Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DO CEARÁ
CENTRO DE TECNOLOGIA
CURSO DE ENGENHARIA CIVIL
THIAGO JOSÉ BOMFIM PLUTARCO NOGUEIRA
A ALVENARIA ESTRUTURAL COMO UM PROCESSO CONSTRUTIVO
POTENCIALMENTE ENXUTO – UMA VISÃO A PARTIR DA LEAN
CONSTRUCTION
FORTALEZA
2010
ii
THIAGO JOSÉ BOMFIM PLUTARCO NOGUEIRA
A ALVENARIA ESTRUTURAL COMO UM PROCESSO CONSTRUTIVO
POTENCIALMENTE ENXUTO – UMA VISÃO A PARTIR DA LEAN
CONSTRUCTION
Monografia submetida à Coordenação do
Curso de Engenharia Civil da Universidade
Federal do Ceará, como requisito parcial para a
obtenção do grau de Engenheiro Civil.
Orientador: Prof. Luiz Fernando Mählmann
Heineck
FORTALEZA
2010
iii
iv
THIAGO JOSÉ BOMFIM PLUTARCO NOGUEIRA
A ALVENARIA ESTRUTURAL COMO UM PROCESSO CONSTRUTIVO
POTENCIALMENTE ENXUTO – UMA VISÃO A PARTIR DA LEAN
CONSTRUCTION
Monografia submetida à Coordenação do Curso de Engenharia Civil da Universidade Federal
do Ceará, como requisito parcial para obtenção do grau de Engenheiro Civil.
Aprovada em 01/12/2010

v
RESUMO
O trabalho parte de uma rediscussão das principais áreas de concentração dos esforços lean,
partindo dos 11 princípios de Koskela de 1992, alargando-se para uma série de características
lean. Mostra-se como a alvenaria estrutural propicia a aplicação imediata destes 11 princípios.
O trabalho ilustra fortemente cada uma das áreas e como isto tem sido explorado nas
aplicações de alvenaria estrutural. A metodologia utilizada é basicamente um estudo teórico
sobre os métodos de construção em alvenaria estrutural, assim como um estudo, também
teórico, da Construção Enxuta. Busca-se confrontar as ideias dos dois temas para que se possa
mostrar a adequabilidade da Alvenaria Estrutural a Lean Construction. Conclui-se pela
necessidade de operacionalizar a aplicação destes conceitos lean em duas áreas ainda menos
exploradas, que são o aumento de valor para o cliente e a melhoria da qualidade de vida para
os operários durante o processo de execução dos prédios em alvenaria estrutural.
Palavras-chaves: Fluxo, valor, melhoria contínua, Alvenaria estrutural.
vi
LISTA DE FIGURAS
Figura 2.1 – Casa do Sistema Toyota de Produção. ................................................................... 6 Figura 2.2 – Produção como um fluxo. ...................................................................................... 9 Figura 2.3 – Argamassa de Assentamento. Fonte: Desconhecida. ........................................... 13 Figura 2.4 – Argamassa de assentamento em alvenaria de vedação. Fonte: Banco de
Imagens do MEHIS. ................................................................................................................. 13
Figura 2.5 – Obra em alvenaria estrutural. Fonte: (Carvalho, 2010)........................................ 15 Figura 3.1 – Ausência do uso de fôrmas. ................................................................................. 18 Figura 3.2 – Eletrodutos e caixas elétricas assentadas em paralelo à elevação da
alvenaria.................................................................................................................................... 19
Figura 3.3 – Vergas e contra-vergas que utilizam os próprios blocos cerâmicos na
elevação da alvenaria. Fonte: Banco de Imagens MEHIS........................................................ 19 Figura 3.4 – Empresa que fornece blocos cerâmicos estruturais paletizados. .......................... 21 Figura 3.5 – Laje preparada para iniciar a marcação da alvenaria, com todas as
tubulações já devidamente posicionadas. Fonte: ABCP. ......................................................... 24 Figura 3.6 – Fiadas alternadas iguais. Fonte: Banco de Imagens MEHIS. .............................. 25 Figura 3.7 – Andaime para facilitação do trabalho. Fonte: ABCP. .......................................... 26
Figura 3.8 – Ferramentas básicas da alvenaria estrutural. Fonte: ABCP. ................................ 29 Figura 3.9 – Escantilhão como referência para o nível das fiadas. Fonte: ABCP. ................... 30 Figura 3.10 – Heijunka Box, uso de kanban. Fonte: (HEINECK, 2009). ................................ 30
Figura 3.11 – Recipiente especial para grauteamento. Fonte: Desconhecida. ......................... 31 Figura 3.12 – Gabarito regulável para janelas. Fonte: ABCP. ................................................. 31
Figura 3.13 – Ilustração de um painel Andon a ser posicionado na sala técnica da obra. ........ 32
Figura 3.14 – Atividades em paralelo. Fonte: Banco de Imagens MEHIS. ............................. 34
Figura 3.15 – Coordenação modular em alvenaria. Fonte: (GREVEN, 2007). ........................ 35 Figura 3.16 – Transporte em pequenos veículos apropriados. Fonte: (PINI, 2009)................. 36
vii
SUMÁRIO
1 INTRODUÇÃO .............................................................................................................. 1
1.1 Objetivos .......................................................................................................................... 2
1.1.1 Objetivo geral .............................................................................................................. 2
1.1.2 Objetivos específicos ................................................................................................... 2
1.2 Metodologia ..................................................................................................................... 3
1.3 Estrutura do Trabalho ...................................................................................................... 3
2 FUNDAMENTAÇÃO TEÓRICA .................................................................................. 4
2.1 O Sistema Toyota de Produção ....................................................................................... 5
2.2 Construção Enxuta ........................................................................................................... 9
2.3 Alvenaria Estrutural ....................................................................................................... 12
3 CRUZAMENTO DAS CARACTERÍSTICAS DA CONSTRUÇÃO ENXUTA
COM AS DA ALVENARIA ESTRUTURAL ......................................................................... 17
3.1 Os 11 Princípios de Koskela .......................................................................................... 17
3.2 Características Lean Aplicadas à Alvenaria Estrutural ................................................. 23
4 CONCLUSÕES ............................................................................................................ 38
REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................................... 39
1
1 INTRODUÇÃO
Nos últimos anos, pode-se perceber a competitividade entre as empresas de vários
setores da economia, inclusive a construção civil. (COSTA; BARROS NETO, 2010).
Atualmente os consumidores exigem cada vez mais produtos e serviços de melhor qualidade e
menor custo, o que aumenta a competição para que as empresas conquistem seus clientes
(DAVIS et. al., 2001). Pode-se afirmar que uma das formas de uma empresa de construção
tornar-se mais competitiva é o uso de sistemas construtivos que tenham características de
racionalidade e sejam favoráveis às boas práticas de gestão. Dentre os sistemas construtivos
mais presentes na construção civil pode-se citar a alvenaria estrutural. Este sistema tem se
mostrado aplicável para a construção de habitações residenciais de múltiplos pavimentos,
principalmente no que se refere a construções para famílias de baixo e médio poder aquisitivo,
pois, para consumidores de alto padrão, a flexibilidade arquitetônica dificulta, porém não
impede, o uso do sistema. Clientes com elevado poder aquisitivo exigem amplos espaços
(aumento de vãos). Porém, segundo Peixoto (2005), que elaborou um acurado estudo sobre o
uso de alvenaria estrutural em vários edifícios da cidade de Fortaleza, “A conclusão obtida foi
que todos os edifícios, independente da área privativa, são passíveis de serem executados em
alvenaria estrutural”.
Paralelamente ao surgimento de novas tecnologias construtivas, as novas
filosofias gerenciais no setor da construção, principalmente a proveniente do Sistema Toyota
de Produção (STP), também tem experimentado um aumento de interesse por parte dos
construtores modernos, influenciados pelos acadêmicos estudiosos do assunto. A nova
filosofia de produção derivada das fábricas da Toyota é denominada de Lean Manufacturing
(Produção Enxuta) que, quando aplicada à construção civil, recebe o nome de Lean
Construction (Construção Enxuta). Segundo Formoso (2003) no início da década de 90,
pesquisadores começaram a introduzir na construção civil um novo referencial teórico
abordando a gestão de processos, o que passou a ser denominado de Lean Construction ou
Construção Enxuta.
Nascida no chão das fábricas japonesas devido à necessidade de redução de
custos, aumento da produtividade, redução de defeitos, entre outros motivos, a Lean
Manufacturing se utiliza de diversos princípios e métodos de gerenciamento de produção que
a torna mais eficiente que a até então filosofia de produção dominante: a Produção em Massa.
2
Esta é proveniente das montadoras automotivas norte americanas (WOMACK; JONES,
2004).
Neste contexto, o uso de novas tecnologias construtivas e a adoção de um melhor
sistema de gestão da produção é de primordial importância para o aumento da
competitividade das empresas do setor, o que torna necessário compatibilizar as novas
tecnologias com o sistema de gestão desejado.
É obvia a afirmação de que cada processo construtivo apresenta características
diferentes, assim como cada filosofia de gestão. Saber se eles podem ser usados de maneira
natural é fundamental para a tomada de decisão. Manzione (2004, p 9) mostra a necessidade
de um maior aprofundamento na questão de gerenciamento da produção na alvenaria
estrutural:
Com relação ao sistema de alvenaria estrutural, a simples substituição
da estrutura convencional de concreto armado pela alvenaria estrutural tem mantido
a assunto apenas na ótica da engenharia de estruturas. Os aspectos de interface com
os outros subsistemas da edificação e os relacionados à melhoria da construtibilidade
da obra, principalmente os de estudo dos processos de produção, permanecem ainda
em segundo plano. Consequentemente, os benefícios econômicos da correta
utilização do sistema tem sido mínimos, se comparados a toda sua possível
potencialidade.
Assim, é de fundamental importância analisar a compatibilidade do sistema
construtivo Alvenaria Estrutural com a filosofia de gestão da Construção Enxuta e, também,
tentar verificar se a alvenaria estrutural pode atender naturalmente aos princípios do Sistema
Toyota de produção.
1.1 Objetivos
1.1.1 Objetivo geral
Este trabalho tem como objetivo geral verificar se o sistema construtivo Alvenaria
Estrutural se mostra adequado para a Lean Construction.
1.1.2 Objetivos específicos
Para atingir o objetivo geral, listam-se os seguintes objetivos específicos:
a) Estudar e discutir os princípios da Construção Enxuta;
3
b) Estudar e discutir o sistema construtivo Alvenaria Estrutural;
c) Identificar quais princípios da construção enxuta são aplicáveis à alvenaria
estrutural.
1.2 Metodologia
O método de pesquisa utilizado é basicamente um estudo teórico sobre o sistema
construtivo Alvenaria Estrutural, assim como um estudo, também teórico, da Construção
enxuta, o que possibilita explorar os conceitos da mesma e sua ligação com a Alvenaria
Estrutural. Trata-se de uma discussão sobre a aplicabilidade das características lean à
alvenaria estrutural, iniciando pelos 11 princípios de Koskela, de 1992, e alargando para uma
série de características lean presente no volume 1 da coletânea Edificar Lean de Heineck et al.
(2009).
1.3 Estrutura do Trabalho
- Capítulo 01 – Introdução: Neste capítulo constam, basicamente, a
contextualização e justificativa da pesquisa, assim como os seus objetivos. Também
contempla a metodologia utilizada no trabalho. Busca-se inserir o leitor no contexto da
pesquisa;
- Capítulo 02 – Fundamentação Teórica sobre os três temas presentes na pesquisa,
que são: Alvenaria Estrutural, Sistema Toyota de Produção e Construção Enxuta;
- Capítulo 03 – Cruzamento das características da Construção Enxuta com as da
Alvenaria Estrutural: Nesta parte, é realizada uma discussão para que se possa verificar se a
alvenaria estrutural é naturalmente lean. Dentre os assuntos tratados encontram-se os 11
princípios de Koskela.
- Capítulo 04 – Conclusões: Neste capítulo são apresentadas as conclusões da
pesquisa e sugestões para futuros trabalhos de pesquisa.
4
2 FUNDAMENTAÇÃO TEÓRICA
Como citado, o Lean Manufacturing surgiu da necessidade da Toyota, montadora
japonesa, de se tornar competitiva no mercado internacional. Segundo Heineck et al. (2009, p
23) “O pensamento enxuto é derivado fundamentalmente da observação que autores dos
Estados Unidos fizeram sobre a realidade industrial japonesa, quando comparada com o
eventual declínio de competitividade das empresas ocidentais”. Esse estudo pode ser
encontrado no livro A máquina que mudou o Mundo de J. Womack e D. Jones. Baseado em
uma série de princípios, o Sistema Toyota de Produção pode ser adaptado para a construção
civil. Novamente segundo Heineck et al. (2009) impulsionado pelas ideias desses autores,
referentes ao STP, em 1992 o pesquisador finlandês Lauri Koskela emitiu um relatório que se
tornou clássico para a construção civil, enumerando 11 princípios da construção enxuta.
Ainda segundo Heineck et al. (2009, p 27) “Em termos práticos, podemos dizer
que o lean é definido por entender o processo, fazê-lo fluir e puxá-lo”. Quando o autor se
refere a puxá-lo, ele se baseia na filosofia JIT (Just In Time), utilizada no Sistema Toyota de
Produção.
No que diz respeito à Alvenaria Estrutural, existem diversos estudos sobre este
sistema construtivo, avaliando-se as vantagens técnicas e econômicas do mesmo, assim como
seu elevado grau de racionalização. Iniciando-se pela definição de sistema construtivo, afirma
Sabbatini (1989 apud Manzione, 2004, p. 13) que “Sistema construtivo é um processo
construtivo de elevados níveis de industrialização e de organização, constituído por um
conjunto de elementos e componentes inter-relacionados e completamente integrados pelo
processo”. Com isso, conclui Manzione (2004, p. 13) “A alvenaria estrutural pode ser, então,
entendida como um sistema construtivo completo, com alto grau de racionalidade, que
suporta e organiza os outros subsistemas da edificação”.
Surgida há milhares de anos, a Alvenaria Estrutural é um sistema construtivo
muito tradicional. Em sua obra, referindo-se ao sistema construtivo em questão, afirmam
Ramalho et al (2003, p. 2):
Com a utilização de blocos de diversos materiais, como argila, pedra
e outros, foram produzidas obras que desafiaram o tempo atravessando séculos ou
mesmo milênios e chegando até nossos dias como verdadeiros monumentos de
grande importância histórica.
5
É imediato pensar que a filosofia lean se molda facilmente a Alvenaria Estrutural,
devido à mesma tender a ser um processo extremamente racionalizado. Baseada na técnica da
Coordenação Modular, a característica mais importante da Alvenaria Estrutural racionalizada
é a que determina que as dimensões da edificação devam ser múltiplas de um módulo padrão,
tornando racional o processo construtivo. Para Mascaró (1976 apud Greven, 2007, p. 33) a
Coordenação Modular é “um mecanismo de simplificação e inter-relação de grandezas e de
objetos diferentes de procedência distinta, que devem ser unidos entre si na etapa de
construção (ou montagem), com mínimas modificações ou ajustes”.
Segundo Ramalho et al (2003, p. 13) “A modulação é um procedimento
absolutamente fundamental para que uma edificação em alvenaria estrutural possa resultar
econômica e racional.”
2.1 O Sistema Toyota de Produção
Segundo Ghinato (2000) o sistema é uma filosofia de gerenciamento que procura
otimizar a organização para atender as necessidades do cliente com tempo reduzido, alta
qualidade e baixo custo, ao mesmo tempo em que aumenta o moral de seus colaboradores.
Surgido nas fábricas de automóveis japonesas, O Sistema Toyota de Produção tem
se mostrado de grande valor como sistema de gestão da produção. Não apenas na produção de
automóveis, o STP vem ganhando espaço em todos os ramos industriais, mostrando-se
bastante superior ao seu predecessor: a produção em massa.
Em suas palavras, Heineck et al. (2009, p 9) mostra o que é praticar produção
enxuta:
Praticar a produção enxuta é adotar os mesmos princípios do chamado
Sistema Toyota de Produção, que fizeram com que esta marca de automóveis se
tornasse ao longo dos últimos 60 anos a maior empresa do ramo automobilístico, a
mais rentável, a única que é capitalizada, aquela cujos produtos são imediatamente
reconhecidos como de qualidade.
Muitos autores se preocuparam em organizar didaticamente o Sistema Toyota de
Produção, tentando agrupar de forma gráfica todos os conceitos envolvidos no sistema.
Porém, o que mais se aproxima do real funcionamento do sistema é a casa do STP feita pelo
Lean Enterprise Institute, no seu Léxico Lean (HEINECK, 2009).
6
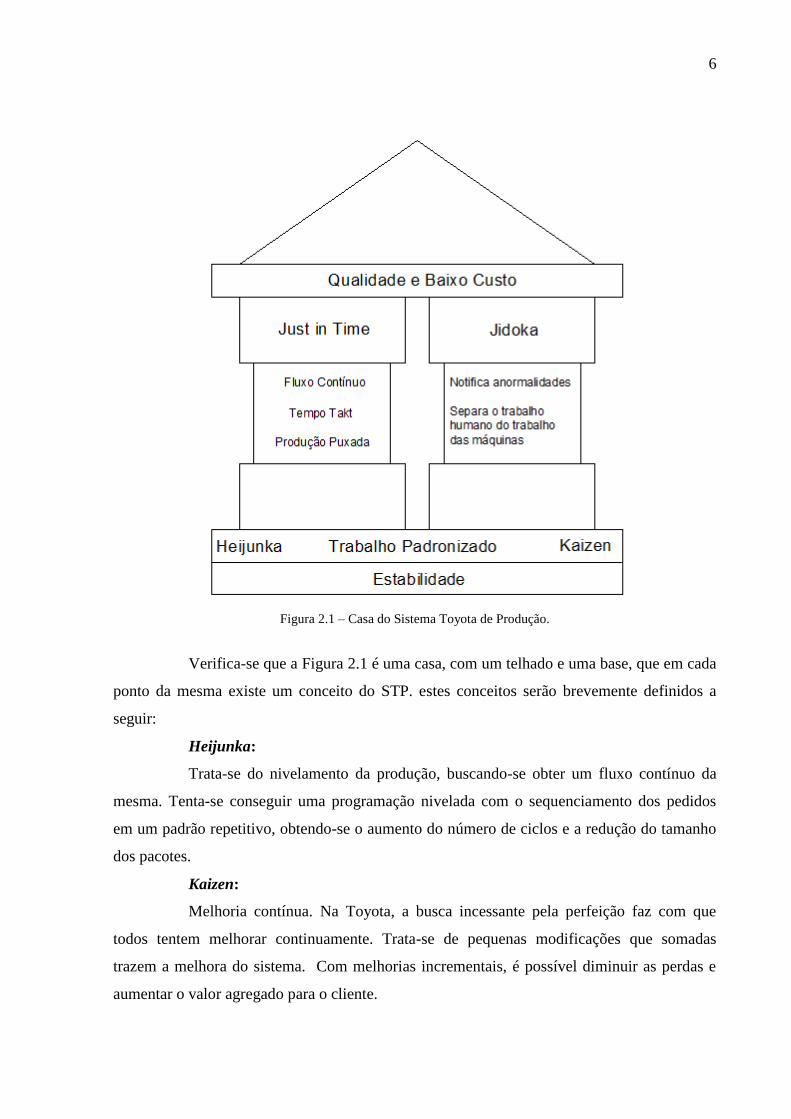
Figura 2.1 – Casa do Sistema Toyota de Produção.
Verifica-se que a Figura 2.1 é uma casa, com um telhado e uma base, que em cada
ponto da mesma existe um conceito do STP. estes conceitos serão brevemente definidos a
seguir:
Heijunka:
Trata-se do nivelamento da produção, buscando-se obter um fluxo contínuo da
mesma. Tenta-se conseguir uma programação nivelada com o sequenciamento dos pedidos
em um padrão repetitivo, obtendo-se o aumento do número de ciclos e a redução do tamanho
dos pacotes.
Kaizen:
Melhoria contínua. Na Toyota, a busca incessante pela perfeição faz com que
todos tentem melhorar continuamente. Trata-se de pequenas modificações que somadas
trazem a melhora do sistema. Com melhorias incrementais, é possível diminuir as perdas e
aumentar o valor agregado para o cliente.
7
Just-in-Time (pilar esquerdo):
Significa que cada processo deve ser suprido com os itens certos, no momento
certo, na quantidade certa e no local certo. Isto leva a quase que total eliminação de estoques,
reduzindo a praticamente zero as perdas da produção. Enquanto nas fábricas norte americanas
encontravam-se estoques para meses de trabalho, nas fábricas da Toyota no Japão os estoques
só eram suficientes para algumas horas, reduzindo custos financeiros e a necessidade de
grandes áreas de estocagem (WOMACK; JONES, 2004). Vale ressaltar que o objetivo do
Just-in-Time é a eliminação de perdas, permitindo um fluxo contínuo da produção.
Jidoka (pilar direito):
No português chama-se de “Autonomação” ou automação com o toque humano.
Isto consiste basicamente em permitir ao operador ou à máquina que decida se a linha de
montagem deve parar, sempre que for detectada qualquer anomalia. Com isso, consegue-se o
“defeito zero”, ou seja, não se permite que, quando um defeito seja encontrado, a linha
continue processando. Isso contradiz a política da produção em massa, que possuía os
ajustadores, profissionais para corrigir esse tipo de defeito no final do processo. Indo mais
além do que esta simples autonomia de parar a montagem, o STP não permite que a mesma
volte a operar sem que a causa raiz do defeito tenha sido encontrada para que o mesmo não se
repita.
Trabalho Padronizado:
Método efetivo e organizado de produzir sem perdas (GHINATO, 2000). Essa
padronização busca eliminar a parcela de trabalho que não agrega valor ao produto.
Estabilidade:
Segundo Ghinato (2000) a estabilidade dos processos é a base de todo o Sistema
Toyota de Produção. Os processos estáveis podem ser padronizados e produzidos na hora
certa (Just-in-Time) e sem defeitos (Jidoka).
Segundo Ohno (1997, p 25) “O principal objetivo do Sistema Toyota de Produção
é aumentar a produtividade através da absoluta eliminação de desperdício”.
A palavra muda em japonês significa perda. As atividades desnecessárias que
geram custo e não agregam valor devem ser eliminadas da produção (GHINATO, 2000). No
Sistema Toyota de Produção, existem sete tipos de perdas, como mostrado a seguir baseado
em (GHINATO, 2000):
8
Perda por superprodução:
O próprio nome já define este tipo de perda. Porém, pode-se identificar dois tipos
de perdas por superprodução, as perdas por produzir demasiadamente e as perdas por produzir
antecipadamente. Naquela, perde-se por produzir mais do que o que se consegue vender,
gerando custos desnecessários. Nesta, o fato de se ter que armazenar o excedente de produção
gera custos financeiros, derivados de capital imobilizado nas mercadorias estocadas, assim
como o custo do local de estocagem.
Perda por espera:
Este tipo de perda trata-se de um intervalo de tempo desperdiçado, no qual nada
foi executado.
Perda por transporte:
Como o transporte não cria o produto, ou seja, não agrega valor, pode-se encará-lo
como perda, uma atividade que deve ser reduzida ou até mesmo eliminada. O fato de se ter
uma logística ineficiente gera custos de transportes no processo produtivo. Um acurado estudo
do layout do chão da fábrica, no caso, do canteiro de obras, pode reduzir consideravelmente o
tempo de transporte na obra.
Perda no próprio processamento:
Apesar do processamento ser uma atividade que agrega valor no produto, nem
todas as suas parcelas são necessariamente agregadoras de valor. Estas parcelas
desnecessárias devem ser eliminadas assim como as outras perdas anteriormente identificadas.
Perda por estoque:
Como citado anteriormente, estocar gera custos financeiros, tornando desejável a
eliminação de estoques. Vale ressaltar que estes estoques podem ser de matérias primas,
material em processamento ou produtos acabados.
Perda por movimentação:
Diferente das perdas por transporte, as perdas por movimentação referem-se a
movimentação de operários. Estes deslocamentos também devem ser eliminados visando a
redução de custos e de desperdício de tempo.
Perda por fabricação de produtos defeituosos:
Produzir produtos com defeito gera custos de manutenção assim como
insatisfação de clientes. Para tal, utiliza-se no Sistema Toyota de Produção, do jidoka,

9
automação com um toque humano, como definido anteriormente. Isto permite reduzir
drasticamente este tipo de desperdício.
2.2 Construção Enxuta
Como já mencionado anteriormente, a Construção Enxuta surgiu da apreciação do
trabalho de Womack e Jones pelo pesquisador finlandês Lauri Koskela. Neste trabalho, o
autor enumerou os princípios básicos da construção enxuta. Segundo Koskela (1992, p 15):
A produção é um fluxo de materiais e/ou informações desde a
matéria-prima até o produto acabado. Nesse fluxo o material pode estar sendo
processado, inspecionado ou movimentado, ou ainda estar esperando - pelo
processamento, inspeção ou movimentação. Tais atividades às quais o material pode
ser submetido são inerentemente diferentes. O processamento representa o aspecto
de conversão do sistema de produção; a inspeção, a movimentação e a espera
representam os aspectos de fluxo da produção. Os processos referentes a fluxos
podem ser caracterizados por tempo, custo e valor. Valor refere-se ao atendimento
das necessidades dos clientes. Em grande parte dos casos, somente as atividades de
processamento proporcionam a agregação de valor ao produto.
A Figura 2.2 a seguir ilustra a citação acima.
Figura 2.2 – Produção como um fluxo.
Para que se possa discutir a aplicabilidade da alvenaria estrutural a construção
enxuta, segue abaixo a descrição de cada um destes 11 princípios baseada nas afirmações de
(HEINECK, 2009).
10
Aumentar o valor para o cliente mediante a consideração dos seus requisitos:
Basicamente o princípio é autoexplicativo, porém, vale ressaltar que o cliente não
é apenas o consumidor final do produto e sim todos os que receberão o mesmo durante o
processo de produção. Um serviço deve ser entregue ao operário subsequente de forma a
facilitar seu trabalho.
Diminuir a parcela que não reúne valor no processo produtivo:
Como citado anteriormente, a principal diferença entre a Lean Production e a
filosofia tradicional é devido a esta definir a produção como um conjunto de atividades de
conversão, enquanto que na filosofia lean considera-se que, além da atividade de conversão
(atividade que agrega valor), existem atividades de espera e transporte. Como o intuito
principal é agregar valor para o cliente, tem-se como foco reduzir e até mesmo eliminar as
parcelas que não agregam valor.
Simplificar o processo produtivo:
Basicamente tenta-se atuar no momento de concepção do produto. Além de
considerar os requisitos do cliente na elaboração de um projeto de arquitetura, o quesito da
construtibilidade também deve ser levado em consideração. Projetos otimizados podem ser
igualmente interessantes e mais fáceis de construir, o que reduz os custos e prazos de
produção.
Reduzir o tempo de ciclo:
A definição de tempo de ciclo é o período desde o início até o término de um
elemento da construção. Como exemplo, tem-se o caso de uma parede que primeiramente
deve ser marcada (1ª fiada), em seguida deve ser feita a elevação e por final o encunhamento.
Mesmo assim a parede não se encontra acabada, restando ainda o acabamento final. Para tal,
resta o emestramento, o reboco e a pintura, desconsiderando as instalações. Todos estes
serviços somados formam o tempo de ciclo da parede.
Entre o processo produtivo de montagem da parede (alvenaria) e o acabamento,
existe um longo período de tempo em que a mesma não sofre modificações. Reduzir o tempo
de ciclo é tentar fazer com que todo o produto seja acabado rapidamente. Assim, pode-se
concluir todas as paredes de uma unidade residencial (condomínio de casas, por exemplo)
antes de partir para outra, de forma a entregar a casa ao cliente enquanto se constrói a do
vizinho.
11
Diminuir a variabilidade:
Este princípio estimula a padronização dos serviços, tornando possível mesmo os
produtos diferentes terem componentes iguais, de forma a estabilizar a produção. Dentre os
meios de se conseguir a redução da variabilidade pode-se citar a coordenação modular,
padronização de projetos, seleção de mão de obra homogênea e oferecimento de boas
condições de trabalho para os operários.
Aumentar a transparência:
Esse princípio determina que a informação deve estar facilmente acessível para, a
qualquer momento, o cliente poder puxá-la para os devidos esclarecimentos. A mesma
também deve estar graficada, pois a simplicidade é uma das características do sistema lean.
Informações de fácil assimilação possibilitam a compreensão até dos funcionários menos
qualificados.
Focar o controle no processo como um todo:
Para que se possa aplicar todas as ideias do Lean Thinking, como fazem as
montadoras japonesas, várias melhorias devem ser feitas, não só nas empresas construtoras,
mas também nos seus fornecedores. Um bom exemplo para ilustrar é o fato de que, para se
praticar Just-in-Time, deve-se ter uma sólida parceria com os fornecedores, permitindo que o
sistema flua continuamente. Na Toyota, por exemplo, a cadeia de suprimentos entrega as
peças direto na linha de montagem, o que elimina quase que totalmente a necessidade de
estoques.
Alternar esforços de melhoria de conversão e de fluxo:
Melhorar o fluxo significa melhorar o processo, enquanto melhorar a conversão
significa melhorar o posto de trabalho para que se produza um produto melhor. Este principio
pode ser traduzido na seguinte afirmação: “Não adianta ter um excelente método de conversão
com um mau gerenciamento logístico da produção. Da mesma forma, não adianta ter um bom
gerenciamento logístico com métodos de produção ruins.” Deve-se tentar melhorar um pouco
de cada e constantemente.
Benchmarking:
Benchmarking é a prática de buscar boas práticas em outras empresas, sejam elas
do setor da construção civil ou não. Fala-se de empresas montadoras que copiaram seu
sistema de limpeza de hospitais.
12
Kaizen:
Como definido acima, kaizen significa melhoria contínua. Busca-se a perfeição, o
ideal seria custo e tempo zero. É obvia a impossibilidade de se atingir tal meta, mas a busca
eterna pela mesma faz com que a empresa evolua continuamente.
Aumentar a flexibilidade de saída:
Para que se possa considerar os requisitos dos clientes, o aumento da flexibilidade
é um fator decisivo. Porém, não significa dar liberdade total aos mesmos, pois para tal elevar-
se-ia bastante os custos e contradiria o principio da redução de variabilidade.
Visto os 11 princípios de Koskela, percebe-se que a construção enxuta vai além de
um simples controle de qualidade. Este visa essencialmente o controle da mesma, enquanto a
Construção Enxuta busca estudar e aperfeiçoar todo o processo da construção civil.
2.3 Alvenaria Estrutural
Segundo Guedes (2009) a alvenaria estrutural é a alvenaria que funciona,
simultaneamente, como elemento de vedação e estrutura. Em outras palavras, trata-se
basicamente de substituir a tradicional estrutura de concreto com paredes de vedação por
paredes estruturais. Esse processo construtivo é utilizado há milhares de anos, tendo como
maiores exemplos as pirâmides do Egito. Definindo as alvenarias em geral Tauil e Nesse
(2010) afirmam “Chamamos de alvenaria o conjunto de peças justapostas coladas em sua
interface, por uma argamassa apropriada, formando um elemento vertical coeso”,
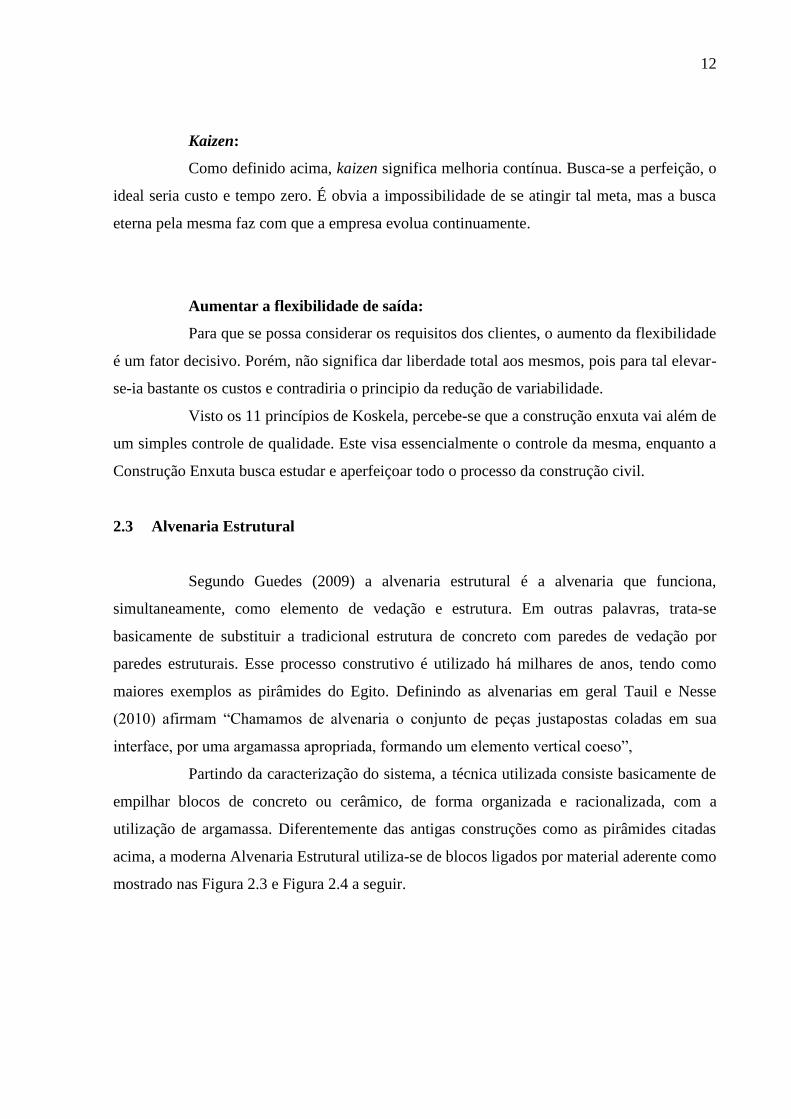
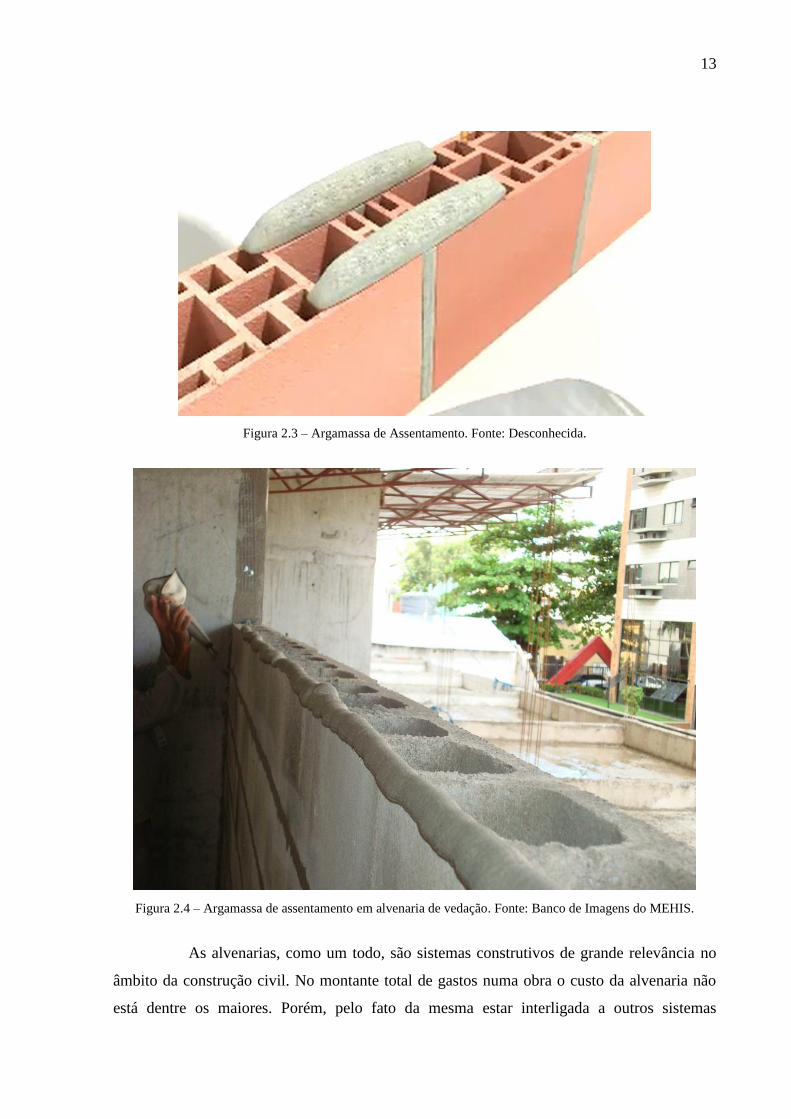
Partindo da caracterização do sistema, a técnica utilizada consiste basicamente de
empilhar blocos de concreto ou cerâmico, de forma organizada e racionalizada, com a
utilização de argamassa. Diferentemente das antigas construções como as pirâmides citadas
acima, a moderna Alvenaria Estrutural utiliza-se de blocos ligados por material aderente como
mostrado nas Figura 2.3 e Figura 2.4 a seguir.
13
Figura 2.3 – Argamassa de Assentamento. Fonte: Desconhecida.
Figura 2.4 – Argamassa de assentamento em alvenaria de vedação. Fonte: Banco de Imagens do MEHIS.
As alvenarias, como um todo, são sistemas construtivos de grande relevância no
âmbito da construção civil. No montante total de gastos numa obra o custo da alvenaria não
está dentre os maiores. Porém, pelo fato da mesma estar interligada a outros sistemas
14
importantes da construção, sua qualidade e seu grau de racionalização passam a exercer
influência direta sobre várias fases da obra e acabam contribuindo também para o sucesso da
execução de sistemas prediais que têm maior custo.
Segundo Manzione (2004) dentre as vantagens da utilização da alvenaria
estrutural pode-se citar:
‒ Redução do tempo de execução;
‒ Facilidade de aplicação da técnica da coordenação modular;
‒ Redução de custos;
‒ Eliminação de fôrmas de madeira;
‒ Redução da espessura de revestimentos.
Já segundo Carvalho (2010), pode-se enumerar as seguintes vantagens:
‒ Não tem vigas nem pilares: eliminação de interferências entre a estrutura e
arquitetura;
‒ Eliminação virtual de fôrmas;
‒ Redução e simplificação da armadura;
‒ Redução de especialidades e equipes de mão de obra;
‒ Montagem e não moldagem (processo industrializado);
‒ Tendência a menores vãos (economia em lajes);
‒ Economia nas fundações: cargas distribuídas praticamente uniformemente;
‒ Redução importante de prazos.
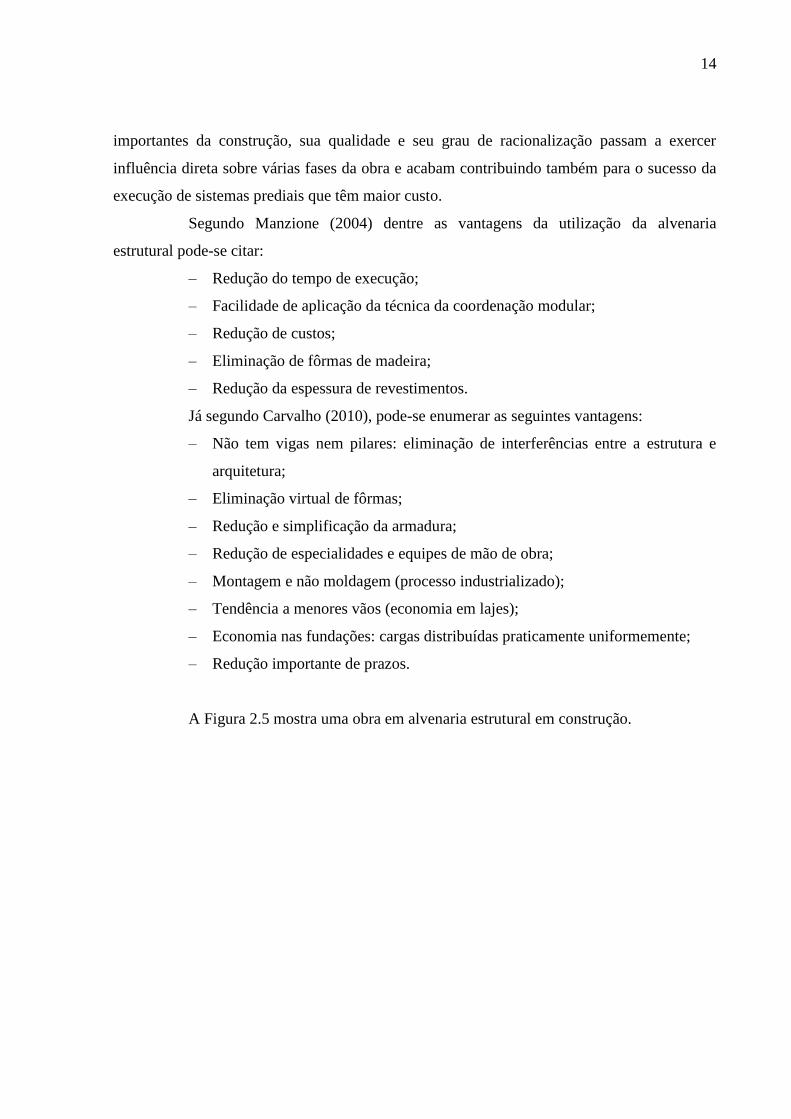
A Figura 2.5 mostra uma obra em alvenaria estrutural em construção.
15
Figura 2.5 – Obra em alvenaria estrutural. Fonte: (Carvalho, 2010).
Porém, como todos os sistemas construtivos a alvenaria estrutural apresenta
algumas desvantagens. Dentre elas, pode-se citar as seguintes:
‒ Impossibilidade de modificar paredes estruturais;
‒ Limitação da flexibilidade arquitetônica;
‒ Limitação do uso de balanços.
Como todo sistema construtivo, a alvenaria estrutural é composta por diversos
componentes, feitos com diversos materiais diferentes, alguns comentados a seguir:
Argamassa:
Dentre as funções da argamassa no sistema estrutural, pode-se citar a união dos
blocos, vedação do conjunto, compensação de imperfeições, distribuição de cargas e absorção
de deformações (Manzione, 2000). Ainda segundo Manzione (2000) a argamassa necessita ter
algumas características para bem executar suas funções, como boa trabalhabilidade,
capacidade de retenção de água, obtenção rápida de resistência, adequada aderência, boa
16
durabilidade e resiliência suficiente. Vale ressaltar a importância de se conhecer bem a
argamassa e os materiais para confecciona-la em uso na obra, pois para se conseguir estas
características é necessário um acurado sistema de dosagem de materiais.
Graute:
Microconcreto relativamente fluido utilizado para aumentar a resistência das
paredes estruturais. No dimensionamento de estruturas em alvenaria estrutural, utiliza-se o
graute nas paredes mais solicitadas, as quais não resistiriam aos esforços solicitantes caso não
houvesse a presença de grauteamento. Ele também tem como função a transmissão dos
esforços de tração da estrutura para as armaduras. Porém, o graute se mostra um dos fatores
de redução de produtividade, tornando necessário reduzi-lo ao máximo possível. A sua
utilização é interna aos blocos das paredes geralmente em posição vertical, o que os
assemelha aos pilares das estruturas de concreto.
Armadura:
Aço utilizado internamente aos blocos em conjunto com o graute. Tem como
função a absorção das tensões de tração solicitantes da estrutura, da mesma forma que a
armadura da estrutura de concreto.
Bloco Estrutural:
Pode ser tanto de blocos de concreto como blocos cerâmico e é o principal
componente do sistema construtivo. Tem como função absorver as tensões de compressão
geradas pelas cargas da edificação, substituindo a estrutura de concreto.
Existem diversas famílias de blocos estruturais. De acordo com o módulo
selecionado (valor ao qual o tamanho do bloco é um múltiplo) existe um conjunto de blocos
diferentes para formar uma família.
17
3 CRUZAMENTO DAS CARACTERÍSTICAS DA CONSTRUÇÃO ENXUTA COM
AS DA ALVENARIA ESTRUTURAL
Nesta parte do trabalho, serão enumerados os 11 princípios da construção enxuta
de Koskela de 1992 para que se possa discutir, em cada um deles, sua aplicabilidade em
alvenaria estrutural. Além disso, irá se discutir uma série características lean presente na
coletânea Edificar Lean de Heineck et al.
Também poderia se tentar discutir os estudos de outros autores, como Womack e
Jones, e os seus cinco princípios da produção enxuta, assim como Bowen, Spears, Liker.
Porém, este trabalho se limita a discussão citada no parágrafo anterior.
3.1 Os 11 Princípios de Koskela
No que tange aos 11 princípios de Koskela para a construção enxuta, discute-se, a
seguir, a possibilidade de aplicação dos mesmos a alvenaria estrutural.
Aumentar o valor para o cliente mediante a consideração dos seus requisitos:
Em alvenaria estrutural, segundo Peixoto (2005) é possível produzir com vistas
aos requisitos dos clientes. Uma possível limitação é o fato da flexibilidade arquitetônica ser
dificultada nesse sistema construtivo. Porém, como citado anteriormente, para famílias de
médio e baixo poder aquisitivo essa flexibilidade perde um pouco a importância, pois em
unidades pequenas a flexibilidade é naturalmente limitada.
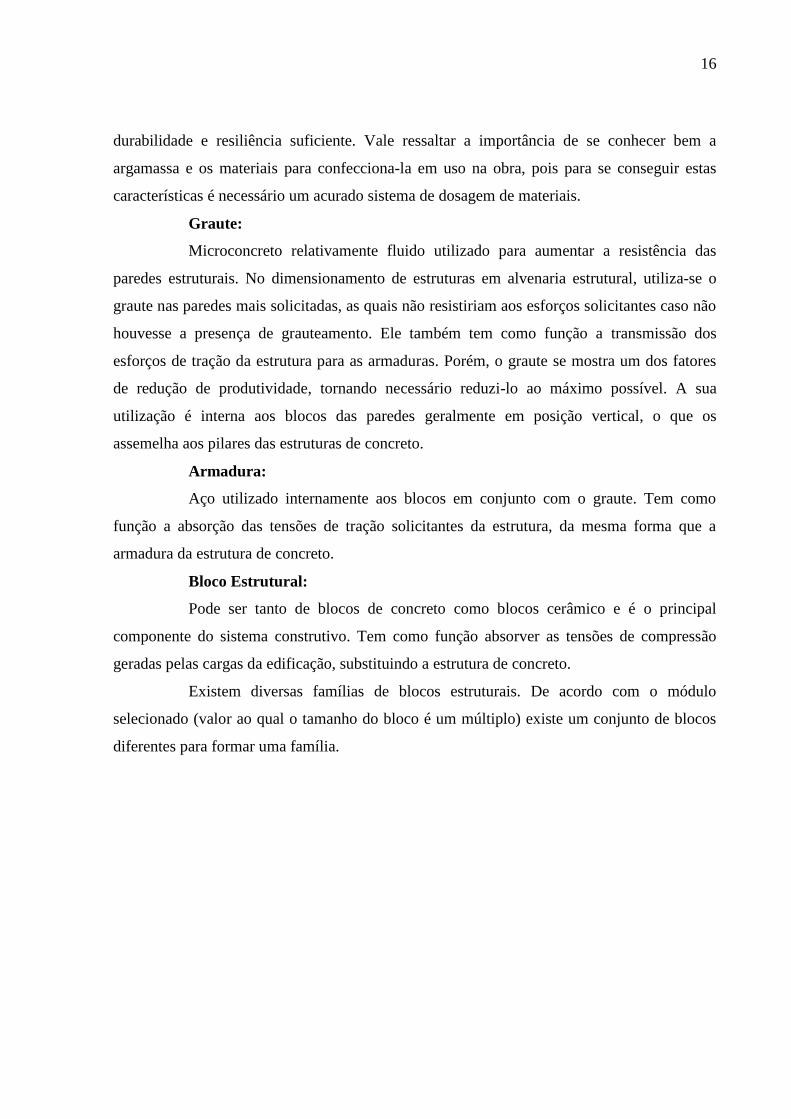
Diminuir a parcela que não reúne valor no processo produtivo:
Na alvenaria estrutural um exemplo marcante é a quase que total eliminação de
fôrmas. A atividade de produção de fôrmas não agrega valor ao produto, o que torna desejável
a sua eliminação. Também o material gasto para a confecção das mesmas é eliminado,
reduzindo o consumo e a geração de entulho. Da mesma forma que se tem a quase eliminação
do uso de fôrmas, também não é preciso o uso de escoramentos em alvenaria estrutural. A
Figura 3.1 mostra a execução de uma cinta de coroamento em alvenaria estrutural utilizando o
próprio bloco cerâmico.
18
Figura 3.1 – Ausência do uso de fôrmas.
Fonte: Banco de Imagens MEHIS.
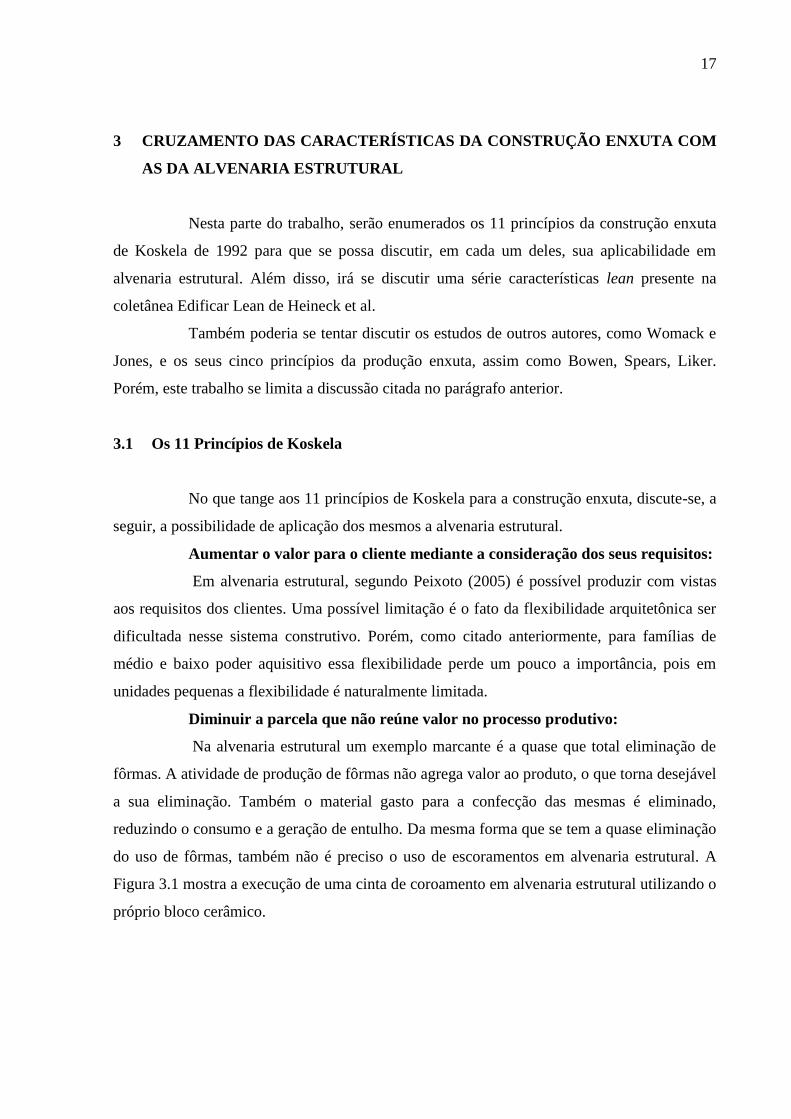
Simplificar o processo produtivo:
A simplificação, no caso da alvenaria estrutural, se dá pelo uso de um conjunto de
peças que incorporam em si elementos construtivos que em outros sistemas estão presentes
quantitativamente de forma bem intensa, como é o caso das vergas e contravergas. Também a
possibilidade de se ter blocos elétricos que já são assentados com as caixas elétricas
embutidas e a possibilidade de se permitir a introdução de eletrodutos em paralelo à elevação
da parede, elimina etapas posteriores, que nos sistemas de alvenaria comum, gerariam a
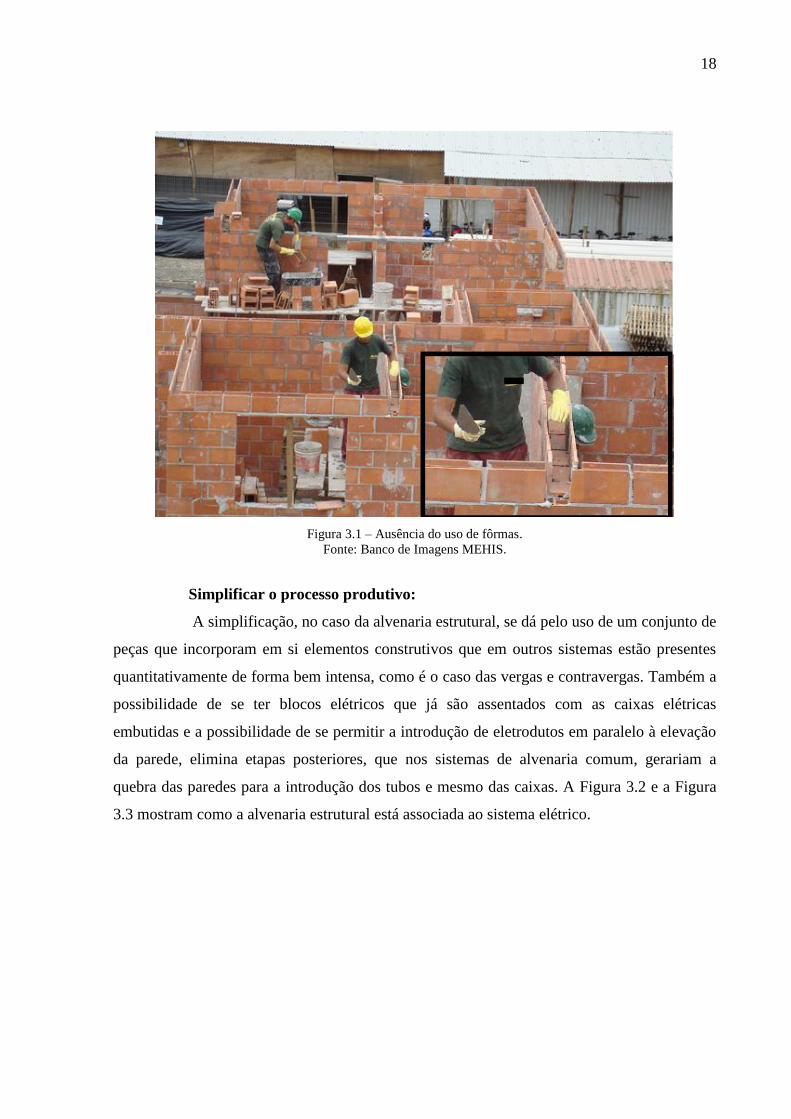
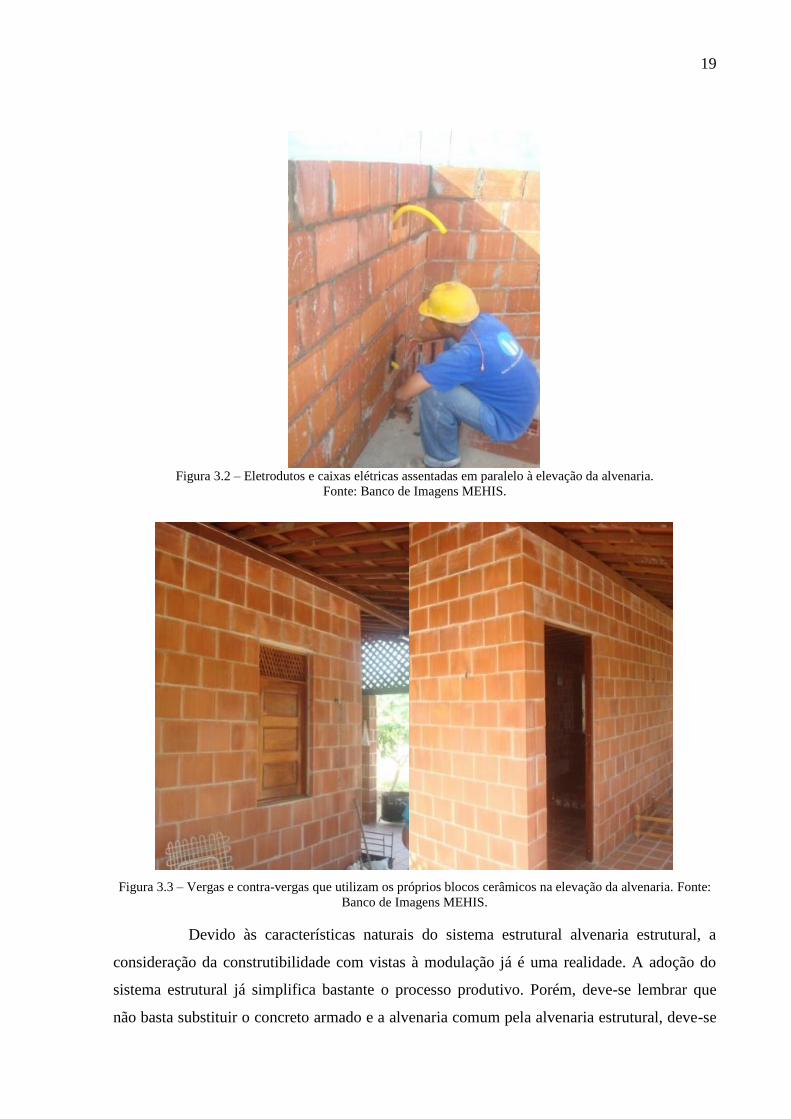
quebra das paredes para a introdução dos tubos e mesmo das caixas. A Figura 3.2 e a Figura
3.3 mostram como a alvenaria estrutural está associada ao sistema elétrico.
19
Figura 3.2 – Eletrodutos e caixas elétricas assentadas em paralelo à elevação da alvenaria.
Fonte: Banco de Imagens MEHIS.
Figura 3.3 – Vergas e contra-vergas que utilizam os próprios blocos cerâmicos na elevação da alvenaria. Fonte:
Banco de Imagens MEHIS.
Devido às características naturais do sistema estrutural alvenaria estrutural, a
consideração da construtibilidade com vistas à modulação já é uma realidade. A adoção do
sistema estrutural já simplifica bastante o processo produtivo. Porém, deve-se lembrar que
não basta substituir o concreto armado e a alvenaria comum pela alvenaria estrutural, deve-se
20
considerar o sistema como um todo, explorando todas as suas potencialidades de
simplificação para que se possa usufruir da totalidade de seus benefícios. A simples troca de
sistema estrutural de concreto armado para alvenaria estrutural não permite que sejam
exploradas todas as potencialidades do sistema. Deve-se mudar a cultura de produção, pois a
alvenaria estrutural não determina a racionalização da construção, ela simplesmente facilita.
Logo, deve-se tentar explorar todas as facilidades oferecidas pelo sistema construtivo para que
se possa usufruir dos vários benefícios do sistema.
Reduzir o tempo de ciclo:
No sistema construtivo de alvenaria estrutural, existe um potencial de se
condensar o tempo de ciclo, à medida que pode haver paralelismo de execução de
subsistemas, como o já citado caso do embutimento e execução das instalações elétricas ao
longo da elevação das paredes.
Diminuir a variabilidade:
Como já citado, este princípio estimula a padronização dos serviços. Assim, o
sistema em estudo apresenta esta característica, à medida que elimina, por exemplo, as fases
de fabricação de formas para cintas, vigas e pilares e elimina a necessidade da etapa de
encunhamento. A própria característica de modulação da alvenaria torna a variabilidade
menor devido a conexão das peças obedecer um sistema dimensional pré-estabelecido, não
deixando espaço para a introdução de elementos de improviso, sendo que a detecção de um
improviso é imediata, por estar se trabalhando com uma malha modular. Isso reduz a
variabilidade de componentes para a produção da parede.
Aumentar a transparência:
A transparência, na alvenaria estrutural, é inerente ao próprio sistema, já que este
tem no controle dimensional modular uma característica fundamental. Estando a malha
modular como que lançada tridimensionalmente no espaço de produção, a transparência da
execução é percebida de imediato pelo setor operacional e pelo gerenciamento da obra. O fato
das plantas das fiadas, os desenhos das elevações com todos os detalhes de instalações,
grautes, vãos e demais subsistemas estarem disponíveis para o operário no momento da
execução de cada parede é outro forte fator de transparência na alvenaria estrutural.
Focar o controle no processo como um todo:
Como já citado, focar o processo como um todo não é apenas focar toda a
empresa construtora, mas também se estender a projetos e fornecedores. No caso do sistema
21
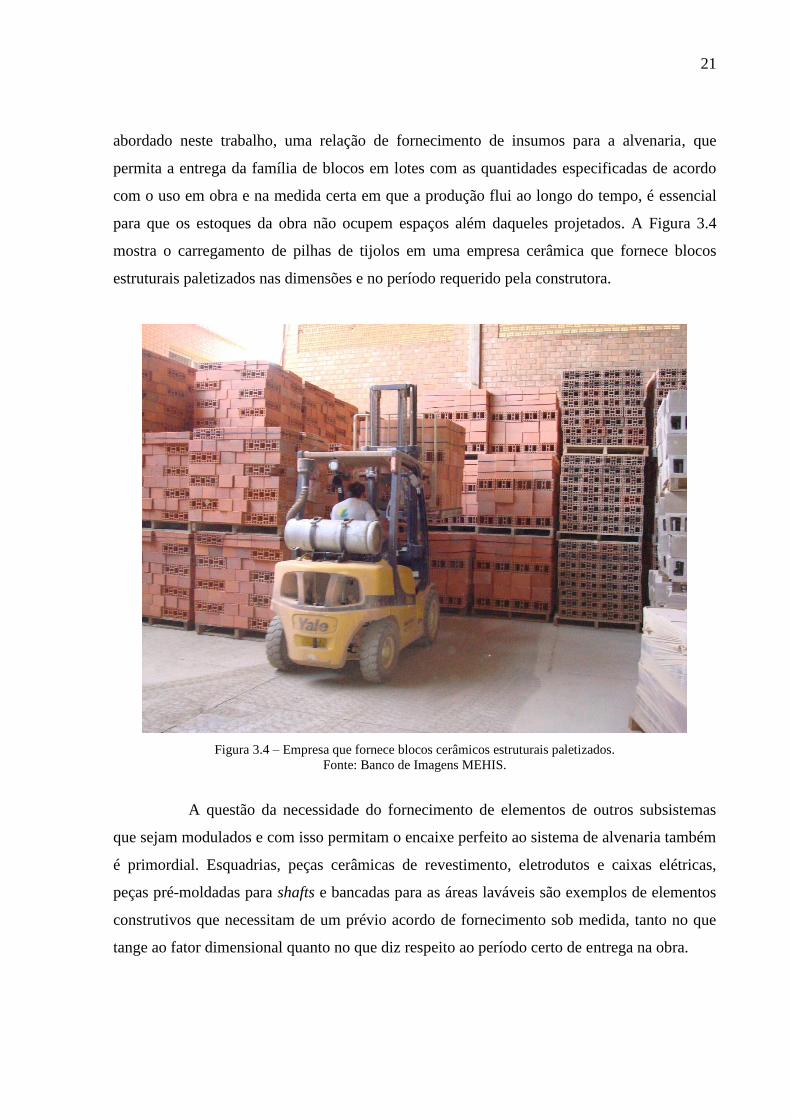
abordado neste trabalho, uma relação de fornecimento de insumos para a alvenaria, que
permita a entrega da família de blocos em lotes com as quantidades especificadas de acordo
com o uso em obra e na medida certa em que a produção flui ao longo do tempo, é essencial
para que os estoques da obra não ocupem espaços além daqueles projetados. A Figura 3.4
mostra o carregamento de pilhas de tijolos em uma empresa cerâmica que fornece blocos
estruturais paletizados nas dimensões e no período requerido pela construtora.
Figura 3.4 – Empresa que fornece blocos cerâmicos estruturais paletizados.
Fonte: Banco de Imagens MEHIS.
A questão da necessidade do fornecimento de elementos de outros subsistemas
que sejam modulados e com isso permitam o encaixe perfeito ao sistema de alvenaria também
é primordial. Esquadrias, peças cerâmicas de revestimento, eletrodutos e caixas elétricas,
peças pré-moldadas para shafts e bancadas para as áreas laváveis são exemplos de elementos
construtivos que necessitam de um prévio acordo de fornecimento sob medida, tanto no que
tange ao fator dimensional quanto no que diz respeito ao período certo de entrega na obra.
22
Alternar esforços de melhoria de conversão e de fluxo:
Na alvenaria estrutural a melhoria do fluxo se dá à medida que ela exige do setor
operacional um dinamismo capaz de disponibilizar os componentes certos no local exato de
sua aplicação. Para isto toda a logística da obra se mobiliza no sentido de fornecer os blocos
cerâmicos para os pedreiros conforme a necessidade de execução em sua quantidade certa e
nos diversos tipos (blocos para elevação diferenciados conforme a paginação das paredes,
blocos calha ou em “u” para cintas e vergas, blocos para instalações). Também o
fornecimento de argamassas e de kits elétricos, hidro-sanitários e de peças cerâmicas,
contribuem para a melhoria das operações de fluxo. Estes são exemplos de melhorias de
fluxo. Já a melhoria do posto de trabalho (conversão) acontece a partir do fornecimento de
ferramentas e equipamentos necessários para a execução das tarefas. O uso de pré-lajes
também facilita o fluxo, já que elimina atividades que exigem intensa movimentação no
canteiro, como é o caso das concretagens in loco.
Fazer Benchmarking:
No caso da alvenaria estrutural, a observação de melhores práticas nas diversas
empresas que utilizam o sistema e sua apropriação e reaplicação nas obras têm um potencial
grande de sucesso, devido ao fato de o processo produtivo ser mais visível que no sistema
convencional de estruturas reticuladas de concreto.
Praticar o kaizen:
Pode-se perceber que o sistema utilizado no mercado já apresenta diversas
melhorias incrementais, como o uso de escantilhões entre outras ferramentas simples
utilizadas na alvenaria estrutural. A melhoria contínua também se dá à medida que são
permitidas e de fácil adaptação a implementação de melhorias colhidas com o uso de
benchmarking, já que, como o sistema tem como base a pouca variabilidade, é fácil a
adaptação de boas práticas de uma obra para outra.
Aumentar a flexibilidade de saída:
Neste caso o sistema de alvenaria estrutural tem um fator regulador, que é a
presença da coordenação modular. Esta faz com que a variabilidade de saída possa estar
presente, mas regulada pelas dimensões pré-estabelecidas em projeto e respeitadas às
características intrínsecas do sistema estrutural.
Nesta parte, foram exploradas as potencialidades da aplicação da construção
enxuta à alvenaria estrutural, utilizando-se dos 11 princípios de Koskela de 1992. No item
23
subsequente, apresenta-se uma discussão em cima de diversas características lean presentes
na coletânea Edificar Lean.
3.2 Características Lean Aplicadas à Alvenaria Estrutural
Neste trabalho, escolheu-se discutir a aplicabilidade da construção enxuta à
alvenaria estrutural explorando conceitos introduzidos por Koskela em 1992, assim como os
discutidos no livro Introdução aos Conceitos Lena – Visão Geral do Assunto de Heineck et al.
(2009).
Nesta parte do trabalho irá se discutir uma série características lean presente na
coletânea Edificar Lean de Heineck et al (2009).
Alargamento do trabalho:
O alargamento do trabalho consiste em aumentar o número de atividades de
mesma complexidade em um serviço. Na alvenaria estrutural é intensa a aplicação desta ideia,
pois uma das principais características do sistema construtivo é o embutimento das instalações
não fluidas (instalações que não transportam fluidos) e outros elementos dentro das paredes, o
que torna necessário a polivalência das equipes de trabalho. Essa polivalência, com a presença
de operários de diversas especializações e até mesmo de operários polivalentes, caracteriza
uma célula de produção.
Ambiente de célula:
Como citado acima, a polivalência das esquipes de trabalho destinadas a executar
um determinado pacote de serviço, caracteriza uma célula de produção. Segundo Hyer e
Brown (1999) uma célula de produção é um ambiente de produção que dedica equipamentos e
materiais para produzir um conjunto de partes ou produtos com características similares de
processo. Em outras palavras, uma célula de produção consiste na reunião de dois ou mais
operários visando à execução de um conjunto de atividades, como assentamento de tijolos,
passagem de instalações elétricas. Logo, tem-se mais uma característica lean aplicável
naturalmente à alvenaria estrutural, pois esta característica é vista em várias obras que
utilizam o sistema construtivo em estudo. São criadas equipes de trabalho que realizam
diversas atividades diferentes visando a elevação da parede, por exemplo.
24
Antecipação de atividades:
A antecipação do serviço é outra característica lean aplicável ao sistema em
estudo. Consiste basicamente em realizar tarefas hoje para que se possa facilitar o trabalho
amanhã. Além de aplicável, essa ideia já é largamente utilizada no mercado na construção de
edificações em alvenaria estrutural. Alguns exemplos são citados a seguir:
‒ Inventário de blocos a serem utilizados em cada local de trabalho, para que
o operário não precise verificar no projeto quantos blocos de cada tipo
precisa utilizar;
‒ Uso de caixinhas pré-trabalhadas para aplicação de instalações elétricas;
‒ Uso de pré-lajes;
‒ Uso de kits de materiais com peças pré-encaixadas, ou pré-montadas, por
exemplo, os kits porta-pronta;
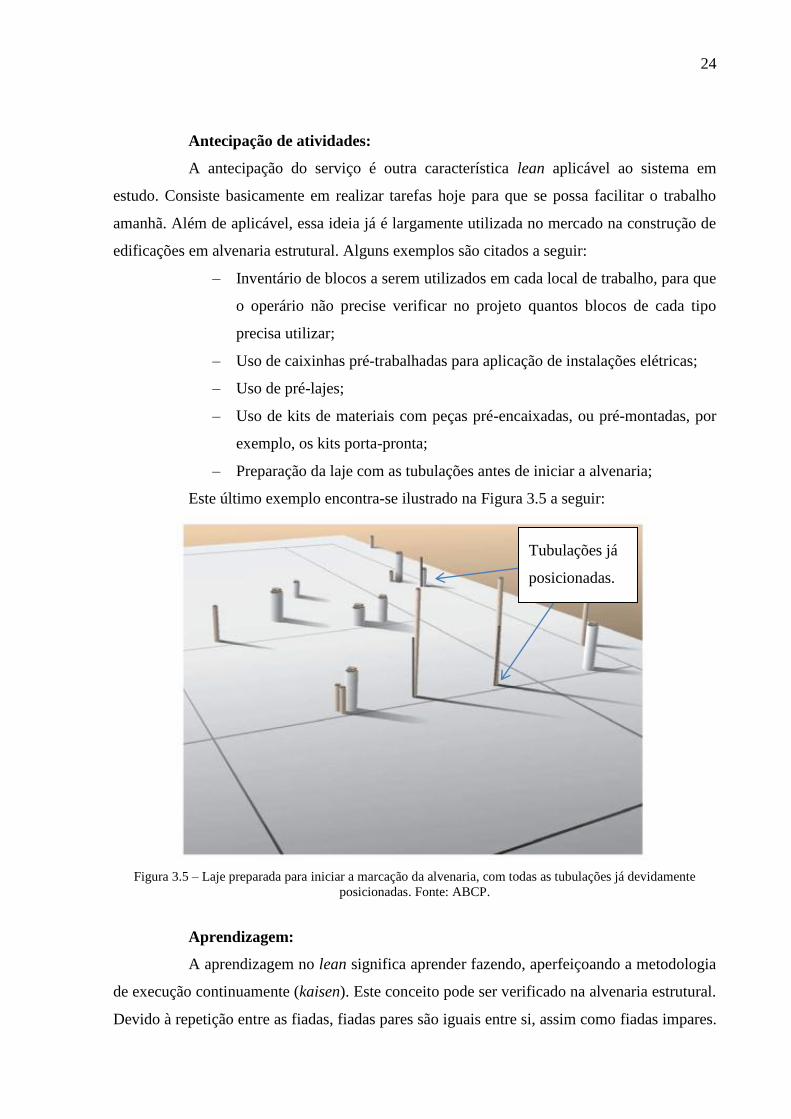
‒ Preparação da laje com as tubulações antes de iniciar a alvenaria;
Este último exemplo encontra-se ilustrado na Figura 3.5 a seguir:
Figura 3.5 – Laje preparada para iniciar a marcação da alvenaria, com todas as tubulações já devidamente
posicionadas. Fonte: ABCP.
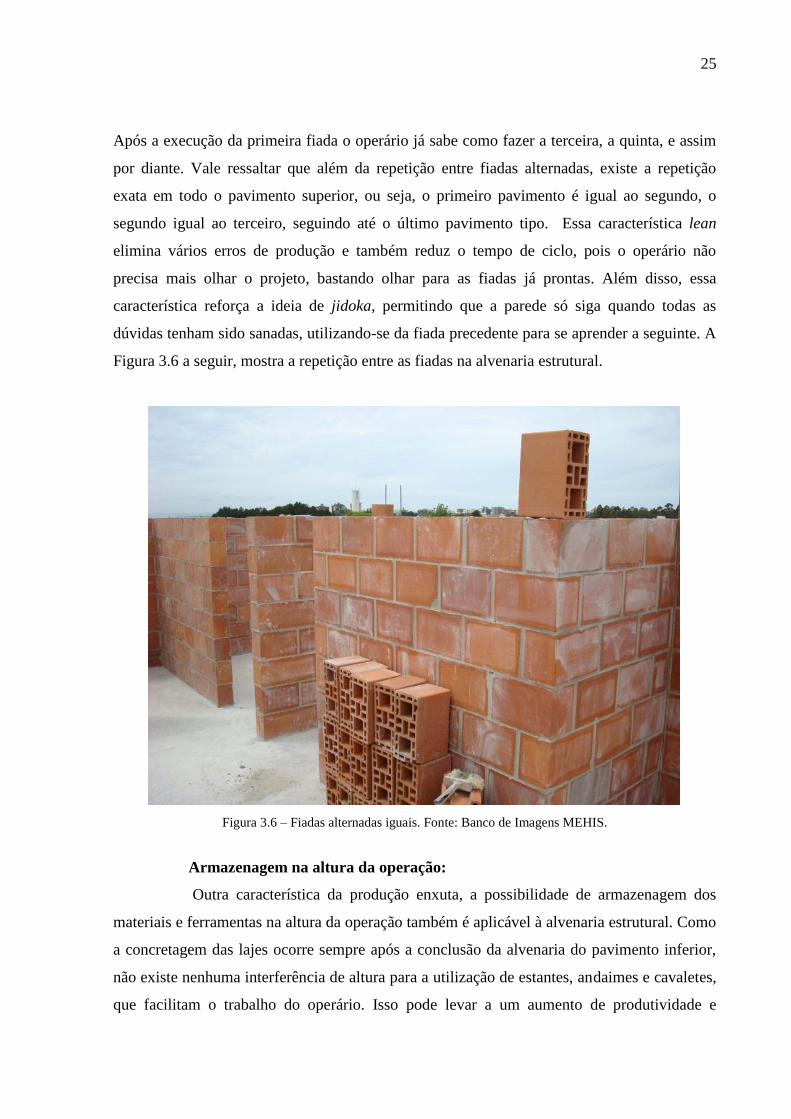
Aprendizagem:
A aprendizagem no lean significa aprender fazendo, aperfeiçoando a metodologia
de execução continuamente (kaisen). Este conceito pode ser verificado na alvenaria estrutural.
Devido à repetição entre as fiadas, fiadas pares são iguais entre si, assim como fiadas impares.
Tubulações já
posicionadas.
25
Após a execução da primeira fiada o operário já sabe como fazer a terceira, a quinta, e assim
por diante. Vale ressaltar que além da repetição entre fiadas alternadas, existe a repetição
exata em todo o pavimento superior, ou seja, o primeiro pavimento é igual ao segundo, o
segundo igual ao terceiro, seguindo até o último pavimento tipo. Essa característica lean
elimina vários erros de produção e também reduz o tempo de ciclo, pois o operário não
precisa mais olhar o projeto, bastando olhar para as fiadas já prontas. Além disso, essa
característica reforça a ideia de jidoka, permitindo que a parede só siga quando todas as
dúvidas tenham sido sanadas, utilizando-se da fiada precedente para se aprender a seguinte. A
Figura 3.6 a seguir, mostra a repetição entre as fiadas na alvenaria estrutural.
Figura 3.6 – Fiadas alternadas iguais. Fonte: Banco de Imagens MEHIS.
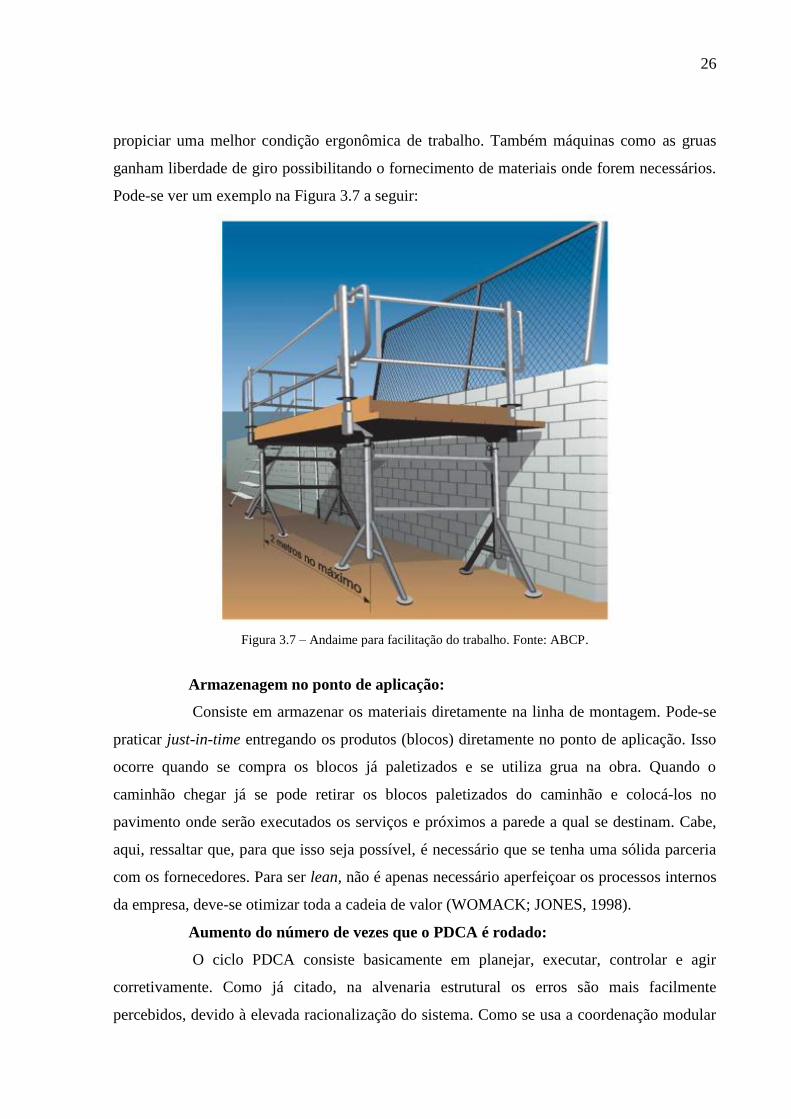
Armazenagem na altura da operação:
Outra característica da produção enxuta, a possibilidade de armazenagem dos
materiais e ferramentas na altura da operação também é aplicável à alvenaria estrutural. Como
a concretagem das lajes ocorre sempre após a conclusão da alvenaria do pavimento inferior,
não existe nenhuma interferência de altura para a utilização de estantes, andaimes e cavaletes,
que facilitam o trabalho do operário. Isso pode levar a um aumento de produtividade e
26
propiciar uma melhor condição ergonômica de trabalho. Também máquinas como as gruas
ganham liberdade de giro possibilitando o fornecimento de materiais onde forem necessários.
Pode-se ver um exemplo na Figura 3.7 a seguir:
Figura 3.7 – Andaime para facilitação do trabalho. Fonte: ABCP.
Armazenagem no ponto de aplicação:
Consiste em armazenar os materiais diretamente na linha de montagem. Pode-se
praticar just-in-time entregando os produtos (blocos) diretamente no ponto de aplicação. Isso
ocorre quando se compra os blocos já paletizados e se utiliza grua na obra. Quando o
caminhão chegar já se pode retirar os blocos paletizados do caminhão e colocá-los no
pavimento onde serão executados os serviços e próximos a parede a qual se destinam. Cabe,
aqui, ressaltar que, para que isso seja possível, é necessário que se tenha uma sólida parceria
com os fornecedores. Para ser lean, não é apenas necessário aperfeiçoar os processos internos
da empresa, deve-se otimizar toda a cadeia de valor (WOMACK; JONES, 1998).
Aumento do número de vezes que o PDCA é rodado:
O ciclo PDCA consiste basicamente em planejar, executar, controlar e agir
corretivamente. Como já citado, na alvenaria estrutural os erros são mais facilmente
percebidos, devido à elevada racionalização do sistema. Como se usa a coordenação modular
27
e se tem como uma das principais características a padronização do serviço, o aumento de
ciclos PDCA é natural, pois os serviços seguem padrões repetitivos. Além disso, o fato de ser
atribuído um maior número de serviços às equipes e da entrega destes ser exigida de forma
adequada, força a equipe a policiar-se mais frequentemente quanto à execução de cada etapa
da tarefa e de maneira até intuitiva, imprimir uma frequência maior de conferências às etapas,
sob pena de cada processo posterior apresentar erros que prejudiquem a própria equipe.
Boka-yoke e poka-yoke:
No lean, baka-yoke é chamado de dispositivo a prova de erros primários e poka-
yoke dispositivo a prova de falhas. Esta característica também é encontrada na alvenaria
estrutural. O fato de o sistema ser modular já facilita bastante à verificação de medidas dos
elementos da construção. Para saber se uma determinada parede está com as dimensões
corretas é só contar o número de blocos e o tipo destes e multiplicar pelo módulo do sistema.
Outro detalhe, é que, com o projeto de paginação,o operário tem numa pequena planta o
desenho de toda a parede em execução, o que dificulta o esquecimento de itens como, por
exemplo, partes da instalação predial.
Continuidade:
O fato de a alvenaria não necessitar de elevados tempos de cura para o concreto,
torna possível, dependendo do tipo de laje utilizado, que os processo flua continuamente, pois
não é necessário esperar o tempo de cura para se iniciar a alvenaria do pavimento superior
quando se utiliza lajes pré-moldadas. Assim, utilizando-se do sistema construtivo em estudo, é
possível trabalhar initerruptamente até a completa execução de todo o edifício.
Controle ao longo do processo:
Como todo sistema construtivo, na alvenaria estrutural é possível aplicar esta
característica. Porém, neste caso, essa característica já é amplamente praticada com a
verificação constante do prumo, fiada a fiada, assim como um controle dimensional de fácil
aplicação, necessitando, apenas, efetuar a contagem dos blocos. Diferentemente das estruturas
de concreto, onde a verificação do prumo e das medidas é feita antes da concretagem e quase
sempre ocorrem variações durante a mesma, na alvenaria isso não ocorre, pois a eliminação
das fôrmas torna o controle executado mais efetivo.
Customização a jusante:
A customização a jusante também é aplicável nesse sistema construtivo. É
possível construir a edificação de forma padronizada e no final permitir que o cliente escolha
28
diferentes tipos de piso, bancadas, entre outros, com a condição de que estes,
preferencialmente, obedeçam à modulação pré-estabelecida.
Diminuição do tempo de atravessamento:
A definição de tempo de atravessamento, segundo Heineck et al. (2009, p 76) é
“Tempo total em que um produto ou serviço é processado ao logo de uma linha de produção”.
Como já citado anteriormente, uma das vantagens da alvenaria estrutural é a redução de
prazos, ou seja, a obra é concluída mais depressa Manzione (2007). Sendo assim, esta
característica lean esta entre as que naturalmente estão presentes na alvenaria estrutural. Essa
diminuição do tempo de produção se deve, basicamente, à potencial redução de interfaces na
produção. A não necessidade de se utilizar fôrmas reduz o tempo, assim como o baixo uso de
armaduras. Também o fato dos revestimentos serem de pequena espessura.
Eliminação de perdas:
Como uma das principais vantagens da alvenaria estrutural, a quase que completa
eliminação de fôrmas é uma das condições que satisfaz esta característica lean. O fato de não
se gastar mão de obra e tempo na produção das mesmas, já reduz bastante o custo da
construção, assim como o material em si (madeira) que não é desperdiçado na construção.
Outra característica do sistema construtivo em estudo é a proibição de se quebrar
as paredes para embutir as instalações, o que acarreta a redução de perda de tempo e mão de
obra para o corte da parede, o gasto para o enchimento dos rasgos, assim como as perdas,
também de tempo e mão de obra, para efetuar a limpeza do local. Outro custo que é gerado
pelo quebra-quebra da obra e também é bastante reduzido na alvenaria estrutural é o custo de
remoção de entulho.
Enriquecimento do trabalho:
Diferentemente de alargamento do trabalho, o enriquecimento do trabalho trata
de atribuir maior autonomia e capacidade de decisão ao operário. Em alvenaria estrutural,
isto também está presente, pois as células de produção possuem esta característica.
Enxoval de ferramentas:
Trata-se de um conjunto de ferramentas utilizadas numa mesma etapa do serviço
em execução. Em alvenaria estrutural este conceito já é utilizado, com diversas ferramentas
desenvolvidas e utilizadas para o sistema construtivo. A Figura 3.8 a seguir ilustra as
ferramentas utilizadas pela alvenaria estrutural.

29
É boa prática não improvisar ferramentas para a execução de alvenaria,
fornecendo um kit completo de ferramentas para o operário no início dos trabalhos e
mantendo-as limpas e em bom estado ao longo da execução.
Figura 3.8 – Ferramentas básicas da alvenaria estrutural. Fonte: ABCP.
Ferramentas simples e dedicadas:
É notável a quantidade de ferramentas simples que se desenvolveram para a
aplicação em alvenaria, tanto estrutural como de vedação. Dentre estas ferramentas, pode-se
citar os escantilhões, os fios traçantes, as fôrmas reguláveis para as janelas e portas entre
outras. Uma característica comum a todas estas ferramentas é a simplicidade, pois nenhuma
delas é de alta tecnologia. Logo, está é mais uma característica lean aplicada, já há tempos,
naturalmente na alvenaria estrutural. A Figura 3.9 mostra o uso de escantilhões.
30
Figura 3.9 – Escantilhão como referência para o nível das fiadas. Fonte: ABCP.
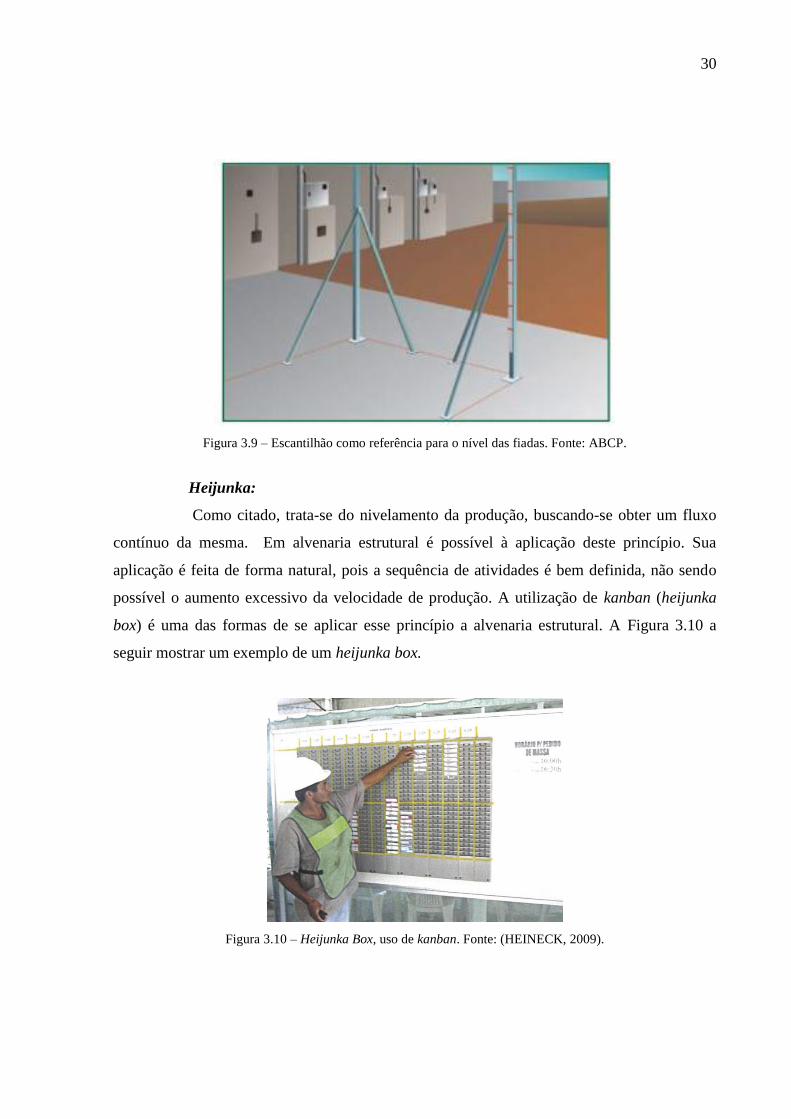
Heijunka:
Como citado, trata-se do nivelamento da produção, buscando-se obter um fluxo
contínuo da mesma. Em alvenaria estrutural é possível à aplicação deste princípio. Sua
aplicação é feita de forma natural, pois a sequência de atividades é bem definida, não sendo
possível o aumento excessivo da velocidade de produção. A utilização de kanban (heijunka
box) é uma das formas de se aplicar esse princípio a alvenaria estrutural. A Figura 3.10 a
seguir mostrar um exemplo de um heijunka box.
Figura 3.10 – Heijunka Box, uso de kanban. Fonte: (HEINECK, 2009).

31
Inovações tecnológicas simples:
Esta característica se assemelha bastante a característica anterior, que é a de
ferramentas simples e dedicadas. Dentre as inovações tecnológicas simples utilizadas na
alvenaria estrutural, pode-se citar o recipiente especial para grauteamento, que facilita
bastante o trabalho, e o uso de moldes e gabaritos. Estes dois equipamentos podem ser visto
nas Figura 3.11e Figura 3.12, a seguir.
Figura 3.11 – Recipiente especial para grauteamento. Fonte: Desconhecida.
Figura 3.12 – Gabarito regulável para janelas. Fonte: ABCP.
32
Jidoka:
Como já citado, esta característica consiste basicamente em permitir ao operador
que decida se a linha de montagem deve parar, sempre que for detectada qualquer anomalia.
Em alvenaria estrutural também é possível dotar o operário de poderes para parar a produção.
A facilidade de se perceber erros também é alta devido à modulação, o que reduz a
possibilidade de um erro passar despercebido. Diferentemente de uma estrutura de concreto,
em que o prumo é verificado antes da concretagem e a ação do vento ou o próprio ato de se
concretar podem desaprumar a estrutura, na alvenaria estrutural a verificação de prumo pode
ser feita de fiada em fiada, o que reduz quase a zero a possibilidade de desaprumo.
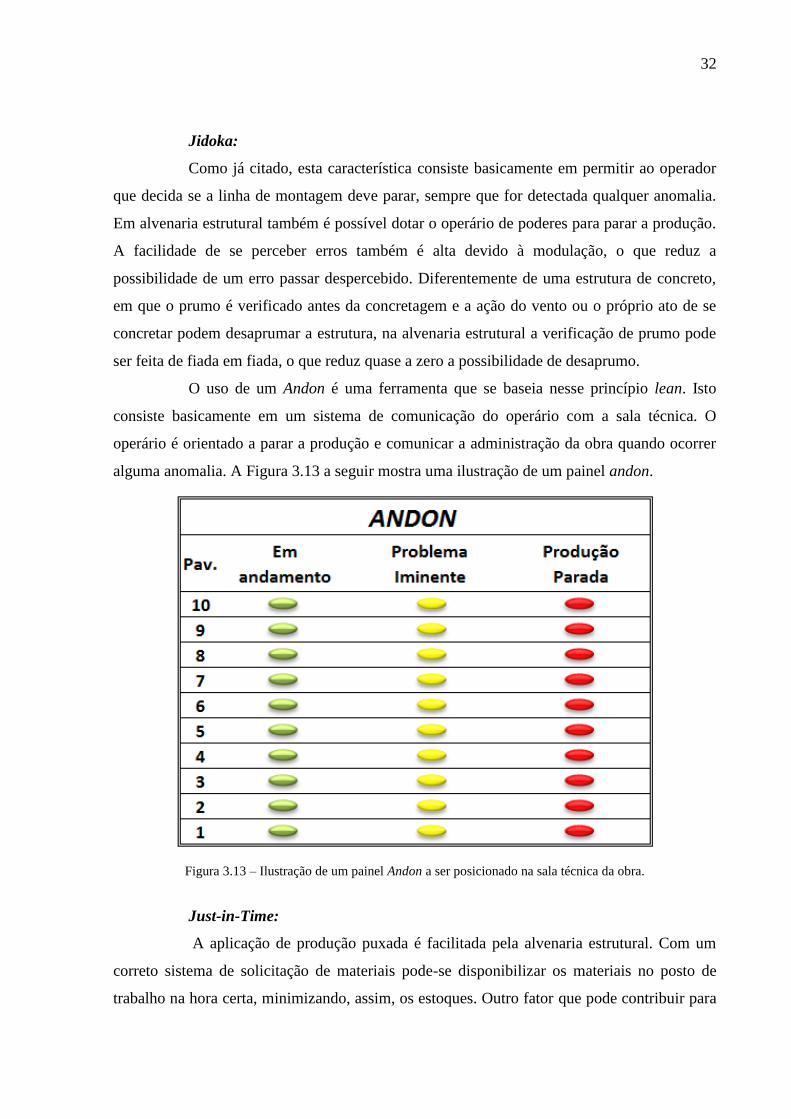
O uso de um Andon é uma ferramenta que se baseia nesse princípio lean. Isto
consiste basicamente em um sistema de comunicação do operário com a sala técnica. O
operário é orientado a parar a produção e comunicar a administração da obra quando ocorrer
alguma anomalia. A Figura 3.13 a seguir mostra uma ilustração de um painel andon.
Figura 3.13 – Ilustração de um painel Andon a ser posicionado na sala técnica da obra.
Just-in-Time:
A aplicação de produção puxada é facilitada pela alvenaria estrutural. Com um
correto sistema de solicitação de materiais pode-se disponibilizar os materiais no posto de
trabalho na hora certa, minimizando, assim, os estoques. Outro fator que pode contribuir para
33
a diminuição de estoques é a adoção da produção dos blocos no próprio canteiro (no caso dos
blocos de concreto) o que elimina a necessidade de entregas de blocos na obra. A mesma
ferramenta utilizada para o nivelamento da produção citada anteriormente, heijunka box, pode
ser utilizada para a prática da produção puxada.
Limpeza:
Característica básica de todo sistema de produção organizado, a limpeza também
é uma característica da construção enxuta. Ao se visitar uma obra na qual se utiliza o sistema
construtivo em estudo, é imediata a percepção de um elevado padrão de limpeza,
diferentemente da maioria das obras de estruturas reticuladas. Como já citado, isso se deve
basicamente a eliminação de fôrmas e a impossibilidade de quebrar as paredes para embutir as
tubulações. É claro que é possível construir estruturas reticuladas sem fazer rasgos na
alvenaria, porém, a falta de qualificação da mão de torna difícil de controlar tal atitude, pois
não é possível se ter alguém fiscalizando todos os locais da obra a todo instante. Na alvenaria
estrutural, até mesmo esses funcionários sabem da total proibição para executar tal tarefa, o
que contribui para que isto não aconteça. Vale ressaltar que construir em alvenaria estrutural
não garante que a obra seja limpa, apenas contribui bastante com esta característica, ou seja,
não é um fator determinante. É um fator facilitador de limpeza no canteiro.
Milk run:
A definição deste termo, segundo Heineck et al. (2009, p 71) é “forma da
distribuição de matéria prima ao longo do chão da fábrica, em que um mesmo carrinho de
transporte alimenta com insumos diferentes postos de trabalho ao longo de um giro pela
fábrica”.
Em alvenaria estrutural, o fato de só se construir a laje quando grande parte dos
trabalhos do pavimento anterior já estejam completamente prontos, facilita o uso deste
conceito, não com um carrinho, e sim com uma grua utilizada na obra. A ausência da laje
possibilita que a grua forneça insumos para, alvenaria, instalações, argamassa, entre outros
serviços.
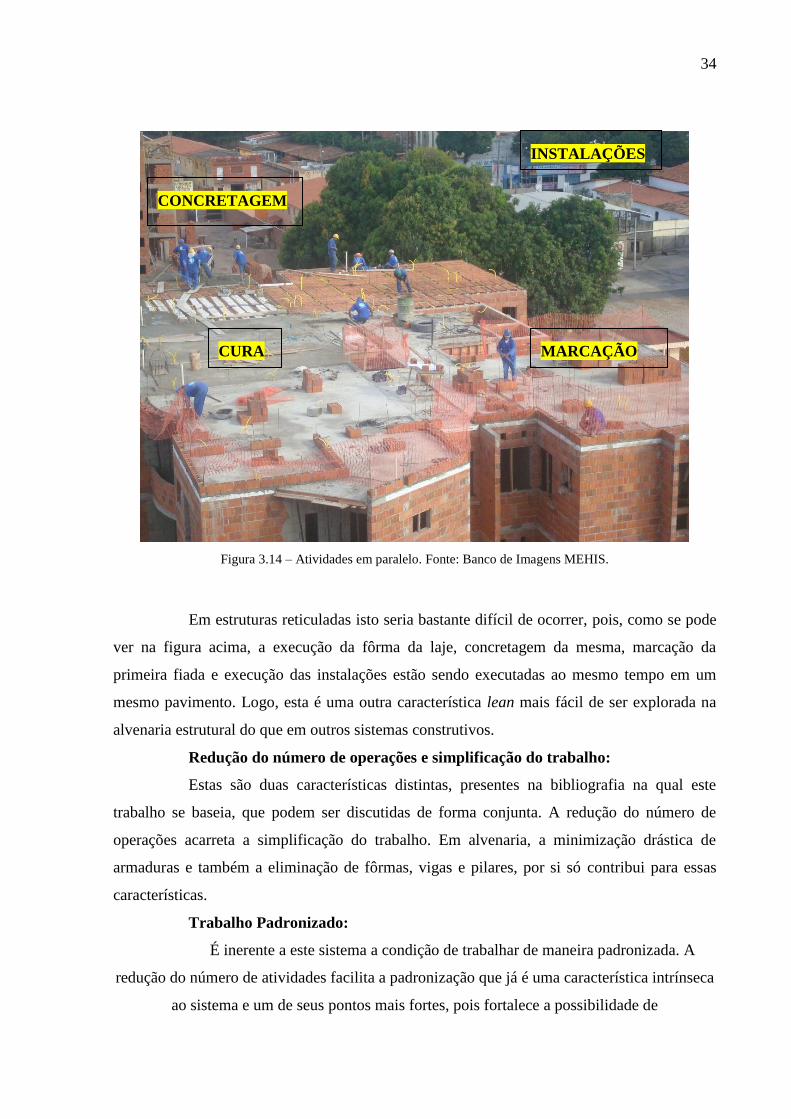
Paralelização dos fluxos de trabalho:
Como o próprio nome já diz, trata-se desenvolver diversos trabalhos diferentes ao
mesmo tempo. A Figura 3.14 ilustra a paralelização dos fluxos de trabalho.
34
Figura 3.14 – Atividades em paralelo. Fonte: Banco de Imagens MEHIS.
Em estruturas reticuladas isto seria bastante difícil de ocorrer, pois, como se pode
ver na figura acima, a execução da fôrma da laje, concretagem da mesma, marcação da
primeira fiada e execução das instalações estão sendo executadas ao mesmo tempo em um
mesmo pavimento. Logo, esta é uma outra característica lean mais fácil de ser explorada na
alvenaria estrutural do que em outros sistemas construtivos.
Redução do número de operações e simplificação do trabalho:
Estas são duas características distintas, presentes na bibliografia na qual este
trabalho se baseia, que podem ser discutidas de forma conjunta. A redução do número de
operações acarreta a simplificação do trabalho. Em alvenaria, a minimização drástica de
armaduras e também a eliminação de fôrmas, vigas e pilares, por si só contribui para essas
características.
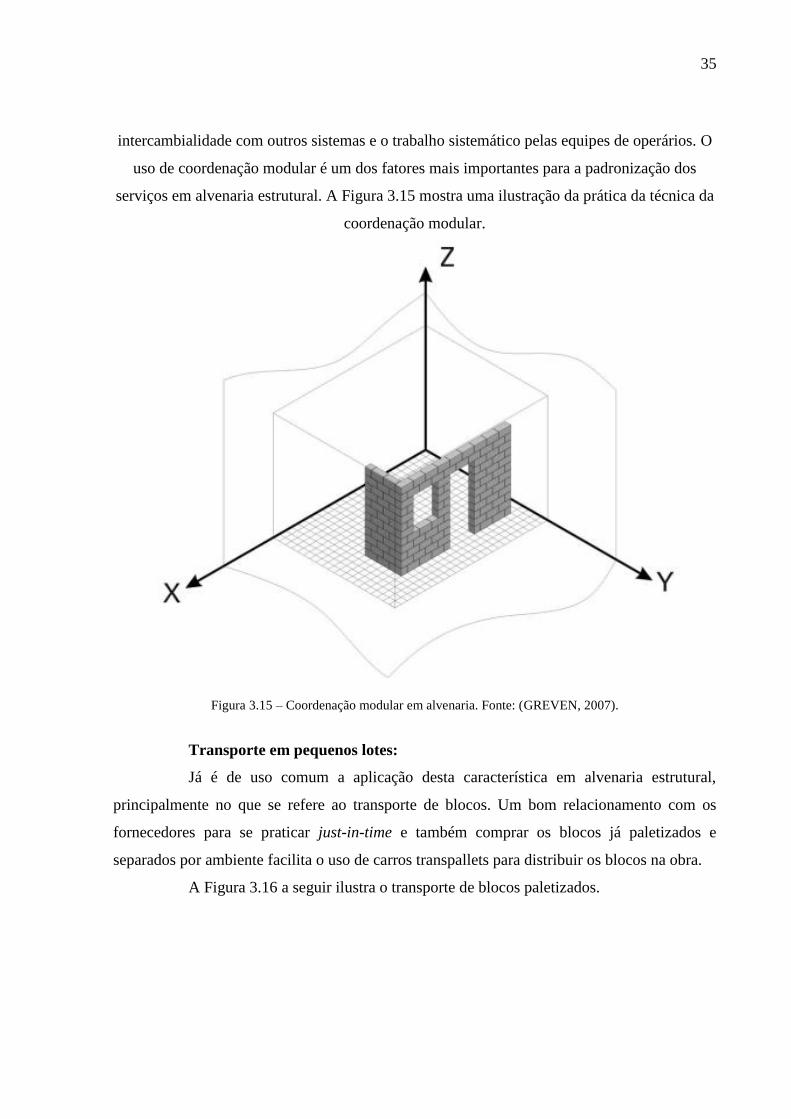
Trabalho Padronizado:
É inerente a este sistema a condição de trabalhar de maneira padronizada. A
redução do número de atividades facilita a padronização que já é uma característica intrínseca
ao sistema e um de seus pontos mais fortes, pois fortalece a possibilidade de
INSTALAÇÕES
MARCAÇÃO CURA
CONCRETAGEM
35
intercambialidade com outros sistemas e o trabalho sistemático pelas equipes de operários. O
uso de coordenação modular é um dos fatores mais importantes para a padronização dos
serviços em alvenaria estrutural. A Figura 3.15 mostra uma ilustração da prática da técnica da
coordenação modular.
Figura 3.15 – Coordenação modular em alvenaria. Fonte: (GREVEN, 2007).
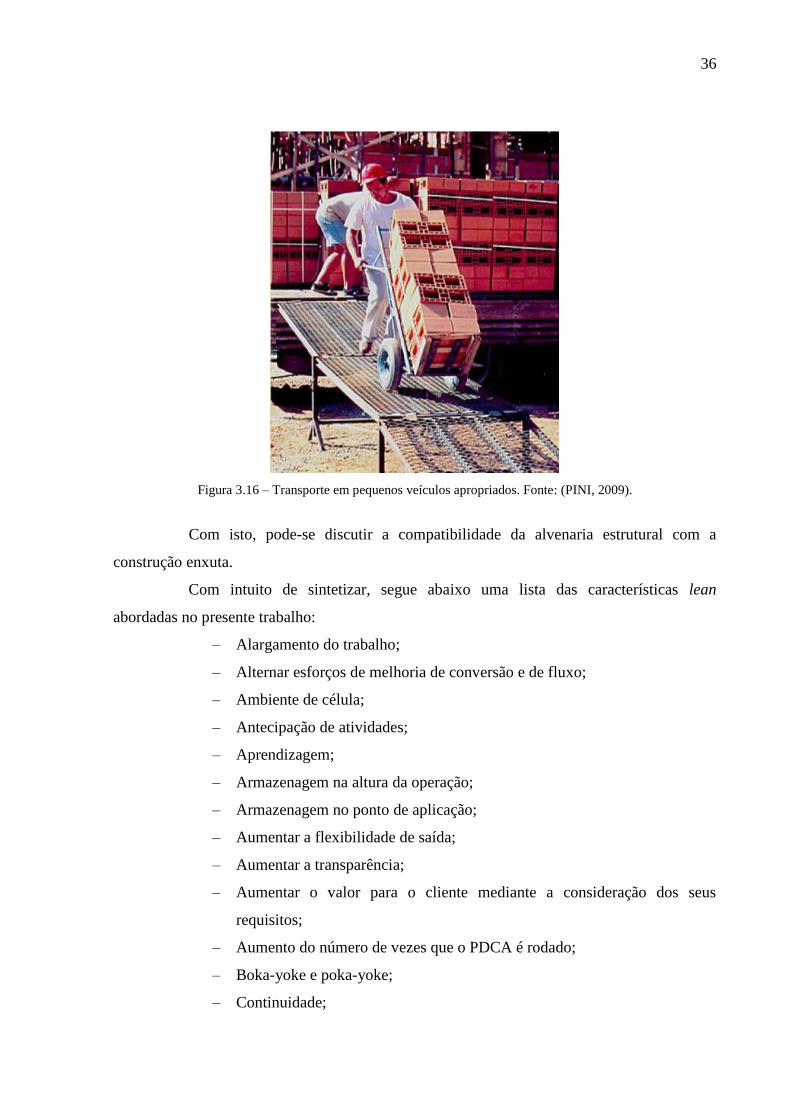
Transporte em pequenos lotes:
Já é de uso comum a aplicação desta característica em alvenaria estrutural,
principalmente no que se refere ao transporte de blocos. Um bom relacionamento com os
fornecedores para se praticar just-in-time e também comprar os blocos já paletizados e
separados por ambiente facilita o uso de carros transpallets para distribuir os blocos na obra.
A Figura 3.16 a seguir ilustra o transporte de blocos paletizados.
36
Figura 3.16 – Transporte em pequenos veículos apropriados. Fonte: (PINI, 2009).
Com isto, pode-se discutir a compatibilidade da alvenaria estrutural com a
construção enxuta.
Com intuito de sintetizar, segue abaixo uma lista das características lean
abordadas no presente trabalho:
‒ Alargamento do trabalho;
‒ Alternar esforços de melhoria de conversão e de fluxo;
‒ Ambiente de célula;
‒ Antecipação de atividades;
‒ Aprendizagem;
‒ Armazenagem na altura da operação;
‒ Armazenagem no ponto de aplicação;
‒ Aumentar a flexibilidade de saída;
‒ Aumentar a transparência;
‒ Aumentar o valor para o cliente mediante a consideração dos seus
requisitos;
‒ Aumento do número de vezes que o PDCA é rodado;
‒ Boka-yoke e poka-yoke;
‒ Continuidade;
37
‒ Controle ao longo do processo;
‒ Customização a jusante;
‒ Diminuição do tempo de atravessamento;
‒ Diminuir a parcela que não reúne valor no processo produtivo;
‒ Diminuir a variabilidade;
‒ Eliminação de perdas;
‒ Enriquecimento do trabalho;
‒ Enxoval de ferramentas;
‒ Fazer Benchmarking;
‒ Ferramentas simples e dedicadas;
‒ Focar o controle no processo como um todo;
‒ Heijunka;
‒ Inovações tecnológicas simples;
‒ Jidoka;
‒ Just-in-Time;
‒ Limpeza;
‒ Milk run;
‒ Paralelização dos fluxos de trabalho;
‒ Praticar o kaizen;
‒ Redução do número de operações e simplificação do trabalho;
‒ Reduzir o tempo de ciclo;
‒ Simplificar o processo produtivo;
‒ Trabalho Padronizado;
‒ Transporte em pequenos lotes.
Vale ressaltar, que na bibliografia da qual está lista foi retirada, existe uma lista
bem maior que pode ser explorada por outros autores interessados.
38
4 CONCLUSÕES
O trabalho tratou da adequabilidade da alvenaria estrutural aos princípios da
construção enxuta, buscando mostrar as características do sistema construtivo em estudo que
se adequam naturalmente ao Sistema Toyota de Produção. Para tal, iniciou-se através de uma
revisão bibliográfica sobre o Sistema Toyota de Produção, partindo, em seguida, para a
construção enxuta e, por fim, para alvenaria estrutural. Com caráter totalmente bibliográfico,
o trabalho desenvolveu-se pela discussão dos 11 princípios de Koskela de 1992, alargando-se
para uma série de características lean presentes na coletânea Edificar Lean de Heineck et al.
Através da discussão desenvolvida, pode-se mostrar várias características da
alvenaria estrutural que a tornam naturalmente aplicável a nova filosofia de produção, como:
‒ Simplificação do processo produtivo;
‒ Aprendizagem;
‒ Ferramentas simples e dedicadas;
‒ Inovações tecnológicas simples;
‒ Redução do número de operações;
‒ Trabalho padronizado.
Vale ressaltar a necessidade de estudar a aplicação destes conceitos lean em duas
áreas ainda menos exploradas, que são ao aumento de valor para o cliente e a melhoria da
qualidade de vida para os operários durante o processo de execução dos prédios em alvenaria
estrutural.
Como condição fundamental para se determinar se um sistema construtivo é
adequado a lean construction, os 11 princípios de Koskela para a construção enxuta foram
prontamente atendidos pelas características da alvenaria estrutural, o que nos permite concluir
que o sistema construtivo em estudo, alvenaria estrutural, é naturalmente lean.
Como citado anteriormente, pode-se estender para Womack e Jones, Bowen,
Spears, Liker. Logo, deixa-se como sugestão para trabalhos posteriores a exploração dos
autores supracitados e a aplicabilidade de seus princípios a alvenaria estrutural.
39
REFERÊNCIAS BIBLIOGRÁFICAS
ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND, Metodologia de Execução –
Passo a Passo para Construir Alvenarias de Blocos Vazados de Concreto. Local e ano
desconhecidos.
CARVALHO, L. A. M. Notas de aula da graduação em Engenharia Civil, 2010.
COSTA, G. S.; BARROS NETO, J. de P. Estudo de Caso sobre o Alinhamento Estratégico
em uma Construtora na Capital Cearense. Congresso Nacional de Excelência em Gestão,
Rio de Janeiro, 2010.
DAVIS, M. M.; AQUILANO, N. J.; CHASE R. B. Fundamentos da Administração da
Produção, 3° edição, Bookman Editora, Porto Alegre, 2001.
FORMOSO, C. T. Lean Construction – Princípios básicos e exemplos. Apostila sobre
Lean Construction – Universidade Federal do Rio Grande do Sul – Escola de Engenharia-
Núcleo Orientado para a Inovação da Edificação – Porto Alegre, RS, 2003.
GHINATO, P. Elementos Fundamentais do Sistema Toyota de Produção. In____. Recife,
2000. Disponível em < http://www.scribd.com/doc/294131/Fundamentos-do-Sistema-Toyota-
de-Producao >. Acesso em: 3 mar, 2010.
GREVEN, H. A.; BALDAUF, A. S. F.. Introdução à Coordenação Modular da
Construção no Brasil. Porto Alegre: Habitare, 2007.
GUEDES, M. B. Caderno de Encargos, 5ª edição, Editora Pini, São Paulo, 2009.
HEINECK, L. F. M; ROCHA, F. E. M; PEREIRA, P. E; LEITE, M. O. Introdução aos
Conceitos Lean – Visão Geral do Assunto. Fortaleza: Ed. Expressão Gráfica, 2009.
HYER N. L.; BROWN K. A. The Discipline of Real Cells. Journal of Operations
Management. Volume 17, Issue 5,P 557-574. Agosto 1999.
KOSKELA, L. An Exploration Towards a Production Theory and its Applications to
Construction. Theses, Doctor of Philosophy, VTT Building Technology. Finland, 2000.
40
KOSKELA, L. Application of the New Production Philosophy to Construction. Technical
Report 72. Center for Integrated Facility Engineering. Department of Civil Engineering.
Stanford University, 1992.
LEAN INSTITUTE DO BRASIL, Léxico Lean – Glossário Ilustrado para Praticantes do
Pensamento Lean. São Paulo: Lean Institute do Brasil, 2003.
MANZIONE, L. Projeto e Execução de Alvenaria Estrutural. São Paulo: Ed. O Nome da
Rosa, 2004.
OHNO, T. O Sistema Toyota de Produção - Além da Produção em Larga Escala. Porto
Alegre: Editora Bookman, 1997.
PEIXOTO, P. H. H. Aplicabilidade da Alvenaria Estrutural para Edifícios de Alto
Padrão em Fortaleza Estudos de Caso. Dissertação de Mestrado. Fortaleza, 2005.
PINI, Construção Passo a Passo. São Paulo: Ed. Pini, 2009.
RAMALHO, M.; CORRÊA, M. Projeto de Edifícios de Alvenaria Estrutural. São Paulo:
Ed. Pini, 2003.
TAUIL, C. A.; NESSE, F. J. M. Alvenaria Estrutural – Metodologia do Projeto, Detalhes,
Mão de Obra, Normas e Ensaios. São Paulo: Pini, 2010.
WOMACK, J.P., JONES, D.T. A Máquina que Mudou o Mundo. Rio de Janeiro: Campus,
2004.
WOMACK, J.P., JONES, D.T. A Mentalidade Enxuta nas Empresas. Rio de Janeiro:
Campus, 1998.