Embed Size (px)
Citation preview
José Thomaz GonçalvesAbril de 2003
1
1-INTRODUÇÃO
A origem dos fluidos de perfuração não aquosos remonta aos anos 20, quando o óleo cru era usado como fluido de perfuração. As vantagens do uso do óleo como fluido de perfuração e completação eram óbvias já então: Argilas não hidratam e não incham Estabilidade de poço é melhorada A produção é melhorada em arenitos contendo argilas Problemas são reduzidos quando se perfura evaporitos (sal, anidrita etc.). Alargamentos do poço são reduzidos Propriedades do fluido são mais estáveis Resistência à contaminação é aumentada
Óleos também possuem certas características que são indesejáveis. Eles são inflamáveis e conter componentes que levem a desgastes de elementos de borracha, como por exemplo, mangueiras, o’rings, gaxetas, e elementos do BOP.Óleos não gelificam e são difíceis de viscosificar, o que dificulta o adensamento. Muitos óleos contêm elementos tóxicos, o que contraria as legislações ambientais. Eles têm alta solvência para a maior parte dos gases normalmente encontrados na perfuração de poços (gás natural, CO2, H2s etc.), o que dificulta a detecção e combate de kicks além de dificultar a separação do gás na superfície. Óleos custam muito a degradar, ou não degradam em determinadas condições. Eles também flutuam na água e podem migrar a grandes distancias do ponto de derramamento, o que dificulta a coleta.Várias medidas diferentes tem sido tomadas através dos anos, para minimizar os problemas listados acima, e viabilizar o uso de fluidos não aquosos.
Os primeiros melhoramentos no desempenho dos fluidos não aquosos (na época óleo cru) foram alcançados com a utilização de asfaltos para aumentar a viscosidade e reduzir o filtrado. No entanto o sistema apresentava baixa tolerância à contaminação por água.
Apesar da primeira patente sobre “lama à base óleo diesel” ter sido registrada no ano de 1932, somente no início da década de 40 é que esses sistemas começaram a serem aplicados nos campos de petróleo dos Estados Unidos. No inicio da década de 60, a PETROBRAS iniciava no Brasil a perfuração de poços com fluidos a base óleo e, na década seguinte, multiplicaram-se os esforços para a nacionalização de aditivos químicos inerentes a esses sistemas, desenvolvendo-se inclusive fluidos de composição cem por cento nacional.
Os fluidos a base diesel foram desenvolvidos, para não somente tolerar a contaminação por água, mas usarem água para manter e controlar suas propriedades. A água emulsionada reduzia o filtrado e aumentava a viscosidade do fluido. A fase contínua oleosa destes fluidos atuava como um filme de óleo lubrificante e evitava que a fração aquosa interagisse com as argilas da formação, proporcionando excelente estabilidade de poço. Estes fluidos eram tolerantes a contaminações com sal e anidrita. Eles foram chamados de emulsão inversa, para distinguir dos fluidos a base água emulsionados com 10 a 20 % de diesel que ainda se usava na época. Esta nomenclatura, no entanto até hoje causa polêmica, pois mesmo na área de petróleo os técnicos de tratamento de óleo consideram emulsão inversa às emulsões óleo em água.
Para o segmento de perfuração e completação a definição atual de um fluido de emulsão inversa é a seguinte:
2
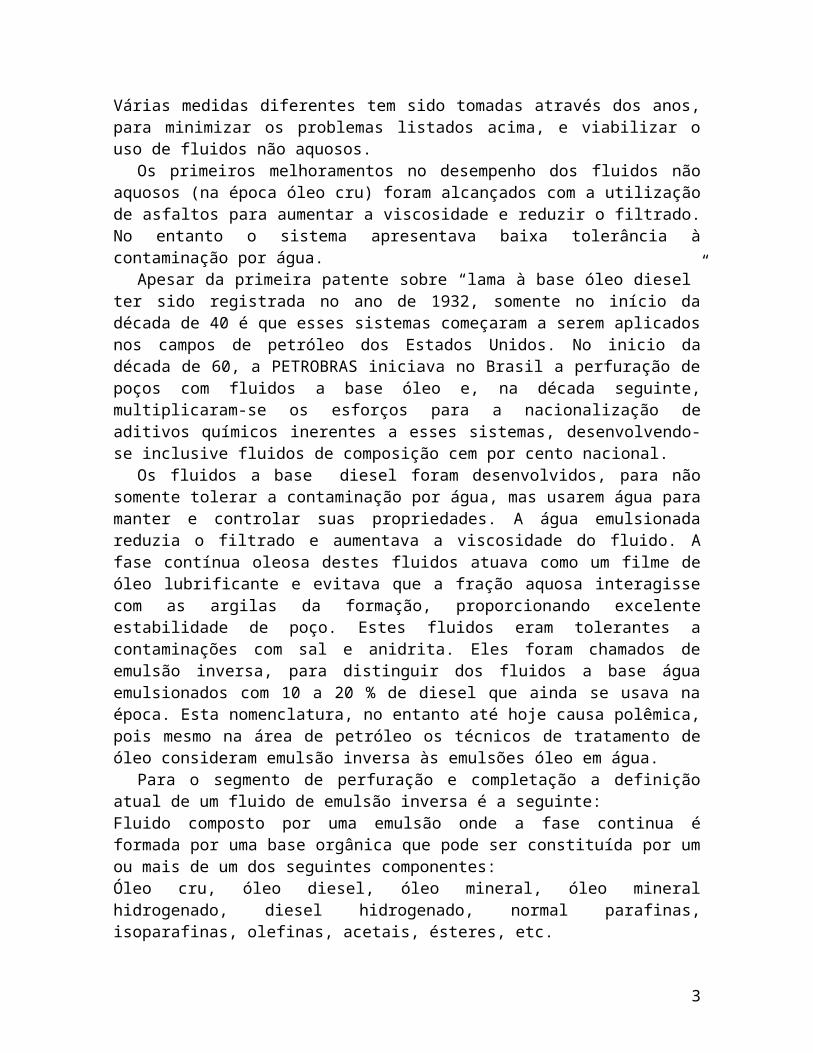
Fluido composto por uma emulsão onde a fase continua é formada por uma base orgânica que pode ser constituída por um ou mais de um dos seguintes componentes:Óleo cru, óleo diesel, óleo mineral, óleo mineral hidrogenado, diesel hidrogenado, normal parafinas, isoparafinas, olefinas, acetais, ésteres, etc.Uma fase dispersa constituída por um ou mais de um dos seguintes componentes: água doce, salmoura de cloreto de sódio, salmoura de cloreto de cálcio, salmoura de formiato de sódio ou potássio, salmoura de formiato de césio, salmoura de brometo de zinco etc.A fase dispersa é a fase interna da emulsão, como mostra a figura 1.
Fluidos de emulsão inversa , como qualquer outro fluido, devem ser usados quando as condições técnicas, econômicas, e ambientais justifiquem sua utilização. Antes da seleção do fluido devem ser considerados aspectos como: Legislação ambiental Disposição final dos resíduos Custo inicial Custo de manutenção Problemas de poço esperados Características do reservatório Dano à formaçãoA grosso modo pode se considerar, entretanto que os fluidos não aquosos geralmente apresentam vantagens técnicas e econômicas quando usados para: Perfuração de zonas com folhelhos reativos Perfuração de evaporitos (sal, anidrita, carnalita etc.). Poços HPHT Poços onde se necessita testemunhar zonas portadoras de argilominerais sensíveis à
água. Poços direcionais ou horizontais de grande afastamento Poços direcionais de trajetória complicada Poços de pequenos diâmetros (slim hole) Controle de corrosão Presença de formações portadoras de H2S e CO2.
Algumas características dos fluidos a base óleo são:
3
1. Propriedades reológicas e filtrantes controláveis até cerca de 500ºF;2. Maior capacidade de inibição do que os fluidos a base água;3. Baixíssima taxa de corrosão, sem necessitar o uso de inibidores;4. Excelentes características lubrificantes ou baixo coeficiente de atrito;5. Permite um maior intervalo para a variação da densidade (7,5 – 20,0 lb/gal) do que
os fluidos a base água.6. Baixíssima solubilidade de sais inorgânicos.7. Dificulta a detecção de gás no poço devido a sua solubilidade na fase óleo;8. Limita o número e tipos de perfis que podem ser usados;9. Dificulta o tratamento pra combater perdas de circulação.10. Apresenta menores taxas de penetração.
As crescentes restrições ambientais levaram a industria do petróleo em grande parte dos paises a abandonar o uso do óleo diesel nos anos 80, e viabilizar a utilização de óleos refinados que certamente eram menos tóxicos que o diesel. Inicialmente, utilizou-se os chamados óleos minerais que eram menos tóxicos que o diesel, devido a menor concentração de hidrocarbonetos aromáticos. No entanto embora estes óleos apresentassem teores de hidrocarbonetos poliaromáticos sensivelmente inferiores ao diesel (2 % para o óleo mineral contra até 40 % para o diesel) eles não eram aceitos pelos órgãos ambientais, principalmente em locações ambientalmente sensíveis.
Conduzidos pela necessidade de desenvolver sistemas não aquosos, ao mesmo tempo em que as restrições ambientais se tornavam cada vez mais restritivas, principalmente no caso de locações offshore, a industria do petróleo iniciou a utilização de bases orgânicas alternativas ao diesel. Os fluidos fabricados com estes compostos foram inicialmente chamados de pseudofluidos a base óleo (POBM), e posteriormente de fluidos sintéticos (SBM) porque eram sintetizados ou refinados e hidrogenados. As bases sintéticas são selecionadas, baseadas não só nas características técnicas capazes de prover uma emulsão estável, mas nas características de toxicidade e biodegradabilidade necessárias para cumprir os requisitos ambientais de cada região.
Óleo diesel, óleos minerais e os fluidos sintéticos são todos líquidos não polares, não aquosos, que não conduzem eletricidade nem dissolvem combinações iônicas tais como halita ou anidrita, e são insolúveis em água. O mecanismo de formulação, construção, teste e manutenção de um fluido de emulsão inversa constituído com qualquer base orgânica será essencialmente o mesmo.
O critério para a seleção de qual fluido sintético será utilizado para uma aplicação específica, leva em conta qual formulação proverá um balanço razoável entre aceitação ambiental, custo de fluido, custo de recuperação de cascalhos, desempenho e disponibilidade.
2- FUNDAMENTOS DAS EMULSÕES
4
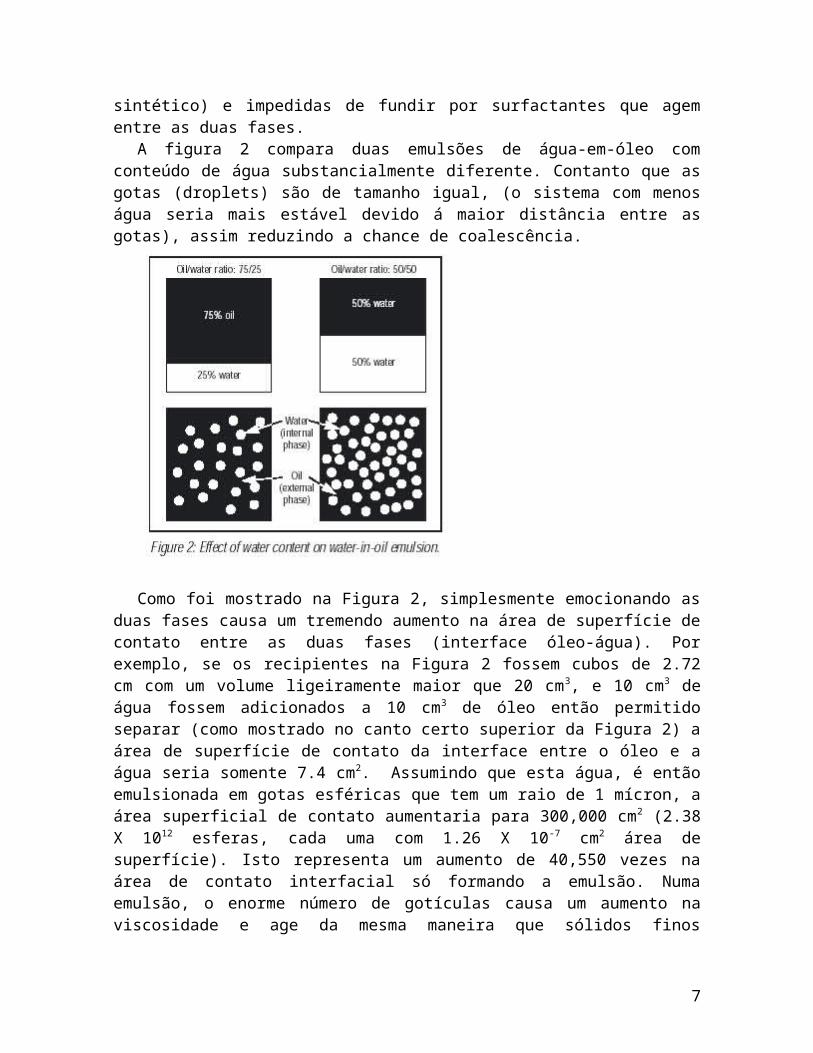
Fluidos de perfuração de emulsão inversa são misturas de dois líquidos imiscíveis: óleo (ou sintético) e água. Eles podem conter 50% ou mais água. Esta água é quebrada em pequenas gotas, e dispersas uniformemente na fase não-aquosa externa. Essas gotas são mantidas suspensas no óleo (ou sintético) e impedidas de fundir por surfactantes que agem entre as duas fases.
A figura 2 compara duas emulsões de água-em-óleo com conteúdo de água substancialmente diferente. Contanto que as gotas (droplets) são de tamanho igual, (o sistema com menos água seria mais estável devido á maior distância entre as gotas), assim reduzindo a chance de coalescência.
Como foi mostrado na Figura 2, simplesmente emocionando as duas fases causa um
tremendo aumento na área de superfície de contato entre as duas fases (interface óleo-água). Por exemplo, se os recipientes na Figura 2 fossem cubos de 2.72 cm com um volume ligeiramente maior que 20 cm3, e 10 cm3 de água fossem adicionados a 10 cm3 de óleo então permitido separar (como mostrado no canto certo superior da Figura 2) a área de superfície de contato da interface entre o óleo e a água seria somente 7.4 cm2. Assumindo que esta água, é então emulsionada em gotas esféricas que tem um raio de 1 mícron, a área superficial de contato aumentaria para 300,000 cm2 (2.38 X 1012 esferas, cada uma com 1.26 X 10-7 cm2 área de superfície). Isto representa um aumento de 40,550 vezes na área de contato interfacial só formando a emulsão. Numa emulsão, o enorme número de gotículas causa um aumento na viscosidade e age da mesma maneira que sólidos finos agregados a um fluido base-água, aumentando a viscosidade plástica.
Para emulsificar adequadamente a água no óleo, deve haver emulsificante químico suficiente para formar um filme em torno de cada gota de água. A emulsão ficará instável se não houver emulsificante suficiente. Como o conteúdo de água aumenta, a concentração exigida de emulsificante aumenta.
5
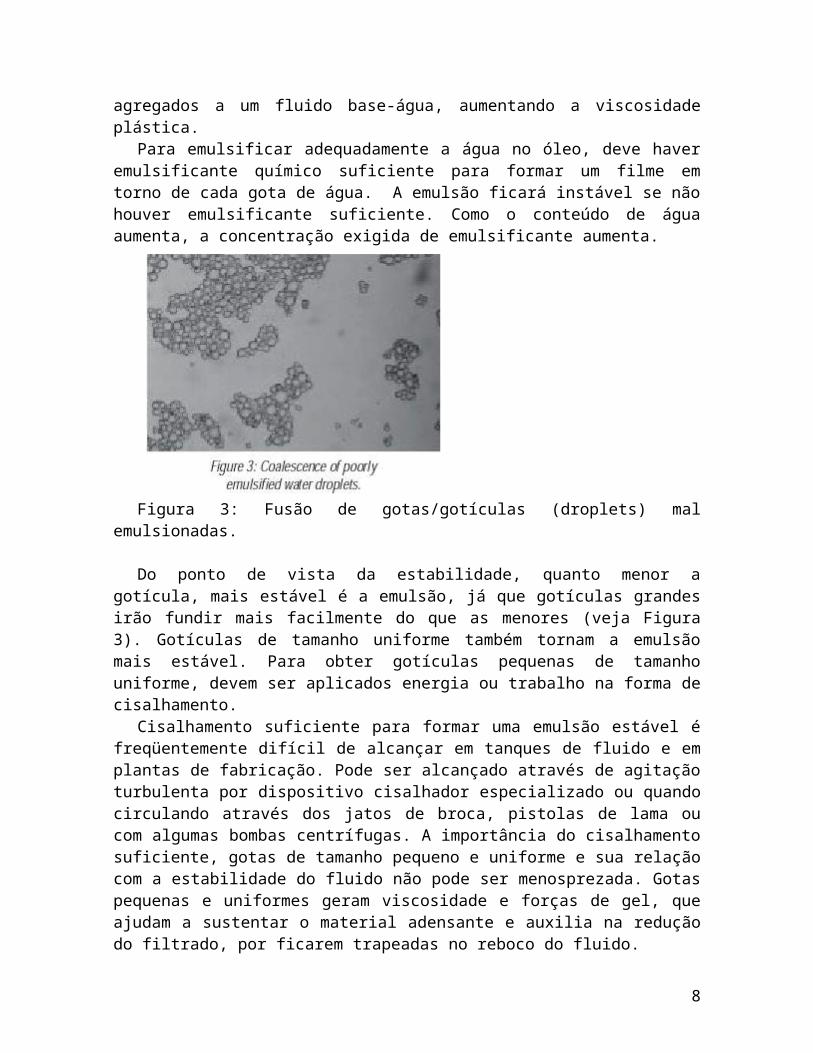
Figura 3: Fusão de gotas/gotículas (droplets) mal emulsionadas.
Do ponto de vista da estabilidade, quanto menor a gotícula, mais estável é a emulsão, já que gotículas grandes irão fundir mais facilmente do que as menores (veja Figura 3). Gotículas de tamanho uniforme também tornam a emulsão mais estável. Para obter gotículas pequenas de tamanho uniforme, devem ser aplicados energia ou trabalho na forma de cisalhamento.
Cisalhamento suficiente para formar uma emulsão estável é freqüentemente difícil de alcançar em tanques de fluido e em plantas de fabricação. Pode ser alcançado através de agitação turbulenta por dispositivo cisalhador especializado ou quando circulando através dos jatos de broca, pistolas de lama ou com algumas bombas centrífugas. A importância do cisalhamento suficiente, gotas de tamanho pequeno e uniforme e sua relação com a estabilidade do fluido não pode ser menosprezada. Gotas pequenas e uniformes geram viscosidade e forças de gel, que ajudam a sustentar o material adensante e auxilia na redução do filtrado, por ficarem trapeadas no reboco do fluido.
Aumentando o conteúdo de água (fase interna) numa emulsão inversa: Aumenta o tamanho das gotículas de água. Aumenta as chances de fusão das gotículas de água. Aumenta a viscosidade plástica da emulsão. Aumenta a quantidade de emulsificante exigido para formar uma emulsão
estável. Diminui a estabilidade da emulsão.
Quando o óleo (fase contínua) é acrescentado, a emulsão se torna mais estável porque à distância entre as gotículas de água é maior e a viscosidade é reduzida. Para obter a viscosidade desejada, força gel e controle da filtração, a razão óleo /água deve ser equilibrada para satisfazer as necessidades específicas.
A incorporação de sólidos dentro de uma emulsão água-em-óleo ou sintética pode ter tanto um efeito positivo quanto negativo nas propriedades do fluido, dependendo da maneira na qual são umedecidos. Contanto que os sólidos sejam mantidos numa condição molhados por óleo, não coalesçam, ou esgotem a concentração requerida de surfactante, irão formar uma emulsão estável.
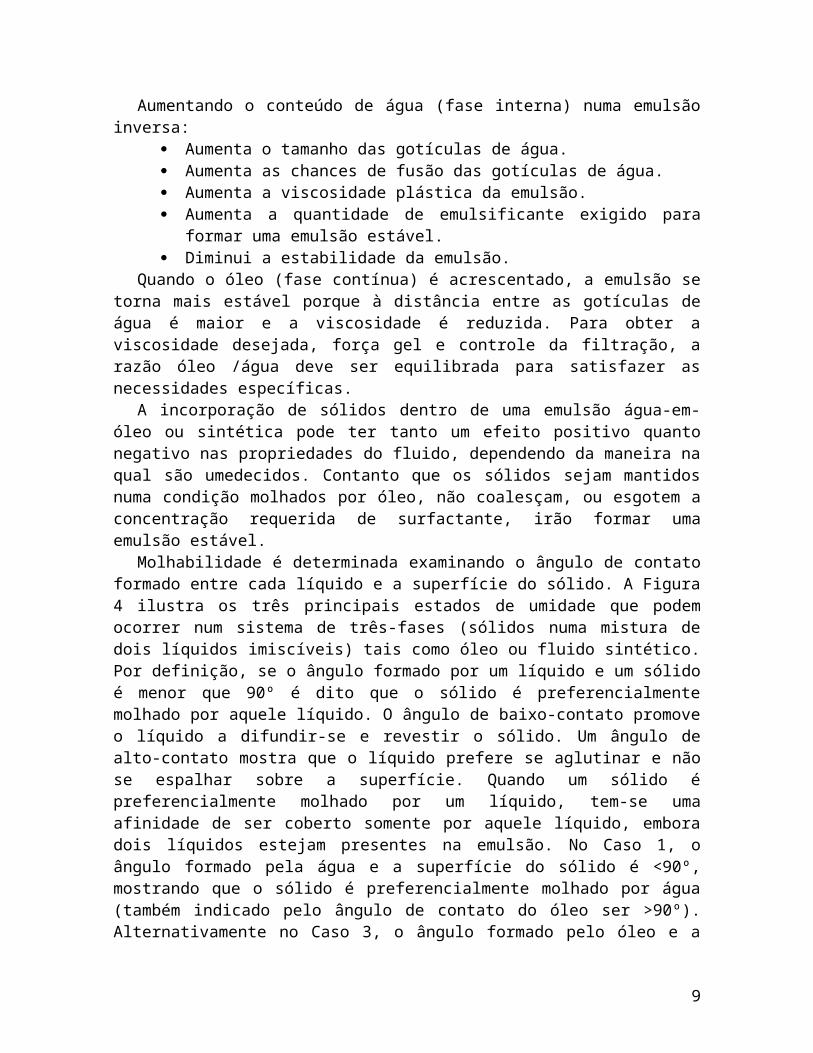
Molhabilidade é determinada examinando o ângulo de contato formado entre cada líquido e a superfície do sólido. A Figura 4 ilustra os três principais estados de umidade que
6
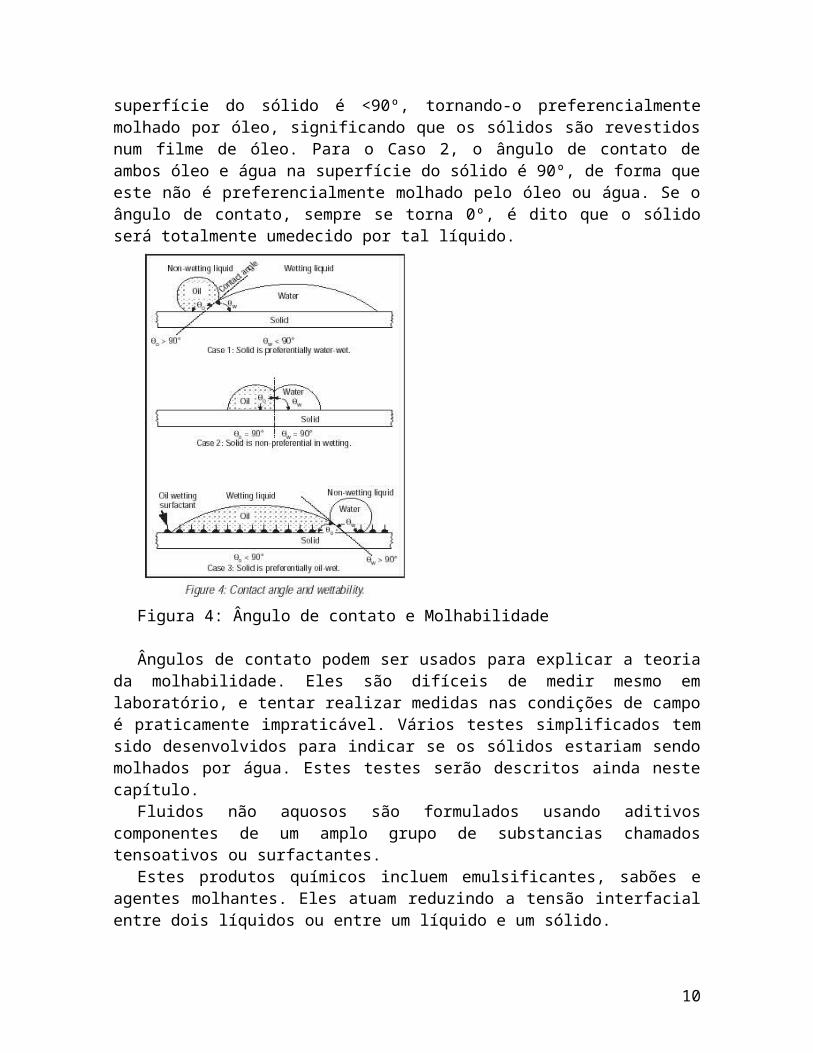
podem ocorrer num sistema de três-fases (sólidos numa mistura de dois líquidos imiscíveis) tais como óleo ou fluido sintético. Por definição, se o ângulo formado por um líquido e um sólido é menor que 90º é dito que o sólido é preferencialmente molhado por aquele líquido. O ângulo de baixo-contato promove o líquido a difundir-se e revestir o sólido. Um ângulo de alto-contato mostra que o líquido prefere se aglutinar e não se espalhar sobre a superfície. Quando um sólido é preferencialmente molhado por um líquido, tem-se uma afinidade de ser coberto somente por aquele líquido, embora dois líquidos estejam presentes na emulsão. No Caso 1, o ângulo formado pela água e a superfície do sólido é <90º, mostrando que o sólido é preferencialmente molhado por água (também indicado pelo ângulo de contato do óleo ser >90º). Alternativamente no Caso 3, o ângulo formado pelo óleo e a superfície do sólido é <90º, tornando-o preferencialmente molhado por óleo, significando que os sólidos são revestidos num filme de óleo. Para o Caso 2, o ângulo de contato de ambos óleo e água na superfície do sólido é 90º, de forma que este não é preferencialmente molhado pelo óleo ou água. Se o ângulo de contato, sempre se torna 0º, é dito que o sólido será totalmente umedecido por tal líquido.
Figura 4: Ângulo de contato e Molhabilidade
Ângulos de contato podem ser usados para explicar a teoria da molhabilidade. Eles são difíceis de medir mesmo em laboratório, e tentar realizar medidas nas condições de campo é praticamente impraticável. Vários testes simplificados tem sido desenvolvidos para indicar se os sólidos estariam sendo molhados por água. Estes testes serão descritos ainda neste capítulo.
Fluidos não aquosos são formulados usando aditivos componentes de um amplo grupo de substancias chamados tensoativos ou surfactantes.
Estes produtos químicos incluem emulsificantes, sabões e agentes molhantes. Eles atuam reduzindo a tensão interfacial entre dois líquidos ou entre um líquido e um sólido.
7
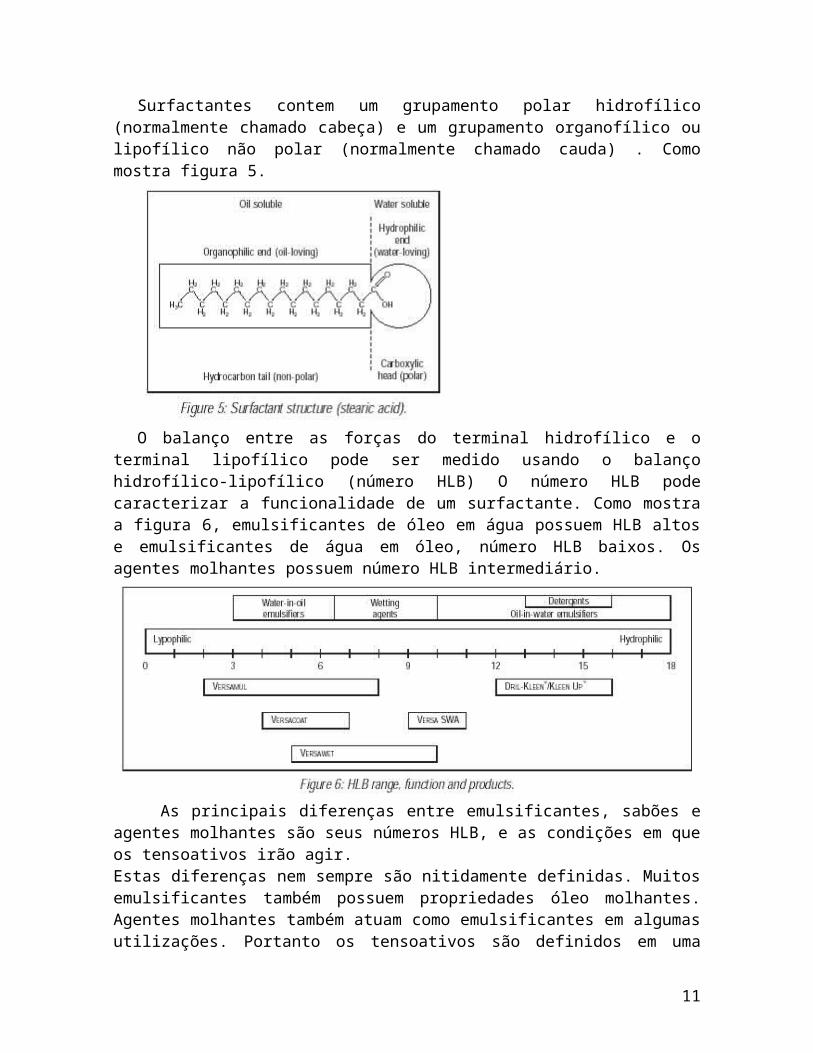
Surfactantes contem um grupamento polar hidrofílico (normalmente chamado cabeça) e um grupamento organofílico ou lipofílico não polar (normalmente chamado cauda) . Como mostra figura 5.
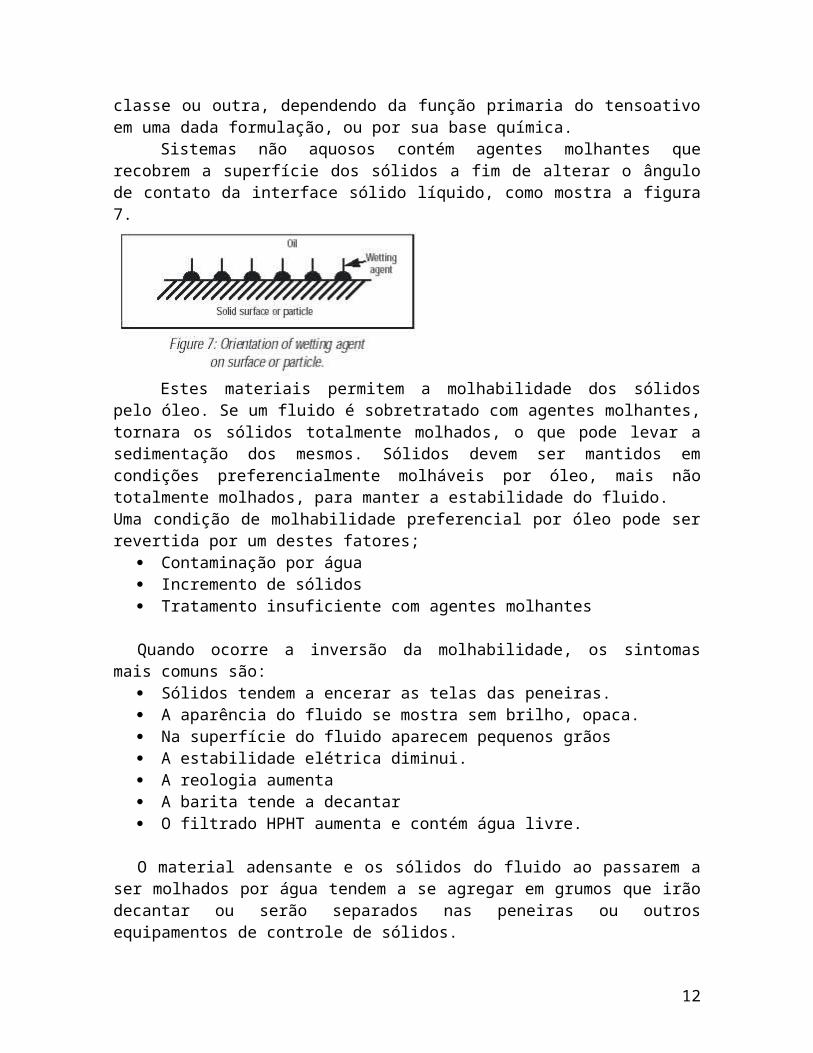
O balanço entre as forças do terminal hidrofílico e o terminal lipofílico pode ser medido usando o balanço hidrofílico-lipofílico (número HLB) O número HLB pode caracterizar a funcionalidade de um surfactante. Como mostra a figura 6, emulsificantes de óleo em água possuem HLB altos e emulsificantes de água em óleo, número HLB baixos. Os agentes molhantes possuem número HLB intermediário.
As principais diferenças entre emulsificantes, sabões e agentes molhantes são seus números HLB, e as condições em que os tensoativos irão agir.Estas diferenças nem sempre são nitidamente definidas. Muitos emulsificantes também possuem propriedades óleo molhantes. Agentes molhantes também atuam como emulsificantes em algumas utilizações. Portanto os tensoativos são definidos em uma classe ou outra, dependendo da função primaria do tensoativo em uma dada formulação, ou por sua base química.
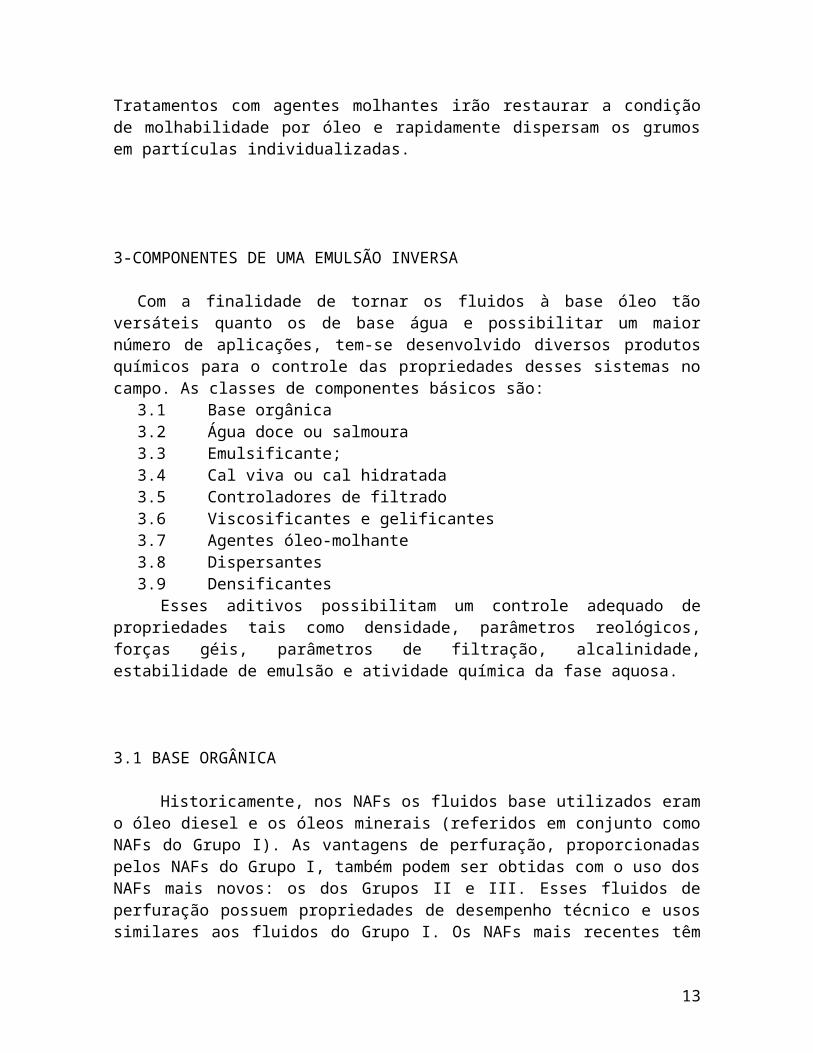
Sistemas não aquosos contém agentes molhantes que recobrem a superfície dos sólidos a fim de alterar o ângulo de contato da interface sólido líquido, como mostra a figura 7.
8
Estes materiais permitem a molhabilidade dos sólidos pelo óleo. Se um fluido é sobretratado com agentes molhantes, tornara os sólidos totalmente molhados, o que pode levar a sedimentação dos mesmos. Sólidos devem ser mantidos em condições preferencialmente molháveis por óleo, mais não totalmente molhados, para manter a estabilidade do fluido.Uma condição de molhabilidade preferencial por óleo pode ser revertida por um destes fatores;
Contaminação por água Incremento de sólidos Tratamento insuficiente com agentes molhantes
Quando ocorre a inversão da molhabilidade, os sintomas mais comuns são: Sólidos tendem a encerar as telas das peneiras. A aparência do fluido se mostra sem brilho, opaca. Na superfície do fluido aparecem pequenos grãos A estabilidade elétrica diminui. A reologia aumenta A barita tende a decantar O filtrado HPHT aumenta e contém água livre.
O material adensante e os sólidos do fluido ao passarem a ser molhados por água tendem a se agregar em grumos que irão decantar ou serão separados nas peneiras ou outros equipamentos de controle de sólidos.Tratamentos com agentes molhantes irão restaurar a condição de molhabilidade por óleo e rapidamente dispersam os grumos em partículas individualizadas.
3-COMPONENTES DE UMA EMULSÃO INVERSA
Com a finalidade de tornar os fluidos à base óleo tão versáteis quanto os de base água e possibilitar um maior número de aplicações, tem-se desenvolvido diversos produtos químicos para o controle das propriedades desses sistemas no campo. As classes de componentes básicos são:
3.1 Base orgânica3.2 Água doce ou salmoura3.3 Emulsificante;
9
3.4 Cal viva ou cal hidratada3.5 Controladores de filtrado3.6 Viscosificantes e gelificantes3.7 Agentes óleo-molhante3.8 Dispersantes3.9 Densificantes
Esses aditivos possibilitam um controle adequado de propriedades tais como densidade, parâmetros reológicos, forças géis, parâmetros de filtração, alcalinidade, estabilidade de emulsão e atividade química da fase aquosa.
3.1 BASE ORGÂNICA
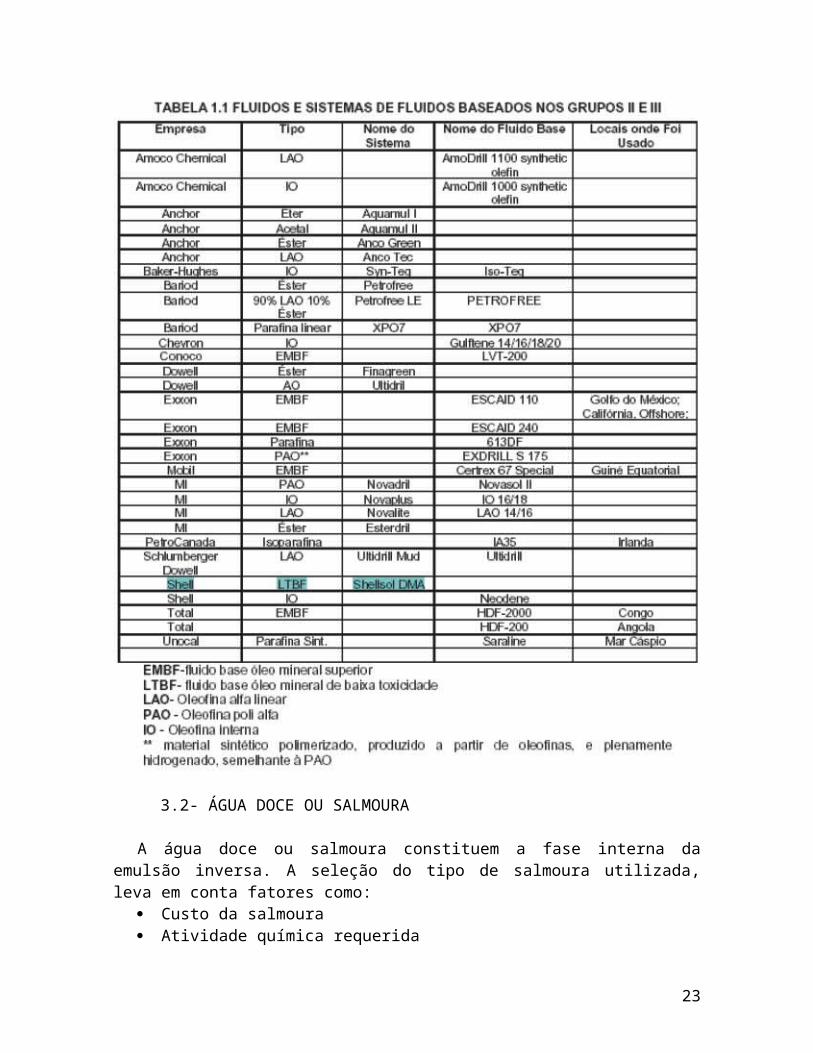
Historicamente, nos NAFs os fluidos base utilizados eram o óleo diesel e os óleos minerais (referidos em conjunto como NAFs do Grupo I). As vantagens de perfuração, proporcionadas pelos NAFs do Grupo I, também podem ser obtidas com o uso dos NAFs mais novos: os dos Grupos II e III. Esses fluidos de perfuração possuem propriedades de desempenho técnico e usos similares aos fluidos do Grupo I. Os NAFs mais recentes têm conteúdo aromático e PAH mais baixos do que o óleo diesel ou o óleo mineral, e não são dispersáveis rapidamente na coluna d´água; são relativamente inertes, e possuem toxicidade aguda mais baixa. Atualmente, dependendo das exigências locais de regulamentação, os “cuttings” oriundos de poços perfurados com NAFs do Grupo II e do Grupo III estão sendo descarregados em muitas áreas, tais como no Golfo do México, África Ocidental, Tailândia, Malásia, no Mar Cáspio, na Austrália e na Indonésia, ao invés de serem transportados por barcaça até o litoral para a sua eliminação. Os NAFs típicos são descritos abaixo. Alguns dos fluidos comerciais comumente usados estão relacionados na Tabela 1.1.
CLASSIFICAÇÃO DOS NAF’S
Fluidos não-aquosos do Grupo I (de elevado conteúdo aromático) – Esses fluidos forma os primeiros NAFs a serem usados, e incluem os fluidos baseados no óleo diesel e nos óleos minerais convencionais. Eles são refinados a partir do petróleo bruto e constituem um conjunto inespecífico de compostos de hidrocarbonetos, incluindo parafinas, oleofinas e aromáticos, e hidrocarbonetos aromáticos policíclicos (PAHs). Os NAFs do Grupo I são definidos como possuindo níveis de PAH superiores a 0,35%.
Fluidos base óleo diesel: o conteúdo de PAH nos fluidos base óleo diesel está, normalmente, na faixa de 2 a 4%, para um teor total de aromáticos entre 20 e 40 %
Fluidos base Óleo Mineral Convencional (CMO): esses fluidos forma desenvolvidos como o primeiro passo na abordagem das questões relativa à toxicidade potencial dos fluidos base óleo diesel. Os CMOs são fabricados por refino do petróleo bruto, pelo processo de destilação controlada, até que os hidrocarbonetos aromáticos totais sejam aproximadamente a metade daqueles do óleo diesel, e até que o conteúdo de PAH esteja entre 1 e 2%.
Em virtude de questões acerca da toxicidade do óleo diesel, o uso de fluidos base óleo diesel está se tornando mentos freqüente. No entanto, em situações nas quais o
10
transporte de “cuttings” e dos fluidos associados para o litoral é menos oneroso, tais fluidos ainda continuam sendo usados.
Fluidos não-aquosos do Grupo II (de conteúdo aromático médio) – Estes fluidos foram desenvolvidos como um segundo passo na abordagem das questões relativas à toxicidade potencial de fluidos base óleo diesel. Os NAFs do Grupo II também são desenvolvidos a partir do refino do petróleo bruto, mas o processo de destilação é controlado até que os hidrocarbonetos aromáticos totais sejam menores que aqueles dos NAFs do Grupo I, e até que o conteúdo de PAH fique 0,001% e 0,35%.
Fluidos não-aquosos do Grupo III (de conteúdo aromático baixo ou negligível) – Estes fluidos são caracterizados por conteúdos de PAH inferiores a 0,001%. O Grupo III inclui os fluidos base sintética que são produzidos por reações químicas de compostos relativamente puros, e podem incluir hidrocarbonetos sintéticos (oleofinas e parafinas, ésteres, éteres e acetais). Os fluidos base oriundos de óleos minerais, que têm processos de refino e/ou separação especiais (parafinas, fluido base óleo mineral superior (EMBF) e outros) também estão incluídos neste grupo.
BASES ORGÂNICAS UTILIZADAS NOS NAF’S
3.1.1 ÓLEOSAo longo dos anos, diferentes tipos de óleos tem sido usados como fase contínua dos
fluidos a base óleo. Existem registros de experiências da utilização desde o petróleo não refinado (óleo cru) até o emprego de óleos refinados com características e propriedades bem definidas. Portanto, alguns desses óleos exibem melhor desempenho global do que outros. Atualmente, podemos classificar três tipos de óleos disponíveis:
1. Óleo cru;2. Óleo diesel; e3. Óleo mineral.O óleo cru é pouco recomendável por não apresentar propriedades definidas. O óleo
diesel é um produto refinado, obtido nas destilarias, composto essencialmente de uma mistura de hidrocarbonetos alifáticos e aromáticos. A natureza do petróleo empregado na obtenção do óleo diesel influencia na sua composição e características, muito embora este tipo de óleo apresente propriedades mais bem definidas do que o óleo cru. O óleo diesel adequado para compor os fluidos a base óleo deve apresentar suas propriedades dentro de intervalos especificados, conforme mostrados na tabela 1, a fim de garantir o desempenho do fluido a base óleo e segurança do poço. Em alguns casos, pode-se misturar óleo combustível tipo A-BPF* (veja tabela 2) ao óleo diesel, em proporções até da ordem de 1:9, com o propósito de reduzir a gravidade API e aumentar a viscosidade. , foram usados com freqüência o óleo diesel marítimo no Brasil, sem adição de BPF (Óleo de Baixo Ponto de Fluidez), porque ele apresentava menor teor de voláteis e as suas propriedades estão dentro da especificação. A gravidade API está relacionada com a densidade relativa ao óleo através da expressão: ºAPI = 141,5/dr – 131,5 (1)
11
onde dr é a densidade relativa. Um acréscimo na densidade relativa produz uma redução no grau API e, em geral aumenta a viscosidade do óleo.
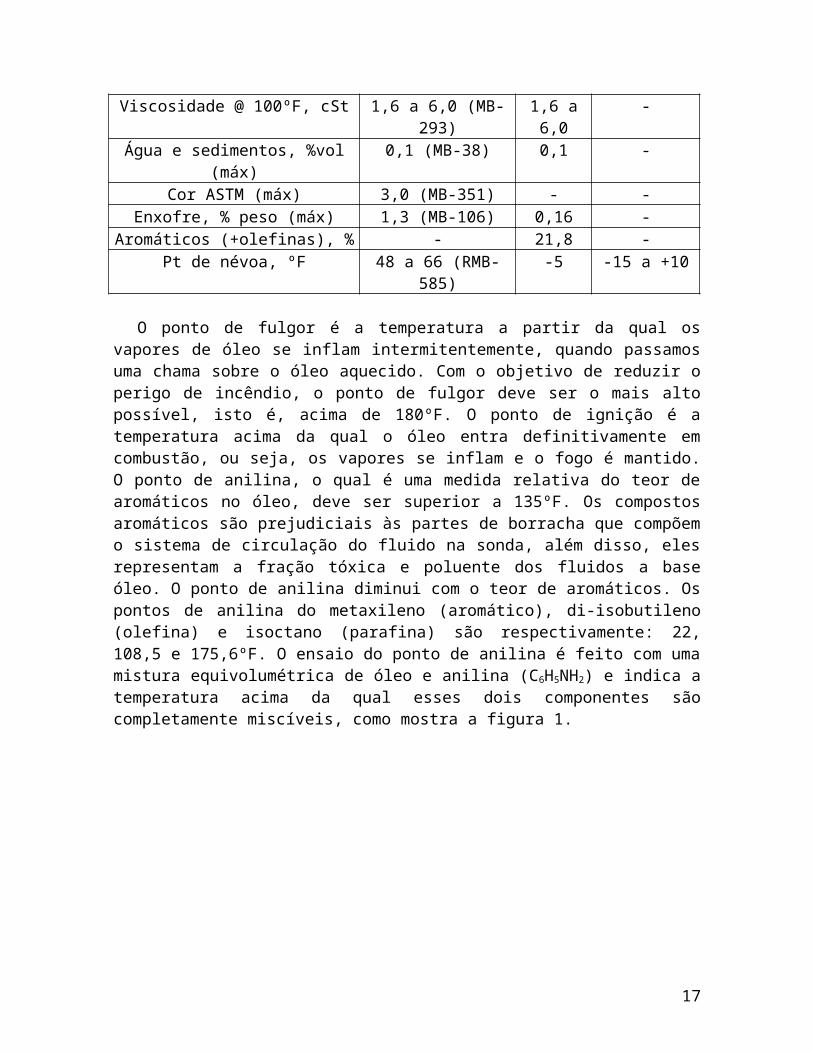
Tabela 1 – Especificação do óleo diesel para aplicação em fluidos à base óleo1,2,3
PROPRIEDADES PETROBRAS (Ensaios ABNT/IBP)
IMCO INTERVALO ACEITÁVEL
Gravidade API - 36 30-40Pt de fulgor, ºF(mín) 140 (MB-480) 180 180
Pt de ignição, ºF (mín) - 200 200Pt de anilina, ºF (mín) - 149 135
Viscosidade @ 100ºF, cSt 1,6 a 6,0 (MB-293) 1,6 a 6,0 -Água e sedimentos, %vol (máx) 0,1 (MB-38) 0,1 -
Cor ASTM (máx) 3,0 (MB-351) - -Enxofre, % peso (máx) 1,3 (MB-106) 0,16 -
Aromáticos (+olefinas), % - 21,8 -Pt de névoa, ºF 48 a 66 (RMB-585) -5 -15 a +10
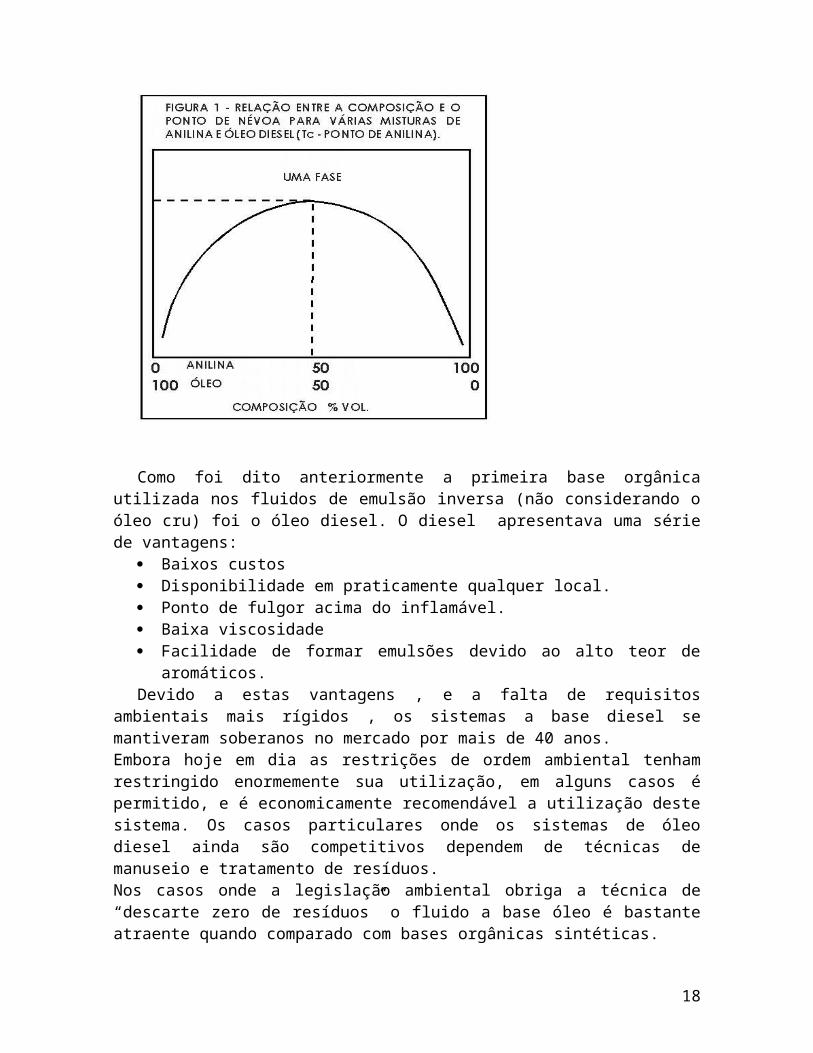
O ponto de fulgor é a temperatura a partir da qual os vapores de óleo se inflam intermitentemente, quando passamos uma chama sobre o óleo aquecido. Com o objetivo de reduzir o perigo de incêndio, o ponto de fulgor deve ser o mais alto possível, isto é, acima de 180ºF. O ponto de ignição é a temperatura acima da qual o óleo entra definitivamente em combustão, ou seja, os vapores se inflam e o fogo é mantido. O ponto de anilina, o qual é uma medida relativa do teor de aromáticos no óleo, deve ser superior a 135ºF. Os compostos aromáticos são prejudiciais às partes de borracha que compõem o sistema de circulação do fluido na sonda, além disso, eles representam a fração tóxica e poluente dos fluidos a base óleo. O ponto de anilina diminui com o teor de aromáticos. Os pontos de anilina do metaxileno (aromático), di-isobutileno (olefina) e isoctano (parafina) são respectivamente: 22, 108,5 e 175,6ºF. O ensaio do ponto de anilina é feito com uma mistura equivolumétrica de óleo e anilina (C6H5NH2) e indica a temperatura acima da qual esses dois componentes são completamente miscíveis, como mostra a figura 1.
12
Como foi dito anteriormente a primeira base orgânica utilizada nos fluidos de emulsão inversa (não considerando o óleo cru) foi o óleo diesel. O diesel apresentava uma série de vantagens:
Baixos custos Disponibilidade em praticamente qualquer local. Ponto de fulgor acima do inflamável. Baixa viscosidade Facilidade de formar emulsões devido ao alto teor de aromáticos.Devido a estas vantagens , e a falta de requisitos ambientais mais rígidos , os sistemas a
base diesel se mantiveram soberanos no mercado por mais de 40 anos. Embora hoje em dia as restrições de ordem ambiental tenham restringido enormemente sua utilização, em alguns casos é permitido, e é economicamente recomendável a utilização deste sistema. Os casos particulares onde os sistemas de óleo diesel ainda são competitivos dependem de técnicas de manuseio e tratamento de resíduos.Nos casos onde a legislação ambiental obriga a técnica de “descarte zero de resíduos” o fluido a base óleo é bastante atraente quando comparado com bases orgânicas sintéticas.
Existem técnicas de tratamento de resíduos como: Lavagem e posterior fixação com cal ou cimento , Desorção térmica, Injeção de cascalhos em poços abandonadosEstas técnicas embora permitam a utilização do diesel, apresentam altos custos de
operação. Sendo que em áreas onde é permitido o descarte de fluidos sintéticos menos agressivos, normalmente não são empregadas.
3.1.2- PARAFINAS
13
Existem no mercado uma grande variedade de parafinas utilizadas como base orgânica para fluidos de emulsão inversa , Podemos no entanto listar uma série de propriedades que estas parafinas devem ter para serem utilizadas em fluidos não aquosos:
Viscosidade abaixo de 3 cst a 40 °C Ponto de fulgor acima de 70 °C Ponto de fluidez abaixo de 3 °CAlgumas destas parafinas disponíveis no mercado são produtos sintéticos, outras são
produtos purificados, as mais comuns são:
Normal parafina – Produto de refino, proveniente de uma corrente de diesel, onde primeiramente por um processo conhecido como peneira molecular, as frações aromáticas são separadas da fração alifáticas, após esta etapa é feita uma destilação fracionada da fração alifática onde são separadas duas porções chamadas C13+ e C13- . A porção C13+ é então hidrogenada para baixar o teor de aromáticos residuais até (no caso da Petrobras) no máximo 20 ppm. Esta parafina tem na sua composição principalmente as normais parafinas C13, C14, C15, C16. No caso de perfurações de lâmina de água profunda temos de misturar uma parafina de ponto de fluidez mais baixo, já que este produto apresenta um ponto de fluidez entre 3 e 6 graus Celsius.
Iso-parafina – Produto sintético fabricado a partir do propeno , formando uma olefina ramificada , posteriormente hidrogenada . Os mais comuns são os nonanos e dodecanos.Tem como incoveniente o baixo ponto de fulgor (abaixo de 60 F), o que classifica o produto como inflamável, não sendo, portanto permitida sua estocagem em tanque de sonda. Atualmente seu uso está limitado a misturas com normais parafinas para redução de ponto de fluidez.
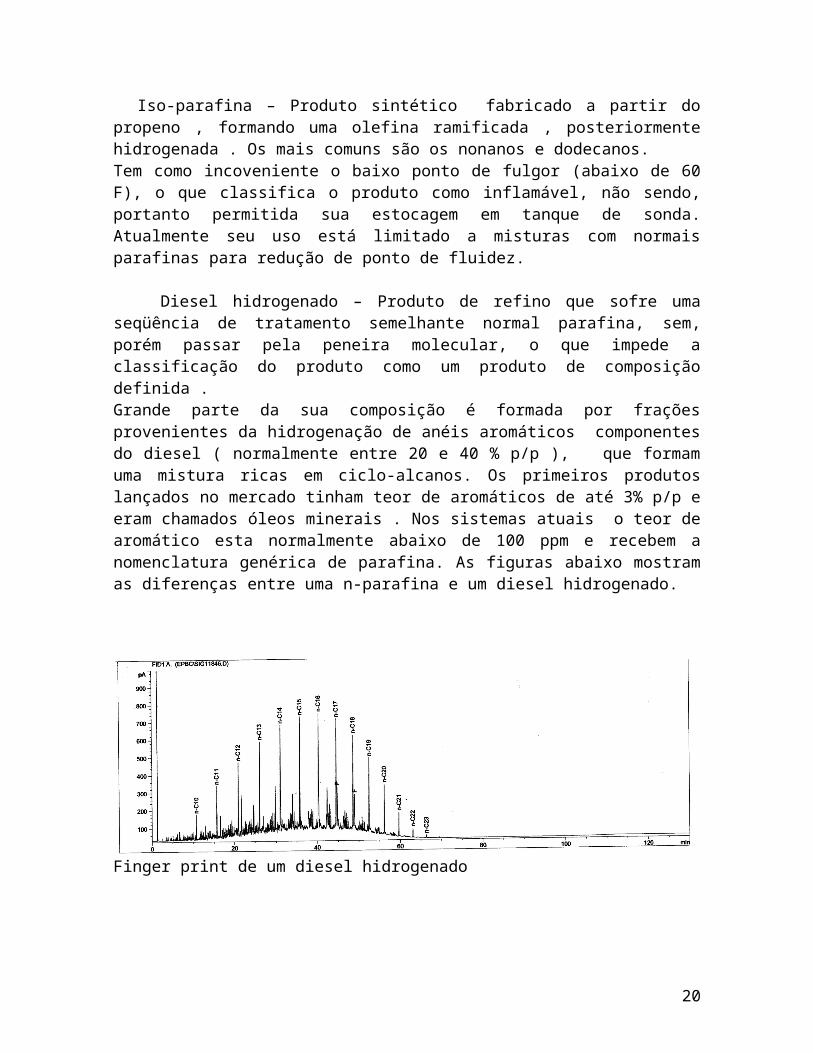
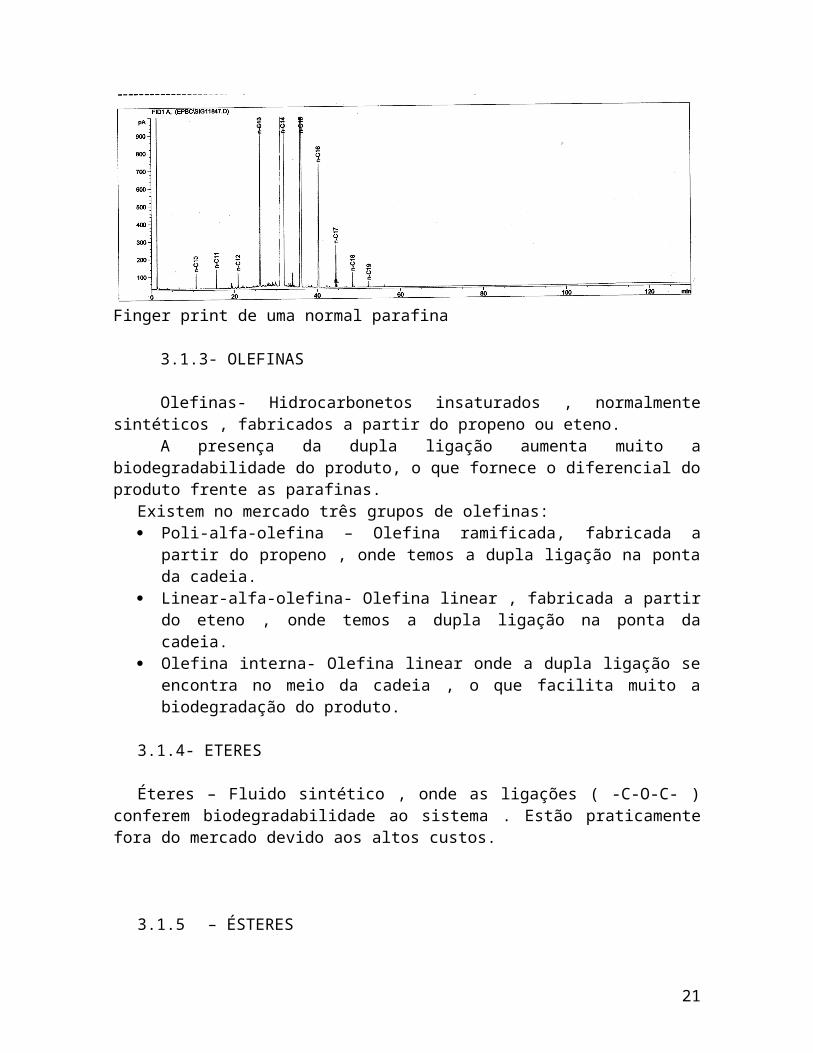
Diesel hidrogenado – Produto de refino que sofre uma seqüência de tratamento semelhante normal parafina, sem, porém passar pela peneira molecular, o que impede a classificação do produto como um produto de composição definida .Grande parte da sua composição é formada por frações provenientes da hidrogenação de anéis aromáticos componentes do diesel ( normalmente entre 20 e 40 % p/p ), que formam uma mistura ricas em ciclo-alcanos. Os primeiros produtos lançados no mercado tinham teor de aromáticos de até 3% p/p e eram chamados óleos minerais . Nos sistemas atuais o teor de aromático esta normalmente abaixo de 100 ppm e recebem a nomenclatura genérica de parafina. As figuras abaixo mostram as diferenças entre uma n-parafina e um diesel hidrogenado.
14
Finger print de um diesel hidrogenado
Finger print de uma normal parafina
3.1.3- OLEFINAS
Olefinas- Hidrocarbonetos insaturados , normalmente sintéticos , fabricados a partir do propeno ou eteno.
A presença da dupla ligação aumenta muito a biodegradabilidade do produto, o que fornece o diferencial do produto frente as parafinas.
Existem no mercado três grupos de olefinas: Poli-alfa-olefina – Olefina ramificada, fabricada a partir do propeno , onde temos a
dupla ligação na ponta da cadeia. Linear-alfa-olefina- Olefina linear , fabricada a partir do eteno , onde temos a dupla
ligação na ponta da cadeia. Olefina interna- Olefina linear onde a dupla ligação se encontra no meio da cadeia ,
o que facilita muito a biodegradação do produto.
3.1.4- ETERES
Éteres – Fluido sintético , onde as ligações ( -C-O-C- ) conferem biodegradabilidade ao sistema . Estão praticamente fora do mercado devido aos altos custos.
3.1.5 – ÉSTERES
15

Esteres – Fluido sintético formado por misturas de esteres de ácidos graxos.Normalmente são utilizados ácidos graxos de origem vegetal, que podem ser de palma, coco, soja etc. O álcool utilizado pode ser desde o metanol, até álcoois superiores. Normalmente os mais utilizados são metanol, iso butanol e etil hexanol.
Os esteres são altamente biodegradáveis, e são em alguns paises a única base orgânica que tem o descarte liberado.
Os ésteres apresentam no entanto alguns problemas: A viscosidade se mostram normalmente acima dos 4 cst , acima portanto das
demais bases orgânicas , este fato obriga a trabalharmos com razões óleo/água mais altas , o que encarecem o sistema.
Os custos são normalmente mais altos do que os hidrocarbonetos São sujeitos a ataques ácidos como alcalinos, que podem hidrolisar a ligação Ester. Alguns esteres possuem duplas ligações na porção graxa, que podem oxidar com o
tempo.
3.1.6 – ACETAISAcetais: os acetais são formados pela reação catalisada pro ácido, de um aldeído com
um álcool. São relativamente estáveis sob condições neutras e básicas.
16
3.2- ÁGUA DOCE OU SALMOURA
A água doce ou salmoura constituem a fase interna da emulsão inversa. A seleção do tipo de salmoura utilizada, leva em conta fatores como:
Custo da salmoura Atividade química requerida Riscos de manuseio
17
Os tipos de salmoura mais utilizados são o NaCl e CaCl2 . Na bacia de Campos normalmente é utilizada a salmoura de cloreto de sódio, já que as formações normalmente não apresentam baixas atividades.Os custos das salmouras de NaCl são normalmente a décima parte dos custos do CaCl2.
3.3- EMULSIFICANTES
São surfactantes que reduzem a tensão entra as gotículas de água e a base orgânica. Eles estabilizam a mistura por serem parcialmente solúveis na água e parcialmente solúveis no óleo, como foi mostrado previamente na figura 5.
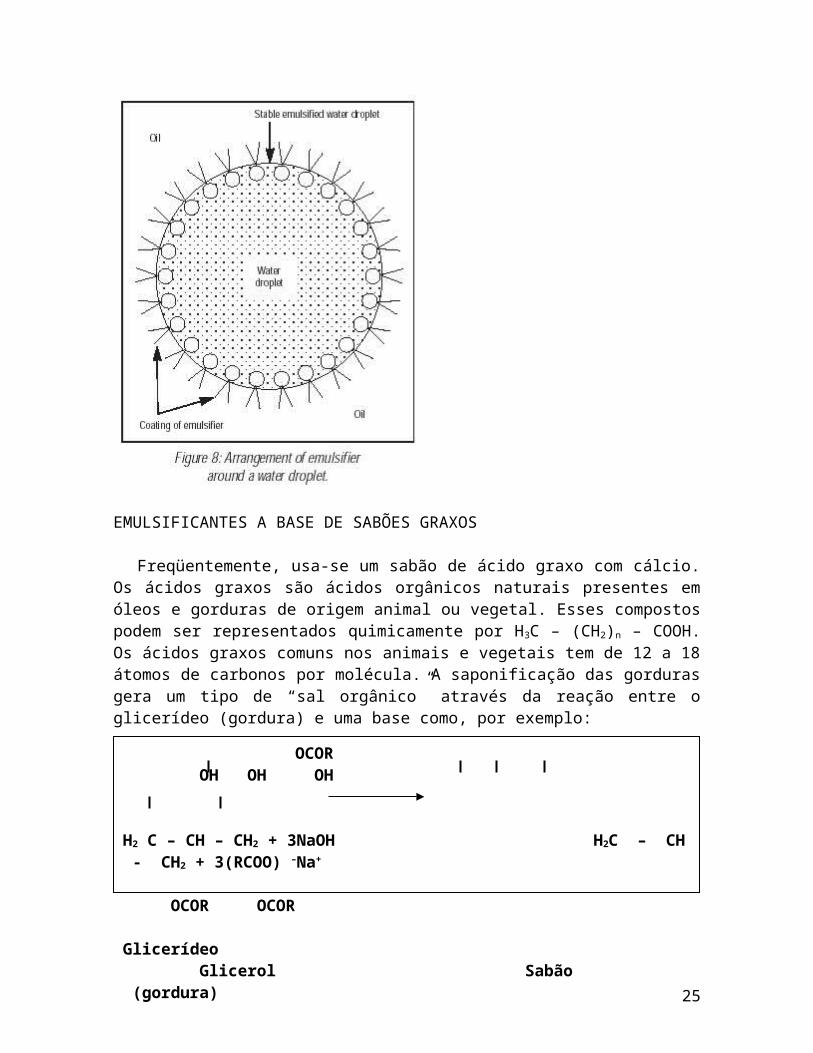
Eles são normalmente constituídos de álcoois de cadeia longa, ácidos graxos, polímeros, e podem ser aniônicos, catiônicos ou não iônicos. \uma extremidade da cadeia possui afinidade pela água enquanto o resto possui afinidade pelo óleo. As moléculas de emulsificante formam um revestimento sobre a gotícula de água, evitando a coalescência das gotículas, como mostra a figura 8.
EMULSIFICANTES A BASE DE SABÕES GRAXOS
Freqüentemente, usa-se um sabão de ácido graxo com cálcio. Os ácidos graxos são ácidos orgânicos naturais presentes em óleos e gorduras de origem animal ou vegetal. Esses compostos podem ser representados quimicamente por H3C – (CH2)n – COOH. Os ácidos graxos comuns nos animais e vegetais tem de 12 a 18 átomos de carbonos por molécula. A saponificação das gorduras gera um tipo de “sal orgânico” através da reação entre o glicerídeo (gordura) e uma base como, por exemplo:
18
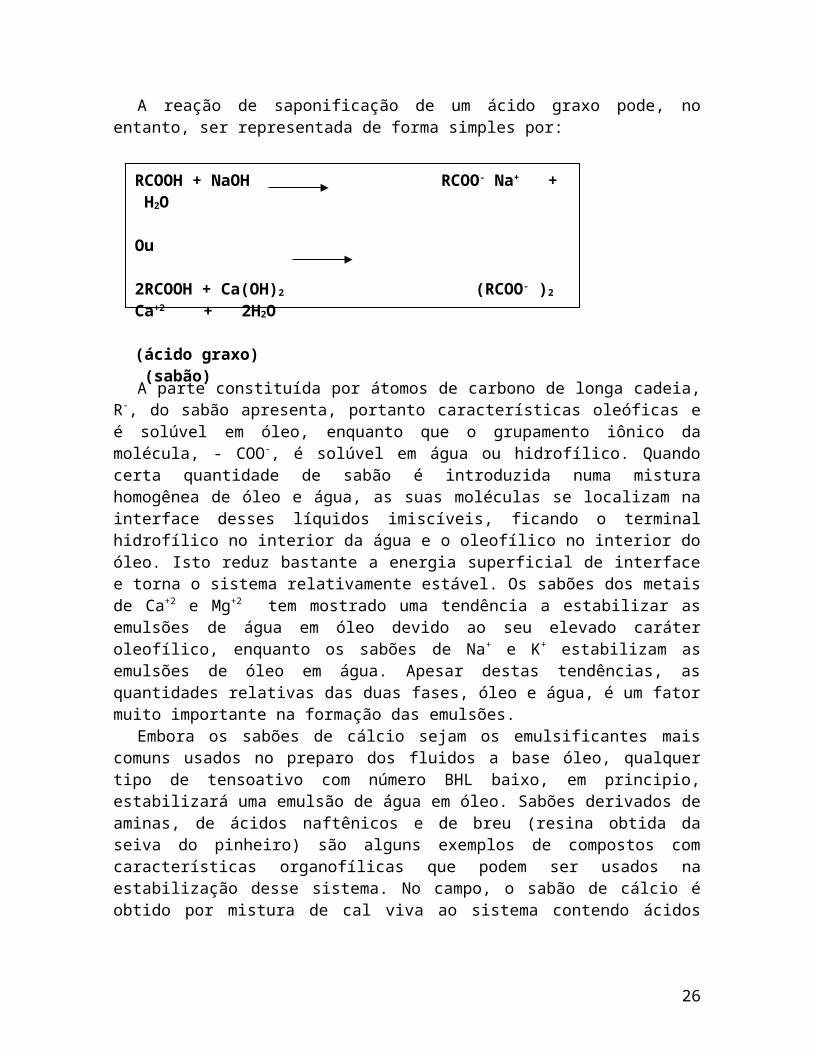
A reação de saponificação de um ácido graxo pode, no entanto, ser representada de forma simples por:
A parte constituída por átomos de carbono de longa cadeia, R -, do sabão apresenta, portanto características oleóficas e é solúvel em óleo, enquanto que o grupamento iônico da molécula, - COO-, é solúvel em água ou hidrofílico. Quando certa quantidade de sabão é introduzida numa mistura homogênea de óleo e água, as suas moléculas se localizam na interface desses líquidos imiscíveis, ficando o terminal hidrofílico no interior da água e o oleofílico no interior do óleo. Isto reduz bastante a energia superficial de interface e torna o sistema relativamente estável. Os sabões dos metais de Ca+2 e Mg+2 tem mostrado uma tendência a estabilizar as emulsões de água em óleo devido ao seu elevado caráter oleofílico, enquanto os sabões de Na+ e K+ estabilizam as emulsões de óleo em água. Apesar destas tendências, as quantidades relativas das duas fases, óleo e água, é um fator muito importante na formação das emulsões.
Embora os sabões de cálcio sejam os emulsificantes mais comuns usados no preparo dos fluidos a base óleo, qualquer tipo de tensoativo com número BHL baixo, em principio, estabilizará uma emulsão de água em óleo. Sabões derivados de aminas, de ácidos naftênicos e de breu (resina obtida da seiva do pinheiro) são alguns exemplos de compostos com características organofílicas que podem ser usados na estabilização desse sistema. No campo, o sabão de cálcio é obtido por mistura de cal viva ao sistema contendo ácidos graxos, após adicionar a fase aquosa à fase óleo com elevada energia de agitação.
A eficiência de um certo emulsificante para fluidos sintéticos depende ainda da base orgânica, da alcalinidade e salinidade da fase aquosa e da temperatura do sistema. Os valores ótimos destas propriedades, no entanto, só podem ser avaliados através de testes pilotos aplicados a cada sistema de fluido.
Os sabões são formados pela reação entre um Ester de ácido graxo (normalmente um óleo vegetal oxidado) e um agente alcalino (normalmente cal). Sabões preparados com
19
OCOR OH OH OH H2 C – CH – CH2 + 3NaOH H2C – CH - CH2 + 3(RCOO) –Na+
OCOR OCOR
Glicerídeo Glicerol Sabão (gordura)
RCOOH + NaOH RCOO- Na+ + H2O
Ou
2RCOOH + Ca(OH)2 (RCOO- )2 Ca+2 + 2H2O
(ácido graxo) (sabão)
sódio são solúveis em água e formam emulsões de óleo em água. A soda caustica é o agente alcalino normalmente usado em sabões caseiros.
Sabões insolúveis em água são formados quando metais mais pesados do que o sódio (normalmente cálcio) substitui o hidrogênio na estrutura do ácido graxo. Estes sabões são usados em graxas, géis espessantes, tintas e em fluidos não aquosos.
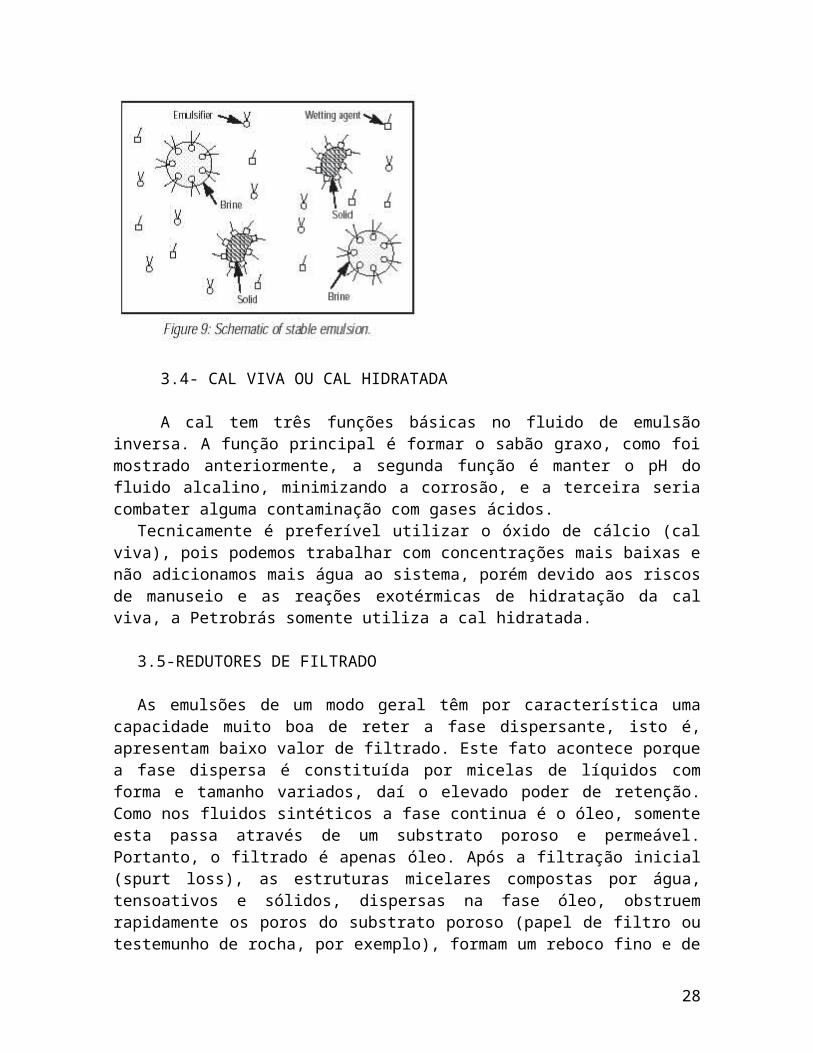
Para termos uma emulsão estável não é suficiente termos um emulsionante para estabilizar as gotículas de água, e um agente molhante para garantir a molhabilidade dos sólidos por óleo. Temos de ter uma reserva de emulsificantes e agentes molhantes capazes para emulsionar qualquer quantidade de água que entre no sistema e molhar qualquer sólidos que contaminem o sistema. que contaminem o sistema.
Um desenho esquemático da salmoura emulsionada, sólidos recobertos por agente molhante e o excesso de tensoativos estão mostrados na figura 9.
3.4- CAL VIVA OU CAL HIDRATADA
A cal tem três funções básicas no fluido de emulsão inversa. A função principal é formar o sabão graxo, como foi mostrado anteriormente, a segunda função é manter o pH do fluido alcalino, minimizando a corrosão, e a terceira seria combater alguma contaminação com gases ácidos.
Tecnicamente é preferível utilizar o óxido de cálcio (cal viva), pois podemos trabalhar com concentrações mais baixas e não adicionamos mais água ao sistema, porém devido aos riscos de manuseio e as reações exotérmicas de hidratação da cal viva, a Petrobrás somente utiliza a cal hidratada.
3.5-REDUTORES DE FILTRADO
As emulsões de um modo geral têm por característica uma capacidade muito boa de reter a fase dispersante, isto é, apresentam baixo valor de filtrado. Este fato acontece porque a fase dispersa é constituída por micelas de líquidos com forma e tamanho variados, daí o elevado poder de retenção. Como nos fluidos sintéticos a fase continua é o óleo, somente esta passa através de um substrato poroso e permeável. Portanto, o filtrado é apenas óleo. Após a filtração inicial (spurt loss), as estruturas micelares compostas por água, tensoativos e sólidos, dispersas na fase óleo, obstruem rapidamente os poros do substrato poroso (papel
20
de filtro ou testemunho de rocha, por exemplo), formam um reboco fino e de baixa permeabilidade, obstruem os canais porosos na face do substrato e reduzem bastante a perda por filtração. Por isso, os filtrados dos fluidos sintéticos são relativamente baixos embora persista a necessidade de aditivos controladores de filtrado na sua composição. Quando existe a necessidade de se proceder a um controle de filtração mais rigoroso, os controladores de filtrado de uso mais comuns nos fluidos a base óleo são ácidos graxos modificados, lignitos aminados e calcita, podendo-se fazer uso ainda de polímeros e até de carvão em pó. No passado, o redutor de filtrado mais usado era o “asfalto soprado”, que é uma mistura de asfaltenos e calcita. Restrições são feitas ao uso deste material durante a perfuração da zona de interesse devido ao dano de difícil remoção que ele pode causar.O controle de filtração HPHT de um fluido de emulsão inversa é afetado pelos seguintes fatores: Viscosidade da fase contínua (oleosa) Razão óleo / águaMolhabilidade dos sólidosConcentração de sólidosConcentração de argilas organofílicasEmbora existam alguns sistemas de emulsão inversa que não necessitam de um redutor de filtrado específico até a temperatura de 300 f, o normal é a utilização de um ou mais produto com este objetivo, os mais comuns hoje em dia são:GilsonitaAsfaltoLignitos aminadosCopolímeros sintéticosÁcidos graxos polimerizados
A Gilsonita é um mineral asfáltico encontrado naturalmente na natureza. É eficiente e apresenta baixos custos. Diferentes tipos estão disponíveis, variando, sobretudo o melting point. Muitos operadores preferem não utilizar gilsonita, pois existe o conceito que o produto pode ser causador de danos à formação. Gilsonita contem hidrocarbonetos aromáticos que seriam contaminantes do fluido sintético, estando sua utilização dependendo, portanto da legislação ambienta de cada país. No Brasil sua utilização não é permitida.
O asfalto tem sua utilização limitada aos poucos paises que permitem a utilização de fluidos a base de óleo diesel.
Os Lignitos aminados são bastante utilizados devido aos custos relativamente baixos em comparação aos copolímeros sintéticos, e a maior resistência térmica frente aos ácidos graxos aminados. Devido a forte coloração escura apresentada pelo produto, algumas companhias preferem não utilizá-los nos sistemas sintéticos, pois pode ser associado à poluição.
Os copolímeros sintéticos estão gradativamente ganhando mercado, devido a algumas características bastante vantajosas em comparação aos produtos concorrentes. Embora apresentem custos unitários muito superiores aos concorrentes, sua concentração de uso é muito mais baixa, o que facilita a logística de utilização e minimiza as quebras de produto.Apresenta resistência térmica semelhante aos lignitos. Apresenta baixa toxicidade frente aos lignitos e asfaltos,
21
Não escurece o fluido. Os ácidos graxos polimerizados são uma boa alternativa para poços que não apresentem
temperaturas muito altas (menores de 250 f), devido a custos relativamente baixos e não apresentarem restrições ambientais.
3.6-VISCOSIFICANTES E GELIFICANTES
Antigamente, o grande problema dos fluidos sintéticos estava relacionado com a falta de propriedades reológicas e géis adequadas para o carreamento de sólidos no anular e a suspensão dos sólidos densificantes e dos cascalhos. Atualmente, no entanto, a tecnologia dos fluidos sintéticos já atingiu um estágio no qual todas as propriedades, inclusive as reológicas e gelificantes podem ser ajustadas sem, contudo provocar a desestabilização do sistema.
A água emulsionada nos fluidos a base óleo auxilia no controle de reologia, alterando significamente a viscosidade plástica. Os sólidos dispersos e os emulsificantes também alteram em menor grau a viscosidade do sistema. Contudo, são os sólidos coloidais oleofílicos que provocam o aumento do limite de escoamento e dos géis com o aumento de concentração. Os sólidos coloidais principais usados no controle da reologia dos fluidos a base óleo são as argilas organofílicas, denominadas de bentonas, e os modificadores reológicos. As argilas organofílicas são produtos obtidos por tratamento de um argilo-mineral adequado, geralmente a esmectita, hectorita ou paligorsquita, com um sal de amônio quaternário. A reação de oleofilizaçao da esmectita pode ser representada por:
ESMECTITA – Na+ + [ NR1R2R3R4 ]+ A- ESMECTITA - NR1R2R3R4 +Na++A-
As argilas organofílicas apresentam características de solvatação e expansão (inchamento) em certos solventes orgânicos. Portanto, elas são usadas como agente espessante e gelificante de certas misturas oleaginosas. No entanto, a prática tem mostrado que é imprescindível a presença de um líquido de dispersão da argila organofílica na fase óleo com o objetivo de se atingir boa capacidade de gelificação do sistema. Esse líquido de dispersão na produção de emulsões lubrificantes são os álcoois de baixo peso molecular (1 a 5 átomos de carbono) e nos fluidos a base óleo do tipo emulsão inversa é a própria água dispersa.
Argilas não tratadas não podem ser utilizadas como viscosificantes por que elas não hidratam em óleo ou fluido não aquoso. Se a argila é primeira tratada com uma amina, ela se torna organofílica, adquirindo a capacidade de viscosificar o fluido.
Argilas organofílicas necessitam de um ativador polar (água ou álcool) para alcançar a máxima performance. Entretanto esta viscosidade diminui com o aumento da razão óleo/água.
O efeito viscosificante das argilas organofílicas cresce com o aumento do cisalhamento e da temperatura, porém se a amina não for resistente à temperatura, ela ira se decompor e a argila se comportaram com sólido inerte. Portanto para poços de altas temperaturas é necessária a seleção de uma argila específica para altas temperaturas.
22
(Argilo-mineral) (Argila organofílica)
Alternativas de viscosificantes não argilosos estão disponíveis no mercado. Elas incluem materiais asfálticos, ácidos graxos gelificantes e polímeros.
O desenvolvimento de viscosidade é um problema quando se fabrica fluido novo em estações de fluidos onde as baixas taxas de cisalhamento e baixas temperaturas não possibilitam a atuação das argilas organofílicas. Isto pode causar um sobre tratamento na estação, que por sua vez causara um brusco aumento de viscosidade do fluido quando ele estiver no poço, submetido a temperaturas mais altas e ao cisalhamento nos jatos da broca.
Viscosificantes alternativos poliméricos podem ser utilizados para prover viscosidade enquanto fabricamos e transportamos fluido novo. Muitos destes polímeros, no entanto degradam com a temperatura e cisalhamento. Em fluidos recentemente preparados este efeito é compensado pela ativação das argilas organofílicas que compõem o fluido.
Os chamados modificadores reológicos , são normalmente ácidos graxos polimerizados, que possuem ação gelificante. Eles tem vantagens frente as argilas organofílicas por atuarem principalmente nas viscosidades a baixas taxas de cisalhamento, o que possibilita a sustentação de sólidos e carreamento de cascalhos sem aumentar significativamente as perdas de carga de circulação . Para serem eficientes, no entanto os modificadores reológicos necessitam da presença da argila organofílica.
3.7-AGENTES ÓLEO-MOLHANTES
Quando dois líquidos são colocados simultaneamente em contato com uma superfície sólida, um deles molhará preferencialmente o sólido. Veja a figura 7.
Os aditivos sólidos, usados como densificantes, são de origem mineral, portanto são molháveis por água. Quando estes aditivos são misturados a um fluido a base óleo ou a qualquer emulsão de água em óleo, eles podem se aglomerar nas gotículas dispersas de água, formar partículas dispersas grandes e pesadas e sedimentar. Além disso, os sólidos molháveis por água apresentam uma forte tendência a inverter uma emulsão de água em óleo, estabilizada. Para evitar estes problemas, devem ser adicionados agentes molhantes que invertam a molhabilidade dos sólidos inorgânicos, tornando-os preferencialmente molháveis por óleo. Os aditivos usados para este fim são tensoativos específicos denominados agentes óleo-molhante. Eles são adsorvidos na superfície do sólido, permitindo o espalhamento da fase óleo sobre a superfície, reduzindo a tensão interfacial sólido-óleo. Os emulsificantes adicionados nos fluidos de emulsão inversa funcionam de certa forma como agentes óleo-molhante, no entanto existem outros tensoativos mais eficientes nesta função. Em casos tais como: fluidos de alta densidade, influxo, ou contaminação por água, é necessário adicionar um tensoativo específico para evitar a decantação do densificante ou desestabilização da emulsão. Os tensoativos mais usados como agentes óleo-molhantes são derivados amínicos. A estabilidade elétrica expressa em volt, medida no campo com o “Stability Tester” é uma propriedade que pode indicar a estabilidade relativa da emulsão água em óleo. Uma emulsão “fraca”, isto é, com valor de estabilidade elétrica baixo, geralmente apresenta água ou sólidos livres no sistema. Um decréscimo gradual na estabilidade com o tempo, indica a necessidade da adição de tensoativos. A prática tem mostrado ainda que valores de estabilidade inferiores a 120 volts contribuem para a rápida separação das fases do fluido a base óleo.
23
Um agente molhante é um tensoativo que reduz a tensão interfacial e o ângulo de contato entre um líquido e o sólido. O agente molhante força a saída de água da superfície do sólido, como mostrado na figura 4. Agentes molhantes possuem uma extremidade que é solúvel na fase contínua e outra que tem uma forte afinidade com a superfície do sólido, como mostrado na figura 7.
Nos fluidos não aquosos, agentes molhantes forçam o sólido ser molhado preferencialmente por óleo. Muitos sólidos naturalmente têm uma molhabilidade preferencial por água e, portanto necessitam de um agente óleo molhante para inverter a molhabilidade.
3.8-DISPERSANTES
Os dispersantes normalmente não fazem parte da composição básica dos fluidos de emulsão inversa, eles têm a função de diminuir a viscosidade do fluido nos seguintes casos:
Redução rápida da viscosidade do fluido em casos de descida de revestimento. Quando a diluição do fluido se torna difícil devido aos grandes volumes de base
orgânica necessária. Quando os custos de diluição se tornam proibitivos.Alguns agentes molhantes disponíveis no mercado têm como características a dispersão
do fluido e são usados quando não se necessita de drásticas reduções na viscosidade.Os produtos no mercado são compostos normalmente de aminas de ácidos graxos e ácidos graxos sulfonados.
3.9-ADENSANTES
Barita é o mais comum agente adensante utilizado em fluidos sintéticos. Carbonato de cálcio também é utilizado, principalmente em packer fluid de baixa densidade. Já que o carbonato é mais fácil de sustentar do que a barita ou hematita.
Hematita pode ser utilizada em fluidos de alta densidade, já que por ser mais densa diminui a fração volumétrica de sólidos. Devemos ter em mente, entretanto que agentes adensantes alternativos comumente requerem agentes molhantes específicos. .
4- TIPOS DE NAF’sÓleos e líquidos sintéticos podem ser utilizados para preparar três diferentes tipos de
sistemas:
4.1- 100 % SINTÉTICO
Estes sistemas não contem água na sua formulação. Na pratica, enquanto perfuramos, pequenas quantidades de água provenientes da formação ou dos cascalhos cortados são incorporados no sistema.
A maioria dos sistemas suporta bem contaminações de água de até 5 % em volume .Para auxiliar a emulsão desta água normalmente é utilizado um emulsionante fraco na composição. Estes sistemas são utilizados principalmente em dois casos:
24
Para perfurar e/ou testemunhar formações produtoras, evitando a inversão de molhabilidade da rocha devido à ação dos agentes molhantes presentes nas composições de emulsão inversa.
Para perfurar formações de folhelhos frágeis, sujeitos a desmoronamento causado por desidratação dos argilos minerais.
4.2-EMULSÕES INVERSAS
Estes sistemas contem óleo (natural ou sintético) como fase externa, e salmoura como fase interna da emulsão. Eles podem ser classificados em duas subcategorias:
4.2.1-Convencionais
Estes sistemas apresentam grande estabilidade da emulsão, filtrado API perto de zero, altos valores de estabilidade elétrica, e filtrados HPHT menores do que 10 cm3 a 500 psi e 300 f.
4.2.2-Filtrado relaxado
Apresentam estabilidade de emulsão menores que os fluidos convencionais, maiores valores de filtração API e HPHT, normalmente é admitido algum volume de água no filtrado.A estabilidade elétrica é normalmente mais baixa. Normalmente os emulsionantes utilizados não requerem cal.
Os sistemas relaxados normalmente podem ser convertidos em sistemas convencionais, porém o contrario normalmente não é possível.
Os sistemas de filtrado relaxado são normalmente utilizados em sondas de terra, e onde as taxas de penetração são baixas. Devido ao filtrado mais alto este sistema apresenta taxas de perfuração mais altas do que o sistema convencional.
Dificilmente se utiliza uma formulação sintética com filtrado relaxado, pois devido aos altos custos da base sintética, é preferível uma formulação convencional onde se consegue trabalhar com razões óleo/água mais baixas, e, portanto com custos mais baixos.
Em perfurações marítimas devido aos altos custos de aluguel da sonda, normalmente o operador não se arrisca a utilizar fluidos com filtrado relaxado, pois a possibilidade de um acidente com perda de tempo é muito maior do que com um fluido convencional.
4.2.3-Fluido HPHT
Apresenta características similares ao fluido convencional, porém todos os aditivos devem resistir a temperaturas de até 400 F.
Normalmente necessita altas concentrações de emulsionantes e agentes óleo-molhantes devido a grande carga de adensantes.
Muitos aditivos como argilas organofílicas e ácidos graxos polimerizados não resistem à temperatura, e, portanto não devem ser utilizados. No caso de uma conversão de um sistema convencional para um HPHT, devemos descontinuar o tratamento com os aditivos que não resistem às altas temperaturas quando a temperatura do poço alcançar 250 F, e aos poucos substituí-los por aditivos HPHT.
25
5- PROPRIEDADES DA BASE ORGÂNICA
A composição, viscosidade, densidade e propriedades da base orgânica usada no fluido tem um significativo efeito nas propriedades, viscosidade nas condições de fundo de poço, e performance do fluido sintético.
5.1-Densidade
Bases orgânicas usadas para formular emulsões inversas são mais compressíveis que a água. Sua densidade aumenta com o aumento da pressão. Felizmente estes líquidos também expandem (reduzem a densidade) com o incremento da temperatura, sendo que um efeito ajuda a minimizar o outro. De qualquer forma a densidade ira variar devido aos efeitos de temperatura e pressão, sendo que a densidade equivalente no fundo do poço será diferente da medida na superfície. Haverá sempre uma diferença, tanto na densidade equivalente de circulação (ECD), quanto na densidade estática equivalente (ESD) devido a estes efeitos.
Algumas companhias de serviço possuem softwares capazes de prever estas densidades, desde que se tenham os dados da base orgânica utilizada, e dos gradientes, de temperatura do poço.
5.2- Viscosidade
Como mostra a tabela 1, existem consideráveis diferenças na viscosidade e no pour point da base orgânica utilizada. A viscosidade da base orgânica influencia diretamente a viscosidade plástica do fluido sintético. Fluidos preparados com bases orgânicas de viscosidade alta apresentam altas viscosidades plásticas.
As viscosidades de todas as bases orgânicas e fluidos sintéticos são sensíveis à temperatura, normalmente a viscosidade diminui com o aumento da temperatura, como mostra a viscosidade no funil mash de dois fluidos mostrados na figura 10.
26
Para que as medidas de reologia sejam consistentes, as leituras devem ser sempre realizadas a mesma temperatura. Um copo térmico é utilizado para aquecer a amostra até a temperatura desejada, usualmente 120, 135 ou 150 F, antes das leituras reológicas.
Bases orgânicas com altos valores de pour point podem apresentar altíssimas viscosidades às baixas temperaturas.
O efeito de compressão aumenta a viscosidade da base orgânica, como mostra a figura 11 para o caso do óleo diesel.
27
O efeito de compressão é mais sentido em poços de alta pressão, onde se utiliza altos pesos de fluidos e normalmente altas pressões de bombeio.
Um caso crítico normalmente encontrado na bacia de Campos são os poços de lâmina de água profunda, onde os efeitos de baixas temperaturas e altas pressões no raiser tendem a aumentar a viscosidade do fluido, principalmente nas linhas de controle (choke e kill line).
Para situações onde é critico conhecer a exata hidrostática e pressões de circulação, a reologia do fluido pode ser testada em reometros especiais, como por exemplo, o viscosímetro FANN 75. Com os dados de viscosidade nas condições de fundo de poço, é possível utilizando softwares específicos, predizer os efeitos de temperatura e pressão e otimizar as condições de hidráulica de poço.
6- PROPRIEDADES DAS EMULSÕES INVERSAS
6.1 REOLOGIA
Limites aceitáveis de reologia dos fluidos sintéticos são determinados em parte pelas propriedades da base orgânica utilizada. Em qualquer caso a viscosidade plástica deve ser mantida tão baixa quanto possível, limitada é óbvio pela análise econômica.
O limite de escoamento e géis do fluido deve ser ajustado para otimizar a performance do fluido, respeitando os requisitos de densidade, geometria do poço, inclinação do poço, vazão de circulação e temperatura de fundo.
Alguns conceitos básicos, que embora estejam caindo em desuso, são úteis para entender a influencia da reologia na performance do fluido:
1) A viscosidade plástica é a viscosidade teórica do fluido para uma taxa de cisalhamento infinita. Ela deve ser mantida tão baixa quanto possível. Ela apresenta uma correlação razoável com a viscosidade do fluido quando o mesmo passa pela
28
broca. A viscosidade plástica aumenta com a viscosidade da base orgânica, a concentração de água e a concentração, tipo perfil e distribuição dos sólidos.
2) O limite de escoamento nos dá um indicativo das características pseudos plásticas do fluido e da capacidade de carreamento e suspensão de sólidos do fluido.
3) Outras medidas reológicas apresentam indicações melhores das características pseudoplásticas e de viscosidade a baixas taxas do que o limite de escoamento. Estas medidas incluem o limite de escoamento a baixas taxas (2 X leitura a 3 rpm – leitura a 6 rpm), a leitura a 3 rpm, a tensão de escoamento no modelo de potencia modificado e o parâmetro n no modelo de potencia. A utilização preferencial de um destes parâmetros varia em função da cultura de cada companhia.
Tratamentos com agentes molhantes normalmente reduzem o limite de escoamento e leitura a 3 rpm, e aumenta o valor de n.
Tratamentos com modificadores reológicos ou argilas organofílicas aumentam o limite de escoamento e géis, e diminuem o valor de n.
valor do gel inicial deve normalmente ser acima de 8 lb/100 ft2, para garantir a suspensão dos sólidos adensantes. Obviamente este não é um valor fixo e vai variar dependendo da temperatura e densidade requerida do fluido. Durante a operação com fluidos sintéticos a decantação de sólidos em estática deve ser constantemente monitorada, pois ela pode indicar um de dois possíveis sérios problemas: decantação de sólidos devido a reologia inadequada, ou sólidos molhados por água.
6.2-ALCALINIDADE (Pm)
O Pm de um fluido de emulsão inversa é a medida do excesso de cal no fluido. Os fluidos convencionais utilizam um emulsionante primário e óxido ou hidróxido de cálcio para formar um sabão. O excesso de cal presente no fluido pode ser calculado pela fórmula:
Excesso de cal (lb/bbl)= Pm X 1.295
Normalmente o Pm dos fluidos deve ser mantido acima de 2,5 cm3 de H2SO4 0,1N sendo que em poços com possibilidade da presença de gases ácidos estes valores podem chegar até 10 cm3. Se os valores de Pm permanecerem baixos por longos períodos de tempo, pode ocorrer a instabilidade da emulsão.
No passado, maiores valores de Pm normalmente produziam emulsões mais estáveis, Isto era verdade já que a grande maioria dos emulsionantes primários continha grande quantidade de ácidos graxos oxidados, que formavam sabões cálcicos que eram na verdade o emulsionante do fluido. Grandes excessos de cal garantiam que a reação de saponificação não ia reverter, e que a emulsão se manteria estável. Hoje em dia os emulsionantes contem
29
aminas e amidas de ácidos graxos, que não dependem da cal para adquirir o efeito tensoativo, sendo, portanto praticamente inútil manter o Pm acima de 5cm3.
Sistemas de filtrado relaxado usam emulsionantes que não requerem cal para manter a estabilidade da emulsão. O uso de cal em concentrações que mantém o Pm entre 1 e 2 cm3 tem como objetivo diminuir as taxas de corrosão e prevenir quanto a uma possível entrada de gases ácidos.
A maioria das bases orgânicas utilizadas tem grande resistência à presença de agentes alcalinos. Os sistemas a base éster são a exceção, já que o excesso de alcalinidade pode causar a hidrólise alcalina dos ésteres, e em alguns casos a oxidação da cadeia graxa.
6.3-FILTRADO
Embora o filtrado de um fluido de emulsão inversa, constituído apenas de óleo (no caso de um fluido convencional bem monitorado), não cause problemas de poços associados à hidratação de argilominerais, se faz necessário o controle da taxa de filtração, principalmente para minimizar os riscos de prisão por diferencial de pressão.
Outro fator determinante para o controle de filtrado, seria a possibilidade de inversão de molhabilidade da rocha, devido aos agentes óleo-molhantes que são carreados junto com o filtrado.
6.4-ESTABILIDADE ELÉTRICA
A estabilidade elétrica de uma emulsão é um indicativo de quão fortemente a água esta emulsionada numa base orgânica. Altos valores indicam uma emulsão mais forte e, portanto um fluido mais estável. Óleos e bases sintéticas não conduzem eletricidade. No teste de estabilidade elétrica a voltagem (potencial elétrico) é aumentada através dos eletrodos de um probe de dimensões fixas até que as gotículas de água se conectem formando uma ponte que feche o circuito. A magnitude da voltagem requerida para quebrar a emulsão completando o circuito nos dá a estabilidade elétrica da emulsão expressa em volts.
Alguns dos mais importantes fatores que influenciam a estabilidade elétrica são:
6.4.1-Concentração de água – Altas concentrações de água diminuem a estabilidade elétrica porque diminuem a distancia entre as gotículas de água, o que facilita o fechamento do circuito elétrico causado pela coalescência das gotículas.
6.4.2-Sólidos molhados por água – reduzem a estabilidade da emulsão.Sólidos molhados por água atuam como se fossem gotículas de água com respeito à condutividade elétrica. Na verdade eles formam aglomerados de sólidos que atuam como se fossem grandes gotículas de água que tendem a coalescer e diminuir a estabilidade da emulsão.
30
6.4.3-Energia da emulsão – As gotículas de água são maiores e mais fracamente emulsionadas em um fluido novo e ainda não totalmente estabilizado, o que resulta em baixos valores de estabilidade elétrica. O incremento do cisalhamento e temperatura, aumentam a estabilidade do sistema. Em fluidos envelhecidos o aumento da concentração de emulsionantes e agentes óleo-molhantes aumenta a força da emulsão. O tamanho das gotículas e a concentração dos emulsionantes governam a estabilidade da emulsão.
6.4.4-Temperatura – A temperatura na qual é medida a estabilidade elétrica causam variações nos valores lidos de estabilidade elétrica. As medidas devem ser feitas na mesma temperatura, os valores mais comuns são 120, 135, 150 F.
6.4.5-Concentração de sal – A condutividade elétrica da água aumenta com o incremento da concentração de sal. O aumento na concentração de sal normalmente causa uma pequena redução na estabilidade elétrica. A adição de sal moído no sistema afeta temporariamente a estabilidade da emulsão, até que todo o sal entre na fase aquosa. Se o tratamento for muito grande pode ocorrer inclusive à quebra da emulsão.
6.4.6-Saturação – Quando a fase aquosa satura com sal, especialmente com cloreto de cálcio, o sal ira precipitar como um sólido molhado por água, o que irá reduzir a estabilidade da emulsão. Quando se perfura formações salinas deve se ter especial atenção à quantidade e tipo de sal para evitar situações de instabilidade da emulsão. Pequenas adições de água doce seria uma boa técnica nestes casos.
6.4.7Adensantes – Fluidos de alta densidade, adensados com hematita ou outros adensantes especiais normalmente apresentam menores valores de estabilidade elétrica do que aqueles adensados com barita.
Fluidos de emulsão inversa recentemente preparados usualmente apresentam baixos valores de estabilidade elétrica. O fluido somente ira adquirir a estabilidade quando submetido à temperatura do fundo de poço, e quando sofrer o cisalhamento na broca. O cisalhamento formara uma estabilização mecânica, mesmo quando pequenas concentrações de emulsionantes estejam sendo usadas. Uma vez iniciada a perfuração, a barita, as argilas organofílicas e os próprios sólidos perfurados finamente divididos irão ajudar a estabilizar a emulsão, pois desde que convenientemente molhados por óleo eles irão ser absorvidos na interface entre as gotículas de água e a fase contínua.
O valor medido da estabilidade elétrica não assegura a estabilidade ou não da emulsão, ele deve ser encarado como o indicativo de uma tendência, e os valores absolutos devem ser comparados com valores prévios. Uma medida de estabilidade elétrica de 200 V em um fluido pode indicar uma estabilização se estas medidas vem se repetindo por vários dias. Por outro lado uma medida de 400 em outro fluido pode significar que o sistema esta se instabilizando, se as medidas anteriores estavam na ordem de 800 V. Quando se observa uma queda contínua da estabilidade elétrica, ou quando ocorre uma repentina queda dos valores lidos deve-se tomar uma providencia, pois podemos estar em um processo de enfraquecimento da emulsão, ou pior, na eminência de uma quebra.
31
O teste de estabilidade elétrica deve ser feito pelo menos duas vezes ao dia, e de preferência os valores devem ser plotados em um gráfico para melhor visualização do trend.
Trends ascendentes ou descendentes indicam mudanças no sistema. Uma análise mais acurada dos testes completos e tratamentos efetuados devem ser realizada para se ter um diagnóstico mais preciso do que esta ocorrendo.
6.5-CONTROLE DE ATIVIDADE DA FASE AQUOSA (SALINIDADE)
Nos fluidos a base óleo o componente capaz de interagir quimicamente com as formações ativas de subsuperfície é a fase aquosa emulsionada. Portanto, a composição da fase aquosa é um fator a ser considerado na caracterização da capacidade inibitiva dos fluidos a base óleo. Quando as formações atravessadas são compostas de folhelhos não hidratáveis, pode-se fazer uso de água doce ou de água do mar. Contudo, para a perfuração de formações espessas de folhelhos argilosos, hidratáveis e plásticos é necessário aumentar a concentração de eletrólitos na água. Os eletrólitos mais usados para reduzir a atividade química da fase aquosa são o cloreto de sódio (NaCl) e o cloreto de cálcio (CaCl2). A adição desses sais na água de composição dos fluidos a base óleo visa aproximar o potencial químico da água contida nos folhelhos, evitando assim o seu inchamento ou desidratação. Estes fluidos são denominados por “fluidos de atividade balanceada”. O controle da atividade química dos fluidos a base óleo pode ser entendido melhor a partir do conceito termodinâmico da energia livre de um sistema. A energia livre, G, de um certo sistema é função da temperatura, T, da pressão, P, e do número de moles de cada componente, ni:
G = f (T, P, n1, n2, ..., ni, ...) (2)
A mudança na energia livre com T, P e ni é dada pela expressão:
dG = ∂G / ∂T dT + ∂G / ∂P dP +Σ (∂G / ∂ni) dni (3)
Na expressão termodinâmica acima (3) as derivadas parciais têm a seguinte definição:
∂G / ∂T = -S (4)∂G / ∂P = V (5)∂G / ∂ni = ηi (6)
onde S é a entropia, V é o volume e ηi é o potencial químico.
O processo osmótico que acontece pela ocasião da hidratação dos folhelhos é algo semelhante ao fluxo osmótico da água através de uma membrana semipermeável, como ilustra a figura 2, onde água pura está separada de uma solução salina por uma membrana permeável a água somente, isto é, impermeável aos eletrólitos. Como a água liquida está
32
em equilíbrio com o seu vapor, estão os potenciais químicos das duas fases, liquido e vapor, são iguais. A variação do potencial químico da água com a pressão é, portanto:
dηw = ηw / ∂P dP (7)
considerando a definição (6) e a expressão (7), temos:
dηw =∂/∂P (∂G /∂nw) dP = ∂2G/∂P. ∂nw dP = ∂/∂nw (∂G/∂P) dP (8)
observando ainda a definição (5) e a expressão (8), vem:
dηw = ∂Vw / ∂nw dP = (vw) dP (9)
onde Vw é o volume molar parcial da água.
Para a fase vapor, o volume molar pode ser expresso em termos da pressão de vapor, usando a lei dos gases ideais, pela expressão:
Vw = RT / Pw (10)
Onde R é a constante universal dos gases e Pw é a pressão parcial do vapor da água. O potencial químico da água na fase vapor, ηw , acima da solução salina com relação ao potencial químico do vapor acima da água pura, ηºw , pode ser obtido considerando as equações (10) e (9):
(11)
daí, então:
nw = ηºw + RT 1n (Pw / P0w) (12)
onde P0w é a pressão de vapor da água pura para uma dada temperatura. Como o líquido em
cada parte a célula da figura 12 está em equilíbrio com o seu vapor, a equação (12) também expressa o potencial químico das fases líquidas.
33
Figura 12 – Esquema de uma célula ilustrando o fenômeno de osmose.
A vaporização de cada componente de uma solução ideal é proporcional à fração molar de cada componente na solução. Como existe um menor número de moléculas de água por unidade volumétrica na solução salina do que na água pura, a pressão de vapor da solução salina é menor do que a pressão da água pura. Portanto, como Pw < P0
w, a equação (12) mostra que ηw < η0
w. Daí existir uma tendência da água se mover através da membrana semipermeável da figura 2, diluindo a solução salina e aumentando a pressão de vapor acima desta. Ou, em outras palavras, o fluxo osmótico ocorre do meio maior para o de menor potencial químico. Este fenômeno acontece mesmo sem a presença física do vapor, desenvolvendo tensões nas paredes do recipiente que contém o liquido.
A pressão necessária para evitar o fluxo osmótico é denominada por pressão osmótica, ¶. Se, por exemplo, uma pressão for aplicada sobre a seção 2 da figura 2 com intensidade suficiente para evitar o fluxo osmótico, então este será o valor da pressão osmótica. Neste caso, o potencial químico das fases liquidas contidas em cada lado da célula será o mesmo. Isto implica que a redução do potencial devido à salinidade seja exatamente igual ao acréscimo do potencial químico causado pela pressão hidráulica imposta. O efeito resultante da pressão externa sobre o potencial químico pode ser determinado pela expressão (9). Para líquidos incompreensíveis, a simplificação desta expressão gera:
∫
34
∆ηw = P2
P1Vw . dP
∆ ηw = Vw . ∆P = -¶ . Vw (13)
Igualando as expressões (13) e (12), como resultado do balanceamento dos potenciais químicos devido aos efeitos de pressão e salinidade, teremos:
(14)
Quando um folhelho é exposto a água doce (sem salinidade) ele tende a adsorver água e expandir. A pressão de adsorção desenvolvida nos folhelhos é semelhante à pressão osmótica descrita antes. Essa adsorção produz uma redução da pressão de vapor de água contida no folhelho, causando uma redução no potencial químico desta com relação ao potencial químico da água pura. A equação (12) pode ser aplicada para avaliar a capacidade de adsorção do folhelho, considerando Pw a pressão de vapor da mistura água – folhelho. A equação (14) também pode ser aplicada para o mesmo fim, considerando ¶ como a pressão de adsorção. Segundo Tschirley, a magnitude da pressão de adsorção pode ser avaliada através da expressão que determina as tensões desenvolvidas na matriz da rocha:
Pa = Ps - Pp (15)
Onde Pa é a pressão de adsorção, Ps é a pressão de sobrecarga (ou de confinamento) e Pp é a pressão de poros. A figura 6 ilustra como a pressão adsortiva devido á hidratação do folhelho desenvolve tensões sobre a matriz da rocha.
A equação (14) foi derivada para um sistema ideal. Para aplicar os mesmos conceitos a sistemas não ideais, o termo fugacidade deve ser introduzido. A fugacidade, fi , de um componente i de uma solução é o valor imaginário de pressão de vapor que seria usado na equação (14) para aplicá-la a um sistema não ideal. Então, para soluções não ideais, a relação Pw / P0
w é substituída pela relação fw / f0w . A relação fi / f0
w é também denominada por atividade, ai, do componente i. Daí, o potencial químico da água em solução ou no folhelho com relação ao potencial químico da água pura pode ser expressão por:
Para evitar que haja entrada de água e expansão de um folhelho argiloso quando a pressão de confinamento é aliviada pela perfuração da rocha, a atividade da fase aquosa do fluido de perfuração deve ser igual à atividade da água contida no folhelho.
No campo, tanto a atividade da água do fluido de perfuração quanto a do folhelho (cascalho) pode ser determinada com o auxílio do eletro-higrômetro (veja figura 3).
35
- ¶ . Vw = RT.1n ( Pw / Pºw)
¶ = - RT / Vw . 1n ( Pw / Pºw)
ηw = ηºw + RT . 1n (aw)
Figura 13 – Esquema de um eletro-higrômetro para determinação da umidade relativa.
O eletro-higrômetro mede a umidade relativa da atmosfera de vapor gerada pelo fluido (ou cascalho) colocado em um recipiente fechado. O eletrodo do eletro-higrômetro é colocado sobre esta atmosfera de vapor, espera-se que o equilíbrio seja atingido, após o qual se faz a leitura na escala do instrumento. A resistência elétrica do eletrodo é sensível a variação da quantidade de valor de água presente. Como o teste é sempre conduzido à pressão atmosférica, a pressão do vapor d´água é diretamente proporcional à fração volumétrica de água na mistura gasosa ar/água. Deve-se construir uma curva de calibração do eletro-higrômetro antes de efetuar qualquer teste. Isto pode ser feito usando-se soluções saturadas de diversos sais de atividade conhecida. Veja um exemplo de curva de calibração na figura 14.
36
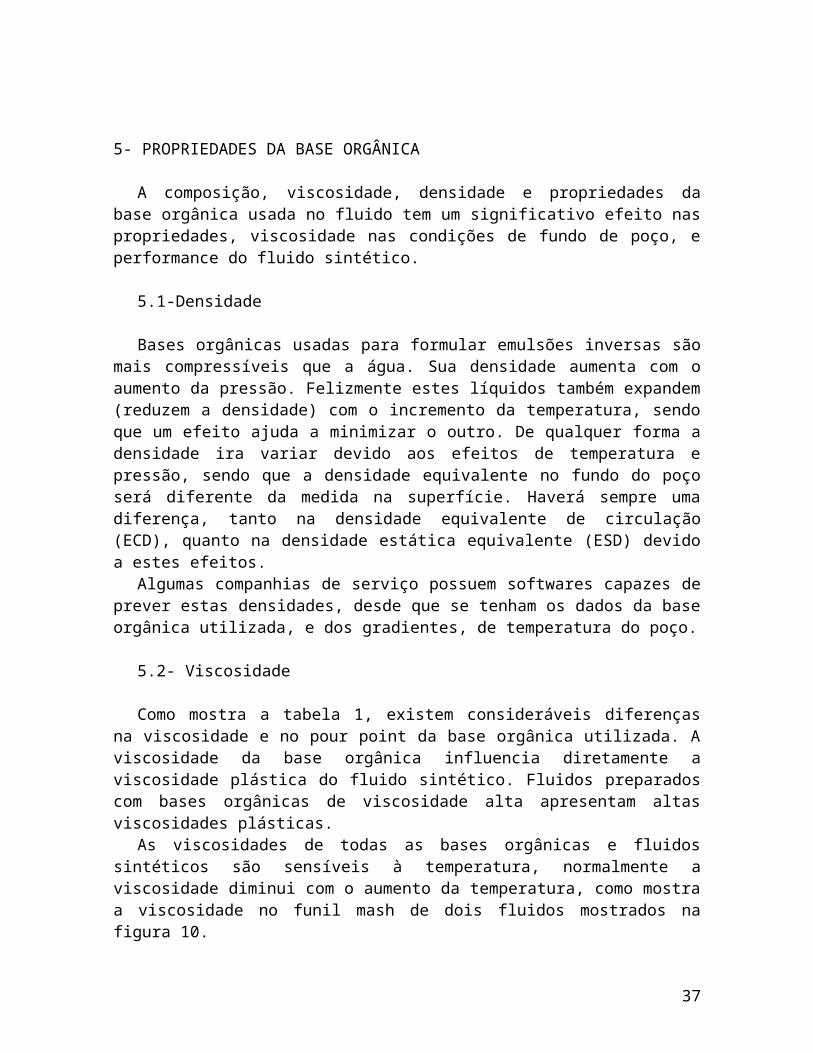
Figura 14 – Curva de calibração do eletro-higrômetro à temperatura ambiente.
Os eletrólitos utilizados com mais freqüência no controle da atividade da água nos fluidos a base óleo são os sais cloreto de sódio e cloreto de cálcio. O cloreto de cálcio é bem mais solúvel do que o cloreto de sódio e permite um intervalo maior de atividade, no entanto ele apresenta um custo mais elevado havendo, na maioria das vezes, uma preferência maior pelo cloreto de sódio devido a este fator. As curvas de atividade da água para as soluções de cloreto de sódio e cloreto de cálcio, em função de concentração, são mostradas na figura 15.
37
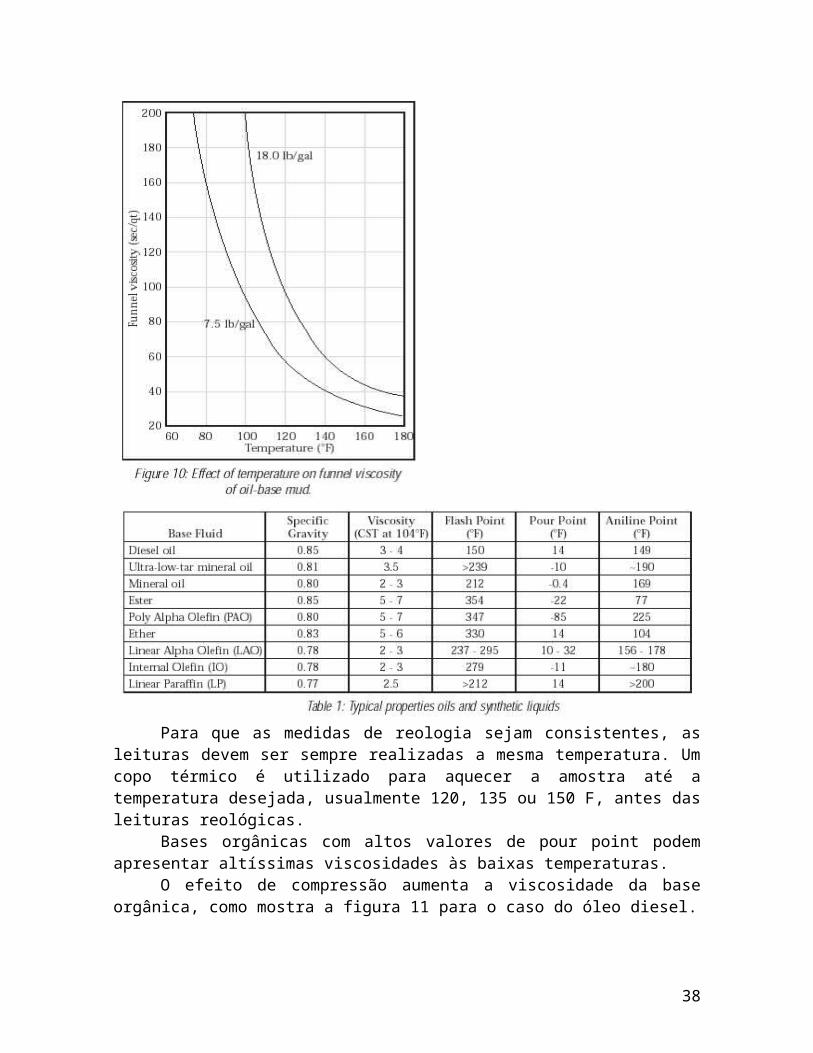
Figura 15 – Curvas de atividade da água nas soluções salinas de NaCl e CaCl2 à temperatura ambiente.
38
Figura 16 – Esquema de uma célula para avaliar a pressão desenvolvida na adsorção de água pelo folhelho (Pa). Onde Pa = Ps - Pp .
Figura 16A - Curvas para avaliação das salinidades necessárias para balancear a atividade da água de formação (segundo Baroid).
A atividade da fase aquosa (Aw) é a medida do potencial químico da água emulsionada no fluido ou água contida nas argilas da formação. A atividade é medida usando a pressão de vapor (humidade relativa) da argila ou fluido. A atividade também pode ser estimada, baseada na composição química da salmoura. Água pura tem uma Aw de 1,0. Salmouras de cloreto de cálcio têm uma Aw entre 0.8 (salmoura 22% p/p) e 0,55 (salmoura 34% p/p). Menores valores de atividade química representam fluidos mais inibidos.
39
Argilas contidas nas formações produtoras e folhelhos hidratáveis são ávidos por absorver água. Existe a possibilidade da água proveniente da emulsão migrar para as argilas da formação, se a atividade (Aw) da argila for menor do que a atividade do fluido. A chave para a inibição do fluido é o balanço de atividade entre a fase aquosa do fluido e a água conata dos argilominerais, se este balanço for perto de zero, a absorção de água pela argila é desprezível.
A transferência de água entre a salmoura emulsionada e as argilas pode ser comparado ao fenômeno osmótico. Na osmose um soluto, no caso a água, se difunde através de uma membrana semipermeável do meio de menor concentração de sal para o meio mais concentrado, afim de equalizar as concentrações. A teoria do controle de atividade descreve o fluido sintético composto de uma base orgânica, uma fase dispersa e a presença de um emulsionante na interface como um sistema capaz, na presença de argilas de formar uma membrana semipermeável. O controle da hidratação das argilas é feito, portanto pelo balanço de atividades na membrana. Muito se tem discutido sobre a presença ou não desta membrana semipermeável, tendo inclusive teorias que procuram prever a eficiência de membrana. Obviamente não é objetivo deste curso estudar a fundo a teoria da membrana semipermeável, mas podemos considerar como razoável a afirmação que para fluidos não aquosos é factível acreditar em um mecanismo de controle de hidratação de argilas regido pela presença de uma membrana semipermeável, e que o parâmetro fundamental para este controle seria as atividades da fase aquosa do fluido, e da água presente nos argilominerais.
O cloreto de cálcio é normalmente utilizado para se obter atividades entre 1,0 e 0,4. Cloreto de sódio pode ser usado para se obter atividades entre 1,0 e 0, 75. Obviamente podemos utilizar misturas dos dois sais para conseguir atividades entre 0,4 e 0, 75, respeitando é claro o efeito do íon comum..
Exercício :
A umidade relativa de um folhelho determinada no eletro-higrômetro apresentou um valor de 80%. Qual a salinidade da fase aquosa de uma emulsão inversa para a perfuração desse folhelho?
Solução:
Utilizando a curva de calibração do higrômetro em questão da figura 14, encontramos a atividade da fase aquosa igual a 0,84 para citada umidade relativa.
A partir do gráfico da figura 15, determinamos que uma solução de CaCl2 com 20% em peso ou uma solução de NaCl a 22% em peso satisfaz.
Assim sendo, a fase aquosa da emulsão inversa deve possuir a seguinte salinidade:200.000 ppm de CaCl2 = 87,5 lbm/bblou 220.000 ppm de NaCl = 98,7 lbm/bbl
40
6.6-RAZÃO ÓLEO/ÁGUA
A razão O/A ou S/A relaciona as proporções da fase organofílicas e aquosas do fluido desprezando o conteúdo de sólidos.
Geralmente fluidos com altos pesos requerem altas razões água/óleo, entretanto condições diferentes requerem razões óleo/água diferentes, não existindo, portanto uma razão óleo/água que atenda todos os casos.
O cálculo da razão óleo / água requerem valores de retorta, como mostra a fórmula a seguir:
Fração de óleo = (% óleo na retorta / (% óleo na retorta + % água na retorta)) x 100
Fração de água = (100 – Fração de óleo)
Os seguintes fatores afetam a seleção da razão óleo/água:
6.6.1-Custo da base orgânica – óleos e bases sintéticas são caras, menores razões óleo/água reduzem o preço final do fluido.
6.6.2-Concentração de óleo impregnado nos cascalhos- Em algumas áreas , o teor de óleo impregnados nos cascalhos é regulamentada, Baixas razões óleo/água reduzem a quantidade de óleo nos cascalhos , facilitando o enquadramento nos limites da legislação. Fluidos com razão óleo/água de até 50/50 têm sido utilizados no Mar do Norte para atender a regulamentação.
6.6.3-Concentração de sal impregnado nos cascalhos - Em algumas áreas a quantidade de sal nos cascalhos devem ser restrita para atender a legislação ambiental. Altas razões óleo/água podem ser utilizadas para reduzir o teor de sal descartado. Produtos químicos alternativos podem ser utilizados para substituir os cloretos mantendo, no entanto a baixa atividade da fase dispersa.
6.6.4-Reologia - A água emulsionada em uma emulsão inversa atua como se fosse sólidos e aumenta a viscosidade plástica quando a razão óleo/água diminui. A água emulsionada auxilia a ação das argilas organofílicas e modificadores reológicos. Para fluidos 100 % sintético ou com razões óleo/água superiores a 90/10, muitas vezes se torna necessários o uso de viscosificantes especiais.
6.6.5- Controle de filtrado-A água emulsionada atua como sólidos, e tende a diminuir o valor do filtrado. Fluidos com baixas razões óleo/água tendem a apresentar menores valores de filtrado.
41
6.6.6-Peso do fluido-O material adensante de um fluido de emulsão inversa deve ser molhável pela base orgânica utilizada. Quando a densidade do fluido aumenta, a percentagem de fase líquida no fluido diminui, diminuindo também a quantidade de óleo, para compensar este efeito devemos aumentar a razão óleo/água para disponibilizar mais óleo para molhar os sólidos adensantes. Quanto maior o peso específico do fluido, mais difícil se torna trabalhar com baixas razões óleo/água.
6.6.7-Temperatura-A estabilidade da emulsão diminui com a temperatura, Portanto para poços de alta temperatura, se torna necessário trabalhar com altas razões óleo/água.
A razão óleo/água permanece constante quando o peso do fluido é aumentado e sólidos são incorporados ao sistema, a diminuição do percentual da fase líquida pela incorporação de sólidos não altera a razão óleo/água. Um rápido declínio da razão óleo / água pode indicar contaminação de água na superfície, ou um indicio de influxo de água salgada da formação. Quando usamos fluidos de emulsão inversa, todas mangueiras e linhas de água nos tanques devem ser vistoriadas para prevenir qualquer contaminação. Outro fator que pode contaminar o sistema seria no caso de chuvas torrenciais, em sondas onde os tanques não são cobertos. De maneira geral a contaminação por água diminui a razão óleo / água, tornando necessário repor todos os aditivos, além da base orgânica para voltar à emulsão às condições originais, o que se mostra sempre muito caro.
Um aumento na razão óleo / água durante a perfuração não é muito comum, se não ocorrer contaminação acidental com a própria base orgânica. Se o aumento na razão óleo/água acontecer devemos observar atentamente se não esta ocorrendo um influxo de óleo cru da formação. Outro caso em que pode ocorrer aumento na razão óleo / água, é quando perfuramos poços de alta temperatura, principalmente em regiões ou épocas do ano em que a temperatura ambiente também é alta, A evaporação da água da emulsão inversa ocorre vagarosamente e além do aumento da razão óleo / água, podemos notar um aumento da salinidade da fase dispersa. Neste caso devemos repor água doce para recompor o sistema, principalmente se estivermos trabalhando perto da saturação, pois podemos super saturar a fase, com a conseqüente precipitação do sal, o que tenderá a desestabilizar a emulsão.
7- PROBLEMAS ASSOCIADOS AS EMULSÕES INVERSAS
7.1- SOLUBILIDADE DE GÁS
Óleos e bases orgânicas em geral são solventes para metano e outros gases encontrados durante a perfuração. A figura 12 mostra as curvas de solubilidade para os gases mais comuns encontrados nos poços. A solubilidade dos gases pode interferir na detecção de um kick e procedimentos de controle de poço. O gás solubilizado sairá de solução quando o fluido estiver subindo pelo anular de poço devido ao alivio da pressão hidrostática. A maior parte da expansão do gás ocorrerá nos últimos 1000 ft, próximos da superfície. Por esta razão, cuidados extras devem ser tomados para monitorar o nível dos tanques quando estiverem utilizando o sistema de emulsão inversa em zonas portadoras de gás.
42
7.2- SÓLIDOS MOLHADOS POR ÁGUA
Quando colocados em contato com uma emulsão de água em óleo, muitos sólidos irão preferencialmente ser molhados por água, a menos que agentes molhantes sejam usados para garantir a molhabilidade preferencial pelo óleo. Sólidos molhados por água em um ambiente de emulsão inversa tenderão a se aglutinar e decantar, aderir a qualquer superfície metálica, e por fim desestabilizar a emulsão. Como já foi discutido anteriormente, os agentes óleo molhantes recobrem os sólidos garantindo a molhabilidade preferencial por óleo, evitando a aglomeração e a aderência dos sólidos as superfícies metálicas.
A concentração de agentes molhantes diminui com o tempo e o próprio uso, e parte deles são perdidos aderidos aos cascalhos retirados pelos extratores de sólidos. Se a concentração do agente óleo molhante cair abaixo de um certo nível, os sólidos recém perfurados vão se manter molhados por água, o que deverá ser solucionado pela reposição do produto. Quando barita ou outro adensante é agregado ao sistema, devemos aumentar a concentração do agente molhante para garantir a molhabilidade por óleo. Se ocorrer a precipitação de sal da salmoura, como discutido anteriormente, será necessário um tratamento com grandes quantidades de agente molhante para atuar na imensa área superficial do sal ultrafino.
Infelizmente não existe um teste quantitativo para medir a concentração de agente óleo molhante disponível no fluido de perfuração. Testes piloto com a adição de sólidos (barita ou argilas) podem ser realizados para nos dar uma idéia qualitativa da reserva de agente óleo molhante.
Alguns indicativos observados durante a perfuração podem ajudar a antecipar um futuro problema relacionado a sólidos molhados por água.
Os parâmetros descritos a seguir podem nos ajudar a determinar a necessidade de aumentar a concentração de agentes óleo molhantes antes que os problemas ocorram:
43
1- Integridade dos cascalhos - Cascalhos molhados por óleo são firmes e possuem uma forma angulares. Cascalhos molhados por água são pastosos, pegajosos (especialmente em superfícies metálicas), e apresentam cantos arredondados. Devido à natureza pastosa e pegajosa dos cascalhos, o fluido tende a encerar as telas de peneiras, causando perdas de fluido. .
2- Decantação de sólidos - Sólidos molhados por água tendem a sair de solução e decantar. Esta decantação pode ser observada por montes de sólidos nos cantos dos tanques, e no copo do reômetro.
3- Pressão de bombeio - Devido à natureza pegajosa dos sólidos molhados por água, eles tendem a aderir nas superfícies metálicas. Se esta aderência ocorrer na coluna de perfuração, pode causar uma restrição ao fluxo que tenderia a aumentar a pressão de bombeio.
4- Cascalhos finos - A quantidade de agente óleo molhante necessário para garantir a molhabilidade dos sólidos aumenta com o aumento da área superficial dos sólidos. Quando se perfura marga, siltitos, calcarenitos e arenitos muito finos, os cascalhos apresentam tamanho reduzido, e, portanto grande área superficial, o que vai requerer maiores quantidades de agente óleo molhante. O mesmo ocorre quando se perfura zonas muito duras, onde a taxa de penetração é muito baixa e os cascalhos gerados apresentam pequeno tamanho.
5- Aparência opaca - Muito pode ser inferido a partir da aparência do fluido. Os sistemas estáveis apresentam aparência brilhante e homogenia. No caso da presença de sólidos molhados por água, o fluido se mostra opaco com a aparência de um líquido “talhado”.
6- Presença de água no filtrado - Um dos primeiros sintomas da instabilização de um sistema de emulsão inversa seria o aumento e a presença de água no filtrado. Obviamente esta observação não vale para os sistemas de filtrado relaxado mostrados anteriormente.
7- Fase aquosa saturada-A solubilidade do sal varia com a temperatura, portanto quando o fluido é resfriado pode ocorrer à precipitação de finos.Todas as emulsões devem ser monitoradas para controlar a saturação de sal, e medidas devem ser tomadas para limitar a precipitação. Quando perfuramos formações salinas a fase interna satura, e sal é constantemente precipitado. O sal precipitado é difícil de molhar por óleo, e, portanto vão atuar como sólidos molháveis por água. A concentração de sal deve ser mantida abaixo da saturação, calculada na temperatura mais baixa encontrada no sistema de circulação. No caso de precipitação de sal, devemos adicionar água doce ao sistema e aumentar a concentração de agente molhante.
8- Teste do trapo vermelho – Este teste embora não pareça cientifico, fornece uma confirmação simples da molhabilidade por água. No teste uma espátula recoberta de fluido de emulsão inversa é esfregada em um trapo molhável por água, se os sólidos do fluido permanecem na superfície temos sólidos molháveis por água, se, no entanto todo o fluido penetra no pano deixando apenas uma mancha, temos sólidos molhados por óleo.
44
9- Teste da paleta do misturador - Agite um amostra de fluido em um Hamilton Beach por 30 minutos a 2000 rpm, Retire o copo do agitador e acione o aparelho a seco. Se a paleta se mostrar limpa, os sólidos do fluido são molháveis a óleo, se houver deposição de sólidos nas paletas os sólidos são molhados por água.
7.3- GÁS SULFÍDRICO
Sulfeto de hidrogênio (H2S) é um perigoso, e venenoso gás encontrado em várias formações e fluidos produzidos. O contato com o gás leva rapidamente a perda de sentido, e pode levar a morte mesmo em pequenas concentrações. Equipamentos de proteção e medidas especiais de segurança devem ser tomadas quando se perfura zonas onde se suspeita da presença de H2S. Fluidos sintéticos oferecem proteção contra corrosão e fragilização por hidrogênio causados pelo H2S. A fase contínua do fluido é não condutiva e não permite o processo eletrolítico de corrosão. Se o fluido for convenientemente tratado com agentes óleo molhantes, a superfície metálica dos drill pipes estará protegidas por um filme de óleo. O sulfeto de hidrogênio é um gás ácido. Altas concentrações de cal são recomendadas, portanto para a perfuração de zonas de H2S. A contaminação por H2S pode baixar ao alcalinidade do fluido e reduzir a estabilidade da emulsão. O que pode levar as superfícies metálicas serem molhadas por água, causando corrosão por H2S e fragilização por hidrogênio nascente. Embora o fluido sintético ofereça alguma proteção aos equipamentos, ele não aumenta a proteção pessoal, sendo que os riscos são os mesmos, estando usando fluidos de emulsão inversa ou fluidos a base água.
Quando é esperada a presença de H2S , devemos manter a alcalinidade (Pm) acima de 5 ml de H2SO4 0,1 N. A cal reage com o sulfeto de hidrogênio gasoso , formando sulfeto solúvel de cálcio. Embora a cal seja essencial para a perfuração segura de zonas de H2S , não é suficiente para manter os sulfetos completamente inertes. É necessário utilizar uma base de zinco (normalmente óxido de zinco) para reagir precipitar os sulfetos na forma de sulfeto de zinco. Estas precauções podem não ser suficiente para o caso de um kick de H2S , portanto devemos ter em mente ,que na perfuração de zonas de H2S , nenhum sistema ou produto substituirá o treinamento , preparo do pessoal , e medidas de contingência , fundamentais para a segurança na perfuração de zonas de H2S. Quando temos uma contaminação por H2S , temos os seguintes sintomas:
1- O fluido escurece devido à contaminação com sulfetos insolúveis .
2- A alcalinidade decresce
3- A estabilidade elétrica decresce.
O teste com o Garret Gas Train modificado é o melhor método para avaliar o grau de contaminação por H2S.
7.4- PERDA DE CIRCULAÇÃO
45
Perdas de circulação com fluidos sintéticos rapidamente se tornam intoleráveis devido principalmente a dois aspectos: Os altos custos dos fluidos sintéticos e as dificuldades logísticas para a fabricação recebimento de fluido para repor volume.
A compressividade destes fluidos fazem com que a densidade e reologia em condições de fundo de poço sejam mais altas , o que aumenta a probabilidade de perdas de circulação quando comparamos com a utilização de fluidos a base água. Para minimizar os riscos de perda de circulação , a densidade e reologia devem ser mantidas nas mínimas propriedades que garantam a perfuração do poço com segurança. As companhias de serviço possuem programas de hidráulica capazes de otimizar a performance do fluido nas condições de fundo de poço , minimizando o risco de perdas de circulação . Um equipamento que contribui muito para prevenir este problemas ,são as ferramentas de medição de pressão durante a perfuração ( PWD ) , pois nos dá uma medida direta do ECD no fundo do poço .
Outra razão para o aumento de risco de perda de retorno com fluido sintético é sua característica não penetrante ( baixa perda de fluido ). Esta característica fazem destes fluidos excelentes fluidos de fraturamento , pois eles tendem a propagar uma fratura melhor que os fluidos a base água. Esta característica combinada com o fato da base sintética molhar a formação prevenindo seu hidratação e amolecimento tornam os fluidos sintéticos não aconselháveis para serem utilizados em testes de revestimento e testes de absorção. Devido a sua compressibilidade , a pressão hidrostática real pode não ser conhecida , e portanto podemos correr o risco de induzir uma fratura na formação . Hoje em dia contamos com o recurso de utilizar os dados do PWD para realizar os testes de absorção.
7.5-CIMENTAÇÃO EM AMBIENTE DE FLUIDOS NÃO AQUOSOS
Cimentação em ambiente de fluidos sintéticos requer o uso de fluidos espaçadores especiais, para prevenir a mistura do fluido e o cimento. Estes espaçadores são projetados para serem compatíveis tanto com o cimento quanto com o fluido . Para se obter uma bom deslocamento do fluido , os espaçadores necessitam conter surfactantes que vão restabelecer as condições de molhabilidade por água, o que é fundamental para se conseguir uma boa aderência do cimento. Cada companhia de cimentação possui espaçadores específicos para este propósito.
Mistura de fluido sintético e cimento formam uma mistura viscosa que não pode ser bombeada, resultando em canalizações de cimento , perda de circulação e baixa aderência de cimento. Se os tampões espaçadores não forem efetivos em inverter a molhabilidade das rochas e superfícies metálicas , teremos como conseqüência também a baixa aderência do cimento. Portanto os espaçadores são fundamentais para o êxito da cimentação , pois previnem a mistura da pasta com o fluido e restitui a molhabilidade por água das rochas e revestimentos.
As formulações dos tampões espaçadores variam grandemente , porém existe uma máxima que deve ser sempre cumprida : O fluido a ser deslocado deve ser o mais fino possível , enquanto o fluido deslocador deve ser o mais viscoso possível Esta providencia
46
evita canalizações , melhora a remoção de reboco e gera um efeito pistão que melhora a remoção do fluido.
8- PREPARO E MANUSEIO
Em principio, as emulsões inversas devem ser programadas com um valor da atividade química da fase aquosa dispersa o mais próximo possível da atividade química da água associada ao folhelho a ser perfurado. Portanto, adiciona-se o cloreto de sódio ou cloreto de cálcio na fase aquosa para o controle da salinidade e, conseqüentemente, da atividade química do sistema. Existindo informações prévias sobre as características das formações a serem perfuradas, pode-se programar a salinidade (atividade) da fase aquosa do fluido a base óleo.
Já foi visto anteriormente que os principais componentes dos fluidos a base óleo são a fase óleo, a fase aquosa, o emulsificante principal, o redutor de filtrado, o viscosificante e gelificante, o alcalinizante e o densificante. Além de ser levada em consideração a concentração adequada de cada um desses aditivos, a sua ordem de adição é fator imprescindível quando se deseja obter uma emulsão inversa com boas características e estável. O procedimento de mistura e a ordem de adição dos diversos componentes de um fluido a base óleo varia de acordo com o tipo de concentração do sal empregado. Além disso, existem no mercado atual um número razoável de sistemas a base óleo. Aqui no Brasil, varias companhias detêm a tecnologia de fabricação dos tensoativos e emulsificantes e são credenciados ao fornecimento dos demais aditivos (veja tabela 6). Deixando de lado as nuances relativas ao preparo de cada sistema ilustrado na tabela 6, a ordem de adição dos aditivos em geral é a seguinte: primeiro a base orgânica é colocada nos tanques em quantidade suficiente para atingir a razão óleo-água; a seguir, os tensoativos ou concentrados são adicionados na fase óleo; após um certo tempo de mistura, a água salgada é adicionada sob vigorosa agitação a fim de se obter o emulsionamento mecânico da água no óleo; após a adição da água, a cal viva é misturada no sistema a fim de formar os sabões e manter a água emulsionada, mesmo quando o fluido estiver em repouso; a argila organofílica (bentona) pode ser adicionada após a emulsificação; finalmente, o densificante pode ser adicionado através do funil de mistura, sem contudo, esquecer da adição do agente de molhamento antes da sua adição. Após cerca de uma hora de mistura, deve-se testar uma amostra para verificar se a emulsão possui ou não as propriedades desejadas.
Os fluidos a base óleo são de fácil manutenção e suas propriedades permanecem praticamente inalteradas com o tempo de perfuração. Atualmente, uma grande parte desses fluidos utilizados no campo, é preparada nas “estações de fluidos” e os tratamentos feitos nas sondas se restringem ao ajuste da densidade e complementação do volume, à medida que a perfuração avança. A quantidade de aditivo necessária ao ajuste das propriedades é calculada e adicionada (s) durante uma circulação completa. A fase óleo ou água para alteração ou manutenção da razão óleo-água pode ser adicionada diretamente no sistema através das pistolas. Convém lembrar de adicionar os emulsificantes, os tensoativos e a cal toda vez que for adicionar água. A adição de óleo sempre reduz a massa especifica do sistema. Então a adição de grandes quantidades de óleo implica na adição de baritina e agente de molhamento. A adição de água pode aumentar ou reduzir a massa especifica, dependendo da salinidade da água e da densidade da emulsão.
47
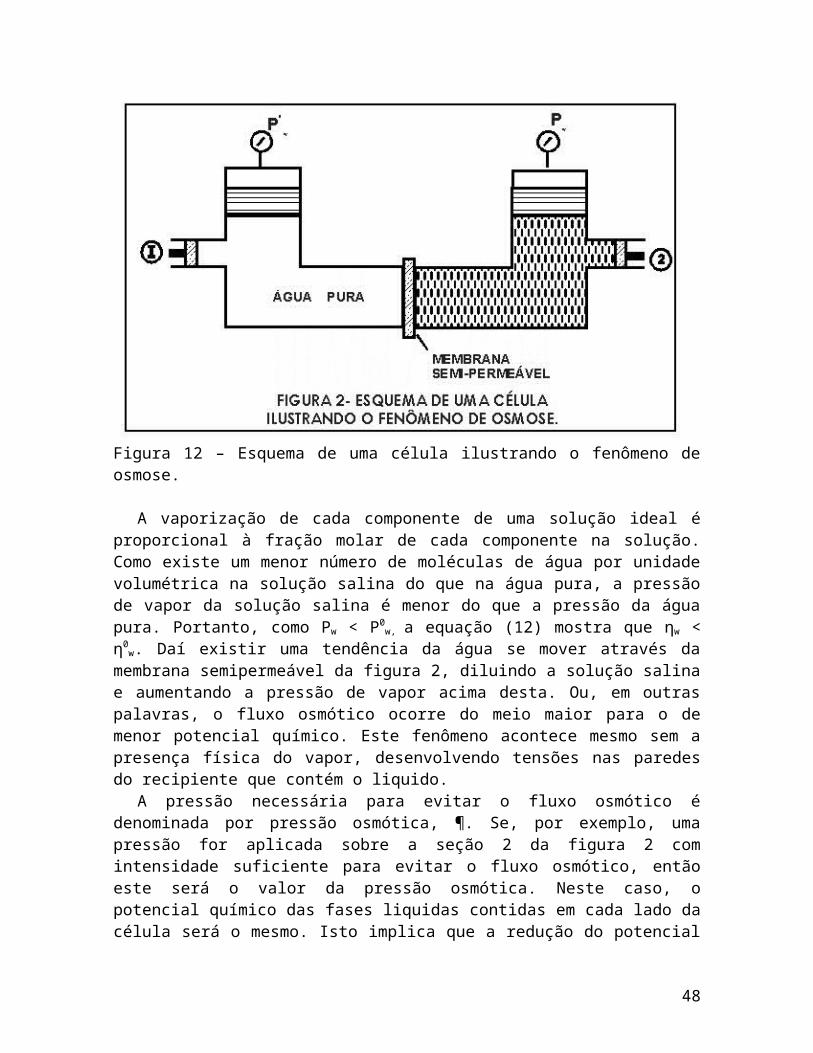
Tabela 6 – Aditivos Específicos para Preparo e Manutenção dos Fluidos a Base Óleo, Disponíveis no Mercado Nacional.
Nome do Aditivo por Fornecedor Função DescriçãoBaroid M-I Baker POLAND Outros
INVERMULEZ-MUL
NOVA MUL CARBOMUL STARMUL LIOMULNEOVERT
Emulsificante Sabões de cálcio e/ou derivados
amínicosEZ-MUL NOVAWET Agente óleo-
molhanteDerivados amínicos
GELTONE VG-69CLAYTONE
CARBOGEL STARVIS Gelificante e agente de suspensão
Argila organofílica, ex. bentonita amínica
ATC NOVATHIN Dispersante Óleos sulfonatados
RM 63 VERSA HRP CARBOTEC S STARPAG Modificadores reológicos
Ácidos graxos polimerizadps.
Duratone ECOTROL INTOIL UNINVERT RF Controlador de filtrado
Polímeros ou lignitos amínicos, ou derivados de ácidos graxos
A temperatura do poço afeta bastante as propriedades das emulsões inversas. Temperatura alta tende a reduzir a viscosidade e a densidade. Por isso, recomenda-se fazer os testes dos fluidos a base óleo a temperaturas maiores do que a ambiente. O teste de reologia deve ser efetuado a cerca de 120ºF, e o teste de densidade a temperatura de, no mínimo, 80ºF. No entanto, as propriedades que informa melhor a respeito da estabilidade do sistema são a estabilidade elétrica e o filtrado. Uma emulsão inversa estável produz um filtrado livre de água, isto é, somente óleo. A presença de água no filtrado pode ser devido a:1 – baixo grau de dispersão dos sólidos, e/ou;2 – concentração inadequada dos tensoativos.
9- CONTAMINAÇÃO E TRATAMENTO
Os fluidos a base óleo são em geral bastante resistentes aos contaminantes encontrados durante a perfuração. Os contaminantes comuns dos fluidos a base água tais como sólidos argilosos, sal, cimento e anidrita, tem pouca influência sobre as propriedades dos fluidos a base óleo. O contaminante mais sério para esses sistemas é a água. Ao se perfurar um poço com influxo de água, esta pode provocar desde a modificação das propriedades até a separação das fases da emulsão. Uma maneira de evitar a quebra da emulsão em tal caso é manter um excesso de tensoativos. O primeiro sintoma da contaminação por água é a elevação da viscosidade do sistema (veja tabela 7). Vários tratamentos podem ser prescritos
48
no combate à contaminação por água doce ou salgada. Todos eles, no entanto, devem conduzir ao mesmo objetivo, isto é, manter os sólidos molháveis por óleo e capacitar o sistema a emulsionar a água. Entretanto, os métodos e aditivos empregados podem diferir em função de cada tipo de fluido a base óleo que está sendo usado.
Os sólidos perfurados podem também alterar ligeiramente a viscosidade e a densidade dos fluidos a base óleo. O incremento de sólidos proporciona um aumento na viscosidade e densidade, mas reduz a estabilidade. O tratamento dos efeitos da contaminação por sólidos quase sempre envolve a eliminação dos mesmos pelos equipamentos extratores de sólidos ou a diluição do fluido. A eliminação dos sólidos através de peneiras parece ser mais eficiente e econômica do que através de hidrociclones e centrifugador. Como os fluidos a base óleo em geral não provocam a desintegração em demasia dos cascalhos, é possível utilizar peneiras vibratórias com varias telas em série. Dessa maneira, pode-se usar tela tão fina quanto da ordem de 200 mesh. A associação de hidrociclones com telas finas (150 a 325 mesh), denominado depurador (mud-cleaner), também tem se mostrado eficiente no tratamento de sólidos das emulsões inversas.
Quando a temperatura do fluido é alta, pode ocorrer evaporação da fase aquosa em quantidades significativas para aumentar a razão óleo-água e a salinidade. A perda por evaporação deve ser reposta a fim de evitar mudanças na estabilidade elétrica do fluido.
Em qualquer caso de alteração das propriedades dos fluidos a base óleo, presumindo-se uma contaminação, deve-se efetuar um teste piloto com uma amostra do fluido, a fim de se fazer um diagnostico e empregar os aditivos corretos em quantidades adequadas ao tratamento.
Tabela 7 – Guia Geral para Detectar problemas e Proceder Tratamento nos Fluidos não aquosos
A. PROBLEMA: VISCOSIDADE INSUFICIENTE
Causa TratamentoConcentração insuficiente de emulsificante
Adicionar argila organofílicaAdicionar modificador reológico
Conteúdo Baixo de Água Adicionar salmouraFluido Novo, Falta de cisalhamento Cisalhar o fluido pela broca ou
unidade cisalhadora.
49
B. PROBLEMA: VISCOSIDADE EXCESSIVA
Causa TratamentoConteúdo Alto de Água (fluxo de água salgada) Diluição com base orgânicaSólidos perfurados Incorporados
1. Sólidos Altos (% volume)2. Problema de Sólidos Finos3. Sólidos molhados por água
Utilize extratores de sólidosAdicionar agente molhanteAdicionar emulsificante e cal
Instabilidade da Temperatura Elevada Converter para formulação HPHTGases ácidos Adicionar cal , aumentar o peso do
fluido.Tratamento excessivo com viscosificante Diluir com óleo
C. PROBLEMA: AUMENTO NA FILTRAÇÃO HTHP
Causa TratamentoEmulsão Fraca Adicionar emulsificante primário e calDistribuição granilométrica inadequada dos sólidos
Adicionar calcário Adicionar redutor de filtrado
Instabilidade em temperatura Elevada Converter para HPHT
D. PROBLEMA: ÁGUA NO FILTRADO HTHP
Causa TratamentoEmulsão Fraca Adicionar emulsificante primário e calInstabilidade em Temperatura Elevada Converter para HPHT
E. PROBLEMA: SÓLIDOS MOLHADOS POR ÁGUA
Causa TratamentoSupersaturação Dilua com água
Adicione emulsificante , cal e agentes molhantes*
Sólidos Excessivos Utiliza extratores de sólidosTratamento insuficiente Adicione emulsificantes e cal* Agentes molhantes deveria ser usado economicamente e somente quando outros tratamentos e métodos são ineficazes.
F. PROBLEMA :TELA DE PENEIRA DE LAMA ENCERADA
Causa TratamentoSólidos molhados por água Adicione agente molhante*, emulsificante e cal
50
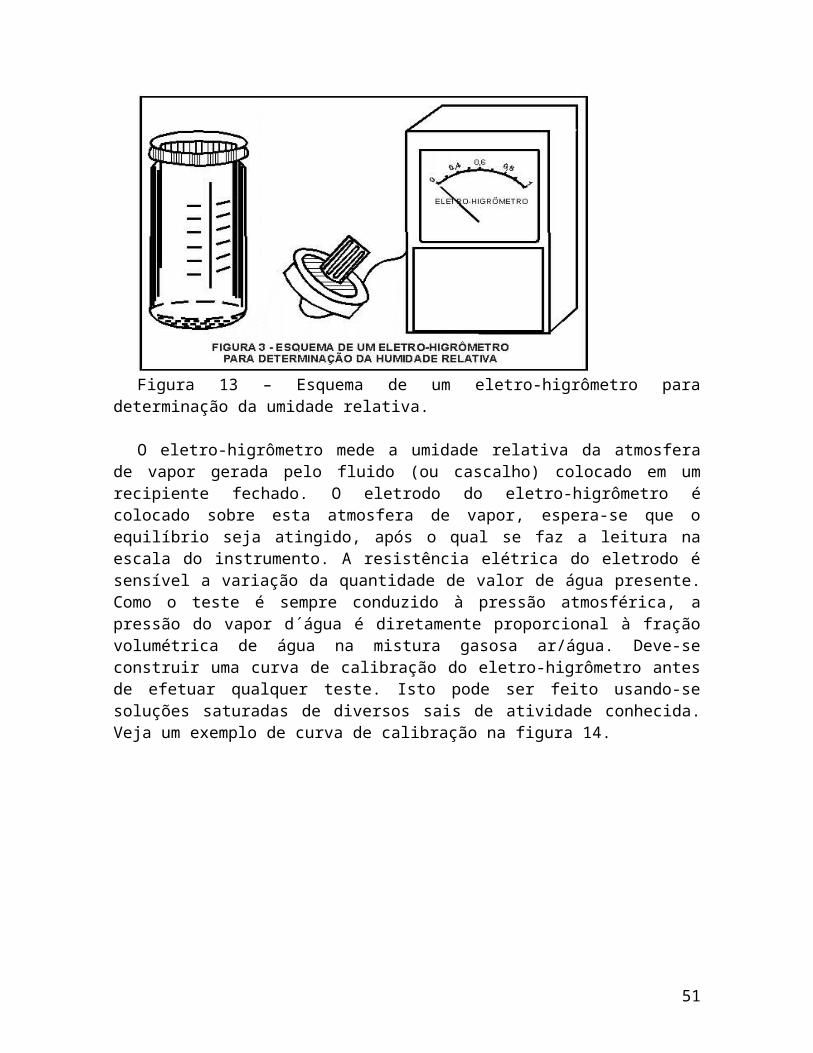
* Agentes molhantes devem ser usados economicamente e somente quando outros tratamentos e métodos são ineficazes.
G. PROBLEMA: INFLUXO DE ÁGUA
Indicador TratamentoDecréscimo na razão O/ W Aumente peso do fluido e adicione a
base orgânica , emulsificante e cal.Decréscimo no Peso do Fluido Aumente peso do fluido e adicione a
base orgânica , emulsificante e cal.
H. PROBLEMA: CONTAMINAÇÃO CO2
Indicador TratamentoDecréscimo Pm Aumente o peso do fluido, adicione cal Aumento da Reologia Dilua com a base orgânica e emulsificantes
I – PROBLEMA: CONTAMINAÇÃO POR SULFITO DE HIDROGÊNIO
Indicador TratamentoDecréscimo Pm Aumente o peso do fluido, adicione calOdor de ovos podres Aumente o peso do fluido, adicione calFluido enegrecido Adicione sal ou óxido de zincoColuna de perfuração enegrecida Adicione protetor de corrosão.
J. PROBLEMA: PERDA DE CIRCULAÇÃOCausa Tratamento
Pressão hidrostática excessiva Reduza o peso do fluido , use LCMPerda de carga anular excessiva Reduza a viscosidade do fluido e/ou a vazão
de circulação, use LCM“surge pressure” excessivo Diminua a velocidade da descida da coluna ,
reduza a viscosidade do fluido , use LCM
51
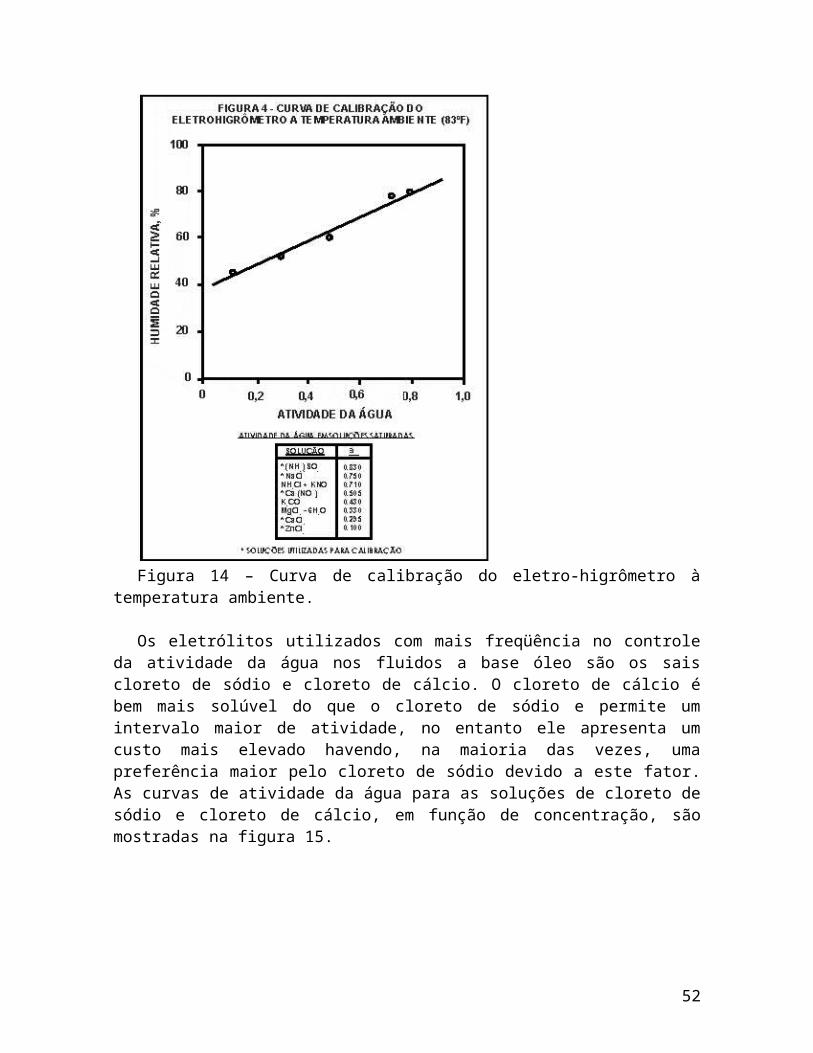
10-CÁLCULOS E TABELAS
BRINE TABLES – TABELAS DE FLUIDO DE COMPLETAÇÃO (?).
% Peso CaCl2
Densidade (kg/l)
Densidade (lb/gal)
Cl – (mg/l) CaCl2
(lb/bbl)Água (bbl) Atividade
Brine (Fluido de
Completação) (Aw)
2 1.015 8.46 12,969 7.1 0.995 0.9894 1.032 8.60 26,385 14.5 0.990 0.9806 1.049 8.75 40,185 22.0 0.986 0.9718 1.066 8.89 54,496 29.9 0.981 0.96010 1.084 9.04 69,190 37.9 0.975 0.94812 1.101 9.19 84,459 46.3 0.969 0.93214 1.120 9.34 100,175 54.9 0.963 0.91416 1.139 9.50 116,403 63.8 0.957 0.89218 1.158 9.66 133,141 72.9 0.950 0.86720 1.178 9.82 150,455 82.4 0.942 0.83722 1.198 9.99 168,343 92.2 0.934 0.80424 1.218 10.16 186,743 102.3 0.926 0.76726 1.239 10.33 205,781 112.7 0.917 0.72628 1.260 10.51 225,395 123.5 0.907 0.68330 1.282 10.69 245,647 134.6 0.897 0.63732 1.304 10.87 266,474 146.0 0.886 0.59034 1.326 11.06 288,004 157.8 0.875 0.54136 1.349 11.25 310,237 170.0 0.863 0.49238 1.372 11.44 333,109 182.5 0.851 0.44340 1.396 11.64 356,683 195.4 0.837 0.395
% volume de sal = 100 x (1.0-bbl água)Propriedades baseadas em 20ºC e 100% de pureza.
52
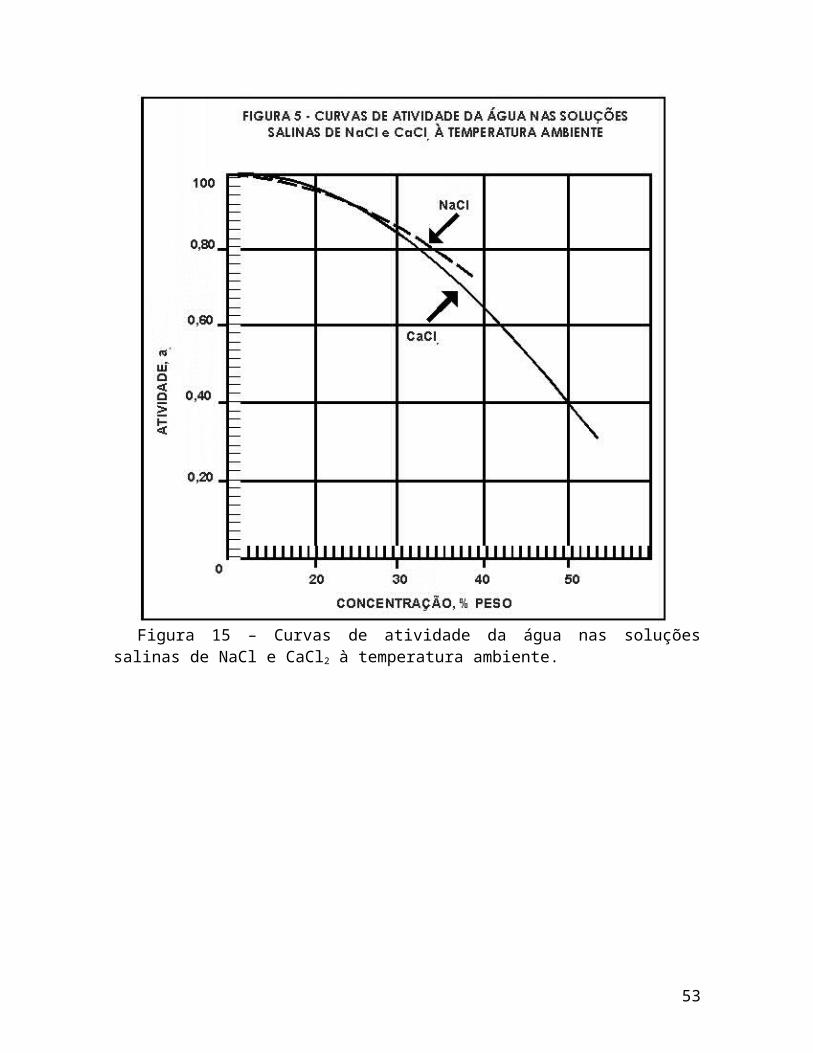
Tabela 2: Cloreto de cálcio brine.
% volume de sal = 100 x (1.0-bbl água)Propriedades baseadas em 20ºC e 100% de pureza.
Tabela 3 – Solução salina de cloreto de sódio
10.1-CONVERSÕES DA SOLUÇÃO SALINA
Densidade (lb/gal) = SG x 8.34CaCl2 (ppm) = % CaCl2 x 10.000Cloretos (ppm) = % CaCl2 x 6.390NaCl (ppm) = % NaCl x 10.000Cloretos (ppm) = % NaCl x 6.065
ppm NaCl = % NaCl x 10000
Onde:
Ag – 0.282 cm3 de nitrato de prata usado na determinação dos cloretos/ cm3 fluido.
53
% peso do sal = (Ag x C) (Ag x C) + (% H2O X 10) X 100
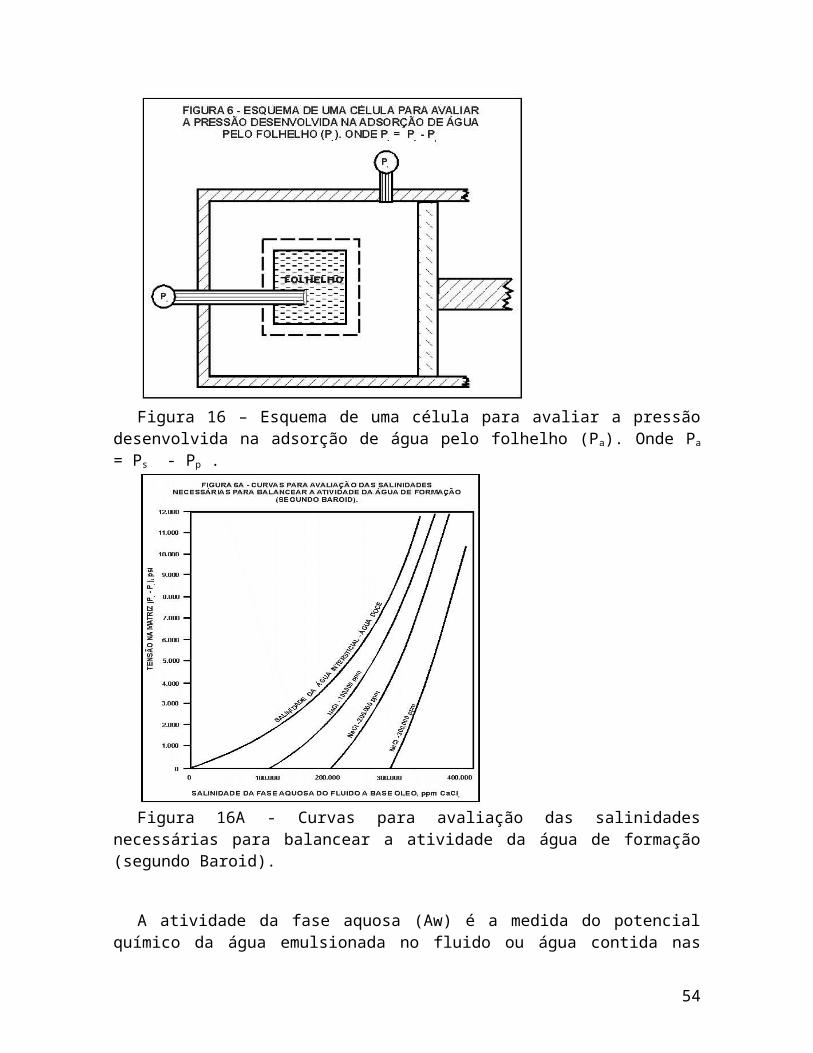
C = constante salina (?)% H2O = volume da % de água da retortaC = 16,5 para NaCl e 15,65 para CaCl2
10.2-EQUAÇÕES DA ATIVIDADE DA SOLUÇÃO SALINA (Aw):
As seguintes equações podem ser usadas para determinar a atividade da água (Aw).
Cloreto de cálcio:Aw = 1+ 0.001264834 (% CaCl2) – 0.0006366891 (% CaCl2)2 + 5.877758 x 10-6 (% CaCl2)3
Cloreto de sódio:Aw = 1 – 0.004767582 (% NaCl) – 0.0001694205 (% NaCl)2
Cloreto de magnésio:Aw = 1 – 0.002444242 (%MgCl2) – 0.0004608654 (% MgCl2)2
Cloreto de potássio:Aw = 1 – 0.003973135 (% KCl) – 7.47175 x 10-5 (% KCl)2
Ajuste da atividade da água
A seguinte técnica deverá ser usada para determinar a quantidade de cloreto de cálcio solicitada para ajustar (decréscimo) a atividade da água para um valor desejável, aumentando a salinidade da solução.
Aumento da salinidade da solução:1.. Usando a retorta , determine a % de água2. Titule os cloretos e calcule a concentração inicial de Cloreto de Calcio3. Estime a atividade atual do fluido usando a Tabela , ou use a equação de atividade.4. Calcule a concentração inicial de CaCl2 ( lb/bbl)
% Peso inicial do CaCl2: % CaCl2
% volume de água: % H2O
CaCl2 1(lb/bbl inicial) =
5 . A partir do valor da atividade do folhelho , determine a concentração de sal ( % CaCl2) usando a tabela , ou a equação de atividade. Usando a equação mostrada abaixo , determine a quantidade de CaCl2 requerida para reduzir a atividade para o valor desejado.% Peso de CaCl2 desejado: % CaCl2 2% Pureza de CaCl2: % pureza
54
% CaCl2 x % H2O x 3.5 100 - % CaCl2
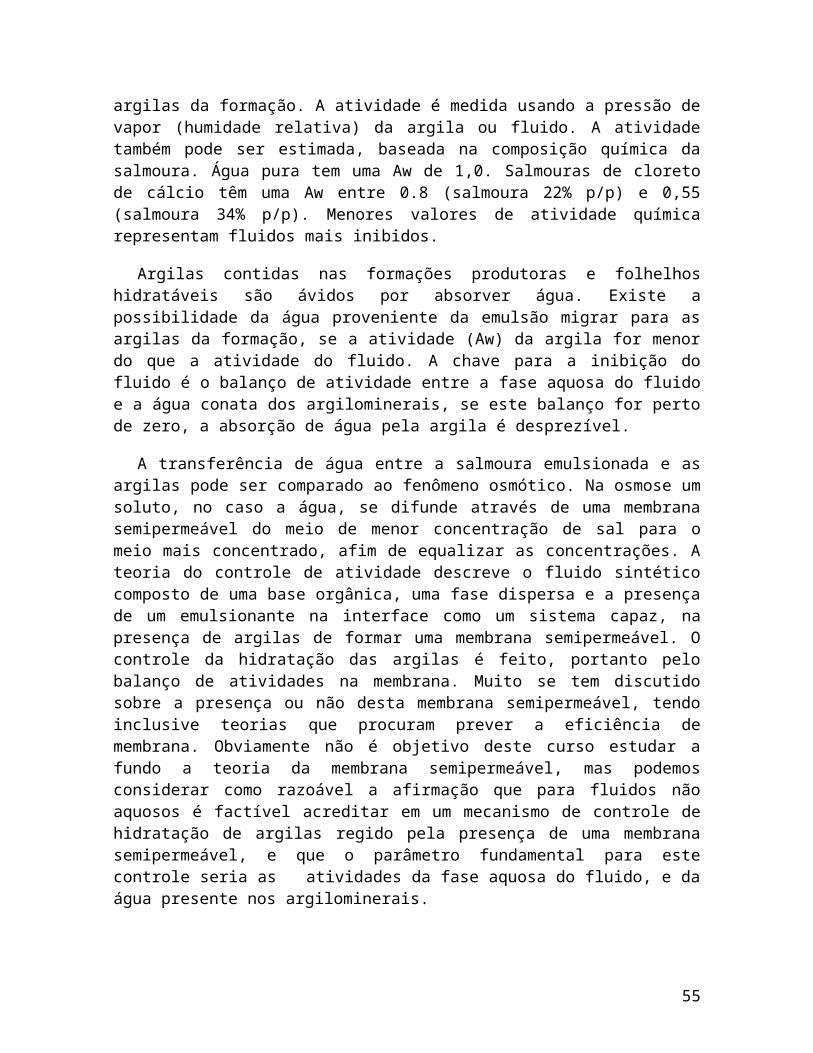
CaCl2 (lb/bbl)=A adicionar
Exemplo:Dados:ml de AgNO3 : 4,5 ml % Volume de água: 20 % Pureza: 78Estime a atividade inicial do fluidoCalcule a concentração inicial de CaCl2 do fluidoCalcule a concentração de CaCl2 a ser adicionada ao fluido, necessária para reduzir a atividade para 0,6
Solução:% peso do sal = 100x (Ag x C) = 100x4,5 x 15,65 / ( 4,5x15,65 + 20 x10) =26,04% (Ag x C) + (% H2O X 10)
Pela tabela de CaCl2, temos : Ai= 0,726
CaCl2 1 (lb/bbl) = % CaCl2 x % H2O x 3.5 = 26,04x20x3,5/(100-26,04) = 24,64 100 - % CaCl2
Para uma atividade de 0,6 temos pela tabela :
(0,6 – 0,59) / (0,637 – 0,59 ) = (x – 32 )/ (30 – 32 ) , X = 31,58%CaCl2 = 31,58 %
CaCl2 (lb/bbl)=A adicionar
CaCl2 (lb/bbl)= (31,58 / (100-31,58) - 24,64 /(100 – 24,64 ) )x 350x20/78 = 12,07 lb/bblA adicionar
Ocasionalmente um aumento na atividade ( redução no conteúdo de sal ) pode ser desejável ,Isto é mais comum quando se perfura sal , quando a concentração de sal aumenta devido a evaporação ou quando sobretratamentos ocorrem. O seguinte procedimento pode ser usado para determinar a quantidade de água necessária para ajustar a atividade para um determinado valor.
55
% CaCl2 2 - % CaCl2 1 x 350 x % H2O100 - % CaCl2 2 100 - % CaCl2 1 % pureza
% CaCl2 2 - % CaCl2 1 x 350 x % H2O100 - % CaCl2 2 100 - % CaCl2 1 % pureza
Redução da salinidade da solução:1. Usando a retorta , determine a % de água2. Titule os cloretos e calcule a concentração inicial de Cloreto de Calcio3 Estime a atividade atual do fluido usando a Tabela , ou use a equação de atividade.4. Calcule a concentração inicial de CaCl2 ( lb/bbl)
% Peso inicial de CaCl2: % CaCl2
% Volume de água: % H2O
CaCl21(lb/bbl inicial) =
5 – Usando o valor desejado para a atividade do fluido, determine a concentração desejada do sal, % CaCl2, usando a Tabela de Salinidade da Solução ou a equação de atividade. Usando a equação abaixo, determine a quantidade de água necessária para aumentar o Aw para o valor desejável.
% Peso desejado de CaCl2: % CaCl2 2
Água = = =para adicionar ( bbl/bbl)
Exemplo:% Peso inicial de CaCl2: 22% Volume de água: 10% Peso desejado de CaCl2 2: 15
4 – CaCl2 1 Inicial (lb/bbl fluido total): 9.875 – Água para adicionar (bbl/bbl): 0.0598
RAZÃO ÓLEO/ÁGUA
Os cálculos de razão óleo /água necessitam dos valores de retorta , devemos sempre nos lembrar que os volumes de água na retorta devem ser corrigidos pela salinidade . A metodologia de cálculo é a seguinte:
Razão óleo (O) =
56
% CaCl2 x % H2O x 3.5 100 - % CaCl2
(100 x CaCl2 1) – (%CaCl2 2 x CaCl2 1) – (% CaCl2 2 x % H2O x 3.5) % CaCl2 2 x 350
% óleo% óleo + % H2O x 100
Razão água (W) = 100 – razão óleo ou
Razão água (W) =
Correção simplificada dos valores de água na retorta em função da salinidade:
NaCl Valor corrigido de água =( 1+0,135 x( salinidade em mg/l / 311300))x valor lidoCaCl2 - Valor corrigido de água = (1+ 0,22 x( salinidade em mg/l / 558300))x valor lido
Exemplo:% Volume de óleo: 56% Volume de água: 24% Volume de sólidos: 20salinidade : 350000 mg/l de CaCl2% de água corrigida = (1+ 0,22x350000/558300)x24 = 27,3
Razão óleo =
Razão água =
Razão óleo/água : (O/W) = 67 / 33
AJUSTANDO A RAZÃO O/W : Através de cálculos simples envolvendo dados de retorta , um aumento ou redução da razão óleo / água pode ser feito. Quando o fluido é adensado , o tratamento para ajuste da razão óleo / água reduz o peso do fluido . Os volumes adicionais de líquido e barita aumentam o volume do sistema .
Aumentando a razão óleo-água:Óleo ou base sintética deve ser adicionado ao fluido para aumentar a razão óleo / água
Para calcular a quantidade de óleo requerida para aumentar a razão óleo / água , devemos seguir os seguintes passos:
1- Registre a volume de óleo na retorta como : % óleo
57
% H2O % H2O + % óleo x 100
56 56 + 27,3 x 100 = 67,2% óleo
27,327,3 + 56 x 100 = 32,8% água
2- Registre a volume de água na retorta como : 3- Corrija a razão de água pela salinidade e registre como %H2O4- Registre a razão de água na razão óleo / água desejada como WR5- Calcule o volume de óleo a ser adicionado em barris:
Óleo adicionado (bbl/bbl fluido) =
Nesta equação:
Volume do líquido novo (bbl/bbl fluido) =
Volume do líquido original (bbl/bbl fluido) =
Volume do líquido = volume do líquido original + óleo para adicionar.
Exemplo:% Volume do óleo (retorta): 51%% Volume da água (retorta corrigida): 9%Razão O/W original: 85/15Razão O/W desejada: 90/10 (OR = 90, WR = 10)
Para aumentar a razão O/W de 85/15 para 90/10, calcule a quantidade de óleo que deve ser adicionada:
Óleo para adicionar (bbl/bbl fluido) =
Óleo para adicionar (bbl/bbl fluido) = bbl de óleo por bbl de fluido.
DIMINUINDO A RAZÃO ÓLEO/ÁGUA
Água ou salmoura deve ser adicionada ao sistema para diminuir a razão óleo / água
Para calcular os barris de água (doce) exigidos para decrescer a razão O/W:1- Registre a volume de óleo na retorta como : % óleo2-Registre a volume de água corrigida na retorta como : % água
58
% H2O - (% óleo + % H2O) WR 100
(% óleo + % H2O) 100
% H2O WR
% H2O - (% óleo + % H2O) WR 100
9 - (51 + 9) = 0.9 – 0.6 = 0.30 10 100
3-Registre a percentagem de óleo na razão óleo / água desejada como OR 4- Calcular os barris de água para adicionar:
Água para adicionar (bbl/bbl fluido) =
CÁLCULOS DA SALINIDADE DA FASE AQUOSA
Nomenclatura:MWt = Peso do fluido (lb/gal)OR = Razão óleoWR=Razão águaSolução salina wt = peso da solução salinaAg = ml de AgNO3 (0.282N) por cm3 de fluido% H2O = % água da retorta% óleo = % óleo da retorta% Cor. Sólidos = % sólidos corrigidos% LGS = % Sólidos de baixa gravidade (sólidos drill + VG-69)% HGS = % Sólidos de alta gravidade (peso material)% CaCl2 = % por peso de cloreto de cálcioSGWTMATL = gravidade específica do material adensanteSGóleo = gravidade específica. do óleo
FÓRMULAS:
1) OR =
2) WR = 100 – OR
3) % CaCl2 (wt) =
4) CaCl2 (lb/bbl fluido total) = Ag x 5.47755) Peso da solução salina (lb/gal) = 8.34 x {1 + [8.09 x 10 -3 x (% CaCl2)] + [4.095 x
10-5 x (% CaCl2)2] + [1.422 x 10-7 x (% CaCl2)3]}6) SGBR = peso da solução salina ¸ 8.34.
7) % CaCl2 por volume =
8) % Cor. Sólidos = 100 - % H2O - % óleo - % CaCl2 (vol).
59
% óleo - (% óleo + % H2O) OR 100
% óleo % óleo + % H2O x 100
Ag x 1.565 (Ag x 1.565) + % H2O x 100
834 (SGBR x 8.34) (100 - % CaCl2) - 1 x % H2O
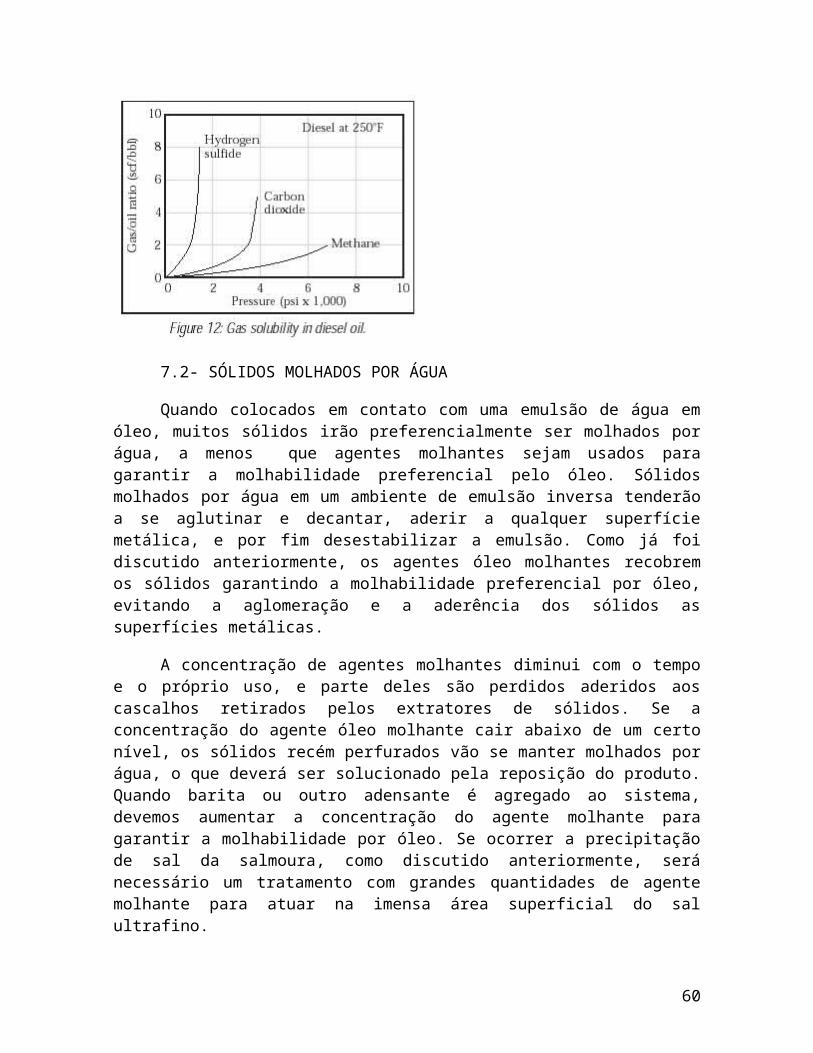
9) % LGS = 10) % HGS = % Cor. Sólidos - % LGS.11) LGS (lb/bbl) = 9.1 x % LGS12) HGS (lb/bbl) = % HGS x SGWTMATL x 3.5.
NOTA: As equações de 6 até 12 , servem tanto para NaCl quanto para CaCl2
Cálculos da salinidade da solução salina exigem o seguinte:
% H2O = % H2O retortaAg = ml de 0.282N AgNO3 por cm3 de fluido.
A partir destes dados, podemos calcular outros valores de concentração usando as seguintes equações:A) Cloreto de cálcio(Supondo que todo o conteúdo do sal é composto de cloreto de cálcio.).1) CaCl2 % =
2) CaCl2 (lb/bbl fluido total) = Ag x 5.47753) SGBR = 1.000318525 + (8.0899459 x 10-3 x % CaCl2) + (4.0944872 x 10-5 x [% CaCl2]2) + (1.4220309 x 10-7 x [%CaCl2]3)4) Peso da solução salina (lb/gal) = SGBR x 8.345) CaCl2 (mg/l) = 10.000 x % CaCl2 x SGBR
6) CaCl2 (ppm) = % CaCl2 x 10.0007) Cloretos (mg/l) = % CaCl2 x SGBR x 6.393
Exemplo:% H2O = 10Ag = 2 ml de 0.282 N AgNO3 por cm3 de fluido% CaCl2 (wt) = 23.84CaCl2 (lb/bbl fluido total) = 11.0SG CaCl2 solução salina = 1.218Peso da solução salina (lb/gal) = 10.16CaCl2 (mg/l) = 290,440CaCl2 (ppm) = 238,385Cloretos (mg/l) = 185,679
B) Cloreto de sódio(Supondo que todo o conteúdo do sal é composto por cloreto de sódio.).1) % NaCl (wt) =
60
Ag x 1.565 x 100(Ag x 1.565) + % H2O
Ag x 1.649 (Ag x 1.649) + % H2O x 100
2) NaCl (lb/bbl fluido total) = Ag x 5.7753) SGNaCl = 1.000002116 + (7.1014067 x 10-3 x % NaCl) + (1.1917074 x 10-5 x [% NaCl]2) + (3.7654743 x 10-7 x [% NaCl]3) 4) Peso da solução salina (lb/gal) = SGNaCl x 8.345) NaCl (mg/l) = 10000 x % NaCl x SGNaCl
6) NaCl (ppm) = % NaCl x SGNaCl x 6.065
Exemplo:% H2O = 15Ag = 1,2 ml de 0.282 N AgNO3 por cm3 de fluido% NaCl (wt) = 11.65NaCl (lb/bbl fluido total) = 6.93 SG NaCl solução salina = 1.085Peso da solução salina (lb/gal) = 9.05NaCl (mg/l) = 126,523NaCl (ppm) = 116,608Cloretos (mg/l) = 76,736.
EXERCÍCIOS
Exercício 1:
Um fluido de perfuração a base sintética foi submetido a um teste de retorta, obtendo-se os seguintes resultados:
% sólidos: 9% vol.% óleo: 61% vol.% água: 30% vol.
A fase aquosa contém 260000 ppm de NaCl. Determinar a razão óleo-água do sistema.
Solução:
Corrigindo-se os valores da retorta, temos:
(% água)corr = (% água) X Cva
Onde Cva = 1,13, da tabela 3 Então:
(% água)corr = 30 x 1,13 = 33,9%
A razão óleo:
61
RO = (61 / (61 + 33,9)) x 100 = 64,3
A razão água:
RA = 100 – RO = 35,7
Portanto, a razão óleo-água :
ROA = RO / RA = 64,3/35,7
Exercício 2:
A análise do teste de retorta de uma emulsão inversa forneceu os seguintes resultados já corrigidos:
% sólidos: 20%% óleo: 60%% água: 20%.
Calcular a quantidade de fase óleo ou fase água necessária para alterar a razão óleo-água do referido fluido para:
1 - 80/20 2 - 70/30
Solução:
Determinando a razão óleo-água atual do fluido:
RO = 60 / 60 + 20 x 100 = 75
RA = 100 – 75 = 25
Então: ROA = 75 / 25
a) Para alterar a razão óleo-água atual (75 / 25) para 80 / 20, devemos adicionar a fase óleo. Tomando por base de cálculo 100 bbl do sistema, vem:
volume de fase óleo a ser adicionado será: % H2O - (% óleo + % H2O) WR 100
100 x(20/20 – (60 + 20 )/100) = 20 bbl /100 bbl
ouRO= 60/80 (60 + %óleo)/(80+%óleo) = 80/20
62
%óleo = 20
Para alterar a razão óleo-água atual para 70 / 30, devemos adicionar a fase aquosa. Então:
RA= 20/(20+60) 20/80(20+%água) / (80+%água)=70/100%água = 5,7 bbl / 100 bblou
água a ser adicionada =% óleo - (% óleo + % H2O) OR 100=60/70 - (60 + 20 )/100= 5,7 bbl/100 bbl
Convém observar que toda vez que se adicionar fase óleo ao sistema a massa específica
do fluido irá diminuir. Portanto, se o fluido é densificado então é necessário adicionar barita para obter a massa especifica programada. Neste caso, o agente de molhamento pode ser necessário também para evitar a decantação da barita.
Quando for a fase aquosa a ser adicionada, deve-se levar em consideração a salinidade do fluido e adicionar sal em quantidade suficiente para manter esta propriedade. Além disso, toda água incorporada ao sistema deve estar emulsionada, portanto a adição de emulsificantes muitas vezes é imprescindível para manter a emulsão estável.
Um cálculo mais completo sobre composição dos fluidos a base óleo, determinando não apenas as quantidades das fases óleo e água, mas as quantidades de todos aditivos envolvidos no sistema, é exemplificado, a seguir, como exercício 3.
Exercício 3:Calcular as quantidades necessárias expressas em unidades de operação, dos
componentes empregados na formulação do sistema de emulsão inversa NOVA-MUL, para o preparo de 100 bbl do referido fluido com as características e composição citadas abaixo:
a) Atividade = 0,76 utilizando NaClRazão O / A = 70 / 30
b) Atividade = 0,76utilizando NaCl Razão O / A = 70 / 30
ρ = 11,0lb / gal utilizando baritina.
c) Atividade = 0,76 utilizando NaClRazão O / A = 70 / 30
ρ = 11,0 lb / gal utilizando calcita.Composição:
Aditivos Densidade Unidade de OperaçãoNormal parafina 0,80 bblNova-Mul Conc. 8,5 lb / bbl 0,91 200 l / tb
63
Nova wet 1 lb/bbl 0,91 200 l / tbSol. NaCl F (razão O/A e atividade) - Bbl
NaCl qsp 1,9 50 kg/scCa(OH)2 6,0 lb / bbl 3,2 20 kg / scVG-69 3,0 lb / bbl 2,00 50 lb / scCalcita Para peso 11,0 2,6 30 kg/scBaritina Para peso 11,0 4,2 50 kg / sc
Solução:
Considerando as seguintes notações:
C – Concentração do aditivo, em lb / bbl.Vt – Volume do sistema a preparar, em bbl.ρ – Peso líquido, em kg / tbQ – Peso líquido, em kg / sc.Vo – Volume da fase óleo, em bbl.Va – Volume da fase água, em bbl.
a) O peso líquido do Nova-mul, considerando a tabela de dados é 0,91 kg / l x 200 l / tb = 181,44 kg / tb. Portanto, a quantidade do Nova-mul a ser adicionado é:
Vol. de Nova-mul = C x Vt / 2,2 x ρ (tb)Vol. de Nova-mul = 8,5 x 100 / 2,2 x 181,44 = 2,1 tb = 2,7 bbl
Analogamente ao cálculo da quantidade de Nova-mul, a quantidade de Novawet será:
Vol. de Novawet = C x Vt / 2,2 x ρ (tb)Vol. de Novawet = 1,0 x 100 / 2,2 x 181,44 = 0,25tb = 0,31bbl
A quantidade de cada aditivo sólido será calculada levando em consideração sua massa líquida por saco:
Nº de sacos de Cal Hidratada = C x Vt / 2,2 x QNº de sacos de Cal Hidratada = 6,0 x 100 / 2,2 x 20 = 13,6 sacos de 20 kg = 0,54 bblNº de sacos de VG-69 = C x Vt / 2,2 x QNº de sacos de VG-69 = 3,0 x 100 / 50 = 6 sacos de 50 lb = 0,43 bbl
Cálculo do volume total de aditivos sólidos e líquidos, exceto as fases óleo e água e o densificante (Vl):
Vl = Vol. Nova-mul + Vol. Novawet + Vol. Ca(OH)2 + Vol. VG-69Vl = 2,7 + 0,31 + 0,54 + 0,43 = 3.98 = 4 bbl
Cálculo dos volumes da fase óleo (Vo) e da fase água (Va):
64
Vo + Va + Vl = 100Vo + Va = 100 – Vl = 100 – 4,0 = 96 bblVo = RO (Vo + Va) / 100Vo = 70 x 96 / 100 = 67,2 bbl
Va = RA (Vo + Va) / 100 = 30 x 96 / 100 = 28,8 bbl
Consultando o gráfico da tabela 3, verificamos que para uma atividade de 0,76 devemos ter uma salinidade da fase aquosa de 311.000 mg / l de NaCl.
Cálculo da quantidade de sal (NaCl) em sacos de 50 kg:
Nº de sacos de NaCl = 0,311 (kg / l) x Va (l) / Q (kg / sc)Nº de sacos de NaCl = 0,311 x 28,8 x 159 / 50 = 28,5 sc = 4,7 bblVol. de água doce = Va – Vol. de NaCl = 28,8 – 4,7 = 24,1 bbl
Resumo das quantidades calculadas:
Parafina: 67,2 bbl Nova-mul: 2,1 tb de 200 lNovawet: 0,25 tb de 200 lÁgua Doce: 24,1 bblNaCl: 28,5 sc de 50 kgCa(OH)2: 13,6 sc de 20 kgVG-69: 6 sc de 50lb.
b) Vl = 4,0bbl
No cálculo da massa específica do sistema sem densificante (ρE), consideraremos apenas a fase óleo e a fase água, devido às baixas concentrações e densidades dos demais aditivos.
ρE = (RO x ρ óleo + RA x ρsol) / 100
Consultando a tabela 4, verificamos que uma solução aquosa contendo 311.000 mg / l de NaCl possui massa especifica (ρsol.) igual a 10,0 lb / gal. Logo:
ρE = (70 x 6,7 + 30 x 10) / 100 = 7,7 lb / gal
Cálculo da quantidade de baritina necessária à elevação da massa especifica de 7,7 lb / gal para 11,0 lb / gal (ρT), para 100 bbl de sistema Nova-mul:
Massa de baritina + massa do sistema sem densificante = massa do sistema final (mb) (mE) (mT)
65
ρbVb + ρEVE = ρTVT
35 lb / gal x Vb (bbl) + 7,7 lb / gal x (100 (bbl) – Vb (bbl)) = 11 lb / gal x 100 (bbl)
Vb = 12,1 bbl = 162 sacos de 50 kg.VL + Vb = 4,0 + 12,1 = 16,1bblVo + Va = 100 – (VL + Vb)Vo + Va = 100 – 16,1 Vo + Va = 83,9 bblVo = RO x (Vo + Va) / 100 = 70 x 83,9 / 100 = 58,7 bbl Va = RA (Vo + Va) / 100 = 30 x 83,9/ 100 = 25,2 bbl.
Concentração de NaCl = 311.000 mg / l, para atividade = 0,76Cálculo da quantidade de NaCl em sacos de 50 kg:
Nº de sacos de NaCl = 0,311 (kg / l) x Va (l) / Q (kg / sc) = 0,311 x 25,2 x 159 / 50 = 24,9sacos = 4,1 bbl.
Resumo das quantidades calculadas:
Parafina:: 58,7 bbl Novamul: 2,1 tb de 200 lNovawet: 0,5 tb de 200 lÁgua Doce: 20,6 bblNaCl: 24,9 sc de 50 kgCa(OH)2: 13,6 sc de 20 kgVG-69: 6 sc de 50 lbBaritina: 162 sc de 50 kg.
c) VL = 4,0bbl ρE = 7,7 lb / gal
Cálculo da quantidade de calcita necessária á elevação da massa especifica de 7,7 lb / gal para 11,0 lb / gal (ρT), para 100 bbl de sistema:
Massa de calcita + massa do sistema sem densificante = massa do sistema final (mC) (mE) (mT)
ρCVC + ρEVE = ρTVT
22,5 lb / gal x VC (bbl) + 7,7 lb / gal x (100 – VC) bbl = 11 lb / gal x 100 (bbl)VC = 22,3 bbl = 307sacos de 30 kg
VL + VC = 4,0 + 22,3 = 26,3bblVo + Va = 100 – (VL + VC)Vo + Va = 100 – 26,3= 73,7 bblVo = RO x (Vo + Va) / 100 = 70 x 73,7/ 100 = 51,6 bbl
66
Va = RA (Vo + Va) / 100 = 30 x 73,7 / 100 = 22,1 bbl
Concentração de NaCl = 311.000 mg / l, para atividade = 0,75Cálculo da quantidade de NaCl em sacos de 50 kg.
Nº de sacos de NaCl = 0,311 (kg / l) x Va (l) / Q (kg / sc) = 0,311 x 22,1 x 159 / 50 = 21,8 sacos = 3,6 bbl.Volume de água; 22,1 – 3,6 = 18,5Resumo das quantidades calculadas:
Parafina: 51,6 bbl Nova-mul: 2,1 tb de 200 lNovawet: 0,25 tb de 200 lÁgua Doce: 18,5 bblNaCl: 21,8sacos de 50 kgCa(OH)2: 13,6 sacos de 20 kgVG-69: 6 sacos de 50 kgCalcita: 307 sacos de 30 kg.
EXERCÍCIOS PROPOSTOS:
1 – Calcular a concentração de CaCl2, em lbm/bbl, de fase aquosa e lbm/bbl de emulsão, que deverá ser adicionada a um fluido de perfuração tipo emulsão inversa para reduzir a capacidade de hidratação de um folhelho cuja atividade é de 0,5. Considerar que a emulsão inversa contém 30% vol. de água.
Resposta:
2 - Calcular a salinidade da fase aquosa de um fluido de perfuração tipo emulsão inversa utilizado na perfuração de um folhelho a 10.000 pés com pressão normal (0,45 psi/pé), pressão de sobrecarga de 1,0 psi/pé e salinidade da água da formação de 200.000 ppm de NaCl.Sugestão: utilize o gráfico da figura 6ª.
Resposta:
3 - O teste de retorta de um fluido de perfuração a base óleo tipo emulsão inversa apresentou os seguintes resultados:% óleo: 52% vol.% água: 24,5% vol.% sólidos: 23,5% vol.Considerando que o fluido de perfuração em questão foi preparado com água saturada em NaCl e que a fase óleo continha 7% vol. de BPF, determinar a razão óleo-água deste fluido.
Resposta:
67
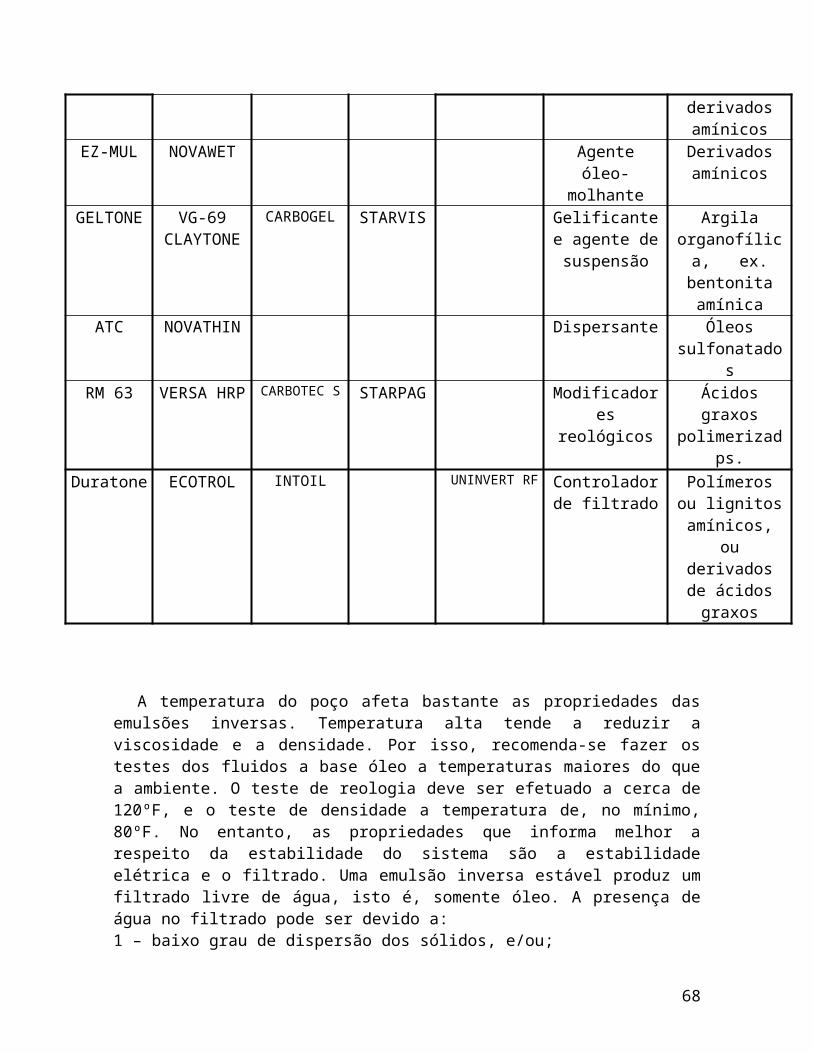
4 – Calcular a quantidade de óleo diesel ou água necessária para ajustar a razão óleo-água a 85/15 quando são misturados os seguintes fluidos:
Fluido 1: 500 bbl; 70% óleo; 20% água; 10% sol.ρ = 9,5 lb/gal.Fluido 2: 300 bbl; 60% óleo; 10% água; 30% sol.ρ = 11,0 lb/gal.Dados: ρ óleo diesel = 6,9 lg/gal
ρ água = 8,33 lb/gal.Qual será a massa especifica e o volume final do sistema?
Respostas:
5 – Um fluido de perfuração a base óleo tipo emulsão inversa apresentou o seguinte resultado de retorta:
% óleo = 50% vol.% água = 25% vol.% sólidos = 25% vol.As percentagens em vol. acima já se encontram corrigidas. O valor da razão O/A a ser mantido é 70/30.
a) Qual o componente que se deve adicionar ao sistema para o valor da razão O/A desejada?
b) Qual a quantidade do componente a adicionar expressa em bbl/100 bbl de fluido?
Respostas:
6 – Deseja-se aumentar o volume de fluido de um sistema INVERMUL ,de 1000 para 2000 bbl, aumentando-se a razão O/A de 60/40. para 70/30O programa de fluido define a seguinte composição:O peso do fluido original é de 10 ppg.
Aditivos Densidade Unidade OperacionalINVERMUL 12 ppb 0,9 200 l/tb
EZ-MUL 6 ppb 0,9 200 lt/tbDURATONE 10 ppb 2,0 22,68 kg/saco
SUSPENTONE 8 ppb 2,0 22,68 kg/sacoCa(OH)2 10 ppb 3,3 20 kg/sacoBARITA QSP 13 ppg 50 kg /saco
68
NaCl 190.000 ppm da fase aquosa
1,9 50 kg /saco
Supondo que a adição destes 200 bbl ao sistema não provoque problemas à massa específica do fluido, determine a quantidade, em unidade operacional, de cada componente a ser adicionado ao sistema.
Resposta:
7 – Calcular as quantidades necessárias, expressas em unidades de operação, dos componentes empregados na formulação do sistema de emulsão inversa da Baker, para o preparo de 500 bbl do referido fluido com as características e composição citadas abaixo:
Características:Atividade = 0,65Razão O/A = 80/20ρ = 12,5 lb/gal
Composição:
Aditivos Densidade Unidade de Operação
Parafina 0,80 bblCARBOMUL 0,90 200 l/tbCARBOGEL 0,90 50 lb/sc
INTOIL 2,0 50 lb/scCARBOTEC 2,0 200 l/tb
Cal hidratada: 10 lb/bbl 3,32 20 kg/scBaritina: 4,25 50 kg/sc
Sal: 1,9 50 kg/sc
Resposta:
Questões:
1-Para as afirmações abaixo , indique se são verdadeiras (V) ou falsas(F)
1- Na perfuração com fluidos não aquosos , diminuímos: a hidratação das argilas , os alargamentos de poços , a estabilidade dos poços e os problemas com evaporitos. ( )
2- As bases orgânicas tendem a desgastar os elastomeros usados nos equipamentos . ( )
69
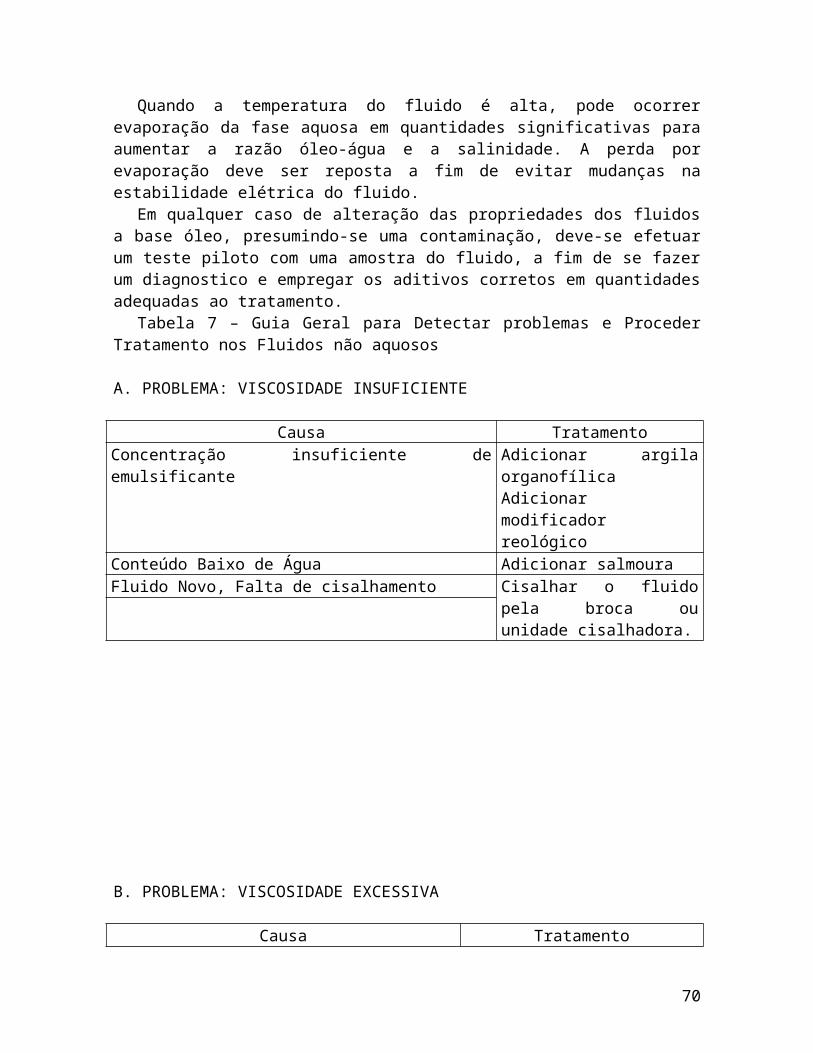
3- Um fluido não aquoso é constituído de uma base orgânica como fase continua ,e água ou salmoura como fase dispersa e são chamados, na área de perfuração, de emulsões inversas. ( )
4- Os fluidos não aquosos apresentam características lubrificantes normalmente melhores que os fluidos a base água ( )
5- A detecção de um influxo de gás em um poço com fluido não aquoso é dificultada pela maior solubilidade dos gases neste tipo de fluido se comparados com os sistemas a base água ( )
6 -Na perfuração de folhelhos reativos devemos utilizar fluidos não aquosos saturados com Cloreto de Cálcio.( )
7- Se levarmos em conta somente a questão ambiental , não poderíamos utilizar fluidos sintéticos. ( )
8- Nas emulsões inversa , o componente com maior concentração é a base orgânica.( )
9- A estabilidade de uma emulsão é diretamente proporcional a energia de cisalhamento fornecida. ( )
10- Do ponto de vista da estabilidade , quanto menor a gotícula , mais estável é a emulsão ( )
11- Diminuindo o conteúdo de óleo em uma emulsão , aumentamos a viscosidade plástica. ( )
12- A incorporação de sólidos em uma emulsão sempre diminui a estabilidade da mesma. ( )
13- Se o ângulo de contato formado por um líquido e um sólido for menor que 90 , é dito que o sólido é totalmente molhado por aquele líquido.
14- Uma prática comum no campo é medir o ângulo de contato para prevenir a molhabilidade dos sólidos por água , o que desestabiliza a emulsão.
15- Os emulsionantes utilizados nas emulsões inversas devem apresentar número HLB baixos. ( )
16- Os emulsionantes primários possuem características óleo molhantes ( )
17- Quando observamos que os sólidos de um fluido não aquoso apresentam tendência a aglomeração e sedimentação , podemos estar com problemas de molhabilidade por água , e portanto devemos aumentar a concentração de emulsificante e cal e /ou acrescentar aditivos molhantes por água. ( )
70
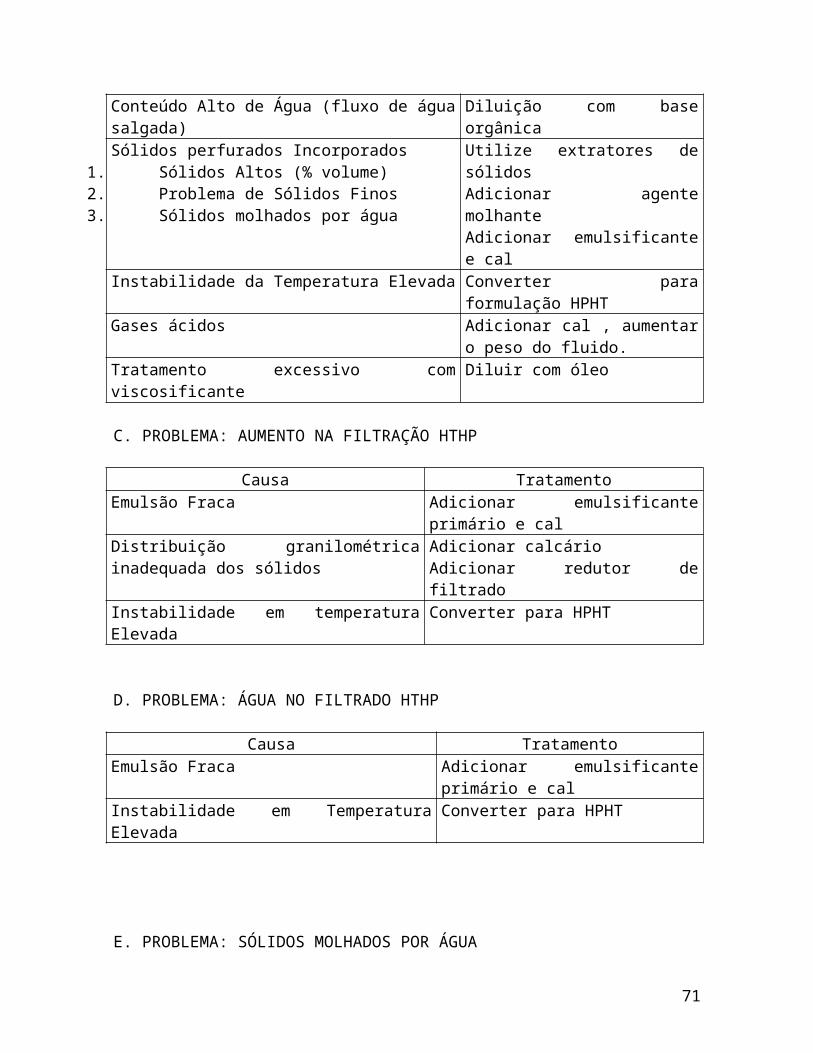
18- Todos os NAF’s possuem uma base orgânica , que atualmente são divididas em três classes . ( )
19- Parafinas são hidrocarbonetos lineares , que dependendo da concentração de PAH se enquadram nos grupos I , II ou III dos NAF’s. ( )
20-Os sabões sódicos são normalmente solúveis em água , e não devem ser utilizados para o preparo de emulsões inversas. ( )
21- Um super tratamento com agentes óleo molhantes , pode causar a decantação de sólidos ( )
22- Normalmente se utiliza redutores de filtrado nos fluidos de emulsão inversa .( )
23- Os lignitos aminados são materiais asfalticos utilizados como redutores de filtrado , que tem como incoveniente o fato de escurecer o fluido. ( )
24- A gilsonita por apresentar baixos custos , é uma boa opção de redutor de filtrado na formulação de fluidos sintéticos para a costa brasileira. ( )
25- As argilas organofílicas caíram em desuso devido as restrições ambientais ( )
26- O uso de modificadores reológicos não evita o uso de argilas organofílicas ( )
27- Alguns sólidos coloidais , desde que devidamente molhados preferencialmente por óleo, ajudam a estabilizar a emulsão. ( )
28- Nos sistemas 100 %, necessitamos de um ativador polar para as argilas organofílicas( )
29- Se compararmos dois fluidos de emulsão inversa , um com razão óleo/água de 55/45 e outro de razão óleo/água 70/30 , podemos afirmar que o segundo deve apresentar maiores valores de estabilidade elétrica. ( )
30- Nunca devemos adicionar água doce a um fluido de emulsão inversa, se necessitarmos diminuir a razão óleo / água , devemos usar salmoura com a mesma atividade da fase dispersa do fluido. ( )
2- Liste 4 aspectos que devem ser levados em conta , no estudo de viabilidade ou não do uso de uma emulsão inversa.
3- Liste 5 vantagens técnicas do fluido de emulsão inversa , quando comparado aos sistemas normais a base água.
4-Correlacione as colunas:
71
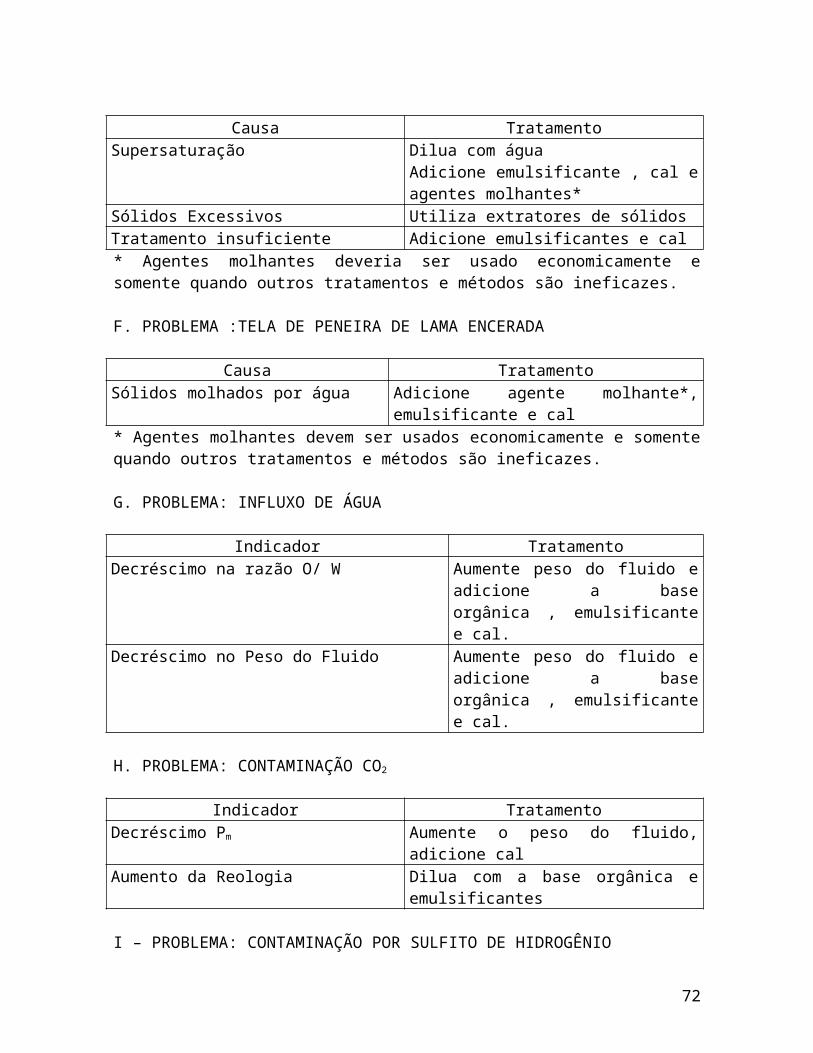
a-Fluido a base água ( ) Emulsão inversa 60/40
b-Fluido a base óleo diesel ( ) Emulsificante fraco
c-Fluido não aquoso ( ) Fase interna de Cloreto de cálcio
d-Fluido 100 % parafina ( ) Alto fator de atrito
e-Fase interna com atividade de 0,60 ( ) Descarte zero
f-Baixos custos ( ) Emulsificante primário
g- HLB baixo ( ) 100 ppm de PAH
h- NAF do grupo III ( ) Liquido inflamável
i- Ponto de fulgor de 90 C ( ) lignitos aminados
j- Redutores de filtrado ( ) Asfaltos
5- Apresente 3 argumentos que confirmam , e 3 que desmentem a seguinte afirmação:“Os fluidos a base ester ,são os melhores fluidos não aquosos do mercado e devem ser preferencialmente utilizados, independente da situação”.
6-Descreva: os sintomas , as possíveis conseqüências e as medidas que devem ser tomadas , no caso de molhabilidade dos sólidos por água.
7-Que medidas devem ser tomadas no caso de contaminação do fluido por H2S
8- justifique a seguinte afirmação:“Quanto maior o peso do fluido , mais difícil se torna trabalhar com baixas razões óleo / água
9- Descreva de maneira simplificada , porque devemos controlar a atividade da fase dispersa do fluido.
10- Quando se faz necessário o uso de dispersantes no fluido.
72
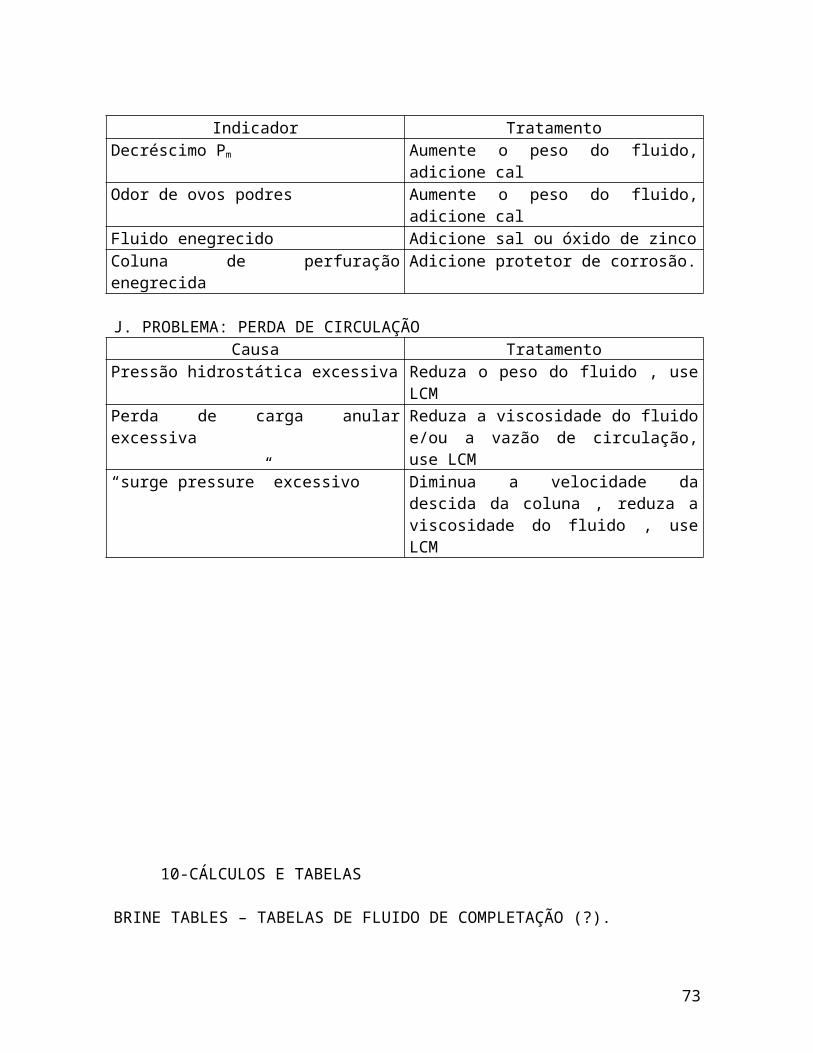
73