Embed Size (px)
Citation preview

Universidade Estadual “Julio de Mesquita Filho”
Faculdade de Engenharia Campus de Bauru
TRABALHO DE MANUTENÇÃO INDUSTRIAL DE FROTAS
VIBRAÇÃO E RUIDO
EM MANUTENÇÃO PREDITIVA
Guilherme Bandeira 410691
Guilherme de Abreu 511463
Rafael Gianelli 611743
Bauru, 30 de setembro de 2010

2
ÍNDICE
1. Introdução ..................................................................................................................... 3
2. Manutenção Preditiva ................................................................................................... 3
2.1. Conceito ................................................................................................................. 3
2.2. Objetivos ................................................................................................................. 4
3. Vibração na Manutenção Preditiva .............................................................................. 5
3.1. Fundamentos da Vibração ...................................................................................... 6
3.2. Amplitude de Vibração ............................................................................................ 7
3.3. Ressonância ........................................................................................................... 8
3.4. Análise de Vibração ................................................................................................ 9
3.5. Sistemas e Instrumentos para Medição de Vibração ............................................ 11
3.5.1. Medidor de Vibração de Nível Global (Sem filtro) .......................................... 11
3.5.2. Medidor de Vibração com Análise de Freqüência .......................................... 12
3.5.3. Analisadores de Freqüência por Transformada de Fourier ............................ 13
3.6. Transdutores de vibração e parâmetros de medida .............................................. 14
3.7. Critérios de severidade e avaliação dos níveis de vibração .................................. 16
3.8. Notas sobre diagnoses de falhas .......................................................................... 17
3.9. Resultados Previstos ............................................................................................ 18
3.10. Curvas de Tendência ........................................................................................ 19
4. Emissão acústica na manutenção Preditiva ............................................................. 20
4.1. Os principais parâmetros para caracterização ...................................................... 21
4.2. Benefícios proporcionados pelo uso da técnica de EA .......................................... 22

3
1. Introdução
A manutenção preditiva (do inglês, predictive maintenance) é aquela que é realizada
a qualquer tempo, visando corrigir uma fragilidade percebida antecipadamente à ocorrência
de um problema. Difere da manutenção preventiva por se realizar em virtude da
constatação de uma tendência. A manutenção preventiva, por exemplo, ocorre a intervalos
regulares, independente do desempenho do equipamento ou mecanismo, mas sim de
acordo com um planejamento, como a troca de óleo do carro que é realizada a cada 3, 5 ou
10 mil kilômetros independentemente de como está se comportando o veículo.
Na manutenção preditiva são registrados e analisados, em tempo real, vários
fenômenos, tais como:
Vibrações das máquinas;
Emissão acústica;
Pressão;
Temperatura;
Desempenho;
Aceleração.
Neste trabalho, serão apenas as Vibrações e as Emissões acústicas.
2. Manutenção Preditiva
2.1. Conceito
A manutenção preditiva, se realiza uma vez que se perceba uma tendência: por
exemplo, o conserto ou a troca de um pneu que se percebe esvazia com uma frequência
distinta do padrão. Na área de informática, mecanismos de monitoramento estão
constantemente verificando o desempenho do equipamento, coletando dados sobre sua
utilização, erros recuperáveis ocorridos, sensores de temperatura, estados de alerta e
outras informações.
A análise dessas informações permite que se delineiem hipóteses sobre a origem
dos problemas e iniciativas sejam tomadas para evitar que o equipamento chegue à
situação de inoperância. Como exemplo, ao se perceber que a temperatura interna do
equipamento tem subido no decorrer do tempo deve-se verificar se os sistemas de
ventilação estão desobstruídos, se os ventiladores estão funcionando adequadamente etc.

4
Este tipo de manutenção indica as condições reais de funcionamento das máquinas
com base em dados que informam o seu desgaste ou processo de degradação, e assim
prediz o tempo de vida útil dos componentes das máquinas e equipamentos e as condições
para que esse tempo de vida seja bem aproveitado. Na europa, a manutenção preditiva é
conhecida pelo nome de manutenção condicional e nos estados unidos recebe o nome de
preditiva ou previsional.
Com base no conhecimento e análise dos fenômenos, torna-se possível indicar, com
antecedência, eventuais defeitos ou falhas nas máquinas e equipamentos. A manutenção
preditiva, após a análise do fenômenos, adota dois procedimentos para atacar os problemas
detectados: Estabelece um diagnóstico e efetua uma análise de tendências.
Diagnóstico: Detectada a irregularidade, o responsável terá o encargo de
estabelecer, na medida do possível, um diagnóstico referente à origem e à
gravidade do defeito constatado . Este diagnóstico deve ser feito antes de se
programar o reparo.
Análise da tendência da falha: A análise consiste em prever com
antecedência a avaria ou a quebra, por meio de aparelhos que exercem
vigilância constante predizendo a necessidade do reparo.
Com base no conhecimento e análise dos fenômenos, torna-se possível indicar, com
antecedência, eventuais defeitos ou falhas nas máquinas e equipamentos.
A manutenção preditiva, geralmente, adota vários métodos de investigação para
poder intervir nas máquinas e equipamentos. Entre os vários métodos destacam-se o
Estudo das Vibrações; Análise dos óleos; Análise do estado das superfícies e análises
estruturais de peças.
2.2. Objetivos
Os objetivos da manutenção preditiva são:
Determinar, antecipadamente, a necessidade de serviços de manutenção
numa peça específica de um equipamento;
Eliminar desmontagens desnecessárias para inspeção;

5
Aumentar o tempo de disponibilidade dos equipamentos;
Reduzir o trabalho de emergência não planejado;
Impedir o aumento dos danos;
Aproveitar a vida útil total dos componentes e de um equipamento;
Aumentar o grau de confiança no desempenho de um equipamento ou linha
de produção;
Determinar previamente as interrupções de fabricação para cuidar dos
equipamentos que precisam de manutenção.
Por meio desses objetivos, pode-se deduzir que eles estão direcionados a uma
finalidade maior e mais importante: A redução de custos de manutenção e aumento da
produtividade.
3. Vibração na Manutenção Preditiva
A manutenção preditiva baseada na monitoração da vibração tem sido empregada
com sucesso em indústrias de processamento contínuo desde o início dos anos 70. As
plantas de refinaria e petroquímicas adotaram esta técnica e obtiveram economia
considerável com o aumento de disponibilidade de equipamento produtivo e correspondente
aumento de produtividade. Desde então, a monitoração da condição tem sido implantada
com sucesso em industrias que empregam máquinas rotativas em geral.
Esse sucesso é devido a resultados econômicos obtidos em curto prazo, pela
redução de intervenções de manutenção em até 70%, após reduzido período de
monitoração e pela possibilidade de planejamento de intervenções com conhecimento
prévio da época e causa das falhas. Situações reais demonstram economia de até 75% nos
custos de manutenção nas empresas que adotaram esse procedimento, o que indica um
rápido retorno no investimento com a instrumentação para a monitoração de vibração,
durante a implantação do programa.
É valioso notar que o sucesso desse programa não depende necessariamente de
grandes investimentos iniciais em equipamentos sofisticados de análise. Muitos esquemas
de sucesso começam com medidores e analisadores de vibração analógicos de baixo
custo, de funcionamento simplificado, capazes de atender a um elevado número de
equipamentos, dos mais diversos tipos. É necessário apenas que os equipamentos de
coleta de dados sejam confiáveis e robustos, capazes de suportar os rigores do trabalho
diário, em ambientes agressivos.

6
Todas as máquinas em funcionamento produzem vibrações que, aos poucos, levam-
nas a um processo de deteriorização. Essa deteriorização é caracterizada por uma
modificação da distribuição de energia vibratória pelo conjunto dos elementos que
constituem a máquina. Observando a evolução do nível de tais vibrações, é possível obter
informações sobre o estado da máquina.
3.1. Fundamentos da Vibração
A vibração é um movimento oscilante ou de trepidação de uma máquina ou
de algum elemento de máquina, saindo de sua posição de estabilidade (estática ou
dinâmica). Como exemplo, tomemos uma massa suspensa presa ao referencial por
uma mola, e que se movimenta a partir de sua posição neutra (repouso) até os
limites superior e inferior, retornando à sua posição neutra. Neste ponto, estará
completo UM CICLO DE OSCILAÇÃO. Dizemos que existe VIBRAÇÃO quando este
ciclo se repete várias vezes numa unidade de tempo.
O TEMPO gasto para completar UM CICLO é chamado PERÍODO e, a
quantidade de ciclos numa unidade de tempo é chamada FREQUÊNCIA DO
MOVIMENTO.
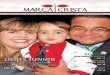
Registrando graficamente este movimento temos o traçado senoidal desta
“oscilação” ,que obedece às leis cinemáticas do “MOVIMENTO HARMÔNICO
SIMPLES - MHS”.
Em nossas máquinas temos caracterizado um movimento rotacional que
segue as leis cinemáticas do “MOVIMENTO CIRCULAR UNIFORME - MCU”, por
tratar-se de rotação constante no momento da medição.
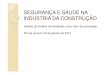
Comparando os movimentos MHS e MCU, percebemos que as equações
matemáticas obedecem aos mesmos princípios e são representadas, de forma
simplificada, como se segue:
Registro de movimento harmônico.

7
Movimento harmônico com projeção de um ponto que se move numa circunferência.
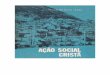
3.2. Amplitude de Vibração
A AMPLITUDE relaciona-se com a quantidade de energia contida no sinal
vibratório mostrando-nos a criticidade e destrutidade dos eventos presentes. É
plotada no “EIXO Y” cartesiano. Pode ser tomada em Deslocamento, Velocidade e
Aceleração e suas curvas de confiabilidade de respostas são:

8
Podem ser obtidas nos sistemas métrico ou inglês.
AMPLITUDE
MÉTRICO
INGLÊS
Deslocamento
microns
mils
Velocidade
mm/s
in/s
Aceleração
G *
G
A detecção do sinal pode ser em PICO, RMS OU PICO-A-PICO
As Normas e Recomendações mais utilizadas são: ISO-2372, VDI-2056 e
NBR-10.082 (ABNT).
3.3. Ressonância
A RESSONÂNCIA é a interação física e matemática de dois ou mais eventos
atuando simultaneamente. As energias dos eventos manifestando-se em
freqüências idênticas ou próximas entre si, darão surgimento a excitações não
previstas inicialmente nos mais diversos sistemas mecânicos, elétricos ou
estruturais. É objetivo da análise espectral, identificar os vários componentes que
podem gerar as interações para assim proceder as modificações necessárias para
eliminá-las.

9
Agregando o monitoramento periódico e sistemático, podemos identificar
situações de ressonância as mais imprevisíveis, responsáveis, muitas das vezes,
pela deterioração prematura de máquinas e componentes.
Os exemplos mais comuns de RESSONÂNCIAS são:
RPM da máquina com CPM da estrutura
RPM de um componente com CPM de partes de rolamentos
CPM de área espectral com CPM de partes de rolamentos
CPM de engrenagens com CPM de carcaças e estruturas
CPM de componentes de máquinas com CPM de sensores
CPM de rolamentos com CPM de alimentação elétrica, dentre outros.
Nos estudos de RESSONÂNCIA é comum confundi-la com BATIMENTO,
devido à forma de manifestação, uma vez que nos dois casos existe um ruído
modulado e característico, porém, de naturezas diferentes.
RESSONÂNCIA é a interação entre energias de freqüências próximas,
incluindo-se nestas, as freqüências naturais envolvidas, ao passo que o
BATIMENTO é a interação simples de dois eventos de rotação similar. A
RESSONÂNCIA é permanente e o BATIMENTO é transitório. O BATIMENTO
possui um grau de destrutividade muito menor do que a RESSONÂNCIA, e isto é
fundamental em preditiva.
3.4. Análise de Vibração
O ensaio para vibrações mecânicas, em muitas indústrias, é um método
indispensável na detecção prematura de anomalias de operação em virtude de problemas,
tais como falta de balanceamento das partes rotativas, desalinhamento de juntas e
rolamentos, excentricidade, interferência, erosão localizada, abrasão, ressonância, folgas,
etc..
O método é particularmente útil na monitoração de operação mecânica de máquinas
rotativas (ventiladores, compressores, bombas, turbinas, etc.), na detecção e
reconhecimento da deterioração de rolamentos, no estudo de mau funcionamento típicos

10
em maquinaria com regime cíclico de trabalho, laminadores, prensas, etc., e na análise de
vibrações dos processos de trincamento, notadamente em turbinas e outras máquinas
rotativas ou vibratórias.
Este método também permite uma grande confiabilidade na operação de instalações
e na interrupção de uma máquina em tempo hábil, para substituição de peças desgastadas.
Na usinagem mecânica com ferramental sofisticado, a medição das vibrações é
essencial para a melhoria da qualidade final do produto. 0 método é aplicado na engenharia
civil para o estudo do comportamento das estruturas sujeitas a carregamento provocados
por um tráfego de alta velocidade.
O ensaio de Análise de Vibrações é um método muito valioso, pois a identificação
das falhas no monitoramento de máquinas e motores é feito por medições eletrônicas das
vibrações, não percebidas por nossos ouvidos, eliminando assim a subjetividade do
técnico.
O princípio de Análise baseia-se na idéia de que as estruturas das máquinas
excitadas pelos esforços dinâmicos (ação de forças) dão sinais vibratórios, cuja freqüência
é igual à freqüência dos agentes excitadores.
Se captadores de vibrações forem colocados em pontos definidos da máquina, eles
captarão as vibrações recebidas por toda a estrutura. O registro das vibrações e sua análise
permitem identificar a origem dos esforços presentes em uma máquina operando.
Por meio da medição e análise das vibrações de uma máquina em serviço normal de
produção detecta-se, com antecipação, a presença de falhas que devem ser corrigidas:
Rolamentos deteriorados;
Engrenagens defeituosas;
Acomplamentos desalinhados;
Rotores desbalanceados;
Vínculos desajustados;
Eixos deformados;
Lubrificação deficiente;
Folga excessiva em buchas;
Falta de rigidez;
Problemas aerodinâmicos;
Problemas hidráulicos;

11
Cavitação.
As mais comumente encontradas são:
Desbalanceamento de massas rotativas.
Rotores excêntricos ou empenados.
Eixo empenado.
Desalinhamentos em geral.
Rolamentos danificados ou inadequados.
Correias fora de padrão.
Cavitação/Refluxo hidráulico.
Passagem de palhetas.
Turbulência em mancais de deslizamento.
Motores Elétricos defeituosos.
Engrenamentos desgastados ou incorretos.
3.5. Sistemas e Instrumentos para Medição de Vibração
Os sistemas de instrumentação para a monitoração periódica de vibração podem ser
classificados em 3 níveis: Medidor de vibração de nível global (sem filtro), Medidor de
vibração com análise de freqüência(com filtro) e Analisadores de Freqüência por
Transformada de Fourier.
3.5.1. Medidor de Vibração de Nível Global (Sem filtro)
O medidores de vibração de nível global é um instrumento capaz de medir o valor
global de vibração( pico ou rms), em uma extensa faixa de freqüência, que depende das
normas e padrões aplicáveis. Pelo seu funcionamento, este instrumento mede a vibração
total resultante da ação de todas as freqüências presentes no sinal de vibração, dentro da
faixa considerada. As medições são comparadas com padrões gerais (Normas) ou valores
de referências estabelecidos para cada máquina. A condição da máquina é assim avaliada
no campo, com o mínimo de dados.
Este tipo de medidor deve ter a capacidade de medir o valor “true” RMS ou valor de
Pico de velocidade, deslocamento e, em alguns casos, aceleração, sobre uma faixa de
freqüência de 5 Hz a 5.000 Hz. Em casos de falta de valores de referência, as leituras de
velocidade em RMS podem ser diretamente comparadas com critérios de severidade de
vibração normalizados que podem indicar a necessidade de manutenção.

12
O medidor de vibração de nível global é um instrumento com grande capacidade de
detecção de mau funcionamento de máquinas, porém possui capacidade limitada para a
identificação e diagnóstico, tarefas estas que devem ser realizadas por medidores de
vibração com análise de freqüência ou analisadores por Transformada de Fourier. No caso
específico de mancais de rolamentos onde, vibrações de outras fontes não predominam, é
possível detectar deterioração de mancais, em seus estágios ainda iniciais. Para esta
finalidade, o medidor de vibração deve ser chaveado para a leitura simultânea do valor RMS
e valor de Pico.
Os defeitos nos elementos rodantes e/ou pistassão responsáveis por pulsos de
vibração em alta freqüência que podem ser medidos através do medidor de nível global de
vibração. Nos estágios iniciais de falhas, os picos resultantes dos pulsos de vibração tem
pouca influência sobre o valor RMS, e grande influência sobre o valor de Pico.
Dessa forma, à medida que a deterioração do rolamento aumenta, a relação entre o
Valor de Pico e o Valor RMS aumenta consideravelmente (de 3 para aproximadamente 10
vezes). Por outro lado, nos estágios mais avançados de falhas, os defeitos já não
apresentam grande influência sobre o valor de Pico, porém o valor RMS, nesse instante,
sofrerá grande alteração. A relação entre o valor de Pico e o valor RMS, denominada Fator
de Crista, volta, então, a reduzir-se para aproximadamente 3 vezes. Dessa forma, é
possível, acompanhar a evolução da condição de rolamentos, através da monitoração do
Fator de Crista.
3.5.2. Medidor de Vibração com Análise de Freqüência
Medidor de Vibração simples, tais como os mencionados no parágrafo anterior,
medem o nível de vibração global sobre uma faixa larga de freqüência. O nível medido
reflete o nível de vibração das componentes de freqüência dominantes do espectro, que
são, é claro, as componentes mais importantes para serem monitoradas. Mas quando o
mesmo sinal de vibração é analisado em freqüência e o espectro registrado em forma de
gráfico, o nível de muitos componentes, possivelmente também importantes, são revelados.
O desenho esquemático abaixo, ilustra esta diferença. Note que devido às
componentes de freqüência(B) determinarem o nível de vibração global, aumentos em
componentes importantes (A) podem ser detectados nos estágios iniciais somente através
da análise em freqüência. Note também que assim que a largura da banda é reduzida, um
espectro mais detalhado com picos individuais separados é obtido. Em geral, quanto mais

13
estreita a banda de freqüência da análise, mais cedo podem ser detectadas as falhas em
desenvolvimento. Mas por outro lado, quanto mais estreita a largura da banda de
freqüência, mais tempo a análise levará, a não ser que instrumentos de medição mais
sofisticados sejam utilizados.
A detecção de falhas nos estágios iniciais, juntamente com o diagnóstico e previsão
de quebras torna-se possível com o uso de instrumentos capazes de separar as freqüências
presentes no sinal de vibração. Através do estudo da máquina analisada, é possível
correlacionar cada componente de freqüência, com o comportamento dinâmico dos
elementos de máquina. A capacidade de separação de freqüências dependerá da largura
do filtro utilizado pelo instrumento. Quanto mais estreita for a largura do filtro, mais fácil será
a separação de freqüências muito próximas e conseqüentemente, mais fácil será a
detecção de falhas.
Não apenas os aumentos de níveis em componentes de freqüência fornecem
indicação de falhas, mas também a freqüência em que elas ocorrem indicam qual parte da
máquina está se deteriorando. Para cada ponto de monitoração, desbalanceamento,
desalinhamento, erosão em mancais, quebra de dentes de engrenagens, etc. Terão suas
freqüências características que podem ser reveladas com o auxílio da análise de
freqüência. As tabelas de defeitos, apresentadas mais adiante, ilustram esta relação.
O registro do aumento dos níveis para um ou mais componentes de freqüência,
sobre um número de medidas periódicas, possibilita a monitoração da tendência dos níveis
dessas componentes em função do tempo para as falhas em desenvolvimento.
A curva resultante conhecida por GRÁFICO DE TENDÊNCIA, pode ser extrapolada
no tempo para indicar quando a condição atingirá limites perigosos para que a manutenção
possa ser marcada antecipadamente para uma data conveniente.
3.5.3. Analisadores de Freqüência por Transformada de Fourier
Em casos onde se deseja uma análise de freqüência, com larguras de filtro muito
estreita, ou deseja-se realizar a análise de freqüência sobre um sinal transiente (choques)
torna-se necessária a utilização de um sistema capaz de executar a Transformada de
Fourier do sinal, que é uma ferramenta matemática capaz de transformar um sinal
randônico, periódico ou transitório, numa série de Fourier equivalente, denominado
ESPECTRO DE FREQÜÊNCIA. Este instrumento baseia-se na propriedade de que

14
qualquer sinal pode ser decomposto numa série infinita de componentes de freqüência que
representa o mesmo sinal no domínio da freqüência.
Cada componente de freqüência dessa série pode ser relacionada ao funcionamento
dinâmico de determinado de máquina. A utilização desse tipo de instrumento, permite que
seja levantado o espectro de freqüência de referência para cada ponto de medida
denominada “ASSINATURA DA MÁQUINA ou BASELINE”. Dessa forma é possível
comparar espectros de freqüência de máquinas sob suspeita com seus espectros de
referência, identificar as alterações, relacioná-las com as freqüências características de
falhas dos diversos elementos de máquinas, e assim, proceder ao diagnóstico.
3.6. Transdutores de vibração e parâmetros de medida
Os sinais de vibração são captados através de sensores denominados transdutores.
Os principais transdutores utilizados em Programas de Manutenção pela Condição são:
Transdutores de Deslocamento Relativo ou de Proximidade, Transdutores Sísmicos - “Pick-
ups” de velocidade e Acelerômetros Piezoeléctricos. Enquanto os transdutores de
deslocamento relativos são melhores para algumas aplicações específicas como
monitoração de vibração de eixos, os transdutores sísmicos, que medem a vibração
absoluta, tem-se tornado bastante popular na monitoração da condição de máquinas em
geral. Os transdutores de deslocamento relativo, tais como os sensores de “eddy current”
ou de proximidade, embora tenham uma faixa de freqüência que pode ser estendida até
10.000 Hz, na verdade, somente podem ser efetivamente utilizados em baixa freqüência,
visto que os harmônicos mais elevados, normalmente, apresentam amplitudes de
deslocamento tão reduzidas que praticamente não podem ser detectadas por esse tipo de
transdutores.
Entre os transdutores sísmicos, os acelerômetros piezoeléctricos tem-se tornado,
recentemente os mais utilizados para a medida de vibração de máquinas por apresentarem
uma curva de resposta em freqüência muito superior do que os “pickups” de velocidade
combinadas com dimensões razoavelmente reduzidas. Além disso, esses transdutores são
robustos e apresentam uma maior durabilidade ( não possuem partes móveis ), que os
torna indicado para o rigor do trabalho diário de coleta de dados. Como em muita situação
de monitoração, tornam-se necessário medições de freqüências bem acima de 1000 Hz,
combinadas com amplitudes de vibração extremamente elevadas, o acelerômetro
piezoeléctrico é a única escolha.

15
Com uma instrumentação baseada no uso de acelerômetros, o usuário fica livre para
escolher entre aceleração, velocidade ou deslocamento, com parâmetro de medida,
bastando para isso que o medidor de vibração possua circuitos integradores, que
transformam sinais proporcionais à aceleração do movimento vibratório em sinais
proporcionais à velocidade e ao deslocamento. Com essa liberdade de aplicação, diferentes
engenheiros tem, por hábito, diferentes preferências na escolha do parâmetro mais
adequado para a monitoração de vibração. Vamos, entretanto, analisar a questão a partir de
um ponto de vista puramente técnico. O desenho abaixo mostra um espectro de vibração de
uma máquina típica, expresso em termos dos três diferentes parâmetros (aceleração,
velocidade e deslocamento). Pode ser visto que esses espectros tem diferentes inclinações
para cada parâmetro, mas apesar disso, possuem picos nas mesmas freqüências, e a
amplitude dos picos relativos à inclinação geral de cada espectro é a mesma. Dessa forma,
podemos concluir que cada curva é uma representação correta para o espectro de vibração.
Existe de fato, uma relação matemática muito simples entre as curvas, tal que, o
valor da amplitude, a qualquer freqüência, em cada uma das outras curvas - de fato, isto é
realizado por integração eletrônica, nos medidores de vibração. Note que, no exemplo
ilustrado, a faixa de amplitude necessária para apresentar a curva total de velocidade é a
menor e assim ocupa a menor faixa no sistema de medição.
Isto também significa que componentes de freqüência nesta curva necessitam uma
alteração relativa menor para que comece a influenciar nos níveis de vibração global. A
maioria das componentes das outras curvas precisam sofrer uma alteração muito grande
para conseguir influenciar o nível de vibração global. A conclusão é que, de uma maneira
geral, ( e especialmente quando utilizando instrumentos simples que fornecem leituras
simples sobre uma faixa de freqüência) o espectro mais plano é o parâmetro que possibilita
detecções de falhas mais cedo. Este parâmetro é tipicamente velocidade. Mas pode, em
alguns casos ser aceleração, especialmente, onde vibrações de alta freqüência são
particularmente interessantes, como por exemplo em mancais de rolamento e redutores.
Por outro lado, se é sabido que as falhas a serem monitoradas ocorrem principalmente em
baixa freqüência, como é o caso de compressores alternativos ou ventiladores de torres de
resfriamento, deve-se escolher o parâmetro deslocamento. Em sistemas de medição
baseados em acelerômetros, o medidor de vibração ou préamplificador associado,
normalmente, já inclui circuitos de integração, tal que os parâmetros de medida, tanto
aceleração, velocidade ou deslocamento, possam ser escolhidos simplesmente através de
acionamento de uma simples chave.

16
3.7. Critérios de severidade e avaliação dos níveis de vibração
Muitos engenheiros começam usando um dos critérios de vibração padronizados
(Norma) como um guia para julgamento da condição de máquinas. Algumas Normas, como
ISSO 2372, especificam limites de vibração, que dependem apenas da potência da máquina
e do tipo de fundação. Muitos critérios de aplicação comuns são baseados na medida do
valor RMS da velocidade de vibração sobre um faixa de 10 a 1000 Hz, embora a prática
mostre que é possível encontrar muitas componentes importantes em freqüências mais
elevadas. Embora os valores absolutos sugeridos por esses critérios não sejam sempre
relevantes, eles são muito úteis por indicarem o significado de vários graus de aumento dos
níveis de vibração. Por exemplo, a Norma ISO 2372, mencionada previamente, indica que
um aumento da ordem de 2,5 vezes (8 dB) no nível de vibração é uma alteração
significativa no estado de funcionamento da máquina. Esse aumento, na verdade,
corresponde a largura de uma classe de qualidade. Por outro lado, o aumento de um fator
de 10 vezes(20 dB) é grave pois uma máquina com essa alteração, pode passar da
classificação “não permissível”.
Esses fatores de aumento de vibração, como especificado pelo critério mencionado,
aplica-se somente as medidas em nível RMS, mas muitos anos de experiência tem provado
que eles também podem ser aplicados para a avaliação de componentes individuais de
freqüência obtidas pela análise de freqüência. As medidas de vibração na superfície do
elemento de máquina refletem as forças cíclicas que estão sendo transmitidas naquele
ponto. A medida da velocidade real de vibração é proporcional não apenas às forças
envolvidas mas também à mobilidade da estrutura, naquele ponto. Mobilidade é a medida
da tendência da estrutura em ser colocada em movimento ( inverso da impedância
mecânica). A relação entre a força de excitação, mobilidade e a velocidade de vibração
resultante, é ilustrado no esquema abaixo, em função da freqüência. O espectro de
freqüência resultante é resultado da multiplicação, ponto a ponto, do espectro da força de
excitação pelo espectro da mobilidade.
Note que, no exemplo, a componente de força com grande amplitude (A) na
freqüência (n) é reduzida pela baixa mobilidade nesta freqüência (n) tal que nenhum pico
especial é notado no espectro de vibração. Não é portanto recomendável olhar apenas para
os picos de nível mais elevado, no espectro de vibração, valores reduzidos também contém
informações sobre alterações de forças. As características de mobilidade das máquinas
normalmente não se alteram significativamente com o tempo, tal que pode-se assumir que,
se o nível de vibração num ponto, numa determinada freqüência, dobrar, o nível de força
também terá dobrado, naquele ponto e naquela freqüência. A mobilidade pode diferir

17
significativamente de uma máquina para outra, de maneira que uma indicação mais
confiável da condição da máquina é obtida por alterações relativas, isto é, especificando a
“BASELINE” de referência ou nível de referência e permitindo um fator fixo de alteração
para representar uma modificação do estado de funcionamento. Muitos anos de experiência
tem confirmado que este método pode ser utilizado para a maioria das máquinas. A prática
tem mostrado que para componentes de freqüência até 1000 Hz, um aumento de 2,5 vezes
( 8 dB) deve ser considerado uma alteração significativa na condição, necessitando de
investigação, e um aumento de 10 vezes ( 20 dB) a partir da condição de referência
significa a necessidade de reparo imediato como sugerido pela Norma ISO e outros
critérios. Para componentes de freqüência acima de 4000 Hz, esses fatores podem
cautelosamente serem aumentados para 6 vezes ( 16 dB) e 100 (40 dB) como mostrado no
esquema acima.
3.8. Notas sobre diagnoses de falhas
Tendo reconhecido que o aumento do nível de vibração normalmente indica o
desenvolvimento de uma falha, o engenheiro da planta precisa então localizar a falha num
elemento particular da máquina. Medidas de vibração de nível global fornece muito pouca
informação que ajude a identificar as falhas. A medida do fator de crista mencionada
anteriormente pode isolar a falha em um mancal de rolamentos de bolas ou rolos.
Entretanto, somente com o espectro de freqüência será possível obter o diagnóstico preciso
da falha em desenvolvimento.
Procurar falhas em máquinas, em geral, envolve um trabalho de detetive. O espectro
de freqüência constitui a pista principal, que é o aumento do nível de vibração em uma ou
mais freqüências conhecidas. Isto é análogo a uma impressão digital na cena do crime, tudo
que é necessário agora é que o detetive compare a impressão digital com as impressões
dos criminosos conhecidos.
Na diagnose de falhas de máquinas, isto é equivalente a conhecer as freqüências de
vibração características de uma possível falha e encontrar aquelas que coincidem com as
freqüências que sofreram aumento nas componentes. Isto implica no estudo inicial das
especificações e desenhos de engenharia para cada máquina, fazer um plano esquemático
e registrar nele as características geométricas e dinâmicas do equipamento, tais como: o
número de pólos do motor, as velocidades de rotação, número de dentes das engrenagens,
os dados das bolas/rolos do mancais de rolamentos, etc. Através de cálculos simples, estes
dados são convertidos nas freqüências características que compõem o espectro de

18
freqüência esperado no caso de desenvolvimento de falhas. As tabelas de identificação de
falhas, apresentadas no apêndice alistam as falhas mais comuns e suas freqüências
características em função da velocidade de rotação.
3.9. Resultados Previstos
As atividades de Manutenção Preditiva permitem ganhos financeiros para a
empresa resultantes dos seguintes benefícios para a manutenção.
Redução dos custos de manutenção - Com base na análise de vibrações e
nas curvas de tendência, pode-se ter uma previsão de quando será
necessária uma intervenção de manutenção, e quais os serviços a serem
realizados, prolongando-se a vida útil de componentes, substituindo-as
apenas o necessário.
Aumento da eficiência das intervenções da manutenção - através da
indicação antecipada dos elementos com falha e da avaliação dos
resultados das intervenções
.
Aumento da disponibilidade dos equipamentos - A utilização de programas
preditivos pode virtualmente eliminar paralisações imprevistas devido

19
a falha de máquinas, bem como reduzir a necessidade de programação de
paradas desnecessárias para serviços preventivos.
Aumento da confiabilidade operacional - A eliminação de paradas não
programadas aumenta a confiabilidade
3.10. Curvas de Tendência
O gráfico que registra os níveis globais registrados ao longo do tempo,
chama-se CURVA DE TENDÊNCIA. Através dessa curva, pode-se extrapolar com
os resultados obtidos, realizando uma previsão da data de ocorrência de níveis de
falha programando-se assim as intervenções com antecedência.

20
4. Emissão acústica na manutenção Preditiva
Emissão acústica foi definida como um fenômeno onde ondas elásticas transientes
são geradas por rápida liberação de energia mecânica a partir de fontes localizadas em um
material ensaiado (ABNT, 2004). Fontes de emissão acústica incluem os mecanismos de
deformação e fratura, tais como: crescimento de trincas, movimento de discordâncias,
maclação, deslocamento de contornos de grão, fratura e decoesão de inclusões (Miller,
1987). Vazamentos oriundos de recipientes pressurizados tais como vasos de pressão e
tanques de armazenamento também geram sinais detectados e classificados como emissão
acústica.
A técnica de emissão acústica consiste em avaliar sinais acústicos coletados através
de sensores piezelétricos instalados na superfície externa do equipamento. Sinais de
emissão acústica são ondas mecânica de natureza transitória que se propagam através do
meio isolante e estrutura interna até atingir a superfície externa do equipamento ensaiado.
Estas ondas podem ser geradas por vibrações mecânicas, descargas parciais, arco
elétricos, trincas, etc. A análise destes parâmetros em conjunto com a localização do sinal e
com a análise de gás nos dá a criticidade do defeito. Além de identificar defeitos elétricos
também podem ser identificados defeitos mecânicos com afrouxamento de parafuso,
vibração, folgas de calço, etc.

21
Os Sensores Piezelétricos transformam os sinais captados em sinais elétricos onde
são transmitidos através de cabos até uma unidade de processamento de sinais. Nesta
unidade de processamento o sinal é digitalizado e feito a sua caracterização.
4.1. Os principais parâmetros para caracterização
• Amplitude Máxima: É o pico de voltagem do sinal, expresso em decibéis (dB), referente a 1µV;
• Número de contagens: É o número de vezes que a amplitude do sinal excede um limite de referência adotado;
• Energia: área medida sob um envelope do sinal retificado, em coordenadas de amplitude x tempo. Este parâmetro, da forma como é obtido, é adimensional;
• Duração – intervalo de tempo entre a primeira e a última vez que o sinal cruza o limite de
referência;
• Freqüência Média – relação entre o número de contagem e duração
• Tempo de subida – intervalo de tempo entre a primeira vez que o sinal cruza o limite de referência e o momento em que ocorre o pico de voltagem.

22
4.2. Benefícios proporcionados pelo uso da técnica de EA
Como qualquer outra técnica de inspeção preditiva, o custo evitado da falha de
equipamentos é difícil de mensurar pois envolve não só o reparo e a substituição do
equipamento e instalações, mas também as perdas provocadas pelo tempo de interrupção
do fornecimento, os prejuízos ao mercado consumidor, ao meio ambiente, à imagem da
empresa, entre outros, além das penalidades impostas pelos agentes reguladores. Pela
avaliação da criticidade é possível adiar ou evitar intervenções desnecessárias.
Devido às características particulares da técnica de EA, tem-se:
Redução dos custos e dos tempos de paradas para inspeções;
Os ensaios são realizados de forma simples, com o equipamento em operação
normal
Rapidez no diagnóstico
A detecção e análise de defeitos é feita em tempo real
Redução dos custos e dos tempos de manutenção
Direcionamento das intervenções possibilitado pela localização tridimensional dos
defeitos.
BIBLIOGRAFIA
http://pt.shvoong.com/social-sciences/1700280-manuten%C3%A7%C3%A3o-preventiva-
manuten%C3%A7%C3%A3o-preditiva/;
http://prope.unesp.br/xxi_cic/27_35061530802.pdf
http://www2.petrobras.com.br/tecnologia2/port/boletim_tecnico/v42_n1-4_jan-dez-
1999/pdf/7Apostil_Vibracao.PDF
http://www.tecem.com.br/site/downloads/artigos/baroni.pdf
http://www.qualidadeaeronautica.com.br/princ.LP.htm
http://www.cetre.com.br/portal/pdfs/apostila_lp.pdf
http://pt.wikipedia.org/wiki/Manuten%C3%A7%C3%A3o_preditiva;
http://www.tecnolass.com.br/Vibra.php