Embed Size (px)
Citation preview

Aduelas pré-moldadas em concreto reforçado com fibras: avaliação das propriedades mecânicas pelo Método da Maturidade
Precast fiber reinforced concrete tunnel segments: evaluation of mechanical properties by the Maturity Method
Scoaris, Mario Rogerio (1); Barbosa, Mônica Pinto (2); Pinto Júnior, Newton de Oliveira (3)
(1) Mestre em Eng. Civil, PPGEC-FEIS-UNESP
email: [email protected]
(2) Professora Doutora do Programa de Pós-Graduação e do Depto de Eng. Civil, FEIS-UNESP email: [email protected]
(3) Professor Doutor do Depto de Estruturas, FEC-UNICAMP
email: [email protected]
Universidade Estadual Paulista – Faculdade de Engenharia Civil de Ilha Solteira Departamento de Engenharia Civil Programa de Pós-Graduação em Engenharia Civil
Alameda Bahia, 550 – CEP: 15385-000, Ilha Solteira – SP – Brasil. Resumo
Na produção de aduelas pré-fabricadas para revestimento de túneis escavados por TBM (Tunnel Boring Machine), pode ser empregado o concreto reforçado com fibras de aço e polipropileno, sendo esta uma alternativa para a construção da Linha IV do Metrô da cidade de São Paulo. No processo de produção das aduelas deve ser utilizada a cura térmica a vapor, que acelera o processo de hidratação do cimento, promovendo ganho de resistência e, conseqüentemente, proporcionando uma alta rotatividade dos moldes. Para tanto é importante conhecer a resistência e a rigidez que a peça ira apresentar durante e ao final do ciclo térmico. O Método da Maturidade permite estimar com precisão esses valores.
Dentro deste contexto, foi elaborado um traço de concreto semelhante ao utilizado no programa experimental desenvolvido no Laboratório de Estruturas da Faculdade de Engenharia Civil da UNICAMP, com o mesmo cimento, as mesmas fibras e o mesmo superplastificante, porém, com os agregados disponíveis na região de Ilha Solteira - SP. Para avaliar a resistência à compressão deste concreto, aplicou-se o Método da Maturidade, em corpos-de-prova cilíndricos de 10x20cm submetidos à cura térmica, com monitoramento da temperatura, em ciclo de 6 horas a uma temperatura constante de 60ºC. Também foi desenvolvida uma metodologia de ensaio utilizando corpos-de-prova cilíndricos de 15x30cm, que correspondem aproximadamente à espessura de uma aduela, com e sem isolamento lateral para analisar a influência das frentes de calor nas resistências mecânicas. Através dos resultados obtidos no ensaio de cura térmica a vapor, pode ser observado o valor elevado da resistência à compressão no final do ciclo térmico, que possibilita que as operações de desmoldagem sejam realizadas com segurança. No ensaio proposto para verificação das influências causadas pelas frentes de calor nas resistências de compressão das aduelas no final do ciclo térmico de cura, pode-se constatar que as mesmas não interferem nesta propriedade mecânica.
Palavras-Chave: Método da Maturidade, Energia de Ativação, Concreto com fibras, Cura Térmica, Resistência a Compressão
1o. Encontro Nacional de Pesquisa-Projeto-Produção em Concreto pré-moldado. 1
Introdução Na indústria de pré-moldados pode ser observado, durante o processo produtivo, o
rigoroso controle de qualidade dos elementos e a rapidez na sua produção. Contribuem para a qualidade o uso de moldes adequados e um processo de cura eficiente. Os moldes, geralmente metálicos, devem conferir às peças estabilidade volumétrica, pouca aderência ao concreto, estanqueidade para que não ocorra fuga da pasta do cimento, com prejuízos na resistência e no acabamento do produto e grande número de reutilizações. Com relação ao processo de cura, este deve promover uma plena hidratação do cimento, evitando a ocorrência do aumento da retração, que ocasiona o surgimento de fissuras e aumento na porosidade, que por sua vez contribuem para a redução da durabilidade da estrutura.
Para se obter agilidade no processo produtivo, na etapa de cura, implementa-se a alta rotatividade dos moldes, através do uso de cimentos de alta resistência inicial, de aditivos aceleradores e do processo de cura térmica a vapor. O objetivo da cura térmica é antecipar o ganho da resistência mecânica inicial do concreto, através da elevação da temperatura que acelera as reações de hidratação do cimento, possibilitando a desmoldagem das peças, sem comprometer sua qualidade. Deste modo, o processo de cura térmica, além de diminuir o tempo necessário para confecção das peças, reduz a quantidade dos moldes para fabricação das mesmas, proporcionando uma alta produtividade associada à redução de custos do produto final.
Durante o processo de cura térmica é necessário o conhecimento da resistência que a peça apresenta em determinados instantes e no final do ciclo térmico, para realizar as operações de desforma com segurança. Muitas vezes, a indústria de pré-fabricados para reduzir ao máximo o tempo de ocupação dos moldes, realiza a desforma em momentos inadequados, que compromete o produto e acelera o processo de degradação do concreto (DE MELO, 1996). Segundo LÌBÓRIO (1990), a desforma de um elemento pré-moldado com baixas resistências mecânicas introduz anomalias no mesmo, tais como: quebras, deformações excessivas ou mesmo aparecimento de pequenas fissuras, tornando a armadura susceptível a um ataque mais intenso por agentes agressivos em idades posteriores.
Para as operações de desmoldagem das peças, em alguns casos, as indústrias de pré-moldados recorrem à realização de ensaios mecânicos em corpos-de-prova curados simultaneamente com os pré-moldados, onde a resistência desses representaria a resistência que a peça possui. Em determinadas situações, como por exemplo em peças de grande espessura, onde se observa que essas são menos favorecidas pelo processo de cura em relação aos corpos-de-prova, a afirmação que ambos apresentam a mesma resistência pode não ser verdadeira. Uma alternativa para verificar a afirmação anterior, seria a realização de ensaio mecânico em corpos-de-prova extraídos diretamente da peça, que além de danifica-la é um procedimento de elevado custo. Uma solução para avaliar a resistência de peças curadas termicamente, sem a necessidade do emprego de ensaios mecânicos (compressão axial) ou extração de corpos-de-prova, é a utilização de métodos não destrutivos, como por exemplo o Método da Maturidade, que estima essa resistência a partir dos valores das temperaturas internas da peça registradas durante o processo de cura.
Na execução da Linha IV do Metrô da cidade de São Paulo serão utilizadas aduelas pré-moldadas para revestimento de um trecho do túnel. O concreto empregado neste tipo de estrutura poderá receber a adição de fibras de aço e polipropileno, pelo fato destas proporcionarem: elevado controle de fissuração, ductilidade, resistência ao impacto, além da substituição da armadura principal que agiliza o processo de produção. Procurando obter elevada produtividade, é imprescindível um processo de cura térmica a vapor e, para se trabalhar com segurança necessária nas operações de desforma, a resistência à
1o. Encontro Nacional de Pesquisa-Projeto-Produção em Concreto pré-moldado. 2
compressão das peças, durante o processo de cura, poderá ser estimada através do Método da Maturidade. 1 Aduelas pré-moldadas
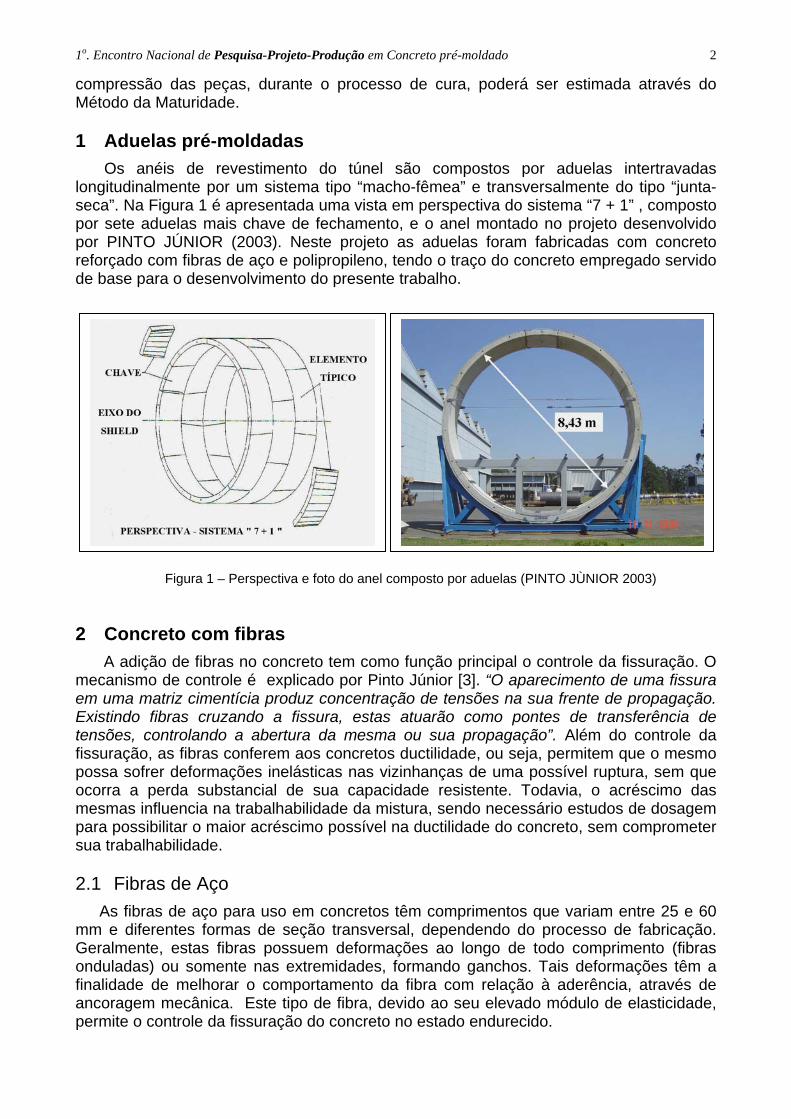
Os anéis de revestimento do túnel são compostos por aduelas intertravadas longitudinalmente por um sistema tipo “macho-fêmea” e transversalmente do tipo “junta-seca”. Na Figura 1 é apresentada uma vista em perspectiva do sistema “7 + 1” , composto por sete aduelas mais chave de fechamento, e o anel montado no projeto desenvolvido por PINTO JÚNIOR (2003). Neste projeto as aduelas foram fabricadas com concreto reforçado com fibras de aço e polipropileno, tendo o traço do concreto empregado servido de base para o desenvolvimento do presente trabalho.
Figura 1 – Perspectiva e foto do anel composto por aduelas (PINTO JÙNIOR 2003) 2 Concreto com fibras
A adição de fibras no concreto tem como função principal o controle da fissuração. O mecanismo de controle é explicado por Pinto Júnior [3]. “O aparecimento de uma fissura em uma matriz cimentícia produz concentração de tensões na sua frente de propagação. Existindo fibras cruzando a fissura, estas atuarão como pontes de transferência de tensões, controlando a abertura da mesma ou sua propagação”. Além do controle da fissuração, as fibras conferem aos concretos ductilidade, ou seja, permitem que o mesmo possa sofrer deformações inelásticas nas vizinhanças de uma possível ruptura, sem que ocorra a perda substancial de sua capacidade resistente. Todavia, o acréscimo das mesmas influencia na trabalhabilidade da mistura, sendo necessário estudos de dosagem para possibilitar o maior acréscimo possível na ductilidade do concreto, sem comprometer sua trabalhabilidade. 2.1 Fibras de Aço
As fibras de aço para uso em concretos têm comprimentos que variam entre 25 e 60 mm e diferentes formas de seção transversal, dependendo do processo de fabricação. Geralmente, estas fibras possuem deformações ao longo de todo comprimento (fibras onduladas) ou somente nas extremidades, formando ganchos. Tais deformações têm a finalidade de melhorar o comportamento da fibra com relação à aderência, através de ancoragem mecânica. Este tipo de fibra, devido ao seu elevado módulo de elasticidade, permite o controle da fissuração do concreto no estado endurecido.
1o. Encontro Nacional de Pesquisa-Projeto-Produção em Concreto pré-moldado. 3
2.2 Fibras de Polipropileno
As fibras de polipropileno podem ser utilizadas como reforço primário ou secundário em matrizes cimentícias. No primeiro caso o reforço deve ser tal que possibilite um aumento significativo na capacidade portante do compósito após o aparecimento de fissuras. No segundo caso as fibras de polipropileno atuam, principalmente, no controle da fissuração por retração plástica do concreto. Além deste controle a adição destas fibras proporciona a diminuição da exsudação, o que reduz a permeabilidade do concreto e aumenta sua resistência ao desgaste. É também incrementada a resistência ao impacto e, dependendo do diâmetro da fibra empregada, obtém-se significativa melhoria da resistência do concreto ao fogo – melhoria da resistência ao lascamento explosivo (efeito anti – spalling). 3 Processo de Cura Térmica
O objetivo da cura térmica é acelerar o ganho da resistência mecânica inicial do concreto, possibilitando a desmoldagem de peças nas primeiras idades, sem comprometer sua qualidade. Esse procedimento, através da elevação da temperatura acelera as reações de hidratação do cimento. Segundo DE MELLO (2000) a aplicação de processos de cura acelerada visa obter: Liberação das formas e dispositivos de protensão (no caso de elementos protendidos); Dispensa de tanques de imersão ou outros processos, geralmente utilizados em cura
normal e conseqüente redução de espaço destinado à cura, no canteiro de obras ou nas indústrias de pré-fabricados;
Maiores resistências mecânicas nas primeiras idades, e permite basicamente: Menor necessidade de estoques; Facilidade em cumprir os prazos de entrega do produto final.
3.1 Método da Maturidade
O Método da Maturidade estima o desenvolvimento de qualquer propriedade do concreto, cujo incremento esteja relacionado com a hidratação do cimento, com relação ao histórico de temperaturas durante a cura. Para isso, o cálculo é realizado através de equações de maturidade em que são envolvidos os parâmetros tempo e temperatura. Ele teve origem na Inglaterra, nos anos 50 por SAUL (1951) o qual desenvolveu um procedimento para avaliar os efeitos dos parâmetros tempo x temperatura sobre o desenvolvimento da resistência para diferentes condições do processo de cura.
Com o passar dos anos, outros pesquisadores aprimoraram o método inicialmente proposto por Saul, entre eles Nurse, que sugeriu que o simples produto do tempo x temperatura seria capaz de representar os efeitos de cura a vapor no ganho de resistência a compressão (NURSE, 1949). Ele acreditava que este procedimento seria capaz de levar em consideração agregados diferentes e misturas diversas. Surgiu assim a função de Nurse-Saul que é apresentada na expressão (1).
t)T(TM(t)t
00a ∆−=∑ (1)
Onde: M(t) = Fator de maturidade na idade t, (ºC.horas); ∆t = Intervalo de tempo, (h); T = Média da temperatura em um intervalo de tempo ∆t, (ºC); To = Temperatura de base, (ºC).
1o. Encontro Nacional de Pesquisa-Projeto-Produção em Concreto pré-moldado. 4
A função de Nurse-Saul, baseada em observações empíricas, leva em consideração a
influência da temperatura no desenvolvimento da resistência a partir de uma função matemática simples. Entretanto, quando amostras de diferentes concretos são colocadas sob temperaturas distintas nas primeiras idades, a função de Nurse-Saul não representará necessariamente de forma correta o efeito da temperatura de cura no ganho de resistência. Isto se deve ao fato de que esta função não possui relação direta com os processos reais físicos e químicos da hidratação do cimento.
O conceito de energia de ativação – E – em equações químicas foi introduzido por Arrhenius. Segundo o pesquisador, a dependência da velocidade de uma reação química com relação à temperatura é função da chamada taxa constante (k) conforme a expressão (2).
⎟⎠⎞
⎜⎝⎛ −
⋅= RTE
eAk (2)
Onde: k = Taxa constante; E = Energia de ativação; R = Constante universal do gás, (8.1314 J/K mol); T = Temperatura absoluta, (K); A = constante ou fator de freqüência.
O fator de freqüência (A) está relacionado com a freqüência das colisões entre as
moléculas, transferindo energia cinética, e com a probabilidade de que essas colisões ocorram em orientações favoráveis para o início das reações químicas, com átomos posicionados de tal forma a possibilitar novas ligações.
No caso do cimento é mais apropriado o termo Energia Aparente de Ativação (Ea), uma vez que as diversas reações químicas envolvidas na hidratação ocorrem simultaneamente, conduzindo a um “valor médio” para a energia de ativação.
Entre as funções mais usuais para o estudo da maturidade destaca-se a função desenvolvida por FREIESLEBEN-HANSEN E PEDERSEN (1977) baseada no modelo de Arrhenius para dependência de uma reação química com a temperatura, que pode ser vista na expressão (3). A Freiesleben-Hansen e Pedersen (função denotada de FHP) é apresentada a seguir. Ela necessita de um parâmetro relativo à sensibilidade térmica da reação chamado de energia aparente de ativação Ea.
i
n
i
TTRE
ne tet r
a
∆⋅= ∑=
⎥⎥⎦
⎤
⎢⎢⎣
⎡
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛−⎟⎟⎠
⎞⎜⎜⎝
⎛−
1
11
)( (3)
Onde: te(n) = idade equivalente na temperatura de referência Tr (h); Ea = energia aparente de ativação; R = constante universal dos gases, (8,314 J/mol.K); T = temperatura absoluta do concreto durante o intervalo de tempo ∆t, (K); Tr = temperatura de referência; ∆t = intervalo de tempo.
1o. Encontro Nacional de Pesquisa-Projeto-Produção em Concreto pré-moldado. 5
A função de FHP, embora seja de maior complexidade, é a que melhor representa o
real efeito da temperatura na velocidade das reações de hidratação do cimento. Entretanto, para a sua utilização é necessário o conhecimento prévio da energia aparente de ativação das reações de hidratação do cimento. A energia de ativação (Ea) é determinada experimentalmente conforme os procedimentos da norma ASTM C 1074-98 (1998). 4 Programa Experimental 4.1 Concreto Reforçado com Fibras de Aço e Polipropileno
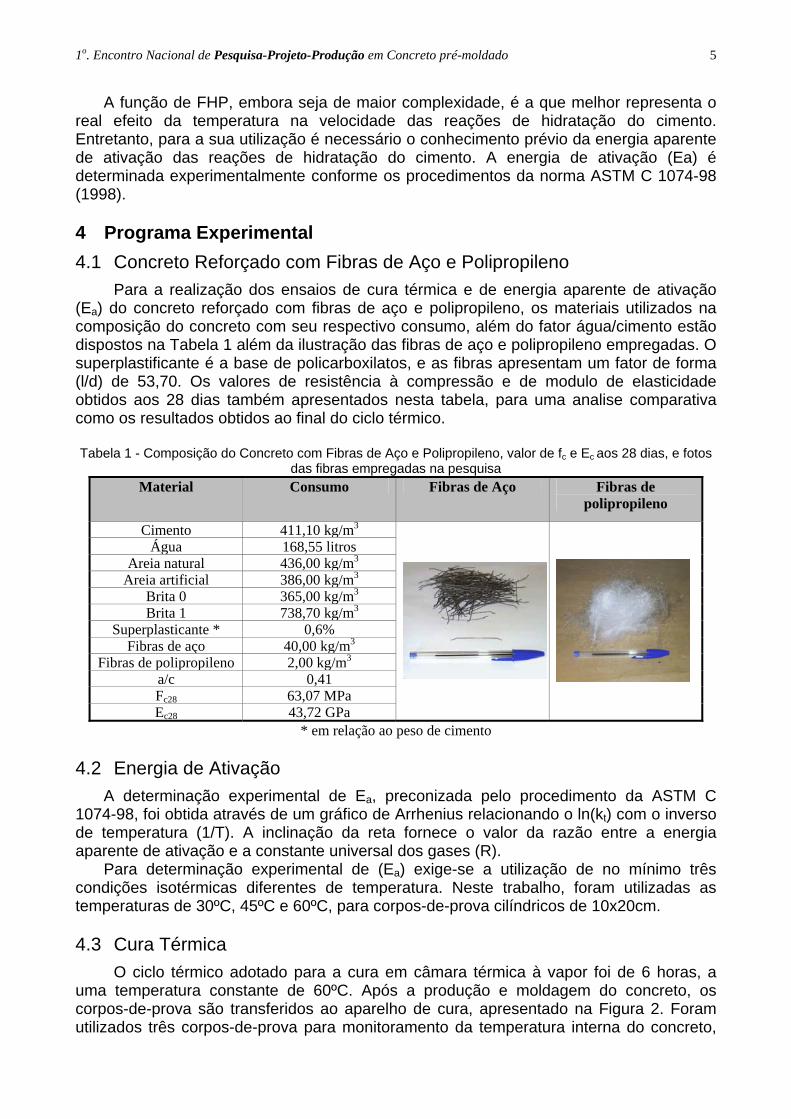
Para a realização dos ensaios de cura térmica e de energia aparente de ativação (Ea) do concreto reforçado com fibras de aço e polipropileno, os materiais utilizados na composição do concreto com seu respectivo consumo, além do fator água/cimento estão dispostos na Tabela 1 além da ilustração das fibras de aço e polipropileno empregadas. O superplastificante é a base de policarboxilatos, e as fibras apresentam um fator de forma (l/d) de 53,70. Os valores de resistência à compressão e de modulo de elasticidade obtidos aos 28 dias também apresentados nesta tabela, para uma analise comparativa como os resultados obtidos ao final do ciclo térmico. Tabela 1 - Composição do Concreto com Fibras de Aço e Polipropileno, valor de fc e Ec aos 28 dias, e fotos
das fibras empregadas na pesquisa Material Consumo Fibras de Aço Fibras de
polipropileno
Cimento 411,10 kg/m3
Água 168,55 litrosAreia natural 436,00 kg/m3
Areia artificial 386,00 kg/m3
Brita 0 365,00 kg/m3
Brita 1 738,70 kg/m3
Superplasticante * 0,6%Fibras de aço 40,00 kg/m3
Fibras de polipropileno 2,00 kg/m3
a/c 0,41Fc28 63,07 MPaEc28 43,72 GPa
* em relação ao peso de cimento 4.2 Energia de Ativação
A determinação experimental de Ea, preconizada pelo procedimento da ASTM C 1074-98, foi obtida através de um gráfico de Arrhenius relacionando o ln(kt) com o inverso de temperatura (1/T). A inclinação da reta fornece o valor da razão entre a energia aparente de ativação e a constante universal dos gases (R).
Para determinação experimental de (Ea) exige-se a utilização de no mínimo três condições isotérmicas diferentes de temperatura. Neste trabalho, foram utilizadas as temperaturas de 30ºC, 45ºC e 60ºC, para corpos-de-prova cilíndricos de 10x20cm. 4.3 Cura Térmica
O ciclo térmico adotado para a cura em câmara térmica à vapor foi de 6 horas, a uma temperatura constante de 60ºC. Após a produção e moldagem do concreto, os corpos-de-prova são transferidos ao aparelho de cura, apresentado na Figura 2. Foram utilizados três corpos-de-prova para monitoramento da temperatura interna do concreto,
1o. Encontro Nacional de Pesquisa-Projeto-Produção em Concreto pré-moldado. 6
através de sondas térmicas ligadas a multímetros. A cada hora do ciclo térmico, três amostras foram retiradas da câmara térmica e, submetidas ao ensaio de compressão axial segundo a NBR 5739.
Figura 2 – Detalhes do aparelho de cura térmica a vapor
4.4 Comparação da resistência à compressão em corpos-de-prova com e
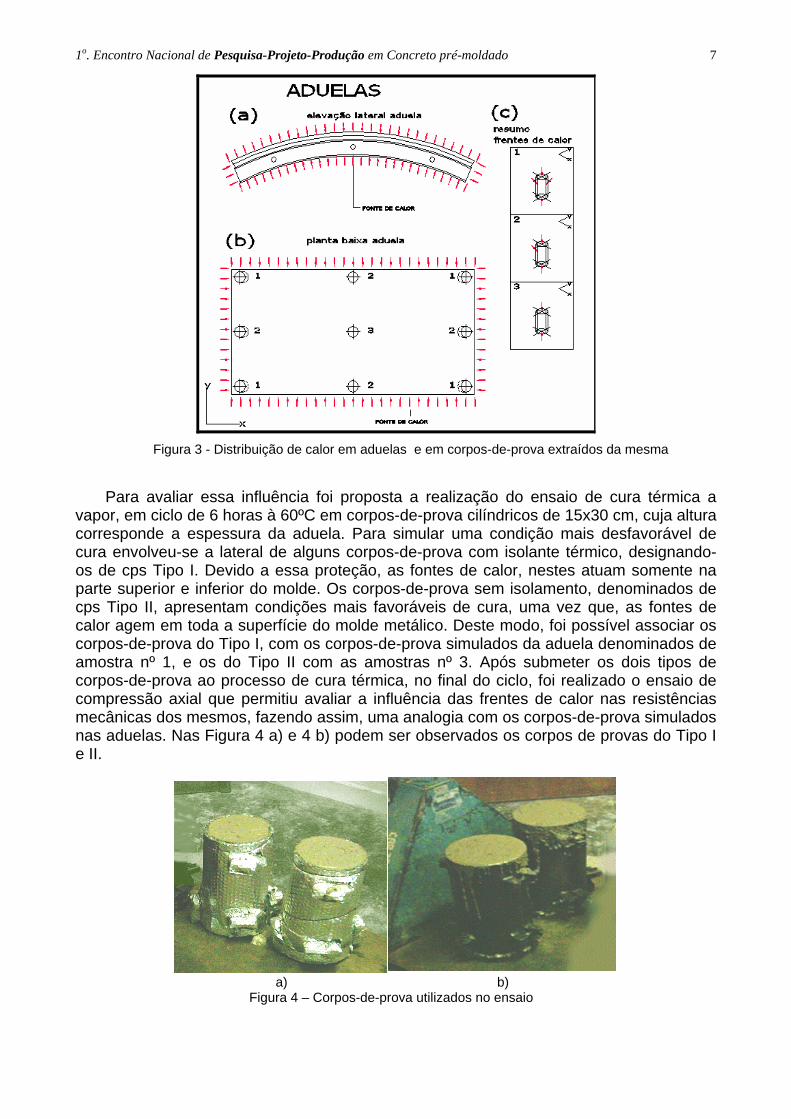
sem isolamento lateral Discorre-se a seguir um procedimento que teve por finalidade analisar a influência
da temperatura elevada nas tensões de compressão ao longo das peças da aduela, no final do ciclo térmico de 6 horas. Observa-se que, durante o processo de cura térmica o vapor é distribuído uniformemente sobre a superfície das aduelas, como ilustram as Figuras 3 a) e 3 b). Percebe-se que, ao simular corpos-de-prova nas posições nº 1, nº 2 e nº 3, das Figuras 3 b) e 3 c) os mesmos, quando localizados na posição de nº 3 apresentam-se mais desfavorável durante o processo de cura térmica, em relação aos corpos-de-prova que se encontram na posição nº 1. Esta suposição esta baseada nas seguintes considerações:
Teoricamente a amostra nº 1 estaria exposta a fontes de calor, provocadas pelo vapor,
na parte superior e inferior e em duas direções ortogonais ao eixo longitudinal do corpo-de-prova;
A amostra nº 2 estaria exposta a fontes de calor, na parte superior e inferior e em uma direção ortogonal ao eixo longitudinal do corpo-de-prova;
A amostra nº 3 estaria exposta somente à fonte de calor proveniente da parte superior e inferior do corpo-de-prova.
Levando em conta as considerações citadas, procurou-se verificar se as frentes de calor, ocasionadas pelo vapor aquecido, influenciam nas resistências da peça no final do ciclo térmico, ou seja, se as regiões mais favoráveis de cura (amostra nº 1) apresentam resistências superiores em relação às regiões mais desfavoráveis ao processo (amostra nº 3).
1o. Encontro Nacional de Pesquisa-Projeto-Produção em Concreto pré-moldado. 7
Figura 3 - Distribuição de calor em aduelas e em corpos-de-prova extraídos da mesma
Para avaliar essa influência foi proposta a realização do ensaio de cura térmica a vapor, em ciclo de 6 horas à 60ºC em corpos-de-prova cilíndricos de 15x30 cm, cuja altura corresponde a espessura da aduela. Para simular uma condição mais desfavorável de cura envolveu-se a lateral de alguns corpos-de-prova com isolante térmico, designando-os de cps Tipo I. Devido a essa proteção, as fontes de calor, nestes atuam somente na parte superior e inferior do molde. Os corpos-de-prova sem isolamento, denominados de cps Tipo II, apresentam condições mais favoráveis de cura, uma vez que, as fontes de calor agem em toda a superfície do molde metálico. Deste modo, foi possível associar os corpos-de-prova do Tipo I, com os corpos-de-prova simulados da aduela denominados de amostra nº 1, e os do Tipo II com as amostras nº 3. Após submeter os dois tipos de corpos-de-prova ao processo de cura térmica, no final do ciclo, foi realizado o ensaio de compressão axial que permitiu avaliar a influência das frentes de calor nas resistências mecânicas dos mesmos, fazendo assim, uma analogia com os corpos-de-prova simulados nas aduelas. Nas Figura 4 a) e 4 b) podem ser observados os corpos de provas do Tipo I e II.
a) b)
Figura 4 – Corpos-de-prova utilizados no ensaio
1o. Encontro Nacional de Pesquisa-Projeto-Produção em Concreto pré-moldado. 8
5 Resultados e discussões 5.1 Energia de Ativação
Os resultados experimentais de resistência à compressão para o concreto reforçado com fibras, para as três condições isotérmicas de temperaturas, forneceram os valores de kt iguais a 0,8093; 1,6204 e 3,4198 para as temperaturas de 30ºC 45ºC e 60ºC respectivamente.
Com os valores de Kt, preparou-se o gráfico de Arrhenius, como apresentado na Figura 5 obtendo-se um valor de energia aparente de ativação de 40,2 kJ/mol para o concreto com adição de fibras de aço e polipropileno valor este próximo aos valores de Ea propostos pela ASTM C 1074-98, compreendidos na faixa de 40 a 50 kJ/mol para o cimento Americano Tipo I, e do valor obtido para o cimento CP-V (43,9 kJ/mol) por (Peres et al, 2003).
y = -4840,7x + 15,745
R2 = 0,9977
-0,4
-0,2
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
0,0030 0,0030 0,0031 0,0031 0,0032 0,0032 0,0033 0,0033 0,0034
Inv. Temperatura (1/K)
ln(k
)
Figura 5 - Gráfico de Arrhenius para concretos com fibras de aço e polipropileno.
5.2 Avaliação da resistência à compressão do concreto curado
termicamente através do Método da Maturidade Na Tabela 2 são apresentados os valores das resistências à compressão do
concreto reforçado com fibras obtidos durante o processo de cura térmica, além dos fatores de maturidade e as idades equivalentes a 60ºC, obtidos através das Equações 1 e 3, respectivamente.
Tabela 2 - Resultados das resistências à compressão durante o ciclo térmico, idades equivalentes e fatores de maturidade.
Resistência à compressão (MPa)
Idade (horas)
Idade Equiva-
lente A 60ºC (horas)
Fator de Maturi-
dade (horas.ºC)
1º amostra
2º amostra
3º amostra
Inicio 0,00 0,00 0 0 0 1º hora 0,7 47 1,21 1,21 1,27 2º hora 1,7 106 6,11 6,24 6,75 3º hora 2,9 168 10,95 11,33 10,82 4º hora 4,1 228 13,11 13,62 13,11 5º hora 5,1 286 16,81 17,06 17,19 6º hora 6,2 346 19,61 19,74 19,74
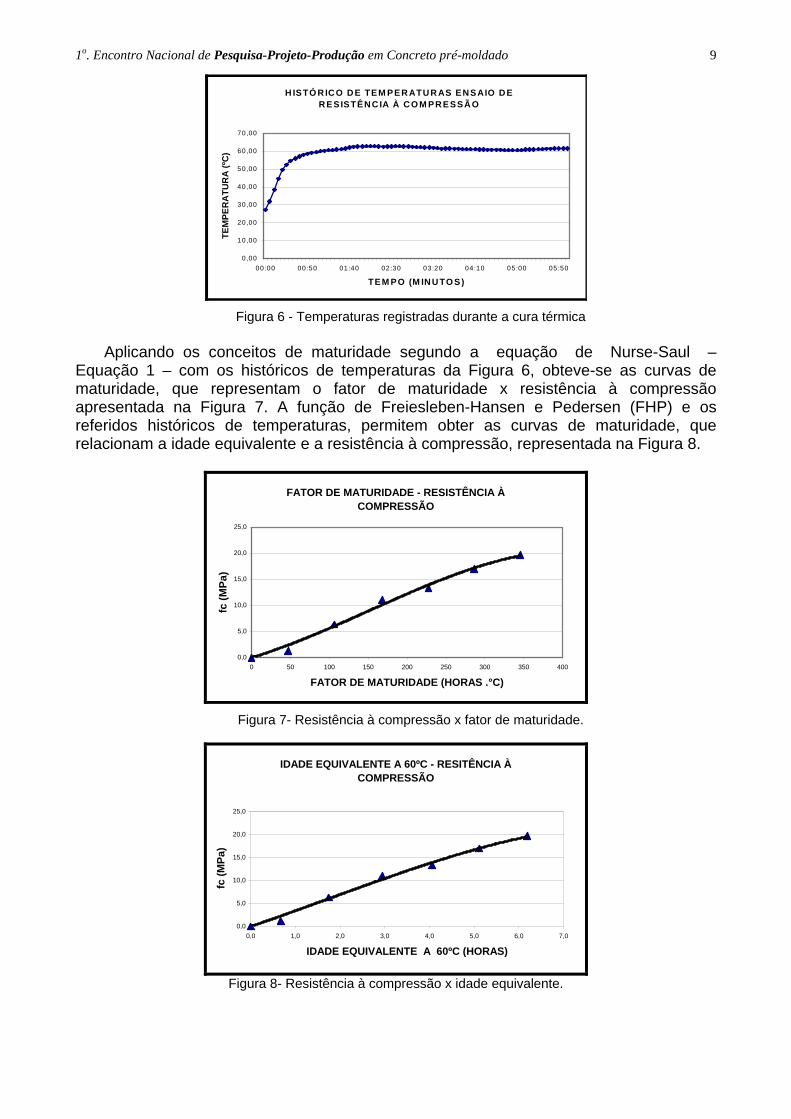
Na Figura 6 pode ser observado o histórico de temperatura obtido durante o ciclo
térmico.
1o. Encontro Nacional de Pesquisa-Projeto-Produção em Concreto pré-moldado. 9
H ISTÓ R IC O D E TEM PER ATU R AS EN SAIO D E R ESISTÊN C IA À C O M PR ESSÃ O
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
00:00 00:50 01:40 02:30 03:20 04:10 05:00 05:50
TEM PO (M IN U TO S)
TEM
PER
ATU
RA
(ºC
)
Figura 6 - Temperaturas registradas durante a cura térmica
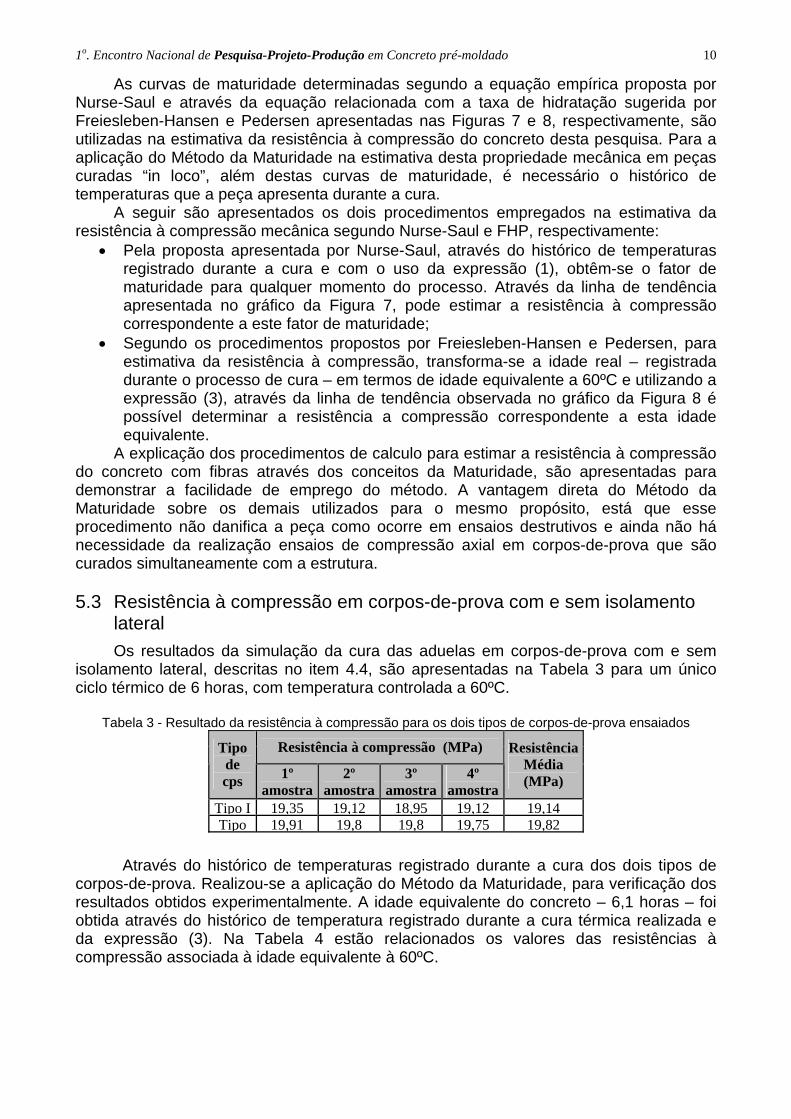
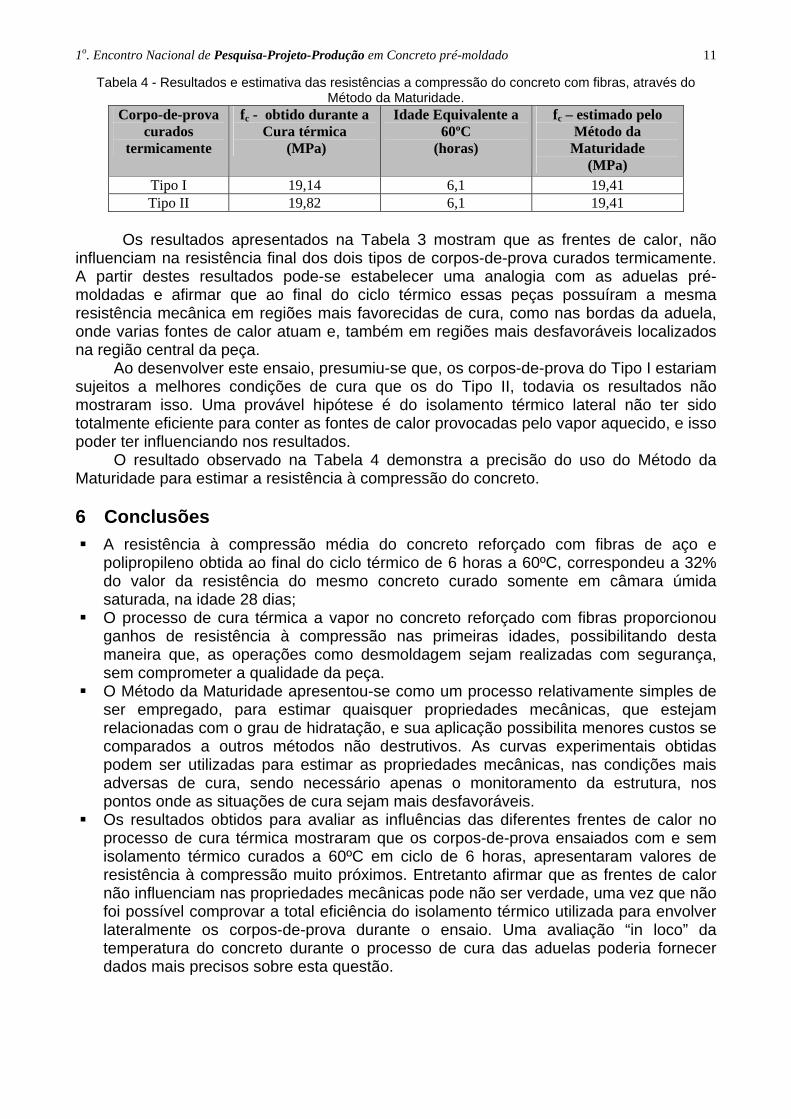
Aplicando os conceitos de maturidade segundo a equação de Nurse-Saul –
Equação 1 – com os históricos de temperaturas da Figura 6, obteve-se as curvas de maturidade, que representam o fator de maturidade x resistência à compressão apresentada na Figura 7. A função de Freiesleben-Hansen e Pedersen (FHP) e os referidos históricos de temperaturas, permitem obter as curvas de maturidade, que relacionam a idade equivalente e a resistência à compressão, representada na Figura 8.
FATOR DE MATURIDADE - RESISTÊNCIA ÀCOMPRESSÃO
0,0
5,0
10,0
15,0
20,0
25,0
0 50 100 150 200 250 300 350 400
FATOR DE MATURIDADE (HORAS .°C)
fc (M
Pa)
Figura 7- Resistência à compressão x fator de maturidade.
IDADE EQUIVALENTE A 60ºC - RESITÊNCIA À COMPRESSÃO
0,0
5,0
10,0
15,0
20,0
25,0
0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0
IDADE EQUIVALENTE A 60ºC (HORAS)
fc (M
Pa)
Figura 8- Resistência à compressão x idade equivalente.
1o. Encontro Nacional de Pesquisa-Projeto-Produção em Concreto pré-moldado. 10
As curvas de maturidade determinadas segundo a equação empírica proposta por Nurse-Saul e através da equação relacionada com a taxa de hidratação sugerida por Freiesleben-Hansen e Pedersen apresentadas nas Figuras 7 e 8, respectivamente, são utilizadas na estimativa da resistência à compressão do concreto desta pesquisa. Para a aplicação do Método da Maturidade na estimativa desta propriedade mecânica em peças curadas “in loco”, além destas curvas de maturidade, é necessário o histórico de temperaturas que a peça apresenta durante a cura.
A seguir são apresentados os dois procedimentos empregados na estimativa da resistência à compressão mecânica segundo Nurse-Saul e FHP, respectivamente:
• Pela proposta apresentada por Nurse-Saul, através do histórico de temperaturas registrado durante a cura e com o uso da expressão (1), obtêm-se o fator de maturidade para qualquer momento do processo. Através da linha de tendência apresentada no gráfico da Figura 7, pode estimar a resistência à compressão correspondente a este fator de maturidade;
• Segundo os procedimentos propostos por Freiesleben-Hansen e Pedersen, para estimativa da resistência à compressão, transforma-se a idade real – registrada durante o processo de cura – em termos de idade equivalente a 60ºC e utilizando a expressão (3), através da linha de tendência observada no gráfico da Figura 8 é possível determinar a resistência a compressão correspondente a esta idade equivalente.
A explicação dos procedimentos de calculo para estimar a resistência à compressão do concreto com fibras através dos conceitos da Maturidade, são apresentadas para demonstrar a facilidade de emprego do método. A vantagem direta do Método da Maturidade sobre os demais utilizados para o mesmo propósito, está que esse procedimento não danifica a peça como ocorre em ensaios destrutivos e ainda não há necessidade da realização ensaios de compressão axial em corpos-de-prova que são curados simultaneamente com a estrutura. 5.3 Resistência à compressão em corpos-de-prova com e sem isolamento
lateral Os resultados da simulação da cura das aduelas em corpos-de-prova com e sem
isolamento lateral, descritas no item 4.4, são apresentadas na Tabela 3 para um único ciclo térmico de 6 horas, com temperatura controlada a 60ºC.
Tabela 3 - Resultado da resistência à compressão para os dois tipos de corpos-de-prova ensaiados
Resistência à compressão (MPa) Tipo de cps 1º
amostra 2º
amostra3º
amostra4º
amostra
Resistência Média (MPa)
Tipo I 19,35 19,12 18,95 19,12 19,14 Tipo 19,91 19,8 19,8 19,75 19,82
Através do histórico de temperaturas registrado durante a cura dos dois tipos de
corpos-de-prova. Realizou-se a aplicação do Método da Maturidade, para verificação dos resultados obtidos experimentalmente. A idade equivalente do concreto – 6,1 horas – foi obtida através do histórico de temperatura registrado durante a cura térmica realizada e da expressão (3). Na Tabela 4 estão relacionados os valores das resistências à compressão associada à idade equivalente à 60ºC.
1o. Encontro Nacional de Pesquisa-Projeto-Produção em Concreto pré-moldado. 11
Tabela 4 - Resultados e estimativa das resistências a compressão do concreto com fibras, através do Método da Maturidade.
Corpo-de-prova curados
termicamente
fc - obtido durante a Cura térmica
(MPa)
Idade Equivalente a 60ºC
(horas)
fc – estimado pelo Método da
Maturidade (MPa)
Tipo I 19,14 6,1 19,41 Tipo II 19,82 6,1 19,41
Os resultados apresentados na Tabela 3 mostram que as frentes de calor, não
influenciam na resistência final dos dois tipos de corpos-de-prova curados termicamente. A partir destes resultados pode-se estabelecer uma analogia com as aduelas pré-moldadas e afirmar que ao final do ciclo térmico essas peças possuíram a mesma resistência mecânica em regiões mais favorecidas de cura, como nas bordas da aduela, onde varias fontes de calor atuam e, também em regiões mais desfavoráveis localizados na região central da peça.
Ao desenvolver este ensaio, presumiu-se que, os corpos-de-prova do Tipo I estariam sujeitos a melhores condições de cura que os do Tipo II, todavia os resultados não mostraram isso. Uma provável hipótese é do isolamento térmico lateral não ter sido totalmente eficiente para conter as fontes de calor provocadas pelo vapor aquecido, e isso poder ter influenciando nos resultados.
O resultado observado na Tabela 4 demonstra a precisão do uso do Método da Maturidade para estimar a resistência à compressão do concreto. 6 Conclusões
A resistência à compressão média do concreto reforçado com fibras de aço e polipropileno obtida ao final do ciclo térmico de 6 horas a 60ºC, correspondeu a 32% do valor da resistência do mesmo concreto curado somente em câmara úmida saturada, na idade 28 dias;
O processo de cura térmica a vapor no concreto reforçado com fibras proporcionou ganhos de resistência à compressão nas primeiras idades, possibilitando desta maneira que, as operações como desmoldagem sejam realizadas com segurança, sem comprometer a qualidade da peça.
O Método da Maturidade apresentou-se como um processo relativamente simples de ser empregado, para estimar quaisquer propriedades mecânicas, que estejam relacionadas com o grau de hidratação, e sua aplicação possibilita menores custos se comparados a outros métodos não destrutivos. As curvas experimentais obtidas podem ser utilizadas para estimar as propriedades mecânicas, nas condições mais adversas de cura, sendo necessário apenas o monitoramento da estrutura, nos pontos onde as situações de cura sejam mais desfavoráveis.
Os resultados obtidos para avaliar as influências das diferentes frentes de calor no processo de cura térmica mostraram que os corpos-de-prova ensaiados com e sem isolamento térmico curados a 60ºC em ciclo de 6 horas, apresentaram valores de resistência à compressão muito próximos. Entretanto afirmar que as frentes de calor não influenciam nas propriedades mecânicas pode não ser verdade, uma vez que não foi possível comprovar a total eficiência do isolamento térmico utilizada para envolver lateralmente os corpos-de-prova durante o ensaio. Uma avaliação “in loco” da temperatura do concreto durante o processo de cura das aduelas poderia fornecer dados mais precisos sobre esta questão.
1o. Encontro Nacional de Pesquisa-Projeto-Produção em Concreto pré-moldado. 12
7 Referências ASTM C 1074 - “Standard Practice for Estimating Concrete Strength by the Maturity
Method, ASTM C 1074-98”, Annual Book of ASTM Standards, Vol.04.02, American Society for Testing Materials, Philadelphia, 1998.
DE MÉLO, A. B. – Estudo da Cura Térmica (Vapor) Sob Pressão Atmosférica na Produção de Elementos Pré-Moldados. Dissertação (Mestrado) – Escola de Engenharia de São Carlos, Universidade de São Paulo, São Carlos, 1996, 217p.
FREIESLEBEN-HANSEN, P., PEDERSEN, E. J., ‘Maturity Computer for Controlled Curing and Hardening of Concrete’, Nordisk Betong, Vol. 1, 1977, pp. 21-25.
LIBÓRIO, J. B. L., Contribuição ao Estudo Patológico de Construções de Argamassa Armada Existentes no Brasil. São Carlos: EESC-USP, 1990. Tese de Doutorado.
NURSE, R. W. - “Steam Curing of Concrete”, Magazine of Concrete Research, London Vol.1, nº 2, 1949, pp. 79-88.
PINTO JÚNIOR, N. O., Tenacidade e Resistência Equivalente à Tração na Flexão de Concretos de Alto Desempenho Reforçados com Fibras de Aço de Baixo e Alto Teor de Carbono. 40° Congresso Brasileiro do Concreto, (03/08/1998 a 08/08/1998), Rio de Janeiro, RJ, BRASIL, CD – R, Rio de Janeiro, BRASIL, 1998.
PINTO JÚNIOR, N. O., Aduelas pré – moldadas em concreto reforçado com fibras de aço e polipropileno para revestimento de túneis escavados por TBM. Campinas: FEC – UNICAMP, 2003. Relatório de Pesquisa.
PERES, L. D. P.; BARBOSA, M. P.; PINTO, R. C. A.. Determinação da Energia de Ativação para Cimentos Nacionais Aplicando o Procedimento ASTM C 1074-98. 45° Congresso Brasileiro do Concreto, (16/08/2003 a 20/08/2003), Vitória, ES, BRASIL, CD – R, Espírito Santo, BRASIL, 2003.
SAUL, A. G. A. – “Principles Underlying the Steam Curing of Concrete at Atmospheric Pressure”, Magazine of Concrete Research, Vol.2, nº 6, 1951, pp. 127-140.





























