Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DO MARANHÃOUNIVERSIDADE FEDERAL DO MARANHÃO
BioengenhariaBioengenharia
Profa. Dra. Glória BandeiraProfa. Dra. Glória Bandeira

• Introdução
• Microbiologia é o estudo dos microrganismos, um grande grupo de seres vivos capazes de existirem como células únicas ou em agrupamentos em que cada célula é um indivíduo (Barbosa e Torres, 1998).
• Os micróbios são minúsculos seres vivos, individualmente muitos pequenos para serem vistos a olho nu. O grupo inclui bactérias, fungos (bolores e leveduras), protozoários e algas microscópicas. Também inclui vírus, os quais são entidades acelulares, muitas vezes considerados como sendo o limite entre os seres vivos e não-vivos (Tortora, Funke e Case, 2000).

• Cada célula microbiana é independente quanto a seus processos vitais de obtenção de energia, crescimento e reprodução.
• Com exceção dos vírus, todos os microrganismos apresentam estrutura celular.
• Por falta de estrutura celular os vírus são incapazes de nutrição, metabolismo e crescimento; para sua multiplicação utilizam e dependem de células vivas.

• A maioria dos microrganismos fornece contribuições cruciais para o bem estar dos habitantes do mundo, através da manutenção do equilíbrio entre os organismos vivos e os compostos químicos do nosso ambiente:
• Os mos. marinhos e de água doce constituem a base da cadeia alimentar nos oceanos, nos lagos e nos rios;
• Os mos. do solo auxiliam na degradação de detritos e na incorporação do nitrogênio da atmosfera em compostos orgânicos, reciclando desse modo, elementos químicos do solo, da água e do ar;
• Certas bactérias e algas possuem um papel fundamental na fotossíntese um processo gerador de alimento e energia que é crucial para a vida na Terra;

• Os seres humanos e muitos outros animais dependem das bactérias em seus intestinos para a digestão e a síntese das muitas vitaminas de que seus corpos necessitam, incluindo algumas vitaminas B, para o metabolismo, e vitamina K para o sangue;
• Os mos. também possuem muitas aplicações comerciais. Eles são utilizados na síntese de produtos químicos, tais como acetona, os ácidos orgânicos, as enzimas, os álcoois e muitas drogas;
• Através da engenharia genética, as bactérias e outros micróbios podem produzir substâncias terapêuticas importantes, tais como insulina, hormônio do crescimento humano.
• A indústria de alimentos também inclui os micróbios na produção de vinagre, picles, bebidas alcoólicas,
queijos, iogurtes e pães;

PRINCÍPIOS GERAIS DA MICROBIOLOGIA DE
ALIMENTOS• Três áreas AUMENTAR: o valor nutritivo; propriedades organolépticas (cor,
odor, flavour, textura, etc.); vida de prateleira dos alimentos. CONTROLE DE DETERIORAÇÃO: por redução ou eliminação dos
microrganismos; para evitar a multiplicação dos
microrganismos. SEGURANÇA ALIMENTAR: bactérias patogênicas.

• CLASSIFICAÇÃO DOS MICRORGANISMOS PELA SUA IMPORTÂNCIA PARA A MICROBIOLOGIA DE ALIMENTOS
• Microrganismos úteis industrialmente
• Microrganismos deterioradores
• Microrganismos patogênicos

Fatores que afetam a m ultiplicação de m icrorgan ism os em alim entos
Fatores intrínsecos
Ativ id ad e d e ág u a (Aa)
C onc e ito O valor absoluto de Aa fornece uma indicação segura do teor de água livre do alimento, sendo esta a única forma de água passível de utilização por parte dos
microrganismos Numericamente a Aa varia de 0 a 1
VALORES DE AA EM ALGUNS TIPOS DE ALIMENTOS Valores de Aa Tipos de alimentos
> 0,98 Carnes e pescados frescos, leite e outras bebidas, frutas e hortaliças frescas, hortaliças em salmoura enlatadas e frutas em calda enlatadas.
< 0,98 a 0,93 Leite evaporado, concentrados de tomate, carnes e pescados curados, sucos de frutas, queijos, pão e embutidos.
< 0,93 a 0,85 Leite condensado, salame, queijos duros, produtos de confeitaria, marmeladas.
< 0,85 a 0,60 Geleias, farinhas, frutas secas, caramelo, goiabada, coco seco ralado, pescado muito salgado e extrato de carne.
< 0,60 Doces, chocolate, mel, macarrões, batatas fritas, verduras desidratadas ovos e leite em pó.
Fonte: Christian, 1980

VVAALLOORREESS MMÍÍNNIIMMOOSS DDEE AAaa PPEERRMMIITTIIDDOO AA MMUULLTTIIPPLLIICCAAÇÇÃÃOO MMIICCRROOBBIIAANNAA
Grupo microbiano Aa mínima
Maioria das bactérias 0,91-0,88
Maioria das leveduras 0,88
Maioria dos bolores 0,80
Bactérias halófilas 0,75
Bolores xerotolerantes 0,71
Bol. xerófilos e leveduras osmófilas 0,62-0,60 Fonte: Farkas,1997
VV AA LL OO RR EE SS MM ÍÍNN IIMM OO SS DD EE AA aa PP AA RR AA MM UU LL TT IIPP LL IICC AA ÇÇ ÃÃ OO DD EE PP AA TT ÓÓ GG EE NN OO SS
Microrganismos Aa mínima Aeromonas hydrophila 0,97
Bacillus cereus 0,92-0,95
Campylobacter jejuni 0,97-0,98
Clostridium perfringens 0,95-0,97
Escherichia coli 0157:H7 0,95
Salmonella spp 0,94-0,95 Staphylococcus aureus Multiplicação Produção de enterotoxina (alimentos)
0,83-0,90 0,93-0,95
Vibrio parahaemolyticus 0,93-0,95
Yersinia enterocolitica 0,95-0,97

pH
C onc e ito O pH mede a concentração de H+ de um alimento ou solução
pH = -log. [H+]
V A L O R D E p H A P R O X IM A D O D E A L G U N S A L IM E N T O S
Alimentos/ pH aproximado
Carnes pH
Frangos 5,4-6,2 Presunto 5,9-6,1 Salsichas Frankfurt 5,7-6,2
Bovina ( moída) 5,2-6,2
Pescados pH Atum 5,2-6,1 Peixe fresco (maioria) 6,6-6,8
Salmão 6,1-6,3
Fonte:Jay,1992 e ICMSF,1980.
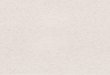
F A IX A S D E p H D E M U L T IP L IC A Ç Ã O D O S M IC R O R G A N IS M O S
pH > 4,5 4,0 < pH < 4,5 pH < 4,0
Bactérias patogênicas
Alguns esporulados Bactérias lácticas
Bactérias esporuladas
Bactérias lácticas Bactérias acéticas
Bactérias lácticas
Bactérias acéticas
Bolores
Bactérias acéticas
Bolores Leveduras
Bolores Leveduras Leveduras

Potencial de óxido-redução (O/R, Eh)
C onc e ito Potencial de óxido-redução de um substrato pode ser definido como sendo a facilidade de um determinado
substrato perder ou ganhar elétrons
Cu Cu+ + e- Cu + O2 2CuO
Oxidação
Redução
Oxidação
Redução

FFaattoorreess eexxttrríínnsseeccooss
TTeemmppeerraattuurraa
C L A S S IF IC A Ç Ã O D O S M IC R O R G A N IS M O S E M
R E L A Ç Ã O À T E M P E R A T U R A
Temperatura ( C) Grupo mínima ótima máxima
termófilos 40-45 55-75 60-90
mesófilos 5 - 15 30-45 35-47
psicrófilos -5 -+5 12-15 15-20
psicrotróficos -5 -+5 25-30 30-35
Fonte: ICMSF, 1980.
UUmmiiddaaddee rreellaattiivvaa
PPrreesseennççaa ddee ggaasseess nnoo mmeeiioo DDiióóxxiiddoo ddee ccaarrbboonnoo ((CCOO22))
Aplicação: conservação de alimentos (frutas, carnes, pescado, etc)

• Nutrientes
• Fonte de energia(açúcar, álcool e aminoácidos, carboidratos complexos, gorduras);
• Fonte de nitrogênio (aminoácidos, peptídios e proteínas);
• Vitaminas;
• Minerais.

T eor ia d os o b stác u los
C onc e ito Interações entre os fatores intrínsecos e extrínsecos para
impedir a multiplicação de microrganismos deterioradores e patogênicos, melhorando a estabilidade
e a qualidade de alimento, tornando-os mais estáveis, de prolongada vida-de-prateleira, e seguros
à saúde dos consumidores.

Reprodução e curva de crescimento bacteriano

• Esporos
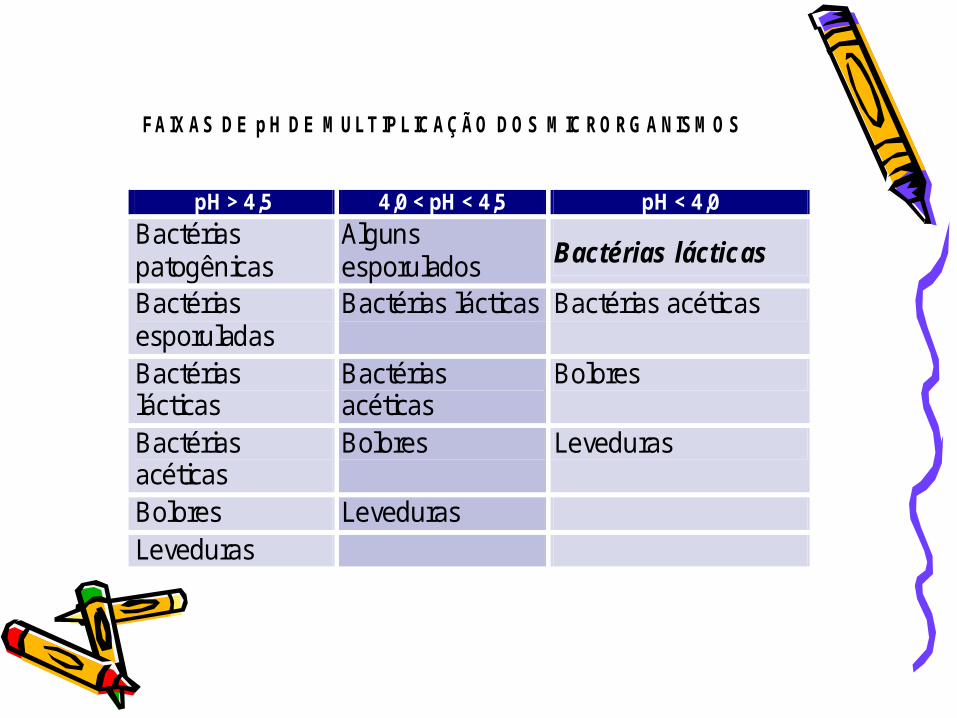
Gram
Cora em púrpura Cora em púrpura
Cora em vermelho Permanece púrpura
Contratingir com Safranina
BACTÉRIAS GRAM-POSITIVAS
BACTÉRIAS GRAM-NEGATIVAS
Células fixadas à lâmina
Corante principal cristal violeta
Mordente: solução de iodo
Permanece púrpura Permanece púrpura
Permanece púrpura
Descorar com: álcool ou acetona
• CONTROLE MICROBIANO
• Importância do controle microbiano:
• Prevenir a transmissão de doenças e infecção;
• Prevenir a contaminação ou crescimento de mos. nocivos;
• Prevenir a deterioração e dano de materiais pro microrganismos.
Os micróbios podem ser removidos, inibidos ou
mortos.

• Esterilização: processo de destruição de todas as formas de vida microscópica.
• Desinfetante: é um agente, normalmente químico, que mata as formas vegetativas, mas não necessariamente, as formas esporuladas.
• Antisséptico: é uma substância que previne o crescimento ou ação de mos., pela destruição dos mesmos ou pela inibição de seu crescimento ou atividade.
• Saneador: é um agente que reduz a população microbiana até níveis consideráveis, de acordo com as exigências da saúde pública. Normalmente é um agente químico que mata 99,9% das células vegetativas.

• Germicida (microbicida): é um agente que mata as formas vegetativas, mas não, necessariamente, as formas esporuladas dos germes.
• Bactericida: é um agente que mata as bactérias. De modo similar, os termos fungicida, viricida e esporocida se referem a agentes que matam os fungos, vírus e esporos, respectivamente.
• Bacteriostático: é uma condição na qual se previne o crescimento de bactérias.
• Agente antimicrobiano: é aquele que interfere com o crescimento ou atividade dos micróbios.
CONDIÇÕES QUE INFLUENCIAM A AÇÃO ANTIMICROBIANA
• Temperatura: o aumento da temperatura, quando usado em combinação como uma substância química, apressa a destruição dos microrganismos.
• Tipo de microrganismo: os esporos bacterianos são mais resistentes que qualquer outro organismo vivo em sua capacidade de sobreviver sob condições fisicas ou químicas adversas.
• Estado fisiológico das células: células
jovens, metabolicamente ativas são mais facilmente destruídas que as células velhas ou em latência.

• Condições ambientais: as propriedades físicas e químicas do meio ou das substâncias que sustentam os microrganismos, têm profunda influência sobre o ritmo, assim como sobre a eficácia da destruição microbiana.
• Tamanho da população microbiana: populações maiores levam mais tempo para morrer do que populações menores;
• Intensidade ou concentração do agente microbicida: quanto menor a intensidade ou concentração, mais tempo leva para destruir uma população microbiana;
• Tempo de exposição ao agente microbicida: quanto maior o tempo de exposição maior será o número de células mortas;

Matéria orgânica + desinfetante pode resultar:
• Combinação do desinfetante com a matéria orgânica, com formação de produto não-microbicida;
• Combinação do desinfetante com a matéria orgânica para formar um precipitado, o que afasta o desinfetante de uma possível combinação com os microrganismos;
• Acúmulo de matéria orgânica na superfície da célula microbiana, formando uma capa que impede o contato com o desinfetante.
• Modo de ação dos agentes antimicrobianos:• Lesão da parede celular;• Alteração da permeabilidade celular;• Alteração das moléculas de proteínas e de
ácido nucléico;• Inibição da ação enzimática;• Antimetabolitos.
• Mecanismo de destruição das células microbianas:
• Alteração do estado físico do citoplasma;• inativação de enzimas;• rompimento da membrana ou parede
celular.

“As atividades metabólicas de um organismo são a soma de todas as reações químicas e, sendo estas influenciadas pela temperatura, conclui-se que os processos vitais são por ela afetadas. Do mesmo modo, todos os microrganismos são dependentes da água, a maior parte de sua massa é constituída pela água e todas as suas atividades são desenvolvidas em ambiente aquoso”.
Agentes Físicos
Altas temperaturas:• Calor úmido (vapor d´água, água
fervente, pasteurização, esterilização);
• Calor seco (estufa, incineração);
Baixas temperaturas: (refrigeração e congelação);
Radiações ionizantes: (raios gama e raios X);

• Radiações não ionizantes: radiações UV;
• Filtração: memb. Filtrante;
• Dessecação.

Calor Úmido
Causas da inativação térmica de bactérias pelo calor úmido
• Coagulação de proteínas;• Inativação de enzimas;• Desorganização dos lipídios celulares;• Desorganização do aparelho genético;• ruptura do DNA.
A morte da célula é exponencial.
Possíveis pontos de ação do calor sobre as células: parede celular, memb. citoplasmática, os ribossomos, RNA, DNA e as proteínas estruturais e funcionais.

Calor ÚmidoVapor d´água sob pressão permite:• Temperaturas elevadas;• Aquecimento rápido;• Maior penetrabilidade e grande
umidade.
Água fervente:• Efetivo contra as células vegetativas
Pasteurização:• 62,8˚C/30min.• 72,5˚C/15s

• Esterilização do Equipamento
Esterilização: Deve destruir e/ou inativar enzima(s) envolvida(s) em processos vitais para o microrganismo.
Dificuldades: a heterogeneidade da população microbiana;
possibilidade de existência de mos. com capacidade de utilizar outras “rotas metabólicas” para vencer o bloqueio estabelecido;
dificuldade do agente em atingir um alvo muito específico

Mecanismo de Esterilização
• O mecanismo pelo qual é conseguido varia conforme o agente empregado;
Desnaturação de Proteínas
• Calor úmido;• Alteração estrutural da molécula e perda
da atividade biológica.
• População Microbiana
• Considerar as características dos mos. (cel. vegetativas ou esporos) presentes no equipamento

Natureza do Equipamento a ser Esterilizado
• Ideal: o nível de contaminação, os tipos de mos., características fisiológicas e a resistência da população microbiana contaminante.
• É impossível a obtenção de todos esses dados.
• É comum fazer-se o cálculo de esterilização
considerando-se como se toda a população fosse constituída de esporos.
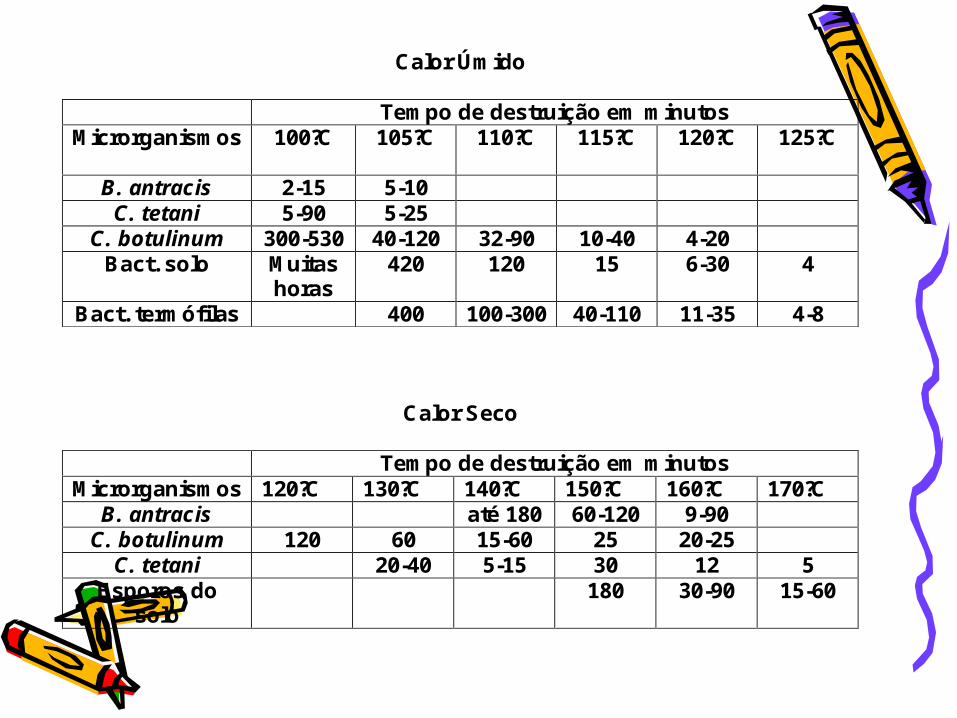
Calor Úmido
Calor Seco
Tempo de destruição em minutos Microrganismos 120?C 130?C 140?C 150?C 160?C 170?C
B. antracis até 180 60-120 9-90 C. botulinum 120 60 15-60 25 20-25
C. tetani 20-40 5-15 30 12 5 Esporos do
solo 180 30-90 15-60
Tempo de destruição em minutos Microrganismos 100?C
105?C
110?C
115?C
120?C
125?C
B. antracis 2-15 5-10
C. tetani 5-90 5-25 C. botulinum 300-530 40-120 32-90 10-40 4-20
Bact. solo Muitas horas
420 120 15 6-30 4
Bact. termófilas 400 100-300 40-110 11-35 4-8

Calor Seco
• Ar Quente: Estufa: 180˚C/2h.
• Oxidação da proteína microbiana;
• Resistência: endurecimento da camada externa da célula por meio da coagulação das proteínas dificultando a penetração do calor;
• Quesnel et al. (1967), a ação letal resulta da transmissão de calor do material em contato com os microrganismos e não do ar aquecido em volta das células.
Incineração:• Efetivo contra as células vegetativas
Baixas Temperaturas
• Cessa o metabolismo e o crescimento;
• Bactérias e vírus : -20˚C e -70˚C; -196˚C preservação.
• Não podem ser indicadas para a
desinfecção ou esterilização.

Radiações ionizantes: (raios gama e raios X) são chamadas dessa forma porque possuem
suficiente energia para retirar elétrons de moléculas, ionizando-as e criam hidrogênio livre, radicais hidroxila e alguns peróxidos.
Radiações não ionizantes: radiações UV• Centros cirúrgicos,• Câmaras assépticas em ind. farmacêutica;• Superfície contaminada em ind. alimentos;• Tem pequena capacidade de penetração;• 2600-2700A
• Filtração: (materiais termossensíveis)• Soro, enzimas, algumas vitaminas ou
antibióticos;• memb. Filtrante (150µm de espessura e 0,01
a 10µm de diâmetro).

Dessecação: causa uma parada na atividade metabólica da célula:
• O tipo de microrganismo;• O material no qual os microrganismos
são dessecados;• A intensidade do processo de
dessecação;• As condições físicas as quais são
expostos os organismos dessecados (luz,temperatura, umidade).
• Os microrganismos dessecados continuam viáveis por muitos anos.

Agentes Químicos
“Nenhum agente químico antimicrobiano único é melhor ou ideal para qualquer ou todas as finalidades”.
• Esterilizante: é um composto químico que realiza uma esterilização.
• Desinfetante: substância química que mata as formas vegetativas mas não
necessariamente as esporuladas.

• Desinfecção: processo que utiliza um agente para destruir microrganismos infecciosos.
• Antiséptico: composto químico usualmente aplicado na superfície do corpo humano que previne a multiplicação dos microrganismos.
• Saneador: agente que mata 99,9% dos microrganismos contaminantes de uma
área.

• Características de um agente químico ideal
• Atividade antimicrobiana: deve ter amplo espectro, isto é, deve inibir ou matar muitos tipos diferentes de mos.
• Solubilidade: ser solúvel em água ou em outros solventes (álcool) em quantidade necessária ao seu uso efetivo.
• Estabilidade: não deve haver perda significativa de ação antimicrobiana durante
o seu armazenamento.

• Ausência de toxicidade: não deve prejudicar o homem ou os animais.
• Homogeneidade: as preparações devem ser uniformes em sua composição de modo que os componentes ativos estejam presentes em cada aplicação.
• Inibição mínima por material estranho: alguns compostos químicos antimicrobianos combinam-se facilmente com proteínas ou outros materiais orgânicos encontrados no material que está sendo tratado. Isto diminui a quantidade de substâncias química
disponível para agir contra os mos.
• Ausência de poderes corrosivos e tintoriais: os compostos não devem corroer ou desfigurar metais nem corar ou danificar os tecidos.
• Poder desodorizante: o desinfetante ideal deve ser inodoro ou apresentar odor agradável.
• Capacidade detergente: ser capaz de remover mecanicamente os mos. da superfície que está sendo tratado.
• Disponibilidade e baixo custo: ser facilmente empregado e de baixo custo.

• Escolha do Agente Químico Antimicrobiano
• Natureza do material a ser tratado
• Tipos de microrganismos (gram-positivos e gram-negativos).
• Condições ambientais (temperatura, pH, tempo, concentração e presença
de material orgânico).
Principais grupos de agentes químicos
• Fenol e compostos fenólicos• Álcoois• Halogênios• Metais pesados e seus compostos• Corantes• Detergentes• Compostos quaternários de amônio• Ácidos e Álcalis• Glutaraldeído• Esterilizantes químicos gasosos (óxido
de etileno, β-propiolactona,
formaldeído).

Fenol (ácido carbólico, ácido fênico) e compostos fenólicos
• Desnaturam as proteínas e causam danos a membrana celular;.
• Podem ser bactericida ou bacteriostático;
• Esporos bacterianos e vírus são mais resistentes;
• Alguns compostos são altamente fungicida;
• Sua ação é inibida em pH alcalino e na presença de material orgânico;

Álcoois
• Álcool etílico (CH3CH2OH): concentrações de 50-70% efetivo células vegetativas;
• Não é agente esterilizante;
• Saõ agentes desnaturantes e solventes de lipídios (lesam a membrana citoplasmática);
• Concentrações > 60% são ativas contra os vírus
• Álcool metílico menos efetivo que o etílico e altamente venenoso.
• Álcoois propílico, amílico, butílico são mais germicidas
que o etílico.

Halogênios (iodo)
• Pouco solúvel em água e solúvel em álcool;• Altamente germicida (bactérias, esporos, fungicida e
vírus).
Cloro e Compostos Clorados
• Hipoclorito: Ca(OCl)2 e NaOCl• Tratamento de água, restaurantes, laticínios.
• Cloraminas: são mais estáveis que os hipocloritos;
• São usados como desinfetantes, agentes de sanificação ou antisséptico
De maneira similar os hipocloritos e as cloraminas sofrem hidrólise com a formação do ácido
hipocloroso.

Cl2 + H2O → HCl + HClO (ác. hipocloroso)
HClO → HCl + O
• O O2 é o agente oxidante leva os mos. a morte.
• A destruição dos germes pelo cloro e pelos seus derivados é devida em parte a combinação do cloro com proteínas da memb. citoplsmática e com as enzimas.
Detergentes sintéticos
• Não se precipitam em águas ácidas e nem alcalinas;
• Classificam-se em detergentes aniônicos (ionizam com a propriedade detergente no ânion) e detergentes catiônicos (ionizam com a propriedade detergente no cátion);
• Os detergentes catiônicos são mais germicidas que os aniônicos.

Compostos quaternários de amônio
• Poder bactericida elevado contra os germes gram-negativos;
• Tem poder bacteriostático e bactericida e fungicida;;
• Sua ação inclui a inibição enzimática, a desnaturação protéica e a lesão da memb. citoplamática com vazamento dos constituintes celulares.
“É provável que uma verdadeira associação do mecanismos cause a inibição ou a morte
das células”.

• Microbiologia Industrial
• Subst. + mos. → novo(s) produto(s) de desassimilação ou de síntese.
• Pré-requisitos dos processos industriais
• O organismos: o organismo empregado deve ser capaz de produzir quantidade apreciáveis do produto. Deve apresentar características relativamente estáveis e crescer rápida e vigorosamente, sem demonstrar potencial patogênico.
• O meio: ser barato e facilmente acessível em grandes quantidades (ex. soro de leite).
• O produto: muitas vezes é uma mistura heterogênea (células microbianas e constituintes não utilizados do meio). Deve-se: desenvolver um método de obtenção e de purificação que seja viável quando operado em larga escala.
• Principais classes de produtos
• Bebidas alcoólicas: cerveja, vinho e outras bebidas constitui uma das maiores e mais velhas industriais microbiológicas.
• Produtos farmacêuticos: antibióticos, vacinas, vitaminas, etc.
• Suplementos alimentícios: meios de sais inorgânicos de nitrogênio, fornece uma boa fonte de proteína e de outros nutrientes orgânicos.
• Produtos químicos de valor comercial: acetona, álcool etílico.
•

• Deterioração de materiais estruturais
• Couro, têxtil, madeira e produtos derivados da madeira.
• Tecnologia das Fermentações
Fermentação: Qualquer processo metabólico que libere energia de um açúcar ou outra molécula orgânica, não requer oxigênio ou um sistema transportador de elétrons e usa uma molécula orgânica como um aceptor final de elétrons.

• Recipiente utilizado para a fermentação industrial: biorreatores (aeração, controle de pH e de temperatura).
• Tipos mais comuns de biorreatores: agitação contínua.
• Os microrganismos na fermentação industrial produzem metabólitos primários e secundários.
• Metabólitos primários: são formados ao mesmo tempo que as células e a curva de produção segue a curva do crescimento celular.
• Metabólitos secundários: não são formados até que os microrganismos tenha completado toda a sua fase de crescimento logarítmico e tenha iniciado a fase estacionária do ciclo de crescimento.
• Bactérias produtoras de ácido láctico
• São bacilos ou cocos imóveis, microarófilas, gram-positivo, não formadores de esporos.
• Não crescem muito bem em meios artificiais por necessitarem de alimentos mais complexos.
• Gêneros• Cocos (Streptococcus, Pediococcus,
Leuconostoc);
• Bacilos (Lactobacillus).

• Streptococcus
• Grupo láctico: Fermentam queijo e manteiga;
• Não toleram mais do que 2-4% de sal.• Ex.: S.lactis e S. cremoris.
• Grupo enterococcus: Resistem a temperatura de pasteurização do leite, temperaturas mais elevadas;
• Toleram sal de 6,5% ou mais; • Crescem em pH alcalino (9,6);• Crescem em intervalo de temperatura
amplo (5-8ºC ou 48-50ºC).
• Pediococcus
• Cocos Gram-positivo, microaerófilos, homofermentativo, produtores de ácido;
• Crescem numa ampla faixa de temperatura (7ºC-45ºC);
• Toleram sal de até 5,5%;
• Alteram bebidas alcoolicas (cerveja, devido a produção de diacetil).

• Leuconostoc
• Habitat: superfície dos vegetais;
• Inicia a fermentação em produtos vegetais com maior rapidez que outras bactérias lácticas, impedindo dessa forma o crescimento de bactérias não lácticas;
• São tolerantes ao sal e a altas concentrações de açúcar (55-60%);
• Produtores de diacetil, película em mel e CO2 em queijos (furos)

• Lactobacillus
• Microaerófilas, Gram-positivo, bacilos curtos não produtores de esporos;
• Habitat: vegetais, esterco e leite;• Fermentam o açúcar produzindo ácido
láctico;• Bom: produtos vegetais fermentados;
produtos lácteos;• elaboração industrial de ácido láctico.• Ruim: cerveja e vinho (diacetil);• Não sintetiza a maioria das vitaminas;• Resistem a altas temperaturas.

Produção de ácido láctico
• A fermentação lática é realizada pelas bactérias pertencentes ao grupo lático ou bactérias láticas.
• Carboidratos: milho, amido de batata, melaço, trigo, leite, soro de leite, sacarose.
A escolha da matéria-prima depende:
• de sua acessibilidade;• do tratamento prévio a fermentação; • do custo;

• A fermentação láctica: homoláctica (produção de 2 moles de ácido láctico por mol de glicose), com maior quantidade desse componente em relação aos demais produtos formados, como diacetil, etanol e CO2 ou heterolática, quando a proporção desses produtos são praticamente, as mesmas.
• As diferenças entre homo e hetero têm base
genética e fisiológica.

• Os homoláticos apresentam as enzimas aldolases e hexose-isomerase, mas não apresentam a fosfocetolase. Utilizam a via de Embden-Meyerhof-Parnas para produzir duas moléculas de lactato para uma de glicose.
• Os heteroláticos apresentam a fosfocetolase, mas não a aldolase e a hexose-isomerase e, em vez de utilizarem a via de Embden-Meyerhof-Parnas na degradação de glicose, usam a do monofosfato-hexose ou a via das pentoses.
• As bactérias ácido láctico são largamente usadas na conservação e processamento de alimentos:
carne, peixe, leite e vegetais.

Esquema da reação bioquímica efetuada por microrganismos na produção de ácido láctico. lactase sistema de C12H22O11 + H2O 2C6H12O6 2CH3CHOHCOOH Glicose + enzimas ácido láctico galactose

• O controle do processo requer conhecimento das cepas de microrganismos da matéria-prima e da reação bioquímica do produto final.
• Esse processo: assegura a estabilização e modificação da qualidade sensorial dos produtos.
• o crescimento de bactérias ácido láctico é um método utilizado para a conservação de alimentos tanto para consumo humano como animal, pois inibem o crescimento de outras mediante a produção de peróxido de hidrogênio e de
antibióticos.

• As bactérias ácido láctico adicionam aromas característicos aos produtos e podem prevenir a rancidez e outras reações químicas que diminuem a qualidade do alimento.
• O metabolismo fermentativo das bactérias ácido láctico na presença de oxigênio diminui o pH do meio. Esta diminuição de pH resulta na produção de ácido láctico.
• O Lactobacillus plantarum apresentou metabolismo homofermentativo em anaerobiose glicose,
• metabolismo heterofermentativo na presença de oxigênio glicose.
Essa mudança no metabolismo ocorre devido ao
nível de piruvato produto secundário e de produtos primários tais como acetato, etanol e CO2.

PRODUTO MICRORGANISMO USOS Acetona butanol Clostridium acetobutylicum e
outros Solventes: fabricação de
produtos químicos 2,3 butanediol Bacillus polymyxa;
Enterobacter aerogenes Solvente; umectante; produto
químico intermediário. Dihidroxiacetona Gluconobacter suboxydans, Substância química refinada
Ácido 2-cetoglucônico Pseudomonas spp Intermediário na obtenção do ácido D-araboascórbico
Ácido 5-cetoglucônico Gluconobacter suboxydans Intermediário na obtenção do ácido tartárico
Ácido láctico Lactobacillus delbrueckii Produtos alimentares; tecidos e lavanderias; fabricação de produtos químicos; curtição
de couros. Amilase bcteriana Bacillus subtilis Amidos modificados;
tratamento de papel e de tecidos
Protease bacteriana Bacillus subtilis Tratamento de peles, de tecidos; removedor de
manchas; amaciamento de carnes.
Dextrano Leuconostoc mesenteroides Estabilizador de produtos alimentícios; substituto do
plasma sanguineo Sorbose Gluconobacter suboxydans Fabricação de ácido
ascórbico Cobalamina Streptomyces olivaceus;
Propionibacterium freudenreichii
Tratamento de anemia perniciosa; alimento e suplemento alimentar.
Ácido glutâmico Brevibacterium glutamicus Aditivo em alimentos Lisina Micrococcus glutamicus Aditivo na alimentação animal
Estreptoquinase-estreptodornase
Streptococcus pyogenes Uso médico (dissolvem coágulos sanguineos)
Tabela: Alguns produtos industriais elaborados por bactérias
Fonte: Pelczar, Reid, Chan (1981).
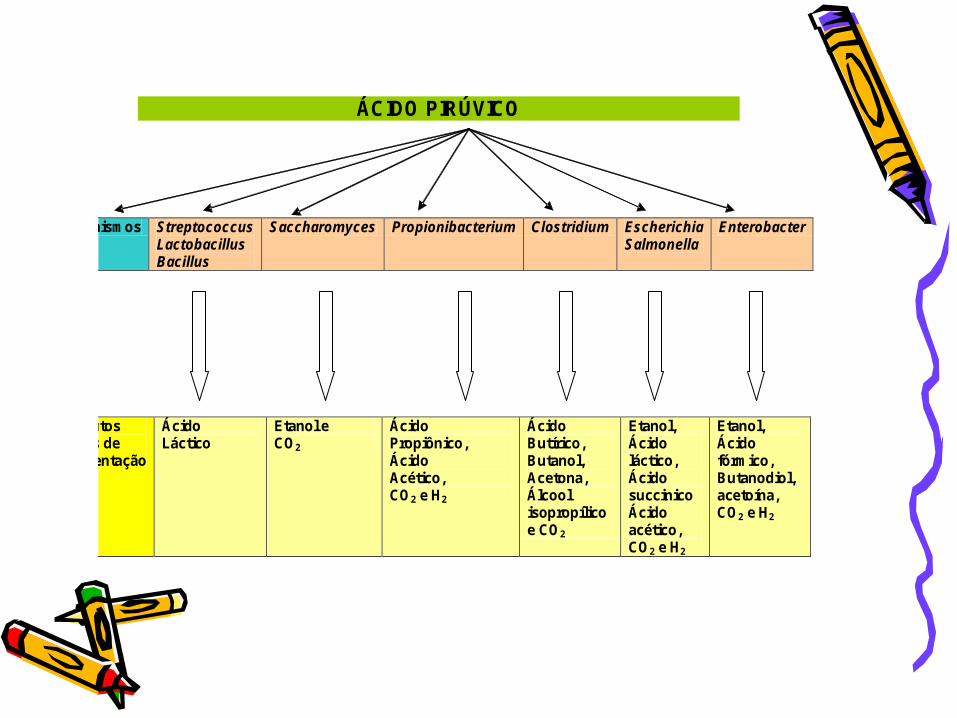
ÁCIDO PIRÚVICO
Organismos Streptococcus Lactobacillus Bacillus
Saccharomyces Propionibacterium Clostridium Escherichia Salmonella
Enterobacter
Produtos Finais de Fermentação
Ácido Láctico
Etanol e CO2
Ácido Propiônico, Ácido Acético, CO2 e H2
Ácido Butírico, Butanol, Acetona, Álcool isopropílico e CO2
Etanol, Ácido láctico, Ácido succinico Ácido acético, CO2 e H2
Etanol, Ácido fórmico, Butanodiol, acetoína, CO2 e H2

• Produção de vinagres
Francês “vinaigre”, vinho azedo.
Dois tipos de reações bioquímicas: 1- uma fermentação alcoólica de um carboidrato; 2- uma oxidação do álcool até ácido acético.
Definição (Food and Drug Administration - FDA) produto obtido pela fermentação alcoólica e subsequentemente acética do suco de maçã. Contém, em 100 centímetros cúbicos (20˚C) não menos do que 4 gramas de ácido acético (vinagre, vinagre de cidra, vinagre de maçã).

• Bactérias lipolíticas
• São bactérias que hidrolisam os lipídios em glicerina e ácido graxos.
• Ex.: Alcaligenes, Serratia e Mycrococcus.
• Bactérias sacarolíticas ou osmofílicas
• Altas concentrações de açúcar;• Hidrolisam os dissacarídios ou
polissacarídios em carboidratos mais simples;
• Espécies amilolíticas: Bacillus subtlis e Clostridium butyricum;
• Poucas sp hidrolisam a celulose.

• Bactérias termófilas
• São bactérias que se reproduzem acima de 45˚C (ótimo 55˚C)
• Ex.: C. thermosacchalyticum (gás); Bacillus (ácido).
• Bactérias halófilas• Halófilas moderadas (5-20%); halófilas
extremas (20-30%); ligeiramente halófilas (2-5%); sal tolerante (presença ou ausência de sal)
• Ex.: Halobacterium, Sarcina, Micrococcus, Vibrio, Pseudomonas e Pediococcus.
• ENZIMAS
• Enzimas são catalizadores biológicos formados por aminoácidos. São portanto, um tipo de proteína com atividade catalítica, sendo encontrados na natureza em todos os seres vivos. Sua função é viabilizar a atividade das células quebrando moléculas ou juntando-as para formar novos compostos. A singularidade desses compostos decorre do elevado grau de especificidade ao substrato em condições moderadas, sob as quais atuam.
• “Toda enzima é uma PROTEÍNA, mas nem toda proteína é uma ENZIMA”.

• As proteínas são as moléculas mais abundantes nas células, cerca de 30 -70%.
Constituintes básicos:
• Carbono 50%• Oxigênio 23%• Nitrogênio 16%• Hidrogênio 7%• Enxofre 3%
• Classificação das proteínas: proteínas fibrosas e globulares.
• Estruturas das proteínas: primária, secundária, terciária e quaternária.
• As enzimas pertencem a classe das proteínas globulares, tendo como estrutura a terciária.

• Aminoácidos: são compostos químicos que apresentam em sua fórmula química grupo carboxílico (-COOH) e grupo amino (-NH2).
H
R C COOH
NH2
• Os aminoácidos são diferenciados de acordo com o grupo R ligado ao carbono assimétrico. Na natureza são encontrados
20 aminoácidos.
Quimicamente, enzimas são proteínas com estrutura especial contendo um centro ativo denominado apoenzima e as vezes um grupo prostético (cofator) que pode ser orgânico (coenzima) ou um íon metálico ativo.
A habilidade com que a enzima se liga ao substrato se denomina “atividade biológica” e depende:
• Estrutura da proteína;
• Número de cadeias peptídicas;
• Arranjo dessas cadeias na molécula; natureza do substrato;
• Natureza do grupo prostético (se houver)

• Cada organismo vivo produz uma grande variedade de enzimas.
• Algumas são produzidas em grandes quantidades por certos microrganismos.
• As enzimas extracelulares são capazes de digerir
materiais nutritivos insolúveis como celulose, proteínas e amido.
• Algumas destas enzimas são usadas em alimentos, bebidas, laticínios, nas indústrias farmacêuticas, têxtil e de detergentes.
• São produzidas comercialmente em grande escala, por síntese microbiana através de fungos ou de bactérias.
• O processo de produção é normalmente anaeróbio e o meio de cultura semelhante ao usado para a fermentação de síntese de antibiótico.

• Características enzimáticas
• São produtos naturais biológicos;
• Apresentam alto grau de especificidade;
• Reações baratas e seguras;• Desempenham a mesma função
consecutivamente sem serem consumidas no processo.

Comparação das enzimas com os catalizadores químicos
CARACTERÍSITICAS ENZIMAS CATALIZADORES
QUÍMICOS
Especificidade ao substrato ALTA BAIXA
Natureza da estrutura COMPLEXA SIMPLES
Sensibilidade a T e pH ALTA BAIXA
Condições de reação (T, P
e pH)
SUAVE DRÁSTICA
Custo de obtenção
(isolamento e purificação)
ALTO MODERADO
Natureza do processo BATELADA CONTÍNUO
Consumo de energia BAIXO ALTO
Formação de subprodutos BAIXA ALTA
Separação
catalisador/produto
DIFÍCIL/CARA SIMPLES
Atividade catalítica (temp.
ambiente)
ALTA BAIXA
Presença de cofatores SIM NÃO
Estabilidade do preparado BAIXA ALTA
Energia de ativação BAIXA ALTA
Velocidade de reação ALTA BAIXA
• Classificação e nomemclatura das enzimas
• Divide-se em 6 classes e baseiam-se na reação que catalisam.
• O primeiro número designa a qual das seis classes a enzima pertence.
• O segundo número indica o tipo de ligação que a enzima atua.
• O terceiro número é uma subclassificação do tipo de ligação.
• O quarto número é apenas um número de série.
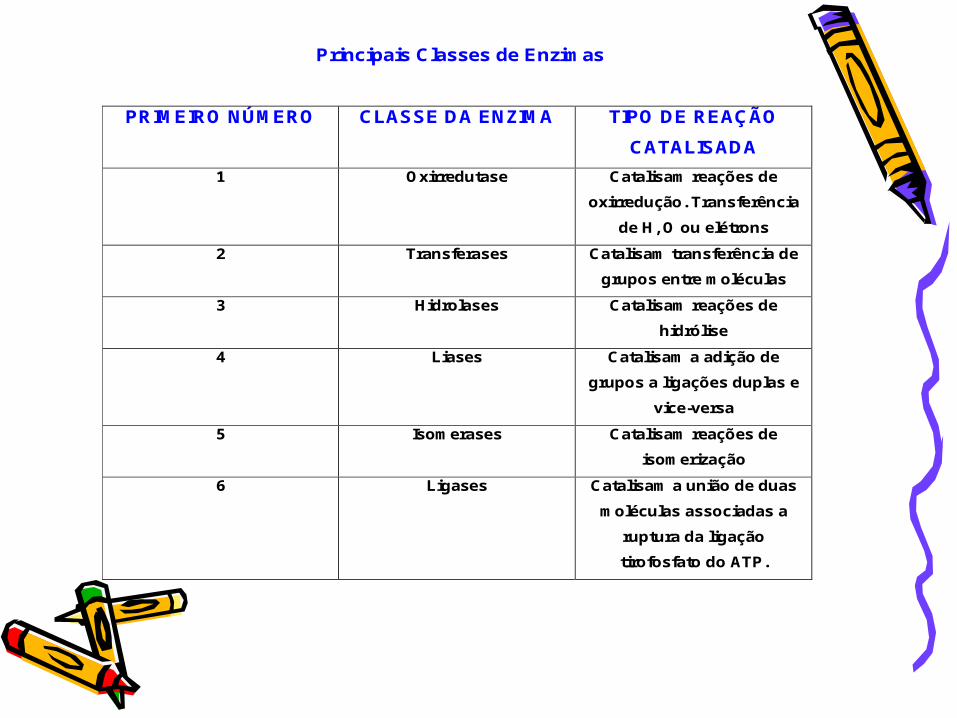
Principais Classes de Enzimas
PRIMEIRO NÚMERO CLASSE DA ENZIMA TIPO DE REAÇÃO
CATALISADA
1 Oxirredutase Catalisam reações de
oxirredução. Transferência
de H, O ou elétrons
2 Transferases Catalisam transferência de
grupos entre moléculas
3 Hidrolases Catalisam reações de
hidrólise
4 Liases Catalisam a adição de
grupos a ligações duplas e
vice-versa
5 Isomerases Catalisam reações de
isomerização
6 Ligases Catalisam a união de duas
moléculas associadas a
ruptura da ligação
tirofosfato do ATP.

Mercado Global de Enzimas
SETOR ENZIMAS MILHÕES DE
DÓLARES
Produção de amido α-amilase, glicoamilase,
glicose isomerase
500
Detergentes Protease, lípase, amilase
450
Texteis amilase 150
Tratamento de couro Diversas enzimas 25
Papel e celulose celulase 25
Laticínios Lactase 150
Clarificação de cerveja e
amaciamento de carnes
papaina 25
TOTAL 1325 bilhões

• Cinética Enzimática
• É a análise quantitativa do efeito de cada um dos fatores que influencia a atividade enzimática avaliada através do aumento ou redução da velocidade da reação catalisada.
• A atividade enzimática e a cinética enzimática é determinada pela concentração da enzima, concentração de cofatores, concentração e tipos de inibidores, pH, T e força iônica.
• Cinética Enzimática
Objetivos:
• Medir as velocidades das transformações que se processam;
• Estudar a influência de condições de trabalho (concentrações de reagentes e das enzimas, temperatura, pH, concentrações de ativadores e de inibidores) naquelas velocidades;
• Correlacionar (equações empíricas ou modelos matemáticos) as velocidades das transformações com alguns dos fatores que as afetam;
• Colaborar na otimização do processo;• Estabelecer critérios para o controle do
processo;• Projetar o reator mais adequado.

• Cinética de Processos Fermentativos
• Importante: As concentrações das enzimas não se mantêm constantes com o tempo, podendo haver:
• Decomposição relativamente rápida desses catalisadores, como decorrência de condições ambientes pouco favoráveis particularmente da temperatura;
• Aumento da concentração de enzimas com o tempo como consequência da reprodução dos microrganismos.
• Outro ponto importante: interdependência dos fatores que influem nas velocidades das reações.

• Cinética das Reações Enzimáticas
S + E → P
• Medida de velocidade de reação em condições experimentais definidas.

Cinética EnzimáticaCinética Enzimática
Cinética Enzimática
Estudo da velocidade de uma reacção química que ocorre na presença de um enzima
Permite elucidar sobre:•Os pormenores do mecanismo catalítico das enzimas•O papel das enzimas no metabolismo•Controle da atividade •Mecanismos de inibição

Velocidade vs. ConcentraçãoVelocidade vs. Concentração
A concentração de substrato influencia a velocidade de uma reacçãoEstudo da relação entre a concentração e a velocidade:
. No inicio da reação a quantidade de substrato é constante, já que a quantidade de substrato é muito maior do que a de enzima..Determina-se a velocidade inicial de reação, Vo ,para uma determinada [S]..Obtêm-se valores para várias concentrações de substrato, mantendo constante a concentração de enzima.Assim podemos traçar os valores num gráfico, em que exprimimos Vo como função de [S]

Velocidade vs. ConcentraçãoVelocidade vs. Concentração
Dados:•Para [S] baixas, Vo aumenta quase linearmente•Para [S] maiores, Vo aumenta mais gradualmente•Para [S] mais elevadas, atinge-se uma velocidade máxima, Vmáx.• Km: constante de psudoequilibrio de Michaelis-Menten, expressa a • relação entre as concentrações reais no estado estacionário.

Equação de Michaelis-MentenEquação de Michaelis-Menten
Comportamento é explicado pela formação do complexo enzima-substrato ES
1. A enzima liga-se ao substrato reversivelmente formando o complexo ES
2. O complexo ES dissocia-se em enzima livre e produto da reação
Reação rápida
Reação mais lenta
.A reação 2, mais lenta, limita a velocidade global da reação.
.A velocidade é proporcional à concentração do complexo ES.
.A cada momento a enzima existe na forma livre e no complexo ES.
.A velocidade máxima (Vmáx) da reação ocorre quando todas as enzimas estão associadas a moléculas de substrato.

Dedução da Equação Michaelis-Menten
A curva que representa a relação entre [S] e Vo tem forma idêntica para a maior parte das enzimas. Esta curva pode ser descrita algebricamente pela equação de
Michaelis-Menten.
Hipótese: o passo limitante da velocidade das reações enzimáticas é a dessociação do complexo ES.Se Vo é exatamente metade de Vmáx, então:
Km= [S] Vo=½Vmáx Quanto menor for o valor de Km maior será a afinidade da E pelo S
A equação de Michaelis-Menten é

• Significado de Vmáx e Km
• Vmáx e Km podem variar de uma enzima para outra.
• Km depende do mecanismo da reação como o número e as velocidades relativas dos passos individuais da reação.
• Reação de 2 passos:
• Para a reação de Michaelis-Menten, K2 é o limitante da velocidade; assim quando K2 <<K-1, Km se reduz ao valor de K-1/K1. Se essa reação prevalece o Km representa uma medida da afinidade da enzima pelo substrato no complexo ES.
Km= K2+ K-1 K1
• Se K2 >> K-1 e Km = K2/K1.
• Em outros casos K2 e K-1 são comparáveis e Km permanece com uma função mais complexa do relacionamento entre todas as três constantes de velocidade.
• Se uma enzima reage pelo mecanismo de dois passos de Michaelis-Menten Vmáx é equivalente a K2[Et], onde K2 é o passo limitante da velocidade.

Dedução da Equação Michaelis-Menten
Presuposto: não há transformação de produto em substrato
Reações de formação e dessociação do complexo ES:
Vo pode ser considerado como a velocidade com que ocorre a quebra da ligação ES
Não é fácil determinar [ES]![ET] - concentração total da enzima
A concentração de enzima livre é, assim, [ET]-[ES]

Dedução da Equação Michaelis-Menten
.Passo 1
Velocidade de formação de ES Velocidade de degradação de ES
.Passo 2
[ES] é constante, ou seja, a velocidade de degradação e formação de ES são iguais.
.Passo 3

Dedução da Equação Michaelis-Menten
.Passo 4Obtemos Vo, substituindo [ES]
A velocidade é máxima quando [ES]=[ET]!
Equação de Michaelis-Menten

Análise da Equação Michaelis-Menten
Km – unidades de concentração
A equação de Michaelis-Menten, que nos dá a relação quantitativa entre a velocidade inicial V0, a velocidade máxima Vmáx e a quantidade inicial de
substrato [S], todas relacionadas pela constante de Michaelis Km
No caso de V0 ser exatamente metade de Vmax:
Km corresponde à concentração de substrato para a qual V0 é metade da velocidade máxima

Análise da Equação Michaelis-Menten
A equação de Michaelis-Menten é muito útil para determinar os valores de Km e Vmáx das reações.
Os enzimas que exibem uma dependência hiperbólica de V0 em função de [S] diz-se que seguem a cinética de Michaelis-Menten.
Enzimas cujo mecanismo obedeça às duas reações anteriores podemos dizer que o valor de Km está relacionado com a afinidade do enzima para o substrato, e logo é diferente de substrato
para substrato e de enzima para enzima.
O Vmáx é a velocidade máxima que a reação pode alcançar, na situação virtual em que todos os enzimas se encontram ligados ao substrato.

Equação de Lineweaver-Burk
Podemos transformar a equação de Michaelis-Menten, invertendo-a:
Esta forma da equação de Michaelis-Menten chama-se equação de Lineweaver-Burk

Equação de Lineweaver-BurkGráfico de 1/[V0] em função de 1/[S]
Obtém-se uma função linear!
.Esta reta tem um declive Km/Vmáx
.A intersecção da reta no eixo 1/V0 corresponde ao valor 1/Vmáx
.A intersecção com o eixo 1/[S] corresponde a -1/Km
Permite uma determinação de Vmáx precisa!

Inibição enzimática
• Reversível
• Irreversível
Competitiva
Anti-Competitiva
Mista

Inibição Reversível Competitiva
• O inibidor é estruturalmente semelhante ao substrato podendo haver competição pelo centro ativo da enzima
• A inibição pode ser contrariada adicionando mais substrato ao meio
• O Km aumenta e o Vmax não se altera (valores característicos da inibição competitiva)

Inibição Reversível Competitiva

• Equação de Michaelis-Menten com a presença de um inibidor competitivo:
V= Vmáx . [S] Km(1+[I]/KI)+[S]
• Aplicando o método de Lineweaver-Burk na equação acima temos:
1 = 1 + Km(1+[I]/KI). 1 V Vmax Vmax [S]
• Determinação de KIVo= 1 + Km . [I]
VI KI(Km + [S])

Inibição Reversível Competitiva

Inibição Reversível Competitiva

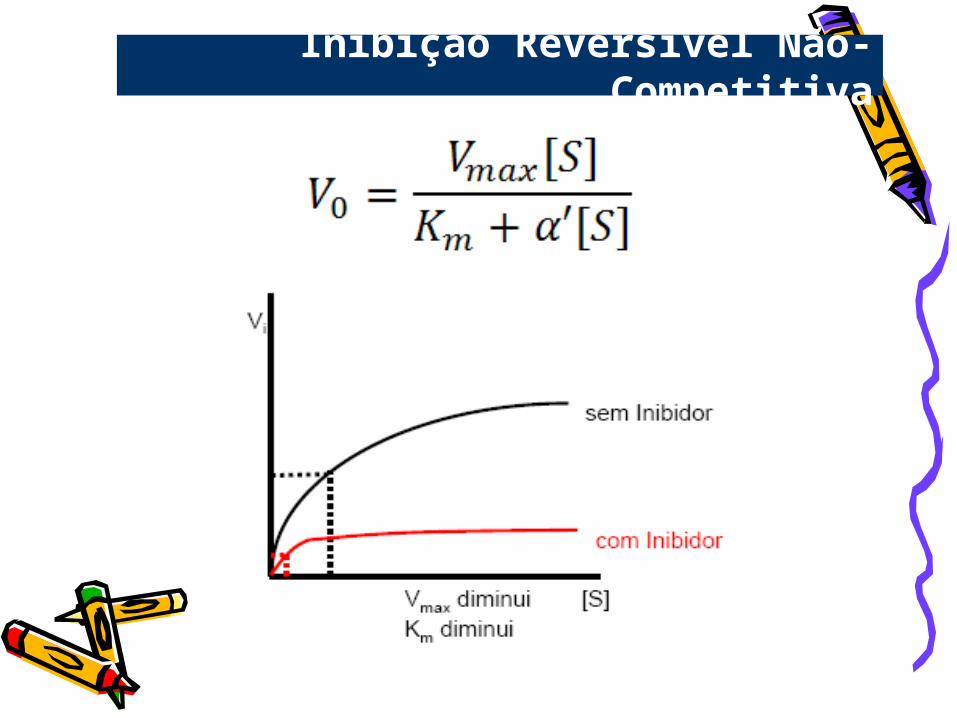
Inibição Reversível Não-Competitiva
• O inibidor se liga a um local específico do enzima (que não o centro ativo)
• O inibidor liga-se apenas ao complexo ES, formando o complexo ESI• Para qualquer [I] uma parte da enzima permanecerá sob a forma [EIS]
• O Km diminui e o Vmax diminui (em a Vmáx sem inibidor)

Inibição Reversível Não-Competitiva
Inibição Reversível Não-Competitiva

Inibição Reversível Não-Competitiva

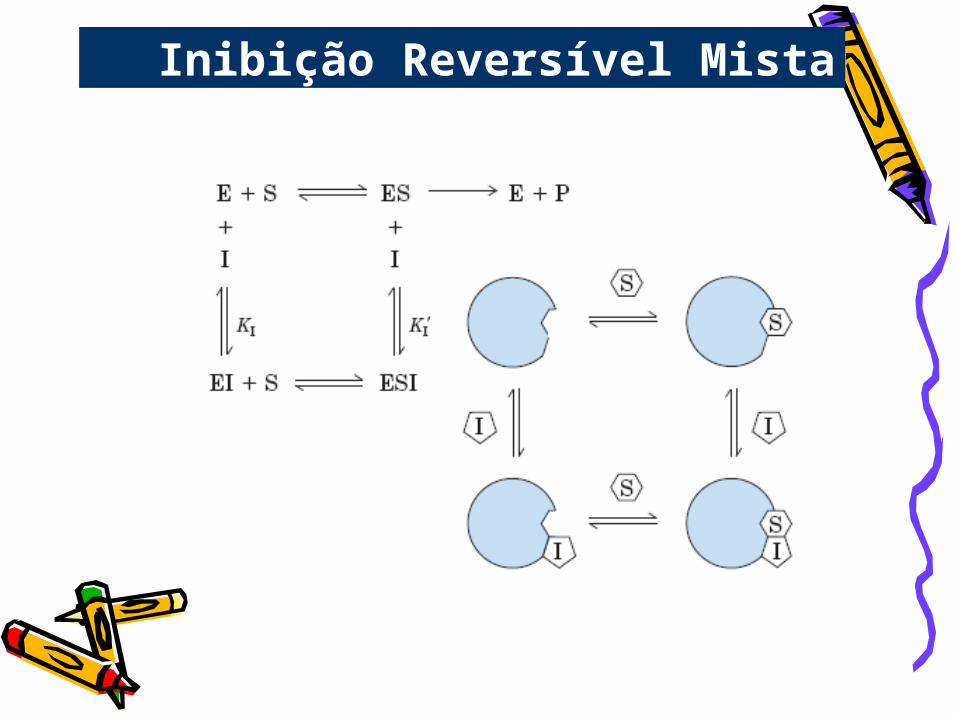
Inibição Reversível Mista
• O inibidor liga-se a um local específico do enzima (que não o centro ativo)
• O inibidor liga-se tanto ao enzima livre como ao complexo ES
• Vmax diminui
• Km pode aumentar, diminuir ou manter-se
Inibição Reversível Mista

Inibição Reversível Mista

Inibição Reversível Mista

Inibição Reversível
Quando α = α’, a Inibição Mista tem o nome de Inibição Não Competitiva

Inibição Irreversível
• O inibidor combina-se permanentemente ao enzima de uma das seguintes formas:
Ligação covalente
Destruição de um grupo funcional essencial ao funcionamento do enzima
Ligação não covalente particularmente estável

• Microbiologia Industrial
Esterilização de meios de fermentação
“Esterilização de um meio é a operação que tem por finalidade remover ou destruir todas as formas de vida, animal ou vegetal, macroscópica ou microscópica, saprófitas ou não, existentes no meio considerado”.
• Dispensável: fermentação láctica de hortaliças e povilho e tratamento biológico de resíduos;
• Panificação: obtenção de leveduras fervura do melaço, baixo pH, água de qualidade;
• Vinagre: baixo pH, temperatura, deficiência nutritiva do meio (álcool).

• Indispensáveis: produção de antibióticos, enzimas, vitaminas, acetona, butanol.
• Clostridium acetobutilicum pode ser destruído por bacteriófagos.
• A penicilina, pode ser parcial ou totalmente destruída pela penicilinase (mos. contaminantes);
• Riboflavina e cianocobalamina (mos. contaminantes).

Cinética de Destruição de Microrganismos pelo Calor Úmido
A destruição do microrganismo em suspensão em um meio aquoso se comporta como se fosse uma reação de primeira ordem:
dN/dt = -kN (eq. 1) N número de mos. viáveis após um tempo
t de aquecimento da suspensão a uma temperatura constante; e k a constante de velocidade de destruição do mo.

• O valor de k depende do mo. (gênero, espécie, variedade, idade da cultura, existência ou não de esporos), da natureza do meio aquoso em que se encontra e do valor da temperatura.
• A eq. 1 permite escrever, indicando por No o número inicial de mos. viáveis:
N = No exp(-kt)Log N = log No – (k/2,303)t (eq. 2)
Expressão que possibilita a partir de valores
experimentais resultantes de medidas de N para diferentes valores de t, calcula-se a constante k para o sistema considerado na temperatura ensaiada. Para um determinado mo. suspenso em um dado meio aquoso, a cte. de velocidade k será
função apenas da temperatura.

• É comum representar a eq. 2 sob outro aspecto. Indicando-se como D o tempo necessário a uma dada temperatura T, para reduzir o número de mo. viáveis a 1/10 do inicial (destruir 90% dos mos.), tem-se:
log N = log No – (t/D),então: D = 2,303/k
Esse tempo D é tb. chamado tempo de redução decimal do mo, no meio considerado na temperatura T.

Cálculo do tempo de esterilização
• A eq. 2 pode ser escrita:
t = (2,303/k).logNo/N
• Conhecendo-se o valor de k é possível calcular o tempo necessário para reduzir o número de microrganismos viáveis de No até N.
• 1- Na prática o meio a ser fermentado apresenta
diversos gêneros e espécies de microrganismos.
• K varia conforme o microrganismo.
• Escolhe-se um mo. de referência (B. stearothermophilus)

• 2- K varia com o meio e com a temperatura
• 3- Considerando-se que a esterilização é a operação que tem por finalidade destruir todos os mos., logo N=0 e a eq. 2 deixa de ser aplicável.
• 4- Probabilidade de falha: Et (no. total de operações de esterilização realizadas nas mesmas condições) e Ef o no. de operações que falharam, então:
P=(Ef/Et).100
Esterilização Descontínua
O cálculo do tempo de esterilização (θ) pode-se ser efetuado conhecendo-se:
• A variação de k com a temperatura;• As curvas de aquecimento e de
resfriamento do meio;• A temperatura de esterilização;• A temperatura mínima letal;• O número inicial de células viáveis (N1);• O número final de células viáveis (= probabilidade de falha = N4).

Cálculo de k em função da temperatura
• Curva de aquecimento (t1 a t2);• Curva de resfriamento (t3 a t4) – fig. 1
t2-t1 = (2,3/k’m).log N1/N2
Θ = (2,3/k).log N2/N3
t4-t3 = (2,3/k’’m).log N3/N4
Conclusão: o cálculo dos tempos de esterilização nos conduz apenas a valores aproximados que podem ser considerados bons pontos de partida para a determinação experimental dos valores a adotar na prática.

Esterilização Contínua
• A destruição dos mos. nas fases de aquecimento e de resfriamento pode ser desprezada – fig. 2
Θ = (2,3/k).log N1/N2
• Onde: N1 (no. inicial de mos viáveis); N2 (probabilidade de falha); k (cte. de velocidade de destruição dos mos. na temperatura de
esterilização)

• Processo Industrial Genérico de Fermentação
PREPARO DO MEIO
PREPARO FASE DE
DO LABORATÓRIO INÓCULO FASE
INDUSTRIAL ESTERILIZAÇÃO DO MEIO
FERMENTADOR CONTROLES
AR ESTERILIZAÇÃO PRODUTOS DO AR TRATAMENTOS
SUBPRODUTOS
RESÍDUOS

Esterilização de Ar
• Fermentações aeróbias (antibióticos, vitaminas e enzimas).
Métodos para a Esterilização do Ar
a) Esterilização pelo calor seco
• Temperaturas elevadas e tempo longo;• Instalação de tubos de retenção ou espera
devidamente isolados termicamente;• Encontra aplicação em pequenas
instalações.

• Aquecimento direto ou indireto do ar pela queima de um combustível
• Aquecimento direto com gás liquefeito ou óleo Diesel (vazão baixa – 30litros/min);
• O sistema consiste: queima de combustível dentro de uma espiral ou grade metálica e o ar passando ai);
• Não usar em processos fermentativos;
• Eliminar mos.patogênicos e lançar na atmosfera;
• Aquecimento indireto através de trocador de calor aquecido por gases de combustão
• Isento de produtos de combustão;
• Pode ser usado em processos fermentativos;
• Muito caro

• Aquecimento por meio de resistências elétricas
• Fácil de construção e controle. Caro
• Emprego: exaustão de ar de câmaras, fermentação;
• Temp. de até 370˚C. O ar passa por serpentinas e é resfriado pelo ar que entra e ao sair da câmara é resfriado pro água.
• Aquecimento por meio de compressão
• Os compressores possuem na entrada do ar um filtro para retenção de partículas maiores de poeira;
• Efetivo na destruição de células vegetativas.
• Pode ocorrer perdas do ar aquecido comprimido devido:
• Canalização que transporta o ar desde o compressor até as dornas;
• Filtros para a esterilização do ar;
• Dispersor de ar no interior da dorna;
• Altura da coluna líquida (mosto em fermentação);
• Pressão ligeiramente superior à atmosférica na qual se mantém a dornas para prevenir contaminações.
b) Esterilização por Radiação
• Teoricamente muitos tipos de radiações podem ser utilizadas na esterilização do ar;
• Fatores: eficiência na destruição de mos.; custo da radiação; periculosidade e efeitos colaterais de sua utilização;
• Raios ultravioleta (baixo poder de penetração, tempo longo, não é utilizado em fermentação);
• Usos: desinfecção do ar de um ambiente

c) Esterilização por Filtração
• O mais importante e o de maior aplicação;
• Ex.: algodão, carvão, lã de vidro, papel, nylon e teflon (forma de fibra), poliálcool de vinila e ésteres de celulose (forma de placas ou folhas porosas), vidro sintetizado, metal sintetizado, materiais cerâmicos.
• Classificam-se:
• Filtros absolutos – 100% de retenção (apresentam poros, retenção mecânica na superfície do material filtrante);
• Filtros de camadas fibrosas (algodão, lã de vidro);
• Filtros de placas porosa (filtros de poliálcool de vinila, filtros de acetato de celulose);
• Filtros de vela ou de cartucho (cerâmica porosa, vidro sintetizado, finas membranas porosas de éster de celulose – Milipore)
Agitação e Aeração em Fermentadores
Critérios de um sistema de agitação e aeração para um tanque de fermentação:
• Dispersão de um ou mais gases num líquido, na forma de pequenas bolhas, para acelerar os processos de transporte de massa de uma fase a outra;
• Suspensão de partículas sólidas (mos., substratos insolúveis);
• Dispersão de um líquido imiscível de maneira que possa ser utilizado eficientemente pelo mo.;
• Facilitar a troca de calor entre o líquido em fermentação e o sistema de resfriamento.

Mecanismo de Transporte de Massa (aeração e agitação)
• Facilitar o suprimento ao mo. em desenvolvimento de quantidades adequadas de nutrientes existentes no líquido e de oxigênio existentes na bolha de ar.
Resistência do transporte de oxigênio:
• Resistência da fase gasosa entre o seio do gás na bolha e a interface gás-líquido (1/k1);
• Resistência da interface gás-líquido (1/k2);• Resistência da fase líquida, desde a interface até o seio
do líquido (1/k3);• Resistência através da fase líquida (1/k4);• Resistência entre o líquido e a interface líquido-célula
(1/k5);• Resistência intercelular (1/k5);• Resistência a reação do oxigênio com as enzimas
respiratórias das células (1/k7). onde: k(n=1,...7) coeficiente de convecção de massa.

A demanda de oxigênio pode variar de:
• Microrganismo para microrganismo;
• das condições utilizadas;
• A quantidade de oxigênio utilizada pelo mo. pode não ser a mesma durante toda a fermentação.
Fatores que podem influenciar na velocidade de consumo de oxigênio:
• Células jovens consomem mais oxigênio do que células velhas;
• O consumo de oxigênio é maior durante a fase logarítmica de
desenvolvimento.

Remoção dos produtos do metabolismo
Produtos voláteis: CO2, cetonas, aldeídos (arraste pelo ar);
Produtos não-voláteis: agitação e borbulhamento (dilui os produtos no meio de fermentação).
Instrumentação e Controle de Processos Fermentativos
Toda operação em processo fermentativo tem como objetivo a manutenção da ausência de qualquer microrganismo indesejável.

Princípios gerais para operação asséptica em fermentação
Causas de contaminação:
• Inóculo;
• Pode ser durante a inoculação no fermentador por má esterilização das linhas de transferência;
• Esterilização deficiente do meio de cultura ou do ar utilizado para aerar a cultura;
• Falta de um controle adequado da espuma.

Prevenção
Equipamentos: deve permitir a esterilização e ser de fácil limpeza.
• Tanques com paredes lisas e polidas;
• As soldas devem ser polidas e sem cavidades;
• Não deverão existir cantos vivos dentro do fermentador;
• As tubulações e válvulas devem permitir fácil circulação de vapor e nem ter pontos que acumulem matérias-primas.

Limpeza: ambiente, tubulações, gaxetas, válvulas, etc.
Lembrete: quanto menor a população bacteriana nas áreas de trabalho, tanto menor o risco de contaminação.
Treinamento dos operadores: esse treinamento deve ser contínuo. Deve repassar conceitos básicos de fermentação, assepsia, e das operações que compõem o processo fermentativo, higiene pessoal.
Supervisão: garantir a execução das operações e controle do processo. Tomar decisões sobre condução e controle de processo fermentativo (estabelecer o momento correto para uma inoculação, interromper ou incrementar a adição de nutrientes).

Operações de Transferência
Transferência de frasco a frasco – preparo de um inóculo
Culturas: liofilizadas, congeladas, esporos em ágar.
• Salas estéreis• Cabinas assépticas
Transferência de frasco a tanque – inoculação de um germinador (ou semeador)
• Tubulações (estéril, resfriada).
Transferência de tanque a tanque – inoculação de um fermentador
Tubulação
Operações de Esterilização
Esterilização do meio de cultura
• Eliminar todos os microrganismos.;
• Um certo cozimento pode ser vantajoso para o mo.;
• Outras alterações: prejudiciais e destruição do valor nutritivo ou produção de toxinas ou compostos estranhos que inibirão o crescimento do mo. ou da atividade metabólica desejada. Essas alterações dependem: natureza dos constituintes, temperatura, tempo, pH do mosto.
• Esterilização de carboidratos e proteínas – separadamente: (Reação de Maillard e desnaturação protéico)
Natureza da matéria-prima
• Pó fino ou granulado;• Líquidos aquosos e oleosos;• Facilmente esterilizados quando estão dispersos ou dissolvidos.
Armazenamento das matérias-primas
• Local limpo, seco e fresco
Limpeza das áreas de trabalho e do equipamento
• Limpeza geral e emprego de desinfetantes para a desinfecção de equipamentos e área de trabalho.
Ordem de adição das matérias-primas no momento de preparo do meio.
• Diretamente ao fermentador ou em um tanque de
preparo de meio de cultura;• Para pós e óleos, primeiro o pó depois os óleos
dispersos.

Esterilização em autoclaves
• Meios de cultura em pequenos volumes (121˚C/15min.)
• Esse tempo depende: volume de líquido/volume do frasco, tamanho e material de construção do recipiente, composição do meio de cultura.
Esterilização de um fermentador
• Considerar dois processos: contínuo e descontínuo.
Processo Descontínuo
• Entrada de vapor para o tanque (igual a autoclave);
• Resfriamento.

Desvantagens: tempo longo (6-10h), maior consumo de vapor e água, valor elevado.
Processo Contínuo (T e tempo curto):
• Vapor e pressão controlados;
Controles
• Cuidados com o mo. ou cultura;• Controle do substrato;• Controle das condições físicas ambientais.

Controle do Microrganismo
• O cultivo deverá conter uma quantidade de células suficiente para garantir a máxima produtividade no equipamento disponível;
• O cultivo deverá ser feito de modo a preservar ao máximo a capacidade de produção da cultura original;
• O cultivo deverá estar isento de mos. contaminantes.
Controle do Substrato
• Meio semelhante ao utilizado na fermentação;• Controle quantitativo dos componentes básicos
do substrato.
Controle das Condições Físicas Ambientais
Temperatura: manutenção (±0,5˚C);
Pressão: manutenção de pressão positiva (1Kgf/cm2);
Agitação: aeróbia (impede a ocorrência de diferentes concentrações de nutrientes, pH, temperatura), provocar a dispersão de bolhas de ar na massa líquida e permite que o oxigênio chegue ao mo.;
pH: correções durante o processo;
Controle da espuma: conduz a perda do caldo fermentado e uma contaminação do fermentador pelo contato do caldo com o retentor do eixo do agitador e com as
tubulações de exaustão;

Controle do Oxigênio Dissolvido
O oxigênio dissolvido varia como consequência de diversos fatores (viscosidade e densidade da cultura no mosto).
Controle dos gases de exaustão
A medição e o registro da concentração de oxigênio e/ou CO2 no gás de exaustão de um fermentador nos permite avaliar a velocidade de crescimento do
microrganismo.

Biorreatores
Biorreatores são recipientes para a fermentação industrial.
Controle: aeração, pH e temperatura.
Biorreatores diversas áreas: Alimentos (bebidas, laticínios, vinagre), Álcool, Petróleo, Água, Resíduo, Solo, Agricultura.

Vantagens da bioconversões:
• Condições de reações amenas; • Elevados rendimentos;• Os organismos contêm várias enzimas
que podem catalisar sucessivos passos numa reação.
Na biossíntese as células consomem nutrientes para crescer e produzir mais células e produtos importantes.
Esta transformação dos nutrientes em energias e bioprodutos é realizada por meio de várias enzimas (catalisadores) que a célula utiliza numa série de reações para produzir os metabólitos.
Produtos que permanecem na célula (produto intracelular), produtos fora das células (produto extracelular)
Células + fonte de + fonte de + fonte de + fonte de + carbono nitrogênio oxigênio fosfato
mais células + produtos + H2O + CO2
BIORREATORES DE PETRÓLEO
• Revolução Industrial: 200 anos de má gestão do lixo industrial,
• Contaminação: manuseamento e eliminação inadequados de materiais perigosos.
BIORREMEDIAÇÃO é o processo de tratamento que utiliza a ocorrência natural de
microrganismos para degradar substâncias toxicamente perigosa transformando-as em
substâncias menos ou não tóxicas.

• Biodegradação para limpeza de derramamentos de óleos e tratamentos de ambientes terrestres e aquáticos contaminados com compostos xenobióticos.
• BIORREMEDIAÇÃO: estímulo do crescimento microbiano no local contaminado e a adição de microrganismos degradadores de hidrocarbonetos.
• BIORREMEDIAÇÃO: é o bom uso de seres vivos ou seus componentes para restaurar
• ambientes poluídos.

• BIORREMEDIAÇÃO: são processos que empregam microrganismos ou suas enzimas para degradar compostos poluentes.
• UTILIZA-SE: microrganismos, fungos, plantas verdes, enzimas para atacar contaminantes do solo;
• EXEMPLOS: 1) degradação de hidrocarbonetos clorados por bactérias;
• 2) limpeza de derramamento do óleo pela adição dos fertilizantes de nitrato ou de
• sulfato para facilitar a decomposição do óleo pelas bactérias locais ou exteriores.

• 3) tratamento de solos e cursos d’água contaminados: eficiente, econômico, baixos danos.
FUNDAMENTADA: processo de degradação microbiana e reações químicas combinadas com processos de engenharia, criando condições para maximizar as transformações dos contaminantes orgânicos do solo.

TRÊS ASPECTOS PRINCIPAIS
• Existência de microrganismos com capacidade catabólica para degradar o contaminante;
• O contaminante deve estar disponível ou acessível ao ataque microbiano ou enzimático;
• Condições ambientais adequadas para o crescimento e atividade do agente biorremediador

Contaminantes do solo em ordem decrescente: cloroalifáticos, pesticidas, hidrocarbonetos aromáticos, cloroaromáticos, aromáticos simples.
Bactérias e fungos: Enterobacter, Proteus, Klebsiella, Serratia, Bacillus, Nocardia, Azospirillum, Fusarium, Chaetomium, Phanerochaete e Trametes.
objetivo inocular o solo com microorganismos com capacidade de metabolizar resíduos tóxicos, proporcionando maior segurança e menos perturbações ao meio ambiente.

Técnicas de Biorremediação
• tratamentos “in situ” (no local) e "ex situ"
(fora do local);
• tratamentos de superfície ou sub-superfície como é o caso da bioventilação, que consiste na injeção de ar no solo (ou camada) contaminado para estimular a degradação do contaminante.

Vários contaminantes podem ser tratados biologicamente com sucesso:
• petróleo bruto;• hidrocarbonetos do petróleo como gasolina
(que contém benzeno, xileno, tolueno e etilbenzeno);
• óleo diesel;• combustível de avião;• preservativos de madeira;• solventes diversos;• lodo de esgoto urbano industrial;
outros compostos xenobióticos ou biogênicos, existindo mais de 300 compostos individuais.

Tipos e Estratégias para Biorremediação do Solo
• Passiva - consiste na degradação intrínseca ou natural pelos microorganismos do solo;
• Bioestimuladora - consiste na adição de nutrientes, como N e P, para estimular os microrganismos;
• Bioventilação - é uma forma de bioestimulação por meio da adição de gases estimulantes, como O2 e CH4, para aumentar a atividade microbiana decompositora.

• Bioaumentação - é a inoculação do local contaminado com microrganismos selecionados para degradação do contaminante.
• Landfarming - é aplicação e incorporação de contaminantes ou rejeitos contaminados na superfície de solo não contaminado para degradação. O solo é arado e gradeado para promover a mistura uniforme do contaminante e aeração.
• Compostagem - é o uso de microorganismos termofílicos aeróbios em pilhas construídas para degradar o contaminante.

Principais Dificuldades para o Sucesso dos Tratamentos Biológicos de Solos Contaminados.
• Heterogeneidade do rejeito - os rejeitos são distribuídos de modo heterogêneo no solo e o contaminante pode ocorrer em formas não acessivas.
• Concentração do contaminante - contaminantes podem estar presentes em concentrações variadas (de muito baixa a muito alta). Se muito alta, pode ser tóxica e inibir o crescimento.

• Persistência e toxidade - tratamentos biológicos são eficientes para remover matérias biodegradáveis e de baixa toxidade.
• Contaminantes resistentes à biodegradação exigem adequadação nutricional do solo (com fonte de C).
• Condições adequadas para o crescimento microbiano - condições ambientais favoráveis umidade, temperatura e aeração do solo.

Aspectos Biológicos das Técnicas mais Comumente Empregadas
• Landfarming - consiste na aplicação do contaminante em forma líquida ou sólida na camada arável do solo, onde se concentram 90% dos microrganismos que usam os contaminantes como fonte de energia.

• Biorremediação Fase Sólida - constitui-se de pilhas de solo, que funcionam como células de tratamento. Nas células realiza-se controle mais rigoroso da volatilização, lixiviação e escoamento superficial de material contaminado.
• Outro método: compostagem é um tratamento controlado pela geração de calor pelos aeróbios termofílicos. A elevação da temperatura na massa contaminada é ideal para tratamento de rejeitos e lodos diversos, incluindo contaminantes explosivos. É um processo barato e fácil de ser monitorado.

• Tratamentos “in situ" - são baseados na manipulação da fase aquosa e estímulo da decomposição pela injeção de ar (bioventilação) e suplementação com nutrientes em galerias e poços de infiltração.
É comum o uso de plantas nesse tipo de tratamento, as quais fornecem substratos à atividade microbiana enquanto os microrganismos transformam os contaminantes.

• BIOAUMENTAÇÃO - envolve a inoculação do solo com culturas puras de microrganismos para degradações de contaminantes específicos ou de microrganismos transgênicos contendo plasmídeos degradadores (mais apropriada para contaminações recentes e onde se pretende aplicar a degradação acelerada).
• Aplicação: herbicidas, hidrocarbonetos clorados e carbonatos.

• Uma estratégia que vem ganhando espaço na biorremediação é o uso de plantas para acelerar o processo de degradação. As plantas, além de atuarem diretamente sobre vários tipos de contaminantes, contribuem indiretamente através do efeito rizosférico sobre a microbiota biodegradadora.

EXEMPLOS:
• O tratamento de um solo contaminado com hidrocarbonetos aromáticos policíclicos (HAP's) em concentração de 185 mg kg-1 de HAPs total e 50 mg kg-1 de HAP's carcinogênicos, sofreu redução de 26% após 180 dias de tratamento sem planta e de 57% quando o solo foi semeado com Panicum virgatum (switchgrass). Na fração carcinogênica houve redução apenas nas parcelas com planta, sendo esta redução da ordem de 30%.

PRODUÇÃO DE BIODIESEL VIA CATÁLISE ENZIMÁTICA
• As enzimas são proteínas que aceleram as reações químicas em sistemas biológicos que ocorrem sob condições termodinâmicas não-favoráveis.
• Quimicamente são polímeros formados por aminoácidos e que possuem as vantagens de operarem em condições suaves (temperatura e pressão).

• A catálise enzimática sintetiza especificamente ésteres alquílicos, permite a recuperação simples do glicerol, a transesterificação de glicerídeos com alto conteúdo de ácidos graxos, a transesterificação total dos ácidos graxos livres, e o uso de condições brandas no processo, com rendimentos de no mínimo 90%, tornando-se uma alternativa comercialmente muito mais rentável.
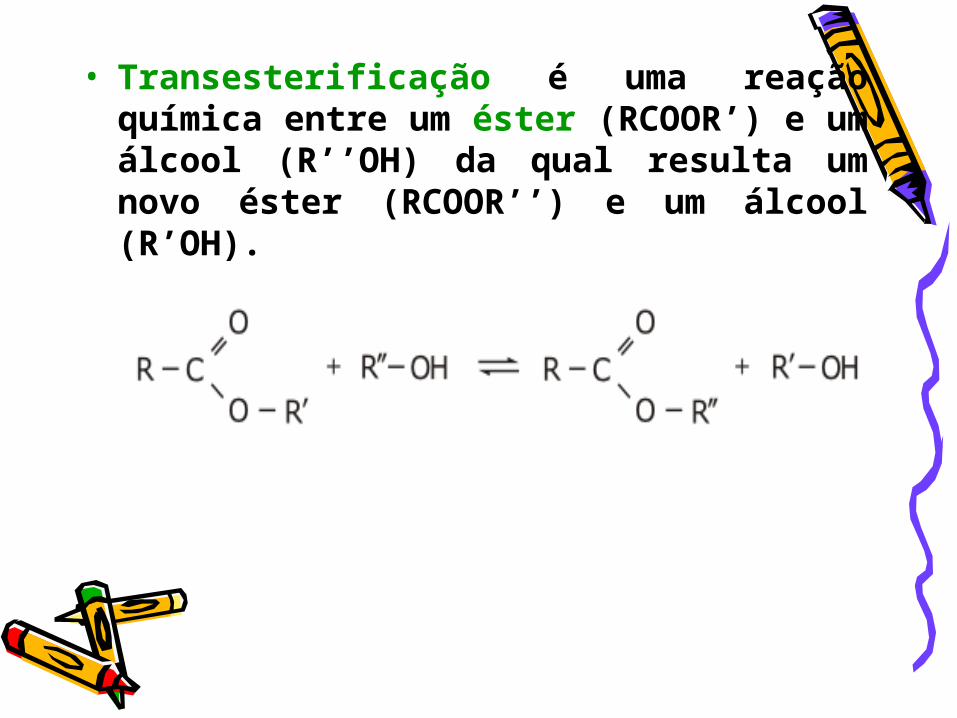
• Transesterificação é uma reação química entre um éster (RCOOR’) e um álcool (R’’OH) da qual resulta um novo éster (RCOOR’’) e um álcool (R’OH).

Aplicação da Transesterificação
• Na produção de Biodiesel. O processo inicia-se juntando o óleo vegetal com um álcool (metanol, etanol, propanol, butanol) e catalisadores (que podem ser ácidos, básicos ou enzimáticos).
• A transesterificação enzimática foi comparada com a mais utilizada comercialmente (transesterificação alcalina) e se sobressaiu nos seguintes aspectos:
• temperatura de reação,
• água na matéria-prima,
• ácidos graxos livres no óleo não refinado,
• recuperação do glicerol,
• rendimento e purificação de metil ésteres.

• As lípases hidrolisam acilgliceróis em ácidos graxos, diacilgliceróis, monoacilgliceróis e glicerol.
• São comumente encontradas na natureza, podendo ser obtidas a partir de fontes animais, vegetais e microbianas.

• A utilização de uma enzima imobilizada tem como vantagens a inexistência de rejeito aquoso alcalino, menor produção de outros contaminantes, maior seletividade, bons rendimentos, reutilização em outras reações, além de melhorar a estabilidade e atividade da enzima, essas vantagens motivam a realização de pesquisas que visem diminuir a principal desvantagem da metodologia: alto custo das enzimas puras.

Biorremediação
Vantagens Limitações
Biodegrada substâncias perigosas ao invés de apenas transferir o
contaminante de um meio para outroNão é uma solução imediata
Baixo custo (até 85%)Necessidade de maior entendimento de
seu funcionamento
Possível tratamento in situ Método pouco evoluído no Brasil
Produtos utilizados não apresentam risco ao meio ambiente e
não são tóxicosAcompanhamento durante o processo
Tratamento de resíduos considerados de difícil degradaçãoMuitas moléculas não são
biodegradáveis
Uso em áreas de proteção ambiental, indústria de alimentos,
entre outras
Substâncias tóxicas ao
microorganismo inviabiliza o
tratamento

• Produção de Biodiesel

• A biorremediação microbiana, representa a principal tecnologia de remediação de solo, por ser:
• De baixo custo (US$ 13 a 1.500 por tonelada de solo tratado) em relação a outras técnicas;
• Ser uma solução permanente;
• Fundamentada em processos naturais;
• Aplicável a uma grande variedade de
contaminantes;
De grande aceitação pública.

FERMENTAÇÃO SEMI-SÓLIDA
IMPORTÂNCIA: na utilização integral de resíduos gerados de processos industriais;
• O estabelecimento desta tecnologia envolve princípios e desafios que levam os cientistas a desenvolverem procedimentos tecnológicos sustentáveis;
• Este pensamento atende a proposta ZERI, “Zero Emissions Research Initiative”.
FERMENTAÇÃO SEMI-SÓLIDA
• A fermentação semi-sólida (FSS) ou sólida - é um processo microbiano que se desenvolve na superfície de materiais sólidos, que apresentam a propriedade de absorver ou de conter água, com ou sem nutrientes solúveis.
• Estes materiais sólidos podem ser bio-degradáveis ou não. Para a FSS, é necessário que os microrganismos cresçam com nutrientes sob ou sobre a interface liquido – sólido.
•
FERMENTAÇÃO SEMI-SÓLIDA(FSS)
Esta tecnologia tem apresentado crescimento acentuado em países do ocidente devido a viabilidade técnico- econômica.
• Muitos microrganismos foram utilizados em todas as áreas da biotecnologia(ex.: agricultura, saúde, energia e meio ambiente.
• APLICAÇÕES: biotransformação dos resíduos e subprodutos (sólidos e líquidos) trouxeram como conseqüências à melhoria do saneamento do ambiente, o estabelecimento de indústrias secundárias e melhoria de estrutura de preços.

FERMENTAÇÃO SEMI-SÓLIDA (FSS)
CARACTERÍSTICAS desta fermentação: uma em que as condições para o estado sólido são propiciadas pelo próprio substrato. Na outra FSS, o desenvolvimento do processo se dá utilizando um suporte inerte.
APLICAÇÃO COMERCIAL: • 1ª) aplicações sócio-econômicas tais como a
compostagem de resíduos, valorização de produtos lignocelulósicos e fibras alimentares;
• 2ª) aplicações economicamente lucrativas, tais como, a produção de enzimas, ácidos orgânicos e alimentos fermentados.

FERMENTAÇÃO SEMI-SÓLIDA (FSS)
VANTAGENS FISICO-QUÍMICAS: • Baixa atividade de água gerando um processo
industrial limpo, com baixos níveis de água residual, o que incorre também em economia energética no processo de recuperação.
• baixo gradientes de temperatura, nutrientes e produtos.
• A heterogeneidade microscópica do substrato é considerado como sua principal força para o acréscimo de rendimento de produtos e por causar adequadas alterações na fisiologia microbiana.

VANTAGENS FSS
• O meio é geralmente simples, consistindo de produtos agrícolas não refinados que podem conter todos os nutrientes necessários para o crescimento do microrganismo.
• Pré–tratamento: cozimento com água para umidificar ou dilatar o substrato, ou a quebra deste para aumentar a acessibilidade aos nutrientes internos ou a moagem de grandes blocos de substrato para partículas menores;

• Tratamento de efluentes e de resíduos é simples ou minimizado. Geralmente todo o produto é utilizado como ração animal;
• O custo de esterilização é reduzido, pois se aquece menos água;
• O espaço ocupado pelo equipamento de fermentação é pequeno considerando-se o rendimento do produto.
• Utiliza-se menor quantidade de água e o substrato é concentrado;
• Como a maioria das bactérias requer
altos níveis de mistura líquida, a FSS exclui, ou reduz, sensivelmente, o problema da
• contaminação bacteriana;
• •
• O meio é facilmente aerado, desde que haja espaço entre as partículas do substrato;
• A solubilidade e difusão de oxigênio e outros gases, são maiores em FSS;
• O resíduo remanescente possui um volume reduzido e este resíduo não apresenta condições para o desenvolvimento de patógenos;
• Geralmente, o único componente necessário a ser adicionado ao meio é água, embora, ocasionalmente, outros nutrientes como fonte de nitrogênio ou minerais possam ser adicionados;
• Torna-se possível a obtenção de esporos que são impossíveis de se obter em cultura submersa;
• Menor custo dos equipamentos;
• Exige menor demanda de energia;

DESVANTAGENS
• Limitação dos tipos de microrganismos devido a baixa atividade de água;
• Microrganismos mais utilizados: fungos e leveduras;
• Geração de calor;• A transferência de oxigênio entre as partículas
do meio pode se tornar um problema quando se utiliza granulometria do substrato
muito grande;• Medidas de pH, O2, CO2 e cálculo de
rendimento de produto são mais
complexos;

MATÉRIAS PRIMAS – SUBSTRATOS VIÁVEIS
Resíduos de origem agroindustrial, são dois: celulósicos (polpa de café, bagaços, palhas, cascas, cascas de frutas processadas, etc) e amiláceos (batata, milho, mandioca, banana e seus resíduos, entre outros).

Características Comuns:
• são recursos naturais renováveis;
• sua produção depende de outra atividade produtiva;
• são produzidos em grande quantidade e constituem um problema sanitário e ecológico em sua região;
• necessitam de um prévio tratamento físico ou químico para que lhes dêem novas características físicas que facilitem seu
processamento e industrialização.

• FLUXOGRAMA
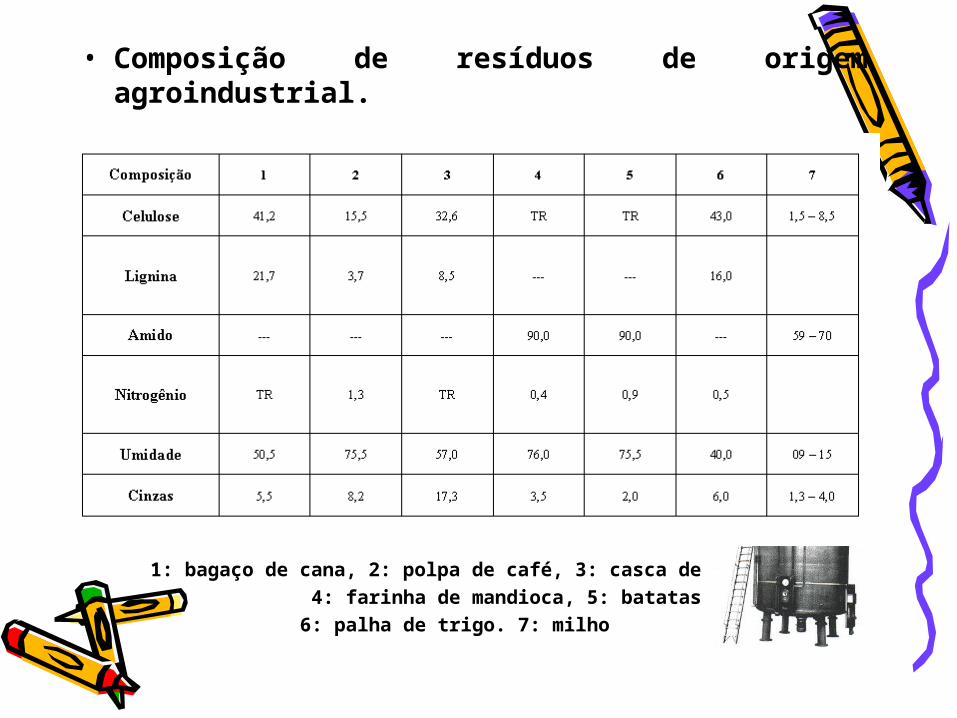
• Composição de resíduos de origem agroindustrial.
1: bagaço de cana, 2: polpa de café, 3: casca de arroz,
4: farinha de mandioca, 5: batatas de descarte,
6: palha de trigo. 7: milho

Distribuição dos resíduos e o meio ambiente
1 Ton de resíduo / Ton de produto principal.

RESÍDUOS URBANOS: faz-se uma estimativa da quantidade produzida por um indivíduo (cidade grande 300 g de resíduos (base úmida) diários / pessoa);
MEIO AMBIENTE: a medida de impacto ambiental não é um problema simples, este depende da natureza dos meios receptores (ar, água ou solo), do tipo de contaminantes e da quantidade de contaminantes.

• “TECNOLOGIAS LIMPAS” (resíduo industrial)
QUATRO ELEMENTOS FUNDAMENTAIS:
• separação de linhas de resíduos, isto é, tratamento diferenciado segundo a natureza do resíduo;
• redução do consumo de água;
• otimização da recirculação e aproveitamento dos resíduos;
• auditorias ambientais contínuas.