Embed Size (px)
Citation preview

7/24/2019 Análise Qualitativa Das Tensões Residuais Longitudinais
http://slidepdf.com/reader/full/analise-qualitativa-das-tensoes-residuais-longitudinais 1/8
8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA
Cusco, 23 a 25 de Outubro de 2007
ANÁLISE QUALITATIVA DAS TENSÕES RESIDUAIS LONGITUDINAIS EMBARRAS TREFILADAS DE AÇO SAE 1045 ATRAVÉS DO MÉTODO SLLITING
M. Metz*, C. Santos *, A. Rocha °
* Gerdau Aços Especiais Piratini, Charqueadas - Rio Grande do Sul – Brasil° Universidade Federal do Rio Grande do Sul, Porto Alegre - Rio Grande do Sul - Brasil
* e-mail: [email protected]
RESUMO
Tensões residuais em barras de aço podem ser responsáveis por perdas de produtividade, devido ao aparecimentode distorções e/ou trincas, além de poderem estar associadas a uma diminuição da vida em fadiga noscomponentes fabricados a partir deste material. Portanto, o conhecimento do estado destas tensões na matéria- prima usada para os componentes automotivos é de suma importância para a garantia de qualidade e estabilidadedos processos produtivos. Neste trabalho, estudou-se a influência de parâmetros de trefilação combinada nadistorção das barras após o alívio de tensões residuais pelo método "slitting" . Os resultados indicam os parâmetros de maior relevância que podem ser avaliados em detalhe por métodos qualitativos.
Palavras-chave: Tensões Residuais, Trefilação Combinada, Distorção, deflection methods
1213
7/24/2019 Análise Qualitativa Das Tensões Residuais Longitudinais
http://slidepdf.com/reader/full/analise-qualitativa-das-tensoes-residuais-longitudinais 2/8
INTRODUÇÃO
A partir do desenvolvimento de programas de qualidade e produtividade baseados nos conceitos deestabilidade dos processos produtivos, surge a necessidade de conhecimento e controle de efeitos não esperadosnos mesmos. Da mesma forma, a necessidade de flexibilidade e respostas rápidas aliadas à diminuição gradativa
de estoques em processo não suportam reprocessos e instabilidade dentro das linhas produtivas. Os diferentes processos, aos quais são submetidos os componentes mecânicos durante sua fabricação, são responsáveis pelo
estado final de tensões residuais do componente pronto. Tensões residuais têm sua origem nas transformações defase, formação de novas fases e segregações, bem como nas mudanças de volume e nas deformações plásticasnão homogêneas que ocorrem como resultado de um determinado processo de fabricação (mecânico, térmico outermo-mecânico). Quando a peça passa de um processo ao outro ao longo de uma rota de fabricação, as tensõessão re-arranjadas e um novo estado de tensões é gerado. As tensões residuais, decorrentes dos diversos processostérmicos, químicos ou de conformação podem causar anomalias ou efeitos benéficos ao longo desta rota, podendo resultar em um estado benéfico ou não ao final da mesma. Controlar e atuar sobre estas tensões a fim dealcançar-se um estado de tensões benéfico, ao mesmo tempo em que se preserva a produtividade e as
propriedades do material tornou-se o grande desafio da atualidade [1].Tensões residuais trativas junto à superfície são particularmente perigosas, e em alguns casos, a causa imediatade falhas por fratura frágil, fadiga precoce e corrosão sob tensão. Por outro lado, tensões residuais compressivasna superfície são comumente utilizadas para aumentar a vida de componentes em fadiga. Estes efeitosinfluenciam diretamente no desempenho de produtos.
Existem também efeitos, muitas vezes erroneamente não quantificados. Ao longo dos processos produtivosdistorções podem ocorrer após operações intermediárias, ao longo do tempo de estocagem ou mesmo durante a
utilização do produto.Portanto, é de suma importância o conhecimento destes efeitos nos projetos de processo e produto. Os
avanços na tecnologia e instrumentação disponível para o estudo das tensões residuais têm permitido a inclusãodestas na modelagem matemática e projeto de componentes.
A variedade de métodos de medição de tensões residuais aumentou fortemente nos últimos anos.Consequentemente a seleção de um método adequado tornou-se uma tarefa complexa, pois diversas
características devem ser consideradas nesta seleção [2].A grande dificuldade é que tensões residuais ou provenientes de cargas externas não podem ser medidas
diretamente. De maneira geral propriedades físicas devem ser medidas para as tensões serem calculadas.Qualquer incerteza na medição ou nos valores das propriedades pode causar importantes erros nos resultados damedição.
Dentro da indústria automotiva, diversos trabalhos foram desenvolvidos no intuito de conhecer os efeitos destastensões em componentes como rolamentos, semi-eixos, partes de suspensão entre outros [3]. Portanto, oconhecimento da magnitude das tensões residuais é fundamental para o projeto de produto e processo defabricação de componentes automotivos.
Este trabalho visa entender a influência dos parâmetros de trefilação combinada nas tensões residuais em
barras de aço SAE 1045 e ao mesmo tempo utilizar um método qualitativo com agilidade e baixo custo deexecução na estimativa do nível de tensões residuais.
O processo de trefilação combinada consiste na produção de barras trefiladas a partir de rolos de açolaminado a quente. Estas bobinas são endireitadas em um processo com múltiplos rolos. As barras são então jateadas, trefiladas e então endireitadas em um processo com dois rolos hiperbólicos. A trefilação combinada permite o acabamento a frio de barras de aço com alta produtividade e excelente condição superficial e écomumente usada na fabricação de barras para hastes de amortecedores.
Uma analogia das tensões residuais geradas no processo de trefilação pode ser feita com o processo de shot
peening (amplamente estudado), neste processo a conformação se dá basicamente na superfície a qual é mantidaem compressão pelo interior, um comportamento altamente favorável a redução da tensão de serviço, no entantocaso a profundidade alcançada pela deformação seja menor que os defeitos presentes na superfície o efeito podeser contrário [4]. No processo de trefilação, o perfil de tensões residuais é basicamente uma resposta à profundidade da conformação exercida. Quando a mesma é superficial (baixa redução), as tensões sãocompressivas na superfície e trativas no interior, no entanto este perfil pode ser invertido dependendo do nível deredução necessário. Durante o endireitamento com dois rolos as tensões tendem a ser aliviadas gerando
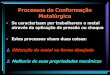
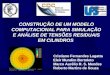
novamente tensões compressivas na superfície [5].As Figuras 1a e 1b apresentam o fluxo do processo e as variáveis envolvidas no mesmo, além das variáveis
avaliadas no trabalho como revenimento no material de partida, ângulo de trefilação e ângulo de endireitamento.
7/24/2019 Análise Qualitativa Das Tensões Residuais Longitudinais
http://slidepdf.com/reader/full/analise-qualitativa-das-tensoes-residuais-longitudinais 3/8
Fig. 1a: Fluxo e variáveis do processo de trefilação combinada
Fig. 1b: Fluxo e variáveis do processo de trefilação combinada
MÉTODO EXPERIMENTAL
Existem diversos métodos e tecnologias disponíveis para a medição de tensões residuais, podem ser citados
dois que são amplamente utilizados de forma prática em qualquer tipo de componente como pontes e peças deaviões, são eles: método do furo e medição por difração de raio-x.
Todos os métodos mecânicos utilizados para a medição de tensões residuais baseiam-se na medição dadeformação devido ao alívio das tensões que são então estimadas a partir da teoria linear da elasticidade.Portanto, a diferença entre os métodos mecânicos está ligada não apenas a forma de aliviar as tensões mastambém ao monitoramento e tratamento de dados obtidos do corpo de prova.
Os métodos existentes podem realizar medições de deformação com extensômetros em diferentes pontos da peça e realizar a remoção repetitiva de camadas por usinagem (layer removal method ), no entanto estes métodos
consomem tempo e podem gerar erros devido à tensão gerada pelo processo de remoção. Por outro lado ométodo do furo possui um baixo alcance em profundidade. Foram também desenvolvidos métodos de remoção
em diversas seções em que cada etapa de remoção é gravada e utilizada em análises tridimensionais porelemento finitos (FEA) para o cálculo das tensões residuais [6].
7/24/2019 Análise Qualitativa Das Tensões Residuais Longitudinais
http://slidepdf.com/reader/full/analise-qualitativa-das-tensoes-residuais-longitudinais 4/8
Desde o início do ultimo século, um esforço considerável têm sido feito para melhorar os métodos demedição em vigas e cilindros, as formas mais comumente encontradas na indústria. Considerando geometriassimples e medição de estados de tensão biaxiais não existe a necessidade de utilização de métodos custosos, principalmente na verificação das condições das peças em produção. Para conhecer a influência de parâmetros
utilizados nos processos de fabricação da matéria-prima na distorção de componentes automotivos, podem-seutilizar métodos destrutivos de alívio de tensões e correlacionar a distorção após o alívio como uma variável
resposta. Caso não ocorram deformações pode-se assumir que a causa das distorções está no processamentofinal do componente e não na matéria-prima.
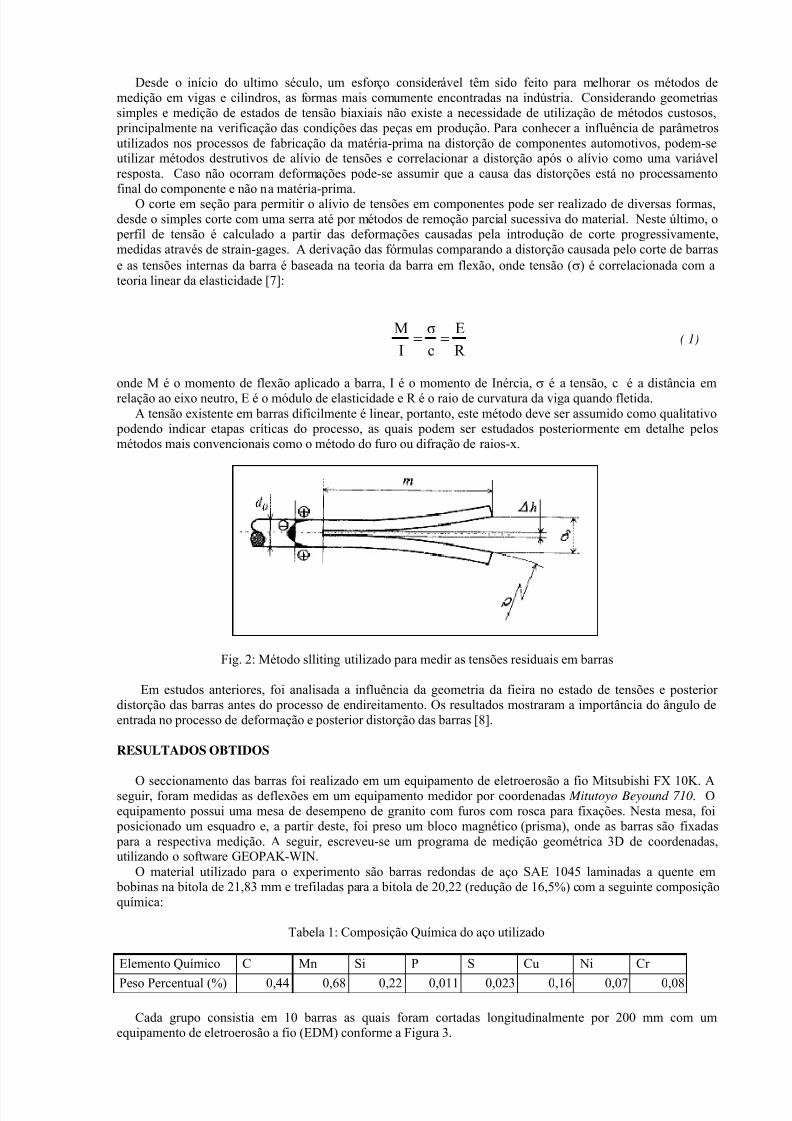
O corte em seção para permitir o alívio de tensões em componentes pode ser realizado de diversas formas,desde o simples corte com uma serra até por métodos de remoção parcial sucessiva do material. Neste último, o perfil de tensão é calculado a partir das deformações causadas pela introdução de corte progressivamente,medidas através de strain-gages. A derivação das fórmulas comparando a distorção causada pelo corte de barras
e as tensões internas da barra é baseada na teoria da barra em flexão, onde tensão (σ) é correlacionada com ateoria linear da elasticidade [7]:
R
E
c
σ
I
M== ( 1)
onde M é o momento de flexão aplicado a barra, I é o momento de Inércia, σ é a tensão, c é a distância emrelação ao eixo neutro, E é o módulo de elasticidade e R é o raio de curvatura da viga quando fletida.
A tensão existente em barras dificilmente é linear, portanto, este método deve ser assumido como qualitativo podendo indicar etapas críticas do processo, as quais podem ser estudados posteriormente em detalhe pelosmétodos mais convencionais como o método do furo ou difração de raios-x.
Fig. 2: Método slliting utilizado para medir as tensões residuais em barras
Em estudos anteriores, foi analisada a influência da geometria da fieira no estado de tensões e posteriordistorção das barras antes do processo de endireitamento. Os resultados mostraram a importância do ângulo deentrada no processo de deformação e posterior distorção das barras [8].
RESULTADOS OBTIDOS
O seccionamento das barras foi realizado em um equipamento de eletroerosão a fio Mitsubishi FX 10K. Aseguir, foram medidas as deflexões em um equipamento medidor por coordenadas Mitutoyo Beyound 710. Oequipamento possui uma mesa de desempeno de granito com furos com rosca para fixações. Nesta mesa, foi posicionado um esquadro e, a partir deste, foi preso um bloco magnético (prisma), onde as barras são fixadas
para a respectiva medição. A seguir, escreveu-se um programa de medição geométrica 3D de coordenadas,utilizando o software GEOPAK-WIN.
O material utilizado para o experimento são barras redondas de aço SAE 1045 laminadas a quente em bobinas na bitola de 21,83 mm e trefiladas para a bitola de 20,22 (redução de 16,5%) com a seguinte composiçãoquímica:
Tabela 1: Composição Química do aço utilizado
Elemento Químico C Mn Si P S Cu Ni Cr
Peso Percentual (%) 0,44 0,68 0,22 0,011 0,023 0,16 0,07 0,08
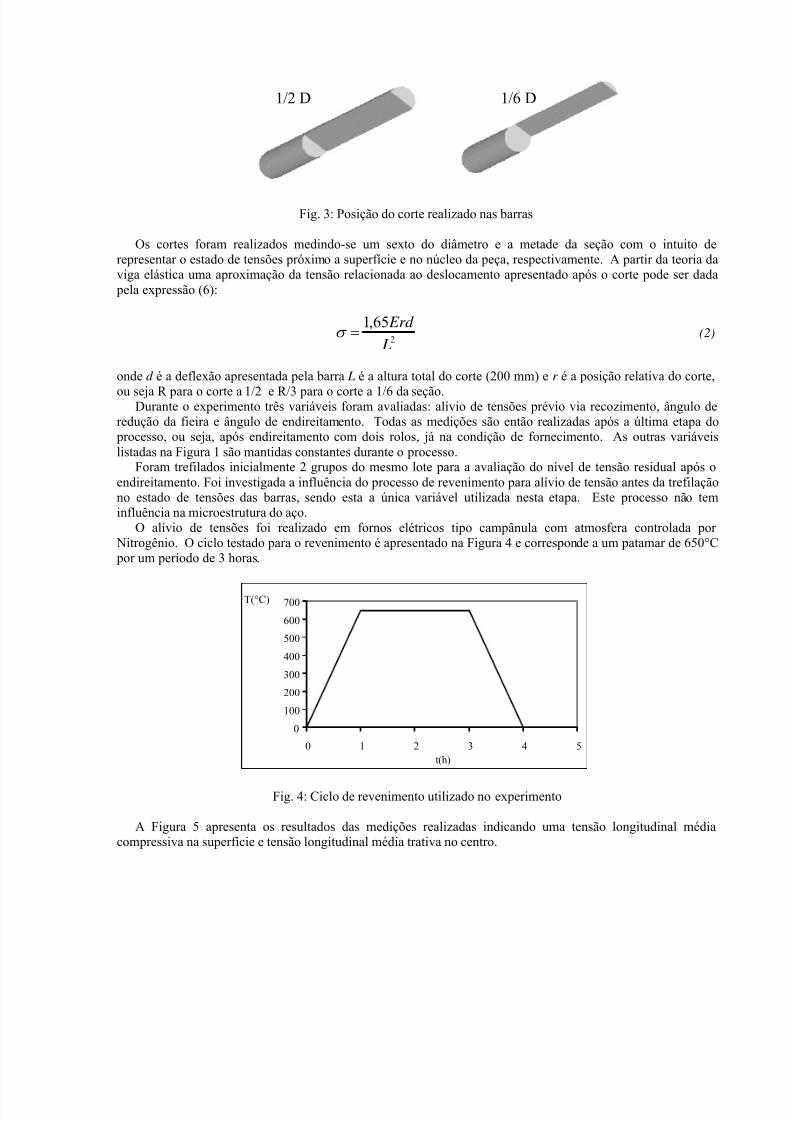
Cada grupo consistia em 10 barras as quais foram cortadas longitudinalmente por 200 mm com um
equipamento de eletroerosão a fio (EDM) conforme a Figura 3.
7/24/2019 Análise Qualitativa Das Tensões Residuais Longitudinais
http://slidepdf.com/reader/full/analise-qualitativa-das-tensoes-residuais-longitudinais 5/8
Fig. 3: Posição do corte realizado nas barras
Os cortes foram realizados medindo-se um sexto do diâmetro e a metade da seção com o intuito derepresentar o estado de tensões próximo a superfície e no núcleo da peça, respectivamente. A partir da teoria daviga elástica uma aproximação da tensão relacionada ao deslocamento apresentado após o corte pode ser dada
pela expressão (6):
2
65,1
L
Erd =σ (2)
onde d é a deflexão apresentada pela barra L é a altura total do corte (200 mm) e r é a posição relativa do corte,
ou seja R para o corte a 1/2 e R/3 para o corte a 1/6 da seção.Durante o experimento três variáveis foram avaliadas: alívio de tensões prévio via recozimento, ângulo de
redução da fieira e ângulo de endireitamento. Todas as medições são então realizadas após a última etapa do processo, ou seja, após endireitamento com dois rolos, já na condição de fornecimento. As outras variáveis
listadas na Figura 1 são mantidas constantes durante o processo.Foram trefilados inicialmente 2 grupos do mesmo lote para a avaliação do nível de tensão residual após o
endireitamento. Foi investigada a influência do processo de revenimento para alívio de tensão antes da trefilaçãono estado de tensões das barras, sendo esta a única variável utilizada nesta etapa. Este processo não teminfluência na microestrutura do aço.
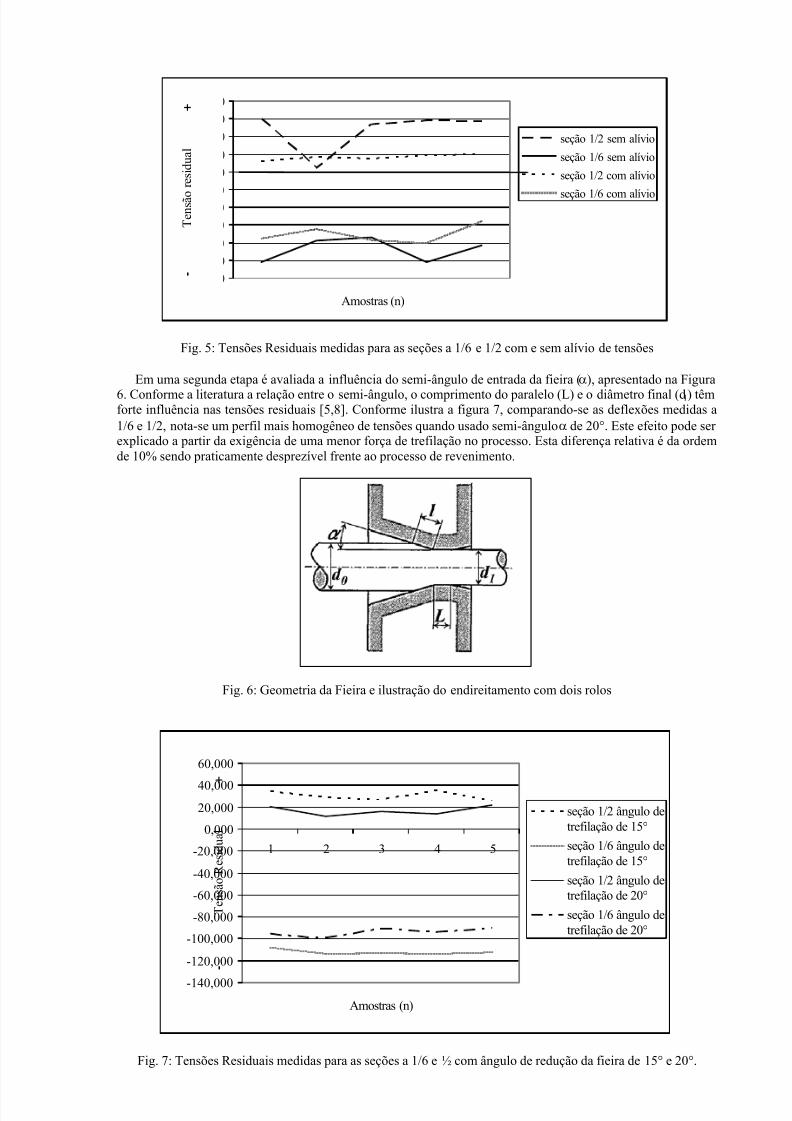
O alívio de tensões foi realizado em fornos elétricos tipo campânula com atmosfera controlada por Nitrogênio. O ciclo testado para o revenimento é apresentado na Figura 4 e corresponde a um patamar de 650°C por um período de 3 horas.
T(°C)
0
100
200
300
400
500
600
700
0 1 2 3 4 5
t(h)
Fig. 4: Ciclo de revenimento utilizado no experimento
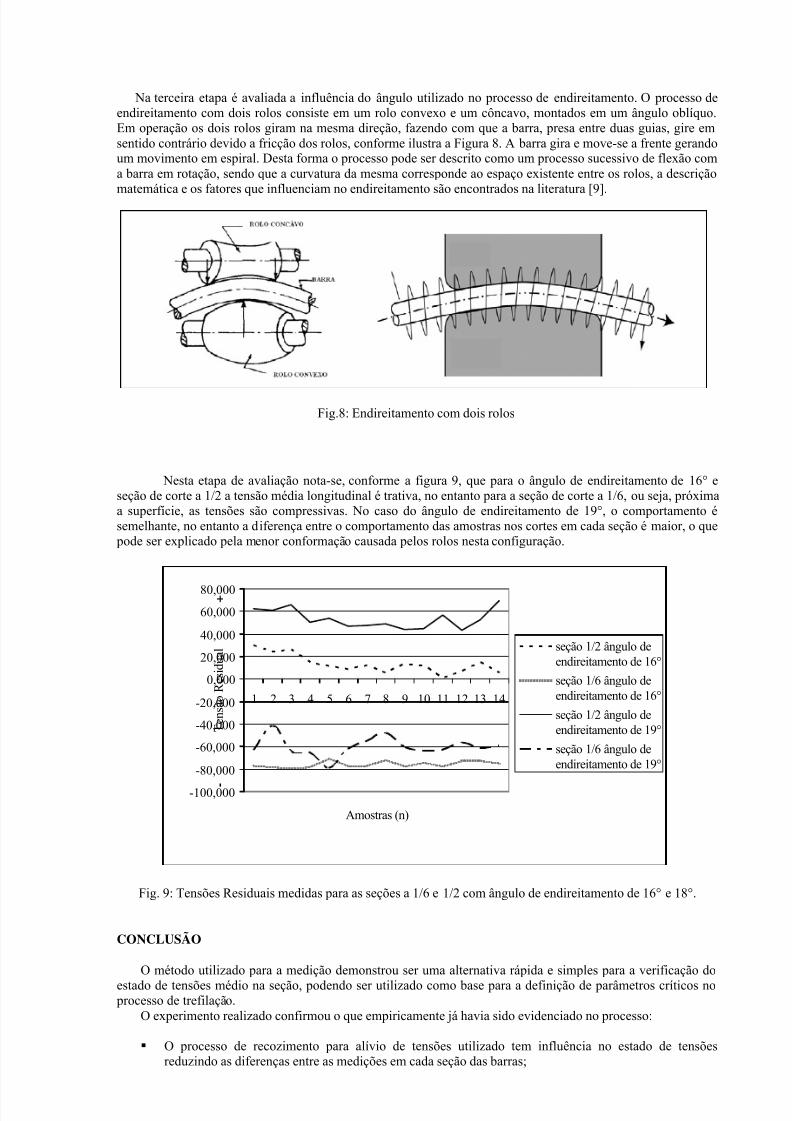
A Figura 5 apresenta os resultados das medições realizadas indicando uma tensão longitudinal médiacompressiva na superfície e tensão longitudinal média trativa no centro.
1/2 D 1/6 D
7/24/2019 Análise Qualitativa Das Tensões Residuais Longitudinais
http://slidepdf.com/reader/full/analise-qualitativa-das-tensoes-residuais-longitudinais 6/8
-120
-100
-80
-60
-40-20
0
20
40
60
80
Amostras (n)
-
T e n s ã o
r e s i d u a l
+
seção 1/2 sem alívio
seção 1/6 sem alívio
seção 1/2 com alívio
seção 1/6 com alívio
Fig. 5: Tensões Residuais medidas para as seções a 1/6 e 1/2 com e sem alívio de tensões
Em uma segunda etapa é avaliada a influência do semi-ângulo de entrada da fieira (α), apresentado na Figura
6. Conforme a literatura a relação entre o semi-ângulo, o comprimento do paralelo (L) e o diâmetro final (d1) têmforte influência nas tensões residuais [5,8]. Conforme ilustra a figura 7, comparando-se as deflexões medidas a
1/6 e 1/2, nota-se um perfil mais homogêneo de tensões quando usado semi-ângulo α de 20°. Este efeito pode serexplicado a partir da exigência de uma menor força de trefilação no processo. Esta diferença relativa é da ordem
de 10% sendo praticamente desprezível frente ao processo de revenimento.
Fig. 6: Geometria da Fieira e ilustração do endireitamento com dois rolos
-140,000
-120,000
-100,000
-80,000
-60,000
-40,000
-20,000
0,000
20,000
40,000
60,000
1 2 3 4 5
Amostras (n)
-
T e n s ã o R e s i d u a l
+
seção 1/2 ângulo de
trefilação de 15°
seção 1/6 ângulo de
trefilação de 15°
seção 1/2 ângulo de
trefilação de 20°
seção 1/6 ângulo de
trefilação de 20°
Fig. 7: Tensões Residuais medidas para as seções a 1/6 e ½ com ângulo de redução da fieira de 15° e 20°.
7/24/2019 Análise Qualitativa Das Tensões Residuais Longitudinais
http://slidepdf.com/reader/full/analise-qualitativa-das-tensoes-residuais-longitudinais 7/8
Na terceira etapa é avaliada a influência do ângulo utilizado no processo de endireitamento. O processo de
endireitamento com dois rolos consiste em um rolo convexo e um côncavo, montados em um ângulo oblíquo.Em operação os dois rolos giram na mesma direção, fazendo com que a barra, presa entre duas guias, gire em
sentido contrário devido a fricção dos rolos, conforme ilustra a Figura 8. A barra gira e move-se a frente gerandoum movimento em espiral. Desta forma o processo pode ser descrito como um processo sucessivo de flexão com
a barra em rotação, sendo que a curvatura da mesma corresponde ao espaço existente entre os rolos, a descriçãomatemática e os fatores que influenciam no endireitamento são encontrados na literatura [9].
Fig.8: Endireitamento com dois rolos
Nesta etapa de avaliação nota-se, conforme a figura 9, que para o ângulo de endireitamento de 16° eseção de corte a 1/2 a tensão média longitudinal é trativa, no entanto para a seção de corte a 1/6, ou seja, próximaa superfície, as tensões são compressivas. No caso do ângulo de endireitamento de 19°, o comportamento ésemelhante, no entanto a diferença entre o comportamento das amostras nos cortes em cada seção é maior, o que pode ser explicado pela menor conformação causada pelos rolos nesta configuração.
-100,000
-80,000
-60,000
-40,000
-20,000
0,000
20,000
40,000
60,000
80,000
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Amostras (n)
-
T e n s ã o R e s i d u a l
+
seção 1/2 ângulo de
endireitamento de 16°
seção 1/6 ângulo de
endireitamento de 16°
seção 1/2 ângulo de
endireitamento de 19°
seção 1/6 ângulo de
endireitamento de 19°
Fig. 9: Tensões Residuais medidas para as seções a 1/6 e 1/2 com ângulo de endireitamento de 16° e 18°.
CONCLUSÃO
O método utilizado para a medição demonstrou ser uma alternativa rápida e simples para a verificação doestado de tensões médio na seção, podendo ser utilizado como base para a definição de parâmetros críticos no processo de trefilação.
O experimento realizado confirmou o que empiricamente já havia sido evidenciado no processo:
O processo de recozimento para alívio de tensões utilizado tem influência no estado de tensões
reduzindo as diferenças entre as medições em cada seção das barras;
7/24/2019 Análise Qualitativa Das Tensões Residuais Longitudinais
http://slidepdf.com/reader/full/analise-qualitativa-das-tensoes-residuais-longitudinais 8/8
A modificação do ângulo de trefilação tem baixa influência no estado de tensões em função do processo
de endireitamento posterior; O ângulo de endireitamento utilizado tem influência mais forte que o próprio alívio, gerando tensões
compressivas próximo ao núcleo da barra na medida em que é reduzido;
Futuros estudos devem ser realizados detalhando melhor o perfil de tensões por métodos quantitativos,
como difração de raio-x ou método do furo.
REFERÊNCIAS
1. H. -W. Zoch, From Single Production Step to Entire Process Chain – the Global Approach of DistortionEngineering, Engineering Distortion Project, Stiftung Institut für Werkstofftechnik (IWT);2. F. A. Kandil, J D Lord, A T Fry, P V Grant, A Review of Residual Stress Measurement Methods, NPLReport;3. G. Maeder, M Barral, Evaluation of Residual Stress: the Expectations of Car Manufacturers, InternacionalCongress of Residual Stress 5;
4. SAE Report HS-784, Residual Stress Measurement by X-Ray Diffraction, pg. 4-6, 2003;5. A. Nakagiri, T. Yamano, M. Konaka, Behavior of residual stress and drawing stress in conical-type die andcircle-type die drawing by FEM simulation and experiment, Wire Journal International, 2001;6. Y. Ueda, K. Fukuda, and Y. C. Kim, New measuring method of axisymmetric three-dimensional residual
stresses using inherent strains as parameters. Journal of Engineering Materials and Technology, 108:328–3347. H.W. Walton, Deflection Methods Chapter, Handbook of Measurement of Residual Stress, G. E. Totten, pg. 89-98;
8. M. Asakawa, W. Sazaki, s. Shishido, Effect of die approach geometry and bearing length on residual stressafter bar drawing, Wire Journal International, 2000;
9. B.J. Wua, L.C. Chanb, T.C. Leeb, L.W. Aoa, A study on the precision modeling of the bars reduced in twocross-roll straightening, Journal of Material Processing Technology, 2002.
UNIDADES E NOMENCLATURA
M momento de flexão (Nm)
I momento de inércia (m)
σ Tensão (MPa)c distância em relação ao eixo neutro (mm)
E módulo de elasticidade (GPa) R Raio de curvatura (mm)d deflexão (mm)r posição relativa do corte (mm) R raio da barra (mm)n amostras (adimensional)