Embed Size (px)
Citation preview

ANÁLISE DA CAPACIDADE PRODUTIVA DE
UMA LANCHONETE COM A UTILIZAÇÃO DO
ESTUDO DE TEMPOS
peri guilherme monteiro da silva (UEPA )
Murilo Marques Menezes Nascimento (UEPA )
Yasmin de Oliveira Freitas (UEPA )
Adame Renan Oliveira Alves da Cunha (UEPA )
As atuais demandas de mercado estabelecem que independentemente do
tamanho da empresa a mesma deve sempre tentar executar o serviço em
menor tempo possível e deve conhecer seus ganhos e perdas na qual se
constitui sua produtividade e o tempo em que um operador realiza uma
operação, dando assim a oportunidade das empresas buscarem melhorias
internas. Para este trabalho foi escolhido uma pequena empresa do gênero
alimentício, onde ocorreu também um estudo de tempo para saber a sua
capacidade produtiva. O estudo se desenvolveu a partir de um estudo de
caso, realizado a partir de uma analise de tempo normal e padrão para
realização de uma operação de preparação de um sanduíche, foi
estabelecido um cálculo para se chegar ao numero da possível produtividade
que a lanchonete pode ter em uma jornada de trabalho noturna de 04
(quatro) horas, é de 250 sanduíches por chapeiro, levando em consideração o
tempo padrão de 0,96 minutos por sanduíche, e fazendo uma ressalva de que
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
cada funcionário que trabalha na chapa tem 30 (trinta) minutos para
necessidades físicas e psicológicas. Existe a ergonomia, com um lado positivo
que é o pequeno layout da empresa ser bem distribuído.
Palavras-chaves: Engenharia de métodos, estudo de tempos, lanchonete.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
1. Introdução
Hoje em dia, as empresas em todo o mundo precisam se adaptar constantemente, pois os
clientes e consumidores estão cada vez mais criteriosos ao adquirir algum produto ou serviço,
levando em consideração fatores como: qualidade, rapidez, confiabilidade, flexibilidade e
custo. Para tal evolução consumidora as grandes organizações tem feito grandes
investimentos em ferramentas capazes de atingir resultados satisfatórios quanto à
produtividade, seja ela obtida pela padronização ou da organização do processo produtivo
como um todo.
Uma das ferramentas é o estudo de tempos cronometrados e estudo de movimentos, podendo
com isso, através de dados numéricos pode-se mensurar o tempo gasto em cada atividade e
também reduzir a quantidade de movimentos ou micro movimentos ambos voltados à maior
capacidade produtiva “é o máximo nível de atividade de valor adicionado em determinado
período de tempo que o processo pode realizar em condições normais de operação” (SLACK
ET AL, 2002, p. 344).
Diante do contexto acima, o trabalho aqui apresentado tem como objetivo estimar o tempo
padrão e a capacidade produtiva através do estudo de tempos cronometrados, em uma
lanchonete, localizada na cidade de Marabá-PA. A mesma foi escolhida pelo fato de estar
localizada nas proximidades e também por esta realizar uma operação padrão em todos os
produtos lá fabricados. Outro objetivo buscado com esse trabalho é identificar os custos
excessivos e desnecessários e oportunidades de melhorias no ambiente de trabalho. Este
trabalho trás uma breve introdução ao assunto de engenharia de métodos e estudo de tempos
cronometrados
2. Referencial teórico
2.1 Engenharia de métodos
O trabalho é estudado e também analisado de forma sistemática e com o resultado deste
estudo desenvolvem-se métodos práticos para o processo produtivo.
Em Souto (2009, apud ASSIS, 2012, p. 2), a engenharia de métodos é tradicionalíssima na
engenharia de produção, ocorre o desenvolvimento de maneiras práticas e eficientes para

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
aumento de produtividade, porém preocupando-se com a interação e integração do homem em
um sistema de produção.
Segundo Barnes (1977) engenharia de métodos é um estudo dos sistemas de trabalho, que tem
como seu objetivo conseguir um bom método de trabalho, padronizar o que foi conquistado e
determinar o tempo no processo por um trabalhador treinado, qualificado e operando em
ritmo considerado normal ou bom, para executar a operação, ou seja, através desse estudo
pode-se compactar o processo e fazer uma melhoria nele.
O campo da engenharia dos métodos estuda a concepção e a seleção da melhor
organização da atividade, ainda avalia o melhor método de produção, dos processos,
do uso das ferramentas e equipamentos e das competências operacionais para
produzir um produto. Com o objetivo de reduzir o tempo de produção para o
mercado, garantir maior qualidade e padronização, e ainda facilidade e economia de
meios na fase de industrialização e de produção. (TARDIN et al. 2013 p. 13)
2.2 Estudo de tempos cronometrados
Na engenharia o estudo de tempos e movimentos, torna-se a melhor ferramenta para se
determinar a eficiência em uma operação através de padronizações para a produção
consequentemente redução de custos operacionais. Deve-se ressaltar que este estudo pode ser
utilizado em qualquer sistema produtivo, independente do tamanho da empresa.
Para Barnes (1977, apud GUSMÃO et al., 2012, p. 3), o estudo de tempos foi introduzido por
Frederick Taylor, no inicio do século XX. Taylor desenvolveu a metodologia de ter os tempos
sempre marcados e cronometrados para se alcançar tempos padrões, que são e serão utilizados
para determinar a capacidade produtiva (CP) da empresa, o que irá implicar em uma
eficiência e menores preços do que é produzido e como uma boa consequência a empresa terá
maiores lucros.
É um estudo que é obtido o tempo padrão que possibilita a verificação de capacidade
produtiva (CP), com esse estudo ocorre à eliminação de elementos ou/e operações
desnecessárias.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
Barnes (1977) propõe o teste sistemático da distribuição de cartas, possibilitando avaliar a
velocidade do operador. Neste teste são distribuídas 52 (cinquenta e duas) cartas em um
gabarito, seguindo a distribuição que dever ser realizada de carta a carta e não por naipes ou
cores de cartas, no mesmo sentido, por 05 (cinco) vezes. As distribuições são cronometradas,
após a aferição dos resultados é realizado o cálculo para obtenção da média de tempo de cada
operador (as duas primeiras medidas são descartadas), no intuito que seja determinado o
operador padrão para poder ser realizada as cronometragens para o estudo, porém o tempo
ideal para a distribuição é de 30 segundos, a partir do teste encontra-se o ritmo do operador,
onde:
V (R) < 100% - Ritmo abaixo do normal
V (R) > 100% - Ritmo acima do normal
V (R) = 100% - Ritmo normal
O tempo normal de operação realizado por um trabalhador é o resultado da multiplicação do
tempo cronometrado pelo fator de ritmo.
TN = TC x V
TN = Tempo Normal
TC = Tempo Cronometrado
V = Fator de ritmo
Tempo padrão é o tempo que irá ser padronizado a todos os operadores, ele é obtido
multiplicando-se o tempo normal pelo fator de tolerância.
TP = TN x FT
TP = Tempo Padrão
FT = Fator de Tolerância
Fator de tolerância pode ser definido quando há tolerâncias pessoais, tolerância por fadiga e
necessidades fisiológicas.
FT = 1/(1-p) p = tempo permissivo/ horas trabalhadas

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
Temos também a capacidade produtiva, que segundo Slack et al (2002) a capacidade
produtiva é a máxima produção possível obtida em condições normais de trabalho e em
determinado espaço de tempo.
CP = Horas trabalhadas/ TP
CP = Capacidade Produtiva
TP = Tempo Padrão
3. Metodologia
A pesquisa tem o caráter exploratório, pois foi realizado o estudo de caso em uma lanchonete,
pode-se definir que o estudo de caso “consiste no estudo profundo e exaustivo de um ou
poucos objetos, de maneira que permita seu amplo e detalhado conhecimento.” (GIL, 2010,
p.37). Godoy (1995) define o uso de estudo de caso quando: “o pesquisador geralmente utiliza
uma grande variedade de dados coletados”.
Foi realizada visita a lanchonete, objetivando-se conhecer todo o processo de produção e
identificar todas as atividades que o compõem, foi perceptível que por ser um trabalho manual
depende majoritariamente do funcionário, porém existe uma dependência com o material a ser
utilizado.
Foram utilizadas pesquisas em arquivos disponíveis em eventos da área de engenharia de
produção, e pesquisa bibliográfica de livro disponível em meios eletrônicos.
Realizou-se o teste de 52 cartas com o gabarito para encontrar valores essenciais para
realização de cálculos do trabalho, ocorreu também a elaboração de um fluxograma e
posteriormente e consequentemente um mapa-fluxograma.
Foram utilizados dois cronômetros para evitar uma margem de erros, ou seja, foi feita ao
máximo a tentativa de precisão do tempo averiguado. Essa etapa teve grande influencia na
determinação do tempo padrão encontrado.
4. Estudo de caso
De acordo com o estudo de tempo foi possível determinar o operador padrão da operação,
evidenciando sua maior habilidade através da experiência na execução da tarefa, por meio do
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
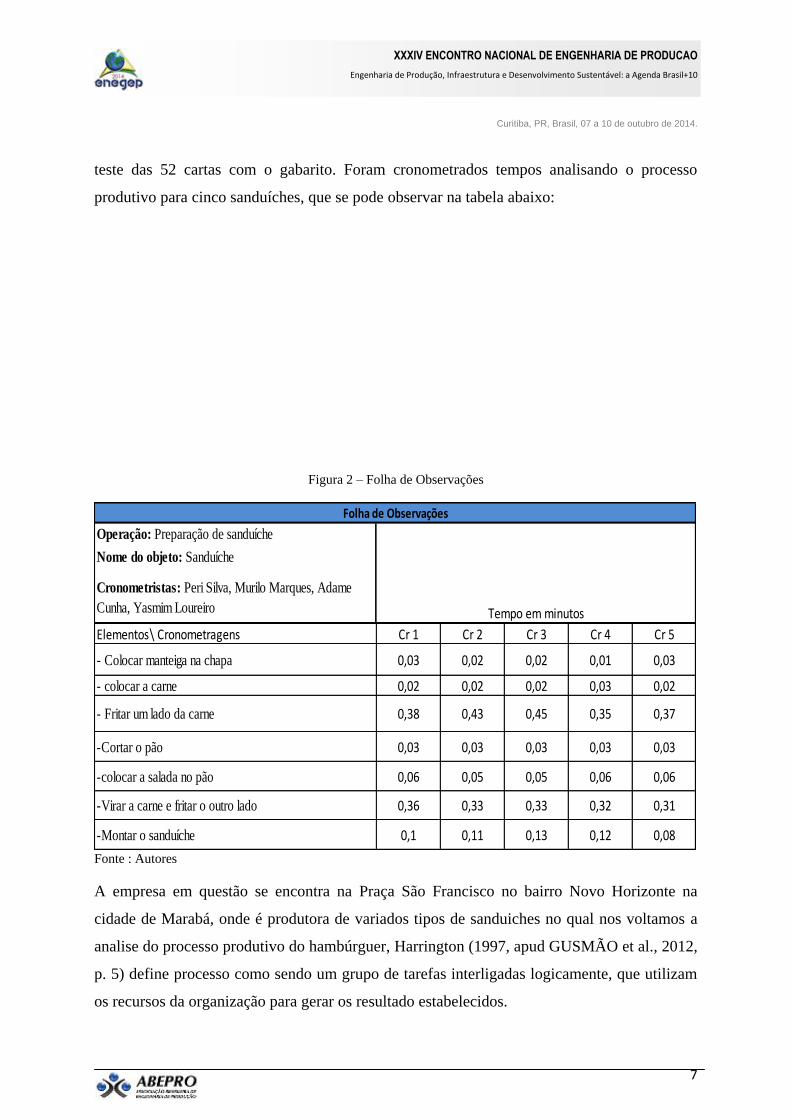
teste das 52 cartas com o gabarito. Foram cronometrados tempos analisando o processo
produtivo para cinco sanduíches, que se pode observar na tabela abaixo:
Figura 2 – Folha de Observações
Operação: Preparação de sanduíche
Nome do objeto: Sanduíche
Cronometristas: Peri Silva, Murilo Marques, Adame
Cunha, Yasmim Loureiro
Elementos\ Cronometragens Cr 1 Cr 2 Cr 3 Cr 4 Cr 5
- Colocar manteiga na chapa 0,03 0,02 0,02 0,01 0,03
- colocar a carne 0,02 0,02 0,02 0,03 0,02
- Fritar um lado da carne 0,38 0,43 0,45 0,35 0,37
-Cortar o pão 0,03 0,03 0,03 0,03 0,03
-colocar a salada no pão 0,06 0,05 0,05 0,06 0,06
-Virar a carne e fritar o outro lado 0,36 0,33 0,33 0,32 0,31
-Montar o sanduíche 0,1 0,11 0,13 0,12 0,08
Folha de Observações
Tempo em minutos
Fonte : Autores
A empresa em questão se encontra na Praça São Francisco no bairro Novo Horizonte na
cidade de Marabá, onde é produtora de variados tipos de sanduiches no qual nos voltamos a
analise do processo produtivo do hambúrguer, Harrington (1997, apud GUSMÃO et al., 2012,
p. 5) define processo como sendo um grupo de tarefas interligadas logicamente, que utilizam
os recursos da organização para gerar os resultado estabelecidos.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
O gráfico do fluxo de processo é em geral uma ferramenta para representação do trabalho e
organização em empresas, são usados símbolos que tem pouca variação. Tem por objetivo
facilitar a visualização do processo e identificar todos os passos na produção, podendo
observar as atividades criticas.
O gráfico do fluxo do processo é uma técnica para se registrar um processo de
maneira compacta, a fim de tornar possível sua melhor compreensão e posterior
melhoria. O gráfico representa os diversos passos ou eventos que ocorrem durante a
execução de uma tarefa especifica, ou durante uma série de ações. (Barnes 1977)
Com base nas definições acima é possível descrever em uma carta de processo todas as
operações realizadas no processo produtivo da empresa estudada (figura 1).
Figura 1 - fluxograma do Processo Produtivo

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
Data:
Nº
Nº de Operações
Nº de Tansportes
Nº de Inspeções
Nº de Armazenagens
Oper. Trans. Insp. Esp. Armazen.
1 - 1seg. e 69 cent. - - - -
2 - 1seg. e 59 cent. - - - -
3 - 23 seg. e 74 cent. - - - -
4 - 1 seg. e 93 cent. - - - -
5 - 3 seg. e 74 cent. - - -
6 - 19 seg. e 98 cent. - - -
7 - 6 seg. e 74 cent. - - - -
Empresa:
Processo:
montar o sanduíche
Nº Descrição
Cortar o pão
colocar a salada no pão
Virar a carne e fritar o outro lado
2
Distância Tempo
Colocar manteiga na chapa
Colocar carne
Fritar um lado da carne
Observação
Carta de Processo
Resumo Método Proposto
25/04/2014
6
Empresa-"lanhonete My Dream"
fabricação de Hamburguer
Método Atual
6
0
Observações
Nº de Esperas
0
0
Fonte: Autores
Figura 3- tabela de cronometragens
Tabela de cronometragem em minutos
Cronometragem 1 Cronometragem 2 Cronometragem 3 Cronometragem 4 Cronometragem 5
0,63 0,61 0,6 0,57 0,5 Fonte: Autores
Cr 3 + Cr 4 + Cr 5/3= 33,46 V = tempo internacional/tempo obtido V = 30/33, 46 =
0,89; 89%.
A partir da tabela acima foi possível desenvolver o calculo para se encontrar o fator de ritmo
do funcionário considerado padrão foi de 89%.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
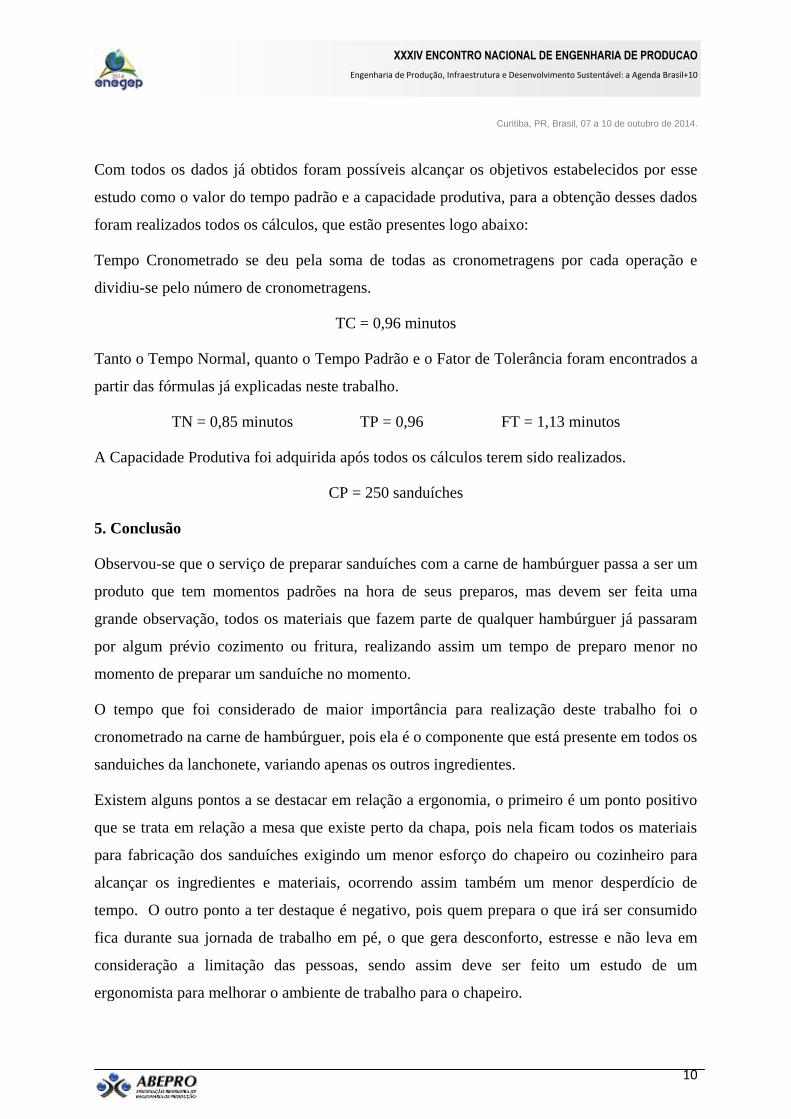
Com todos os dados já obtidos foram possíveis alcançar os objetivos estabelecidos por esse
estudo como o valor do tempo padrão e a capacidade produtiva, para a obtenção desses dados
foram realizados todos os cálculos, que estão presentes logo abaixo:
Tempo Cronometrado se deu pela soma de todas as cronometragens por cada operação e
dividiu-se pelo número de cronometragens.
TC = 0,96 minutos
Tanto o Tempo Normal, quanto o Tempo Padrão e o Fator de Tolerância foram encontrados a
partir das fórmulas já explicadas neste trabalho.
TN = 0,85 minutos TP = 0,96 FT = 1,13 minutos
A Capacidade Produtiva foi adquirida após todos os cálculos terem sido realizados.
CP = 250 sanduíches
5. Conclusão
Observou-se que o serviço de preparar sanduíches com a carne de hambúrguer passa a ser um
produto que tem momentos padrões na hora de seus preparos, mas devem ser feita uma
grande observação, todos os materiais que fazem parte de qualquer hambúrguer já passaram
por algum prévio cozimento ou fritura, realizando assim um tempo de preparo menor no
momento de preparar um sanduíche no momento.
O tempo que foi considerado de maior importância para realização deste trabalho foi o
cronometrado na carne de hambúrguer, pois ela é o componente que está presente em todos os
sanduiches da lanchonete, variando apenas os outros ingredientes.
Existem alguns pontos a se destacar em relação a ergonomia, o primeiro é um ponto positivo
que se trata em relação a mesa que existe perto da chapa, pois nela ficam todos os materiais
para fabricação dos sanduíches exigindo um menor esforço do chapeiro ou cozinheiro para
alcançar os ingredientes e materiais, ocorrendo assim também um menor desperdício de
tempo. O outro ponto a ter destaque é negativo, pois quem prepara o que irá ser consumido
fica durante sua jornada de trabalho em pé, o que gera desconforto, estresse e não leva em
consideração a limitação das pessoas, sendo assim deve ser feito um estudo de um
ergonomista para melhorar o ambiente de trabalho para o chapeiro.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
A observação dos pontos tanto o positivo como negativo tem como base o que diz Agahnejad
(2011) que ergonomia é quando você facilita o trabalho do homem, tendo como base para
essa facilitação as suas necessidades física, psíquicas, entendendo as habilidades de cada ser
humano.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
Referências
AGAHNEJAD, Payman. Análise ergonômica no posto de trabalho numa linha de produção utilizando método
Niosh - um estudo de caso no polo industrial de Manaus.2011.92 f. Dissertação ( mestrado em engenharia
elétrica) – Instituto de tecnologia, Universidade Federal do Pará.
BARNES, R. M.Estudo de movimentos e de tempos: Projeto e medida do trabalho.São Paulo: Edgard Blücher,
1977.
GIL, Antonio Carlos. Como Elaborar Projetos de Pesquisa. 5.ed. São Paulo: Atlas, 2010.
GODOY, Arilda Schmidt. Pesquisa qualitativa: tipos fundamentais. Revista de Administração de Empresa,
São Paulo, vol. 35, n. 3, p. 20-29, mai./jun. 1995.
GUSMÃO, Ana Paula Henrique et al. Análise da capacidade produtiva de uma indústria de transfers utilizando o
estudo dos tempos. Enegep XXXII, São Bento 2012, Anais.
HARRINGTON, J. 1997, In: GUSMÃO, Ana Paula Henrique et al. Análise da capacidade produtiva de uma
indústria de transfers utilizando o estudo dos tempos. Enegep XXXII, São Bento 2012, Anais.
SLACK, Nigel et al. Administração da produção. 2ª edição. São Paulo: Atlas S.A, 2002.
SOUTO, Maria do Socorro Márcia Lopes. Engenharia de Métodos. 2009. In: ASSIS, Amanda Gomes de.
ENGENHARIA DE MÉTODOS E PROCESSOS COMO FERRAMENTA DE ADEQUAÇÃO
PROFISSIONAL: UM ESTUDO DE CASO NUMA EMPRESA AGRÍCOLA. Seprone, 2012, p.2
TARDIN, Mateus Grage et al. Aplicação de conceitos de engenharia de métodos em uma panificadora. Um
estudo de caso na panificadora Monza. Enegep XXXIII, Salvador 2013, Anais.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
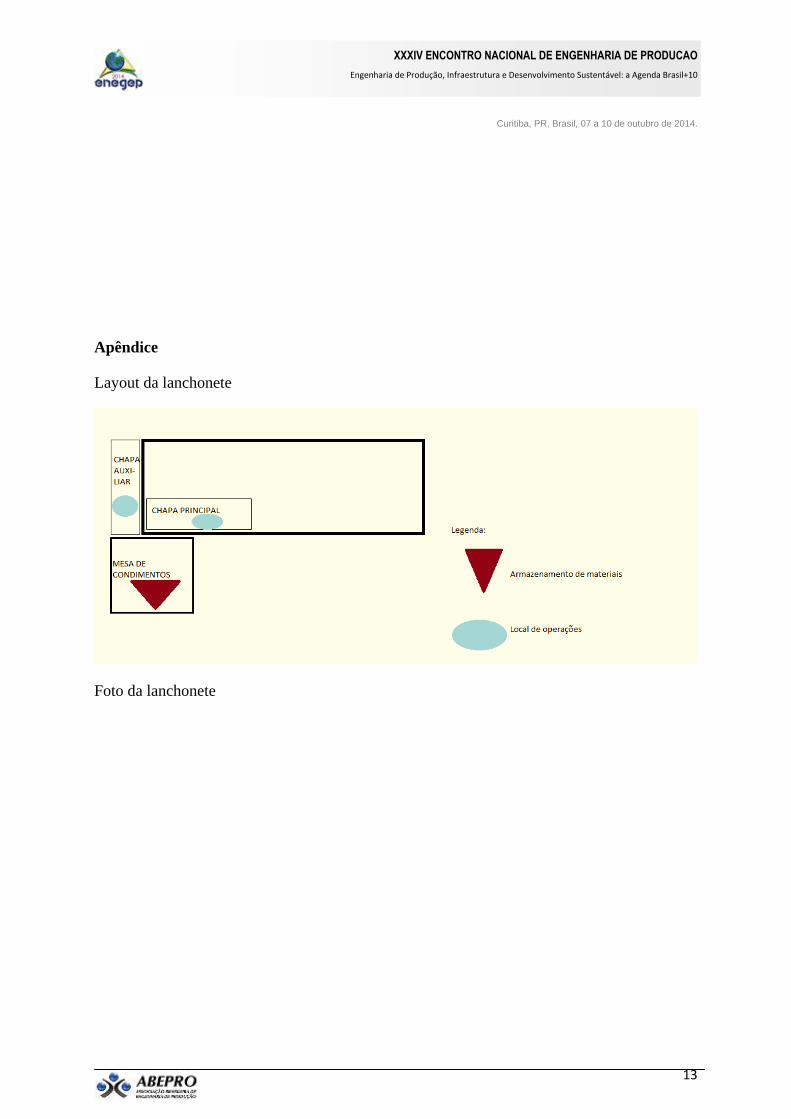
Apêndice
Layout da lanchonete
Foto da lanchonete

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14