Embed Size (px)
Citation preview
ANÁLISE DO ARRANJO FÍSICO GERAL COMO BASE PARA RACIONALIZAÇÃO
DA PRODUÇÃO - UM ESTUDO DE CASO.
Antônio de Mello Villar (UFPB) [email protected]
Elisângela Silva Porto (UFPB) [email protected]
O planejamento do arranjo físico tem se mostrado uma ferramenta eficaz no tocante a racionalização do fluxo produtivo, oferecendo vantagens considerável que vão do incremento da produtividade até o aumento do moral e satisfação do trabalhaddor. Frente a esta afirmação, o planejamento do arranjo físico surge como um dos meios de adequação das empresas diante de um contexto tão conturbado, inseguro e de intensa concorrência que se configura atualmente no mundo empresarial. Tendo em vista a importância que as pequenas empresas tem para a economia de um país, bem como a abrangência metodológica do planejamento do arranjo físico (podendo ser desenvolvido tanto para grandes, como para médias e pequenas empresas), este artigo se propõe a desenvolver um projeto de arranjo físico geral para uma pequena empresa, a partir da análise do ambiente produtivo e por meio da aplicação da modelo de Olivério (1985). Para tal propósito a pesquisa se configurou num estudo de caso de caráter qualitativo e descritivo realizado através de entrevistas feitas com os funcionários e os gestores bem como da análise in loco e de documentos e registros pertinentes. Palavras-chaves: Produção, Arranjo Físico, Pequenas Empresas.
������������������ ������������������� ������������������� � ����!���"���#�$���"%'&)(*&)+�,.- /10.2*&4365879&4/1:.+�58;.2*<>=?5.@A2*3B;.- C)D 5.,.5FE)5.G.+�&4- (IHJ&?,.+�/?<>=)5.KA:.+�5MLN&OHJ5F&4E)2*EOHJ&)(IHJ/)G.- D - ;./);.&
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
2
1. Introdução
O mercado econômico mundial tem se mostrado cada vez mais instável e competitivo, onde os consumidores se tornaram mais exigentes. Tal configuração forçou as empresas a repensarem suas estruturas de produção para conseguirem sobreviver. Hoje, o imperativo no mundo dos negócios é oferecer bens e serviços no momento requerido e na quantidade adequada a preços competitivos. Assim sendo, racionalizar a produção passou a ser fator imprescindível para a sobrevivência dos empreendimentos lucrativos, sejam eles pequenos ou grandes.
Concomitante a tais mudanças tem-se também o desenvolvimento de técnicas e ferramentas eficazes para a adequação da produção às necessidades atuais do mercado. Assim, as empresas devem dispor de um sistema flexível e incrementado da produção. Uma ferramenta que vem oferecer tais critérios é a preocupação com o Arranjo Fisco.
Segundo Gonçalves Filho (2001) para se alcançar um sistema de manufatura eficiente deve-se combinar quatro fatores: tecnologia de fabricação atualizada, um arranjo físico otimizado, mão-de-obra treinada e motivada e uma gerência de produção adequada. Ou seja, o Arranjo Físico é um procedimento indispensável para aproximar o desempenho produtivo do ótimo.
De acordo com Slack et al (1999, p.161), o Arranjo Físico errado pode levar a padrões de fluxo excessivamente longos ou confusos, estoque de materiais, filas de clientes formando-se ao longo da operação, inconveniências para os clientes, tempos de processamento desnecessariamente longos, operações inflexíveis, fluxos imprevisíveis e altos custos.
Para completar, pode-se ainda citar Mutter (1978, p.1), que afirma que os custos de implantação de um bom arranjo ou de um arranjo deficiente podem ser praticamente idênticos. Mas uma vez implantado um arranjo deficiente, os custos relativos ao rearranjo, interrupção de produção e novos investimentos tornam quase impossível transformá-lo num arranjo eficiente.
Assim, conclui-se que o Arranjo Físico interfere e influencia, diretamente e indiretamente, o desempenho de uma empresa e, conseqüentemente, seus índices de produtividade. Slack et al (1999) evidencia essa referência quando afirma que as mudanças no arranjo físico podem afetar os custos e a eficácia geral da produção. De tal forma, partindo-se do pressuposto que as medidas de desempenho se baseiam em custos e que o conceito de produtividade está ligado à eficácia (Diório apud Severiano Filho, 1995) tal analogia se fortifica ainda mais.
Frente a esta conceituação este trabalho busca demonstrar como o espaço produtivo de uma pequena empresa pode ser racionalizado através da elaboração de um projeto de arranjo físico geral. Assim, procura-se demonstrar quais erros são cometidos quanto ao projeto do arranjo físico geral ao analisar a configuração atual da empresa em questão bem como, como o espaço pode ser racionalizado através da elaboração do projeto do arranjo físico através da metodologia de Olivério (1985), ferramenta escolhida para o respectivo fim.
Deste modo o objetivo deste trabalho é apresentar um projeto de arranjo físico geral para uma pequena empresa, fabricante de calçados, situada em Campina Grande no Estado da Paraíba. Por tanto se configura num estudo de caso de caráter qualitativo e descritivo, também pautado em uma pesquisa bibliográfica. Tendo em vista que o critério para a escolha da empresa foi acessibilidade. Para atingir aos objetivos deste estudo foi desenvolvida uma pesquisa bibliográfica com base em livros, periódicos, publicações e documentos e registros da
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
3
empresa referentes ao tema aqui estudado. Outra ferramenta utilizada foi entrevista aplicada com os gestores e funcionários bem como a observação in loco. De posse das informações necessárias foi representado o arranjo físico geral atual, sua análise e um diagnóstico. Em seguida tem-se o novo projeto do arranjo físico geral para que possa ser comparado com o atual e, assim, apresentar inferências pertinentes ao tema aqui estudado.
2. Arranjo Físico
O Arranjo físico busca aproveitar de forma ideal o espaço físico da empresa, organizando máquinas, equipamentos, pessoas, informação e departamentos, tendo em vista implantar um fluxo do processo produtivo com fluência harmoniosa e evolutiva e, assim, evitar qualquer desperdício ou custos adicionais. Para Olivério (1985) o Arranjo Físico é um estudo sistemático que procura uma combinação ótima das instalações industriais que concorrem para a produção, dentro de um espaço disponível.
O Layout possui como alguns objetivos, de acordo com Villar (2004): aumentar o moral e satisfação no trabalho; incrementar a produção; reduzir as demoras; economizar o espaço; reduzir o manuseio; aumentar a utilização do equipamento, mão-de-obra e serviços; reduzir o material em processo; reduzir o tempo de manufatura e reduzir os custos indiretos. Além dos objetivos, o Arranjo Físico contempla alguns princípios fundamentais, tais como o da integração; da mínima distância; obediência ao fluxo de operações, evitando retrocessos, interrupções e cruzamentos na seqüência do fluxo produtivo; uso das três dimensões; satisfação e segurança e o princípio da flexibilidade (VILLAR, 2004).
Há quatro tipos básicos de Arranjo Físico, que segundo Slack et al (1999), são: arranjo físico posicional (onde máquinas, equipamentos, materiais e pessoas se movimentam para o produto ao longo do processo, ex.: cirurgia de coração); por produto ou linear (onde a disposição de máquinas e equipamentos obedece ao fluxo do processo produtivo, ex.: montagem de automóveis); Arranjo Físico funcional (onde máquinas e processos que realizam operações semelhantes são alocados no mesmo ambiente, ex.: uma biblioteca municipal) e o arranjo físico celular (caracteriza-se pelo agrupamento de todas as máquinas usadas na fabricação de um determinado grupo ou família de produtos, funcionando como mini-fábricas).
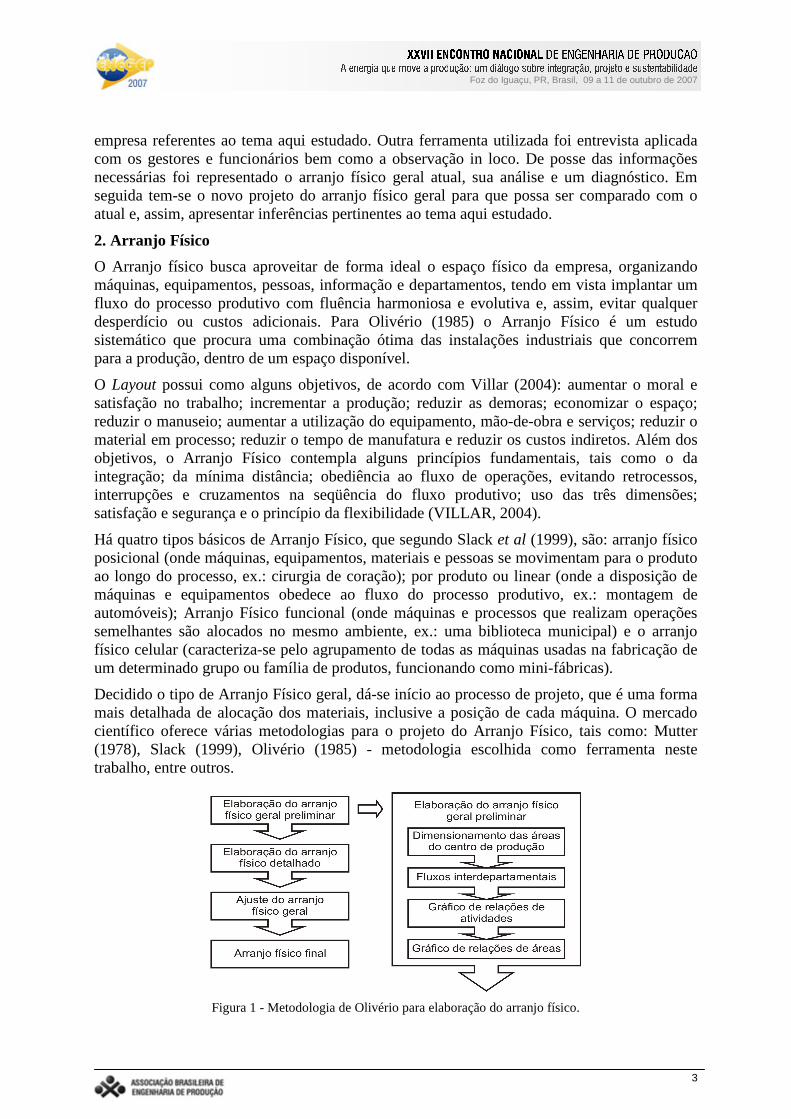
Decidido o tipo de Arranjo Físico geral, dá-se início ao processo de projeto, que é uma forma mais detalhada de alocação dos materiais, inclusive a posição de cada máquina. O mercado científico oferece várias metodologias para o projeto do Arranjo Físico, tais como: Mutter (1978), Slack (1999), Olivério (1985) - metodologia escolhida como ferramenta neste trabalho, entre outros.
Figura 1 - Metodologia de Olivério para elaboração do arranjo físico.
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
4
Fonte: Lins (2005).
Segundo Olivério (1985) para o dimensionamento das áreas os seguintes fatores devem ser observados: dimensionamento da área do centro de produção (são observadas informações como; dimensões para o equipamento, o processo, o operador na operação, o acesso dos indivíduos entre outras); dimensionamento da área do conjunto de centros de produção (aqui o autor utiliza o método de Guerchet, onde são abordadas a superfície estática, a superfície de gravitação e a superfície de evolução, apresentando a seguinte fórmula geral: S total = Se + Su + Sc); dimensionamento da área departamental e o dimensionamento da área da fábrica.
O dimensionamento necessário para as áreas é fundamental acompanhado do diagrama de inter-relações de Muther (1978) são conclusivos para a elaboração do arranjo físico geral, para então seguir para o arranjo físico detalhado e ajustes.
3. Representação Gráfica do Processo
Este item dedica-se a fazer uma breve abordagem acerca das diversas formas de se representar e quantificar os fluxos do processo produtivo, visto que o mesmo serve de orientação básica tanto para a análise do Arranjo Físico como para seu projeto.
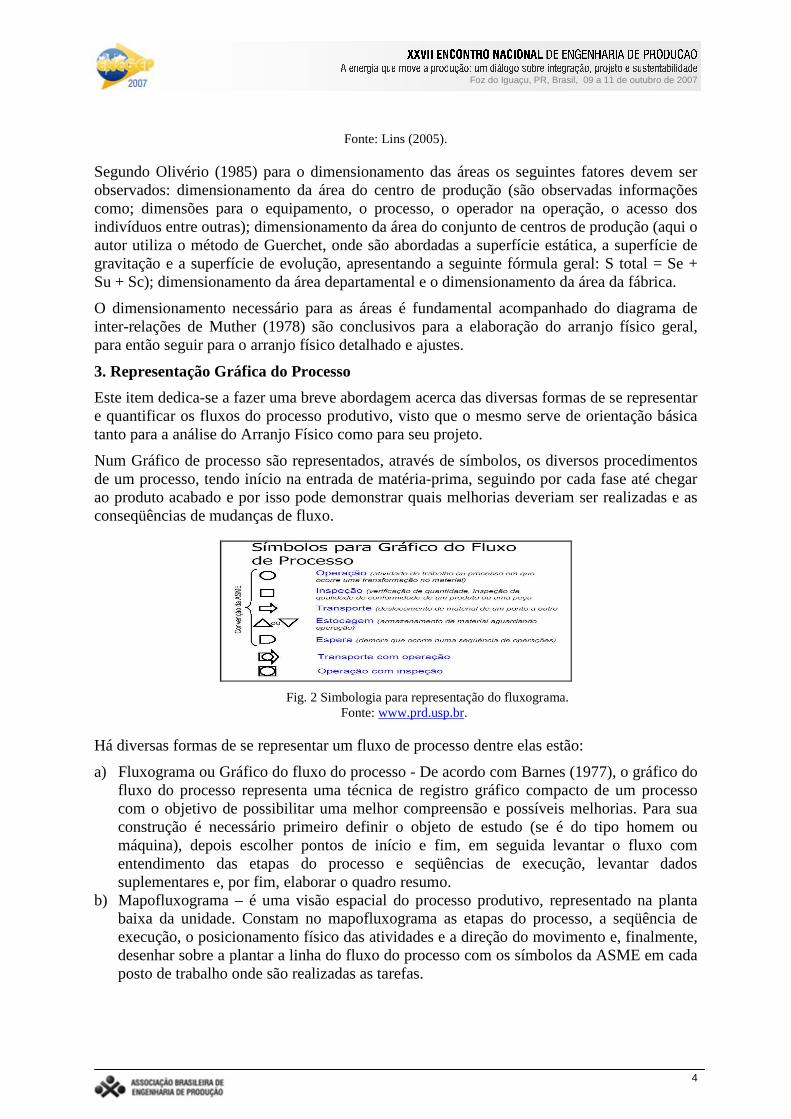
Num Gráfico de processo são representados, através de símbolos, os diversos procedimentos de um processo, tendo início na entrada de matéria-prima, seguindo por cada fase até chegar ao produto acabado e por isso pode demonstrar quais melhorias deveriam ser realizadas e as conseqüências de mudanças de fluxo.
Fig. 2 Simbologia para representação do fluxograma.
Fonte: www.prd.usp.br.
Há diversas formas de se representar um fluxo de processo dentre elas estão:
a) Fluxograma ou Gráfico do fluxo do processo - De acordo com Barnes (1977), o gráfico do fluxo do processo representa uma técnica de registro gráfico compacto de um processo com o objetivo de possibilitar uma melhor compreensão e possíveis melhorias. Para sua construção é necessário primeiro definir o objeto de estudo (se é do tipo homem ou máquina), depois escolher pontos de início e fim, em seguida levantar o fluxo com entendimento das etapas do processo e seqüências de execução, levantar dados suplementares e, por fim, elaborar o quadro resumo.
b) Mapofluxograma – é uma visão espacial do processo produtivo, representado na planta baixa da unidade. Constam no mapofluxograma as etapas do processo, a seqüência de execução, o posicionamento físico das atividades e a direção do movimento e, finalmente, desenhar sobre a plantar a linha do fluxo do processo com os símbolos da ASME em cada posto de trabalho onde são realizadas as tarefas.
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
5
5. Estudo de caso
5.1. A empresa
Atualmente a fábrica, RR Calçados, produz calçados em p.v.c e p.u. para o mercado feminino e infantil, além de fabricar solados com as mesmas matérias-primas. Composta por cerca de 65 funcionários como um todo, fabrica em torno de 90 mil pares / mês, onde uma pequena parte dessa produção é direcionada a exportação e o restante segue para o escoamento no estado paraibano e no resto do país.
Apenas o fluxo produtivo do calçado infantil foi analisado neste trabalho, mais especificamente o modelo baby (que se subdivide em quatro outros modelos). Tal análise se dará mais especificamente através de todo o fluxo produtivo. Porém, para tornar a visualização mais compreensível o fluxo será representado pelo fluxograma e pelo mapofluxograma como ferramentas de estudo do layout.
5.2. Configuração do layout Atual
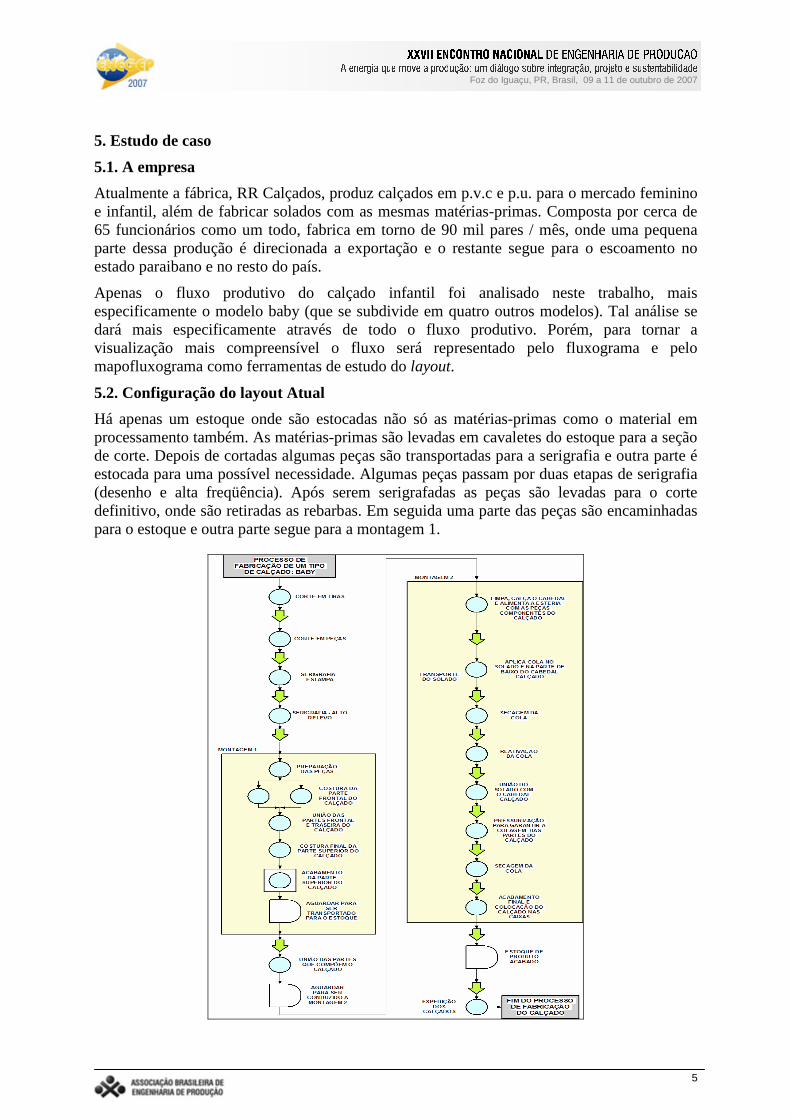
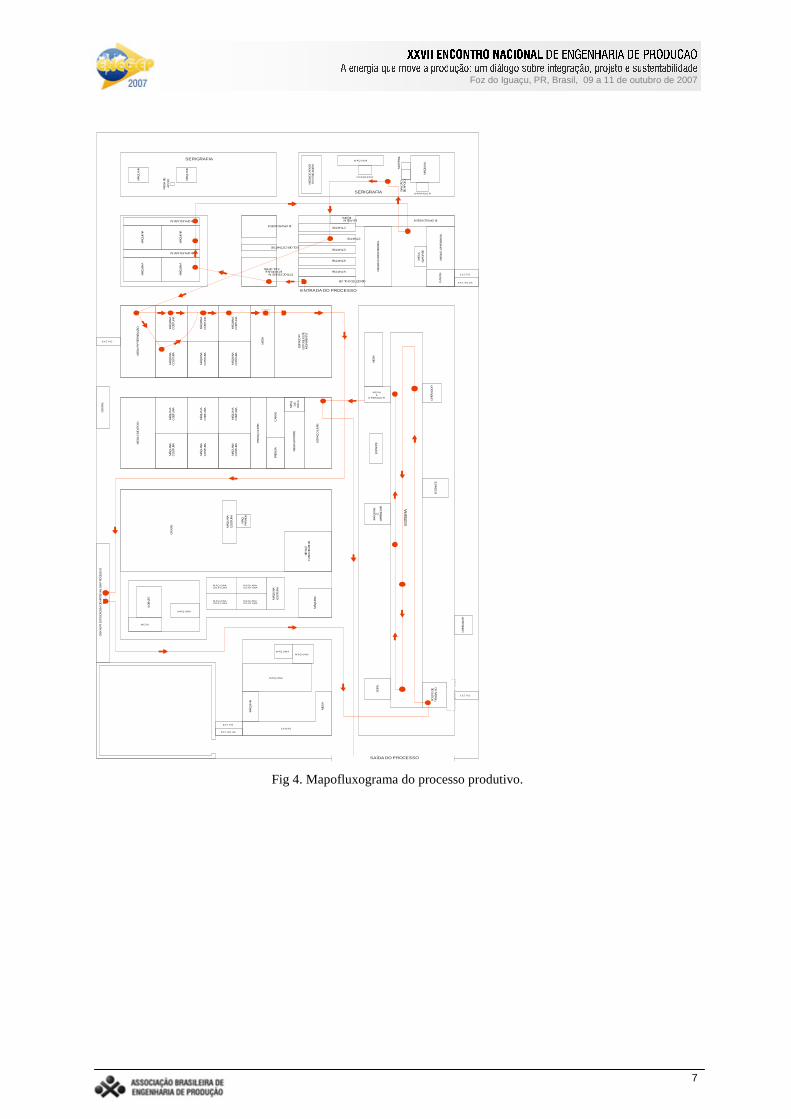
Há apenas um estoque onde são estocadas não só as matérias-primas como o material em processamento também. As matérias-primas são levadas em cavaletes do estoque para a seção de corte. Depois de cortadas algumas peças são transportadas para a serigrafia e outra parte é estocada para uma possível necessidade. Algumas peças passam por duas etapas de serigrafia (desenho e alta freqüência). Após serem serigrafadas as peças são levadas para o corte definitivo, onde são retiradas as rebarbas. Em seguida uma parte das peças são encaminhadas para o estoque e outra parte segue para a montagem 1.
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
6
Fig.3 Fluxograma Produtivo
Na montagem 1 há oito postos de trabalho que realizam as seguintes tarefas: preparação (prepara as partes da frente e da traseira da parte superior da sandália), seis para costura (cada uma responsável por uma parte específica da costura para a montagem da parte superior da sandália, fixação da palmilha, enviezamento) e um para o acabamento desta seção (onde são cortados os excedentes e feita a primeira inspeção). Depois de montados (a parte superior da sandália) os lotes (com 120 pares) são levadas, por um movimentador, para um estoque temporário, alocado nos corredores entre as seções de montagem 1 e 2. Esse movimentador é responsável por separar dentro desses lotes os solados referentes aos pares, preparando para a seguinte operação; quando solicitado, o movimentador transporta essas caixas para a operação seguinte.
A próxima etapa é a montagem 2. quando solicitado o movimentador traz as peças em processamento descritas no parágrafo acima e as disponibiliza na esteira, onde ocorrerá todo o último processo de montagem. Realizada a última etapa da montagem os produtos seguem para o acabamento final, onde são inspecionados e preparados para seguirem para a expedição. E, por fim, um movimentador transporta os produtos acabados para o galpão da expedição.
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
7
SERIGRAFIA
MÁQ
UIN
A
MÁQ
UIN
A
MESA D
E
AP
OIO
MESA DE APOIO
MESA DE APOIO
MÁQ
UIN
AM
ÁQ
UIN
A
MÁQ
UIN
AM
ÁQ
UIN
A
MESA DE APOIO
ESTANTE C/ ROLOS
MESA DE CORTEE SUPORTEDE POLOS
ESTANTE
ESTANTE
ESTANTE
ESTANTE
ESTANTE
ROLOS DE TECIDO
MESA DEAPOIO
MESAS E
OPER
ADO
RES
MESA DE APOIO
MES
A
SUPO
RTE
MESA E
OP
ERÁR
IOS
CAIX
AS EXT. PÓ
EXT. ÁG UA
MESA D
E A
PO
IOE E
STOC
AG
EM
M ÁQ UINA
O PERADO R
BA
LCÃO
DE A
POIO
MATER
IAL
SERIGRAFIA
MÁQU
INA
O PERADO R
EXT. PÓ
MESA P
/ PREPARA
ÇÃO
MÁQ
UIN
AC
OSTURA
MÁQ
UIN
AC
OSTU
RA
MÁQ
UIN
AC
OSTURA
MÁQ
UIN
AC
OSTU
RA
MÁQ
UIN
AC
OSTURA
MÁQ
UIN
AC
OSTU
RA
MESA
ESPAÇO
P/
ESTO
QU
E D
EM
OV
IMENTO
CAIX
AS
MÁQ
UIN
AC
OSTURA
MÁQU
INA
COSTU
RA
MÁQ
UIN
AC
OSTURA
MÁQU
INA
COSTU
RA
MÁQ
UIN
AC
OSTURA
MÁQU
INA
COSTU
RA
MESA
S D
E A
PO
IO
ESPAÇ
O L
IVRE
PREN
SA
CAIX
AS
MESA S
UPO
RTE
MÁ
Q.
DE
CO
LA
ESPAÇ
O L
IVRE
CAIX
AS MÁQ
UIN
ACO
STUR
A
MÁQ
.PAR
ADA
ME
SA E
FU
NCIO
NÁRIO
S
MÁQ
UIN
A
MÁQ
UIN
ACO
STUR
A
M ÁQ UINACO STURA
M ÁQ UINACO STURA
M ÁQ UINACO ST URA
M ÁQ UINACO ST URA
M ÁQ UINA
M ESA
SOR
VET.
CAIX
AS P
/ ESTO
CAG
EM
DE M
ATER
IAL E
M P
RO
CESS
O
M ÁQ UINA
EXT. PÓ
EXT. ÁG UA
M ÁQ UINAM ÁQ UINA
MÁQ
UIN
A
MES
A
CAIXAS
SO
RV.
ESTE
IRA
MÁ
QU
INA
EO
PERAD
OR
ESTANTE
M ESAE
O PERADO R
MESA
OPER
ADO
R
ESTA
NTE
OPER
ADO
R
PO
STO D
ETR
ABALHO
SAÍDA DO PROCESSO
ENTRADA DO PROCESSO
EXT. PÓ
Fig 4. Mapofluxograma do processo produtivo.
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
8
6. O arranjo Físico Geral da empresa
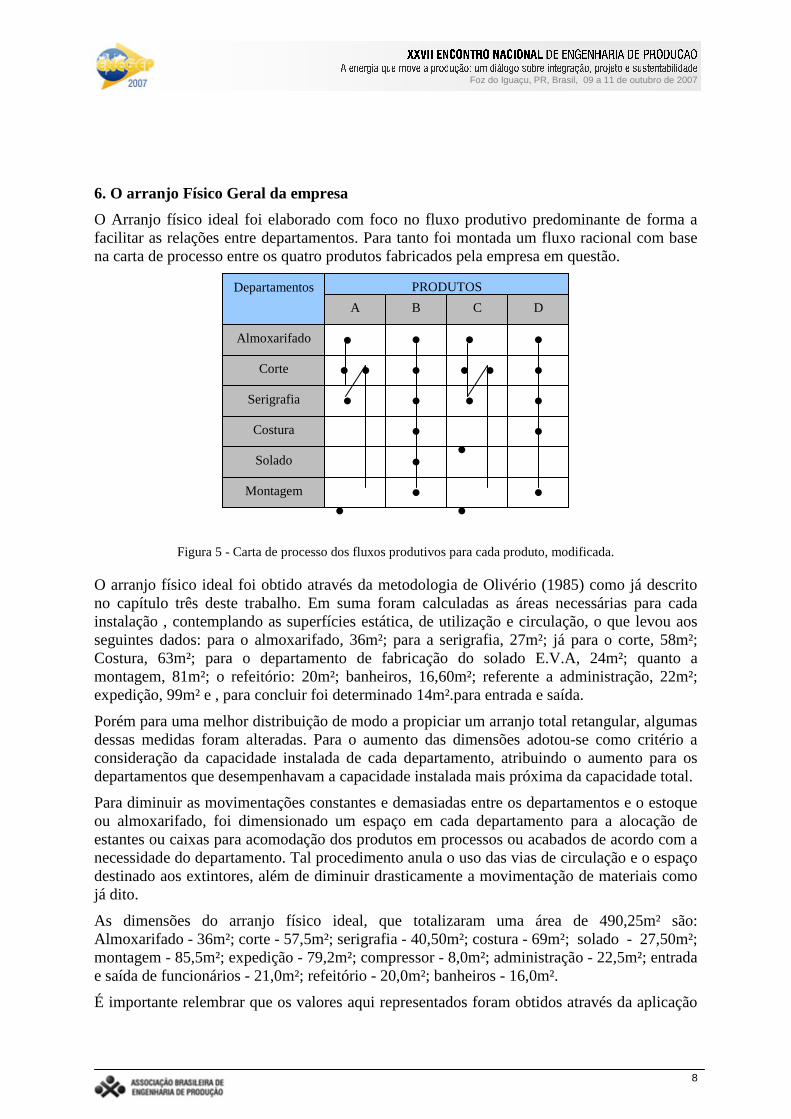
O Arranjo físico ideal foi elaborado com foco no fluxo produtivo predominante de forma a facilitar as relações entre departamentos. Para tanto foi montada um fluxo racional com base na carta de processo entre os quatro produtos fabricados pela empresa em questão.
Figura 5 - Carta de processo dos fluxos produtivos para cada produto, modificada.
O arranjo físico ideal foi obtido através da metodologia de Olivério (1985) como já descrito no capítulo três deste trabalho. Em suma foram calculadas as áreas necessárias para cada instalação , contemplando as superfícies estática, de utilização e circulação, o que levou aos seguintes dados: para o almoxarifado, 36m²; para a serigrafia, 27m²; já para o corte, 58m²; Costura, 63m²; para o departamento de fabricação do solado E.V.A, 24m²; quanto a montagem, 81m²; o refeitório: 20m²; banheiros, 16,60m²; referente a administração, 22m²; expedição, 99m² e , para concluir foi determinado 14m².para entrada e saída.
Porém para uma melhor distribuição de modo a propiciar um arranjo total retangular, algumas dessas medidas foram alteradas. Para o aumento das dimensões adotou-se como critério a consideração da capacidade instalada de cada departamento, atribuindo o aumento para os departamentos que desempenhavam a capacidade instalada mais próxima da capacidade total.
Para diminuir as movimentações constantes e demasiadas entre os departamentos e o estoque ou almoxarifado, foi dimensionado um espaço em cada departamento para a alocação de estantes ou caixas para acomodação dos produtos em processos ou acabados de acordo com a necessidade do departamento. Tal procedimento anula o uso das vias de circulação e o espaço destinado aos extintores, além de diminuir drasticamente a movimentação de materiais como já dito.
As dimensões do arranjo físico ideal, que totalizaram uma área de 490,25m² são: Almoxarifado - 36m²; corte - 57,5m²; serigrafia - 40,50m²; costura - 69m² ; solado - 27,50m²; montagem - 85,5m²; expedição - 79,2m²; compressor - 8,0m²; administração - 22,5m²; entrada e saída de funcionários - 21,0m²; refeitório - 20,0m²; banheiros - 16,0m².
É importante relembrar que os valores aqui representados foram obtidos através da aplicação
Departamentos PRODUTOS
A B C D
Almoxarifado
Corte
Serigrafia
Costura
Solado
Montagem
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
9
do método de Guerchet, citada por Olivério (1985), ou seja, S total = Se + Su + Sc; onde “Se” é representa pelo espaço ocupado pelas máquinas, móveis ou instalações no plano horizontal; “Su” = Se x N; “Sc” = K (Su + Se). De modo que: “Se” - superfície estática; “Su” - superfície de utilização; “N” - o número de lados utilizados pelo equipamento, pelo operador ou para depósito de material e “K” - coeficiente de circulação que pode variar entre 0,05 a 3 (sete trabalho foi considerado 3).
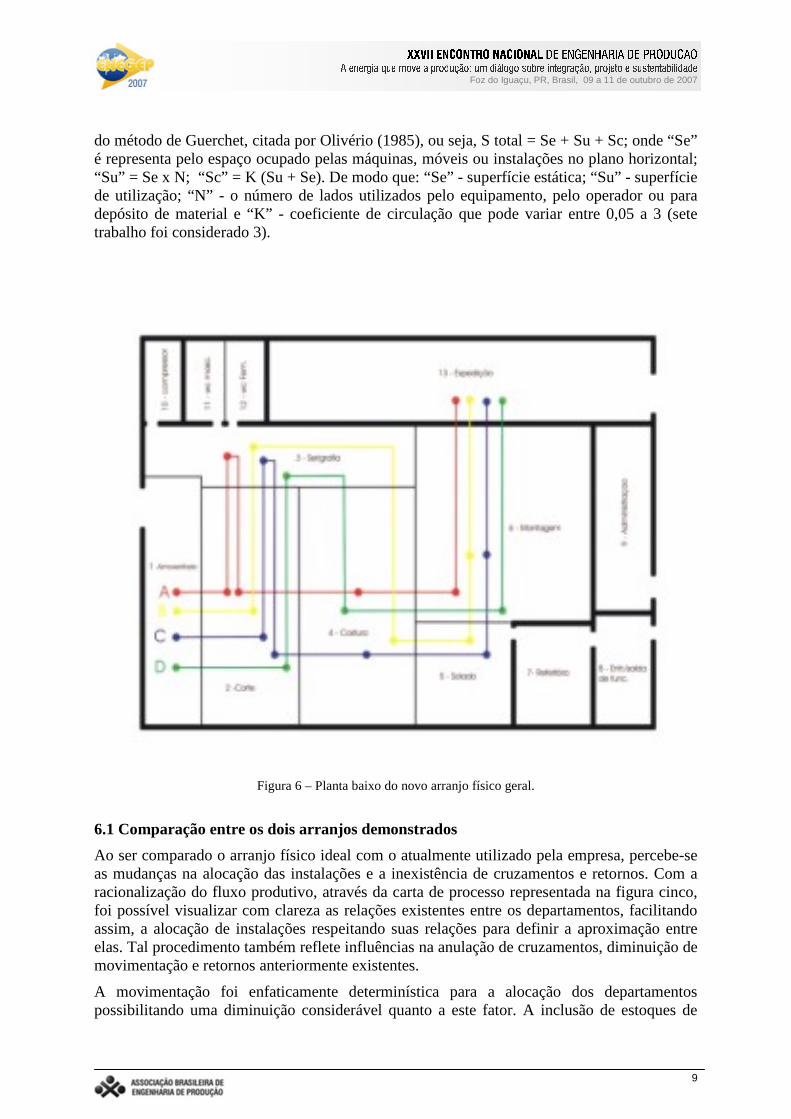
Figura 6 – Planta baixo do novo arranjo físico geral.
6.1 Comparação entre os dois arranjos demonstrados
Ao ser comparado o arranjo físico ideal com o atualmente utilizado pela empresa, percebe-se as mudanças na alocação das instalações e a inexistência de cruzamentos e retornos. Com a racionalização do fluxo produtivo, através da carta de processo representada na figura cinco, foi possível visualizar com clareza as relações existentes entre os departamentos, facilitando assim, a alocação de instalações respeitando suas relações para definir a aproximação entre elas. Tal procedimento também reflete influências na anulação de cruzamentos, diminuição de movimentação e retornos anteriormente existentes.
A movimentação foi enfaticamente determinística para a alocação dos departamentos possibilitando uma diminuição considerável quanto a este fator. A inclusão de estoques de
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
10
materiais em processos em alguns departamentos (de acordo com a necessidade) possibilitou tal alteração.
A inclusão da expedição foi um fator também importante no que tange a diminuição de movimentação de produtos acabados. Quando antes tal departamento ficava localizado num galpão vizinho dificultando o tráfego de produtos acabados, agora foi incluído no projeto do arranjo físico geral dentro da mesma instalação, vizinho ao departamento de montagem.
Foi desenvolvido um novo ambiente, destinado a administração para o atendimento de clientes e visitantes, além de questões burocráticas da empresa. Neste ambiente foi dimensionado, também, um espaço para exposição de produtos.
Quanto à entrada de funcionários foi deslocada da entrada total da instalação para uma entrada específica no projeto ideal, para que a máquina de ponto, o quadro de avisos e o trânsito de funcionários possam ocorrer sem bloqueios. Nesta área também foi calculado o dimensionamento do espaço dirigido aos armários dos funcionários, antes inexistente e de reivindicação dos funcionários.
As instalações sanitárias foram ampliadas dando maior conforto e privacidade. No arranjo atual, esta área é ideal para um número menor de funcionários que o atualmente empregado pela empresa. O refeitório foi alocado em área ampliada dando maior facilidade na movimentação dentro desse ambiente e possibilitando a alocação de mesas e cadeiras adequadas, além de um armário para eletrodomésticos de uso dos funcionários. Enquanto que, a área para o compressor foi ampliada. Há espaços disponíveis ao redor de toda a área construída (que corresponde à fábrica) para futuras modificações e para estacionamento de caminhões próximo a expedição, ao almoxarifado e para clientes.
7. Conclusão
O arranjo físico é um dos meios para se atingir a eficiência produtiva, pois proporciona racionalização de espaço, melhor fluxo produtivo, diminuição de custos diminuição de desgaste físico por parte dos funcionários, maior organização visual e estrutural entre outros fatores interessantes. Sendo assim, as pequenas empresas devem introduzir o conceito do planejamento das instalações para preparar seu ambiente produtivo para um funcionamento mais viável, seguro e promissor. A adequação às necessidades atuais e futuras do mercado se inicia com a introdução de técnicas e ferramentas de gestão adequadas como, por exemplo, o projeto do arranjo físico.
O presente trabalho tenta demonstrar através da análise do ambiente produtivo em questão e comparando o arranjo físico atual, obtido sem planejamento, com um ideal proveniente da aplicação de uma metodologia cientificamente reconhecida (Olivério, 1985) a importância do planejamento do arranjo físico. Há que se comentar que este não é o arranjo físico ótimo, visto que melhoras sempre podem ocorrer, porém se caracteriza numa opção ideal para a alocação racional das instalações da empresa em questão.
Referências
BARNES, R. M . Estudo de movimentos e de tempos. São Paulo: Edgard Blücher, 1963.
BLACK, J.T. Projeto da fábrica com futuro. Porto Alegre, Editora Bookman, 2001.
GENARO, T. F.; CALDEIRA, M. A. C. Estudo de layout em uma indústria eletro-mecânica. Anais do SIMPEP 2003.

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
11
LINS, P. S.. A influência do Projeto de Arranjo Físico na Produtividade em uma Empresa de Produção e Comercialização de Plantas Ornamentais (Estudo de Caso). Dissertação (Mestrado em Engenharia de Produção), UFPB: João Pessoa. 2006.
MUTHER, R. Planejamento do layout: sistema SLP. São Paulo: Edgard Blücher, 1978.
OLIVÉRIO, J. L. Projeto de fábrica: produtos, processos e instalações industriais. São Paulo: IBLC. 1985.
SLACK, ET AL. Administração da Produção. Edição Compacta. São Paulo: Atlas, 1999.
VILLAR, A. M . & . NÓBREGA JR, C. L. Planejamento das Instalações Industriais. João Pessoa: Manufatura, 2004.