Embed Size (px)
Citation preview
ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
Esmalte sintético base-água – Desempenho e avaliação de ciclo de vida (ACV) utilizando
novos agentes emulsionantes
Silmar Bálsamo Barrios
1, Maria da Graça Busica Popi
1, Juliane Pereira Santos
1, Servaas Engels, Pedro Henrique
Invencione1, Carlos Henrique Salvador
1, Lais Helena Vieira
1, Nádia Andrade Armelin
1
1 Oxiteno Indústria e Comércio SA
Resumo
Este trabalho apresenta o desenvolvimento de tecnologia de emulsificação de
resinas alquídicas pelo método de inversão de fase (Emulsion Invertion Point – EIP) e sua
aplicação em formulação de esmalte sintético base-água de mínima concentração de VOCs
(Volatile Organic Compounds) para o mercado de tintas arquitetônicas. Será apresentado
também um estudo do desempenho ambiental comparativo com a tecnologia comumente
utilizada (base solvente) através da metodologia de avaliação de ciclo de vida (ACV).
A incorporação da variável ambiental como critério de tomada de decisão em
desenvolvimento de novos produtos oferece uma série de oportunidades de melhoria na busca
pela preservação do meio ambiente. Para tanto, um estudo de ACV apresenta-se como a
técnica ideal visto seu caráter sistêmico e abrangente.
Em linhas gerais, a ACV avalia de forma quantitativa, os impactos ambientais
associados a todos os consumos – de matéria e energia – e gerações de rejeitos – na forma de
emissões atmosféricas, efluentes líquidos, resíduos sólidos e perdas energéticas – que ocorrem
ao longo do ciclo de vida de um produto.
A partir do diagnóstico da ACV é possível obter informações suficientes para
aplicação do conceito de Design for Environment (DfE) visando a melhoria contínua na
dimensão ambiental da sustentabilidade à partir da concepção do produto, podendo ser
aplicado para todo o setor de tintas.
Neste sentido, a Oxiteno pretende oferecer uma contribuição ao segmento de
tintas através de um estudo comparativo de ACV aferindo o desempenho ambiental de duas
tecnologias para produção de tintas decorativas do tipo esmalte sintético, a primeira delas
atualmente praticada no mercado, que utiliza solvente aguarrás e a segunda, com tecnologia

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
desenvolvida pela Oxiteno, para substituição do solvente por água, a partir de um inovador
sistema de tensoativos para promover a emulsificação.
1. Introdução
As resinas alquídicas têm recebido um aumento de interesse nos últimos anos em razão
de seu conteúdo verde [1]. A possibilidade de emulsificação direta dessas resinas leva ainda a
vantagem ambiental da ausência de solventes orgânicos [2]. Além disso, resinas alquídicas tem
melhor desempenho para algumas aplicações quando comparado com látices acrílicos,
principalmente no que se refere a aspecto e brilho final da tinta.
Um fator importante para alcançar a estabilidade coloidal de uma emulsão é a criação
de partículas pequenas durante o processo de emulsificação e sua estabilização eletrostática e
estérea, através da introdução de tensoativos apropriados [3][4].
Uma das mais promissoras técnicas de emulsificação de resinas é o processo por
inversão de fases. Neste caso o processo começa com uma emulsão água em óleo (W/O), onde
a água é adicionada lentamente. A adição de água continua até a fração volumétrica de água
alcançar um nível crítico, onde a inversão ocorre (ponto de inversão). A mudança é
caracterizada pela repentina queda de viscosidade.
1.1. Avaliação Ciclo de Vida (ACV)
A ACV avalia de forma quantitativa os impactos ambientais associados a todos os
consumos – de matéria e energia – e gerações de rejeitos – na forma de emissões atmosféricas,
efluentes líquidos, resíduos sólidos e perdas energéticas – que ocorrem ao longo do ciclo de
vida de um produto.
A ACV é uma técnica capaz de avaliar o desempenho ambiental de um produto ao longo
de todo o seu ciclo de vida, que é composto por uma série de etapas necessárias para que um
produto cumpra sua função, desde a obtenção dos recursos naturais até sua disposição final,
passando pela manufatura, distribuição e uso, incluindo todas as etapas de transporte que
fazem parte do ciclo de vida. Tal avaliação se conduz tanto por meio da identificação de todas
ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
as interações ocorridas entre o ciclo de vida de um produto e o meio ambiente, como pela
avaliação dos impactos ambientais potencialmente associados a essas interações [5].
Na aplicação da ACV para efeito de comparação de produtos, são avaliados os aspectos
ambientais – e seus impactos associados – para diferentes formas de atender a uma mesma
função, que é o objetivo deste trabalho.
2. Parte Experimental
2.1. Materiais e formulação
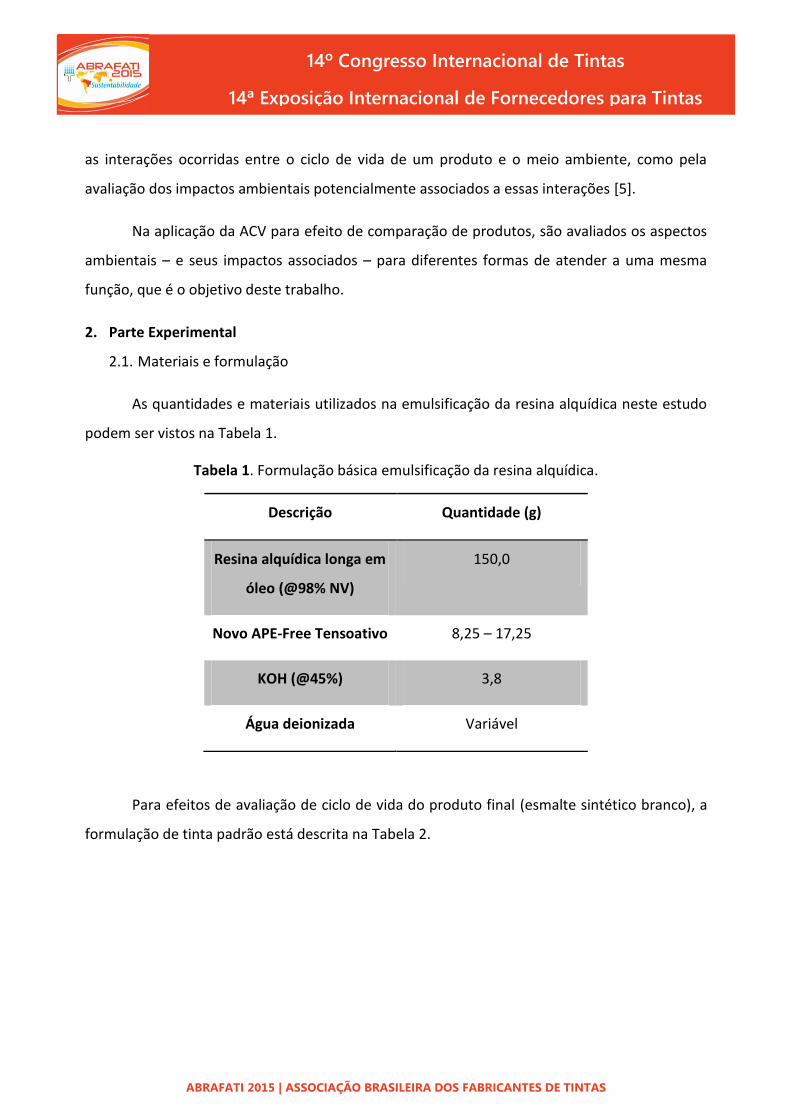
As quantidades e materiais utilizados na emulsificação da resina alquídica neste estudo
podem ser vistos na Tabela 1.
Tabela 1. Formulação básica emulsificação da resina alquídica.
Descrição Quantidade (g)
Resina alquídica longa em
óleo (@98% NV)
150,0
Novo APE-Free Tensoativo 8,25 – 17,25
KOH (@45%) 3,8
Água deionizada Variável
Para efeitos de avaliação de ciclo de vida do produto final (esmalte sintético branco), a
formulação de tinta padrão está descrita na Tabela 2.

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
Tabela 2. Formulação básica emulsificação da resina alquídica.
Esmalte Base Água
Esmalte Base Solvente
Emulsão Alquídica Base Água (@50% em Água) 56,0
-
Resina Alquídica Base Solvente (@50% em Aguarrás) -
56,0
Pigmento Dióxido de Titânio Rutilo 25,0
25,0
Dispersante de pigmentos derivado de ácidos carboxílicos e aminas/ amidas
1,5
1,5
Agente Reológico Acrílico 2,5
-
Agente Reológico a base de sílica modificada -
0,5
Antiespumante a base de silicone 0,1
-
Nivelante a base de silicone 0,2
0,2
Secante base de sal de cobalto 0,4
0,4
Secante base de sal de zircônio 2,3
2,3
Água 12,0
-
Aguarrás -
14,1
TOTAL 100,0
100,0
2.2. Procedimento de emulsificação
A resina alquídica aquecida (50ºC) foi transferida para um reator de vidro de fundo
redondo equipado com um agitador mecânico e um termômetro. A temperatura do sistema foi
controlada através de banho de óleo termostatizado. A resina foi então aquecida para a
temperatura requerida com agitação constante. Vagarosamente o KOH e tensoativos foram
adicionados. Após completa homogeneização iniciou-se a adição de água. A temperatura da
água foi sempre mantida igual a temperatura da resina, sendo adicionada lentamente (1,5 a 2,0
mL por minuto). A inversão foi detectada por teste de dispersabilidade da emulsão em água.

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
2.3. Métodos de Teste
O tamanho de partícula foi medido com equipamento Mastersizer® 2000 (Malvern
Instruments Company, UK) a um ângulo fixo de espalhamento de 90°. As amostras foram
diluídas em água deionizada logo antes da análise.
A viscosidade foi medida com viscosímetro Brookfield (BF35) na temperatura de 20ºC a
contante taxa de cisalhamento.
O teor de sólidos foi medido gravimetricamente de acordo com ASTM D2369.
A análise fatorial foi analisada pelo software estatístico MINITAB®. Análise ANOVA e
gráficos de superfície foram gerados pelo software Design-Expert®.
2.4. Estudo de ACV
2.4.1. Definição de Escopo
O estudo em questão se propôs a comparar duas tintas do tipo esmalte sintético,
obtidas via tecnologias distintas, obtendo o mesmo desempenho na aplicação. Este estudo
baseou-se na padronização metodológica fornecida pelas normas ABNT NBR ISO 14040 e 14044
[6]. No que se refere à Definição de Escopo, foram estabelecidos os requisitos técnicos que
aparecem indicados a seguir.
I. Sistemas de Produto: o estudo em questão se propôs a comparar duas tecnologias
para produção de tinta do tipo esmalte sintético. A tinta base solvente (BS) é
diluída em aguarrás e a tinta base água (BA) é preparada a partir de uma emulsão
com novo tensoativo Oxiteno. Os respectivos fluxogramas de cada sistema estão
representados nas figuras abaixo.

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
Figura 1. Sistema de Produto Tinta Base Solvente (BS).
Figura 2. Sistema de Produto Tinta Base Água (BA).

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
II. Função da tinta: proteger e decorar superfície.
III. Unidade Funcional (UF): proteger uma superfície de 1,0 m2.
IV. Coeficiente de Desempenho Técnico: de acordo com dados experimentais, o
consumo de esmalte sintético considerado foi de 7,5 m2/L para ambas as
formulações, considerando 15% de diluição no respectivo solvente (aguarrás para
tinta BS e água para tinta BA) na etapa de uso.
V. Fluxo de Referência (FR): considerando os dados de desempenho técnico que
foram anteriormente indicados, determinou-se que para o atendimento da UF
estabelecida para o estudo seriam necessários: 0,133L de tinta.
VI. Fronteiras do sistema de produto: foram estabelecidos para efeito da comparação,
todos os processos elementares associados aos processos de produção de cada
tensoativo desde o berço até o portão da fábrica, assim como dos solventes (água
e aguarrás) ao que se somariam depois as operações de emulsificação no caso da
tinta BA e de diluição no caso da tinta BS, as respectivas produções das tintas, e
sua aplicação à superfície a ser protegida. Assim sendo, cada qual dos sistemas de
produto compreende: as etapas de produção dos ativos que integram cada
formulação avaliada, exceto aqueles comuns a ambos os produtos, que foram
desconsiderados. A etapa de produção em si de cada qual dos ativos; transportes
dos componentes considerados em cada formulação, até a respectiva unidade
produtora de tinta, bem como, o transporte deste até o local em que ocorre a
pintura; a produção de utilidades – água industrial; água para caldeira; vapor; e
energia elétrica – envolvidas nos diversos processos.
VII. Qualidade dos dados: os dados referentes à produção dos tensoativos para tinta,
às utilidades empregadas nestes processamentos, bem como, aos transportes
envolvidos nos diversos sistemas de produto, foram obtidos a partir de fontes
primárias. Por outra parte, a quantificação de todos os aspectos ambientais
relacionados à produção da aguarrás, à produção e aplicação das tintas, ocorreu a
partir de dados secundários.
ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
VIII. Quanto à cobertura temporal, os dados primários foram coletados de maneira
continuada por doze meses, ao longo do ano de 2014. Em termos de cobertura
geográfica, incluiu-se no estudo processamentos que ocorrem em diferentes
regiões. Finalmente, cobertura tecnológica empregada em cada estudo seguiu as
bases antes descritas para cada rota processual.
IX. Critérios de exclusão: foram excluídos dos Inventários de Ciclo de Vida (ICVs)
elaborados para efeito da presente comparação, todos os aspectos ambientais
cujas contribuições cumulativas em termos de massa e de energia estivessem
abaixo de 1%. Além disso, foram também desconsideradas cargas cuja relevância
ambiental fosse considerada desprezível de acordo com as determinações
estabelecidas na norma ABNT NBR ISO 14044.
X. Alocação de cargas ambientais: para qualquer das alocações efetuadas no estudo,
decidiu-se por aplicar o critério mássico de partição de cargas ambientais.
XI. Categorias e Modelos de Avaliação de Impactos Ambientais (AICV): dados os
propósitos a que se destina este estudo decidiu-se adotar um modelo baseado em
indicadores de termo médio (midpoints). Assim sendo, optou-se pelo modelo
Recipe Midpoint (H) para levar adiante a AICV, o que predispõe que a análise foi
realizada considerando-se as seguintes categorias de impacto ambientais:
Mudanças climáticas, Acidificação terrestre, Toxicidade humana, Formação
fotoquímica de oxidantes, Ecotoxicidade terrestre, Ecotoxicidade aquática,
Depleção de água e Depleção de recursos fósseis.
Aparte dos requisitos acima mencionados, a modelagem dos sistemas de produto em
análise para efeito de construção de ICVs considerou algumas premissas específicas. Algumas
delas aparecem indicadas a seguir:
a) Tendo em vista os objetivos a que se propõe esta análise, e considerando o fato de os
esmaltes sintéticos terem os mesmos desempenhos técnicos na aplicação e as mesmas
quantidades de resina alquídica em sua composição, os processos elementares relacionados à
produção de resina foram desconsiderados;

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
b) Por uma questão essencialmente de modelagem, o desempenho ambiental da etapa
de descarte foi examinado concomitantemente ao da etapa de aplicação; portanto, todo o
solvente (Aguarrás) é volatilizado na etapa de aplicação;
c) Cargas ambientais associadas à disposição de rejeitos foram desconsideradas;
d) Emissões atmosféricas derivadas da queima de combustíveis em caldeiras para
geração de vapor foram determinadas por meio de balanço estequiométrico;
e) Apenas aspectos ambientais que puderam ser aferidos e verificados foram
efetivamente incluídos na presente análise.
3. Resultados e Discussão
3.1. Resultados de Desempenho na Emulsificação
Os novos tensoativos APE-Free (livres de alquilfenóis etoxilados) para emulsificação de
alquídica foram inicialmente testados em condição padronizada. Os resultados são
apresentados na Tabela 3.
De forma notável, os novos tensoativos permitiram alcançar emulsões com pequeno
tamanho de partícula e estreita distribuição, resultado muito relevante pois emulsões com
pequeno tamanho de partícula tendem a ser mais estáveis (estabilidade coloidal) em razão da
supressão do efeito da gravidade pelo movimento Browniano [7].
ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
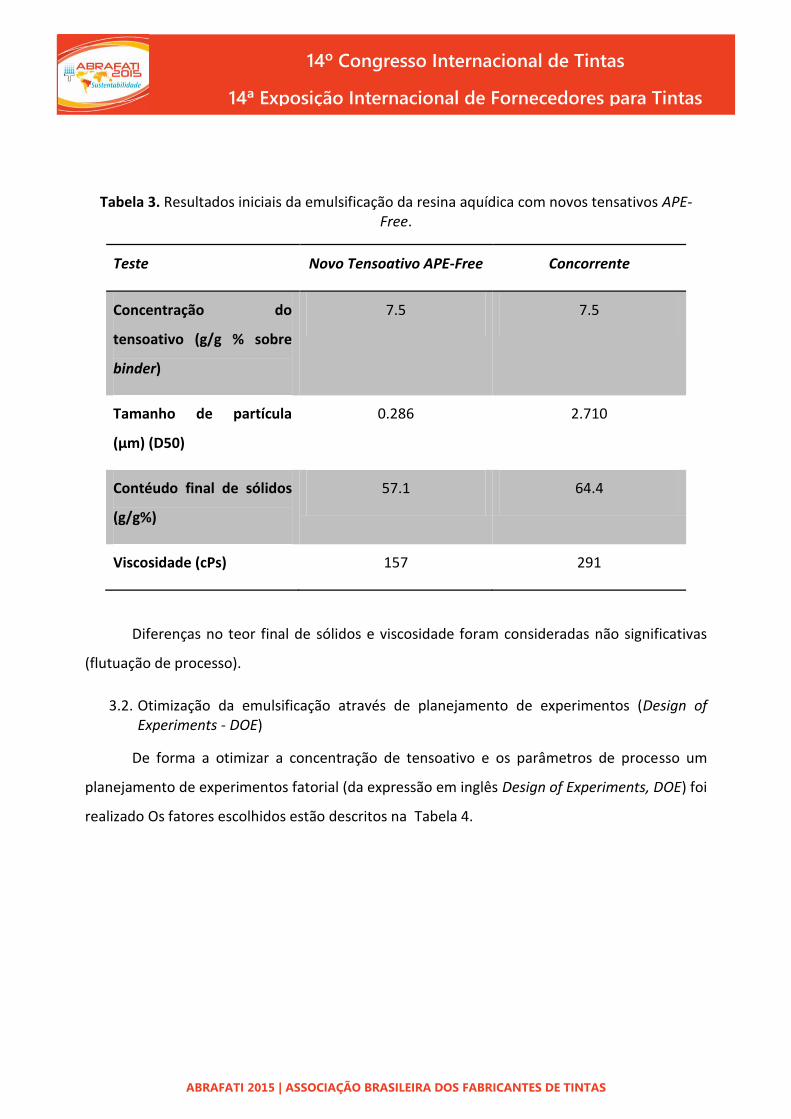
Tabela 3. Resultados iniciais da emulsificação da resina aquídica com novos tensativos APE-Free.
Teste Novo Tensoativo APE-Free Concorrente
Concentração do
tensoativo (g/g % sobre
binder)
7.5 7.5
Tamanho de partícula
(µm) (D50)
0.286 2.710
Contéudo final de sólidos
(g/g%)
57.1 64.4
Viscosidade (cPs) 157 291
Diferenças no teor final de sólidos e viscosidade foram consideradas não significativas
(flutuação de processo).
3.2. Otimização da emulsificação através de planejamento de experimentos (Design of Experiments - DOE)
De forma a otimizar a concentração de tensoativo e os parâmetros de processo um
planejamento de experimentos fatorial (da expressão em inglês Design of Experiments, DOE) foi
realizado Os fatores escolhidos estão descritos na Tabela 4.
ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
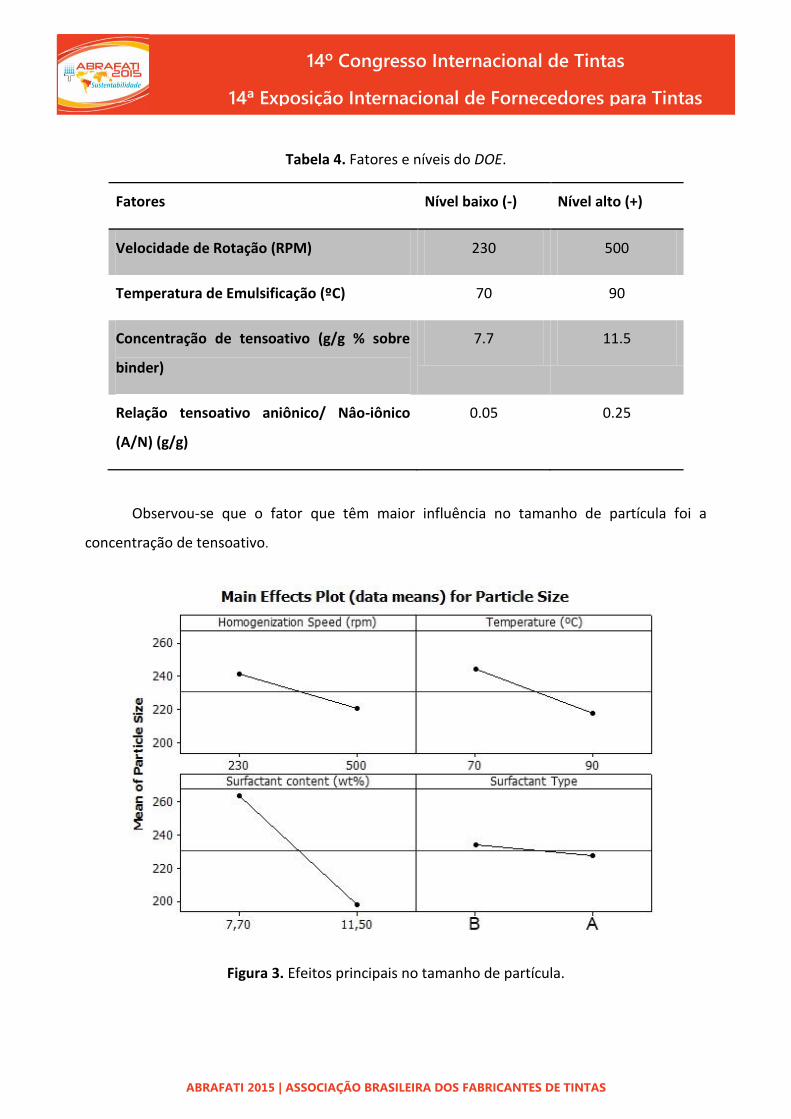
Tabela 4. Fatores e níveis do DOE.
Fatores Nível baixo (-) Nível alto (+)
Velocidade de Rotação (RPM) 230 500
Temperatura de Emulsificação (ºC) 70 90
Concentração de tensoativo (g/g % sobre
binder)
7.7 11.5
Relação tensoativo aniônico/ Nâo-iônico
(A/N) (g/g)
0.05 0.25
Observou-se que o fator que têm maior influência no tamanho de partícula foi a
concentração de tensoativo.
Figura 3. Efeitos principais no tamanho de partícula.

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
O teor de sólidos no ponto de inversão é um importante parâmetro na emulsificação da
resina, pois afeta diretamente a produtividade do processo. Dessa forma os fatores que foram
considerados mais significativos foram “temperatura” e “tipo de surfactante”.
Figura 4. Efeitos principais no teor de sólidos no momento da inversão.
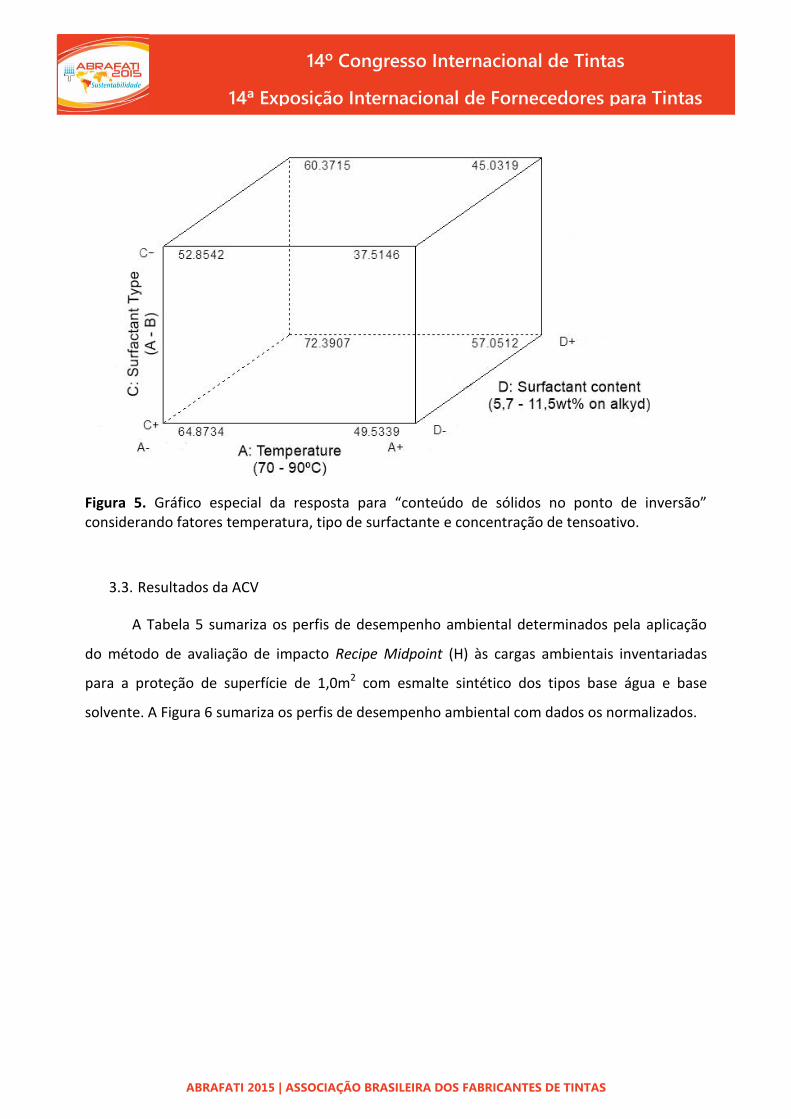
No entanto, explorando mais a fundo a região de baixa concentração de tensoativos foi
possível observar alguns efeitos sinérgicos. Os resultados podem ser melhor visualizados em
gráfico especial de resposta (Figura 5).
Pode-se visualizar que o ponto de teor de sólidos mais alto (72,39%) corresponde a
concentração de tensoativo de 11,5%, tensoativo tipo A e temperatura de 70ºC. No entanto é
possível alcançar alto teor de sólidos (64,87%) mesmo com concentração de tensoativo baixa
(5,7%).
ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
Figura 5. Gráfico especial da resposta para “conteúdo de sólidos no ponto de inversão” considerando fatores temperatura, tipo de surfactante e concentração de tensoativo.
3.3. Resultados da ACV
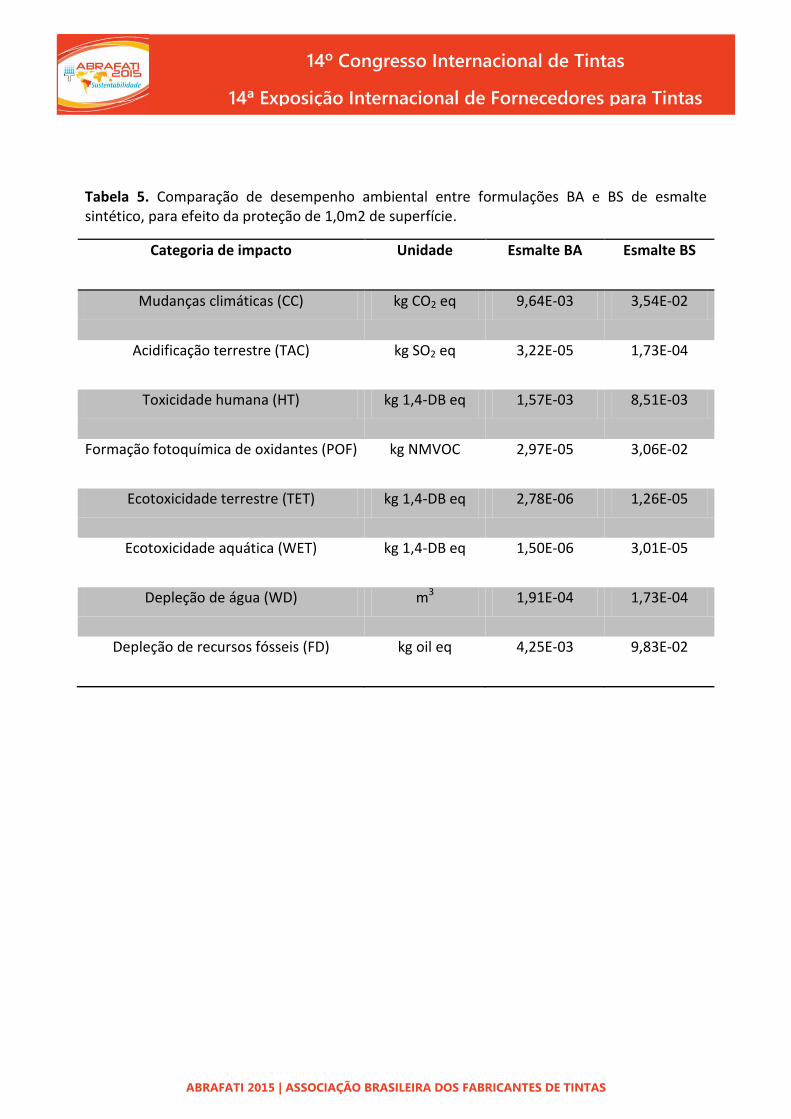
A Tabela 5 sumariza os perfis de desempenho ambiental determinados pela aplicação
do método de avaliação de impacto Recipe Midpoint (H) às cargas ambientais inventariadas
para a proteção de superfície de 1,0m2 com esmalte sintético dos tipos base água e base
solvente. A Figura 6 sumariza os perfis de desempenho ambiental com dados os normalizados.
ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
Tabela 5. Comparação de desempenho ambiental entre formulações BA e BS de esmalte sintético, para efeito da proteção de 1,0m2 de superfície.
Categoria de impacto Unidade Esmalte BA Esmalte BS
Mudanças climáticas (CC) kg CO2 eq 9,64E-03 3,54E-02
Acidificação terrestre (TAC) kg SO2 eq 3,22E-05 1,73E-04
Toxicidade humana (HT) kg 1,4-DB eq 1,57E-03 8,51E-03
Formação fotoquímica de oxidantes (POF) kg NMVOC 2,97E-05 3,06E-02
Ecotoxicidade terrestre (TET) kg 1,4-DB eq 2,78E-06 1,26E-05
Ecotoxicidade aquática (WET) kg 1,4-DB eq 1,50E-06 3,01E-05
Depleção de água (WD) m3 1,91E-04 1,73E-04
Depleção de recursos fósseis (FD) kg oil eq 4,25E-03 9,83E-02
ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
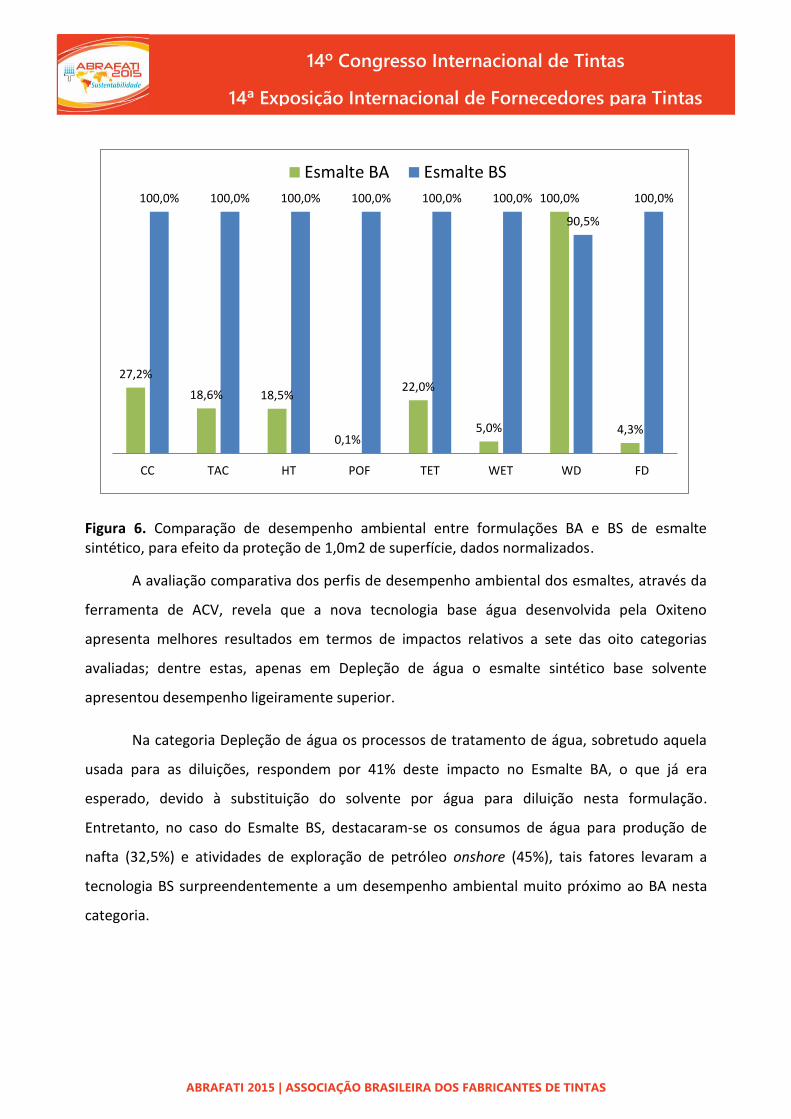
Figura 6. Comparação de desempenho ambiental entre formulações BA e BS de esmalte sintético, para efeito da proteção de 1,0m2 de superfície, dados normalizados.
A avaliação comparativa dos perfis de desempenho ambiental dos esmaltes, através da
ferramenta de ACV, revela que a nova tecnologia base água desenvolvida pela Oxiteno
apresenta melhores resultados em termos de impactos relativos a sete das oito categorias
avaliadas; dentre estas, apenas em Depleção de água o esmalte sintético base solvente
apresentou desempenho ligeiramente superior.
Na categoria Depleção de água os processos de tratamento de água, sobretudo aquela
usada para as diluições, respondem por 41% deste impacto no Esmalte BA, o que já era
esperado, devido à substituição do solvente por água para diluição nesta formulação.
Entretanto, no caso do Esmalte BS, destacaram-se os consumos de água para produção de
nafta (32,5%) e atividades de exploração de petróleo onshore (45%), tais fatores levaram a
tecnologia BS surpreendentemente a um desempenho ambiental muito próximo ao BA nesta
categoria.
27,2%
18,6% 18,5%
0,1%
22,0%
5,0%
100,0%
4,3%
100,0% 100,0% 100,0% 100,0% 100,0% 100,0%
90,5%
100,0%
CC TAC HT POF TET WET WD FD
Esmalte BA Esmalte BS

ABRAFATI 2015 | ASSOCIAÇÃO BRASILEIRA DOS FABRICANTES DE TINTAS
14º Congresso Internacional de Tintas
14ª Exposição Internacional de Fornecedores para Tintas
4. Conclusão
O excelente desempenho dos novos tensoativos APE-Free para emulsificação de resinas
alquídicas foi mostrado neste trabalho. Emulsões com tamanhos de partícula pequenos
(>200 nm) e estreitamente distribuídos, além da possibilidade de obtenção de alto teor
de sólidos (acima de 65%) são alguns destaques.
Além de excelente desempenho na aplicação, o estudo de ACV mostrou que a
tecnologia base água (BA) tem desempenho ambiental superior ao da tecnologia base
solvente (BS) em 7 das 8 categorias de impacto avaliadas. A única categoria em que os
resultados foram semelhantes foi depleção de água. Entretanto nas demais
categorias os níveis encontrados para a tinta BA são comparativamente muito inferiores
à tinta BS, mostrando a adequação dessa tecnologia aos conceitos de sustentabilidade.
Referências
1. Soucek, M. and M.K.G. Johansson, Alkyds for the 21st century. Progress in Organic Coatings,
2012. 73(4): p. 273.
2. Vratsanos, L.A., Meeting the challenge of formulating for the future. J. Coat. Technol., 2002.
74(929): p. 61-65.
3. Weissenborn, P.K. and A. Motiejauskaite, Emulsification, drying and film formation of alkyd
emulsions. Prog. Org. Coat., 2000. 40(1-4): p. 253-266.
4. Östberg, G., et al., Alkyd emulsions. Progress in Organic Coatings, 1994. 24(1–4): p. 281-297.
5. Silva, G. A. and Kulay, L. A., Avaliação do ciclo de vida. In: Vilela Junio, A. E Demajorovic, J. (Ed.).
Modelos de ferramentas de gestão ambiental: desafios e perspectivas para organizações. São
Paulo: Editora SENAC, 2006.
6. ABNT. ABNT NBR ISO 14044:2009: Gestão ambiental - Avaliação do ciclo de vida - Requisitos e
orientações: ABNT - Associação Brasileira de Normas Técnicas: 46 p. 2009.
7. Everett, D.H., Basic Principles of Colloid Science. 1988: Royal Society of Chemistry. 243 pp.