Embed Size (px)
Citation preview

Universidade do Vale do Itajaí
Campus VII - São José
UNIVALI Direção do Centro de Educação Superior
PROCESSOS DE FABRICAÇÃO I
UNIDADE 1
Curso de Engenharia Industrial Mecânica
Prof. Dr. Eng. Cláudio Roberto Losekann
AGOSTO/2001

II
ÍNDICE ANALÍTICO
ÍNDICE ANALÍTICO.......................................................................................................................................... II
ÍNDICE DE FIGURAS ........................................................................................................................................ V
PROCESSOS DE FABRICAÇÃO .......................................................................................................................1
1 - INTRODUÇÃO ................................................................................................................................................1
1.1 - FUNDIÇÃO ...............................................................................................................................................5
1.2 - USINAGEM...............................................................................................................................................5
1.3 - SOLDAGEM..............................................................................................................................................6
1.4 - METALURGIA DO PÓ.............................................................................................................................6
1.5 - CONFORMAÇÃO MECÂNICA ...............................................................................................................7
2 - ENSAIOS MECÂNICOS.................................................................................................................................8
2.1 - INTRODUÇÃO..........................................................................................................................................8
2.2 - DEFINIÇÃO .................................................................................................................................................10
2.2.1 - PROPRIEDADES MECÂNICAS ......................................................................................................10
2.3 - TIPOS DE ENSAIOS MECÂNICOS.......................................................................................................12
2.3.1 - ENSAIO DE TRAÇÃO ......................................................................................................................13
2.3.1.1 - Diagrama tensão - deformação....................................................................................................................15
2.3.1.2 - Propriedades mecânicas avaliadas ..............................................................................................................18
2.3.1.3 - Corpos de prova..........................................................................................................................................22
2.3.1.4 - Limite de escoamento: valores convencionais ............................................................................................26
2.3.2 - ENSAIO DE COMPRESSÃO............................................................................................................27
2.3.2.1 - Limitações do ensaio de compressão ..........................................................................................................28
2.3.2.2 - Ensaio de compressão em materiais dúcteis................................................................................................29
2.3.2.3 - Ensaio de compressão diametral .................................................................................................................29
2.3.3 - ENSAIO DE FLEXÃO ......................................................................................................................35
2.3.3.1 - Significado de flexão ..................................................................................................................................35
2.3.3.2 - Método do ensaio de flexão ........................................................................................................................39
2.3.4 - ENSAIO DE DUREZA......................................................................................................................41
2.3.4.1 - Dureza Brinell.............................................................................................................................................43
2.3.4.2 - Dureza Meyer .............................................................................................................................................48
2.3.4.3 - Dureza Rockwell.........................................................................................................................................49
2.3.4.4 - Dureza Vickers ...........................................................................................................................................55
2.4.4.5 - Microdureza por penetração .......................................................................................................................57

III
2.3.4.6 - Dureza Shore ..............................................................................................................................................60
2.3.4.7 -Considerações finais ....................................................................................................................................61
2.3.5 - ENSAIO DE IMPACTO....................................................................................................................65
2.3.5.1 - Descrição do Ensaio de Impacto.................................................................................................................67
2.3.6 - ENSAIOS METALOGRÁFICOS .......................................................................................................76
2.3.6.1 - Ensaio metalográfico macrográfico.............................................................................................................77
2.3.6.2 - Ensaio metalográfico micrográfico .............................................................................................................77
3 - AJUSTAGEM.................................................................................................................................................87
3.1 - INTRODUÇÃO........................................................................................................................................87
3.2 - DEFINIÇÃO.............................................................................................................................................87
3.2.1 - LIMAGEM ........................................................................................................................................88
3.2.1.1 - Critério para a escolha da ferramenta..........................................................................................................88
3.2.1.2 - Classificação geral das limas ......................................................................................................................91
3.2.1.3 - Informações gerais ......................................................................................................................................94
3.2.2 - TRAÇAGEM .....................................................................................................................................95
3.2.2.1 -Tipos de traçado...........................................................................................................................................95
3.2.2.2. - Materiais de traçagem ................................................................................................................................96
3.2.3 - SERRAMENTO...............................................................................................................................100
3.2.4 - FURAÇÃO......................................................................................................................................102
3.2.4.1 - Tipos de furação .......................................................................................................................................102
3.2.4.2 - Tipos de furadeiras....................................................................................................................................103
3.2.4.3 - Brocas .......................................................................................................................................................105
3.2.4.4 - Parâmetros de furação...............................................................................................................................108
3.2.4.5 - Escareadores .............................................................................................................................................109
3.2.5 - ROSCAMENTO ..............................................................................................................................109
3.2.5.1 - Machos .....................................................................................................................................................111
3.2.5.2 - Cossinetes .................................................................................................................................................112
3.2.5.3 - Tipos de roscamento .................................................................................................................................113
4 - USINAGEM..................................................................................................................................................118
4.1 - INTRODUÇÃO......................................................................................................................................118
4.2 - PROCESSOS CONVENCIONAIS DE USINAGEM ............................................................................118
4.2.1 - AFIAÇÃO........................................................................................................................................119
4.2.2 - ALARGAMENTO............................................................................................................................119
4.2.3 - APLAINAMENTO...........................................................................................................................120
4.2.4 - BROCHAMENTO ...........................................................................................................................123
4.2.5 - BRUNIMENTO...............................................................................................................................123
4.2.6 - DENTEAMENTO............................................................................................................................124
4.2.7 - ESPELHAMENTO..........................................................................................................................125
4.2.8 - FRESAMENTO...............................................................................................................................126
IV
4.2.9 - FURAÇÃO......................................................................................................................................130
4.2.10 - JATEAMENTO .............................................................................................................................132
4.2.11 - LAPIDAÇÃO ................................................................................................................................132
4.2.12 - LIXAMENTO ................................................................................................................................132
4.2.13 - MANDRILAMENTO .....................................................................................................................133
4.2.14 - POLIMENTO................................................................................................................................134
4.2.15 - ROSQUEAMENTO.......................................................................................................................135
4.2.16 - RASQUETEAMENTO...................................................................................................................135
4.2.17 - RETIFICAÇÃO.............................................................................................................................135
4.2.18 - SERRAMENTO.............................................................................................................................138
4.2.19 - TORNEAMENTO..........................................................................................................................139
4.3 - PROCESSOS NÃO CONVENCIONAIS DE USINAGEM...................................................................142
4.3.1 - USINAGEM QUÍMICA...................................................................................................................142
4.3.2 - USINAGEM POR FEIXE ELETRÔNICO.......................................................................................142
4.3.3 - USINAGEM POR LASER ...............................................................................................................143
4.3.4 - USINAGEM POR ULTRA-SOM.....................................................................................................143
4.3.5 - USINAGEM ELETROQUÍMICA....................................................................................................144
4.3.6 - ELETROEROSÃO A FIO ...............................................................................................................144
4.3.7 - ELETROEROSÃO POR PENETRAÇÃO........................................................................................145
REFERÊNCIAS BIBLIOGRÁFICAS.............................................................................................................146

V
ÍNDICE DE FIGURAS
FIGURA 1.1 - Esquema dos processos de fabricação no contexto atual. 3
FIGURA 1.2 - Extrusão de cerâmica e Injeção de plástico 4
FIGURA 1.3 - Fundição em cera perdida. 5
FIGURA 1.4 - Metalurgia do pó. 7
FIGURA 2.1 - Equipamentos de ensaios mecânicos. a) Máquina de ensaiouniversal; b) Durômetro. 11
FIGURA 2.2 - Peça tracionada. 13
FIGURA 2.3 - Tensão de tração. 13
FIGURA 2.4 - Corpo de prova de ensaio de tração. a) antes do ensaio; b) após oensaio. 14
FIGURA 2.5 - Comportamento dos materiais através do diagrama σσx εε. 16
FIGURA 2.6 - Material dúctil. a) diagrama σσ x εε; b) aspecto da fratura. 17
FIGURA 2.7 - Material frágil. a) diagrama σσ x εε; b) aspecto da fratura. 18
FIGURA 2.8 - diagrama σσ x εε para ligas do tipo aço baixo carbono. 18
FIGURA 2.9 - Alongamentos na tração e na compressão. 20
FIGURA 2.10 - Curvas de tensões reais e de engenharia. 21
FIGURA 2.11 - Máquina de ensaio e registrador. 22
FIGURA 2.12 - Corpos de prova. 23
FIGURA 2.13 - Tipos de fixação. 23
FIGURA 2.14 - Preparação de corpo de prova. 24
FIGURA 2.15 - Ruptura do corpo de prova no centro. 25
FIGURA 2.16 - Ruptura do corpo de prova fora de centro. 25
FIGURA 2.17 - Determinação do Limite de Escoamento. 26
FIGURA 2.18 - Esquema da compressão. 27
FIGURA 2.19 - Ensaio de compressão. a) normal; b) flambagem. 28
FIGURA 2.20 - Ensaio de compressão em materiais dúcteis. 29
FIGURA 2.21 - Esquema de esforços aplicados em um corpo de prova cilíndricode dimensões D e L. 30
FIGURA 2.22 - Representação esquemática da distribuição das tensões decompressão e de tração. 30
FIGURA 2.23 - Ensaios em molas. 31
8) O Que é limite de escoamento? 34
FIGURA 2.24 - Flexão em uma barra de secção retangular. 36
FIGURA 2.25 - Elemento da barra submetido a flexão. 37

VI
FIGURA 2.26 - Viga em balanço com engaste rígido sendo fletida por uma forçaF aplicada em sua extremidade. 38
FIGURA 2.27 - Método de flexão a três pontos. 39
FIGURA 2.28 - Método de flexão a quatro pontos. 40
FIGURA 2.29 - Ângulo φφ nas impressões Brinell . 45
FIGURA 2.30 - Penetradores de Dureza Rockwell . 50
FIGURA 2.31 - Indicador analógico . 51
FIGURA 2.32 - Esquema da seqüência de operações . 52
FIGURA 2.33 - Aspectos da fratura . 66
FIGURA 2.34 - Máquina de ensaio de impacto . 68
FIGURA 2.35 - Ensaio Charpy e Izod . 71
FIGURA 2.36 - Corpos de prova Charpy e Izod . 71
FIGURA 2.37 - Temperatura de transição . 73
FIGURA 2.38 - Retirada de amostras. 74
FIGURA 2.39 - Curvas de energia absorvida de um mesmo material. 75
FIGURA 2.40 - Influencia da localização de um corte longitudinal axial sobre oaspecto de segregação. 78
FIGURA 2.41 - Esquema de um metal policristalino atacado quimicamente ecom feixes incidentes e de reflexão de luz. 81
FIGURA 2.42 - Macrografia de uma peça de alumínio fundido com contornosde grãos revelado por ataque com HCl. 82
FIGURA 2.43 - Micrografia da perlita. 82
FIGURA 3.1 - Limagem. 88
FIGURA 3.2 - Limagem em bancada. 89
FIGURA 3.3 - Limagem em torno. 90
FIGURA 3.4 - Perfis de lima. 92
FIGURA 3.5 - Limas rotativas. 92
FIGURA 3.6 - Limas especiais. 93
FIGURA 3.7 - Características gerais das limas. 94
FIGURA 3.8 - Traçado no plano. 96
FIGURA 3.9 - Traçado no espaço. 96
FIGURA 3.10 - Tipos de esquadro. 97
FIGURA 3.11 - Graminho. 98
FIGURA 3.12 - Goniômetro. 98
FIGURA 3.13 - Compasso. 99

VII
FIGURA 3.14 - Calço de apoio simples e forma de T para grandes apoios. 99
FIGURA 3.15 - Serra manual. 100
FIGURA 3.16 - Direção de corte. 100
FIGURA 3.17 - Serras circulares. a) caso 1; b) caso 2. 101
FIGURA 3.18 - Serras contínuas. 102
FIGURA 3.19 - Etapas da furação. 102
FIGURA 3.20 - Furadeira de bancada. 103
FIGURA 3.21 - Furadeira de coluna. 103
FIGURA 3.22 - Furadeira radial. 104
FIGURA 3.23 - Furadeira de coordenadas. 105
FIGURA 3.24 - Broca. 106
FIGURA 3.25 - Ponta da broca. 106
FIGURA 3.26 - Ângulo da ponta. 107
FIGURA 3.27 - Ângulo de folga. 108
FIGURA 3.28 - Escareadores. 109
FIGURA 3.29 - Pente para determinação de rosca. 110
FIGURA 3.30 - Macho desbastador. 111
FIGURA 3.31 - Desandador. 112
FIGURA 3.32 - Cossinete de entrada helicoidal. 113
FIGURA 3.33 - Roscamento externo com cossinete. 113
FIGURA 3.34 - Roscamento externo com ferramenta de perfil múltiplo. 114
FIGURA 3.35 - Roscamento externo com ferramenta de perfil único. 114
FIGURA 3.36 - Roscamento externo com fresa de perfil múltiplo. 115
FIGURA 3.37 - Roscamento externo com com jogo de pentes. 116
FIGURA 3.38 - Roscamento interno com macho. 117
FIGURA 4.1 - Afiação. 119
FIGURA 4.2 - Cilíndrico de acabamento. 120
FIGURA 4.3 - a) Cônico de acabamento, b) Cônico de desbaste. 120
FIGURA 4.4 - Aplainamento de guias. 121
FIGURA 4.5 - Aplainamento de perfis. 121
FIGURA 4.6 - Aplainamento de ranhuras T. 121
FIGURA 4.7 - Aplainamento de rasgos. 122
FIGURA 4.8 - Aplainamento de rasgo de chavetas. 122
FIGURA 4.9 - Aplainamento de superfícies cilíndricas de revolução. 122
VIII
FIGURA 4.10 - Brochamento externo e interno. 123
FIGURA 4.11 - Brunimento. 124
FIGURA 4.12 - Denteamento. 125
FIGURA 4.13 - Espelhamento cilíndrico. 125
FIGURA 4.14 - Espelhamento plano. 126
FIGURA 4.15 - Fresamento cilíndrico tangencial de topo. 127
FIGURA 4.16 - Fresamento tangencial concordante. 127
FIGURA 4.17 - Fresamento tangencial disconcordante. 127
FIGURA 4.18 - Fresamento tangencial de perfil. 128
FIGURA 4.19 - Fresamento frontal. 128
FIGURA 4.20 - Fresamento frontal de canaleta. 129
FIGURA 4.21 - Fresamento frontal rabo de andorinha. 129
FIGURA 4.22 - Fresamento composto. 130
FIGURA 4.23 - Furação em cheio. 131
FIGURA 4.24 - Furação de centro. 131
FIGURA 4.25 - Trepanação. 131
FIGURA 4.26 - Lapidação. 132
FIGURA 4.27 - Lixamento com fita e folhas. 133
FIGURA 4.28 - Mandrilamento cilíndrico. 133
FIGURA 4.29 - Mandrilamento cônico. 134
FIGURA 4.30 - Mandrilamento esférico. 134
FIGURA 4.31 - Polimento. 135
FIGURA 4.38 - Torneamento cilíndrico externo. 140
FIGURA 4.39 - Faceamento. 140
FIGURA 4.40 - Sangramento axial e radial. 140
FIGURA 4.41 - Perfilamento. 141
FIGURA 4.42 - Torneamento curvilíneo. 141
FIGURA 4.43 - Usinagem por feixe de elétrons. 142
FIGURA 4.44 - Usinagem por laser. 143
FIGURA 4.45 - Usinagem por ultra-som. 144
FIGURA 4.46 - Eletroerosão a fio. 145
FIGURA 4.47 - Eletroerosão por penetração. 145

1
PROCESSOS DE FABRICAÇÃO
1 - INTRODUÇÃO
Generalizar processos de fabricação como uma área de metal-mecânica é um erro tão
grande quanto as inquisições imposta pela igreja cristã entre os séculos XIII e XVI, isto é, os
processos de fabricação estão relacionadas com materiais e produtos, cujo destino é o
consumidor. Embora existe uma série de produtos que tem um conjunto de materiais
diferentes, como um automóvel, cuja fabricação das partes são tercerizadas no contexto da
globalização, pode-se considerar comuns os processos de fabricação em determinados áreas
afins. Na atualidada, as áreas afins de indústria são: a indústria metal-mecânica, cujo produto
principal de fabricação tem como base o aço, o ferro-fundido, ligas de alumínio e ligas de
cobre; a indústria de cerâmicas, cujo produto de fabricação de maior consumo é aquele
considerado cerâmica convencional (vasos, pratos, pisos, revestimentos, e outros); a indústria
de plásticos, que tem como base a fabricação de plásticos de utensílios domésticos; a indústria
agro-industrial, que de uma certa forma utiliza os mais diferentes produtos dos outros tipos de
indústrias citadas anteriormente e poderia ser citada também a indústria de informática. Todas
estas indústrias são de transformação e utilizam os mais diferentes tipos de processos de
fabricação. Através dos processos de fabricação utilizados nestes grupos principais de
indústrias, houve uma evolução de novos materiais como os “compósitos”, que pode ser
metal-plástico, metal-cerâmica, cerâmica-plástico. Não cabe discutir neste tema definições de
materiais como plásticos ou cerâmicas, que ambos podem ser classificados como polímeros.
O processo de fabricação de injeção de plástico, bem como a metalurgia do pó,
evoluíram do processo de fabricação de cerâmica, que tem sua origem com o início da
civilização. A própria civilização está em constante mutação, mas as transformações são
lentas. Por isto, faz-se necessário lembrar pontos históricos para explicar processos de
fabricação.

2
Um dos processos de fabricação mais antigo é o processo de fundição. Utilizado pela
civilização desde 4.000 a.C. a 3.000 a.C., iniciando-se com o processo de fundição de cobre,
seguindo com o bronze e posteriormente com o ferro, por causa do seu elevado ponto de
fusão. Estima-se que o homem das cavernas conhecia o ferro e suas origens como matéria
prima para a fabricação de armas e implementos agrícolas. Naquela época, o ferro era
considerado metal nobre e precioso, sendo utilizado quase que exclusivamente para aqueles
fins e também como metal de adorno. Com o passar do tempo, o homem descobriu outras
utilidades que o minério de ferro poderia proporcioná-los.
Em fornos rudimentares, construídos nas encostas das colinas e aproveitando o fluxo
do vento para intensificar a combustão da lenha, esse processo aumentava a produção de
metal fundido, fruto da redução direta do metal pela queima de lenha. Na Idade Média, a
Europa considerava a produção de ferro de suma importância. Nessa época, obtinha-se um
tipo grosseiro de ferro fundido pela redução direta do minério, sem a obtenção direta do ferro
gusa. Isso implicava na obtenção de uma massa pastosa que, ao solidificar, tornava-se frágil e
quebradiça, o que obrigava sua aplicação por meio de forjados excessivamente pesados e
maciços, em geral, espadas, adagas e machados de difícil manejo. Daí em diante, o processo
se desenvolveu cada vez mais. Somente nos últimos séculos vêm sido utilizado a cerâmica em
fornos de fundição para controlar o calor no processo de fundição.
Por volta de 1.450 é que se iniciou a obtenção intermediária do ferro gusa, já que se
conseguiam maiores temperaturas nos processos então utilizados. Em conseqüência, o ferro
absorvia maior quantidade de carbono (do carvão vegetal), formando o ferro gusa que escorria
de forma não pastosa, permitindo seu melhor manuseio. Em 1.640, foi desenvolvido o
primeiro alto-forno para produção de ferro gusa. Nessa época, a indústria siderúrgica passou a
ocupar um papel mais preponderante nas atividades comerciais e na economia dos países
ocidentais, entretanto o consumo de carvão vegetal para a produção de ferro, provocou uma
devastação florestal de repercussão danosa.
Somente em 1.710, período da Revolução Industrial, é que se revigorou, na Grã-
Bretanha, o uso industrial do coque (derivado do carvão mineral) como substituto do carvão

3
vegetal na redução do minério de ferro, provocando um novo e importante impulso na
atividade siderúrgica. Entretanto, essas evoluções da fundição, decorriam da indústria têxtil,
visto que, neste período, a produção do tecido de lã não atendia a demanda. Invenções como a
máquina de fusos múltiplos produziam rapidamente maior quantidade de fio, especialmente
de algodão, que era importado dos Estados Unidos, tornando-se vital para a indústria têxtil da
Grã-Bretanha. Mais aparelhos de fiação como: o “water frame” - bastidor de fiação de
algodão movido a água - e a máquina de fiação (1.770), o tear mecânico de Cartwright, que
podia ser operado por mão-de-obra não especializada, marcou o fim da tecelagem manual.
Desta forma, aumentava a produção têxtil e conseqëntemente a produção de equipamentos
para fabricação destas máquinas. A descoberta do motor a vapor, do aço e posteriormente a
eletricidade contribuíram de forma significativa a evolução dos processos de fabricação.
No contexto atual os processo de fabricação de produtos de consumo estão
interligados. A figura abaixo mostra, de uma forma resumida, estas interligações.
Matéria-prima
Processo de fabricaçãoMetal-mecânica
Processo de fabricaçãoPlástico
Processo de fabricaçãoCerâmica
Consumidor
FIGURA 1.1 - Esquema dos processos de fabricação no contexto atual.
A figura abaixo mostra o processo de extrusão de cerâmica e de injeção de plástico. A
metalurgia do pó utiliza o mesmo processo da injeção de plástico com algumas alterações.

4
FIGURA 1.2 - Extrusão de cerâmica e Injeção de plástico
A fabricação pode ser definida como a arte e a ciência de transformar os materiais em
produtos finais utilizáveis e - num contexto de economia de mercado - rentáveis. O processo
global de fabricação é uma série de interações complexas entre materiais, máquinas, pessoas e
energia, começando com a criação de peças individuais que irão finalmente constituir, através
de operações de montagem, um produto final.
Na seleção dos materiais para as peças, tem-se em vista as características exigidas das
peças e o seu comportamento nos sistemas que farão partes; e, por outro lado, as propriedades
que os materiais devem apresentar para atender adequadamente as características exigidas
com custo mínimo e a vida útil esperada. A escolha do processo de fabricação é feita
considerando-se as características de trabalho das peças, seu material, forma e dimensões, o
número de unidades a produzir, a taxa de produção, a vida útil requerida de cada unidade e o
grau e precisão e acabamento estipulados. Sempre existe uma interação entre o material da
peça e o processo de fabricação, na qual um exerce restrições sobre o outro, sendo esta,
portanto, consideração essencial, na maioria dos casos, para seleção de ambos.
No caso particular dos metais, que são um dos materiais mais empregados na
construção mecânica, sua obtenção se inicia com extração e refino do minério e vem,
geralmente, seguido da fusão para obtenção do metal na forma líquida e, posteriormente,
convertê-lo em formas (grânulos, barras, pós) que possam ser convenientemente utilizadas nos
diversos processos de fabricação. Os processos de fabricação na indústria metal-mecânica
5
podem ser agrupados em cinco classes principais: fundição, usinagem, soldagem,
metalurgia do pó e conformação mecânica.
1.1 - FUNDIÇÃO
O metal, no estado líquido, é vazado dentro de um molde (de gesso, de areia, metálico,
etc. ), que é um negativo da peça a ser obtida contendo algumas alterações próprias das
técnicas de fundição, e solidifica-se na forma desejada. Trata-se de um capaz de fornecer uma
variedade de formas. Por outro lado, as peças podem facilmente apresentar defeitos
decorrentes do processo, tais como: bolhas de ar, vazios ou rechupes e sua estrutura é
geralmente dendrítica (grãos colunares e grosseiros).
FIGURA 1.3 - Fundição em cera perdida.
1.2 - USINAGEM
Consiste na remoção (arrancamento) de partículas de material de um bloco ou forma
bruta, até atingir a forma desejada. É efetuada com o auxílio de ferramentas adequadas de
material duro em máquinas especiais (tornos, plainas, fresadoras. retificadoras, etc.) ou,
tomada em seu sentido mais amplo, mediante técnicas especiais não mecânicas como a eletro-
erosão. A usinagem é empregada geralmente para produzir formas com elevada tolerância

6
dimensional, bom acabamento superficial e, freqüentemente, geometrias complexas. A
usinagem é uma operação secundária de processamento, uma vez que, em geral, é realizada
em uma peça que já foi produzida por um processo primário tal como a laminação, forjamento
ou fundição. Como principais desvantagens tem-se: perda de material, morosidade da
operação, incapacidade para alterar a microestrutura da peça, não remediando problemas
provenientes da fundição.
1.3 - SOLDAGEM
É um conjunto de processos que permitem obter peças pela união de várias partes,
estabelecendo a continuidade das propriedades químicas, físicas e mecânicas do material
utilizando, ou não, material adicional para servir de ligação (solda ).
1.4 - METALURGIA DO PÓ
A metalurgia do pó consiste na formação de peças através da prensagem de pós
(matérias - primas) com o auxílio de ligantes. Uma vez obtido o "corpo - verde", o mesmo é
sinterizado em temperaturas específicas com diminuição considerável do volume da peça e
um aumento substancial de sua resistência mecânica. A metalurgia do pó tem tido nos últimos
anos um grande e acelerado desenvolvimento, conforme dados disponíveis; seu futuro a curto
e médio prazo é realmente promissor. Uma das grandes vantagens deste processo tecnológico
é poder obter produtos e componentes acabados com uma homogeneidade e precisão
dimensional superior a conseguida por outras técnicas e a menor custo para grande produção,
devido principalmente a economia de matéria-prima e energia, e a mínima ou nenhuma
operação de usinagem.
7
FIGURA 1.4 - Metalurgia do pó.
1.5 - CONFORMAÇÃO MECÂNICA
É o nome genérico dos processos em que se aplica uma força externa sobre a matéria-
prima, obrigando-a a tomar forma desejada por deformação plástica. O volume e a massa do
metal se conservam neste processos. As vantagens principais são: bom aproveitamento da
matéria-prima, rapidez na execução, possibilidade de melhoria e controle das propriedades
mecânicas do material. Por exemplo: bolhas e porosidades em lingotes fundidos podem ser
eliminados através de conformação mecânica a quente, melhorando a ductilidade e a
tenacidade. A dureza do produto pode ser controlada alternando etapas de conformação a frio
e recozimento.
Assim, a disciplina de Processos de Fabricação inicia com um estudo de ensaios
mecânicos para compreender as propriedades mecânicas dos materiais para correlacionar com
os processos de fabricação nas áreas de metal-mecânica, plásticos e cerâmicos, seguido de
ajustagem, que pode ser considerado como etapas de usinagem e, posteriormente as duas
grandes áreas de processos de fabricação, finalizando com processamento de polímeros e de
cerâmicos.

8
2 - ENSAIOS MECÂNICOS
2.1 - INTRODUÇÃO
A nova tendência de matérias-primas e o desenvolvimento dos processos de fabricação
determinaram à criação de métodos padronizados de produção, e ao mesmo tempo,
desenvolveram-se processos e métodos de controle de qualidade dos produtos. Entende-se que
o controle de qualidade precisa começar pela matéria-prima e deve ocorrer durante todo o
processo de produção, incluindo a inspeção e os ensaios finais nos produtos acabados.
Todos os materiais têm propriedades distintas. A começar pela Tabela Periódica, onde
cada elemento químico tem um número e massa atômica própria. O uso correto do material
depende do profundo conhecimento dele e das implicações tecnológicas de sua obtenção, por
exemplo, metais, semicondutores, cerâmicos, plásticos, compósitos. Todos esses materiais
podem ser encontrados tanto em um automóvel quanto em uma espaçonave.
Os materiais acima descrito podem ser agrupados em dois grupos e quatro subgrupos:
Materiais metálicos;
Materiais não-metálicos.
A tabela abaixo mostra este agrupamento.
MATERIAIS
METÁLICOS NÃO-METÁLICOS
Ferrosos Não-ferrosos Naturais Sintéticos
Aços Alumínio Madeira Vidro
Ferros fundidos Cobre Asbesto Cerâmica
Zinco Couro Plástico
Magnésio Semicondutor (C, Ge,Si,...)
Semicondutor (GaAs,GaAsP, CdS,...)
Chumbo Borracha Borracha
Tungstênio Compósito

9
Alguns dos materiais da tabela acima são duro e frágil, outros são moles e dúcteis. Uns
tem elevado ponto de fusão, outros tem baixo e alguns nem apresentam ponto de fusão
definido, ou seja, os materiais apresentam propriedades físicas e químicas distintas.
Propriedades físicas: pode ser agrupadas, a esta propriedade, as propriedades mecânicas,
térmicas, elétricas, magnéticas e óticas;
Propriedades químicas: pode ser agrupadas, a esta propriedade, as propriedades de atividade,
difusividade, resistência a oxidação, resistência a corrosão.
Às vezes é comum encontrar a propriedade mecânica de um material distinta da
propriedade física, conforme o exemplo do polímero abaixo:
Nome: poli (estireno-butadieno-acrilonitrila) - ABS - alto impacto
Composição: (CH2-CH-C6H4)n
Classificação: Polímeros
Aplicações: Gabinetes e caixas domésticas, caixas de televisão, telefones, batedeiras e
liqüidificadores, aspiradores de pó, box para chuveiros.
Processos: injeção, usinagem, outros.
Propriedades MecânicasDuctilidade: 0,06 - 0,09
Coeficiente de Poisson: 0,38 - 0,42
Coeficiente de Atrito: 0,47 - 0,52
Dureza: 70 - 140 (MPa)
Módulo de Bulk: 3 - 4,4 (GPa)
Módulo de Cisalhamento: 0,7 - 0.95 (GPa)
Módulo de Elasticidade: 1,8 - 2,7 (GPa)

10
Resistência ao Impacto: 200 - 400 (J/m, notação Izod)
Limite Elástico: 27 - 55 (MPa)
Tenacidade a Ruptura: 3 - 4 (MPa.m1/2)
Tensão de Escoamento:
Tensão de Compressão: 60 - 100 (MPa)
Tensão de ruptura por tração: 36 - 48 (MPa)
Propriedades TérmicasCalor Específico: 1.500 - 1.530 (J/kg.K)
Calor latente de Fusão: Não se aplica
Dilatação Térmica: 70 - 95 (10-6/K)
Condutividade Térmica: 0,14 - 0,22 (W/m.K)
Ponto de Fusão: Não se aplica
Temperatura de Transição Vítrea: 370 - 375 (K)
Temperatura Máxima de Serviço: 340 - 350 (K)
Temperatura Mínima de Serviço: 150 - 200 (K)
Propriedades FísicasAbsorção de água: 0,3 - 0,32 (%)
Densidade: 1,02 - 1,1 (Mg/m3)
Índice de Refração:
Flamabilidade: regular
Propriedades ElétricasConstante Dielétrica: 2,4 - 2,9
Resistividade: 6,31 - 15,8 (1013 ohm.m)
2.2 - DEFINIÇÃO
2.2.1 - PROPRIEDADES MECÂNICAS
As propriedades mecânicas aparecem quando o material está sujeito a esforços de natureza
mecânica, isto é, propriedades que determinam a maior ou menor capacidade de resistir ou
transmitir esforços que lhe são aplicados. Essa capacidade é necessária durante o processo de
fabricação, como também durante a sua utilização. Em termos de indústria mecânica, a
propriedade mecânica é considerada uma das mais importante para a escolha da matéria-
prima. As propriedades mecânicas as que se tem maior interesse são: resistência a tração e
compressão, dureza, ductilidade, fragilidade, elasticidade, plasticidade, tenacidade,
maleabilidade.

11
Resistência à tração e compressão: é a resistência que o material oferece a esforços de
tração ou de compressão até a sua ruptura. Esta resistência é medida através de ensaios de
tração ou de compressão na máquina universal de ensaio;
Dureza: é a resistência que o material oferece à penetração, à deformação plástica
permanente e, ou ao desgaste. Esta propriedade tem definições metalúrgicas, mineralógicas e
mecânicas. Esta resistência é medida através de ensaios de dureza;
a) b)
FIGURA 2.1 - Equipamentos de ensaios mecânicos. a) Máquina de ensaio universal; b)
Durômetro.
Ductilidade: é a capacidade que um material tem de se deformar sem rompimento, quando
for submetido a pressão estática;
Fragilidade: é a capacidade que um material apresenta de romper-se quando for submetido a
impacto. Em geral, os materiais duros são também frágeis;
Elasticidade: é a capacidade que um material tem de se deformar, quando submetido a um
esforço, e recuperar sua forma original, quando for cessado o esforço que o deformou;
Plasticidade: é a capacidade que um material tem de se deformar, quando submetido a um
esforço, e manter-se deformado após cessado o esforço que o deformou;

12
Tenacidade: é a capacidade que um material tem de absorver energia até a sua ruptura,
quando o mesmo for submetido à esforços estáticos ou dinâmicos. Os materiais dúcteis
apresentam maior tenacidade que os materiais frágeis. O ferro fundido e o vidro são dois
materiais frágeis, entretanto, os ferros fundidos apresentam maior tenacidade que os vidros;
Maleabilidade: é a capacidade que um material tem de se transformar em lâminas quando
submetidos a esforços estáticos.
Os ensaios mecânicos dos materiais são procedimentos padronizados mediante normas
técnicas que compreendem testes, cálculos, gráficos para a determinação de propriedades
mecânicas. As normas técnicas mais utilizadas pelos laboratórios de ensaios vem das
seguintes instituições: ABNT (Associação Brasileira de Normas Técnicas); ASTM (American
Society for Testing and Materials); DIN (Deuches Institut für Normung); AFNOR
(Association Française de Normalisation); BSI (British Standards Institution); ASME
(American Society of Mechanical Engineer); ISO (International Organization for
Standardization); JIS (Japanese Industrial Standards); SAE (Society of Automotive
Engineers). Realizar um ensaio consiste em submeter um objeto já fabricado ou um material
que vai ser processado industrialmente a situações que simulam esforços nas condições reais
de uso, chegando a limites extremos de solicitação. Os ensaios mecânicos padronizados são
realizados em laboratórios equipados adequadamente para levantamento de dados, entretanto,
alguns ensaios não padronizados para uma análise prévia, pode ser feita em oficina como o
ensaio por lima (verificação de dureza por meio do corte de cavaco) e o ensaio em esmeril
(verificação do teor de carbono em um aço através da análise da centelha).
2.3 - TIPOS DE ENSAIOS MECÂNICOS
Existem vários critérios para classificar os ensaios mecânicos. A classificação mais
utilizada é a que separa em dois grupos:
ensaios destrutivos: são aqueles que ocorrem mediante a destruição do corpo de prova ou
peça ou que deixam algum sinal, mesmo que estes não fiquem inutilizados. Estes ensaios são:
Tração, Compressão, Cisalhamento, Dobramento, Flexão, Embutimento, Torção, Dureza,
Fluência, Fadiga, Impacto.

13
ensaios não destrutivos: são aqueles que após sua realização não deixam nenhuma marca ou
sinal e, por conseqüência, nunca inutilizam a peça ou corpo de prova. Por esta razão, podem
ser usados para detectar falhas em produtos acabados ou semi-acabados. Estes ensaios são:
Líquido Penetrante, Partículas Magnéticas, Ultra-som e Radiografia Industrial.
2.3.1 - ENSAIO DE TRAÇÃO
O ensaio de tração consiste em submeter uma peça ou corpo de prova a um esforço que
tende alongá-lo até a ruptura, desta forma, é possível conhecer como os materiais reagem aos
esforços ou cargas de tração, que são lidos na própria máquina de ensaio ou através de um
computador acoplado que registra as cargas e as deformações ocorridas, e quais os limites de
tração que suportam. Através deste ensaio, pode-se determinar a tenacidade de um material.
Pode-se afirmar que uma peça está submetida a esforços de tração, quando uma
carga normal “F” ( tem a direção do eixo da peça), atuar sobre a área de secção transversal da
peça. Quando a carga atuar no sentido dirigido para o exterior da peça, a peça está
tracionada.
A
F F
FIGURA 2.2 - Peça tracionada.
σ =F
A
F
FIGURA 2.3 - Tensão de tração.
Como exemplo de peças tracionadas, tem-se as correias, os parafusos, os cabos de aço,
correntes. Esta tensão é também denominada de tensão normal de tração. A carga normal “F”,
que atua na peça, origina nesta, uma tensão normal “σ” (sigma), que é determinada através da
relação entre a intensidade da carga aplicada “F”, e a área de seção transversal da peça “A”.

14
onde:
σσ - tensão normal [ N/mm2; MPa; ...]
F - força normal ou axial [N; kN; ...]
A - área da secção transversal da peça [m2; mm2; ...]
No Sistema Internacional, a força é expressa em Newtons (N), a área em metros
quadrados (m2). A tensão (σ) será expressa, então, em N/m2, unidade que é denominada
Pascal (Pa). Na prática, o Pascal torna-se uma medida muito pequena para tensão, então usa-
se múltiplos desta unidade, que são o quilopascal (kPa), megapascal (MPa) e o gigapascal
(GPa).
1 Pa 1 N/m2
1 MPa 1 N/mm2
1 GPa 1 KN/mm2
1 GPa 103 MPa
1 MPa 0,102 kgf/mm2
A aplicação de uma força axial de tração em um corpo de prova, produz uma
deformação neste corpo, embora muitas vezes não perceptível a olho. Esta deformação é
seguida de um aumento no seu comprimento com diminuição da área da secção transversal,
conforme ilustra a figura abaixo. Antes do ensaio são medidas a área de seção transversal
“A0” do CP e a distância “L0” entre dois pontos marcados neste.
Lo
A0
a)
AfFF
Lf
b)
FIGURA 2.4 - Corpo de prova de ensaio de tração. a) antes do ensaio; b) após o ensaio.
15
No ensaio de tração, o CP é submetido a um carga normal “F”. A medida que este
carregamento aumenta, pode-se medir o aumento na distância entre os pontos marcados, o
alongamento, e a redução da área na secção transversal, a estricção, até a ruptura do material.
O alongamento, cuja expressão matemática é ∆ = −L Lf 0 , é geralmente confundido com a
deformação. A deformação longitudinal de um material, é definida como: ε =−L L
Lf 0
0
.
onde:
ε - deformação [mm/mm; mm/m; % ]
Lo - comprimento inicial do CP [mm, cm, ...]
Lf - comprimento final do CP [mm, cm, ...]
Embora a deformação é uma razão do alongamento com o comprimento inicial, sendo
portanto adimensional, é muito comum entre técnicos a unidade mm/m pois dá uma idéia
rápida do alongamento de um corpo com 1 metro de comprimento.
Há dois tipos de deformação que ocorrem quando um material é submetido a um
esforço: a elástica e a plástica. A deformação elástica não é permanente. Uma vez cessados os
esforços, o material volta a sua forma original. Esta afirmação tem caráter macroscópico, visto
que ocorrem discordâncias irreversíveis após a aplicação de uma carga.; A deformação
plástica é permanente. Cessado os esforços, o material não volta a sua forma original.
2.3.1.1 - Diagrama tensão - deformação
Durante o ensaio de tração, as máquinas de ensaio realizam a relação F x ∆ (força x
alongamento) na qual ocorre variação da carga aplicada e conseqüentemente o alongamento
(Lf - L0) do corpo de prova e se considerar que a área da seção transversal é invariável, pode-
se fazer a razão da força pela área da secção transversal inicial (F
A0
) e do alongamento pelo
comprimento inicial (L L
Lf 0
0
−), resultando o diagrama tensão - deformação (σσ x εε). A0 é
área de secção transversal inicial [mm2, cm2, ...]

16
O diagrama tensão - deformação varia muito de material para material, e ainda, para
uma mesmo material podem ocorrer resultados diferentes devido a variação de temperatura do
corpo de prova e da velocidade da carga aplicada, e principalmente pela anisotropia. Entre os
diagramas σ x ε de vários grupos de materiais é possível, no entanto, distinguir algumas
características comuns; elas nos levam a dividir os materiais em duas importantes categorias,
que são os materiais dúteis e os materiais frágeis.
FIGURA 2.5 - Comportamento dos materiais através do diagrama σσx εε.
Os materiais dúcteis, como o aço, alumínio, cobre, bronze, latão, níquel e outros, são
caracterizados por apresentarem escoamento à temperaturas normais. O corpo de prova é
submetido a carregamento crescente, e com isso seu comprimento aumenta, de início lenta e
proporcionalmente ao carregamento. Desse modo, a parte inicial do diagrama é uma linha reta
com grande coeficiente angular. Entretanto, quando é atingido um valor crítico de tensão
(tensão de escoamento - σE ), o corpo de prova sofre uma grande deformação com pouco
aumento da carga aplicada. Quando o carregamento atinge um certo valor máximo, o diâmetro
do CP começa a diminuir, devido a perda de resistência local. A esse fenômeno é dado o
nome de estricção:
Ψ =−
⋅A A
Af 0
0
100
onde:
ψ - estricção [%]
A0 - área de secção transversal inicial [mm2, cm2, ...]
Af - área da secção transversal final [mm2, cm2, ...]

17
Após ter começado a estricção, um carregamento mais baixo é o suficiente para a
deformação do corpo de prova, até a sua ruptura. A tensão σσE correspondente ao início do
escoamento é chamada de tensão de escoamento do material; a tensão σσR correspondente a
carga máxima aplicada ao material é conhecida como tensão de resistência, e a tensão σσr
correspondente ao ponto de ruptura é chamada tensão de ruptuta.
a) b)
FIGURA 2.6 - Material dúctil. a) diagrama σσ x εε; b) aspecto da fratura.
Materiais frágeis, como ferro fundido, vidro e pedra, são caracterizados por uma
ruptura que ocorre sem nenhuma mudança sensível no modo de deformação do material.
Então para os materiais frágeis não existe diferença entre tensão de resistência e tensão de
ruptura. Além disso, a deformação até a ruptura é muito menor nos materiais frágeis do que
nos materiais dúcteis. Não há estricção nos materiais frágeis e a ruptura se dá em uma
superfície perpendicular ao carregamento.

18
a) b)
FIGURA 2.7 - Material frágil. a) diagrama σσ x εε; b) aspecto da fratura.
2.3.1.2 - Propriedades mecânicas avaliadas
A figura abaixo, que representa um diagrama tensão - deformação de um material com
inclusões não-metálicas (Fe3C, AlSi, ...) em aços e algumas ligas de alumínio, mostra algumas
propriedades significantes que são:
FIGURA 2.8 - diagrama σσ x εε para ligas do tipo aço baixo carbono.
σσp - Tensão Limite de Proporcionalidade: Representa o valor máximo da tensão, abaixo do
qual o material obedece a lei de Hooke.
σσE - Tensão Limite de Escoamento: A partir deste ponto aumentam as deformações sem que
se altere, praticamente, o valor da tensão. Quando se atinge o limite de escoamento, diz-se que
o material passa a escoar-se.
19
σσR - Tensão Limite de Resistência: A tensão correspondente a este ponto recebe o nome de
limite de resistência ou resistência a tração, pois corresponde a máxima tensão atingida no
ensaio de tração.
σσr - Tensão de Ruptura: A tensão correspondente a este ponto recebe o nome de limite de
ruptura; é a que corresponde a ruptura do corpo de prova.
Região Elástica: O trecho da curva tensão - deformação, compreendido entre a origem e o
limite de proporcionalidade, recebe o nome de região elástica.
Região Plástica: Chama-se região plástica o trecho compreendido entre o limite de
proporcionalidade e o ponto correspondente a ruptura do material.
A tenacidade e o módulo de elasticidade longitudinal, geralmente representada pela
letra “E”, são duas outras propriedades mecânicas que podem ser tiradas deste diagrama
através de cálculos. A tenacidade pode ser determinada através da área da curva de tensão -
deformação com a abcissa (deformação), enquanto que o módulo de elasticidade longitudinal
é determinado através de: E tg= α . O módulo de elasticidade longitudinal só é válido para a
região que obedece a Lei de Hooke, ou seja, no regime elástico.
Lei de Hooke
No trecho inicial do diagrama da figura acima, a tensão “σ” é diretamente proporcional
à deformação “ε” e pode-se escrever: E =σε
. Essa relação é conhecida como Lei de Hooke, e
se deve ao matemático inglês Robert Hooke (1.635-1.703). O coeficiente “E” é chamado
módulo de elasticidade longitudinal, ou módulo de Young (cientista inglês, 1.773-1.829), que
é determinado pela força de atração entre átomos dos materiais, isto é, quando maior a atração
entre átomos, maior o seu módulo de elasticidade. Exemplos: Eaço = 2,1 x 104 kgf/mm2,
Ealumínio = 0,7 x 104 kgf/mm2, etc. Esta propriedade também é anisotrópica, pois depende do
material ser monocristalino, direção de crescimento do cristal, material, e no caso de
policristalino, a orientação e tamanho dos cristais (grãos). A tabela abaixo mostra o módulo de
elasticidade longitudinal de alguns materiais de engenharia.

20
Metal Módulo deElasticidadeLongitudinal
(kgf/mm2)
Liga Módulo deElasticidadeLongitudinal
(kgf/mm2)
Ferro, níquel, cobalto 21.000 Aços-carbono e aços-liga
21.000
Molibdênio,tungstênio
35.000 Aços inoxidáveisausteníticos
19.600
Cobre 11.900 Ferro FundidoNodular
14.000
Alumínio 7.000 Bronzes e latões 7.700 - 11.900
Magnésio 4.550 Bronzes de manganêse ao silício
10.500
Zinco 9.800 Bronzes de alumínio 8.400 - 13.300
Zircônio 10.150 Ligas de alumínio 7.000 - 7.450
Estanho 4.200 Monel 13.000 - 18.200
Berílio 25.700 Hastelloy 18.900 - 21.500
Ósmio 56.000 Invar (níquel-ferro) 14.000
Titânio 10.000 Inconel 16.000
Chumbo 1.750 Illium 18.700
Ródio 29.750 Ligas de titânio 11.200 - 12.100
Nióbio 10.500 Ligas de magnésio 4.550
Ouro, prata 7.850 Ligas de estanho 5.100 - 5.400
Platina 18.800 Ligas de chumbo 1.400 - 2.950
Sendo E =σε
e σ ε= ⋅E e também que σ =F
A e ε =
−L L
Lf 0
0
, pode-se tirar a
seguinte expressão para cálculos de alongamento no regime elástico: ∆ =⋅
⋅F L
A0
0 E. O
alongamento será positivo, quando a carga aplicada tracionar a peça, e será negativo quando a
carga aplicada comprimir a peça.
⇐
+∆L0
Lf
-∆
L0
Lf
⇒ ⇒ ⇐
Peça tracionada Peça comprimida
FIGURA 2.9 - Alongamentos na tração e na compressão.

21
A lei de Hooke, em toda a sua amplitude, abrange também a deformação transversal
que, em caso de CP cilíndrico, é dado por: ε t =−D D
Df 0
0
, onde “D” é a medida nominal do
diâmetro do corpo de prova submetida a ação de carga normal. O coeficiente de Poisson (νν) é
determinado pela relação νεε
=t
. Observe que o coeficiente de poisson terá um valor negativo
tanto para a tração quanto para a compressão em virtude dos sinais contrários da deformação
longitudinal e deformação transversal.
A curva de tensão - deformação descrita acima é chamada de curva de engenharia,
onde pode-se tirar valores apropriados até o momento em que se atinge a carga máxima.
Tendo em vista que a área da secção transversal diminui à medida que amplia-se a carga no
corpo de prova, e que a partir do momento que se atinge a carga máxima, começa ocorrer
fratura no sentido de dentro para fora, a área da secção transversal começa a reduzir-se de
forma brusca. Como a tensão é a razão entre força e área da secção transversal, ocorre na
realidade um aumento de tensão que obedece uma função logarítima. A figura abaixo
representa esta consideração da determinação da curva real de tensão.
ε
σ Curva real
Curva de engenharia
FIGURA 2.10 - Curvas de tensões reais e de engenharia.
A tensão real, σreal , é definida por: σ real =F
A, onde “F” e “A” são as forças e áreas da
secção transversal em cada instante. Da mesma forma, pode-se definir a deformação
longitudinal real a cada instante dado por: ε real L
L d= =
∫
L
L
L
L0 00
ln . Supondo que a deformação

22
ao longo do corpo de prova seja uniforme e admitindo-se volume constante pode-se
demonstrar que: ( )ε εreal = ln 1+ ; ( )σ σ εreal = +1 .
2.3.1.3 - Corpos de prova
O ensaio de tração é feito em corpos de prova com características especificadas de
acordo com normas técnicas. Geralmente utilizam-se corpos de prova de seção circular ou de
seção retangular. Estas condições dependem dos acessórios da máquina de ensaio de tração e
também dependem da forma e tamanho do produto acabado do qual foram retirados, como
mostram as figuras a seguir.
FIGURA 2.11 - Máquina de ensaio e registrador.

23
FIGURA 2.12 - Corpos de prova.
A parte útil do corpo de prova, identificada no desenho anterior por L0, é a região onde
são feitas as medidas das propriedades mecânicas do material. As cabeças são as regiões
extremas, que servem para fixar o corpo de prova à máquina de modo que a força de tração
atuante seja axial. Devem ter seção maior do que a parte útil para que a ruptura do corpo de
prova não ocorra nelas. Suas dimensões e formas dependem do tipo de fixação à máquina. Os
tipos de fixação mais comuns são: cunha, rosca, flange.
FIGURA 2.13 - Tipos de fixação.
Entre as cabeças e a parte útil há um raio de concordância para evitar que a ruptura
ocorra fora da parte útil do corpo de prova. O comprimento da parte útil dos corpos de prova
utilizados nos ensaios de tração deve corresponder a 5 vezes o diâmetro da seção da parte útil.
Sempre que possível um corpo de prova deve ter 10 mm de diâmetro e 50 mm de
comprimento inicial. Não sendo possível a retirada de um corpo de prova deste tipo, deve-se

24
adotar um corpo com dimensões proporcionais a essas medidas. Corpos de prova com seção
retangular são geralmente retirados de placas, chapas ou lâminas. Suas dimensões e
tolerâncias de usinagem são normalizadas pela ISO/ R377 enquanto não existir norma
brasileira correspondente. A norma brasileira (NBR - 6152, dez./1980) somente indica que os
corpos de prova devem apresentar bom acabamento de superfície e ausência de trincas.
Em materiais soldados, podem ser retirados corpos de prova com a solda no meio ou
no sentido longitudinal da solda, figura abaixo. Os ensaios dos corpos de prova soldados
normalmente determinam apenas o limite de resistência à tração. Ao efetuar o ensaio de tração
de um corpo de prova com solda, tensiona-se simultaneamente dois materiais de propriedades
diferentes (metal de base e metal de solda). Os valores obtidos no ensaio não representam as
propriedades nem de um nem de outro material, pois umas são afetadas pelas outras. O limite
de resistência à tração também é afetado por esta interação, mas é determinado mesmo assim
para finalidades práticas.
Para preparar o corpo de prova para o ensaio de tração deve-se medir o diâmetro do
corpo de prova em vários pontos na parte útil, utilizando um micrômetro, e calcular a média.
Por fim, deve-se traçar as divisões no comprimento útil. Em um corpo de prova de 50 mm de
comprimento, as marcações devem ser feitas de 5 em 5 mm.
FIGURA 2.14 - Preparação de corpo de prova.

25
Após o ensaio, junta-se da melhor forma possível, as duas partes do corpo de prova.
Procura-se o risco mais próximo da ruptura e conta-se a metade das divisões (n/2) para cada
lado. Mede-se então o comprimento final, que corresponde à distância entre os dois externos
dessa contagem. Este é o método para determinar o comprimento final quando a ruptura
ocorre no centro da parte útil do corpo de prova.
FIGURA 2.15 - Ruptura do corpo de prova no centro.
Quando a ruptura ocorre fora do centro, de modo a não permitir a contagem de n/2
divisões de cada lado, deve-se adotar o seguinte procedimento normalizado:
• Toma-se o risco mais próximo da ruptura.
• Conta-se n/2 divisões de um dos lados.
• Acrescentam-se ao comprimento do lado oposto quantas divisões forem necessárias para
completar as n/2 divisões.
A medida de Lf será a somatória de L’+ L”, conforme mostra a figura a seguir.
FIGURA 2.16 - Ruptura do corpo de prova fora de centro.
26
2.3.1.4 - Limite de escoamento: valores convencionais
O limite de escoamento é, em algumas situações, alternativo ao limite elástico, pois
também delimita o início da deformação permanente (um pouco acima). Ele é obtido
verificando-se a parada do ponteiro na escala da força durante o ensaio e o patamar formado
no gráfico exibido pela máquina. Com esse dado é possível calcular o limite de escoamento
do material. Entretanto, vários metais não apresentam escoamento, e mesmo nas ligas em que
ocorre ele não pode ser observado, na maioria dos casos, porque acontece muito rápido e não
é possível detectá-lo. Por essas razões, foram convencionados alguns valores para determinar
este limite. O valor convencionado (n) corresponde a um alongamento percentual. Os valores
de uso mais freqüente são:
• n = 0,2%, para metais e ligas metálicas em geral;
• n = 0,1%, para aços ou ligas não ferrosas mais duras;
• n = 0,01%. para aços-mola e ferros fundidos.
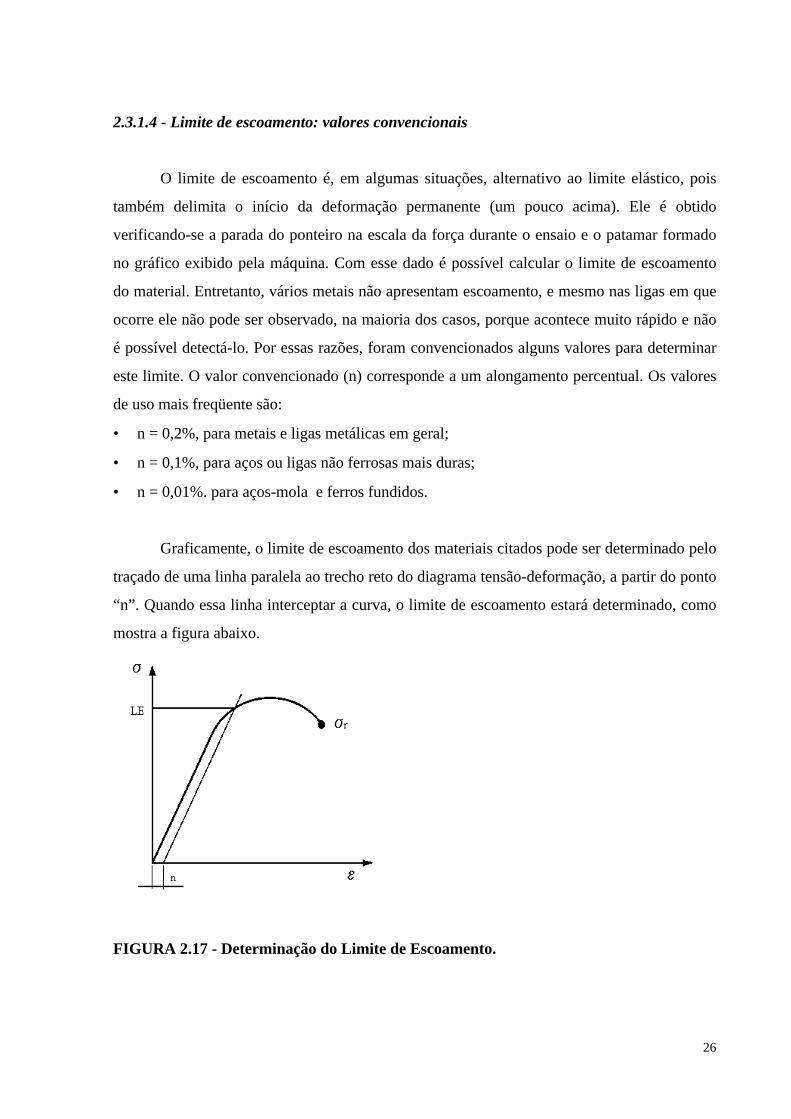
Graficamente, o limite de escoamento dos materiais citados pode ser determinado pelo
traçado de uma linha paralela ao trecho reto do diagrama tensão-deformação, a partir do ponto
“n”. Quando essa linha interceptar a curva, o limite de escoamento estará determinado, como
mostra a figura abaixo.
FIGURA 2.17 - Determinação do Limite de Escoamento.

27
2.3.2 - ENSAIO DE COMPRESSÃO
O ensaio de compressão consiste em submeter uma peça ou corpo de prova a um
esforço que tende a encurtá-lo até a ruptura, desta forma, é possível conhecer como os
materiais reagem aos esforços ou cargas de compressão. O ensaio de compressão é o mais
indicado para avaliar essas características, principalmente quando se trata de materiais frágeis,
como ferro fundido, madeira, pedra e concreto. É também recomendado para produtos
acabados, como molas e tubos.
F
A
F
F
σ =F
A
FIGURA 2.18 - Esquema da compressão.
Não se costuma utilizar ensaios de compressão para os metais, em virtude que a
resistência compressão é aproximadamente igual a da tração. Nos ensaios de compressão, os
corpos de prova são submetidos a uma força axial para dentro, distribuída de modo uniforme
em toda a seção transversal do corpo de prova. Do mesmo modo que o ensaio de tração, o
ensaio de compressão pode ser executado na máquina universal de ensaios, com a adaptação
de duas placas lisas — uma fixa e outra móvel. E entre elas que o corpo de prova é apoiado e
mantido firme durante a compressão. As relações matemáticas para a tração valem também
para a compressão, isso significa que um corpo submetido a compressão também sofre uma
deformação elástica seguido de uma deformação plástica. Nos ensaios de compressão, a lei de
Hooke também vale para a fase elástica da deformação, e é possível determinar o módulo de
elasticidade para diferentes materiais.

28
2.3.2.1 - Limitações do ensaio de compressão
O ensaio de compressão não é muito utilizado para os metais em razão das
dificuldades para medir as propriedades avaliadas neste tipo de ensaio. Os valores numéricos
são de difícil verificação, podendo levar a erros. Um problema que sempre ocorre no ensaio
de compressão é o atrito entre o corpo de prova e as placas da máquina de ensaio.
a) b)
FIGURA 2.19 - Ensaio de compressão. a) normal; b) flambagem.
A deformação lateral do corpo de prova é barrada pelo atrito entre as superfícies do
corpo de prova e da máquina. Para diminuir esse problema, é necessário revestir as faces
superior e inferior do corpo de prova com materiais de baixo atrito (parafina, teflon etc).
Outro problema é a possível ocorrência de flambagem, isto é, encurvamento do corpo de
prova. Isso decorre da instabilidade na compressão do metal dúctil. Dependendo das formas
de fixação do corpo de prova, há diversas possibilidades de encurvamento, conforme mostra a
figura acima.
A flambagem ocorre principalmente em corpos de prova com comprimento maior em
relação ao diâmetro. Por esse motivo, dependendo do grau de ductilidade do material, é
necessário limitar o comprimento dos corpos de prova, que devem ter de 3 a 8 vezes o valor
de seu diâmetro. Em alguns materiais muito dúcteis esta relação pode chegar a 1:1 (um por
um). Outro cuidado a ser tomado para evitar a flambagem é o de garantir o perfeito
paralelismo entre as placas do equipamento utilizado no ensaio de compressão. Deve-se

29
centrar o corpo de prova no equipamento de teste, para garantir que o esforço de compressão
se distribua uniformemente.
2.3.2.2 - Ensaio de compressão em materiais dúcteis
Nos materiais dúcteis a compressão vai provocando uma deformação lateral
apreciável. Essa deformação lateral prossegue com o ensaio até o corpo de prova se
transformar num disco, sem que ocorra a ruptura. Em virtude disto é que o ensaio de
compressão de materiais dúcteis fornece apenas as propriedades mecânicas referentes à zona
elástica. As propriedades mecânicas mais avaliadas por meio do ensaio são: limite de
proporcionalidade, limite de escoamento e módulo de elasticidade.
FIGURA 2.20 - Ensaio de compressão em materiais dúcteis.
2.3.2.3 - Ensaio de compressão diametral
Para materiais com elevado módulo de elasticidade, que é o caso de muitos materiais
metálicos e cerâmicos, a teoria mais conhecida é a teoria das tensões de Hertz ou tensões de
contato, amplamente utilizada no dimensionamento de elementos de máquinas, onde temos
situações estabelecendo superfícies planas e curvas em contato, pressionadas umas contra
outras, resultando um estado triaxial de tensões. Quando isto ocorre, o ponto ou linha de
contato passa a ser efetivamente a área de contato, desenvolvendo-se nestas regiões tensões
tridimensionais, como, por exemplo, tensões de contato entre uma roda e um trilho, ou entre
duas rodas dentadas. A figura abaixo mostra o esquema do método do Ensaio de Compressão
Diametral que é baseado nas normas brasileiras ABNT MB-212/58 e NBR-7222/83.
30
P P
PP
LD
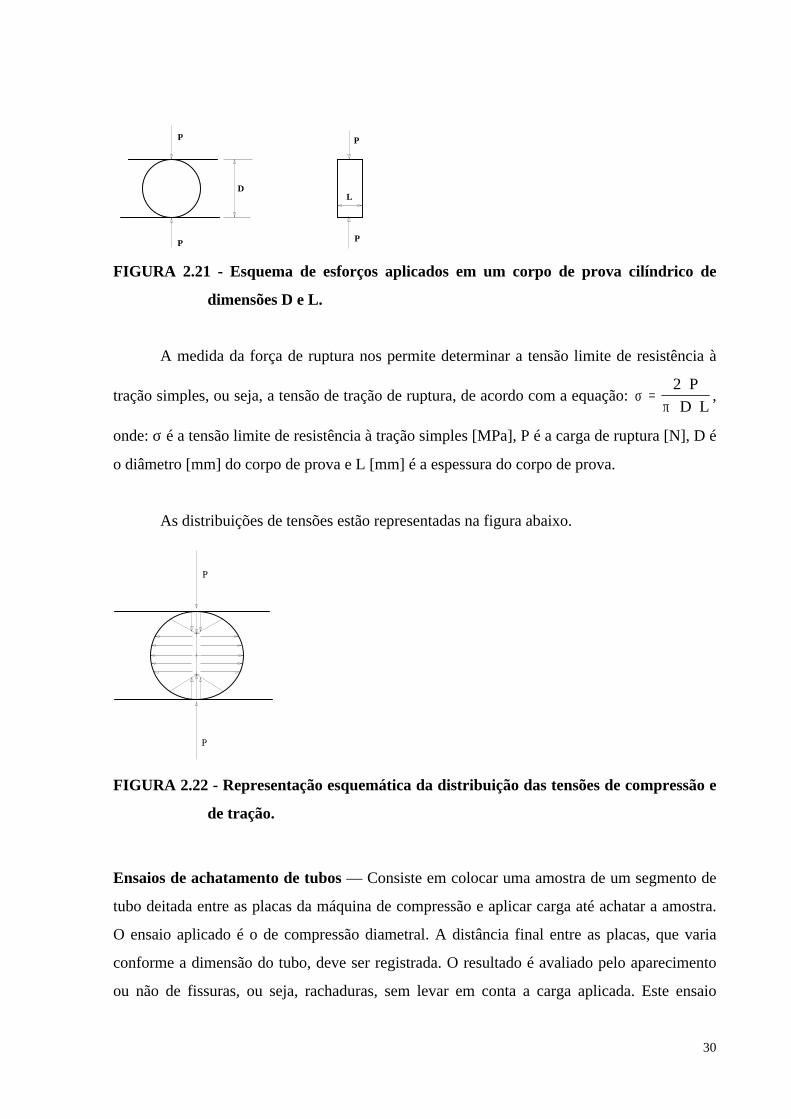
FIGURA 2.21 - Esquema de esforços aplicados em um corpo de prova cilíndrico de
dimensões D e L.
A medida da força de ruptura nos permite determinar a tensão limite de resistência à
tração simples, ou seja, a tensão de tração de ruptura, de acordo com a equação: σπ
=⋅
⋅ ⋅2 P
D L,
onde: σ é a tensão limite de resistência à tração simples [MPa], P é a carga de ruptura [N], D é
o diâmetro [mm] do corpo de prova e L [mm] é a espessura do corpo de prova.
As distribuições de tensões estão representadas na figura abaixo.
P
P
FIGURA 2.22 - Representação esquemática da distribuição das tensões de compressão e
de tração.
Ensaios de achatamento de tubos — Consiste em colocar uma amostra de um segmento de
tubo deitada entre as placas da máquina de compressão e aplicar carga até achatar a amostra.
O ensaio aplicado é o de compressão diametral. A distância final entre as placas, que varia
conforme a dimensão do tubo, deve ser registrada. O resultado é avaliado pelo aparecimento
ou não de fissuras, ou seja, rachaduras, sem levar em conta a carga aplicada. Este ensaio

31
permite avaliar qualitativamente a ductilidade do material, do tubo e do cordão de solda do
mesmo, pois quanto mais o tubo se deformar sem trincas, mais dúctil será o material.
Ensaios em molas — Para determinar a constante elástica de uma mola, ou para verificar sua
resistência, faz-se o ensaio de compressão. Para determinar a constante da mola, constrói-se
um gráfico tensão-deformação, obtendo-se um coeficiente angular que é a constante da mola,
ou seja, o módulo de elasticidade. Por outro lado, para verificar a resistência da mola,
aplicam-se cargas predeterminadas e mede-se a altura da mola após cada carga.
FIGURA 2.23 - Ensaios em molas.
• Exercícios resolvidos
1) Um aço de baixo carbono (SAE 1010) tem como tensão de ruptura 40 Kgf/mm2.Considerando que o corpo de prova tem diâmetro nominal de 10 mm, qual será a força deruptura?
a) Dados:
σr = 40 Kgf/mm2
D = 10 mm
Fr = ?
b) Fórmulas:
σ =F
A
AD
=π 2
4
c) Solução:
[ ]A
D= =
⋅=
π π2 2
4 478 5
10 mm mm2,
σ σ= ⇔ = ⋅F
AF A
F A= ⋅ = ⋅σ 40Kgf
mm78,5 mm2
2
F = 3.140 Kgf

32
2) Considerando que um corpo de prova de aço SAE 1070 tem um diâmetro nominal de 15mm e a força com que o material se rompeu foi de 16.570 Kgf. Qual é a tensão de traçãode ruptura (em MPa) que este aço apresenta?
a) Dados:
σr = ?
D = 15 mm
Fr = 7.800 Kgf
b) Fórmulas:
σ =F
A
AD
=π 2
4
c) Solução:
[ ]A
D= =
⋅=
π π2 2
4 4176 625
15 mm mm2,
σ = = =F
A
16570 Kgf
176,625 mm93
Kgf
mm2 2,8
σ = =93 Kgf
mm920,3 MPa2,8
3) Calcule a deformação sofrida por um corpo de prova de 15 cm de comprimento e que apóso ensaio de tração apresentou 16 cm de comprimento.
a) Dados:
lo = 15 cm
lf = 16 cm
ε = ?
b) Fórmulas:
ε =−l l
l
f o
o
c) Solução:
ε =−l l
l
f o
o
ε =−
=−
= ⋅ −l l
l
f o
o
16 15
156 67 10 2,
4) Uma liga de alumínio possui um Módulo de Elasticidade Longitudinal de 7.040 Kgf/mm2
e um limite de escoamento de 28 Kgf/mm2. Pede-se:
• Qual a carga que pode ser suportado por um fio de 1,74 mm de diâmetro sem que ocorradeformação permanente?

33
a) Dados:
σe = 28 Kgf/mm2
D = 1,74 mm
Fe = 7.800 Kgf
b) Fórmulas:
σ =F
A
AD
=π 2
4
c) Solução:
( )A
D=
⋅=
⋅=
π π2 2
4 4
1,74 mm2,377 mm2
σ σ= ⇒ = ⋅ = ⋅F
AF A 28
Kgf
mm2,377 mm2
2
F A= ⋅ =σ 66,54 Kgf
• Se uma carga de 44 kgf é suportada por um fio de 3,05 mm de diâmetro, qual será adeformação?
a) Dados:
E = 7.040 Kgf/mm2
ε = ?
σ = ?
F = 44 Kgf
D = 3,05 mm
b) Fórmulas:
E =σε
AD
=π 2
4
σ =F
A
σ ε= ⋅ E
c) Solução:

34
( )A
D= =
⋅=
π π2 2
4 4
3,05 mm7,30 mm2
σ = = =F
A
44 Kgf
7,30 mm6,02
Kgf
mm2 2
EE
= ⇒ =σε
εσ
εσ
= = = ⋅ −
E
6,02 Kgfmm
7.040 Kgfmm
2
2
8 55 10 4,
• Exercícios propostos
1) Explique o comportamento de materiais dúteis e frágeis utilizando diagrama σ x ε.
2) Mostre esquematicamente os estágios na formação taça-cone e explique resumidamente.
3) Por que se deve garantir o paralelismo entre as placas da máquina de ensaio e limitar ocomprimento dos corpos de prova nos ensaios de compressão?
4) O que é tenacidade?
5) Por quê se faz ensaios de materiais?
6) Cite 4 tipos de ensaios destrutivos!
7) O que é Módulo de Elasticidade Longitudinal?
8) O Que é limite de escoamento?
9) O que é deformação plástica?
10) Como se mede a tenacidade em um diagrama σ x ε?
11) O que é flambagem?
12) Um aço de médio carbono que apresenta o Módulo de Elasticidade Longitudinal de21.000 Kgf/mm2 e Tensão de escoamento de 31,5 Kgf/mm2, qual é a máximadeformação que o material pode apresentar obedecendo o regime elástico?
Resposta: ε = 0,15%
13) Qual é a tensão limite de resistência à compressão de um material que tem 400 mm2 deárea da seção transversal e se rompeu com uma carga de 760 KN?
Resposta: σ = 1.900MPa
14) Uma barra de alumínio de possui uma secção transversal quadrada com 60 mm de lado, oseu comprimento é de 0,8m. A carga axial aplicada na barra é de 30 kN. Determine o seualongamento. Eal = 0,7x105 MPa.
Resposta: ∆ = 0,095mm

35
2.3.3 - ENSAIO DE FLEXÃO
O ensaio de flexão é geralmente feito de modo a reproduzir, no laboratório, as
condições da prática. Desse modo, é possível criar várias maneiras de se efetuar esse ensaio,
desde que a peça possa ser adaptada diretamente em uma máquina comum. Muitas vezes, são
feitos ensaios de flexão em produtos contendo partes soldadas ou unidas por qualquer tipo de
junção, e a carga é aplicada próximo à extremidade de uma das partes até que haja inicio de
ruptura na junção, ficando a outra extremidade presa por meio de dispositivos; assim, pode-se
verificar até que esforço de flexão a peça pode sofrer sem se romper. Materiais frágeis como
ferro fundido cinzento, aços-ferramenta ou carbonetos sinterizados são frequentemente
submetidos a um tipo de ensaio de dobramento, denominado dobramento transversal, que
mede sua resistência e ductilidade (além da possibilidade de se avaliar também a tenacidade e
resiliência desses materiais). Entretanto, sempre que possível, o ensaio de tração também deve
ser realizado, ficando o dobramento transversal como uma espécie de ensaio substituto.
Quanto mais duro for o material, maior aplicação terá esse ensaio, porque a facilidade de
execução torna-o mais rápido que a usinagem de um corpo de prova para ensaio de tração. No
entanto, para materiais muito frágeis, os resultados obtidos são muito divergentes, variando
até 25% de modo que, para esses casos, deve-se fazer sempre vários ensaios para se
estabelecer um valor médio.
2.3.3.1 - Significado de flexão
Flexão é a solicitação que tende a modificar a direção do eixo geométrico de uma peça.
A flexão de uma barra pode ser obtida nas seguintes condições:
• a barra pode ter suas duas extremidades engastadas;
• as duas apoiadas;
• uma engastada e outra apoiada;
• em balanço;

36
Por outro lado, a carga defletora pode ser:
• concentrada ou distribuída;
• estar aplicada numa das extremidades;
• no meio ou em um ponto qualquer.
Além disso, a barra pode ser vertical ou horizontal. Os casos mais simples são:
• flexão plana circular;
• flexão plana normal.
Quando se tem uma barra de secção retangular de comprimento “L”, altura “a”, e
largura “b” da secção normal, e no centro está aplicado uma força cortante “F”, conforme
indica a figura abaixo. Os elementos internos da barra estarão sujeitos a um sistema de tensões
de compressão e tração, mas há um plano em que não há tensão, ou seja, tensão resultante é
zero. Este plano geralmente é denominado de linha neutra.
F
F FFFFF Ff
FIGURA 2.24 - Flexão em uma barra de secção retangular.
37
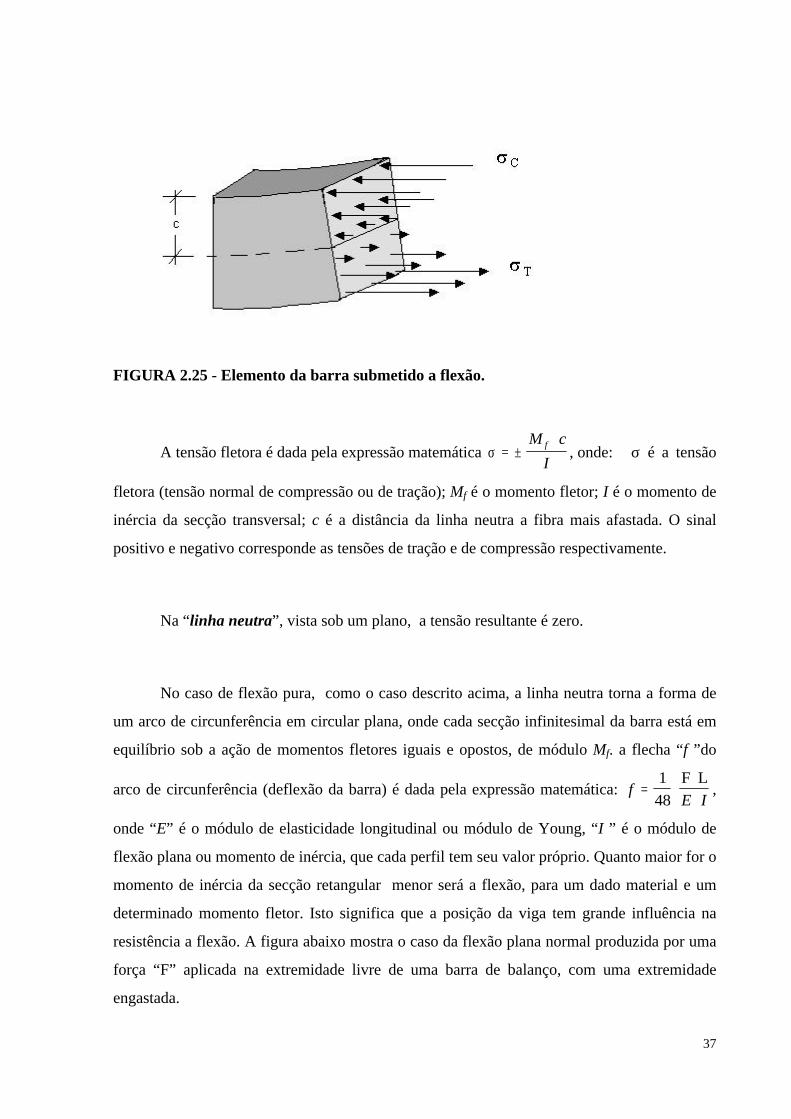
FIGURA 2.25 - Elemento da barra submetido a flexão.
A tensão fletora é dada pela expressão matemática σ = ±⋅M c
If
, onde: σ é a tensão
fletora (tensão normal de compressão ou de tração); Mf é o momento fletor; I é o momento de
inércia da secção transversal; c é a distância da linha neutra a fibra mais afastada. O sinal
positivo e negativo corresponde as tensões de tração e de compressão respectivamente.
Na “linha neutra”, vista sob um plano, a tensão resultante é zero.
No caso de flexão pura, como o caso descrito acima, a linha neutra torna a forma de
um arco de circunferência em circular plana, onde cada secção infinitesimal da barra está em
equilíbrio sob a ação de momentos fletores iguais e opostos, de módulo Mf. a flecha “f ”do
arco de circunferência (deflexão da barra) é dada pela expressão matemática: fE I
= ⋅⋅⋅
1
48
F L,
onde “E” é o módulo de elasticidade longitudinal ou módulo de Young, “I ” é o módulo de
flexão plana ou momento de inércia, que cada perfil tem seu valor próprio. Quanto maior for o
momento de inércia da secção retangular menor será a flexão, para um dado material e um
determinado momento fletor. Isto significa que a posição da viga tem grande influência na
resistência a flexão. A figura abaixo mostra o caso da flexão plana normal produzida por uma
força “F” aplicada na extremidade livre de uma barra de balanço, com uma extremidade
engastada.

38
FIGURA 2.26 - Viga em balanço com engaste rígido sendo fletida por uma força Faplicada em sua extremidade.
Neste caso, não se tem uma flexão pura, mas uma combinação de flexão e
cisalhamento, devido à reação do engaste rígido que, no equilíbrio, equivale a uma força F’,
igual e oposta a F, mais um momento binário oposto ao gerado pelo par FF’. Existe ainda um
caso de flexão, a flanbagem, muito freqüente e importante no cálculo de estruturas metálicas e
concreto armado, que é aquele provocado por uma carga vertical aplicada numa barra vertical,
quando esta foge levemente de sua posição axial. O equilíbrio, que inicialmente era
conseguido por compressão axial da barra, se rompe quando o esforço aplicado foge
ligeiramente da área da secção retangular, produzindo uma flexão crescente e quase que
incontrolável.
Em primeira deformação e dentro de um campo limitado de deformações, os corpos
sólidos reais obedecem à lei de Hooke. As deformações perfeitamente elásticas em geral só
ocorrem no início do processo. Com o tempo, o esforço e a deformação atingem valores
assintóticos, podendo haver a ruptura do material, a fadiga do mesmo, ou a variação da sua
tensão elástica, em que, após a aplicação sucessiva de esforços de tração ou compressão,
permanece uma deformação residual; o efeito de esfoliação ou clivagem em placas em
determinadas direções e em certos materiais cristalinos, como, por exemplo, a calcita e a
mica. No dimensionamento das peças à flexão admitem-se apenas deformações elásticas. A
tensão de trabalho é fixada pelo fator de segurança ou pela tensão admissível. A fórmula da
tensão é aplicada nas secções onde pode haver ruptura do material, ou seja , nas regiões que se
tem momento fletor máximo que produzirá tensões de compressão e de tração máximas, a
qual poderá ser superior a tensão de resistência do material. O momento de inércia de uma

39
secção retangular segundo um sistema de eixo carteziano “YZ” é: I y =⋅a b3
12 (em relação ao
eixo Y) e Iz =⋅b a3
12 (em relação ao eixo Z). Para uma secção circular, o momento de inércia
em relação ao eixoY ou Z é: I =⋅π D4
64, onde “D” é o diâmetro da secção circular.
2.3.3.2 - Método do ensaio de flexão
A resistência à flexão é definida como a tensão máxima de tração na ruptura e é
denominado freqüentemente como módulo de ruptura, “MOR” , do inglês “modulus of
rupture”. A resistência a flexão é determinada através de fórmulas acima descritas e envolve
cálculos de resistência dos materiais para a determinação do momento fletor máximo. Há
atualmente dois ensaios empregados: o método de ensaio a três pontos, e o método de ensaio
de quatro pontos. As figuras abaixo esquematizam estes métodos.
F
L
Diagrama de momento fletor
Distribuição de cargas
Para secção retangular abaixo com as dimensões dos lados: MOR = ⋅⋅⋅
3
2
F L
b a2
b
a
FIGURA 2.27 - Método de flexão a três pontos.

40
F
L
Diagrama de momento fletor
Distribuição de cargas
F
dd
Para secção retangular abaixo com as dimensões dos lados: MOR = ⋅⋅
⋅3
F d
b a2
b
a
FIGURA 2.28 - Método de flexão a quatro pontos.
O ensaio flexão é feito, geralmente, com corpo de prova constituído por uma barra de
secção circular ou retangular para facilitar os cálculos, com um comprimento especificado. O
ensaio consiste em apoiar o corpo de prova sob dois apoios distanciados entre si de uma
distancia “L”, sendo a carga de dobramento ou de flexão aplicada no centro do corpo de prova
a uma distância L/2 de cada apoio (método de ensaio a três pontos). A carga deve ser elevada
lentamente até romper o corpo de prova. Desse ensaio, pode-se também retirar outras
propriedades do material, como o módulo de ruptura “MOR” ou resistência ao dobramento,
que é o valor máximo da tensão de tração ou compressão nas fibras extremas do corpo de
prova durante o ensaio de flexão (ou torção). Se a ruptura ocorrer dentro da zona elástica do
material, MOR representará, pois, a tensão máxima na fibra externa; caso ocorra na zona
plástica, o valor obtido para MOR é maior que a tensão máxima realmente atingida, porque a
expressão é determinada para uma distribuição linear (elástica) de tensão entre o eixo da barra
e as fibras externas. O valor do módulo de ruptura também pode ser relacionado com o limite
de resistência do material.

41
Outra propriedade possível de ser medida é o módulo de elasticidade do material,
isolando “E ” da equação: fE I
= ⋅⋅⋅
1
48
F L, onde “f ” (deflexão) medida para cada carga F
aplicada, deve ser corrigida também em caso de secção circular devido a excentricidade
possível do diâmetro do corpo de prova. Nesse caso, então, é preciso medir a deflexão da
barra, com o acréscimo de carga, com um micrômetro ou outro medidor preciso de
deformação.
2.3.4 - ENSAIO DE DUREZA
A propriedade mecânica denominada dureza é amplamente utilizada na especificação
de materiais, nos estudos e pesquisa mecânicas e metalúrgicas e na comparação de diversos
materiais. Entretanto, o conceito de dureza não têm um mesmo significado para todas a
pessoas que tratam com essa propriedade. O conceito divergente da dureza depende da
experiência de cada um ao estudar o assunto. Para um metalurgista, dureza significa a
resistência à deformação plástica permanente; um engenheiro define a dureza como a
resistência à penetração de uma material duro no outro; para um projetista, a dureza é
considerada uma base de medida para o conhecimento da resistência e do tratamento térmico
ou mecânico de um metal e da sua resistência ao corte do metal; e para um mineralogista, a
dureza é a resistência ao riscamento que um material pode fazer no outro. Assim, não é
possível encontrar uma definição única de dureza que englobe todos os conceitos acima
mencionados, mesmo porque para cada um desses sgnificados de dureza, existem um ou mais
tipos de medidas adequados. Sob esse ponto de vista, pode-se dividir o ensaio de dureza em
três tipos principais, que dependem da maneira com que o ensaio é conduzido que são: por
penetração; por choque e por riscamento. O riscamento é raramente usado para os metais,
mas bastante utilizado em cerâmicos. Com esse tipo de medida de dureza, vários minerais e
outros materiais são relacionados quanto à possibilidade de um riscar o outro. A escala de
dureza mais antiga para esse tipo é a escala de Mohs (1.822), que consiste em uma tabela de
10 minerais padrões arranjados na ordem crescente da possibilidade de ser riscado pelo
mineral seguinte. Assim, verifica-se que o talco (1) - tem dureza Mohs (isto é, pode ser

42
riscado por todos os outros seguintes), seguindo-se a gipsita (2), calcita (3), fluorita (4),
apatita (5), ortoclásio (6), quartzo (7), topázio (8), safira (9) e diamante (10). Desse modo, por
exemplo, o quartzo risca o ortoclásio e é riscado pelo topázio. O cobre recozido tem dureza
Mohs 3, pois ele risca a gipsita e é riscado pela fluorita; a martensita tem dureza Mohs
aproximadamente igual a 7, e assim por diante.
1 talco Mg3H2Si4O12
2 gipsita CaSO4 . 2H2O
3 calcita CaCO3
4 fluorita CaF2
5 apatita CaF (PO4)3
6 ortoclásio KAISio4
7 quartzo Sio2
8 topázio A12F2SiO2
9 corinto A12 O3
10 diamante C
Tabela de escala de dureza Mohs.
Para os metais, essa escala não é conveniente, porque os seus intervalos não são
propriamente espaçados para ele, principalmente na região de altas durezas e a maioria dos
metais fica entre as durezas Mohs 4 e 8, sendo que pequenas diferenças de dureza não são
precisamente acusadas por esse método.
Martens (1.890) definiu dureza por risco como a carga em gramas-força sob a qual um
diamante de ângulo de 90º produziria um risco de 0,01 mm de largura numa material
qualquer. Hanpkins (1.923) alterou o ângulo acima para uma forma em V com ângulo
podendo variar entre 72º e 90º e o modo de medir a dureza, como sendo o quociente entre a
carga menos uma constante que dependeria do ângulo e o quadrado da largura obtida menos
esses valores medidos em gramas-força e milímetros. Bergsman (1.951) introduziu um outro
tipo de dureza por risco, que mede a profundidade ou mesmo a largura de um risco feito com
uma determinada carga aplicada num diamante sobre um material de dureza desconhecida. A
medida dessa profundidade seria a dureza do material, Um outro tipo semelhante é a

43
microdureza Bierbaum por risco feito com um diamante de formato igual a um canto de cubo,
com um ângulo de contato de cerca de 35º e com uma carga igual a 3 gramas-força na
superfície polida e atacada de um metal. Mede-se por meio de um microscópio a dureza,
lendo-se a largura do risco, conforme a fórmula K = 104 / λ², onde K é a dureza Bierbaum e λ
é a largura medida em mícrons.
Esses métodos seriam úteis para a medição da dureza relativa de microconstituintes de
uma liga metálica, mas não são métodos de medida precisa ou de boa reprodução, sendo mais
usados no ramo da Mineralogia.
Os dois primeiros tipos de dureza (por penetração e por choque) são mais usados no
ramos da Metalurgia e da Mecânica, sendo que a dureza por penetração é a mais utilizada e
citada nas especificações técnicas. Serão vistos com mais detalhes as durezas por penetração
Brinell, Rockwell, Vickers, Knoop e Meyer e a dureza por choque Shore (escleroscópica).
2.3.4.1 - Dureza Brinell
A dureza por penetração, proposta por J. A. Brinell em 1.900, denominada dureza
Brinell e simbolizada por HB, é o tipo de dureza mais usado até os dias de hoje na
Engenharia. O ensaio de dureza Brinell consiste em comprimir lentamente uma esfera de aço,
de diâmetro D, sobre a superfície plana, polida e limpa de um metal através de uma carga Q
durante um tempo t. Essa compressão provocará uma impressão permanente no metal com o
formato de uma calota esférica, com um diâmetro d, o qual é medido por intermédio de um
micrômetro óptico (microscópio ou lupa graduados), depois de removida a carga. O valor de d
deve ser tomado como média de duas leituras feitas a 90º uma da outra. A dureza Brinell é
definida, em N/mm² (ou kgf/mm²), como o quociente entre a carga aplicada pela área de
contato (área superficial), S, a qual é relacionada com os valores D e d, conforme a expressão:

44
)(
2
. 22 dDDD
Q
pD
Q
S
QHB
C −−===
ππ
Sendo p a profundidade da impressão.
Inicialmente J. A. Brinell propôs uma carga, Q, igual a 3.000 kgf e uma esfera de aço
com 10 mm de diâmetro e as tabelas existentes, que fornecem diretamente a dureza Brinell
calculada pela equação acima para cada valor de d, são na maioria baseadas nesses dois
valores de Q e D. Entretanto, para metais mais moles, a carga pode ser diminuída para evitar
uma impressão muito grande ou profunda e, para peças muito pequenas, pode-se também
diminuir o valor de D, a fim de que a impressão não fique muito perto das bordas do corpo de
prova. Essa alterações em Q e em D devem ser feitas obedecendo-se um certo critério, que
deverão obedecer aos métodos de ensaio existentes. Para metais excessivamente duros (HB
maior que 500kgf/mm²), substitui-se a esfera de aço por esfera carboneto de tungstênio para
minimizar a distorção da esfera, o que acarretaria em valores falsos para d e, portanto, para
HB. O tempo, t, é geralmente de 30 segundos, conforme as normas, mas poder ser aumentado
para até 60 segundos, como no caso de metais de baixo ponto de fusão, como por exemplo o
chumbo e suas ligas (HB<60), onde pode ocorrer o fenômeno de fluência (creep) durante a
aplicação da carga onde um tempo curto poderia não ser suficiente para dar uma calota
esférica que realmente forneça uma indicação correta da verdadeira deformação plástica do
metal. Há normas, entretanto, que exigem apenas um tempo de 15 ou 10 segundos, em vez
dos 30 segundos normais, como por exemplo as normas inglesas da British Standards para
metais duros (HB>300).
A unidade N/mm² ou kgf/mm², que deveria ser sempre colocada após o valor de HB,
pode ser omitida, uma vez que a dureza Brinell não é um conceito físico satisfatório, porque a
equação que fornece a dureza Brinell não leva em consideração o valor médio da pressão
sobre toda a superfície da impressão, que é o que realmente deveria ser observado. A
localização de uma impressão Brinell deve ser tal que mantenha um afastamento das bordas
do corpo de prova de no mínimo duas vezes e meia o diâmetro, d, obtido, para evitar, em

45
ambos os casos, degenerações laterais e de profundidade, falseando o resultado. A distância
ente duas impressões Brinell deve ser no mínimo igual a 5d.
A peça a ser ensaiada deve estar muito bem apoiada, para se evitar algum
deslocamento quando for aplicada a carga. Caso haja alguma movimentação da peça durante e
ensaio, este fica invalidado. Esse procedimento vale também para outros tipos de dureza, que
serão descritos mais adiante. A limitação do uso da carga de 3.000 kgf com esfera de 10 mm
de diâmetro proposta por Brinell pode ser contornada, considerando que se duas impressões
feitas com cargas e esferas diferentes fores semelhantes, os ângulos φ, que o centro das esferas
faz com a impressão, são iguais, isto é:
send
D
d
Dcte
φ2
1
1
2
2
= = =
FIGURA 2.29 - Ângulo φφ nas impressões Brinell .
Assim, para materiais homogêneos o uso de esferas de diâmetros diferentes e com
cargas variáveis permite obter o mesmo valor da dureza, desde que a relação Q/D², fator de
carga, seja constante. Estudos de Meyer, verificou-se que os valores de dureza Brinell obtidos
com diversas Q variavam muito pouco, desde que o diâmetro, d, da impressão ficasse no
intervalo de 0,25d-0,5d (sendo considerada a impressão ideal se o valor de d ficar na média

46
entre esse dois valores), isto é, para obter um diâmetro de impressão dentro do intervalo acima
citado, deve-se manter a relação entre a carga Q e o quadrado do diâmetro da esfera do
penetrador D2. Para padronizar o ensaio, foram fixados valores de carga de acordo com a faixa
de dureza e o tipo de material. A tabela abaixo mostra os principais fatores de carga utilizados
e as respectivas faixas de dureza e indicações. As esferas geralmente usadas (esferas padrões)
têm diâmetros de 1, 2, 5 e 10 mm e os valores fixados para a relação são:
Q/D² DUREZA (HB) MATERIAL
30 90 - 415 Aços e ferros fundidos
10 30 - 140 Cobre e alumínio (ligas duras)
5 15 - 70 Cobre e alumínio (ligas moles)
2,5 até 30 Chumbo, estanho, antimônio
Desse modo, obtém-se o valor da carga necessária, isto é, no caso da relação Q/D² =
30, com esfera de 5 mm, deve-se aplicar uma carga de 750 kgf durante 30 segundos e
analogamente para os outros casos. Em todos os casos, porém, ao ser fornecido um valor de
dureza Brinell, deve-se mencionar qual a carga usada, qual o diâmetro da esfera e em certos
casos, quando necessário, o tempo de manutenção da carga, da seguinte forma: 85HB
10/1.000/30, que significa dureza 85 HB, medido com uma esfera de 10 mm, carga utilizada
de 1.000 kgf, e tempo de aplicação 30 s.
Antes de executar o ensaio, é necessário ter uma idéia da dureza, principalmente
quando o material a ser medido for fina. Recomenda-se que a espessura do material deve ser
no mínimo 17 vezes a profundidade de impressão p, portanto, faz-se um calculo preliminar da
profundidade de penetração utilizando a equação: pQ
D HB=
⋅ ⋅π.
Limitações do ensaio
Quando é aplicada a carga, Q, na superfície do metal, esse é deformado plasticamente
e ao ser retirada a carga, há sempre uma recuperação elástica, de modo que o diâmetro da

47
impressão não é o mesmo quando a esfera está em contato com o metal, havendo um aumento
do raio de curvatura da impressão. Essa recuperação será tanto maior quanto mais duro for o
metal, porque os metais muito duros possuem zona plástica reduzida, tendo pois pouca
deformação plástica. Portanto, a recuperação elástica é uma fonte de erros na determinação da
dureza. Para um metal recozido que tenha grande capacidade de encruamento, pode acontecer
que o diâmetro da impressão real seja diferente do diâmetro medido, devido a uma
“amassamento” do metal pela esfera que mascara a calota esférica obtida. Esse erro pode às
vezes ser contornado, usando-se o método de pintar a superfície da esfera com um pigmento
escuro para que o contorno da esfera fique nítido no metal. No caso inverso, em metais
trabalhados a frio com pequena capacidade de encruamento, pode ocorrer uma aderência das
bordas do metal na esfera, de modo que o diâmetro medido fica maior que o diâmetro real.
Quando uma impressão é distorcida (metais muito moles), deve-se diminuir a carga
para tentar obter uma impressão a mais circular possível, mas isso nem sempre é fácil de se
conseguir, de modo que a média dos valores d pode não indicar com precisão a verdadeira
dureza do metal. Em geral, pode-se aceitar uma variação dos dois diâmetros, d, medidos a 90º
um do outro, de até 0,06 mm. No caso inverso (metais muito duros), pode ocorrer alguma
deformação da esfera de aço, que aproximadamente, deve ter uma dureza mais que 2,5 vezes a
dureza do corpo de prova, a fim de evitar essa deformação causadora de erros. Não sendo
possível conseguir-se uma esfera com tal dureza, utiliza-se esfera de carboneto de tungstênio
sintetizado.
A dureza Brinell não serve para peças que sofreram tratamento superficial
(cementação, nitretação, etc.). Superfícies não planas não são propícias para o ensaio Brinell,
pois acarreta erro na leitura do diâmetro, d. Em geral, admite-se o ensaio em uma superfície
com o diâmetro 10 vezes o diâmetro da esfera utilizada.
Como a impressão de dureza Brinell abrange uma área de contato maior que os outros
tipos de dureza, ela é a única utilizada e aceita para metais que tenham uma estrutura interna
não-uniforme, como é o caso dos ferros fundidos cinzentos.

48
Relação entre dureza Brinell e limite de resistência convencional
Para o caso dos aços, existe uma relação empírica entre dureza Brinell e o limite de
resistência convencional muito útil para se saber aproximadamente o σr, de um aço sem a
necessidade de se fazer um ensaio de tração, algumas vezes impossível devido ao
comprimento insuficiente da amostra. A relação é a seguinte: ,36,0 HBr ≅σ sendo a tensão de
ruptura, dado em kgf/mm².
Para durezas maiores que HB = 380, entretanto, há a tendência da dureza aumentar
mais rapidamente que o limite de resistência, provavelmente pela deformação da esfera ou por
efeitos de tensões de compressão residuais na impressão, originárias de aços muito duros,
desta forma, para dureza maiores, é inconveniente a aplicação da desta equação.
Segundo estudos experimentais de O´Neill (1.934), o valor 0,36 vale para aços-doces,
mas para aços carbono e aços-ligas tratados termicamente, esse valor cai para 0,34 e 0,33
respectivamente. Para alguns metais não-ferrosos, o valor dessa constante é 0,49 para níquel
recozido, 0,41 para níquel e latão encruados, 0,52 para cobre recozido, 0,55 para latão
recozido e aproximadamente 0,40 para alumínio e suas ligas.
2.3.4.2 - Dureza Meyer
A aproximação citada a respeito da relação Q/D² é suprimida, se em lugar da área de
contato, isto é, a área superficial da calota esférica, for usada a área da calota projetada no
plano da superfície do corpo de prova. É o que foi sugerido por E. Meyer (1.908) para dar uma
definição mais racional de dureza, além de facilitar mesmo o cálculo a dureza por uma
fórmula muito mais simples que a equação de dureza Brinell.
49
A pressão média, “P”, entre a superfície do penetrador esférico e a impressão causada
é P =⋅Q
rπ 2 , onde o denominador representa a área projetada da impressão.
A dureza Meyer, HM, é definida como a própria pressão média “P” da equação
P =⋅Q
rπ 2 , isto é, ,4
2d
QHM
π= a qual tem também a unidade N/mm² ou kgf/mm². O valor de d
é o mesmo para as durezas Brinell e Meyer, mas a fórmula para calcular HB é diferente da
fórmula para HM.
Esse método fornece um número de dureza que representa melhor aproximação do que
o método Brinell, devido ao fato de que as forças laterais na superfície inclinada da calota
esférica tendem a se anular e aplicando-se uma pressão bem uniforme, sem atrito, o valor da
pressão média, P, será exatamente igual ao valor dado por HMQ
d=
⋅4
2π. A dureza Brinell,
quando aplicada a metais encruados, diminui ao ser aumentada a carga, ao passo que a dureza
Meyer é menos sensível a esse acréscimo de carga, permanecendo constante. Para metais
recozidos, porém, a dureza Meyer também varia, aumentando continuamente com a carga até
um determinado valor e depois cai, quando são aplicadas cargas mais altas, apresentando,
pois, erros maiores. Apesar dessas vantagens, o método proposto por Meyer não é usado nos
ensaios comuns dos metais, mas seu estudo fornece muitos dados úteis para a interpretação
física do ensaio de dureza por penetração.
2.3.4.3 - Dureza Rockwell
Outro tipo de dureza por penetração foi introduzido em 1.922 por Rockwell, que leva o
seu nome e oferece algumas vantagens significantes, que fazem esse tipo de dureza ser de
grade uso internacional.

50
A dureza Rockwell, simbolizada por HR, elimina o tempo necessário para a medição
de qualquer dimensão da impressão causada, pois o resultado é lido direta e automaticamente
na máquina de ensaio, sendo, portanto, um ensaio mais rápido e livre de erros pessoais. Além
disso, utilizando penetradores pequenos, a impressão pede muitas vezes não prejudicar a peça
ensaiada e pode ser usada também para indicar diferenças pequenas de dureza numa mesma
região de uma peça. A rapidez do ensaio torna-o próprio para usos em linhas de produção,
para verificação de tratamentos térmicos ou superficiais e para laboratório.
A dureza Rockwell pode ser realizada em dois tipos de máquinas, que só se
diferenciam pala precisão de seus componentes, tendo ambas a mesma técnica de operação; a
máquina-padrão mede a dureza Rockwell comum e a máquina mais precisa mede a dureza
Rockwell superficial. O ensaio é baseado na profundidade de penetração de uma ponta,
subtraída da recuperação elástica devida à retirada de uma carga maior e da profundidade
causada pela aplicação de uma carga menor. Os penetradores utilizados na dureza Rockwell
são do tipo esférico (esfera de aço temperado) ou cônico (cone de diamante, também chamado
de penetrador-Brale, tendo as arestas do cone 120º). Com qualquer desses penetradores, a
carga menor é então aplicada para fixar bem o corpo de prova.
FIGURA 2.30 - Penetradores de Dureza Rockwell .
Depois de aplicada e retirada a carga maior, a profundidade da impressão é dada
diretamente no mostrador da máquina, em forma de um número de dureza, após voltar a carga
ao valor menor. A leitura deve ser feita numa escala apropriada ao penetrador e à carga
utilizada. Algumas máquina analógicas já vem provida das escalas justapostas que servem
para todos os tipos de dureza Rockwell existentes e outras podem ser lidas em visor digital.

51
Essas escalas de dureza Rockwell são arbitrárias, porém baseadas na profundidade da
penetração e são designadas por letras (A, B, C, etc.), as quais devem sempre aparecer após a
sigla HR para diferenciar e definir a dureza. O número de dureza obtido correspondente a uma
valor adimensional, ao contrário da dureza Brinell.
A máquina analógica contém um pequeno ponteiro auxiliar indicador da profundidade,
que registra o momento em que a carga menor (pré-carga) é aplicada na amostra; quando esse
ponteiro atingir um ponto existente no mostrador a carga menor estará aplicada integralmente.
Simultaneamente, o ponteiro maior gira no sentido horário. Caso a escala do ponteiro maior
fique fora do zero, após ser atingida a pré-carga, deve-se acertar o zero nesse momento, figura
abaixo.
FIGURA 2.31 - Indicador analógico .
Por meio de um dispositivo da máquina, aciona-se a alavanca que aplica em seguida a
carga maior com uma velocidade controlada e constante, aumentando assim a penetração, com
o qual o ponteiro se move no sentido horário, acusando a dureza da amostra. Para a retirada da
amostra da máquina, gira-se a rosca que apoia o corpo de prova, descarregando
completamente a máquina. A figura abaixo mostra a seqüência de operações
esquematicamente.

52
FIGURA 2.32 - Esquema da seqüência de operações .
Escalas usadas e precauções exigidas
A dureza Rockwell comum emprega várias escalas independentes umas das outras,
que dependem da penetração. Um número alto de dureza corresponde a uma pequena
profundidade da impressão e um número baixo, a uma impressão profunda. Por isso, as
escalas da máquina são invertidas para se ler o valor de dureza diretamente. As escalas
cobrem toda a gama de dureza encontrada nos metais. Na tabela abaixo são dadas as escalas
usadas com o tipo de penetrador, as cargas maiores e algumas aplicações de cada escala. A
pré-carga da dureza Rockwell comum é sempre de 10 kgf.

53
ESCALACARGA
(kgf)PENETRAOR LEITURA
CAMPO DEAMPLIÇÃO
ROCKWELL A 60 Preta
ROCKWELL C 150 Preta
ROCKWELL D 100
Cone diamante120°
Preta
Aço cementado outemperado
ROCKWELL B 100 Vermelha
ROCKWELL F 60 Vermelha
ROCKWELL G 150
Esfera 1/16”
Vermelha
ROCKWELL E 100 Vermelha
ROCKWELL H 60 Vermelha
ROCKWELL K 150
Esfera 1/8”
Vermelha
Aço, ferro, bronze, latão,etc. até 240 Brinell
ROCKWELL L 60 Vermelha
ROCKWELL M 100 Vermelha
ROCKWELL N 150
Esfera 1/4”
Vermelha
ROCKWELL R 60 Vermelha
ROCKWELL S 100 Vermelha
ROCKWELL V 150
Esfera 1/2”
Vermelha
Metal plástico
Tabela de escala de dureza Rockwell comum.
15 N 15
30 N 30
45 N 45
Cone dediamante
Aço cementado ou temperado
15 T 15
30 T 30
45 T 45
Esfera 1/16”Aço, ferro e outros metais até 240
Brinell, chapas, etc.
Tabela de escala de dureza Rockwell superficial.
A dureza Rockwell superficial emprega igualmente várias escalas independentes e é
utilizada para ensaios de dureza em corpos de prova de pequena espessura, como lâminas, e
para metais que sofreram algum tratamento superficial, como cemetação, nitretação, etc. As
máquinas vem com as várias escalas acompanhadas. No caso da dureza Rockwell superficial,
a pré-carga é sempre de 3 kgf. Existem duas escalas de dureza Rockwell comum nas máquinas
comerciais: preta e vermelha. Nas próprias máquinas estão indicadas também as instruções
para a leitura da dureza na escala correta. As máquinas de dureza Rockwell superficial contém
apenas uma escala que serve para todos os tipos dados.

54
Ao se fazer uma dureza num material desconhecido, deve-se primeiro tentar uma
escala mais alta para evitar danificação do penetrador. Assim, por exemplo, usa-se antes a
escala Rockwell C, HRc, para depois tentar as outras, caso o resultado caia fora do intervalo
de dureza HRc. As escalas mais utilizadas são B, C, F, A, N e T. As demais só são
empregadas em casos especiais. A escala C tem seu uso prático entre os números 20 e 70.
Abaixo de 20, deve-se empregar a escala B para evitar erros; a dureza Rockwell B varia de
aproximadamente 50 a 100, a escala F entre 73 e 116,5 e a escala A é a de maior amplitude de
variações. Existem tabelas, como por exemplo na norma E-140 da ASTM, que mostram as
variações de todas as escalas, além da conversão empírica de uma escala Rockwell em outra
ou em outros tipos de dureza (Brinell e Vickers).
Para se saber a profundidade mínima em milímetros do penetrador, pode-se empregar
as seguintes fórmulas empíricas:
1) para penetrador de diamante,
HR comum profundidade = 0,002 ⋅ (100 – HR),
HR superficial profundidade = 0,001 ⋅ (100 – HR);
2) para penetrador esférico,
HR comum profundidade = 0,002 ⋅ (130 – HR),
HR superficial profundidade = 0,001 ⋅ (100 – HR).
A superfície da amostra deve ser lixada para eliminar alguma irregularidade que possa
ocasionar erros. Mesmo assim, a carga menor serve também para minimizar o efeito dessas
irregularidades superficiais, bem como de alguma “aderência” das bordas do metal do
penetrador. A primeira leitura de ensaio de dureza Rockwell deve ser desprezada, porque essa
primeira impressão serve apenas para ajustar bem o penetrador na máquina. Se a superfície da
55
amostra não for plana, deve-se fazer uma correção ao valor de dureza encontrado, porque a
dureza Rockwell se baseia na profundidade e não na área. As normas E-18 da ASTM, MB-
358 da ABNT e outras fornecem a correção a ser adicionada, conforme o diâmetro da
curvatura. Existem trabalhos teóricos e práticos que fundamentam essa correção.
Teoricamente, para penetradores esféricos, a correção se baseia na área de contato
perpendicular à linha de aplicação da carga ente um corpo de prova cilíndrico e a esfera
penetradora. Essa área projetada num plano paralelo dá uma elipse de tamanho variável,
conforme a profundidade de penetração, p. Comparando-se a área dessa elipse com a área
produzida numa amostra plana tendo outra profundidade de penetração p’, obtêm-se relações
matemáticas que indicam a correção necessária para se obter a dureza verdadeira em corpo de
prova cilíndrico.
A espessura mínima para o caso de dureza Rockwell comum é 10 vezes a
profundidade da impressão. Se a impressão perfurar ou mesmo se ela puder ser notada do
outro lado do corpo de prova, deve-se passar para uma escala menor ou então para a dureza
Rockwell Superficial. As impressões de dureza devem ser espaçadas uma das outras de pelo
menos 3 vezes o diâmetro da impressão para evitar interferência ente elas. No caso de dureza
Rockwell Superficial, recomenda-se o uso da escala 45-T para espessuras de chapas acima de
1 mm, 30-T e 45-N para espessuras acima de 0,9 mm, 15-T e 30-N para espessuras acima de
0,5 mm e 15-N para espessuras acima de 0,4 mm.
2.3.4.4 - Dureza Vickers
Essa dureza foi introduzida em 1.925 por Smith e Standland, levando o nome Vickers,
porque a Companhia Vickers-Armstrong Ltda fabricou as máquinas mais conhecidas para
operar com esse tipo de dureza. O penetrador é uma pirâmide de diamante de base quadrada,
com um ângulo de 136º entre as faces opostas. Esse ângulo produz valores de impressões
semelhantes à dureza Brinell, porque a relação ideal d/D da dureza Brinell sendo 0,375, para
essa relação ideal, as tangentes à esfera, partindo dos cantos da impressão, fazem entre si um
ângulo de 136º.

56
Como o penetrador é um diamante, ele é praticamente indeformável e como todas as
impressões são semelhantes entre si, não importando o seu tamanho, a dureza Vickers (HV) é
independente da carga, isto é, o número de dureza obtido é o mesmo qualquer que seja a carga
usada para materiais homogêneos. Para esse tipo de dureza, a carga varia de 1 até 100 ou 120
kgf. A mudança da carga é necessária para se obter uma impressão regular, sem deformação
no visor da máquina; isso depende, naturalmente, da dureza do material que se está ensaiando,
como no caso da dureza Brinell. A forma da impressão é um losango regular, ou seja,
quadrada, e pela média L das suas diagonais, tem-se, conforme a expressão seguinte, a dureza
Vickers: HV =carga
area da superficie piramidal, ou seja,
HVQsen
L=
21362
2 , que simplificado fica: HVQ
L=
185442
,
Como Q é dado em kgf ou N e L em mm, a dimensão da dureza Vickers é N/mm² ou
kgf/mm². Esse tipo de dureza fornece, assim, uma escala contínua de dureza (de HV = 5 até
HV = 1 000 kgf/mm²) para cada carga usada. Entretanto, para cargas muito pequenas, a dureza
Vickers pode variar de uma carga para outra, sendo então necessário mencionar a carga usada
toda vez que se ensaiar um metal. A área deve ser medida com precisão, e para esse fim, pode
existir um microscópio acoplado à máquina para a determinação das diagonais, L, com grande
precisão, cerca de 1 mícron. A carga é aplicada levemente na superfície plana da amostra, por
meio de um pistão movido por uma alavanca e é mantida durante cerca de 18 segundos,
depois do qual é retirada e o microscópio é movido manualmente até que se focalize a
impressão.
As principais vantagens do método Vickers são: 1) escala contínua; 2) impressões
extremamente pequenas que não inutilizam a peça; 3) grande precisão de medida; 4)
deformação nula do penetrador; 5) existência de apenas uma escala de dureza; 6) aplicação

57
para toda a gama de durezas encontradas nos diversos materiais; 7) aplicação em qualquer
espessura de material, podendo portanto medir também durezas superficiais.
Existem tabelas que fornecem diretamente a dureza Vickers para cada carga usada e o
correspondente valor da diagonal L medido. Essas tabelas vêm junto com máquinas e
correspondem às cargas existentes e possíveis de serem aplicadas com cada máquina.
Limitações do ensaio de dureza Vickers
Como no caso da dureza Brinell, as impressões Vickers podem ocasionar erros,
quando as impressões não apresentam seus lados retos. Pode ocorrer em metais muito mole e
é devido ao afundamento do metal em torno das faces do penetrador, resultando um valor de L
maior que o real. Outro caso é encontrado em metais encruados, e o erro é causado por uma
“aderência” do metal em volta das faces do penetrador e dá, portanto, um valor de L menor
que o real, ficando pois com uma dureza maior que a verdadeira. O abaulamento depende da
orientação dos grãos cristalinos com relação às diagonais da impressão. As correções
necessárias para essas anomalias podem fazer variar a dureza de até 10% em casos especiais.
Em metais com grande anisotropia, obtêm-se impressões de formato de losango
irregular, de modo que os valores de L medidos a 90º um do outro diferem mais que o
permitido, sendo portanto necessário tomar a média desses valores, a qual também não deixa
de ser um valor aproximado e que deve ser usado com reservas.
A lei de Meyer também pode ser aplicada para o caso de penetrador piramidal. Os
mesmos estudos de Tabor e outros para metais “ideais” verificaram que, no caso da dureza
Vickers, pode-se aproximar a relação HV e≅ ⋅3 σ .
2.4.4.5 - Microdureza por penetração

58
Muitas das aplicações da dureza Vickers estão atualmente voltadas para o ensaio de
microdureza. Assim, o problema da determinação das profundidades de superfície
carbonetada, de têmpera, etc., além da determinação de dureza de constituintes individuais de
uma microestrutura, de materiais frágeis, de peças pequeníssimas ou extremamente finas, é
geralmente solucionado pelo uso da microdureza.
Como o próprio nome diz, a microdureza produz uma impressão microscópica no
material, empregando uma carga menor que 1 kgf, com penetrador de diamante. A carga pode
chegar a até 10 gf somente e a superfície do corpo de prova também deve ser plana.
Quanto ao penetrador usado, há dois tipos microdureza: Vickers e Knoop. A
microdureza Vickers usa a mesma técnica descrita no capítulo anterior e a microdureza Knoop
utiliza um penetrador em forma de uma pirâmide alongada, que produz uma impressão, uma
relação comprimento-largura-profundidade de aproximadamente 30:4:1. A relação entre a
diagonal maior (Lm) e a diagonal menor da impressão é de 7:1. A expressão para calcular a
microdureza Knoop, (HK), é obtida usando-se a área projetada da impressão e é a seguinte:
22 070281,0 mmp L
Q
L
Q
A
QHK
e
===
Onde pA é a área projetada, Q é a carga dada em gramas-força (gf), mL é a diagonal
maior da impressão dada em mícrons e c é ima constante do penetrador relacionando a área
projetada da impressão com 2mL ; a dureza Knoop, entretanto, é sempre fornecida em
kgf/mm², de modo que para isso, basta multiplicar o resultado obtido por 1.000. Igualmente
para o tipo Vickers, deve-se multiplicar por 1.000 o valor encontrado da equação de dureza
Vickers, porque também nesse caso Q é dado em gramas-força e L em µm. O valor de c
indicado acima é o adotado pela ASTM (método E-384) ou pela ABNT (método MB-359),
mas pode variar conforme a máquina usada.

59
A possibilidade de erro de leitura das diagonais da impressão Knoop é muito maior
que os do ensaio de microdureza Vickers, por isso este método de ensaio está em desuso, mas
em casos especiais como na determinação de, por exemplo, finas regiões de camada
eletrodepositadas ou endurecidas. mL é cerca de três vezes maior que L, para uma mesma
carga, sendo, portanto, de medição mais precisa e não sofre muito o fenômeno da recuperação
elástica (principalmente para cargas maiores que 300 gf), que afeta mais a diagonal menor da
impressão Knoop ou as diagonais, L, da impressão Vickers. A profundidade da impressão
Knoop é menor que a metade da profundidade causada pela impressão Vickers com a mesma
carga, sendo possível a dureza Knoop medir a dureza de materiais extremamente frágeis como
o vidro ou certas tintas.
A preparação do corpo de prova deve ser feita metalograficamente, em vista da
pequena carga a ser aplicada. Polimento eletrolítico deve ser usado preferivelmente para evitar
encruamento do metal na superfície, que afetaria o resultado. O polimento eletrolítico torna
também mais nítida a impressão para a medida das diagonais. Caso seja necessário usar um
polimento mecânico prévio, deve-se remover alguns micrometro da camada superficial. Um
método bom, empregado para corpos de prova muito pequenos, é o de embutí-lo em baquelite,
por exemplo, a fim de fixá-lo firmemente e de tornar a sua superfície perpendicular ao
penetrador. Usando-se cargas muito baixas (menores que 300 gf), pode haver uma pequena
recuperação elástica, além de produzirem impressões muito pequenas, que, principalmente no
caso da microdureza Knoop, podem prejudicar a medida da diagonal maior da impressão,
devido à dificuldade de se localizar as pontas da diagonal. Esses fatores provocam erros no
ensaio, resultando em valores de dureza maiores que o verdadeiro. Em virtude disso, verifica-
se que a dureza Knoop aumenta quando a carga diminui abaixo de 200 gf até cerca de 20 gf,
para depois decrescer com carga ainda menores. No caso da impressão Vickers, a dureza cai
com a aplicação de cargas muito baixas.
Na determinação da macrodureza também ocorrem os problemas do “afundamento” e
“aderência” vistos nas microdurezas (HB e HV). A dureza Knoop é ainda muito sensível à
orientação da superfície da amostra (anisotropia), principalmente quando se mede a
microdureza de um grão cristalino, por ter a diagonal maior mais alongada que a Vickers.

60
O tempo de manutenção da carga deve ser aproximadamente 20 segundos e a
velocidade de aplicação da carga deve estar entre 1 e 20 µm/segundo; velocidades maiores
dão valores mais baixos de dureza. A calibração das máquinas deve ser freqüente,
principalmente porque o erro na aplicação da carga altera muito o valor da dureza, mesmo
com variações de 1 gf, para cargas menores que 50 gf.
2.3.4.6 - Dureza Shore
Em 1.907, Shore propôs uma medida de dureza por choque que mede a altura do
ressalto (rebote) de um peso que cai livremente até bater na superfície lisa e plana de um
corpo de prova. Essa altura de ressalto mede a perda da energia cinética do peso, absorvida
pelo corpo de prova. Esse método é conhecido por dureza escleroscópica ou dureza de Shore.
A dureza Shore foi introduzida para ensaios em aços endurecidos, onde o método
Brinell não podia ser usado por danificar a esfera penetradora. Ele utiliza um martelo de aço
em forma de uma barra com uma ponta arredondada de diamante, que cai de uma certa altura
dentro de um tubo de vidro graduado de 0 a 140. A altura de ressalto após o choque é tomada
como a dureza do material, sendo medida por um ponteiro que indica essa altura de queda e o
diâmetro da ponta de diamante dependem de cada fabricante, mas todos os aparelhos Shore
indicam sempre a mesma dureza para um mesmo material. O número de dureza lido é um
número relativo e serve somente para comparação de materiais. Entretanto, verificou-se que
um valor de dureza Shore de 75 corresponde aproximadamente a uma dureza Brinell de 440,
segundo outros autores, para cada uma dureza Brinell de 440, a dureza Shore é de
aproximadamente 63. A impressão Shore é pequena e serve para medir durezas de peças já
acabadas ou usinadas. A máquina Shore é leve, portátil e pode, portanto, ser adaptada em
qualquer lugar, podendo com isso, medir a dureza de peças muito grandes, impossíveis de
serem colocadas nas máquinas de dureza por penetração, como por exemplo cilindros de
laminação. Se a fixação do corpo de prova é bem feita, a variação de dureza Shore é pequena.
O tubo graduado deve ser colocado bem na vertical. É de praxe fazer-se pelo menos cinco

61
medidas de dureza em pontos diversos do material para garantir bem o resultado. A dureza
Shore não pode ser efetuada em peças muito finas, que possam mascarar a medida da altura
do rebote, porque nesse caso o próprio apoio da peça a ser medida age como absorvedor de
energia. Superfícies não-lisas de corpos de prova dão leituras falsas, menores que as reais. A
escala de dureza Shore é contínua, cobrindo toda a gama de variação de dureza dos metais. O
método E-448 da ASTM é uma das normas existentes para a dureza escleroscópica.
A dureza escleroscópica é mais empregada para materiais metálicos duros como, por
exemplo, os aços. Para esses materiais, existem duas escalas de dureza escleroscópica: escala
C e escala D. Conforme o método E-448 da ASTM, o equipamento para medida de dureza na
escala D possui um dispositivo para prender o martelo na maior altura do ressalto, permitindo
assim fazer-se a leitura com o martelo parado. Para isso, o martelo do equipamento para a
escala D é mais longo e mais pesado que o martelo do equipamento para a escala C. Para que
haja a mesma energia durante o ressalto, o martelo D caminha numa distância de 18 mm,
enquanto que o martelo C caminha numa distância de 250 mm (cerca de catorze vezes maior).
O martelo D é aproximadamente cinco vezes mais longo e quinze vezes mais pesados que o
martelo C.
Existem ainda dois tipos de dureza escleroscópica definidos pela ASTM:
1º) dureza escleroscópica, onde a aferição é feita por meio do ressalto médio, produzido pelo
martelo que cai sobre um bloco de aço AISI W-5 de alto carbono, temperado, até se obter
máxima dureza, sem sofrer processo de revenido;
2º) dureza escleroscópica, onde a aferição é feita em um cilindro de laminação de aço forjado.
O segundo caso produz números de dureza mais altos que o primeiro.
2.3.4.7 -Considerações finais
Embora o ensaio de dureza possa, em princípio, ser feito em quase todos os produtos
metálicos, existem alguns produtos em que o ensaio de dureza é o único possível sem causar a
62
destruição da peça, ou em que o ensaio de dureza desempenha função importante na
especificação do produto. Assim, além de peças fundidas, onde se deve fundir um tarugo em
separado quando se deseja medir a dureza, alguns dos produtos acabados que estão nos casos
acima mencionados são dados a seguir.
Engrenagens. O único ensaio mecânico que se faz costumeiramente é a medida da
dureza Rockwell nos dentes da engrenagem.
Esferas e rolamentos. Dureza Rockewll como único ensaio mecânico possível.
Parafusos. Quando não se dispõe de máquina de tração, o ensaio de dureza em
parafusos é geralmente realizado como substitutivo. Pode-se medir a dureza na escala Brinell
ou Rockewll, tanto no topo como no lado da cabeça do parafuso
Porcas. Além da prova de carga por tração ou compressão, as especificações também
pedem ensaio de dureza Brinell ou Rockwell. As impressões de dureza Brinell são feitas na
face lateral da porca e as impressões Rockwell no topo. As vezes, a impressão Brinell pode
provocar uma deformação na porca; nesse caso, é preferível optar pela dureza Rockwell ou
usar uma carga menor na dureza Brinell.
Arruelas. As especificações desse produto exigem somente ensaio de dureza
Rockwell.
Rodas de avião. O ensaio de rotina mais empregado é o ensaio de dureza
escleroscópica Shore em vários locais da peça.
Ferramentas. A ferramenta é controlada pelo ensaio de dureza Rockwell (ou, em
certos casos, Brinell) como aceitação ou rejeição da ferramenta, conforme exigem as
especificações. Geralmente as impressões são feitas na região de utilização da ferramenta
como por exemplo, o gume de uma pá ou a ponta de uma picareta.
Peças soldadas. Muitas vezes deseja-se verificar a alteração estrutural causada pela
soldagem de uma peça (chapa, tubo, etc.). Essa verificação é feita por meio de ensaio de
dureza Vickers ou Rockwell ao longo de uma linha que passa pelo material-base de um lado,
pela solda até o outro lado do material-base.
63
Bloco-padrão. Uma máquina de dureza é aferida por meio do bloco-padrão, que é uma
peça fabricada de modo a obter-se uma dureza praticamente constante em toda a sua
superfície. Quando uma máquina está aferida com um bloco-padrão de dureza conhecida, essa
máquina pode ser usada para efetuar ensaio em outro bloco-padrão, do qual se quer conhecer
o valor de dureza.
Controle de tratamento térmico. O ensaio de dureza é largamente empregado para se
saber se um tratamento térmico efetuado numa peça ferrosa ou não-ferrosa foi realizado a
contento. Se a peça não atingir ou se ultrapassar em muito uma determinada dureza, a peça
não foi tratada corretamente. Os exemplos são vários: têmpera e revenimento de aços,
tratamentos térmicos de recozimento, solubilização ou envelhecimento de ligas de alumínio,
ensaio Jominy de temperabilidade, tratamentos térmicos em ligas de cobre, magnésio, etc.
• Exercícios propostos
1) Para que se faz ensaio de flexão?
2) Que propriedades pode ser avaliadas no ensaio de flexão?
3) Um corpo de prova de 30 mm de diâmetro e 600 mm de comprimento foi submetido a um
ensaio de flexão a três pontos, apresentando uma flexa de 2 mm sob uma carga de 360 N.
Determine:
• A tensão de flexão;
• O módulo de elasticidade longitudinal.
Resposta: σF = 20,38Mpa e E = 20.382,16MPa
4) Na realização de um ensaio de dureza, utilizou-se o ensaio Brinell. A esfera utilizada foi
de 2,5 mm de diâmetro e a carga de 62,5 Kgf. O diâmetro da impressão medida no
microscópio foi de 1,3 mm. Qual é a dureza da amostra?
Resposta: HB = 43,7 kgf/mm2 ou 43,7HB
5) Uma empresa comprou um lote de chapas de alumínio de 6 mm, cuja especificação de
dureza foi de 85 HB. Qual é a carga necessária para o ensaio se utilizar um penetrador de
10 mm de diâmetro? É possível fazer ensaio de dureza Brinell com diâmetro do
penetrador de 10 mm?

64
Dados:
Espessura mínima deve ser igual a 17 vezes a profundidade da calota.
Resposta: F = 1.000kgf. Espessura mínima é de 6,37 mm, portanto, não é possível fazer o
ensaio de dureza Brinell com penetrador de 10 mm de diâmetro.
6) Cite uma das definições de dureza (preferência do ponto de vista da metalurgia).
7) Interprete a seguinte representação de dureza Brinell: 120HB 5/250/15
8) Uma empresa comprou um lote de chapas de aço carbono com a seguinte especificação:
Espessura da chapa: 4 mm;
Dureza Brinell: 180 HB
Verificar se estas chapas podem ser submetidas ao ensaio de dureza Brinell utilizando
diâmetro do penetrador de 5 mm, ou seja, qual é a espessura mínima das chapas de aço para
um penetrador de 5 mm.
Resposta: F = 750kgf. Espessura mínima é de 4,51 mm, portanto, não é possível fazer o
ensaio de dureza Brinell com penetrador de 5 mm de diâmetro.
9) Uma empresa comprou um lote de chapas de aço carbono com as seguintes
especificações:
Espessura: 4,5 mm
Dureza Brinell: 100 HB
Essas chapas devem ser submetidas a ensaio de dureza brinell e a empresa dispõe de um
penetrador de 2,5 mm de diâmetro. Qual é a espessura mínima da chapa para a utilização de
um penetrador com 2,5 mm de diâmetro?
Resposta: F = 187,5kgf. Espessura mínima é de 4,0 mm, portanto, é possível fazer o ensaio de
dureza Brinell com penetrador de 2,5 mm de diâmetro.
10) Quais as vantagens do ensaio de dureza Rockwell sobre o ensaio de dureza Brinell?
11) Na realização de um ensaio de dureza, utilizou-se o ensaio Brinell. A esfera utilizada foi
de 2,5 mm de diâmetro e a carga de 187,5 Kgf. O diâmetro da impressão medida no
microscópio foi de 0,997 mm. Qual é a dureza da amostra?
Resposta: 230HB

65
2.3.5 - ENSAIO DE IMPACTO
Os ensaios de impacto são utilizados a fim de descobrirmos o quanto um material
resiste à cargas dinâmicas para que, em situações reais de uso, não ocorram fraturas nesse
material, inviabilizando assim a utilização de determinados equipamentos. Para equipamentos
que são submetidos a esforços de impacto, devem ser utilizados materiais capazes de absorver
energia e dissipá-la, evitando assim sua ruptura. Através dos ensaios obtemos os valores de
energia absorvida para cada material ensaiado, e assim determinamos a utilização ou não dos
mesmos.
Os testes de resistência ao impacto, também conhecidos como ensaios de choque,
estão entre os mais antigos e importantes ensaios mecânicos do setor plástico. Estes testes são
usados para caracterizar a propensão e o grau de fragilidade de um polímero quando
submetido à ação de esforços bruscos. Essa condição de trabalho empregada no corpo para
que atinja o seu limite máximo de elasticidade é denominada resiliência.
O ensaio de impacto caracteriza-se por submeter o corpo ensaiado a uma força brusca
e repentina, que deve rompê-lo. É bem melhor saber quanto o material resiste a uma carga
dinâmica numa situação de ensaio do que numa situação real de uso. A maioria dos ensaios
mecânicos não avalia o comportamento dos materiais submetidos a esforços dinâmicos. No
caso da fadiga, embora os esforços sejam dinâmicos, o ensaio correspondente leva mais em
conta o fato de serem cíclicos. Porém a maioria das máquinas e equipamentos, quando em
funcionamento, está submetida a esforços dinâmicos.
Antes de iniciar a descrição dos ensaios propriamente ditos, será visto algumas
características dos materiais a serem ensaiados, bem como as conseqüências que o impacto
pode ocasionar. Deve-se conhecer certos fatores que afetam o comportamento dos metais
dúcteis, levando-os à fratura frágil, e os procedimentos para a realização dos ensaios de
impacto.

66
As fraturas produzidas por impacto podem ser frágeis ou dúcteis. As fraturas frágeis
caracterizam-se pelo aspecto cristalino e as fraturas dúcteis apresentam aparência fibrosa. Os
materiais frágeis rompem-se sem nenhuma deformação plástica, de forma brusca. Por isso,
esses materiais não podem ser utilizados em aplicações nas quais sejam comuns esforços
bruscos, como em eixos de máquinas, bielas etc.
FIGURA 2.33 - Aspectos da fratura .
Para estas aplicações são desejáveis materiais que tenham capacidade de absorver
energia e dissipá-la, para que a ruptura não aconteça, ou seja, materiais que apresentem
tenacidade. Esta propriedade está relacionada com a fase plástica dos materiais e por isso se
utilizam as ligas metálicas dúcteis neste tipo de aplicação. Porém, mesmo utilizando ligas
dúcteis, com resistência suficiente para suportar uma determinada aplicação, verificou-se na
prática que um material dúctil pode romper-se de forma frágil. Esta característica dos
materiais ficou mais evidente durante a Segunda Guerra Mundial, quando os equipamentos
bélicos foram levados a solicitações críticas de uso, despertando o interesse dos cientistas pelo
assunto. Os materiais dúcteis podem romper-se sem deformação plástica apreciável, ou seja,
de maneira frágil, quando as condições abaixo estiverem presentes:
• velocidade de aplicação da carga suficientemente alta;
• trinca ou entalhe no material;
• temperatura de uso do material suficientemente baixa.

67
Alguns materiais são mais afetados pela velocidade alta do choque, apresentando uma
sensibilidade que é chamada sensibilidade à velocidade. Uma trinca promove concentração de
tensões muito elevadas, o que faz com que a maior parte da energia produzida pela ação do
golpe seja concentrada numa região localizada da peça, com a conseqüente formação da
fratura frágil. A existência de uma trinca, por menor que seja, muda substancialmente o
comportamento do material dúctil. Esta característica do material dúctil, de comportar-se
como frágil devido à trinca, é freqüentemente chamada de sensibilidade ao entalhe.
Com relação à temperatura, a mesma exerce um efeito muito acentuado na resistência
dos metais ao choque, ao contrário do que ocorre na resistência estática. A energia absorvida
por um corpo de prova varia sensivelmente com a temperatura do ensaio. Um corpo de prova
a uma temperatura T1 pode absorver muito mais energia do que se estivesse a uma
temperatura T2, bem menor que T1, ou pode absorver a mesma energia a uma temperatura T3,
pouco menor que T2, ou seja, a existência de trincas no material, a baixa temperatura e a alta
velocidade de carregamento constituem os fatores básicos para que ocorra uma fratura do tipo
frágil nos materiais metálicos dúcteis.
2.3.5.1 - Descrição do Ensaio de Impacto
O ensaio de impacto é um teste dinâmico em que um corpo de prova padronizado é
golpeado e rompido por um pêndulo ou martelo em uma máquina de ensaios especialmente
projetada e é medida a energia absorvida para romper o corpo de prova. Os valores da energia
servem como guia útil para comparações qualitativas entre diferentes lotes do mesmo tipo de
material. Apesar de simples e rápidos de serem executados, os testes exigem precisão tanto na
aferição do equipamento (medidor de resistência ao impacto), quanto na capacitação da mão
de obra técnica, na confecção do corpo de prova, principalmente no entalhe, um dos maiores
causadores de problemas e distorções nos resultados. O choque ou impacto representa um
esforço de natureza dinâmica, porque a carga é aplicada repentina e bruscamente. No impacto,
não é só a força aplicada que conta. Outro fator é a velocidade de aplicação da força. Força
associada com velocidade traduz-se em energia. O ensaio de impacto consiste em medir a

68
quantidade de energia absorvida por uma amostra do material, quando submetido à ação de
um esforço de choque de valor conhecido.
Três máquinas são geralmente usadas para ensaiar materiais de engenharia: a máquina
Charpy, a máquina Izod e a máquina Hatt-Tuner. A última é usada principalmente para
ensaiar madeira. O método mais comum para ensaiar metais é o do golpe, desferido por um
peso em oscilação. A máquina correspondente é o martelo pendular. O pêndulo é levado a
uma certa posição, onde adquire uma energia inicial. Ao cair, ele encontra no seu percurso o
corpo de prova, que se rompe. A sua trajetória continua até certa altura, que corresponde à
posição final, onde o pêndulo apresenta uma energia final. A diferença entre as energias
inicial e final corresponde à energia absorvida pelo material. De acordo com o Sistema
Internacional de Unidades (SI), a unidade de energia adotada é o joule. Em máquinas mais
antigas, a unidade de energia pode ser dada em kgfm, kgfcm ou kgfmm. A máquina é dotada
de uma escala, que indica a posição do pêndulo, e é calibrada de modo a indicar a energia
potencial.
FIGURA 2.34 - Máquina de ensaio de impacto .
No ensaio de impacto, a massa do martelo e a aceleração da gravidade são conhecidas.
A altura inicial também é conhecida. A única variável desconhecida é a altura final, que é
obtida pelo ensaio. O mostrador da máquina simplesmente registra a diferença entre a altura
inicial e a altura final, após o rompimento do corpo de prova, numa escala relacionada com a
69
unidade de medida de energia adotada. Para os ensaios em materiais poliméricos é comum o
uso de equipamentos que funcionam por queda de dardo ou pêndulo de impacto, os quais são
descritos abaixo:
Queda de Dardo - determina a resistência das películas plásticas e avalia essa característica
quando o material é atingido por um peso em queda livre. Durante o teste, o dardo é liberado
por meio de um dispositivo eletromecânico quando a pressão negativa de fixação da amostra
se apresenta a um determinado valor.
Pêndulo de Impacto - é representado por uma sólida estrutura metálica fundida em corpo
único, característica que possibilita sua ancoragem em uma base, também sólida, que evitará a
perda de energia durante o ensaio. Nesta estrutura apoia-se o pêndulo propriamente dito,
composto de uma haste tubular, onde, numa das extremidades, é fixado o martelo, detalhe
dinamicamente calculado de modo a permitir que o centro de percussão coincida com o ponto
de impacto no corpo de prova. Isso impede esforços no eixo de suspensão, que, por sua vez,
fica apoiado em rolamentos especiais para eliminar atritos. O movimento de levantamento do
pêndulo até sua posição de queda é feito manualmente por um conjunto de cremalheiras,
articulando-se com um sistema de engate e desengate para sua liberação. A energia absorvida
pela amostra durante o ensaio é indicada num mostrador em escala calibrada em joules e
graus, que quantifica o deslocamento de um ponteiro indicador e outro de arraste, ligados
simultaneamente ao movimento do pêndulo. O pêndulo de impacto segue dois tipos de
configurações diferentes:
Pêndulo de Impacto na Configuração Charpy - é usado em ensaios de impacto, no qual uma
amostra é normalizada com um entalhe central em U ou V, feito para alocar sua ruptura
produzida por uma condição triaxial de tensão. É submetido a uma flexão desencadeada pelo
impacto de um martelo fixado na extremidade de um pêndulo. A energia que um corpo
absorve para se deformar e quebrar é quantificada pela diferença entre a altura atingida pelo
martelo antes e após o impacto. Desta forma, quanto menor for a energia absorvida pelo corpo
de prova, tanto mais frágil será o comportamento do material ao impacto. Na configuração de
Charpy o corpo de prova fica na posição horizontal.

70
A máquina Charpy é disponível em pelo menos dois tamanhos. O tipo com uma
capacidade de energia de 30 a 33 kgfm é usado para metais, e uma máquina de 50 kgfcm é
geralmente usada para plásticos.
Na máquina Charpy, o pêndulo consiste de um perfil I com um disco pesado na
extremidade. O pêndulo é suspenso em um eixo que gira sobre rolamentos e oscila entre dois
suportes laterais rígidos, nos quais se fixa o suporte do corpo de prova. Esta amostra que é
carregada como uma barra simples, é colocada horizontalmente entre duas bigornas de modo
que a lâmina golpeie do lado oposto ao entalhe. O pêndulo é elevado até sua posição mais alta
e seguro por um prendedor ajustado para dar altura de queda constante para todos os ensaios.
Ele é então solto para permitir a queda e a ruptura do corpo de prova. No seu movimento de
ascendência após a ruptura, o pêndulo empurra um indicador sobre uma escala que é
usualmente graduada diretamente em kgfm.
Pêndulo de Impacto na Configuração Izod - A técnica deste teste não diferencia do teste de
resistência ao impacto na configuração Charpy. As diferenças básicas entre as duas
configurações está na posição do corpo de prova, que neste caso é vertical, no tipo de pêndulo
empregado, e no local onde se dá o impacto, no entalhe ou no seu lado oposto. A amostra é
normalizada com um entalhe central em V. A máquina para ensaio de impacto Izod
usualmente tem a capacidade de 16,5 kgfm. Ná máquina Izod, o corpo de prova é fixado para
agir como uma viga vertical em balanço. Ele tem as dimensões de 10 mm por 10 mm na
secção reta e 75 mm de comprimento e tem um entalhe padronizado de 45º e 2 mm de
profundidade no meio do corpo de prova. O entalhe faz face ao pêndulo e o corpo de prova é
então posicionado para que o entalhe seja visível acima do suporte fixador. Freqüentemente, a
mesma máquina de impacto é projetada para permitir os testes Charpy e Izod, com
possibilidade de trocar os suportes fixadores dos corpos de prova. A resistência ao impacto é
avaliada pelos métodos ASTM D256, D746 e D2463, e geralmente é medida em joule.
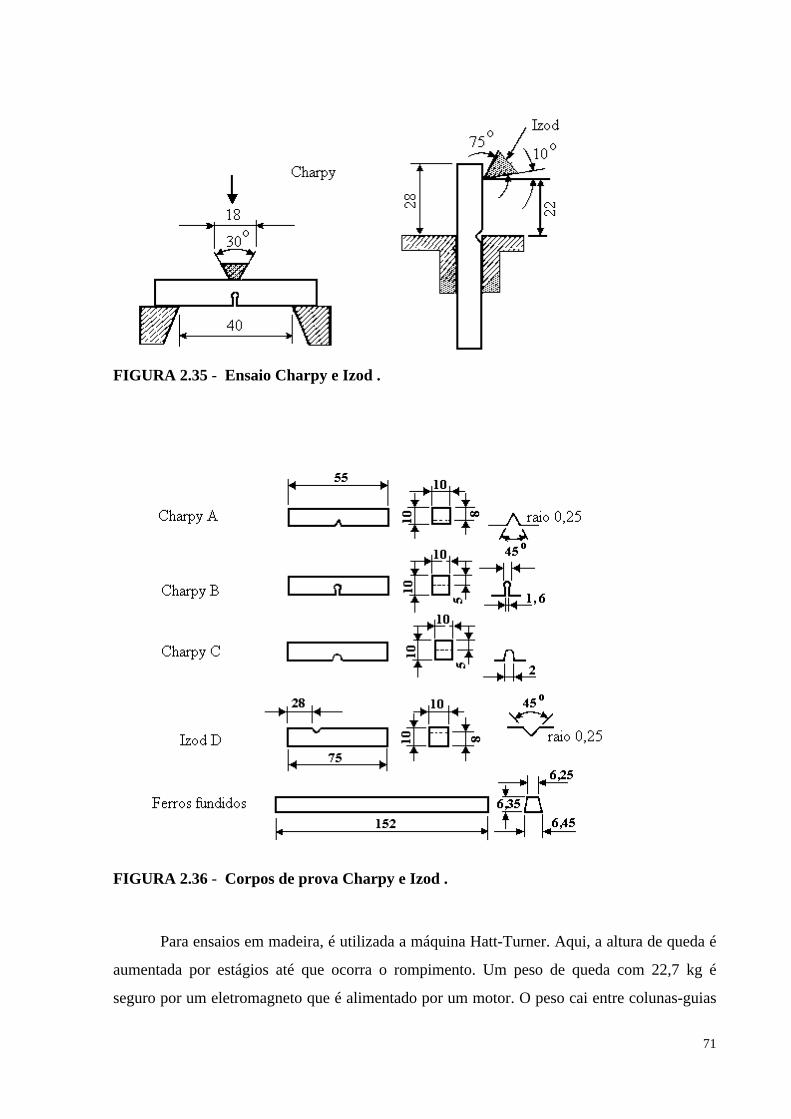
71
FIGURA 2.35 - Ensaio Charpy e Izod .
FIGURA 2.36 - Corpos de prova Charpy e Izod .
Para ensaios em madeira, é utilizada a máquina Hatt-Turner. Aqui, a altura de queda é
aumentada por estágios até que ocorra o rompimento. Um peso de queda com 22,7 kg é
seguro por um eletromagneto que é alimentado por um motor. O peso cai entre colunas-guias

72
verticais quando o circuito do magneto é aberto por um relé, o qual é acionado por um contato
elétrico entre o magneto e uma polia móvel que pode ser ajustada para qualquer posição
desejada ao longo da escala vertical sobre uma coluna-guia. O corpo de prova deve ter 5 x 5 x
75 cm. O mesmo é simplesmente apoiado sobre um vão de 70 cm tal que o peso caia
exatamente no meio do vão. A primeira queda é da altura de 2,5 cm e as quedas subseqüentes
são acrescidas de 2,5 cm, até que se alcance a altura de 25 cm, após o que são usados
incrementos de 5,0 cm até que se consiga a ruptura completa ou seja, alcançada uma deflexão
de 15 cm.
Temperatura de transição
Ao ensaiar os metais ao impacto, verificou-se que há uma faixa de temperatura
relativamente pequena na qual a energia absorvida pelo corpo de prova cai apreciavelmente.
Esta faixa é denominada temperatura de transição. A temperatura de transição é aquela em
que ocorre uma mudança no carácter da ruptura do material, passando de dúctil a frágil ou
vice-versa. Por exemplo, um dado aço absorve 17 joules de energia de impacto à temperatura
ambiente (± 25 0C). Quando a temperatura desce a -23 0C, o valor de energia absorvida é
pouco alterado, atingindo 16 joules. Este valor cai para 3 joules à temperatura de -26 0C.
Como esta passagem, na maioria dos casos, não é repentina é usual define-se uma faixa de
temperatura de transição.
A faixa de temperatura de transição compreende o intervalo de temperatura em que a
fratura se apresenta com 70% de aspecto frágil (cristalina) e 30% de aspecto dúctil (fibrosa) e
70% de aspecto dúctil e 30% de aspecto frágil. O tamanho dessa faixa varia conforme o metal.
A definição dessa faixa é importante porque só podemos utilizar um material numa faixa de
temperatura em que não se manifeste a mudança brusca do carácter da ruptura.
Pode-se representar a temperatura de transição graficamente. Indicando-se os valores
de temperatura no eixo das abscissas e os valores de energia absorvida no eixo das ordenadas,

73
é possível traçar a curva que mostra o comportamento do material quanto ao tipo de fratura
(frágil ou dúctil).
FIGURA 2.37 - Temperatura de transição .
A temperatura T1 corresponde à fratura 70% dúctil e 30% frágil. A temperatura T3
corresponde à fratura 30% dúctil e 70% frágil. E a temperatura T2 é o ponto no qual a fratura
se apresenta 50% dúctil e 50% frágil. O intervalo de temperatura de transição corresponde ao
intervalo entre T1 e T3.
Os metais que têm estrutura cristalina CFC, como o cobre, alumínio, níquel, aço
inoxidável austenítico etc., não apresentam temperatura de transição, ou seja, os valores de
impacto não são influenciados pela temperatura. Por isso esses materiais são indicados para
trabalhos em baixíssimas temperaturas, como tanques criogênicos.
Fatores que influenciam a temperatura de transição
O intervalo de transição é influenciado por certas características como:
Tratamento térmico — Aços-carbono e de baixa liga são menos sujeitos à influência da
temperatura quando submetidos a tratamento térmico que aumenta sua resistência;

74
Tamanho de grãos — Tamanhos de grãos grosseiros tendem a elevar a temperatura de
transição, de modo a produzir fratura frágil em temperaturas mais próximas à temperatura
ambiente. Tamanhos de grãos finos abaixam a temperatura de transição;
Encruamento — Materiais encruados, que sofreram quebra dos grãos que compõem sua
estrutura, tendem a apresentar maior temperatura de transição;
Impurezas — A presença de impurezas, que fragilizam a estrutura do material, tende a elevar
a temperatura de transição;
Elementos de liga — A adição de certos elementos de liga, como o níquel, por exemplo,
tende a melhorar a resistência ao impacto, mesmo a temperaturas mais baixas;
Processos de fabricação — Um mesmo aço, produzido por processos diferentes, possuirá
temperaturas de transição diferentes;
Retirada do corpo de prova — A forma de retirada dos corpos de prova interfere na posição
das fibras do material. As normas internacionais geralmente especificam a posição da retirada
dos corpos de prova, nos produtos siderúrgicos, pois a região de onde eles são retirados, bem
como a posição do entalhe, têm fundamental importância sobre os valores obtidos no ensaio.
FIGURA 2.38 - Retirada de amostras.
Submetidos ao ensaio de impacto, esses corpos apresentaram três curvas diferentes. No
corpo de prova A., o entalhe está transversal às fibras do material. No corpo de prova C, o
entalhe está no sentido da fibra, o que favorece o cisalhamento. A absorção de energia é a pior
possível. O corpo de prova B também tem entalhe transversal. Neste caso, o entalhe atravessa

75
o núcleo da chapa, cortando todas as fibras transversalmente. Como mostra a ilustração
seguinte.
FIGURA 2.39 - Curvas de energia absorvida de um mesmo material.
Resfriamento do corpo de prova
Os corpos de prova retirados para ensaio de impacto devem ser resfriados, até que se
atinja a temperatura desejada para o ensaio. As técnicas de resfriamento são determinadas em
normas técnicas especificas. Um modo de obter o resfriamento consiste em mergulhar o corpo
de prova num tanque contendo nitrogênio 1íquido, por aproximadamente 15 minutos. Tempo
necessário para homogeneizar a temperatura em todo o corpo de prova. Outra forma de obter
o resfriamento é por meio de uma mistura de álcool e gelo seco, que permite atingir
temperaturas de até 70 0C negativos.
O tempo máximo para romper o corpo de prova após o resfriamento é de 5 segundos.
Devido à grande dispersão dos resultados dos ensaios, principalmente próximo à temperatura
de transição, gerada pela dificuldade de obter corpos de prova rigorosamente iguais e pela
falta de homogeneidade dos materiais, o ensaio de impacto comum não oferece resultados
aplicáveis a projetos de engenharia estrutural. Para responder a essas necessidades práticas,
foram desenvolvidos outros tipos de ensaio de impacto e outros equipamentos.

76
2.3.6 - ENSAIOS METALOGRÁFICOS
A metalografia surgiu praticamente com o trabalho de Henri Clifton Sorby (1.826 –
1.908), tido como o percursor da moderna metalografia, quando em 1.863 observou pela
primeira vez uma estrutura metálica ao microscópio. Desde então pode-se defini-la como o
ramo da tecnologia que estuda e interpreta a estrutura interna dos metais e suas ligas, como
também a relação entre as suas composições químicas, propriedades físicas e mecânicas. Para
determinação de um microestrutura foram desenvolvidos ao longo dos anos muitos métodos
de preparação de amostras, entretanto, a observação através de um microscópio continua
sendo o mais importante. A metalografia envolve basicamente três estágios de preparação de
um corpo de prova: a obtenção de uma seção plana e polida, o realce da microestrutura
através de um ataque adequado e a posterior observação ao microscópio.
Desta forma, a metalografia é a ciência que estuda os metais e ligas metálicas, quando
nos mesmos obtivermos um superfície plana, lixada, polida, e por via de regra atacada por um
reativo adequado, cuja imagem obtida será visualizada e interpretada. Através do ensaio
metalográfico, pode-se determinar:
• tipo, o tamanho, o local e a intensidade das descontinuidades;
• Identificar o possível processo de fabricação da peça;
• Identificar o tipo de tratamento térmico ou termoquímico;
• Valor da camada carbonetada ou descarbonetada;
• Zonas de alterações térmicas sofridas por soldagem;
• Penetração do cordão de solda;
• Tipos de inclusões, microconstituição;
• Formas de grafita, tamanho do grão;
• Outros;

77
A metalografia pode ser dividida em: ensaio metalográfico destrutivo e ensaio
metalográfico não destrutivo. A maioria dos ensaios metalográficos realizados são
destrutivos, pois retira-se amostras para análise do material ou peça solicitada. Mas, nem
sempre isso é possível, devido as condições que não permitem retirar amostras da peça, ou
que proíbam sua destruição, especialmente em peças de grande porte. Por este motivo, foram
desenvolvidas técnicas para a realização do ensaio “in loco”, conservando-se as características
de precisão do ensaio, ensaio metalográfico não destrutivo. Quanto ao grau de aplicação com
que a imagem metalográfica é visualizada, a metalografia está classificada em: macrográfico;
micrográfico.
2.3.6.1 - Ensaio metalográfico macrográfico
A macrografia consiste no estudo dos metais e suas ligas quando obtivermos uma
superfície, plana, lixada e atacada por um reativo adequado, cuja imagem obtida será
visualizada e interpretada. Esta visualização se fará a olho nu ou com uma ampliação de no
máximo dez vezes através de lupa. Alguns dos objetivos da macrografia é determinar do
material ensaiado, o tipo, a forma, o tamanho, o local e a intensidade das continuidades;
identificar o processo de fabricação da peça; zonas de alteração térmica provocadas por
soldagem ou tratamento térmico, etc.
2.3.6.2 - Ensaio metalográfico micrográfico
A micrografia consiste no estudo dos metais e suas ligas, quando obtivermos nos
mesmos uma superfície plana, lixada, polida, e atacada por um reativo adequando, onde a
imagem obtida nessa superfície, será visualizada com um grau de ampliação superior a dez
vezes, o que para tal, usa-se microscópio ótico ou microscópio eletrônico de varredura ou
microscópio de tunelamento A micrografia têm por objetivos determinar do material ensaiado,
o tipo de micro inclusão, a forma da grafita, o tipo de tratamento térmico ou termoquímico
sofrido, bem como da granulação, a microconstituição do material, etc.

78
Etapas metalográficas
Escolha da seção a ser cortada: Existem duas seções de corte: seção transversal e seção
longitudinal. A escolha da seção a ser cortada depende dos objetivos do ensaio, por exemplo:
o aspecto da seção longitudinal de barras com segregação depende da maneira pela qual o
corte seciona esse defeito. Assim sendo, não é prudente concluir que uma barra apresenta uma
segregação maior do que outra, conhecendo-se apenas sua seção longitudinal.
a
a
b
b
a - a b - b
FIGURA 2.40 - Influencia da localização de um corte longitudinal axial sobre o aspectode segregação.
Nota-se a diferença de aspecto em porcas cortadas transversal ou longitudinalmente
provenientes de barras com segregação central. Nas peças fundidas diretamente na sua forma
definitiva, o corte é guiado apenas pela forma da peça, preferindo-se contudo, com interesse
de alguma parte em especial, ou que secione transversalmente as suas arestas ou cantos vivos
para se apreciar a forma da estrutura dendrítica nesses pontos ou eventual existência de
pequenas fissuras.
Corte da amostra na seção escolhida: Vários meios de corte podem ser utilizados para a
realização do corte da amostra na seção escolhida, o que mais se adapta para o ensaio
metalográfico é o corte por abrasão a úmido. O corte por abrasão a úmido é feito com uma
cortadeira de disco abrasivo, sob condições nas quais a amostra não sofrerá deterioração de
sua estrutura. Os discos de corte consistem de um abrasivo, geralmente óxido de alumínio,
carbeto de silício ou diamante com diferentes granulometrias, dispersos em meio de material
sintético. O grão abrasivo e o meio de dispersão devem estar perfeitamente adaptados para

79
que permitam um corte preciso, isento de qualquer tipo de defeito da superfície da amostra.
Durante a operação de corte, deve-se tomar o máximo de cuidado para não danificar a
estrutura da amostra por: encruamento, deformação, locais de excessivos aquecimento (a mais
de 100 0C) em peças temperadas, pois estes fenômenos seriam mais tarde postos em evidência
pelo ataque, adulterando-se as conclusões do ensaio. A máquina de corte por disco abrasivo,
“cut-off” garante boa precisão do corte, possuindo um sistema de refrigeração e lubrificação
garantindo que a temperatura da superfície não ultrapasse a 100 0C e a rugosidade superficial
de corte seja reduzida.
Montagem da amostra: A montagem do corpo de prova tem por objetivos: facilitar o
manuseio de peças pequenas, evitar que as amostras danifiquem as lixas e o pano
metalográfico, evitar a formação de vários planos durante que influenciam na observação ao
microscópio, permitir que seja feito um estudo da periferia da amostra. A montagem do corpo
de prova se divide em: fixação e embutimento. A fixação é feita através de placas metálicas
fixadas com parafusos e porcas, e embutimento consiste em circundar a amostra com
baquelite, ou resinas plásticas auto-polimerizáveis, as quais consistem geralmente de duas
substâncias formando um líquido viscoso quando misturadas. Esta mistura é vertida dentro de
um molde plástico onde se encontra a amostra, polimezando-se após um certo tempo. A
reação de polimerização, é geralmente exotérmica atingindo temperaturas entre 50 a 120 0C,
com um tempo de endurecimento que varia de 0,2 a 24h, dependendo do tipo de resina e do
catalisador. (polimetacrilato de metila).
Marcação para identificação: A marcação de amostra serve para identificação e pode ser
feita com canetas especiais.
Lixamento da amostra na seção cortada: O lixamento da amostra é necessário para
diminuir o grau de rugosidade da superfície, melhorando com isso a qualidade da imagem
obtida. A lixa é uma ferramenta de corte por abrasão, onde o abrasivo é uma substância de
origem mineral, dura e resistente ao desgaste. Os abrasivos mais utilizados nas lixas são:
óxido de alumínio, carbeto de silício, carbeto de boro e diamante. As lixas são classificadas de
80
acordo com o tamanho dos grãos, segundo a norma ABNT MB-481. Na metalografia
utilizamos o lixamento via úmido pois evita o entupimento da lixa e a água serve como
refrigerante e lubrificante para o corte. Para a realização do lixamento metalográfico,
geralmente são utilizadas dois tipos de lixadeiras: Lixadeira Metalográfica Manual
Estacionária por Via Úmido, onde neste tipo de lixadeira o movimento de corte é realizado
pelo operador; Lixadeira Metalográfica Manual Rotativa por Via Úmido, neste tipo de
lixadeira o movimento de corte é realizado pelo operador e pelo movimento da lixa. Este tipo
de lixadeira divide-se em dois tipos:
Se a amostra foi cortada com a serra de disco, inicia-se o lixamento com lixa de grana
220. A verificação da rugosidade da superfície na prática é feita através do tato. A seqüência
de lixas para o lixamento é 120 - 180 - 240 - 280 - 320 - 400 - 500 - 600 - 1.000.
Na lixadeira manual, ao mudar de lixa, deve-se virar a amostra 90° em relação aos
riscos deixados pela lixa anterior, para aumentarmos o rendimento de corte. Na lixadeira
rotativa de prato, o movimento de corte durante o lixamento, deve ser do centro para periferia
e deve-se fazer um giro de 180° na amostra periodicamente, para evitar a formação de planos
inclinados, causados pela não uniformidade da velocidade de corte.
Polimento da amostra na seção lixada: O polimento se faz necessário para aumentar a
nitidez da imagem, pois os riscos e a deformação superficial deixados pelo lixamento
impedem a visualização correta da amostra no microscópio metalúrgico. O polimento pode ser
feito através de politriz mecânica ou eletrolítica. A politriz mecânica possui um prato giratório
sobre o qual, coloca-se o pano metalográfico (feltro) que serve de apoio para o abrasivo. Os
abrasivos mais utilizados são: óxido de cromo (Cr2O3), geralmente em bastão; óxido de
magnésio (MgO), encontra-se em bastão ou suspensão; óxido de alumínio (Al2O3 – alumina),
encontra-se em pasta ou suspensão e diamante sintético ou natural, encontra-se em bastão,
suspensão, pasta. O abrasivo varia de 5 à 0,25 µm e encontra-se na forma de pasta, suspensão
em água destilada, aerossol, e bastão. Destes agentes polidores a alumina e o diamante são os
mais utilizados para o polimento mecânico. O diamante se destaca como mais eficiente devido

81
suas características de granulometria, dureza, forma dos grãos e poder de desbaste. O
processo de polimento eletrolítico, permite obter por dissolução anódica de um metal em um
eletrólito e uma superfície plana.
Ataque com reativo adequado: A superfície da amostra, quando atacada por reagentes
específicos, sofre uma série de transformações eletroquímicas baseadas no processo de óxido
– redução, cujo aumento do contraste se deve às diferenças do potencial eletroquímico. São
formadas células locais onde os constituintes quimicamente menos nobres atuam como ânodo,
reagindo com o meio de ataque de maneira mais intensa que os mais nobres. Para o ataque
químico são usadas soluções alcoólicas de ácidos, bases e sais, bem como sais fundidos ou
vapores. As condições de ataque tais como composição química, temperatura e tempo, podem
ser variadas para atingir as mais diversas finalidades de contraste. O ataque químico ocorrem
principalmente em contornos de grãos por serem zonas de maior energia, têm uma reatividade
química maior que o interior do grão o que permite por em evidência,. A figura abaixo mostra
o esquema de um metal policristalino com os contornos de grão postos em evidência através
de ataque químico. As linhas com seta mostra a incidência de feixe de luz com a respectiva
reflexão.
FIGURA 2.41 - Esquema de um metal policristalino atacado quimicamente e com feixesincidentes e de reflexão de luz.
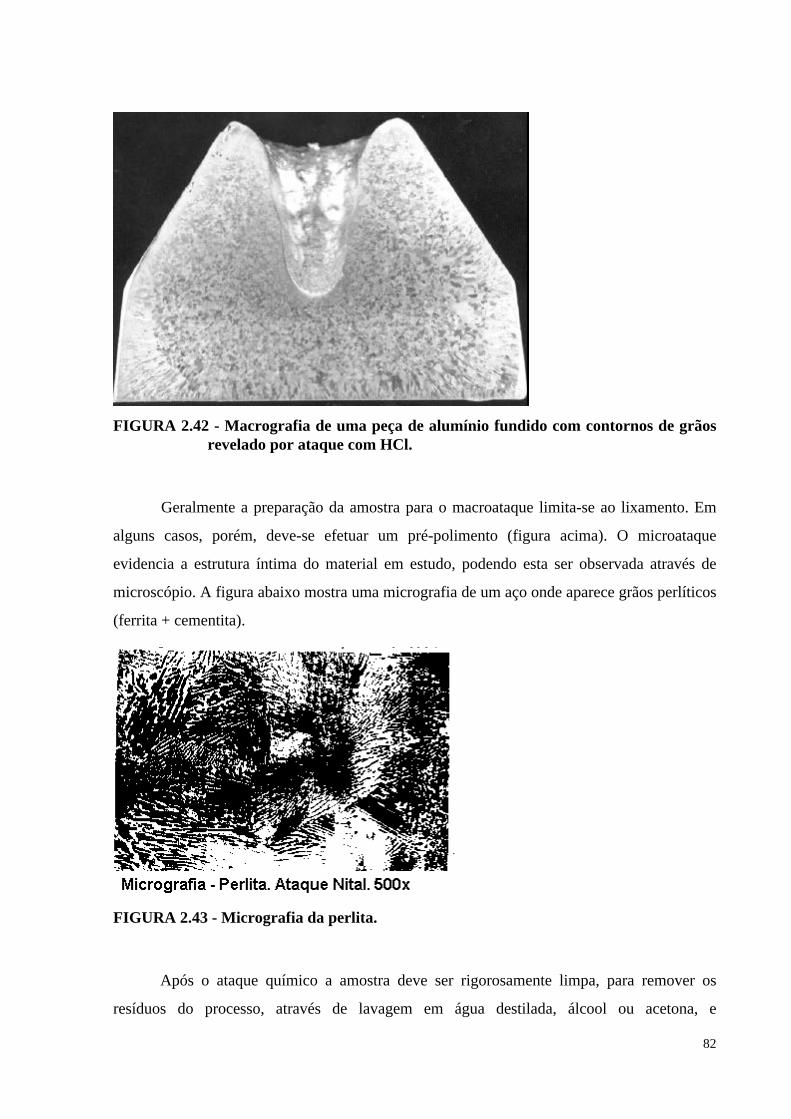
82
FIGURA 2.42 - Macrografia de uma peça de alumínio fundido com contornos de grãosrevelado por ataque com HCl.
Geralmente a preparação da amostra para o macroataque limita-se ao lixamento. Em
alguns casos, porém, deve-se efetuar um pré-polimento (figura acima). O microataque
evidencia a estrutura íntima do material em estudo, podendo esta ser observada através de
microscópio. A figura abaixo mostra uma micrografia de um aço onde aparece grãos perlíticos
(ferrita + cementita).
FIGURA 2.43 - Micrografia da perlita.
Após o ataque químico a amostra deve ser rigorosamente limpa, para remover os
resíduos do processo, através de lavagem em água destilada, álcool ou acetona, e

83
posteriormente seca através de jato de ar quente. As técnicas mais comuns de ataque são
descritas na tabela abaixo:
TÉCNICA DESCRIÇÃO
Ataque por imersãoA superfície da amostra é imersa na solução
de ataque, é o método mais usado.
Ataque por gotejamentoA solução de ataque é gotejada sobre a
superfície da amostra. Método usado com soluçõesreativas dispendiosas.
Ataque por lavagem
A superfície da amostra é enxaguada com asolução de ataque. Usado em casos de amostrasmuito grandes ou quando existe grandedesprendimento de gás durante o ataque.
Ataque por esfregação
A solução de ataque, embebida em umchumaço de algodão ou pano, é esfregado sobre asuperfície da amostra o que serve para remover ascamadas oriundas da reação.
Ataque – polimento
O polimento é efetuado, estando a amostraimersa na solução de ataque, a fim de evitar aformação de camadas oriundas da reação química.Este processo é usado com o polimento mecano-eletrolítico
• Soluções mais usadas na macrografia de metais ferrosos
REATIVO COMPOSIÇÃO
Reativo de iodo
Iodo sublimado – 10g
Iodeto de potássio – 20g
Água – 100 ml
Reativo de heynCloreto cuproamoniacal – 10g
Água – 120 ml
Reativo de ácidoclorídrico
Ácido clorídrico – 50 ml
Água - 50 ml
Reativo de ácidosulfúrico
Ácido sulfúrico – 20 ml
Água - 100 ml
Reativos de frey
Ácido clorídrico – 120 ml
Cloreto cúprico - 90 ml
Água - 100 ml
Reativo nitalÁcido nítrico – 1 - 5%
Álcool etílico – 99 - 95%

84
• Soluções mais usadas na micrografia de metais ferrosos
REATIVO COMPOSIÇÃO
Reativo nitalÁcido nítrico – 1 - 5%
Álcool etílico – 99 - 95%
Reativo de ácido pícricoÁcido pícrico – 4%
Álcool etílico - 96%
Reativo picrato de sódio
Ácido pícrico – 2 ml
Soda a 36o - 25 g
Água – 100 ml
O reativo de nital e de ácido pícrico não ataca a ferrita e nem a cementita, mas delineia os
contornos de grãos e colore escuro a perlita. A perlita escurece porque o reativo ataca a linha
de contato entre a ferrita e as lamelas de cementita. O reativo de picrato de sódio colore a
cementita, os carbonetos complexos dos aços-ligas e a esteadita dos ferros fundidos.
Interpretação depois do ataque: A tabela abaixo mostra algumas interpretações costumeiras.
ASPECTOS SIGNIFICAÇÃO PROVÁVEL
Pontinhos pretos mais ou menosagrupados numa secção.
Porosidade, em aço moldado.
Linhas com ramificações epequenas áreas escuras próximas ao centrode peças laminadas vistas em seçãotransversal.
Restos de vazio, (quando sua formatem certa simetria podem provir da rupturadurante o forjamento ou laminação).
Linhas pretas aparentementecontínuas internas oriundas da periferia.
Trincas ou inclusões grandesalinhadas.
Pontos ou bastonetes pretosdispostos irregularmente na secçãotransversal de peças laminadas ou forjadas,moles.
a) No ferro pudlado são asescórias maiores.
b) No ferro de pacote sãodefeitos de caldeamento ou partículas deescória dos pedações de ferro pudlado quecontiver.
Pontinhos escuros distribuídos comcerta regularidade por toda a secção excetojunto à periferia, material mole.
Ferro fundido maleabilizado.
Pequeninas áreas cinzentasarredondadas distribuídas uniformementepela secção, geralmente menos numerosas
Ferro fundido mesclado.

85
junto a periferia, material duro.
Linhas escuras orientadaslongitudinalmente
a) No aço, restos de vazio.
b) No ferro pudlado, escóriasgrandes.
c) No ferro de pacote, defeitosde caldeamento
Com reativo de iodo
Dificuldade grande em atacar asuperfície.
a) Aço de teor de carbonomuito baixo e bastante puro (pouco enxofree fósforo).
b) Aço rico em carbono etemperado em água.
c) Aço liga (inoxidável).
Escurecimento rápido da superfíciecom o depósito preto pulverilento.
Aparecimento de regiões detonalidades diferentes com a separaçãonítida (excluída a segregação, as alteraçõesde origem técnica, cementação edescarbonetação).
Material temperado e revenido outemperado grandemente.
a) Materiais vários caldeados.
b) Solda: emendasrestaurações.
Recomendações práticas para o manuseio de produtos químicos
O manuseio de produtos químicos sempre requer cuidados especiais. Praticamente
todos os produtos químicos, e também alguns metais, são perigosos para o organismo
humano, mesmo quando impuros. Os efeitos podem ser internos, causado por inalação ou
ingestão, ou externos, como distúrbios nos olhos ou na pele. Por este motivo, basicamente
para a preparação dos reagentes usados no ataque metalográfico, devem ser observadas as
medidas de segurança que se aplicam a qualquer laboratório químico. Algumas medidas de
segurança de maior importância:
• Todos os recipientes devem ser rotulados correta e visivelmente;
• Nunca despejar um produto químico, quando concentrado, diretamente no esgoto;
• Todas as substâncias críticas devem ser guardadas em ambientes refrigerados, à prova de
fogo e não exposto à luz;

86
• No manuseio de substâncias cáusticas (ácidos, bases, peróxidos, sais fundidos e soluções
salinas), os olhos, a pele e roupa devem ser protegidos por óculos, luvas e uniformes
adequados. Também vapores dessas substâncias sempre venenosos, devendo-se por isso
trabalhar em ambiente muito arejado. Em caso de emanação de gases venenosos, é
imprescindível o uso de máscaras adequadas;
• As soluções de substâncias ativas devem ser preparadas da seguinte maneira: sempre
colocar em primeiro lugar a água e em seguida, cuidadosamente, o produto químico;
• Substâncias combustíveis e explosivas (benzol, acetona, éter, nitratos, etc) não podem ser
aquecidas nem ser manipuladas na proximidade do fogo aberto;
• No trabalho com materiais tóxicos como berílio suas respectivas ligas, devem-se usar
luvas especiais.
• Ácido perclórico. Em concentração acima de 60% é facilmente combustível e explosivo.
Isto ocorre nas presença de materiais orgânicos ou metais facilmente oxidáveis como por
exemplo o Bi. Em conseqüência devem ser evitadas concentrações elevadas e o
aquecimento.
• Ácido fosfórico. As misturas desta substância com álcool podem provocar a formação de
dimetilsulfato, inodoro e insípido porem extremamente tóxico. Quando absorvido pela
pele ou inalado, mesmo com a máscara, pode causar conseqüências letais.
• Ácido fluorídrico. Não é somente um veneno para a pele e o aparelho respiratório, mas
também um corrosivo energético para o vidro. A amostra atacada por este reativo pode
danificar as lentes focais da objetiva do microscópio. Após o ataque com reativos à base
de ácido fluorídico, limpar perfeitamente a amostra pelo menos 15 minutos antes de levá-
la para observação microscópica.
• Óxido de cromo. As misturas de óxido de cromo VI com materiais orgânicos são
explosivas. Misturar com cuidado e não armazenar.

87
3 - AJUSTAGEM
3.1 - INTRODUÇÃO
Se partimos do pressuposto de que se haja o entendimento do fim a que se destina a
fabricação de uma peça ou elementos de um conjunto (máquina), vemos que não é possível
separar a metrologia, limagem, furação, desenho e matemática, etc. O termo ajustagem faz
parte de uma gama muito universal, visto que toda operação de desgaste (torneamento,
limagem, eletroerosão, etc. tem pôr característica três objetivos: 1) chegar a uma medida
respeitando a faixa de erros (tolerância) do projeto, que esta relacionada com a funcionalidade
da peça; 2) provocar uma forma de perfil, dentro ou fora de um eixo de simetria; 3) provocar
na superfície, um determinado grau de rugosidade (acabamento), relacionada com a condição
de trabalho que será sujeita a peça.
3.2 - DEFINIÇÃO
Após a fabricação de uma peça ou máquina, às vezes e quase que corriqueiramente, é
necessário fazer os ajustes finais, entretanto, não necessariamente os ajustes ocorrem no final
da fabricação, podendo ocorrer no início e também durante as etapas de fabricação. A
ajustagem pode ser considerada como processos simples de usinagem, pois consiste em retirar
parte de material e utilizar alguns instrumentos de medição, além de empregar ferramentas
comuns em oficinas. As limas, formões, traçadores, réguas, esquadros, serras manuais ou
mecânicas e furadeiras são as ferramentas mais comuns utilizadas na ajustagem. Existe um
variedade de tipos, cortes, formas, picadas e tamanhos de ferramentas. Isto deve-se ao fato de
haver milhares de diferente trabalhos de usinagem, cada qual podendo ser melhor executado
empregando-se a ferramenta apropriada para cada trabalho. Escolhendo a ferramenta
apropriada, executa-se o trabalho corretamente, ganha-se tempo, porque se trabalha
corretamente e em geral com mais rapidez, economia nas despesas e custo de produção e,
conseqüentemente, maior margem de lucro.

88
3.2.1 - LIMAGEM
Movimento continuo ou alternativo num processo de usinagem, destinado a obtenção
de superfície planas, curvas, rebaixos e furos em concordância ou não com o auxilio de limas.
A limagem acontece juntamente com o movimento alternativo de ida sob pressão considerada.
Na volta, provoca-se, paralelamente, avanços laterais e de recuo mútuo, já com leve pressão.
FIGURA 3.1 - Limagem.
Pode-se afirmar, na linguagem de um leigo, que existe tipos diferentes de lima: 1) para
superfície curva ou convexa; 2) para limar uma superfície curva ou côncava; 3) para limar
uma quina; para limar uma ranhura em entalhe ou um orifício quadrado ou redondo, etc.
3.2.1.1 - Critério para a escolha da ferramenta
Classe de metal ou material que se usina, formato, dureza do objeto ou da peça que se
vai limar, à colocação, tamanho e acabamento da superfície, canto ou entalhe, ranhura ou
orifício que se quer limar. A quantidade de metal que se deve ser rebaixada, assim como ao
espaço de tempo disponível para removê-lo, o grau de precisão requerido. Todas estas
condições estão intimamente relacionadas ao tipo, tamanho, material da ferramenta, picado da
lima, grau de corte e condições de usinagem.
O conjunto das irregularidades microgeométrica (rugosidade) esta muito entranhado na
operação do ajustador. O ajustador não pode se prender apenas à tarefa de atingir uma medida

89
(tolerância dimensional) e uma forma exigida pelo projeto. A qualidade de rugosidade de uma
superfície deve ser considerada, levando em conta vários requisitos como: preço, vida útil,
aspecto visual da superfície. O ajustador, levando em conta as exigências do projeto, fará a
escolha da lima tomando com base a classificação:
• Bastarda - para acabamento de desbastes;
• Bastardinha - para aplainamento;
• Murça - para acabamento liso.
Condições de limagem
As condições de usinagem no entanto devem ser a primeira orientação para maior
desempenho da usinagem que subdividimos em:
• Peça parada e a lima se movimenta. Todas as operações de corte a frente: numa só
direção, aplainamento e translimagem só se aplicam no caso da peça estar sem
movimento;
FIGURA 3.2 - Limagem em bancada.
• Peça e lima se movimentam. No caso de peça e lima se movimentarem (limagem no
torno), só se plica limagem em numa só direção fazendo o uso de lima de ângulo longo,
principalmente quando forem trabalhados com material duro. A lima murça ou serra de

90
engenho só presta para acabamento em materiais duros e macios, onde a pressão exercida
deve ser suave, visto que em materiais macios os cavacos riscam a superfície. Deve-se
considerar o sentido de corte que deve ser inverso da rotação da peca, ao mesmo tempo
que o avanço lateral da lima deve ser feito ao retorno. A planicidade de um eixo exigirá,
do torneiro, uniformidade contínua dos avanços laterais e de corte, conforme a figura
abaixo. Quando a limagem em torno tiver objetivo de ajustagem de eixos, pode-se fazer
uso de lixas fixas sob a lima com fim de não prejudicar a planicidade do cilindro e obter
polimento. Deve-se, ainda, ser considerar a velocidade de corte usada no torno visto que,
para diâmetros diferentes deverá haver uma compensação na rotação. A tabela abaixo
mostra alguns valores médios de velocidade de corte para cálculo de rotação de acordo
com a expressão: NV
Dc=
⋅320, onde N é o numero de rotação pôr minuto (rpm), Vc é a
velocidade de corte e D é o diâmetro da peça.
VELOCIDADE DE CORTE DA PEÇA A SER LIMADA NO TORNO
Material limado Velocidade de corte
Ferro fundido 50 m/min.
Aço reduzido para ferramenta 58 m/min.
Aço maleável 115 m/min.
Latão maleável 115 m/min.
FIGURA 3.3 - Limagem em torno.

91
lima de ângulo longo - Possui as bordas lisas de modo que pode-se fazer uso tanto da lima
dentes de lâmina (Nicholson), como a lima para torno, ambas de ângulo longo.
Aplicações da lima
Dependendo da sua geometria, comprimentos, largura, rugosidade e sua natureza (aço
carbono – vitrificada – diamantada - tungstênio), a lima pode ser usada nas mais diversas
operações de ajustagem, em bancadas ou máquinas operatrizes, satisfazendo os mais
criteriosos projetos. Ela se presta basicamente para: acabamentos lisos em tornearia;
aplainamento e concordância e matrizes e afiação.
3.2.1.2 - Classificação geral das limas
Pode-se classificá-las de acordo com a natureza do material da lima em:
• Limas vitrificadas: indicadas para remoção de pequenas imperfeições, arredondamentos
de cantos vivos, ferramentas para estampagem, assim como para melhorar a rugosidade
das matrizes em prensas quando em funcionamento na produção como por exemplo:
azulejos, pisos, etc., casos onde ocorre impregnação de pó cerâmico ou trincos nos
biscoitos cerâmicos. Com semelhança ao material dos rebolos (oxido de alumínio
especial), contudo apresentam formas de bastão de perfil, idênticos ao das limas de aço
carbono.

92
FIGURA 3.4 - Perfis de lima.
• Limas diamantadas: indicadas para todos tipos de arredondamentos de canto vivos em
ferramentas de metal duro. Podem ser com uma ou com duas bordas diamantadas.
• Limas aço-carbono: são limas feitas de aço com médio ou alto teor de carbono. Podem
ser: Agulhas - para serviços leves e dispensam o uso dos cubos de madeira. Elas tem por
objetivo a aplicação em trabalhos de precisão. Os perfis deste tipo de lima são: barrete,
chata paralela, paralela com dois cantos arredondados, triangular, quadrada, meia cana,
redonda, faca, oval. Mecânicas - existe mais de 3.000 tipos, tamanhos e picados de limas,
uma para cada trabalho específico, tornando-se a sua classificação complexa.
• Limas rotativas: Estas limas se usam adaptadas em um eixo flexível e se aplicam em dois
tipos de corte: “picadas a mão” e “fresadas”, ambas são de metal duro. As fresadas contém
carboneto de tungstênio. Em qualquer caso a aplicação é feita em acabamentos finais com
auxilio de dispositivos de rotação que dê em média 20.000 rpm.
FIGURA 3.5 - Limas rotativas.
• Limas especiais: As limas de corte simples se empregam, geralmente, excedendo-se
pouca pressão para se obter um acabamento liso de uma determinada superfície ou um fio

93
muito cortante na lamina de uma faca, em tesouras, em dentes de uma serra e outra
ferramenta de gume. As limas de corte duplo são usadas com mais pressão para remover
metal rapidamente em trabalhos que não exijam acabamento liso. O corte grosa consiste
em uma serie de dentes individuais produzidos por um cinzel na ponta, estreito e
semelhante a punção. É um picado muito tosco e usado principalmente em madeira, couro,
casco de animais, alumínio, chumbo e outros materiais.
A – limas serra de engenho são chamadas assim porque são empregadas amplamente na
afiação de serra de engenho ou circulares nas serrarias. Estas limas também tem utilidades
para afiar traçadores, facas de segadeiras mecânicas, assim como em trabalho de torno, para
aplanar com a lima atravessada em materiais de ligas de latão e bronze; e para acabamentos
lisos em geral;
B – Limas de ângulo longo para torno, com dentes cortados em ângulo muito mais longo que
o da limas serra de engenho;
FIGURA 3.6 - Limas especiais.

94
C – Lima dente em lâmina para alguns metais moles ou ligas, tais como o alumínio, o cobre,
o latão, bem como o plástico, borracha vulcanizada de madeira, que combina o desbaste
rápido domaterial com excelentes propriedades de alisamento. Conforme o seu nome indica,
estas limas são usadas amplamente pelos mecânicos em oficinas de concertos, por fabricantes
de automóveis, caminhões, tratores e de outras máquinas.
D – Limas para latão, (assim como a lima para alumínio), tem um corte inferior fino, de
ângulo longo, formando pequenas ondas que despedaçam a limalha, permitindo que a lima se
livre das aparas.
E - Grosa para alumínio. Para desbaste rápido do alumínio e ao mesmo tempo obter bom
acabamento.
F – Limas para aço inox tem propriedades excepcionais de resistência ao desgaste.
Empregadas de modo apropriado, com pouca pressão, passada lenta e constante retira o metal
rapidamente.
G – Limas para chumbo – Seus dentes baixo, e picado grosso, de corte simples e ângulo
curto, tem efeito de uma série de lâminas cortantes que desbastam o metal rapidamente sobre
pressão constante.
3.2.1.3 - Informações gerais
A tabela e a figura abaixo mostram informações ou características gerais de uma lima,
cuja linguagem nem sempre é igual em todo o território nacional.
FIGURA 3.7 - Características gerais das limas.

95
RELAÇÃO ENTRE PEÇA E LIMASPEÇAS LIMAS1 - Natureza do materiala ser trabalhado
SIMPLES – Aço macio CRUZADO – Aço duroPICADO DA LIMA CURVO – Aço macio e Aço duro TIPO GROSSA – Alumínio
2 - Grau de rugosidade dasuperfície (tipo deacabamento)
BASTARDAGRAUS DE CORTE BASTARDINHA MURÇA
3 - Perfil da superfície(desenho)
QUADRICULARESTIPOS TRIANGULARES CIRCUFERÊNCIAIS
4 - Linha de ação (L) detrabalho
COMPRIMENTO DA LIMA (C) C = ± 3L
3.2.2 - TRAÇAGEM
O traçado consiste em marcar, sobre a superfície exterior de uma peça de metal, linhas
para indicar o limite de desbaste, ou então os eixos de simetria de furos, ranhuras, etc. É uma
operação prévia do ajuste e usinagem . Do traçado depende a exatidão das operações restantes.
O traçado se divide em duas classe: no plano e no espaço.
3.2.2.1 -Tipos de traçado
• Traçado no plano. Chama-se assim ao traçado no qual todas as linhas assinaladas estão
sobre uma única superfície plana e reproduzem os contornos e detalhes de uma peça.

96
FIGURA 3.8 - Traçado no plano.
• Traçado no espaço. Chama-se assim ao traçado em peças nas três dimensões.
FIGURA 3.9 - Traçado no espaço.
3.2.2.2. - Materiais de traçagem
• Tintas para traçagem.
1) Tinta azul para traçagem para facilitar a predominância dos traçados numa
superfície. É um líquido preparado para uma grande variedade de superfícies, sendo também
muito útil na verificação do ajuste de peças das máquinas e outros deslizantes. Características:
tonalidade azul opaca que elimina reflexos evitar forçar as vistas; contraste do azul
proporciona legibilidade total do traçado; suporta refrigerantes de corte sem desgastar; suporta
calor produzido durante a usinagem; solúvel em álcool.

97
Exemplo:
Referência Starret Capacidade Característica
1611 420 ml Aerosol para uso geral
1610 - 32 900 ml Líquido para aplicação com pincel
2) Sulfato de cobre. Solúvel em água, o que proporciona à peça uma impressão de
cobre.
• Instrumento de medição (verificação).
paquímetros (calibres); graminho (traçadores); micrômetros, blocos padrões e relógio
comparador.
• Riscador.
É uma haste de aço, de ponta aguda endurecida pela têmpera. Os tipos mais usados
estão nas figuras. Deslizando-o, com ligeira pressão, sobre uma superfície de material mais
macio, será riscada ou traçada uma linha.
• Esquadro.
O esquadro é um instrumento com lâmina de aço que serve para o traçado de retas
perpendiculares, isto é, de retas que tenham entre si um ângulo de 90°. Existem vários tipos de
esquadros de acordo com sua finalidade e com o grau de precisão, conforme as figuras abaixo.
Plano de base de cabelo de lâminas
FIGURA 3.10 - Tipos de esquadro.

98
• Graminho e ou traçadores.
É uma das ferramentas mais utilizadas para traçar. É utilizada também para verificar
superfícies paralelas.
FIGURA 3.11 - Graminho.
• Transferidor (goniômetro).
É um instrumento utilizado para a medição, verificação e traçado de um ângulo
qualquer numa peça. Ajustando-se a régua e a base do goniômetro ao ângulo desejado
podemos traçar com o riscador o ângulo. Este instrumento possui graduações adequadas que
indicam a medida do ângulo formado pela régua e pela base. A unidade prática de medida
angular é o grau e no corpo está o traço de referência zero (0). Quando a base é perpendicular
à borda da régua, a referência “00” do arco coincide com o “900” do disco.
FIGURA 3.12 - Goniômetro.

99
• Compasso divisor.
O compasso divisor é geralmente um compasso de mola, tendo na extremidade das
duas pernas pontas finas para riscar. Para servir bem, estas pontas tem que ter o mesmo
comprimento de modo que a bissetriz do ângulo formado pelo comprimento esteja vertical à
superfície que se risca.
FIGURA 3.13 - Compasso.
• Mesa de desempeno.
A mesa de desempeno é uma mesa de ferro fundido retificada, usada para traços e
verificações de planos ou retas paralelas. Para que o graminho possa deslizar sobre a
superfície da mesa, esta deve estar lisa e limpa. Após o uso deve-se deixar a mesa com uma
ligeira camada de óleo.
• Régua de traços.
É uma lâmina de aço de faces planas e paralelas. Suas bordas ou seus fios são retos.
• Calços (elementos de fixação).
São utilizados no traçado e servem para proteger a mesa de desempeno das rebarbas,
ranhura, etc. De acordo com o seu destino os calços tem construção diversa, conforme a figura
abaixo.
FIGURA 3.14 - Calço de apoio simples e forma de T para grandes apoios.

100
3.2.3 - SERRAMENTO
Serramento significa separar uma peça em mais partes. No processo de serramento faz-
se uso de serras manuais ou mecânicas.
• Serramento manual. Para serrar manualmente é necessário adaptar a serra a um arco. O
arco é um instrumento ou suporte ao qual se fixa a lâmina de serra. Os arcos para lâminas
podem ser fixos ou extensíveis. A fixação da lâmina é conseguido por meio da borboleta
ou porca. Para trabalhos comuns são empregados lâminas de 16 e 22 dentes por polegadas
e a espessura da lâmina varia de 0,7 a 1,5 mm. As serras manuais devem ser,
preferivelmente finas, de 0,7 ou 0,81 mm. O comprimento das serras costuma variar de 8 a
24 polegadas medido-se pela distância entre os centros dos furos.
FIGURA 3.15 - Serra manual.
Antes de serrar, deve-se verificar se as pontas dos dentes da serra estão voltadas para a
borboleta (direção de corte) e suficientemente tensa, verificando também se a colocação da
serra está no plano do arco. Ao serrar, o cabo deve ser empurrado como a lima. Deve-se tomar
o cuidado que mais de um dente trabalhe.
FIGURA 3.16 - Direção de corte.
• Serramento mecânico. Pode ser circular ou contínuo.

101
Serramento Circular (Caso 1) - Processo no qual a ferramenta gira ao redor de seu eixo e
desloca-se em uma trajetória retilínea avançando transversalmente até a peça ser cortada;
Serramento Circular (Caso 2) - Processo no qual a ferramenta gira ao redor de seu eixo, em
uma posição fixa, e a peça desloca-se em uma trajetória retilínea, guiada, em direção a
ferramenta.
a) b)
FIGURA 3.17 - Serras circulares. a) caso 1; b) caso 2.
Serramento Contínuo - Processo no qual o material a ser serrado fica fixo, a ferramenta
(serra-fita), se desloca com movimento continuo em um circuito fechado, preso sob tensão
entre dois volantes e guiada por roldanas;
Serramento Contínuo (Recorte) - Processo no qual a ferramenta realiza um movimento
continuo e fixo em sua posição, o material a ser serrado é conduzido livremente, de maneira a
produzir o recorte desejado.

102
FIGURA 3.18 - Serras contínuas.
3.2.4 - FURAÇÃO
Movimento giratório contínuo que somado com avanço (movimento paralelo ao eixo
da broca) produz perfis cilíndricos. É um dos processos de usinagem muito simples,
entretanto deve-se ter alguns cuidados como: afiação correta da broca; marcar previamente os
furos com a punção de 90º; escolher o lubrificante que refrigere e proporcione melhores
condições de ataque; escolher a furadeira que dê melhor rendimento. O esquema abaixo
mostra as seqüências usuais para a furação
Determina-se a broca e diâmetrosEstuda-se o projeto
Calcula-se a rotação Monta-se a broca
Fixa-se a peça Escolha-se na máquina a rotaçãomais próxima do calculo
Estuda-se a refrigeração Executa-se o furo
Desmonta-se as partes Limpa-se a máquina
FIGURA 3.19 - Etapas da furação.
3.2.4.1 - Tipos de furação
• Furação de Centro - Processo de furação destinado à obtenção de furos de centro,
visando uma operação de usinagem posterior na peça;
• Furação em Cheio - Destinado a abertura de um furo cilíndrico numa peça, removendo
todo o material compreendido no volume do furo final, na forma de cavaco;

103
• Furação Escalonada - Processo de furação destinado à obtenção de um furo com dois ou
mais diâmetros, simultaneamente.
3.2.4.2 - Tipos de furadeiras
Pode-se considerar quatro categorias: portátil, bancada, coluna e de coordenadas.
• Furadeiras portátil - São necessárias nos casos em que os pontos a serem furados
encontram-se em locais de difícil acesso.
• Furadeira de bancada - São máquinas de pequenas dimensões onde o avanço da broca é
feito manualmente. O seu motor tem sua capacidade geralmente em torno de 0,5 CV.
FIGURA 3.20 - Furadeira de bancada.
• Furadeira de coluna - Neste tipo de furadeira a transmissão se faz de duas maneiras: por
polias em degraus e correias; por engrenagem cônicas.
FIGURA 3.21 - Furadeira de coluna.
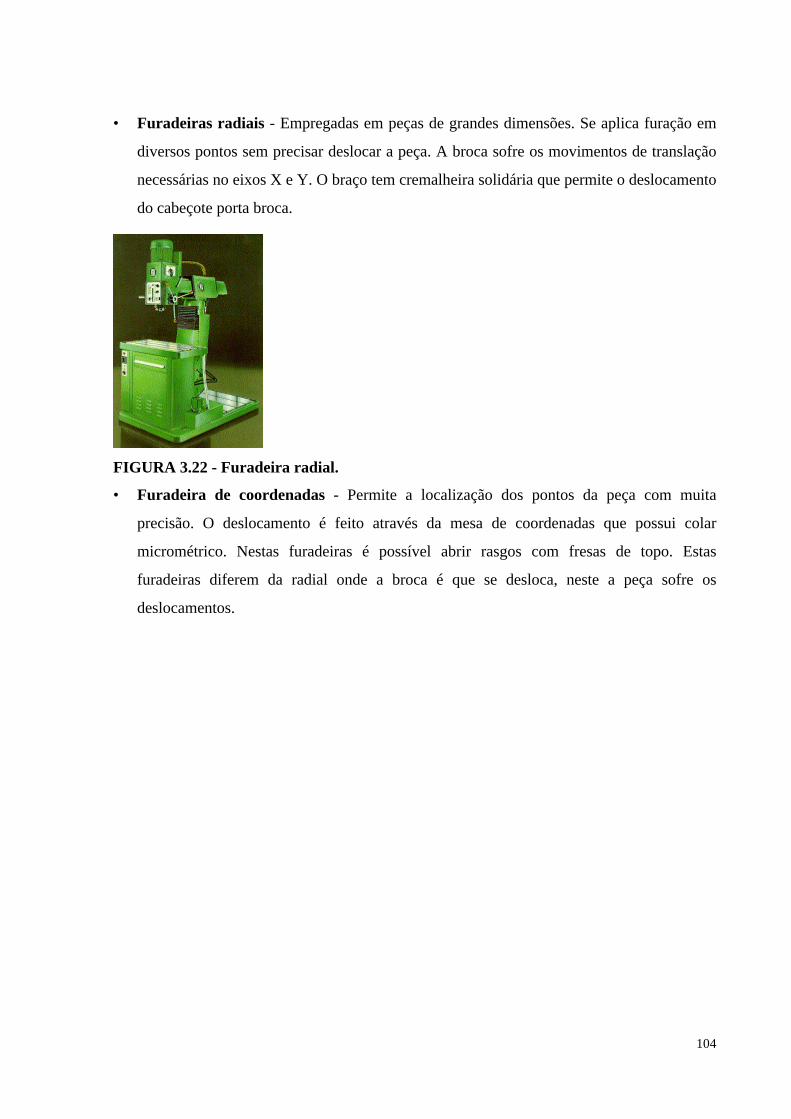
104
• Furadeiras radiais - Empregadas em peças de grandes dimensões. Se aplica furação em
diversos pontos sem precisar deslocar a peça. A broca sofre os movimentos de translação
necessárias no eixos X e Y. O braço tem cremalheira solidária que permite o deslocamento
do cabeçote porta broca.
FIGURA 3.22 - Furadeira radial.
• Furadeira de coordenadas - Permite a localização dos pontos da peça com muita
precisão. O deslocamento é feito através da mesa de coordenadas que possui colar
micrométrico. Nestas furadeiras é possível abrir rasgos com fresas de topo. Estas
furadeiras diferem da radial onde a broca é que se desloca, neste a peça sofre os
deslocamentos.

105
FIGURA 3.23 - Furadeira de coordenadas.
3.2.4.3 - Brocas
O objetivo da broca é promover a abertura de furos simétricos em aços, madeiras, etc.
Possui um corpo principal, sulcos de saída de cavaco e aresta de corte. É fabricada, em geral,
de aço ao carbono. Para trabalhos que exijam alta rotação, usam-se brocas de aço rápido. Estas
oferecem maior resistência ao corte e ao calor do atrito, desgastam-se menos, podem trabalhar
com mais rapidez, sendo, portanto mais econômicas. Atualmente, há brocas com camadas
externas revestidas com nitreto de titânio que conferem resistência ao desgaste.

106
FIGURA 3.24 - Broca.
Ponta da broca - É constituída por duas superfícies cônicas que no seu encontro, formam
aresta da ponta. O ângulo destas duas superfícies cônicas é denominado ângulo de ponta. A
ação da aresta é a de calçar o material, mediante a grande pressão causada pelo movimento de
avanço. A aresta da ponta não corta o material. A figura abaixo mostra, bem ampliado, o
aspecto da ponta de uma broca helicoidal. As duas superfícies cônicas da ponta da broca se
encontram com as superfícies dos canais, formando as arestas cortantes (fios ou gumes da
broca). O corte é produzido por estas arestas, onde: “c” é o ângulo do gume, “f” o ângulo de
folga ou incidência e “s” o ângulo de saída do cavaco também conhecido por ângulo de
ataque.
FIGURA 3.25 - Ponta da broca.
corpo de broca - Guias: São estreitas superfícies helicoidais que mantêm a broca do furo sem
produzir corte; Canais: São ranhuras helicoidais. Devido a esta forma helicoidal e ao giro da
broca, os cavacos produzidos pelas arestas cortantes vão sendo elevados e lançados para fora
do furo; Alma: É a parte central da broca entre os dois canais. A alma aumenta ligeiramente
de espessura à medida que se aproxima o haste, ou seja, os canais vão se tornando mais rasos.

107
Isso aumenta a resistência da broca, que é sujeita constantemente a um esforço de torção,
durante o corte. O corpo da broca diminui ligeiramente de diâmetro, a partir da ponta até a
haste na relação de 1:2000. Dessa maneira, a broca não se agarra à superfície do furo, quando
este for profundo.
Haste da broca - Destina-se à fixação da broca na máquina. Pode ser cilíndrica ou cônica.
Ângulo da ponta - Para trabalhos mais comuns, o ângulo da ponta deve ser de em torno de
115º.
Ligas leves e ferro fundido- 90º
Ferro fundido - 90º
Cobre e alumínio - 100º
Aços forjados- 125º
Aços duros - 150º
FIGURA 3.26 - Ângulo da ponta.
Ângulo de folga ou incidência - O ângulo de folga ou incidência deve ser de 9º a 15º nos
trabalhos mais comuns, todavia materiais especiais podem exigir ângulos diferentes.
Baquelite - 12º
Borracha e madeira - 12º
Ferro fundido e latão - 12º
Cobre e alumínio - 10º

108
Aço inoxidável - 6º
Aços duros - 6º
FIGURA 3.27 - Ângulo de folga.
3.2.4.4 - Parâmetros de furação
Velocidade de corte - É velocidade necessária para obter as melhores condições de trabalho
(rendimento) durante o corte. A velocidade de corte depende do material da ferramenta e
material da peça, sendo que a velocidade de corte é encontrado em tabelas de fabricantes de
brocas.
Rotação - É a rotação ideal para proporcionar o corte. A rotação ideal depende da velocidade
de corte e do diâmetro da broca. NV
Dc=
⋅π. Ex.: Qual a rotação necessária para abrir um furo
de diâmetro igual a 10mm, cujo Vc = 15m/min.
NV
Dc=
⋅=
⋅≅
π π
15.000 mmmin
10 mm rpm477

109
3.2.4.5 - Escareadores
O objetivo do escareador, como o próprio nome diz, é escarear furos simétricos para
rebaixar furos cilíndricos, de modo a formar um encaixe de alguns tipos de pinos com cabeça,
parafusos, rebites de cravação, etc. Na maioria das vezes, o escareador é utilizado logo após a
execução do furo. Em tais casos não há problema quanto a centragem. Retirando-se a broca, e,
montando-se o escareador. No caso do escareador cônico, desejando-se escarear um furo que
já tenha sido deslocado, pode-se fazer uma centragem simples que dá resultados aceitáveis.
Para isso, deixando-se ligeiramente frouxa a peça, aproximando-se do furo o escareador em
movimento, sem fazer pressão. A própria rotação do escareador centra o furo.
FIGURA 3.28 - Escareadores.
3.2.5 - ROSCAMENTO
O processo de roscamento consiste em fazer filetes padronizados obtidos em máquinas
operatrizes, com machos, cossinetes, em torno ou fresadora. Alguns sistemas:
1. Rosca Métrica – Sistema Internacional (S.I.). Esse sistema adota duas séries de roscas:
Rosca Métrica Normal e Rosca Métrica Fina.

110
2. Rosca Whitworth – Norma DIN 11. Este sistema estabelece as dimensões para roscas
Whitworth de série normal, adotando para as mesmas 3 classes de acabamentos: Classe Fina,
Classe Média, Classe Grossa (Normal).
3. Rosca Americana
FIGURA 3.29 - Pente para determinação de rosca.
Rosca Métrica Rosca Withworth
a) Crista Plana – Fundo Arredondado a) Crista Arredondada – Fundo Arredondado
b) Altura (Hm)
Hm = 0,69.passo
b) Altura (Hw)
Hw = 0,64.passo
c) Diâmetro do núcleo (Ø n)
Ø n = Ø ex – 2H
c) Diâmetro do núcleo (Ø n)
Ø n = Ø ex – 2H
d) Leitura : M12.1
M: Rosca Métrica
12: Ø ex
1 : Passo
d) Leitura: W3/8 – 16
W: Rosca Withworth
3/8: Ø ex
16: N° fios/polegada

111
Ø b = Diâmetro de brocas
Ø b = Ø n + 0,2
Exemplo: Qual o diâmetro da broca, para a abertura das roscas: M10x2 e W3/8 – 16
1- M10x2
Ø b = ?
Ø b = Ø n + 0,2
Ø n = Ø ex – 2H
Hm = 0,69.P
Hm = 1,38
Ø n = 10 – 2 . 1,38
Ø n = 7,24
Ø b = Ø n + 0,2
Ø b = 7,24 + 0,2
Ø b = 7,44mm
2- W3/8-16
P = 25 , 4
N° fios/pol.
P = 1,58
Hw = 0,64 . 1,58
Hw = 1,01mm
Ø n = Ø ex – 2H
Ø n = (3/8”) – 2,02
Ø n = (3/8”. 2,54 – 2,02
Ø n = 9,39 – 2,02
Ø n = 7,37
Ø b = Ø n + 0,2
Ø b = 7,37 + 0,2
Ø b = 7,5mm
3.2.5.1 - Machos
São ferramentas de aço de boa qualidade, temperados e revenidos. São providas de 3 a
4 ou mais rasgos, para ali se alojarem os cavacos durante o roscamento. Suas extremidades
são cônicas, para que as mesmas possam entrar no furo feito de acordo com o diâmetro do
núcleo da rosca. O rasgo da rosca é aberto gradativamente até atingir a sua profundidade
exigida. No caso de furos não vazados, o fundo da rosca nesta extremidade permanecerá
inutilizável. Para resolver estas dificuldades, geralmente, se empregam jogos de 3 peças.
FIGURA 3.30 - Macho desbastador.

112
Macho desbastador – Reconhecido pelo n° 1 , ou entalhe circular, ou por um colar na haste.
É cônico em certa porção, a partir da extremidade roscada, tendo por isso, alguns filetes
achatados;
Macho intermediário - n° 2 ou com dois entalhes circulares. Sua parede cônica é menor do
que a do macho n° 1, apresentando uns poucos filetes achatados;
Macho acabador - n° 3 ou com três entalhes circulares. Apresenta a entrada (cerca de dois
filetes achatados) cônicos, o restante do corpo apresenta dentes de perfil triangular de vértice
agudo.
Desandador - São dispositivos de aço para serem acoplados aos machos quando na
necessidade de abrir uma rosca , o desandador funciona como alavanca, que possibilita
imprimir o movimento de rotação necessário à penetração do macho no furo.
FIGURA 3.31 - Desandador.
3.2.5.2 - Cossinetes
São ferramentas utilizadas tanto em máquinas operatrizes como manualmente. Presta-
se a abertura de roscas no eixo. Há dois tipos: o de Entrada Helicoidal e os sem Entrada
Helicoidal.
Cossinetes de entrada helicoidal. São aplicadas nos rosqueamentos de alta produção em
tornos automáticos em materiais de cavacos longos. Cavacos: conduzidos no sentido do
avanço da ferramenta.

113
FIGURA 3.32 - Cossinete de entrada helicoidal.
Cossinetes sem entrada helicoidal São do tipo universal para trabalhos manuais, torno, torno
automático, quando são utilizados materiais que produzam cavacos curtos e quebradiços.
3.2.5.3 - Tipos de roscamento
Roscamento externo com cossinete. Processo utilizado para obtenção de filetes, por meio da
abertura sulcos helicoidais de passo uniforme em superfícies cilíndricas ou cônicas de
revolução. Neste caso a peça fica estática, e a ferramenta chamada cossinete, girando, avança
externamente, produzindo desta maneira a rosca.
FIGURA 3.33 - Roscamento externo com cossinete.

114
Roscamento externo com ferramenta de perfil múltiplo. Processo utilizado para obtenção
de filetes, por meio da abertura sulcos helicoidais de passo uniforme em superfícies cilíndricas
ou cônicas de revolução. Neste caso a peça gira, e a ferramenta de perfil múltiplo, avança
externamente produzindo desta maneira a rosca.
FIGURA 3.34 - Roscamento externo com ferramenta de perfil múltiplo.
Roscamento externo com ferramenta de perfil único. Processo utilizado para obtenção de
filetes, por meio da abertura sulcos helicoidais de passo uniforme em superfícies cilíndricas
ou cônicas de revolução. Neste caso a peça gira, e a ferramenta de perfil único, avança
externamente produzindo desta maneira a rosca.
FIGURA 3.35 - Roscamento externo com ferramenta de perfil único.
Roscamento externo com fresa de perfil múltiplo. Processo utilizado para obtenção de
filetes, por meio da abertura sulcos helicoidais de passo uniforme em superfícies cilíndricas
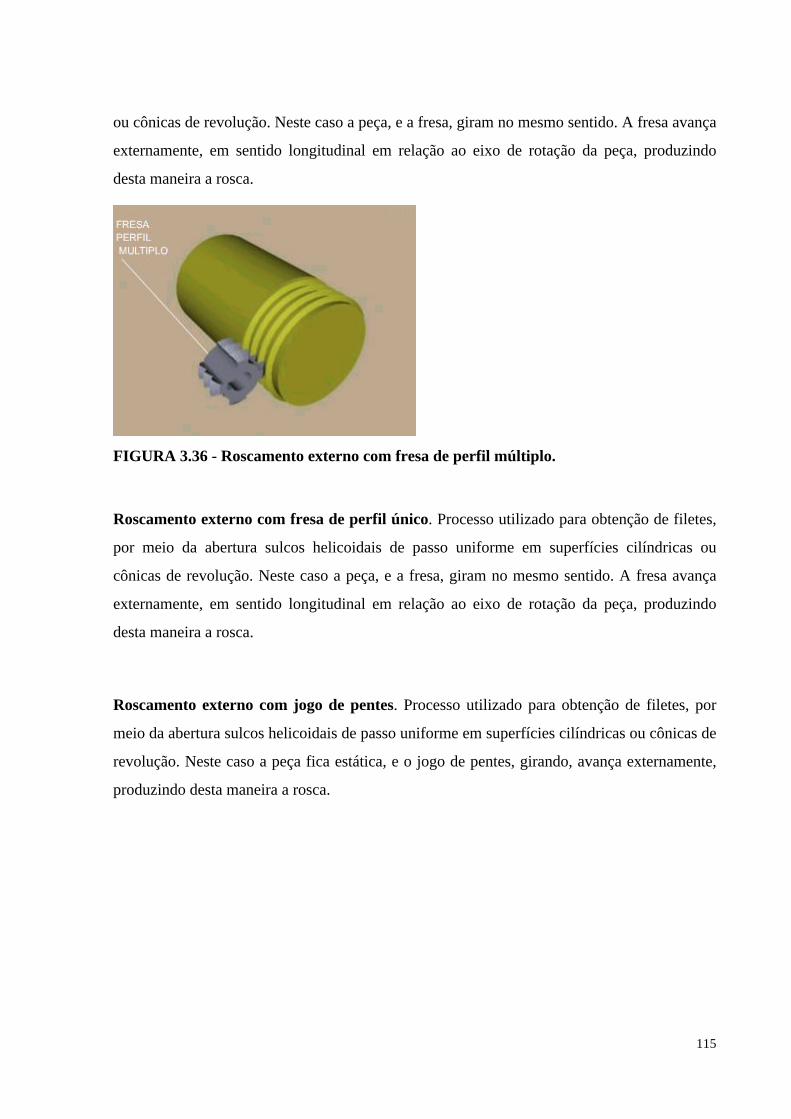
115
ou cônicas de revolução. Neste caso a peça, e a fresa, giram no mesmo sentido. A fresa avança
externamente, em sentido longitudinal em relação ao eixo de rotação da peça, produzindo
desta maneira a rosca.
FIGURA 3.36 - Roscamento externo com fresa de perfil múltiplo.
Roscamento externo com fresa de perfil único. Processo utilizado para obtenção de filetes,
por meio da abertura sulcos helicoidais de passo uniforme em superfícies cilíndricas ou
cônicas de revolução. Neste caso a peça, e a fresa, giram no mesmo sentido. A fresa avança
externamente, em sentido longitudinal em relação ao eixo de rotação da peça, produzindo
desta maneira a rosca.
Roscamento externo com jogo de pentes. Processo utilizado para obtenção de filetes, por
meio da abertura sulcos helicoidais de passo uniforme em superfícies cilíndricas ou cônicas de
revolução. Neste caso a peça fica estática, e o jogo de pentes, girando, avança externamente,
produzindo desta maneira a rosca.

116
FIGURA 3.37 - Roscamento externo com com jogo de pentes.
Roscamento interno com ferramenta de perfil múltiplo. Processo utilizado para obtenção
de filetes, por meio da abertura sulcos helicoidais de passo uniforme em superfícies cilíndricas
ou cônicas de revolução. Neste caso a peça gira, e a ferramenta de perfil múltiplo, avança
internamente produzindo desta maneira a rosca.
Roscamento interno com ferramenta de perfil único. Processo utilizado para obtenção de
filetes, por meio da abertura sulcos helicoidais de passo uniforme em superfícies cilíndricas
ou cônicas de revolução. Neste caso a peça gira, e a ferramenta de perfil único, avança
internamente produzindo desta maneira a rosca.
Roscamento interno com fresa. Processo utilizado para obtenção de filetes, por meio da
abertura sulcos helicoidais de passo uniforme em superfícies cilíndricas ou cônicas de
revolução. Neste caso a peça, e a fresa, giram em sentido oposto. A fresa avança internamente,
em sentido longitudinal em relação ao eixo de rotação da peça, produzindo desta maneira a
rosca.
Roscamento interno com macho. Processo utilizado para obtenção de filetes, por meio da
abertura sulcos helicoidais de passo uniforme em superfícies cilíndricas ou cônicas de
revolução. Neste caso a peça fica estática, e a ferramenta, girando, avança internamente,
produzindo desta maneira a rosca.

117
FIGURA 3.38 - Roscamento interno com macho.
118
4 - USINAGEM
4.1 - INTRODUÇÃO
A usinagem é um dos principais processos de fabricação de peças unitárias, séries
pequenas e em massa, que consiste na remoção de parte do material da peça (cavaco) com
ferramentas de geometria de corte definida. A maioria dos processos de usinagem é realizada
pelo tensionamento localizado de uma região da peça, através do movimento relativo entre a
ferramenta e a peça. Embora quase todos esses processo utilizem energia mecânica, alguns
dos processos mais recentes de remoção de metal empregam energia química, elétrica ou
térmica. A usinagem é empregada, geralmente, para produzir formas com elevada tolerância
dimensional, bom acabamento superficial e, freqüentemente, geometrias complexas. Os
processos de usinagem, no contexto atual da evolução, podem ser divido em duas categorias:
convencionais e não convencionais ou atípicos.
4.2 - PROCESSOS CONVENCIONAIS DE USINAGEM
Os processos de usinagem são ditos convencionais quando utilizam uma ferramenta de
corte e, em contato com a matéria-prima, fazem a remoção de material, por meio de corte ou
abrasão. Dentro desta categoria, as operações de usinagem de muita importância no aspecto da
produtividade e que se encontra freqüentemente em oficinas e fábricas são de torneamento e
de fresamento. Em virtude desta importância, estas duas operações serão descritas com mais
detalhes em outra unidade.

119
4.2.1 - AFIAÇÃO
Operação de usinagem por abrasão, através do qual são obtidos os ângulos finais e o
acabamento das superfícies de uma ferramenta de corte, com o propósito de habilitá-la para
sua função.
FIGURA 4.1 - Afiação.
4.2.2 - ALARGAMENTO
Processo destinado ao desbaste ou acabamento de furos cilíndricos ou cônicos, com
auxílio de ferramenta, geralmente, multicortante. Para tanto, a ferramenta ou a peça giram e a
ferramenta ou a peça se deslocam segundo uma trajetória retilínea, coincidente ou paralela ao
eixo de rotação da ferramenta. Tem por finalidade melhorar a precisão do furo cilíndrico ou
cônico após a furação com a broca (acabamento) ou para desbaste da parede de um furo .

120
FIGURA 4.2 - Cilíndrico de acabamento.
a) b)
FIGURA 4.3 - a) Cônico de acabamento, b) Cônico de desbaste.
4.2.3 - APLAINAMENTO
Processo de usinagem utilizado para obtenção de guias, perfis, ranhuras em T, rasgos
de chavetas geradas por um movimento retilíneo alternativo da peça e/ou da ferramenta, ou
para obtenção de superfícies cilíndricas de revolução, geradas por um movimento em torno do
próprio eixo da peça e um deslocamento retilíneo da ferramenta desbastante. Pode-se também
obter superfícies curvilíneas, geradas por um movimento retilíneo alternativo no sentido do
corte da peça e apresentando uma variação na altura da ferramenta.

121
FIGURA 4.4 - Aplainamento de guias.
FIGURA 4.5 - Aplainamento de perfis.
FIGURA 4.6 - Aplainamento de ranhuras T.

122
FIGURA 4.7 - Aplainamento de rasgos.
FIGURA 4.8 - Aplainamento de rasgo de chavetas.
FIGURA 4.9 - Aplainamento de superfícies cilíndricas de revolução.
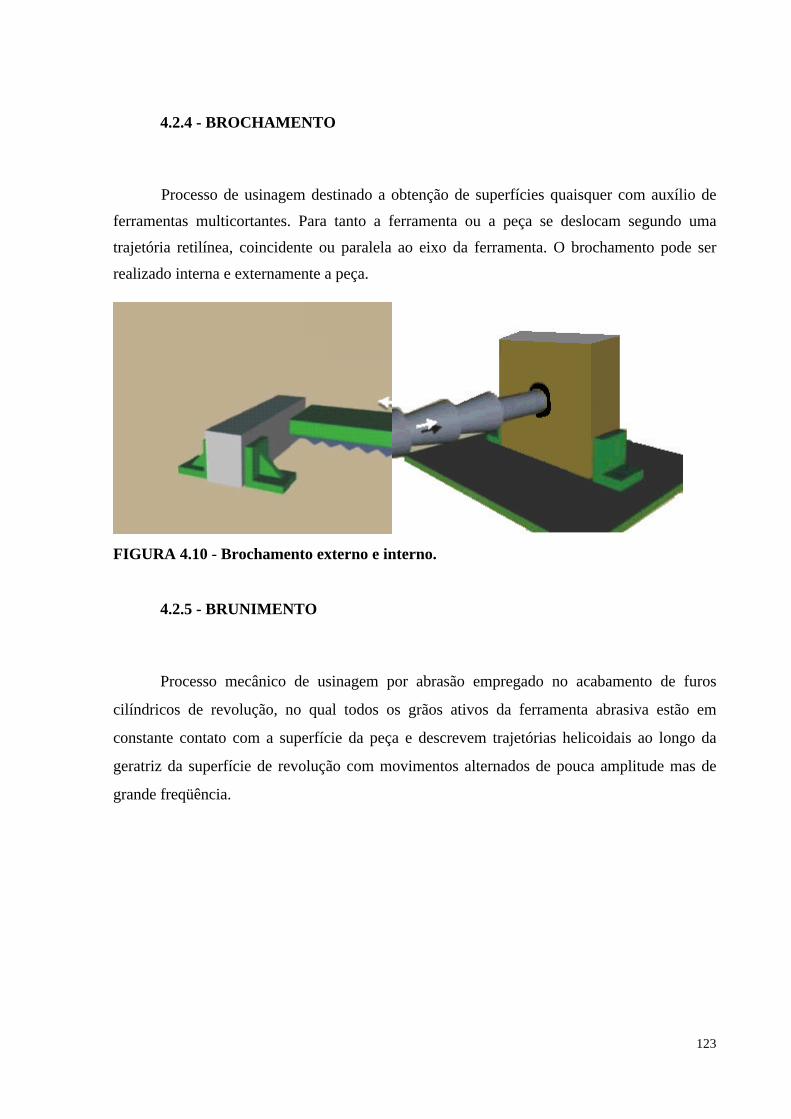
123
4.2.4 - BROCHAMENTO
Processo de usinagem destinado a obtenção de superfícies quaisquer com auxílio de
ferramentas multicortantes. Para tanto a ferramenta ou a peça se deslocam segundo uma
trajetória retilínea, coincidente ou paralela ao eixo da ferramenta. O brochamento pode ser
realizado interna e externamente a peça.
FIGURA 4.10 - Brochamento externo e interno.
4.2.5 - BRUNIMENTO
Processo mecânico de usinagem por abrasão empregado no acabamento de furos
cilíndricos de revolução, no qual todos os grãos ativos da ferramenta abrasiva estão em
constante contato com a superfície da peça e descrevem trajetórias helicoidais ao longo da
geratriz da superfície de revolução com movimentos alternados de pouca amplitude mas de
grande freqüência.

124
FIGURA 4.11 - Brunimento.
4.2.6 - DENTEAMENTO
Processo mecânico de usinagem geralmente executado por fresadoras, no caso
apresentado trata-se do processo denominado Renânia, onde o movimento da peça e da
ferramenta são sincronizados possibilitando maior produção de peças bem como exatidão em
suas medidas. O processo de Denteamento é destinado à obtenção de elementos denteados,
tais como engrenagens e cremalheiras, emprega uma ferramenta que transmite a forma do seu
perfil à peça com movimentos normais de corte e avanço. Pode ser conseguido basicamente
de duas maneiras:
a) formação: emprega uma ferramenta que transmite a forma do seu perfil à peça com
movimentos normais de corte e avanço.
b) geração: emprega uma ferramenta de perfil determinado, que com os movimentos normais
de corte, associados as características de geração produz um perfil desejado na peça.

125
FIGURA 4.12 - Denteamento.
4.2.7 - ESPELHAMENTO
Operação de usinagem por abrasão no qual é dado acabamento final da peça por meio
de abrasivos, associados a um porta-ferramenta específico para cada tipo de operação, com o
fim de se obter uma superfície especular. Pode ser cilíndrico ou plano.
FIGURA 4.13 - Espelhamento cilíndrico.
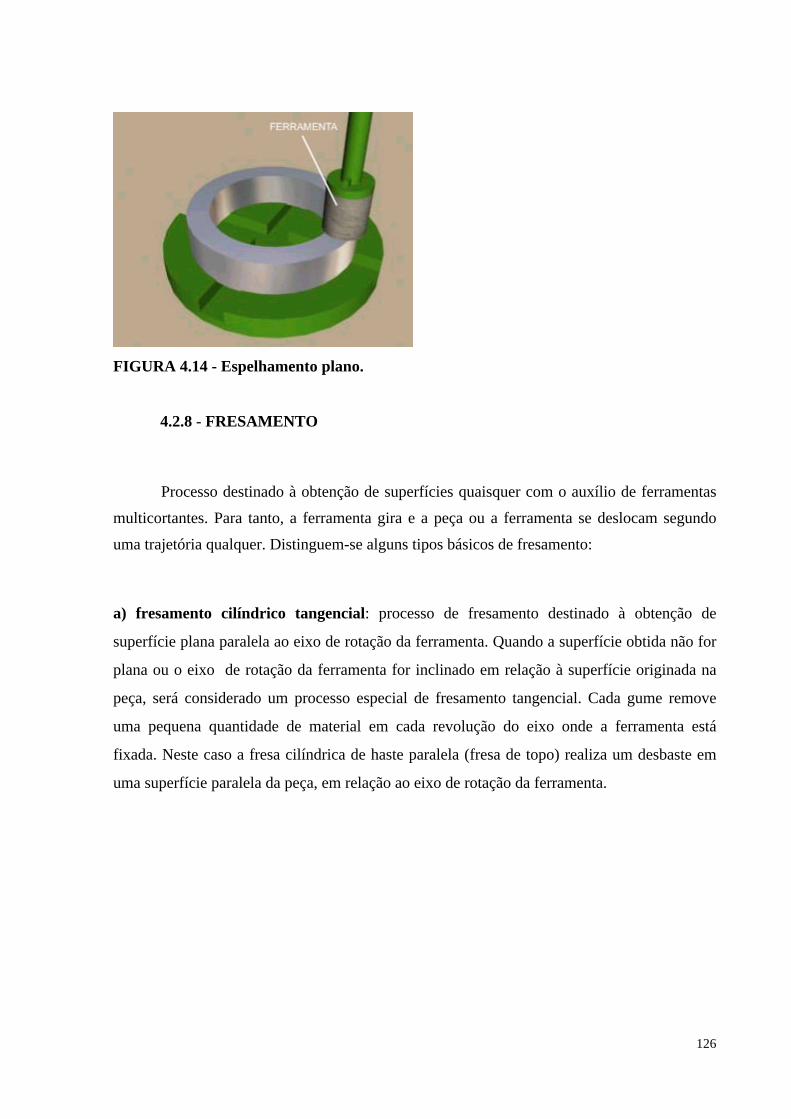
126
FIGURA 4.14 - Espelhamento plano.
4.2.8 - FRESAMENTO
Processo destinado à obtenção de superfícies quaisquer com o auxílio de ferramentas
multicortantes. Para tanto, a ferramenta gira e a peça ou a ferramenta se deslocam segundo
uma trajetória qualquer. Distinguem-se alguns tipos básicos de fresamento:
a) fresamento cilíndrico tangencial: processo de fresamento destinado à obtenção de
superfície plana paralela ao eixo de rotação da ferramenta. Quando a superfície obtida não for
plana ou o eixo de rotação da ferramenta for inclinado em relação à superfície originada na
peça, será considerado um processo especial de fresamento tangencial. Cada gume remove
uma pequena quantidade de material em cada revolução do eixo onde a ferramenta está
fixada. Neste caso a fresa cilíndrica de haste paralela (fresa de topo) realiza um desbaste em
uma superfície paralela da peça, em relação ao eixo de rotação da ferramenta.

127
FIGURA 4.15 - Fresamento cilíndrico tangencial de topo.
• fresamento tangencial concordante: no movimento concordante o esforço do corte tende
a arrancar a peça do dispositivo onde ela se encontra fixada.
FIGURA 4.16 - Fresamento tangencial concordante.
• fresamento tangencial discordante: no movimento discordante o esforço do corte tende
a empurrar a peça contra o dispositivo onde ela se encontra fixada.
FIGURA 4.17 - Fresamento tangencial disconcordante.

128
• fresamento tangencial de perfil.
FIGURA 4.18 - Fresamento tangencial de perfil.
b) fresamento frontal: processo de fresamento destinado a obtenção de superfície plana,
curvelínia ou canaleta, perpendicular ao eixo de rotação da ferramenta. Cada gume remove
uma pequena quantidade de material em cada revolução do eixo onde a ferramenta está
fixada. Nestes casos a ferramenta gira em torno de um eixo perpendicular à superfície da peça.
FIGURA 4.19 - Fresamento frontal.

129
FIGURA 4.20 - Fresamento frontal de canaleta.
• fresamento rabo de andorinha: neste caso a ferramenta é conhecida como fresa angular
e realiza uma usinagem trapezoidal chamada "rabo de andorinha".
FIGURA 4.21 - Fresamento frontal rabo de andorinha.
c) fresamento composto: há situações em que só duas operações ocorrem simultaneamente,
podendo ou não haver predominância de uma sobre a outra, denominada de fresamento
composto. Neste caso existem diferentes inclinações e diâmetros no perfil da ferramenta, que
realiza uma usinagem com variações na superfície da peça.

130
FIGURA 4.22 - Fresamento composto.
4.2.9 - FURAÇÃO
Operação destinado a obtenção de furos geralmente cilíndricos numa peça, com
auxílio de uma ferramenta multicortante. Para tanto, a ferramenta ou a peça giram e
simultaneamente a ferramenta ou a peça se deslocam segundo uma trajetória retilínea,
coincidente ou paralela ao eixo principal da máquina. A furação subdivide-se nas seguintes
operações:
a) furação em cheio: operação de furação destinado à abertura de um furo cilíndrico numa
peça, removendo todo o material compreendido no volume do furo final, na forma de cavaco.
No caso de furos de grande profundidade há necessidade de ferramenta especial.

131
FIGURA 4.23 - Furação em cheio.
b) escareamento: processo destinado à abertura de um furo cilíndrico numa peça pré-furada.
c) furação escalonada: operação destinada à obtenção de um furo com dois ou mais
diâmetros simultaneamente.
d) furação de centro: operação destinada a obtenção de furos de centro.
FIGURA 4.24 - Furação de centro.
e) trepanação: processo de furação em que apenas uma parte de material compreendido no
volume do furo final é reduzida a cavaco, permanecendo um núcleo maciço.
FIGURA 4.25 - Trepanação.

132
4.2.10 - JATEAMENTO
Processo de usinagem por abrasão no qual as peças são submetidas a um jato abrasivo,
para serem rebarbadas, asperizadas ou receberam um acabamento.
4.2.11 - LAPIDAÇÃO
Operação de usinagem por abrasão realizado com abrasivo aplicado por porta-
ferramenta adequado, com objetivo de obtenção de superfícies com baixa rugosidade
superficial.
FIGURA 4.26 - Lapidação.
4.2.12 - LIXAMENTO
Processo mecânico de usinagem por abrasão executado por uma lixa, ou seja, abrasivo
aderido a um substrato (pano, papel, etc.), que é movimentado com pressão contra a peça.
Pode ser manual ou mecanizada.
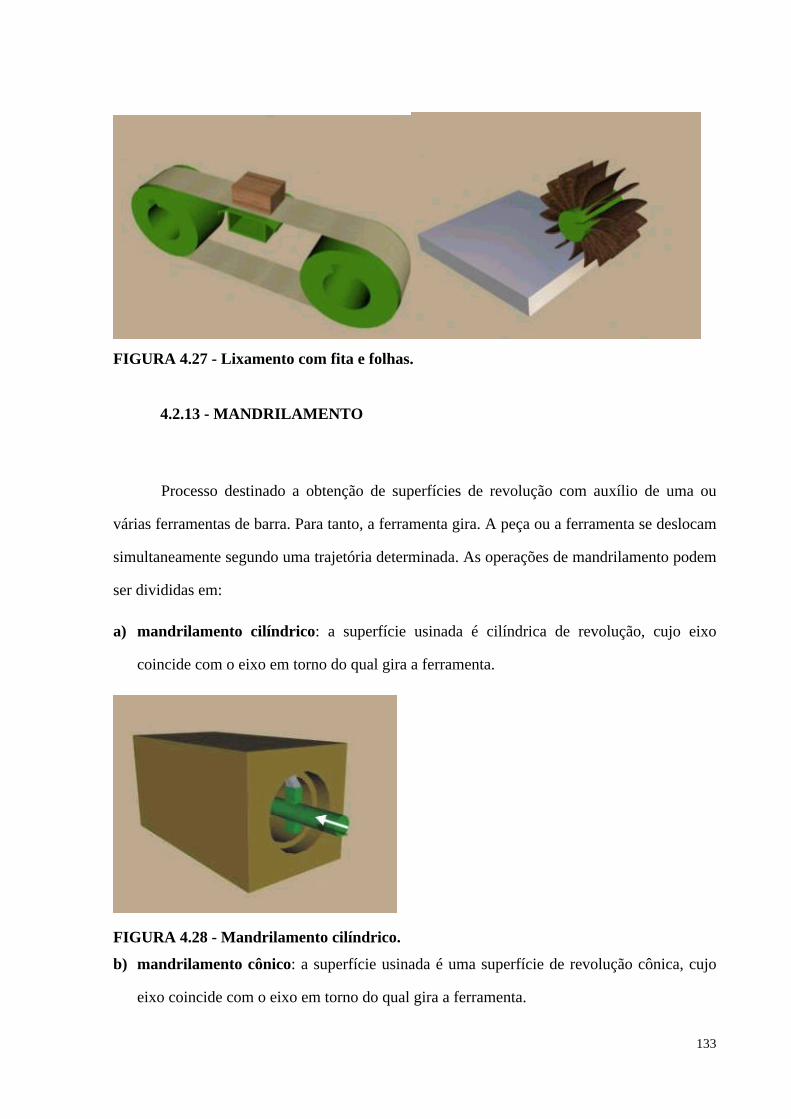
133
FIGURA 4.27 - Lixamento com fita e folhas.
4.2.13 - MANDRILAMENTO
Processo destinado a obtenção de superfícies de revolução com auxílio de uma ou
várias ferramentas de barra. Para tanto, a ferramenta gira. A peça ou a ferramenta se deslocam
simultaneamente segundo uma trajetória determinada. As operações de mandrilamento podem
ser divididas em:
a) mandrilamento cilíndrico: a superfície usinada é cilíndrica de revolução, cujo eixo
coincide com o eixo em torno do qual gira a ferramenta.
FIGURA 4.28 - Mandrilamento cilíndrico.
b) mandrilamento cônico: a superfície usinada é uma superfície de revolução cônica, cujo
eixo coincide com o eixo em torno do qual gira a ferramenta.
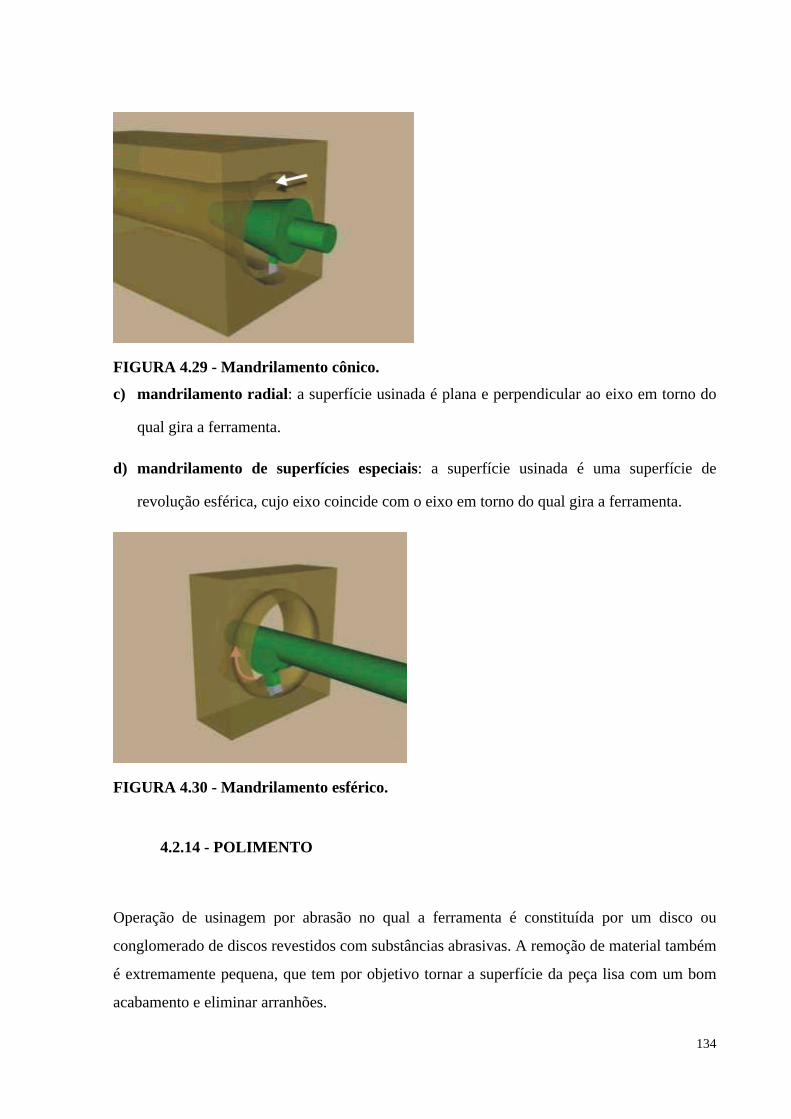
134
FIGURA 4.29 - Mandrilamento cônico.
c) mandrilamento radial: a superfície usinada é plana e perpendicular ao eixo em torno do
qual gira a ferramenta.
d) mandrilamento de superfícies especiais: a superfície usinada é uma superfície de
revolução esférica, cujo eixo coincide com o eixo em torno do qual gira a ferramenta.
FIGURA 4.30 - Mandrilamento esférico.
4.2.14 - POLIMENTO
Operação de usinagem por abrasão no qual a ferramenta é constituída por um disco ou
conglomerado de discos revestidos com substâncias abrasivas. A remoção de material também
é extremamente pequena, que tem por objetivo tornar a superfície da peça lisa com um bom
acabamento e eliminar arranhões.

135
FIGURA 4.31 - Polimento.
4.2.15 - ROSQUEAMENTO
Visa a obtenção de filetes, por meio de abertura de um ou vários sulcos helicoidais de
passo uniforme, em superfícies cilíndricas ou cônicas de revolução, Para tanto, a peça ou a
ferramenta gira e uma delas se desloca simultaneamente segundo uma trajetória retilínea
paralela ou inclinada ao eixo de rotação. O roscamento pode ser interno ou externo.
4.2.16 - RASQUETEAMENTO
Processo manual de usinagem destinado a ajustagem de superfícies de precisão com
auxílio de ferramenta monocortante. Este processo é usado para obtenção de embarramentos
de máquinas operatriz.
4.2.17 - RETIFICAÇÃO
Processo de usinagem por abrasão destinado à obtenção de superfícies com auxílio de
ferramenta abrasiva de revolução (rebolos). Para tanto a ferramenta gira e a peça ou a
ferramenta se desloca segundo uma trajetória determinada, podendo a peça girar ou não. A
retificação pode ser:

136
a) tangencial: retificação executada com a superfície de revolução da ferramenta.
• cilíndrica: retificação tangencial no qual a superfície usinada é cilíndrica. Esta superfície
pode ser externa ou interna, de revolução ou não.
• cônica: processo de retificação tangencial no qual a superfície usinada é uma superfície
cônica, podendo ser interna ou externa.
• de perfis: operação onde uma superfície qualquer é gerada
pelo perfil do rebolo.
• plana: processo onde a superfície retificada é uma superfície plana.
• sem centros: processo no qual a peça sem fixação axial é usinada por ferramentas
abrasivas de revolução, com ou sem movimento longitudinal da peça.
b) frontal: processo de retificação executado com a face do rebolo. É geralmente executada
na superfície plana da peça, perpendicularmente ao eixo do rebolo. A retificação frontal pode
ser com avanço retilíneo da peça ou com avanço circular da peça.
FIGURA 4.32 - Retificação cilíndrica com avanço radial. O rebolo avança
paralelamente a peça, girando e entrando em contato com a parte externa da
mesma removendo assim o material.

137
FIGURA 4.33 - Retificação cilíndrica interna com avanço circular.
FIGURA 4.34 - Retificação cilíndrica sem centro. A peça é conduzida pelo rebolo e
pelo disco de arraste. O disco de arraste gira lentamente e serve para imprimir
movimento giratório à peça e para produzir o avanço longitudinal da mesma.
FIGURA 4.35 - Retificação cilíndrica sem centro com avanço longitudinal. A peça é
conduzida pelo rebolo e pelo disco de arraste. O disco de arraste gira em torno
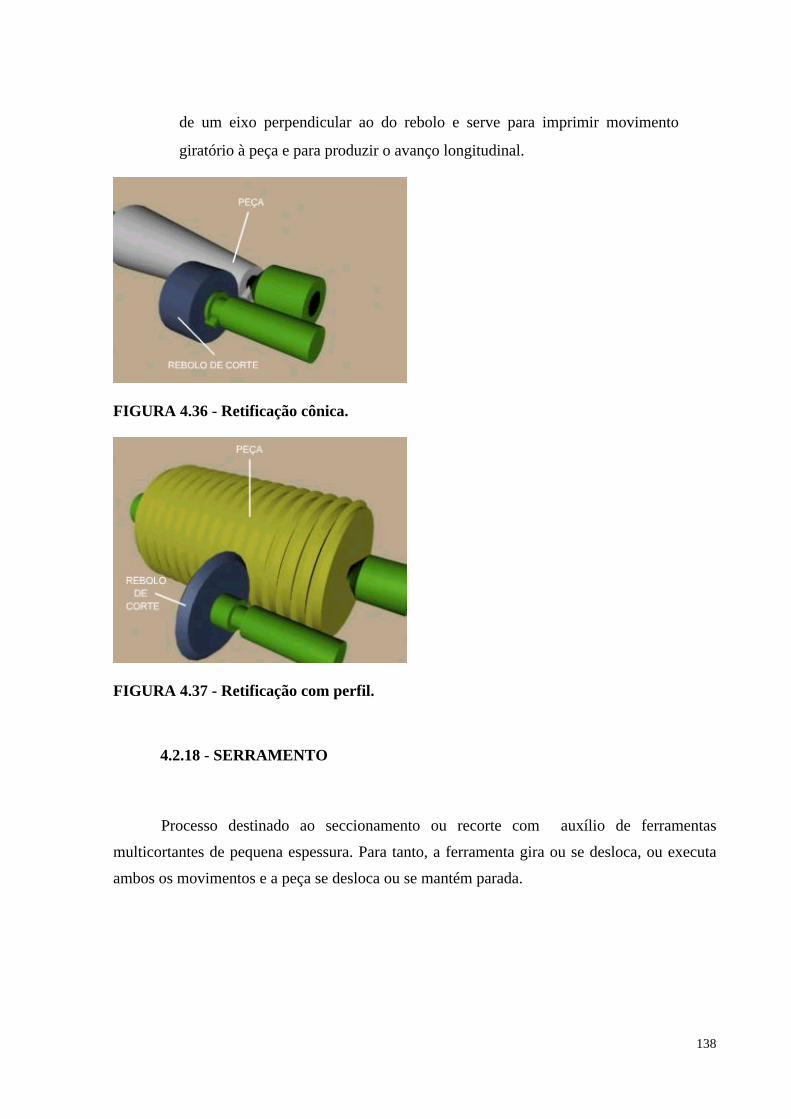
138
de um eixo perpendicular ao do rebolo e serve para imprimir movimento
giratório à peça e para produzir o avanço longitudinal.
FIGURA 4.36 - Retificação cônica.
FIGURA 4.37 - Retificação com perfil.
4.2.18 - SERRAMENTO
Processo destinado ao seccionamento ou recorte com auxílio de ferramentas
multicortantes de pequena espessura. Para tanto, a ferramenta gira ou se desloca, ou executa
ambos os movimentos e a peça se desloca ou se mantém parada.
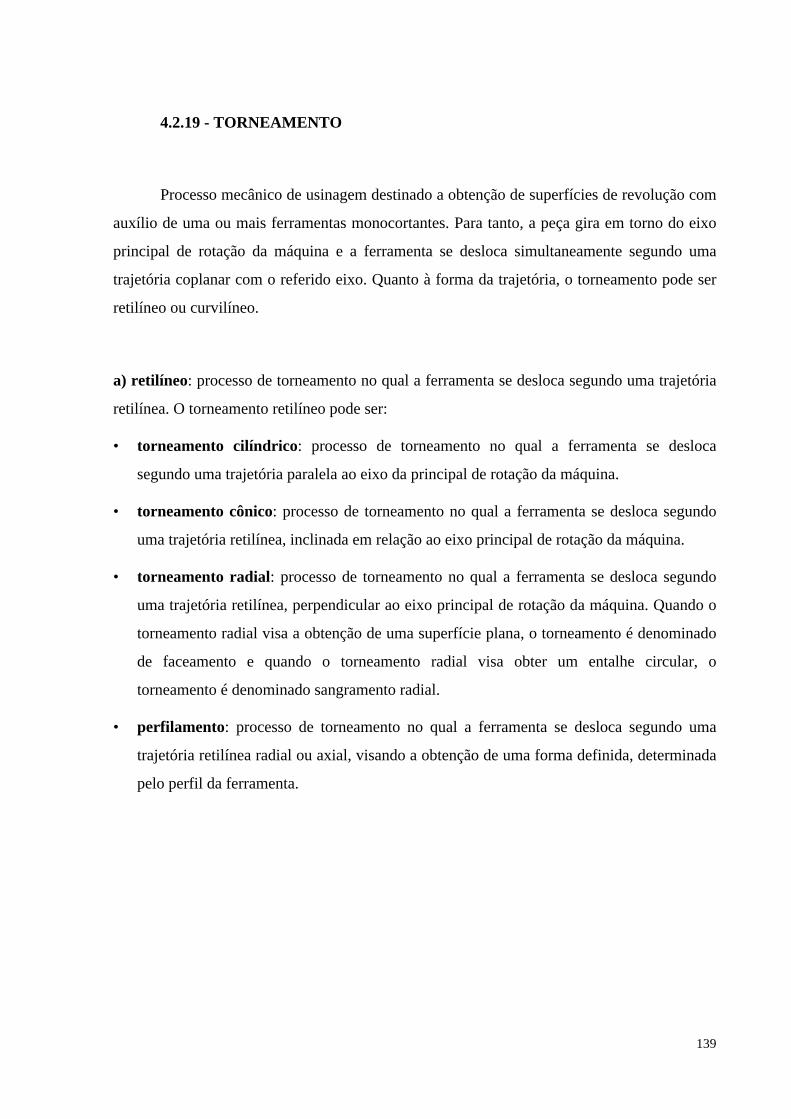
139
4.2.19 - TORNEAMENTO
Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com
auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça gira em torno do eixo
principal de rotação da máquina e a ferramenta se desloca simultaneamente segundo uma
trajetória coplanar com o referido eixo. Quanto à forma da trajetória, o torneamento pode ser
retilíneo ou curvilíneo.
a) retilíneo: processo de torneamento no qual a ferramenta se desloca segundo uma trajetória
retilínea. O torneamento retilíneo pode ser:
• torneamento cilíndrico: processo de torneamento no qual a ferramenta se desloca
segundo uma trajetória paralela ao eixo da principal de rotação da máquina.
• torneamento cônico: processo de torneamento no qual a ferramenta se desloca segundo
uma trajetória retilínea, inclinada em relação ao eixo principal de rotação da máquina.
• torneamento radial: processo de torneamento no qual a ferramenta se desloca segundo
uma trajetória retilínea, perpendicular ao eixo principal de rotação da máquina. Quando o
torneamento radial visa a obtenção de uma superfície plana, o torneamento é denominado
de faceamento e quando o torneamento radial visa obter um entalhe circular, o
torneamento é denominado sangramento radial.
• perfilamento: processo de torneamento no qual a ferramenta se desloca segundo uma
trajetória retilínea radial ou axial, visando a obtenção de uma forma definida, determinada
pelo perfil da ferramenta.

140
FIGURA 4.38 - Torneamento cilíndrico externo.
FIGURA 4.39 - Faceamento.
FIGURA 4.40 - Sangramento axial e radial.

141
FIGURA 4.41 - Perfilamento.
b) curvilíneo: processo de torneamento no qual a ferramenta se desloca segundo uma
trajetória curvilínea. Quanto à finalidade, as operações de torneamento podem ser
classificadas em torneamento de desbaste e torneamento de acabamento. Entende-se por
acabamento a operação de usinagem destinada a obter na peça as dimensões finais, ou um
acabamento superficial especificado, ou ambos. O desbaste é a operação de usinagem, anterior
a de acabamento, visando obter na peça a forma e dimensões próximas das finais.
FIGURA 4.42 - Torneamento curvilíneo.

142
4.3 - PROCESSOS NÃO CONVENCIONAIS DE USINAGEM
4.3.1 - USINAGEM QUÍMICA
A usinagem química tem como objetivo usinar metais pela sua dissolução em uma
solução agressiva, ácida ou básica, todo o processo se baseia na aplicação de algumas resinas,
na superfície do metal a ser trabalhado; após a secagem desta resina, as partes não expostas
são corroídas pelo banho químico. As etapas essenciais abrangem a limpeza da superfície, a
cobertura de proteção das áreas que não devem ser dissolvidas, o ataque com produtos
químicos e a limpeza final. A fresagem química se refere a usinagem química de grandes
áreas, tais como partes estruturais da indústria aeroespacial. O corte químico é utilizado para
corte ou estampagem de partes de folhas muito finas.
4.3.2 - USINAGEM POR FEIXE ELETRÔNICO
Consiste na usinagem de materiais, utilizando um feixe focalizado de elétrons a alta
velocidade. Os elétrons chocam-se com a peça a usinar, transformando sua energia cinética
em calor, o qual vaporiza uma pequena quantidade do metal. Este processo é realizado sob
vácuo.
FIGURA 4.43 - Usinagem por feixe de elétrons.
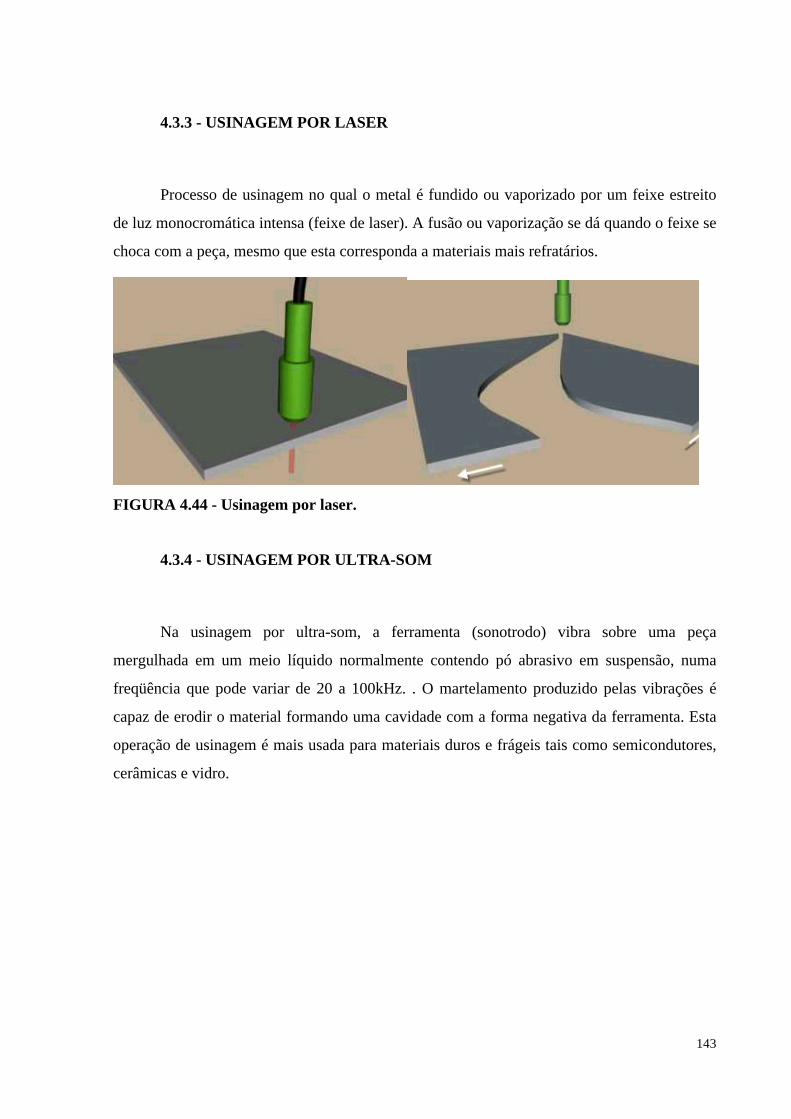
143
4.3.3 - USINAGEM POR LASER
Processo de usinagem no qual o metal é fundido ou vaporizado por um feixe estreito
de luz monocromática intensa (feixe de laser). A fusão ou vaporização se dá quando o feixe se
choca com a peça, mesmo que esta corresponda a materiais mais refratários.
FIGURA 4.44 - Usinagem por laser.
4.3.4 - USINAGEM POR ULTRA-SOM
Na usinagem por ultra-som, a ferramenta (sonotrodo) vibra sobre uma peça
mergulhada em um meio líquido normalmente contendo pó abrasivo em suspensão, numa
freqüência que pode variar de 20 a 100kHz. . O martelamento produzido pelas vibrações é
capaz de erodir o material formando uma cavidade com a forma negativa da ferramenta. Esta
operação de usinagem é mais usada para materiais duros e frágeis tais como semicondutores,
cerâmicas e vidro.

144
FIGURA 4.45 - Usinagem por ultra-som.
4.3.5 - USINAGEM ELETROQUÍMICA
É a remoção controlada de material por dissolução anódica em uma célula eletrolítica,
na qual o material a ser usinado é o ânodo e a ferramenta é o cátodo. Isto é semelhante ao
oposto de um processo de eletro-deposição. O eletrólito é bombeado através do espaço entre
os eletrodos, enquanto circula corrente contínua pela célula de baixa voltagem, para dissolver
o metal da peça. A UEQ é um processo a frio, que não provoca danos térmicos à peça, dando
como resultado uma superfície lisa e sem rebarbas. Entretanto, ela não apropriada para a
produção de cantos vivos ou cavidades com fundo chato. A retificação eletroquímica é uma
combinação da UEQ com a retificação abrasiva, na qual a maior parte do metal é removida
por ação eletrolítica. A REQ é utilizada com carbonetos duros ou ligas difíceis de serem
retificadas, onde se deve minimizar o desgaste do disco ou o dano na superfície.
4.3.6 - ELETROEROSÃO A FIO
Este processo tem como finalidade a usinagem de cavidade passantes e perfurações
transversais, confecção de placas de guias, porta-punções e matrizes (ferramentas de cortes,
dobras e repuxos). Um fio de latão ionizado, isto é, eletricamente carregado, atravessa a peça,
provocando descargas elétricas entre a peça e o fio, os quais cortam o material. Para permitir a
passagem do fio é feito previamente um pequeno orifício no material a ser usinado.

145
FIGURA 4.46 - Eletroerosão a fio.
4.3.7 - ELETROEROSÃO POR PENETRAÇÃO
É um método para produção de orifícios, ranhuras e outras cavidades. A remoção do
material é feita por intermédio de fusão ou vaporização, devido a faiscas elétricas de alta
freqüência. Estas são produzidas por pulsação controlada da corrente elétrica contínua entre a
peça e a ferramenta que pode ser chamada de eletrodo.
FIGURA 4.47 - Eletroerosão por penetração.

146
REFERÊNCIAS BIBLIOGRÁFICAS
1. Callister Jr., W. D. Materials science and engeneering: an introduction. N.Y: John Wiley
& Sons, Inc, 3a. ed., 1994.
2. Chiaverini, V. Aços e ferros fundidos. São Paulo: ABM, 1988, 6a ed, 576p.
3. Chiaverini, V. Tecnologia mecânica: estrutura e propriedades das ligas metálicas. São
Paulo: Makron Books do Brasil Editora Ltda. 2a. ed., v. 1, 2, 3, 1994.
4. Blass, A. Processamento de polímeros. Florianópolis: Editora da UFSC, 1988, 313p.
5. Padilha, A. F. Materiais de engenharia: microestrutura e propriedades. São Paulo: Hemus
Editora Limitada. 1997.
6. De Seabra, A. V. Metalurgia geral. Lisboa, Gráfica Laboratório Nacional de Engenharia
Civil, 1981, v.1, 503p.
7. Macorim, U. A. Manual do mecânico, Editora Cone, 1986.
8. Freire, J. M. Introdução às máquinas- ferramentas. R.J: Ed. Interciência Ltda. 2a. ed. v.2;
1989.
9. Freire, J. M. Instrumentos e ferramentas manuais. R.J: Ed. Interciência Ltda. 2a. ed. v.1;
1989.
10. Freire, J. M. Torneiro mecânico, Livros Técnicos e Científicos Editora S.A., 1983.
11. Ferraresi, D. Fundamentos da usinagem dos metais. São Paulo. Ed. Edgard Blücher Ltda,
1977.
12. Stemmer, C. E. Ferramentas de corte. Ed. da UFSC, Florianópolis, 1987.
13. Dieter, G. E. Metalurgia mecânica, R. J. Ed.Guanabara dois. 2a edição, 1981.
14. Colpaert, H. Metalografia dos produtos siderúrgicos comuns. São Paulo. Ed. Edgard
Blücher Ltda; 1974.
15. Fazano, C. A. T. Z. . A prática metalográfica. São Paulo. Editora Hemus Ltda. 1a edição,
1980.
147
16. Souza, Sérgio Augusto, Ensaios mecânicos de materiais metálicos. São Paulo. Ed. Edgard
Blücher Ltda. 5a edição, 1982.
17. Mahan, B. M., Myers, R. J. Química: um curso universitário. São Paulo, Ed. Edgard
Blücher Ltda., 1993, 582p.
18. Renau, R. G. Pastas y vidriados: en la fabricación de pavimentos y revestimientos
cerámicos. Castellón, Faenza Editrice Ibérica S.L., 1994.
19. Rühle, M.; Evans, A. G. High toughness ceramics and ceramic composites. Progress in
Materials Science. Oxford.
20. Thümmler, F.; Oberacker, R. Introduction to powder metallurgy. The Institute of
Materials, London, 1993.
21. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Grãos abrasivos aplicados em
lixas, MB-481, 1971.
22. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Ataque. NBR-8108.
23. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Determinação da resistência à
tração por compressão diametral de corpos de prova cilíndricos. NBR-7222, 1983.
24. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Resistência à tração simples
de argamassas e concreto por compressão diametral de corpos de prova cilíndricos. MB-
212. 1958.
25. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Metalografia, tratamentos
térmicos e termoquímicos das ligas ferrocarbono - terminologia. NBR - 8653. 1998.
26. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Determinação das
propriedades mecânicas à tração de materiais metálicos. NBR-6152, 1960.
27. BATISTA, V. J. Caracterização da tenacidade de materiais cerâmicos de pequenas
dimensões. Porto Alegre: PPGEMM, 1993. Dissertação (Mestrado em Engenharia) -
Escola de Engenharia, UFRGS.
28. GOLDENSTEIN, H.; MARQUES, K.; LUIZ, M. L. Caracterização mecânica e
microestrutural do compósito de matriz metálica (ZAMAK-5) reforçado com aço. Revista
Metalurgia & materiais. São Paulo, p. 1008-1014, outubro, 1994.
148
29. TUAN, W. H.; PANDOLFELLI, V. C.; BOTTA FILHO, W. J.; RODRIGUES, J. A.;
TOMASI, R. Processamento e projeto de microestrutura para compósitos cerâmica-metal.
Revista Metalurgia & materiais. São Paulo, p. 522-530, maio, 1994.
30. http://www.deq.eng.ufba.br/polimeros/ensaios.html
31. http://bibvirt.futuro.usp.br/acervo/matdidat/tc2000/tecnico/ensaios/ensaios.html
32. http://www.ufrgs.br/ldtm/schenck/





























