Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE CENTRO DE TECNOLOGIA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
DISSERTAÇÃO DE MESTRADO
Adição de Poliuretana não iônica a cimento Portland especial
para Cimentação de Poços de Petróleo
José Heriberto Oliveira do Nascimento
Novembro de 2006
Natal – RN
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
PROGRAMA DE PÓS-GRADUAÇÃO EM
ENGENHARIA MECÂNICA
Adição de Poliuretana não iônica a cimento Portland especial para
Cimentação de Poços de Petróleo
Dissertação de Mestrado submetida à
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
como parte dos requisitos para a obtenção do grau de
MESTRE EM ENGENHARIA MECÂNICA
JOSÉ HERIBERTO OLIVEIRA DO NASCIMENTO
ORIENTADOR: PROF. PhD. ANTONIO EDUARDO MARTINELLI
CO-ORIENTADOR: PROF. PhD. JOSÉ DANIEL DINIZ MELO
Novembro de 2006
Natal – RN

Divisão de Serviços Técnicos
Catalogação da Publicação na Fonte. UFRN / Biblioteca Central Zila Mamede
Nascimento, José Heriberto Oliveira do. Adição de poliuretana não iônica a cimento portland especial para cimentação de poços de petróleo / José Heriberto Oliveira do Nascimento. – Natal, RN, 2006. 172 f.
Orientador : Antônio Eduardo Martinelli. Co-orientador : José Daniel Diniz Melo.
Dissertação (Mestrado) – Universidade Federal do Rio Grande do
Norte. Centro de Tecnologia. Programa de Pós-Graduação em Engenharia Mecânica.
1. Cimento Portland – Dissertação. 2. Poliuretana não iônica –
Dissertação. 3. Cimentação de poços – Dissertação. 4. Tenacidade – Dissertação. I. Martinelli, Antônio Eduardo. II. Melo, José Daniel Diniz. III. Título.
RN/UF/BCZM CDU 666.98

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
ADIÇÃO DE POLIURETANA NÃO IÔNICA A CIMENTO PORTLAND ESPECIAL
PARA CIMENTAÇÃO DE POÇOS DE PETRÓLEO
JOSÉ HERIBERTO OLIVEIRA DO NASCIMENTO
Esta dissertação foi julgada adequada para a obtenção do título de
MESTRE EM ENGENHARIA MECÂNICA
sendo aprovada em sua forma final.
BANCA EXAMINADORA
_____________________________________________
Prof. PhD. Antonio Eduardo Martinelli – DEMat/UFRN
(Presidente/Orientador)
_____________________________________________
Prof. PhD. José Daniel Diniz Melo – DEMat/UFRN
(Co-Orientador)
_____________________________________________
Prof.Dr. Marcus Antônio de Freitas Melo – DEQ/UFRN
(Examinador Interno)
_____________________________________________
Prof.Dr. Alexandro Diógenes Barreto – CEFET/RN
(Examinador Externo)

DEDICATÓRIA
Não apenas esse trabalho mais todas as minhas conquistas
profissionais e pessoais são dedicadas aos meus pais, Anizete e
Antônio, que em nenhum momento deixaram de me apoiar, apesar das
dificuldades.
Aos meus avós (in memoriam), que não conseguiram acompanhar a
finalização deste trabalho.
Aos meus irmãos: Elissandro, Elizete, Emerson e Maria Eliege, pelos
momentos de alegria, companheirismo e apoio.

AGRADECIMENTOS
Meus agradecimentos...
A minha família, pelo amor, carinho, compreensão, incentivo, cumplicidade,
ensinamentos e paciência nos momentos difíceis que passei.
A Capes pelo apoio financeiro.
Ao Prof. PhD. Antonio Eduardo Martinelli, pelo privilégio da sua orientação, seu
exemplo, ajuda, confiança no meu trabalho, compreensão, apoio durante as fases difíceis, e
em especial, pela sua valiosa amizade.
Ao Prof. PhD. José Daniel Diniz Melo, pela co-orientação e sugestões valiosas.
À Profª. Dra. Dulce por suas palavras e competência.
À Profª. Dra. Tereza Neuma Castro Dantas e a Dra. Leocádia Beltrame, muito
obrigado por mostrar-me os caminhos da pesquisa científica e o verdadeiro sentido da ciência,
por todos os ensinamentos dados durante toda a minha vida acadêmica, pela amizade e
confiança construída durante esses anos.
Ao Prof. Dr. Rubens Maribondo pela ajuda em todos os momentos.
Aos meus amigos Flank e Erica pelo apoio, ajuda, compreensão e paciência. A
eles devo muito, por isso fico feliz por tê-los como amigo, valeu pela força!
Aos meus amigos de longa caminhada do Laboratório de Tecnologia dos
Tensoativos (LTT), que sempre estiveram ao meu lado em todos os momentos de alegria e de
tristeza: Aline, Claúdia Muniz, Cláudio, Cátia, Elaine, Heraldo e Jairton. Obrigado por tudo.
Aos meus colegas e amigos do LABCIM: Andréa, Ana Cecília, Andreza, Danielle,
Júlio, Roseane e Túlio pelo apoio e incentivo.
Aos meus colegas e amigos do LTT: Ana Paula, Ítala, Gineide, Jéssica, Keila,
Marcio, Pedro, Priscilla, Thiago, Túlio, Dona Verônica, Dra. Aparecida e Dra. Everlane,
muito obrigado pelo apoio e amizade.
Aos meus grandes amigos: Ana Lêda, Daniel, Mônica, Shirley, Raianne, Verônica,
Tássio e Wagner, pela força, apoio constante, paciência e por nossa grande amizade durante
todos esses anos.
A Alcides pela amizade e análises de FTIR.
Aos colegas Artjose e Érico do Laboratório do NEPGN/FINEP pelas análises de
Microscopia Eletrônica de Varredura e Difração de Raios-X, obrigado pela ajuda e
colaboração.
A Laurinha do Laboratório de Análise térmica, pela amizade e análises de DSC.
Aos técnicos do CT-Gás: Andréia, Angélica e Máxime pelas análises de FRX,
TG/DTG.
Ao Programa de Pós-Graduação em Engenharia Mecânica, em especial a Marisa.
Ao Laboratório de Cimento (LABCIM/UFRN) pela infra-estrutura.
A Petrobrás pela ajuda e colaboração.
A DEUS por tudo o que sou, pela luz e força fornecida, dando-me coragem para
enfrentar os obstáculos e por sua presença constante em todos os momentos.

A Vontade de se tornar algo melhor a cada dia é o que faz do ser humano uma máquina de sonhar.
Projetar idéias e desejos, lutar para transformar o que um dia foi um simples pensamento em situação
real. Nunca desistir de algo que se deseja muito e que
se almeja fazer parte da vida O ser humano sonha!
Mas se ele apenas sonhasse nunca saberia do que é capaz. É preciso conquistar os sonhos.
Autor desconhecido

RESUMO
O desenvolvimento das atividades do setor de petróleo e gás têm promovido a
pesquisa e o desenvolvimento de novos materiais aplicados para cimentação de poços de
petróleo. A integridade da bainha cimentante que é responsável pela estabilidade mecânica do
poço, tende a ser prejudicada durante a injeção de vapor, procedimento utilizado para
aumentar a recuperação de petróleo em reservatórios de óleo com alta viscosidade. Com isso,
a bainha de cimento é exposta a condições termo-mecânicas adversas e que pode vir a quebrar
devido à sua natureza frágil. Este trabalho propõe a adição de Poliuretana não iônica em
dispersão aquosa (Látex) em diferentes concentrações em pastas de cimento Portland usadas
em cimentação de poços de petróleo, visando um aumento de tenacidade. A partir dos
resultados obtidos verificou-se que o aumento da concentração de poliuretana adicionada na
pasta de cimento provoca uma diminuição na sua resistência à compressão, mas dentro dos
limites estabelecidos para sua aplicação em poços de petróleo. Observou-se também que, em
determinados percentuais, aumenta-se a tenacidade da pasta, e portanto, sua capacidade de
suportar ciclos termo-mecânicos. Além de apresentar excelentes resultados de controle de
filtrado, água livre, permeabilidade e porosidade, contribuindo para a redução da migração de
gás através da bainha de cimento.
Palavras-Chaves: Cimento Portland, Poliuretana não iônica, Cimentação de Poços,
Tenacidade.

ABSTRACT
New materials including cement slurries have been constantly developed to drive
forward both oil and gas production. In heavy oilwells located in the Northeastern region, the
cement sheath should be adjusted to keep the mechanical stability of the well especially after
steam injection operations. The typical thermomechanical cycles of advanced oil recovery
create adverse conditions to brittle materials such as hardened Portland cement. In this
scenario, the objective of the present study was to add non-ionic polyurethane aqueous
solution to Portland slurries aiming at as improved. The results of the study revealed that
adding polyurethane to Portland cement reduced the compressive strength of hardened
slurries, however, into values within the range established for oilwell application. On other
hand, the composite slurries depicted to plain Portland cement improved toughness, in some
percentages, and so its support to handle thermomechanical cycles. In addition, the presence
of polyurethane also improved the overall behavior of the slurry, reducing fluid loss free
water and permeability, thus reducing gas migration across the cement sheath.
Keywords: Portland cement, polyurethane, oilwell cementing, fracture toughness.
LISTA DE FIGURAS
Figura 1 - Esquema simplificado de uma sonda rotativa .........................................................23
Figura 2 - Equipamento de um processo de perfuração ...........................................................24
Figura 3 - Esquema mostrando uma operação de cimentação de um poço de petróleo direcional e alguns equipamentos e acessórios.........................................................................26
Figura 4 - Cimentação Primária................................................................................................27
Figura 5 - Esquema de poço com falha de cimentação. ...........................................................28
Figura 6 - Squeeze ou Compressão de cimento........................................................................29
Figura 7 - (a) Tampão de abandono; (b) Tampão de cimento. .................................................30
Figura 8 - Injeção contínua de vapor. .......................................................................................32
Figura 9 - Injeção Cíclica de Vapor..........................................................................................33
Figura 10 - Processo de fabricação do cimento Portland. ........................................................36
Figura 11 - Estrutura cristalina do C2S (ortorrômbica). ...........................................................37
Figura 12 - Estrutura cristalina do C2S (hexagonal).................................................................38
Figura 13 - Potencial de interação em função da distância entre partículas.............................43
Figura 14 - Micrografia Eletrônica de Varredura do cimento após 3 h de hidratação. ............43
Figura 15 - Micrografia Eletrônica de Varredura do cimento após 10 h de hidratação. ..........44
Figura 16 - Micrografia Eletrônica de Varredura mostrando a morfologia da fase C-S-H......45
Figura 17 - Micrografia Eletrônica de Varredura mostrando a fase Portlandita. .....................46
Figura 18 - Micrografia Eletrônica de Varredura da Etringita. ................................................47
Figura 19 - Curvas Esquemáticas da taxa de liberação de calor (A) e a concentração do Ca2+ em solução (B) durante o processo de hidratação do cimento .................................................48
Figura 20 - Relação entre resistência à compressão da pasta de cimento e o tempo de cura...49
Figura 21 - Estrutura da Hidroxietilcelulose. ...........................................................................52
Figura 22 - Resultado típico de um ensaio de consistometria. .................................................59
Figura 23- Modelo simplificado da formação da co-matriz cimento-polímero. ......................66
Figura 24 - Modelo do mecanismo de modificação em sistemas cimento/polímero ...............67
Figura 25 - PU modificado para dispersões aquosas................................................................69
Figura 26 - Fluxograma dos testes efetuados. ..........................................................................80
Figura 27 - Fluxograma das análises microestrutural e térmica das pastas..............................80
Figura 28 - (A) Esquema Ilustrativo do Misturador; (B) Misturador de Palheta Chandler Modelo 80-60, com controlador de velocidade. .......................................................................81
Figura 29 - Consistômetro atmosférico Chandler, modelo 1200. ............................................82
Figura 30 - Viscosímetro rotativo de cilindros coaxiais Chandler Modelo 3500.....................83
Figura 31- (a) Esquema Ilustrado da Câmara de pressurização do Consistômetro; (b) Consistômetro Pressurizado Chandler Modelo 7716. ..............................................................85
Figura 32 - Filtro Prensa Fann HPHT Série 387. .....................................................................86
Figura 33 - Tubo decantador. ...................................................................................................88
Figura 34 - Seccionamento da amostra de cimento curada: Topo (I); Intermediários (II) e (III); Fundo (IV). ...............................................................................................................................88
Figura 35 - Esquema de funcionamento do permeabilímetro...................................................90
Figura 36 - Banho Termostático Nova Ética Modelo 500/3DE. ..............................................92
Figura 37 - Ensaio de tração por compressão diametral à temperatura de 200°C....................93
Figura 38 - Corpo - de - prova sendo ensaiado. .......................................................................94
Figura 39 - Exemplo de cálculo do valor de tenacidade pelo Software Origin 6.0..................95
Figura 40 - Interpretação geométrica dos efeitos num planejamento fatorial 23....................104
Figura 41 - Representação geométrica dos contrastes correspondendo aos efeitos principais (a) e de interação a dois fatores em um planejamento fatorial 23 (b)...........................................105
Figura 42 - Modelo de representação das relações entre a resposta experimental Y de uma reação e os fatores A e B que influenciam esta resposta associados à mesma reação. ..........107
Figura 43 - Curva de TG/DTG para o Látex PU W320 .........................................................110
Figura 44 - Curva DSC da PU W320. ....................................................................................111
Figura 45 - Espectro de absorção na região do infravermelho da PU W320. ........................112
Figura 46 - Curva de Viscosidade em função da concentração de PU W320 na pasta. .........115
Figura 47 - Curva do Limite de Escoamento em função da concentração de PU W320. ......115
Figura 48 - Formação de precipitado na pastas de cimento/PU com 5 % (a) e 10 % (b).......116
Figura 49 - Tempo de espessamento e bombeabilidade das pastas com cimento/PU W320 .117
Figura 50 - Curva de teor de água livre sobrenadante das pastas de cimento/ PU W320. .....119
Figura 51 - Curva de Volume de filtrado em função da concentração de PU W320. ............121
Figura 52 - Micrografia obtida em MEV da pasta com 25 % de PU W320 (aumento de 6000 x).............................................................................................................................................122
Figura 53 - Curva de Permeabilidade em função da concentração de PU W320...................124
Figura 54 - Curva de porosidade em função da concentração de PU W320 na pasta. ...........125
Figura 55 - Curvas de resistência à compressão das pastas formuladas com cimento/PU W320 antes e depois do ataque ácido (HCl 15%). ............................................................................127
Figura 56 - Corpos-de-prova atacados com HCl (15%). ........................................................128
Figura 57 - Micrografia obtida em MEV da pasta com PU W320 atacada com HCl. ...........128
Figura 58 - Gráficos de TG/DTG (a) e DSC (b) da pasta de cimento padrão. .......................130
Figura 59 - Gráficos de TG/DTG (a) e DSC (b) da pasta com 5 % de PU W320..................131
Figura 60 - Gráficos de TG/DTG (a) e DSC (b) da pasta com 15 % de PU W320................132
Figura 61 - Gráficos de TG/DTG (a) e DSC (b) da pasta com 25 % de PU W320................133

Figura 62 - Difratograma da pasta padrão (água/cimento).....................................................135
Figura 63 - Difratograma da pasta com 5 % de PU W320. ....................................................136
Figura 64 - Difratograma da pasta contendo 10 % de PU W320 ...........................................136
Figura 65 - Difratograma da pasta contendo 15 % de PU W320. ..........................................137
Figura 66 - Difratograma da pasta contendo 25 % de PU W320 ...........................................137
Figura 67 - Espectros de infravermelho da pasta de cimento padrão.....................................139
Figura 68 - Espectros de infravermelho da pasta de cimento com 5 % de PU W320............140
Figura 69 - Espectros de infravermelho da pasta de cimento com 15 % de PU W320..........140
Figura 70 - Espectros de infravermelho da pasta de cimento com 25 % de PU W320..........141
Figura 71 - Micrografia obtida em MEV da Portlandita (CH) em 3000x. .............................142
Figura 72 - Micrografia obtida em MEV de grão de Hadley em 5000x. ...............................143
Figura 73 -Micrografia obtida em MEV da Etringita em 6000x............................................143
Figura 74 - Micrografia obtida em MEV do C-S-H em 7000x. .............................................144
Figura 75 - Micrografia obtida em MEV do filme polimérico em 4000x. .............................144
Figura 76 - Curvas de resistência à tração diametral X concentração de PU à 27°C.............145
Figura 77 - Curvas de resistência à tração diametral X concentração de PU à 200°C...........146
Figura 78 - Dados dos Fatores e de suas Interações. ..............................................................150
Figura 79 - Diagrama de interação entre a concentração de PU W320 e a temperatura (°C) aplicada à pasta na resposta R. ...............................................................................................151
Figura 80 - Diagrama de Interação entre a concentração de PU W320 (%) e o tempo de cura da pasta na resposta R.............................................................................................................151
Figura 81 - Diagrama de interação entre a temperatura (°C) e o tempo de cura das pasta na resposta R. ..............................................................................................................................152
Figura 82 - Superfície de isoresposta da temperatura de teste (B) e o tempo de cura (C) para a pasta com PU W320 no nível superior de concentração (A+1) na resposta (R). ...................154
Figura 83 - Superfície de isoresposta da temperatura de teste (B) e o tempo de cura (C) para a pasta com PU W320 no nível inferior de concentração (A-1) na resposta (R). .....................154
Figura 84 - Superfície de isoresposta da concentração de teste (A) e o tempo de cura (C) para a pasta no nível superior de temperatura (B+1) na resposta (R). ...........................................155
Figura 85 - Superfície de isoresposta da concentração de teste (A) e o tempo de cura (C) para a pasta no nível inferior de temperatura (B-1) na resposta (R). .............................................155
Figura 86 - Superfície de isoresposta da concentração de teste (A) e a temperatura (B) para a pasta no nível superior de tempo de cura (C+1) na resposta (R)............................................156
Figura 87 - Superfície de isoresposta da concentração de teste (A) e a temperatura (B) para a pasta no nível superior de tempo de cura (C-1) na resposta (R).............................................156
Figura 88 - Tenacidade das pastas de cimento/PU W320 (27ºC)...........................................158
Figura 89 - Tenacidade das pastas de cimento/PU W320 (200ºC).........................................158

LISTA DE TABELAS
Tabela 1- Compostos principais do cimento Portland..............................................................39
Tabela 2 - Tipos de cimento Portland.......................................................................................40
Tabela 3 - Classificação e Características do Cimento API/ASTM.........................................41
Tabela 4 - Características e propriedades das poliuretanas em dispersão aquosa ....................77
Tabela 5 - Ensaios físicos e especificação para cimento Portland especial .............................77
Tabela 6 - Ensaios químicos de cimento Portland especial e Especificações para cimento Classe G e Portland especial.....................................................................................................78
Tabela 7 - Valores de densidade e volume específico dos materiais utilizados para a realização dos cálculos. .............................................................................................................................79
Tabela 8 - Representação dos fatores e níveis para um planejamento fatorial 23. .................102
Tabela 9 - Representação da matriz para os cálculos dos efeitos principais e de interação para um planejamento fatorial 23....................................................................................................102
Tabela 10 - Efeitos da variável A ...........................................................................................103
Tabela 11 - Efeitos da variável B ...........................................................................................103
Tabela 12 - Efeitos da variável C ...........................................................................................103
Tabela 13 - Composições das pastas formuladas. ..................................................................113
Tabela 14 - Tensão de Cisalhamento em função da taxa de cisalhamento.............................114
Tabela 15 - Resultados de Viscosidade Plástica e Limite de Escoamento em função da concentração de PU W320. ....................................................................................................114
Tabela 16 - Resultados de água livre das formulações com cimento/ PU W320...................119
Tabela 17 - Volume de filtrado das pastas de cimento...........................................................120
Tabela 18 - Resultados da medida de estabilidade das pastas formuladas.............................123
Tabela 19 - Resultados do ensaio de permeabilidade e porosidade nas pastas formuladas ...124
Tabela 20 - Cálculo da perda de massa das pastas frente ao ataque de ácido HCl (15 %).....126
Tabela 21 - Resultados de resistência à compressão a temperatura ambiente (27°C)............148
Tabela 22 - Resultados de resistência à compressão a temperatura de 200°C. ......................148
Tabela 23 - Representação dos fatores e níveis para um planejamento fatorial 23. ...............148
Tabela 24 - Condições operacionais das pastas e resultados de resistência à compressão. ...149

SUMÁRIO
1 – INTRODUÇÃO..................................................................................................................18
2 – ASPECTOS TEÓRICOS....................................................................................................22
2.1 – Poços de Petróleo ............................................................................................................22
2.2 – Cimentação de Poços de petróleo....................................................................................24
2.2.1 – Cimentação Primária ....................................................................................................27
2.2.2 – Cimentação secundária .................................................................................................29
2.2.3 - Exemplos de problemas de cimentação ........................................................................30
2.3 – Método térmico de recuperação: Injeção de Vapor.........................................................31
2.4 - Cimento Portland .............................................................................................................34
2.4.1 - Histórico........................................................................................................................34
2.4.2 - Produção e composição química do cimento Portland..................................................35
2.4.3 - Tipos de cimento Portland ............................................................................................39
2.4.4 - Hidratação da pasta de cimento Portland ......................................................................42
2.4.5 - Hidratação das fases silicatos........................................................................................44
2.4.6 - Hidratação da fase aluminato ........................................................................................46
2.4.7 - Tempo de pega e tempo de cura das pastas de cimento ................................................48
2.4.8 - Efeito da temperatura nas pastas de cimento Portland..................................................50
2.5 - Aditivos aplicados a pastas de cimento para poços de petróleo.......................................51
2.5.1 - Controladores de Filtrado..............................................................................................52
2.5.2 - Retardadores de pega. ...................................................................................................53
2.5.3 - Aceleradores de pega ....................................................................................................54
2.5.4 - Dispersantes ou Redutores de fricção. ..........................................................................54
2.5.5 - Estendedores e Adensante.............................................................................................55
2.6 - Ensaios destinados às pastas de cimentos para cimentação de poços de petróleo. ..........55
2.6.1 - Mistura da pasta de cimento..........................................................................................56
2.6.2 - Reologia ........................................................................................................................56
2.6.3 - Tempo de espessamento................................................................................................57
2.6.4 - Água livre e Filtrado .....................................................................................................59
2.6.5 - Estabilidade ...................................................................................................................60
2.6.6 - Resistência à compressão..............................................................................................61
2.6.7 - Resistência ao ataque ácido...........................................................................................61
2.7 - Sistema Cimento/Polímero...............................................................................................62
2.7.1 - Pó polimérico redispersível...........................................................................................63
2.7.2 - Polímero solúvel em água. ............................................................................................64
2.7.3 - Polímero líquido............................................................................................................64
2.7.4 - Polímeros em dispersão aquosa ....................................................................................65
2.8 - Látex poliuretânicos - Dispersões aquosas poliuretânicas (PUD’s).................................68
3 – ESTADO DA ARTE ..........................................................................................................72
4 – METODOLOGIA EXPERIMENTAL...............................................................................76
4.1- Materiais e Métodos ..........................................................................................................76
4.1.1 - Cálculos e Formulações das pastas cimentantes ...........................................................78
4.1.2 - Mistura e Homogeneização das Pastas formuladas.......................................................81
4.1.3 - Ensaios Reológicos das pastas formuladas ...................................................................82
4.1.4 – Ensaio de Consistometria .............................................................................................84
4.1.5 – Ensaio de Água livre ....................................................................................................85
4.1.6 - Ensaio de determinação de Filtrado ..............................................................................86
4.1.7 - Ensaio de avaliação da Estabilidade..............................................................................87
4.1.8 - Ensaio de Permeabilidade e Porosidade........................................................................89
4.1.10 – Ensaio de tração por Compressão diametral...............................................................92
4.1.11 - Ensaio de Resistência à Compressão e cálculos da tenacidade...................................93
4.2 - Análises e caracterização das pastas formuladas .............................................................95
4.2.1 - Análise térmica: TG/DTG e DSC .................................................................................95
4.2.2 – Análise de Fluorescência de Raio-X (FRX) .................................................................96
4.2.3 – Difração de Raios-X (DRX).........................................................................................96
4.2.4 – Espectroscopia de FT-IR ..............................................................................................96
4.2.5 - Microscopia Eletrônica de Varredura (MEV)...............................................................97
5 – ANÁLISE E PLANEJAMENTO EXPERIMENTAL .......................................................99
5.1 - Otimização da formulação das pastas utilizando um planejamento experimental...........99
5.2 - Planejamento Fatorial 2n ................................................................................................100
5.3 - Metodologia de superfícies de resposta .........................................................................106
6 – RESULTADOS E DISCUSSÕES....................................................................................109
6.1 – Análise estrutural e caracterização térmica do látex PU W320.....................................109
6.1.1 - Análise termogravimétrica e calorimetria diferencial de varredura............................110
6.1.2 – Análise de infravermelho (FT-IR)..............................................................................111
6.2 - Formulações das pastas ..................................................................................................112

6.3 - Ensaios de caracterização...............................................................................................113
6.3.1 - Propriedades reológicas das formulações ...................................................................113
6.3.2 – Consistometria das pastas formuladas: tempo de espessamento ................................117
6.3.3 – Teste de água livre......................................................................................................118
6.3.4 – Controle de Filtrado....................................................................................................120
6.3.5 – Estabilidade das pastas formuladas ............................................................................122
6.3.6 – Permeabilidade e porosidade das pastas formuladas..................................................123
6.3.7 – Resistência das pastas de cimento/PU W320 ao ataque ácido ...................................126
6.4 – Análise de fluorescência de raios-X (FRX)...................................................................129
6.5 – Análise termogravimétrica (TG) e Calorimetria Diferencial de Varredura (DSC) .......129
6.6 –Difratometria de Raios-X (DRX) ...................................................................................135
6.7 – Análise das pastas por Infravermelho (FT-IR) ..............................................................139
6.8 – Microscopia Eletrônica de Varredura (MEV) ...............................................................142
6.9 – Resistência à tração por compressão diametral .............................................................145
6.10 – Planejamento experimental das pastas formuladas .....................................................147
6.10.1 – Análise das Superfícies de Isorespostas ...................................................................153
6.11 – Tenacidade das pastas..................................................................................................157
7 – CONCLUSÕES................................................................................................................161
REFERÊNCIAS .....................................................................................................................164
GLOSSÁRIO

17
1 INTRODUÇÃO

Introdução 18
1 – INTRODUÇÃO
A cimentação é uma operação essencial na construção de um poço de petróleo.
Esta operação consiste em um trabalho de extrema importância para as fases de perfuração e
completação do poço e tem um grande impacto sobre a sua produtividade. A função da
cimentação é promover o isolamento completo e permanente de zonas produtoras localizadas
atrás do revestimento, uma vez que a comunicação entre zonas produtoras de petróleo com as
produtoras de gás e água é indesejável, por estarem relacionadas com a contaminação de
aqüíferos ou com a produção descontrolada de gás pelo anular (GUO, 2006;
MARINHO, 2004; BACKE e LILE, 1999). O anular compreende o espaço entre a coluna de
revestimento e a formação geológica adjacente, devendo ser preenchido por uma pasta de
cimento para garantir a segurança do poço (THOMAS, 2001; NELSON, 1990).
Na cimentação, a pasta de cimento é posicionada no espaço anular entre a parede
do poço e o revestimento descido em cada fase da perfuração, e tem vários objetivos além de
suportar o peso do tubo. No revestimento condutor, a pasta tem a função de impedir a
circulação de fluidos de perfuração e uma possível corrosão no tubo. No de superfície tem a
função de proteger horizontes superficiais da água e suportar equipamentos e colunas a serem
descidos posteriormente. No intermediário, isolar e/ou proteger formações instáveis
geomecânicamente, portadoras de fluidos corrosivos, com pressão anormal e/ou perda de
circulação. Já no revestimento de produção, o objetivo da pasta de cimento é promover a
vedação hidráulica eficiente e permanente entre os diversos intervalos produtores, impedindo
a migração de fluidos (PETROBRAS, 2002).
A pasta de cimento a ser utilizada em cada seção do poço depende de muitos
fatores operacionais e locais. Em muitos casos, a seleção de densidade das pastas é indicada
por fatores que estão além das simples pressões de poro e fratura. Freqüentemente, cimentos
são misturados produzindo pastas de altas densidades para alcançar altos valores de
resistência à compressão em um curto intervalo de tempo. Por razões econômicas, em
algumas situações são usadas pastas de baixa densidade que promovem maior rendimento de
cimento por saco (MARINHO, 2004; NELSON, 1990).
Pastas cimentantes constituídas apenas de cimento e água têm se mostrado
ineficientes, devido a sua natureza frágil. Por isso, novas formulações de pastas de cimento
aditivadas com materiais poliméricos com características flexíveis têm sido estudadas
(SANTOS JÚNIOR, 2006; MARINHO 2004, SILVA et al, 2004).
Introdução 19
Um dos grandes motivos de se estudar novas formulações de pastas de cimentos
resistentes são os métodos térmicos de recuperação de petróleo muito utilizados na região
nordeste do Brasil. Na recuperação, os métodos recomendados para reservatórios com óleos
do tipo pesado, com maiores índices de recuperação é a injeção de vapor devido à tecnologia
ser amplamente dominada, resposta rápida ao aumento da produção dentre outros fatores.
O ciclo de injeção de vapor é repetido várias vezes até que o limite econômico da
produção seja alcançado (CURBELO, 2006; QUEIROZ, 2005). Geralmente, essa operação é
realizada com a coluna isolada termicamente e assentada com Packer. Em muitos casos de
injeção de vapor, por motivos econômicos, nos campos de petróleo da região nordeste, o
vapor é injetado diretamente no poço; o que ocasiona aquecimento do revestimento seguido
de sua dilatação, que tende a voltar as suas dimensões iniciais, depois de cessado o processo
de injeção. Como conseqüência, tem-se a perda do isolamento hidráulico.
Assim, a formação e o crescimento de trincas resultarão no encurtamento do tempo
de vida útil do poço. Nesse momento, o impacto econômico do aumento do BSW, a produção
de vapor, água e óleo pelo anular, comprometem a segurança do poço e se constituem fatores
negativos de impacto ambiental. Como conseqüência, o poço é interditado, deixando de
produzir petróleo, até que uma operação de correção seja realizada (GUO, 2006;
NELSON, 1990). O custo aproximado de uma operação de correção varia entre R$ 30.000,00
e R$ 45.000,00, não contabilizada a perda pela interrupção da produção de óleo e gás
(LIMA, 2004).
Outra situação que sujeita a bainha a altas temperaturas é a perfuração de poços
profundos, que podem atingir até 6000 m de profundidade. Nestes casos, a temperatura do
fundo do poço (BHST) fica entre 100 °C e 200 °C, enquanto em poços geotérmicos, as
temperaturas máximas podem exceder 300 °C. A temperatura máxima de circulação da pasta
durante o bombeio (BHCT) é menor que a BHST, em geral, mas ainda pode atingir 180 °C
(TAYLOR, 1997). Essa temperatura pode promover a desidratação precoce da pasta,
prejudicando a formação dos produtos de hidratação do cimento portland, e
conseqüentemente, prejudicar o desempenho da bainha formada.
Hoje, a busca por pastas de cimento aditivadas com polímeros em dispersão
aquosa para cimentação de poços de petróleo sujeitas à injeção de vapor é uma atividade em
desenvolvimento. Estas pastas aditivadas têm o desafio de melhorar as propriedades
termomecânicas de fragilidade, tenacidade e evitar a migração de gás durante o processo de
fratura. Com isso, a utilização de Poliuretana não iônica (látex) vem como uma alternativa
para melhorar estas propriedades.

Introdução 20
Com base no exposto, o objetivo deste trabalho foi formular pastas de cimento
Portland aditivadas com poliuretana não iônica em dispersão aquosa (látex) em diferentes
concentrações, adequadas para a cimentação de poços de petróleo sujeitos a injeção de vapor.
Foram estudadas as propriedades termomecânicas de resistência à compressão, tração
diametral, resistência ao ataque ácido, reológicas, perda de fluido, estabilidade,
permeabilidade/porosidade, espessamento, bem como a tenacidade das pastas. Também foram
analisadas estatisticamente quais variáveis (temperatura, tempo de cura, concentração do
polímero) e interações influenciam de forma mais significante na resistência à compressão das
pastas.
Por fim, o estudo relata as caracterizações térmicas, espectroscópicas e de
microscopia eletrônica de varredura das pastas aditivadas com a poliuretana.
A seguir serão apresentados: O Capítulo II, que abrange aspectos teóricos
relacionados com o objetivo principal deste trabalho, o Capítulo III, que compreende alguns
trabalhos que representam o estado da arte na preparação de pastas de cimento com adição de
látex, o Capítulo IV que apresenta a metodologia utilizada no trabalho, o Capítulo V onde é
descrito o Planejamento Experimental, no Capítulo VI são descritos os resultados
experimentais e estatísticos obtidos e a discussão deles. As conclusões são mostradas no
Capítulo VII, em seguida, as referências bibliográficas citadas em todo o trabalho.
2 ASPECTOS TEÓRICOS

Aspectos Teóricos 22
2 – ASPECTOS TEÓRICOS
2.1 – Poços de Petróleo
O processo de perfuração de um poço de petróleo é realizado utilizando-se uma
sonda. As rochas são perfuradas pela ação da rotação e pesos aplicados a uma broca existente
na extremidade de uma coluna de perfuração, a qual consiste basicamente de comandos (tubos
de paredes espessas) e tubos de perfuração (tubos de paredes finas). As brocas utilizadas nesta
operação devem ser bem resistentes. O movimento rotativo da broca e da haste é garantido
por meio de máquinas que transmitem o movimento através de uma combinação de hastes e
tubos de aço; estes, por sua vez, vão sendo colocados à medida que a broca perfura o poço
(THOMAS, 2001).
Os fragmentos de rocha cortados pela broca são retirados por meio da injeção de
fluido de perfuração ou lama (mistura complexa de sólidos, líquidos, produtos químicos e, por
vezes, até gases), que retorna a superfície pelo anular formado entre o poço e a coluna de
perfuração (SANTOS JUNIOR, 2006). Na Figura 1 mostra-se o esquema simplificado de uma
sonda rotativa, que é montada no local onde vai ser realizada a perfuração. Na Figura 2 tem-se
o exemplo de uma sonda e de alguns equipamentos do processo de perfuração de um poço de
petróleo.
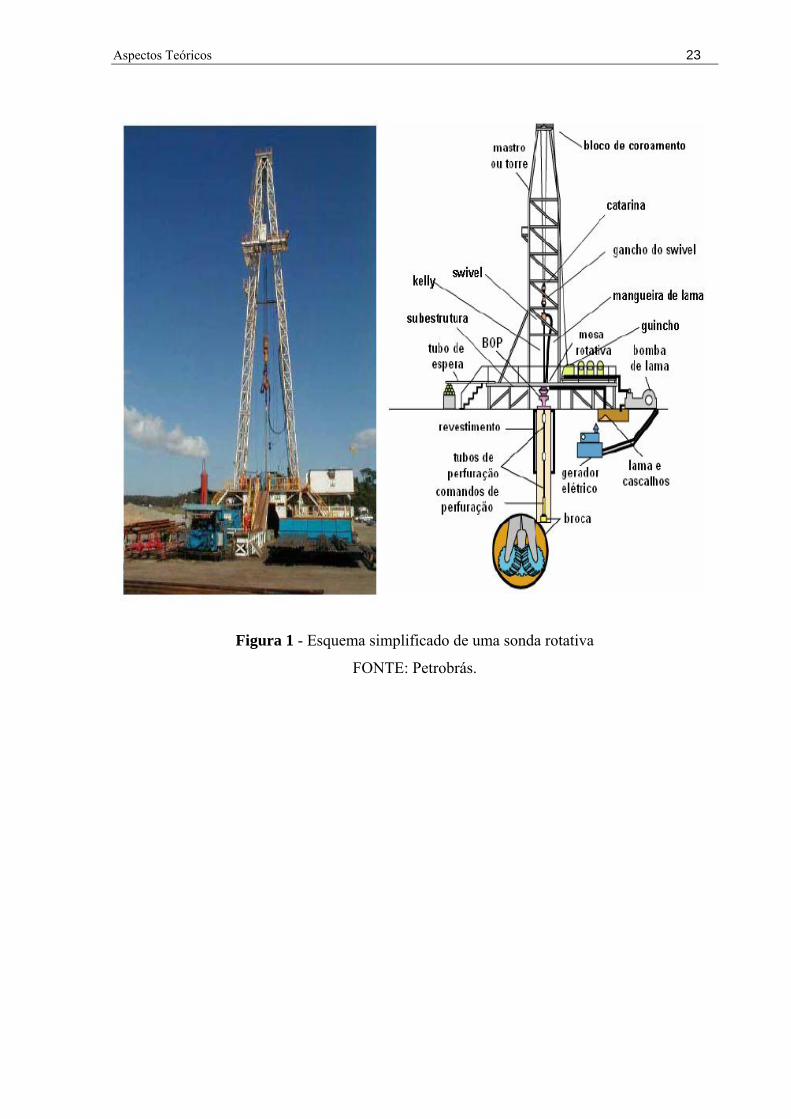
Aspectos Teóricos 23
Figura 1 - Esquema simplificado de uma sonda rotativa
FONTE: Petrobrás.

Aspectos Teóricos 24
Figura 2 - Equipamento de um processo de perfuração
Fonte: Petrobrás.
2.2 – Cimentação de Poços de petróleo
O primeiro uso do cimento em poços de petróleo ocorreu na Califórnia em 1883,
mas só a partir de 1903, parte do poço começou a ser cimentada como forma de combater as
infiltrações de água que podem levar a perda do mesmo, utilizando o cimento Portland em um
processo manual de mistura com água, para a obtenção da pasta de cimento
(HALLIBURTON, 1998). Estes poços, considerados difíceis, eram encontrados
freqüentemente nas praias da Califórnia e no “MidContinent” norte-americano (Texas), e
Aspectos Teóricos 25
foram os primeiros produtos de mercado das empresas de cimentação. Em 1905, Al Perkins
funda o que seria, nos próximos anos, a maior empresa californiana na especialidade, e em
1910, patenteou o método de bombear a pasta para o poço, com tampões metálicos à frente e
atrás desta, para evitar contaminação, sendo deslocada por vapor, água ou fluido de
perfuração (NELSON, 1990).
Depois de algum tempo trabalhando com Perkins, em 1919, Erle Halliburton parte
para o “MidContinent”, onde fundou sua própria empresa, Halliburton Cementing Co., que se
tornou, por sua vez, a maior empresa da especialidade. Em 1922, Halliburton patenteou o
misturador com jatos (jet mixer) automatizando a mistura de pasta, ampliando as
possibilidades operacionais, fazendo com que a prática de cimentar os revestimentos fosse
adotada pela maioria das companhias. Nesta época aguardava-se de 7 a 28 dias para o
endurecimento do cimento (HALLIBURTON, 1998).
A cimentação é uma das operações mais importantes realizadas em um poço de
petróleo. Ocorre após o término da perfuração com o objetivo de compor a vedação entre as
zonas permeáveis ou até mesmo em um único intervalo permeável, impedindo a
intercomunicação de fluidos da formação que ficam por trás do revestimento, bem como
propiciar suporte à coluna de revestimento (OLIVEIRA, 2004, VLACHOU e et al, 1997)
A operação de cimentação é realizada após a descida da coluna de revestimento,
com o objetivo de preencher o espaço anular entre a tubulação de revestimento e as paredes
do poço, de modo a fixar a tubulação e evitar possíveis migrações de fluidos. A seqüência
operacional de uma cimentação típica envolve a montagem das linhas de cimentação,
circulação para condicionamento do poço, injeção do colchão de lavagem e/ou espaçador,
teste das linhas de cimentação, lançamento do tampão de fundo, mistura da primeira pasta,
mistura da segunda pasta, lançamento do tampão de topo e deslocamento com fluido de
perfuração (NELSON, 1990).
As pastas de cimento contidas na unidade de cimentação são colocadas por
bombeio pelo interior da própria tubulação de revestimento. Este caminho ocorre em “U”,
havendo um diferencial de pressão entre o interior da coluna e o anular que favorece a subida
do fluido de perfuração e da pasta de cimento. A pressão experimentada pela pasta durante o
seu bombeio é igual à pressão hidrostática mais a pressão de bombeio, e pode chegar a
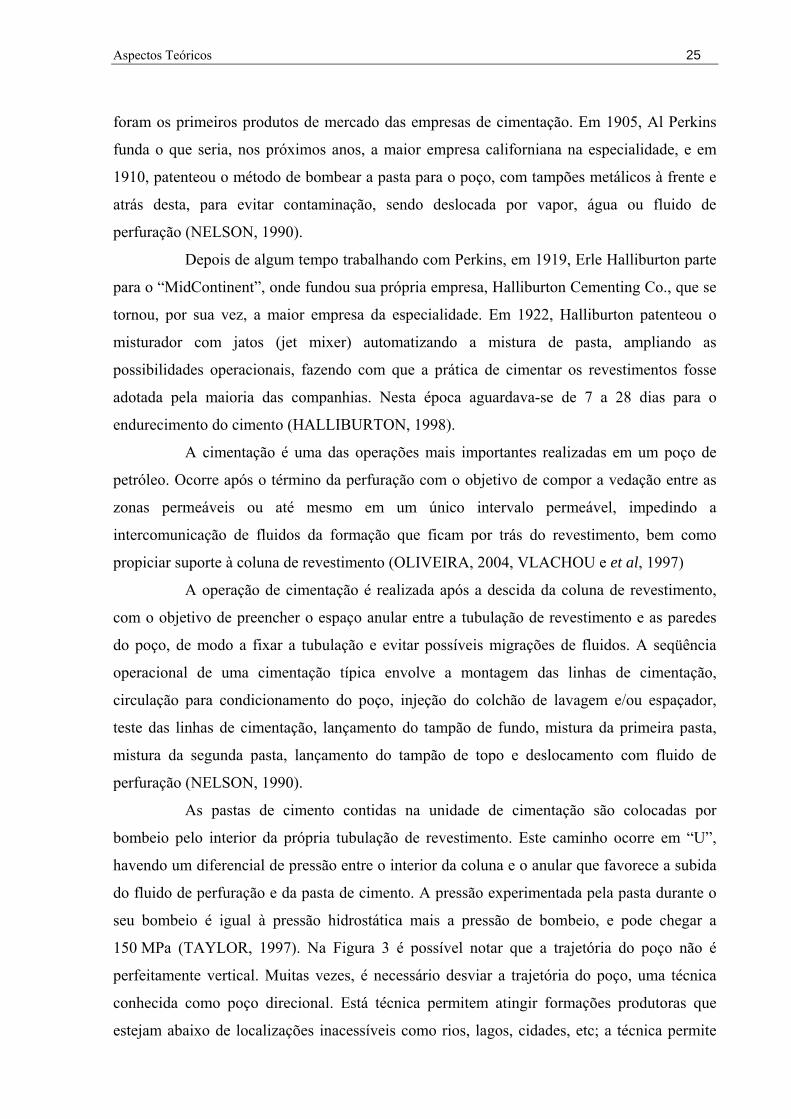
150 MPa (TAYLOR, 1997). Na Figura 3 é possível notar que a trajetória do poço não é
perfeitamente vertical. Muitas vezes, é necessário desviar a trajetória do poço, uma técnica
conhecida como poço direcional. Está técnica permitem atingir formações produtoras que
estejam abaixo de localizações inacessíveis como rios, lagos, cidades, etc; a técnica permite
Aspectos Teóricos 26
ainda, desviar acidentes geológicos (como salinas e falhas), perfurar vários poços de um
mesmo ponto (como plataformas marítimas) e outros.
Figura 3 – Esquema mostrando uma operação de cimentação de um poço de petróleo
direcional e alguns equipamentos e acessórios.
FONTE: Dowell Schlumberge, 1984.

Aspectos Teóricos 27
Existem dois tipos principais de cimentação: a cimentação primária e a cimentação
secundária.
2.2.1 – Cimentação Primária
A cimentação primária é de grande importância para a construção de qualquer
poço de petróleo, pois uma cimentação mal elaborada reduz o ciclo de vida do poço e implica
em custos adicionais em sua construção. Este tipo de cimentação é aquela realizada após a
descida de cada coluna de revestimento, e sua qualidade é avaliada, geralmente, por meio de
perfis acústicos corridos por dentro do revestimento (PELIPENKO e FRIGAARD, 2004;
THOMAS, 2001). Exemplo de cimentação primária na Figura 4.
Figura 4 – Cimentação Primária.
FONTE: COSTA, 2004.

Aspectos Teóricos 28
A função operacional da cimentação primária é de produzir um selo hidráulico
impermeável cimentoso no anular. Mas esta operação enfrenta problemas tais como:
densidade incorreta, gelificação prematura, aderência deficiente na interface, fluxo de gás
ascendente, entrada de gás na coluna de pasta, contração volumétrica, entre outros
(SANTOS JÚNIOR, 2006; PELIPENKO et al, 2004). Na Figura 5 observa-se um caso típico
de falha de cimentação.
Figura 5 - Esquema de poço com falha de cimentação.
FONTE: Dowell Schlumberger,1984.
Uma cimentação primária satisfatória está associada a uma boa aderência ao
revestimento e à formação rochosa, além do preenchimento de todo o espaço do anular. Antes
do bombeamento da pasta de cimento, são feitos exames laboratoriais para garantir o sucesso
na colocação da pasta no anular (SANTOS JÚNIOR, 2006). Embora com toda tecnologia e
cuidados com a pasta de cimento venham sendo aplicada em todas as etapas da cimentação,
essa operação nem sempre é realizada com sucesso em toda a extensão do poço, e pode ser
necessária uma nova operação de cimentação para evitar acidentes (MARINHO, 2004). Esta
nova etapa de cimentação de correção é conhecida como cimentação secundária.
Formações adjacentes
Bainha Cimentante
Revestimento Exposto à
formação comzonas de gás ou
sulfatos
Falhas de Cimentação

Aspectos Teóricos 29
2.2.2 – Cimentação secundária
A cimentação secundária é uma operação de emergência, que se destina a corrigir
erros ocorridos durante a cimentação primária. Um desses erros ocorre quando o cimento
bombeado não atinja a altura prevista no anular, podendo com isso, efetuar uma recimentação
e caso não seja possível, se realizará a compressão de cimento ou squeeze (THOMAS, 2001).
A Figura 6 mostra bem o squeeze. Quando ocorre de perda de circulação, abandono definitivo
ou temporário do poço coloca-se tampões de cimento ao longo da coluna
(COSTA, 2004; NELSON, 1990). A Figura 7 apresenta os tampões utilizados no abandono do
poço.
Figura 6 - Squeeze ou Compressão de cimento.
FONTE: COSTA, 2004.

Aspectos Teóricos 30
(a) (b)
Figura 7 - (a) Tampão de abandono; (b) Tampão de cimento.
FONTE: COSTA, 2004.
2.2.3 - Exemplos de problemas de cimentação
Problemas de cimentação podem estar relacionados ao deslocamento da lama de
perfuração e das pastas de cimento. Estes fluidos têm comportamento não Newtoniano e,
como tais, necessitam de uma pressão diferencial para fluir. A eficiência do deslocamento está
relacionada ao modelo de fluxo, mas também depende de condições mecânicas do poço
(VUK et al, 2000; MARTINEZ e MACDONALD, 1980);
Defeitos de cimentação se manifestam através dos canais em torno do
revestimento no espaço anular. Falhas de cimentação podem resultar em problemas de
segurança, ambiental e econômicos em produção de petróleo offshore. A migração de gás pelo
anular não é um problema inerente apenas a revestimentos posicionados em pequenas
profundidades, mas também em operações que envolvam a utilização de colunas de trabalho
ou de produção em poços perfurados em terra (onshore) ou no mar (offshore). Porém, o maior
risco, de fato, é a migração de gás atrás do revestimento condutor ou revestimento de
superfície porque, devido a pouca profundidade, o gás pode atingir a superfície dentro de

Aspectos Teóricos 31
poucas horas (BONETT e PAFITIS, 1996). Intervenções para interromper o fluxo de gás pelo
anular são difíceis de serem implantadas, por isso evitar que ela aconteça é a melhor maneira
de promover a segurança e proteger o ambiente (MARTINEZ e MACDONALD, 1980).
Outro problema enfrentado por poços da região nordeste do Brasil é devido à
resistência do cimento frente a métodos de recuperação especial de petróleo como injeção de
vapor. Em muitos casos, a formação de trincas no material cimentante, devido a esse método
de recuperação, compromete a integridade mecânica do anular, tornando necessária à
interrupção da produção do poço para uma operação de correção.
2.3 – Método térmico de recuperação: Injeção de Vapor
Em reservatórios cujos óleos são muito viscosos, como muitos dos poços da região
nordeste, geralmente, o resultado da utilização de um processo convencional de recuperação
de óleo não é satisfatório. A injeção de vapor é um processo bastante apropriado para
formações muito permeáveis e espessas, portadoras de óleo viscoso (CURBELO, 2006;
QUEIROZ, 2005).
O método consiste na injeção de vapor superaquecido no reservatório formando
um banco de vapor que se condensa e transfere calor para o óleo, água e própria rocha,
inclusive as das camadas adjacentes. Esse método apresenta dois modos de operação:
contínuo e cíclico (LACERDA, 2000).
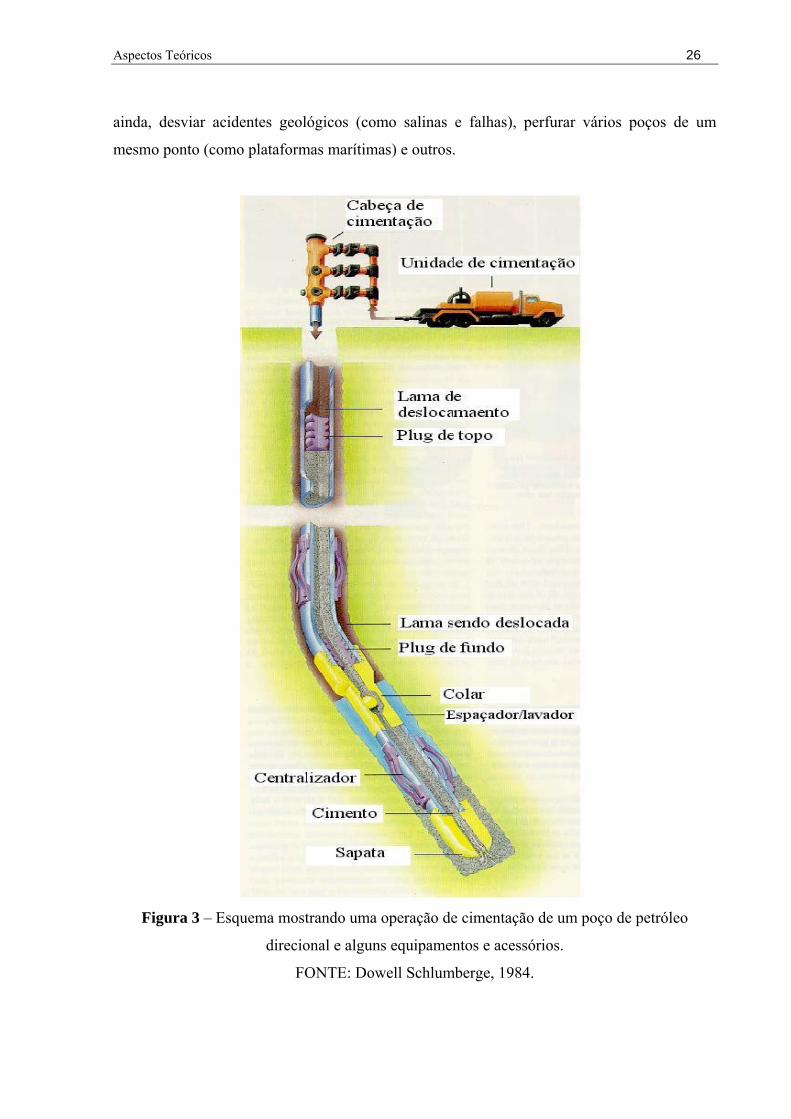
No modo de Injeção contínua, vapor é continuamente injetado nos poços
específicos para a injeção (poço injetor). No poço produtor, o óleo agora com menor
viscosidade, é deslocado para produção, como ilustra a Figura 8.
Aspectos Teóricos 32
Figura 8 - Injeção contínua de vapor.
Disponível em: http://www.fossilenergy.gov/education/energylessons/oil/oil4.htm. Acessado
em 26/06/2006.
Adiante do vapor, está a zona de água condensada através da qual a temperatura
diminui a partir da temperatura do vapor até a do reservatório. Nessa zona, a redução da
saturação de óleo é máxima devido às menores viscosidades, dilatação do óleo e alta
temperatura.
O modo de Injeção Cíclica de Vapor foi relatado por Haan e Van Hookeren em
1959. Esse método de recuperação foi descoberto pela Shell na Venezuela em 1959 quando se
produzia óleo pesado por injeção contínua de vapor. Durante a injeção ocorreu um
rompimento (“breafthrough”) de vapor e, para reduzir a pressão de vapor no reservatório, o
poço injetor foi posto em produção, sendo observado produção de óleo com vazões
consideráveis. Esse método é conhecido também como estimulação de vapor, ‘steam-soak’ e
‘huff and puff’ (QUEIROZ, 2005).
A estimulação por Injeção cíclica de vapor envolve três fases (Figura 9). A
primeira fase é a injeção de vapor por um período específico de tempo (1 a 6 semanas) dentro
do poço produtor, seguido de um curto período de tempo com o poço fechado (“soak period”),
com duração de 3 a 6 dias, onde calor latente do vapor é melhor distribuído para uma parte
maior do reservatório; e finalmente, o poço é recolocado em produção durante meses a anos.

Aspectos Teóricos 33
Esse processo constitui um ciclo. Todas as fases do ciclo podem sofrer variação para
minimizar os custos do processo.
Figura 9 – Injeção Cíclica de Vapor.
FONTE: Dowell Schlumberge, 1984.
O ciclo de injeção é repetido por um número de vezes até que o limite econômico
na produção seja alcançado. O calor injetado causa um aumento na temperatura do
reservatório que leva a uma diminuição da viscosidade do óleo, em função disso, a

Aspectos Teóricos 34
mobilidade do óleo é acentuada. O efeito da redução de viscosidade é temporário devido ao
resfriamento subseqüente da região. Devido a esse ciclo repetido na recuperação do óleo, há
um aumento de temperatura e de pressão no interior que se propaga por todo o reservatório.
Esse aumento de temperatura e pressão fluidifica o óleo, favorecendo sua produção, mas, em
longo prazo, compromete a bainha cimentante. O calor injetado provoca a dilatação do
revestimento, que tende a voltar às suas dimensões iniciais, depois de cessado o processo de
injeção. Entretanto, a bainha circundante a este revestimento, por ser um material cerâmico,
não acompanha tais ciclos de dilatação/retração. Logo, resultará em formação e crescimento
de trincas, reduzindo a vida útil do poço produtor.
Com isso, vários estudos têm sido efetuados para melhorar as propriedades
termomecânicas das pastas de cimento. Estas são formadas, basicamente de cimento, que é o
material mais importante da pasta, água e aditivos.
2.4 - Cimento Portland
2.4.1 - Histórico
O material mais utilizado para cimentação em poços de petróleo em geral é o
cimento Portland devido as suas qualidades, fácil manuseio e adequação às diversas
solicitações de um poço (SAOÛT et al, 2005; NELSON, 1990). Apesar de suas qualidades e
de seu uso generalizado, novos desafios têm sido propostos aos pesquisadores da área
cimenteira, particularmente no que diz respeito ao consumo, utilização e melhoria dos
cimentos.
A produção e utilização do cimento Portland é bem antiga, iniciando-se no antigo
Egito, onde se empregava gesso impuro com cal. Os gregos e romanos misturaram a cal dos
egípcios com água, areia e pedra fragmentada, originando o primeiro concreto da história. Na
idade média, houve um grande declínio no uso do cimento, só retornando em 1756, quando
John Smeanton encarregou de reconstruir o farol de Eddystone, desenvolvendo uma
argamassa resultante da queima de argila e cal. John Aspdim em 1824 patenteou o
aglomerante de nódulos calcinado de calcário argiloso em proporções apropriadas com o
nome de cimento Portland (MEHTA e MONTEIRO, 2001).

Aspectos Teóricos 35
Hoje, o cimento Portland é definido como aglomerante hidráulico obtido pela
moagem de clínquer Portland com adição, durante a moagem, de pequena quantidade de
sulfato de cálcio (gesso) para regular o tempo do início de hidratação dos componentes
(tempo inicial de pega) (API, 2000 (a)).
2.4.2 - Produção e composição química do cimento Portland
O cimento é essencialmente produzido a partir da mistura de calcário e argila.
Basicamente, as matérias-primas do cimento Portland são: calcário, sílica, alumina, óxido de
ferro e sulfato de cálcio, sendo que os quatros primeiros óxidos são usados para produção do
clínquer. Já o sulfato de cálcio é usado na forma de gesso (CaSO4. 2H2O) ou hemidrato
(CaSO4 . 1/2H2O), ou CaSO4, ou uma mistura dos três; este é adicionado posteriormente,
durante a etapa de moagem, para controle da hidratação inicial do cimento, uma vez que na
ausência desse, a pasta de cimento sofreria uma pega muito rápida e irreversível (TAYLOR,
1997).
O processo de fabricação do cimento consiste em retirar o calcário da jazida, levá-
lo ao britador para diminuir seu tamanho e misturá-los a argila. Em seguida, a mistura é
levada a um moinho de bolas para gerar um pó bem fino (farinha de cru). Esse pó é bombeado
até os silos onde é feito o balanceamento das proporções adequadas à produção do cimento
por meio de peneiras. Após o processo de balanceamento, o pó é colocado em um forno
rotativo até uma temperatura de cerca de 1.450 °C, fornecendo uma energia necessária às
reações químicas de formação do clínquer de cimento. Ao sair do forno, o clínquer é resfriado
para manter as características físico-químicas do produto final e, em seguida, o mesmo é
moído juntamente com o sulfato de cálcio. O resultado desta última moagem é o cimento
pronto para ser comercializado (SANTOS JÚNIOR, 2006; NELSON, 1990).
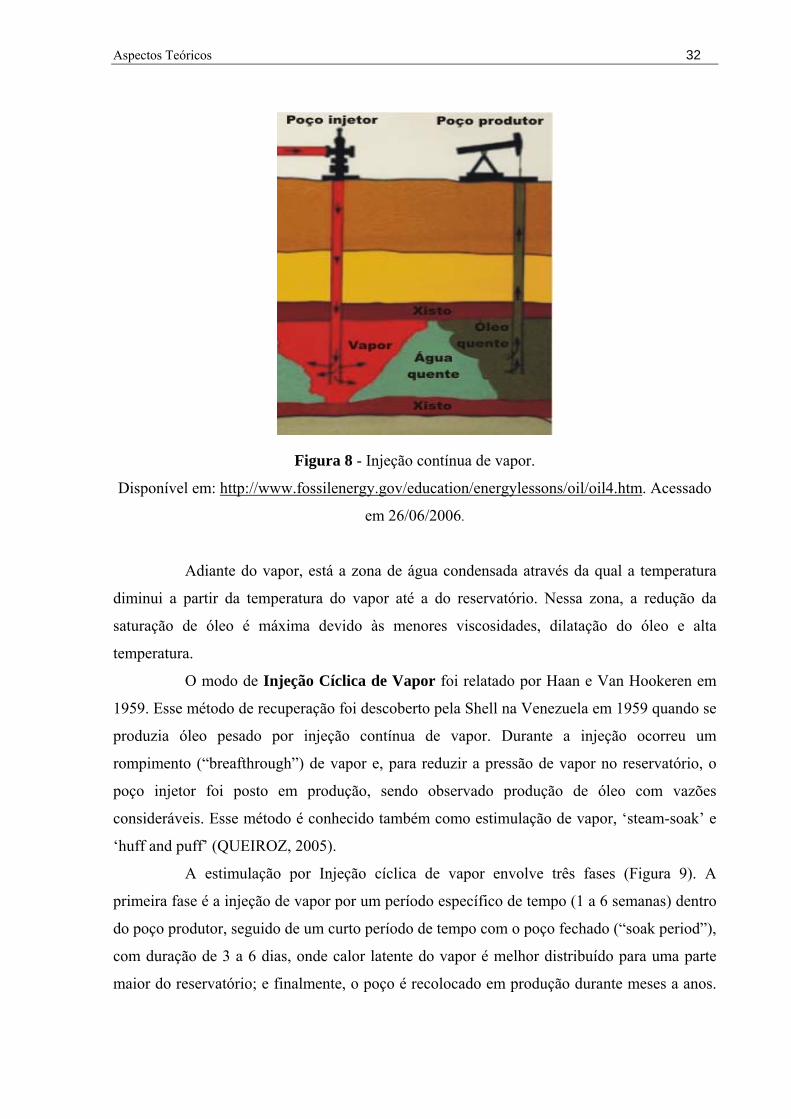
Na Figura 10 tem-se um esquema bem simplificado do processo de fabricação do
cimento Portland (KIHARA e MARCIANO, 1995).
Aspectos Teóricos 36
Figura 10 - Processo de fabricação do cimento Portland.
FONTE: KIHARA e MARCIANO, 1995.
Durante o processo de fabricação mostrado acima, a mistura bem proporcionada
dos quatros principais componentes químicos, Cal, Sílica (SiO2), Alumina (Al2O3), Óxido de
ferro (Fe2O3) reagem entre si, dando origem a uma série de produtos complexos tais como, o
silicato tricálcio, silicato dicálcio, aluminato tricálcio e o ferroaluminato de cálcio (TAYLOR,
1997), que possuem constituições conforme Tabela 1.
Essas reações químicas que ocorrem no interior de um forno rotativo, a partir da
mistura do calcário, que é constituído basicamente por carbonato de cálcio (CaCO3), além de
magnésio, silício, alumínio ou ferro, e da argila, que é constituída por silicatos contendo
alumínio e ferro, sob altas temperaturas.
Primeiramente, ocorre a evaporação da água livre em temperaturas abaixo de
100°C. Posteriormente, a partir de 340°C, tem-se início a decomposição do carbonato de
magnésio (MgCO3), cujo óxido de magnésio, gerado desta reação, não se combina com os
demais óxidos. A reação de decomposição do MgCO3 ocorre na forma da equação 2.1
(SANTOS JÚNIOR, 2006):
2(G)(S)3(S) COMgOMgCO +→ (2.1)
A decomposição do carbonato de cálcio, só acontece acima de 805 °C e atinge o
seu ponto crítico em 895 °C. Existe um grande consumo de energia para a realização desta
decomposição, que acontece da forma da equação 2.2 (SANTOS JÚNIOR, 2006):
Aspectos Teóricos 37
3( ) ( ) 2( )S S GCaCO CaO CO→ + (2.2)
Na realidade, a primeira reação de formação do clínquer (clinquerização) ocorre a
550 °C, com a perda de água da argila e com o surgimento das fases silicatos. Entretanto, o
silicato dicálcico (Ca2.SiO4) tem sua formação e pode ser expressa na equação 2.3
(GOTHENBURG, 1997).
422 SiOCaSiOCaO2 →+ (2.3)
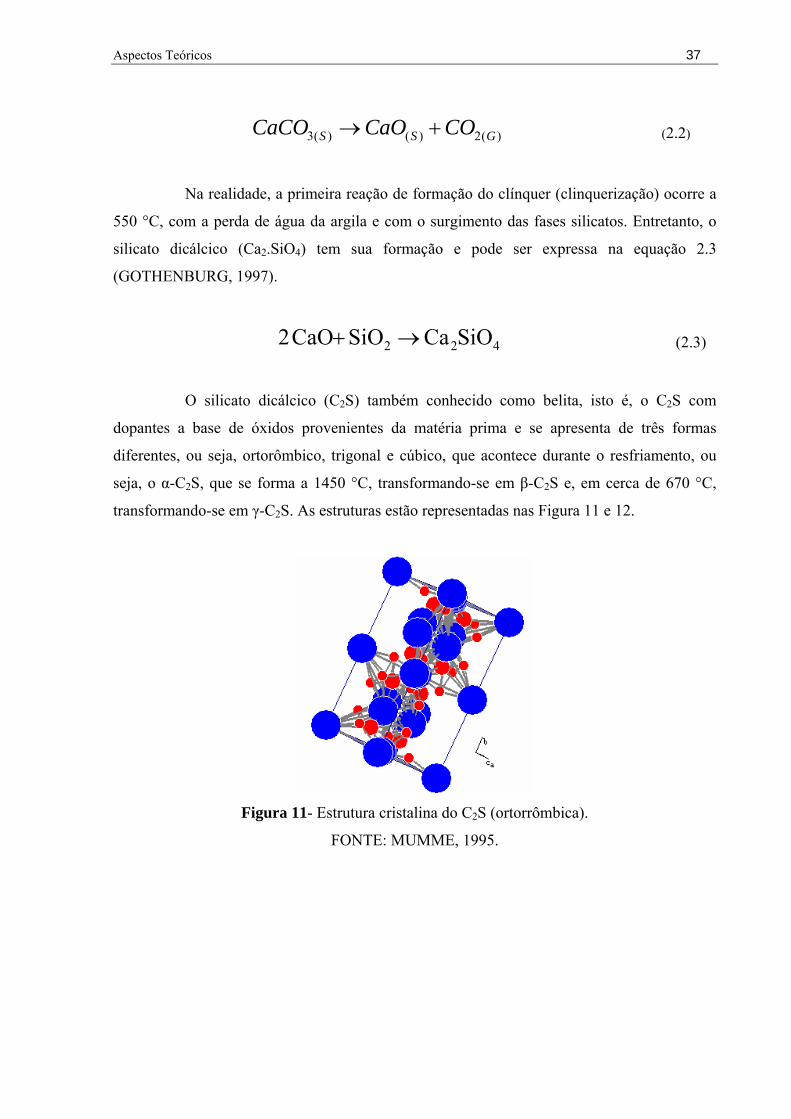
O silicato dicálcico (C2S) também conhecido como belita, isto é, o C2S com
dopantes a base de óxidos provenientes da matéria prima e se apresenta de três formas
diferentes, ou seja, ortorômbico, trigonal e cúbico, que acontece durante o resfriamento, ou
seja, o α-C2S, que se forma a 1450 °C, transformando-se em β-C2S e, em cerca de 670 °C,
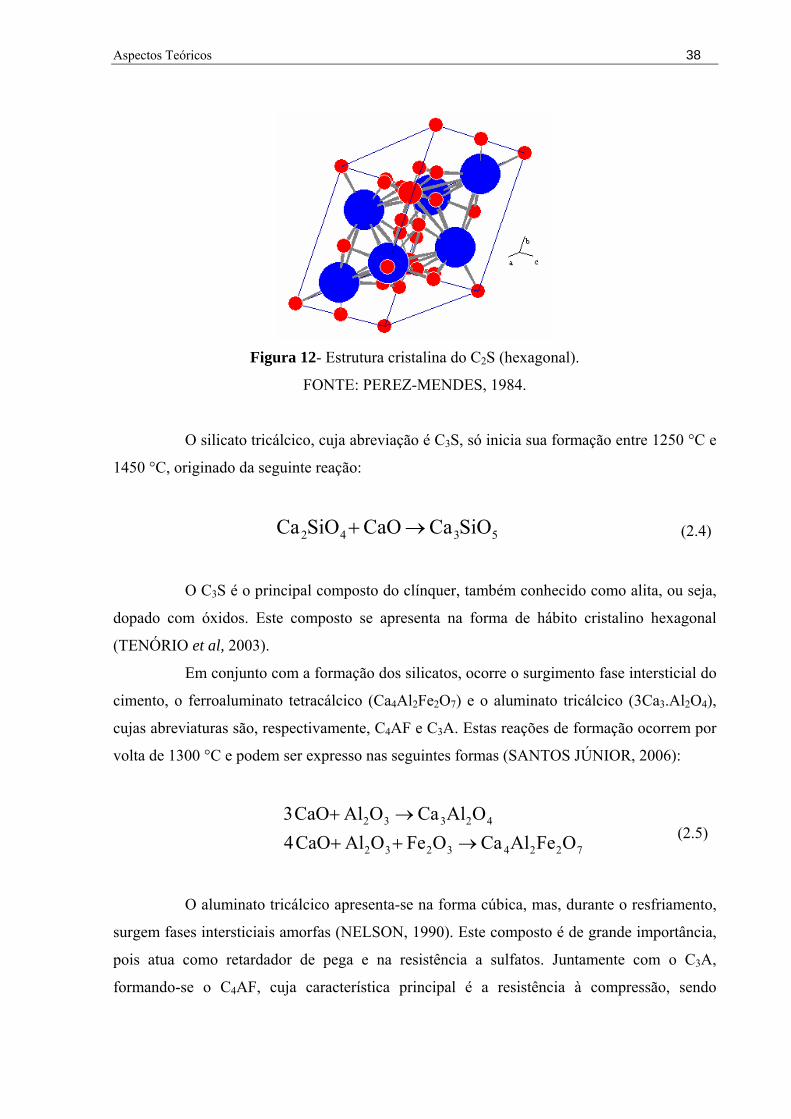
transformando-se em γ-C2S. As estruturas estão representadas nas Figura 11 e 12.
Figura 11- Estrutura cristalina do C2S (ortorrômbica).
FONTE: MUMME, 1995.
Aspectos Teóricos 38
Figura 12- Estrutura cristalina do C2S (hexagonal).
FONTE: PEREZ-MENDES, 1984.
O silicato tricálcico, cuja abreviação é C3S, só inicia sua formação entre 1250 °C e
1450 °C, originado da seguinte reação:
5342 SiOCaCaOSiOCa →+ (2.4)
O C3S é o principal composto do clínquer, também conhecido como alita, ou seja,
dopado com óxidos. Este composto se apresenta na forma de hábito cristalino hexagonal
(TENÓRIO et al, 2003).
Em conjunto com a formação dos silicatos, ocorre o surgimento fase intersticial do
cimento, o ferroaluminato tetracálcico (Ca4Al2Fe2O7) e o aluminato tricálcico (3Ca3.Al2O4),
cujas abreviaturas são, respectivamente, C4AF e C3A. Estas reações de formação ocorrem por
volta de 1300 °C e podem ser expresso nas seguintes formas (SANTOS JÚNIOR, 2006):
72243232
42332
OFeAlCaOFeOAlCaO4OAlCaOAlCaO3
→++→+
(2.5)
O aluminato tricálcico apresenta-se na forma cúbica, mas, durante o resfriamento,
surgem fases intersticiais amorfas (NELSON, 1990). Este composto é de grande importância,
pois atua como retardador de pega e na resistência a sulfatos. Juntamente com o C3A,
formando-se o C4AF, cuja característica principal é a resistência à compressão, sendo
Aspectos Teóricos 39
responsável pela coloração cinzenta do cimento, devido à presença de ferro
(HALL e SCRIVENER, 1998).
As reações de clinquerização só se completam no resfriamento, onde pode ocorrer
o retorno do óxido de cálcio (CaO – cal livre) (HALL e SCRIVENER, 1998;
NELSON, 1990), com exemplo, na reação mostrada (equação 2.6):
CaOSiO.OCaSiO.CaO3 422 +→ (2.6)
Além dos compostos principais citados acima, existem compostos secundários,
como MgO, TiO2, MnO2, K2O e Na2O; sendo que estes não representam mais do que uma
pequena porcentagem da massa de cimento, mas os álcalis (Na2O e K2O) podem acelerar a
pega do cimento, estão na forma livre e como dopante nos C2S e C3S do cimento. Também,
percebe-se que estes óxidos secundários influenciam na taxa de crescimento da resistência à
compressão do cimento (SANTOS JÚNIOR, 2006).
Na Tabela 1, apresenta-se um resumo da composição, constituição, fórmula,
símbolo e percentagem em massa dos compostos do cimento Portland.
Tabela 1- Compostos principais do cimento Portland
Composto Constituição Fórmula Símbolo % em massa
Silicato tricálcio 3CaO. SiO2 Ca3SiO5 C3S 50 – 70
Silicato dicálcio 2CaO. SiO2 Ca2SiO4 C2S 15 – 30
Aluminato tricálcio 3CaO. Al2O3 Ca3Al2O6 C3A 5 – 10
Ferroaluminato de Cálcio 4CaO. Al2O3. FeO3 C4(Al/Fe)O5 C4AF 5 – 15
2.4.3 - Tipos de cimento Portland
Existem diversos tipos de cimento Portland que atendem as diversas utilidades
específicas, tais como durabilidade e resistência. Os tipos de cimentos são classificados de

Aspectos Teóricos 40
acordo com “American Standart Test Measurements” – ASTM C 150 (FHWA, 1990). No
Brasil, as normas “Norma Brasileira” (NBR) da Associação Brasileira de Normas Técnicas –
ABNT classificam os cimentos Portland nos cinco tipos seguintes, na Tabela 2.
Tabela 2- Tipos de cimento Portland
Tipo de cimento Norma (NBR) Descrição
CP I 5732 Cimento Portland Comum CP II 11578 Cimento Portland Composto
CP III 5735 Cimento Portland Alto forno
CP IV 5736 Cimento Portland Pozolânico
CP V 5735 Cimento Portland Alta resistência inicial
A API reconheceu que os métodos para testar cimentos para construção civil não
eram adequados para aplicações em cimentação de poços de petróleo. Desde então, quem
desejar produzir estes cimentos deve seguir as especificações da API SPEC 10A. Entretanto,
muitas classes API são análogas ou muito similares aos vários tipos de cimentos da
construção civil. Isto está relacionado ao fato do consumo de cimento Portland para poços de
petróleo representar apenas 1 % da produção mundial de cimento. Logo, os cimentos API são
derivados do mesmo clínquer dos cimentos comuns da construção civil, com redução da
granulometria e uso de aditivos (HIBBELER et al, 2000).
Para a indústria de petróleo, a API classificou os cimentos Portland em classes,
designados pelas letras de A a J (Tabela 3), em função da composição química do clínquer
que deve estar adequada às condições de uso, pela distribuição relativa das fases e também
adequada à profundidade e a temperatura dos poços (NELSON, 1990).

Aspectos Teóricos 41
Tabela 3- Classificação e Características do Cimento API/ASTM
Classe API
Profundidade de uso Características
A Superfície a 1830 m Similar ao ASTM tipo I.
B Superfície a 1830 m Alta resistência ao sulfato, Baixo teor de C3A. Similar ao ASTM tipo II.
C Superfície a 1830 m Alto teor de C3A e alta área superficial. Alta resistência mecânica no início da pega. Similar ao ASTM tipo III.
D Superfície a 3050 m Pega retardada para maiores profundidades. Média e alta resistência ao sulfato. Moderada resistência a altas temperaturas e altas pressões.
E Superfície a 4270 m Pega retardada para maiores profundidades. Média e alta resistência ao sulfato. Alta resistência a altas temperaturas e altas pressões.
F Superfície a 4880 m Pega retardada para maiores profundidades. Média e alta resistência ao sulfato. Alta resistência a pressões de altas profundidades.
G Superfície a 2440 m Admite uso de aditivos para ajuste de propriedade. Média e alta resistência ao sulfato.
H Superfície a 2440 m Admite uso de aditivos para ajuste de propriedades. Média e alta resistência ao sulfato. Menor área superficial do clínquer em relação ao G.
J Superfície de 3660 m a 4880 m
Sob condições de pressão e temperatura extremamente elevadas.
Neste trabalho, o cimento utilizado na formulação das pastas foi o portland classe
especial (NBR 9831), desenvolvido pela Petróleo Brasileiro S.A. – Petrobras para atender a
condições e temperaturas exigidas pelos poços de petróleo.
A utilização do cimento Portland classe especial é a mesma do cimento Portland
classe G. Sendo que a classe especial apresenta diferenças no que diz respeito às pastas puras,
isto é, o primeiro possui 2 % a mais de teor de água em peso de cimento, granulometria entre
17,5 % e 20,5 % em relação à granulometria de 325 mesh, perda ao fogo de no máximo 2 %,

Aspectos Teóricos 42
teor de C3S de 55 a 65 % e um máximo de 1 % de conteúdo alcalino total
(PETROBRAS, 2002).
2.4.4 - Hidratação da pasta de cimento Portland
O processo de hidratação do cimento não é ainda totalmente entendido e, portanto,
está sujeito a controvérsias. Por causa disso, existem várias teorias que procuram explicar esse
processo, mas com base em hipóteses iniciais diferentes, as análises de calorimetria mostram
que as reações químicas, durante o processo de hidratação, ocorrem muito rapidamente nas
primeiras 4 horas e continuam ocorrendo mais lentamente ao longo do tempo
(SANTOS JUNIOR, 2006).
A hidratação do cimento se dá nos seguintes estágios: dissolução; precipitação e
depois por difusão. No primeiro, conhecido como processo de hidratação inicial, ocorre ao se
adicionar certa quantidade de água ao cimento Portland. Nessa etapa tem-se, quase que
instantaneamente, o início de uma série complexa de reações de dissolução de compostos
anidros e a formação de novas fases hidratadas na solução. Nesse estágio, há um aumento da
taxa de liberação de calor. Esta taxa diminui rapidamente durante o período de indução, que é
o período subseqüente conhecido por período de dormência, que ocorre a partir dos 15
minutos iniciais até cerca de 4h após a mistura (JOLICOUER e SIMARD, 1998;
HANEHARA e YAMADA, 1999). Nesse período predominam a reações das fases aluminato
e, finalizando, a taxa de evolução aumenta rapidamente dando início ao período de aceleração
da hidratação, também conhecido como período de pega, que ocorre após 4 horas
(TAYLOR, 1997).
A estabilidade do processo de pega é governada por forças coloidais (forças
Coulombianas e de Van der Waals), onde à distância entre duas partículas coloidais depende
do potencial de interação (V), o qual é a soma do termo atrativo (Van der Walls) com o termo
repulsivo (força coulombiana), de acordo com a Figura 13.
Aspectos Teóricos 43
Figura 13 - Potencial de interação em função da distância entre partículas.
FONTE: GRIESSER, 2002.
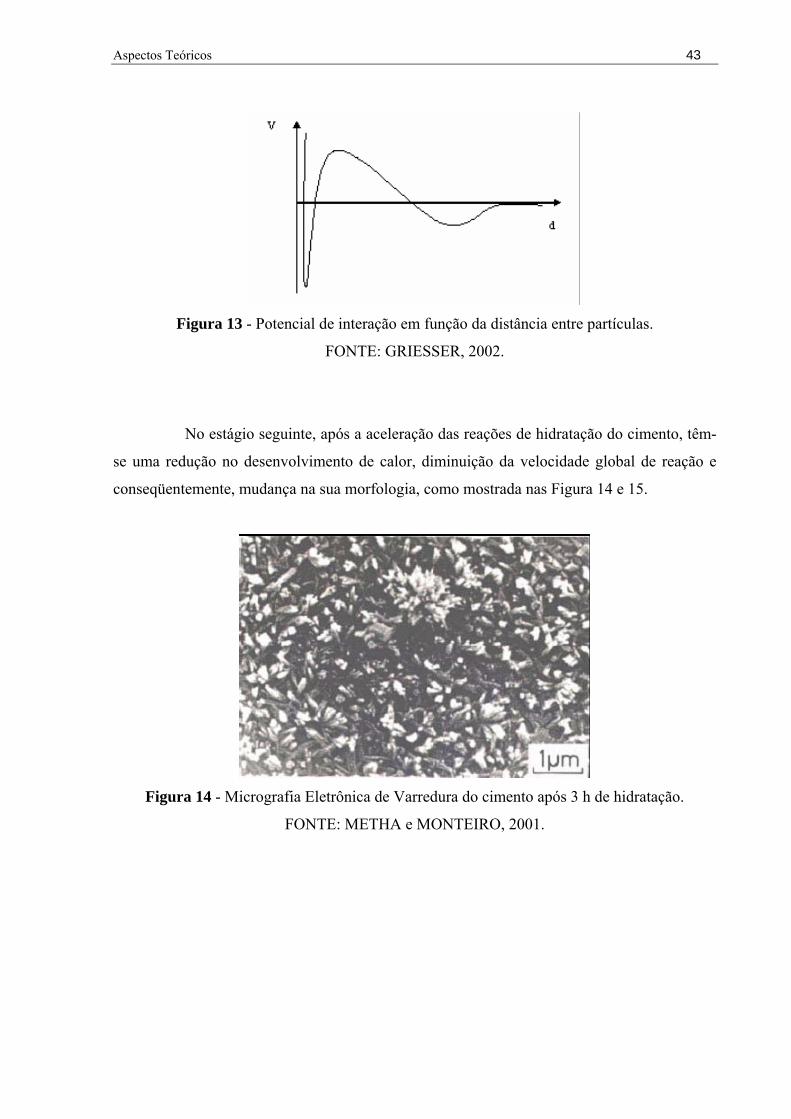
No estágio seguinte, após a aceleração das reações de hidratação do cimento, têm-
se uma redução no desenvolvimento de calor, diminuição da velocidade global de reação e
conseqüentemente, mudança na sua morfologia, como mostrada nas Figura 14 e 15.
Figura 14 - Micrografia Eletrônica de Varredura do cimento após 3 h de hidratação.
FONTE: METHA e MONTEIRO, 2001.

Aspectos Teóricos 44
Figura 15 - Micrografia Eletrônica de Varredura do cimento após 10 h de hidratação.
FONTE: METHA e MONTEIRO, 2001.
A taxa de hidratação do cimento Portland nos primeiros dias segue a seguinte
ordem: C3A > C3S > C4AF > C2S (JOLICOUER e SIMARD, 1998). Que serão explicados a
seguir.
2.4.5 - Hidratação das fases silicatos
Os primeiros hidratos são formados no início da reação de hidratação, recobrindo
as superfícies das partículas de cimento, a partir dos íons Ca+2, H2SiO4-2 e OH-, formando o
silicato de cálcio hidratado CaO.SiO2.H2O (C-S-H) ou gel de torbemorita com a liberação de
cal na forma de Ca(OH)2, conhecido como Portlandita, representado por CH. O C-S-H é
responsável pelas propriedades hidráulicas do cimento (SANTOS JUNIOR, 2006;
SALHAN et al, 2003; GRIESSER, 2002; AÏTCIN, 2000).
O processo de hidratação do silicato tricálcico (C3S) e silicato dicálcico (C2S)
ocorrem simultaneamente, produzindo silicato de cálcio hidratado (CSH) e hidróxido de
cálcio (NELSON, 1990; PREECE et al, 2001; SALHAN et al, 2003;
BILLINGHAM et al, 2005). Como mostram as próximas equações químicas 2.7 até 2.10:
( ) ( ) ( ) ( ) O)H.3(CaOOH.SiO.CaOOH6SiO.CaO2 23222322 2+→+ (2.7)
( ) ( ) ( ) ( ) OH.CaOOH.SiO.CaOOH4SiO.CaO2 23222322 2+→+ (2.8)

Aspectos Teóricos 45
De acordo com a nomenclatura da indústria de cimentos estas equações químicas
são representadas da seguinte forma:
CH3HSCH6SC3 _3_2_32 +→+ (2.9)
CHHSCH4SC2 _3_2_32 +→+ (2.10)
METHA e MONTEIRO (2001) descreve que a estequiometria das reações do C3S
produz cerca de 61 % de C-S-H e 39 % de CH e a estequiometria da reação de hidratação do
C2S produz cerca de 82 % de C-S-H e 18 % de CH.
O processo de hidratação do C3S (Alita) e C2S (Belita) é exotérmico e acontecer
simultaneamente, mais a hidratação do C3S é bem mais rápida do que a do C2S e libera mais
hidróxido de cálcio. Além disso, a rede cristalina formada durante a hidratação destes
compostos é que garante a resistência da pasta de cimento portland (NELSON, 1990). O
grande responsável pela resistência mecânica do cimento é o C-S-H, que possui estrutura
praticamente amorfa (Figura 16). Já a Portlandita (CH) possui morfologia bem definida, de
forma cristalina e prismática, com tendência à forma hexagonal, como mostra a Figura 17.
Este elemento pouco contribui para a resistência mecânica da pasta de cimento, mais tem
grande influência no tempo de pega da pasta de cimento (GOMES, 2005).
Figura 16 - Micrografia Eletrônica de Varredura mostrando a fase C-S-H.

Aspectos Teóricos 46
Figura 17 - Micrografia Eletrônica de Varredura mostrando a fase Portlandita.
FONTE: LIMA, 2004.
2.4.6 - Hidratação da fase aluminato
A hidratação do C3A é muito importante para as condições reológicas durante as
primeiras horas de hidratação do cimento (GRIESSER, 2002). Este composto ao reagir com o
gesso hidratado (CaSO4.2H2O), controla a sua hidratação, uma vez que a ausência desses
ocorreria o enrijecimento muito rápido da pasta de cimento Portland, conhecido como pega
instantânea, que prejudica as propriedades físicas da pasta (NELSON,1990).
O resultado da reação do gesso com o C3A é a formação do sulfoaluminato
insolúvel (3CaO.Al2O3.3CaSO4.32H2O), mas, eventualmente, forma-se um composto
metaestável chamado de aluminato de cálcio hidratado, conhecido como etringita, conforme
equação química (2.11). O gesso além de ser um poderoso agente retardador, forma uma
camada impermeável que bloqueia qualquer nova hidratação do C3A (CHEN et al, 2004).
O2H.324CaSO.3A3CH3224SO32Ca3A3C →+−+−+ (2.11)
(Gipsita) (Etringita)
A etringita apresenta morfologia fibrosa com longas agulhas hexagonais
(TAYLOR, 1997), de acordo com a Figura 18.
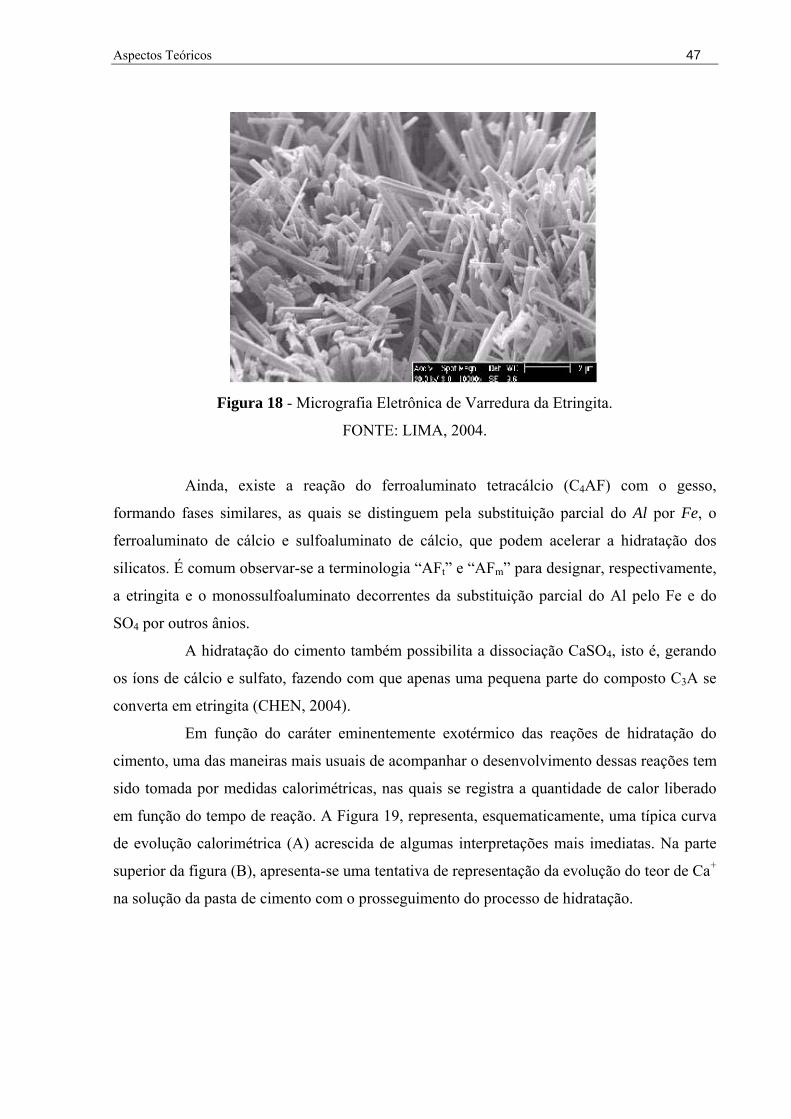
Aspectos Teóricos 47
Figura 18 - Micrografia Eletrônica de Varredura da Etringita.
FONTE: LIMA, 2004.
Ainda, existe a reação do ferroaluminato tetracálcio (C4AF) com o gesso,
formando fases similares, as quais se distinguem pela substituição parcial do Al por Fe, o
ferroaluminato de cálcio e sulfoaluminato de cálcio, que podem acelerar a hidratação dos
silicatos. É comum observar-se a terminologia “AFt” e “AFm” para designar, respectivamente,
a etringita e o monossulfoaluminato decorrentes da substituição parcial do Al pelo Fe e do
SO4 por outros ânios.
A hidratação do cimento também possibilita a dissociação CaSO4, isto é, gerando
os íons de cálcio e sulfato, fazendo com que apenas uma pequena parte do composto C3A se
converta em etringita (CHEN, 2004).
Em função do caráter eminentemente exotérmico das reações de hidratação do
cimento, uma das maneiras mais usuais de acompanhar o desenvolvimento dessas reações tem
sido tomada por medidas calorimétricas, nas quais se registra a quantidade de calor liberado
em função do tempo de reação. A Figura 19, representa, esquematicamente, uma típica curva
de evolução calorimétrica (A) acrescida de algumas interpretações mais imediatas. Na parte
superior da figura (B), apresenta-se uma tentativa de representação da evolução do teor de Ca+
na solução da pasta de cimento com o prosseguimento do processo de hidratação.

Aspectos Teóricos 48
Figura 19 - Curvas Esquemáticas da taxa de liberação de calor (A) e a concentração do Ca2+
em solução (B) durante o processo de hidratação do cimento
FONTE: LIMA, 2004.
Todas essas reações químicas que ocorrem após a adição de água ao cimento são
as mesmas, independentes da classificação do cimento Portland, variando apenas a velocidade
com que elas ocorrem. Essa velocidade vai depender da quantidade de cada fase presente e do
tamanho das partículas de cimento (HIBBELER et al, 2000).
2.4.7 - Tempo de pega e tempo de cura das pastas de cimento
Quando se vai selecionar a pasta de cimento para ser utilizada na cimentação de
um poço de petróleo, um grande número de considerações é feito. Neste trabalho, um dos
fatores de estudo foi o tempo de cura da pasta de cimento Portland.
O tempo de cura, nesse caso específico, é o tempo em que o corpo fica em
processo de hidratação até a sua estabilidade, que é em 28 dias. De acordo com a Figura 20, a
resistência do cimento aumenta durante esse tempo de estabilização da pasta.

Aspectos Teóricos 49
Figura 20 - Relação entre resistência à compressão da pasta de cimento e o tempo de cura.
FONTE: SANTOS JUNIOR, 2006.
O tempo de pega é um fator importante nas pastas de cimento para poços de
petróleo e são escolhidos de acordo com a temperatura do poço (BENSTED, 1993). Um
cimento sendo hidratado constitui-se de uma massa plástica que, após certo tempo, começa
perder essa plasticidade chegando ao que se denomina de início de pega, o que evidencia as
reações de hidratação já descritas anteriormente. O início da pega corresponde a um aumento
brusco da consistência da pasta e uma elevação da sua temperatura. O fim da pega ocorre
quando a pasta cessa de ser deformável para pequenas cargas e se torna um bloco rígido. Daí
em diante, a massa de cimento continua a aumentar a coesão e a resistência entrando na fase
de endurecimento (NELSON, 1990).
Para cada tipo de clínquer, existe uma quantidade ótima de gesso a ser adicionada
para retardar a pega, ou seja, aumentar o tempo disponível de bombeabilidade da pasta. Essa
quantidade é função do teor de C3A, que reage mais rapidamente com a água e também é
função da percentagem de álcalis e do grau de moagem. Neste caso, os cimentos muitos finos
dão início de pega rápido e fim de pega mais demorado que os mais grossos. O aumento da
temperatura também diminui o tempo de pega (MARINHO, 2004; LIMA, 2004).
Os cimentos podem ser classificados como: de pega normal, quando a pega
ultrapassa 60 min, de pega semi-rápida, quando demoram entre 30 min e 60 min, e de pega
rápida, quando demora menos do que 30 min. O fim da pega se dá entre 5 h e 10 h do início,
para os cimentos normais, e poucos minutos após seu início, para os de pega rápida
(LIMA, 2004).
Aspectos Teóricos 50
No processo de pega e endurecimento, a reação com a água produz rapidamente
uma capa superficial de produtos de hidratação envolvendo cada partícula (NELSON, 1990).
Os produtos de hidratação ocupam um espaço maior, em parte às expensas das partículas e em
parte às expensas do líquido, todavia, ainda com dimensões coloidais, apesar de haver cristais
maiores de hidróxido de cálcio. Com o progresso da reação, as camadas dos produtos de
hidratação se estendem e começam a se unir de tal maneira que se forma um gel nos espaços
intergranulares, correspondendo à fase plástica da pasta (TAYLOR, 1997). À medida que a
reação progride, as partículas existentes entre os grãos aumentam e vão se apertando
progressivamente, até que o material possa ser considerado como uma massa de partículas em
contato mútuo. As partículas cristalinas estão disseminadas através de gel, e também se
formam nos poros por recristalização. Progressivamente, o gel se cristaliza e o cimento
endurece (MEHTA e MONTEIRO, 2001).
2.4.8 - Efeito da temperatura nas pastas de cimento Portland.
A temperatura é um dos maiores fatores que influenciam no processo de
hidratação do cimento. Pois, a estabilidade, morfologia e reações de hidratação são fatores
dependentes desse parâmetro. A elevação da temperatura acelera a cinética de hidratação do
cimento, como por exemplo, a modificação morfológica do C-S-H e a aceleração da sua
formação, diminuindo com isso, a resistência mecânica da pasta. Contudo, quando a reação de
hidratação do cimento é acelerada, em função do aumento da temperatura, segue-se o
aparecimento de espaços microanulares na interface (ocasionado pela diminuição da
Portlandita) e retração térmica da pasta (SVAVARSSON et al, 2004; BENSTED et al, 1995;
NELSON, 1990).
COLSTON et al (2004) estudou o efeito da temperatura na hidratação do cimento
para poços de petróleo em condições de até 130°C, utilizando difração de energia dispersiva
synchrotron. Eles observaram que a dissolução de C3S em CH é notadamente alterada, bem
como a cinética de formação dos aluminatos.
SONG et al (2004) estudou a influência da temperatura na cura do cimento e
observou que o grau hidratação do mesmo é acelerado com o aumento da temperatura (53 °C
para 83 °C). O grau de hidratação foi analisado de acordo com o aumento da quantidade de
Portlandita na pasta, o que influenciou diretamente na resistência a compressão da mesma.
Aspectos Teóricos 51
ANDRZEJ et al (2004) estudou a temperatura como um dos fatores de
modificação das propriedades físicas das pastas de cimento. Estes, concluíram que esse
parâmetro tem forte influência na reologia da pasta. A elevação da temperatura provoca
aumento da viscosidade plástica da pasta.
2.5 - Aditivos aplicados a pastas de cimento para poços de petróleo.
O uso de aditivos, hoje em dia, é muito comum na indústria de petróleo.
Freqüentemente, surgem novas pesquisas de diferentes aditivos desenvolvidos para as mais
diversas funções em pastas de cimento para poços de petróleo. Uma das finalidades do
surgimento de novos aditivos é modificar as propriedades químicas e mecânicas das pastas de
cimento para o perfil desejado de cada poço de petróleo.
Neste trabalho, o aditivo tipo látex estudado foi de grande importância para a
formulação das pastas de cimento, o que será explicado no capítulo de resultados e
discussões.
Na cimentação de poços de petróleo, pastas de cimento Portland são
rotineiramente projetadas para condições de temperaturas que vão desde abaixo do ponto de
congelamento, em zonas permanentemente congeladas, até 350 °C, em recuperação térmica e
poços geotérmicos. Os aditivos modificam o comportamento do sistema de cimento,
permitindo a colocação ideal da pasta entre o revestimento e a formação, rápido
desenvolvimento de resistência à compressão e adequado isolamento de zona durante a vida
útil do poço.
Uma das propriedades mais importantes observadas ao se usar aditivos nas
formulações das pastas para poços de petróleo é a reológica. Para uma boa pasta de cimento
ser aplicada em operação de cimentação ela deve apresentar baixa viscosidade, não gelificar
quando estática, manter consistência o quanto mais constante possível até a ocorrência da
pega, ter baixa perda de filtrado, sem o efeito de separação de água livre ou decantação de
sólidos (VUK et al, 2000; HALLIBURTON, 1998).
Além do efeito principal, um aditivo pode apresentar um ou mais efeitos
secundários quando empregados em um sistema de cimento, esse efeito vai depender da
concentração de aditivo utilizada na formulação da pasta ou da combinação de dois ou mais
aditivos.

Aspectos Teóricos 52
A combinação de dois ou mais aditivos pode gerar um efeito sinergético que, em
alguns casos, pode ser deletério a pasta. A maioria dos aditivos é fortemente influenciada
pelas propriedades físicas e químicas do cimento, as quais são altamente variáveis.
Conseqüentemente, um largo espectro de resultados pode ser obtido com o mesmo projeto de
pasta (PAIVA, 2003).
São realizados testes laboratoriais para o desenvolvimento de pastas que se
enquadrem as várias situações, utilizando-se uma grande variedade de aditivos. Esses aditivos
são classificados em: controladores de filtrado, aceleradores, retardadores, dispersantes,
estendedores, adensantes especiais.
2.5.1 - Controladores de Filtrado.
Vários controladores de filtrados foram desenvolvidos nos últimos anos. Esses
aditivos existem na forma de materiais particulados, tipo bentonita, resinas termoplásticas,
látex (APPLEBY e WILSON, 1996; NELSON, 1990) e polímeros solúveis em água como
derivados de celulose, tipo hidroxietilcelulose ou HEC (FYTEN e GETZLAF, 2006), como
mostra a Figura 21. Também existe os derivados de polímeros sintéticos não-iônicos tipo
polivinilpirolidone (PVP) e álcool polivinílico (PVA), aniônicos como o poliacrilamida e
catiônico como o poli(etilenamina) (LU et al, 2005; BONCAN, 2004;
LARAMAY et al, 2000; BONCAN e GANDY, 1986; CARPENTER, 1986;
McKENZIE, 1984; McKENZIE e McELFRESH, 1982).
Figura 21 - Estrutura da Hidroxietilcelulose.
FONTE: NELSON, 1990.

Aspectos Teóricos 53
Os polímeros derivados de celulose foram os primeiros a serem usados como
controladores de filtrados, e continuam sendo os mais usados. Suas desvantagens são de
estarem limitados à aplicação em ambientes até 200 °F (93,3 °C). São eficientes retardadores
abaixo de 150 °F (LIMA, 2004; NELSON, 1990).
O uso desses aditivos permite adequar as características da pasta às necessidades
do trabalho a ser realizado. O controle de filtrado foi o fato que permitiu a evolução técnica da
compressão do cimento convencional (alta perda de filtrado, altas pressões e grande volume
de pasta) para a técnica da compressão à baixa pressão (baixa perda de filtrado, baixa pressão,
pequeno volume de pasta, além da circulação do excesso de pasta) (LIMA, 2004;
NELSON, 1990).
Atualmente, os mecanismos utilizados pelos agentes de controle de perda de fluido
não são compreendidos; entretanto, sabe-se que muitos processos ocorrem. Uma vez que a
perda de fluido começa através da formação, um reboco de sólidos de cimento é depositado
na superfície da formação. Esses aditivos diminuem a velocidade de filtração pela redução da
permeabilidade do reboco e/ou pelo aumento da viscosidade da fase aquosa.
A velocidade da perda de filtrado segundo a API de uma pasta de cimento pura
geralmente excede 150 mL/30 min. Uma velocidade de perda de fluido menor que
50 mL/30 min é freqüentemente requerida para manter uma performance de pasta adequada.
2.5.2 - Retardadores de pega.
São usados como retardadores de pega, lignossulfatos e seus derivados, isto é,
açúcares e ácidos orgânicos. Estes aditivos inibem a precipitação do hidróxido de cálcio
formando um complexo químico com componentes do cimento não hidratado ou formando
uma camada protetora para os grãos não hidratados, prevenindo o contato com a água
(NELSON, 1990). Estes aditivos não afetam a resistência compressiva da pasta de cimento,
mas afetam o desenvolvimento da resistência, tornando-a mais lenta. Eles permitem o
retardamento do início da pega para deixar o deslocamento da pasta quando a temperatura e a
pressão da pasta são muito altas para o uso do cimento sem aditivos.

Aspectos Teóricos 54
2.5.3 - Aceleradores de pega
Esses aditivos têm a função de diminuir o tempo de pega do cimento. Eles são
utilizados no caso de cimentações em profundidades menores onde, devido à baixa
temperatura, um tempo de pega muito longo acarretaria em uma espera longa para a retomada
da perfuração (PETROBRAS, 2002). Entre os aditivos mais utilizados está o cloreto de cálcio
(CaCl2), pois é mais eficiente, econômico e cujas proporções variam de 0,5 a 2 %. O tempo de
pega e a resistência compressiva da pasta variam de acordo com a sua concentração e
temperatura de cura.
De acordo com NELSON (1990), estes aditivos aumentam a taxa de hidratação do
cimento, por meio do aumento do caráter iônico da fase aquosa, fazendo com que os
principais componentes do cimento seco (C3S, C2S e C3A) se hidratem e liberem o Ca(OH)2
mais rapidamente, resultando, assim, numa rápida formação do CSH gel, que é responsável
pela pega do cimento.
O CaCl2 apresenta efeitos colaterais como o aumento do calor de hidratação,
aumento da viscosidade, desenvolvimento mais rápido da resistência à compressão, aumento
do encolhimento da pasta e aumento da permeabilidade final do cimento. Já o NaCl a 2 %
funciona como acelerador, contudo, em concentrações maiores que 6 % apresenta o
comportamento contrário, retardando a pasta. (LIMA, 2004; NELSON, 1990).
2.5.4 - Dispersantes ou Redutores de fricção.
São aditivos que otimizam a reologia da pasta de cimento, reduzindo a viscosidade
aparente, o limite de escoamento e a força gel das pastas, melhorando suas propriedades de
fluxo, menores perdas de carga, melhor retirada da fluido de perfuração e menor risco de
fratura. Eles facilitam a mistura da pasta, reduzem a fricção e permitem a confecção de pastas
de elevada densidade. Suas propriedades baseiam-se no equilíbrio eletrostático das partículas
de cimento. Eles agem quebrando este equilíbrio, fazendo surgir partículas carregadas
eletrostaticamente que se repelem (SANTOS JUNIOR, 2006).

Aspectos Teóricos 55
Alguns controladores de filtrado possuem propriedades dispersantes incorporados.
A adição destes pode produzir um efeito secundário indesejável: aumento da água livre e da
decantação dos sólidos, tornando a pasta menos estável (HALLIBURTON, 1998).
2.5.5 - Estendedores e Adensante.
São divididos basicamente em três categorias: estendedores de água (permitem
adição de excesso de água), materiais de baixa densidade e gases.
Esses aditivos têm a função de reduzir a densidade da pastas e, com isso, obter um
maior rendimento da mesma, permitindo seu uso em profundidades maiores por causar menor
pressão hidrostática. Nesse caso, há o surgimento de muita água livre, mas que pode ser
resolvido com o uso de estendedores que adsorvem essa água, como a bentonita e silicatos.
Algumas vezes, se utiliza gás para reduzir a densidade e ter uma boa resistência compressiva,
pois uma pasta de cimento espumada possui bolhas que diminuem a densidade sem
comprometer a sua resistência compressiva. A grande limitação deste material, é que eles
podem ser esmagados quando submetidos a uma alta pressão hidrostática
(PETROBRAS, 2002).
Já os adensantes possuem o efeito contrário aos estendedores, aumentando a
densidade da pasta.
Na formulação de uma pasta de cimento portland para cimentação de um poço,
após a sua aditivação desejada, esta passa por vários testes laboratoriais, para a sua
caracterização, com relação às propriedades desejadas para o poço. Estes ensaios serão
explicados na seção 2.6.
2.6 - Ensaios destinados às pastas de cimentos para cimentação de poços de petróleo.
O desempenho de uma pasta de cimento depende basicamente das características
do cimento, temperatura, pressão a que a pasta é submetida, concentração e tipo dos aditivos,
ordem de mistura, energia de mistura e razão água/cimento. Devido à interação entre os vários
aditivos incluídos em uma pasta de cimento e a variação da composição do cimento em

Aspectos Teóricos 56
função da batelada, os testes com as pastas são imprescindíveis para que se possa prever o
desempenho da pasta a ser utilizada. Portanto, cabe ao profissional que trabalha com cimento
conhecer estes procedimentos laboratoriais, para entender o que cada teste tem a informar
sobre sua pasta formulada em função do seu desempenho.
Os ensaios com as pastas de cimento formuladas para o uso em poços de petróleo
são padronizados pela “API Spec 10” publicada pelo “Committee on Standardization of Well
Cements (Committee 10)”. Os parâmetros explicados a seguir tem a finalidade de formular e
verificar a qualidade da pasta a ser utilizada na operação de cimentação.
2.6.1 - Mistura da pasta de cimento
O processo de mistura é uma das tarefas mais importantes na preparação da pasta.
O objetivo do processo de mistura é efetuar uma correta proporção de sólidos e líquidos de
mistura (LIMA et al, 2004, HODNE et al, 2000).
A mistura de pastas de cimento diverge da clássica mistura de sólidos, porque o
cimento portland é um material reativo. A taxa de hidratação é afetada pelas condições de
mistura. Em laboratório, pastas para cimentação de poços são normalmente misturadas
conforme a API SPEC 10B.
2.6.2 - Reologia
Vários estudos citam a importância das propriedades reológicas para a formulação
de uma pasta de cimento (SKRIPKIUNAS et al, 2005; BEZERRA, 2004; BANFILL, 2003).
O entendimento e o controle das propriedades reológicas das pastas de cimento, visam
otimizar a eficiência com que as pastas são aplicadas.
Na cimentação de poços de petróleo, o objetivo é otimizar a eficiência com que a
pasta de cimento é deslocada no espaço anular sob determinado regime de fluxo e a real
pressão exercida sobre as paredes do poço (NELSON, 1990).
Simplificando, a viscosidade da pasta deve ser baixa para facilitar sua penetração
nos anulares ou nos canais, oferecer boas condições de bombeabilidade e aderir fortemente à
Aspectos Teóricos 57
formação, cimento primário e revestimento. A viscosidade é função, principalmente, da razão
água/cimento, granulometria e área superficial do cimento e dos aditivos utilizados. Um teste
nos fornece as propriedades reológicas das pastas de cimento através de um viscosímetro,
conforme API SPEC 10B.
Existem alguns parâmetros muito importantes como por exemplo:
• Viscosidade plástica (VP) – de acordo com a teoria molecular-coloidal, esse parâmetro é
resultado do atrito entre as partículas de cimento dispersas na água de mistura e entre as
próprias moléculas dos componentes da água de mistura (líquido dispersante)
(MACHADO, 2002). Matematicamente é o coeficiente linear da reta do modelo de
Bingham, e em outras palavras, é a tensão mínima a ser aplicada a fim de que o fluido
entre em movimento (LIMA, 2004);
• Limite de escoamento (LE) – Também denominado componente eletroviscoso. É um
parâmetro relacionado às forças de interação entre as partículas de cimento dispersas
(MACHADO, 2002). Matematicamente, é o coeficiente linear da reta do modelo de
Bingham;
• Gel inicial (Gi) e Gel Final (Gf) - São importantes para determinação do regime de
escoamento e previsão das pressões geradas durante as operações de cimentação
(LIMA, 2004). A diferença entre estes Gi e Gf é denominada de força gel, que representa
a força resistiva desenvolvida pela formação do estado gel durante o repouso da pasta em
teste (MACHADO, 2002).
2.6.3 - Tempo de espessamento
O teste de consistometria tem a função de determinar o período de tempo para uma
pasta de cimento atingir 100 unidades Bearden (Uc) – tempo de espessamento – em condições
dinâmicas sob pressões e temperaturas pré-estabelecidas. Os resultados deste teste indicam o
período de tempo que a pasta permanecerá bombeável durante uma operação de cimentação.
A pasta de cimento deve permanecer bombeável por tempo suficiente para permitir sua
colocação em condições específicas de cada poço. A gelificação é um dos problemas mais
sérios que podem ocorrer durante uma operação de cimentação (VUK et al, 2000;
NELSON, 1990; KIEFFER e RAE, 1987).
Aspectos Teóricos 58
O tempo de 100 Uc representa o período estimado que uma determinada pasta de
cimento permaneça em estado fluido sob determinadas condições de temperatura e pressão.
Adicionalmente, foi definido o tempo de bombeabilidade como o tempo necessário para a
pasta de cimento atingir 50 Uc, que representa o valor limite para que a pasta seja bombeável.
Estes valores são de fundamental importância durante a execução de uma operação de
cimentação. É também comum a consistência da pasta de cimento no início do teste a 25 %,
50 % e 75 % do tempo de espessamento para avaliar a variação desta propriedade ao longo do
tempo. Estes valores permitem a análise do desempenho da pasta de cimento do ponto de
vista de consistometria (NELSON, 1990).
Com o resultado do tempo de espessamento e da bombeabilidade, tem-se uma
informação do tempo disponível para efetuar com segurança o trabalho realizado em campo.
Pela carta característica gerada no teste pode-se observar se ocorreu a formação de algum tipo
de gel ou outra anomalia com a pasta ou com o comportamento.
O comportamento ideal da pasta de cimento deve ter uma consistência inicial entre
10 Uc e 30 Uc, permanecendo abaixo de 40 Uc por 75 % do tempo de teste, com crescimento
agudo ao final (NELSON, 1990). A tangente deve ser praticamente vertical quando a curva
atingir a consistência 100 Uc, como se observa na Figura 22 seguinte.

Aspectos Teóricos 59
Figura 22 - Resultado típico de um ensaio de consistometria.
FONTE: NELSON, 1990.
2.6.4 - Água livre e Filtrado
Um parâmetro muito importante é o teor de água livre, pois pouco adianta
selecionar uma boa pasta, por meio de testes de consistometria, se durante a operação de
cimentação, esta pasta não for estável, ocorrendo na mesma, a separação de água livre e
sedimentação dos sólidos.
Quando partículas de cimento em uma suspensão não estão completamente
dispersas, elas interagem através de forças eletrostáticas, logo uma estrutura floculada se
forma. Se o anular do poço é suficientemente estreito, o peso das partículas é transmitido para
as paredes, conseqüentemente, a pasta acaba suportando o próprio peso. A habilidade das
camadas superiores acomodarem água adicional é limitada; então, uma camada de água pode

Aspectos Teóricos 60
se formar no topo da pasta, denominada água livre. Esse fenômeno cria canais e altera a pasta
ao longo da coluna (NELSON, 1990).
O valor mínimo admissível de água livre e teor de água livre, respectivamente,
para pastas de cimento destinadas à cimentação de poços de petróleo são 3,5 mL/2h e 1,4 %,
conforme estabelecido pela norma NBR 9831.
O teor de água livre (%AL) é calculado a partir da equação (2.12):
AL% = 100xVV
PASTA
AL (2.12)
onde ALV é o volume de água livre coletado em mL e PASTAV é o volume de pasta colocado na
proveta e tem valor de 250 mL.
O teste de controle de filtrado é um dos testes mais importantes para a formulação
de uma pasta aditivada. Seus resultados controlam a passagem de fluidos da formação para o
anular, podendo com isso provocar sérios problemas e danos ao poço (NELSON, 1990).
Existem vários aditivos que controladores de filtrado, principalmente a base de
polímeros, como látex e outros.
2.6.5 - Estabilidade
A estabilidade é definida como a habilidade da pasta de cimento em manter a
homogeneidade. Dois testes são usados para medida da estabilidade: o teste de água livre, já
descrito acima e o teste de sedimentação.
A produtividade de um poço de petróleo é rapidamente afetada pela qualidade da
cimentação. O serviço de cimentação em um poço de petróleo consiste no bombeio de uma
pasta com propriedades físicas e químicas para serem deslocadas no poço, sem nenhuma
tendência a sedimentação. A sedimentação de uma pasta é um problema encontrado
principalmente em poços horizontais e em poços altamente desviados, onde a pasta sem
estabilidade resultara em falhas na zona de isolamento, reduzindo drasticamente a
produtividade do poço (GANDELMAN, 2004)

Aspectos Teóricos 61
2.6.6 - Resistência à compressão
Resistência é uma propriedade que se refere à capacidade de um material manter
sua integridade física quando submetido a um carregamento mecânico. Materiais diferentes
possuem mecanismos distintos de ruptura, sendo necessário definir as condições sob as quais
se deseja avaliar a resistência de um dado material (GARCIA et al, 2000).
No caso de pastas de cimento para poços de petróleo, a resistência do cimento é
dependente de muitos fatores. Normalmente, o cimento deve ter resistência suficiente para
suportar e segurar o revestimento no poço perfurado, isolando zonas, prevenindo a
comunicação de fluidos pelo revestimento e resistindo ao choque durante o processo de
perfuração e recuperação de óleo (HEWLETT, 2001; NELSON,1990).
Pouca resistência é necessária para suportar a tubulação. Uma mínima resistência
compressiva de 100 psi (0,69 MPa), mas por causa das incertezas de simular corretamente
condições de poço em laboratório, a resistência mínima extensamente usada e requerida para
algumas operações é de 500 psi (3,45 MPa) em 24 h à 38 °C. Entretanto, isso não elimina a
necessidade de alta resistência após o poço em produção (NELSON, 1990). De acordo com
API SPEC 10ª (API, 2000), os valores mínimos admissíveis de resistência à compressão para
pastas de cimento são 2,1 MPa (300 psi) por 8 h de cura a 38 °C (100 °F) e 10,3 MPa
(1500 psi) por 8 h de cura a 60 °C (140 °F). Esses limites são estabelecidos pela norma NBR
9831 (ABNT, 1993), com base nas especificações da API SPEC 10ª (API, 2000).
A temperatura tem um pronunciado efeito no desenvolvimento da resistência. Até
230 °F (110 °C), o aumento de temperatura aumenta a resistência mecânica. Contudo, a
temperaturas acima desse valor, à resistência diminui (LIMA, 2004; NELSON, 1990).
2.6.7 - Resistência ao ataque ácido
Ao longo da vida produtiva do poço, geralmente são necessárias outras
intervenções posteriores a completação, designadas genericamente de workover, com o
objetivo de manter a produção ou eventualmente melhorar a produtividade. Um desses
métodos de aumentar o índice de produtividade é a estimulação por acidificação
(KALFAYAN, 2000).

Aspectos Teóricos 62
A acidificação é a injeção de um ácido com pressão inferior à pressão de
fraturamento da formação, visando remover o dano de formação. É importante salientar que
toda a intervenção para estimular a produção de um poço, traz consigo alguns inconvenientes.
Os tratamentos com ácidos são feitos com a finalidade de remover resíduos sólidos solúveis
em ácido que venham a prejudicar ao fluxo de óleo durante a fase de produção, geralmente
são restos de lama, de cimento, de ferrugem (KALFAYAN, 2000). Geralmente são usados o
ácido clorídrico (HCl) e o ácido fluorídrico. O Mud Acid Regular (12 % HCl + 3 % HF) e o
HCl a 15 % são os mais utilizados (THOMAS, 2001).
A ação do ácido se dá pela dissolução dos carbonatos, pela reação com as argilas e
reação com o cimento (promovendo a desidratação e encolhimento). Alguns estudos
comprovam que muitos cimentos são pouco resistentes à presença de soluções ácidas devido
ao processo de lixiviação da Portlandita, que leva a grande formação de poros no cimento e
diminuição da resistência da pasta (CESTARI et al, 2005).
A determinação da resistência ao ataque de soluções ácidas da pasta de cimento
curada deve obedecer ao Método laboratorial para avaliação de ataque ácido ao cimento, onde
a pasta sofre o ataque e em seguida é efetuado o ensaio de resistência à compressão
(CENPES, 1995; API, 2000).
2.7 - Sistema Cimento/Polímero
Existem várias pesquisas de aplicação de polímeros na modificação de pastas de
cimento Portland, tanto para a área da construção civil (concretos e agregados) quanto para
cimentação de poços de petróleo. Nesta seção será abordada a utilização de diversos tipos de
polímeros em cimentos não especificamente cimento para poços de petróleo, que será
abordado apenas no estado da arte.
O estudo da influência nas propriedades físico-químicas e mecânicas do cimento
modificado por polímeros tem acontecido desde ínicio do século XX. Essa modificação tem
sido efetiva em melhorar as propriedades destes materiais em termos de resistência,
deformabilidade, adesão e tenacidade. Em geral, as propriedades de sistemas de cimento-
polímero dependem significativamente da concentração do polímero presente no sistema
(WANG, 2006; CHUNG, 2004; OHAMA, 1998).
Aspectos Teóricos 63
A adição de determinados polímeros ao cimento pode resultar em um aumento de
viscosidade da pasta modificada, especialmente quando a concentração de polímero for
elevada. Mas, para altas taxas de cisalhamento, há uma redução de viscosidade das pastas
(pseudoplasticidade), como as desenvolvidas no processo de mistura, que podem facilitar a
deformabilidade da mistura cimento/polímero (BLACKLEY, 1998)
Os polímeros utilizados na modificação do cimento são classificados em quatro
classes principais ( BLACKLEY, 1998; OHAMA, 1998).
2.7.1 - Pó polimérico redispersível.
Em geral, os polímeros em pó redispersíveis são utilizados na modificação do
cimento Portland em concretos e argamassas. São obtidos por processos de polimerização por
emulsão seguida de spray-drier. São misturados aos cimentos e essa mistura é aditivada para
evitar a formação excessiva de bolhas (SAIJA e UMINSKI, 1999).
Estudos comprovam a eficiência deste tipo de polímero adicionado na modificação
do cimento. De acordo com OHAMA (1998), SAIJA e UMINSKI (1999), durante a adição de
água, o polímero, em meio ao cimento e agregados re-emulsiona.
SILVA e MONTEIRO (2004), SILVA et al (2004), SILVA e ROMAN (2002) e
SILVA et al (2001), estudaram a influência do EVA redispersível na microestrutura do
cimento e concluíram que o grupo acetato desse polímero sofre hidrólise alcalina e interagem
com os íons Ca2+ das pastas para formar um sal orgânico (acetato de cálcio). O teor de
hidróxido de cálcio (CH) é reduzido, diminuindo a formação de C-S-H bem como a formação
de etringita e com o aumento da concentração, tem se uma significativa diminuição da
permeabilidade e porosidade da pasta.
Os polímeros mais utilizados são: polietileno acetato de vinila, poliestireno acrílico
éster, poliacrílico éster e etc.
Aspectos Teóricos 64
2.7.2 - Polímero solúvel em água.
São polímeros em pó que tem alta solubilidade em água, temos como exemplo, os
derivados de celulose, álcool polivinílico. São adicionados nas argamassas e concretos,
resultando na modificação do cimento Portland.
POON e GROVES (1988), CANNON e GROVES (1986) e RODGE et al (1985),
estudaram o efeito de um polímero a base de ácido acrílico na influência microestrutural do
cimento Portland e verificaram que além de diminuir a porosidade da pasta, diminui a sua fase
C-S-H.
SILVA e ROMAN (2002) e SILVA et al (2001), estudaram a influência na
porosidade das pastas de cimento Portland aditivadas com HEC (hidroxietilcelulose) em
diferentes concentrações, e concluíram que quanto maior a concentração do polímero menor o
tamanho dos poros na pasta. Além de tornar as reações de hidratação mais lentas e causando,
com isso, retardo nos tempos de pega e endurecimento.
SINGH e RAI (2001) estudaram comportamento de 3 % de Álcool polivinílico
(PVA) e 10 % de cinza de casca de arroz na hidratação do cimento Portland e verificaram que
a adição do sistema polímero (PVA)/cinza interage com o cimento diminuindo a porosidade e
aumentando a resistência à compressão da pasta.
Um outro polímero acrílico, o poliacrilamida, adicionado a pasta de cimento
portland foi estudado por RAI e SINGH (2005), eles observaram que a adição desse polímero
nas concentrações 0,5 %; 1 %; 3 %; 5 % nos tempos de cura 3, 7, 28 e 90 dias modificam as
propriedades mecânicas das pastas. Foi verificado que a um aumento significativo na
tenacidade da pasta quando comparado com o pasta padrão água/cimento atá a concentração
3 % (38 % de aumento de tenacidade).
2.7.3 - Polímero líquido
São as resinas, líquidos poliméricos viscosos, epoxídicas e os poliésteres
insaturados. São adicionadas aos seus respectivos endurecedores e catalisadores nas
argamassas e concretos. Durante a fase de mistura, mas são pouco utilizadas.
Aspectos Teóricos 65
HEIKAL et al (2001), estudaram a adição das resinas fenolformaldeído sulfonada
(PhFS) e melaminaformaldeído sulfonada (MFS) em cimento Portland e verificaram que, ao
adicionar estas resinas, elas proporcionam diferentes modificações na hidratação das pastas.
Possuem propriedades retardantes e a resina MFS é melhor superplastificante que a resina
PhFS.
Já ALZAYDI et al (1990), estudaram a influência da resina ureaformaldeído na
resistência à compressão da pasta de cimento Portland em diferentes temperaturas e tempo de
cura. Concluíram que utilizando 8 % desta resina na formulação da pasta com uma razão
água/cimento de 0,5, temperatura de cura de 110 °C em 7 dias de cura, tem-se o melhor
resultado de resistência à compressão: 37 MPa.
SANTOS JUNIOR (2006) formulou pastas de cimento Portland aditivadas com
resina termofixa a base de epóxi para poços de petróleo. Verificou que, ao se adicionar 10 %
desta resina, esta não se mostrou eficiente ao ser aplicado à pasta de cimento Portland especial
(Cimesa/Sergipe) e cimento Portland classe G, pois aumentou demasiadamente a coalescência
das fases de hidratação da mesma, provocando aumento de trincas, diminuindo o valor da
resistência compressiva.
2.7.4 - Polímeros em dispersão aquosa
Os látices poliméricos são partículas poliméricas dispersas em meio aquoso. Estes
látices são geralmente, classificados em um dos três tipos de cargas das partículas
poliméricas, que segundo MERLIN et al (2005) são determinados pelo tipo de tensoativo
utilizado na produção das mesmas, e podem ser: Catiônica (carregado positivamente),
Aniônica (carregado negativamente) e Não iônica (não carregada). Em geral, estes látices
poliméricos são sistemas co-poliméricos de dois ou mais diferentes monômeros. Temos como
exemplo: látex elastomérico, termoplástico, acrílico, poliuretânico e etc.
O látex é composto de partículas poliméricas esféricas (200 nm a 500 nm em
diâmetro) e pode ter no máximo 50 % de sólidos. De acordo com NELSON (1990) o uso de
látex em cimento portland vem ocorrendo desde 1920, com o látex de borracha natural
adicionado a concreto e argamassa.
A modificação de uma pasta de cimento pela adição de um látex polimérico é
governada pela hidratação do cimento e pelo processo de formação de um filme polimérico
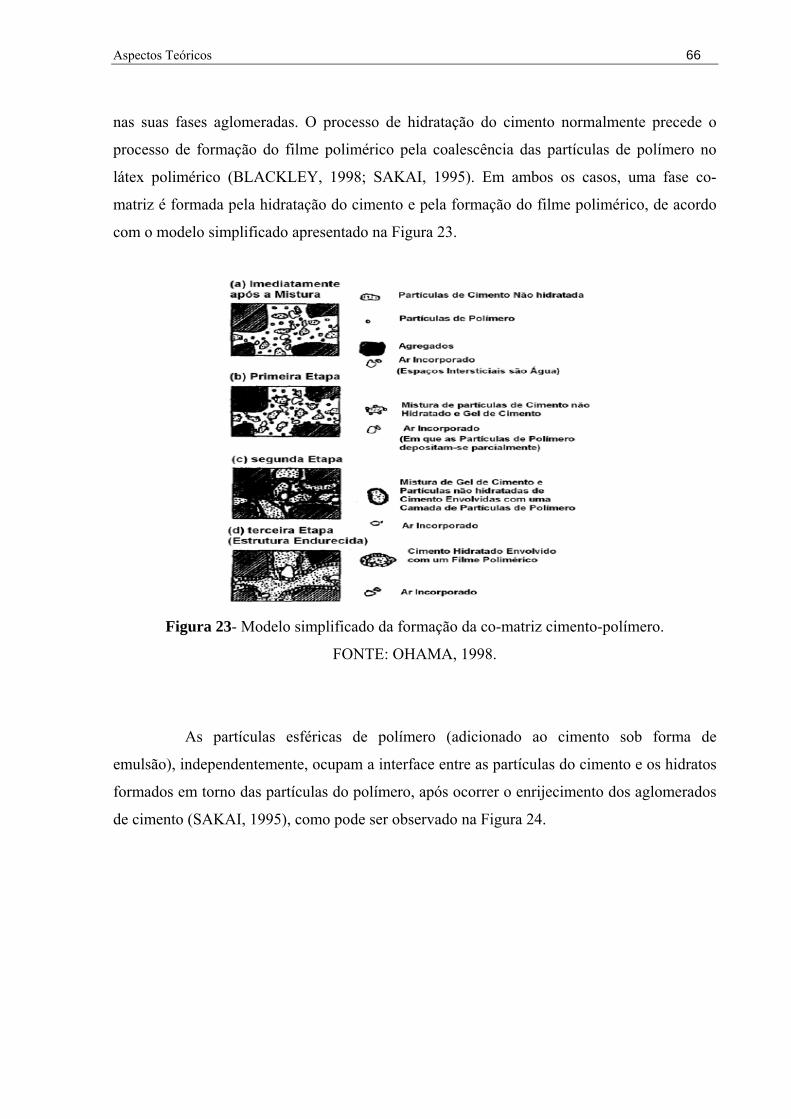
Aspectos Teóricos 66
nas suas fases aglomeradas. O processo de hidratação do cimento normalmente precede o
processo de formação do filme polimérico pela coalescência das partículas de polímero no
látex polimérico (BLACKLEY, 1998; SAKAI, 1995). Em ambos os casos, uma fase co-
matriz é formada pela hidratação do cimento e pela formação do filme polimérico, de acordo
com o modelo simplificado apresentado na Figura 23.
Figura 23- Modelo simplificado da formação da co-matriz cimento-polímero.
FONTE: OHAMA, 1998.
As partículas esféricas de polímero (adicionado ao cimento sob forma de
emulsão), independentemente, ocupam a interface entre as partículas do cimento e os hidratos
formados em torno das partículas do polímero, após ocorrer o enrijecimento dos aglomerados
de cimento (SAKAI, 1995), como pode ser observado na Figura 24.

Aspectos Teóricos 67
Figura 24 - Modelo do mecanismo de modificação em sistemas cimento/polímero
FONTE: SAKAI, 1995.
Vários estudos sobre a adição de látex a cimento portland aplicados a concretos e
argamassas têm surgido nos últimos tempos. WANG et al (2006), ZAMPORI et al (2006) e
ROSSIGNOLO (2005) avaliaram a aditivação do látex estireno-butadieno (SBR) em cimento
Portland e verificaram que este látex modificou a reação de hidratação do cimento,
estabilizando a formação de etringita, melhorou o desempenho das propriedades relacionadas
à durabilidade do concreto devido ao preenchimento dos vazios capilares da matriz cimento
pelo polímero, bem como pela interação química entre algumas partículas do SBR e os íons
Ca2+ liberados durante o processo de hidratação do cimento, reduzindo, assim a quantidade de
disponível para a formação de Portlandita, também diminuindo a porosidade da pasta. E e
BUREAU et al (2001), estudou principalmente a influencia desse polímero nas propriedades
mecânicas, verificando melhoras significativas na resistência a compressão.
JINGANG et al (2005) estudaram o efeito da adição do látex co-polímero vinil
acetato catiônico (VA) em argamassa e verificou a eficiência deste polímero na resistência à
compressão e flexão da pasta.
ROCCO et al (2000) estudaram a hidratação do cimento Portland modificado pela
adição de uma dispersão aquosa de um co-polímero acrílico e verificou que ao adicionar 10%
deste polímero, houve o retardamento da hidratação do cimento. O que foi verificado pela
redução de 20 % no calor de hidratação, ocasionado pelo efeito do encapsulamento provocado

Aspectos Teóricos 68
pelo envolvimento dos grãos de cimento não reagidos pelo polímero dificultando o contato e
posterior reação com a água.
SUJATA et al (1996), SU et al (1991), LARBI e BIJEN (1990) verificaram que o
polímero látex em dispersão base estireno-acrilato (SA) retarda a hidratação da pasta e forma
um filme sobre os grãos de cimento por adsorção.
O polímero em dispersão aquosa deste trabalho é um látex à base de poliuretana
não iônica. Na seção seguinte será explicado o processo de obtenção desse tipo de dispersão
aquosa.
2.8 - Látex poliuretânicos - Dispersões aquosas poliuretânicas (PUD’s).
As dispersões aquosas de PU (PUD's) foram introduzidas no mercado no final dos
anos 1960 devido aos aspectos ambientais relacionados à redução do uso de solventes
orgânicos. Todavia, têm alcançando importância comercial e consumo crescente, devido às
propriedades que se aproximam e em alguns casos superam às dos sistemas de dois
componentes reativos a base de solvente (2K-PUR). As PUD's são empregadas em
revestimentos têxteis, acabamento de couro, adesivos, revestimentos de pisos, acabamento de
fibra de vidro, revestimentos para madeira, borracha e folhas, acabamento de máquinas de
escritório e peças de plástico, e como "primer" para metais (SPINARDI JUNIOR, 2001).
Sua vantagem é que na fabricação, não se utiliza solventes, conseqüentemente,
diminui a toxidade. Elas são constituídas de poliuretano/uréias lineares, de alto peso
molecular, dispersos em água. Os PU’s devem ser modificados para formar dispersões
estáveis em água, pela incorporação de grupos (PU ionomérico), que atuam como
emulsificantes internos. Tanto grupos aniônicos, catiônicos e não iônicos podem ser
utilizados. Os grupos aniônicos, normalmente são carboxilatos ou sulfonatos. As PUD's não
iônicas são preparadas pela introdução no PU de segmentos hidrofílicos de poliéter
[poli(óxido de etileno)] monofuncional de peso molecular médio (LEE et al, 2005;
VILAR, 2002).
Os filmes preparados com grupos sulfonatos apresentam melhor resistência à
hidrólise. Combinações iônicas e não iônicas são utilizadas, todavia, a maioria das PUD’s são
preparadas com compostos contendo grupos carboxilatos, como o ácido dimetilolpropiônico
(DMPA). O DMPA tem uma estrutura adequada para esta aplicação. Ele é um diol com
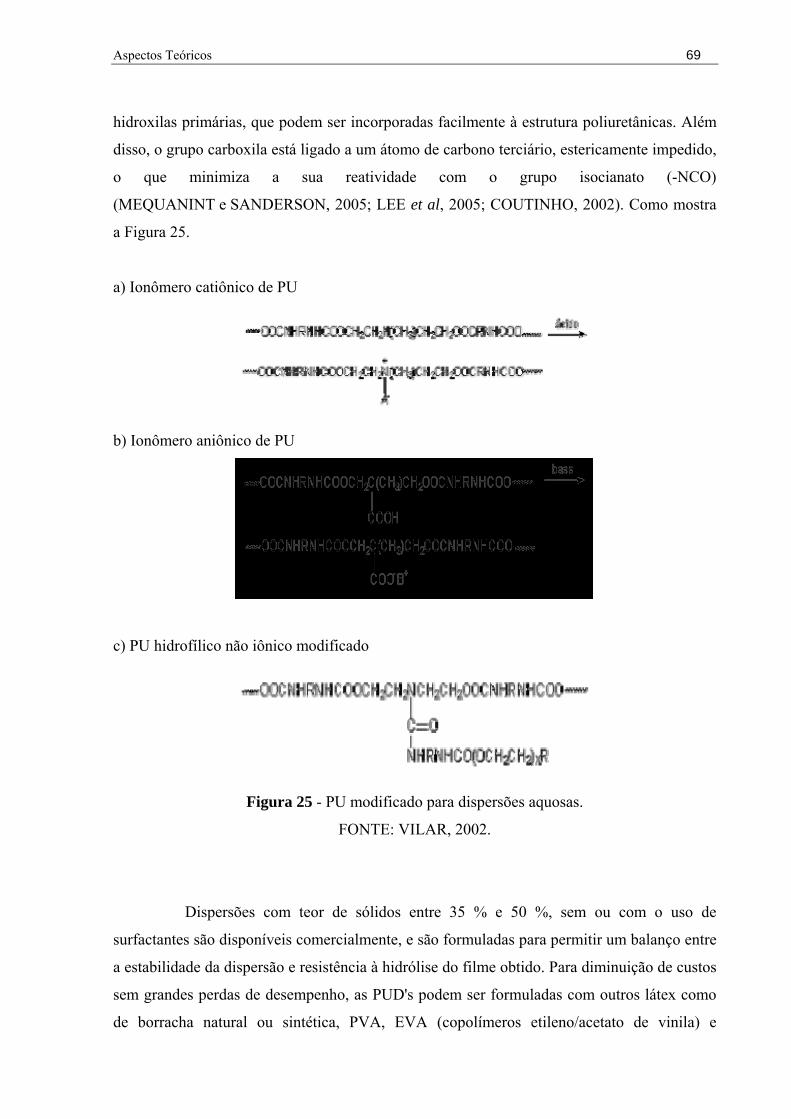
Aspectos Teóricos 69
hidroxilas primárias, que podem ser incorporadas facilmente à estrutura poliuretânicas. Além
disso, o grupo carboxila está ligado a um átomo de carbono terciário, estericamente impedido,
o que minimiza a sua reatividade com o grupo isocianato (-NCO)
(MEQUANINT e SANDERSON, 2005; LEE et al, 2005; COUTINHO, 2002). Como mostra
a Figura 25.
a) Ionômero catiônico de PU
b) Ionômero aniônico de PU
c) PU hidrofílico não iônico modificado
Figura 25 - PU modificado para dispersões aquosas.
FONTE: VILAR, 2002.
Dispersões com teor de sólidos entre 35 % e 50 %, sem ou com o uso de
surfactantes são disponíveis comercialmente, e são formuladas para permitir um balanço entre
a estabilidade da dispersão e resistência à hidrólise do filme obtido. Para diminuição de custos
sem grandes perdas de desempenho, as PUD's podem ser formuladas com outros látex como
de borracha natural ou sintética, PVA, EVA (copolímeros etileno/acetato de vinila) e

Aspectos Teóricos 70
polímeros acrílicos, sendo compatíveis dependendo da natureza química. Algumas vezes é
empregada a adição de plastificantes ou pequenas quantidades de solventes, como NMP
(N-metil pirrolidona) ou isopropanol, ou acetona, adicionadas para promover a adesão e a
molhabilidade, devido à baixa viscosidade da dispersão, podem ser usados espessantes como
solução de 5 % de álcool polivinílico (VILAR, 2002).
3 ESTADO DA ARTE

Estado da Arte 72
3 – ESTADO DA ARTE
Nos últimos anos, houve grandes avanços na otimização de pastas de cimentos
para poços de petróleo. Entretanto, hoje ainda há uma necessidade de se pesquisar novos
materiais poliméricos aplicados na cimentação. Um desses materiais que merece atenção é o
Látex.
O uso de látex em pastas de cimento para poços de petróleo só aconteceu a partir
de 1957, bem depois da sua utilização em concretos. Nesse ano, Rollins e Davidson
estudaram o desempenho das pastas de cimento quando se acrescentou látex na água de
mistura. Eles concluíram que a adição de látex a pasta diminuiu a taxa de perda de filtrado,
melhorou a durabilidade e boas propriedades reológicas, seguido de menor quantidade de
água (de 20 % a 30 %) na água de mistura devido à presença de água na solução látex
(NELSON, 1990).
Em 1958, Edrhard e Park patenteou o uso do látex a base de Cloreto de Vinilideno,
com 35 % de sólidos, em cimentos, melhorando o desempenho da pasta.
WOODARD e MERKLE (1962) estudaram o látex de acetato de polivinil e
concluíram que é um material satisfatório para a formulação das pastas. Este látex foi usado
por muitos anos na cimentação de poços de petróleo, mais sua aplicação é limitada a
temperaturas baixas (50 °C).
KUHLMANN (1985), DRECQ e PARCEVAUX (1988) observaram que a pastas
aditivadas com látex promovem excelentes propriedades reológicas devido a sua ação
lubrificante. E que, depois de curada, as pastas consistem em cimento hidratado conectado por
um filme de partículas do polímero.
Uma melhoria na tecnologia de cimento aditivado com látex ocorreu quando
PARCEVAUX et al (1985) identificaram que o látex estireno-butadieno é um excelente
aditivo para a prevenção de migração do gás para o anular. Estudos adicionais foram feitos
por SAULT at al (1986), que comprovou que, além dos efeitos citados por Parcevaux, esse
látex é efetivo a temperaturas de até 176 oC (350 oF).
Os estudos com látex estireno-butadieno continuam até hoje. CHILDS e
BURKHALTER (1992) patentearam uma formulação de pasta de cimento para poço de
petróleo contendo cimento classe H, água de mistura com: látex estireno-butadieno (com
surfactante compatível), antiespumante, retardante e obtiverem resultados de controle de

Estado da Arte 73
filtrado de 33 mL/30 min; espessamento em 3 h e 34 min; resistência à compressão em
24 horas de cura de 10,35 Mpa.
GANGULI (1992) patenteou um látex base copolímero acrilamida usado para
controlar migração de gás em pastas de cimento para poços de petróleo.
GOPALKIRSHNAN et al (1993) patentearam um tipo de látex estireno-butadieno
combinados com surfactantes não iônicos com boas propriedades físicas, especialmente para
controle de filtrado. Eles observaram em uma de suas formulações que utilizando temperatura
de teste de 50 °C: 860 g de cimento CLASSE H; 15,3 % de látex SB; 0,04 % de
antiespumante; 38 % de água; 0,153 % de tensoativo TRITON X405 e 0,153 % de tensoativo
TETRONIC RTM 908, consegue-se obter bons resultados nos seguintes testes da API:
38 mL/30 min de controle de filtrado; 3 mL de água livre; 48 cP.s de viscosidade; tempo de
espessamento de 81 min; resistência à compressão em 7 dias de cura de 21,61 MPa.
ONAN et al (1993) estudaram o comportamento termomecânico da pasta de
cimento aditivada com látex SBR (estireno-butadieno) e verificaram que esta pasta apresentou
comportamento elástico diante de temperaturas elevadas (110 °C).
PAFITIS (1995) verificou que pastas de cimento reforçadas com fibra de vidro e
uma pequena quantidade de látex SBR promovem melhor resistência à flexão e energia de
fratura. Já TRABELSI e AL-SAMARRAIE (1999) descreveu que a utilização de fibra com
látex diminuiu a resistência à compressão, aumentou a porosidade e permeabilidade da pasta
de cimento para poço.
DING et al (2001) estudaram a ação do látex PVA (álcool polivinílico) em pastas
de cimento Portland. Em seus resultados foram verificados que com o aumento da
concentração do látex na pasta, há uma considerada diminuição da resistência mecânica, além
da formação filme polimérico sobre os grãos de cimentos.
PASCAL et al (2003) patentearam um novo látex composto de estireno, ácido
2 – acrilamida – 2 – metilpropanosulfônico e tensoativo não iônico. E estudaram sua adição a
cimento Portlant tipo G (fator água cimento = 0,44) em duas formulações de pastas diferentes.
A primeira contendo na água de mistura: antiespumante, látex, tensoativo e dispersante. A
segunda formulação com os mesmos aditivos, apenas o dobro de látex que a primeira. Foi
observado que com o aumento do látex (primeira formulação) houve um decréscimo na
resistência à ruptura (primeira de 20,7 MPa para a segunda de 7,82 MPa ), ambas as amostras
foram curadas por 7 dias à 70 °C.
ZHAO e LUO (2004) estudaram o desempenho do látex SBR em pastas de
cimento Portland e verificaram que a adição deste polímero modifica as propriedades

Estado da Arte 74
reológicas, água livre, resistência à compressão e a tração. Com o aumento da concentração
deste polímero na pasta diminui sua resistência.
LIAN et al (2004) desenvolveram um novo látex SBR carboxílico para
cimentação de poços de petróleo. A diferença entre esse látex e os já estudados é apenas nos
compostos usados na sua síntese: butadieno, fenileteno, ácido sulfônico e carboxilatos.
SILVA et al (2004) aditivaram pastas de cimento Portland com Poliuretana
aniônica aquosa e poliuretana em pó redispersivel em baixas concentrações (0,1 %; 0,5 %;
1 % aquosa e 0,1 %; 1 %; 2 % e 3 % em pó). Foi visto que em ambos os tipos de PU, com
aumento da concentração, há uma diminuição na resistência à compressão, aumento da
viscosidade e influenciam na diminuição da sedimentação das pastas. Apenas a poliuretana
em pó diminuiu a permeabilidade das pastas.
MICHAUX et al (2006) patentearam novos agentes controladores de filtrado base
látex SBR e polímero solúvel em água de copolímero acrílico e acrilamida. Nessa patente foi
estudada a eficiência desses controladores em diferentes concentrações em pastas de cimento
Portland tipo G, foi observado que ambos mostraram-se eficientes controladores de filtrado
até em temperaturas de 150 °C.
CHOUNET et al (2006) aplicaram látex estireno acrílico em pasta de cimento
Portland Classe G. Eles viram que com a adição desse polímero a pasta, houve uma
considerável diminuição da Portlandita (Ca(OH)2) e etringita na microestrutura do cimento
devido à influência do polímero na cinética de hidratação da pasta. Houve também uma
grande diminuição da permeabilidade e porosidade da pasta.

4 MATERIAIS E MÉTODOS

Materiais e Métodos 76
4 – METODOLOGIA EXPERIMENTAL
Na formulação de pastas de cimento Portland para cimentação de poços de
petróleo é importante observar que fatores influenciam em seu desempenho mecânico. Os
fatores em estudo nesse trabalho são: a concentração do polímero utilizado na pasta, o tempo
de cura da pasta e temperatura (no caso de ensaio mecânico em temperatura ambiente e 200
°C, simulando uma situação real em um poço de petróleo). Sabe-se que a adição do polímero
acarreta alterações das propriedades como viscosidade, permeabilidade e porosidade da pasta,
bem como modificações na cinética de hidratação destas pastas. Em função destes
parâmetros, todas as pastas foram formuladas com um tipo de cimento Portland especial e o
látex não iônico. Neste capítulo, são apresentados os principais materiais e métodos
experimentais utilizados na realização deste trabalho.
4.1- Materiais e Métodos
Para as formulações das pastas cimentantes compostas de cimento e água de
mistura, deste trabalho, foram utilizados os seguintes materiais.
• Poliuretana aquosa não iônica, denominada PU W320, fornecida pela
CROMPTON, localizada em São Paulo, com características e propriedades
mostradas na
• Tabela 4;
• Cimento Portland especial fornecido pela CIMESA – Cimento Sergipe S.A.,
localizada em Laranjeiras – Sergipe. Este cimento Portland especial é um
cimento classe A modificado industrialmente, que possui propriedades
equivalentes as do cimento Portland classe G. As propriedades físico-químicas
do mesmo são mostradas na Tabela 5 e 6, que são rotineiramente avaliadas
pela empresa, comparando-se com os padrões do cimento Portland G;
• Água potável;
• Emulsão aquosa de óleo dimetil-polisiloxano (Anti-espumante), denominado
de FP-12 LB, fornecido pela BJ service;

Materiais e Métodos 77
Tabela 4 – Características e propriedades das poliuretanas em dispersão aquosa.
FONTE: Cromptom Uniroyal Chemical. Boletim Técnico de Descrição do Produto.
Dispersão Aquosa de Poliuretana Característica / Propriedade W320
Sólidos Total (% em peso) 35 Carga da Partícula Não iônica
Tamanho da Partícula (Microns) 3 PH à 25 ºC 7,0
Densidade (g/L) 1,06 Ponto de Ebulição (ºC) >100
Viscosidade (cps) Máx. 500
Tabela 5 - Ensaios físicos e especificação para cimento Portland especial.
FONTE: CIMESA, 2006
RESULTADOS CIMESA ESPECIFICAÇÃO ENSAIOS FÍSICOS
Valor Médio Desvio Padrão CP Especial
#200 4,3 0,75 – FINURA (% retido)
#325 21,0 1,03 16 – 20
BLAINE (cm2/g) – 2680 168,84 2800 – 3200
Início 130 13,85 – TEMPO DE PEGA (min)
Fim 180 16,65 –

Materiais e Métodos 78
Tabela 6 – Ensaios químicos de cimento Portland especial e Especificações para cimento
Classe G e Portland especial. FONTE: CIMESA, 2006.
4.1.1 - Cálculos e Formulações das pastas cimentantes
Numa pasta de cimento é importante fazer o cálculo do rendimento, do fator água-
cimento (FAC), do fator água de mistura e a quantidade certa de cada produto utilizado na
formulação da mesma. Para obtenção das diversas propriedades de uma pasta, fixam-se o peso
específico da mesma e as concentrações de aditivos sólidos e líquidos. Todos esses cálculos
são efetuados de acordo com a norma API RP 10B, em uma tabela específica, utilizada pela
PETROBRAS.
Para efetuar os cálculos foi necessário conhecer as densidades absolutas dos
materiais a serem utilizados nas formulações. Na Tabela 7, encontram-se os valores de
densidade e de volume específico dos materiais usados nas pastas.
ESPECIFICAÇÃO ENSAIOS
QUÍMICOS
VALOR MÉDIO
(%)
DESVIO PADRÃO
(%) CP
Especial CP
Classe G
Perda ao fogo 0,84 0,33 Máx. 3,0 Máx. 3,0 SiO2 20,17 0,42 – –
Al2O3 4,60 0,25 – – Fe2O3 3,15 0,18 – – CaO 61,76 1,01 – – SO3 2,84 0,13 Máx. 3,0 Máx. 3,0
MgO 3,52 0,30 Máx. 6,0 Máx. 6,0 Na2O 0,17 0,04 – – K2O 0,90 0,13 – –
Na2O eq. 0,77 0,10 Máx. 1,0 Máx. 0,75 CaO L. 1,93 0,32 Máx. 2,0 Máx. 2,0
Análise
Química
Res. insolúvel 0,51 0,20 Máx. 0,75 Máx. 0,75 C3S 55,0 4,77 55 a 65 48/58 a 65 C3A 6,9 0,84 Máx. 7,0 Máx. 8/3
C4AF 9,5 0,54 – –
Composição
Potencial
Bogue 2C3A + C4AF 23,3 1,39 Máx. 24 Máx. 24

Materiais e Métodos 79
Tabela 7- Valores de densidade e volume específico dos materiais utilizados para a realização dos cálculos.
Material Densidade (g/cm³)
Volume Específico (gal/lb)
Cimento Porland Especial 3,15 0,0382
Água 0,9969 0,1201
PU W320 1,06 0,1099
Anti-espumante FP-12LB 1,15 0,1200
De acordo com as concentrações fixas de 5 %, 10 %, 15 %, 20 % e 25 % de
PUW320 e os valores de densidades dos componentes da formulação, obtiveram-se os valores
para cada constituinte da formulação em massa (g) e volume (mL). Como pasta de referência,
utilizou-se uma formulação contendo apenas cimento e água.
As pastas foram calculadas para uma quantidade de componentes de modo a ser
obtido 600 cm³ de pasta de cimento. Esta é a quantidade necessária para a realização dos
ensaios de laboratório, segundo a API.
Na preparação da amostra de cimento utilizada foi submetida a um processo de
classificação granulométrica prévia, por meio de uma peneira de #20 (mesh) – 0,84 mm –
com o objetivo de remoção de partículas mais grossas que possam causar problemas nos
testes, assim como determinar a presença de contaminantes.
Todos os materiais utilizados na preparação das pastas foram pesados em uma
balança digital Tecnal Mark 3100 com resolução de 0,01g.
As amostras foram confeccionadas para os testes e análises de acordo com o
fluxograma das Figura 26 e 27.

Materiais e Métodos 80
Figura 26 – Fluxograma dos testes efetuados.
Figura 27– Fluxograma das análises microestrutural e térmica das pastas.

Materiais e Métodos 81
4.1.2 - Mistura e Homogeneização das Pastas formuladas
A mistura das pastas foi realizada em um misturador Chandler modelo 80 - 60,
mostrado na Figura 28. Uma vez pronta a água de mistura (água e aditivos), adicionou-se o
cimento, através de funil de colo curto pela abertura central da tampa da jarra. A adição foi
realizada sob uma taxa uniforme, a uma velocidade de 4000 rpm ± 200 rpm, durante 15
segundos. Ininterruptamente, instalou-se a tampa central e agitou-se a pasta por 35 segundos a
uma velocidade de 12000 rpm ± 500 rpm. O tempo de adição foi controlado pelo
temporizador do misturador (NBR9826, 1993).
(A) (B)
Figura 28– (A) Esquema Ilustrativo do Misturador; (B) Misturador de Palheta Chandler
Modelo 80-60, com controlador de velocidade (Cortesia do Laboratório de Cimentos -
LABCIM – UFRN).
Imediatamente após a mistura da pastas, realizou-se a homogeneização das
mesmas, em uma célula de um consistômetro atmosférico Chandler modelo 1200 (Figura 29).
Foram colocados em um banho a 27oC ± 1oC por 20 min a 150 rpm ± 15 rpm. As pastas
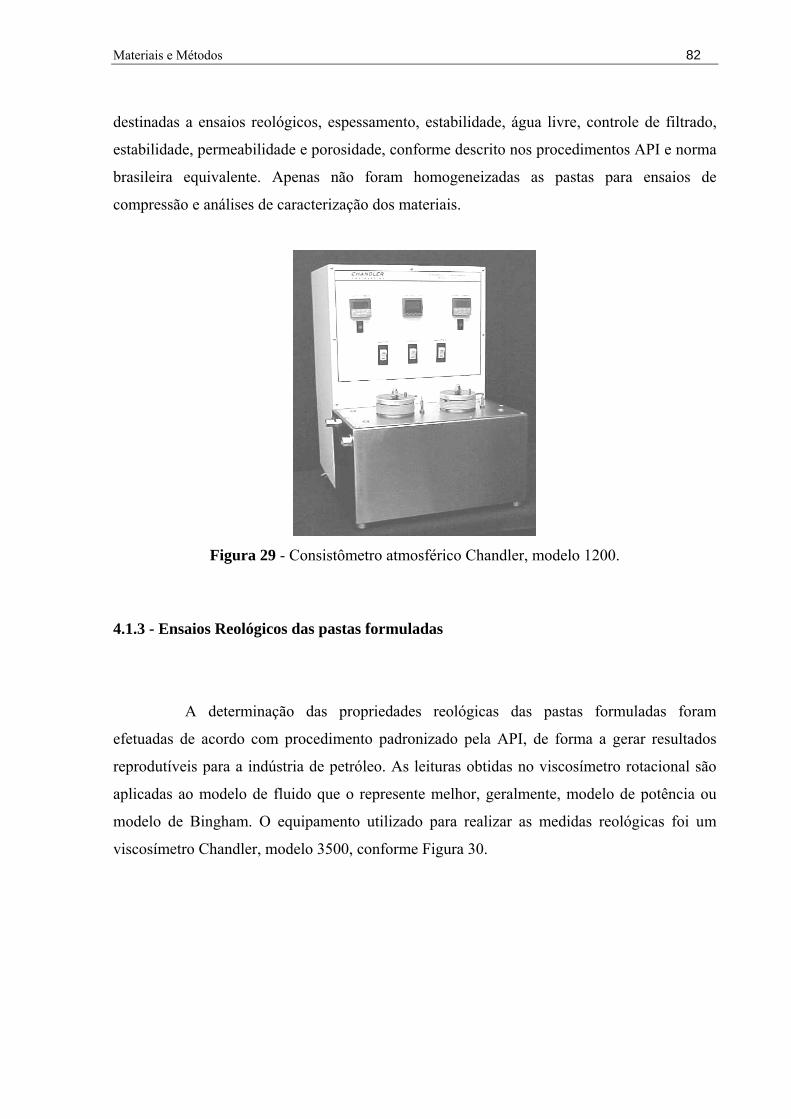
Materiais e Métodos 82
destinadas a ensaios reológicos, espessamento, estabilidade, água livre, controle de filtrado,
estabilidade, permeabilidade e porosidade, conforme descrito nos procedimentos API e norma
brasileira equivalente. Apenas não foram homogeneizadas as pastas para ensaios de
compressão e análises de caracterização dos materiais.
Figura 29 - Consistômetro atmosférico Chandler, modelo 1200.
4.1.3 - Ensaios Reológicos das pastas formuladas
A determinação das propriedades reológicas das pastas formuladas foram
efetuadas de acordo com procedimento padronizado pela API, de forma a gerar resultados
reprodutíveis para a indústria de petróleo. As leituras obtidas no viscosímetro rotacional são
aplicadas ao modelo de fluido que o represente melhor, geralmente, modelo de potência ou
modelo de Bingham. O equipamento utilizado para realizar as medidas reológicas foi um
viscosímetro Chandler, modelo 3500, conforme Figura 30.
Materiais e Métodos 83
Figura 30- Viscosímetro rotativo de cilindros coaxiais Chandler Modelo 3500.
Depois de homogeneizadas por 20 minutos no consistômetro atmosférico, as
pastas foram vertidas em copo térmico e cisalhadas em viscosímetro aplicando-se várias
taxas, de acordo com a norma de ensaios reológicos definidas pela API. As leituras foram
realizadas aplicando-se taxas de cisalhamento ascendentes e descendentes a intervalos de 10
segundos, mantendo-se a temperatura constante de 27 oC. As taxas empregadas foram de 3, 6,
10, 20, 60, 100, 200 e 300 rpm.
Após a leitura de 3 rpm, aumentou-se a velocidade do rotor para 300 rpm,
mantendo-a por 1 min. Em seguida, o motor é desligado e após 10 s, o mesmo foi novamente
ligado acionado a 3 rpm, registrando-se a deflexão máxima observada (Gi). Desligou-se mais
uma vez o motor por 10 min, no fim dos qual o motor foi ligado, registrando-se a deflexão
máxima observada (Gf) (NBR 9830, 1993).
Para caracterizar o comportamento de fluxo da pasta de cimento em qualquer
geometria (tubo, anular), deve ser selecionado um modelo que melhor represente os dados.
Para fazer isto, os dados obtidos (velocidades angulares e leituras de torque) foram
convertidos a taxas de cisalhamento e tensões de cisalhamento. Nas equações de
comportamento de fluxo se considera que o fluido seja homogêneo, o deslizamento na parede
seja negligenciável, o fluido exiba comportamento independente do tempo e que o regime de
fluxo seja lamelar.

Materiais e Métodos 84
Ao final, determinaram-se os seguintes parâmetros: Limite de escoamento (LE) e
Viscosidade plástica (VP), aplicando-se o modelo matemático de Bingham, o qual relaciona
linearmente estes dois parâmetros, de acordo com a equação (4.1).
γτ VPLE += (4.1)
A NBR 9831 admite os seguintes valores limites para VP e LE, à temperatura
ambiente (80 oF = 27 oC) para Viscosidade Plástica: 0,055 Pa.s (55 cP) e Limites de
escoamento de: 14,4 a 33,5 Pa (0,30 a 0,70 lbf/ft2).
4.1.4 – Ensaio de Consistometria
Este ensaio foi realizado preparando-se as pastas conforme o item 4.1.2, e em
seguida, a pasta foi adicionada a uma célula cilíndrica, onde também foi colocado um
conjunto eixo-palheta. Depois de fechada, a célula, contendo a pasta de cimento, foi levada ao
consistômetro pressurizado Chandler modelo 7716, e colocada sobre a mesa rotativa dentro da
câmara de pressão, conforme a Figura 31. Depois da colocação do termopar e do completo
preenchimento da câmara com óleo, iniciou-se a pressurização e o aquecimento da pasta de
acordo com o Schedule e conforme as condições de teste, até se atingir uma pressão de
700 psi (4,83 MPa) e uma temperatura de 86 ºF (32 ºC), por um período de 12 min. Estes
parâmetros foram mantidos constantes até o final do ensaio, ou seja, até a pasta de cimento
atingir uma consistência de 100 Uc (API, 2000; NBR 9829, 1993).

Materiais e Métodos 85
(a) (b)
Figura 31– (a) Esquema Ilustrado da Câmara de pressurização do Consistômetro; (b) Consistômetro Pressurizado Chandler Modelo 7716.
4.1.5 – Ensaio de Água livre
Na realização deste ensaio, utilizou-se a pasta de cimento, preparada e
homogeneizada de acordo com o item 4.1.2. Depois foi novamente misturada por um período
de 35 s a 12.000 rpm, no misturador (Figura 28). A pasta foi então transferida até o nível de
250 mL em uma proveta com tampa para evitar a evaporação. A proveta foi assentada sobre o
apoio de vidro, suportado por espuma de poliuretana e colocada em local isento de vibrações
(NBR 9827, 1993; API, 2000).
Depois de 2 h, o volume de água sobrenadante, desenvolvida na proveta, foi
retirado com auxílio de uma seringa e pesado em uma balança, analítica de resolução de 0,1g.
O resultado foi utilizado para calcular o teor de água (% AL), em percentual, de
acordo com a seguinte formula (equação 4.2).
=AL% 100)(250
xpastamL
VAL (4.2)
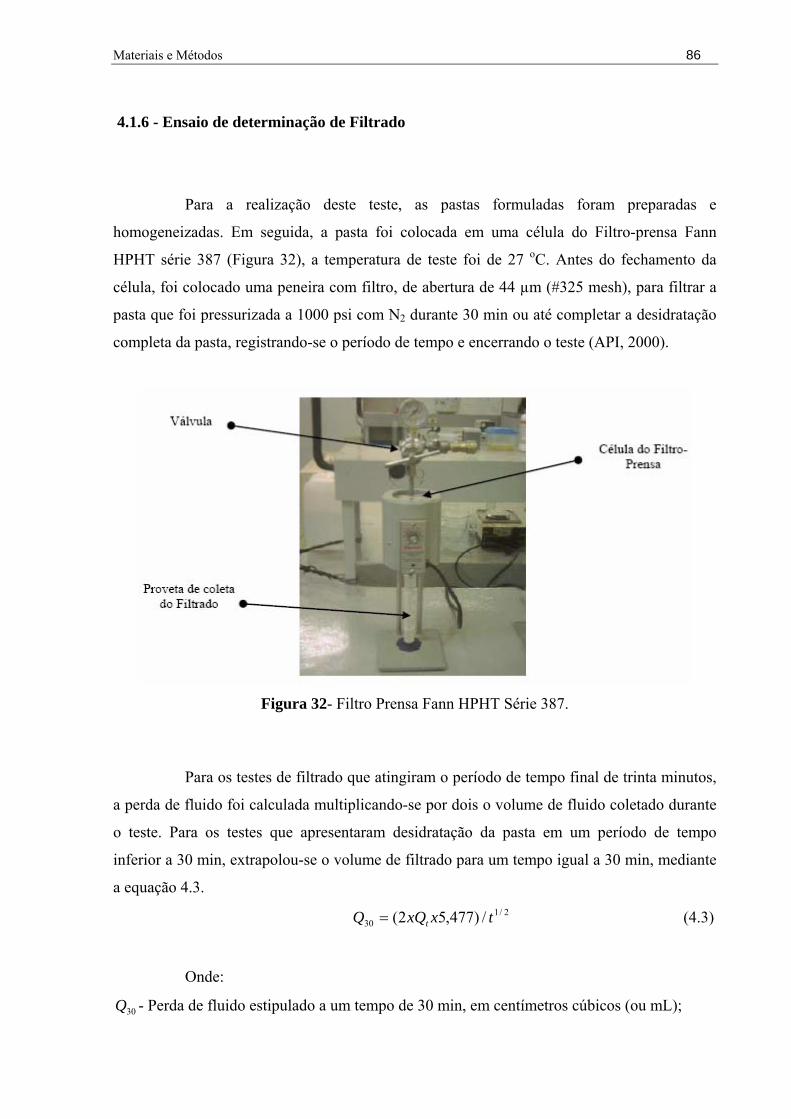
Materiais e Métodos 86
4.1.6 - Ensaio de determinação de Filtrado
Para a realização deste teste, as pastas formuladas foram preparadas e
homogeneizadas. Em seguida, a pasta foi colocada em uma célula do Filtro-prensa Fann
HPHT série 387 (Figura 32), a temperatura de teste foi de 27 oC. Antes do fechamento da
célula, foi colocado uma peneira com filtro, de abertura de 44 µm (#325 mesh), para filtrar a
pasta que foi pressurizada a 1000 psi com N2 durante 30 min ou até completar a desidratação
completa da pasta, registrando-se o período de tempo e encerrando o teste (API, 2000).
Figura 32- Filtro Prensa Fann HPHT Série 387.
Para os testes de filtrado que atingiram o período de tempo final de trinta minutos,
a perda de fluido foi calculada multiplicando-se por dois o volume de fluido coletado durante
o teste. Para os testes que apresentaram desidratação da pasta em um período de tempo
inferior a 30 min, extrapolou-se o volume de filtrado para um tempo igual a 30 min, mediante
a equação 4.3.
2/130 /)477,52( txxQQ t= (4.3)
Onde:
30Q - Perda de fluido estipulado a um tempo de 30 min, em centímetros cúbicos (ou mL);

Materiais e Métodos 87
tQ - Volume de fluido coletado até o momento “t” da desidratação, em centímetro cúbico (ou
mL);
t - Tempo em que ocorreu a desidratação (final do teste), em minutos.
4.1.7 - Ensaio de avaliação da Estabilidade
Neste ensaio, a pasta foi preparada conforme o item 4.1.2 e, em seguida, colocada
dentro de um tubo decantador previamente engraxado. Bateu-se levemente no interior do
cilindro com um bastão de vidro de modo a eliminar as bolhas de ar aprisionadas. Completou-
se o volume até o transbordamento do recipiente, enroscou-se a tampa superior vazada e
levou-se o cilindro à câmara de cura com água à temperatura ambiente (API, 2000).
O cilindro foi posicionado verticalmente na câmara, submetendo-se às condições
de temperatura e pressão similares ao teste de resistência a compressão, mantendo-se a cura
por 24 horas. O aquecimento foi desligado 1 h e 45 min antes do término da cura. Em seguida,
o mesmo foi resfriado em água corrente por 5 mim (API, 2000).
Após o resfriamento, desenroscou-se a tampa superior do cilindro, eliminando-se
os fluidos existentes no topo do cilindro por meio de papel absorvente; com auxílio de uma
seringa, injetou-se um volume, medido em cm3, de água até completar o volume total do
cilindro conforme Figura 33. Converteu-se esse volume em comprimento, expresso em mm,
denominando-se “Rebaixamento do Topo”, em seguinda, com utilizou-se um martelo de
borracha para retirada do cilindro de pasta curada endurecida. A amostra foi lavada em água
corrente, deixada imersa em água na temperatura ambiente (API, 2000).
Procedeu-se então, o corte do cilindro em 4 partes iguais, conforme o esquema da
Figura 34, identificando as seções da seguinte maneira: topo (I), intermediárias (II e III) e
fundo (IV), recolocando-as em água novamente por 30 min (API, 2000).

Materiais e Métodos 88
Figura 33 - Tubo decantador.
FONTE: LIMA, 2004.
Figura 34 - Seccionamento da amostra de cimento curada: Topo (I); Intermediários (II) e
(III); Fundo (IV).
Cada seção foi presa a um suporte com garra, garantindo maior estabilidade e
precisão na leitura, depois cada seção foi imersa em água em um béquer. Registrou-se o peso
da seção como “Peso da seção na água”. Em seguida, cada seção foi rebaixada e apoiada no
fundo do béquer, de modo que o fio não ficasse tensionado, registrando-se o peso indicado
como “Peso da seção no ar”.
Os cálculos dos pesos específicos em lb/gal de cada seção foram determinados por
meio da equação 4.4:

Materiais e Métodos 89
33,8)/( xAGUAAR ρρρ = (4.4)
Onde:
ρ = Peso específico da seção (lb/gal);
ARρ = Peso da seção no ar;
AGUAρ = Peso da seção na água.
4.1.8 - Ensaio de Permeabilidade e Porosidade
Este ensaio é usado para avaliar a permeabilidade relativa de uma amostra de
cimento curada frente a líquidos ou gases. Os testes podem ser usados para obter o perfil das
formulações das pastas de cimento; entretanto, eles não podem fornecer uma indicação exata
da permeabilidade real de um cimento curado sob as condições subterrâneas de um poço. Um
permeabilímetro para cimento deve ser capaz de: (a) confinar uma amostra de cimento curada
em um suporte de amostra, (b) deslocar gás ou líquido através da amostra sob pressão, e
(c) medir ou registrar a pressão e a taxa de fluxo através da amostra.
Existe uma variedade de permeabilímetros disponíveis que podem ser usados para
realizar este teste. A Figura 35 mostra um desenho esquemático de um permeabilímetro que
deve consistir de: um suporte para amostra, meio pressurizante e dispositivo de medição e
registro. A pressão deve ser aplicada por ar comprimido, nitrogênio ou outro gás seguro e
adequado para manter a pressão constante. Para permeabilidade a gás, o mesmo é transmitido
sob pressão através da amostra de cimento. No caso de medidas de permeabilidade a líquido,
um gás é usado para deslocar o líquido contido num reservatório em direção à amostra de
cimento.

Materiais e Métodos 90
Figura 35 – Esquema de funcionamento do permeabilímetro.
Os corpos de prova foram preparados em moldes cilíndricos com diâmetro 3,8 cm
de raio (área da base de 45,36 cm2) e 7,8 cm de comprimento. Em seguida, as amostras foram
curadas por 7 dias a temperatura ambiente. Foram realizadas medidas de permeabilidade e
porosidade em todas as concentrações das pastas de estudo (5 %, 10 %, 15 %, 20 % e 25 %) e
comparadas com a permeabilidade medida nas pastas padrão. As medidas de permeabilidade e
porosidade por corpo-de-prova confeccionado.
Após o período de cura, os corpos de prova foram retirados dos moldes e colocados
dentro de um recipiente com água destilada até a realização do teste. Antes da realização do
teste, as amostras foram submetidas a um lixamento das bases, com lixa fina, para garantir
certa planicidade das bases.
Os ensaios de permeabilidade foram realizados em um permeabilímetro Ultra Perm
400, Core Lab. E as medidas de porosidade foram realizadas em um porosímetro Ultra Pore
300, com sistema de hélio, também da marca Core Lab.
A permeabilidade ao gás deve ser calculada usando a equação da Lei de Darcy, como
expresso na Equação 4.5.
)/()2000( AxPxLxPxxQK bb μ= (4.5)
Onde:
K = Permeabilidade ao gás (mD);
bQ = Vazão de N2 (mL/s);
μ = Viscosidade do N2;
L = Altura da amostra (cm);
A = Área superficial da amostra (cm2);
bP = Diferencial de pressão (psi).
Materiais e Métodos 91
4.1.9 - Determinação da Resistência ao ataque ácido
A determinação da resistência das pastas de cimento formuladas ao ataque ácido
foi de acordo com o Manual de procedimentos e Métodos de laboratório destinados à
cimentação de poços de petróleo.
As pastas foram preparadas de acordo com o item 4.1.2 e colocadas em moldes
plásticos de forma cúbica, sendo que para cada formulação, a norma exige 3 corpos -
de - provas. Como são 5 formulações mais a pasta padrão, foram moldados 18 corpos - de -
provas. Logo em seguida, as pastas foram para cura em banho atmosférico à temperatura de
38 oC por 7 dias. Após resfriar, os corpos - de - prova foram desmoldados e colocados imersos
em água para a realização do ataque ácido.
O ácido utilizado para o ataque foi o HCl à 5 %. Foi preparado 2 L dessa solução
da seguinte maneira: 812 mL de HCl P.A e 1.188 mL de água destilada em um béquer de
plástico de 4 litros de capacidade. O béquer foi tampado com filme plástico e colocado em um
banho atmosférico onde foi aquecido a 65 oC por 2 horas.
Os corpos - de - prova foram retirados do banho antes do teste, em seguida foi
retirado o excesso de água dos mesmos com papel absorvente e pesados para serem
registrados sua massa inicial ( im ).
Os corpos - de - prova foram colocados no béquer contendo a solução ácida de
HCl a 15 % a uma temperatura de 65 oC durante 40 minutos. Depois foram retirados do
béquer, com auxílio de uma pinça e colocados sobre uma toalha de papel. Os corpos de prova
foram pesados, registrando sua massa final ( fm ).
A quantificação do consumo de cimento pelo ácido foi feito pela seguinte equação
(4.6).
Perda de Massa (%)= ((Massa Inicial – Massa Final)/ Massa Inicial) x 100 (4.6)

Materiais e Métodos 92
4.1.10 – Ensaio de tração por Compressão diametral
A determinação da resistência à tração por compressão diametral, nas curas
realizadas em 24 h, 48 h, 7 dias e 28 dias, foi realizada em corpos - de - prova moldados
conforme NBR 7215 e ensaiados conforme NBR 7222.
Para realização deste ensaio, foram preparados três corpos - de - prova cilíndricos
com as seguintes dimensões: diâmetro de 50 mm e comprimento de 100 mm, para cada
formulação estudada e para a pasta padrão. Os mesmos foram curados a 27 ºC durante 24 h,
48 h, 7 dias e 28 dias em banho termostático (Figura 36).
Figura 36 - Banho Termostático Nova Ética Modelo 500/3DE.
Os ensaios foram feitos em máquina universal de ensaio Shimadzu Autograph
Modelo AG-I, controlada pelo programa TRAPEZIUM 2, os corpos - de - prova foram
colocados sobre o prato da máquina de ensaio. Os pratos foram ajustados até que fosse obtida
uma força de compressão capaz de manter em posição o corpo - de - prova. Os ensaios
mecânicos de tração por compressão diametral foram realizados a temperatura ambiente
(± 27 ºC) (Figura 38) e a 200 °C, onde permaneceram na câmara por 1 hora para estabilização
da temperatura do teste (Figura 37).
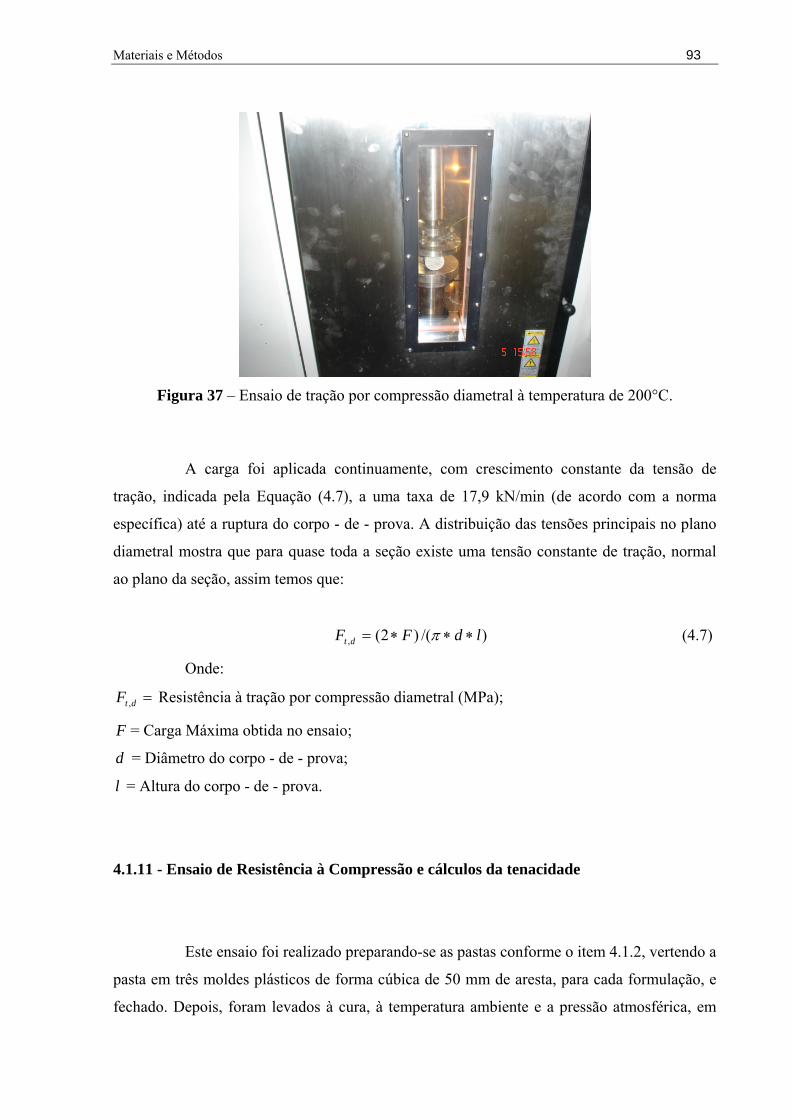
Materiais e Métodos 93
Figura 37 – Ensaio de tração por compressão diametral à temperatura de 200°C.
A carga foi aplicada continuamente, com crescimento constante da tensão de
tração, indicada pela Equação (4.7), a uma taxa de 17,9 kN/min (de acordo com a norma
específica) até a ruptura do corpo - de - prova. A distribuição das tensões principais no plano
diametral mostra que para quase toda a seção existe uma tensão constante de tração, normal
ao plano da seção, assim temos que:
)/()2(, ldFF dt ∗∗∗= π (4.7)
Onde:
=dtF , Resistência à tração por compressão diametral (MPa);
F = Carga Máxima obtida no ensaio;
d = Diâmetro do corpo - de - prova;
l = Altura do corpo - de - prova.
4.1.11 - Ensaio de Resistência à Compressão e cálculos da tenacidade
Este ensaio foi realizado preparando-se as pastas conforme o item 4.1.2, vertendo a
pasta em três moldes plásticos de forma cúbica de 50 mm de aresta, para cada formulação, e
fechado. Depois, foram levados à cura, à temperatura ambiente e a pressão atmosférica, em

Materiais e Métodos 94
um Banho termostático Nova Ética modelo 500/3DE com água, que possui dimensões
adequadas à imersão completa dos moldes e também um sistema de circulação realizado por
um agitador (NBR 9825, 1993), conforme Figura 36.
As curas foram realizadas em 24 h, 48 h, 7 dias e 28 dias de imersão, os moldes
foram removidos do banho, após o tempo específico de cura de cada um, e desmoldados.
Depois foram enxutos com papel absorventes e suas dimensões foram medidas com um
paquímetro para avaliar possíveis rebaixamentos, não ultrapassando cinco minutos nessa
etapa. A ruptura dos mesmos foi realizada em uma máquina universal de ensaios Shimadzu
Autograph modelo AG-I, controlada pelo programa TRAPEZIUM 2.
Os ensaios de resistência à compressão foram feitos em temperatura ambiente e
200 oC (Figura 38) para serem avaliados os efeitos deste fator na resistência das pastas
aditivadas com látex. Para a ruptura dos corpos de prova, utilizou-se taxa de carregamento de
17,9 kN/min (como recomendado por Norma).
Figura 38 - Corpo - de - prova sendo ensaiado.
As análise dos valores de tenacidade foram calculados utilizando os valores de força
(kN) e deslocamento (mm) dos resultados obtidos no teste de resistência a compressão. Esses
valores foram utilizados no Software Origin Professional 6.0 onde foram plotados os gráficos
específicos de cada tipo de pastas formulada. Logo em seguida utilizou-se uma ferramente
presente no software citado que calcula a integral da área sobre à curva, este resultado
expresso em númericamente é a tenacidade (J) da pasta estudada como mostra a Figura 39.
CORPO - DE - PROVA

Materiais e Métodos 95
Figura 39 – Exemplo de cálculo do valor de tenacidade pelo Software Origin 6.0.
4.2 - Análises e caracterização das pastas formuladas
4.2.1 - Análise térmica: TG/DTG e DSC
Para a análise termogravimétrica/termogravimétrica diferencial (TG/DTG) foram
pesadas cerca de 3,5 mg da amostra da PU W320, pasta padrão e da aditivada com a
poliuretana. As amostras foram submetidas a razão de aquecimento de 10 oC.min-1 em
atmosfera de nitrogênio até 900 oC. O equipamento utilizado foi uma termobalança TGA 51
Shimadzu. Esta análise foi utilizada para determinar a estabilidade térmica dos componentes
da formulação da pasta e informar quanto ao perfil de decomposição do polímero na
formulação.
As análises de calorimetria diferencial de varredura (DSC) foram feitas em um
equipamento Shimadzu, modelo DSC-50. As amostras de PU W320, pasta padrão e da pasta
aditivada com PU W320. As amostras foram submetidas a um intervalo de temperatura

Materiais e Métodos 96
ambiente até 600 oC, a uma varredura de 10 oC.min-1 em fluxo de nitrogênio a 50 mL/min,
com massa inicial da amostra de 10 mg.
4.2.2 – Análise de Fluorescência de Raio-X (FRX)
A análise de FRX foi efetuada para verificar os componentes químicos da pasta de
cimento Padrão. Na amostra, foi feita uma análise quantitativa da composição química no
equipamento EDX-700 da Shimadzu.
4.2.3 – Difração de Raios-X (DRX)
As amostras para análise de raios-x pelo método do pó foram realizadas em um
difratômetro XDR-600 da Shimadzu, com tubo de cobre (λ= 1,5418 Å). A varredura foi
realizada com valores de 2θ entre 5o e 70o. Esta técnica foi utilizada para avaliar as fases
cristalinas que compõe as pasta de cimento, bem como a possível influência da adição da
poliuretana não iônica nas fases de hidratação das pastas.
4.2.4 – Espectroscopia de FT-IR
As análises de absorção na região do infravermelho foram realizadas em um
espectrofotômetro PERKIN-ELMER modelo 16FPC. As amostras foram preparadas usando
pastilhas de KBr e colocadas no porta-amostra do aparelho. Estas amostras foram lidas no
intervalo espectral de 4.000 a 500 cm-1, a resolução do espectro foi de 4 cm-1 e o número de
varreduras foi de 25. Este procedimento foi utilizado para verificar a influência do polímero
nas reações de hidratação do cimento.
Materiais e Métodos 97
4.2.5 - Microscopia Eletrônica de Varredura (MEV)
O estudo da microestrutura por MEV foi realizado em um microscópio Philips em
módulo a vácuo. Esta técnica foi utilizada para identificar as fases de hidratação do cimento,
bem como o polímero na microestrutura do cimento.

5 ANÁLISE E PLANEJAMENTO EXPERIMENTAL

Análise e Planejamento Experimental 99
5 – ANÁLISE E PLANEJAMENTO EXPERIMENTAL
A necessidade de se estudar simultaneamente os diversos fatores que interferem
em um determinado processo assume um papel de destaque na implantação de muitos projetos
industriais. A otimização de sistemas, produtos e processos, através de procedimentos
experimentais tradicionais não é capaz de traduzir as melhores condições experimentais, sem
que um grande número de experimentos seja empregado (MUNIZ, 2005). As subseções
seguintes destinam-se a apresentar uma estratégia experimental bem elaborada, permitindo
minimizar o custo e o número de experimentos envolvidos em uma investigação
experimental, seja na indústria ou em um laboratório de pesquisas e desenvolvimento, ou
mesmo em trabalhos acadêmicos (BARROS NETO et al, 2001).
O interesse em desenvolver um planejamento experimental é justificado pela
intenção de minimizar os custos, o número e o tempo dos experimentos necessários à
realização e aplicação de um trabalho.
Os dados obtidos a partir dos ensaios de resistência à compressão, serão capazes
de representar o comportamento de algumas variáveis representativas, avaliadas no processo
de formulação das pastas de cimento aditivada com a PU W320.
5.1 - Otimização da formulação das pastas utilizando um planejamento experimental.
A utilização de uma metodologia experimental como ferramenta na otimização de
sistemas e/ou processos, tem sido largamente empregada em várias indústrias. Uma de suas
vantagens é que essa metodologia fornece, de maneira objetiva, a visualização e análise do
comportamento de um determinado sistema, bem como a significância estatística e a
influência de determinados parâmetros pré-estabelecidos no estudo desse mesmo sistema.
Para se fazer um tratamento de dados experimentais, utilizou-se um planejamento
fatorial, o qual minimiza o número de ensaios, resultando em melhores condições de trabalho
e permitindo uma melhor avaliação dos dados a partir de métodos matemáticos e estatísticos.
Essa metodologia de resposta experimental permite a manipulação de vários parâmetros ou
variáveis, bem como de todas as interações possíveis, sem ambigüidade dentro de um
domínio experimental pré-determinado, com um número mínimo de experimentos.

Análise e Planejamento Experimental 100
5.2 - Planejamento Fatorial 2n
Em um processo no qual se investiga a influência de três variáveis, A, B e C sobre
uma resposta Y, pode ser utilizado com vantagem um plano fatorial.
Um plano fatorial 2n requer n variáveis, onde cada uma apresenta dois níveis de
variação, representada pelo sinal (+) para o nível superior e pelo sinal (-) para o nível inferior.
Para fazer um planejamento fatorial completo, devem-se realizar experimentos em
todas as possíveis combinações dos níveis dos fatores. Cada um desses experimentos, em que
o sistema é submetido a um conjunto de níveis definido, é um ensaio experimental.
Em muitos projetos de simulação, o objetivo é encontrar os valores dos níveis das
variáveis independentes os quais determinam à resposta ou variável dependente. Se as
variáveis dependentes e independentes são quantitativas e contínuas, a metodologia de
superfície de resposta (MSR) é usualmente a mais apropriada e pode ser expressa como
(BARROS NETO et al, 2002):
Y = f (x1, x2, ..., xk) (5.1)
O modelo de planejamento experimental de Box-Wilson constitui-se em uma
forma mais completa de investigação, incluindo em seu desenvolvimento uma função resposta
polinomial de 2a ordem. Para investigação com duas variáveis x1 e x2, tem-se:
Y = b0 + b1x1 + b2x2 + b11x1 2 + b22x1 2 + b12x12 (5.2)
Y = b0 + b1x1 + b2x2 + b11x1 2 + b22x2 2 + b33x3 3 + b12 x1x2 + b13 x1x3 + b23 x2x3 (5.3)
Uma vez determinado o modelo que represente com segurança o sistema em
estudo, analise-se a função através de métodos matemáticos e numéricos. Os coeficientes
desta função resposta são gerados a partir da análise de regressão dos resultados obtidos
experimentalmente. A interpretação estatística é feita por técnicas de análise de variância,
relacionando o modelo a sua confiabilidade estatística (análise de significância).
A representação das relações existentes entre as respostas e os fatores estudados é
através da:
Avaliação simples da função com as combinações escolhidas das variáveis
para que se conheça a grandeza aproximada da influência de cada uma;

Análise e Planejamento Experimental 101
Representação mediante curvas de isorespostas das variáveis escolhidas;
Uma análise de perfil que caracteriza o comportamento da função em p
dimensões.
A metodologia do plano de experiência fornece respostas sobre a utilização das
matrizes de experiências fatoriais. Essas matrizes são chamadas de completas se todas as
interações estiverem compreendidas entre k fatores estudados, os quais podem ser definidos
por um ou vários parâmetros.
A realização de um plano fatorial completo, utilizando um número mínimo de
experimentos, é capaz de modelar o fenômeno estudado, reduzindo assim o número de
experimentos. Também é possível quantificar o efeito dos fatores estudados e, por
conseguinte, estabelecer reduções apreciáveis de custo.
Quando se estuda a influência dos fatores sobre uma resposta Y, em consideração
às respostas Yi (1 < i < p) de n ensaios X1, X2,....,Xn de valores Xi1, Xi2,....,Xin, pode-se definir
uma função resposta para p experiências da seguinte forma:
Yi = f (Xi1, Xi2,....,Xin) + ei (5.4)
onde ei representa o erro associado a cada experimento ligado a determinação de Yi.
Supondo que a função seja contínua e infinitamente derivada, poderá obter-se uma
boa aproximação a partir de um desenvolvimento da série de Taylor, obtendo-se a seguinte
expressão:
11 1 11 1
2
110 ... eY ilij
n
j
n
k
n
ljklikij
n
j
n
kijij
jjjij
n
jj ++χχβ+χχβ+χβ+χβ+β= ∑∑∑∑∑∑∑
= = == ===
(5.5)
onde lkj ≠≠ e β é uma constante.
O polinômio apresentado constitui um bom modelo para a função resposta. Pode
ser realizada uma aproximação linear, mas não poderá ser efetuada uma extrapolação. Ou
seja, para um grande domínio de fatores a estudar, deverá ser utilizado um modelo com um
grau elevado, e por conseqüência, a investigação de várias constantes em numerosos
experimentos (BARROS NETO et al, 2001)
Neste trabalho, o plano experimental consiste em 8 experimentos, ou seja, 23, o
qual utiliza dois níveis para cada variável. Para fazê-lo, devem-se realizar ensaios e registrar
as respostas observadas em todas as 8 possíveis combinações dos níveis escolhidos. A lista
dessas combinações é chamada matriz de planejamento.

Análise e Planejamento Experimental 102
A formulação dessa matriz experimental no estudo de otimização de algum tipo de
processo tem como objetivo agrupar todas as variáveis envolvidas no processo, facilitando a
visualização do nível dessas variáveis, bem como suas interações.
A Tabela 8 apresenta os fatores e seus respectivos níveis superiores e inferiores
para um planejamento fatorial 23.
Tabela 8 - Representação dos fatores e níveis para um planejamento fatorial 23.
Fatores Símbolos Nível Superior Nível Inferior
1 A + - 2 B + -
3 C + -
A partir de uma matriz de planejamento pode-se formar a tabela de coeficientes de
contraste, multiplicando os sinais das colunas apropriadas para obter as colunas
correspondentes às interações. Esta matriz experimental é para os cálculos dos principais
efeitos de interação está representada na Tabela 9.
Tabela 9 - Representação da matriz para os cálculos dos efeitos principais e de interação para
um planejamento fatorial 23.
Variáveis Interações Experimento
A B C AB AC BC ABC Respostas
1 - - - + + + - Y1
2 + - - - - + + Y2
3 - + - - + - + Y3
4 + + - + - - - Y4
5 - - + + - - + Y5
6 + - + - + - - Y6
7 - + + - - + - Y7
8 + + + + + + + Y8

Análise e Planejamento Experimental 103
A cada linha da matriz, define-se uma experiência correspondente a uma
combinação de níveis superiores e inferiores de cada fator, obtendo-se uma resposta Y
correspondente à média dos ensaios em cada experiência.
Quando o efeito de uma variável depende do nível de outra, diz-se que as duas
variáveis interagem, e pode-se calcular o valor do efeito de interação entre elas.
O efeito produzido por uma variável é, por definição, a mudança na resposta
obtida quando se altera o valor desta variável mantendo todas as outras constantes. Os efeitos
da variável A são ilustradas na de acordo com seus níveis explicitados na Tabela 10. Os
efeitos das variáveis B e C estão ilustrados nas Tabela 11 e 12.
Tabela 10 - Efeitos da variável A
Condições em que as comparações foram realizadas Medidas individuais do efeito da mudança de A, de – para + B C
Y2 - Y1 = Y21 - - Y4 - Y3 = Y43 + -
Y6 - Y5 = Y65 - +
Y8 - Y7 = Y87 + +
Tabela 11 - Efeitos da variável B
Condições em que as comparações foram realizadasMedidas individuais do efeito da mudança de B, de – para + A C
Y3 - Y1 = Y21 - - Y4 – Y2 = Y42 + -
Y7 - Y = Y75 - +
Y8 – Y6 = Y86 + +
Tabela 12 - Efeitos da variável C
Condições em que as comparações foram realizadasMedidas individuais do efeito da mudança de C, de – para + A B
Y5 - Y1 = Y51 - - Y6 – Y2 = Y62 + -
Y7 – Y3 = Y73 - +
Y8 – Y4 = Y84 + +

Análise e Planejamento Experimental 104
A média dos quatro valores obtidos é chamada de efeito principal e denotado por
A. Onde é medido o efeito médio de A sobre todas as condições das outras variáveis. Devido
à simetria geral do plano, conforme a Figura 40 existe um conjunto similar com quatro
medidas para o efeito de B e de C.
Figura 40- Interpretação geométrica dos efeitos num planejamento fatorial 23.
O efeito principal de cada uma das variáveis é a diferença entre duas médias, ou
seja:
Efeito Principal = Y+ - Y- (5.6)
Y+ = resposta média para os níveis superiores
Y- = resposta média para os níveis inferiores
Para as variáveis A, B e C e sendo n o número de réplicas realizadas para cada
experimento, os efeitos podem ser calculados da seguinte forma:
( )7531864241 YYYYYYYYn
A −−−−+++= (5.7)
( )6521874341 YYYYYYYYn
B −−−−+++= (5.8)
( )4321876541 YYYYYYYYn
C −−−−+++= (5.9)
Os efeitos principais podem ser vistos como um contraste entre observações sobre
faces paralelas de um cubo, como indica a Figura 41(a), da mesma forma que a interação

Análise e Planejamento Experimental 105
entre dois fatores é um contraste entre resultados sobre dois planos diagonais, conforme pode
ser visto na Figura 41(b).
Figura 41 - Representação geométrica dos contrastes correspondendo aos efeitos principais
(a) e de interação a dois fatores em um planejamento fatorial 23 (b).
FONTE: BARROS NETO et al, 2001.
A medida da interação de duas variáveis, como por exemplo, A e C, é fornecida
pela diferença média entre o efeito médio de A com o nível negativo de C e o efeito médio de
A, com o nível positivo de C, sendo denominada de interação do tipo AC. O cálculo das
interações AC, AB e BC são mostrados a seguir:
( )7542863141 YYYYYYYYn
AC −−−−+++= (5.10)
( )7632854141 YYYYYYYYn
AB −−−−+++= (5.11)
( )7542863141 YYYYYYYYn
AC −−−−+++= (5.12)
Para o cálculo da interação a três fatores, observa-se que, na interação AB, são
disponíveis duas mediadas desta interação, uma para cada valor da variável C, ou seja:

Análise e Planejamento Experimental 106
AB com C(+) =n41 [(Y8-Y7) – (Y6-Y5)] (5.13)
AB com C(-) =n41 [(Y4-Y3) – (Y2-Y1)] (5.14)
A diferença mede a consistência da interação do fator A com o B para os dois
níveis disponíveis de C. A interação ABC é definida como a diferença da média entre a
interação AB nos dois diferentes níveis de C. Dessa forma tem-se:
ABC =n41 [(Y8-Y7) – (Y6-Y5)] - [(Y4-Y3) – (Y2-Y1)] (5.15)
5.3 - Metodologia de superfícies de resposta
A metodologia de superfícies de respostas é uma técnica de otimização baseada
em planejamentos fatoriais que foi introduzida por G. E. P. Box nos anos cinqüenta, e que
desde então tem sido usada com grande sucesso na modelagem de diversos processos
industriais (BARROS NETO et al, 2001)
Esta metodologia consiste em otimizar uma determinada área demarcada dentro de
uma região compreendida no domínio experimental. As superfícies são geradas e analisadas
por curvas específicas chamadas de isorespostas ou contorno.
A relação existente entre a resposta experimental Y e os fatores A e B que
influenciam esta resposta em uma situação genérica, está representada na Figura 42.

Análise e Planejamento Experimental 107
Figura 42 - Modelo de representação das relações entre a resposta experimental Y de uma
reação e os fatores A e B que influenciam esta resposta associados à mesma reação.
De acordo com o ensaio de resistência à compressão que foi realizado, as respostas
serão investigadas segundo um conjunto das análises de regressão e de variância, obtidas pelo
Software Statistic versão 5.0. Também a partir deste software, serão geradas as superfícies de
respostas nas quais serão apresentadas o comportamento das variáveis em todo o domínio
experimental.
As variáveis investigadas, escolhidas em função das etapas mais importantes a
serem analisadas para a aplicação da pasta em um processo de cimentação de poços de
petróleo, são:
A = Concentração de PU W320;
B = Temperatura do ensaio de resistência;
C = Tempo de cura;
R = Resistência à compressão (MPa), como resposta experimental.
Com relação à concentração (A) utilizada para a respectiva análise no Software
Statistic, foram escolhidas as formulações contendo 5 % e 25 %, como menor e maior nível.
Para ser verificado o comportamento das pastas quando se adiciona o mínimo e o máximo de
PU W320.

Análise e Planejamento Experimental 108
A temperatura (B) de ensaio utilizada para a análise foi a temperatura ambiente
(27 oC) e aquecida (200 oC) para ter-se a visualização e resposta da influência dessa variável
na resistência da pasta, bem como sua interação com as outras variáveis. Para o tempo de cura
utilizou-se 1 dia e 7 dias como sendo o tempo mínimo e máximo de observação da variação
da resistência da pasta (R), bem como sua aplicação em um poço de petróleo para o início das
atividades de extração do óleo.

6 RESULTADOS E DISCUSSÕES

Resultados e Discussões 109
6 – RESULTADOS E DISCUSSÕES
Os resultados obtidos na fase experimental serão apresentados e discutidos de
acordo com a ordem descrita a seguir.
• Caracterização térmica e estrutural da PU W320;
• Formulações obtidas das pastas contendo a PU W320;
• Resultados de reologia; espessamento; água livre; filtrado; estabilidade;
permeabilidade e porosidade;
• Resistência ao ataque ácido;
• Análise térmica e microestrutural da adição da PU W320 nas fases de
hidratação da pasta.
• Resistência à tração;
• Na análise estatística dos fatores: Influência da temperatura, tempo de cura e
concentração da PU W320 na formulação da pasta, na resistência à compressão da
pasta de cimento Portland/ látex;
• Tenacidade das pastas.
6.1 – Análise estrutural e caracterização térmica do látex PU W320
O Látex PU W320 fornecido pela Crompton é uma dispersão aquosa de
poliuretano alifático não-iônico, que segundo as informações técnicas fornecidas pelo
fabricante, apresenta uma grande concentração de polímero, cujas partículas são de dimensões
coloidais (3 microns).
A análise estrutural de FT-IR foi utilizada para avaliar os espectros
correspondentes, de fato, ao látex PU W320, devido a um estudo posterior da sua modificação
quando presente na microestrutura do cimento.
A análise térmica TG/DTG foi utilizada para avaliar a estabilidade e decomposição
térmica do látex estudado. Já a DSC foi utilizada para determinar as transições térmicas
existentes no látex.

Resultados e Discussões 110
6.1.1 - Análise termogravimétrica e calorimetria diferencial de varredura
O gráfico correspondente à análise esta expresso em função da curva de TG e de
sua derivada (DTG), conforme a Figura 43.
Figura 43- Curva de TG/DTG para o Látex PU W320
Foram observados na termogravimetria dois estágios de perda de massa
correspondente. O primeiro ocorre até mais ou menos 200 ºC com perda mássica de
65,014 %, atribuído à água residual presente na poliuretana composição da PU W320. E o
segundo evento, referente ao pico de pirólise do polímero, que inicia a mais ou menos 300 ºC
com perda de massa de 33,485 % e que se completa próximo a 450 ºC. Esse novo evento
térmico é atribuído à quebra da ligação uretana até a perda de massa do isocianato (-NCO)
próxima a 500 ºC (MOTHÉ e AZEVEDO, 2002).
Esse comportamento é típico de polímero de condensação e a degradação da
poliuretana segue uma seqüência: primeiro a quebra da ligação uretana, formando isocianato e
Ponto correspondente à temperatura de Injeção de Vapor.

Resultados e Discussões 111
álcool ou éter, seguido da formação de aminas primárias, secundárias ou olefinas, que
finalmente se degradam em dióxido de carbono e nitrogênio (VAN KREVELEN, 1992).
Na DSC da PU W320, como mostra a Figura 44, observam-se dois picos
endotérmicos, 102,61 ºC e 124,12 ºC, referentes à etapa de desidratação, confirmando a
presença de molécula de água com diferente força de ligação. Há um pico exotérmico, muito
pequeno, em 301 ºC, sugerindo apenas uma pequena degradação do látex.
Figura 44 - Curva DSC da PU W320.
De maneira geral, foi observado que o látex Poliuretana apresenta estabilidade
térmica superior à temperatura de 200 ºC, a qual é superior às temperaturas observadas nos
poços geotérmicos da região Nordeste do Brasil.
6.1.2 – Análise de infravermelho (FT-IR)
A análise de infravermelho foi realizada com uma amostra da PU W320 aquosa
(Figura 45).

Resultados e Discussões 112
Figura 45– Espectro de absorção na região do infravermelho da PU W320.
De acordo com o espectro de infravermelho, a banda larga em 3.422 cm-1, relativa
à hidroxila (-OH) em ligação de hidrogênio intermolecular presente na água residual, e a
banda 2.967 cm-1 e 1.459 cm-1 são atribuídas ao estiramento CH2 (deformação axial forte e
deformação angular simétrica) presente na estrutura da poliuretana. A banda 2.095 cm-1 é
referente ao estiramento do isocianato (-NCO, 2.270 a 2.085 cm-1), a banda 1.643 cm-1 refere-
se ao grupo uretano secundário (CHN-). Já a banda 1.539 cm-1 ao ânio carboxilato referente
ao diol dimetilpropriônico (DMPA) presente na maioria das poliuretanas, a banda 1.369 cm-1
ao estiramento C-N, a 1245 cm-1ao –C-O-C- assimétrico e a banda 1.104 cm-1 ao -C-O,
também presente na estrutura da poliuretana (LEE et al, 2005; SILVERSTEIN et al, 1993).
6.2 - Formulações das pastas
Neste trabalho foram formuladas seis pastas contendo diferentes concentrações de
PU W320, mais a pasta de referência, denominada de pasta padrão, como mostra as
composições na tabela de acordo com a Tabela 13.

Resultados e Discussões 113
Tabela 13 – Composições das pastas formuladas.
Composição (g) Formulações
Cimento Água PU W320 Antiespumante FAC (1)
Padrão 772,00 356,00 ----- ----- 0,46 5% PU W320 733,63 269,35 104,80 0,65 0,46 10% PU W320 700,92 192,25 200,26 0,62 0,46 15% PU W320 671,01 121,74 287,57 0,59 0,46 20% PU W320 643,54 57,00 367,74 0,57 0,46 25% PU W320 618,23 ----- 441,59 0,55 0,46
(1) FAC – Fator Água/Cimento
Na formulação contendo 25 % da Poliuretana PU W320 não foi adicionada água
devido à sua presença na composição dessa dispersão aquosa (cerca de 65%), o que
modificaria o fator água cimento (FAC), caso não fosse considerado esse parâmetro. Este
fator é muito importante para se obter uma pasta com a densidade desejada, além de ser
importante no processo de cura e resistência da pasta.
Em seguida, as pastas foram homogeneizadas para a realização dos ensaios de
caracterização com relação a sua aplicabilidade numa operação de cimentação.
6.3 - Ensaios de caracterização
Os ensaios de caracterização foram feitos para avaliar as propriedades reológicas,
espessamento, água livre, filtrado, estabilidade, permeabilidade e porosidade, resistência à
tração, resistência à compressão e tenacidade.
6.3.1 - Propriedades reológicas das formulações
As medidas reológicas das pastas formuladas em diferentes concentrações são
necessárias para possível aplicação da pasta numa operação de cimentação. Os dados obtidos
neste ensaio estão expostos nas Tabela 14 e 15.

Resultados e Discussões 114
Tabela 14 – Tensão de Cisalhamento em função da taxa de cisalhamento.
Tensão de Cisalhamento (lbf/100 ft2) Taxa de Cisalhamento
(s-1) Padrão 5% PU 10% PU 15% PU 20% PU 25% PU
17,02 26,1415 12,8040 10,6700 11,7370 12,8040 18,1390 34,05 29,3435 15,4715 12,8040 14,9380 17,6050 24,0070 51,07 31,4765 18,1390 14,9380 19,2060 21,8730 29,3450 102,14 35,7445 23,4740 20,8060 27,7420 33,6100 44,2810 170,23 41,0765 28,8090 28,2760 38,9450 48,5480 62,9530 349,46 51,2160 42,1465 43,7470 64,5530 82,1540 106,1660 510,70 60,8190 52,2820 58,6850 87,4940 114,1700 148,3130
Tabela 15 – Resultados de Viscosidade Plástica e Limite de Escoamento em função da concentração de PU W320.
Concentração de PU Gi1 Gf2 VP LE
(%) (lbf/100 pé2) (lbf/100 pé2) (cP) (Pa)
0 16,00 16,00 32,38 13,23 5 8,50 10,70 37,76 6,62 10 9,00 12,00 46,43 4,48 15 11,00 12,00 73,75 5,27 20 11,00 13,00 97,84 5,52 25 12,00 14,00 125,58 7,67
(1) Gel inicial (2) Gel final
De acordo com a Tabela 14, a tensão de cisalhamento aumenta consideravelmente
com o aumento da concentração de PU. Esse comportamento é típico de fluido Binghamiano
(suspensões diluídas de sólidos em líquidos do tipo cimento/látex), ou seja, há um aumento da
tensão de cisalhamento em conseqüência do aumento da viscosidade plástica da pasta de
cimento.
Com relação aos resultados de Gel inicial (Gi) e Gel final (Gf), observa-se que
todas as pastas formuladas com a PU W320 apresentaram aumento de gel inicial e final em
relação ao aumento da concentração de PU W320. De acordo com ALLAN (1997), os látices
que possuem efeito retardante e controladores de fluidos tendem a aumentar a viscosidade da

Resultados e Discussões 115
pasta e conseqüentemente, aumentar o Gel inicial e o Gel final da pasta, podendo tornar a
pasta tixotrópica.
Uma melhor visualização dos resultados de Viscosidade Plástica (VP) e Limite de
Escoamento (LE) podem ser observadas nos gráficos das Figura 46 e 47.
0 5 10 15 20 250
102030405060708090
100110120130140
V alor M áx im o perm itido por N orm a(55 cP )
Vis
cosi
dade
Plá
stic
a (c
P)
C oncentração de P U W 320 (% )
Figura 46 – Curva de Viscosidade em função da concentração de PU W320 na pasta.
0 5 10 15 20 250,0
2,4
4,8
7,2
9,6
12,0
14,4
Limite Inferior permitido por Norma (14,4 Pa)
Lim
ite
de E
scoa
men
to (
Pa)
Concentração de PU W320 (%)
Figura 47 – Curva do Limite de Escoamento em função da concentração de PU W320.
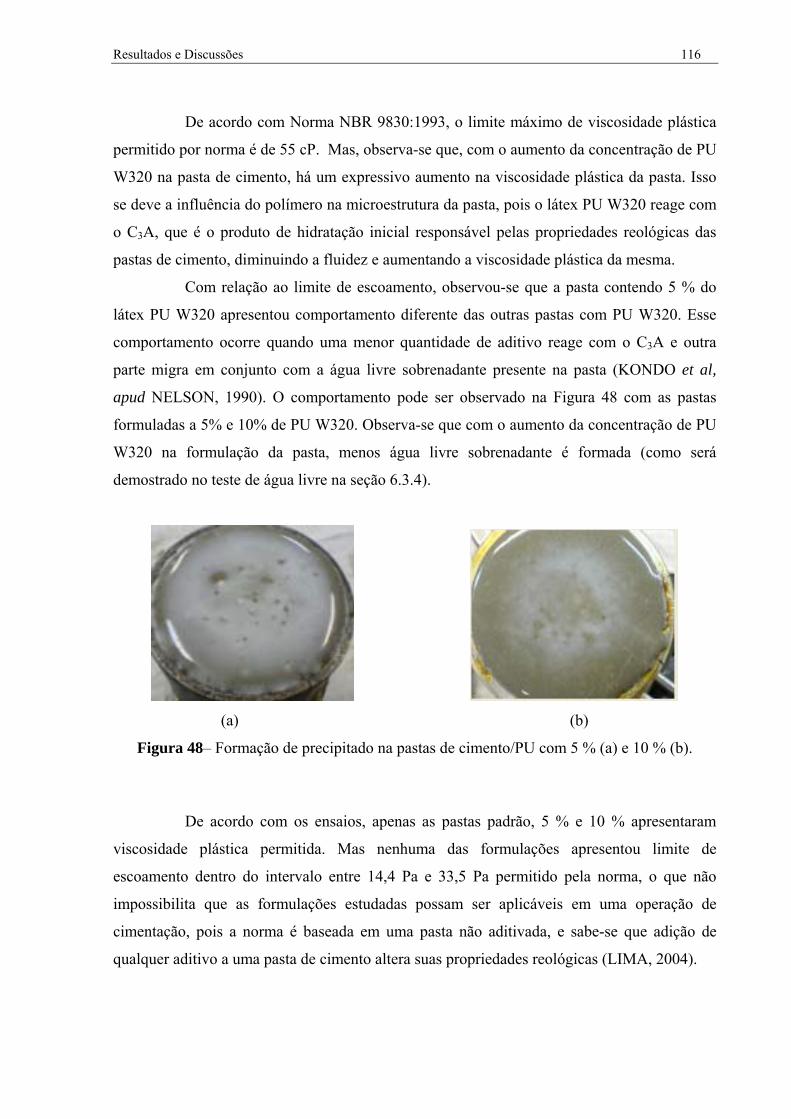
Resultados e Discussões 116
De acordo com Norma NBR 9830:1993, o limite máximo de viscosidade plástica
permitido por norma é de 55 cP. Mas, observa-se que, com o aumento da concentração de PU
W320 na pasta de cimento, há um expressivo aumento na viscosidade plástica da pasta. Isso
se deve a influência do polímero na microestrutura da pasta, pois o látex PU W320 reage com
o C3A, que é o produto de hidratação inicial responsável pelas propriedades reológicas das
pastas de cimento, diminuindo a fluidez e aumentando a viscosidade plástica da mesma.
Com relação ao limite de escoamento, observou-se que a pasta contendo 5 % do
látex PU W320 apresentou comportamento diferente das outras pastas com PU W320. Esse
comportamento ocorre quando uma menor quantidade de aditivo reage com o C3A e outra
parte migra em conjunto com a água livre sobrenadante presente na pasta (KONDO et al,
apud NELSON, 1990). O comportamento pode ser observado na Figura 48 com as pastas
formuladas a 5% e 10% de PU W320. Observa-se que com o aumento da concentração de PU
W320 na formulação da pasta, menos água livre sobrenadante é formada (como será
demostrado no teste de água livre na seção 6.3.4).
(a) (b)
Figura 48– Formação de precipitado na pastas de cimento/PU com 5 % (a) e 10 % (b).
De acordo com os ensaios, apenas as pastas padrão, 5 % e 10 % apresentaram
viscosidade plástica permitida. Mas nenhuma das formulações apresentou limite de
escoamento dentro do intervalo entre 14,4 Pa e 33,5 Pa permitido pela norma, o que não
impossibilita que as formulações estudadas possam ser aplicáveis em uma operação de
cimentação, pois a norma é baseada em uma pasta não aditivada, e sabe-se que adição de
qualquer aditivo a uma pasta de cimento altera suas propriedades reológicas (LIMA, 2004).

Resultados e Discussões 117
6.3.2 – Consistometria das pastas formuladas: tempo de espessamento
Muitos fatores afetam o tempo de pega de uma pasta cimentante. Além da
temperatura, pressão e umidade, um outro fator é a concentração de polímeros aquoso
adicionado na pasta de cimento (OHAMA, 1998). No caso de látex, o fator tempo de pega é
retardado devido a ação do polímero na cinética de hidratação da pasta de cimento.
Um dos objetivos desse teste de espessamento foi comprovar que, com o aumento
da concentração do látex na pasta, o tempo de pega aumenta. Na Figura 49 esse
comportamento é evidenciado. Com relação aos testes de espessamento com as pastas 5 % e
10 %, os mesmos não foram efetuados devido a problemas técnicos no consistômetro
pressurizado.
Figura 49 – Tempo de espessamento e bombeabilidade das pastas com cimento/PU W320
Como já foi dito anteriormente, o principal responsável pelas propriedades
reológicas e tempo de pega da pasta de cimento é o C3A. O que se pode observar na Figura 49
é a ação retardante do látex PU W320, devido à sua interferência na reação entre o C3A e o
gesso no início da hidratação da pasta de cimento. O que ocorre nessa interferência é que o
látex forma um complexo com íons cálcio e sulfatos presentes nessa reação, dificultando a
formação da etringita, que é um produto secundário da reação do aluminato tricálcico com o
gesso, bem como a difusão da água.

Resultados e Discussões 118
Observou-se que para todas as concentrações de PU W320 usadas nas
formulações, apresentaram consistência inicial entre 15 min e 30 min a 30 Uc, conforme
especificado na norma NBR 9829/93. Os valores posteriores de consistência permaneceram
constantes durante os primeiros minutos de ensaio, mantendo-se com uma boa fluidez inicial.
Entretanto, a definição da norma referente a uma pasta padrão, afirma que o
espessamento deve ocorrer entre 90 min e 120 min. Para pastas estudadas esses valores são
modificados. Não existe uma norma específica para testes efetuados com látex, o que não
significa dizer que as pastas estudadas não sejam aplicadas numa cimentação de um poço de
petróleo.
Das pastas avaliadas, nenhuma se enquadrou nesse critério. Isto não significa
dizer que as mesmas não sejam aplicadas, pois a adição de aditivos pode corrigir o tempo de
espessamento das mesmas.
Um outro detalhe importante deve ser levado em consideração no momento de se
julgar quais pastas se enquadram nos critérios de aplicação da norma, pois a mesma descreve
que a pasta a ser ensaiada, deve ser submetida a uma variação de temperatura e pressão, que
vai da temperatura ambiente e pressão atmosférica, até a temperatura de 52 ºC e pressão de
35,6 MPa (5160 psi) no período de 28 min. Esses valores de temperatura e pressão são
maiores quando comparados com os valores de 32 ºC e 48 MPa (7000 psi) utilizados nesse
ensaio, que são os mesmos valores adotados para operações de cimentação de superfícies de
poços da região Nordeste (LIMA, 2004).
6.3.3 – Teste de água livre
O resultado de água livre à temperatura ambiente é importante para prever o
volume de pasta a ser preparado para posterior operação de bombeio no poço. O teor de água
livre (%AL) é calculado de acordo com a equação 4.2. Os resultados estão de acordo com a
Tabela 16.
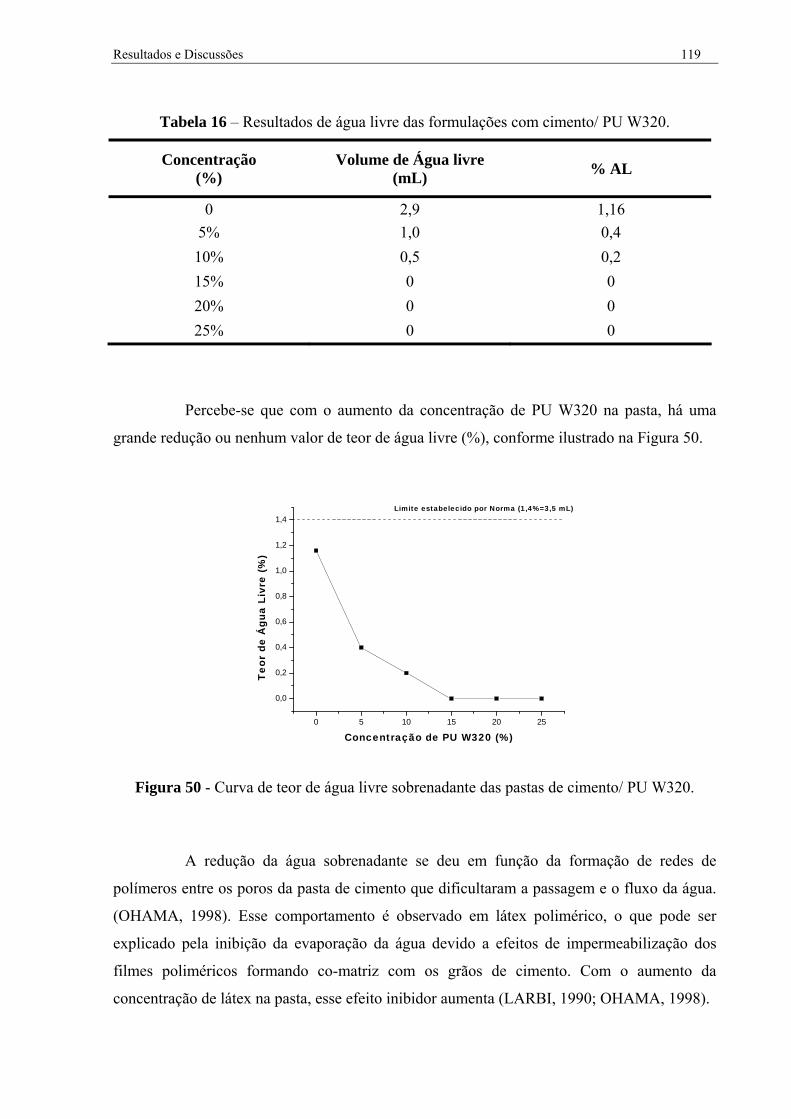
Resultados e Discussões 119
Tabela 16 – Resultados de água livre das formulações com cimento/ PU W320.
Concentração (%)
Volume de Água livre (mL) % AL
0 2,9 1,16 5% 1,0 0,4 10% 0,5 0,2 15% 0 0 20% 0 0 25% 0 0
Percebe-se que com o aumento da concentração de PU W320 na pasta, há uma
grande redução ou nenhum valor de teor de água livre (%), conforme ilustrado na Figura 50.
0 5 10 15 20 25
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4Limite estabelecido por Norma (1,4%=3,5 mL)
Teo
r de
Águ
a Li
vre
(%)
Concentração de PU W320 (%)
Figura 50 - Curva de teor de água livre sobrenadante das pastas de cimento/ PU W320.
A redução da água sobrenadante se deu em função da formação de redes de
polímeros entre os poros da pasta de cimento que dificultaram a passagem e o fluxo da água.
(OHAMA, 1998). Esse comportamento é observado em látex polimérico, o que pode ser
explicado pela inibição da evaporação da água devido a efeitos de impermeabilização dos
filmes poliméricos formando co-matriz com os grãos de cimento. Com o aumento da
concentração de látex na pasta, esse efeito inibidor aumenta (LARBI, 1990; OHAMA, 1998).
Resultados e Discussões 120
Conforme a norma API, o valor limite estipulado é de 3,5 mL (1,4 %) de água
livre. De acordo com os resultados obtidos na Tabela 16, todos os valores foram inferiores a
esse limite e ao valor da pasta padrão (0 %). O que se observa também na tabela 6.4 é que
acima de 15 % de látex na pasta, o teor de água livre é zero.
6.3.4 – Controle de Filtrado
Os cálculos das pastas formuladas foram efetuados como descritos na seção 4.16 e
os resultados obtidos encontram-se na Tabela 17.
Tabela 17 – Volume de filtrado das pastas de cimento.
Concentração (%)
Tempo do teste (min)
Volume de filtrado em 30 min (mL)
0 0,30 1059,9 5% 4,25 281,6 10% 30 96 15% 30 36 20% 30 14 25% 30 8
A diminuição no volume de filtrado ocorre com o aumento da concentração de PU
na pasta de cimento (Figura 51). Apenas as pastas com as concentrações de 15 %, 20 % e
25 % apresentam resultados dentro do limite estabelecido pela API, que é de 50 mL/30 min.
Algumas operações de squeeze, onde se requer pastas bastante fluidas, o volume de filtrado
requerido situa-se em torno de 50 a 100 mL (LIMA, 2004). Portando, a pasta contendo 10 %
de PU 320 se enquadra nesses limites.
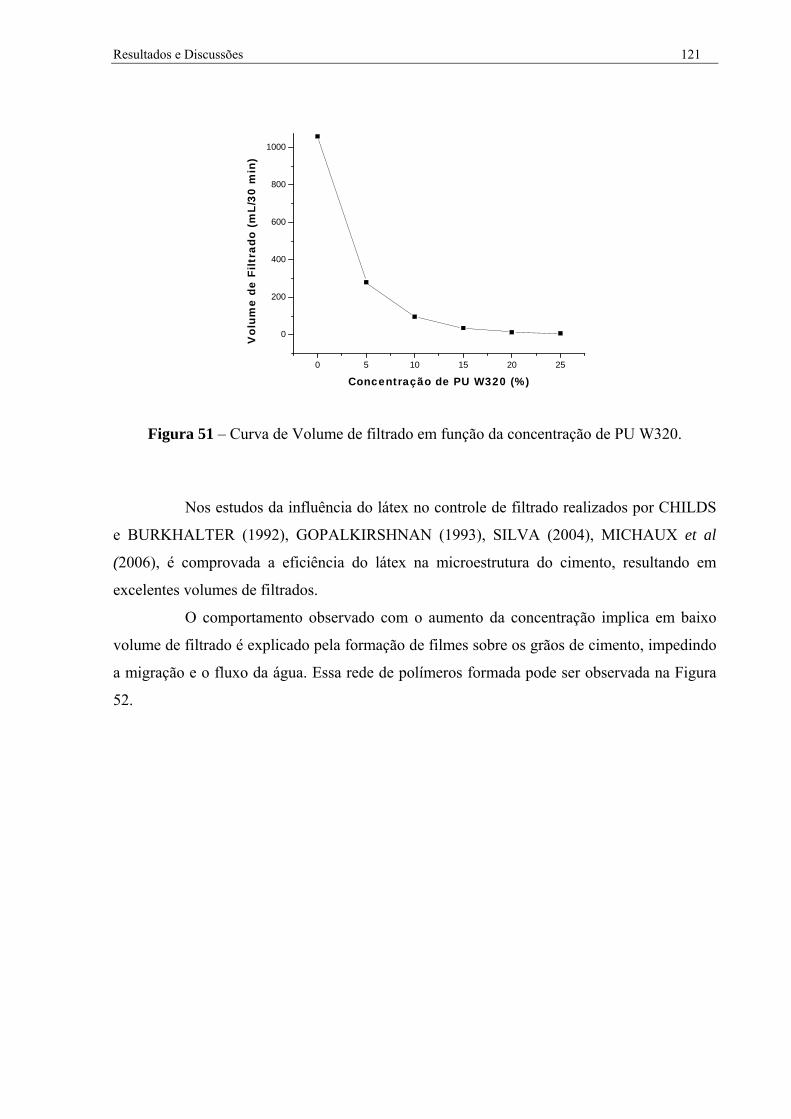
Resultados e Discussões 121
0 5 10 15 20 25
0
200
400
600
800
1000
Vol
ume
de F
iltra
do (
mL/
30 m
in)
Concentração de PU W320 (%)
Figura 51 – Curva de Volume de filtrado em função da concentração de PU W320.
Nos estudos da influência do látex no controle de filtrado realizados por CHILDS
e BURKHALTER (1992), GOPALKIRSHNAN (1993), SILVA (2004), MICHAUX et al
(2006), é comprovada a eficiência do látex na microestrutura do cimento, resultando em
excelentes volumes de filtrados.
O comportamento observado com o aumento da concentração implica em baixo
volume de filtrado é explicado pela formação de filmes sobre os grãos de cimento, impedindo
a migração e o fluxo da água. Essa rede de polímeros formada pode ser observada na Figura
52.

Resultados e Discussões 122
Figura 52 – Micrografia obtida em MEV da pasta com 25 % de PU W320 (aumento de
6000 x).
Observa-se a ação do látex no cimento através da formação de filmes sobre os
grãos de cimento. Além desse fenômeno, o mesmo provoca ação direta na cinética de
hidratação da pasta, formando novas fases organometálicas (SILVA e MONTEIRO, 2005).
6.3.5 – Estabilidade das pastas formuladas
Conforme indica a norma API, a maior diferença entre as seções (fundo menos
topo) for ≥ 0,5 lb/gal e o rebaixamento do topo da pasta for > 5mm, a pasta é dita instável e
deve ser reformulada.
Os resultados de estabilidade para as pastas formuladas encontram-se na Tabela
18.
Filme do Látex PU W320
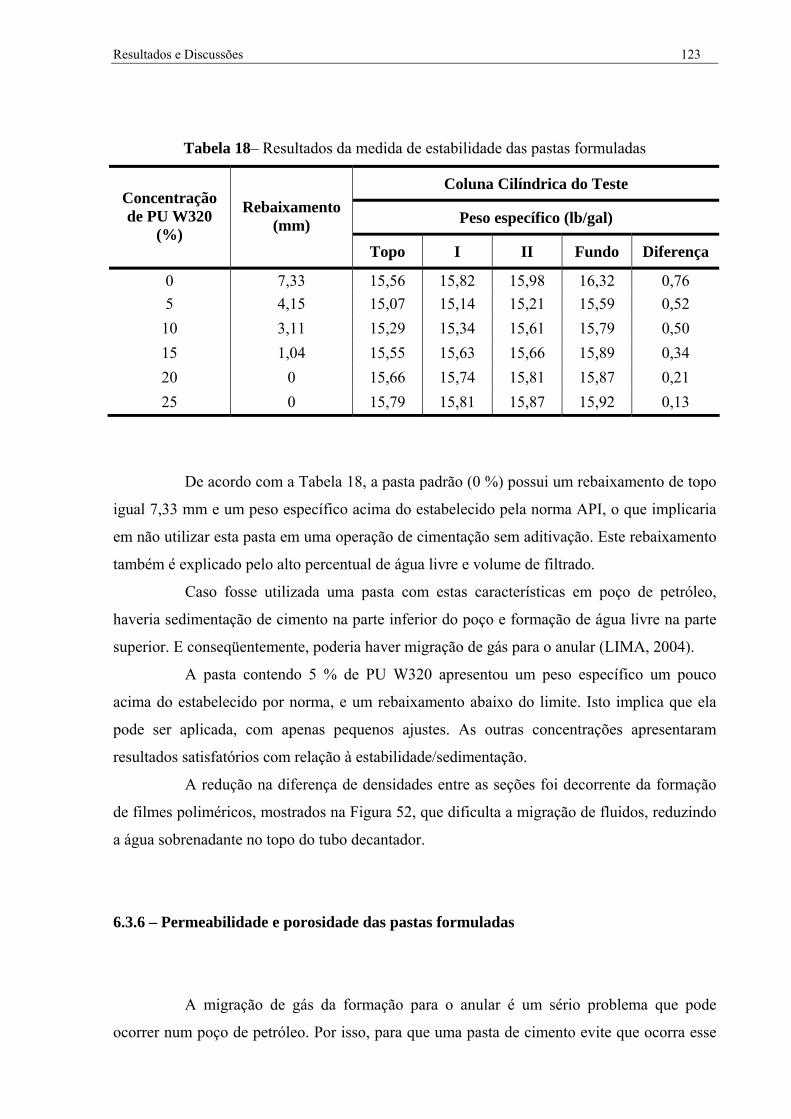
Resultados e Discussões 123
Tabela 18– Resultados da medida de estabilidade das pastas formuladas
Coluna Cilíndrica do Teste
Peso específico (lb/gal) Concentração de PU W320
(%)
Rebaixamento (mm)
Topo I II Fundo Diferença
0 7,33 15,56 15,82 15,98 16,32 0,76 5 4,15 15,07 15,14 15,21 15,59 0,52 10 3,11 15,29 15,34 15,61 15,79 0,50 15 1,04 15,55 15,63 15,66 15,89 0,34 20 0 15,66 15,74 15,81 15,87 0,21 25 0 15,79 15,81 15,87 15,92 0,13
De acordo com a Tabela 18, a pasta padrão (0 %) possui um rebaixamento de topo
igual 7,33 mm e um peso específico acima do estabelecido pela norma API, o que implicaria
em não utilizar esta pasta em uma operação de cimentação sem aditivação. Este rebaixamento
também é explicado pelo alto percentual de água livre e volume de filtrado.
Caso fosse utilizada uma pasta com estas características em poço de petróleo,
haveria sedimentação de cimento na parte inferior do poço e formação de água livre na parte
superior. E conseqüentemente, poderia haver migração de gás para o anular (LIMA, 2004).
A pasta contendo 5 % de PU W320 apresentou um peso específico um pouco
acima do estabelecido por norma, e um rebaixamento abaixo do limite. Isto implica que ela
pode ser aplicada, com apenas pequenos ajustes. As outras concentrações apresentaram
resultados satisfatórios com relação à estabilidade/sedimentação.
A redução na diferença de densidades entre as seções foi decorrente da formação
de filmes poliméricos, mostrados na Figura 52, que dificulta a migração de fluidos, reduzindo
a água sobrenadante no topo do tubo decantador.
6.3.6 – Permeabilidade e porosidade das pastas formuladas
A migração de gás da formação para o anular é um sério problema que pode
ocorrer num poço de petróleo. Por isso, para que uma pasta de cimento evite que ocorra esse

Resultados e Discussões 124
tipo de vazamento, ela deve ter baixa permeabilidade e porosidade. Os resultados de
permeabilidade (mD) e porosidade (%) estão na Tabela 19.
Tabela 19– Resultados do ensaio de permeabilidade e porosidade nas pastas formuladas
Concentração (%)
Permeabilidade (mD)
Porosidade (%)
0 12 16 5% 2 2,1 10% 1 1,3 15% 0 1 20% 0 0 25% 0 0
Os resultados obtidos de permeabilidade e porosidade a gás das pastas formuladas
estão descritas no gráfico das Figura 53 e 54.
0 5 10 15 20 25
0
2
4
6
8
10
Per
mea
bilid
ade
(mD
)
Concentração de PU W320 (%)
Figura 53 – Curva de Permeabilidade em função da concentração de PU W320.

Resultados e Discussões 125
0 5 10 15 20 25
0
2
4
6
8
10
12
Por
osid
ade
(%)
Concentração de PU W320 (%)
Figura 54 – Curva de porosidade em função da concentração de PU W320 na pasta.
Os resultados demonstram que a permeabilidade e a porosidade decrescem com o
aumento da concentração de látex PU W320 presente na formulação da pasta. Comparados
com os valores da pasta padrão, a pasta com adição de 5 % de PU W320 apresentou uma
diminuição significativa na permeabilidade e porosidade, e que para concentrações ≥ 15% de
PU W320 estes valores tendem a zero. Esse fenômeno é o mesmo que ocorre com os
resultados de água livre e volume de filtrado.
A redução da formação de água livre e o volume de filtrado é conseqüência da
influência do látex na reação de hidratação do C3S, e pelo processo de interação entre o grupo
carboxila (-OOC) da estrutura do látex poliuretana com o cálcio livre (Ca2+) da reação do C3S
com o gesso. Com isso, resta nesta reação, apenas o C-S-H gel, que apresenta baixa
permeabilidade e reduz o volume de poros entre suas fibras (SAUÔTE et al, 2006;
BERNARDO et al, 2006; APPLEBY e WILSON, 1996). Além do preenchimento dos vazios
pelo filme polimérico durante o processo de coalescência do látex (ROSSIGNOLO, 2005).
Logo, os resultados demonstram a viabilidade das pastas formuladas em operação de poços de
petróleo.

Resultados e Discussões 126
6.3.7 – Resistência das pastas de cimento/PU W320 ao ataque ácido
A acidificação é uma operação que afeta a durabilidade, porosidade e
permeabilidade do material utilizado na cimentação de um poço. Esse teste forneceu
resultados que permitem analisar o comportamento das pastas formuladas com PU W320
frente ao ácido clorídrico (15 %), o mais utilizado em operações de acidificação.
A pasta de cimento é um material altamente alcalino e extremamente susceptível
ao ataque ácido. O ataque foi efetuado com a imersão dos corpos-de-provas em béquer
tampado com papel filme e colocado em banho termostático à 65 ºC durante 2 horas.
Os corpos - de - provas foram levados ao ensaio de resistência à compressão de
acordo com a norma NBR 9830/1993. Apesar de existir estudo que comprova que a perda de
massa não se encontra relacionada com a redução da resistência, sendo ambos, resultados
independentes (MOREIRA et al, 2001).
A Tabela 20 apresenta os resultados da massa dos corpos antes e pós-ataque, bem
como da perda de massa de acordo com a equação (4.5).
Os dados utilizados foram às médias das massas dos três corpos-de-provas (g) e a
média dos resultados das resistências a compressões desses corpos.
Tabela 20 – Cálculo da perda de massa das pastas frente ao ataque de ácido HCl (15 %).
Concentração Média da Massa do
Corpo de Prova antes do Ataque ácido
Massa do Corpo de Prova depois do
Ataque ácidoPerda de Massa
(%) (g) (g) (%) 0 274,470 251,500 8,37
5% 259,790 251,210 3,30 10% 258,800 248,160 4,10 15% 249,277 238,590 4,48 20% 250,162 241,210 3,60 25% 238,540 229,700 3,70
A Figura 55 apresenta os resultados da resistência à compressão das pastas
formuladas bem como da pasta padrão.
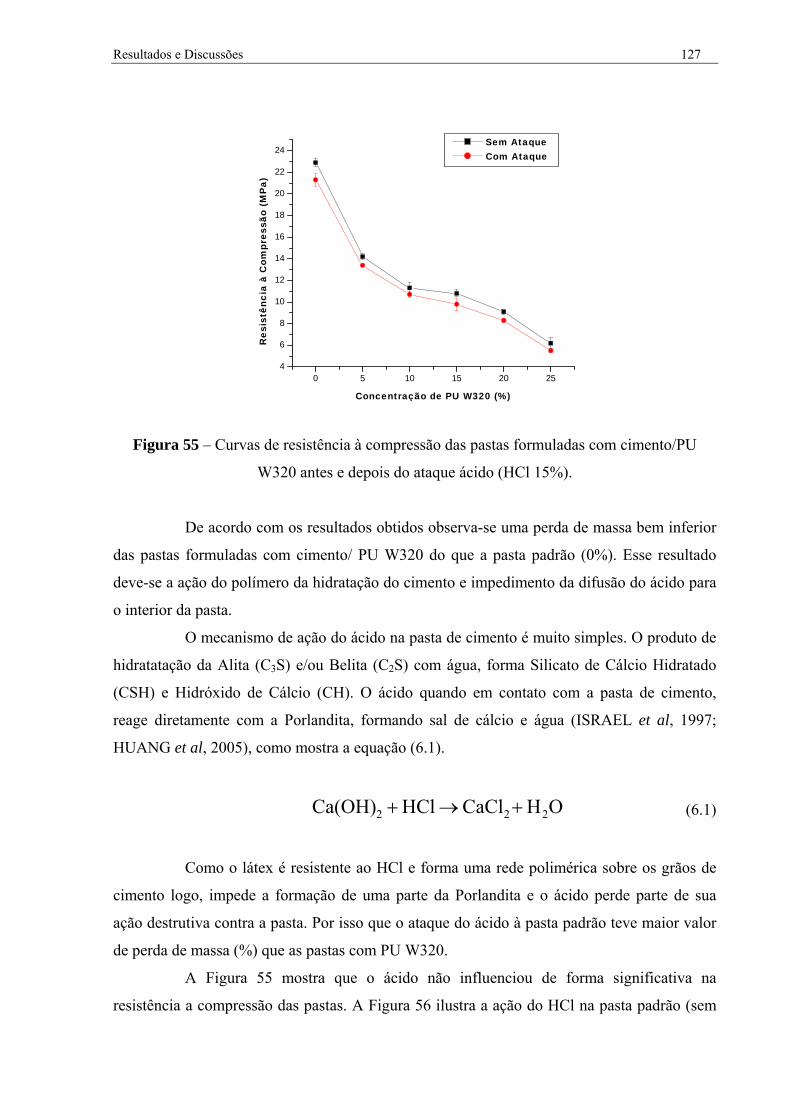
Resultados e Discussões 127
0 5 10 15 20 254
6
8
10
12
14
16
18
20
22
24
Res
istê
ncia
à C
ompr
essã
o (M
Pa)
Concentração de PU W320 (%)
Sem Ataque Com Ataque
Figura 55 – Curvas de resistência à compressão das pastas formuladas com cimento/PU
W320 antes e depois do ataque ácido (HCl 15%).
De acordo com os resultados obtidos observa-se uma perda de massa bem inferior
das pastas formuladas com cimento/ PU W320 do que a pasta padrão (0%). Esse resultado
deve-se a ação do polímero da hidratação do cimento e impedimento da difusão do ácido para
o interior da pasta.
O mecanismo de ação do ácido na pasta de cimento é muito simples. O produto de
hidratatação da Alita (C3S) e/ou Belita (C2S) com água, forma Silicato de Cálcio Hidratado
(CSH) e Hidróxido de Cálcio (CH). O ácido quando em contato com a pasta de cimento,
reage diretamente com a Porlandita, formando sal de cálcio e água (ISRAEL et al, 1997;
HUANG et al, 2005), como mostra a equação (6.1).
OHCaClHClCa(OH) 222 +→+ (6.1)
Como o látex é resistente ao HCl e forma uma rede polimérica sobre os grãos de
cimento logo, impede a formação de uma parte da Porlandita e o ácido perde parte de sua
ação destrutiva contra a pasta. Por isso que o ataque do ácido à pasta padrão teve maior valor
de perda de massa (%) que as pastas com PU W320.
A Figura 55 mostra que o ácido não influenciou de forma significativa na
resistência a compressão das pastas. A Figura 56 ilustra a ação do HCl na pasta padrão (sem
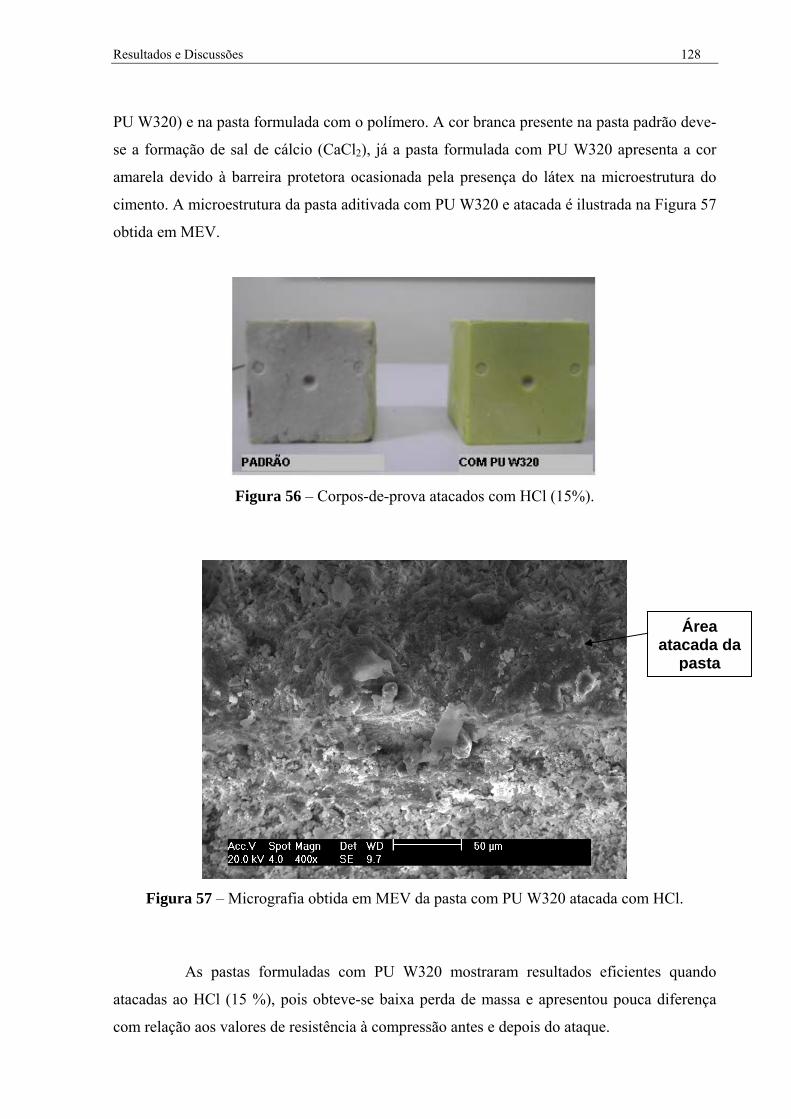
Resultados e Discussões 128
PU W320) e na pasta formulada com o polímero. A cor branca presente na pasta padrão deve-
se a formação de sal de cálcio (CaCl2), já a pasta formulada com PU W320 apresenta a cor
amarela devido à barreira protetora ocasionada pela presença do látex na microestrutura do
cimento. A microestrutura da pasta aditivada com PU W320 e atacada é ilustrada na Figura 57
obtida em MEV.
Figura 56 – Corpos-de-prova atacados com HCl (15%).
Figura 57 – Micrografia obtida em MEV da pasta com PU W320 atacada com HCl.
As pastas formuladas com PU W320 mostraram resultados eficientes quando
atacadas ao HCl (15 %), pois obteve-se baixa perda de massa e apresentou pouca diferença
com relação aos valores de resistência à compressão antes e depois do ataque.
Área atacada da
pasta

Resultados e Discussões 129
6.4 – Análise de fluorescência de raios-X (FRX)
Na análise de Fluorescência de raios-X obteve-se a composição química da pasta
padrão com 28 dias de cura. A amostra foi coletada de um corpo-de-prova que foi utilizado
para o teste de resistência à compressão.
A amostra apresenta a seguinte composição química dos elementos mais
significativos: CaO – 73,71 %, SiO2 – 14,96 %, Fe2O3 – 3,25 %, Al2O3 - 3,09 % e SO3 –
1,83 %, MgO – 1,68 % e outros compostos – 1,48 %.
6.5 – Análise termogravimétrica (TG) e Calorimetria Diferencial de Varredura (DSC)
As análises de TG/DTG e DSC têm o objetivo de fazer um estudo do
comportamento das fases das pastas de cimento Portland frente ao aumento de temperatura e
influência do látex PU W320 com o aumento da concentração na hidratação do cimento. Os
gráficos das Figura 58, 59, 60 e 61 foram obtidos para a formulação da pasta de cimento
padrão (água/cimento) e aditivadas com 5 %, 15 % e 25 % de PU W320 que foram mais
significativos.

Resultados e Discussões 130
(a)
(b)
Figura 58 – Gráficos de TG/DTG (a) e DSC (b) da pasta de cimento padrão.

Resultados e Discussões 131
(a)
(b)
Figura 59 – Gráficos de TG/DTG (a) e DSC (b) da pasta de cimento com 5 % de PU W320.

Resultados e Discussões 132
(a)
(b)
Figura 60 – Gráficos de TG/DTG (a) e DSC (b) da pasta de cimento com 15 % de PU W320.

Resultados e Discussões 133
(a)
(b)
Figura 61 – Gráficos de TG/DTG (a) e DSC (b) da pasta de cimento com 25 % de PU W320.
De acordo com os gráficos da Figura 58(a), houve na pasta padrão (água/cimento)
uma perda de massa de 12,819 %, no primeiro pico entre 25 ºC e 200 ºC referente à
desidratação e decomposição C-S-H que ocorre nesse intervalo. A perda de massa de 8,481%,
localizada entre 400 ºC e 500 ºC refere-se à decomposição da Portlandita (Ca(OH)2) e uma
perda de massa de 0,499 % localizada entre 700 ºC e 850 ºC refere-se a decomposição de fase
carbonática (SILVA et al, 2004).
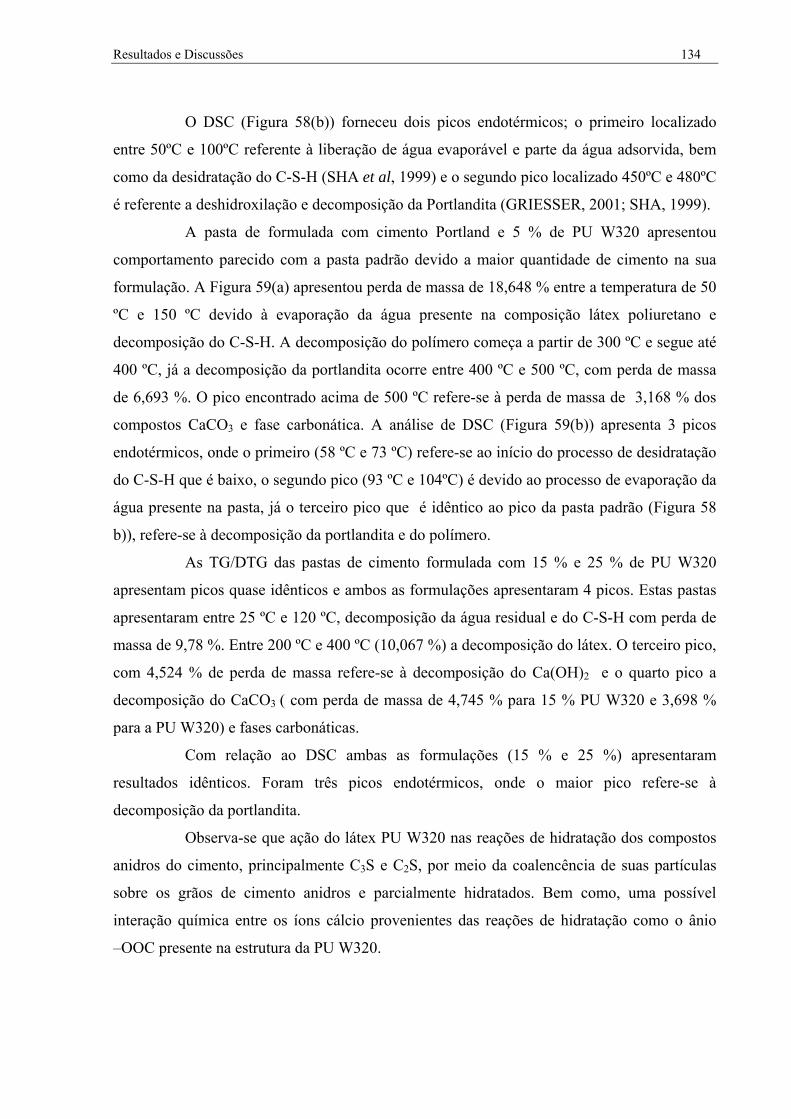
Resultados e Discussões 134
O DSC (Figura 58(b)) forneceu dois picos endotérmicos; o primeiro localizado
entre 50ºC e 100ºC referente à liberação de água evaporável e parte da água adsorvida, bem
como da desidratação do C-S-H (SHA et al, 1999) e o segundo pico localizado 450ºC e 480ºC
é referente a deshidroxilação e decomposição da Portlandita (GRIESSER, 2001; SHA, 1999).
A pasta de formulada com cimento Portland e 5 % de PU W320 apresentou
comportamento parecido com a pasta padrão devido a maior quantidade de cimento na sua
formulação. A Figura 59(a) apresentou perda de massa de 18,648 % entre a temperatura de 50
ºC e 150 ºC devido à evaporação da água presente na composição látex poliuretano e
decomposição do C-S-H. A decomposição do polímero começa a partir de 300 ºC e segue até
400 ºC, já a decomposição da portlandita ocorre entre 400 ºC e 500 ºC, com perda de massa
de 6,693 %. O pico encontrado acima de 500 ºC refere-se à perda de massa de 3,168 % dos
compostos CaCO3 e fase carbonática. A análise de DSC (Figura 59(b)) apresenta 3 picos
endotérmicos, onde o primeiro (58 ºC e 73 ºC) refere-se ao início do processo de desidratação
do C-S-H que é baixo, o segundo pico (93 ºC e 104ºC) é devido ao processo de evaporação da
água presente na pasta, já o terceiro pico que é idêntico ao pico da pasta padrão (Figura 58
b)), refere-se à decomposição da portlandita e do polímero.
As TG/DTG das pastas de cimento formulada com 15 % e 25 % de PU W320
apresentam picos quase idênticos e ambos as formulações apresentaram 4 picos. Estas pastas
apresentaram entre 25 ºC e 120 ºC, decomposição da água residual e do C-S-H com perda de
massa de 9,78 %. Entre 200 ºC e 400 ºC (10,067 %) a decomposição do látex. O terceiro pico,
com 4,524 % de perda de massa refere-se à decomposição do Ca(OH)2 e o quarto pico a
decomposição do CaCO3 ( com perda de massa de 4,745 % para 15 % PU W320 e 3,698 %
para a PU W320) e fases carbonáticas.
Com relação ao DSC ambas as formulações (15 % e 25 %) apresentaram
resultados idênticos. Foram três picos endotérmicos, onde o maior pico refere-se à
decomposição da portlandita.
Observa-se que ação do látex PU W320 nas reações de hidratação dos compostos
anidros do cimento, principalmente C3S e C2S, por meio da coalencência de suas partículas
sobre os grãos de cimento anidros e parcialmente hidratados. Bem como, uma possível
interação química entre os íons cálcio provenientes das reações de hidratação como o ânio
–OOC presente na estrutura da PU W320.

Resultados e Discussões 135
6.6 –Difratometria de Raios-X (DRX)
Os resultados obtidos nas análises de DRX são apresentados nas figuras a seguir,
com a identificação das principais fases do cimento: Portlandita (1), C-S-H (2), Etringita (3) e
se possível, a formação de uma nova fase derivada da interação entre o látex e os íons cálcios
livres, conforme a literatura.
As amostras selecionadas para análise foram à pasta padrão, contendo as
concentrações 5 %, 10 %, 15 % e 25 % de PU W320. Nas análises foram verificadas as
influências da adição da PU W320. O resultado das amostras estão nas Figura 62, 63, 64, 65 e
66.
10 20 30 40 50 60 70 800
50
100
150
200
250
300
3
3
1
2
21
Inte
nsid
ade
(cps
)
2 Theta
Pasta padrão Ambiente2
4
1
Figura 62 – Difratograma da pasta padrão (água/cimento).
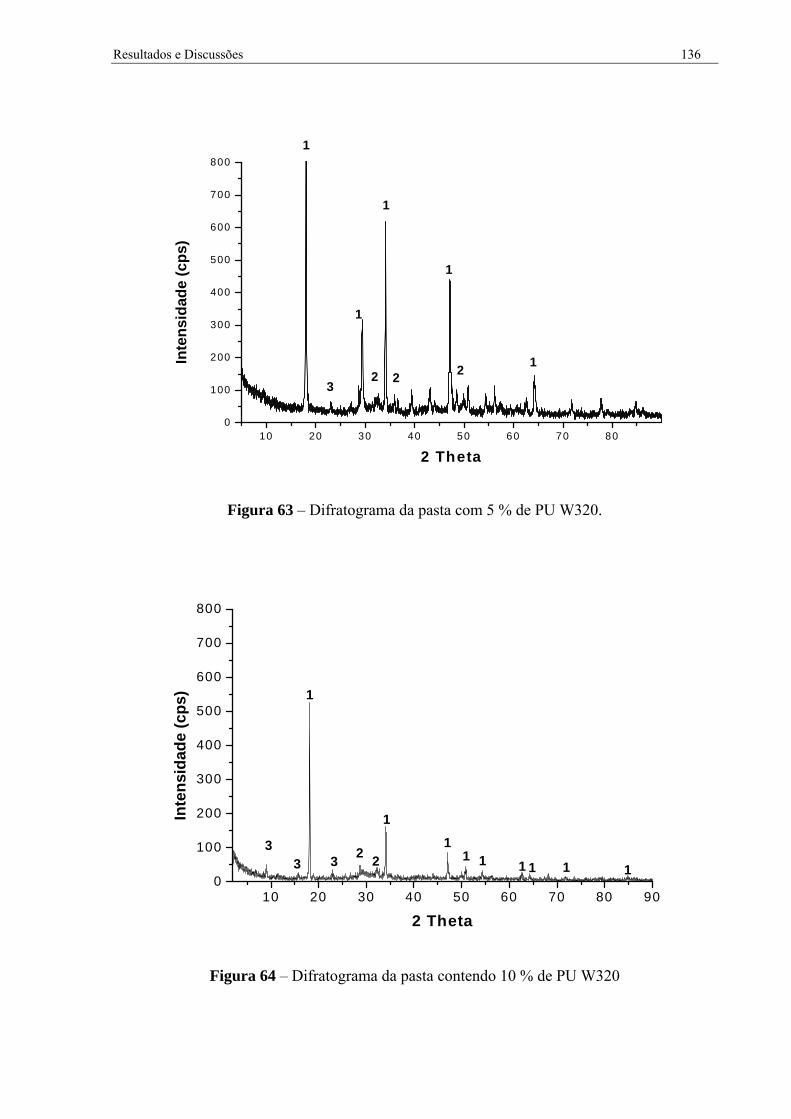
Resultados e Discussões 136
10 20 30 40 50 60 70 800
100
200
300
400
500
600
700
800
221
1
1
1
Inte
nsid
ade
(cps
)
2 Theta
1
23
Figura 63 – Difratograma da pasta com 5 % de PU W320.
10 20 30 40 50 60 70 80 900
100
200
300
400
500
600
700
800
3 23
32
1
1
11 1 11 1 1
Inte
nsid
ade
(cps
)
2 Theta
Figura 64 – Difratograma da pasta contendo 10 % de PU W320

Resultados e Discussões 137
10 20 30 40 50 60 70 800
100
200
300
400
500
600
700
800
1111212
1
1
333
Inte
nsid
ade
(cps
)
2 Theta Figura 65 – Difratograma da pasta contendo 15 % de PU W320.
10 20 30 40 50 60 70 80 900
100
200
300
400
500
600
700
800
3 2233 2
1
1
11 1 1 11 1 1
Inte
nsid
ade
(cps
)
2 Theta
Figura 66 – Difratograma da pasta contendo 25 % de PU W320
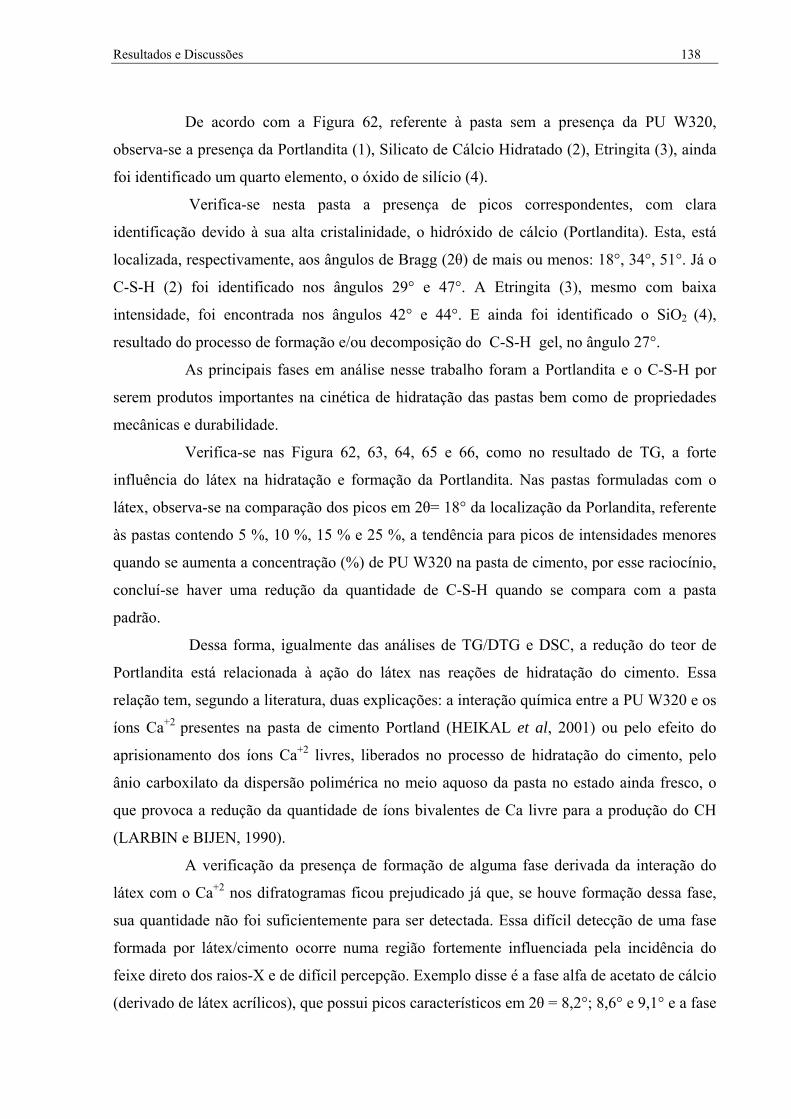
Resultados e Discussões 138
De acordo com a Figura 62, referente à pasta sem a presença da PU W320,
observa-se a presença da Portlandita (1), Silicato de Cálcio Hidratado (2), Etringita (3), ainda
foi identificado um quarto elemento, o óxido de silício (4).
Verifica-se nesta pasta a presença de picos correspondentes, com clara
identificação devido à sua alta cristalinidade, o hidróxido de cálcio (Portlandita). Esta, está
localizada, respectivamente, aos ângulos de Bragg (2θ) de mais ou menos: 18°, 34°, 51°. Já o
C-S-H (2) foi identificado nos ângulos 29° e 47°. A Etringita (3), mesmo com baixa
intensidade, foi encontrada nos ângulos 42° e 44°. E ainda foi identificado o SiO2 (4),
resultado do processo de formação e/ou decomposição do C-S-H gel, no ângulo 27°.
As principais fases em análise nesse trabalho foram a Portlandita e o C-S-H por
serem produtos importantes na cinética de hidratação das pastas bem como de propriedades
mecânicas e durabilidade.
Verifica-se nas Figura 62, 63, 64, 65 e 66, como no resultado de TG, a forte
influência do látex na hidratação e formação da Portlandita. Nas pastas formuladas com o
látex, observa-se na comparação dos picos em 2θ= 18° da localização da Porlandita, referente
às pastas contendo 5 %, 10 %, 15 % e 25 %, a tendência para picos de intensidades menores
quando se aumenta a concentração (%) de PU W320 na pasta de cimento, por esse raciocínio,
concluí-se haver uma redução da quantidade de C-S-H quando se compara com a pasta
padrão.
Dessa forma, igualmente das análises de TG/DTG e DSC, a redução do teor de
Portlandita está relacionada à ação do látex nas reações de hidratação do cimento. Essa
relação tem, segundo a literatura, duas explicações: a interação química entre a PU W320 e os
íons Ca+2 presentes na pasta de cimento Portland (HEIKAL et al, 2001) ou pelo efeito do
aprisionamento dos íons Ca+2 livres, liberados no processo de hidratação do cimento, pelo
ânio carboxilato da dispersão polimérica no meio aquoso da pasta no estado ainda fresco, o
que provoca a redução da quantidade de íons bivalentes de Ca livre para a produção do CH
(LARBIN e BIJEN, 1990).
A verificação da presença de formação de alguma fase derivada da interação do
látex com o Ca+2 nos difratogramas ficou prejudicado já que, se houve formação dessa fase,
sua quantidade não foi suficientemente para ser detectada. Essa difícil detecção de uma fase
formada por látex/cimento ocorre numa região fortemente influenciada pela incidência do
feixe direto dos raios-X e de difícil percepção. Exemplo disse é a fase alfa de acetato de cálcio
(derivado de látex acrílicos), que possui picos característicos em 2θ = 8,2°; 8,6° e 9,1° e a fase
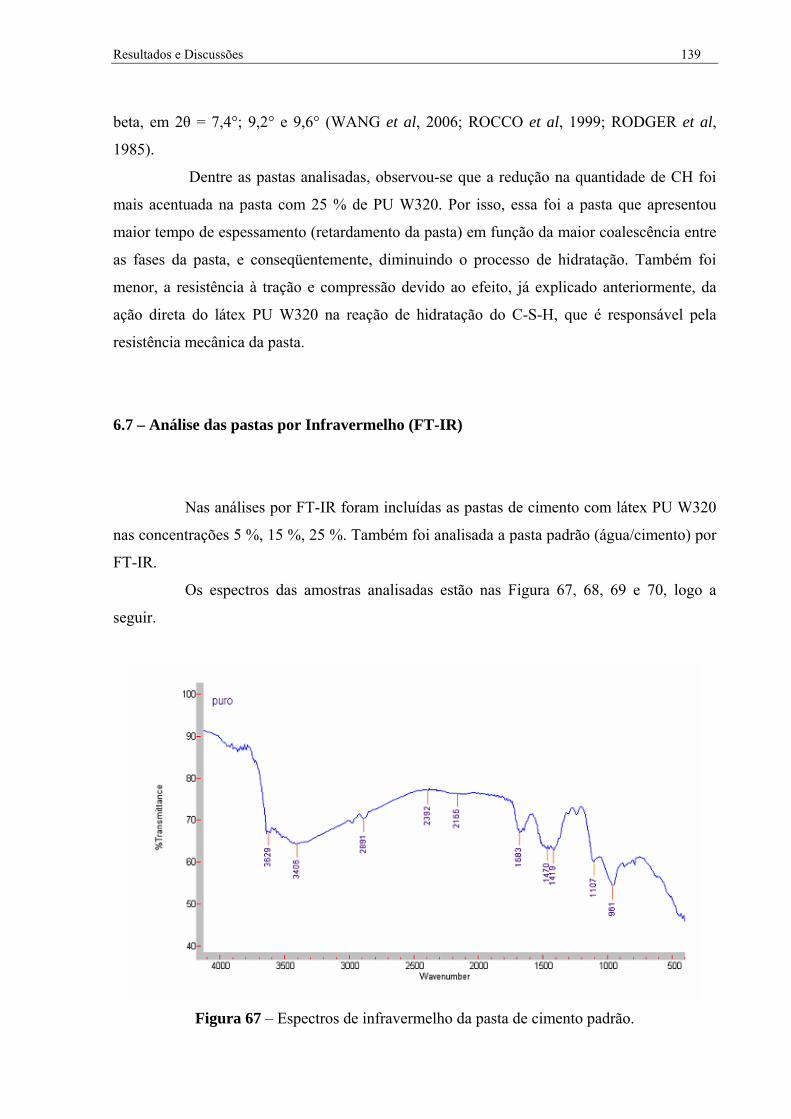
Resultados e Discussões 139
beta, em 2θ = 7,4°; 9,2° e 9,6° (WANG et al, 2006; ROCCO et al, 1999; RODGER et al,
1985).
Dentre as pastas analisadas, observou-se que a redução na quantidade de CH foi
mais acentuada na pasta com 25 % de PU W320. Por isso, essa foi a pasta que apresentou
maior tempo de espessamento (retardamento da pasta) em função da maior coalescência entre
as fases da pasta, e conseqüentemente, diminuindo o processo de hidratação. Também foi
menor, a resistência à tração e compressão devido ao efeito, já explicado anteriormente, da
ação direta do látex PU W320 na reação de hidratação do C-S-H, que é responsável pela
resistência mecânica da pasta.
6.7 – Análise das pastas por Infravermelho (FT-IR)
Nas análises por FT-IR foram incluídas as pastas de cimento com látex PU W320
nas concentrações 5 %, 15 %, 25 %. Também foi analisada a pasta padrão (água/cimento) por
FT-IR.
Os espectros das amostras analisadas estão nas Figura 67, 68, 69 e 70, logo a
seguir.
Figura 67 – Espectros de infravermelho da pasta de cimento padrão.

Resultados e Discussões 140
O espectro da pasta de cimento portland padrão fornece a identificação de duas
bandas principais: em 3.629 cm-1, que corresponde à vibração de estiramento da ligação O-H,
uma banda aguda que indica a presença do hidróxido de cálcio e a segunda, em 961 cm-1,
referente à vibração de estiramento das ligações Si-O do tetraedro SiO4-4 do C-S-H (SILVA e
ROMAN, 2002).
Nas Figura 68, 69 e 70 são mostrados os espectros de infravermelho da pasta de
cimento Portland com 5 %, 15 % e 25 % de PU W320.
Figura 68 - Espectros de infravermelho da pasta de cimento Portland e 5 % de PU W320.
Figura 69 - Espectros de infravermelho da pasta de cimento Portland e 15 % de PU W320.

Resultados e Discussões 141
Figura 70 - Espectros de infravermelho da pasta de cimento Portland e 25 % de PU W320.
Observa-se nos espectros de infravermelho das pastas formuladas com PU W320
que em todas as concentrações citadas, foi identificada uma banda aguda que indica a
presença de CH (3.629-3.631 cm-1), como foi dito, essa banda também foi identificada na
pasta padrão. Outra banda importante encontrada nos espectros das pastas formuladas foi à
banda 1.418 – 1.420 cm-1 correspondente a interação do íon Ca2+ e o ânio carboxilato (-COO-)
presente nas pastas formuladas, ou seja, essa banda fornece a informação de que, há uma
interação entre a PU W320 e o íon metálico provenientes da reação de hidratação do cimento
Portland.
Observa-se que não há muita diferença entre os espectros obtidos das
concentrações utilizadas, apenas quando se compara com os picos obtidos na pasta padrão
(cimento/água), ambas as pastas apresentam o pico 3.321 cm-1, 3.326 cm-1que corresponde ao
OH molecular. Observa-se que, o pico 3.406 cm-1 é referente a uma banda difusa de vibração
de estiramento das moléculas de água combinada e adsorvidas nas fases C-S-H, AFm e AFt.
Outras bandas importantes presentes nos espectros acima são: 1.103 cm-1 referente –CO,
presente na poliuretana. A banda 957 - 961 cm-1 que se refere à vibração de estiramento das
ligações Si-O do tetraedro SiO4-4 (alita e belita) do C-S-H (SILVA e ROMAN, 2002).
Esta análise comprova que a adição de Látex PU W320 modifica as bandas de
energia do cimento e há uma interação entre o ânio carboxilato e os íons livres do cimento.

Resultados e Discussões 142
6.8 – Microscopia Eletrônica de Varredura (MEV)
A finalidade das análises de MEV foi verificar a presença do látex PU W320 das
amostras retiradas dos ensaios de resistência à compressão.
Foram identificados nas amostras as fases Portlandita, Etringita, C-S-H, grão de
Hadley e a formação de filme na microestrutura do cimento. Dessa forma, inicialmente, as
Figuras 71 a 75 apresentam as micrografias obtidas em algumas amostras.
Na Figura 71 é mostrada a micrografia do cristal de CH (Portlandita). Essa foto foi
obtida numa pasta 5 % de PU W320. Observa-se sua morfologia hexagonal e sua
cristalinidade.
Figura 71 – Micrografia obtida em MEV da Portlandita (CH) em 3000x.
A micrografia da presença de grão de Hadley é de difícil visualização, pois
aparecem com preenchimento de grande quantidade de finas camadas de etringita e outros
produtos hidratados. Mais foi possível conseguir uma micrografia desse tipo de grão, que é
mostrado na Figura 72.
Portlandita
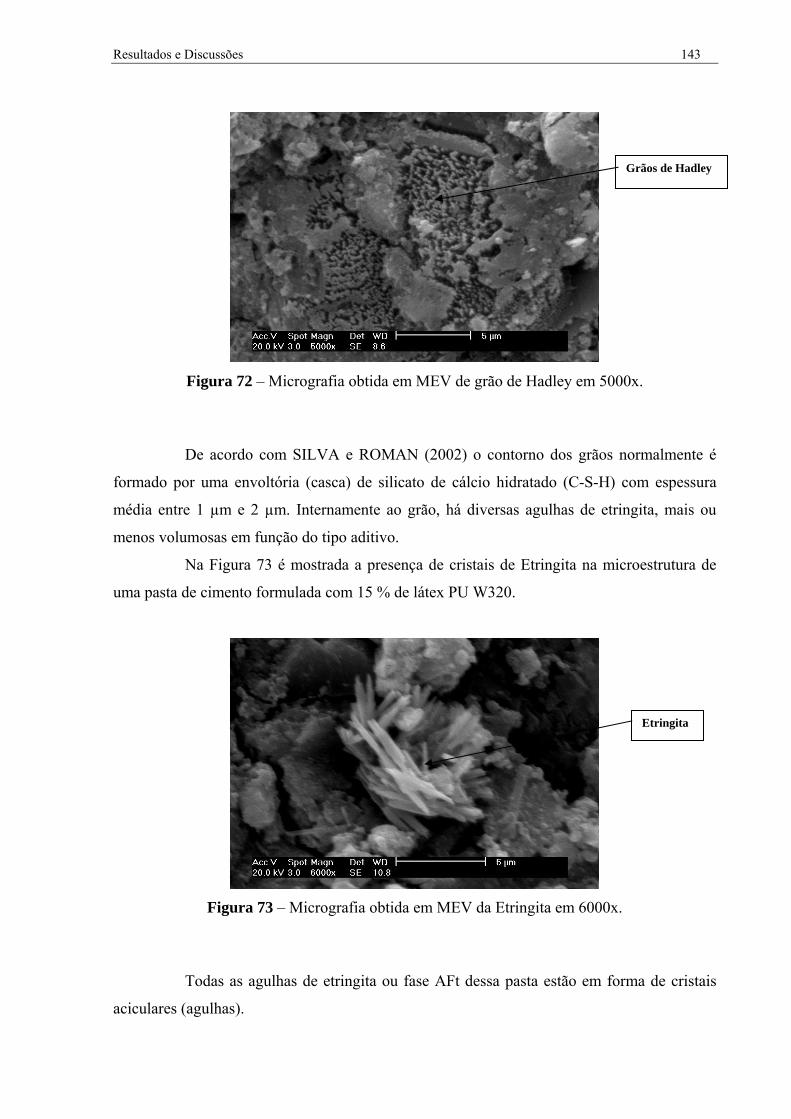
Resultados e Discussões 143
Figura 72 – Micrografia obtida em MEV de grão de Hadley em 5000x.
De acordo com SILVA e ROMAN (2002) o contorno dos grãos normalmente é
formado por uma envoltória (casca) de silicato de cálcio hidratado (C-S-H) com espessura
média entre 1 µm e 2 µm. Internamente ao grão, há diversas agulhas de etringita, mais ou
menos volumosas em função do tipo aditivo.
Na Figura 73 é mostrada a presença de cristais de Etringita na microestrutura de
uma pasta de cimento formulada com 15 % de látex PU W320.
Figura 73 – Micrografia obtida em MEV da Etringita em 6000x.
Todas as agulhas de etringita ou fase AFt dessa pasta estão em forma de cristais
aciculares (agulhas).
Grãos de Hadley
Etringita

Resultados e Discussões 144
Na Figura 74, foi identificado à presença de C-S-H, que esta ilustrada abaixo, na
pasta formulada com 15 % de PU W320.
Figura 74 – Micrografia obtida em MEV do C-S-H em 7000x.
Na
Figura 75 é mostrada a formação de filme polimérico nas pastas de cimento
formuladas com PU W320 (20%).
Figura 75 – Micrografia obtida em MEV do filme polimérico em 4000x.
C -S- H
Filme polimérico

Resultados e Discussões 145
Observa-se que o filme polimérico recobre parcialmente os grãos do cimento, o
que ocasiona a obstrução da nucleação e o crescimento de CH durante a hidratação, alterando
a morfologia, cristalinidade e a quantidade de fases.
6.9 – Resistência à tração por compressão diametral
Sabe-se que vários fatores afetam a resistência de uma pasta de cimento como
temperatura, pressão, fator água/cimento, tempo de cura, aditivos utilizados na formulação da
pasta. Por isso, o teste de resistência à tração por compressão diametral foi realizado em
diferentes tempos de cura, temperatura e utilizando as concentrações do látex PU W320 de
5 %, 10 %, 15 %, 20 % e 25 % e da pasta padrão.
O mesmo fator água/cimento dos testes das seções anteriores foi utilizado (0,46).
Os ensaios mecânicos de tração por compressão diametral para a pasta padrão e as pastas
formuladas com cimento/Látex PU W320 estão expressos nas Figura 76 e 77.
0 5 10 15 20 25
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
Res
istê
ncia
à T
raçã
o po
rC
ompr
essã
o D
iam
etra
l (M
Pa)
Concentração de PU W320 (%)
Temperatura de 27°C
24h 48h 7dias 28Dias
Figura 76 – Curvas de resistência à tração por compressão diametral em função da
concentração de PU W320 à 27°C.
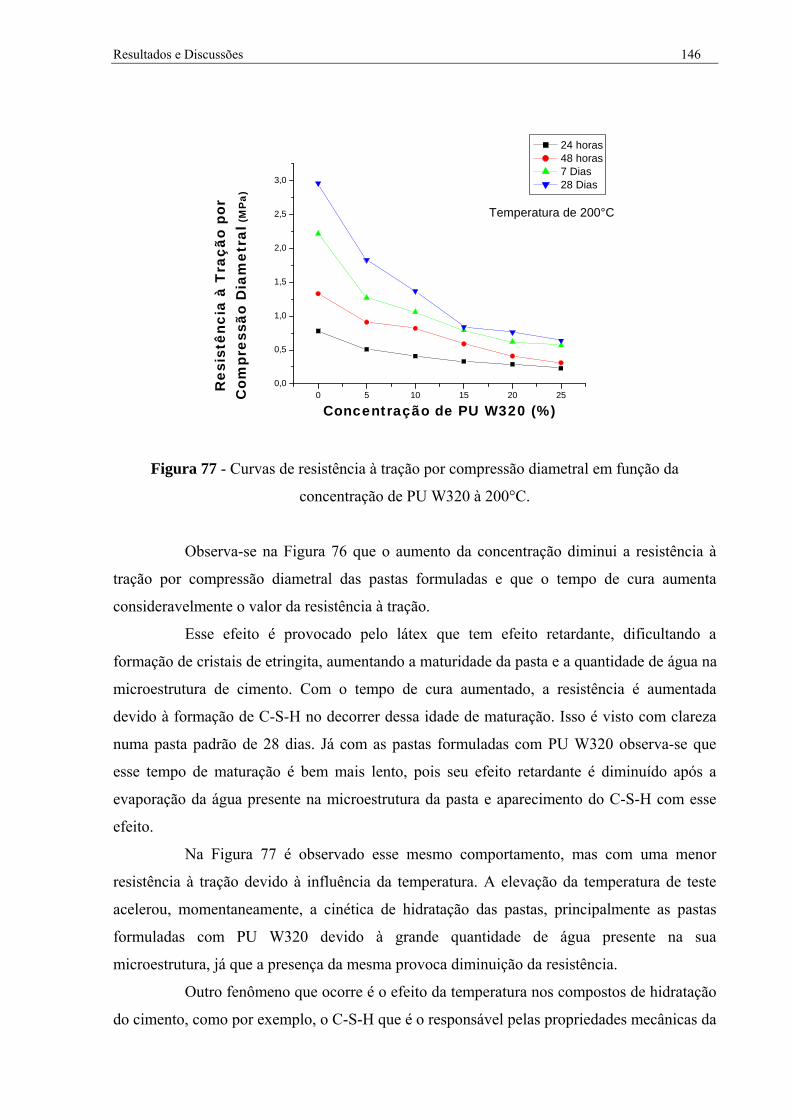
Resultados e Discussões 146
0 5 10 15 20 250,0
0,5
1,0
1,5
2,0
2,5
3,0
Temperatura de 200°CR
esis
tênc
ia à
Tra
ção
por
Com
pres
são
Dia
met
ral (
MP
a)
Concentração de PU W320 (%)
24 horas 48 horas 7 Dias 28 Dias
Figura 77 - Curvas de resistência à tração por compressão diametral em função da
concentração de PU W320 à 200°C.
Observa-se na Figura 76 que o aumento da concentração diminui a resistência à
tração por compressão diametral das pastas formuladas e que o tempo de cura aumenta
consideravelmente o valor da resistência à tração.
Esse efeito é provocado pelo látex que tem efeito retardante, dificultando a
formação de cristais de etringita, aumentando a maturidade da pasta e a quantidade de água na
microestrutura de cimento. Com o tempo de cura aumentado, a resistência é aumentada
devido à formação de C-S-H no decorrer dessa idade de maturação. Isso é visto com clareza
numa pasta padrão de 28 dias. Já com as pastas formuladas com PU W320 observa-se que
esse tempo de maturação é bem mais lento, pois seu efeito retardante é diminuído após a
evaporação da água presente na microestrutura da pasta e aparecimento do C-S-H com esse
efeito.
Na Figura 77 é observado esse mesmo comportamento, mas com uma menor
resistência à tração devido à influência da temperatura. A elevação da temperatura de teste
acelerou, momentaneamente, a cinética de hidratação das pastas, principalmente as pastas
formuladas com PU W320 devido à grande quantidade de água presente na sua
microestrutura, já que a presença da mesma provoca diminuição da resistência.
Outro fenômeno que ocorre é o efeito da temperatura nos compostos de hidratação
do cimento, como por exemplo, o C-S-H que é o responsável pelas propriedades mecânicas da
Resultados e Discussões 147
pasta de cimento. Este composto tem faixa de desidratação e decomposição entre 25 e 200 ºC,
muito baixo quando comparado com os outros compostos da hidratação do cimento. Como
sua presença é bem maior na pasta de cimento puro que na pasta aditivada, logo sua
diminuição é mais expressiva nesta pasta.
O látex estudado, como foi visto nas análises térmicas de TG/DTG, sofre
degradação térmica a partir de 300 °C, o que pode ser observado nas pastas com sua presença
(em ensaios à 200 °C). Isso significa que a influência da temperatura afeta mais a resistência
do cimento que a degradação do látex.
Outra explicação para o efeito da temperatura é que como ela acelera a cinética de
hidratação, modifica ou degrada a morfologia do C-S-H, surge espaços microanulares,
aumento da porosidade e retração térmica, o que influencia diretamente na resistência a
compressão diametral.
Os resultados de resistência à tração por compressão diametral foram baixos
quando adicionado látex ao cimento.
6.10 – Planejamento experimental das pastas formuladas
Em função dos resultados obtidos anteriormente, se observou que em muitos
testes, algumas formulações apresentam resultados dentro de limites estabelecidos para serem
aplicados numa operação de cimentação de petróleo sujeito a injeção cíclica de vapor e
operação de acidificação com HCl.
Com o objetivo de otimizar as formulações e escolher apenas as pastas que podem
ser aplicadas na cimentação, utilizando como variável dependente desse processo, a
resistência à compressão (ensaios realizados de acordo com a norma (9828/1993)), utilizou-se
um planejamento experimental.
Este planejamento é justificado pela intenção de minimizar os custos, o número e o
tempo dos experimentos necessários à realização e aplicação de um trabalho. O planejamento
utilizado foi 23 devido à quantidade de fatores estudados como mostra a Tabela 21. A resposta
experimental será representada por R, referente à resistência à compressão (MPa).
As pastas foram formuladas nas concentrações 5 %, 10 %, 15 %, 20 % e 25 %.
Foram curadas em 24h, 48h, 7 dias e 28 dias e ensaiadas nas temperaturas de 27°C e 200°C.
Os resultados estão expressos na Tabela 21 e 22..
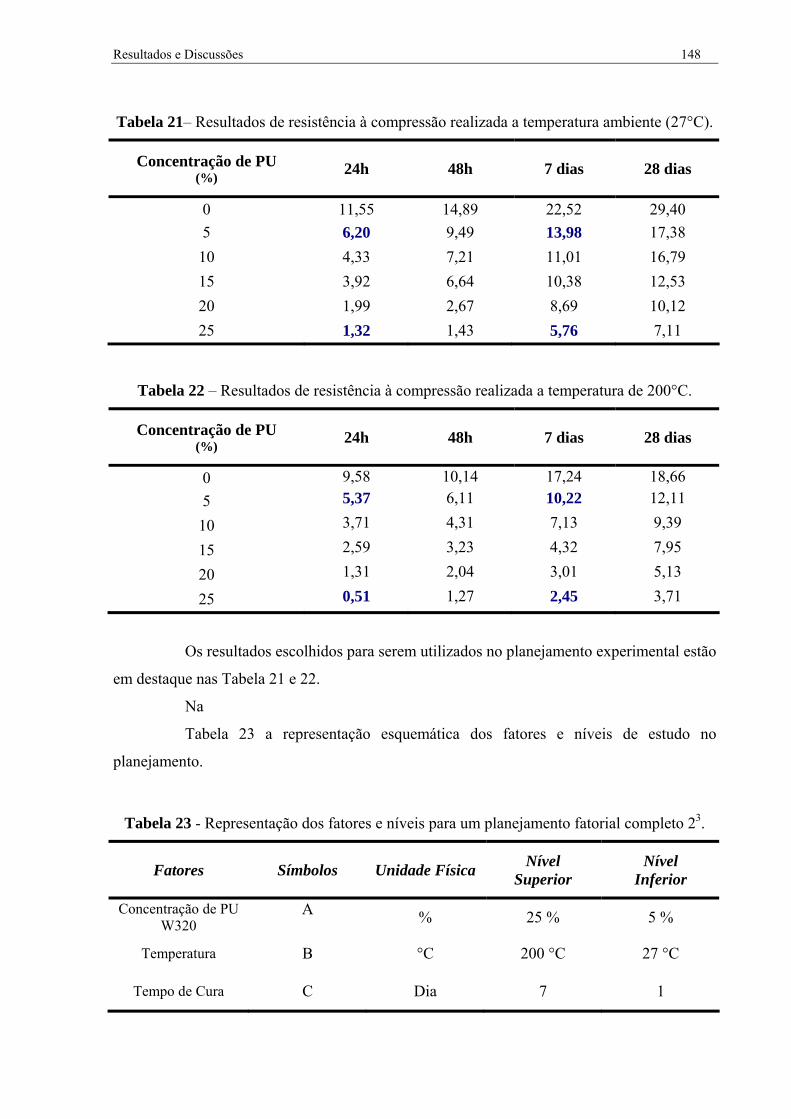
Resultados e Discussões 148
Tabela 21– Resultados de resistência à compressão realizada a temperatura ambiente (27°C).
Concentração de PU (%) 24h 48h 7 dias 28 dias
0 11,55 14,89 22,52 29,40 5 6,20 9,49 13,98 17,38 10 4,33 7,21 11,01 16,79 15 3,92 6,64 10,38 12,53 20 1,99 2,67 8,69 10,12 25 1,32 1,43 5,76 7,11
Tabela 22 – Resultados de resistência à compressão realizada a temperatura de 200°C.
Concentração de PU (%) 24h 48h 7 dias 28 dias
0 9,58 10,14 17,24 18,66 5 5,37 6,11 10,22 12,11
10 3,71 4,31 7,13 9,39
15 2,59 3,23 4,32 7,95
20 1,31 2,04 3,01 5,13
25 0,51 1,27 2,45 3,71
Os resultados escolhidos para serem utilizados no planejamento experimental estão
em destaque nas Tabela 21 e 22.
Na
Tabela 23 a representação esquemática dos fatores e níveis de estudo no
planejamento.
Tabela 23 - Representação dos fatores e níveis para um planejamento fatorial completo 23.
Fatores Símbolos Unidade Física Nível Superior
Nível Inferior
Concentração de PU W320
A % 25 % 5 %
Temperatura B °C 200 °C 27 °C
Tempo de Cura C Dia 7 1
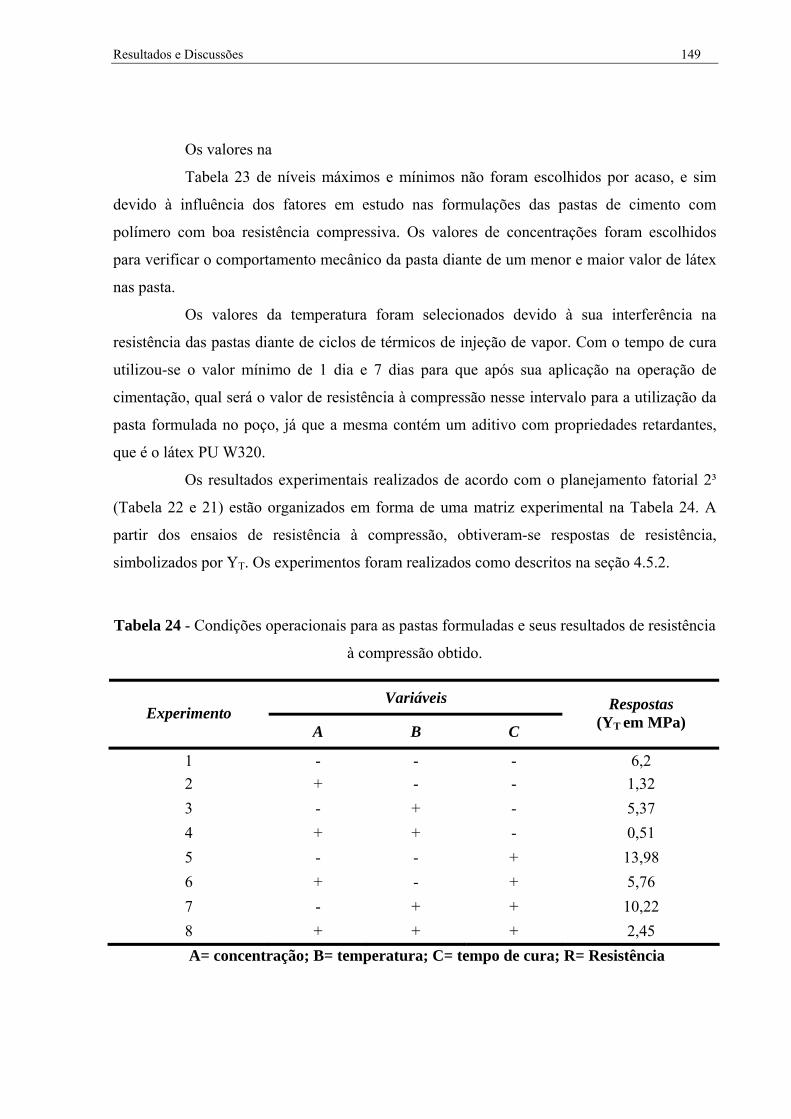
Resultados e Discussões 149
Os valores na
Tabela 23 de níveis máximos e mínimos não foram escolhidos por acaso, e sim
devido à influência dos fatores em estudo nas formulações das pastas de cimento com
polímero com boa resistência compressiva. Os valores de concentrações foram escolhidos
para verificar o comportamento mecânico da pasta diante de um menor e maior valor de látex
nas pasta.
Os valores da temperatura foram selecionados devido à sua interferência na
resistência das pastas diante de ciclos de térmicos de injeção de vapor. Com o tempo de cura
utilizou-se o valor mínimo de 1 dia e 7 dias para que após sua aplicação na operação de
cimentação, qual será o valor de resistência à compressão nesse intervalo para a utilização da
pasta formulada no poço, já que a mesma contém um aditivo com propriedades retardantes,
que é o látex PU W320.
Os resultados experimentais realizados de acordo com o planejamento fatorial 2³
(Tabela 22 e 21) estão organizados em forma de uma matriz experimental na Tabela 24. A
partir dos ensaios de resistência à compressão, obtiveram-se respostas de resistência,
simbolizados por YT. Os experimentos foram realizados como descritos na seção 4.5.2.
Tabela 24 - Condições operacionais para as pastas formuladas e seus resultados de resistência
à compressão obtido.
Variáveis Experimento
A B C
Respostas (YT em MPa)
1 - - - 6,2 2 + - - 1,32 3 - + - 5,37 4 + + - 0,51 5 - - + 13,98 6 + - + 5,76 7 - + + 10,22 8 + + + 2,45 A= concentração; B= temperatura; C= tempo de cura; R= Resistência

Resultados e Discussões 150
Os resultados dos efeitos e sua significância estatística, para os valores das
respostas de resistência à compressão, levando em conta os valores de probabilidade a 95% de
confiança estão representados na Figura 78.
Figura 78 – Dados dos Fatores e de suas Interações.
O diagrama de Pareto mostra os fatores estatisticamente significativos da matriz
experimental, evidenciando os fatores individuais e a interação entre eles. Com um nível de
significância de 95%, observa-se que apenas a interação AC é significativa.
Os efeitos exercidos por cada variável foram analisados de acordo com o diagrama
de Pareto. Como há efeito de interação significativo (AC), deve ser interpretado e a melhor
maneira de fazer isto é traçar um diagrama contendo a reposta média e todas as combinações
de níveis das variáveis e verificar porque esta interação é significativa.
A visualização desse estudo pode ser verificada através dos quadrantes do
diagrama de interação, que relaciona as médias dos resultados obtidos pelos dois fatores em
cada combinação de nível: (+,+); (-, +); (-,-) e (+,-).
A Figura 79, 80 e 81 mostram a influência dos efeitos principais e de interações de
primeira ordem para os fatores A, B e C sobre a resposta de resistência à compressão aplicada
a pasta de cimento aditivada, a partir dos estudos dos quadrantes ou diagramas de interações.

Resultados e Discussões 151
Figura 79 – Diagrama de interação entre a concentração de PU W320 e a temperatura (°C)
aplicada à pasta de cimento formulada na resposta R.
Figura 80 - Diagrama de Interação entre a concentração de PU W320 (%) e o tempo de cura
da pasta de cimento formulada na resposta R.

Resultados e Discussões 152
Figura 81 – Diagrama de interação entre a temperatura (°C) e o tempo de cura das pasta
formulada na resposta R.
Examinando os diagramas pode-se observar que:
• Diminuindo a concentração de PU W320 (A), eleva-se resistência, mais
esse efeito é mais pronunciado quando se trabalha com temperaturas
menores (7,795 MPa contra 10,90 MPa). Condição A(-)B(-) = 10,90 MPa;
• Diminuindo a concentração de PU W320 (A), com um tempo de cura
maior (C), observa-se que há um aumento significativo na resistência da
pasta (12,1 MPa contra 5,785). Percebe-se ainda uma redução significativa
quando aumenta-se a concentração do látex em um menor tempo de cura
(0,915 MPa). Logo essa interação é a mais importante da análise como foi
falado anteriormente;
• Quando se trabalha com uma temperatura no poço alta mas esse poço só
será utilizado depois de 7 dias de cimentado, sua resistência à compressão
será de 6,335 MPa com concentrações altas. O que implica que a
temperatura não é um fator importante na modificação da resistência da
pasta aditivada com o látex.

Resultados e Discussões 153
6.10.1 – Análise das Superfícies de Isorespostas
Após a análise estatística das variáveis escolhidas, verificando-se a importância
relativa das mesmas e de suas interações, foram encontrados os modelos representados por
superfícies de isorespostas. Tais modelos constituem-se em uma forma valiosa de
interpretação de um fenômeno estudado; em geral, implicam na representação de superfícies
em três dimensões das variáveis investigadas, servindo para demonstrar, claramente uma
tendência na resposta que deve ser analisada mais cuidadosamente.
A equação 6.2 apresenta o modelo matemático gerado para a função resposta R.
ACBCABCBAR 5625,11175,06785,02175,18375,458,73575,34 −+−+−−= (6.2)
As curvas de isorespostas apresentadas nas Figura 82, 83, 84, 85, 86 e 87 mostram
a variação de resistência à compressão em todos os pontos do domínio experimental, em
função das variáveis A, B e C. As Figura 82 e 83 mostram a resistência à compressão (R) em
função da temperatura do teste (B) e do tempo de cura (C) para um valor máximo e mínimo
de concentração de PU W320 (A+1) e (A-1) utilizado. A análise da Figura 82 mostra que para
uma concentração máxima (A+1) de PU W320 (A+1), uma diminuição da temperatura (B) e
um aumento do tempo de cura (C) resultam em um menor valor de resistência à compressão
(5,336 MPa).

Resultados e Discussões 154
Figura 82 – Superfície de isoresposta da temperatura de teste (B) e o tempo de cura (C) para
a pasta com PU W320 no nível superior de concentração (A+1) na resposta (R).
Na Figura 83 é mostrado que para uma concentração mínima de PU W320
utilizado na pasta (A-1), uma diminuição da temperatura (B) e um aumento do tempo de cura
(C) resultam em um valor de resistência à compressão acima de 13,144 MPa.
Figura 83 – Superfície de isoresposta da temperatura de teste (B) e o tempo de cura (C) para
a pasta com PU W320 no nível inferior de concentração (A-1) na resposta (R).
Na Figura 84 observa-se que para um valor de temperatura máxima (B+1), menor
concentração (A) e maior tempo de cura (C), a resposta da resistência R será maior que
10,529 MPa.

Resultados e Discussões 155
Figura 84 – Superfície de isoresposta da concentração de teste (A) e o tempo de cura (C) para
a pasta no nível superior de temperatura (B+1) na resposta (R).
Observa-se na Figura 85 que, para um valor de temperatura mínima (B-1), menor
concentração (A) e maior tempo de cura (C), a resposta da resistência (R) será maior que
12,775 MPa.
Figura 85 - Superfície de isoresposta da concentração de teste (A) e o tempo de cura (C) para
as pastas no nível inferior de temperatura (B-1) na resposta (R).
Com relação ao tempo de cura máximo (C+1), uma menor concentração (A) e uma
menor temperatura de trabalho (B) fornece um valor de resistência à compressão (R) acima de
12,878 MPa como mostra a Figura 86.

Resultados e Discussões 156
Figura 86 - Superfície de isoresposta da concentração de teste (A) e a temperatura (B) para a
pasta no nível superior de tempo de cura (C+1) na resposta (R).
Para um tempo mínimo de cura (C-1) com uma menor concentração (A) e uma
menor temperatura de trabalho (B) fornece um valor de resistência à compressão (R) acima de
5,739 MPa como mostra a Figura 87.
Figura 87 - Superfície de isoresposta da concentração de teste (A) e a temperatura (B) para as
pastas no nível superior de tempo de cura (C-1) na resposta (R).
Os resultados mostram a concentração (A) e o tempo de cura (B) são os fatores
que mais influenciam no resultado de resistência à compressão em todos os níveis. As
diferenças de valores obtidos nos níveis máximos e mínimos desses fatores são grandes, o que
evidencia a importância desses fatores na resposta (R) das pastas formuladas. O que não se

Resultados e Discussões 157
observa com o fator temperatura (B), onde esta diferença tem menor valor (R= 10,529 MPa
em maior nível para R= 12,775 MPa em menor nível).
A análise global das superfícies de isorespostas mostra que o maior valor de
resistência à compressão (R) para as condições de temperatura, concentração e tempo de cura
fica acima de 13,144 MPa quando se trabalha com uma menor temperatura, um tempo
máximo de cura e uma concentração mínima. Ou seja, a pasta de cimento terá seu maior valor
de resistência à compressão no poço de petróleo quando tiver 7 dias de cura, a uma baixa
temperatura e concentração de PU W320. Mais, como a temperatura não apresenta um fator
importante para a resistência da pasta porque o látex resiste à temperatura de um poço de
injeção de vapor (200 ºC).
6.11 – Tenacidade das pastas
A tenacidade é uma propriedade muito importante quando se estuda pastas de
cimento aditivadas com látex. Um material cerâmico, como as pastas de cimento para poços
de petróleo, não necessariamente precisa ser resistente, mais ser tenaz, ou seja, resistir a
impactos sem quebrar. Pesquisas mais recente conduzem à utilização de pastas flexíveis, ou
seja, baixa resistência à compressão, baixo módulo de elasticidade, alta tenacidade,
comportamento típico de pastas de cimento com polímeros.
Os resultados obtidos foram de acordo como descritos na seção 4.1.11. As Figura
88 e 89 demonstram os resultados à temperatura ambiente e a 200 ºC, de tenacidade em
função da concentração de PU W320.

Resultados e Discussões 158
0 5 10 15 20 25468
1012141618202224262830323436
T.Ambiente (27°C)
Concentração de PU W320 (%)
Ten
acid
ade
(J)
24h 48h 7 dias
Figura 88 – Tenacidade das pastas de cimento/PU W320 (27 ºC).
0 5 10 15 20 25
4
6
8
10
12
14
16
18
20
22
24
26
28
30
200°C
Ten
acid
ade
(J)
Concentração de PU W320 (%)
24h 48h 7 dias
Figura 89 – Tenacidade das pastas de cimento/PU W320 (200 ºC).
De acordo os gráficos acima, observam-se que a adição de PU W320 melhora
consideravelmente a tenacidade das pastas, quando se compara a pasta padrão (cimento/água)
e que a tenacidade da pasta tende a diminuir em concentrações acima de 15 %. O que é
comprovado nos estudos feitos por RAI e SINGH (2005).

Resultados e Discussões 159
Esse comportamento ocorre devido as pastas de cimento portland sem polímero
serem formadas principalmente por uma estrutura aglomerada de silicato de cálcio ligados por
forças de van de waals, essas ligações são fracas, ocorrendo facilmente microfissuras quando
a pasta estiver sujeita aos esforços (STORTE, 1992). Logo, quando se adiciona polímero com
a finalidade de aumentar a tenacidade, ocorre forças atrativas e forças de superfícies entre o
polímero e as fases de hidratação do cimento. Essas forças hidrodinâmicas tende a diminuir
quando a uma saturação de polímero adicionado, que provoca consequentemente, diminuição
da tenacidade da pasta (RAI e SINGH, 2005).
Com relação ao efeito da temperatura, observa-se que mesmo a 200 ºC, as pastas
com PU W320 apresentaram maior tenacidade que a pasta padrão. Esse comportamento deve-
se a resistência da poliuretana a temperaturas de injeção de vapor, como foram observados nas
análises térmicas (TG/DTG e DSC).
Quando se compara com as análises dos resultados de resistência à compressão,
observa-se que os mesmos fatores, concentração de PU W320 na pasta e tempo de cura, são
os que mais influenciam nos resultados de tenacidade.

7 CONCLUSÕES

Conclusões 161
7 – CONCLUSÕES
O estudo realizado neste trabalho representa uma iniciativa de formular pastas de
cimento portland aditivadas com látex que ofereçam melhorias nas propriedades mecânicas
como resistência a compressão e tenacidade, evitando possíveis formação de trincas na bainha
de cimento que ocorrem durante uma operação de injeção cíclica de vapor. Procurou-se além
disto, estudar os principais conceitos, fenômenos envolvidos e ilustrar através dos testes a
potencial aplicação das pastas na área de cimentação de poços de petróleo sujeitos à método
térmico de recupeção de petróleo.
Deste estudo, concluí-se os seguintes pontos das pastas formuladas:
• A poliuretana não iônica alifática em dispersão aquosa (látex PU W320) mostrou-se
compatibilidade no sistema látex/cimento portland, apresentando comportamento não
newtoniano típico de uma pasta de cimento;
• Quanto ao comportamento reológico da pasta, as pastas formuladas com 5 % e 10 %
apresentaram melhores resultados de viscosidade plástica. Com relação ao limite de
escoamento nenhuma das pastas apresentaram resultados dentro do estabelecido pela
norma NBR 9830:1993. Entretanto, deve-se considerar que essa norma é para uma
pasta contendo apenas cimento/água, e que qualquer aditivo adicionado a pasta
modifica suas propriedades reológicas;
• Com relação ao tempo de espessamento, as pastas formuladas com 15 %, 20 % e 25 %
apresentaram valores de consistência inicia dentro do tempo estabelecido por norma;
• Devido a formação de filme na microestrutura da pasta de cimento, praticamente
todas as pastas formuladas nas concentrações estudadas apresentaram resultados de
água livre (AL) dentro dos limites estabelecidos por norma, que é de 50 mL/30 mim,
apenas a pasta com concentração de 5 % apresentou resultado pouco acima da norma;
• O teste de estabilidade também apresentou resultados satisfatórios. Praticamente, todas
as pastas apresentaram valores de rebaixamento abaixo do estabelecido por norma
(5 mm). Entretanto, a pasta com 5% de PU W320 apresentou um valor pouco acima
do normatizado para peso específico (0,52 lb/gal > 0,5 lb/gal);
• Todas as pastas formuladas com PU W320 apresentaram baixos valores de
permeabilidade (mD) e porosidade (%) quando comparados com a pasta padrão. As
formuladas com 15 % não apresentou permeabilidade (0) e as pastas com 20 % e 25 %

Conclusões 162
de PU W320 não apresentaram permeabilidade nem porosidade em sua
microestrutura, comprovando a eficiência do látex como fluido de controle de
migração de gás;
• Foi observado baixa perda de massa quando atacada com HCl 15 %, comprovando
também a eficiência de todas as composições com relação a sua aplicação em um poço
sujeito a operação de acidificação;
• O látex PU W320 sofre degradação térmica a partir de 400 ºC, o que foi comprovado
nas análises térmicas (TG/ DTG e DSC) e verificado nos testes de resistência
mecânica efetuados à temperaturas de 200 ºC (temperaturas de injeção de vapor) e
análise estatística. O que se concluí que a temperatura afeta mais a reação de
hidratação da pasta do que o látex em estudo;
• No planejamento experimental, as superfícies de isorespostas mostraram que as
variáveis concentração de PU W320 e tempo de cura foram os fatores que mais
significativos para se ter uma pasta com melhor resistência mecânica. O melhor
resultado foi de 13, 144 MPa, quando se utiliza uma concentração de 5 % de látex,
tempo de cura de 7 dias;
• Quanto maior a concentração de látex na pasta menor é a perda de massa referente a
massa relativa a formação de portlandita;
• O látex influencia diretamente na microestrutura do cimento, como foi comprovado
por análises de DRX, FT – IR e MV, retardando a cinética de hidratação e formando
filmes poliméricos sobre os grãos de cimento e aparecimento de novas fases;
• A tenacidade tende a baixar de valor a uma dada concentração de látex adicionado a
pasta, o que ocasiona a saturação da mesma com o polímero, diminuição as forças
atrativas entre o este e as fases de hidratação do cimento.
• O melhor valor de tenacidade foi obtido quando se formula uma pasta com
concentração de 15 % de látex PU W320 (33 J) quando comparado ao valor da pasta
de cimento padrão (5 J), mesmo quando se trabalha com uma temperatura de 200 ºC
(29 J com 15 % e 4,3 J padrão);
Em resumo, as pastas formuladas podem ser aplicadas numa operação de
cimentação de poço de petróleo sujeito a injeção de vapor e operação de acidificação do poço.
Onde os critérios devem ser adotados em cima de parâmetros já estudados e de acordo com a
necessidade do poço.
REFERÊNCIAS

Referências 164
REFERÊNCIAS
ABNT - Normas destinadas à cimentação de poços de petróleo: Preparação e
Homogeneização das pastas (NBR-9826). Rio de Janeiro, 1993.
ABNT - Normas destinadas à cimentação de poços de petróleo: Determinação do Conteúdo
de Água Livre (NBR-9827). Rio de Janeiro, 1993.
ABNT - Normas destinadas à cimentação de poços de petróleo: Determinação da Resistência
à Compressão (NBR-9828). Rio de Janeiro, 1993.
ABNT - Normas destinadas à cimentação de poços de petróleo: Determinação do Tempo de
espessamento (NBR-9829). Rio de Janeiro, 1993.
ABNT - Normas destinadas à cimentação de poços de petróleo: Determinação das
Propriedades Reológicas (NBR-9830). Rio de Janeiro, 1993.
ABNT - Normas destinadas à cimentação de poços de petróleo: Cimento Portland destinado a
Cimentação de Poços de Petróleo (NBR-9831). Rio de Janeiro, 1993.
Aïtcin, P., Concreto de alto desempenho, Editora PINI, São Paulo, 2000.
Allan, M. L., Rheology of Latex-Modified Grouts, Cement and Concrete Research. v. 27. p.
1875-1884, 1997.
AlzaydI, A.A.; Shihata, S.A.; Alp, T., The compressive strength of a new ureaformaldehyde-
based polymer concrete, Journal of Material Science, v. 25, p.2851-2856, 1990.
API. API SPEC 10A:, Specifications for cements and materials for well cementing, 2000(a).
Appleby, S.; Wilson, A., Permeability and suction in setting cement, Chemical Engineering
Science, v. 51, p.251-267. 1996.
Back, K.R.; Lile, O.B., A laboratory study on oilwell cement and electrical conductivity,
(SPE) 56539, octuber, 1999.
Banfill, P.F.G., The reology of fresh cement and concretec-A review, 11th International
Cement Chemistry congress, Durban, may, 2003.
Barros Neto, B.; Scarminio, I.S.; Bruns, R.E., Como fazer experimentos, pesquisa e
desenvolvimento na ciência e na indústria, Editora da Unicamp, Campinas, 2002.
Bensted, J.A., Simple retarder response test for oil well cements at high temperatures,
Cement and Concrete Research, v. 23, p.1245, 1993.
Bensted, J.; Audley, G.L.; Aukett, P. N., Studie of early hidration with class G oilwell cement
using heartflow conductions calorimetry, Cement and Concrete Research, v. 2, p.426-432.
1995.

Referências 165
Bernardo, G.; Telesca, A.; Valenti, G.L., A porosimetric study of calcium sulfoaluminate
cement pastes cured at early ages, Cement and Concrete Research, v. 36, p.1042-1047, 2006.
Bezerra, U.; Martinelli, A.E; Melo, D.M.A.; Silva, L; Lima, F.M.; Araujo, R.G.,
Comportamento reológico de pastas de cimento Portland G e poliuretana para cimentação de
poços de petróleo, RIO OIL&GAS EXPO AND CONFERENCE, IBP 13004, 2004.
Blackley, D.C., Polymer latices: science and technology applications of lattices, Editora
Chapman & Hall, 2 ed., v. 3 p.684, 1998.
Boncan, V.G.C.; Gandy, R., Well Cementing method using AM/AMPS Fluid-loss additive
blend, US PATENT 4.632.186, 1986.
Boncan, V.C.G., Polymer shell encapsulated gas as a cement expansion additive, United
States Patente Application 20040147406, 2004.
Bonett, A.; Pafites, D., Getting to the root of Gas Migration, Oilfield Review, 1996.
Bureau, L.; Alliche, A.; Pilvin, P.; Pascal, S., Mechanical characterization of a styrene-
butadiene modified mortar, Materials Science & Engineering A, n. 308; p. 233-240, 2001.
Cannon, C.M.; Groves, G.W., Time-dependent mechanical properties of high-strength
cements, Journal of Materials Science, v. 21, p. 4009-4014, 1986.
Carpenter, R.B., Matrix control cementing slurry, US PATENT 4.569.395, 1986.
Cenpes: Resistência do cimento ao ataque de soluções ácidas – Método laboratorial para
avaliação de ataque ácido ao cimento, CENPES PP, O2O294, 1995.
Cestari, A.R.; Vieira, E.F.S.; Rocha, F.C., Kinetics of interaction of hardened oil well cement
slurry with acidic solutions from isothermal heat-conduction calorimetry, Thermochimica
acta, v. 430, p.211-215, 2005.
Chen, J.J.; Thomas, J.J.; Taylor, H.F.W.; Jennings, H.M., Solubility and structure of calcium
silicate hydrate, Cement and Concrete Research, v. 34, p.1499-1519, 2004.
Childs, J. D.; Burkhalter, J.F., Cement slurry having controlled fluid loss, and their use in
cementing conduits in gas and oil wells, BRIT.UK Pat. Appl. No 2247234. p.26, 1992.
Chougnet, A.; Audibert, A.; Lecolier, E.; Moan, M.; Guichard, B.; Mazard, C.; Valenti, A.,
Polymer Powder/Cement Composites, SPE 102173 Annual Technical Conference and
Exhibition, San Antonio, Texas. U.S.A. 24-27, 2006.
Chung, D.D.L. Review – Use of polymers for cement-based structural materials, Journal of
Materials Science, v. 39, p.2973-2978, 2004.
CIMESA – Boletim Técnico e Controle de Qualidade, CIMESA SERGIPE S.A. 02.05.2006 a
25.05.2005.

Referências 166
Colston, S.L.; Barnes, P.; Jupe, A.C.; Jacques, S.D.M; Hall, C.; Livesey, P.; Drabsfield, J.;
Meller, N.; Maitland, G.C., An in situ synchrotron energy-dispersive diffraction study of the
hydration of oilwell cement systems under high temperature/autoclave conditions up to
1300C, Cement and Concrete Research, v. 35, p.2223-2232, 2005.
Costa, J.C.C., Cimentação de poços de petróleo, Monografia em Engenharia de Exploração e
Produção de Petróleo, Universidade Federal Fluminense (UFF), Macaé, RJ, 2004.
Coutinho, F.M.B.; Delpech, M.C.; Alves, T.L.; Gomes, A.S., Síntese e caracterização de
poliuretanos em dispersão aquosa à base de polibutadieno líquido hidroxilado e diferentes
diisocianatos, Polímeros: Ciência e Tecnologia, v. 12, p. 248-254, 2002.
Curbelo, F.D.S. Recuperação avançada de petróleo utilizando tensoativos, Tese de
Doutorado em Engenharia Química, Universidade Federal do Rio Grande do Norte (UFRN),
Natal, 2006.
Ding, G.; Ni, H.J.; Wu, H.W.; Xie, H.Q., Experimental study on action of latex on cement
slurry of oil well, Journal of the University of Petroleum China, v. 25, p.16-18, 2001.
Dowell, S., Cementing technology, Londres, 1984.
Drecq, P; Parcevaux, P.A., A single technique solves gas migration problems across a wide
range of conditions, Paper SPE Annual Technical Conference and Exhibition 17629, 1988.
Fyten, G.C.; Getzlaf, D.A. Methods of cementing and cement compositions containing a
polymeric cement cohesion additive,. US PATENT 6.295.000 (2006), 2006.
Gandelman, R.; Miranda, C.; Teixeira, K.; Martins, A. L.; Walmann, A. On the rheological
parameters governing oilwell cement slurry stability, Annual Transactions of the Nordic
Rheology Society, v. 12, p.85-91, 2004.
Ganguli, K.K., Control of gas migration in oil well cementing, PTC Int. Appl., No
WO9217417, 1992.
Garcia, A.; Spim, J.A.; Santos, C.A., Ensaios dos materiais, Editora LTC, Rio de Janeiro,
2000.
Gomes, C.E.M., Propriedades da pasta de cimento Portland com adições do copolímero
Va/VeoVa e fibras de poliamida – Estudo da interface fibra-matriz, Tese de Doutorado em
Ciências e Engenharia de Materiais, Universidade de São Paulo, São Carlos. p..200, 2005.
Gonet, A.; Stryczek, S.; Pinka, J. Analysis of rheological models of selected cement slurries,
Acta Montanistica slovaca, v. 9, p.16-20. 2004.
Gopalkirshnan, S.; Roznowski, M., Additive composition for oil well cementing formulation,
U. S. PATENT No 5,258,072, 1993.

Referências 167
Gothenburg, S., Phase quantification and microstructure of a clinker series with lime
saturation factors in the range of 100, 10th International congress on the chemistry of
cemente, p.287-294, 1997.
Griesser, A., Cement-superplasticizer interactions at ambient temperatures. Tese de
Doutorado, Swiss Federal Institute of Technology, Zurich. 2001.
Guo, W.Y., Deformation and acoustic behavior of oil well cements, Dissertação de Mestrado,
The University of Texas At Austin, Texas/EUA, 2006.
Hall, C.; Scrivener, K.L., Oilwell cement clinkers: X- Ray microanalysis and phase
composition, Advn. Cem. Bas. Mat., 1997. p.28-38, 1997.
Halliburton Company, Cimentação (apostila), Mossoró, RN. p.120, 1998.
Haneharas, S.; Yamada, K., Interaction between cement and chemical admixture from the
point of cement hydration, adsorption behaviour of admixtures and paste rheology, Cement
and Concrete Research, v. 29, p.1159-1165, 1999.
Heikal, M.; Aiad, I.; Shoaib, M.M.; El-didamony, H., Physico-chemical characteristics of
some polymer cement composites, Materials Chemistry and Physics, v. 71, p. 76-83, 2001.
Hewlett, P.C., Lea’s Chemistry of Cement and Concrete, Editora Butterworh Heineman, 4 ed.,
Oxford, 2001.
Hibbeler, J.; Era, P.; Gilmore, T.; Weber L., Using alternative sources o oilwell cement,
IADC/SPE 62746. In: IADC/SPE Asia Pacific Drilling Technology held in Kuala Lumpur,
Malaysia, 2000.
Hodne, H.; Saasenb, A.; O’hagana, A.B.; Wicka,S.O., Effects of time and shear energy on the
rheological behavioour of oilwell cement slurry, Cement and Concrete Research, v. 30,
p.1759-1766, 2000.
http://histpetroleo.no.sapo.pt/sondagem_1.htm. Acessado em: 20.07.06.
Huang, P.; Bao, Y.; Yao, Y., Influence of HCl corrosion on the mechanical properties of
concrete, Cement and Concrete Research, v. 35, p.584-589, 2005.
Israel, D.; Macphee, D.E.; Lachowski, E.E., Acid attack on pore-reduced cement, Journal of
Materials Science, v. 32, p.4109-4116, 1997.
Billingham, J.; Francis, D.T.I.; King, A.C.; Harrisson, A.M., A multiphase model for the early
stages of the hydration of retarded oilwell cement, Journal of Engineering Mathematics, v.
53, p.99-112, 2005.
Jingang,W.; Shuxiang, Z.; Haiqin, Y.; Xiangzheng, K.; Xikui, W.; Zhongmao,G., Study of
cement mortars modified by emusifier-free latexes, Cement and Concrete Composites, v.27,
p.920-925, 2005.
Referências 168
Jolicouer, C.; Simard, M.A., Chemical admixture Cement Interactions: phenomenology and
phisico-chemical concepts, Cement and Concrete Composites, v. 20, p.87-101, 1998.
Kalfayan, L., Production Enhancement with Acid Stimulation, Editora Penn Well Books,
p.262. 2000.
Kieffer, J.; Rae, P., How gelation affects oil well cements, Petroleum Engineer International,
v. 46, 1987.
Kihara, Y; Marciano JR, E., Qualidade e produtividade na indústria de cimento, Informativo
ABESC, 1995.
Kondo, R.; Daimon, M.; Sakai, E., Interaction between cement of organic polyelectrolytes.
In: CEMENTO, v.3, p. 225. apud NELSON, 1990.
Kuhlmann, L.A., Latex-Modified Concrete for the Repair and Rehabilitation of Bridges, Int.
J. of Cement Composites and Lightweight Concrete, p.241-247, 1985.
Lacerda, J. A., Curso de métodos térmicos analíticos. E e P – RNCE/GERET/GEREV-II,
Natal, Outubro, 2000.
Laramay, S.B.; Udarbe, R.G.; George,C.R., Method for control of fluid loss and gas
migration in well cementing, US PATENT 6.089.318 (2000), 2000.
Larbi, J.A.; Bijen, J.M.J.M., Interaction of polymers with portland cement during hydration:
a study of the chemistry of the pode solution of polymer-modified cement systems, Cement and
Concrete Research, v. 20, p.139-147, 1990.
Le Saoût, Gwenn.; Lecolier, E.; Rivereau, A.; Zanni, H., Micropore size analysis in oil-well
cement by proton nuclear relaxation, Magnetic Resonance Imaging, v. 23, p.371-373, 2005.
Le Saoût, Gwenn.; Lecolier, E.; Rivereau, A.; Zanni, H., Chemical structure of cement aged
at normal and elevated temperatures and pressures, Part II: Low permeability class G oilwell
cement, Cement and Concrete Research, v. 36, p.426-433, 2006.
Lee, H,T.; Wu, S.Y.; Jeng, R.J., Effects of sulfonated polyol on the properties of the resultant
aqueous polyurethane dispersions. Colloids and sufarces A, Physicochem. Eng. Aspects., In
Press, 2005.
Liang, L.; Yongsheng, X.; Bing, M., Process for synthesizing specific carboxylic styrene
butadiene latex for well cementation of oil-gas field, PATENT No CN 1544496, 2004.
Lima, F.M.; Oliveira, V.G.; Martinelli, A.E; Melo, D.M.A.; Cachina, G.H.A.B., Influência da
energia de mistura em pastas de cimento portland utilizadas em cimentação de poços de
petróleo, Rio Oil & Gas Expo and Conference 2004, IBP, 2004.
Referências 169
Lima, F.M., Desenvolvimento de Cimentos do tipo Portland/Materiais alternativos para
Cimentação de poços de petróleo, Monografia, Engenharia dos Materiais, Universidade
Federal do Rio Grande do Norte (UFRN), Natal, 2004.
Lu, Y.; Guo, X.; Huang, Z.; Hu, X.; Liu, Y., Research of polyvinyl alcohol as fluid loss
additive of well cement, Natural Gas Industry Journal Agency, v. 25, 2005.
Machado, J. C. V., Reologia e Escoamento de Fluidos - Ênfase na indústria do petróleo. Rio
de Janeiro. Interciência: Petrobrás. 2002.
Marinho, E.P.M., Desenvolvimento de pastas geopolímericas para cimentação de poços de
petróleo, Tese de Doutorado em Ciências e Engenharia dos Materiais, Universidade Federal
do Rio Grande do Norte (UFRN), Natal, 2004.
Martinez, J.; Macdonald, W.J., Study of cementing practice applied to the shallow casing in
offshore wells, Maurer Engineering Inc. Houston, Texas, Report DOE/BETC/2273-1. April,
1980. http://www.mms.gov/tarprojects/027.htm. (Acessado em: 15.07.2006).
Mckenzie, L.F., Polyamine fluid-loss additive for oilwell cements, US PATENT 4.482.383,
1984.
Mckenzie, L.F.; Mcelfresh, P.M., Acrylamine-acrylic acid copolymers for cement fluid-loss
control, Paper SPE 10623, 1982.
Metha, P.K.; Monteiro, P.M., Concrete: Microestructure, properties and materials, Editora
University of Califórnia, 1 ed., Berkeley, 2001.
Mequanint, K.; Sanderson, R., Hydrolytic stability of nano-particle polyuretane dispersions:
Implications to their log-term use, European Polymer Journal, In press, 2005.
Merlin, F.; Guitouni, H.; Mouhoubi, H.; Mariot, S.; Vallée, F.; Damme, H.V., Adsorption and
heterocoagulation of nonionic surfactants and latex particles on cement hydrates, Journal of
Colloid and Interface Science, v. 281, p.1-10, 2005.
Michaux, M.; Drochon, B.; Komocki, S., Fluid loss control agents and compositions for
cementing oil and gas wells comprising said fluid loss control agent, Eur. Patent App. (2006),
EP. 1674434 A1, p.18, 2006.
Moreira, H. P.; Figueiredo, E.P.; Helene, P., Avaliação da influência de alguns agentes
agressivos na resistência a compressão de concretos amassados com diferentes tipos de
cimentos brasileiros, Boletim Técnico da Escola Politécnica da USP, Departamento de
Engenharia de Construção Civil, São Paulo, 2001.
Mothé, C.; Azevedo, A. D., Análise térmica de materiais, Editora ieditora, volume 1, São
Paulo, 2002.

Referências 170
Mumme, W.G.; Hill, R.J.; Bushnell-Wye, G.; Segnit, E.R. Rietveld crystal structure
refinements, crystal chemistry and calculated powder diffraction data for the polymorphs of
dicalcium silicate and related phases, NJMIA 169, ICSD 81095, issue 1, p.35-68, 1995.
Muniz, C.A.S., Utilização de metodologia de planejamento experimental na otimização de
novas formulações de fluidos de corte, Dissertação de Mestrado em Química, Universidade
Federal do Rio Grande do Norte (UFRN), Natal, 2005.
Nelson, E.B., Well cementing, Saint-Etienne: Schulumberger Educational Services, 1990.
Ohama, Yoshihiko., Polymer-based admixtures, Cement and Concrete Research, v. 20, p.189-
212, 1998.
Oliveira, V.C.C., Análise de segurança em operações marítimas de exploração e produção de
petróleo, Dissertação de Mestrado em Ciências e Engenharia do Petróleo, Universidade de
Campinas, Campinas, 2004.
Onan, D.D.; Gooddwin, K.J.; Mcpherson, T.W., Elastomeric composites for use in well
cementing operations, SPE Annual Technical Conference and Exhibition, Production
Operations and Engineering, PSAEE3, p. 593-608, 1993
Pafitis, D.G., Improving the flexural strength of fibre reinforced oil well cements by addition
of a polymer latex, Materials Research Society Symposium, Proceedings, v. 370. p. 565-571,
1995.
Paiva, M.D.M., Influência da adição de diatomita nas propriedades reológicas e mecânicas
de pastas leves para cimentação de poços petrolíferos depletados, Dissertação de Mestrado
em Química, Universidade Federal do Rio Grande do Norte (UFRN), Natal, 2003.
Parcevaux, P.A.; Piot, B.M.; Vercaemer, C.J., Cement composition for cementing wells,
allowing pressures gas channeling in the cemented annulus to be controlled, U.S. PATENT
4,537,918, 1985.
Pascal, C.; Touzet, S.; Le roy, S.D.; Phipps, J., Composition comprenant un liant hydraulique
et un latex possedant un groupement fonctionnel sulfonate, sulfonique ou sulfobetaine, Institut
National de La Propriête Industrielle, 2850647, 2003.
Pelipenko, S.; Frigaard, I.A., Mud removal and cement placement during primary cementing
of an oil well, Journal of Engineering Mathematics, v. 48, p.1-26, 2004.
Perez-mendes, M. Ca3SiO5 and its fluorine-stabilized aristotype. synthesis, stability and
postulated structure of Ca6-. 5xSi2O10-xFx., Cement and Concrete Research, CCNRA 14, p. 57-
63, 1984.
Petrobras, Avaliação de cimentação (apostila), 2002.

Referências 171
Petróleo Brasileiro S.A., Petrobrás: Curso básico sobre cimentação primária, Rio de Janeiro,
2002.
Poon, C.S.; Groves, G.W., The microstructure of macrodefect- free cement with different
polymer contents and the effect on water stability, Journal of Materials Science. v. 23, p.657-
660, 1988.
Preece, S.J.; Billingham, J.; King, A.C., On the initial stages of cement hydration, Journal of
Engineering Mathematics, v. 40, p.45-58, 2001.
Queiroz, G.O., Otimização da injeção cíclica de vapor em reservatórios de óleo pesado,
Dissertação de Mestrado em Engenharia Química, Universidade Federal do Rio Grande do
Norte (UFRN), Natal, 2005.
Rai, U. S.; Singh, R.K., Effect of polyacrylamide on the different properties of cement and
mortar, Materials Science & Engineering A, n. 392, p.42-50, 2005.
Rocco, J.A.F.F.; Lima, J.E.S.; Frutuoso, A.G.; IHA, K.; Matos, J.R., A hidratação do cimento
portland modificada pela adição de uma dispersão aquosa de um co-polímero acrílico via
análises térmicas, Anais do Congresso da Sociedade Brasileira de Química (SBQ), 1999.
Rodger, S.A.; Brooks, S.A.; Sinclair, W.; Groves, G.W.; Double, D.D., High strength cement
pastes, Journal of Material Science, v. 20, p.2853-2860, 1985.
Rossignolo, J.A., Avaliação da porosidade e do teor de CH da pasta de cimento portland com
sílica ativa e látex SBR, Revista Matéria, v. 10, p.437-422, 2005.
Saija, L.M.; Uminski, M., Water-redispersible low-Tg acrylic powders for the modification of
hydraulic binder compositions, Journal of Applied Polymer Science, v.71, p. 1781-1787,
1999.
Sakai, E., Sugita, J. Composite Mechanism of Polymer Modified Cement. Cement and Concret
Reseach. V.25, n.1, p.127-135, 1995;
Salhan, A.; Billingham, J.; King, A.C., The effect of a retarder on the early stages of the
hydration of tricalcium silicate, Journal of Engineering Mathematics, v. 45, p.367-377, 2003.
Santos Junior, B.F., Modificações morfológicas e estruturais de pastas de cimento aditivadas
com termofixos a base de epóxi para utilização em poços de petróleo, Dissertação de
Mestrado em Física, Universidade Federal de Sergipe, Sergipe, 2006.
Sha, W.; O’neill, E.A.; Guo, Z., Differential scanning calorimetry study of ordinary portland
cement, Cement and Concrete Research, v. 29, p.1487-1489, 1999.
Silva, D.A.; John, V.M.; Ribeiro, J.L.D.; Roman, H.R., Pore size distribution of hydrated
cement pastes modified with polymers, Cement and Concrete Research, v. 31, p.1177-1184,
2001.
Referências 172
Silva, D.A.; Monteiro, P.J.M., Esem analysis of polymeric film in EVA-modified cement paste,
Cement and Concrete Research, v. 35, p.2047-2050, 2005.
Silva, D.A.; Roman, H.R.; Gleize, P.J.P., Evidências de interação química do copolímero
EVA com cimento Portland em hidratação, Revista de Ciência e Tecnologia de Materiais de
Construção, v. 1, p.54-65, 2004.
Silva, D.A.; Roman, H.R., Caracterização microestrutural de pastas de cimento aditivadas
com polímeros HEC e EVA, Revista Ambiente Construído, v. 2, p.31-46, 2002.
Silva, L.B. ; Lima, F.M. ; Martinelli, A. E. ; Bezerra, U. T. ; Melo, D. M. A. ; Araújo, R. G. S.
Adição de poliuretana em dispersão aquosa a portland G para cimentação de poços de
petróleo sujeitos à injeção de vapor, Rio oil & gás expo and conference 2004, IBP13904, Rio
de Janeiro, 2004.
Silvesrtein, M.R.; Bassiler, G.C.; Morril, T.C., Identificação espectrométrica de compostos
orgânicos, Editora Guanabara, 3 ed., 1993.
Singh, N.B.; Rai,S., Effect of polyvinyl alcohol on the hydration of cement with rice husk ash,
Cement and Concrete Research, v. 31, p.239-243, 2001.
Skrpkiunas, G.; Dauksys, M.; Snopys, A.; Levinskas, R., The influence of cement particles
shape and concentration on the rheological properties of cement slurry, Materials Science,
v.11, p.150-158. 2005.
Song, B.; Yao, X.; XU, Z., Study on hydration of oil-based cement slurry and its strength
development, Journal of Nanjing University of Technology, Editora Natural Science, v. 26,
p.1-4. 2004.
Spinardi Junior, W., Sintese de dispersões aquosas de poliuretano como proposta de
substituição do látex natural, Dissertação de Mestrado em Engenharia Química, Universidade
Estadual de Campinas, Faculdade de Engenharia Química, Campinas, SP, 2001.
Su, Z.; Bijen, J.M.J.M.; Larbi, J.A. Influence of polymer modification on the hydration of
portland cement, Cement and Concrete Research, v. 21, p.535-544, 1991.
Storte, M., Látex estireno-butadieno: aplicação em concretos de cimento e polímero,
Dissertação de Mestrado em Engenharia Civil, Universidade de São Paulo, Faculdade de
Engenharia Civil, São Paulo, SP, 1992.
Sujata,K.; Su,Z.; Bijen, J.M.J.M.; Jennings, H.M.; Fraaij, A.L.A., Evolution of the
microstructure in styrene acrylate polymer-modified cement pastes at the early stages of
cement hydration, Adv.Cem.Based Materials, v. 3. p.87-93, 1996.

Referências 173
Svavarsson, H.G.; Wallevik, O.H., Geothermal well cementing: The effect of temperature and
time on workability loss, Annual Transactions of the Nordic Rheology Society, v. 12, p.123-
126, 2004.
Taylor, H.F.W, Cement Chemistry, Editora Academic Press, 2 ed., London, 1997.
Tenório, J.A.S., Silva Araújo, F.G., Pereira, S.S.M., Ferreira, A.V., Espinosa, D.C.R., Barros,
A. Decomposição da fase majoritária do cimento Portland – Parte I: Alita Pura, Revista
Escola de Minas: Metalurgia & Materiais, v. 56, p.87-90, 2003.
Thomas, J.E., Fundamentos de engenharia do petróleo, Editora Interciência. Petrobrás, Rio
de Janeiro, 2001.
Trabelsi, A.M.S.; Al-samarraie, L.S., Oil and Gas Journal, v. 97, p.4, 1999.
U.S. DEPARTAMENT OF TRANSPORTATION FEDERAL HIGWAY
ADMINISTRATION. Portland cement concrete materials manual. Report no FHWA-Ed-89-
006 (August). Washington: fhwa, 1990.
Van Krevelen, D.W., Properties of Polymers, Editora Amsterdam, 3 ed., Elsevier Science,
1992.
Vilar, W.D., Química e Tecnologia dos Poliuretanos. , Editora Vilar Consultoria, 3 ed., 2004.
Vlachou, P. V., Piau, J.M. The influence of the shear field on the microestructural and
chemical evolution of na oil well cement slurry and its rheometric impact, Cement and
Concrete Research, v. 27, p.869, 1997.
Vuk, T., Ljubic-Mlakar, T., Gabrovsek, R., Kaucic,V. Tertiary gelation of oil well cement,
Cement and Concrete Research, v.30, p.1790, 2000.
Wang, R.; Li, X.G.; Ming Wang, P., Influence of polymer on cement hydration in SBR-
modified cement pastes, Cement and Concrete Research, In press, 2006.
Woodard, G.W; Merkle, G.H., Composition of Hydraulic Cement and Polyvinyl Acetat and
Use Thereof, U.S.PATENTE Nº 3,0158.520, 1962.
Zampori, L.; Sora, I.N.; Pelosato, R.; Dotelli, G.; Stampino, P.G., Chemistry of cement
hydration in polymer-modifier pastes containg lead compounds, Journal of the European
Ceramic Society, v. 26, p.809-816, 2006.
Zhao, L.; Luo, M., Influence of SBR latex on the performance of oil well cement slurry,
Natural Gas Industry Journal Agency, v.24, p.74-76, 2004.
Glossário 174
GLOSSÁRIO
Os termos e definições apresentados a seguir são relevantes para a compreensão,
discussão e determinação dos diversos parâmetros comumente utilizados ao longo desse
documento e na industria do petróleo.
A
Aditivo - É um material que não seja cimento ou água e que é adicionado durante a
preparação de uma pasta de cimento ou durante a manufatura do cimento com o objetivo de
melhorar suas propriedades;
Água – É a água doce e/ou do mar isenta de quaisquer aditivos;
Água de Hidratação – A água quimicamente combinada com um sólido para formar um
composto cristalino. Nas pastas de cimento, é a água necessária parta hidratar a pasta de
cimento, formando materiais cimentantes;
Água de Mistura – É o fluido composto pela água base e aditivos sólidos e/ou líquidos nela
dissolvidos;
Alita – Denominação dada ao Silicato tricálcico formado na fabricação do cimento;
Anular Espaço Anular – Espaço que cerca a tubulação no poço. A parede exterior do espaço
anular pode ser a formação ou revestimento;
API – American Petroleum Institute (Instituto Americano de Petróleo);
B
Bainha de cimento – Região cimentada entre o revestimento do poço e a parede da formação;
Belita - Denominação dada ao Silicato bicálcico formado na fabricação do cimento;
Bombeabilidade – São os pares de pontos relacionando unidades Bearden e percentuais do
tempo de espessamento;
BSW (Basic Sediments and Water) – Sedimentos básicos e água (expresso em percentagem);
representa a quantidade de água e sedimentos presentes no óleo.
BWOC (By Weight on Cement) – Em peso de cimento (expresso em percentagem);
representa a quantidade de aditivos em relação ao peso de cimento.

Glossário 175
C
Canhoneamento – Operação de perfuração do revestimento utilizando-se cargas explosivas,
para comunicar o interior do poço com a formação produtora;
CBL (Cement Bord Log) – é um perfil ou registro baseado na emissão de ondas sonoras
usado para avaliar a qualidade ou estado de cimentação de um poço;
Cimentação de Revestimento – Prática de preencher o anular entre o revestimento e as
paredes do poço com cimento;
Cimentação, Operação de - Operação na qual uma pasta de cimento é forçada a descer através
de um revestimento até sair na outra extremidade deste, preenchendo o espaço entre o
revestimento e as paredes do poço a altura pré-determinada acima do fundo do poço. Esta
operação tem dentre outras finalidades fixar o revestimento a excluir água e outros fluidos
indesejáveis do espaço anular;
Clinquerização – Denominação dada ao processo de formação do clínquer na fabricação de
cimento;
Completação – Conjunto de operações destinadas a equipar o poço para produzir óleo ou gás,
deixando-o em condições de operar, de forma econômica e segura, durante toda sua vida
produtiva;
Concentração de Aditivo – É a concentração expressa em percentagem de peso em relação ao
cimento (aditivo sólido) ou em galões de aditivo por pé cúbico de cimento (aditivo líquido). A
concentração do sal NaCl é exceção, sendo expressa em peso do sal por peso de água doce;
Core Holder – Suporte da amostra (núcleo) do ensaio de permeabilidade;
Correção, Operação de – Operações constituídas de canhoneio do revestimento e compressão
do cimento em intervalos com cimentação deficiente;
Cura – Envelhecimento ou maturação de cimentos sob condições especificas. Envelhecimento
a pressão atmosférica: o envelhecimento de espécimes de cimento para propósitos de testes à
pressão atmosférica normal, apara um período designado de tempo sob certas condições pré-
definidas de temperatura e umidade, conforme descrito pela API Spec 10B;
Curva de Viscosidade – representação gráfica da variação da viscosidade em função da taxa
de cisalhamento.

Glossário 176
E
Estimulação – Conjunto de atividades que objetiva aumentar o índice de produtividade ou
injetividade do poço.
F
Fator Água de Mistura (FAM) – ou simplesmente água de mistura. É o volume total de água
doce e/ou do mar e os demais aditivos nelas dissolvidos e/ou disperso por cada pé cúbico de
cimento, expresso em galões por pé cúbico de cimento;
Fator Água-Cimento (FAC) – É a relação peso, entre água doce e/ou do mar e cimento, sendo
expressa em termos percentuais;
G
Gel Final (Gf) – É um indicativo da dificuldade que um fluido apresenta para reiniciar o
movimento após parada de dez minutos, em teste de laboratório;
Gel Inicial (Gi) – É um indicativo da dificuldade que um fluido apresenta para reiniciar o
movimento após parada de dez segundos, em teste de laboratório;
Gradiente Geotérmico (GG) – é a razão que a temperatura de um poço incrementa com o
aumento de sua profundidade; o mesmo não está relacionado apenas a poços de petróleo. É
uma medida, com a profundidade, da temperatura da crosta terrestre. É um parâmetro
especifico de cada campo de petróleo, sendo dependente da formação rochosa que compõe o
campo;
I
Índice de Comportamento (n) – Expressa o afastamento do reograma (τ versus γ) do fluido em
relação a um fluido newtoniano (n = 1). Os fluidos com índice de comportamento menor que
1 são ditos pseudoplásticos, enquanto os que apresentam valores maiores do que 1 são
chamados dilatantes;
Índice de Consistência (k) – É a resistência que o fluido oferece ao escoamento como
conseqüência primeira do atrito entre as lâminas que constituem a massa fluida;

Glossário 177
Injeção, Operação de – É uma operação que consiste em injeção de água ou gás no
reservatório com o propósito de manter a pressão deste, maximizando a recuperação de óleo e
conservando os recursos disponíveis.
L
Limite de Escoamento (LE) – É a tensão mínima a ser aplicada a fim de que o fluido entre em
movimento. Matematicamente, é o coeficiente linear da reta do modelo de Bingham;
Liner – é uma coluna curta de revestimento que é descida e cimentada no poço visando cobrir
a parte inferior deste;
M
Modelo de Bingham – O modelo assume uma relação linear entre a tensão de cisalhamento e
a taxa de deformação. É caracterizado por dois parâmetros: limite de escoamento e
viscosidade plástica;
Modelo de Potência – O modelo assume uma relação linear entre o logaritmo da tensão de
cisalhamento e o logaritmo da taxa de deformação. É caracterizado por dois parâmetros:
índice de consistência (k) e índice de comportamento (n).
P
Packers – também chamado de obturador, tem a função básica de promover a vedação do
espaço anular entre o revestimento e a coluna de produção, numa determinada profundidade;
Pasta de Cimento – ou simplesmente pasta. É a mistura de cimento, água doce e/ou do mar e
aditivos, com a finalidade de obtenção de propriedades físicas e/ou químicas, destinada à
operação de cimentação em poços petrolíferos;
Pé Cúbico de Cimento – ou simplesmente pé cúbico. É o volume aparente de um saco de
cimento de 94 lb;
Pega – É período compreendido entre o aumento brusco da consistência da pasta e a cessão do
caráter deformável da pasta para pequenas cargas (bloco rígido);
Peso Específico Aparente – É o peso de uma pasta de cimento por unidade de volume,
podendo conter uma quantidade de ar aprisionada na mesma. O peso específico aparente é
determinado na balança de lama;
Glossário 178
Peso Específico da Pasta (ρ) – ou simplesmente peso. É a relação do peso da pasta e seu
respectivo volume, expresso em libras por galão;
Peso Específico Real – ou simplesmente peso específico. É o peso de uma pasta de cimento
por unidade de volume cuja quantidade de ar aprisionada é desprezível. O peso específico real
é determinado em balança do tipo pressurizada;
Portlandita – Denominação dada ao hidróxido de cálcio formado na hidratação do cimento.
R
Reboco – película ou recobrimento formado pelo fluído de perfuração nas paredes do poço,
cujo objetivo é evitar filtração de fluídos para a rocha e contribuir com a sustentação das
paredes do poço. O reboco também denomina a película formada pelo cimento contra as
paredes do poço, durante a operação de cimentação;
Rendimento da Pasta de Cimento (R) – ou simplesmente rendimento. É o volume de pasta
produzido por cada pé cúbico de cimento, expresso em pés cúbicos de pasta por pé cúbico de
cimento;
Revestimento – Tubo constituído de aço especial, materiais compósitos ou outros materiais,
utilizado para revestir e proteger as paredes do poço;
T
Taxa de Deformação (γ) – Expressa a variação de velocidades da pasta no espaço
compreendido entre o rotor e o bob do viscosímetro;
Temperatura de Circulação de Fundo de Poço – Bottom Hole Circulating Temperature
(BHCT) – É a temperatura registrada no fundo de poço, após um período de circulação
suficiente para se conseguir uma temperatura estabilizada ou próxima da estabilização;
Temperatura Estática de Fundo de Poço – Bottom Hole Static Temperature (BHST) – É a
temperatura máxima registrada no fundo de poço após um período de tempo em condição
estática, antes do inicio da circulação, normalmente por até 24 horas ou maior período;
Tempo de Bombeabilidade (TB) – É o tempo requerido para que a pasta de cimento atinja 50
Uc nas condições de ensaio;
Tempo de Bombeamento – Sinônimo de tempo de cimentação, exceto nos casos onde um
volume de pasta de cimento é misturado previamente para deslocamento de um poço. Nesta

Glossário 179
circunstância, o tempo de bombeabilidade será o tempo de cimentação total menos o tempo
necessário para misturar a pasta;
Tempo de Espessamento (TE) – É o período de tempo requerido para que a pasta de cimento,
com uma dada composição, atinja 100Uc nas condições de ensaio ou sob uma dada condição
de poço;
Tensão de Cisalhamento (τ) – É a tensão gerada pela resistência ao escoamento de um fluido
relativo a um dado gradiente de velocidade.
U
Unidade Bearden (Uc) – Número adimensional que representa a resistência oferecida pela
pasta de cimento ao movimento das palhetas do consistômetro pressurizado, medido pelo grau
de deflexão da mola do potenciômetro desse aparelho, através de torques equivalentes.
V
Viscosidade Plástica (VP) – É a constante de proporcionalidade entre a tensão de
cisalhamento e a taxa de deformação para tensões superiores ao limite de
escoamento.Matematicamente, é o coeficiente angular da reta do modelo de Bingham;
Volume Específico ou Absoluto – É a relação entre o volume do material e a sua respectiva
massa, sendo expresso em galões por libra. É o inverso da massa específica;
Z
Zona de Interesse ou Formação de Interesse – A formação que contém óleo ou gás em
quantidade comercial.





























