Embed Size (px)
Citation preview
Ensaios não-destrutivos
SMM 0194SMM 0194Engenharia e Ciência dos Materiais II
P f Ed d B lli i F iProf. Eduardo Bellini Ferreira
IntroduçãoIntrodução
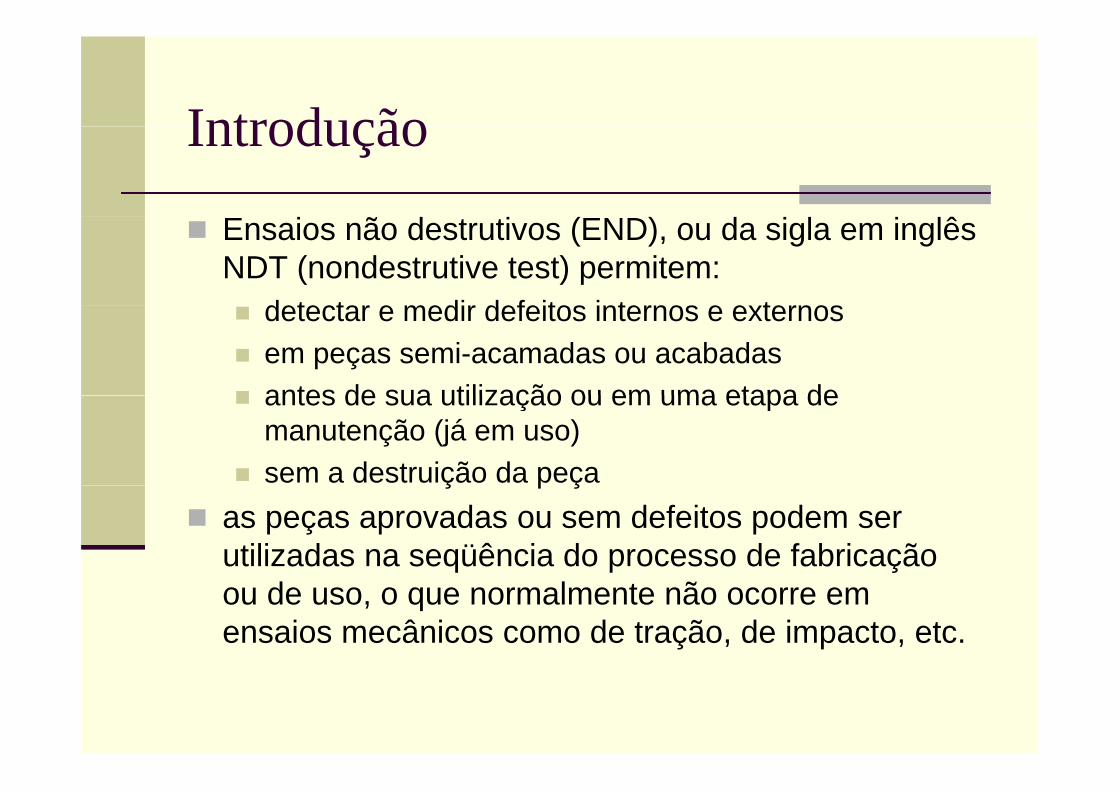
Ensaios não destrutivos (END), ou da sigla em inglês NDT (nondestrutive test) permitem:
detectar e medir defeitos internos e externosdetectar e medir defeitos internos e externosem peças semi-acamadas ou acabadasantes de sua utilização ou em uma etapa deantes de sua utilização ou em uma etapa de manutenção (já em uso)sem a destruição da peça ç p ç
as peças aprovadas ou sem defeitos podem ser utilizadas na seqüência do processo de fabricação ou de uso, o que normalmente não ocorre em ensaios mecânicos como de tração, de impacto, etc.
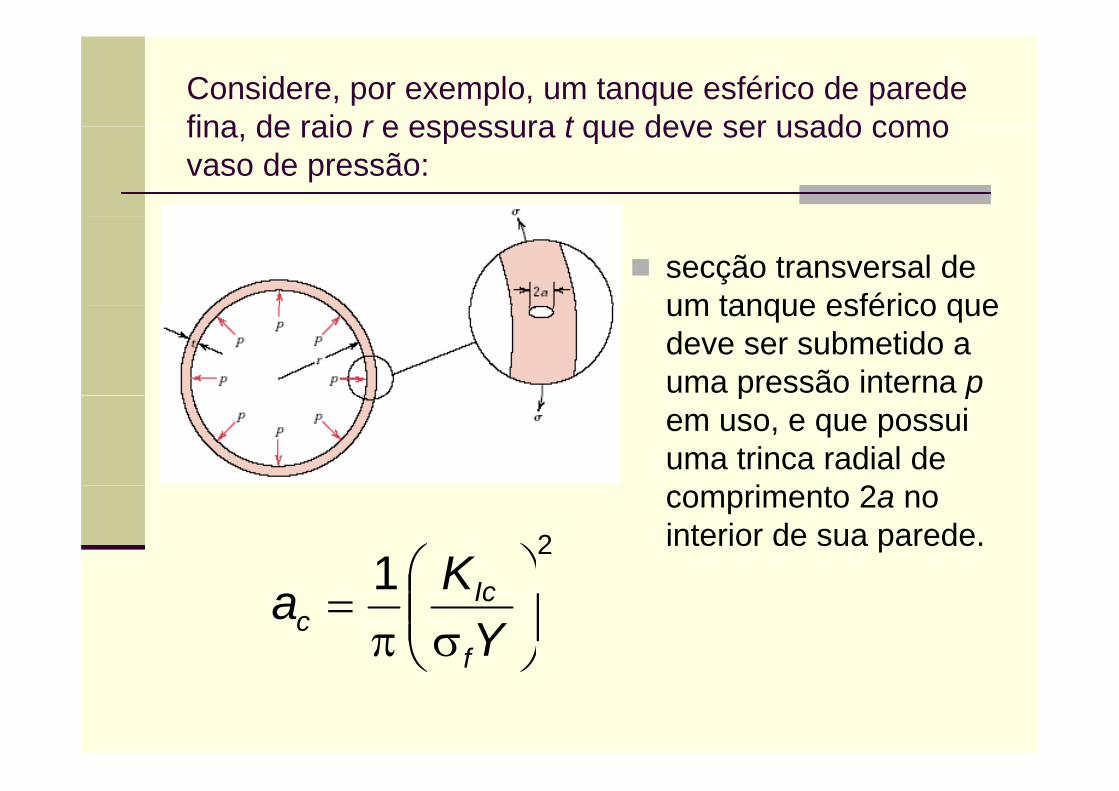
Considere, por exemplo, um tanque esférico de parede fina de raio r e espessura t que deve ser usado comofina, de raio r e espessura t que deve ser usado como vaso de pressão:
secção transversal de um tanque esférico queum tanque esférico que deve ser submetido a uma pressão interna pp pem uso, e que possui uma trinca radial de
i t 2comprimento 2a no interior de sua parede.2
1 ⎞⎜⎛ K1
⎟⎠
⎞⎜⎜⎝
⎛σπ
=Y
Kaf
Icc
⎠⎝ f
Considere, por exemplo, um tanque esférico de parede fina de raio r e espessura t que deve ser usado comofina, de raio r e espessura t que deve ser usado como vaso de pressão:
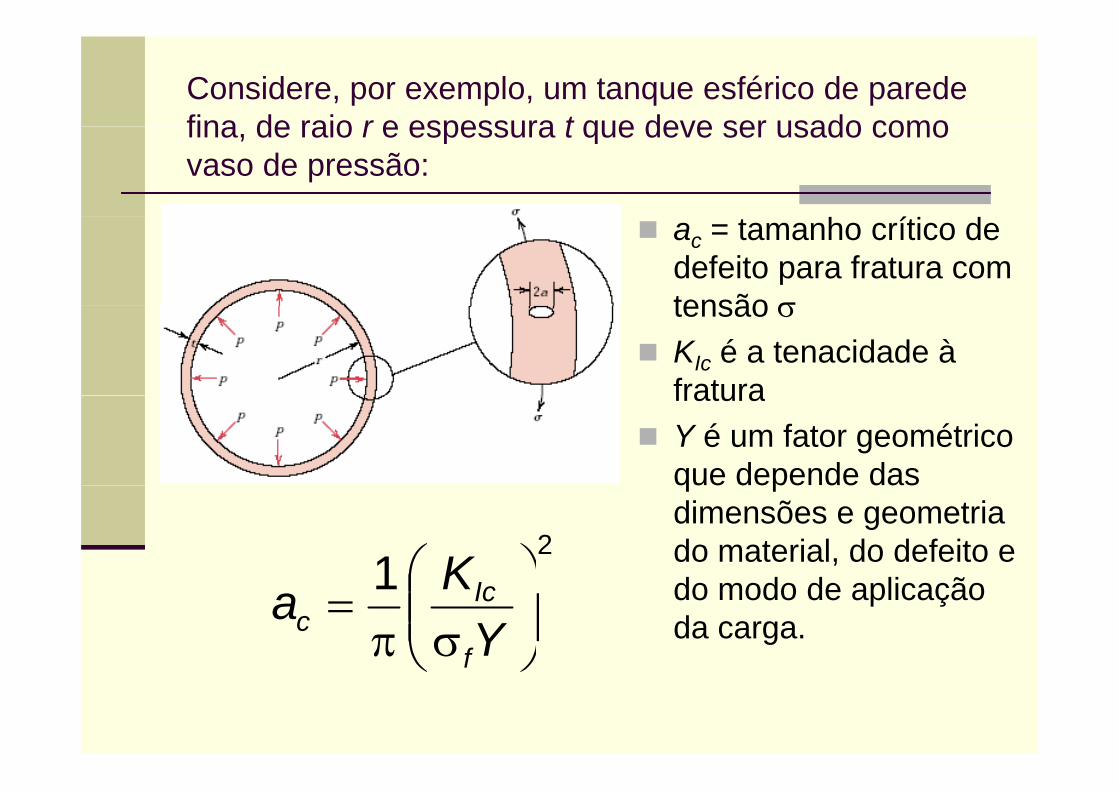
ac = tamanho crítico de defeito para fratura com tensão σtensão σKIc é a tenacidade à fraturafraturaY é um fator geométrico que depende das que depe de dasdimensões e geometria do material, do defeito e 2
1 ⎞⎜⎛ K do modo de aplicação
da carga. 1
⎟⎠
⎞⎜⎜⎝
⎛σπ
=Y
Kaf
Icc
⎠⎝ f
Considere, por exemplo, um tanque esférico de parede fina de raio r e espessura t que deve ser usado comofina, de raio r e espessura t que deve ser usado como vaso de pressão:
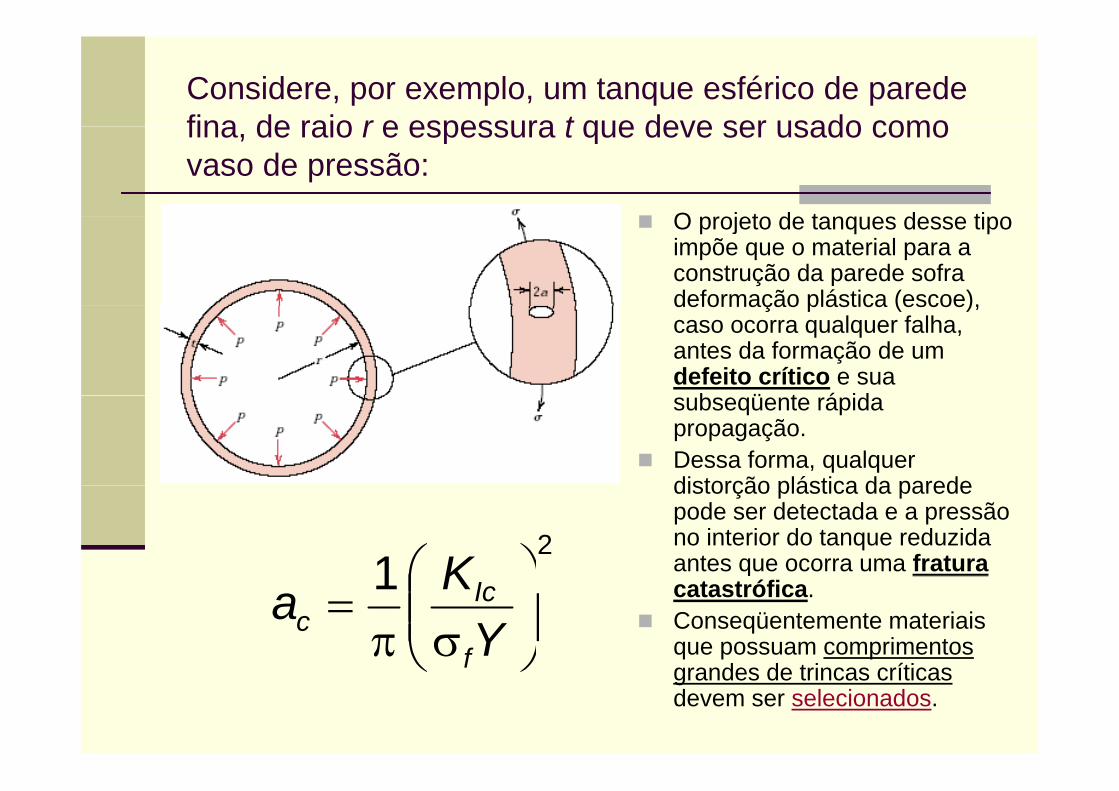
O j t d t d tiO projeto de tanques desse tipo impõe que o material para a construção da parede sofra deformação plástica (escoe),deformação plástica (escoe), caso ocorra qualquer falha, antes da formação de um defeito crítico e sua
b ü t á idsubseqüente rápida propagação. Dessa forma, qualquer distorção plástica da parededistorção plástica da parede pode ser detectada e a pressão no interior do tanque reduzida antes que ocorra uma fratura
21 ⎞⎜⎛ K q
catastrófica. Conseqüentemente materiais que possuam comprimentos
d d t i íti
1⎟⎠
⎞⎜⎜⎝
⎛σπ
=Y
Kaf
Icc
grandes de trincas críticas devem ser selecionados.
⎠⎝ f
Considere, por exemplo, um tanque esférico de parede fina de raio r e espessura t que deve ser usado comofina, de raio r e espessura t que deve ser usado como vaso de pressão:
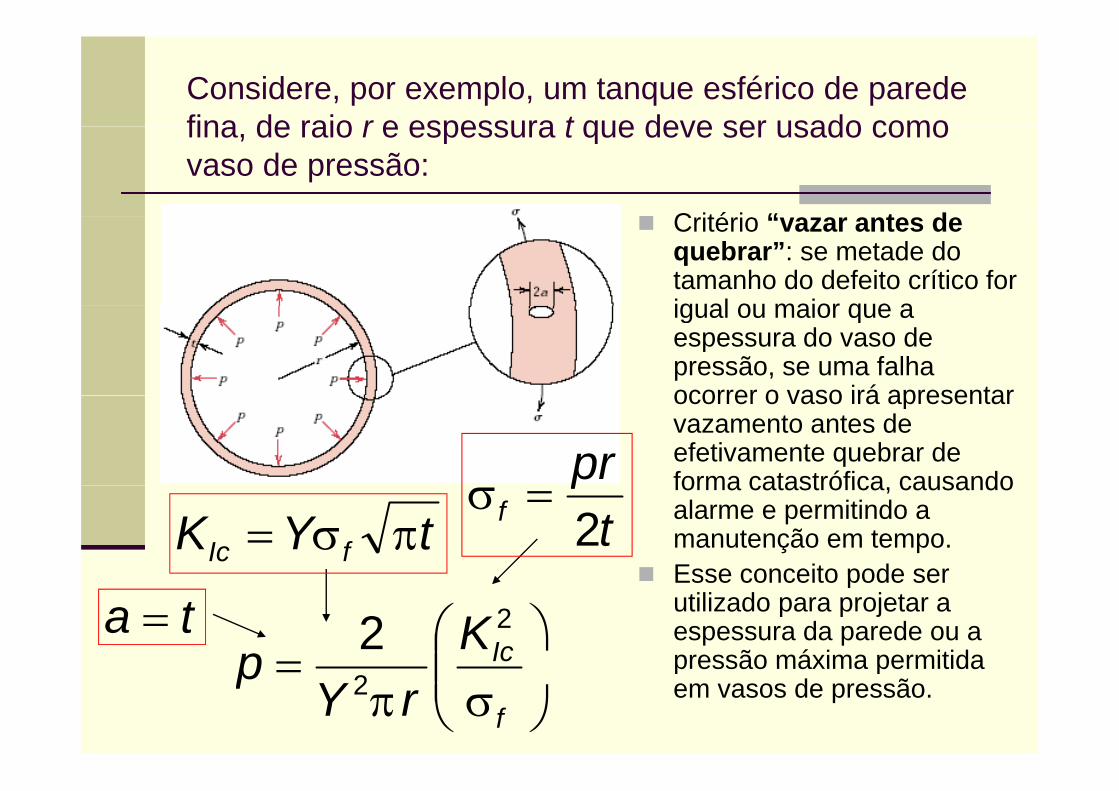
C ité i “ t dCritério “vazar antes de quebrar”: se metade do tamanho do defeito crítico for igual ou maior que aigual ou maior que a espessura do vaso de pressão, se uma falha ocorrer o vaso irá apresentarocorrer o vaso irá apresentar vazamento antes de efetivamente quebrar de forma catastrófica causandopr forma catastrófica, causando alarme e permitindo a manutenção em tempo.Esse conceito pode ser
tYK fIc πσ= tp
f 2=σ
Esse conceito pode ser utilizado para projetar a espessura da parede ou a pressão máxima permitida
ta = ⎞⎜⎜⎛
= IcKp22
pressão máxima permitida em vasos de pressão.
⎠⎜⎜⎝ σπ
=frY
p 2
Ensaios não destrutivos ENDEnsaios não destrutivos – END
END são usados paraevitar falhas ou fraturas catastróficas,antes da aplicação ou já em uso (em equipamentos em manutenção),pela inspeção cuidadosa de componentes estruturais,em busca de defeitos ou trincas com dimensões que se aproximam do tamanho q pcrítico;
Muito utilizado, por exemplo, em manutenção , p p , çde aeronaves.
Principais Ensaios Não-Destrutivos (END) (www.abende.org.br)
Ensaio Visual Partículas Magnéticas Estanqueidadeg
Líquido P t t
Emissão A ú ti
Radiografia, Radioscopia e GamagrafiaPenetrante Acústica Gamagrafia
CorrentesCorrentes Parasitas Ultra-Som Termografia
Análise de Vibrações
Ensaio VisualEnsaio VisualA i ã i d E i Vi lA inspeção por meio do Ensaio Visual
uma das mais antigas atividades nos setores industriais,industriais,primeiro ensaio não destrutivo aplicado em qualquer tipo de peça ou componente,f ü t t i d t ifreqüentemente associado a outros ensaios.
a inspeção visual é um importante recurso na verificação de alterações dimensionais padrão deverificação de alterações dimensionais, padrão de acabamento superficial e na observação de descontinuidades superficiais visuais em materiais e
d t l t i t i ãprodutos em geral, tais como trincas, corrosão, deformação, desalinhamento, cavidades, porosidade, montagem errônea de sistemas p , gmecânicos e outros.
Ensaio VisualEnsaio VisualA i ã d t ãA inspeção de peças ou componentes que não permitem o acesso direto interno para sua verificação (dentro de blocos de motores, turbinas, ç ( , ,bombas , tubulações, etc), utilizam-se de fibras óticas conectadas a espelhos ou microcâmeras de TV com alta resolução alem de sistemas dede TV com alta resolução, alem de sistemas de iluminação, fazendo a imagem aparecer em oculares ou em um monitores de TV. São soluções simples e eficientes, conhecidas como técnica de inspeção visual remota.N i ã i i l é i i l f tNa aviação, o ensaio visual é a principal ferramenta para inspeção de componentes para verificação da sua condição de operação e manutenção.sua condição de operação e manutenção.
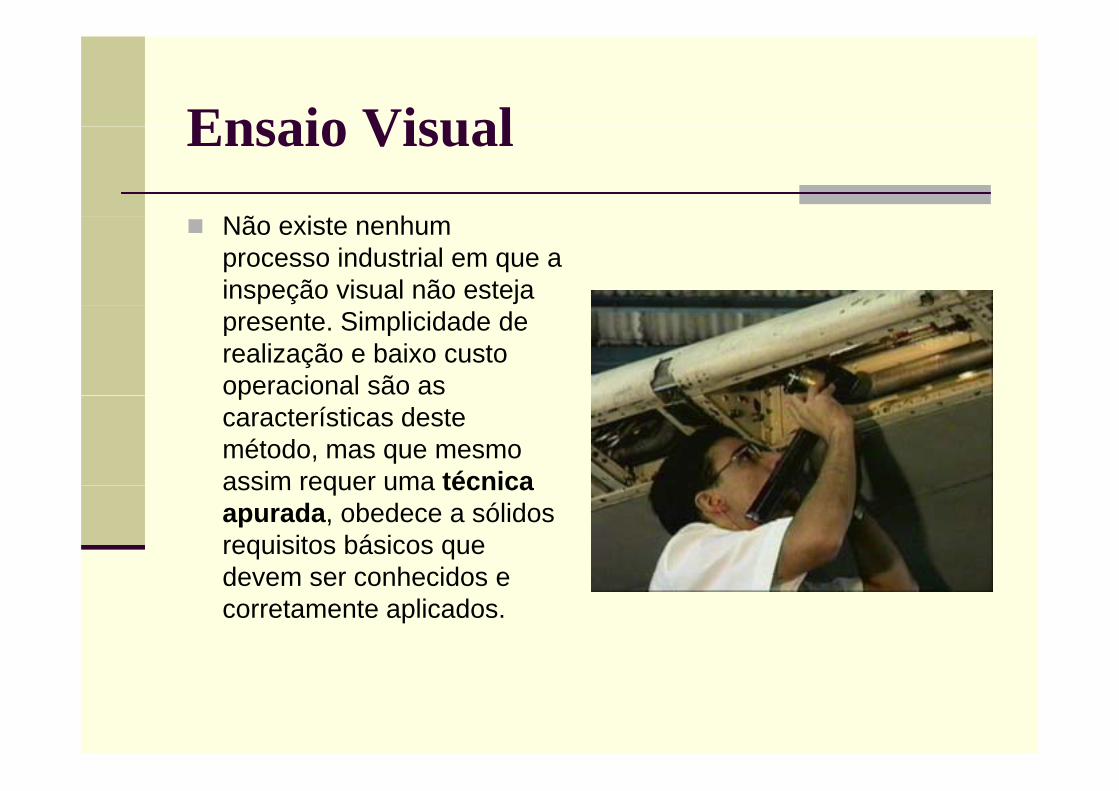
Ensaio VisualEnsaio VisualNã i hNão existe nenhum processo industrial em que a inspeção visual não esteja presente. Simplicidade de realização e baixo custo operacional são as pcaracterísticas deste método, mas que mesmo assim requer uma técnicaassim requer uma técnica apurada, obedece a sólidos requisitos básicos que devem ser conhecidos edevem ser conhecidos e corretamente aplicados.
Líquido PenetranteLíquido Penetrante
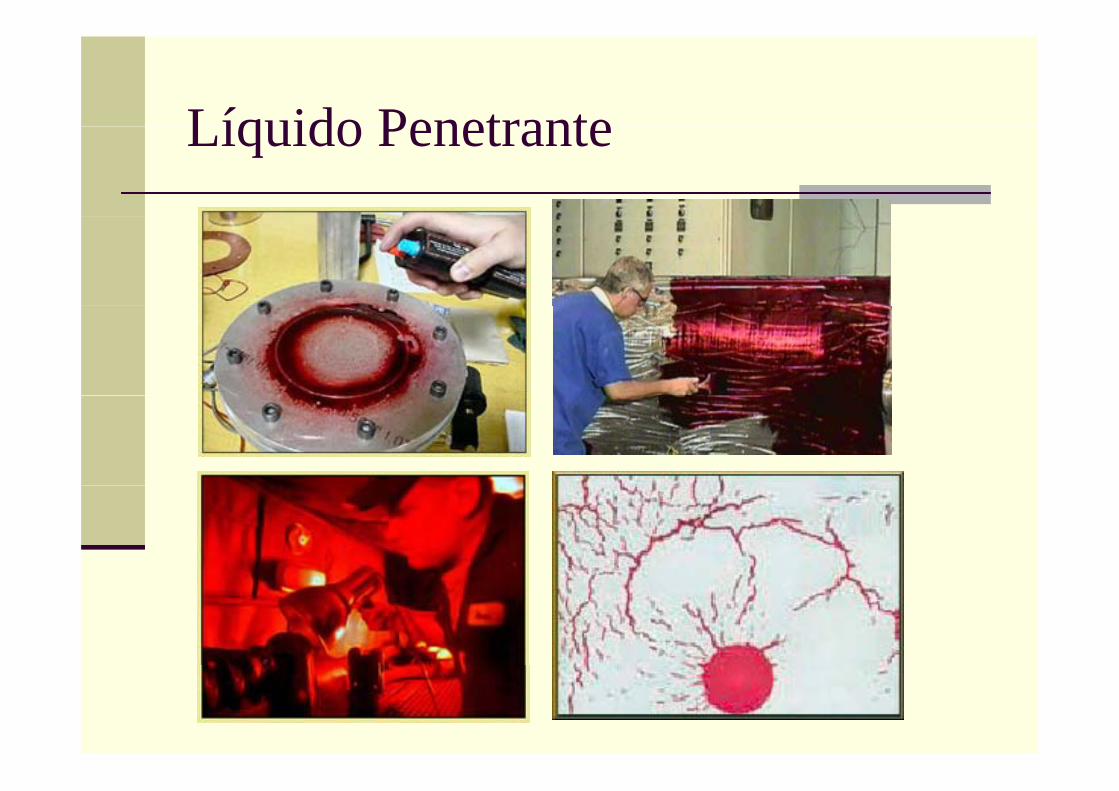
O i Lí id P t t éO ensaio por Líquido Penetrante é considerado um dos melhores métodos de teste para a detecção de descontinuidadesteste para a detecção de descontinuidades superficiais de materiais isentos de porosidade tais como: metais ferrosos e nãoporosidade tais como: metais ferrosos e não ferrosos, alumínio, ligas metálicas, cerâmicas, vidros, certos tipos de plásticos , , p pou materiais organo-sintéticos. Líquidos penetrantes também são utilizados q ppara a detecção de vazamentos em tubos, tanques, soldas e componentes.
Líquido PenetranteLíquido Penetrante
O lí id t t é li d i lO líquido penetrante é aplicado com pincel, pistola, ou com lata de aerossol ou mesmo imersão sobre a superfície a ser ensaiadaimersão sobre a superfície a ser ensaiada, que então age por um tempo de penetração. Efetua se a remoção deste penetrante daEfetua-se a remoção deste penetrante da superfície por meio de lavagem com água ou remoção com solventesremoção com solventes. A aplicação de um revelador (talco) irá mostrar a localização das descontinuidadesmostrar a localização das descontinuidades superficiais com precisão e grande simplicidade embora suas dimensões sejam p jligeiramente ampliadas.
Líquido PenetranteLíquido Penetrante
Este método está baseado no fenômeno da capilaridade que é o poder de penetração de um líquido em áreas extremamente pequenas devido a sua baixa tensão superficial. O poder de penetração é uma característica bastante importante uma vez que a sensibilidade do ensaio é enormemente dependente do mesmo.
Líquido PenetranteLíquido Penetrante
Detecção de descontinuidades em materiais fundidos:
gota fria,trinca de tensão provocados por processos de p p ptêmpera ou revenimento,descontinuidades de fabricação ou de çprocesso tais como trincas, costuras, dupla laminação, sobreposição de material,trincas provocadas por usinagem, fadiga do material ou mesmo corrosão sob tensão
Líquido PenetranteLíquido Penetrante
Correntes ParasitasCorrentes ParasitasO éti d dO campo magnético gerado por uma sonda ou bobina alimentada por corrente alternada produz correntes induzidas (correntes parasitas) na peça ( p ) p çsendo ensaiada. O fluxo destas correntes depende das características do metal. P ti t "b bi " d t t t f dPraticamente as "bobinas" de teste tem a forma de canetas ou sensores que passadas por sobre o material detectam trincas ou descontinuidades a e a de ec a cas ou desco u dadessuperficiais, ou ainda, podem ter a forma de circular, oval ou quadrada por onde passa o material. N t d t t d ti id d i dNeste caso detectam-se descontinuidades ou ainda as características físico-químicas da amostra.
Correntes ParasitasCorrentes ParasitasA d d ti id d fi i i bA presença de descontinuidades superficiais e sub-superficiais (trincas, dobras ou inclusões), assim como mudanças nas características físico-químicas ou da estrutura do material (composição química granulação durezamaterial (composição química, granulação, dureza, profundidade de camada endurecida, tempera, etc.) alteram o fluxo das correntes parasitas, possibilitando a sua detecção. O i t it li t i t tO ensaio por correntes parasitas se aplica em metais tanto ferromagnéticos como não ferromagnéticos, em produtos siderúrgicos (tubos, barras e arames), em auto-peças (parafusos eixos comandos barras de direção terminais(parafusos, eixos, comandos, barras de direção, terminais, discos e panelas de freio), entre outros.O método se aplica também para detectar trincas de fadiga e corrosão em componentes de estr t ras aeroná ticas e emcorrosão em componentes de estruturas aeronáuticas e em tubos instalados em trocadores de calor, caldeiras e similares.
Correntes ParasitasCorrentes Parasitas
ÉÉ um método limpo e rápido de ensaios não destrutivos mas requerdestrutivos, mas requer tecnologia e prática na realização e çinterpretação dos resultados. Tem baixo
i lcusto operacional e possibilita automação e altas velocidades dealtas velocidades de inspeção.
Partículas MagnéticasPartículas MagnéticasO ensaio por partículas magnéticas é usado para detectarO ensaio por partículas magnéticas é usado para detectardescontinuidades superficiais e sub superficiais em materiaisferromagnéticos.São detectados defeitos tais como: trincas juntas friasSão detectados defeitos tais como: trincas, juntas frias,inclusões, gotas frias, dupla laminação, falta de penetração,dobramentos, segregações, etc.O método de ensaio está baseado na geração de um campog ç pmagnético que percorre toda a superfície do materialferromagnético.As linhas magnéticas do fluxo induzido no material desviam-sed t j tó i t d ti id d fi i lde sua trajetória ao encontrar uma descontinuidade superficialou sub superficial, criando assim uma região com polaridademagnética, altamente atrativa à partículas magnéticas.No momento em que se provoca esta magnetização na peçaNo momento em que se provoca esta magnetização na peça,aplica-se as partículas magnéticas por sobre a peça que serãoatraídas à localidade da superfície que possuir umadescontinuidade, formando assim uma clara indicação de, çdefeito.
Partículas MagnéticasPartículas MagnéticasAl l tí i d li õ ã f did dAlguns exemplos típicos de aplicações são fundidos de açoferrítico, forjados, laminados, extrudados, soldas, peças quesofreram usinagem ou tratamento térmico (porcas e parafusos ),trincas por retífica e muitas outras aplicações em materiaistrincas por retífica e muitas outras aplicações em materiaisferrosos.Para que as descontinuidades sejam detectadas é importante
l t j d t l f j "i t t d "que elas estejam de tal forma que sejam "interceptadas" ou"cruzadas" pelas linhas do fluxo magnético induzido;conseqüentemente, a peça deverá ser magnetizada em pelomenos duas direções defasadas de 90ºmenos duas direções defasadas de 90º.Para isto se utiliza os conhecidos yokes, máquinas portáteiscom contatos manuais ou equipamentos de magnetizaçãoestacionários para ensaios seriados o padroni adosestacionários para ensaios seriados ou padronizados.
Partículas MagnéticasPartículas Magnéticas
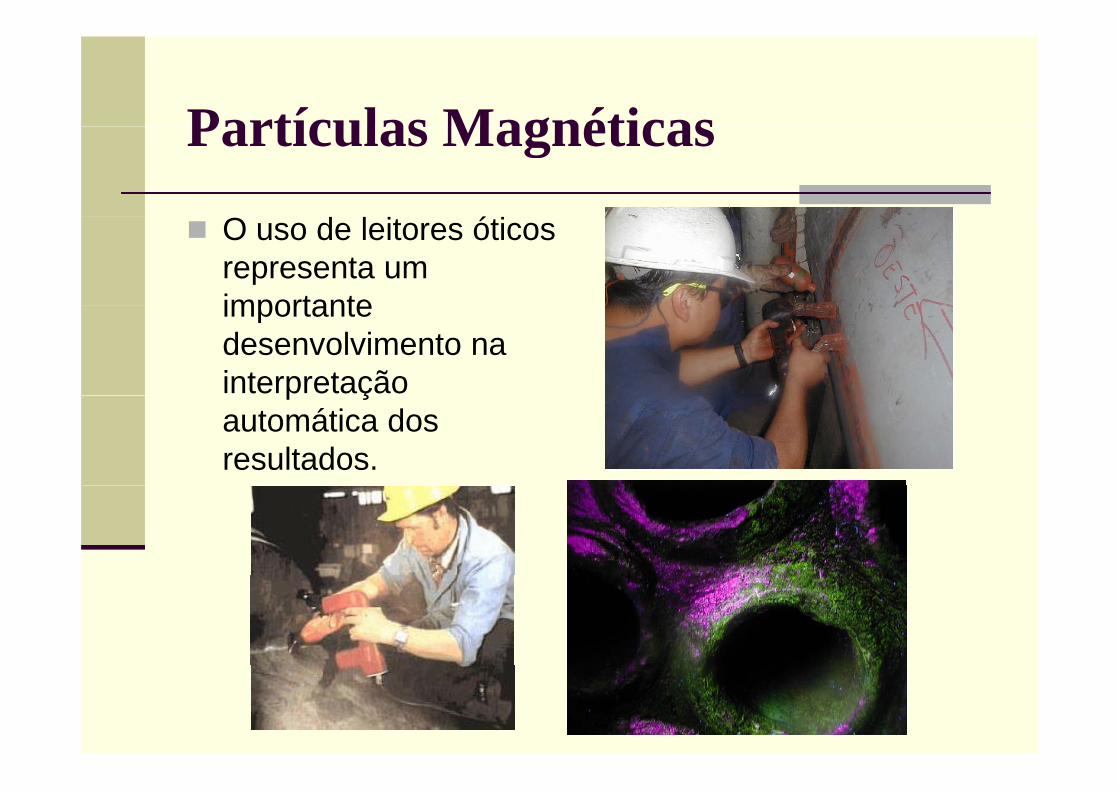
O uso de leitores óticos representa um importanteimportante desenvolvimento na interpretação p çautomática dos resultados.
Emissão AcústicaEmissão AcústicaO i í i d ét d é b d d t ã d dO princípio do método é baseado na detecção de ondas acústicas emitidas por um material em função de uma força ou deformação aplicada nele. Caso este material tenha uma trinca, descontinuidade ou defeito a sua propagação irá provocardescontinuidade ou defeito, a sua propagação irá provocar ondas acústicas detectadas pelo sistema.Os resultados do ensaio por emissão acústica não são
i i N lid d t ét d ã d tili dconvencionais. Na realidade este método não deve ser utilizado para determinar o tipo ou tamanho das descontinuidades em uma estrutura, mas sim, para se registrar a evolução das descontinuidades durante a aplicação de tensões para as quaisdescontinuidades durante a aplicação de tensões para as quais a estrutura estará sujeita, desde que as cargas sejam suficientes para gerar deformações localizadas, crescimento do defeito destacamento de escória fricção ou outros fenômenosdefeito, destacamento de escória, fricção, ou outros fenômenos físicos.
Emissão AcústicaEmissão AcústicaA li i ã ú i d liAplicamos a emissão acústica quando queremos analisar ou estudar o comportamento dinâmico de defeitos em peças ou em estruturas metálicas complexas, assim como registrar sua localização. O ensaio por emissão acústica permite a localização da falha, captados por sensores instalados na estrutura ou no equipamento a ser monitorado.q p
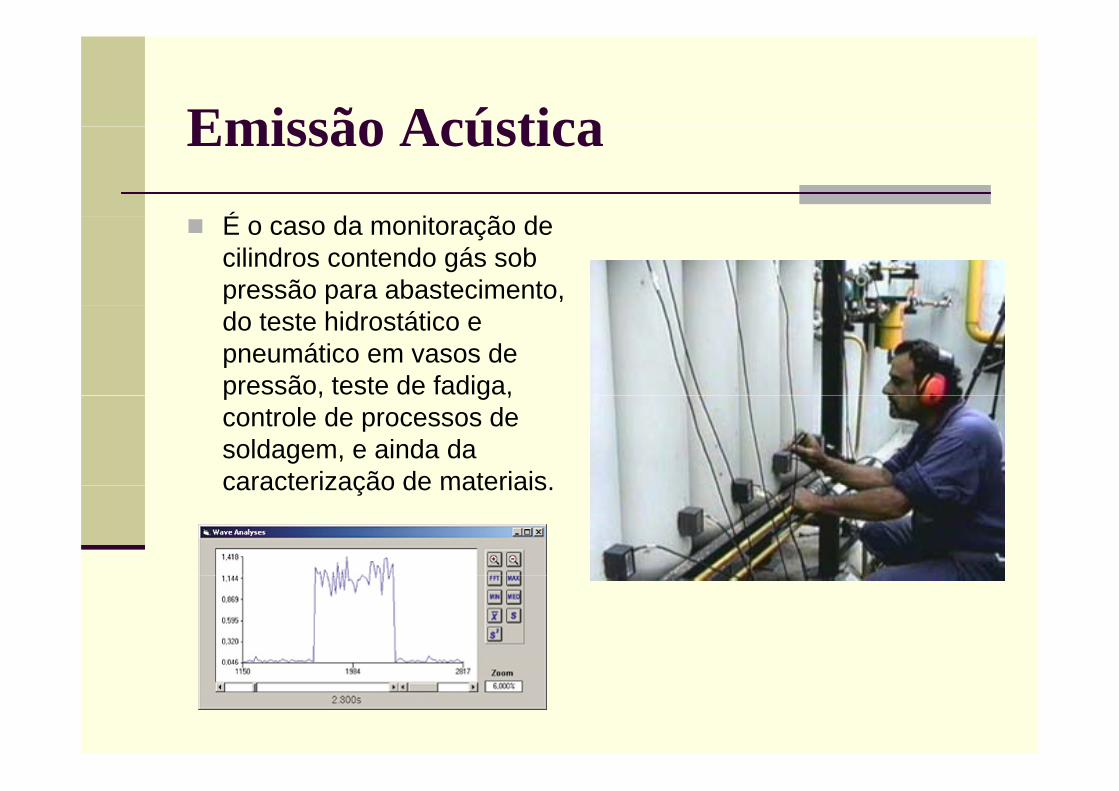
Emissão AcústicaEmissão AcústicaÉ d i ã dÉ o caso da monitoração de cilindros contendo gás sob pressão para abastecimento, do teste hidrostático e pneumático em vasos de pressão, teste de fadiga, p , g ,controle de processos de soldagem, e ainda da caracterização de materiaiscaracterização de materiais.
EstanqueidadeEstanqueidadeA id d d f it t id d tA necessidade de uma perfeita estanqueidade em tanques ou tubulações contendo substâncias tóxicas que façam parte de instalações de alto risco (área química, nuclear, aeroespacial, etc ) proporcionou utilização de novos métodos capazes deetc.), proporcionou utilização de novos métodos capazes de detectar possíveis vazamentos de gás ou líquidos, a fim de obter uma efetiva garantia de segurança e proteção ambiental. O ét d li d i d t id d ã diOs métodos aplicados no ensaio de estanqueidade são: medir Pressão ou Vácuo com alta precisão, método da Bolha, método da Variação de Pressão, detecção de vazamento por meio de Fluido Frigorígeno ou de aplicação de gás Hélio com oFluido Frigorígeno ou de aplicação de gás Hélio com o respectivo aparelho detector e, modernamente, a localização de vazamentos de gases e líquidos por ultra-som.
EstanqueidadeEstanqueidadeU d i i bi t lé dUma das ameaças mais comuns ao meio ambiente, além de provocar acidentes, seja na área industrial, doméstica ou pública, são os vazamentos de produtos perigosos, que quando armazenados em tanques ou recipientes com falhas estruturaisarmazenados em tanques ou recipientes com falhas estruturais, produzem vazamentos de líquidos ou gases inflamáveis (indústria petrolífera), ácidos ou produtos corrosivos (indústria química) no setor de transportes (rodoviário ferroviário e porquímica), no setor de transportes (rodoviário, ferroviário e por tubulações), e tantos outros.
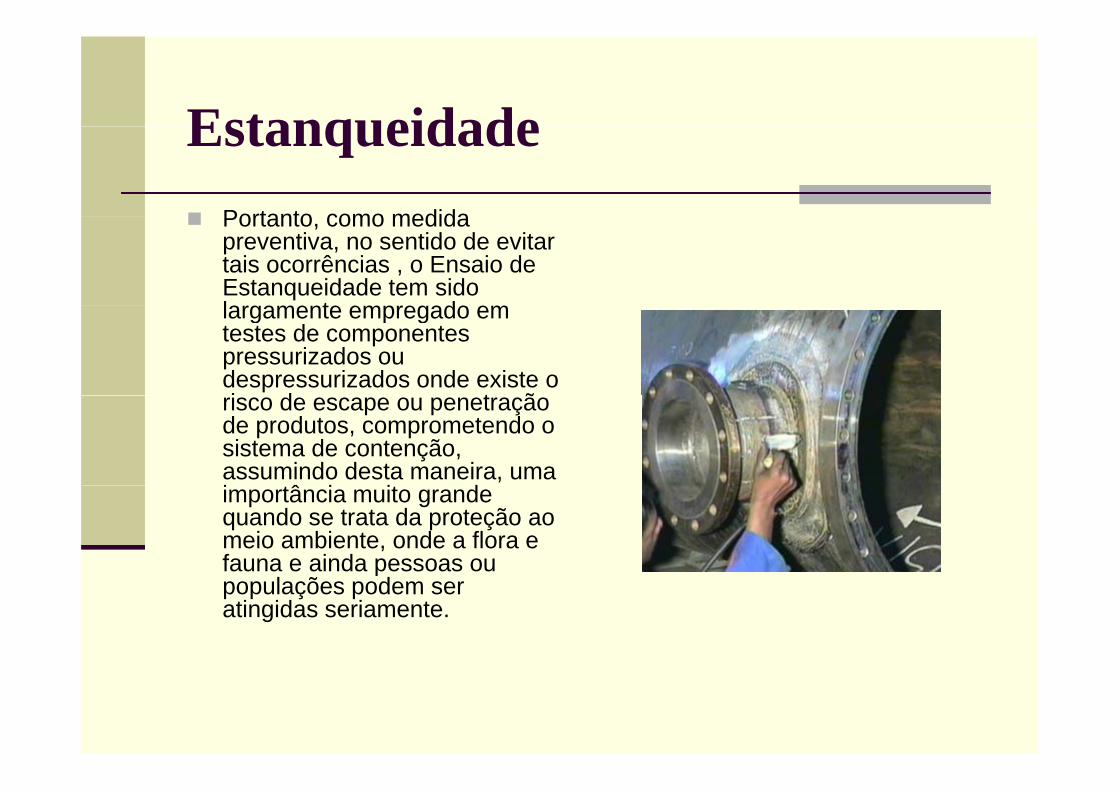
EstanqueidadeEstanqueidadePortanto como medidaPortanto, como medida preventiva, no sentido de evitar tais ocorrências , o Ensaio de Estanqueidade tem sido largamente empregado emlargamente empregado em testes de componentes pressurizados ou despressurizados onde existe o i d t ãrisco de escape ou penetração
de produtos, comprometendo o sistema de contenção, assumindo desta maneira, uma i â i i dimportância muito grande quando se trata da proteção ao meio ambiente, onde a flora e fauna e ainda pessoas ou ppopulações podem ser atingidas seriamente.
Ultra SomUltra-Som
Detecta descontinuidades internas em materiais, baseando-se no fenômeno de reflexão de ondas acústicas quando encontram obstáculos à suaacústicas quando encontram obstáculos à sua propagação, dentro do material. Um pulso ultra sônico é gerado e transmitido atravésUm pulso ultra sônico é gerado e transmitido através de um transdutor especial, encostado ou acoplado ao material. Os pulsos ultra sônicos refletidos por uma descontinuidade, ou pela superfície oposta da peça, são captados pelo transdutor, convertidos em i i l t ô i t d t l LCDsinais eletrônicos e mostrados na tela LCD ou em um
tubo de raios catódicos (TRC) do aparelho.
Ultra SomUltra-SomO lt ã d ú ti f üê iOs ultra sons são ondas acústicas com freqüências acima do limite audível. Normalmente, as freqüências ultra sônicas situam-se na faixa de 0,5 a q ,25 Mhz. Geralmente, as dimensões reais de um defeito i t d ti d á linterno podem ser estimadas com uma razoável precisão, fornecendo meios para que a peça ou componente em questão possa ser aceito, ou co po e e e ques ão possa se ace o, ourejeitado, baseando-se em critérios de aceitação da norma aplicável. Utiliza-se ultra-som também para medir espessura e determinar corrosão com extremamedir espessura e determinar corrosão com extrema facilidade e precisão.
Ultra SomUltra-SomA li õ d t i ã i ú ld l i dAs aplicações deste ensaio são inúmeras: soldas, laminados, forjados, fundidos, ferrosos e não ferrosos, ligas metálicas, vidro, borracha, materiais compostos, tudo permite ser analisado por ultra som Indústria de base (usinas siderúrgicas)analisado por ultra-som. Indústria de base (usinas siderúrgicas) e de transformação (mecânicas pesadas), indústria automobilística, transporte marítimo, ferroviário, rodoviário, aéreo e aeroespacial: todos utilizam ultra som Mesmo emaéreo e aeroespacial: todos utilizam ultra-som. Mesmo em hospitais: a primeira imagem de um feto humano é obtida por ultra-som ! Modernamente o ultra som é utilizado na manutenção industrialModernamente o ultra-som é utilizado na manutenção industrial, na detecção preventiva de vazamentos de líquidos ou gases, falhas operacionais em sistemas elétricos (efeito corona), vibrações em mancais e rolamentos etcvibrações em mancais e rolamentos, etc.
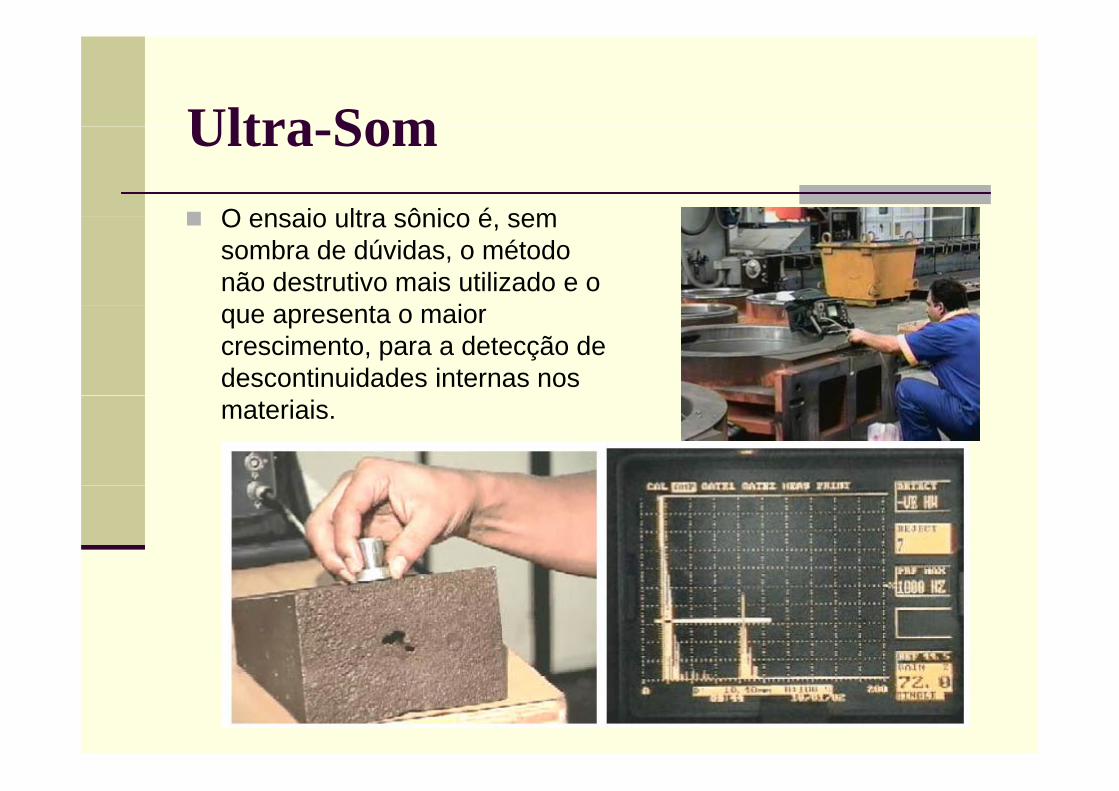
Ultra SomUltra-SomO ensaio ultra sônico é semO ensaio ultra sônico é, sem sombra de dúvidas, o método não destrutivo mais utilizado e o
t ique apresenta o maior crescimento, para a detecção de descontinuidades internas nos materiais.
Radiografia, Radioscopia e Gamagrafia
O método está baseado na mudança de atenuação da radiaçãoO método está baseado na mudança de atenuação da radiação eletromagnética (Raios-X ou Gama), causada pela presença de descontinuidades internas, quando a radiação passar pelo material e deixar sua imagem gravada em um filme, sensor g g ,radiográfico ou em um intensificador de imagem.A radiografia foi o primeiro método de ensaio não destrutivo introduzido na indústria para descobrir e quantificar defeitos i t t i i S d li ã i l iinternos em materiais. Seu enorme campo de aplicação inclui o ensaio em soldas de chapas para tanques, navios, oleodutos, plataformas offshore; uma vasta aplicação em peças fundidas principalmente para as peças de segurança na indústriaprincipalmente para as peças de segurança na indústria automobilística como porta-eixos, carcaças de direção, rodas de alumínio, airbags, assim como blocos de motores e de câmbio; produtos moldados, forjados, materiais compostos, lá ti t h i i l tplásticos, componentes para engenharia aeroespacial, etc...
são outros exemplos.
Radiografia, Radioscopia e Gamagrafia
Raio X Industrial abrange hoje varias técnicas:Raio-X Industrial abrange hoje varias técnicas:Radiografia: é a técnica convencional via filme radiográfico, com gerador de Raio-X por ampola de metal cerâmica. Um filme mostra a imagem de uma posição de teste e suasfilme mostra a imagem de uma posição de teste e suas respectivas descontinuidades internas.Gamagrafia: mesma técnica tendo como fonte de radiação um componente radioativo , chamado de "isótopo radioativo p , p" que pode ser o Irídio, Cobalto ou modernamente o Selênio.Radioscopia: a peça é manipulada a distância dentro de uma cabine a prova de radiação, proporcionando uma i i t tâ d t d i t t timagem instantânea de toda peça em movimento, portanto tridimensional, através de um intensificador de imagem acoplado a um monitor de TV. Imagens da radioscopia agrupadas digitalmente de modo tridimensional em umagrupadas digitalmente de modo tridimensional em um software, possibilita um efeito de cortes mostrando as descontinuidades em três dimensões o que nada mais é do que uma tomografia industrial.

Radiografia, Radioscopia e Gamagrafia
A di fi t béA radiografia também passou a ser realizada em processos dinâmicos (tempo real), como no movimento de projétil aindamovimento de projétil ainda dentro do canhão, fluxo metálico durante o vazamento na fundição queima dosfundição, queima dos combustíveis dentro dos mísseis, operações de soldagem, etc.
TermografiaTermografiaA inspeção termográfica (Termografia) é uma técnicaA inspeção termográfica (Termografia) é uma técnica não destrutiva que utiliza os raios infravermelhos, para medir temperaturas ou observar padrões dif i i d di t ib i ã d t tdiferenciais de distribuição de temperatura, com o objetivo de propiciar informações relativas à condição operacional de um componente,
i t E l dequipamento ou processo. Em qualquer dos sistemas de manutenção considerados, a termografia se apresenta como uma técnica de i ú il iinspeção extremamente útil, uma vez que permite: realizar medições sem contato físico com a instalação (segurança); verificar equipamentos em ç ( g ç ) q ppleno funcionamento (sem interferência na produção); e inspecionar grandes superfícies em pouco tempo (alto rendimento). p p ( )
TermografiaTermografiaO li ti d l id t i áli dOs aplicativos desenvolvidos para a posterior análise das informações termográficas obtidas, como a classificação de componentes elétricos defeituosos, avaliação da espessura de revestimentos e o cálculo de trocas térmicas permitem querevestimentos e o cálculo de trocas térmicas, permitem que esses dados sejam empregados em análises preditivas. Aplicações de termografia: Manutenção preditiva dos sistemas lét i d d di t ib id t ielétricos de empresas geradoras, distribuidoras e transmissoras
de energia elétrica; Monitoramento de sistemas mecânicos como rolamentos e mancais; Vazamentos de vapor em plantas industriais; Análise de isolamentos térmicos e refratários;industriais; Análise de isolamentos térmicos e refratários; Monitoramentos de processos produtivos do vidro e de papel; Acompanhamento de performance de placas e circuitos eletrônicos; Pesquisas científicas de trocas térmicas entreeletrônicos; Pesquisas científicas de trocas térmicas, entre outras possibilidades.
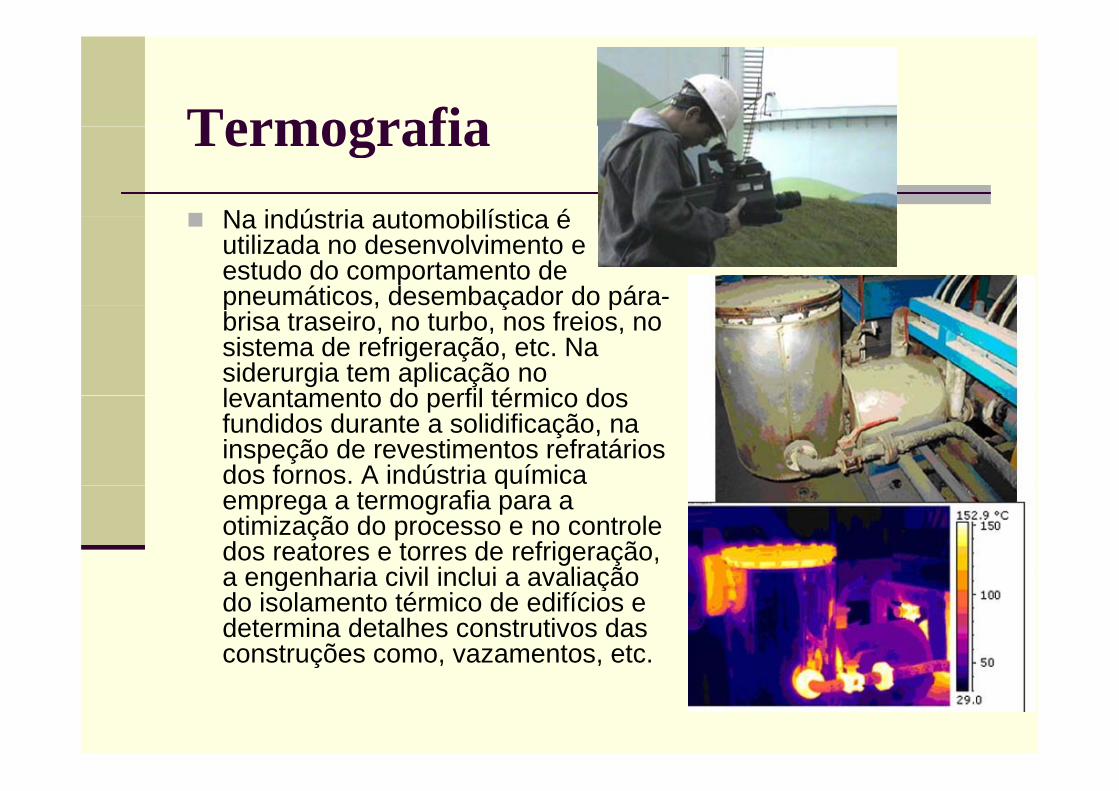
TermografiaTermografiaNa indústria automobilística éNa indústria automobilística é utilizada no desenvolvimento e estudo do comportamento de pneumáticos, desembaçador do pára-p , ç pbrisa traseiro, no turbo, nos freios, no sistema de refrigeração, etc. Na siderurgia tem aplicação no levantamento do perfil térmico doslevantamento do perfil térmico dos fundidos durante a solidificação, na inspeção de revestimentos refratários dos fornos. A indústria química qemprega a termografia para a otimização do processo e no controle dos reatores e torres de refrigeração, a engenharia civil inclui a avaliaçãoa engenharia civil inclui a avaliação do isolamento térmico de edifícios e determina detalhes construtivos das construções como, vazamentos, etc. ç , ,
Análise de VibraçõesAnálise de VibraçõesO i ib õ â i itO ensaio para vibrações mecânicas, em muitas fábricas, é um método indispensável na detecção prematura de anomalias de operação em virtude de p p çproblemas, tais como falta de balanceamento das partes rotativas, desalinhamento de juntas e rolamentos excentricidade interferência erosãorolamentos, excentricidade, interferência, erosão localizada, abrasão, ressonância, folgas, etc..Um sensor piezoelétrico é acoplado ao mancal ou U se so p e oe é co é acop ado ao a ca ouchassis da máquina ou componente em questão. Este sensor, através de um aparelho indica a quantidade e direção da vibração detectada Bomquantidade e direção da vibração detectada. Bom conhecimento teórico e prático do operador, são essenciais ao sucesso do ensaio.
Análise de VibraçõesAnálise de VibraçõesO método tem se provado particularmente útil naO método tem se provado particularmente útil na monitoração de operação mecânica de máquinas rotativas (ventiladores, compressores, bombas, t bi t ) d t ã h i t dturbinas, etc.), na detecção e reconhecimento da deterioração de rolamentos, no estudo de mau funcionamento típicos em maquinaria com regime í li d t b lh l i d tcíclico de trabalho, laminadores, prensas, etc., e na
análise de vibrações dos processos de trincamento, notadamente em turbinas e outras máquinas
i ib ó irotativas ou vibratórias.Este método também permite uma grande confiabilidade na operação de instalações e naconfiabilidade na operação de instalações e na interrupção de uma máquina em tempo hábil, para substituição de peças desgastadas.

Análise de VibraçõesAnálise de VibraçõesN i â i f t l fi ti dNa usinagem mecânica com ferramental sofisticado, a medição das vibrações é essencial para a melhoria da qualidade final do produto. 0 método é aplicado q p pna engenharia civil para o estudo do comportamento das estruturas sujeitas a carregamento provocados por um tráfego de alta velocidadepor um tráfego de alta velocidade.Ensaio de Análise de Vibrações é um método muito valioso, pois a identificação das falhas no a oso, po s a de cação das a as omonitoramento de máquinas e motores é feito por medições eletrônicas das vibrações, não percebidas por nossos ouvidos eliminando assim apor nossos ouvidos, eliminando assim a subjetividade do técnico.
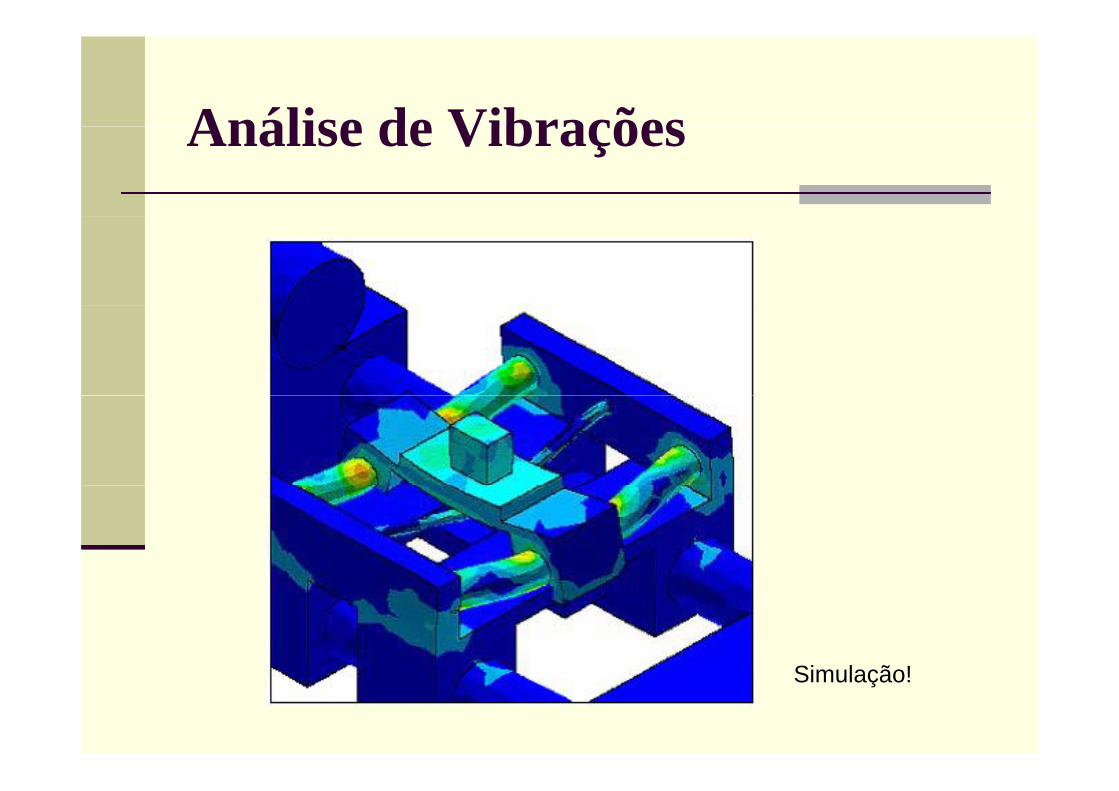
Análise de VibraçõesAnálise de Vibrações
SSimulação!
ReferênciasReferências
Fundamentals of Materials Science and Engineering – Callister, 5ª ed., Wiley, 2001.http://www.abende.org.br/
BibliografiaBibliografia
http://www.geocities.com/egnnews/ndt.htmApostilas completas podem ser baixadas dos p p psites:
http://www.abende.org.br/biblioteca_apostila.php?w=1280&h=800http://www.infomet.com.br/soldagem_end.php