 20 24 · 20 = 480 0 10 48 · 10 = 480 0Рукоятка 03–15 2 24 · 2 = 48 480 1 48 · 1 = 48 480Вилка 07–29 35 24 · 35 = 840 0 18 48 · 18 = 864 0Вилка 07–30 16 24 · 16 = 384 0 8 48 · 8 = 384 0Вилка 07–32 28 24 · 28 = 672 0 14 48 · 14 = 672 0Рычаг 07–33 13 24 · 13 = 312 960 7 48 · 7 = 336 960
Обработка партии шкивов 02–13 закончится в течение 6-й смены. Ближайшая партия вилок 02–35 будет завершена в 13-ю смену, зна-чит, для бесперебойной работы сборки складских запасов должно хва-тить соответственно на 6 и 13 смен (в рабочих днях — 3 и 7).
Складские заделы в единицах деталей определяются с учетом сред-несуточного (48 шт.) или среднего за смену (24 шт.) потребления де-талей.

93
Заключение
В пособии приведены основные теоретические и расчетные ре-комендации по построению и выбору систем оперативно-про-изводственного планирования.
На практике вопросы создания эффективных систем ОПП гораздо сложнее и зависят не только от тех производственных и рыночных фак-торов, которые рассмотрены в пособии, но и от ряда других: техниче-ского оснащения предприятия, квалификации его специалистов и т. п.
Чтобы оценить масштабы работы по построению информацион-но-справочной базы для ОПП представьте, что среднее количество наименований продукции на предприятии около 100 номенклатур-ных позиций. Среднее количество наименований деталей в специ-фикации продукции около 5 тысяч. Для обработки одной детали ис-пользуется около 10 операций. Конечно, такие объемы информации возможно эффективно обрабатывать только с использованием авто-матизированных расчетов.
На каждом предприятии сегодня используются программные про-дукты различного уровня сложности. Однако основная проблема — разработка методики расчетов основных показателей ОПП.
Надеемся, что приведенные в пособии методы и расчетные приме-ры помогут Вам успешно справиться с данной задачей.

94
Библиографическийсписок
1. Кобец Е. А. Планирование на предприятии: учеб. посо-бие / Е. А. Кобец. Таганрог : Изд-во ТРТУ, 2006.
2. Сачко Н. Организация и оперативное управление машинострои-тельным производством / Н. Сачко. Минск : Новое знание, 2008. 640 с. (Серия: Техническое образование.)
3. Загородников С. В. Оперативно-производственное планиро-вание: учеб. пособие / С. В. Загородников, Т. Ю. Сивчикова, Н. С. Носова. М. : Изд-во Дашков и К°, 2008. 287 с.
4. Управление организацией: учебник / под ред. А. Г. Поршнева, З. П. Румянцевой, Н. А. Саломатина. М. : Инфра-М, 1999.
5. Соколицин С. А. Организация и оперативное управление ма-шиностроительным производством: учебник / С. А. Соколицин, Б. И. Кузин. Л. : Машиностроение, 1988. 527 с.
6. Файнгольд М. Л. Основы расчета календарно-плановых нормати-вов. Методология и методика: учеб. пособие / М. Л. Файнгольд. Владимир : «Экономическая газета» — ВГПУ, 1996. 68 с.
7. Обзор типовых систем оперативно-производственного планиро-вания, применяемых в машиностроении / С. Г. Гришин [и др]. М. : Инфомэлектро, 1990. 40 с.
8. Фролов Е. Б. MES и производственная логистика, или что такое «вытягивающее» планирование? [Электронный ресурс]/Е. Б. Фро-лов. — Режим доступа: http://www.fobos-mes.ru/stati/mes-i-proizvodstvennaya-logistika-ili-chto-takoe-vyityagivayuschee-planirovanie.html. Загл. с экрана.

Учебное издание
Ершова Ирина Вадимовна Минеева Татьяна Анатольевна Черепанова Елена Васильевна
ОПЕРАТИВНО-ПРОИЗВОДСТВЕННОЕПЛАНИРОВАНИЕ
Редактор О. С. СмирноваВерстка О. П. Игнатьевой
Подписано в печать 30.09.2016. Формат 70×100/16.Бумага писчая. Печать цифровая. Гарнитура Newton.
Уч.-изд. л. 5,0. Усл. печ. л. 7,7. Тираж 200 экз. Заказ 333

Издательство Уральского университета Редакционно-издательский отдел ИПЦ УрФУ
620049, Екатеринбург, ул. С. Ковалевской, 5Тел.: 8(343)375-48-25, 375-46-85, 374-19-41
E-mail: [email protected]
Отпечатано в Издательско-полиграфическом центре УрФУ620075, Екатеринбург, ул. Тургенева, 4
Тел.: 8(343) 350-56-64, 350-90-13 Факс: 8(343) 358-93-06
E-mail: [email protected]


И. В. ЕРШОВАТ. А. МИНЕЕВАЕ. В. ЧЕРЕПАНОВА
ОПЕРАТИВНО-ПРОИЗВОДСТВЕННОЕПЛАНИРОВАНИЕ
Учебное пособие
9 7 8 5 7 9 9 6 1 8 2 6 1
I SBN 579961826 - 2