Embed Size (px)
Citation preview

•1
ELETROPOLIMENTO
A REVOLUÇÃO DO ACABAMENTO DE
SUPERFÍCIE PARA COMPONENTES E
EQUIPAMENTOS FABRICADOS EM
AÇOS INOXIDÁVEIS
Introdução:
• A crescente busca de menores custos produtivos leva à otimização dos processos
• A formação de sujidades, depósitos incrustantes, bem como contaminação bacteriológica ou química, além de corrosão prematura, levam os custos de manutenção a níveis alarmantes
• Tais problemas normalmente estão ligados diretamente ao acabamento de superfície inadequado.
• As sujidades aderem às superfícies em função de:
1. Superfícies Rugosas obtidas tipicamente de
Processos de Acabamentos Mecânicos.
2. Poros, Reentrâncias e Microfissuras.
3. Ação de Forças de Ligação Eletrostática.
1 + 2 + 3 = Energia de Adesão
• Os microorganismos podem aderir à uma superfície de três formas:
�Adesão direta à superfície;
�Adesão à sujidade que está aderida à superfície;
� Incorporação à massa de sujidade aderida.
Em superfícies limpas, a primeira forma predomina, enquanto em locais onde grande quantidade de sujeira está acumulada, possivelmente ocorrem os dois últimos mecanismos
Natureza da Superfície
• Influência do tipo de acabamento no desempenho do equipamento.
• Quanto menor a rugosidade melhores são os resultados da higienização
• Conceito de Sanitariedade
• Influência do Eletropolimento na higienizaçãoeficiente
• Características Geométricas de Uma Superfície

•2
Superfícies Preparadas Mecanicamente
• Efeito de uma remoção mecânica na superfície�Trabalhado a frio combinado com aquecimento
localizado (usinagem mecânica).�Modificação da estrutura afetando suas
propriedades.� Microfissuras.
� Fadiga nestas áreas.� Alteração até
profundidades de 40 µm
• Lixamento Mecânico
Utilização:
- Uniformizar a superfície.- Suavizar costura de solda.- Eliminar o reforço de solda.- Alcançar apropriadas tolerâncias
dimensionais
� Realizado com abrasivos específicos (discos, rodas PG, folhas ou cintas de lixa).
� Grana (grit) 36, 50, 80, 120, 220, 320, 400 (grana = n° de riscos por polegada linear).
� Produz na superfície textura rugosa composta de picos e vales (sulcos superficiais).
� Tensões, Rugosidade, Grande quantidade de Partículas Abrasivas e Produtos Orgânicos Impregnados ou Impurezas (Alumina) liberadas para o meio.
• Efeito do Lixamento Mecânico na Superfície� Perfil da Superfície Rugosa (picos + vales).
� Aumento da área absoluta (80% da área efetiva).
� Propicia o ancoramento de sujidades e bactérias.
� Incrustação de produtos.
� Tensões de Tração Pt.
� Corrosão acentuada da superfície por pites em contato com produtos agressivos.
� Corrosão sob Tensão Fraturante (material exposto a meios contendo halogênios: Cl¯ , F¯ , I¯ , Br¯ ).
1 Austenita
2 Austenita e Ferrita deformada a frio3 Ferrita deformada a frio
4 Ferrita deformada a frio e Austenita
deformada
5 Austenita deformada6 Grãos deformados com inclusões e
óxidos
7 Óxidos
• Polimento Mecânico�Pastas ou Massas Abrasivas (MgO, Al2O3,
mistura de óxidos com aglomerante).�Grana 320 até próximas a 1000.�Produz aspecto espelhado em função de
tombamento dos picos superficiais.
Utilização:
- Aparência Brilhante eReflexiva.
- Caráter Estético.
- Remove muito poucomaterial da superfície.
• Efeito do Polimento Mecânico na Superfície
�Microbolsas oriundas do tombamento dos picos.�Armazenamento de impurezas nas microbolsas.�Camada de gordura isolante impede passivação.

•3
�Quanto menor a rugosidade melhores são os resultados do processo e da higienização.
EFEITO DO ACABAMENTO DE SUPERFÍCIE SOBRE O TEMPO DE LIMPEZA
COMPARAÇÃO ESQUEMÁTICA DA MICRO-RUGOSIDADE DE UMA CÉLULA MICROBIANA
�Conceito de Sanitariedade
Exigências de Alta Sanitariedade� Construção Sanitária� Acabamento Sanitário
� Construção Sanitária� Equipamentos abertos com facilidade para
limpeza rápida� Geometrias que não permitam reter produtos em
macro escala
� Acabamento Sanitário� Superfície ter propriedades simultâneas de Pureza
Interna e Pureza Externa
� Pureza Interna da Superfície: as superfícies não devem transferir quaisquer substâncias para o meio (produto).
� Pureza Externa da Superfície: partículas do meio (produto) não devem aderir a estas superfícies.
PUREZA INTERNA PUREZA EXTERNA
MEIO
...... .
. .
..
..
.
.. ....
.
. .
.METAL BASE
SUPERFÍCIE
METAL BASEMEIO
......
..
..
.. .
.....
.. ..
SUPERFÍCIE
ELETROPOLIMENTO
Conceito:Pode ser definido como um processo de corrosão controlado, obtido através de passagem de corrente elétrica retificada entre um catodo e a peça (anodo) através de um eletrólito, a qual provoca o nivelamento e o brilho da superfície metálica pela remoção dos picos e riscos superficiais. Os pontos altos das irregularidades superficiais (picos) ou áreas de alta densidade de corrente, são seletivamente removidos numa velocidade maior do que o restante da superfície (vales).
• Estágios do Eletropolimento HUMMA
� 1° Estágio – BrilhoEtapa inercial do processo que ocorre nos primeiros minutos de exposição da superfície, sendo função do material e da película passiva após o eletropolimento.
� 2° Estágio – NivelamentoEtapa principal do processo, sendo obtido pela remoção dos picos e arredondamento dos vales tendo como principais fatores o acabamento preparatório da superfície, o controle e a densidade de corrente aplicada, a distância cátodo - peça, a tensão aplicada e a utilização de um eletrólito conveniente.
• Uma superfície após o Eletropolimento HUMMA� Perfil de superfície sem
picos e vales acentuados� Livre de tensões
superficiais� Pura com elevada
sanitariedade� Valores de rugosidade
entre 40% a 60% menor comparados com os valores obtidos por processos mecânicos
� Brilhante e homogênea em toda a extensão
� Visualmente lisa e reflexiva
PERFIL REAL DA SUPERFÍCIE OBTIDO POR RUGOSÍMETRO
ANTES DO
ELETROPOLIMENTO
APÓS
ELETROPOLIMENTO

•4
Formas de Aplicação do Eletropolimento HUMMA
PROCESSO LOCALIZADOTECNOLOGIA EPL-H PROCESS ®
PROCESSO POR BANHOTECNOLOGIA HS-1000
ELETROPOLIMENTO EXTERNO
SUPERFÍCIE ELETROPOLIDA
Formação de um filme protetivo (Cr2O3) denso, espesso e homogêneo onde a razão Cr/Fe > 2
TUBOS ELETROPOLIDOS
CONEXÕES ELETROPOLIDAS
Eletropolimento Humma – Tecnologia EPL-H Process®
Eletropolimento Humma – Tecnologia EPL-H Process® Eletropolimento Humma – Tecnologia EPL-H Process®

•5
Eletropolimento Humma – Tecnologia EPL-H Process® Eletropolimento Humma – Tecnologia EPL-H Process®
Eletropolimento Humma – Tecnologia EPL-H Process® • Resultados alcançados com aplicação do Eletropolimento HUMMA
�Menor aderência e incrustação
�Maior facilidade de limpeza
�Custo menor com tratamento de efluentes (quantidade de sujidade menor)
�Melhores propriedades de transmissão de calor
�Melhor vazão de fluidos
�Maior resistência à corrosão
1 – Dissolução e transferência de íons cromo na solução.
Cr = Cr6+ + 6e-
2 – Evolução do oxigênio da superfície anódica.4 OH- = O2 + 2H2O + 4e-
3 – Formação de um filme passivo na superfície anódica.2Cr + 6OH- = Cr2O3 + 3H2O + 6e-
• Influência do Eletropolimento na Higienização Eficiente
•6
QUAL A MELHOR SUPERFÍCIE PARA MEU USO?
• Fatores que devem ser considerados:�O equipamento ou componente vai ser
construído para qual finalidade? (armazenamento, reação química, processamento)
�O acabamento tem finalidade estética?
�Quais as características do produto fabricado? É líquido, é pó, é viscoso, é corrosivo, é aderente?
�Qual material inoxidável mais apropriado para o meu uso?
Próximo passo...
• Grau de sanitariedade desejada (para a aplicação definida o acabamento proposto deve atender os conceitos de pureza interna e pureza externa de superfície).
• Acabamento de superfície que melhor atenda as necessidades.
• Como especificar um dado acabamento?
• Como garantir o Recebimento do acabamento especificado?
COMO ESPECIFICAR UM DETERMINADO ACABAMENTO DE SUPERFÍCIE
• Deve-se considerar um pré-acabamento ao acabamento final requerido
• Deve-se definir claramente o nível de rugosidade requerido no pré-acabamento.Nota: especificar acabamento mecânico somente dando como referência “grana” ou “grit” pode ser a fonte de vários equívocos.
• Deve-se definir claramente o acabamento final requerido apondo o nível de rugosidade máxima aceitável para que se obtenha resultados precisos e consistentes.Ex: Lixamento Mecânico GR 220 com 0,40 µm Ra máx. seguido de eletropolimento para 0,20 µm Ra máx.
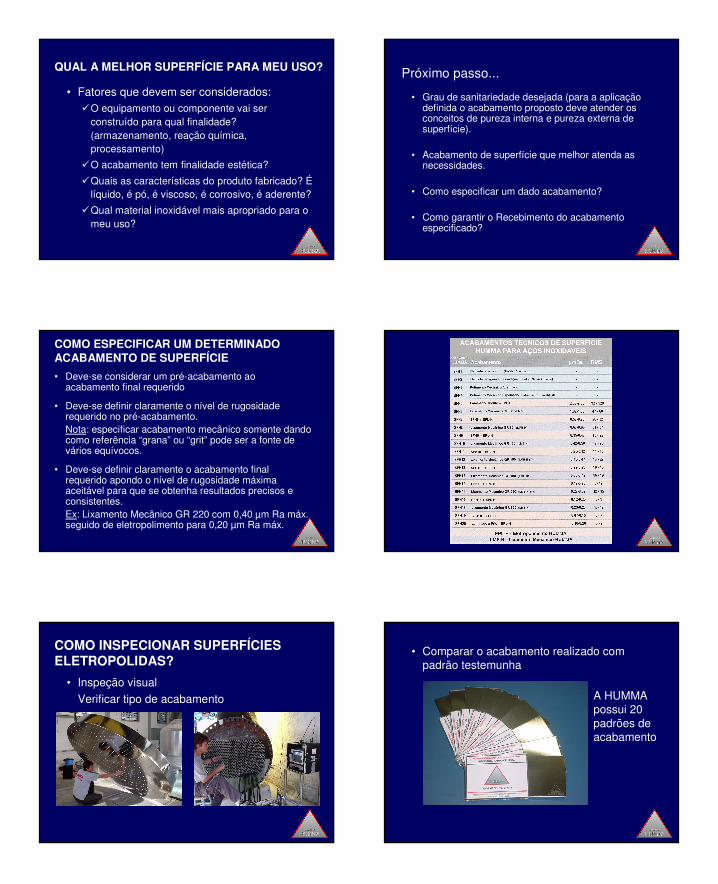
COMO INSPECIONAR SUPERFÍCIES ELETROPOLIDAS?
• Inspeção visualVerificar tipo de acabamento
• Comparar o acabamento realizado com padrão testemunha
A HUMMA possui 20 padrões de acabamento

•7
• Verificar o grau de acabamento e perfil da superfície através de um rugosímetro ou perfilômetro.
• Exame Fotomicrográfico da SuperfícieVisualizar a superfície de topo para verificar riscos ou microondulações
Foto da micrografia
• Teste do Grafite
Teste prático para verificar superfícies eletropolidas
• DocumentaçãoCertificado de Eletropolimento realizado
• Microscopia Ótica de Superfície
Superfície lixada mecanicamente(Ampliação 150x)
Perfil da superfície lixada mecanicamente
Superfície após aplicação do eletropolimento Humma(Ampliação 150x)
Perfil da superfície eletropolida
• Microscopia de Superfícies Eletropolidas com o Respectivo Perfil
Acabamento HUMMA SFH 11
0,25 a 0,32 µm Ra

•8
• Microscopia de Superfícies Eletropolidas com o Respectivo Perfil
Acabamento HUMMA SFH 15
0,17 a 0,25 µm Ra
• Microscopia de Superfícies Eletropolidas com o Respectivo Perfil
Acabamento HUMMA SFH 19
0,07 a 0,15 µm Ra