Embed Size (px)
Citation preview

Estácio Jussie Odisi
SACARIFICAÇÃO ENZIMÁTICA DO BAGAÇO DA CANA-DE-
AÇÚCAR PRÉ-TRATADO COM PERÓXIDO DE HIDROGÊNIO
ADICIONADO DE ÁLCALI OU CINZAS
Dissertação submetida ao Programa de
Pós-Graduação em Engenharia Quími-
ca da Universidade Federal de Santa
Catarina para a obtenção do Grau de
Mestre em Engenharia Química.
Orientador: Prof.ª Dra. Mara Gabriela
Novy Quadri
Coorientador: Prof. Dr. André Oliveira
de Souza Lima
Florianópolis
2013


Estácio Jussie Odisi
SACARIFICAÇÃO ENZIMÁTICA DO BAGAÇO DA CANA-DE-
AÇÚCAR PRÉ-TRATADO COM PERÓXIDO DE HIDROGÊNIO
ADICIONADO DE ÁLCALI OU CINZAS
Esta dissertação foi julgada adequada para obtenção do Título de
“Mestre em Engenharia Química”, e aprovada em sua forma final pelo
Programa de Pós-Graduação em Engenharia Química da Universidade
Federal de Santa Catarina.
Florianópolis, 28 de janeiro de 2013.
________________________
Prof. Ricardo Antônio Francisco Machado, Dr.
Coordenador do CPGENQ
______________________
Prof.ª Mara G. N. Quadri, Dr.
a
Orientadora
Banca Examinadora:
_______________________
Prof. Agenor Furigo Junior, Dr.
Membro
________________________
Prof. André O. Souza Lima, Dr.
Coorientador
________________________
Prof.ª Débora de Oliveira, Dr.ª
Membro
________________________
Prof. Marintho Bastos Quadri, Dr.
Membro


Anastácio, Marilete, Marilins e a mi-
nha bisavó Luiza (in memoriam).

AGRADECIMENTOS
Agradeço primeiramente a Deus e meus pais Anastácio e Marile-
te que são as luzes que iluminaram toda essa jornada de mestrado e vida.
A pimpolha da minha irmã Marilins, que apesar de falar muito, é
a minha xereta do coração. A minha bisavó Luiza que nos deixou no
meio desta caminhada, mas continua sempre presente através de seus
ensinamentos e no meu coração. Agradeço também toda minha grande
família por estarem sempre presentes.
A minha mestre e orientadora Mara Gabriela Novy Quadri que
além de uma dedicada orientadora têm sido a grande mãe do laboratório
sempre nos acolhendo.
Ao mestre André Oliveira de Souza Lima que incentivou toda es-
ta caminhada e esteve presente em todo processo de coorientação.
Ao Conselho Nacional de Desenvolvimento Científico e Tecno-
lógico (CNPq) pelo auxílio financeiro.
Aos professores membros da banca pela disponibilidade e pelas
correções feitas, que permitiram melhorar o potencial deste trabalho.
Ao pessoal dos laboratórios LASIPO (laboratório de Sistemas Po-
rosos – UFSC) e LGM (Laboratório de Genética Molecular - UNIVA-
LI), agradeço aos ensinamentos e companhia. O grande apoio do Tiago
Tolentino, Vivian Colonetti, Rômulo Rodrigues, Andressa Gilioli e a
grande amizade de Jônata Biehl e Felipe Avelar.
Aos grandes amigos Rogério, Priscila, Tiago, Marinho e Juninho
que sempre foram parte da minha casa em Florianópolis.

“Às vezes é preciso aprender a correr antes
de começar a andar”.
- Antonhy Edward Stark


RESUMO
Nos últimos anos tem surgido um grande interesse mundial no desen-
volvimento de tecnologias que consigam aproveitar resíduos lignocelu-
lósicos para obtenção de açúcares fermentescíveis. O bagaço da cana-
de-açúcar é o principal resíduo agroindustrial do Brasil. Por mais que o
bagaço seja empregado para geração de energia, grandes excedentes
continuam sem aplicação. No entanto, o bagaço apresenta uma natureza
recalcitrante, devido ao arranjo estrutural formado pelos seus compo-
nentes celulose, hemicelulose e lignina. Com isso, se torna necessário
uma etapa de pré-tratamento para desprender a lignina e hemicelulose
fazendo com que a celulose seja liberada e esteja acessível para as enzi-
mas celulases. Partindo desta premissa, este trabalho estudou o pré-
tratamento do bagaço da cana-de-açúcar para uma sacarificação enzimá-
tica eficiente. Para tanto, foram avaliados dois métodos de pré-
tratamento: um utilizando o peróxido de hidrogênio alcalino como um
processo padrão e outro utilizando o peróxido de hidrogênio suplemen-
tado com cinzas (objeto de estudo do presente trabalho). Para ambos
pré-tratamentos, foram determinados as melhores condições de execu-
ção através de planejamentos experimentais, avaliando as variáveis:
temperatura, concentração de H2O2, agitação, concentração de cinzas e
por fim o tempo reacional, obtendo como superfície de resposta o ren-
dimento de açúcares redutores liberados durante a hidrólise enzimática.
Posteriormente, foram realizadas análises de composição e identificação
de estruturas químicas e caracterização morfológica no bagaço antes e
após os pré-tratamentos. A melhor condição para o pré-tratamento com
peróxido de hidrogênio alcalino foi de 9,39% (v/v) H2O2, 46°C de tem-
peratura e agitação de 1,67 Hz por um período reacional de 40 minutos.
Já para o pré-tratamento com peróxido de hidrogênio suplementado com
cinzas, a condição de 6,32% (v/v) H2O2, 3,40% (p/v) cinzas, 60°C de
temperatura e agitação de 1,67 Hz por um período reacional de 2 horas
foi a condição adequada. O rendimento de açúcares redutores após 48
horas de hidrólise enzimática para o pré-tratamento com peróxido de
hidrogênio alcalino foi de 217,6 mg g-1
bagaço e de 179,9 mg g-1
bagaço
para o pré-tratamento com peróxido de hidrogênio suplementado com
cinzas, enquanto que para o bagaço não tratado foi de apenas 74,3 mg g-
1 bagaço, enquanto que o rendimento de glucose foi o mesmo para os
dois pré-tratamentos, mostrando que possuem a mesma eficiência. Am-
bos pré-tratamentos não apresentaram modificações significativas na

estrutura química do bagaço antes e após pré-tratamento. Além disso,
foi possível observar uma pequena desorganização física nas fibras do
bagaço. Ambos pré-tratamentos possuem a mesma eficiência no rendi-
mento de glucose, no entanto, o pré-tratamento com peróxido de hidro-
gênio alcalino apresenta formação de resíduos cáusticos envolvendo
uma etapa de lavagem dispendiosa e com geração de efluente, além de
promover parcial degradação da hemicelulose. Desta forma o pré-
tratamento com peróxido de hidrogênio suplementado com cinzas apre-
senta-se mais viável para uma aplicação amigável ao meio ambiente.
Palavras-chave: bagaço cana-de-açúcar, pré-tratamento, peróxido de
hidrogênio, cinza, celulases.

ABSTRACT
In the last years there is a worldwide emerging interest in the develop-
ment of technologies that are able to take advantage of lignocellulosic
residues to obtain fermentable sugars. The sugarcane bagasse is the
principal agroindustrial residue from Brazil. Although the bagasse is
used for power generation, large surplus remains still without applica-
tion. Its recalcitrant nature, due to the arrangement formed by the struc-
tural components cellulose, hemicellulose and lignin, makes necessary a
pretreatment step to release cellulose from lignin and hemicellulose
permitting, then, cellulase enzymes to access the molecules. This work
studied the efficiency of two pretreatments of the sugarcane bagasse in
promoting the enzymatic saccharification: one using alkaline hydrogen
peroxide as a standard process and another using hydrogen peroxide
supplemented with ash. For both pretreatments, the best operational
conditions were evaluated using experimental design. The variables
studied were temperature, H2O2 concentration, agitation, ash concentra-
tion and reaction time; the response variable was reducing sugars re-
leased during enzymatic hydrolysis. Modifications promoted on the
bagasse by the pretreatments were evaluated by analysis of chemical
composition, identification of chemical structures and morphological
characterization, before and after pretreatments. The best condition
found for the hydrogen peroxide alkaline pretreatment was 9.39% (v/v)
H2O2, 46°C temperature and stirring of 1.67 Hz for a reaction time of 40
minutes, and for hydrogen peroxide supplemented with ash pretreat-
ment, the best condition was 6.32% (v/v) H2O2, 3.40% (w/v) ash, 60°C
and 1.67 Hz stirring for a reaction time of 2 hours. The yield, expressed
in reducing sugars, after 48 hours of enzymatic hydrolysis for the alka-
line hydrogen peroxide pretreatment was 217.6 mg g-1
bagasse, and
179.9 mg g-1
bagasse for hydrogen peroxide ash pretreatment; the un-
treated bagasse gave 74.3 mg g-1
bagasse yield, whereas the yield of
glucose was the same for both pre-treatment, showing that have the
same efficiency. Both pretreatments showed no significant changes in
the chemical structure of the pulp before and after pretreatment. Moreo-
ver, we observed a small physical clutter in the fibers of bagasse. Both
pretreatments have the same efficiency in the yield of glucose, however,
pretreatment with alkaline hydrogen peroxide shows formation of caus-
tic residues involving an expensive step wash and worth generation of
effluent, besides promote partial degradation of hemicellulose, therefore

the pretreatment with hydrogen peroxide supplemented with ash appears
more feasible for implementation.
Keywords: sugarcane bagasse, pretreatment, hydrogen peroxide, ash,
cellulases.

LISTA DE FIGURAS
Figura 1 - Típico arranjo da parede celular de uma célula. .................... 6
Figura 2 - Associação dos componentes da parede celular. (1)
Esqueleto da cadeia de celulose, com a indicação do comprimento
da sua unidade estrutural básica, a celobiose; (2) Arranjo das cadeias
de celulose na formação da fibrila elementar; (3) Cristalito de
celulose; (4) Secção transversal da microfibrila da celulose,
mostrando cristalitos de celulose embebidos na matriz de
hemicelulose e protolignina. ................................................................. 8
Figura 3 - Representação esquemática de uma xilana de gramínea
mostrando al-guns grupos substituintes. Xyl = D-xilopiranose; Ara =
L-arabinofuranose; (4-Me)-GlcA = ácido (4-O-metil)-
Dglicopiranurônico; Ac = acetil; FA = ácido ferúlico; DDFA = ácido
desidroferúlico. .................................................................................... 9
Figura 4 - Estrutura dos fenilpropanóides que compõem a lignina:
(1) p-cumarílico, (2) coniferílico e (3) sinapílico. ............................... 11
Figura 5 – Produção dos principais países produtores de cana-de-
açúcar em 2010. ................................................................................. 12
Figura 6 - Depósito de bagaço (resíduo) de cana-de-açúcar em usina
de produção de álcool. ....................................................................... 13
Figura 7 - Efeito do pré-tratamento na acessibilidade das enzimas
celulases para realizar hidrólise. ......................................................... 14
Figura 8 - Mecanismo de hidrólise da celulose pelo complexo de
celulases do gênero Trichoderma. (Endos - endoglucanases; exosR -
exoglucanases atuando nos terminais redutores; exosNR -
exoglucanases atuando nos terminais não redutores; β-Gase – β-
glucosidases). .................................................................................... 22
Figura 9 - Bagaço utilizado para os ensaios de pré-tratamento. ........... 23
Figura 10 - Bagaço carbonizado (à esquerda) e cinzas (à direita). ....... 24
Figura 11 – Fluxograma da metodologia aplicada para determinação
da eficiência dos pré-tratamentos avaliados. ....................................... 30
Figura 12 – Influência da temperatura e do pH na atividade da
enzima β-glucosidase sobre o substrato PNP-G. ................................. 37
Figura 13 - Influência da concentração de glucono-delta-lactona na
atividade das enzimas β-glucosidase e exoglucanase sobre os
substratos PNP-G e PNP-C. ............................................................... 38
Figura 14 - Influência da temperatura e do pH na atividade da
enzima exoglucanase sobre o substrato PNP-C adicionado de 50 mM
de glucono-delta-lactona. ................................................................... 38
Figura 15 - Temperatura e pH ótimo da enzima endoglucanase. .......... 39
Figura 16 - Curvas de níveis do rendimento de ART liberados após a
hidrólise enzimática em função das condições de pré-tratamento de
concentração de H2O2 e temperatura, sob agitação de 1,67 Hz. Os
números sobre os contornos representam o rendimento de ART (mg
g-1
do bagaço). ................................................................................... 42
Figura 17 - Curvas de níveis do rendimento de ART liberados após a
hidrólise enzimática em função das condições de pré-tratamento de
temperatura e agitação, com a concentração de H2O2 em 5%. Os
números sobre os contornos representam o rendimento de ART (mg
g-1
do bagaço). ................................................................................... 43
Figura 18 - Curvas de níveis do rendimento dos ART liberados após
a hidrólise enzimática em função das condições de pré-tratamento de
temperatura e concentração de H2O2. Os números sobre os contornos
representam os ART (mg g-1
do bagaço). ............................................ 46
Figura 19 - Curvas de níveis do rendimento dos açúcares redutores
após a hidrólise enzimática em função das condições de pré-
tratamento de temperatura e concentração de H2O2. Os números
sobre os contornos representam o rendimento em ART (mg g-1
do
bagaço). ............................................................................................. 49
Figura 20 - Rendimento de ART em função do tempo do pré-
tratamento de peróxido de hidrogênio alcalino com 9,39%
concentração H2O2, 46°C de temperatura e 1,67 Hz de agitação. Foi
realizada uma hidrólise de 48 horas para cada tempo de pré-
tratamento. ......................................................................................... 51
Figura 21 - Curvas de níveis do rendimento dos ART após a
hidrólise enzimática em função das condições de pré-tratamento de
concentração de H2O2 e concentração de cinzas com a temperatura
mantida em 40 °C. Os números sobre os contornos representam os
ART (mg g-1
do bagaço). .................................................................... 55
Figura 22 - Curvas de níveis do rendimento dos ART após a
hidrólise enzimática em função das condições de pré-tratamento de concentração de cinzas e temperatura com a concentração de H2O2
mantida em 5%. Os números sobre os contornos representam os
ART (mg g-1
do bagaço). .................................................................... 56

Figura 23 - Curvas de níveis do rendimento dos ART após a
hidrólise enzimática em função das condições de pré-tratamento de
concentração de cinzas e concentração de H2O2 com a temperatura
mantida em 60 °C . Os números sobre os contornos representam os
ART (mg g-1
do bagaço). ................................................................... 59
Figura 24 - Rendimento de ART em função do tempo do pré-
tratamento com 6,32% (v/v) H2O2, 3,40% (p/v) cinzas, 60°C de
temperatura e 1,67 Hz de agitação. Foi realizada uma hidrólise de 48
horas para cada tempo de pré-tratamento. ........................................... 61
Figura 25 - Rendimento de ART e glucose após hidrólise enzimática
do bagaço. Pré-tratamento com H2O2 alcalino (vermelho); Pré-
tratamento com H2O2 suplementado com cinzas (verde) e Sem pré-
tratamento (azul). ............................................................................... 63
Figura 26 - Espectro de FTIR da amostra de bagaço da cana-de-
açúcar. ............................................................................................... 65
Figura 27 - Espectro de FTIR da amostra de bagaço da cana-de-
açúcar (vermelho) comparado com bagaço hidrolisado (púrpura). ....... 68
Figura 28 - Espectro de FTIR da amostra de bagaço da cana-de-
açúcar (vermelho) comparado com bagaço pré-tratado com H2O2
alcalino (azul) e com o bagaço pré-tratado submetido à hidrólise
enzimática (púrpura). ......................................................................... 69
Figura 29 - Espectro de FTIR da amostra de bagaço da cana-de-
açúcar (vermelho) comparado com amostra de cinza obtida pela
queima do bagaço (verde). ................................................................. 70
Figura 30 - Espectro de FTIR da amostra de bagaço da cana-de-
açúcar (vermelho) comparado com bagaço pré-tratado com H2O2
suplementado com cinzas (azul) e com o bagaço pré-tratado
submetido à hidrólise enzimática (púrpura). ....................................... 71
Figura 31 - Micrografia do bagaço da cana-de-açúcar submetido ao
pré-tratamento com peróxido de hidrogênio alcalino. A e B –
Bagaço sem tratamento. C e D - Bagaço pré-tratado com peróxido de
hidrogênio alcalino. E e F – Bagaço pré-tratado com peróxido de
hidrogênio alcalino e submetido à hidrólise enzimática. ...................... 73
Figura 32 - Micrografia do bagaço da cana-de-açúcar submetido ao
pré-tratamento com peróxido de hidrogênio suplementado com
cinzas. A – Bagaço sem tratamento. B - Bagaço pré-tratado com
peróxido de hidrogênio suplementado com cinzas. C – Bagaço pré-
tratado com peróxido de hidrogênio suplementado com cinzas
submetido à hidrólise enzimática. ....................................................... 74
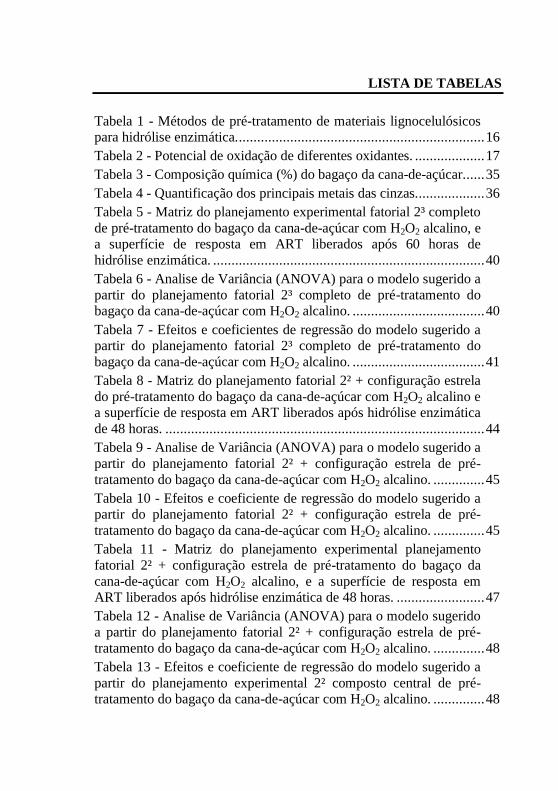
LISTA DE TABELAS
Tabela 1 - Métodos de pré-tratamento de materiais lignocelulósicos
para hidrólise enzimática. ................................................................... 16
Tabela 2 - Potencial de oxidação de diferentes oxidantes. ................... 17
Tabela 3 - Composição química (%) do bagaço da cana-de-açúcar. ..... 35
Tabela 4 - Quantificação dos principais metais das cinzas. .................. 36
Tabela 5 - Matriz do planejamento experimental fatorial 2³ completo
de pré-tratamento do bagaço da cana-de-açúcar com H2O2 alcalino, e
a superfície de resposta em ART liberados após 60 horas de
hidrólise enzimática. .......................................................................... 40
Tabela 6 - Analise de Variância (ANOVA) para o modelo sugerido a
partir do planejamento fatorial 2³ completo de pré-tratamento do
bagaço da cana-de-açúcar com H2O2 alcalino. .................................... 40
Tabela 7 - Efeitos e coeficientes de regressão do modelo sugerido a
partir do planejamento fatorial 2³ completo de pré-tratamento do
bagaço da cana-de-açúcar com H2O2 alcalino. .................................... 41
Tabela 8 - Matriz do planejamento fatorial 2² + configuração estrela
do pré-tratamento do bagaço da cana-de-açúcar com H2O2 alcalino e
a superfície de resposta em ART liberados após hidrólise enzimática
de 48 horas. ....................................................................................... 44
Tabela 9 - Analise de Variância (ANOVA) para o modelo sugerido a
partir do planejamento fatorial 2² + configuração estrela de pré-
tratamento do bagaço da cana-de-açúcar com H2O2 alcalino. .............. 45
Tabela 10 - Efeitos e coeficiente de regressão do modelo sugerido a
partir do planejamento fatorial 2² + configuração estrela de pré-
tratamento do bagaço da cana-de-açúcar com H2O2 alcalino. .............. 45
Tabela 11 - Matriz do planejamento experimental planejamento
fatorial 2² + configuração estrela de pré-tratamento do bagaço da
cana-de-açúcar com H2O2 alcalino, e a superfície de resposta em
ART liberados após hidrólise enzimática de 48 horas. ........................ 47
Tabela 12 - Analise de Variância (ANOVA) para o modelo sugerido
a partir do planejamento fatorial 2² + configuração estrela de pré-
tratamento do bagaço da cana-de-açúcar com H2O2 alcalino. .............. 48
Tabela 13 - Efeitos e coeficiente de regressão do modelo sugerido a
partir do planejamento experimental 2² composto central de pré-
tratamento do bagaço da cana-de-açúcar com H2O2 alcalino. .............. 48

Tabela 14 - Matriz do planejamento experimental fatorial 2³
completo de pré-tratamento do bagaço da cana-de-açúcar com H2O2
suplementado com cinzas, e a superfície de resposta em ART
liberados após hidrólise enzimática de 48 horas. ................................. 53
Tabela 15 - Analise de Variância (ANOVA) para o modelo sugerido
a partir do planejamento experimental fatorial 2³ completo de pré-
tratamento do bagaço da cana-de-açúcar com H2O2 suplementado
com cinzas. ........................................................................................ 53
Tabela 16 - Efeitos e coeficiente de regressão do modelo sugerido a
partir do planejamento experimental fatorial 2³ completo de pré-
tratamento do bagaço da cana-de-açúcar com H2O2 suplementado
com cinzas. ........................................................................................ 54
Tabela 17 - Matriz do planejamento experimental planejamento
fatorial 2² + configuração estrela de pré-tratamento do bagaço da
cana-de-açúcar com H2O2 suplementado com cinzas, e a superfície
de resposta em ART liberados após hidrólise enzimática de 48 horas. . 57
Tabela 18 - Analise de Variância (ANOVA) para o modelo sugerido
a partir do planejamento experimental planejamento fatorial 2² +
configuração estrela de pré-tratamento do bagaço da cana-de-açúcar
com H2O2 suplementado com cinzas. .................................................. 58
Tabela 19 - Efeitos e coeficiente de regressão do modelo sugerido a
partir do planejamento experimental planejamento fatorial 2² +
configuração estrela de pré-tratamento do bagaço da cana-de-açúcar
com H2O2 suplementado com cinzas. .................................................. 58
Tabela 20 - Rendimento de ART e glucose liberados após 48 horas
de hidrólise enzimática em função do tipo de pré-tratamento. ............. 62
Tabela 21 - Composição química do bagaço da cana-de-açúcar após
o pré-tratamento. ................................................................................ 64
Tabela 22 - Valores e atribuições das bandas de FTIR. ....................... 67

LISTA DE ABREVIATURAS E SIGLAS
ABR Azul Brilhante do Remazol
ANOVA Análise de variância
ART Açúcares redutores totais
AZO-CMC Azo-CM-Celulose
C Concentração de cinzas
CMC Carboximetilcelulose
DNS 3,5–dinitrosalicílico
FTIR Espectroscopia de Infravermelho com Transformada de
Fourier
LCME Laboratório Central de Microscopia Eletrônica
MEV Microscopia Eletrônica de Varredura
P Concentração de H2O2
PNP ρ-nitrofenil
PNP-C ρ-nitrofenil-β-D-celobiosídeo
PNP-G ρ-nitrofenil-β-D-glucopiranosídeo
T Temperatura
UFSC Universidade Federal de Santa Catarina


SUMÁRIO
1 CAPÍTULO 1: INTRODUÇÃO ..................................................... 1 1.1 IMPORTÂNCIA DO ESTUDO ............................................................... 1 1.2 OBJETIVOS ....................................................................................... 3 1.2.1 Objetivo geral.................................................................................. 3 1.2.2 Objetivos específicos ...................................................................... 3 2 CAPÍTULO 2: REVISÃO BIBLIOGRÁFICA ............................. 5 2.1 BIOMASSA LIGNOCELULÓSICA ........................................................ 5 2.1.1 Composição química dos resíduos lignocelulósicos ....................... 6 2.1.1.1 Celulose ..................................................................................................... 7 2.1.1.2 Hemicelulose ............................................................................................. 8 2.1.1.3 Lignina ..................................................................................................... 10 2.1.1.4 Outros Extrativos ..................................................................................... 11 2.1.2 Bagaço da cana-de-açúcar ............................................................. 11 2.2 PRÉ-TRATAMENTO DE RESÍDUOS CELULÓSICOS ............................. 14 2.2.1 Método químico de pré-tratamento ............................................... 17 2.2.1.1 Pré-tratamento com peróxido de hidrogênio ............................................ 17 2.3 HIDRÓLISE ENZIMÁTICA ................................................................ 21 3 CAPÍTULO 3: MATERIAIS E MÉTODOS ............................... 23 3.1 SUBSTRATO ................................................................................... 23 3.1.1 Preparo do bagaço da cana-de-açúcar ........................................... 23 3.1.2 Preparo das cinzas do bagaço da cana-de-açúcar .......................... 24 3.1.3 Caracterização química ................................................................. 24 3.1.3.1 Determinação do teor de extrativos totais ................................................ 24 3.1.3.2 Determinação do teor de celulose ............................................................ 25 3.1.3.3 Determinação do teor de holocelulose ..................................................... 25 3.1.3.4 Determinação do teor de lignina de Klason ............................................. 26 3.1.3.5 Determinação do teor de cinzas ............................................................... 26 3.1.3.6 Quantificação de metais ........................................................................... 26 3.1.3.7 Identificação espectrométrica de compostos orgânicos ........................... 27 3.1.3.8 Caracterização morfológica ..................................................................... 27 3.2 ENZIMAS ........................................................................................ 27 3.2.1 Ensaios de atividade enzimática.................................................... 27 3.2.1.1 β-glucosidase ........................................................................................... 27 3.2.1.2 Exoglucanase ........................................................................................... 28 3.2.1.3 Endoglucanase ......................................................................................... 29 3.2.2 Condições ótimas de atividade da enzima..................................... 29 3.2.2.1 Determinação da temperatura ótima ........................................................ 29 3.2.2.2 Determinação do pH ótimo ...................................................................... 29 3.3 PRÉ-TRATAMENTO ......................................................................... 30 3.3.1 Pré-tratamento com peróxido de hidrogênio alcalino ................... 31 3.3.2 Pré-tratamento com peróxido de hidrogênio suplementado
com cinzas ..................................................................................... 31

3.3.3 Planejamento experimental e análise estatística dos dados .......... 31 3.4 HIDRÓLISE ENZIMÁTICA ................................................................ 32 3.4.1 Açúcares Redutores Totais (ART) ............................................... 32 3.4.2 Quantificação da Glucose ............................................................. 33 4 CAPÍTULO 4: RESULTADOS E DISCUSSÃO ........................ 35 4.1 CARACTERIZAÇÃO DA MATÉRIA-PRIMA ........................................ 35 4.1.1 Bagaço da cana-de-açúcar ............................................................ 35 4.1.2 Cinzas do bagaço da cana-de-açúcar ............................................ 35 4.2 AVALIAÇÃO DAS CONDIÇÕES ÓTIMAS DAS ENZIMAS ..................... 36 4.2.1 β-glucosidase ................................................................................ 36 4.2.2 Exoglucanase................................................................................ 37 4.2.3 Endoglucanase .............................................................................. 38 4.2.4 Considerações .............................................................................. 39 4.3 PRÉ-TRATAMENTO COM PERÓXIDO DE HIDROGÊNIO ALCALINO .... 39 4.3.1 Planejamento fatorial 2³ completo ................................................ 39 4.3.2 Otimização das condições de pré-tratamento ............................... 43 4.3.3 Cinética do pré-tratamento ........................................................... 50 4.4 PRÉ-TRATAMENTO COM PERÓXIDO DE HIDROGÊNIO
SUPLEMENTADO COM CINZAS ........................................................ 52 4.4.1 Planejamento 2³ fatorial completo ................................................ 52 4.4.2 Otimização das condições de pré-tratamento ............................... 56 4.4.3 Cinética do pré-tratamento ........................................................... 60 4.5 CARACTERIZAÇÃO DAS MELHORES CONDIÇÕES DE PRÉ-
TRATAMENTO ................................................................................ 61 4.5.1 Quantificação dos açúcares liberados ........................................... 61 4.5.2 Composição química do bagaço pré-tratado ................................ 63 4.5.3 Identificação espectrométrica de compostos orgânicos ................ 64 4.5.4 Caracterização morfológica .......................................................... 72 4.5.5 Considerações finais ..................................................................... 75 5 CAPÍTULO 5: CONCLUSÕES ................................................... 77 6 REFERÊNCIAS BIBLIOGRÁFICAS ........................................ 79 7 ANEXOS ........................................................................................ 91

1
1 CAPÍTULO 1: INTRODUÇÃO
1.1 IMPORTÂNCIA DO ESTUDO
Nos últimos anos tem surgido um grande interesse mundial no
desenvolvimento de tecnologias que consigam aproveitar a biomassa
lignocelulósica para obtenção de produtos. Entre as diferentes formas de
biomassa, os resíduos lignocelulósicos tem despertado grande interesse,
devido à disponibilidade em larga escala, o baixo custo na obtenção e
uma possível produção energética de forma ambientalmente correta
(LYND et al., 2005; BETANCUR; JUNIOR, 2010). Entre os resíduos
lignocelulósicos, o bagaço é aquele considerado como principal resíduo
agroindustrial brasileiro, sendo produzido em cerca de 125 kg de bagaço
seco por tonelada de cana-de-açúcar (ZANIN et al., 2000). Tendo em
vista que o Brasil produziu cerca de 700 milhões de toneladas de cana-
de-açúcar em 2010, somente neste ano 87,5 milhões de toneladas de
bagaço seco foram produzidos. Por mais que o bagaço seja empregado
para geração de energia servindo como combustível de caldeiras, ainda
grande excedente se encontra sem aplicação.
O bagaço da cana-de-açúcar é composto basicamente por celu-
lose, hemicelulose e lignina, representando cerca de 93% de sua massa
seca (ZANIN et al., 2000). A conversão desta celulose e hemicelulose
em açúcares monoméricos é um processo bastante estudado devido ao
grande potencial econômico que esta atividade oferece. Os açúcares
monoméricos resultantes da conversão podem ser utilizados para a ob-
tenção de produtos como etanol, polihidroxibutirato, vitamina C (ácido
L-ascórbico), ácido cítrico, ácido glucônico, ácido lático, ácido poliláti-
co, sorbitol e outros.
No entanto, o bagaço da cana-de-açúcar, assim como os demais
resíduos lignocelulósicos, apresenta uma natureza recalcitrante devido
ao arranjo estrutural formado pelos seus componentes celulose, hemice-
lulose e lignina. Esta recalcitrância faz com que as enzimas celulases
não tenham acesso à celulose para realizar uma degradação eficaz e
liberar os açúcares monoméricos. Uma conversão efetiva de bagaço da
cana-de-açúcar em açúcares monoméricos requer três passos sequen-
ciais: (1) redução do tamanho, (2) pré-tratamento e (3) hidrólise enzimá-
tica (ZHANG; LYND, 2004; ZHANG; HIMMEL; MIELENZ, 2006).
Sendo assim, o principal obstáculo e dificuldade tecnológica para a pro-
dução em escala industrial de produtos fermentáveis a partir de lignoce-
lulose é superar a recalcitrância natural destes materiais lignocelulósi-

2
cos, que deve ser hidrolisado por enzimas para produzir açúcares fer-
mentescíveis (WYMAN, 1999).
Partindo desta premissa, inúmeras técnicas de tratamento de
materiais lignocelulósicos têm sido descritas com a finalidade de des-
prender a lignina destes materiais liberando a celulose e hemicelulose
para uma posterior hidrólise enzimática obtendo açúcares monoméricos
de vasta aplicação econômica. Entre as técnicas já descritas na literatura,
pré-tratamentos físicos, físico-químicos, químicos e biológicos têm sido
utilizados (MOSIER et al., 2005; ALVIRA et al., 2010). O pré-
tratamento com peróxido de hidrogênio alcalino tem chamado atenção,
vistos os grandes rendimentos apresentados em trabalhos recentes
(MONTE; BRIENZO; MILAGRES, 2011; RABELO et al., 2011;
KARAGÖZ et al., 2012). Além disso, o peróxido de hidrogênio (H2O2)
tem a vantagem de não gerar resíduos, uma vez que se decompõe em
água e oxigênio, Sendo assim, não gera subprodutos que inibem a hidró-
lise enzimática. No entanto, sabe-se que a elevação do pH para valores
tão altos (normalmente 11,5) exige a adição de quantidades considerá-
veis de hidróxido de sódio, o que resulta na geração de resíduos cáusti-
cos impróprios para serem descartados no meio ambiente.
Devido ao problema apontado com o pré-tratamento com peró-
xido de hidrogênio alcalino, o presente trabalho estuda um processo de
pré-tratamento com peróxido de hidrogênio sem utilizar a hidróxido de
sódio para alcalinizar o meio. Cinzas provenientes do próprio bagaço
foram usadas para garantir uma oxidação eficiente do bagaço, uma vez
que o peróxido de hidrogênio, isoladamente, não tem poder para modifi-
car as estruturas lignocelulósicas envolvidas no processo de modo a
favorecer a hidrólise enzimática. Em comparação com outros métodos
químicos, este pré-tratamento tem como grande diferencial o fato de não
utilizar ácidos e álcalis fortes, resultando em um processo com baixa
carga de resíduos, e não degradando grande parte dos açúcares como
ocorre nos processos ácidos (YANG; WYMAN, 2008). Além disso, as
cinzas podem ser facilmente obtidas nas caldeiras da própria indústria da
cana-de-açúcar, fazendo com que desta forma até mesmo as cinzas das
caldeiras tenham aplicação, diminuindo ainda mais os resíduos gerados
pela indústria.
Sendo assim, este trabalho estudou o pré-tratamento do bagaço
da cana-de-açúcar para posterior hidrólise enzimática. Para tanto foram
avaliados dois métodos de pré-tratamento: um utilizando o peróxido de
hidrogênio alcalino como um processo padrão (GOULD, 1985) e outro
utilizando o peróxido de hidrogênio suplementado com cinzas. Para
ambos foram determinados as melhores condições de trabalho visando o
3
maior rendimento possível de açúcares na etapa de hidrólise enzimática;
foram ainda realizadas análises químicas e físicas para caracterizar as
possíveis formas que cada pré-tratamento atua sobre as fibras do bagaço.
1.2 OBJETIVOS
1.2.1 Objetivo geral
Caracterizar, avaliar e comparar os pré-tratamentos com peróxido de
hidrogênio alcalino e peróxido de hidrogênio suplementado com cinzas
para uma sacarificação enzimática eficiente do bagaço da cana-de-
açúcar.
1.2.2 Objetivos específicos
a) Determinar a composição e estruturas químicas do bagaço
da cana-de-açúcar antes e após pré-tratamentos;
b) Caracterizar a morfologia do bagaço da cana-de-açúcar antes
e após os pré-tratamentos.
c) Avaliar as condições ótimas de temperatura e pH das enzi-
mas utilizadas para hidrólise enzimática;
d) Estabelecer a melhor condição do pré-tratamento com peró-
xido de hidrogênio alcalino para obtenção de açúcares redu-
tores na hidrólise enzimática;
e) Otimizar a melhor condição para o pré-tratamento com pe-
róxido de hidrogênio suplementado com cinzas para obten-
ção de açúcares redutores na hidrólise enzimática;
f) Comparar a eficiência entre os dois pré-tratamentos através
da quantificação dos açúcares formados após hidrólise en-
zimática;

4

5
2 CAPÍTULO 2: REVISÃO BIBLIOGRÁFICA
Este capítulo apresenta a revisão bibliográfica referente aos temas
fundamentais para o entendimento do trabalho. Em seguida, são expos-
tas algumas considerações a respeito destes temas e as suas relações
com o trabalho.
2.1 BIOMASSA LIGNOCELULÓSICA
A biomassa de uma forma mais ampla se refere a qualquer tipo de
matéria orgânica oriunda de vegetais, animais, ou ainda de processos de
transformações naturais e artificiais (AGUIAR, 2010). Na grande maio-
ria a biomassa tem origem direta ou indireta no processo de fotossíntese
sendo, portanto, uma fonte renovável. Dentre as formas de biomassa
existentes, a biomassa residual de lignocelulósicos tem recebido uma
grande atenção nos últimos anos (LYND et al., 2005). São exemplos de
resíduos lignocelulósicos o bagaço da cana-de-açúcar, sabugo de milho,
farelo de cevada, palha de arroz, palha de trigo, casca de aveia, palha de
sorgo, palha de milho, semente de algodão, jornal, resíduos urbanos e
casca de soja (AGUIAR, 2010).
Os resíduos lignocelulósicos têm despertado grande atenção no
cenário de energias renováveis, devido à disponibilidade em larga esca-
la, o baixo custo na obtenção e uma possível produção energética de
forma ambientalmente correta (LYND et al., 2005; BETANCUR;
PEREIRA JR., 2010). Segundo Lynd et al. (2005), a produção de
energia e muitos ciclos de utilização baseada em biomassa celulósica
tem uma geração quase nula de gases do efeito estufa, quando conside-
rado todo seu ciclo de vida. No entanto, estes resíduos quando utilizados
de forma integrada e racional podem revolucionar outras indústrias além
do setor energético, assim como a de alimentos, forragens e produtos
químicos (LYND; WYMAN; GERNGROSS, 1999; BETANCUR;
PEREIRA JR., 2010). O desenvolvimento de tecnologias que processem
esta biomassa trará benefícios imensuráveis para países como o Brasil
que possuem uma extensa área de alta produtividade biológica
(BETANCUR; PEREIRA JR., 2010).
No Brasil, toneladas de resíduos lignocelulósicos são geradas
mensalmente, estes quando não são destinados à queima para geração de
energia, podem receber uma alocação incorreta, causando problemas
ambientais, como por exemplo, a lixiviação de rios pelo depósito do
bagaço da cana-de-açúcar, ou o despejo em estradas vicinais e mananci-

6
ais de água (LIMA; RODRIGUES, 2007). Portanto, um eficiente pro-
cessamento nestes resíduos, não somente traria grandes avanços econô-
micos aumentando a cadeia produtiva, como estariam colaborando para
uma destinação correta destes resíduos. Um exemplo de sucesso neste
sentido foi a iniciativa dos Estados Unidos, que tornou possível o apro-
veitamento de resíduos celulósicos para a produção de etanol a partir do
método de sacarificação do milho e dos seus subprodutos como a espiga
e o sabugo (MCALOON et al., 2000). Sendo assim, o que hoje se consi-
dera subprodutos ou substrato para queima, se gerenciados da forma
correta, podem apresentar muito mais benefícios devido à celulose pre-
sente em sua composição.
Embora existam as grandes vantagens que sustentam o emprego
de biomassa lignocelulósica para geração de energia, não existem tecno-
logias de baixo custo para vencer a recalcitrância desses materiais
(LYND; WYMAN; GERNGROSS, 1999; LYND et al., 2005).
2.1.1 Composição química dos resíduos lignocelulósicos
A biomassa lignocelulósica é composta por celulose, hemicelulo-
se e lignina, além de pequenas quantidades de outros extrativos (HAN et
al., 2003). Estes componentes estão dispostos na parede celular de uma
forma que as fibras de celulose ficam envolvidas em uma matriz amorfa
de hemiceluloses e lignina (Figura 1). Essa matriz amorfa age como uma
barreira natural impedindo o ataque de microrganismos e/ou enzimas,
além de tornar esses materiais estruturalmente rígidos e pouco reativos
(FENGEL; WEGENER, 2003).
Figura 1 - Típico arranjo da parede celular de uma célula.
Fonte: Adaptado de Yu, Lou e Wu (2007).

7
2.1.1.1 Celulose
A celulose consiste em um polímero linear com aproximadamen-
te 8000-12000 unidades de anidroglucose, ligadas entre si por poliliga-
ções β-(1-4) glucosídicas. O tamanho da molécula de celulose é nor-
malmente dado em termos do seu grau de polimerização, ou seja, o nú-
mero de unidades de anidroglucose presentes em uma única cadeia
(RAMOS, 2003). A ligação de duas moléculas de glucose forma a uni-
dade estrutural básica da celulose, a celobiose (MARTINS, 2005). A
ligação de várias celobioses consecutivas forma a cadeia linear da celu-
lose. Estas cadeias lineares se ligam fortemente umas as outras por for-
tes ligações de hidrogênio formando fibrilas elementares que podem
conter tanto regiões cristalinas como regiões amorfas (LYND et al.,
2002; RAMOS, 2003). Cada fibrila elementar é formada por 36 cadeias
lineares de celulose (LEHNINGER; NELSON; COX, 2008). Diversas
fibrilas elementares, com uma espessura média de 3,5 nm, podem se
associar formando cristalitos de celulose cujas dimensões dependem da
origem e do tratamento da amostra. Posteriormente, quatro desses agre-
gados cristalinos são unidos através de uma monocamada de hemicelu-
loses, constituindo estruturas de 25 nm que são envolvidas por uma
matriz amorfa de hemicelulose e protolignina. Esta associação resulta
em um composto natural chamado de microfibrila de celulose (Figura 2)
(RAMOS, 2003; MARTINS, 2005).
A celulose apresenta regiões cristalinas e amorfas. A região cris-
talina é altamente ordenada devido às numerosas ligações de ponte de
hidrogênio intra e intermolecular. Já a região amorfa é menos ordenada
e, portanto, as cadeias apresentam uma orientação randomizada. A pro-
porção entre as áreas cristalinas e amorfas variam de uma celulose para
outra e são expressas em índice de cristalinidade (percentagem da área
cristalina) (RAMOS, 2003). Alguns autores determinam que a celulose
amorfa é mais susceptível à hidrólise enzimática do que a celulose cris-
talina, devido a desordem da cadeia que gera uma maior área superficial
para o ataque das enzimas (PITARELO, 2007; ZHANG, 2008).

8
Figura 2 - Associação dos componentes da parede celular. (1) Esqueleto da
cadeia de celulose, com a indicação do comprimento da sua unidade estrutural
básica, a celobiose; (2) Arranjo das cadeias de celulose na formação da fibrila
elementar; (3) Cristalito de celulose; (4) Secção transversal da microfibrila da
celulose, mostrando cristalitos de celulose embebidos na matriz de hemicelulose
e protolignina.
Fonte: Ramos (2003).
2.1.1.2 Hemicelulose
As hemiceluloses, também conhecidas como polioses, são hete-
ropolímeros de plantas cuja natureza química varia de um tecido para
outro, assim como de uma espécie para outra (RAMOS, 2003). São
formadas por uma variedade de unidades monossacarídicas, como pen-
toses (D-xilose, L-arabinose e L-ramnose), hexoses (D-glucose, D-manose e D-galactose) e ácidos urônicos (ácido 4-Ο-metilglucurônico e
ácido galacturônico) (PITARELO, 2007). Estas unidades de pentoses,
hexoses e ácidos urônicos são unidos por ligações β-(1 → 4) com pontos
de ramificações (1 → 2), (1 → 3) e/ou (1 → 6) (ALMEIDA, 2009). O
9
grau de polimerização das hemiceluloses geralmente é baixo (média de
100-200) e a qualidade e quantidade de açúcares dependem do tipo de
parede celular e do organismo analisado (JEFFRIES, 1994). As hemice-
luloses são classificadas de acordo com os açúcares presentes na cadeia
principal do polímero: xilanas, glucomananas e galactanas (FENGEL;
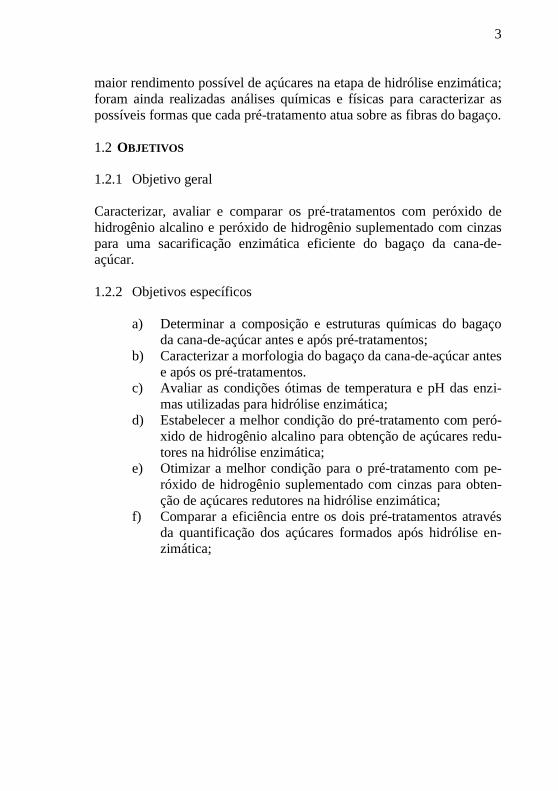
WEGENER, 2003). Na Figura 3 é apresentada a estrutura química de
uma xilana de gramínea.
Figura 3 - Representação esquemática de uma xilana de gramínea mostrando al-
guns grupos substituintes. Xyl = D-xilopiranose; Ara = L-arabinofuranose; (4-
Me)-GlcA = ácido (4-O-metil)-Dglicopiranurônico; Ac = acetil; FA = ácido
ferúlico; DDFA = ácido desidroferúlico.
Fonte: McDougall et al. (1993).
As hemiceluloses estão estruturalmente mais relacionadas com a
celulose do que a lignina. As quatro fibrilas elementares que formam o
cristalito de celulose são agrupadas uma monocamada de hemicelulose,
sendo posteriormente circundadas em uma matriz contendo hemicelulo-
se e lignina (associadas entre si por meio de interações físicas e ligações
covalentes) (CARVALHO et al., 2009). Embora as hemiceluloses sejam
muito complexas, geralmente se apresentam em forma de bastonete,
com cadeias laterais dobradas para trás na cadeia principal por meio de
ligações de hidrogênio (RAMOS, 2003). Esta estrutura de bastonete
facilita sua interação com celulose e lignina, resultando em uma associ-
ação forte que dá grande estabilidade ao conjunto (LAUREANO-
PEREZ et al., 2005).

10
2.1.1.3 Lignina
Nos tecidos vegetais a lignina está geralmente combinada com a
hemicelulose, e constitui-se como o mais importante componente não-
carboidrato da biomassa lignocelulósica (HENDRIKS; ZEEMAN,
2009). Ela é depositada na rede de carboidratos da parede celular secun-
dária das plantas, durante o seu crescimento (RAMOS, 2003). Trata-se
de um heteropolímero amorfo que é principalmente formado pela poli-
merização dos álcoois hidroxicinamílicos: p-cumarílico (unidade p-
hidroxifenila), coniferílico (unidade guaiacila) e sinapílico (unidade
siringila) (Figura 4), que são unidos por diferentes tipos de ligações
(HENDRIKS; ZEEMAN, 2009). A propriedade física mais importante
desta macromolécula biológica é a sua rigidez, o que não só dá força ao
tecido da planta, mas também impede o colapso dos elementos de água-
condutores, o que por sua vez confere a planta o apoio estrutural, im-
permeabilização, e resistência contra o ataque microbiano e estresse
oxidativo (RAMOS, 2003). Este heteropolímero amorfo é também não-
solúvel em água e opticamente inativo (HENDRIKS; ZEEMAN, 2009).
Todas estas características conferem à lignina uma resistência muito
grande à degradação, sendo portanto, a substância protagonista em con-
ferir recalcitrância aos resíduos lignocelulósicos.
As madeiras moles, também chamadas de coníferas, possuem lig-
ninas que são quase exclusivamente compostas por resíduos derivados
de álcool coniferil (lignina-G), enquanto que as ligninas de madeira
dura, também conhecidas como folhosas, são derivadas de resíduos dos
álcoois coniferil e sinapil (ligninas-GS) (FENGEL; WEGENER, 2003;
MARABEZI, 2009). Em contraste, as ligninas derivadas de gramíneas
(como no caso a cana-de-açúcar) e plantas herbáceas contêm os três
precursores básicos: coniferil, sinapil e cumaril (ligninas-GSH)
(RAMOS, 2003; MARABEZI, 2009).
Devido ao grande interesse na obtenção de plantas que forneçam
maior facilidade nos processos de deslignificação, alguns estudos têm
sido focados para manipular as vias de biossíntese da lignina destas
plantas (CARVALHO et al., 2009). O processo de remoção da lignina é
uma etapa fundamental na indústria de celulose e papel, bem como na
nascente indústria de conversão da biomassa lignocelulósica.

11
Figura 4 - Estrutura dos fenilpropanóides que compõem a lignina: (1) p-
cumarílico, (2) coniferílico e (3) sinapílico.
Fonte: Amen-Chen, Pakdel e Roy (2001).
2.1.1.4 Outros Extrativos
Além da celulose, hemicelulose e lignina os materiais lignocelu-
lósicos possuem em sua composição vários extrativos orgânicos e uma
pequena quantidade de inorgânicos, tais como, potássio, sódio, cálcio e
outros que foram adquiridos como nutrientes durante o seu crescimento
(YU; LOU; WU, 2007).
Os extrativos orgânicos são compostos intermediários do metabo-
lismo vegetal, desempenhando papel de reserva energética e de proteção
ao vegetal contra ataque de insetos e microrganismos, muitas vezes
agindo como agente inibidor nos processos de conversão de biomassa
(FENGEL; WEGENER, 2003). São exemplos de extrativos: ácidos
graxos, ceras, alcalóides, proteínas, fenólicos, açúcares simples, pecti-
nas, mucilagens, gomas, resinas, terpenos, amido, glicosídeos, saponinas
e óleos essenciais (YU; LOU; WU, 2007; SILVA, 2009).
2.1.2 Bagaço da cana-de-açúcar
A cana-de-açúcar é uma planta originária da Ásia e foi introduzi-
da no Brasil no início do regime colonial para exploração da atividade
açucareira (BRANDÃO, 1985). Desde o início do plantio de cana-de-
açúcar, os cultivares passaram por diversas modificações que resultou

12
em várias espécies que se diferenciam em conteúdo de fibras e açúcar.
Segundo Daniels e Roach (1987) a cana-de-açúcar é uma espécie aló-
gama (fecundação cruzada), da família Gramíneae (Poaceae) tribo An-
dropogoneae, gênero Saccharum, onde se destacam as espécies S. offici-
narum Linneus, S. robustum Brandes e Jeswiet ex Grassl, S. barberi
Jeswiet, S. sinense Roxb., S.spontaneum Linneus e S. edule Hassk.
Como matéria-prima fundamental em diversas aplicações, a cana-
de-açúcar se apresenta como uma forte cultura de peso econômico, sen-
do que a partir dela é possível produzir álcool combustível e industrial,
aguardente, cera e ainda, pode ser consumida in natura e em pequenos
comércios de caldo de cana (PINTO, 2002). Vale ressaltar ainda que o
Brasil se apresenta como o maior produtor de cana-de-açúcar no mundo
(Figura 5), o que torna esta cultura uma das mais importantes do país.
Figura 5 – Produção dos principais países produtores de cana-de-açúcar em
2010.
0 200 400 600 800
Brasil
Índia
China
Tailândia
México
Paquistão
Colômbia
Filipinas
Austrália
Argentina
Milhão de tonelada
Fonte: Dados obtidos na Food and Agriculture Organization of the United
Nations (2012).
Em geral, os processos de aplicação da cana-de-açúcar supracita-
dos geram resíduos como o bagaço, a palha, a vinhaça, a torta de filtro e
as cinzas das caldeiras (BNDES; CGEE, 2008). No entanto, o bagaço é
o resíduo em maior quantidade, no qual chega a ser considerado o prin-
13
cipal resíduo agroindustrial brasileiro. Um simples balanço de massa
tomando com base em uma tonelada de caule de cana-de-açúcar, nos
mostra que são formados 750 L de suco de cana (utilizado para os pro-
cessos fermentativos) e 250 Kg de bagaço, que contém cerca de 50% em
umidade (ZANIN et al., 2000). A parte úmida deste bagaço além da
água é constituída basicamente de sacarose e outros açúcares fermentes-
cíveis. Mas por outro lado, restam 125 Kg de bagaço seco que contém
53,8 kg de celulose (43%), 31,3 Kg de hemicelulose (25%), 28,8 Kg de
lignina (23%) e 3% de grupos acetil em heteroxilanas (correspondendo a
4 Kg de ácido acético), 6 Kg de extrativos incluindo sacarose residual
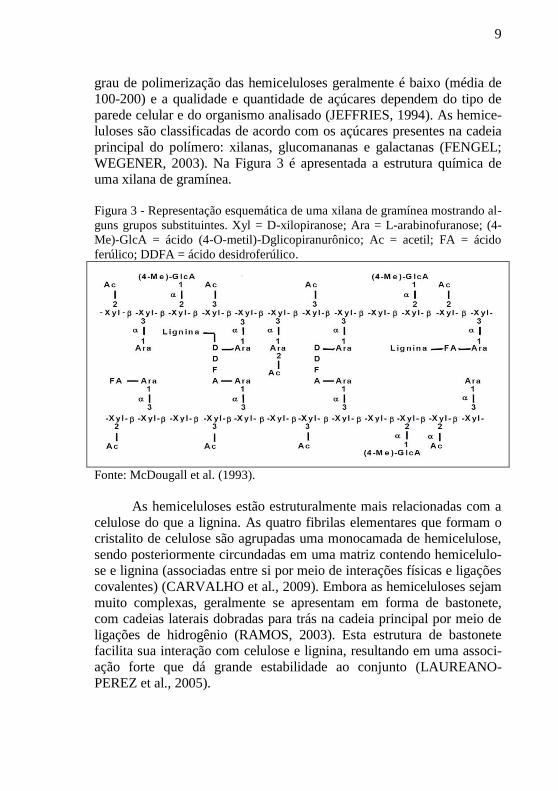
(4%) e 3 Kg de cinzas (2%) (ZANIN et al., 2000). Na Figura 6 é ilustra-
do o contraste dos depósitos de bagaço de cana-de-açúcar frente às usi-
nas de álcool, onde este resíduo comumente é gerado.
Figura 6 - Depósito de bagaço (resíduo) de cana-de-açúcar em usina de
produção de álcool.
Fonte: Neto (2009).
Apesar deste resíduo apresentar um grande potencial para produ-
ção de combustíveis e produtos químicos, as suas atuais aplicações se
restringem à combustão para geração de energia nas usinas onde são
gerados (LIMA; RODRIGUES, 2007). Uma pequena fração é usada
14
para forragem de gado e outros animais, no entanto ainda há excedente
(ZANIN et al., 2000; BETANCUR; PEREIRA JR., 2010). Além disso,
com o aumento da produção de cana-de-açúcar, em resposta ao cresci-
mento da demanda global de etanol, mais bagaço estará disponível
(BALAT; BALAT, 2009; BETANCUR; PEREIRA JR., 2010).
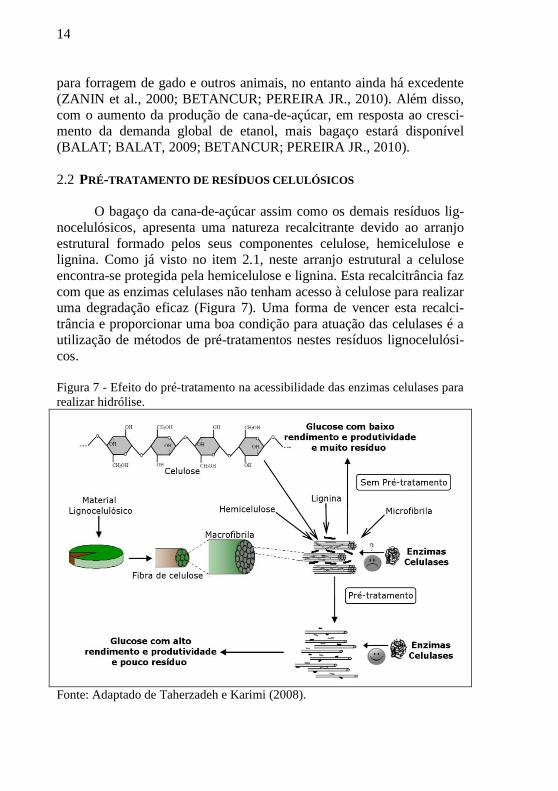
2.2 PRÉ-TRATAMENTO DE RESÍDUOS CELULÓSICOS
O bagaço da cana-de-açúcar assim como os demais resíduos lig-
nocelulósicos, apresenta uma natureza recalcitrante devido ao arranjo
estrutural formado pelos seus componentes celulose, hemicelulose e
lignina. Como já visto no item 2.1, neste arranjo estrutural a celulose
encontra-se protegida pela hemicelulose e lignina. Esta recalcitrância faz
com que as enzimas celulases não tenham acesso à celulose para realizar
uma degradação eficaz (Figura 7). Uma forma de vencer esta recalci-
trância e proporcionar uma boa condição para atuação das celulases é a
utilização de métodos de pré-tratamentos nestes resíduos lignocelulósi-
cos.
Figura 7 - Efeito do pré-tratamento na acessibilidade das enzimas celulases para
realizar hidrólise.
Fonte: Adaptado de Taherzadeh e Karimi (2008).

15
Para que o pré-tratamento seja considerado eficiente ele deve redu-
zir a recalcitrância do material aumentando a acessibilidade das enzimas
ao polímero de celulose. No entanto, para ele se tornar viável ele precisa
ter propriedades que visam um alto rendimento e baixos custos de ope-
ração (YANG; WYMAN, 2008):
Rendimento elevado para uma diferente gama de materiais lig-
nocelulósicos;
Alta digestibilidade enzimática sobre os sólidos pré-tratados. O
material pré-tratado deve ter rendimento superior a 90% de
conversão (celulose para açúcares monoméricos) em menos de
cinco dias com uma preparação enzimática inferior a 10 FPU/g
celulose;
Não apresentar uma significativa degradação de açúcares. Evitar
que ocorra perda de açúcares provenientes da celulose e hemicelu-
lose;
Não gerar substâncias tóxicas que venham inibir a etapa de hidróli-
se enzimática e fermentação;
Não necessitar de processos de moagens e/ou trituração para re-
dução das partículas da biomassa, já que estes demandam muita
energia;
Operação em reatores de custo e tamanho moderado;
Mínima demanda de energia.
Os resíduos lignocelulósicos possuem alguns fatores que estão in-
timamente ligados a sua recalcitrância à hidrólise enzimática. São estes
fatores o índice de cristalinidade da celulose, o grau de polimerização da
celulose, a área superficial acessível, o tamanho da partícula, a espessura
da parede celular, a porosidade e a barreira de lignina juntamente com o
conteúdo de hemicelulose formado ao redor das fibrilas de celulose
(TAHERZADEH; KARIMI, 2008; ALVIRA et al., 2010). A cristalini-
dade sozinha não é capaz de impedir a hidrólise quando uma quantidade
suficiente de enzimas for utilizada, portanto, a soma de todos os fatores
deve ser levada em consideração (RABELO, 2007).
Neste sentido, com a finalidade de atender às propriedades de vi-
abilidade e os fatores relacionados à recalcitrância dos materiais ligno-
celulósicos, diversos tipos de pré-tratamentos já foram estudados. Eles
podem ser classificados em físico, químico, físico-químico e biológico,
de acordo com as diferentes forças ou energias consumidas durante o
processo de pré-tratamento (Tabela 1).

16
Tabela 1 - Métodos de pré-tratamento de materiais lignocelulósicos para hidró-
lise enzimática.
Método Processo Tipos de Mudanças
Físico Moagem e
Trituração;
Irradiação;
Alta temperatura.
Diminui o grau de polimerização
e a cristalinidade da celulose;
Aumenta a área superficial e o
tamanho dos poros da partícula.
Químico Bases;
Ácidos;
Gases;
Agentes oxidantes e
redutores;
Solventes para ex-
tração da lignina.
Aumenta a área superficial;
Diminui o grau de polimerização
e a cristalinidade da celulose;
Parcial ou quase completa degra-
dação da hemicelulose e desligni-
ficação.
Físico-
químico
Tratamento alcalino
associado à explosão
a vapor;
Moagem com trata-
mento alcalino ou
ácido.
Degradação da hemicelulose e
deslignificação;
Aumenta a área superficial e os
poros da partícula.
Biológico Fungos e
actinomicetos.
Degradação da hemicelulose e
deslignificação;
Aumenta a área superficial e os
poros da partícula;
Diminui o grau de polimerização.
Fonte: Rabelo (2007); Taherzadeh e Karimi (2008); Alvira et al. (2010).
Todos os métodos supracitados apresentam vantagens e desvan-
tagens referentes à sua eficiência e custo. Os métodos físicos são relati-
vamente ineficientes no aumento de digestibilidade da biomassa e os
biológicos apresentam um rendimento muito inferior aos demais. Os
processos físico-químicos apresentam baixa digestibilidade quando
comparados aos tratamentos simples (RABELO, 2007), e os métodos
químicos muitas vezes acabam formando inibidores para as enzimas na
etapa de hidrólise e fermentação (ALVIRA et al., 2010). Sendo assim,
foi escolhido como objeto de estudo um método químico de pré-
17
tratamento, optando por um composto com baixa ou nula geração de
resíduos inibidores.
2.2.1 Método químico de pré-tratamento
Existe uma grande variedade de métodos químicos de pré-
tratamento, compreendendo mecanismos diferentes de ação. Mas, de
uma forma geral, os métodos químicos conseguem deslignificar o mate-
rial sem degradar a cadeia celulósica, ocasionando apenas uma parcial
degradação da hemicelulose que está intimamente ligada à lignina, con-
tribuindo para uma diminuição no grau de polimerização e índice de
cristalinidade da celulose bem como em um aumento da porosidade do
material (TAHERZADEH; KARIMI, 2008).
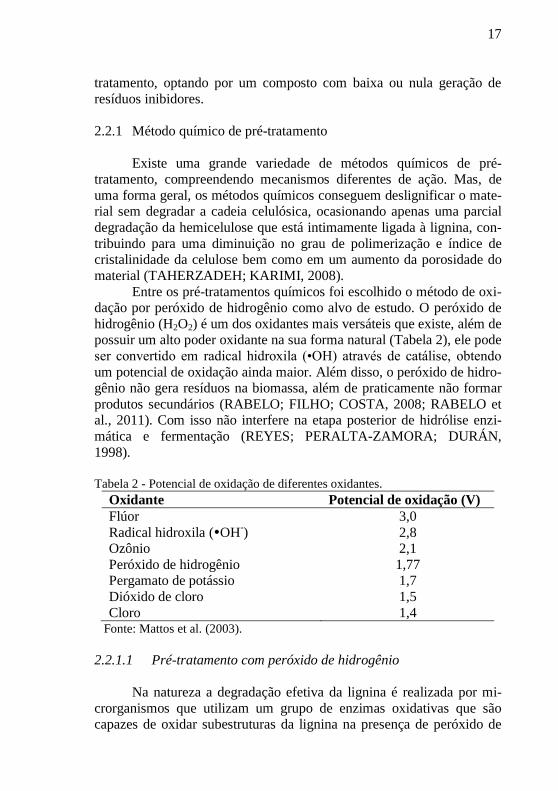
Entre os pré-tratamentos químicos foi escolhido o método de oxi-
dação por peróxido de hidrogênio como alvo de estudo. O peróxido de
hidrogênio (H2O2) é um dos oxidantes mais versáteis que existe, além de
possuir um alto poder oxidante na sua forma natural (Tabela 2), ele pode
ser convertido em radical hidroxila (•OH) através de catálise, obtendo
um potencial de oxidação ainda maior. Além disso, o peróxido de hidro-
gênio não gera resíduos na biomassa, além de praticamente não formar
produtos secundários (RABELO; FILHO; COSTA, 2008; RABELO et
al., 2011). Com isso não interfere na etapa posterior de hidrólise enzi-
mática e fermentação (REYES; PERALTA-ZAMORA; DURÁN,
1998).
Tabela 2 - Potencial de oxidação de diferentes oxidantes.
Oxidante Potencial de oxidação (V)
Flúor 3,0
Radical hidroxila (OH-) 2,8
Ozônio 2,1
Peróxido de hidrogênio 1,77
Pergamato de potássio 1,7
Dióxido de cloro 1,5
Cloro 1,4 Fonte: Mattos et al. (2003).
2.2.1.1 Pré-tratamento com peróxido de hidrogênio
Na natureza a degradação efetiva da lignina é realizada por mi-
crorganismos que utilizam um grupo de enzimas oxidativas que são
capazes de oxidar subestruturas da lignina na presença de peróxido de
18
hidrogênio (ARANTES; MILAGRES, 2009). Além disso, o peróxido de
hidrogênio tem sido amplamente empregado como agente de deslignifi-
cação nos processos de branqueamento nas indústrias têxtil, de papel e
celulose, onde é usado como alvejante (GOULD, 1985; RABELO et al.,
2011).
O peróxido de hidrogênio, além de possuir um alto potencial de
oxidação e um bom desempenho nos processos de deslignificação, se
apresenta como um composto limpo, sendo que sua decomposição for-
ma apenas água e oxigênio (equação 2.1). Sendo assim pode ser consi-
derado, um agente promissor na utilização para pré-tratamentos de mate-
riais lignocelulósicos.
H2O2 H2O + O2 (2.1)
Segundo Gould (1985), a adição de hidróxido de sódio (NaOH)
nas soluções com peróxido de hidrogênio faz com que o pH aumente e
com isso, uma série de reações são desencadeadas levando à formação
de radicais hidroxilas (•OH). Estes radicais atacam os grupos hidrofíli-
cos dos materiais lignocelulósicos quebrando algumas ligações e pro-
movendo a oxidação da estrutura da lignina bem como a dissolução da
hemicelulose e lignina (RABELO, 2007).
Para um melhor entendimento das reações que atuam no processo
de pré-tratamento com peróxido de hidrogênio alcalino (peróxido de
hidrogênio adicionado de hidróxido de sódio) é necessário avaliar todas
as reações envolvidas na sua decomposição (GOULD, 1985).
Em pH alcalino, o peróxido de hidrogênio (H2O2) se dissocia e
forma o ânion hidroperóxido (HOO-):
H2O2 HOO- H
+ (2.2)
Com o pH a 11,5, o ânion hidroperóxido pode reagir com o H2O2
não dissociado para formar um radical hidroxila (OH) altamente reati-
vo e superóxido (O-2) como mostra a reação abaixo (equação 2.3).
H2O2 + HOO- OH + O
-2 + H2O (2.3)
Na ausência de outros reagentes, radicais hidroxílicos e superóxi-
dos reagem entre si formando oxigênio e água:
OH + O-2 H
+ O2 + H2O (2.4)
19
Então, a equação global das equações 2.3 e 2.4, formam:
H2O2 + HOO- H
+ O2 + 2H2O (2.5)
Analisando as equações 2.1 e 2.5, fica claro que o máximo de
oxigênio que pode ser envolvido na solução alcalina é igual à metade da
fração molar de peróxido de hidrogênio. Sendo assim, se outros com-
postos que reagem com radical hidroxila (OH) e/ou superóxido (O-2)
estiverem presentes, haverá uma competição na equação 2.4, podendo
ser observado uma redução do oxigênio na equação 2.5. Desta forma,
Gould (1985) descreve que o pré-tratamento com peróxido de hidrogê-
nio alcalino atua como agente oxidante da lignina.
O pH da solução de peróxido de hidrogênio influência na reação
de deslignificação de materiais lignocelulósicos. O estudo de Gould
(1984) avaliou o pré-tratamento por peróxido de hidrogênio alcalino em
resíduos agrícolas como palha de trigo e resíduos da colheita de milho, e
constatou que a deslignificação destes materiais ocorreu apenas nos
tratamentos com pH acima de 10,5 com a máxima deslignificação ocor-
rendo a pH 11,5 ou maior. Em pH 6,8 apenas 10-15% da lignina foi
solubilizada, com isso a digestibilidade da biomassa também foi baixa.
Segundo Rabelo et al. (2011), o peróxido de hidrogênio é um mé-
todo de pré-tratamento muito promissor para o bagaço da cana-de-
açúcar. Em estudo comparativo com o hidróxido de cálcio, o pré-
tratamento com peróxido de hidrogênio alcalino foi mais veloz (exigiu
uma hora a menos) e ocorreu em temperatura ambiente, além de ser
capaz de conduzir uma alta produção de glucose no processo final,
mesmo quando o bagaço não foi previamente moído e/ou peneirado. Isto
se explica pelo seu grande potencial oxidativo e o fato de não deixar
resíduos que venha a inibir a atividade das celulases na etapa de sacari-
ficação. Em seu estudo, a condição ótima de pré-tratamento foi de
7,35% de peróxido de hidrogênio, incubados a 25°C durante 1 hora.
Monte, Briezo e Milagres (2011) realizaram um pré-tratamento
no bagaço da cana-de-açúcar com peróxido de hidrogênio alcalino se-
guido de uma hidrólise enzimática adicionada de suco de abacaxi. A
melhor condição de pré-tratamento foi de com 60°C de temperatura, 2% de peróxido de hidrogênio e a 0,5% de sulfato de magnésio por um perí-
odo de 4 horas. Nestas condições, a remoção da lignina atingiu cerca de
70% e a de hemicelulose 36%. A remoção de lignina e hemicelulose do
bagaço pelo pré-tratamento com peróxido de hidrogênio alcalino clara-
mente produziu um substrato com características melhoradas para a
20
hidrólise enzimática por celulases, uma vez que foi atingida uma alta
conversão enzimática (63%) em um curto tempo de reação (24 h). No
entanto, a degradação do polímero hemicelulose não é vantajosa, sendo
que este carboidrato poderia ser reduzido a unidades monoméricas de
hexoses e pentoses.
Karagöz et al. (2012) utilizaram o pré-tratamento com peróxido
de hidrogênio alcalino na palha de colza para produção de etanol. A
condição ótima de pré-tratamento foi de 5% de peróxido de hidrogênio a
50°C durante 1 hora de incubação. Com esta condição, 5,73 g de etanol
foi obtida na fração líquida e 14,07 g de etanol foi produzido por co-
fermentação a partir da fração sólida do pré-tratamento. Com a adição
de 0,5 M de sulfato de magnésio durante o pré-tratamento melhorou o
processo de deslignificação, aumentando em 0,92% a produção de eta-
nol.
Outras tecnologias envolvendo o uso do peróxido de hidrogênio
para o pré-tratamento de materiais lignocelulósicos já foram desenvolvi-
das. Takagi (1987) descreve um método de pré-tratamento para substân-
cias lignocelulósicas utilizando uma solução aquosa de peróxido de
hidrogênio na presença do íon metálico Mn+2
. Segundo este autor, o íon
metálico ajuda no processo de oxidação liberando radicais hidroxilas
(•OH). Martínez-Huitle e Brillas (2009) descrevem que o peróxido de
hidrogênio é comumente ativado em efluentes ácidos com íons de Fe2+
agindo como catalisador (reagente de Fenton), e a partir deste processo
são liberados radicais hidroxilas (•OH), como forte oxidante de materi-
ais orgânicos. Lucas et al. (2012) utilizaram acetato de manganês para
catalisar a oxidação do peróxido de hidrogênio e promover a deslignifi-
cação de madeira. Esta madeira pré-tratada apresentou uma hidrólise
enzimática 20-40% superior a não tratada. Estas tecnologias possuem
em comum a utilização de metais para catalisar a liberação dos radicais
hidroxilas (•OH).
Referente à utilização do peróxido de hidrogênio em conjunto
com cinzas para promover o tratamento de materiais lignocelulósicos,
não existem trabalhos publicados. Sendo que este trabalho está em pro-
cesso de depósito do pedido de patente (Anexo 1), intitulada “Método
de pré-tratamento e hidrólise de materiais lignocelulósicos para obten-
ção de açúcares monoméricos” (QUADRI; ODISI; LIMA, 2012).
21
2.3 HIDRÓLISE ENZIMÁTICA
O processo de hidrólise da celulose à glucose envolve no mínimo
três grupos de celulases, que atuam de forma sinérgica e diferentemente
conforme o organismo e o substrato, podendo ser genericamente carac-
terizadas como: endoglucanases, exoglucanases ou celobiohidrolases e
β-glucosidases (LYND et al., 2002; ZHANG; HIMMEL; MIELENZ,
2006; CASTRO; PEREIRA JR, 2010; OGEDA; PETRI, 2010; ODISI et
al., 2012).
As endoglucanases (EC 3.2.1.4) iniciam a hidrólise da celulose
clivando de forma randômica as ligações β-1,4-glicosídicas internas da
estrutura amorfa da fibra celulósica, liberando oligossacarídeos de di-
versos graus de polimerização e, consequentemente, novos terminais,
sendo um redutor e um não redutor (CASTRO; PEREIRA JR, 2010).
Estas enzimas hidrolisam a celulose amorfa e celuloses modificadas
quimicamente (solúveis), como carboximetilcelulose (CMC) e hidroxie-
tilcelulose (MARTINS, 2005).
O grupo das exoglucanases é constituído por celobiohidrolase
(3.2.1.91) e glucano hidrolase (3.2.1.74). As glucano hidrolases são
capazes de liberar glucose diretamente da fibra celulósica (CASTRO;
PEREIRA JR, 2010). Já as celobiohidrolases agem de maneira progres-
siva em extremidades redutoras e não-redutoras da celulose, e possuem
maior afinidade por celulose insolúvel ou microcristalina, liberando
majoritariamente a celobiose, além de glucose e celotriose como produ-
tos (MARTINS, 2005; FERREIRA, 2010) Estas enzimas geralmente
sofrem inibição pelo seu próprio produto de hidrólise, a celobiose
(ZHANG; HIMMEL; MIELENZ, 2006).
As β-glucosidases (3.2.1.21) atuam nos resíduos de celodextrina e
celobiose hidrolisando-os a glucose (LYND et al., 2002; OGEDA;
PETRI, 2010). Assim como as celobiohidrolases, também é reportada
com a característica de sofrer inibição por seu produto de hidrólise.
O mecanismo sinérgico (Figura 8) das celulases faz com que a
velocidade de formação de produtos solúveis aumente significativamen-
te quando comparado à velocidade de ação isolada das enzimas
(SANDGREN; STÅHLBERG; MITCHINSON, 2005). No mecanismo
sinérgico exo-endo, as endoglucanases clivam randomicamente cadeias
na superfície da celulose, fornecendo numerosos sítios adicionais para
que as celobiohidrolases possam clivar (OGEDA; PETRI, 2010). Se-
gundo Bhat e Bhat (1997), o grau de sinergismo varia conforme o tipo
de celulose que é utilizada na hidrólise. Na presença de uma celulose

22
cristalina o sinergismo entre as endoglucanases e exoglucanases é alto,
no entanto, à medida que o índice de cristalinidade diminui o sinergismo
também diminui. Em derivados solúveis da celulose, como o CMC, o
sinergismo é muito baixo ou ausente.
Figura 8 - Mecanismo de hidrólise da celulose pelo complexo de celulases do
gênero Trichoderma. (Endos - endoglucanases; exosR - exoglucanases atuando
nos terminais redutores; exosNR - exoglucanases atuando nos terminais não
redutores; β-Gase – β-glucosidases).
Fonte: Adaptado de Zhang, Himmel e Mielenz (2006).

23
3 CAPÍTULO 3: MATERIAIS E MÉTODOS
Este capítulo apresenta, de forma detalhada, as metodologias pro-
postas para os pré-tratamentos e hidrólise enzimática do bagaço da cana-
de-açúcar, bem como a caracterização dos materiais envolvidos nestes
processos.
3.1 SUBSTRATO
3.1.1 Preparo do bagaço da cana-de-açúcar
O bagaço de cana-de-açúcar utilizado neste trabalho foi obtido
em comércio de caldo de cana na cidade de Florianópolis, SC. O bagaço
foi seco sob a luz solar durante um período de 3-4 dias até que perdesse
substancialmente sua umidade. Após a pré-secagem, o bagaço foi moído
em moinho analítico (Quimis - Q298A), sendo posteriormente lavado
com água destilada até ficar livre de açúcares proveniente do caldo.
Durante a lavagem foram realizadas diversas medidas de sólidos solú-
veis em refratômetro (Biobrix - 2 WAJ) até obter o valor de 0° Brix. O
bagaço foi seco em estufa a 50°C por 72 horas, e em seguida, foi manti-
do a temperatura ambiente por 24 horas e embalado em sacos plásticos
até o momento do uso.
Figura 9 - Bagaço utilizado para os ensaios de pré-tratamento.

24
3.1.2 Preparo das cinzas do bagaço da cana-de-açúcar
O bagaço foi seco sob a luz solar durante um período de 3-4 dias
até que perdesse substancialmente sua umidade. Após a pré-secagem, o
bagaço foi incinerado em um grande recipiente até ficar carbonizado. O
bagaço carbonizado foi levado para a mufla (600°C por 8 horas) e trans-
formado em cinzas. As cinzas foram armazenadas em tubos cônicos até
o momento do uso.
Figura 10 - Bagaço carbonizado (à esquerda) e cinzas (à direita).
3.1.3 Caracterização química
3.1.3.1 Determinação do teor de extrativos totais
Os extrativos totais foram determinados conforme a norma
TAPPI T 264 cm-97 (TAPPI, 1997). Esta metodologia foi empregada
também para eliminar os extrativos das amostras para análises posterio-
res. Os procedimentos práticos foram conduzidos em duas fases. Na
primeira foi realizada a extração em solvente orgânico e na segunda
extração em água.
A extração em solvente orgânico foi realizada em extrator Soxh-
let. Para tanto, foram utilizados 5 g de amostra seca e 200 mL de etanol-
tolueno (1:2 (v/v)). As amostras foram acondicionadas em um cartucho
confeccionado com papel de filtro e colocadas dentro da coluna do So-
xhlet. O solvente foi colocado em um balão de 500 mL, de massa seca
conhecida, sendo que o material foi extraído por 7 horas. O balão con-
tendo os extrativos e solventes foi levado a um evaporador sob vácuo e,

25
após a recuperação dos solventes, o balão com extrativos foi levado à
estufa (105 ± 2°C) até peso constante. O teor de extrativos foi calculado
com base na diferença de massas.
Para a extração com água, o material foi extraído em balão sob
refluxo por 7 horas, sendo utilizadas 5 g de amostra seca em 200 mL de
água. Após a extração, o material foi filtrado a vácuo em cadinho de
vidro sinterizado e separado para posterior análise. Após a extração, foi
separada uma alíquota de 25 mL para a determinação da massa de extra-
tivos totais. Esta alíquota foi colocada em uma placa de petri previamen-
te tarada e levada a estufa (105 ± 2°C) até peso constante. A partir da
diferença de massas foi calculada a quantidade de extrativos em gramas
contidos em 25 ml de solução.
Considerando a quantidade de extrativos encontrados nas duas fa-
ses, e a quantidade de amostras empregadas na extração, calculou-se o
teor de extrativos em percentagem (%).
3.1.3.2 Determinação do teor de celulose
O teor de celulose foi determinado segundo a metodologia de Ku-
rschner-Hoffner (BROWNING, 1967). Para tanto, foram empregadas 5
g de amostra livre de extrativos (item 3.1.3.1) com 125 mL de soluções
alcoólicas de ácido nítrico sob refluxo, durante quatro ciclos de 1 h.
Após cada ciclo, a solução de ácido nítrico alcoólica é removida e um
novo volume da solução é adicionado. A solução de ácido nítrico alcoó-
lico consistiu em misturar um volume de solução de ácido nítrico 65%
(m/m) com quatro volumes de etanol com 96% de pureza. No final dos
quatro ciclos, a celulose foi lavada, seca em estufa (105 ± 2°C) até peso
constante. O teor de celulose foi calculado pela diferença de massas.
3.1.3.3 Determinação do teor de holocelulose
A holocelulose (hemicelulose + celulose) foi determinada utili-
zando o método de clorito de sódio (BROWNING, 1967; MORAIS;
ROSA; MARCONCINI, 2010). Uma quantidade de 1 g de fibras foi
diluída em 60 mL de água destilada sob agitação magnética sob 70 ±
2°C durante 30 minutos. Depois do equilíbrio térmico, 1,5 g de clorito
de sódio e 2 mL de ácido acético foram adicionados. Este procedimento
foi repetido depois de 1 e 2 horas, resultando em 3 horas de reação. Por
fim, a massa resultante foi filtrada e seca em estufa (105 ± 2°C) até atin-
gir massa constante. O teor de holocelulose foi calculado pela diferença
26
de massas. O teor de hemicelulose foi determinado pela diferença da
holocelulose e celulose.
3.1.3.4 Determinação do teor de lignina de Klason
A quantificação do teor de lignina insolúvel de Klason foi deter-
minada de acordo com o método de Gomide e Demuner (1986). Para
tanto, 3 g de amostra livre de extrativos (item 3.1.3.1), foi tratada com
ácido sulfúrico 72% a 20°C por um período de 1 h sob agitação constan-
te. Após este período, a mistura foi diluída até uma concentração de 3%
em ácido sulfúrico e incubada em autoclave (118°C) por 1 h para pro-
mover a hidrólise total dos poli e oligossacarídeos. Posteriormente, a
mistura foi filtrada em cadinho de Gooch previamente tarado. O materi-
al retido foi lavado com água quente e seco em estufa (105 ± 2°C) até
peso constante. O teor de lignina foi calculado pela diferença de massas.
3.1.3.5 Determinação do teor de cinzas
O teor de cinzas da amostra foi determinado de acordo com a
norma Tappi 211 om-12 (TAPPI, 2012). Os cadinhos utilizados foram
previamente incubados em mufla a 575°C por 1 hora. Após este período,
foram adicionados 0,5 g de amostra e os cadinhos retornaram à mufla
(575 °C ) por 5 horas. A amostra calcinada foi transferida para um des-
secador para resfriar até atingir a temperatura ambiente e massa constan-
te. O teor de cinzas foi obtido pela diferença de massas.
3.1.3.6 Quantificação de metais
A quantificação de metais foi realizada pelo Laboratório de Es-
pectrometria de Massa e Atômica do Departamento de Química da
UFSC. As amostras foram pesadas, aproximadamente 130 mg, em fras-
cos de teflon, aos quais foram adicionados 5 mL de ácido nítrico bi-
destilado e 1 mL de peróxido de hidrogênio supra-puro. Os mesmos
foram fechados e levados ao micro-ondas (Milestone – MLS 1200) para
a digestão utilizando um programa de temperatura com quatro etapas -
250 Watts, 400 Watts, 650 Watts e resfriamento - de 5 minutos cada.
Em seguida, os vasos foram resfriados e adicionado 1 mL de ácido fluo-
rídrico bi-destilado, sendo os vasos fechados e submetidos novamente
ao mesmo programa do micro-ondas. Por fim, as amostras foram lidas
em Espectrômetro de Massa com Plasma Indutivamente Acoplado ICP-
MS (Perkin Elmer - NexION 300 D).

27
3.1.3.7 Identificação espectrométrica de compostos orgânicos
Para observar a ocorrência de modificações químicas na estrutura
das amostras de bagaço antes e após os pré-tratamentos e a hidrólise
enzimática foram realizadas análises de Espectroscopia de Infraverme-
lho com Transformada de Fourier (FTIR). Os espectros foram obtidos
em espectrômetro Shimadzu (IRPrestige-21), usando uma resolução de
4 cm-1
e 120 varreduras. Foram pesadas aproximadamente 3 mg de
amostra e preparadas em 300 mg de pastilhas de KBr (Sigma-Aldrich -
221864). As amostras de bagaço, com e sem tratamento, utilizadas para
a análise foram secas por liofilização. As análises foram realizadas no
Laboratório de Controle de Processos do Departamento de Engenharia
Química da UFSC.
3.1.3.8 Caracterização morfológica
Microscópio eletrônico de varredura (MEV) foi utilizado para ob-
servar as características morfológicas das estruturas lignocelulósicas do
bagaço. As amostras a serem observadas foram montadas sobre uma fita
adesiva condutora, em seguida foram recobertas com ouro utilizando o
aparelho SCD 500 da marca LEICA. Após este tratamento o material foi
observado no MEV (JEOL - JSM-6390LV) utilizando uma voltagem de
15 kV. Estes procedimentos foram conduzidos no Laboratório Central
de Microscopia Eletrônica (LCME) da UFSC.
3.2 ENZIMAS
Para os ensaios de hidrólise enzimática foram utilizadas as enzi-
mas comerciais de Aspergillus niger (Sigma-Aldrich - 22178). As in-
formações contidas na especificação do produto indicam a presença de
enzimas endoglucanase e exoglucanase, excluindo a presença da enzima
β-glucosidase. No entanto, ensaios prévios identificaram a presença das
três enzimas (endoglucanase, exoglucanase e β-glucosidase), e portanto,
esta formulação comercial foi utilizada como única fonte de enzimas.
3.2.1 Ensaios de atividade enzimática
3.2.1.1 β-glucosidase
A β-glucosidase foi avaliada pelo substrato cromogênico ρ-
nitrofenil-β-D-glicopiranosídeo (PNP-G, Sigma-Aldrich - N7006) se-

28
gundo a metodologia de Lima et al. (2009). A reação foi composta por
50 µL do substrato PNP-G (2 mM) e 50 µL da enzima comercial (2
mg/mL), ambos diluídos em tampão para manter o pH desejado. A rea-
ção foi incubada por 15 minutos na temperatura requerida. Posterior-
mente, a reação foi interrompida com 100 μL de Na2CO3 (1 M) e resfri-
ada em temperatura ambiente. Alíquotas de 100 μL foram avaliadas em
espectrofotômetro (Tecan – λ 405 ηm). A leitura foi comparada a uma
curva padrão de ρ-nitrofenil (PNP), nas concentrações de 0,125; 0,250;
0,375; 0,5; 0,75 e 1 mM. Todos os ensaios foram realizados em quatro
réplicas. Uma unidade de enzima (U) para o substrato PNP-G foi defini-
da como a atividade da enzima que catalisa a conversão de 1 µmol de
PNP em um minuto.
3.2.1.2 Exoglucanase
A exoglucanase foi avaliada pelo substrato cromogênico ρ-
nitrofenil-β-D-celobiosídeo (PNP-C, Sigma-Aldrich - N5759), segundo
Lima et al. (2009). Este substrato pode igualmente ser degradado pela β-
glucosidase, portanto, foi realizado um ensaio prévio adicionando dife-
rentes concentrações do açúcar Glucono Delta Lactona (Sigma-Aldrich -
G4750), para inibir a atividade da β-glucosidase sem inibir a exogluca-
nase. Foram realizados paralelamente ensaios com 50 µL do substrato
PNP-G (2 mM) e PNP-C (2 mM), contendo 50 µL da enzima comercial
(2 mg/mL) e diferentes concentrações de glucono-delta-lactona (10, 20,
30, 40, 50, 100, 150, 200, e 250 mM). As reações foram incubadas,
interrompidas e avaliadas em espectrofotômetro conforme item 3.2.1.1.
Foi escolhida a concentração que inibia quase que totalmente a atividade
da β-glucosidase sem afetar a atividade da exoglucanase.
Após estabelecida a forma de inibir a β-glucosidase, a reação foi
composta por 50 µL do substrato PNP-C (2 mM) adicionados de gluco-
no-delta-lactona na concentração ideal e 50 µL da enzima comercial (2
mg/mL), ambos diluídos em tampão para manter o pH desejado. As
reações foram incubadas, interrompidas e avaliadas em espectrofotôme-
tro conforme item 3.2.1.1. Todos os ensaios foram realizados em quatro
réplicas. Uma unidade de enzima (U) para o substrato PNP-C foi defini-
da como a atividade da enzima que catalisa a conversão de 1 µmol de
PNP em um minuto.
29
3.2.1.3 Endoglucanase
A enzima endoglucanase foi avaliada com substrato Azo-CM-
Cellulose (AZO-CMC, Sigma-Aldrich - 18693), segundo Lima et al.
(2005). Este substrato consiste em uma molécula de azul brilhante do
remazol (ABR) ligado à moléculas de CMC. A reação foi constituída de
100 μL de AZO-CMC (4 mg/mL) e 100 μL da enzima comercial (2
mg/mL), ambos diluídos em tampão para manter o pH desejado. A rea-
ção foi incubada por 30 minutos na temperatura requerida. Posterior-
mente, foram adicionados 50 μL de HCl (1M), procedendo-se a resfria-
mento em banho de gelo (10 min) para estagnar a reação. Posteriormen-
te, a reação foi centrifugada para precipitar o substrato não degradado
(3500 G, por 5 min). Alíquotas de 100 μL do sobrenadante obtido após a
centrifugação foram avaliadas em espectrofotômetro (Tecan – λ 595
ηm). A leitura foi comparada a uma curva padrão de ABR, nas concen-
trações de 50, 100, 150, 200, 250 e 300 mg/mL. Todos os ensaios foram
realizados em quatro réplicas. Uma unidade de enzima (U) para o subs-
trato AZO-CMC foi definida como a atividade da enzima que catalisa a
conversão de 1 µmol de ABR em um minuto.
3.2.2 Condições ótimas de atividade da enzima
As enzimas comerciais foram submetidas a ensaios para determi-
nar as condições ótimas de temperatura e pH. Para ambos, foram utili-
zados os procedimentos já descritos paras as enzimas β-glucosidase
(item 3.2.1.1), exoglucanase (item 3.2.1.2) e endoglucanase (item
3.2.1.3).
3.2.2.1 Determinação da temperatura ótima
Para determinação da temperatura ótima das enzimas comerciais
os ensaios com PNP-G, PNP-C e AZO-CMC foram diluídos em tampão
acetato (50 mM, pH 4,8). O tampão e as enzimas foram incubados sepa-
radamente por 10 minutos nas temperaturas avaliadas (10, 20, 30, 40,
45, 50 e 60 ºC), e em seguida foram misturados iniciando a reação na
temperatura desejada por um tempo determinado para cada enzima.
3.2.2.2 Determinação do pH ótimo
O pH ótimo das enzimas comerciais foram conduzidos com os
substratos PNP-G, PNP-C e AZO-CMC diluídos em tampões acetato

30
(50 mM) com diferentes pHs (3,6; 4,0; 4,4; 4,8; 5,3 e 5,65). Todas as
reações foram incubadas na temperatura ótima determinada na etapa
anterior (item 3.2.2.1).
3.3 PRÉ-TRATAMENTO
Foram avaliadas as condições ótimas e a eficiência de dois méto-
dos de pré-tratamento de material lignocelulósico utilizando o peróxido
de hidrogênio. O primeiro método consiste em um pré-tratamento com
peróxido de hidrogênio alcalino (item 3.3.1), e o segundo um pré-
tratamento com peróxido de hidrogênio suplementado com cinzas (item
3.3.2). Os pré-tratamentos foram avaliados de acordo com a concentra-
ção de açúcares redutores totais (ART) liberados durante a hidrólise
enzimática (Figura 11). Após o estabelecimento das condições ótimas de
cada processo, estes foram avaliados quanto às modificações físico-
químicas realizadas no bagaço.
Figura 11 – Fluxograma da metodologia aplicada para determinação da eficiên-
cia dos pré-tratamentos avaliados.

31
3.3.1 Pré-tratamento com peróxido de hidrogênio alcalino
O pré-tratamento com peróxido de hidrogênio alcalino foi reali-
zado em erlenmeyer (frasco de 125 mL), contendo 2% (p/v) de bagaço
de cana-de-açúcar e solução final no volume de 20 mL. A concentração
do peróxido de hidrogênio (H2O2), a temperatura e a frequência de agi-
tação foram estabelecidas de acordo com o planejamento experimental.
A solução foi alcalinizada com hidróxido de sódio (NaOH) até atingir
pH de 11,5. As reações foram incubadas por um período de 3 horas em
uma mesa agitadora orbital (Tecnal - TE421). Ao término da reação, o
líquido reacional foi descartado e o material sólido foi lavado com água
destilada até atingir pH neutro (7,0). Posteriormente, as amostras foram
levadas para a estufa e secas em uma temperatura de 60°C até atingirem
peso constante. Por fim, as amostras foram pesadas em balança analítica
e armazenadas em tubos cônicos e temperatura ambiente até o seu poste-
rior uso na etapa da hidrólise enzimática (item 3.4).
3.3.2 Pré-tratamento com peróxido de hidrogênio suplementado com
cinzas
O pré-tratamento com peróxido de hidrogênio suplementado com
cinzas foi realizado em erlenmeyer (frasco de 125 mL), contendo 2%
(p/v) de bagaço de cana-de-açúcar e solução final no volume de 20 mL.
A concentração do peróxido de hidrogênio, a concentração de cinzas
(proveniente da queima do bagaço – item 3.1.2) e a temperatura foram
determinadas de acordo com o planejamento experimental. As reações
foram incubadas por um período de 3 horas em agitação constante de
1,67 Hz em uma mesa agitadora orbital. Ao término da reação, o líquido
reacional foi descartado e o material sólido foi lavado com água destila-
da até atingir pH neutro (7,0). Posteriormente, as amostras foram leva-
das para a estufa e secas em uma temperatura de 60°C até atingirem
peso constante. Por fim, as amostras foram pesadas em balança analítica
e armazenadas em tubos cônicos e temperatura ambiente até o seu poste-
rior uso na etapa da hidrólise enzimática (item 3.4).
3.3.3 Planejamento experimental e análise estatística dos dados
Para a determinação das condições ótimas de pré-tratamento do
bagaço foram realizados planejamentos experimentais fatoriais 23 com-
pletos para ambos os pré-tratamentos. Para o pré-tratamento com peró-

32
xido de hidrogênio alcalino foram analisadas três variáveis: concentra-
ção do peróxido de hidrogênio (% (v/v)), a temperatura (°C ) e a fre-
quência de agitação (Hz). Para o pré-tratamento com peróxido de hidro-
gênio suplementado com cinzas foram analisadas as variáveis: concen-
tração do peróxido de hidrogênio (% (v/v)), concentração de cinzas (%
(p/v)) e a temperatura (°C ). A resposta analisada foi o rendimento da
reação, medido em teor de açúcares redutores totais (ART). Os resulta-
dos obtidos foram avaliados estatisticamente por uma Análise de Vari-
ância (ANOVA) utilizando um coeficiente de confiança de 95%
(p≤0,05).
3.4 HIDRÓLISE ENZIMÁTICA
As amostras de bagaço resultante das etapas de pré-tratamento
(itens 3.3.1 e 3.3.2) foram colocadas em erlenmeyer (frasco de 125 mL),
juntamente com 20 mL de tampão (Acetato de sódio, 50 mM, pH ótimo
da enzima - item 3.2.1.2), e em seguida foram adicionadas as enzimas na
concentração final de 2 mg/mL (Equivalente à 2 U/mL, sendo 1 U cor-
responde à quantidade de enzimas que libera 1 umol de glucose a partir
de carboximetilcelulose por minuto, a pH 5,0 e 37°C). Os erlenmeyers
foram vedados com parafilme para que não houvesse uma alteração
considerável do volume reacional e em seguida, foram incubados em
uma mesa agitadora orbital com rotação mantida a 2,5 Hz e temperatura
ótima das enzimas previamente determinadas (item 3.2.1.1).
Foram coletadas alíquotas de 500 μL durante a hidrólise enzimá-
tica em períodos de tempo pré-determinados (0, 6, 12, 24, 36, 48, 60
horas). As alíquotas foram fervidas a 100°C por 10 minutos, em termo-
bloco (Marconi – MA4004) para inativação das enzimas. Por fim, as
alíquotas coletadas foram aferidas quanto à quantidade de ART (item
3.4.1).
Ao final do tempo de hidrólise, o material hidrolisado foi lavado
com água destilada para remoção dos açúcares e enzimas aderidas e, em
seguida, foram secos a uma temperatura de 60°C e armazenados em
tubos cônicos e temperatura ambiente para posterior uso em alguma
análise, caso necessário.
3.4.1 Açúcares Redutores Totais (ART)
Os ART foram determinados pelo método do ácido 3,5–
dinitrosalicílico (DNS). O reagente de DNS foi preparado de acordo
com Miller (1959) e Ghose (1987). O DNS é um reagente não específi-
33
co, que reage com moléculas de cinco e seis carbonos. Foram pipetados
100 µL da amostra e mais 100 µL do reagente DNS em um microtubo
(1,5 mL). As reações de DNS foram conduzidas em um termobloco
aquecido a 100°C, durante 15 minutos. Em seguida, os tubos foram
estabilizados a 4°C durante 5 minutos. Posteriormente, 1 mL de água
destilada foi adicionado e mantido a temperatura ambiente. Por fim, 100
uL da reação foi transferida para uma microplaca (96 poços) e a absor-
bância avaliada em espectrofotômetro (Tecan – λ 540 ηm). Os resulta-
dos foram comparados com uma curva padrão de glucose em tampão
acetato (50 mM, pH 4,0).
3.4.2 Quantificação da Glucose
Para a quantificação da glicose foi utilizado um teste comercial
(Laborclin – Bioliquid Glicose), segundo Tietz (2006). Os ensaios são
baseados na atividade da Glucose Oxidase/Peroxidase que agem sobre a
glucose e modificam a cor do reagente de trabalho. Os procedimentos
práticos foram conduzidos de acordo com o manual do fabricante.

34
35
4 CAPÍTULO 4: RESULTADOS E DISCUSSÃO
Este capítulo apresenta os resultados obtidos dos processos de
pré-tratamento e da caracterização dos materiais envolvidos.
4.1 CARACTERIZAÇÃO DA MATÉRIA-PRIMA
4.1.1 Bagaço da cana-de-açúcar
O bagaço da cana-de-açúcar utilizado neste trabalho foi caracteri-
zado quanto à sua composição química (Tabela 3). De acordo com os
resultados obtidos, a quantidade de celulose, cinzas e extrativos é simi-
lar a outros estudos com bagaço (WYMAN, 1996; RABELO et al.,
2011; ZHAO; ZHANG; LIU, 2012). No entanto, o valor de hemicelulo-
se e lignina estão ligeiramente diferentes destes estudos. Rabelo et al.
(2011) encontraram 26,4 ± 0,2% de lignina e Wyman (1996) apresenta
25,2% de lignina, estes valores ligeiramente inferiores podem ser conse-
quência do tipo de amostra utilizada. Rabelo (2007) analisou frações de
bagaço com diferentes granulometrias, uma fração com o bagaço bruto
recolhido da moenda de cana e a outra fração com o bagaço bruto penei-
rado, restando apenas pequenas partículas. A fração que não foi peneira-
da mostrou um valor superior de lignina.
Tabela 3 - Composição química (%) do bagaço da cana-de-açúcar.
Componente Presente trabalho Wyman
(1996)
Rabelo et al.
(2011)
Celulose 41,6 ± 0,9 40,2 40,5
Hemicelulose 20,9 ± 0,8 23,8 22,9
Lignina 28,1 ± 0,3 25,2 26,4
Cinzas 3,7 ± 0,3 4,0 0,6
Extrativos 0,7 ± 0,2 4,4 1,6
4.1.2 Cinzas do bagaço da cana-de-açúcar
Foi realizada a quantificação de quatro metais presentes nas cin-zas do bagaço da cana-de-açúcar (Tabela 4). Estes metais foram analisa-
dos tendo em vista que no estudo de Lima et al. (2005), estes metais
atuaram como cofator enzimático, aumentando a atividade da enzima
endoglucanase. De acordo com os resultados obtidos, existe uma quan-
tidade superior dos metais Ca e Mg em comparação com Na e Mn. Esta
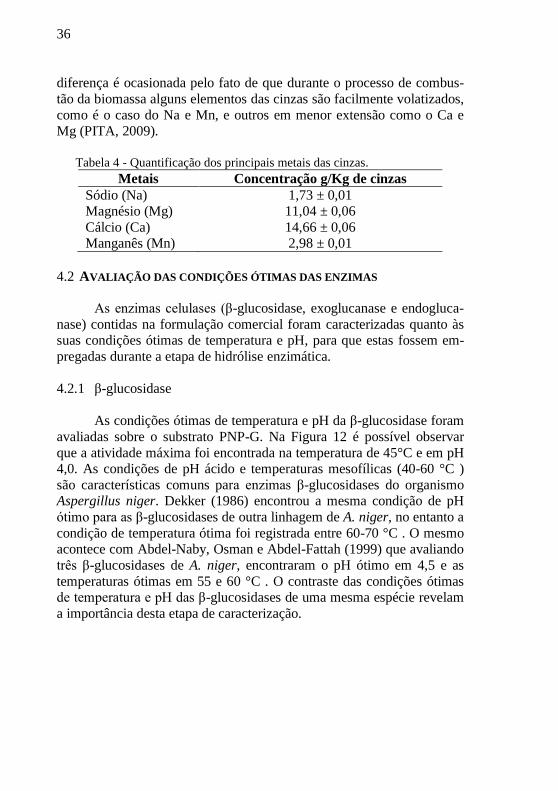
36
diferença é ocasionada pelo fato de que durante o processo de combus-
tão da biomassa alguns elementos das cinzas são facilmente volatizados,
como é o caso do Na e Mn, e outros em menor extensão como o Ca e
Mg (PITA, 2009).
Tabela 4 - Quantificação dos principais metais das cinzas.
Metais Concentração g/Kg de cinzas
Sódio (Na) 1,73 ± 0,01
Magnésio (Mg) 11,04 ± 0,06
Cálcio (Ca) 14,66 ± 0,06
Manganês (Mn) 2,98 ± 0,01
4.2 AVALIAÇÃO DAS CONDIÇÕES ÓTIMAS DAS ENZIMAS
As enzimas celulases (β-glucosidase, exoglucanase e endogluca-
nase) contidas na formulação comercial foram caracterizadas quanto às
suas condições ótimas de temperatura e pH, para que estas fossem em-
pregadas durante a etapa de hidrólise enzimática.
4.2.1 β-glucosidase
As condições ótimas de temperatura e pH da β-glucosidase foram
avaliadas sobre o substrato PNP-G. Na Figura 12 é possível observar
que a atividade máxima foi encontrada na temperatura de 45°C e em pH
4,0. As condições de pH ácido e temperaturas mesofílicas (40-60 °C )
são características comuns para enzimas β-glucosidases do organismo
Aspergillus niger. Dekker (1986) encontrou a mesma condição de pH
ótimo para as β-glucosidases de outra linhagem de A. niger, no entanto a
condição de temperatura ótima foi registrada entre 60-70 °C . O mesmo
acontece com Abdel-Naby, Osman e Abdel-Fattah (1999) que avaliando
três β-glucosidases de A. niger, encontraram o pH ótimo em 4,5 e as
temperaturas ótimas em 55 e 60 °C . O contraste das condições ótimas
de temperatura e pH das β-glucosidases de uma mesma espécie revelam
a importância desta etapa de caracterização.
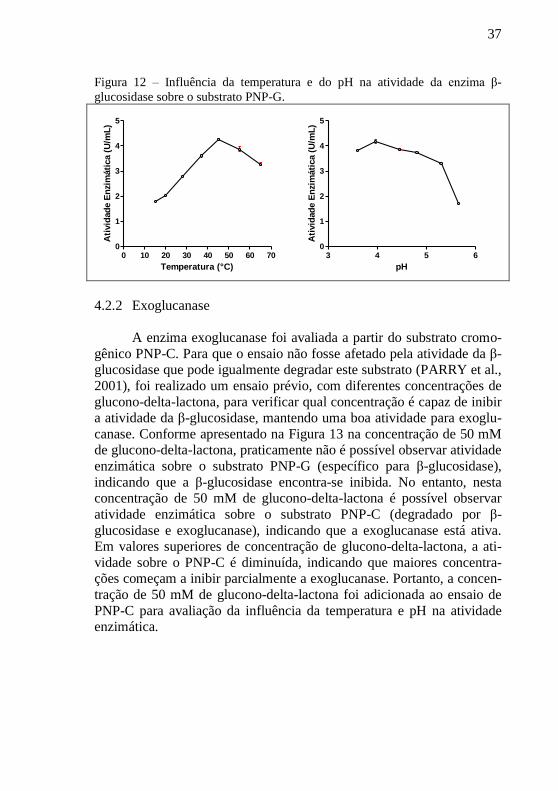
37
Figura 12 – Influência da temperatura e do pH na atividade da enzima β-
glucosidase sobre o substrato PNP-G.
0 10 20 30 40 50 60 700
1
2
3
4
5
Temperatura (°C)
Ati
vid
ad
e E
nzim
áti
ca (
U/m
L)
3 4 5 60
1
2
3
4
5
pH
Ati
vid
ad
e E
nzim
áti
ca (
U/m
L)
4.2.2 Exoglucanase
A enzima exoglucanase foi avaliada a partir do substrato cromo-
gênico PNP-C. Para que o ensaio não fosse afetado pela atividade da β-
glucosidase que pode igualmente degradar este substrato (PARRY et al.,
2001), foi realizado um ensaio prévio, com diferentes concentrações de
glucono-delta-lactona, para verificar qual concentração é capaz de inibir
a atividade da β-glucosidase, mantendo uma boa atividade para exoglu-
canase. Conforme apresentado na Figura 13 na concentração de 50 mM
de glucono-delta-lactona, praticamente não é possível observar atividade
enzimática sobre o substrato PNP-G (específico para β-glucosidase),
indicando que a β-glucosidase encontra-se inibida. No entanto, nesta
concentração de 50 mM de glucono-delta-lactona é possível observar
atividade enzimática sobre o substrato PNP-C (degradado por β-
glucosidase e exoglucanase), indicando que a exoglucanase está ativa.
Em valores superiores de concentração de glucono-delta-lactona, a ati-
vidade sobre o PNP-C é diminuída, indicando que maiores concentra-
ções começam a inibir parcialmente a exoglucanase. Portanto, a concen-
tração de 50 mM de glucono-delta-lactona foi adicionada ao ensaio de
PNP-C para avaliação da influência da temperatura e pH na atividade
enzimática.

38
Figura 13 - Influência da concentração de glucono-delta-lactona na atividade
das enzimas β-glucosidase e exoglucanase sobre os substratos PNP-G e PNP-C.
0 10 20 30 40 50 100 150 200 2500
2
4
6PNP-G
PNP-C
Concentração de Glucono-Delta-Lactona (mM)
Ati
vid
ad
e E
nzim
áti
ca (
U/m
L)
De acordo com os resultados apresentados na Figura 14 é possí-
vel observar que a atividade ótima da exoglucanase ocorre nas mesmas
condições ótimas da β-glucosidase (45° C e pH 4,0). Estas condições de
temperatura e pH são comuns para enzimas de representantes do gênero
Aspergillus. Estes fungos geralmente habitam ambientes ácidos e com
temperatura mesofílica (OKADA, 1985), o que reflete em uma fisiolo-
gia adaptada para sobreviver nestas condições.
Figura 14 - Influência da temperatura e do pH na atividade da enzima exogluca-
nase sobre o substrato PNP-C adicionado de 50 mM de glucono-delta-lactona.
4.2.3 Endoglucanase
Para a avaliação da endoglucanase foi utilizado o substrato cro-
mogênico AZO-CMC. Esta enzima também apresentou suas condições

39
ótimas de atividade em 45°C de temperatura e pH 4 (Figura 15). As
mesmas condições foram encontradas em outros estudos com A. niger
(HURST et al., 1977; OKADA, 1985).
Figura 15 - Temperatura e pH ótimo da enzima endoglucanase.
4.2.4 Considerações
As enzimas celulases avaliadas (β-glucosidase, exoglucanase e
endoglucanase) apresentaram sua atividade superior nas mesmas condi-
ções de temperatura (45°C) e pH (4,0). Portanto, estas condições foram
utilizadas para realizar todas as etapas de hidrólise enzimática na avalia-
ção dos pré-tratamentos.
4.3 PRÉ-TRATAMENTO COM PERÓXIDO DE HIDROGÊNIO ALCALINO
4.3.1 Planejamento fatorial 2³ completo
Para determinar as melhores condições de pré-tratamento com pe-
róxido de hidrogênio alcalino foi realizado um estudo avaliando a in-
fluência de três variáveis do processo, sendo elas, concentração de peró-
xido de hidrogênio (H2O2), temperatura e agitação do meio reacional
durante o pré-tratamento. Para tanto, foi realizado um planejamento
experimental fatorial 2³ completo com três repetições no ponto central,
utilizando as condições apresentadas na Tabela 5. Após o pré-
tratamento, o bagaço foi submetido à hidrólise enzimática por um perío-
do de 60 horas e os ART liberados foram quantificados. O pré-
tratamento mais eficaz foi encontrado utilizando as condições do ponto
central.

40
Tabela 5 - Matriz do planejamento experimental fatorial 2³ completo de pré-
tratamento do bagaço da cana-de-açúcar com H2O2 alcalino, e a superfície de
resposta em ART liberados após 60 horas de hidrólise enzimática.
Ensaio H2O2
(%)
Temperatura
(°C )
Agitação
(Hz)
ART
(mg g-1
)
1 3 (-1) 20 (-1) 0 (-1) 42,6
2 7 (+1) 20 (-1) 0 (-1) 65,3
3 3 (-1) 60 (+1) 0 (-1) 46,2
4 7 (+1) 60 (+1) 0 (-1) 24,2
5 3 (-1) 20 (-1) 3,33 (+1) 45,4
6 7 (+1) 20 (-1) 3,33 (+1) 71,1
7 3 (-1) 60 (+1) 3,33 (+1) 29,8
8 7 (+1) 60 (+1) 3,33 (+1) 9,2
9 5 (0) 40 (0) 1,67 (0) 76,2
10 5 (0) 40 (0) 1,67 (0) 74,2
11 5 (0) 40 (0) 1,67 (0) 75,4
Controle - - - 21,8
A influência dos fatores foi avaliada estatisticamente por
ANOVA a um nível de significância de 5% (Tabela 6). A partir do valor
do Teste F (597,8) para o modelo, que é muito maior do que o valor
tabelado (5,050) é possível concluir que o modelo descreve os dados de
forma significativa, a um nível de confiança de 95% (MONTGOMERY,
2006; ERIKSSON, 2008). Além disso, o modelo não apresenta evidên-
cias de falta de ajuste, uma vez que o valor do Teste F para a falta de
ajuste (2,265) é menor do que o valor tabelado (19,16).
Tabela 6 - Analise de Variância (ANOVA) para o modelo sugerido a partir do
planejamento fatorial 2³ completo de pré-tratamento do bagaço da cana-de-
açúcar com H2O2 alcalino.
Fonte de
Variação
Soma Qua-
drática
Graus de
Liberdade
Média Qua-
drática Teste F
Modelo 5400 5 1080 597,8 a
Resíduo 9,034 5 1,807
Falta de ajuste 6,980 3 2,327 2,265 b
Erro puro 2,055 2 1,027
Total 5409 10 a
F-tabelado5,5 5,05 b F-tabelado3,2 19,16
Máxima variação explicada = 99,96%
Máxima variação explicável = 99,83%
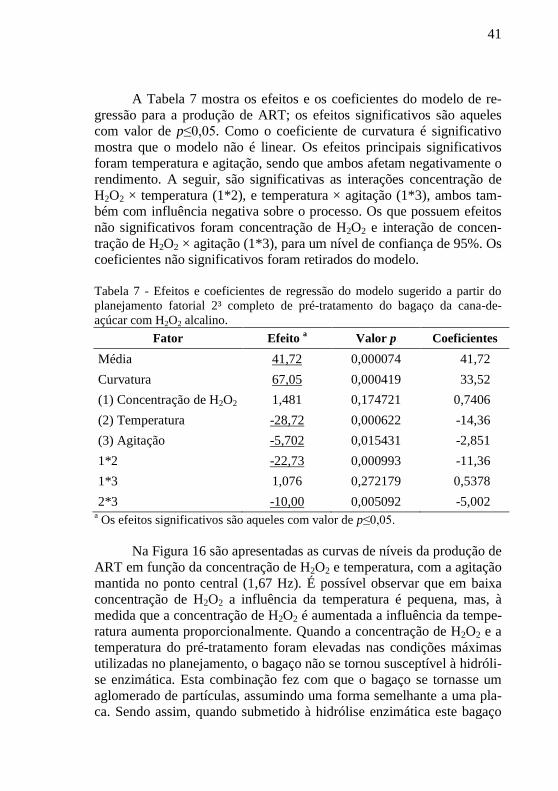
41
A Tabela 7 mostra os efeitos e os coeficientes do modelo de re-
gressão para a produção de ART; os efeitos significativos são aqueles
com valor de p≤0,05. Como o coeficiente de curvatura é significativo
mostra que o modelo não é linear. Os efeitos principais significativos
foram temperatura e agitação, sendo que ambos afetam negativamente o
rendimento. A seguir, são significativas as interações concentração de
H2O2 × temperatura (1*2), e temperatura × agitação (1*3), ambos tam-
bém com influência negativa sobre o processo. Os que possuem efeitos
não significativos foram concentração de H2O2 e interação de concen-
tração de H2O2 × agitação (1*3), para um nível de confiança de 95%. Os
coeficientes não significativos foram retirados do modelo.
Tabela 7 - Efeitos e coeficientes de regressão do modelo sugerido a partir do
planejamento fatorial 2³ completo de pré-tratamento do bagaço da cana-de-
açúcar com H2O2 alcalino.
Fator Efeito a Valor p Coeficientes
Média 41,72 0,000074 41,72
Curvatura 67,05 0,000419 33,52
(1) Concentração de H2O2 1,481 0,174721 0,7406
(2) Temperatura -28,72 0,000622 -14,36
(3) Agitação -5,702 0,015431 -2,851
1*2 -22,73 0,000993 -11,36
1*3 1,076 0,272179 0,5378
2*3 -10,00 0,005092 -5,002 a Os efeitos significativos são aqueles com valor de p≤0,05.
Na Figura 16 são apresentadas as curvas de níveis da produção de
ART em função da concentração de H2O2 e temperatura, com a agitação
mantida no ponto central (1,67 Hz). É possível observar que em baixa
concentração de H2O2 a influência da temperatura é pequena, mas, à
medida que a concentração de H2O2 é aumentada a influência da tempe-
ratura aumenta proporcionalmente. Quando a concentração de H2O2 e a
temperatura do pré-tratamento foram elevadas nas condições máximas
utilizadas no planejamento, o bagaço não se tornou susceptível à hidróli-
se enzimática. Esta combinação fez com que o bagaço se tornasse um
aglomerado de partículas, assumindo uma forma semelhante a uma pla-
ca. Sendo assim, quando submetido à hidrólise enzimática este bagaço

42
em forma de placa mostrou problemas de absorção de água, permane-
cendo um aglomerado, tendo sido observado evidente redução da área
superficial disponível ao ataque enzimático. Portanto, a melhor condição
de pré-tratamento para a hidrólise é encontrada com alta concentração
de H2O2 (7%) e baixa temperatura (20 °C ).
Figura 16 - Curvas de níveis do rendimento de ART liberados após a hidrólise
enzimática em função das condições de pré-tratamento de concentração de H2O2
e temperatura, sob agitação de 1,67 Hz. Os números sobre os contornos repre-
sentam o rendimento de ART (mg g-1
do bagaço).
3,0 3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0
Concentração H2O2 (%)
20
25
30
35
40
45
50
55
60
Te
mp
era
tura
(°C
)
60
50
40
30
35
25
45
55
65
20
Na Figura 17 é apresentado o rendimento de ART em função da
temperatura e agitação, quando a concentração de H2O2 é mantida no
ponto central (5%). Neste caso, observa-se que a influência da agitação
é muito pequena, e que apenas uma baixa agitação é suficiente para
manter o processo em um maior rendimento.

43
Figura 17 - Curvas de níveis do rendimento de ART liberados após a hidrólise
enzimática em função das condições de pré-tratamento de temperatura e agita-
ção, com a concentração de H2O2 em 5%. Os números sobre os contornos repre-
sentam o rendimento de ART (mg g-1
do bagaço).
20 25 30 35 40 45 50 55 60
Temperatura (°C)
0,0
0,5
1,0
1,5
2,0
2,5
3,0
Ag
itaç
ão
(H
z)
25
30
35
404550
55
De acordo com as Figuras 16 e 17 a melhor condição, entre as
avaliadas no planejamento para o pré-tratamento de peróxido de hidro-
gênio alcalino é de 5% de H2O2, 20°C de temperatura e agitação do
meio reacional mantida acima de 0,8 Hz. No entanto, o modelo apresen-
tado não é linear e o planejamento fatorial 2³ completo aplicado é ina-
propriado para determinar a curvatura do modelo (CALADO;
MONTGOMERY, 2003; MONTGOMERY, 2006; ERIKSSON, 2008).
Sendo assim, novos experimentos utilizando planejamentos adequados
para aferir a curvatura do modelo foram realizados para determinar as
condições ótimas.
4.3.2 Otimização das condições de pré-tratamento
Partindo dos resultados obtidos na etapa anterior (item 4.3.1), foi
realizado um planejamento fatorial 2² + configuração estrela para deter-
minar as condições ótimas de pré-tratamento. Como foi observado que
uma agitação acima de 0,8 Hz é o suficiente para manter um bom ren-

44
dimento, a agitação foi mantida em 1,67 Hz e apenas as condições de
temperatura e concentração de H2O2 foram reavaliadas. A melhor condi-
ção na etapa anterior foi tomada como ponto central para planejamento
fatorial 2² + configuração estrela (Tabela 8). Após o pré-tratamento, o
bagaço foi submetido à hidrólise enzimática por um período de 48 horas
e os ART liberados foram quantificados. Os pré-tratamentos mais efica-
zes foram encontrados nos ensaios 2, 4 e 8, onde a temperatura encon-
tra-se mais elevada.
Tabela 8 - Matriz do planejamento fatorial 2² + configuração estrela do pré-
tratamento do bagaço da cana-de-açúcar com H2O2 alcalino e a superfície de
resposta em ART liberados após hidrólise enzimática de 48 horas.
Ensaio H2O2 (%) Temperatura (°C ) ART (mg g-1
)
1 5 (-1) 15 (-1) 73,3
2 5 (-1) 35 (+1) 152,0
3 9 (+1) 15 (-1) 97,6
4 9 (+1) 35 (+1) 147,6
5 4,17 (-1,41) 25 (0) 104,0
6 9,83 (+1,41) 25 (0) 116,5
7 7 (0) 11 (-1,41) 88,3
8 7 (0) 39 (+1,41) 158,6
9 7 (0) 25 (0) 100,9
10 7 (0) 25 (0) 103,1
11 7 (0) 25 (0) 107,1
12 7 (0) 25 (0) 114,5
13 7 (0) 25 (0) 106,8
Controle - - 38,5
A influência da temperatura e da concentração de H2O2 foi avali-
ada estatisticamente pelo teste ANOVA com nível de significância de
5% (Tabela 9). De acordo com o Teste F, o modelo é altamente signifi-
cativo a um nível de confiança de 95%, sendo que o valor de 60,54 é
muito maior do que o valor tabelado (3,838). Além disso, o valor do
Teste F para a falta de ajuste (1,308) é menor do que o valor tabelado
(6,388), indicando que não existe evidência de falta de ajuste para o
modelo.
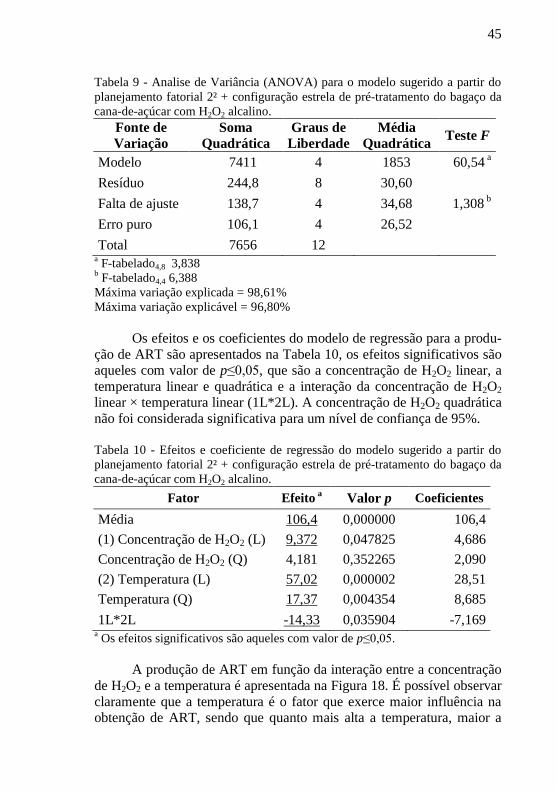
45
Tabela 9 - Analise de Variância (ANOVA) para o modelo sugerido a partir do
planejamento fatorial 2² + configuração estrela de pré-tratamento do bagaço da
cana-de-açúcar com H2O2 alcalino.
Fonte de
Variação
Soma
Quadrática
Graus de
Liberdade
Média
Quadrática Teste F
Modelo 7411 4 1853 60,54 a
Resíduo 244,8 8 30,60
Falta de ajuste 138,7 4 34,68 1,308 b
Erro puro 106,1 4 26,52
Total 7656 12
a F-tabelado4,8 3,838
b F-tabelado4,4 6,388
Máxima variação explicada = 98,61%
Máxima variação explicável = 96,80%
Os efeitos e os coeficientes do modelo de regressão para a produ-
ção de ART são apresentados na Tabela 10, os efeitos significativos são
aqueles com valor de p≤0,05, que são a concentração de H2O2 linear, a
temperatura linear e quadrática e a interação da concentração de H2O2
linear × temperatura linear (1L*2L). A concentração de H2O2 quadrática
não foi considerada significativa para um nível de confiança de 95%.
Tabela 10 - Efeitos e coeficiente de regressão do modelo sugerido a partir do
planejamento fatorial 2² + configuração estrela de pré-tratamento do bagaço da
cana-de-açúcar com H2O2 alcalino.
Fator Efeito a Valor p Coeficientes
Média 106,4 0,000000 106,4
(1) Concentração de H2O2 (L) 9,372 0,047825 4,686
Concentração de H2O2 (Q) 4,181 0,352265 2,090
(2) Temperatura (L) 57,02 0,000002 28,51
Temperatura (Q) 17,37 0,004354 8,685
1L*2L -14,33 0,035904 -7,169 a Os efeitos significativos são aqueles com valor de p≤0,05.
A produção de ART em função da interação entre a concentração
de H2O2 e a temperatura é apresentada na Figura 18. É possível observar
claramente que a temperatura é o fator que exerce maior influência na
obtenção de ART, sendo que quanto mais alta a temperatura, maior a
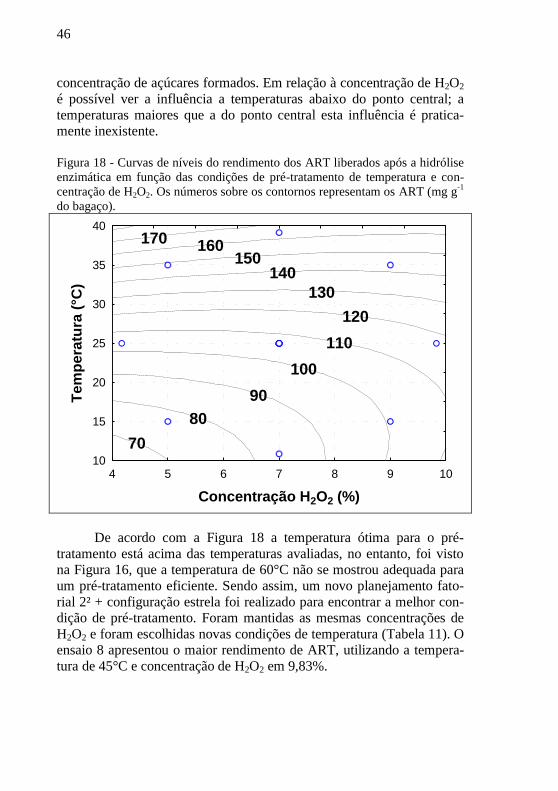
46
concentração de açúcares formados. Em relação à concentração de H2O2
é possível ver a influência a temperaturas abaixo do ponto central; a
temperaturas maiores que a do ponto central esta influência é pratica-
mente inexistente.
Figura 18 - Curvas de níveis do rendimento dos ART liberados após a hidrólise
enzimática em função das condições de pré-tratamento de temperatura e con-
centração de H2O2. Os números sobre os contornos representam os ART (mg g-1
do bagaço).
4 5 6 7 8 9 10
Concentração H2O2 (%)
10
15
20
25
30
35
40
Te
mp
era
tura
(°C
)
100
110
80
70
90
120
130
140
160170
150
De acordo com a Figura 18 a temperatura ótima para o pré-
tratamento está acima das temperaturas avaliadas, no entanto, foi visto
na Figura 16, que a temperatura de 60°C não se mostrou adequada para
um pré-tratamento eficiente. Sendo assim, um novo planejamento fato-
rial 2² + configuração estrela foi realizado para encontrar a melhor con-
dição de pré-tratamento. Foram mantidas as mesmas concentrações de
H2O2 e foram escolhidas novas condições de temperatura (Tabela 11). O
ensaio 8 apresentou o maior rendimento de ART, utilizando a tempera-
tura de 45°C e concentração de H2O2 em 9,83%.
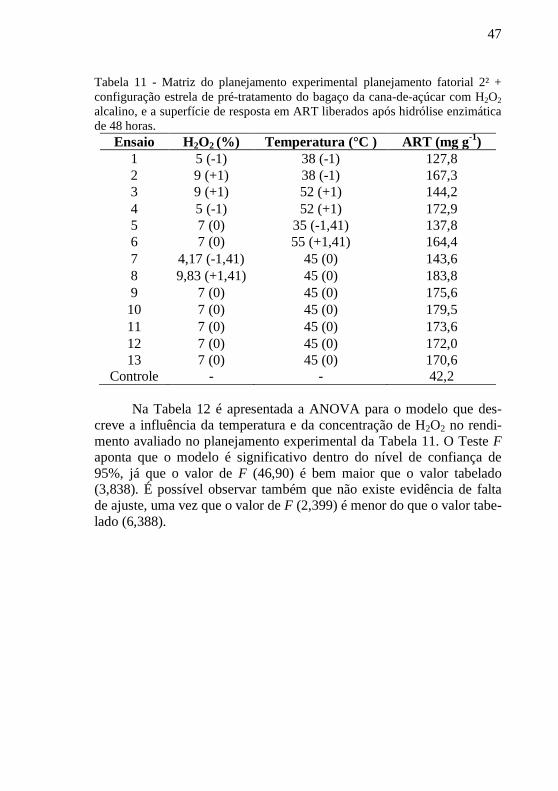
47
Tabela 11 - Matriz do planejamento experimental planejamento fatorial 2² +
configuração estrela de pré-tratamento do bagaço da cana-de-açúcar com H2O2
alcalino, e a superfície de resposta em ART liberados após hidrólise enzimática
de 48 horas.
Ensaio H2O2 (%) Temperatura (°C ) ART (mg g-1
)
1 5 (-1) 38 (-1) 127,8
2 9 (+1) 38 (-1) 167,3
3 9 (+1) 52 (+1) 144,2
4 5 (-1) 52 (+1) 172,9
5 7 (0) 35 (-1,41) 137,8
6 7 (0) 55 (+1,41) 164,4
7 4,17 (-1,41) 45 (0) 143,6
8 9,83 (+1,41) 45 (0) 183,8
9 7 (0) 45 (0) 175,6
10 7 (0) 45 (0) 179,5
11 7 (0) 45 (0) 173,6
12 7 (0) 45 (0) 172,0
13 7 (0) 45 (0) 170,6
Controle - - 42,2
Na Tabela 12 é apresentada a ANOVA para o modelo que des-
creve a influência da temperatura e da concentração de H2O2 no rendi-
mento avaliado no planejamento experimental da Tabela 11. O Teste F
aponta que o modelo é significativo dentro do nível de confiança de
95%, já que o valor de F (46,90) é bem maior que o valor tabelado
(3,838). É possível observar também que não existe evidência de falta
de ajuste, uma vez que o valor de F (2,399) é menor do que o valor tabe-
lado (6,388).

48
Tabela 12 - Analise de Variância (ANOVA) para o modelo sugerido a partir do
planejamento fatorial 2² + configuração estrela de pré-tratamento do bagaço da
cana-de-açúcar com H2O2 alcalino.
Fonte de
Variação
Soma
Quadrática
Graus de
Liberdade
Média
Quadrática Teste F
Modelo 3801 4 950,2 46,90 a
Resíduo 162,1 8 20,26
Falta de ajuste 114,4 4 28,60 2,399 b
Erro puro 47,69 4 11,93
Total 3963 12 a
F-tabelado4,8 3,838 b F-tabelado4,4 6,388
Máxima variação explicada = 98,80%
Máxima variação explicável = 95,91%
Na Tabela 13 são apresentados os efeitos e os coeficientes do
modelo de regressão para a produção de ART, os efeitos significativos
são aqueles com valor de p≤0,05; concentração de H2O2 linear e quadrá-
tica e a temperatura linear e quadrática. Já a interação da concentração
de H2O2 linear × temperatura linear (1L*2L) não foi considerada signi-
ficativa para um nível de confiança de 95%.
Tabela 13 - Efeitos e coeficiente de regressão do modelo sugerido a partir do
planejamento experimental 2² composto central de pré-tratamento do bagaço da
cana-de-açúcar com H2O2 alcalino.
Fator Efeito a Valor p Coeficientes
Média 174,2 0,000000 174,2
(1) Concentração de H2O2 (L) 14,93 0,001860 7,466
Concentração de H2O2 (Q) -25,33 0,000119 -12,67
(2)Temperatura (L) 31,29 0,000019 15,64
Temperatura (Q) -12,70 0,006322 -6,352
1L*2L -5,409 0,254305 -2,705 a Os efeitos significativos são aqueles com valor de p≤0,05.
Na Figura 19 é apresentada a produção de ART em função da in-
teração entre a concentração de H2O2 e a temperatura. É possível obser-var que a condição onde a produção de ART é máxima se encontrada
entre as temperaturas de 42 e 50°C onde a concentração de H2O2 se
mantém entre 8 e 10%.

49
Figura 19 - Curvas de níveis do rendimento dos açúcares redutores após a hidró-
lise enzimática em função das condições de pré-tratamento de temperatura e
concentração de H2O2. Os números sobre os contornos representam o rendimen-
to em ART (mg g-1
do bagaço).
36 38 40 42 44 46 48 50 52 54
Temperatura (°C)
4
5
6
7
8
9
10
Co
nc
en
tra
çã
o H
2O
2 (
%)
140120 130150
160
170
180
O ponto de maior produção indicado pelo modelo é pode ser ob-
tido pela equação gerada pelo programa computacional Statistica (Equa-
ção 4.1). A solução do ponto otimizado, com maior rendimento de ART
foi obtida pelo mesmo programa apresentando o valor de temperatura
em 46,17°C e a concentração de H2O2 em 9,39%.
ART = - 590,6155 + 25,6824*P - 0,2585*P² + 38,7489*T - 1,5881*T² -
0,1932*P*T
(Equação 4.1)
Onde:
ART = Açúcares redutores totais (mg g-1
bagaço)
P = Concentração de H2O2 (%)
T = Temperatura (°C)
As condições ótimas obtidas diferem dos valores encontrados em
outros trabalhos. Rabelo et al. (2011) avaliaram o pré-tratamento com
peróxido de hidrogênio alcalino em bagaço da cana-de-açúcar e encon-

50
traram a condição ótima em 7,35% de H2O2 e 25°C de temperatura.
Estes valores estão um pouco distantes dos valores encontrados no pre-
sente trabalho. Em uma etapa anterior de planejamento experimental, foi
utilizada uma condição similar a destes autores (vide Tabela 8, ensaios
do ponto central), resultando em um rendimento de cerca de 40% inferi-
or ao obtido na condição ótima encontrada no presente trabalho.
Karagöz et al. (2012) avaliaram o pré-tratamento com peróxido
de hidrogênio alcalino em palha de colza e encontraram a condição óti-
ma em 5% de H2O2 e 50°C de temperatura. Neste caso a temperatura
esta próxima à encontrada neste estudo, já a concentração de H2O2 ficou
em 5% pelo fato de ter sido a maior concentração avaliada por estes
autores. Muito provável se fosse realizado um estudo mais aprofundado
como neste trabalho, estes autores teriam encontrado um valor superior
e que teria fornecido um rendimento maior.
Ainda referente ao pré-tratamento com peróxido de hidrogênio
alcalino em bagaço de cana-de-açúcar, Monte, Brienzo e Milagres
(2011) encontraram a condição ótima em 2% de H2O2 e 60°C de tempe-
ratura, contemplando uma conversão de celulose em açúcares redutores
de aproximadamente 60%. Estas condições ótimas de pré-tratamento são
diferentes das condições supracitadas, no entanto, durante este pré-
tratamento é adicionado sulfato de magnésio, e ainda ocorre a adição de
suco de abacaxi no processo de hidrólise enzimática. Este suco contém
enzimas xilanases que auxiliam na degradação da hemicelulose, consti-
tuindo uma condição diferenciada de hidrólise o que pode permitir tra-
balhar com uma condição ótima diferenciada de pré-tratamento.
4.3.3 Cinética do pré-tratamento
A partir das condições ótimas de concentração de H2O2, tempera-
tura e agitação foi realizado um novo experimento avaliando o melhor
tempo (0; 0,33; 0,67; 1; 2; 3; 5; 10; 15 e 24 horas) de pré-tratamento.
Após os respectivos pré-tratamentos em tempos diferentes, o bagaço foi
submetido à hidrólise enzimática por 48 horas e os ART liberados no
meio foram quantificados. Na Figura 20 é possível observar que com 40
minutos de reação de pré-tratamento obteve-se o melhor rendimento de
ART. É possível observar também que um maior tempo de pré-
tratamento acaba prejudicando a susceptibilidade do bagaço para as
enzimas.

51
Figura 20 - Rendimento de ART em função do tempo do pré-tratamento de
peróxido de hidrogênio alcalino com 9,39% concentração H2O2, 46°C de tempe-
ratura e 1,67 Hz de agitação. Foi realizada uma hidrólise de 48 horas para cada
tempo de pré-tratamento.
0 5 10 15 20 250
100
200
300
Tempo de pré-tratamento (h)
Açú
care
s r
ed
uto
res (
mg
g-1
)
Em geral, a maioria dos trabalhos que avaliaram as condições de
pré-tratamento com peróxido de hidrogênio alcalino não realizam um
estudo mais aprofundado com diferentes tempos, chegando então, a
obter valores até prejudiciais ao processo. Rabelo (2007), relata que nos
primeiros 45 minutos da reação do pré-tratamento alcalino ocorre uma
grande liberação de O2 devido a decomposição do peróxido, indicando
que grande parte do peróxido de hidrogênio está presente até este perío-
do. Como é observado na Figura 20, após duas horas de pré-tratamento
ocorre uma grande queda no rendimento de açúcares redutores liberados
na hidrólise, o que pode estar relacionado com uma degradação dos
polímeros celulose e hemicelulose. O pré-tratamento por um período
após a degradação completa do peróxido de hidrogênio, acaba se tor-
nando apenas um processo de pré-tratamento alcalino desencadeado
pelo NaOH, que age de forma agressiva solubilizando grande parte da
hemicelulose (ALVIRA et al., 2010), fazendo com que esta, não esteja
mais disponível na etapa de hidrólise enzimática. No caso de Rabelo et
al. (2011) e Karagöz et al. (2012) o tempo de 1 hora utilizado está bem
próximo ao encontrado e também não apresenta uma grande diferença
de rendimento. Já Monte; Brienzo e Milagres (2011) encontraram o
tempo de 4 horas como melhor condição. Comparado ao presente estudo
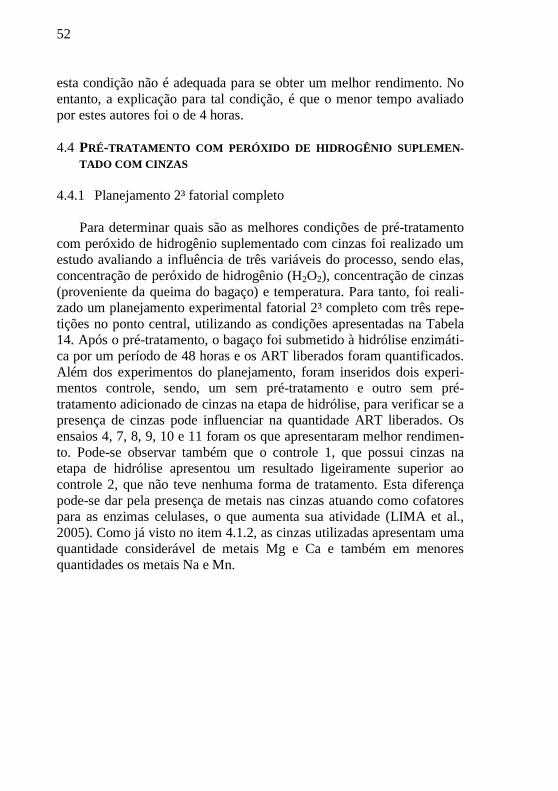
52
esta condição não é adequada para se obter um melhor rendimento. No
entanto, a explicação para tal condição, é que o menor tempo avaliado
por estes autores foi o de 4 horas.
4.4 PRÉ-TRATAMENTO COM PERÓXIDO DE HIDROGÊNIO SUPLEMEN-
TADO COM CINZAS
4.4.1 Planejamento 2³ fatorial completo
Para determinar quais são as melhores condições de pré-tratamento
com peróxido de hidrogênio suplementado com cinzas foi realizado um
estudo avaliando a influência de três variáveis do processo, sendo elas,
concentração de peróxido de hidrogênio (H2O2), concentração de cinzas
(proveniente da queima do bagaço) e temperatura. Para tanto, foi reali-
zado um planejamento experimental fatorial 2³ completo com três repe-
tições no ponto central, utilizando as condições apresentadas na Tabela
14. Após o pré-tratamento, o bagaço foi submetido à hidrólise enzimáti-
ca por um período de 48 horas e os ART liberados foram quantificados.
Além dos experimentos do planejamento, foram inseridos dois experi-
mentos controle, sendo, um sem pré-tratamento e outro sem pré-
tratamento adicionado de cinzas na etapa de hidrólise, para verificar se a
presença de cinzas pode influenciar na quantidade ART liberados. Os
ensaios 4, 7, 8, 9, 10 e 11 foram os que apresentaram melhor rendimen-
to. Pode-se observar também que o controle 1, que possui cinzas na
etapa de hidrólise apresentou um resultado ligeiramente superior ao
controle 2, que não teve nenhuma forma de tratamento. Esta diferença
pode-se dar pela presença de metais nas cinzas atuando como cofatores
para as enzimas celulases, o que aumenta sua atividade (LIMA et al.,
2005). Como já visto no item 4.1.2, as cinzas utilizadas apresentam uma
quantidade considerável de metais Mg e Ca e também em menores
quantidades os metais Na e Mn.

53
Tabela 14 - Matriz do planejamento experimental fatorial 2³ completo de pré-
tratamento do bagaço da cana-de-açúcar com H2O2 suplementado com cinzas, e
a superfície de resposta em ART liberados após hidrólise enzimática de 48
horas.
Ensaio H2O2
(%)
Cinzas
(%)
Temperatura
(°C )
ART
(mg g-1
)
1 3 (-1) 1 (-1) 20 (-1) 89,0
2 7 (+1) 1 (-1) 20 (-1) 87,3
3 3 (-1) 5 (+1) 20 (-1) 92,0
4 7 (+1) 5 (+1) 20 (-1) 110,1
5 3 (-1) 1 (-1) 60 (+1) 72,5
6 7 (+1) 1 (-1) 60 (+1) 66,6
7 3 (-1) 5 (+1) 60 (+1) 105,8
8 7 (+1) 5 (+1) 60 (+1) 111,6
9 5 (0) 3 (0) 40 (0) 107,3
10 5 (0) 3 (0) 40 (0) 105,7
11 5 (0) 3 (0) 40 (0) 108,7
Controle 1 - 3 - 60,1
Controle 2 - - - 49,0
A influência dos fatores foi avaliada estatisticamente pelo teste
ANOVA com nível de significância de 5% (Tabela 15). O valor para o
Teste F do modelo (29,94) é maior que o listado (5,050), portanto, o
modelo gerado é significativo dentro do nível de confiança de 95%. O
valor do Teste F para a falta de ajuste (11,59) é um pouco menor do que
o valor tabelado (19,16), sugerindo que este modelo está ajustado.
Tabela 15 - Analise de Variância (ANOVA) para o modelo sugerido a partir do
planejamento experimental fatorial 2³ completo de pré-tratamento do bagaço da
cana-de-açúcar com H2O2 suplementado com cinzas.
Fonte de
Variação
Soma
Quadrática
Graus de
Liberdade
Média
Quadrática Teste F
Modelo 2398 5 479,7 29,94 a
Resíduo 80,10 5 16,02
Falta de ajuste 75,75 3 25,25 11,59 b
Erro puro 4,36 2 2,179
Total 2478 10 a
F-tabelado5,5 5,05 b F-tabelado3,2 19,16
Máxima variação explicada = 99,82%
Máxima variação explicável = 96,77%

54
Os efeitos e coeficientes do modelo de regressão para a produção
de ART são mostrados na Tabela 16, os efeitos significativos são aque-
les com valor de p≤0,05. O modelo apresentado não é linear, pelo fato
do coeficiente de curvatura ser significativo. Os efeitos significativos
foram temperatura e concentração de cinzas, seguido pelas interações da
concentração de H2O2 × concentração de cinzas (1*2), e concentração
de cinzas × temperatura (1*3). Os que possuem efeitos não significati-
vos foram concentração de H2O2 e interação de concentração de H2O2 ×
temperatura (1*3), para um nível de confiança de 95%, sendo assim
estes coeficientes foram retirados do modelo.
Tabela 16 - Efeitos e coeficiente de regressão do modelo sugerido a partir do
planejamento experimental fatorial 2³ completo de pré-tratamento do bagaço da
cana-de-açúcar com H2O2 suplementado com cinzas.
Fator Efeito a Valor p Coeficientes
Média 91,88 0,000001 91,88
Curvatura 30,73 0,001615 15,37
(1) Concentração de H2O2 4,081 0,068232 2,040
(2) Concentração de Cinzas 26,01 0,000386 13,01
(3) Temperatura -5,453 0,033525 -2,726
1*2 7,889 0,012452 3,944
1*3 -4,122 0,066655 -2,061
2*3 13,15 0,002896 6,574 a Os efeitos significativos são aqueles com valor de p≤0,05.
A Figura 21 mostra as curvas de níveis da produção de ART em
função da interação entre a concentração de H2O2 e concentração de
cinzas com a temperatura mantida no ponto central (40 °C ). É possível
observar que a concentração de H2O2 não apresenta muita influência no
modelo. Sua influência é identificada apenas quando existe a interação
com altas concentrações de cinzas, neste caso, observa-se que concen-
trações mais altas de H2O2 tornam o pré-tratamento mais eficiente, for-
necendo maior susceptibilidade ao ataque enzimático e formação de
ART. Já a concentração de cinzas apresenta grande influência, sendo
que quanto maior sua concentração durante o pré-tratamento, maior será
a conversão em ART. A melhor condição de pré-tratamento para a hi-drólise é encontrada com alta concentração de cinzas e alta concentração
de H2O2, dentro dos valores testados. O modelo apresentado sugere que
as concentrações de H2O2 e cinzas devem ser superiores às testadas.
55
Figura 21 - Curvas de níveis do rendimento dos ART após a hidrólise enzimáti-
ca em função das condições de pré-tratamento de concentração de H2O2 e con-
centração de cinzas com a temperatura mantida em 40 °C. Os números sobre os
contornos representam os ART (mg g-1
do bagaço).
3,0 3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0
Concentração H2O2 (%)
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
Co
nc
en
tra
çã
o d
e C
inza
s (
%)
90
95
100
105
85
80
O rendimento de ART em função da concentração de cinzas e
temperatura para a concentração de H2O2 no ponto central (5%) é apre-
sentado na Figura 22. A temperatura possui sua influência intimamente
ligada à concentração de cinzas, sendo que quando esta muda sua con-
centração a temperatura pode assumir um aspecto positivo ou negativo.
Para baixas concentrações de cinzas, uma baixa temperatura é a mais
indicada, sendo que com uma concentração de cinzas mais elevada, uma
temperatura mais alta é a condição adequada. Já a concentração de cin-
zas novamente apresenta grande influência, sendo que quanto maior a
sua concentração, melhor é o efeito do pré-tratamento. A melhor condi-
ção é com elevada temperatura e elevada concentração de cinzas. No-
vamente, as condições sugeridas como ótimas pelo modelo estão acima
dos valores testados, remetendo a necessidade de um novo experimento.

56
Figura 22 - Curvas de níveis do rendimento dos ART após a hidrólise enzimáti-
ca em função das condições de pré-tratamento de concentração de cinzas e
temperatura com a concentração de H2O2 mantida em 5%. Os números sobre os
contornos representam os ART (mg g-1
do bagaço).
1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0
Concentração de Cinzas (%)
20
25
30
35
40
45
50
55
60
Te
mp
era
tura
(°C
)
909585
75
80100
110
O modelo proposto para este planejamento experimental mostra
que as três variáveis testadas possuem seus pontos ótimos acima dos
valores testados e, portanto novos experimentos devem ser realizados
com concentrações superiores. Além disso, o modelo não é linear, reme-
tendo à necessidade de se realizar novos experimentos utilizando plane-
jamentos adequados para aferir a curvatura do modelo (CALADO;
MONTGOMERY, 2003; MONTGOMERY, 2006; ERIKSSON, 2008).
4.4.2 Otimização das condições de pré-tratamento
Partindo dos resultados obtidos na etapa anterior (item 4.4.1), foi
realizado um planejamento fatorial 2² + configuração estrela para deter-
minar as condições ótimas de pré-tratamento. Foi observado que os
fatores avaliados (concentração de H2O2, concentração de cinzas e tem-
peratura) apresentam seu ponto ótimo acima da faixa avaliada. No en-
tanto, o equipamento de incubação utilizado possui sua temperatura
máxima em 60°C, sendo inviável realizar experimentos com faixas su-
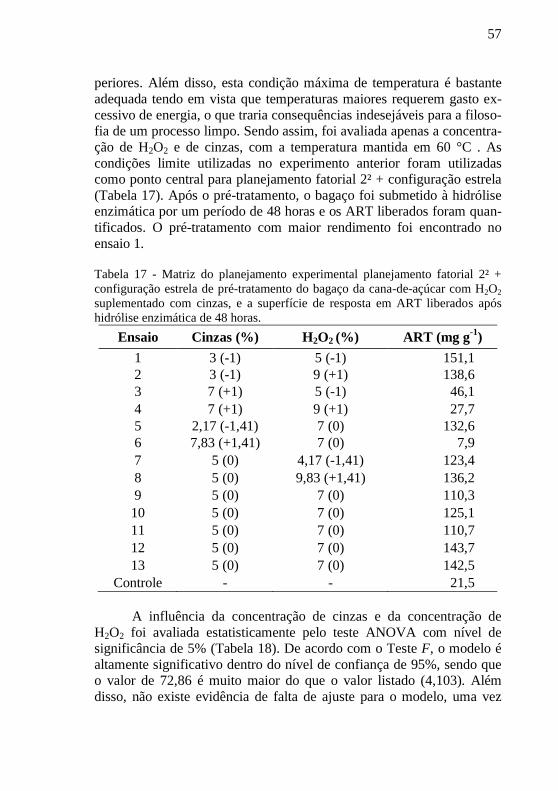
57
periores. Além disso, esta condição máxima de temperatura é bastante
adequada tendo em vista que temperaturas maiores requerem gasto ex-
cessivo de energia, o que traria consequências indesejáveis para a filoso-
fia de um processo limpo. Sendo assim, foi avaliada apenas a concentra-
ção de H2O2 e de cinzas, com a temperatura mantida em 60 °C . As
condições limite utilizadas no experimento anterior foram utilizadas
como ponto central para planejamento fatorial 2² + configuração estrela
(Tabela 17). Após o pré-tratamento, o bagaço foi submetido à hidrólise
enzimática por um período de 48 horas e os ART liberados foram quan-
tificados. O pré-tratamento com maior rendimento foi encontrado no
ensaio 1. Tabela 17 - Matriz do planejamento experimental planejamento fatorial 2² +
configuração estrela de pré-tratamento do bagaço da cana-de-açúcar com H2O2
suplementado com cinzas, e a superfície de resposta em ART liberados após
hidrólise enzimática de 48 horas.
Ensaio Cinzas (%) H2O2 (%) ART (mg g-1
)
1 3 (-1) 5 (-1) 151,1
2 3 (-1) 9 (+1) 138,6
3 7 (+1) 5 (-1) 46,1
4 7 (+1) 9 (+1) 27,7
5 2,17 (-1,41) 7 (0) 132,6
6 7,83 (+1,41) 7 (0) 7,9
7 5 (0) 4,17 (-1,41) 123,4
8 5 (0) 9,83 (+1,41) 136,2
9 5 (0) 7 (0) 110,3
10 5 (0) 7 (0) 125,1
11 5 (0) 7 (0) 110,7
12 5 (0) 7 (0) 143,7
13 5 (0) 7 (0) 142,5
Controle - - 21,5
A influência da concentração de cinzas e da concentração de
H2O2 foi avaliada estatisticamente pelo teste ANOVA com nível de
significância de 5% (Tabela 18). De acordo com o Teste F, o modelo é
altamente significativo dentro do nível de confiança de 95%, sendo que
o valor de 72,86 é muito maior do que o valor listado (4,103). Além
disso, não existe evidência de falta de ajuste para o modelo, uma vez

58
que o valor do Teste F para a falta de ajuste (0,405) é bem menor do que
o valor tabelado (6,163).
Tabela 18 - Analise de Variância (ANOVA) para o modelo sugerido a partir do
planejamento experimental planejamento fatorial 2² + configuração estrela de
pré-tratamento do bagaço da cana-de-açúcar com H2O2 suplementado com
cinzas.
Fonte de
Variação
Soma
Quadrática
Graus de
Liberdade
Média
Quadrática Teste F
Modelo 25658 2 12829 72,86 a
Resíduo 1760 10 176,1
Falta de ajuste 694,9 6 115,8 0,435 b
Erro puro 1066 4 266,5
Total 27419 12 a F-tabelado2,10 4,103
b F-tabelado6,4 6,163
Máxima variação explicada = 96,11%
Máxima variação explicável = 93,58%
Na Tabela 19 são apresentados os efeitos e os coeficientes do
modelo de regressão para a produção de ART, os efeitos significativos
são aqueles com valor de p≤0,05. Os efeitos significativos foram a con-
centração de cinzas linear e quadrática. Já a concentração de H2O2 linear
e quadrática não foram significativas para um nível de confiança de
95%, assim como a interação da concentração de cinzas linear × concen-
tração de H2O2 linear (1L*2L).
Tabela 19 - Efeitos e coeficiente de regressão do modelo sugerido a partir do
planejamento experimental planejamento fatorial 2² + configuração estrela de
pré-tratamento do bagaço da cana-de-açúcar com H2O2 suplementado com
cinzas.
Fator Efeito a Valor p Coeficientes
Média 126,46 0,000000 126,46
(1) Concentração de Cinzas (L) -98,06 0,000048 -49,03
Concentração de Cinzas (Q) -60,78 0,001399 -30,39
(2) Concentração de H2O2 (L) -3,199 0,781754 -1,599
Concentração de H2O2 (Q) -1,235 0,920369 -0,6175
1L*2L -2,950 0,856432 -1,475 a Os efeitos significativos são aqueles com valor de p≤0,05.

59
Na Figura 23 são apresentadas as curvas de níveis para a produ-
ção de ART em função da interação entre a concentração de cinzas e
concentração de H2O2 durante o pré-tratamento. É possível observar
que, dentro das condições testadas, a concentração de cinzas é que tem a
grande influência sobre o pré-tratamento, sendo que a utilização de 3%
seria a melhor condição. Uma utilização excessiva de cinzas prejudica o
pré-tratamento.
Figura 23 - Curvas de níveis do rendimento dos ART após a hidrólise enzimáti-
ca em função das condições de pré-tratamento de concentração de cinzas e
concentração de H2O2 com a temperatura mantida em 60 °C . Os números sobre
os contornos representam os ART (mg g-1
do bagaço).
2 3 4 5 6 7 8
Concentração de Cinzas (%)
4
5
6
7
8
9
10
Co
nc
en
tra
çã
o H
2O
2 (
%)
140
140
120
100
80
60
20
40
É possível obter o ponto de maior produção de ART através da
equação gerada pelo programa computacional Statistica (Equação 4.2)
referente ao modelo. A solução do ponto otimizado, com maior rendi-
mento de ART foi obtida pelo mesmo programa apresentando o valor de
concentração de cinzas em 3,40 % (p/v) e a concentração de H2O2 em 6,32%.

60
ART = 44,2143 + 54,0467*C - 7,5981*C² + 3,2051*P - 0,1543*P² -
0,3687*C*P
(Equação 4.2)
Onde:
ART = Açúcares redutores totais (mg g-1
bagaço)
C = Concentração de cinzas (%)
P = Concentração de H2O2 (%)
No planejamento experimental fatorial 2³ completo foi obtido um
modelo que apontava a concentração de cinzas para um valor acima de
5%, no entanto, no planejamento fatorial 2² + configuração estrela o
valor calculado no modelo foi de 3,40%. Esta diferença pode estar liga-
da ao mecanismo de ação destas cinzas neste processo de pré-
tratamento. É importante lembrar que a cinza utilizada como suplemento
no pré-tratamento apresenta em sua composição diversos tipos de metais
(Tabela 4). Uma série de estudos mostra que alguns metais podem ser
utilizados como catalisadores para decompor o H2O2 gerando radicais
hidroxilas (OH), e então realizar deslignificação de materiais lignocelu-
lósicos (MARTÍNEZ-HUITLE; BRILLAS, 2009; CRESTINI et al.,
2010; LUCAS et al., 2012). Segundo Pita (2009), durante o processo de
combustão para a obtenção das cinzas alguns metais se volatilizam, uns
facilmente e outros em menor extensão. Com isso, é possível pressupor
que cada processo de queima do bagaço para formação de cinzas possa
gerar concentrações diferenciadas destes metais. Sendo assim, a concen-
tração de cinzas não responderia linearmente à concentração do metal
que poderia estar colaborando para a oxidação do H2O2.
4.4.3 Cinética do pré-tratamento
A partir das condições ótimas de temperatura e concentração de
cinzas e H2O2 foi realizado um novo experimento avaliando o tempo (0;
0,33; 0,67; 1; 2; 3; 5; 10; 15 e 24 horas) reacional de pré-tratamento.
Após os respectivos pré-tratamentos o bagaço foi submetido à hidrólise
enzimática por 48 horas. Os resultados são apresentados na Figura 24,
onde é possível observar que com 2 horas de reação obteve-se o melhor
rendimento de ART. O pré-tratamento em tempo maior acaba diminuin-
do a susceptibilidade do bagaço para as enzimas.

61
Figura 24 - Rendimento de ART em função do tempo do pré-tratamento com
6,32% (v/v) H2O2, 3,40% (p/v) cinzas, 60°C de temperatura e 1,67 Hz de agita-
ção. Foi realizada uma hidrólise de 48 horas para cada tempo de pré-tratamento.
0 5 10 15 20 250
50
100
150
Tempo de pré-tratamento (h)
Açú
care
s r
ed
uto
res (
mg
g-1
)
4.5 CARACTERIZAÇÃO DAS MELHORES CONDIÇÕES DE PRÉ-
TRATAMENTO
A partir das melhores condições identificadas nas etapas de pré-
tratamento foram realizados estudos comparativos de rendimento de
açúcares, composição e estruturas químicas e caracterização morfológi-
ca. A melhor condição para o pré-tratamento com peróxido de hidrogê-
nio alcalino foi de 9,39% (v/v) H2O2, 46°C de temperatura e agitação de
1,67 Hz por um período reacional de 40 minutos. Já para o pré-
tratamento com peróxido de hidrogênio suplementado com cinzas a
condição de 6,32% (v/v) H2O2, 3,40% (p/v) cinzas, 60°C de temperatura
e agitação de 1,67 Hz por um período reacional de 2 horas foi a condi-
ção adequada.
4.5.1 Quantificação dos açúcares liberados
Para quantificar os açúcares liberados foi realizada a etapa de pré-tratamento (peróxido de hidrogênio alcalino e peróxido de hidrogênio
suplementado com cinzas) seguida pela etapa de hidrólise enzimática.
Durante a hidrólise foram coletadas alíquotas nos tempos 0, 24, 36 e 48
horas. Estas alíquotas foram avaliadas quanto à quantidade de glucose e
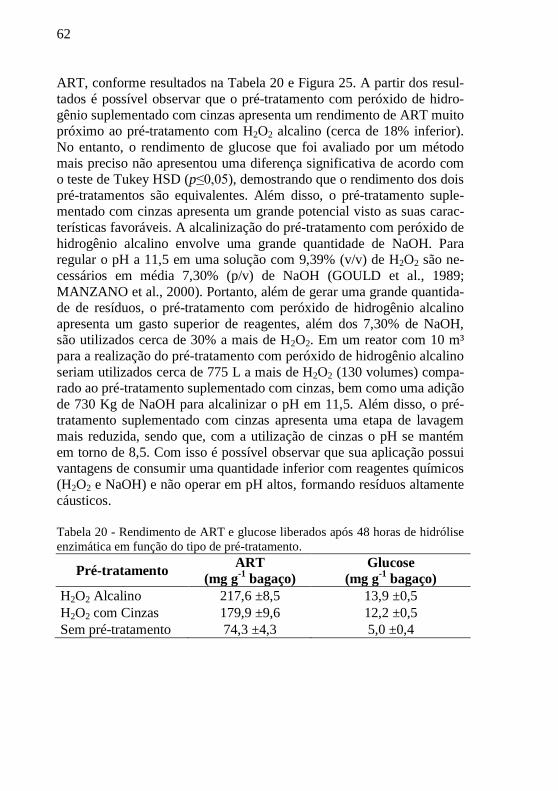
62
ART, conforme resultados na Tabela 20 e Figura 25. A partir dos resul-
tados é possível observar que o pré-tratamento com peróxido de hidro-
gênio suplementado com cinzas apresenta um rendimento de ART muito
próximo ao pré-tratamento com H2O2 alcalino (cerca de 18% inferior).
No entanto, o rendimento de glucose que foi avaliado por um método
mais preciso não apresentou uma diferença significativa de acordo com
o teste de Tukey HSD (p≤0,05), demostrando que o rendimento dos dois
pré-tratamentos são equivalentes. Além disso, o pré-tratamento suple-
mentado com cinzas apresenta um grande potencial visto as suas carac-
terísticas favoráveis. A alcalinização do pré-tratamento com peróxido de
hidrogênio alcalino envolve uma grande quantidade de NaOH. Para
regular o pH a 11,5 em uma solução com 9,39% (v/v) de H2O2 são ne-
cessários em média 7,30% (p/v) de NaOH (GOULD et al., 1989;
MANZANO et al., 2000). Portanto, além de gerar uma grande quantida-
de de resíduos, o pré-tratamento com peróxido de hidrogênio alcalino
apresenta um gasto superior de reagentes, além dos 7,30% de NaOH,
são utilizados cerca de 30% a mais de H2O2. Em um reator com 10 m³
para a realização do pré-tratamento com peróxido de hidrogênio alcalino
seriam utilizados cerca de 775 L a mais de H2O2 (130 volumes) compa-
rado ao pré-tratamento suplementado com cinzas, bem como uma adição
de 730 Kg de NaOH para alcalinizar o pH em 11,5. Além disso, o pré-
tratamento suplementado com cinzas apresenta uma etapa de lavagem
mais reduzida, sendo que, com a utilização de cinzas o pH se mantém
em torno de 8,5. Com isso é possível observar que sua aplicação possui
vantagens de consumir uma quantidade inferior com reagentes químicos
(H2O2 e NaOH) e não operar em pH altos, formando resíduos altamente
cáusticos.
Tabela 20 - Rendimento de ART e glucose liberados após 48 horas de hidrólise
enzimática em função do tipo de pré-tratamento.
Pré-tratamento ART
(mg g-1
bagaço)
Glucose
(mg g-1
bagaço)
H2O2 Alcalino 217,6 ±8,5 13,9 ±0,5
H2O2 com Cinzas 179,9 ±9,6 12,2 ±0,5
Sem pré-tratamento 74,3 ±4,3 5,0 ±0,4

63
Figura 25 - Rendimento de ART e glucose após hidrólise enzimática do bagaço.
Pré-tratamento com H2O2 alcalino (vermelho); Pré-tratamento com H2O2 suple-
mentado com cinzas (verde) e Sem pré-tratamento (azul).
0 10 20 30 40 500
50
100
150
200
250
Tempo de hidrólise enzimática (h)
Açú
care
s r
ed
uto
res (
mg
g-1
bag
aço
)
0 10 20 30 40 500
5
10
15
Tempo de hidrólise enzimática (h)
Glu
co
se (
mg
g-1
bag
aço
)
4.5.2 Composição química do bagaço pré-tratado
O bagaço da cana-de-açúcar resultante de cada pré-tratamento
avaliado foi caracterizado quanto à sua composição química (Tabela
21). De acordo com os resultados obtidos é possível observar que após o
pré-tratamento com peróxido de hidrogênio alcalino a quantidade de
lignina (0,28 ±0,01 g) é muito inferior à do bagaço sem pré-tratamento
(1,4 ±0,01 g). Deste modo fica claro que este método atua desprendendo
a lignina do material lignocelulósico, fazendo com que ocorra a remoção
deste componente e deixando assim a celulose e hemicelulose disponí-
vel para hidrólise enzimática (GOULD, 1985). Resultados semelhantes
a este pré-tratamento são apontados por Rabelo et al. (2011), Monte,
Brienzo e Milagres (2011) e Karagöz et al.(2012). Já o método de pré-
tratamento suplementado com cinzas não foi tão eficaz no desprendi-
mento da lignina, sendo que ainda permanece metade da lignina perma-
nece na matriz vegetal. Por outro lado, após o pré-tratamento H2O2 alca-
lino foi observado uma perda de massa de aproximadamente 35% da
hemicelulose do bagaço sem tratamento, ao passo que no pré-tratamento
com H2O2 e cinzas, a perda foi de cerca de 10%. Este resultado revela
que o pré-tratamento alcalino age de modo mais agressivo, realizando
não somente o desprendimento da lignina como também degradando
parcialmente o polímero de hemicelulose. Este fato é relatado por Mon-
te, Brienzo e Milagres (2011), que apontam a perda de 36% de hemice-
lulose após este pré-tratamento alcalino. Cabe lembrar que o pré-
tratamento alcalino possui grande quantidade de NaOH em sua compo-
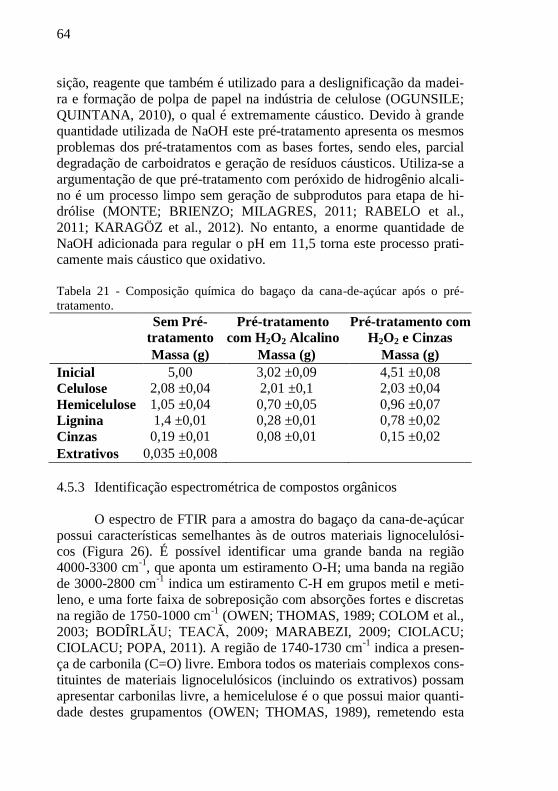
64
sição, reagente que também é utilizado para a deslignificação da madei-
ra e formação de polpa de papel na indústria de celulose (OGUNSILE;
QUINTANA, 2010), o qual é extremamente cáustico. Devido à grande
quantidade utilizada de NaOH este pré-tratamento apresenta os mesmos
problemas dos pré-tratamentos com as bases fortes, sendo eles, parcial
degradação de carboidratos e geração de resíduos cáusticos. Utiliza-se a
argumentação de que pré-tratamento com peróxido de hidrogênio alcali-
no é um processo limpo sem geração de subprodutos para etapa de hi-
drólise (MONTE; BRIENZO; MILAGRES, 2011; RABELO et al.,
2011; KARAGÖZ et al., 2012). No entanto, a enorme quantidade de
NaOH adicionada para regular o pH em 11,5 torna este processo prati-
camente mais cáustico que oxidativo.
Tabela 21 - Composição química do bagaço da cana-de-açúcar após o pré-
tratamento.
Sem Pré-
tratamento
Pré-tratamento
com H2O2 Alcalino
Pré-tratamento com
H2O2 e Cinzas
Massa (g) Massa (g) Massa (g)
Inicial 5,00 3,02 ±0,09 4,51 ±0,08
Celulose 2,08 ±0,04 2,01 ±0,1 2,03 ±0,04
Hemicelulose 1,05 ±0,04 0,70 ±0,05 0,96 ±0,07
Lignina 1,4 ±0,01 0,28 ±0,01 0,78 ±0,02
Cinzas 0,19 ±0,01 0,08 ±0,01 0,15 ±0,02
Extrativos 0,035 ±0,008
4.5.3 Identificação espectrométrica de compostos orgânicos
O espectro de FTIR para a amostra do bagaço da cana-de-açúcar
possui características semelhantes às de outros materiais lignocelulósi-
cos (Figura 26). É possível identificar uma grande banda na região
4000-3300 cm-1
, que aponta um estiramento O-H; uma banda na região
de 3000-2800 cm-1
indica um estiramento C-H em grupos metil e meti-
leno, e uma forte faixa de sobreposição com absorções fortes e discretas
na região de 1750-1000 cm-1
(OWEN; THOMAS, 1989; COLOM et al.,
2003; BODÎRLĂU; TEACĂ, 2009; MARABEZI, 2009; CIOLACU;
CIOLACU; POPA, 2011). A região de 1740-1730 cm-1
indica a presen-
ça de carbonila (C=O) livre. Embora todos os materiais complexos cons-
tituintes de materiais lignocelulósicos (incluindo os extrativos) possam
apresentar carbonilas livre, a hemicelulose é o que possui maior quanti-
dade destes grupamentos (OWEN; THOMAS, 1989), remetendo esta

65
banda à característica das xilanas (BODÎRLĂU; TEACĂ, 2009; YOON
et al., 2012), que podem estar presentes em grande quantidade. Este
aumento de carbonila (C=O éster) no pico 1740 cm-1
, absorção de C-H a
1380 cm-1
(-C-CH3), e estiramento -C-O- a 1260 cm-1
confirmou a for-
mação de ligações éster (SAIKIA et al., 1995; BODÎRLĂU; TEACĂ,
2009). Segundo Bodîrlău e Teacă (2009), a presença de uma banda em
1637 cm-1
indica a presença de ligações β-glucosídicas entre as unidades
de açúcar, portanto a queda entre 1633 cm-1
para 1649 cm-1
é um forte
indicativo da presença destas ligações. E ainda, a absorção da banda 898
cm-1
, aponta para um estiramento C-O-C presente nas ligações β-(14)-
glucosídicas (SINDHU et al., 2010; CIOLACU; CIOLACU; POPA,
2011). Já a lignina pode ser identificada nas bandas 1600 cm-1
, 1510
cm-1
e 1460 cm-1
, que indicam a presença de anéis aromáticos dos álco-
ois hidroxicinamílicos (p-cumarílico, coniferílico e sinapílico) que a
constituem (COLOM et al., 2003; BODÎRLĂU; TEACĂ, 2009;
MARABEZI, 2009). A banda em 800 cm-1
colabora com a presença da
lignina, sendo que esta banda faz referência ao estiramento C–H fora do
plano nas posições 2 e 6 de siringila e guaiacila, e em todas as posições
da unidade hidroxifenila (MARABEZI, 2009).
Figura 26 - Espectro de FTIR da amostra de bagaço da cana-de-açúcar.
4000 3500 3000 2500 2000 1500 1000 500
70
80
90
1460
1510
2930
Tra
nsm
itâ
ncia
(%
)
Número de Ondas (cm-1)
3423
2358
1740
1600
1649
1260
1380 800
898
1062
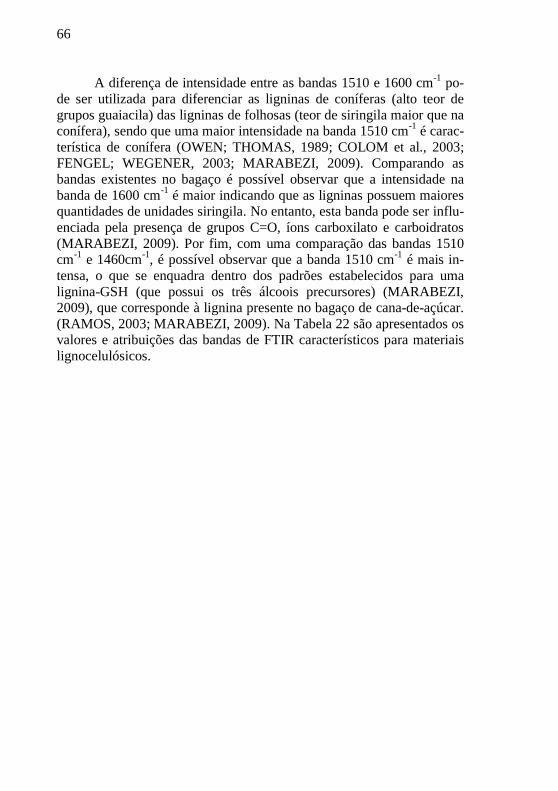
66
A diferença de intensidade entre as bandas 1510 e 1600 cm-1
po-
de ser utilizada para diferenciar as ligninas de coníferas (alto teor de
grupos guaiacila) das ligninas de folhosas (teor de siringila maior que na
conífera), sendo que uma maior intensidade na banda 1510 cm-1
é carac-
terística de conífera (OWEN; THOMAS, 1989; COLOM et al., 2003;
FENGEL; WEGENER, 2003; MARABEZI, 2009). Comparando as
bandas existentes no bagaço é possível observar que a intensidade na
banda de 1600 cm-1
é maior indicando que as ligninas possuem maiores
quantidades de unidades siringila. No entanto, esta banda pode ser influ-
enciada pela presença de grupos C=O, íons carboxilato e carboidratos
(MARABEZI, 2009). Por fim, com uma comparação das bandas 1510
cm-1
e 1460cm-1
, é possível observar que a banda 1510 cm-1
é mais in-
tensa, o que se enquadra dentro dos padrões estabelecidos para uma
lignina-GSH (que possui os três álcoois precursores) (MARABEZI,
2009), que corresponde à lignina presente no bagaço de cana-de-açúcar.
(RAMOS, 2003; MARABEZI, 2009). Na Tabela 22 são apresentados os
valores e atribuições das bandas de FTIR característicos para materiais
lignocelulósicos.

67
Tabela 22 - Valores e atribuições das bandas de FTIR.
Banda cm-1
Atribuições Referências
3450-3400 Estiramento O-H. Bodîrlău e Teacă (2009);
Marabezi (2009);
Ciolacu, Ciolacu e Popa
(2011).
2933-2842 Estiramento C-H em grupos
metila e metileno.
2360-2350 Estiramento assimétrico da
molécula de CO2.
Fernandes (2005).
1740-1700 Estiramento da carbonila.
C=O não conjugada
Saliba et al. (2001);
Marabezi (2009).
1637 Presença de ligações β-
glucosídicas entre as unidades
de açúcar.
Bodîrlău e Teacă (2009).
1600 Vibração do anel aromático. Owen e Thomas (1989);
Colom et al. (2003);
Marabezi (2009).
1510 Vibração do anel aromático.
1460 Deformação assimétrica C-H,
em -CH3 e -CH2-.
1380 Absorção de C-H (-C-CH3) Saikia et al. (1995);
Bodîrlău e Teacă (2009).
1260 Estiramento -C-O-
1062 Deformações do C-H e C-O. Fengel e Wegener (2003);
Rana et al. (2010).
900-890 Estiramento C-O-C presente
nas ligações β-(14)-
glucosídicas
Sindhu et al. (2010)
Ciolacu, Ciolacu e Popa
(2011).
Yoon et al. (2012)
800 Estiramento C-H fora do
plano nas posições 2 e 6 de
siringila, guaiacila, e em to-
das as posições da unidade
hidroxifenila.
Bykov (2008);
Marabezi (2009).
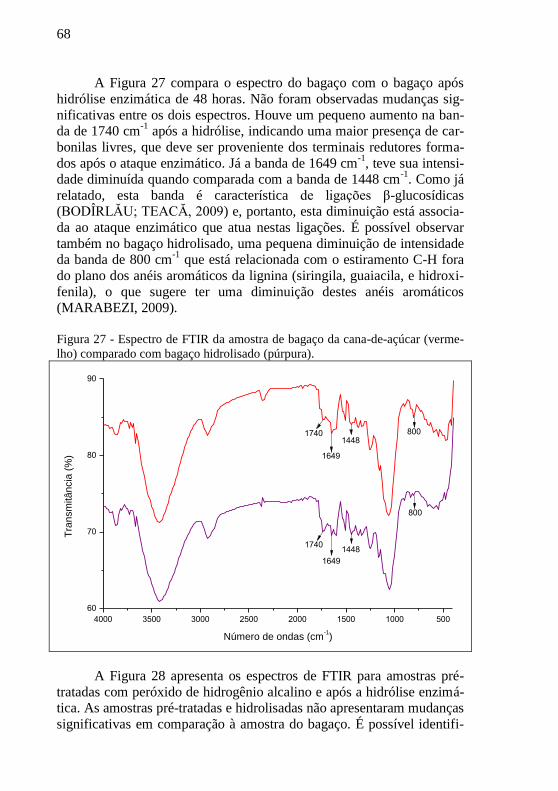
68
A Figura 27 compara o espectro do bagaço com o bagaço após
hidrólise enzimática de 48 horas. Não foram observadas mudanças sig-
nificativas entre os dois espectros. Houve um pequeno aumento na ban-
da de 1740 cm-1
após a hidrólise, indicando uma maior presença de car-
bonilas livres, que deve ser proveniente dos terminais redutores forma-
dos após o ataque enzimático. Já a banda de 1649 cm-1
, teve sua intensi-
dade diminuída quando comparada com a banda de 1448 cm-1
. Como já
relatado, esta banda é característica de ligações β-glucosídicas
(BODÎRLĂU; TEACĂ, 2009) e, portanto, esta diminuição está associa-
da ao ataque enzimático que atua nestas ligações. É possível observar
também no bagaço hidrolisado, uma pequena diminuição de intensidade
da banda de 800 cm-1
que está relacionada com o estiramento C-H fora
do plano dos anéis aromáticos da lignina (siringila, guaiacila, e hidroxi-
fenila), o que sugere ter uma diminuição destes anéis aromáticos
(MARABEZI, 2009).
Figura 27 - Espectro de FTIR da amostra de bagaço da cana-de-açúcar (verme-
lho) comparado com bagaço hidrolisado (púrpura).
4000 3500 3000 2500 2000 1500 1000 500
60
70
80
90
800
1740
1649
Tra
nsm
itâ
ncia
(%
)
Número de ondas (cm-1)
800
1448
1448
1649
1740
A Figura 28 apresenta os espectros de FTIR para amostras pré-
tratadas com peróxido de hidrogênio alcalino e após a hidrólise enzimá-
tica. As amostras pré-tratadas e hidrolisadas não apresentaram mudanças
significativas em comparação à amostra do bagaço. É possível identifi-
69
car apenas uma leve mudança de intensidade de algumas bandas, nas
quais, não se pode afirmar uma diminuição real destes componentes,
pois pode estar relacionada apenas com a homogeneidade e concentra-
ção no preparo das pastilhas de KBr. No entanto, é possível observar
que a banda formada na região de 1740-1720 cm-1
começa a reduzir sua
intensidade após o pré-tratamento alcalino e some quase que totalmente
após a hidrólise enzimática. Como visto anteriormente, esta região é
responsável pelo estiramento das carbonilas (C=O conjugada), e uma
diminuição destes grupamentos pode ser indício da diminuição de xila-
nas que compõe a hemicelulose (BODÎRLĂU; TEACĂ, 2009; YOON
et al., 2012).
Figura 28 - Espectro de FTIR da amostra de bagaço da cana-de-açúcar (verme-
lho) comparado com bagaço pré-tratado com H2O2 alcalino (azul) e com o
bagaço pré-tratado submetido à hidrólise enzimática (púrpura).
4000 3500 3000 2500 2000 1500 1000 500
20
40
60
80
1740
Tra
nsm
itâ
ncia
(%
)
Número de Ondas (cm-1)
1740
1740
A partir da comparação dos espectros do bagaço com as cinzas
provenientes do bagaço (Figura 29), é possível ver algumas mudanças
significativas, como uma grande diminuição da banda de estiramento
O-H. (3423 cm-1
), e o desaparecimento da banda em 2930 cm-1
, que
indica a presença de grupos metil e metileno, além disso, um aumento
significativo da banda de estiramento assimétrico do CO2 (2358 cm-1
).
Na região de 1750-1000 cm-1
a amostra de cinzas apresenta uma quanti-

70
dade bem inferior de bandas. Esse tipo de modificação está associado ao
processo de combustão que praticamente volatizou quase que toda maté-
ria orgânica presente (PAULA, 2006; PITA, 2009). É possível também
observar que a banda em 1078 cm-1
, que é responsável pelas deforma-
ções do C-H e C-O, aumenta muito a sua intensidade indicando que
restou praticamente só compostos saturados. A região entre 800 e 400
cm-1
no espectro das cinzas apresenta diversas bandas intensas, as quais
indicam compostos de silício (SILVERSTEIN; WEBSTER, 2000), sen-
do que segundo Paula (2006) e Belini et al. (2012), a cinza do bagaço da
cana-de-açúcar é composta predominantemente por dióxido de silício.
Figura 29 - Espectro de FTIR da amostra de bagaço da cana-de-açúcar (verme-
lho) comparado com amostra de cinza obtida pela queima do bagaço (verde).
4000 3500 3000 2500 2000 1500 1000 500
20
30
40
50
60
70
80
90
Tra
nsm
itâ
ncia
(%
)
Número de Ondas (cm-1)
2930
2358
1078
1649
3423
8001325
São apresentados na Figura 30 os espectros de FTIR para amos-
tras pré-tratadas com peróxido de hidrogênio suplementado com cinzas
e após a hidrólise enzimática deste pré-tratamento. As amostras pré-
tratadas e hidrolisadas não apresentaram mudanças significativas em
comparação à amostra do bagaço. É possível observar apenas que a
amostra pré-tratada apresenta um comportamento um pouco diferencia-
do do bagaço e da amostra hidrolisada pelas enzimas. No entanto, é
possível identificar que este comportamento é determinado pela influên-
cia das cinzas adicionadas para o pré-tratamento. Como por exemplo,
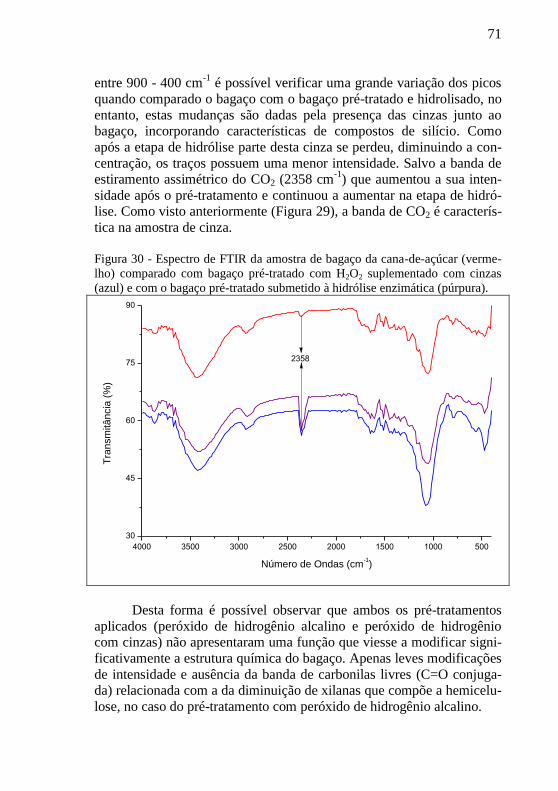
71
entre 900 - 400 cm-1
é possível verificar uma grande variação dos picos
quando comparado o bagaço com o bagaço pré-tratado e hidrolisado, no
entanto, estas mudanças são dadas pela presença das cinzas junto ao
bagaço, incorporando características de compostos de silício. Como
após a etapa de hidrólise parte desta cinza se perdeu, diminuindo a con-
centração, os traços possuem uma menor intensidade. Salvo a banda de
estiramento assimétrico do CO2 (2358 cm-1
) que aumentou a sua inten-
sidade após o pré-tratamento e continuou a aumentar na etapa de hidró-
lise. Como visto anteriormente (Figura 29), a banda de CO2 é caracterís-
tica na amostra de cinza.
Figura 30 - Espectro de FTIR da amostra de bagaço da cana-de-açúcar (verme-
lho) comparado com bagaço pré-tratado com H2O2 suplementado com cinzas
(azul) e com o bagaço pré-tratado submetido à hidrólise enzimática (púrpura).
4000 3500 3000 2500 2000 1500 1000 500
30
45
60
75
90
2358
Tra
nsm
itâ
ncia
(%
)
Número de Ondas (cm-1)
Desta forma é possível observar que ambos os pré-tratamentos
aplicados (peróxido de hidrogênio alcalino e peróxido de hidrogênio
com cinzas) não apresentaram uma função que viesse a modificar signi-
ficativamente a estrutura química do bagaço. Apenas leves modificações
de intensidade e ausência da banda de carbonilas livres (C=O conjuga-
da) relacionada com a da diminuição de xilanas que compõe a hemicelu-
lose, no caso do pré-tratamento com peróxido de hidrogênio alcalino.

72
4.5.4 Caracterização morfológica
A análise de MEV do bagaço da cana-de-açúcar submetido ao
pré-tratamento com peróxido de hidrogênio alcalino (Figura 31) revela
que o pré-tratamento induziu alterações físicas na superfície do bagaço.
O bagaço não tratado apresenta fibras consistentes e lisas (Figura 31 – A
e B), quase que intactas. Já o bagaço pré-tratado apresenta a superfície
de suas fibras fragmentadas, as quais vistas com maior proximidade
pode-se notar alguns frisos e uma maior ocorrência de pequenas fissuras
(Figura 31 – C e D), provavelmente expostos pela remoção da lignina. E
por fim o bagaço hidrolisado apresenta as fibras desfiadas em unidades
menores - microfibrilas, uma aproximação nestas fibras revela uma
grande ocorrência de fissuras (Figura 31 – E e F), criando uma superfí-
cie que se assemelha a uma rede. Portanto, a partir destas micrografias é
possível ver que o pré-tratamento contribuiu para uma desorganização
física das fibras, proporcionando uma maior acessibilidade para as en-
zimas. Observações semelhantes em micrografias de pré-tratamento de
bagaço da cana-de-açúcar foram obtidas após a aplicação de ácido fór-
mico (SINDHU et al., 2010) e de pré-tratamentos com SO2 e CO2
(CORRALES et al., 2012).
A análise de MEV do bagaço da cana-de-açúcar submetido ao
pré-tratamento com peróxido de hidrogênio suplementado com cinzas
(Figura 32) revela que o pré-tratamento induziu alterações físicas na sua
superfície. Como já relatado, o bagaço não tratado apresenta fibras con-
sistentes, que se encontram lisas, quase que intactas. O bagaço pré-
tratado apresenta sua superfície desorganizada e com a presença de pe-
quenos fragmentos na cor branca sobre as estruturas lignocelulósicas, os
quais são as cinzas utilizadas no pré-tratamento. É possível ver a evolu-
ção de um aglomerado, que quando passa pelo pré-tratamento deixa a
estrutura parcialmente desorganizada, e após a hidrólise enzimática, este
aglomerado é praticamente desfeito.
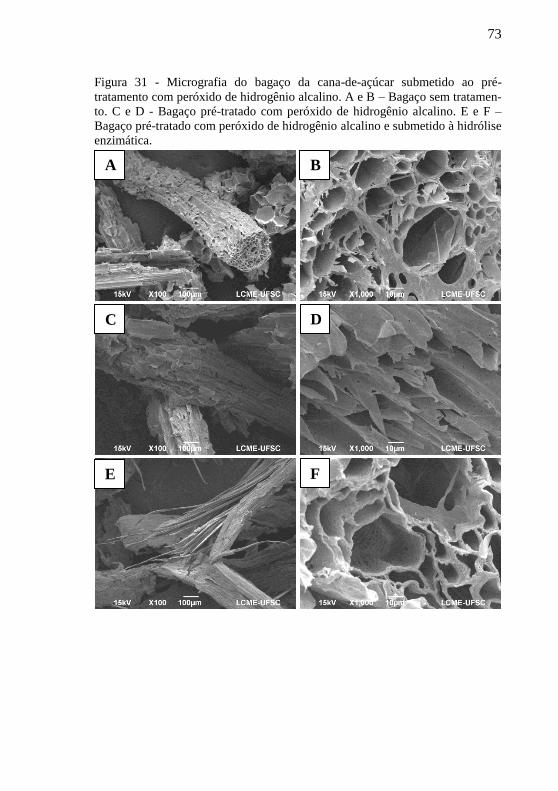
73
Figura 31 - Micrografia do bagaço da cana-de-açúcar submetido ao pré-
tratamento com peróxido de hidrogênio alcalino. A e B – Bagaço sem tratamen-
to. C e D - Bagaço pré-tratado com peróxido de hidrogênio alcalino. E e F –
Bagaço pré-tratado com peróxido de hidrogênio alcalino e submetido à hidrólise
enzimática.
A B
C D
E F

74
Figura 32 - Micrografia do bagaço da cana-de-açúcar submetido ao pré-
tratamento com peróxido de hidrogênio suplementado com cinzas. A – Bagaço
sem tratamento. B - Bagaço pré-tratado com peróxido de hidrogênio suplemen-
tado com cinzas. C – Bagaço pré-tratado com peróxido de hidrogênio suplemen-
tado com cinzas submetido à hidrólise enzimática.
Comparando as micrografias dos dois pré-tratamentos (Figuras
31 e 32), observa-se que o pré-tratamento com peróxido de hidrogênio
alcalino é mais agressivo, e apresenta uma maior desorganização das
fibras lignocelulósicas. No entanto, a forma em que as fibras do pré-
tratamento com peróxido de hidrogênio alcalino estão dispostas se as-
semelha muito com a forma em que o bagaço tratado com NaOH se
encontra (REZENDE et al., 2011). Isto reforça a hipótese de que o pré-
tratamento com peróxido de hidrogênio alcalino, é basicamente um
tratamento caustico e oxidativo, sofrendo as mesmas consequências dos
tratamentos cáusticos com bases fortes, gerando resíduos de forte agres-
sividade frente aos materiais lignocelulósicos pré-tratados, o que ocasi-
ona a perda de carboidratos com parcial degradação de hemicelulose
(MONTE; BRIENZO; MILAGRES, 2011).
A
C
B

75
4.5.5 Considerações finais
O pré-tratamento com H2O2 e cinzas quando comparado com o
pré-tratamento com H2O2 alcalino, apresenta um rendimento um pouco
inferior de açúcares redutores, no entanto, apresenta o mesmo rendimen-
to de glucose após a hidrólise enzimática. Como o procedimento de
quantificação de glucose apresenta maior precisão, é possível afirmar
que ambos pré-tratamentos possuem a mesma eficiência em tratar o
bagaço da cana-de-açúcar para posterior hidrólise enzimática.
Através de análises de composição química, é possível observar
que o pré-tratamento com H2O2 alcalino se demonstrou mais eficiente na
remoção da lignina que o pré-tratamento com H2O2 e cinzas, no entanto,
este pré-tratamento degradou uma maior quantidade de hemicelulose,
apresentando um desperdício de carboidratos. As análises de identifica-
ção de estruturas químicas não apresentaram modificações significativas
nos grupos funcionais para os pré-tratamentos avaliados. Todavia, a
partir de uma caracterização morfológica foi possível identificar uma
leve desorganização nas fibras de bagaço após ambos pré-tratamentos,
sendo que no pré-tratamento com H2O2 alcalino a desorganização foi
mais intensa.
A partir do conjunto de resultados comparativos é possível verifi-
car que o pré-tratamento com H2O2 e cinzas se apresenta menos agressi-
vo e opera em condições mais amenas de pH do que o pré-tratamento
com H2O2 alcalino, mantendo a mesma eficiência.

76
77
5 CAPÍTULO 5: CONCLUSÕES
Do trabalho aqui desenvolvido e exposto anteriormente, pode-se
obter as conclusões apresentadas a seguir.
A formulação de enzimas utilizadas para etapa de hidrólise enzi-
mática deste trabalho apresentaram todas as celulases (endoglucanase,
exoglucanase e β-glucosidase) com uma atividade ótima na mesma con-
dição de temperatura (45°C) e pH (4,0).
Referente ao pré-tratamento com peróxido de hidrogênio alcalino,
a concentração de peróxido de hidrogênio e a temperatura influenciam
no processo, enquanto que a agitação não apresenta influência. O tempo
de reação também apresenta influência no processo de pré-tratamento,
sendo que um tempo reduzido ou excessivo pode prejudicar o processo.
A partir do modelo obtido das condições testadas, 9,39% (v/v) H2O2,
46°C de temperatura e agitação de 1,67 Hz por um período reacional de
40 minutos permitem obter o maior rendimento de açúcares redutores
após hidrólise enzimática. Este pré-tratamento é um método eficiente
para remoção de lignina do bagaço da cana-de-açúcar. Além disso, uma
combinação de alta concentração de H2O2 e temperatura de 60ºC duran-
te o pré-tratamento com peróxido de hidrogênio alcalino favorece a
formação de uma placa, tornando o bagaço da cana-de-açúcar pouco
susceptível à hidrólise enzimática.
No pré-tratamento com peróxido de hidrogênio suplementado
com cinzas, utilizando planejamento experimental, pode-se observar que
a variável que exerce maior influência foi a concentração de cinzas. A
partir do modelo obtido das condições testadas, 6,32% (v/v) H2O2,
3,40% (p/v) cinzas, 60°C de temperatura e agitação de 1,67 Hz por um
período reacional de 2 horas permitem obter o maior rendimento de
açúcares redutores após hidrólise. O pré-tratamento com peróxido de
hidrogênio suplementado com cinzas é um meio eficiente de tornar o
bagaço da cana-açúcar mais susceptível à sacarificação enzimática. Este
pré-tratamento apresenta após a hidrólise enzimática um bom rendimen-
to de açúcares redutores e uma concentração de glucose igual ao pré-
tratamento com peróxido de hidrogênio alcalino. E ainda, apresenta
condições favoráveis de consumir menor quantidade de reagentes e
trabalhar em condições de pH mais ameno, quando comparado com o
pré-tratamento com peróxido de hidrogênio alcalino.
O pré-tratamento com peróxido de hidrogênio suplementado com
cinzas e peróxido de hidrogênio alcalino praticamente não ocasionaram
modificações químicas no bagaço de modo a serem perceptíveis na es-
78
pectroscopia de infravermelho com transformada de Fourier. No entan-
to, apresentaram uma leve desorganização física nas fibras do bagaço, as
quais puderam ser observadas via microscopia eletrônica de varredura.

79
6 REFERÊNCIAS BIBLIOGRÁFICAS
ABDEL-NABY, M.; OSMAN, M.; ABDEL-FATTAH, A. Purification
and properties of three cellobiases from aspergillus niger a20. Applied
Biochemistry and Biotechnology, v. 76, n. 1, p. 33-44, 1999/01/01
1999. AGUIAR, C. M. D. Hidrólise enzimática de residuos lignocelulósicos
utilizando celulases produzidas pelo fungo aspergillus niger. 2010.
106 f. Dissertação (Mestrado) Centro de Enganharias e Ciências Exatas,
Universidade Estadual do Oeste do Paraná, Toledo, 2010. ALMEIDA, M. N. Celulases e hemicelulases de espécies de
acremonium endofíticos. 2009. 70 f. Dissertação (Mestrado) Programa
de Pós-Graduação em Bioquímica Agrícola, Universidade Federal de
Viçosa, Viçosa, 2009. ALVIRA, P.; TOMÁS-PEJÓ, E.; BALLESTEROS, M.; NEGRO, M. J.
Pretreatment technologies for an efficient bioethanol production process
based on enzymatic hydrolysis: A review. Bioresource Technology, v.
101, n. 13, p. 4851-4861, 2010. AMEN-CHEN, C.; PAKDEL, H.; ROY, C. Production of monomeric
phenols by thermochemical conversion of biomass: A review.
Bioresource Technology, v. 79, n. 3, p. 277-299, 2001. ARANTES, V.; MILAGRES, A. M. F. Relevância de compostos de
baixa massa molar produzidos por fungos e envolvidos na
biodegradação da madeira. Química Nova, v. 32, p. 1586-1595, 2009. BALAT, M.; BALAT, H. Recent trends in global production and
utilization of bio-ethanol fuel. Applied Energy, v. 86, n. 11, p. 2273-
2282, 2009. BELINI, U. L.; TOMAZELLO FILHO, M.; MENDES, L. M.; LEITE,
M. K.; LIMA, P. M. R. D. Teor de sílica em compósitos confeccionados
com bagaço de cana-de-açúcar e eucalipto. Floresta e Ambiente, v. 19,
n. 2, p. 250-255, 2012.
80
BETANCUR, G. J. V.; JUNIOR, N. P. Sugar cane bagasse as
feedstock for second generation ethanol production. Part ii:
Hemicellulose hydrolysate fermentability. ed., 2010. BETANCUR, G. J. V.; PEREIRA JR., N. Sugar cane bagasse as
feedstock for second generation ethanol production. Part i: Diluted acid
pretreatment optimization. Electronic Journal of Biotechnology v. 13,
n. 3, may 2010. BHAT, M. K.; BHAT, S. Cellulose degrading enzymes and their
potential industrial applications. Biotechnology Advances, v. 15, n. 3–
4, p. 583-620, 1997. BNDES; CGEE. Bioetanol de cana-de-açúcar : Energia para o
desenvolvimento sustentável. ed., Rio de Janeiro: BNDES. 316 p.
2008. BODÎRLĂU, R.; TEACĂ, C. A. Fourier transform infrared
spectroscopy and thermal analysis of lignocellulose fillers treated with
organic anhydrides. Romanian Journal of Physics, v. 54, n. 1-2, p. 93-
104, 2009. BRANDÃO, A. Cana-de-açúcar: Álcool e açúcar na história e no
desenvolvimento social do brasil. ed., Brasília: Horizonte editora.
1985. BROWNING, B. L. Methods of wood chemistry. ed., Interscience
Publishers. 1967. BYKOV, I. Characterization of natural and technical lignins using
ftir spectroscopy. 2008. Master's Thesis (Master) Department of
Chemical Engineering and Geosciences, Luleå University of
Technology, Luleå, Suécia, 2008. CALADO, V.; MONTGOMERY, D. Planejamento de experimentos
usando o statistica. 1 ed., E-papers. 260 p. 2003.

81
CARVALHO, W.; CANILHA, L.; FERRAZ, A.; MILAGRES, A. M. F.
Uma visão sobre a estrutura, composição e biodegradação da madeira.
Química Nova, v. 32, p. 2191-2195, 2009. CASTRO, A. M. D.; PEREIRA JR, N. Produção, propriedades e
aplicação de celulases na hidrólise de resíduos agroindustriais. Química
Nova, v. 33, p. 181-188, 2010. CIOLACU, D.; CIOLACU, F.; POPA, V. I. Amorphous cellulose -
structure and characterization. Cellulose Chemistry and Technology,
v. 45, n. 1-2, p. 13-21, Jan-Feb 2011. COLOM, X.; CARRILLO, F.; NOGUES, F.; GARRIGA, P. Structural
analysis of photodegraded wood by means of ftir spectroscopy.
Polymer Degradation and Stability, v. 80, n. 3, p. 543-549, Jun 2003. CORRALES, R.; MENDES, F. M. T.; PERRONE, C. C.;
SANT'ANNA, C.; DE SOUZA, W.; ABUD, Y.; BON, E. P. D.;
FERREIRA-LEITAO, V. Structural evaluation of sugar cane bagasse
steam pretreated in the presence of co2 and so2. Biotechnology for
Biofuels, v. 5, May 2012. CRESTINI, C.; CRUCIANELLI, M.; ORLANDI, M.; SALADINO, R.
Oxidative strategies in lignin chemistry: A new environmental friendly
approach for the functionalisation of lignin and lignocellulosic fibers.
Catalysis Today, v. 156, n. 1–2, p. 8-22, 2010. DANIELS, J.; ROACH, B. T. Taxonomy and evolution. In: HEINZ,
D. J. Sugarcane improvement through breeding. Netherlands: Elsevier
Amsterdam. p. 7-84. 1987. DEKKER, R. F. H. Kinetic, inhibition and stability properties of a
commercial β-d-glucosidase (cellobiase) preparation from aspergillus
niger and its suitability in the hydrolysis of lignocellulose.
Biotechnology Bioengineering, n. 28, p. 1438-1442, 1986. ERIKSSON, L. Design of experiments: Principles and applications.
ed., Sweden: Umetrics Academy. 2008.

82
FENGEL, D.; WEGENER, G. Wood chemistry, ultrastructure,
reactions. ed., Berlin: Walter de Gruyter. 613 p. 2003. FERNANDES, D. M. Estudo da estabilidade térmica de blendas de
poli(álcool vinílico)/lignina modificada. 2005. 151 f. Dissertação
(Mestrado) Departamento de Química, Universidade Estadual de
Maringá, Maringá, 2005. FERREIRA, V. Produção de β-glucosidase em saccharomyces
cerevisiae recombinante e avaliação de seu emprego no processo de
hidrólise enzimática simultânea à fermentação para a produção de
etanol de segunda geração. 2010. 132 f. Tese (Doutorado) Escola de
Química, Universidade Federal do rio de Janeiro, Rio de Janeiro, 2010. FOOD AND AGRICULTURE ORGANIZATION OF THE UNITED
NATIONS. Faostat: Production sugar cane. 2012. Disponível em:
http://faostat3.fao.org/. Acesso em: 08 ago 2012. GHOSE, T. K. Measurement of cellulase activities. Pure & Appl.
Chem., n. 59, p. 257-268, 1987. GOMIDE, J. L.; DEMUNER, B. J. Determinação do teor de lignina em
material lenhoso: Método klason modificado. O Papel, v. 47, n. 8, p.
36-38, 1986. GOULD, J. M. Alkaline peroxide delignification of agricultural residues
to enhance enzymatic saccharification. Biotechnology and
Bioengineering, v. 26, n. 1, p. 46-52, 1984. GOULD, J. M. Studies on the mechanism of alkaline peroxide
delignification of agricultural residues. Biotechnology and
Bioengineering, v. 27, n. 3, p. 225-231, 1985. GOULD, J. M.; JASBERG, B. K.; FAHEY, G. C.; BERGER, L. L.
Treatment of wheat straw with alkaline hydrogen peroxide in a modified
extruder. Biotechnology and Bioengineering, v. 33, n. 2, p. 233-236,
1989.

83
HAN, S. O.; YUKAWA, H.; INUI, M.; DOI, R. H. Regulation of
expression of cellulosomal cellulase and hemicellulase genes in
clostridium cellulovorans. J. Bacteriol. , v. 185, n. 20, p. 6067-6075,
October 2003. HENDRIKS, A. T. W. M.; ZEEMAN, G. Pretreatments to enhance the
digestibility of lignocellulosic biomass. Bioresource Technology, v.
100, n. 1, p. 10-18, 2009. HURST, P. L.; NIELSEN, J.; SULLIVAN, P. A.; SHEPHERD, M. G.
Purification and properties of a cellulase from aspergillus niger. The
Biochemical journal, v. 165, n. 1, p. 33-41, 1977. JEFFRIES, T. W. Biodegradation of lignin and hemicelluloses. In:
RATLEDGE, C. Biochemistry of microbial degradation. Netherlands:
Kluwer Academic Publishers. 233-277. 1994. KARAGÖZ, P.; ROCHA, I. V.; ÖZKAN, M.; ANGELIDAKI, I.
Alkaline peroxide pretreatment of rapeseed straw for enhancing
bioethanol production by same vessel saccharification and co-
fermentation. Bioresource Technology, v. 104, n. 0, p. 349-357, 2012. LAUREANO-PEREZ, L.; TEYMOURI, F.; ALIZADEH, H.; DALE, B.
Understanding factors that limit enzymatic hydrolysis of biomass.
Applied Biochemistry and Biotechnology, v. 124, n. 1, p. 1081-1099,
2005. LEHNINGER, A. L.; NELSON, D. L.; COX, M. M. Lehninger
principles of biochemistry. 5 ed., New York: W.H. Freeman &
Company. 2008. LIMA, A. O.; DAVIS, D. F.; SWIATEK, G.; MCCARTHY, J. K.;
YERNOOL, D.; PIZZIRANI-KLEINER, A. A.; EVELEIGH, D. E.
Evaluation of gfp tag as a screening reporter in directed evolution of a
hyperthermophilic beta-glucosidase. Molecular biotechnology, v. 42, n.
2, p. 205-215, 2009. LIMA, A. O. S.; QUECINE, M. C.; FUNGARO, M. H. P.;
ANDREOTE, F. D.; MACCHERONI, W., JR.; ARAÚJO, W. L.;

84
SILVA-FILHO, M. C.; PIZZIRANI-KLEINER, A. A.; AZEVEDO, J.
L. Molecular characterization of a β-1,4-endoglucanase from an
endophytic bacillus pumilus strain. Applied Microbiology and
Biotechnology, v. 68, n. 1, p. 57-65, 2005/07/01 2005. LIMA, A. O. S.; RODRIGUES, A. L. Sacarificação de resíduos
celulósicos com bactérias recombinantes como estratégia para redução
do efeito estufa. Revista de Ciências Ambientais, v. 1, n. 2, p. 5-18,
2007. LUCAS, M.; HANSON, S. K.; WAGNER, G. L.; KIMBALL, D. B.;
RECTOR, K. D. Evidence for room temperature delignification of wood
using hydrogen peroxide and manganese acetate as a catalyst.
Bioresource Technology, v. 119, n. 0, p. 174-180, 2012. LYND, L. R.; WEIMER, P. J.; ZYL, W. H. V.; PRETORIUS, I. S.
Microbial cellulose utilization: Fundamentals and biotechnology.
Microbiol. Mol. Biol. Rev., v. 66, n. 3, p. 506-577, september 2002. LYND, L. R.; WYMAN, C. E.; GERNGROSS, T. U. Biocommodity
engineering. Biotechnology Progress, v. 15, n. 5, p. 777-793, 1999. LYND, L. R.; ZYL, W. H. V.; MCBRIDE, J. E.; LASER, M.
Consolidated bioprocessing of cellulosic biomass: An update. Current
Opinion in Biotechnology, v. 16, n. 5, p. 577-583, 2005. MANZANO, R. P.; FUKUSHIMA, R. S.; GOMES, J. D. F.; GARIPPO,
G. Digestibilidade do bagaço de cana-de-açúcar tratado com reagentes
químicos e pressão de vapor. Revista Brasileira de Zootecnia, v. 29, p.
1196-1204, 2000. MARABEZI, K. Estudo sistemático das reações envolvidas na
determinação dos teores de lignina e holocelulose em amostras de bagaço e palha de cana-de-açúcar. 2009. 142 f. Dissertação
(Mestrado) Instituto de Química de São Carlos, Universidade de São
Paulo, São Carlos, 2009. MARTÍNEZ-HUITLE, C. A.; BRILLAS, E. Decontamination of
wastewaters containing synthetic organic dyes by electrochemical
85
methods: A general review. Applied Catalysis B: Environmental, v.
87, n. 3–4, p. 105-145, 2009. MARTINS, L. F. Caracterização do complexo celulásico de
penicillium echinulatum. 2005. 121 f. Dissertação (Mestrado em
química) Programa de pós-graduação em Química, Universidade
Federal do Paraná, Curitiba, 2005. MATTOS, I. L. D.; SHIRAISHI, K. A.; BRAZ, A. D.; FERNANDES, J.
R. Peróxido de hidrogênio: Importância e determinação. Química Nova,
v. 26, p. 373-380, 2003. MCALOON, A.; TAYLOR, F.; YEE, W.; IBSEN, K.; WOOLEY, R.
Determining the cost of producing ethanol from corn starch and lignocellulosic feedstocks. Colorado: National Renewable Energy
Laboratory, 2000. Disponível
em:<http://www.agmrc.org/media/cms/16_5299EA3DD888C.pdf>. MCDOUGALL, G. J.; MORRISON, I. M.; STEWART, D.; WEYERS,
J. D. B.; HILLMAN, J. R. Plant fibres: Botany, chemistry and
processing for industrial use. Journal of the Science of Food and
Agriculture, v. 62, n. 1, p. 1-20, 1993. MILLER, G. L. Use of dinitrosalicylic acid reagent for determination of
reducing sugar. Analytical Chemistry, n. 31, p. 426-428, 1959. MONTE, J. R.; BRIENZO, M.; MILAGRES, A. M. F. Utilization of
pineapple stem juice to enhance enzyme-hydrolytic efficiency for
sugarcane bagasse after an optimized pre-treatment with alkaline
peroxide. Applied Energy, v. 88, n. 1, p. 403-408, Jan 2011. MONTGOMERY, D. C. Design and analysis of experiments. 5 ed.,
New Delhi: Wiley India Pvt. Limited. 696 p. 2006. MORAIS, J. P. S.; ROSA, M. D. F.; MARCONCINI, J. M.
Procedimentos para análise lignocelulósica. 1ª ed., Campina Grande:
Embrapa Algodão. 2010.
86
MOSIER, N.; WYMAN, C.; DALE, B.; ELANDER, R.; LEE, Y. Y.;
HOLTZAPPLE, M.; LADISCH, M. Features of promising technologies
for pretreatment of lignocellulosic biomass. Bioresource Technology,
v. 96, n. 6, p. 673-686, 2005. NETO, O. B. Integração das principais tecnologias de obtenção de
etanol através do processamento de celulose (2º geração) nas atuais usinas de processamento de cana-de-açúcar (1ºgeração). 2009. 137 f.
Dissertação (Mestrado) Escola Politécnica da Universidade de São
Paulo, Universidade de São Paulo, São Paulo, 2009. ODISI, E. J.; SILVESTRIN, M. B.; TAKAHASHI, R. Y. U.; DA
SILVA, M. A. C.; LIMA, A. O. D. S. Bioprospection of cellulolytic and
lipolytic south atlantic deep-sea bacteria. Electronic Journal of
Biotechnology, v. 15, p. 18-18, 2012. OGEDA, T. L.; PETRI, D. F. S. Hidrólise enzimática de biomassa.
Química Nova, v. 33, p. 1549-1558, 2010. OGUNSILE, B. O.; QUINTANA, G. Modeling of soda - ethanol pulps
from carpolobia lutea. BioResources, v. 5, n. 4, p. 2417-2430, 2010. OKADA, G. Purification and properties of a cellulase from aspergillus
niger. Agric. Biol. Chem., v. 49, n. 5, p. 1257 - 1265, 1985. OWEN, N. L.; THOMAS, D. W. Infrared studies of hard and soft
woods. Applied Spectroscopy, v. 43, n. 3, p. 451-455, Mar-Apr 1989. PARRY, N. J.; BEEVER, D. E.; OWEN, E.; VANDENBERGHE, I.;
VAN BEEUMEN , J.; BHAT, M. K. Biochemical characterization and
mechanism of action of a thermostable beta-glucosidase purified from
thermoascus aurantiacus. . Biochem. J. , v. 353, n. 1, p. 117-127, 2001. PAULA, M. O. D. Potencial da cinza do bagaço da cana-de-açúcar
como material de substituição parcial de cimento portland. 2006.
Dissertação (Mestrado) Universidade Federal de viçosa, Viçosa, 2006. PINTO, R. S. D. A. Indicadores de desempenho de frota de empresas
agroindustriais canavieiras brasileiras. 2002. 110 f. Dissertação
87
(mestrado) Escola Superior de Agricultura Luiz de Queiroz,
Universidade de São Paulo, Piracicaba, 2002. PITA, P. V. V. Valorização agrícola de cinza da co-combustão de
bagaço de cana-de-açúcar e biomassa lenhosa. 2009. 80 f.
Dissertação (Mestrado) Instituto Superior de Agronomia, Universidade
Técnica de Lisboa, Lisboa, 2009. PITARELO, A. P. Avaliação da suceptibilidade do bagaço e da palha
de cana-de-açúcar à bioconversão via pré-tratamento a vapor e hidrólise enzimática. 2007. 125 f. Dissertação (Mestrado)
Departamento de Química, Universidade Federal do Paraná, Curitba,
2007. QUADRI, M. G. N.; ODISI, E. J.; LIMA, A. O. S. Método de pré-
tratamento e hidrólise de materiais lignocelulósicos para obtenção de açúcares monoméricos. Brasil. Pedido de Patente, n. BR 10 2012
029518, 2012. RABELO, S.; FILHO, R.; COSTA, A. A comparison between lime and
alkaline hydrogen peroxide pretreatments of sugarcane bagasse for
ethanol production. Applied Biochemistry and Biotechnology, v. 144,
n. 1, p. 87-100, 2008. RABELO, S. C. Avaliação de desempenho do pré-tratamento com
peróxido de hidrogênio alcalino para a hidrólise enzimatica de bagaço de cana-de-açúcar. 2007. 150 f. Dissertação (Mestrado)
Faculdade de Engenharia Química, Universidade Estadual de Campinas,
Lorena, 2007. RABELO, S. C.; AMEZQUITA FONSECA, N. A.; ANDRADE, R. R.;
MACIEL FILHO, R.; COSTA, A. C. Ethanol production from
enzymatic hydrolysis of sugarcane bagasse pretreated with lime and
alkaline hydrogen peroxide. Biomass and Bioenergy, v. 35, n. 7, p.
2600-2607, 2011. RAMOS, L. P. The chemistry involved in the steam treatment of
lignocellulosic materials. Química Nova, v. 26, p. 863-871, 2003.
88
RANA, R.; LANGENFELD-HEYSER, R.; FINKELDEY, R.; POLLE,
A. Ftir spectroscopy, chemical and histochemical characterisation of
wood and lignin of five tropical timber wood species of the family of
dipterocarpaceae. Wood Science and Technology, v. 44, n. 2, p. 225-
242, May 2010. REYES, J.; PERALTA-ZAMORA, P.; DURÁN, N. Hidrólise
enzimática de casca de arroz utilizando-se celulases: Efeito de
tratamentos químicos e fotoquímicos. Química Nova, v. 21, p. 140-143,
1998. REZENDE, C. A.; DE LIMA, M. A.; MAZIERO, P.; DEAZEVEDO, E.
R.; GARCIA, W.; POLIKARPOV, I. Chemical and morphological
characterization of sugarcane bagasse submitted to a delignification
process for enhanced enzymatic digestibility. Biotechnology for
Biofuels, v. 4, p. 1-18, Nov 2011. SAIKIA, C. N.; ALI, F.; GOSWAMI, T.; GHOSH, A. C. Esterification
of high α-cellulose extracted from hibiscus cannabinus l. Industrial
Crops and Products, v. 4, n. 4, p. 233-239, 1995. SALIBA, E. D. O. S.; RODRIGUEZ, N. M.; MORAIS, S. A. L. D.;
PILÓ-VELOSO, D. Ligninas: Métodos de obtenção e caracterização
química. Ciência Rural, v. 31, p. 917-928, 2001. SANDGREN, M.; STÅHLBERG, J.; MITCHINSON, C. Structural and
biochemical studies of gh family 12 cellulases: Improved thermal
stability, and ligand complexes. Progress in Biophysics and Molecular
Biology, v. 89, n. 3, p. 246-291, 2005. SILVA, V. F. N. Estudos de pré-tratamento e sacarificação
enzimática de resíduos agroindustriais como etapas no processo de obtenção de etanol celulósico. 2009. Dissertação (Mestrado) Escola de
Engenharia de Lorena da Universidade de São Paulo, Universidade de
São Paulo, Lorena, 2009. SILVERSTEIN, R. M.; WEBSTER, F. X. Identificação
espectrométrica de compostos orgânicos. 6ª ed., Rio de Janeiro: LTC
Livros Técnicos e Científicos. 2000.
89
SINDHU, R.; BINOD, P.; SATYANAGALAKSHMI, K.; JANU, K.;
SAJNA, K.; KURIEN, N.; SUKUMARAN, R.; PANDEY, A. Formic
acid as a potential pretreatment agent for the conversion of sugarcane
bagasse to bioethanol. Applied Biochemistry and Biotechnology, v.
162, n. 8, p. 2313-2323, 2010/12/01 2010. TAHERZADEH, M.; KARIMI, K. Pretreatment of lignocellulosic
wastes to improve ethanol and biogas production: A review.
International Journal of Molecular Sciences, v. 9, n. 9, p. 1621-1651,
2008. TAKAGI, M. Pretreatment of lignocellulosic materials with hydrogen
peroxide in presence of manganese compounds. Biotechnology and
Bioengineering, v. 29, n. 2, p. 165-170, 1987. Technical Association of the Pulp and Paper IndustryTAPPI.
Preparation of wood for chemical analysis. Technical Association of
the Pulp and Paper Industry, 1997. Technical Association of the Pulp and Paper IndustryTAPPI. Ash in
wood, pulp paper and paperboard: Combustion at 525°c. Technical
Association of the Pulp and Paper Industry, 2012. TIETZ, N. W. Clinical guide to laboratory tests. 4 ed., Ed. Saunders.
2006. WYMAN, C. E. Handbook on bioethanol: Production and
utilization. 1ª ed., Washington D.C.: Taylor & Francis. 442 p. 1996. WYMAN, C. E. Biomass ethanol: Technical progress, opportunities,
and commercial challenges. Annual Review of Energy and the
Environment, v. 24, p. 189-226, 1999. YANG, B.; WYMAN, C. E. Pretreatment: The key to unlocking low-cost cellulosic ethanol. Biofuels, Bioproducts and Biorefining, v. 2, n.
1, p. 26-40, 2008.
90
YOON, L. W.; ANG, T. N.; NGOH, G. C.; CHUA, A. S. M. Regression
analysis on ionic liquid pretreatment of sugarcane bagasse and
assessment of structural changes. Biomass and Bioenergy, v. 36, n. 0,
p. 160-169, 2012. YU, Y.; LOU, X.; WU, H. Some recent advances in hydrolysis of
biomass in hot-compressed water and its comparisons with other
hydrolysis methods†. Energy & Fuels, v. 22, n. 1, p. 46-60, 2008/01/01
2007. ZANIN, G.; SANTANA, C.; BON, E.; GIORDANO, R.; DE MORAES,
F.; ANDRIETTA, S.; NETO, C.; MACEDO, I.; LAHR FO, D.;
RAMOS, L.; FONTANA, J. Brazilian bioethanol program. Applied
Biochemistry and Biotechnology, v. 84-86, n. 1, p. 1147-1161, 2000. ZHANG, Y.-H. P.; LYND, L. R. Toward an aggregated understanding
of enzymatic hydrolysis of cellulose: Noncomplexed cellulase systems.
Biotechnology and Bioengineering, v. 88, n. 7, p. 797-824, 2004. ZHANG, Y. H. Reviving the carbohydrate economy via multi-product
lignocellulose biorefineries. Journal of Industrial Microbiology &
Biotechnology, v. 35, n. 5, p. 367-375, 2008. ZHANG, Y. H. P.; HIMMEL, M. E.; MIELENZ, J. R. Outlook for
cellulase improvement: Screening and selection strategies.
Biotechnology Advances, v. 24, n. 5, p. 452-481, 2006. ZHAO, X.; ZHANG, L.; LIU, D. Biomass recalcitrance. Part i: The
chemical compositions and physical structures affecting the enzymatic
hydrolysis of lignocellulose. Biofuels, Bioproducts and Biorefining, v.
6, n. 4, p. 465-482, 2012.

91
7 ANEXOS
Anexo 1 – Comprovante do depósito do pedido de patente “Método de
pré-tratamento e hidrólise de materiais lignocelulósicos para obtenção
de açúcares monoméricos”





























![UNIVERSIDADE FEDERAL FLUMINENSE FACULDADE DE … Luiz Poubel.pdfmenor concentração de peróxido de hidrogênio e a utilização dos mesmos por menores períodos de tempo [13,27]](https://img.document.onl/doc/110x75/609a7a59404e3617ec114b14/universidade-federal-fluminense-faculdade-de-luiz-menor-concentrao-de-perxido.jpg)