Embed Size (px)
Citation preview
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
Os autores são do Instituto de Engenharia Mecânica da Universidade Técnica Bergakademie Freiberg, da Alemanha. O artigo Magnesiumguss
nach Vollformgiessverfahren durch gesteuertes Formfüllen foi originalmente publicado na revista alemã Giesserei n.º 1, de 2.004, pp. 58-66. Reprodução
autorizada pelo editor. Tradução de Themistocles Rodrigues Júnior.
A FUNDIÇÃO DE MAGNÉSIO PELO PROCESSO DE MOLDE CHEIO, COM ENCHIMENTO CONTROLADO.
O processo de fundição com molde cheio a baixa pressão pode ser utilizado na confecção de fundidos de magnésio com paredes finas, conforme relatado no artigo a seguir, que descreve os ensaios realizados para comprovar a eficiência desta técnica e os seus respectivos resultados.
O processo de fundição com molde cheio pode se utilizado para a fabricação rápida e de baixo
custo de peças fundidas complexas. Os seus princípios foram estabelecidos há cinqüenta anos, quando foi patenteada a fundição com um modelo de espuma inserido no molde (1).
Princípios: A importância da tecnologia de fundição com molde cheio cresceu particularmente nos últimos
anos. As pesquisas realizadas neste período resultaram no desenvolvimento de novos materiais que podem ser utilizados com este método, assim como em um melhor entendimento das seqüências do processo. A poluição ambiental também foi reduzida.
Especialmente nos Estados Unidos, a fundição com molde cheio é aceita como um processo de fabricação de peças fundidas. Os prognósticos indicam que até 2.007 cerca de 30% da produção global de fundidos será realizada com o auxílio desta técnica, que também é cada vez mais utilizada na China (2).
Em contrapartida, na Europa – particularmente na Alemanha -, a divulgação deste método é lenta. Após algum tempo de produção, algumas fundições suspenderam a fabricação de ecas por esta técnica. A análise desta tendência revelou diversos motivos (3):
Conhecimentos insuficientes das possibilidades desta tecnologia entre os engenheiros de
projeto. Falta de colaboração entre os especialistas de fundição e os projetistas na fase de
desenvolvimento dos componentes. O grande número de estágio de processo. A penetração científica insuficiente dos processos. A alta porcentagem de rejeição durante a fase inicial de produção. A reprodução da superfície da espuma na peça fundida. A inexistência de vantagens diretas para o fundidor.
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
Por estes motivos, os projetistas não aproveitam a vantagem principal da fundição do molde
cheio, que oferece poucas limitações quanto ao projeto da peça. Normalmente, os consumidores de fundidos não solicitam nenhum processo de fundição específico para a sua fabricação.
Outro fator agravante consiste no fato de que as vantagens da fundição com molde cheio não podem ser transformadas em vantagens de custo para o fundidor. A fabricação do modelo de espuma, a pintura e o enchimento do molde podem causar dificuldades consideráveis na implementação do processo na prática (3).
Nesta técnica, o enchimento do molde é, até o momento, realizado de modo bastante empírico. Alguns fatores são dificilmente evitados, destacando-se a frente turbulenta do banho fundido, o controle da velocidade do metal e a ocorrência de produtos de decomposição, de óxidos e de outras inclusões.
Na fundição com molde cheio por gravidade, a velocidade real do banho fundido e as propriedades de fluxo durante o enchimento do molde são resultantes de um grande número de fatores de interação, que abrangem a velocidade de fundição, a altura de vazamento, a temperatura do metal, a geometria e as dimensões do sistema de fundição e da peça, o tipo e a densidade do modelo de espuma e a permeabilidade ao gás da pintura cerâmica e da areia. Estes parâmetros somente podem ser controlados até um determinado grau.
Durante o enchimento do molde, já foi comprovada a formação de uma região de decomposição entre a frente do banho e o modelo de espuma.
Devido à decomposição do material da espuma, tem-se formação de produtos líquidos e gasosos, os quais podem ser aprisionados e incorporados ao banho no caso de um fluxo turbulento, resultando em defeitos de fundição.
Adicionalmente, os produtos gasosos de decomposição provocam uma sobre pressão na região de decomposição no molde de espuma. Esta sobre pressão é resultante do volume de gás gerado durante a fundição, o qual é dissipado através das camadas de pintura e da areia, e reduz o movimento do banho fundido.
O tamanho da região de decomposição e a sobre pressão contida neste local exercem uma influência significativa sobre o enchimento do molde cheio (4 – 8).
Por meio do controle da velocidade de enchimento, é possível melhorar a quantidade do fundido. Também existe a possibilidade de reagir em caso de possíveis alterações de outros parâmetros (dentro de certos limites), sem prejudicar a qualidade da peça.
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
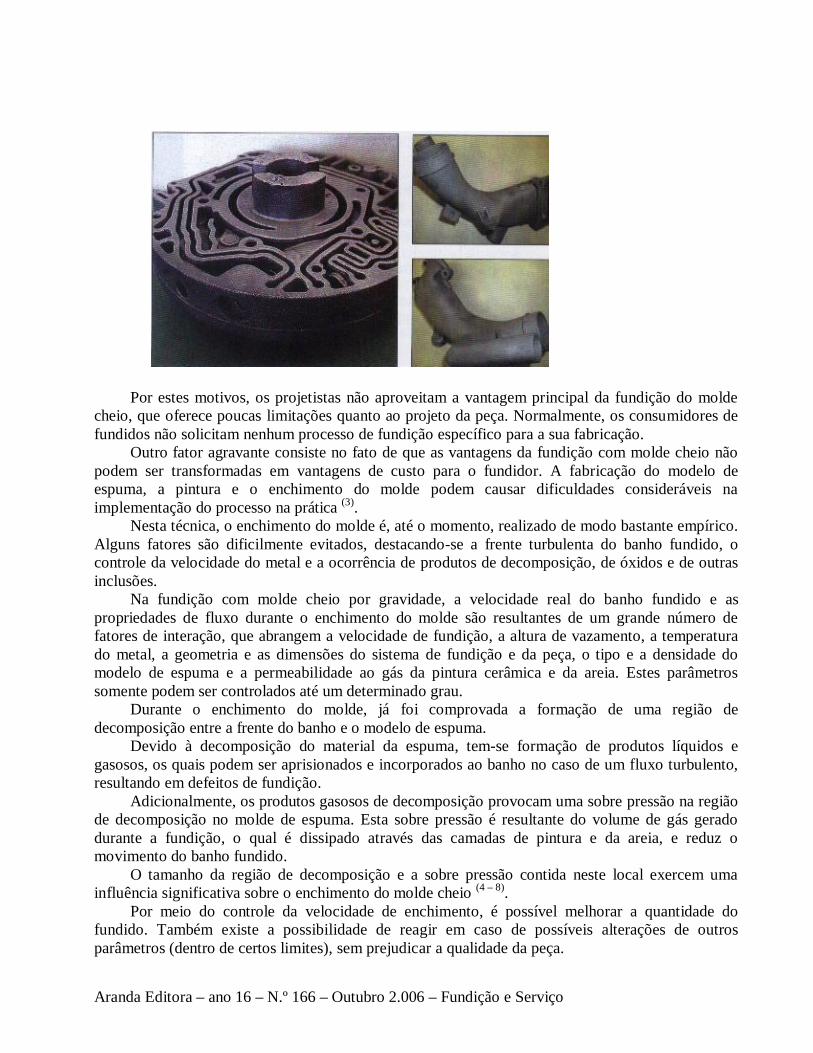
Velocidades de enchimento muito baixam ou muito elevados podem resultar em fundidos defeituosos (9) (figura 1).
Estes eventuais defeitos caracterizam-se como inclusões na peça fundida (carbono lustroso) ou
defeitos de areia. Portanto, é necessário colocar uma quantidade adequada de calor à disposição do modelo, para uma melhor gaseificação, assim como produzir uma região de decomposição com tamanho apropriado.
Em resumo, pode-se afirmar que o banho fundido deve preencher o molde de maneira a possibilitar a disposição de uma quantidade ideal de calor.
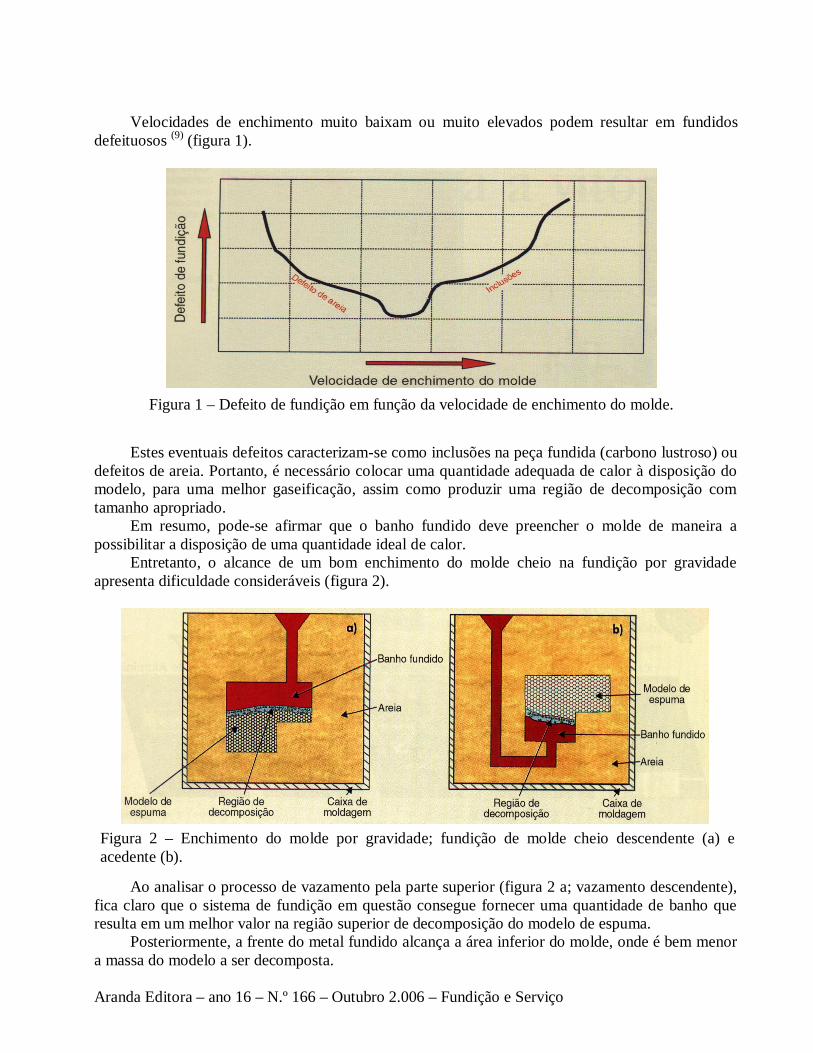
Entretanto, o alcance de um bom enchimento do molde cheio na fundição por gravidade apresenta dificuldade consideráveis (figura 2).
Ao analisar o processo de vazamento pela parte superior (figura 2 a; vazamento descendente), fica claro que o sistema de fundição em questão consegue fornecer uma quantidade de banho que resulta em um melhor valor na região superior de decomposição do modelo de espuma.
Posteriormente, a frente do metal fundido alcança a área inferior do molde, onde é bem menor a massa do modelo a ser decomposta.
Figura 1 – Defeito de fundição em função da velocidade de enchimento do molde.
Figura 2 – Enchimento do molde por gravidade; fundição de molde cheio descendente (a) e acedente (b).
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
No entanto, o sistema de fundição continua fornecendo a mesma quantidade de banho. Após a transição da área maior do modelo para a menor, o enchimento não ocorre mais de modo otimizado.
No caso do enchimento pela parte inferior (figura 2 b; vazamento ascendente do molde), observa-se que a escolha do sistema de vazamento para possibilitar a formação de uma região melhorada de decomposição na parte inferior do modelo resulta em um enchimento defeituoso na parte superior.
Além disso, no processo com molde cheio, a fundição por gravidade não pode ser controlada de modo exato, apesar do seu sistema de vazamento ser projetado antecipadamente.
Nesta técnica o vazamento por gravidade requer um sistema muito compacto, com a finalidade de se estabelecer a pressão que assegure a decomposição das partículas do modelo.
O enchimento controlado durante todo o processo de fundição é vantajoso para se evitar inclusões de produtos de decomposição ou penetrações de areia.
Com o objetivo de eliminar as desvantagens do enchimento descontrolado do molde, o Instituto de Engenharia Mecânica da Universidade Técnica Bergakademie Freiberg (10) desenvolveu o processo de fundição com molde cheio a baixa pressão.
Apresentação do problema. Nos últimos 10 anos, houve um aumento significativo da produção e aplicação de peças
fundidas de magnésio. O motivo é, em primeiro lugar, a demanda da indústria automobilística, que para aumentar a eficiência do combustível e reduzir o peso dos componentes está sempre à procura de materiais alternativos.
O emprego do magnésio na confecção de componentes automotivos alcançou uma taxa de crescimento devido à sua baixa densidade e elevada resistência relativa (11).
Os números estagnados relativos à produção de fundidos de magnésio nos últimos dois anos devem chegar ao fim, pois a indústria alemã realizou um grande esforço neste campo de pesquisa na metade dos anos 90.
Deste modo, diversos projetos de desenvolvimento, os quais alcançaram agora a maturidade necessária para a produção seriada e uns espectros de aplicação cada vez maior, levantam a expectativa de outro crescimento (12).
A indústria de fundição é criativa e empreendedora. Durante a sua história, ela sempre desenvolveu novos métodos e matérias para satisfazer os requisitos da técnica de produção, as exigências qualitativas e as solicitações dos clientes em constantes alterações. Desta forma, já foi iniciado o desenvolvimento do novo processo de espuma perdida para a fundição de magnésio.
Uma propriedade características das ligas de magnésio é a sua baixa entalpia (calor específico de 0,25 kcal/kg k e calor de fusão de 89 kcal/kg), pela qual é possível explicar determinados fenômeno que ocorrem durante a fundição.
O banho fundido introduzido no molde diretamente dos cadinhos de vazamento se resfria rapidamente. A baixa capacidade calorífica das ligas de magnésio resulta em uma cristalização mais rápida na parede do molde, em comparação com a maioria das ligas de fundição. A capacidade de enchimento do molde diminui no caso de temperaturas decrescentes. Ela pode ser bastante diferente em pontos locais, dependendo do fluxo maior ou menor de metal nas seções transversais individuais (13, 14).
Por causa da baixa entalpia do banho fundido de magnésio, a produção de peças neste material pelo processo de fundição com molde cheio apresenta dificuldades consideráveis. Isto porque os
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
modelos não são decompostos e a pressão de gaseificação produzida na região de decomposição impede o enchimento do molde, em razão do baixo peso específico do magnésio.
Para vencer a pressão de gaseificação no vazamento por gravidade do molde cheio e obter um enchimento bem sucedido, é necessário utilizar um sistema de fundição grande (tamanho desproporcional) e efetuar a fundição sob vácuo (15, 16).
Para isto, é preciso introduzir uma quantidade considerável de banho, com o objetivo de se manter ema velocidade de fundição adequada durante o enchimento do molde. Mesmo assim, entretanto, o processo global não é controlado. Além disso, é necessário que o magnésio seja processado em um recinto fechado sob gás de proteção, em razão de sua afinidade com o oxigênio.
Com o objetivo de eliminar as desvantagens da fundição das ligas de magnésio por gravidade quando se emprega o processo de molde cheio, uma série de estudos foi realizada com base em uma instalação aperfeiçoada de pequeno porte, a qual reúne as vantagens da fundição à baixa pressão e com molde cheio, além de possibilitar um enchimento controlado.
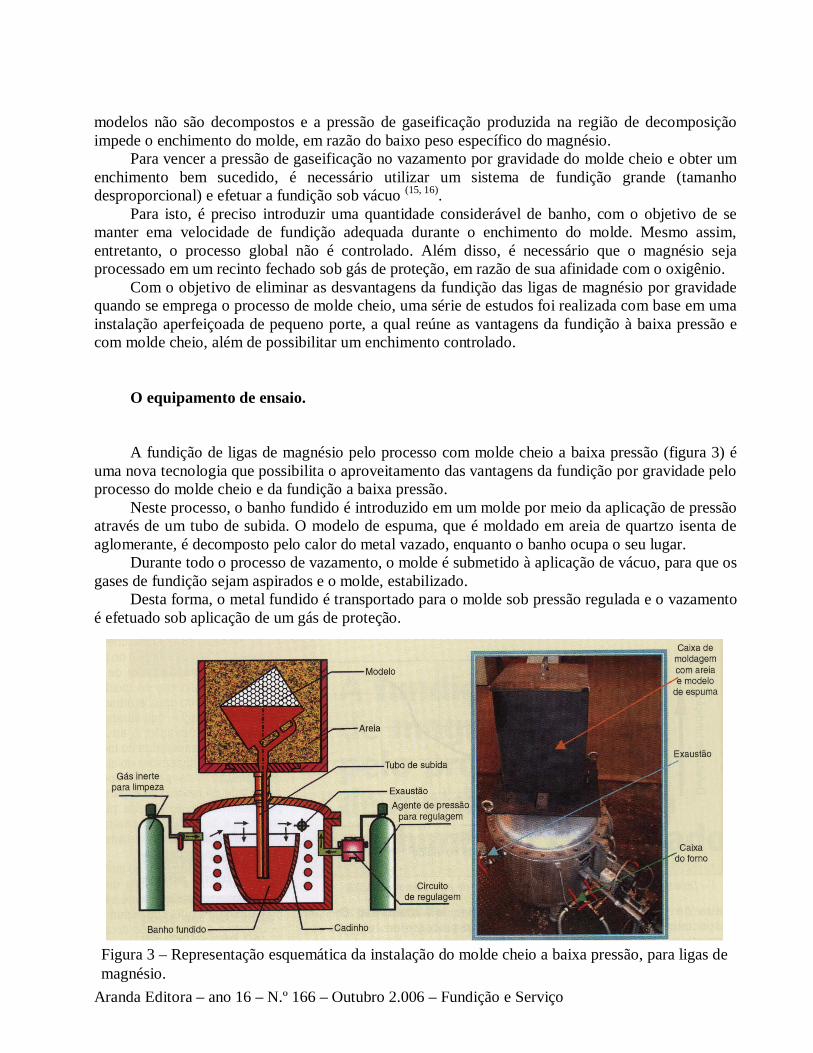
O equipamento de ensaio. A fundição de ligas de magnésio pelo processo com molde cheio a baixa pressão (figura 3) é
uma nova tecnologia que possibilita o aproveitamento das vantagens da fundição por gravidade pelo processo do molde cheio e da fundição a baixa pressão.
Neste processo, o banho fundido é introduzido em um molde por meio da aplicação de pressão através de um tubo de subida. O modelo de espuma, que é moldado em areia de quartzo isenta de aglomerante, é decomposto pelo calor do metal vazado, enquanto o banho ocupa o seu lugar.
Durante todo o processo de vazamento, o molde é submetido à aplicação de vácuo, para que os gases de fundição sejam aspirados e o molde, estabilizado.
Desta forma, o metal fundido é transportado para o molde sob pressão regulada e o vazamento é efetuado sob aplicação de um gás de proteção.
Figura 3 – Representação esquemática da instalação do molde cheio a baixa pressão, para ligas de magnésio.
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
A velocidade de enchimento do molde (v) depende da pressão metalostática (p) e da contrapressão (p), que ocorrem durante a decomposição do molde de espuma. A velocidade é calculada conforme a equação de Bernoulli:
V = n . 2 . (p1 – p2) (1) P Onde:
- n: fator para alterações da seção transversal; - p: densidade do metal fundido.
A diferença principal do enchimento do molde nos vazamentos por gravidade e do molde cheio a baixa pressão consiste na velocidade de enchimento. No primeiro caso, ela não pode ser controlada: v = f (p), com p = f (h) e h constante. Já na fundição a baixa pressão, este parâmetro é controlável, com p = f (t).
Por meio do modelamento dos processos de fluxo na fundição a baixa pressão, é possível estabelecer um regime de pressão por comando a ar comprimido (9).
Realização dos ensaios. O dispositivo desenvolvido foi a condição prévia para a realização dos primeiros ensaios de
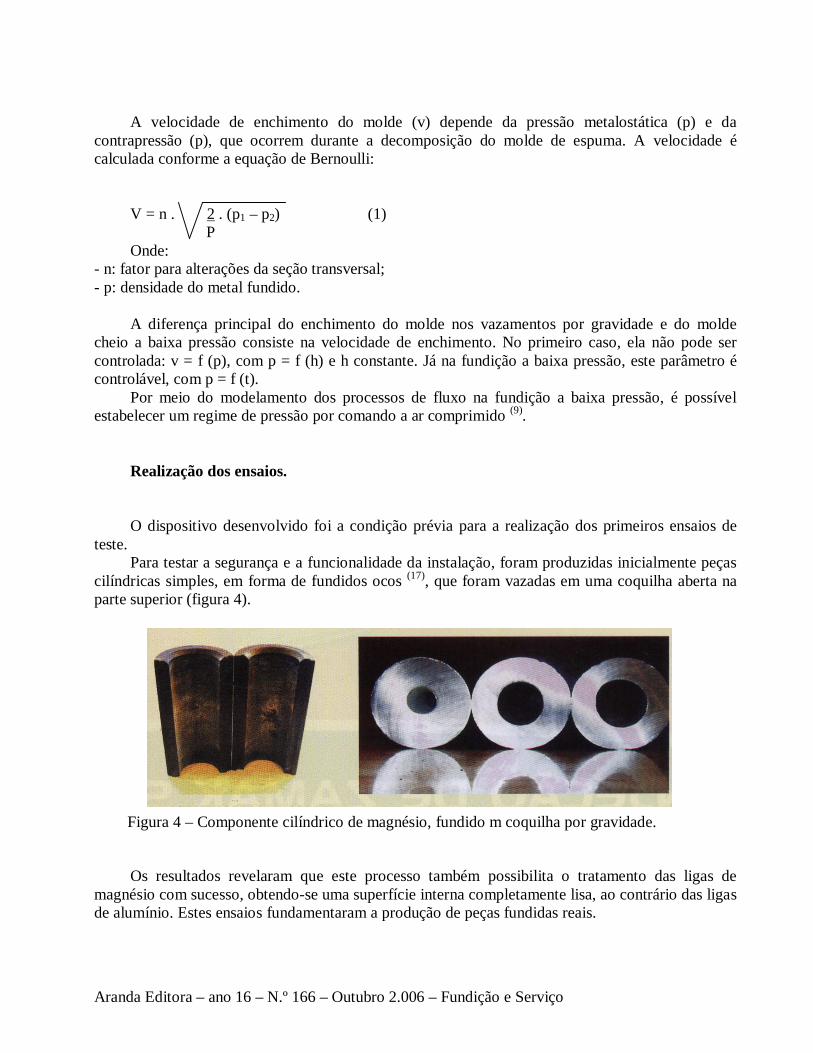
teste. Para testar a segurança e a funcionalidade da instalação, foram produzidas inicialmente peças
cilíndricas simples, em forma de fundidos ocos (17), que foram vazadas em uma coquilha aberta na parte superior (figura 4).
Os resultados revelaram que este processo também possibilita o tratamento das ligas de
magnésio com sucesso, obtendo-se uma superfície interna completamente lisa, ao contrário das ligas de alumínio. Estes ensaios fundamentaram a produção de peças fundidas reais.
Figura 4 – Componente cilíndrico de magnésio, fundido m coquilha por gravidade.
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
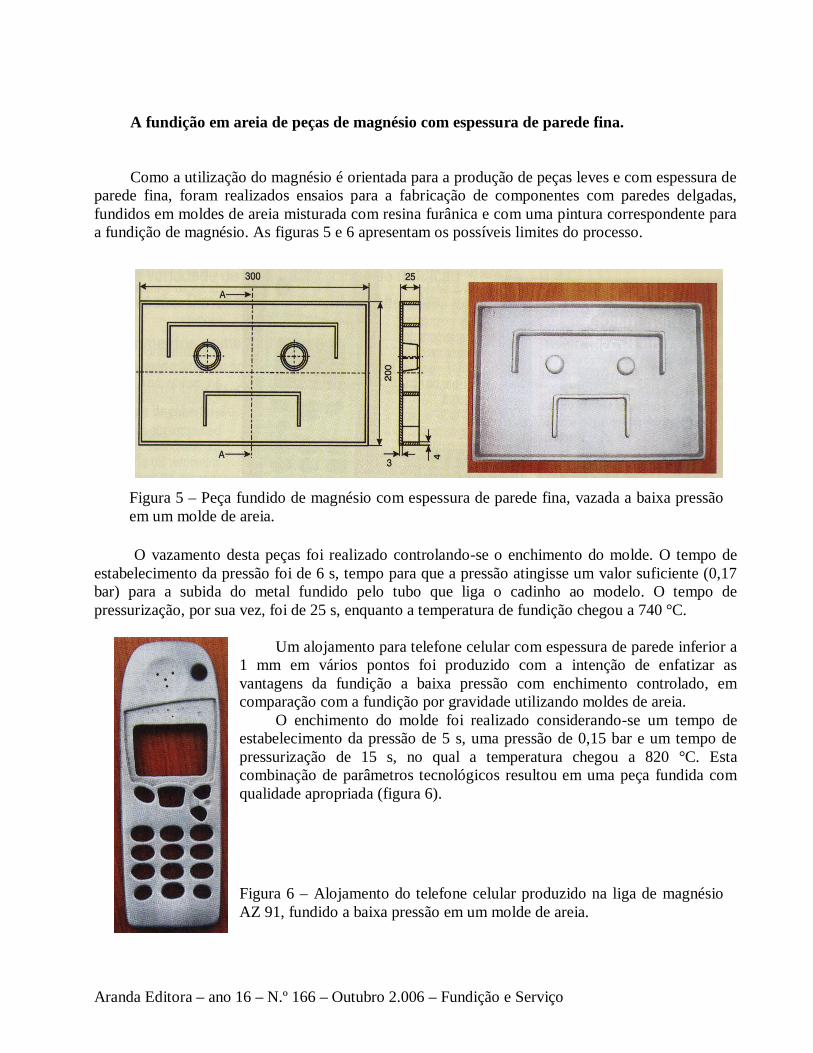
A fundição em areia de peças de magnésio com espessura de parede fina. Como a utilização do magnésio é orientada para a produção de peças leves e com espessura de
parede fina, foram realizados ensaios para a fabricação de componentes com paredes delgadas, fundidos em moldes de areia misturada com resina furânica e com uma pintura correspondente para a fundição de magnésio. As figuras 5 e 6 apresentam os possíveis limites do processo.
O vazamento desta peças foi realizado controlando-se o enchimento do molde. O tempo de estabelecimento da pressão foi de 6 s, tempo para que a pressão atingisse um valor suficiente (0,17 bar) para a subida do metal fundido pelo tubo que liga o cadinho ao modelo. O tempo de pressurização, por sua vez, foi de 25 s, enquanto a temperatura de fundição chegou a 740 °C.
Um alojamento para telefone celular com espessura de parede inferior a
1 mm em vários pontos foi produzido com a intenção de enfatizar as vantagens da fundição a baixa pressão com enchimento controlado, em comparação com a fundição por gravidade utilizando moldes de areia.
O enchimento do molde foi realizado considerando-se um tempo de estabelecimento da pressão de 5 s, uma pressão de 0,15 bar e um tempo de pressurização de 15 s, no qual a temperatura chegou a 820 °C. Esta combinação de parâmetros tecnológicos resultou em uma peça fundida com qualidade apropriada (figura 6).
Figura 5 – Peça fundido de magnésio com espessura de parede fina, vazada a baixa pressão em um molde de areia.
Figura 6 – Alojamento do telefone celular produzido na liga de magnésio AZ 91, fundido a baixa pressão em um molde de areia.
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
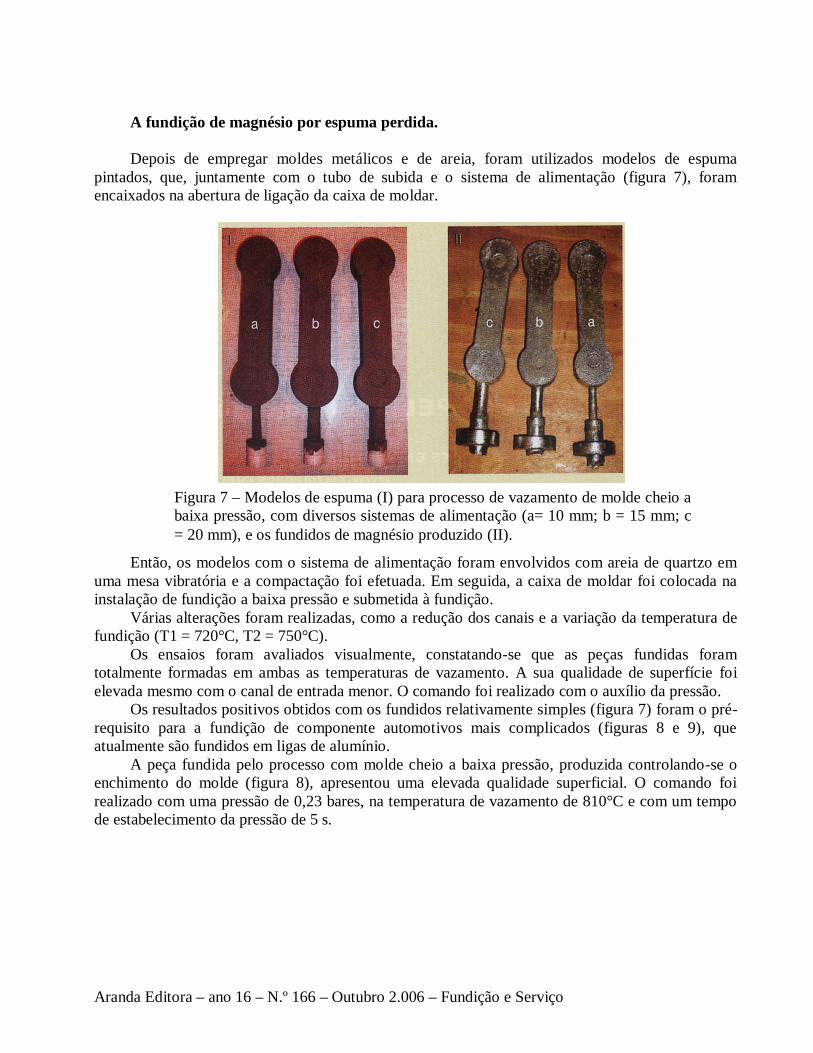
A fundição de magnésio por espuma perdida. Depois de empregar moldes metálicos e de areia, foram utilizados modelos de espuma
pintados, que, juntamente com o tubo de subida e o sistema de alimentação (figura 7), foram encaixados na abertura de ligação da caixa de moldar.
Então, os modelos com o sistema de alimentação foram envolvidos com areia de quartzo em
uma mesa vibratória e a compactação foi efetuada. Em seguida, a caixa de moldar foi colocada na instalação de fundição a baixa pressão e submetida à fundição.
Várias alterações foram realizadas, como a redução dos canais e a variação da temperatura de fundição (T1 = 720°C, T2 = 750°C).
Os ensaios foram avaliados visualmente, constatando-se que as peças fundidas foram totalmente formadas em ambas as temperaturas de vazamento. A sua qualidade de superfície foi elevada mesmo com o canal de entrada menor. O comando foi realizado com o auxílio da pressão.
Os resultados positivos obtidos com os fundidos relativamente simples (figura 7) foram o pré-requisito para a fundição de componente automotivos mais complicados (figuras 8 e 9), que atualmente são fundidos em ligas de alumínio.
A peça fundida pelo processo com molde cheio a baixa pressão, produzida controlando-se o enchimento do molde (figura 8), apresentou uma elevada qualidade superficial. O comando foi realizado com uma pressão de 0,23 bares, na temperatura de vazamento de 810°C e com um tempo de estabelecimento da pressão de 5 s.
Figura 7 – Modelos de espuma (I) para processo de vazamento de molde cheio a baixa pressão, com diversos sistemas de alimentação (a= 10 mm; b = 15 mm; c = 20 mm), e os fundidos de magnésio produzido (II).
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
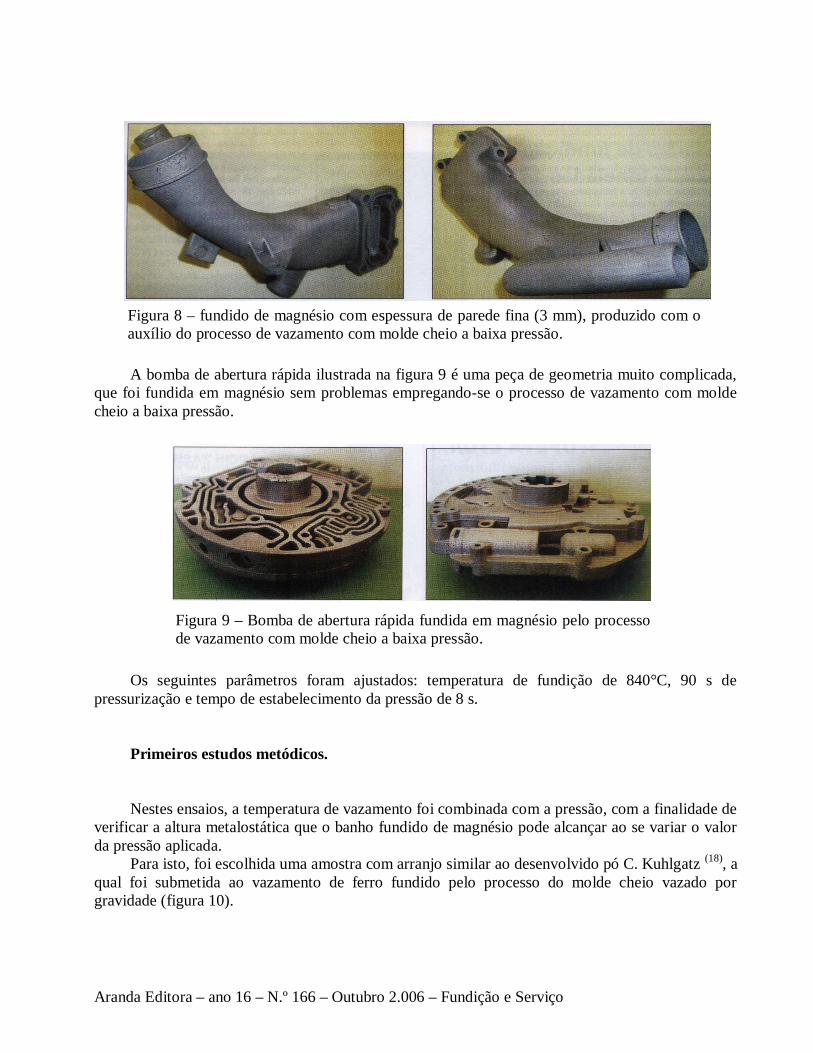
A bomba de abertura rápida ilustrada na figura 9 é uma peça de geometria muito complicada, que foi fundida em magnésio sem problemas empregando-se o processo de vazamento com molde cheio a baixa pressão.
Os seguintes parâmetros foram ajustados: temperatura de fundição de 840°C, 90 s de
pressurização e tempo de estabelecimento da pressão de 8 s. Primeiros estudos metódicos. Nestes ensaios, a temperatura de vazamento foi combinada com a pressão, com a finalidade de
verificar a altura metalostática que o banho fundido de magnésio pode alcançar ao se variar o valor da pressão aplicada.
Para isto, foi escolhida uma amostra com arranjo similar ao desenvolvido pó C. Kuhlgatz (18), a qual foi submetida ao vazamento de ferro fundido pelo processo do molde cheio vazado por gravidade (figura 10).
Figura 8 – fundido de magnésio com espessura de parede fina (3 mm), produzido com o auxílio do processo de vazamento com molde cheio a baixa pressão.
Figura 9 – Bomba de abertura rápida fundida em magnésio pelo processo de vazamento com molde cheio a baixa pressão.
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
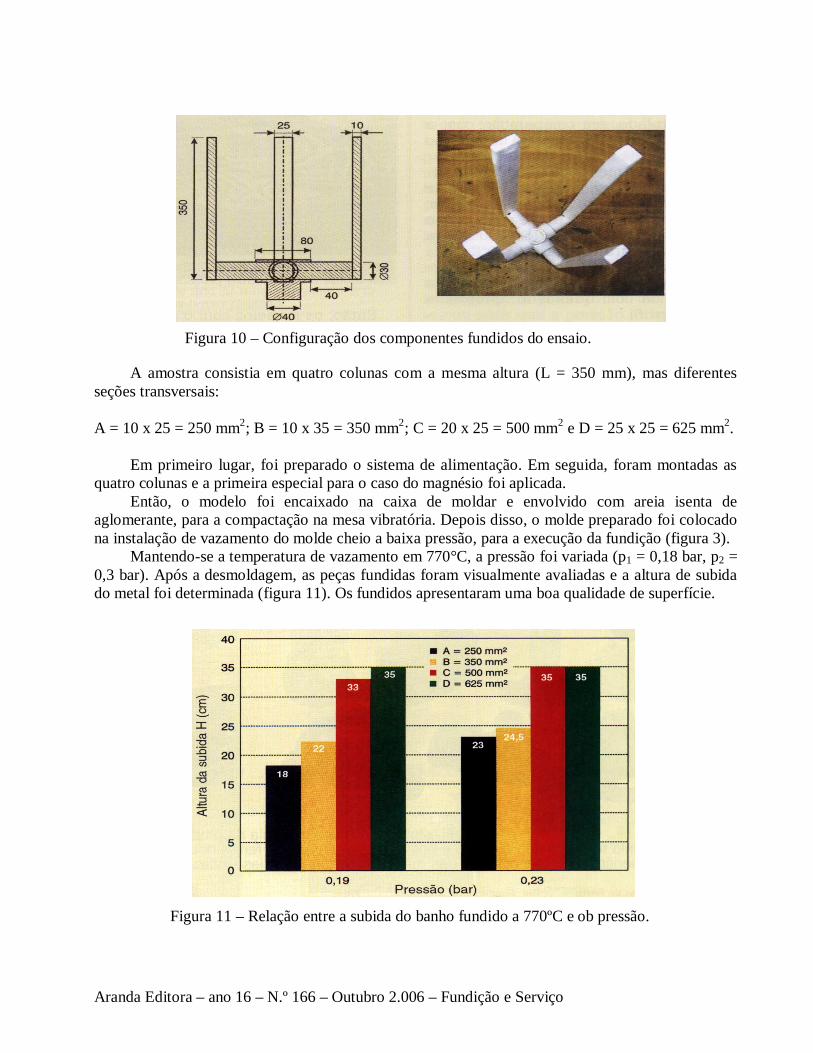
A amostra consistia em quatro colunas com a mesma altura (L = 350 mm), mas diferentes
seções transversais:
A = 10 x 25 = 250 mm2; B = 10 x 35 = 350 mm2; C = 20 x 25 = 500 mm2 e D = 25 x 25 = 625 mm2.
Em primeiro lugar, foi preparado o sistema de alimentação. Em seguida, foram montadas as quatro colunas e a primeira especial para o caso do magnésio foi aplicada.
Então, o modelo foi encaixado na caixa de moldar e envolvido com areia isenta de aglomerante, para a compactação na mesa vibratória. Depois disso, o molde preparado foi colocado na instalação de vazamento do molde cheio a baixa pressão, para a execução da fundição (figura 3).
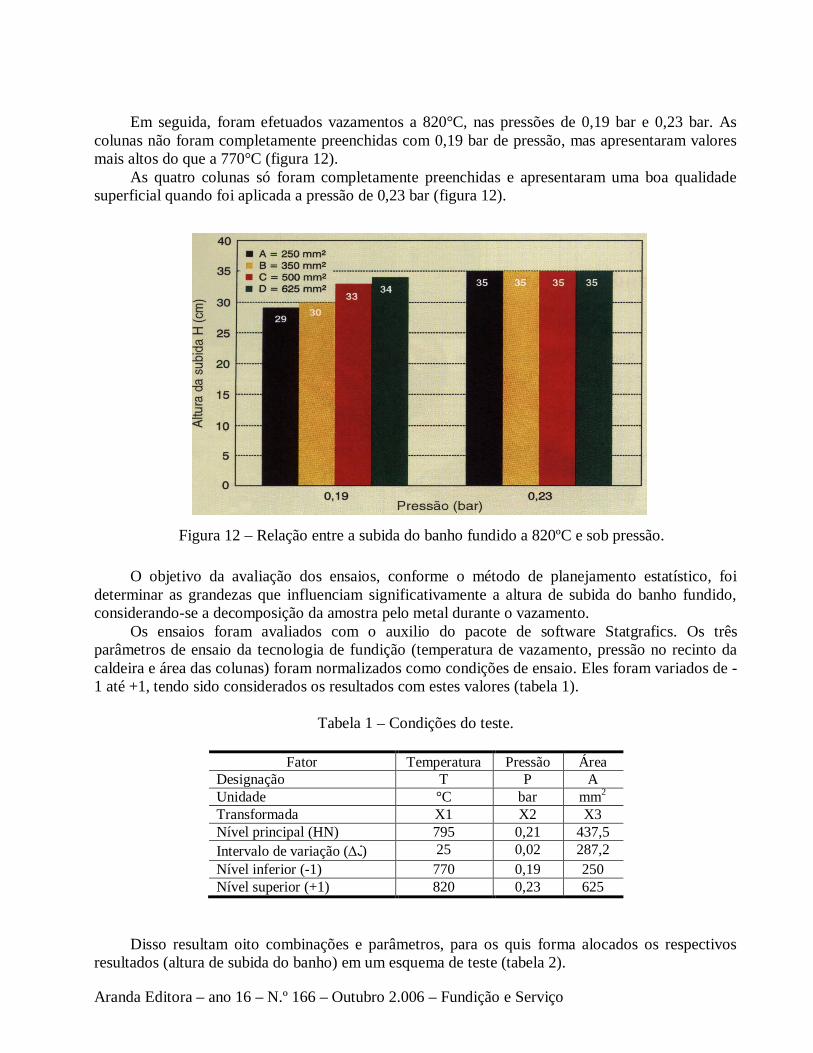
Mantendo-se a temperatura de vazamento em 770°C, a pressão foi variada (p1 = 0,18 bar, p2 = 0,3 bar). Após a desmoldagem, as peças fundidas foram visualmente avaliadas e a altura de subida do metal foi determinada (figura 11). Os fundidos apresentaram uma boa qualidade de superfície.
Figura 10 – Configuração dos componentes fundidos do ensaio.
Figura 11 – Relação entre a subida do banho fundido a 770ºC e ob pressão.
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
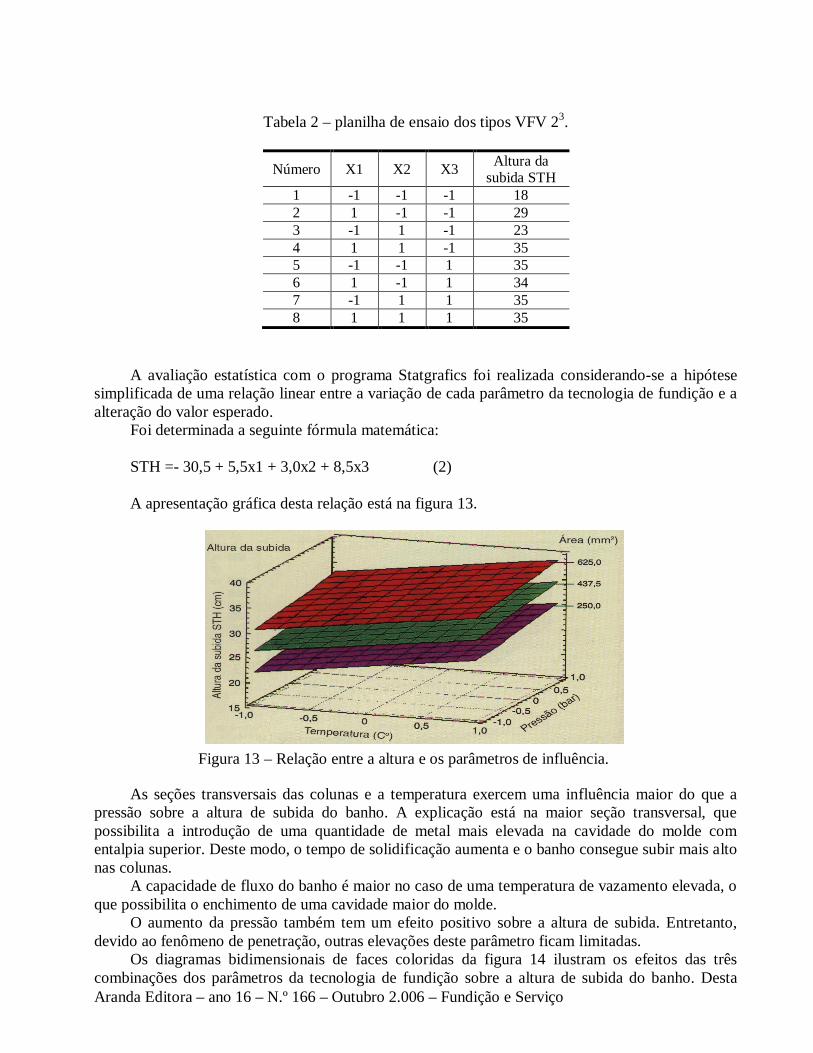
Em seguida, foram efetuados vazamentos a 820°C, nas pressões de 0,19 bar e 0,23 bar. As colunas não foram completamente preenchidas com 0,19 bar de pressão, mas apresentaram valores mais altos do que a 770°C (figura 12).
As quatro colunas só foram completamente preenchidas e apresentaram uma boa qualidade superficial quando foi aplicada a pressão de 0,23 bar (figura 12).
O objetivo da avaliação dos ensaios, conforme o método de planejamento estatístico, foi
determinar as grandezas que influenciam significativamente a altura de subida do banho fundido, considerando-se a decomposição da amostra pelo metal durante o vazamento.
Os ensaios foram avaliados com o auxilio do pacote de software Statgrafics. Os três parâmetros de ensaio da tecnologia de fundição (temperatura de vazamento, pressão no recinto da caldeira e área das colunas) foram normalizados como condições de ensaio. Eles foram variados de -1 até +1, tendo sido considerados os resultados com estes valores (tabela 1).
Tabela 1 – Condições do teste.
Fator Temperatura Pressão Área
Designação T P A Unidade °C bar mm2 Transformada X1 X2 X3 Nível principal (HN) 795 0,21 437,5 Intervalo de variação (J) 25 0,02 287,2 Nível inferior (-1) 770 0,19 250 Nível superior (+1) 820 0,23 625
Disso resultam oito combinações e parâmetros, para os quis forma alocados os respectivos
resultados (altura de subida do banho) em um esquema de teste (tabela 2).
Figura 12 – Relação entre a subida do banho fundido a 820ºC e sob pressão.
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
Tabela 2 – planilha de ensaio dos tipos VFV 23.
Número X1 X2 X3 Altura da subida STH
1 -1 -1 -1 18 2 1 -1 -1 29 3 -1 1 -1 23 4 1 1 -1 35 5 -1 -1 1 35 6 1 -1 1 34 7 -1 1 1 35 8 1 1 1 35
A avaliação estatística com o programa Statgrafics foi realizada considerando-se a hipótese
simplificada de uma relação linear entre a variação de cada parâmetro da tecnologia de fundição e a alteração do valor esperado.
Foi determinada a seguinte fórmula matemática: STH =- 30,5 + 5,5x1 + 3,0x2 + 8,5x3 (2) A apresentação gráfica desta relação está na figura 13. As seções transversais das colunas e a temperatura exercem uma influência maior do que a
pressão sobre a altura de subida do banho. A explicação está na maior seção transversal, que possibilita a introdução de uma quantidade de metal mais elevada na cavidade do molde com entalpia superior. Deste modo, o tempo de solidificação aumenta e o banho consegue subir mais alto nas colunas.
A capacidade de fluxo do banho é maior no caso de uma temperatura de vazamento elevada, o que possibilita o enchimento de uma cavidade maior do molde.
O aumento da pressão também tem um efeito positivo sobre a altura de subida. Entretanto, devido ao fenômeno de penetração, outras elevações deste parâmetro ficam limitadas.
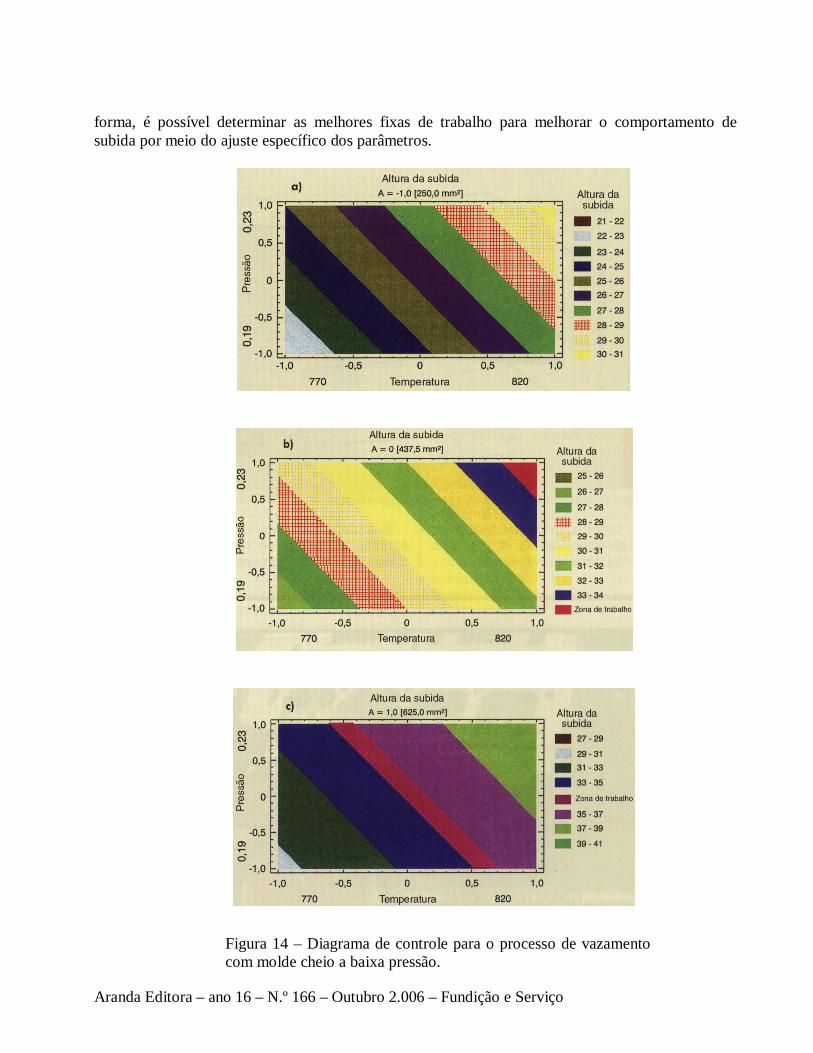
Os diagramas bidimensionais de faces coloridas da figura 14 ilustram os efeitos das três combinações dos parâmetros da tecnologia de fundição sobre a altura de subida do banho. Desta
Figura 13 – Relação entre a altura e os parâmetros de influência.
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
forma, é possível determinar as melhores fixas de trabalho para melhorar o comportamento de subida por meio do ajuste específico dos parâmetros.
Figura 14 – Diagrama de controle para o processo de vazamento com molde cheio a baixa pressão.
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
Os diagramas de isolinhas (linhas cujos pontos representam um parâmetro com o mesmo valor), foram estabelecidos para o controle do enchimento do molde.
Como a espessura de parede e a área da seção transversal a ser preenchida são predeterminadas pela geometria da peça fundida, os parâmetros de pressão e temperatura permanecem para o controle do processo de fundição.
As seções transversais examinadas foram pré-fixadas, enquanto a altura de subida em função dos outros dois parâmetros foi apresentada em forma de diagrama (figuras 14 a, b e c).
Quando se pretende efetuar o enchimento do molde com a menor seção transversal (figura 14 a), é possível alcançar uma altura máxima de subida de 30 mm a 31 mm, sob as condições de pressão máxima (0,23 bar) e temperatura pré-determinada em 820°C.
No caso de uma seção transversal maior, de 437,5 mm2, por exemplo, é possível obter uma faixa de trabalho da ordem de 0,23 bar e 820°C, para a altura de subida máxima pretendida.
No entanto, quando se está trabalhando na temperatura máxima, com uma pressão reduzida, e é preciso realizar uma alimentação complementar, que reduz a temperatura do banho fundido, a faixa de trabalho pode ser mantida por meio do reajuste da pressão.
No caso de uma seção transversal de 625 mm2 (figura 14), por sua vez, é possível ajustar os dois parâmetros de controle da pressão e temperatura para um nível médio (face vermelha escura), com a finalidade de obter a altura máxima de subida.
Conclusão. O método elaborado possibilita que o processo de vazamento seja controlado. O método de vazamento do molde cheio a baixa pressão permite influenciar a seqüência de
fundição. Ao variar a pressão, consegue-se reduzir o sistema de vazamento de forma extrema e obter uma peça fundida de boa qualidade.
O enchimento do molde pode ser realizado com uma velocidade adequada, mesmo quando o banho se encontra em baixas temperaturas, o que resulta em uma economia de energia. A temperatura de vazamento pode ser ajustada de modo exato e constante.
Ao contrário de outro processo de fundição, o vazamento do molde cheio a baixa pressão possibilita um vazamento se escória na peça fundida. Deste modo, conseguem-se eliminar as propriedades características e indesejadas dos banhos fundidos e magnésio, como a oxidação e a emissão de fumaça.
Trata-se de um processo de fundição fechado, o que significa que os produtos gasosos emitidos podem ser aspirados sem problemas.
Aranda Editora – ano 16 – N.º 166 – Outubro 2.006 – Fundição e Serviço
Bibliografia.
1) Shroyer, H. F.: Cavityless Casting Mould and Method of Making Same. U. S. Patent Office #.2.830343 of 04.03.1985.
2) Hunter, J. H.: Market survey of lost foam foundries. Proceedings of the Int. Conf. on Lost Foam, Oct. 1998, Birmingham Al, USA.
3) Bast, J.; Aitsuradse, M.; Hahn, H.: Advantages of the Low Pressure Lost Foam Casting Process, University of Mining and Technology, Freiberg, Germany, copyright 2004 American Foundry Society.
4) Storck, A.: Formfüllmechanismen beim Lost-Foam-Giessen. Dessertation, TU Claustal, 1999. 5) Bast, J.; Hopf, W.; Lang, L.; Lippek, P.: Uneveröffentlichter Bericht im Verbundvorhaben Lost
Foam, 1997. 6) Bast, J.: Niederdruk-Vollformgiessen, Teiprojekt des Verbundvorhabens: Lost Foam Giessen,
www.smwk.de/forschung/ergebnisse/hsi 32.html. 7) hofmann, R.: DBP 1 301 439 vom 11. Nov. 1968. 8) Kryzanowski, E. DBP 1 758 521 vom 19. Jan. 1968, DBP 1 301 440 vom 03. Feb. 1968. 9) Kryzanowski, E. DBP 1 758 521 vom 19. Jan. 1968, DBP 1 301 440 vom 03. Feb. 1968. 10) Lang, L.: Entwicklung und Erprobung einer Niederdruck-Vollform-Giesseinrichtung und
Verfahrensuntersuchungen. Dissertation, TU Bergakademie Freigerg, 1999. 11) Afs magnesium Lost Foem Casting Committe (6-E).: Magnesium Lost Foam Casting, Modem
Casting, 2006 USA. 12) Vollrath, K.: Technologiesprünge stützen den Aufwärtstrend, Konstruktion (2003) Nov./Dez.
2003. 13) Spitaler, P.: Giesserei (1936) n.º 8, S. 177-181. 14) Beck, A.: Magnesium und seine Legierungen. 1939 Berlin, S. 328-329. 15) Belanger, J. F.; Corbeil, J. F.; Tremblay, R.; Dube, D.: Konferenz-Einzelbericht: Light Metals
2000 Netaux Legers, Proc. Of the Internat. Symp. On light Metals, 39th Annual Conf. of Metallurgists of CIM (2000) S. 471-47.
16) Liu, Z.; Hu, J.; Ding, W.; Wang, O.; Zhu, Y.; Lü, Y.; Chen, W.: Transactions of the American Foundrymens Society Band 109 92001) S. 1.425-1.438.
17) Bast, J.; Hopf, W.; Lang, L.; Lippek, P.: Deutsche Patentanmeldung. Hohlgiessverfahren Az.: 19653668.5, 1996.
18) Kuhlgatz, C.: Beitrag zum Vollformgiessen von Gusseisen mit Kugelgraphit in binderfreiem Sand. Dissertatio, TU Clausthal, 1995.





























