Embed Size (px)
Citation preview

Pontifícia Universidade Católica de GoiásDepartamento de Engenharia
Curso: Engenharia de ProduçãoDisciplina: Processos de Fabricação IProf. Jorge Marques dos Anjos
Aula 22Fresadoras e Fresagens - Introdução
Slides gentilmente cedidos pelo prof. Vitor, com adaptações minhas.
Fresagem (ou Fresamento)
• Processo de fabricação destinado a obtenção de superfícies quaisquer com o auxílio de ferramentas multicortantes
• A ferramenta gira e a peça (ou as vezes a ferramenta) se desloca em movimento de avanço.
• Processo tridimensional

Nomenclaturas
• Fresamento ou fresagem: é o processo de usinagem
• Fresa: é a ferramenta de corte
• Fresadora: é a máquina-ferramenta

Fresagem – processo básico
• Dois movimentos simultâneos compõem o processo de fresamento:
1. Movimento da mesa (avanço)2. Movimento da ferramenta (corte)
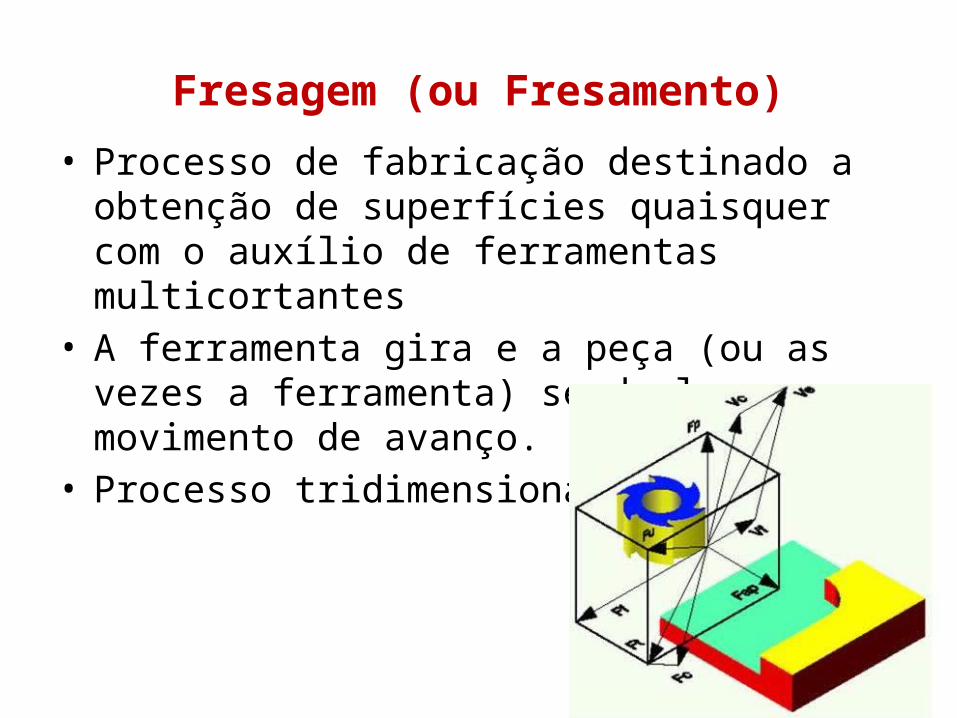
Tipos de Fresagem
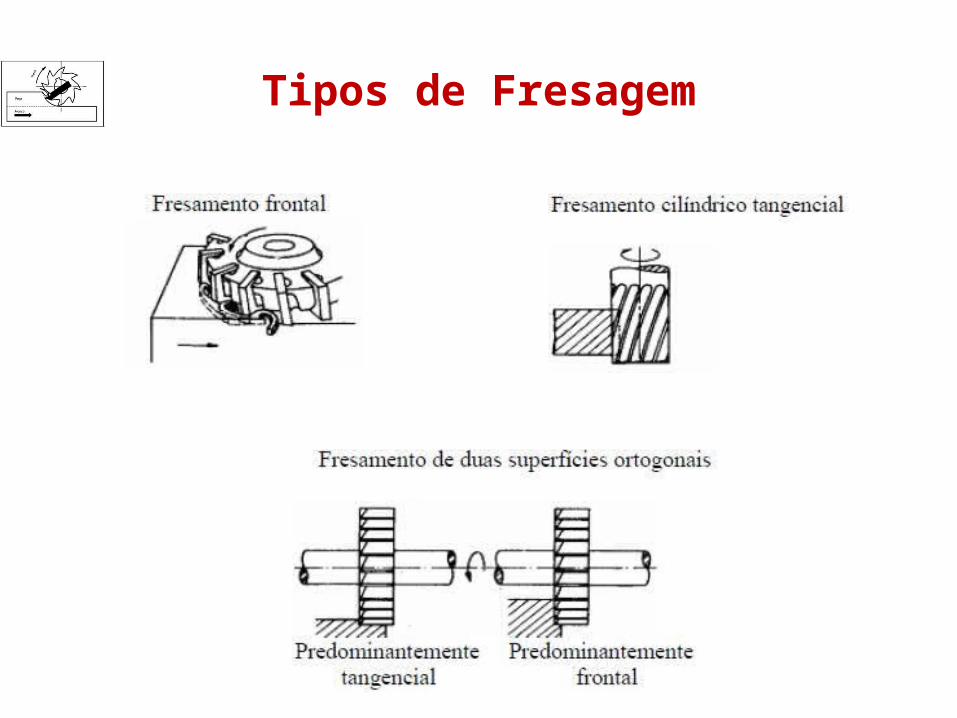
Tipos de Fresagem

Tipos de Fresagem

Movimentos Fresa x Mesa
Discordante
Concordante
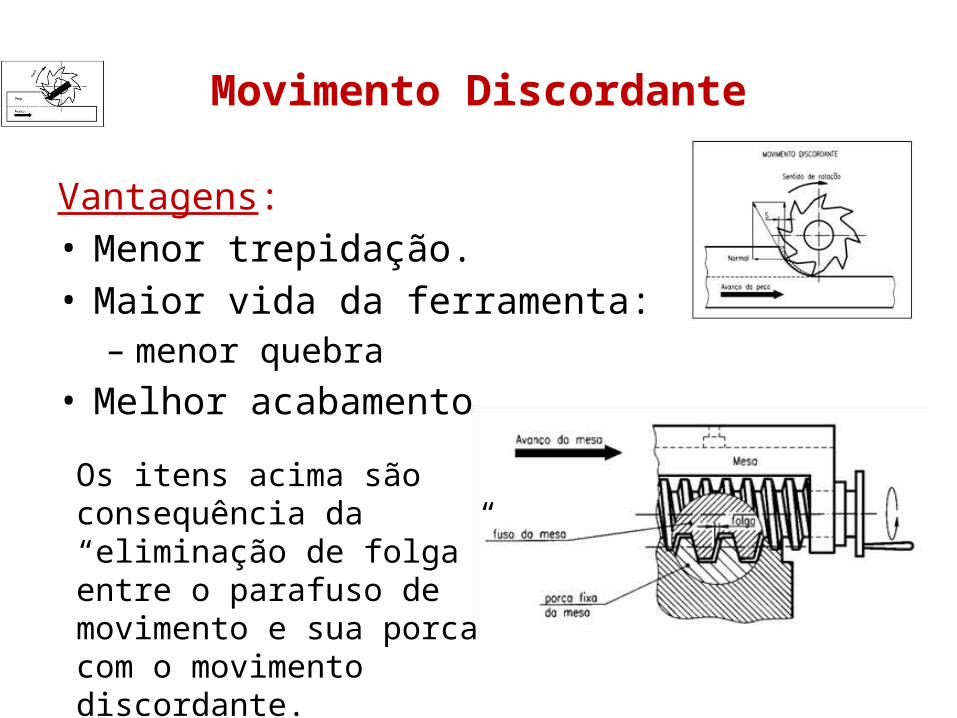
Movimento Discordante
Vantagens: • Menor trepidação.• Maior vida da ferramenta:
– menor quebra• Melhor acabamento
Os itens acima são consequência da “eliminação de folga” entre o parafuso de movimento e sua porca com o movimento discordante.
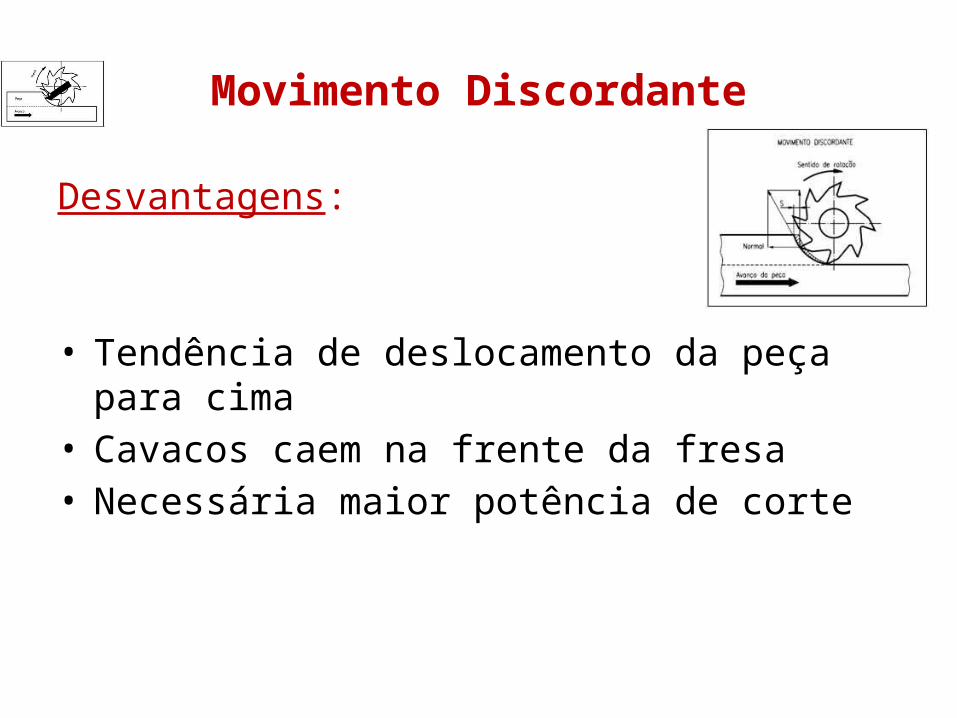
Movimento Discordante
Desvantagens:
• Tendência de deslocamento da peça para cima• Cavacos caem na frente da fresa• Necessária maior potência de corte

Movimento Concordante
Vantagens: • Melhor fixação da peça
– Elementos de fixação mais simples• Cavacos removidos para a parte de trás da peça• Menos desgaste da ferramenta (+/- 50%)• Menor potencia de corte

Movimento Concordante
Desvantagens:
• Elevadas forças de impactos na peça, devido à trepidação provocada pelas folgas parafuso-porca
• Risco de quebra da ferramenta
Fresadoras
Podem ser do tipo:
1. Horizontal: eixo árvore paralelo à mesa
2. Vertical: eixo árvore perpendicular à mesa
3. Universal: possui os dois tipos de eixos
4. Copiadora: possui dois cabeçotes
5. Pantográfica: possui um pantógrafo

Fresadoras
1. Horizontal: eixo árvore paralelo à mesa

Fresadoras
2. Vertical: eixo árvore perpendicular à mesa

Fresadoras
3. Universal: 02 eixos árvore: um perpendicular e outro paralelo à mesa
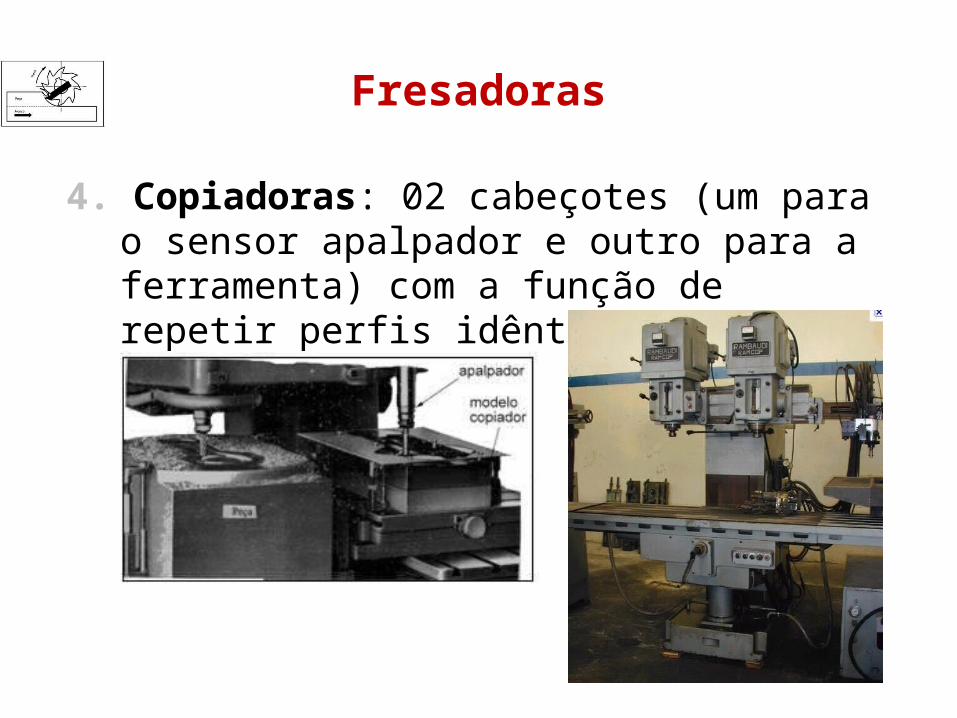
Fresadoras
4. Copiadoras: 02 cabeçotes (um para o sensor apalpador e outro para a ferramenta) com a função de repetir perfis idênticos

Fresadoras
5. Pantográfica: possui um pantógrafo também com a função de copiar (manual)

Fresas
• São ferramentas multicortantes com vários formatos e ângulos

Fresas
Ângulo de fresas
γ (s) = Ângulo de saída
β (c) = Ângulo de cunha (ou de corte)
α (f) = Ângulo de folga
Fresas
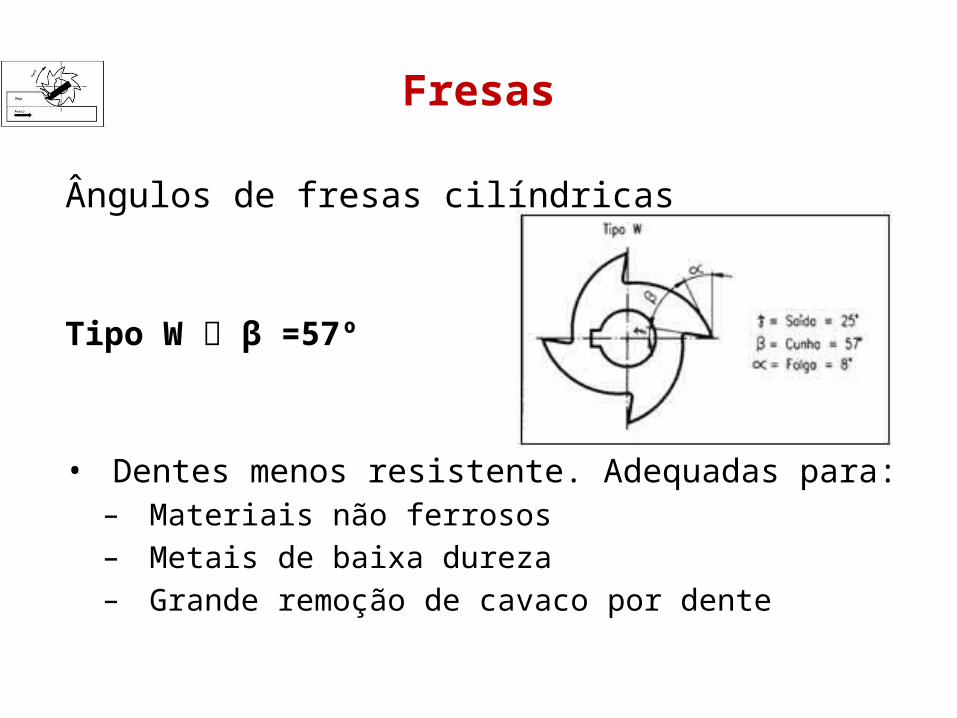
Ângulos de fresas cilíndricas
Tipo W β =57º
• Dentes menos resistente. Adequadas para:– Materiais não ferrosos– Metais de baixa dureza– Grande remoção de cavaco por dente

Fresas
Ângulos de fresas cilíndricas
Tipo N β =73º
• Média resistência à quebra do dente.– Materiais dureza média– Até 700 N/mm²

Fresas
Ângulos de fresas cilíndricas
Tipo H β=81º
• Alta resistência no dente– Materiais duros e quebradiços– Acima de 700 N/mm²
Video





![DESCRITIVO TÉCNICO - worldskillsportugal.iefp.pt · [FRESAGEM CNC] Página 2 de 39 FICHA TÉCNICA TÍTULO WorldSkills Portugal - Descrição Técnica da Competição de Fresagem](https://img.document.onl/doc/110x75/5c63124b09d3f263208bed77/descritivo-tecnico-fresagem-cnc-pagina-2-de-39-ficha-tecnica-titulo.jpg)
![DT FRESAGEM CNC 2018 - Worldskills Portugal · [FRESAGEM CNC] Página 666de 39339939 2.3 ÁREAS DE COMPETÊNCIA ÁREA FUNCIONAL: PREPARAÇÃO DO TRABALHO Importância relativa (%)](https://img.document.onl/doc/110x75/5be7362c09d3f26f698c3896/dt-fresagem-cnc-2018-worldskills-portugal-fresagem-cnc-pagina-666de-39339939.jpg)