Embed Size (px)
DESCRIPTION
APOSTILA PARAMETRIZADA HEIDENHAIN, DIADURAUTOR ALAN DAVID DURVALINO NICOLIA
Citation preview

1
ELABORAÇÃO: ALAN DAVID DURVALINO NICOLIA
E-MAIL:[email protected]
www.fresadorcnc.com.br
www.cadcamelite.com.br

2
PRINCIPIO E RESUMO DAS FUNÇÕES
COM OS PARAMETROS Q VOCE PODE DEFINIR NUM PROGRAMA DE MAQUINAÇÃO UM
GRUPO COMPLETO DE PEÇAS.
OS PARÂMETROS Q UTILIZAM-SE POR EXEMPLO PARA
■ VALORES DE COORDENADAS
■ AVANÇOS
■ ROTAÇÕES
■ DADOS DO CICLO
ALÉM DISSO, COM OS PARÂMETROS Q PODE-SE PROGRAMAR CONTORNOS
DETERMINADOS ATRAVÉS DE FUNÇÕES MATEMÁTICAS, OU EXECUTAR OS PASSOS DA
MAQUINAÇÃO QUE DEPENDEM DE CONDIÇÕES LÓGICAS.
TIPOS DE FUNÇÕES- PARÂMETROS Q EM VEZ DE VALORES
NUMÉRICOS
FUNÇÕES:
FN0: ATRIBUIÇÃO
EXEMPLO FN0:Q1=10
FN1:ADIÇÃO
EXEMPLO FN1:Q1=Q2+5
FN2: SUBTRAÇÃO
EXEMPLO FN2:Q1=20-+5
FN3: MULTIPLICAÇÃO
EXEMPLO FN3:Q5=Q5*+Q1
FN4: DIVISÃO
EXEMPLO FN4:Q1=+Q1/+Q3
FN5:RAIZ
EXEMPLO FN5:Q4=SQRT 2
À DIREITA DO SINAL “ = “, PODE-SE INTRODUZIR:
■ DOIS NÚMEROS
■ DOIS PARAMETROS Q
■ UM NÚMERO E UM PARAMETRO Q
OS PARÂMETROS Q E OS VALORES NUMÉRICOS NAS COMPARAÇÕES PODEM SER COM
SINAL OU SEM SINAL

3
FUNÇÕES ANGULARES (TRIGONOMETRIA)
FUNÇÕES:
FN6: SENO
EXEMPLO FN6:Q10=SIN Q3
FN7: CO-SENO
EXEMPLO FN7:Q11=COS Q3
FN8: RAIZ DE UMA SOMA DOS QUADRADOS
EXEMPLO FN8:Q12= +6 LEN +3
FN13: ÂNGULO
EXEMPLO FN13:Q15=+5 ANG –Q2
FUNÇÕES SE/ ENTÃO COM PARÂMETROS Q
AO DETERMINAR A FUNÇÃO SE/ ENTÃO, O TNC COMPARA UM PARÂMETRO Q COM UM
OUTRO PARÂMETRO Q OU COM UM VALOR NUMÉRICO.
QUANDO SE CUMPRE A CONDIÇÃO, O TNC CONTINUA COM O PROGRAMA DE
MAQUINAÇÃO NO LABEL PROGRAMADO ATRÁS DA CONDIÇÃO.
SE A CONDIÇÃO NÃO FOR CUMPRIDA, O TNC EXECUTA A FRASE SEGUINTE.
SALTOS INCONDICIONAIS
SALTOS INCONDICIONAIS SÃO SALTOS CUJA CONDIÇÃO É SEMPRE CUMPRIDA.
FUNÇÕES:
FN9: SE É IGUAL, SALTO
EXEMPLO FN9:IF +Q1 EQU +Q3 GOTO LBL 1
SE SÃO IGUAIS Q1 E Q3 SALTO PARA O LABEL DETERMINADO
FN10: SE É DIFERENTE, SALTO
EXEMPLO FN10:IF +Q1 NE +Q3 GOTO LBL 1
SE SÃO DIFERENTE Q1 E Q3 SALTO PARA O LABEL DETERMINADO
FN11: SE É MAIOR, SALTO
EXEMPLO FN11: IF +Q1 GT +Q3 GOTO LBL 1
SE O PRIMEIRO VALOR OU PARÂMETRO É MAIOR DO QUE O SEGUNDO VALOR OU
PARÂMETRO, SALTO SALTO PARA O LABEL DETERMINADO
FN12: SE É MENOR, SALTO
EXEMPLO FN12:IF +Q1 LT +Q3 GOTO LBL 1
SE O PRIMEIRO VALOR OU PARÂMETRO É MENOR DO QUE O SEGUNDO VALOR OU
PARÂMETRO, SALTO PARA O LABEL DETERMINADO

4
ABREVIATURAS:
IF/ SE
EQU/ IGUAL
NE/ NÃO IGUAL
GT/ MAIOR DO QUE
LT/ MENOR DO QUE
GOTO/ IR PARA
FUNÇÃO DE RELAÇÃO
ADIÇÃO
EXEMPLO: Q10=Q1+Q2
SUBTRAÇÃO
EXEMPLO: Q5=Q2-Q15
MULTIPLICAÇÃO
EXEMPLO: Q6=Q1*Q12
DIVISÃO
EXEMPLO: Q18=Q19/Q20
ABRIR PARÊNTESES
EXEMPLO: Q1=Q2*(Q5+Q4)
VALOR AO QUADRADO
EXEMPLO: Q25=SQ 2
SENO DE UM ÂNGULO
EXEMPLO: Q21= SIN 30
COSENO
EXEMPLO: Q10= COS 30
TANGENTE DE UM ÂNGULO
EXEMPLO: Q25= TAN 30

5
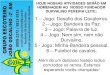
ÍNICIO Á PROGRAMAÇÃO
QUADRADO PARAMETRIZADO (SEM PARAR) NESTE EXEMPLO TEMOS UM QUADRADO DE 130MM POR 30 DE ALTURA COM RAIOS
LATERAIS DE 10MM.
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X-70 Y-70 Z-30
2 BLK FORM 0.2 X+70 Y+70 Z+0
3 TOOL DEF 1 L+0 R+8
4 TOOL CALL 1 Z S 1800
5 L Z+10 R0 F MAX M03
6 L X+90 Y-80 R0 F MAX M
7 FN 0: Q1 = +0 (Z INICIAL)
8 FN 0: Q2 = +1 (INCREMENTO EM Z)
9 FN 0: Q3 = -30 (Z FINAL)
10 FN 0: Q4 = +10 (RAIO NO VERTICE)
11 L Z+Q1 R0 F MAX M (Z0.0)
12 L Y-65 RL F1800 M90 (COMPENSAÇÃO DA FERRAMENTA FORA DA LBL)
13 LBL 1
14 FN 2: Q1 = +Q1 - +Q2 (SUBTRAÇÃO DO Z INICIAL COM INCREMTO EM Z)
15 L X-65 Z+Q1 RL F1800 M90( PRIMEIRA CORDENADA Z TERA VALOR Z-1)
16 RND RQ4 F1500 (RAIO DE 10MM)
17 L Y+65 RL F1800 M90
18 RND RQ4 F1500
19 L X+65 RL F1800 M90
20 RND RQ4 F1500
21 L Y-65 RL F1800 M90
22 RND RQ4 F1500
23 LBL 0
24 FN 11: IF +Q1 GT +Q3 GOTO LBL 1 (SE Q3 FOR MAIOR QUE Q5 VA PARA
LBL1)
25 L X-100 RL F1500 M90 (NESSA COORDENADA A FERRAMENTA SAI DO
CONTORNO)
26 L Z+10 R0 F MAX M30 (NESSA COORDENADA A FERRAMENTA É DESCOMPENSADA)
27 END PGM 1 MM
ESTE É UM EXEMPLO DE COMO SE FAZER CONTORNO EXTERNO SEM TER QUE
COMPENSAR E DESCOMPENSAR A FERRAMENTA E DEIXAR MARCA NA PEÇA SEM FALAR
EM GANHAR TEMPO NA USINAGEM.
COLOCAMOS A CORDENADA INICIAL FORA DA PEÇA, SEGUINDO PELO Z0 (Z+Q1 QUE
NA PRIMEIRA CHAMADA AINDA TEM O VALOR DE ZERO, POIS SÓ SERÁ SUBTRAIDO
DENTRO DO LBL 1), EM SEGUIDA COMPENSAMOS A FERRAMENTA TAMBÉM FORA DO
LBL 1 (Y-65), APARTIR DAÍ É EXECUTADA TODA USINAGEM ATÉ O Z FINAL Z-30

6
(Q3) COM A FERRAMENTA COMPENSADA. A FERRAMENTA SÓ É DESCOMPENSADA FORA
DO LABEL APÓS TER ATINGIDO A PROFUNDIDADE DESEJADA COM UMA COORDENADA
FORA DA PEÇA E COM A FERRAMENTA COMPENSADA (X-100 RL) A FERRAMENTA SÓ
SERÁ DESCOMPENSADA NA ULTIMA COORDENADA(Z 10 RO).
PARAMETRIZANDO CHANFRO EM FURO NESTE EXEMPLO TEMOS 3 FUROS COM DIÂMETRO DE 20MM POR 50MM DE
PROFUNDIDADE, IREMOS FAZER UM CHANFRO DE 5MM POR 45º COM DESLOCAMENTO
DE PONTO ZERO.
0 BEGIN PGM 2 MM
1 BLK FORM 0.1 Z X-200 Y-200 Z-30
2 BLK FORM 0.2 X+200 Y+200 Z+2
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S 2000
5 L Z+10 R0 F MAX M03
6 LBL 1
7 FN 0: Q1 = +15 (RAIO CHANFRO)
8 FN 0: Q2 = +0 (ATRIBUIÇÃO DE Z)
9 L X+0 Y+0 R0 F MAX M
10 L Z+0 R0 F MAX M
11 LBL 2
12 FN 2: Q1 = +Q1 - +0.25 (SUBTRAÇÃO DO RAIO)
13 FN 1: Q2 = +Q2 + +0.25 (ADIÇÃO DO INCREMENTO EM Z)
14 L Z-Q2 R0 F MAX M
15 L Y-Q1 RL F1800 M90
16 CC X+0 Y+0
17 C Y-Q1 DR+ RL F1800 M90
18 L Y+0 R0 F MAX M
19 FN 12: IF +Q2 LT +5 GOTO LBL 2 (SE Q2 FOR MENOR QUE 5 VA PARA LBL
2)
20 L Z+10 R0 F MAX M
21 LBL 0 (FECHAMENTO DO LABEL 1)
22 CYCL DEF 7.0 PONTO ZERO (DELSLOCAMENTO PONTO ZERO)
23 CYCL DEF 7.1 X+50
24 CYCL DEF 7.2 Y+0
25 CALL LBL 1 REP (CHAMADA DO LABEL 1 SEM COLOCAR REPETIÇÃO)
26 CYCL DEF 7.0 PONTO ZERO (DELSLOCAMENTO PONTO ZERO)
27 CYCL DEF 7.1 X-50
28 CYCL DEF 7.2 Y+0
29 CALL LBL 1 REP (CHAMADA DO LABEL 1 SEM COLOCAR REPETIÇÃO)
30 L Z+10 R0 F MAX M
31 CYCL DEF 7.0 PONTO ZERO (CANCELAMENTO DO PONTO ZERO)
32 CYCL DEF 7.1 X+0
33 CYCL DEF 7.2 Y+0
34 L Z+10 R0 F MAX M30
35 END PGM 2 MM

7
VIMOS QUE É ATRIBUIDO UM VALOR PARA O RAIO (Q1=15MM) E PARA O
INCREMENTO EM Z (Q2) FORA DO LABEL, DENTRO DO LABEL 2 ESSE VALOR É
SUBTRAÍDO POR 0.25 E O VALOR DE Z É ADICIONADO 0.25, NO FINAL É
COLOCADO UM DESVIO SE Q2(INCREMENTO EM Z) FOR MENOR QUE 5 VA PARA O
LABEL 2, ENQUANTO Q2 NÃO CHEGAR AO VALOR DE Z-5 VAI REPETIR O LABEL2,
AUTOMATICAMENTE O VALOR DE Q1 VAI SER SUBTRAÍDO 5MM CHEGANDO AO RAIO
DE 10MM, QUE É A METADE DO FURO QUE ESTAVA PRONTO.
NOTE QUE O LABEL 2 ESTÁ DENTRO DO LABEL 1, PARA FAZER VARIOS CHANFROS
COM DESLOCAMENTO DE PONTO ZERO É NECESSÁRIO CHAMAR O LABEL 1 PORQUE
DENTRO DO LABEL 1 ESTÁ A ATRIBUIÇÃO DO RAIO DO CHANFRO (15MM)E DO Z
INICIAL(Z0),(CUIDADO PARA NÃO CHAMAR O LABEL ERRADO, PORQUE NO FINAL
DO PRIMEIRO FURO Q2 TEM O VALOR DE 5 E Q1 TEM O VALOR DE 10.
CHAVETA PARAMETRIZADA (SEM PARAR) 0 BEGIN PGM 3 MM
1 BLK FORM 0.1 Z X-120 Y-30 Z-20
2 BLK FORM 0.2 X+120 Y+30 Z+0
3 TOOL DEF 1 L+0 R+12.5
4 TOOL CALL 1 Z S 1800
5 L Z+40 R0 F MAX M03
6 L X+0 Y+0 R0 F MAX M
7 FN 0: Q1 = +0 (Z INICIAL)
8 FN 0: Q2 = +0.5 (Z INCREMENTO EM Z)
9 FN 0: Q3 = -10 (Z FINAL)
10 FN 0: Q4 = +1800 (AVANÇO PARA RETAS NO DESBASTE)
11 FN 0: Q5 = +1200 (AVANÇO PARA FAZER O RAIO NO DESBASTE)
12 L Z+Q1 R0 F MAX M
13 L Y+25 RL FQ4 M90 (COMPENSAÇÃO DA FERRAMENTA FORA DO LBL)
14 LBL 1
15 FN 2: Q1 = +Q1 - +Q2 (SUBTRAÇÃO DO Z INICIAL COM INCREMTO EM Z)
16 L X-75 Z+Q1 RL FQ4 M90
17 CC X-75 Y+0
18 CP IPA+180 DR+ RL FQ5 M90
19 L X+75 RL FQ4 M90
20 CC X+75 Y+0
21 CP IPA+180 DR+ RL FQ5 M90
22 LBL 0
23 FN 11: IF +Q1 GT +Q3 GOTO LBL 1
24 FN 0: Q2 = +0 (ATRIBUIÇÃO VALOR 0 PARA Q2)
25 FN 0: Q4 = +800 (ATRIBUIÇÃO AVANÇO PARA RETA NO ACABAMENTO DO
FUNDO)
26 FN 0: Q5 = +600 (AVANÇO PARA FAZER O RAIO ACABAMENTO DO FUNDO)
27 CALL LBL 1 REP
28 L X+0 RL FQ4 M90
29 L Y+0 R0 FQ4 M90
30 L Z+40 R0 F MAX M30
31 END PGM 3 MM
ESTA É UMA BOA MANEIRA DE SE FAZER CONTORNO INTERNO SEM TER QUE
COMPENSAR E DESCOMPENSAR A FERRAMENTA E DEIXAR MARCA NA PEÇA SEM FALAR
EM GANHAR TEMPO NA USINAGEM.

8
COLOCAMOS A CORDENADA INICIAL NO CENTRO DA CHAVETA, SEGUINDO PELO Z0
(Z+Q1 QUE NA PRIMEIRA CHAMADA AINDA TEM O VALOR DE ZERO, POIS SÓ SERÁ
SUBTRAIDO DENTRO DO LBL 1), EM SEGUIDA COMPENSAMOS A FERRAMENTA TAMBÉM
FORA DO LBL 1, APARTIR DAÍ É EXECUTADA TODA USINAGEM ATÉ O Z FINAL -10
(Q3) COM A FERRAMENTA COMPENSADA.
A FERRAMENTA SÓ É DESCOMPENSADA FORA DO LBL, MAS É ATRIBUIDO UM VALOR
DE ZERO PARA Q2 PARA SER CHAMADA NOVAMENTE O LBL 1 SEM SUBTRAIR
INCREMENTO EM Z E ACERTAR O FUNDO (DIFERENÇA QUE FICOU NO INCREMENTO
DA PRIMEIRA COORDENADA X-75 Z+Q1) COM AVANÇO REDUZIDO VALORES
ATRIBUIDOS (Q4= 800) E (Q5=600)
FURAÇÃO USANDO ROTAÇÃO DA MÁQUINA 0 BEGIN PGM 4 MM
1 BLK FORM 0.1 Z X-550 Y-340 Z-50
2 BLK FORM 0.2 X+550 Y+325 Z+0.5
3 TOOL DEF 1 L+0 R+8
4 TOOL CALL 1 Z S 1000
5 L Z+50 R0 F MAX M03
6 CYCL DEF 7.0 PONTO ZERO
7 CYCL DEF 7.1 X-190
8 CYCL DEF 7.2 Y-115
9 L X+0 Y+0 R0 F MAX M
10 CYCL DEF 10.0 ROTACAO
11 CYCL DEF 10.1 IROT+45
12 L X+0 Y+52 R0 F MAX M
13 L Z+3 R0 F MAX M
14 CYCL DEF 1.0 FURAR EM PROF.
15 CYCL DEF 1.1 DIST. -3
16 CYCL DEF 1.2 PROF. -10
17 CYCL DEF 1.3 INCR. -10
18 CYCL DEF 1.4 ESPERA0
19 CYCL DEF 1.5 F50
20 CYCL CALL M
21 LBL 2
22 CC X+0 Y+0
23 CP IPA+90 DR+ R F1000 M99
24 LBL 0
25 CALL LBL 2 REP 2 /2
26 L Z+50 R0 F MAX M
27 CYCL DEF 7.0 PONTO ZERO
28 CYCL DEF 7.1 X+0
29 CYCL DEF 7.2 Y+0
30 CYCL DEF 10.0 ROTACAO
31 CYCL DEF 10.1 ROT+0
32 L Z+50 R0 F MAX M30
33 END PGM 4 MM
NESTE EXEMPLO PODEMOS OBSERVAR QUE NÃO É PRECISO USAR A CALCULADORA
PARA FAZER 4 FUROS EQUIDISTANTES, TEMOS O RAIO DO CIRCULO QUE É 52MM E O
ÂNGULO EQUIDISTANTE QUE É DE 90º, PRIMEIRO ROTACIONAMOS O PROGRAMA 45º,
COLOCAMOS A PRIMEIRA COORDENADA X0 Y52, Z INICIAL 3MM E CHAMAMOS O CICLO

9
DE FURAR EM SEGUIDA FOI CRIADA UM LBL (LBL 2) COM O CENTRO DO RAIO X0 Y0, NA
SEQUENCIA USAMOS INCREMENTO POLAR ANGULAR +90º DIREÇÃO ANTI HORARIA DR+
E M99 CHAMA O CICLO DE FURAR, CHAMA-SE O LBL 2 DUAS VEZES PARA FAZER OS 4
FUROS.
ESFERA PARAMETRIZADA 0 BEGIN PGM 5 MM
1 BLK FORM 0.1 Z X-25 Y-25 Z-50
2 BLK FORM 0.2 X+25 Y+25 Z+0
3 TOOL DEF 1 L+0 R+12,5
4 TOOL CALL 1 Z S 2500
5 L Z+10 R0 F MAX M03
6 L X-50 Y+0 R0 F MAX M
7 FN 0: Q1 = +25 (RAIO DA ESFERA)
8 FN 0: Q2 = +0,5 (INCREMENTO ANGULAR)
9 LBL 1
10 FN 6: Q3 = SIN +Q2 (SENO DO ÂNGULO)
11 FN 7: Q4 = COS +Q2 (COSENO DO ÂNGULO)
12 FN 3: Q5 = +Q3 * +Q1 (MULTIPLICAÇÃO DO SENO PELO RAIO DA ESFERA)
13 FN 3: Q6 = +Q4 * +Q1 (MULTIPLICAÇÃO DO COSENO PELO RAIO DA ESFERA)
14 FN 2: Q7 = +Q1 - +Q6 (SUBTRAÇÃO DO RAIO DA ESFERA PELO COSENO)
15 L Z-Q7 R0 F MAX M
16 L X-Q5 RL F1500 M90
17 CC X+0 Y+0
18 C X-Q5 Y+0 DR- RL F M
19 L X-50 R0 F MAX M
20 FN 1: Q2 = +Q2 + +0,5 (SOMA DO ÂNGULO DE 0,5º VAI ATÉ 90º)
21 FN 12: IF +Q2 LT +91 GOTO LBL 1 (SE Q2 FOR MENOR QUE 91 VÁ PARA
LBL1)
22 L Z+10 R0 F MAX M30
23 END PGM 5 MM
NESTE EXEMPLO VIMOS QUE É FEITO CALCULO DE UMA ESFERA COM RAIO DE 25
MM COM INCREMENTO ANGULAR DE 0,5º E VAI ATÉ 90º, SENDO POSSÍVEL
ALTERAR O RAIO DA ESFERA E INCREMENTO ANGULAR

10
CAVIDADE ANGULAR PARAMETRIZADA (USANDO O CICLO DE
CAVIDADE) 0 BEGIN PGM 6 MM
1 BLK FORM 0.1 Z X-100 Y-100 Z-50
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+8
4 TOOL CALL 1 Z S 1120
5 L Z+40 R0 F MAX M03
6 L X+0 Y+0 R0 F MAX M
7 FN 0: Q1 = +100 (COMPRIMENTO EM X)
8 FN 0: Q2 = +100 (COMPRIMENTO EM Y)
9 FN 0: Q3 = +0 (Z INICIAL)
10 FN 0: Q4 = +1 (INCREMENTO EM Z)
11 FN 0: Q5 = -10 (Z FINAL)
12 L Z+5 R0 F MAX M
13 L Z+1 R0 F600 M90
14 LBL 1
15 FN 2: Q1 = +Q1 - +2 (SUBTRAÇÃO DO COMPRIMENTO EM X)
16 FN 2: Q2 = +Q2 - +2 (SUBTRAÇÃO DO COMPRIMENTO EM Y)
17 FN 2: Q3 = +Q3 - +Q4 (SUBTRAÇÃO DO Z INICIAL COM INCREMTO EM Z)
18 CYCL DEF 4.0 FRESAR CAVIDADE
19 CYCL DEF 4.1 DIST. -1
20 CYCL DEF 4.2 PROF. +Q3
21 CYCL DEF 4.3 INCR. +Q3 F200
22 CYCL DEF 4.4 X+Q1
23 CYCL DEF 4.5 Y+Q2
24 CYCL DEF 4.6 F2000 DR+
25 CYCL CALL M
26 LBL 0 (FECHA O PROGRAMA)
27 FN 11: IF +Q3 GT +Q5 GOTO LBL 1 (SE Q3 FOR MAIOR QUE Q5 VA PARA
LBL1)
28 L Z+40 R0 F MAX M30
29 END PGM 6 MM
NESTE PROGRAMA USAMOS O CICLO DE CAVIDADE DA MÁQUINA PARA FAZER UMA
CAIXA QUADRADA COM ANGULO DE 10 MM POR 45º, UMA MANEIRA RAPIDA E
SIMPLES DE SE FAZER ÂNGULO EM UMA CAIXA SEM TER QUE DESBASTAR O MIOLO
PRA DEPOIS FAZER O ÂNGULO.
É ATRIBUIDO VALOR DE X E Y FORA DO LABEL E DO Z INICIAL E Z FINAL,
DENTRO DO LABEL 1 É FEITA A SUBTRAÇÃO DO COMPRIMENTO EM XY E A
SUBTRAÇÃO DO INCREMENTO EM Z.
NO FINAL É FEITO UM DESVIO SE Q3 FOR MAIOR DO QUE Q5 VA PARA O LABEL
1, Q3 VAI CHEGAR ATÉ O VALOR DE Z-10MM E Q1(X) E Q2(Y) SERÁ SUBTRAÍDO
AUTOMATICAMENTE 2MM TODA VEZ QUE FOR CHAMADO O LABEL 1.

11
SEXTAVADO PARAMETRIZADO 0 BEGIN PGM 7 MM
1 BLK FORM 0.1 Z X-28 Y-28 Z-10
2 BLK FORM 0.2 X+28 Y+28 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S 3200
5 L Z10 R0 F MAX M03
6 L X-30 Y0 R0 F MAX M
7 FN 0: Q1 = +13,856 (RAIO DO SEXTAVADO)
8 FN 0: Q2 = +0 (Z INICIAL)
9 FN 0: Q3 = +0,25 (INCREMENTO EM Z)
10 FN 0: Q4 = -10 (Z FINAL)
11 Z+Q2 R0 F MAX M
12 LBL 1
13 FN 2: Q2 = +Q2 - +Q3 (SUBTRAÇÃO DO Z INICIAL COM O INCREMENTO)
14 L Z+Q2 R0 F MAX M
15 L X-Q1 RL F1800 M90
16 CC X+0 Y+0
17 LBL 2
18 LP PR+Q1 IPA-60 RL F1800 M90 (INCREMENTO ANGULAR)
19 CALL LBL 2 REP 5/5
20 L X-30 Y0 R0 F MAX
21 LBL 0
22 FN 11: IF +Q2 GT +Q4 GOTO LBL 1 (SE Q2 FOR MAIOR QUE Q4 VA PARA LBL
1)
23 L Z+10 R0 F MAX M30
24 END PGM 7 MM
NESTE EXEMPLO VIMOS QUE PODEMOS FAZER UM SEXTAVADO SOMENTE COM O RAIO,
SEM PRECISAR CALCULAR, ONDE (LP= LINHA POLAR), (PR= POLAR RETA=RAIO DO
SEXTAVADO), (IPA= INCREMENTO POLAR ANGULAR).

12
ELIPSE PARAMETRIZADA 0 BEGIN PGM 8 MM
1 BLK FORM 0.1 Z X-38 Y-25 Z-10
2 BLK FORM 0.2 X+38 Y+25 Z+0
3 TOOL DEF 1 L+0 R+8
4 TOOL CALL 1 Z S 3200
5 L Z+10 R0 F MAX M03
6 L X+0 Y+40 R0 F MAX M
7 FN 0: Q1 = +35 (RAIO MAIOR)
8 FN 0: Q2 = +20 (RAIO MENOR)
9 FN 0: Q3 = +1 (ÂNGULO INICIAL, ESSE VALOR SERÁ SOMADO NA LINHA 24)
10 FN 0: Q9 = +0 (Z INICIAL)
11 FN 0: Q10 = +0,25 (INCREMENTO EM Z)
12 FN 0: Q11 = -10 (Z FINAL)
13 LBL 1
14 FN 0: Q3 = +1
15 FN 2: Q9 = +Q9 - +Q10 (SUBTRAÇÃO DO Z INICIAL + INCREMENTO EM Z)
16 L Z+Q9 R0 FMAX M (APARTIR DAQUI Z TEM VALOR DE 0,25)
17 L X+0 Y+Q2 RL F1500 M90
18 LBL 2
19 FN 6: Q4 = SIN +Q3 (SENO DO ANGULO)
20 FN 7: Q5 = COS +Q3 (COSENO DO ANGULO)
21 FN 3: Q6 = +Q4 * +Q1 (MULTIPLICAÇÃO DO SENO PELO RAIO MAIOR)
22 FN 3: Q7 = +Q5 * +Q2 (MULTIPLICAÇÃO DO COSENO PELO RAIO MENOR)
23 L X+Q6 Y+Q7 RL F1500 M90 (APLICAÇÃO DOS 2 EIXOS)
24 FN 1: Q3 = +Q3 + +1 (SOMA DO ÂNGULO DE 1 GRAU, CHEGARÁ ATÉ 360
GRAUS)
25 FN 12: IF +Q3 LT +361 GOTO LBL 2(SE Q3 FOR MENOR QUE 361 VÁ PARA
LBL2)
26 L X+0 Y+40 R0 F MAX M
27 FN 11: IF +Q9 GT +Q11 GOTO LBL 1(SE Q9 FOR MAIOR QUE Q11 VA PARA
LBL1)
28 LBL 0 (FECHA O PROGRAMA)
29 L X+0 Y+40 R0 F MAX M
30 L Z+10 R0 F MAX M30
31 END PGM 8 MM
NESTE PROGRAMA VIMOS QUE A MÁQUINA CALCULA O CONTORNO DE UMA ELIPSE
(SENO E COSENO), INCREMENTANDO EM Z 0,25 EM MODO ABSOLUTO E SOMANDO O
ÂNGULO DE 1 EM 1 GRAU (Q3) ATÉ DAR 360 GRAUS EM TORNO DA ELIPSE, ESSES
VALORES PODEM SER ALTERADOS, PODE-SE AUMENTAR O VALOR DO ÂNGULO E DOS
RAIOS.

13
RAIO NA FACE DE UMA PEÇA CILINDRICA
VAMOS PODER VER A PROGRAMAÇÃO DE UM RAIO NUMA PEÇA CILINDRICA COM 50MM
DE DIÂMETRO E UM RAIO DE 10MM.
0 BEGIN PGM 9 MM
1 BLK FORM 0.1 Z X-25 Y-25 Z-20
2 BLK FORM 0.2 X+25 Y+25 Z+0.2
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S 1400
5 L Z+10 R0 F MAX M03
6 FN 0: Q1 = +10 (RAIO DA FACE)
7 FN 0: Q2 = +1 (ANGULO INICIAL)
8 FN 0: Q3 = +15 (INICIO DO RAIO DE 10MM)
9 L X-50 Y+0 R0 F MAX M
10 LBL 1
11 FN 6: Q4 = SIN +Q2 (SENO DO ÂNGULO)
12 FN 7: Q5 = COS +Q2 (COSENO DO ÂNGULO)
13 FN 3: Q6 = +Q4 * +Q1 (MULTIPLICAÇÃO DO SENO PELO RAIO DE 10MM)
14 FN 3: Q7 = +Q5 * +Q1 (MULTIPLICAÇÃO DO COSENO PELO RAIO DE 10MM)
15 FN 2: Q8 = +Q1 - +Q7 (SUBTRAÇÃO DO RAIO DE 10MM PELO COSENO)
16 FN 1: Q9 = +Q6 + +Q3 (ADIÇÃO DO SENO COM O INICIO DO RAIO DE 10MM)
17 L Z-Q8 R0 F MAX M
18 L X-Q9 RL F1800 M90
19 CC X+0 Y+0
20 C X-Q9 Y+0 DR- RL F1800 M90
21 L X-50 Y+0 R0 F MAX M
22 FN 1: Q2 = +Q2 + +1 (ADIÇÃO DO ÂNGULO, SOMARÁ ATÉ 90 GRAUS)
23 LBL 0 (FECHA O LABEL)
24 FN 12: IF +Q2 LT +91 GOTO LBL 1 (SE Q2 FOR MENOR QUE 91 VA PARA LBL
1)
25 L Z+10 R0 F MAX M30
26 END PGM 9 MM
NESTE CASO O ANGULO É ATRIBUIDO COMO Q2, ELE INICIA COM O VALOR DE 1 FORA
DO LABEL.
DENTRO DO LABEL É FEITA ADIÇÃO EM SEGUIDA É PROGRAMDO UM DESVIO SE
Q2(ÂNGULO) FOR MENOR QUE 91 VA PARA O LABEL 1.
TENHO UMA PEÇA CILINDRICA DE 25MM DE RAIO, COMO ESTÁ SENDO EXECUTADO UM
RAIO DE 10MM O RAIO TERÁ INICIO APARTIR DO RAIO DE 15(Q3), ATÉ CHEGAR Á 25MM.

14
RAIO NA FACE DE UMA PEÇA QUADRADA NESTE EXEMPLO VAMOS VERIFICAR A EXECUÇÃO DE UM RAIO DE 10MM EM UMA PEÇA
QUADRADA DE 100MM
0 BEGIN PGM 10 MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-10
2 BLK FORM 0.2 X+50 Y+50 Z+0.2
3 TOOL DEF 1 L+0 R+8
4 TOOL CALL 1 Z S 1800
5 L Z+10 R0 F MAX M03
6 L X-70 Y+0 R0 F MAX M
7 FN 0: Q1 = +10 (RAIO DA FACE)
8 FN 0: Q2 = +1 (INCREMENTO ANGULAR)
9 FN 0: Q3 = +40 (INICIO DO RAIO DE 10MM)
10 FN 0: Q4 = +8 (RAIO LATERAL)
11 LBL 1
12 FN 6: Q5 = SIN +Q2 (SENO DO ÂNGULO)
13 FN 7: Q6 = COS +Q2 (COSENO DO ÂNGULO)
14 FN 3: Q7 = +Q5 * +Q1 (MULTIPLICAÇÃO DO SENO PELO RAIO DE 10MM)
15 FN 3: Q8 = +Q6 * +Q1 (MULTIPLICAÇÃO DO COSENO PELO RAIO DE 10MM)
16 FN 2: Q9 = +Q1 - +Q8 (SUBTRAÇÃO DO RAIO DE 10MM PELO COSENO)
17 FN 1: Q10 = +Q3 + +Q7 (ADIÇÃO DO SENO COM O INICIO DO RAIO DE 10MM)
18 L Z-Q9 R0 F MAX M
19 L X-Q10 RL F1800 M90
20 L Y+Q10 RL F M90
21 RND RQ4 F
22 L X+Q10 RL F M90
23 RND RQ4 F
24 L Y-Q10 RL F M90
25 RND RQ4 F
26 L X-Q10 R F M90
27 RND RQ4 F
28 L Y+0 R F M90
29 L X-70 R0 F MAX M
30 FN 1: Q2 = +Q2 + +1
31 LBL 0 (FECHA O LABEL)
32 FN 12: IF +Q2 LT +91 GOTO LBL1(SE Q2 FOR MENOR QUE 91 VA PARA LBL1)
33 L Z+10 R0 F MAX M30
34 END PGM 10 MM
NESTE CASO O ANGULO É ATRIBUIDO COMO Q2, ELE INICIA COM O VALOR DE 1 FORA
DO LABEL.
DENTRO DO LABEL É FEITA ADIÇÃO EM SEGUIDA É PROGRAMDO UM DESVIO SE
Q2(ÂNGULO) FOR MENOR QUE 91 VA PARA O LABEL 1.
TENHO UMA PEÇA QUADRADA DE 100MM POR 100MM, COMO ESTÁ SENDO EXECUTADO
UM RAIO DE 10MM O RAIO TERÁ INICIO APARTIR DO RAIO DE 40(Q3), ATÉ CHEGAR Á
50MM,
ZERO PEÇA ESTA NO CENTRO DA PEÇA.

15
CICLO CTN FRESAR PARAMETRIZADO 0 BEGIN PGM 11 MM
1 BLK FORM 0.1 Z X-200 Y-200 Z-20
2 BLK FORM 0.2 X+200 Y+200 Z+0
3 TOOL DEF 1 L+0 R+20
4 TOOL CALL 1 Z S 1000
5 L Z+100 R0 F MAX M03
6 L X+0 Y-120 R0 F MAX M
7 FN 0: Q1 = +0 (Z INICIAL)
8 FN 0: Q2 = +1 (INCREMENTO EM Z)
9 FN 0: Q3 = -10 (Z FINAL)
10 FN 0: Q4 = +5 (Z ABSOLUTO PARA RECUO)
11 LBL 1
12 FN 2: Q1 = +Q1 - +Q2
13 CYCL DEF 7.0 PONTO ZERO
14 CYCL DEF 7.1 Z+Q1
15 L Z+Q4 R0 F MAX M
16 L Z+Q1 R0 F600 M90
17 L X+0 Y-120 R0 F MAX M
18 L Z+0 R0 F MAX M90
16 CYCL DEF 14.0 CTN LABEL
17 CYCL DEF 14.1 LABEL CONTORNO 2 / / / / /
18 CYCL DEF 6.0 CTN FRESAR
19 CYCL DEF 6.1 DIST. +0 PROF. +0
20 CYCL DEF 6.2 INCR. +0 F50 ACAB. +0
21 CYCL DEF 6.3 ANGULO+0 F1500
22 CYCL CALL M
23 LBL 2
24 L Z+Q4 R0 F MAX M
25 L Z+0 R0 F500 M
26 L Y-150 RL F1800 M90
27 L X+150 R F M90
28 L Y+150 R F M90
29 L X-150 R F M90
30 L Y-150 RL F M90
31 L X+0 R F M90
32 LBL 0
33 FN 11: IF +Q1 GT +Q3 GOTO LBL 1 (SE Q1 FOR MAIOR QUE Q3 VA PARA
LBL1)
34 L Z+100 R0 F MAX M30
35 END PGM 11 MM
NESTE EXEMPLO VIMOS QUE PARA FRESAR UMA CAIXA DE 300 MM POR 300 MM,
USAMOS O CICLO 14 QUE CHAMA A LABEL DE UM CONTORNO (LBL 2), O CICLO 6
CALCULA E LIMPA O MATERIAL EXCEDENTE DENTRO DO CONTORNO, SEM INVADIR O
CONTORNO PROGRAMADO.

16
FURAÇÃO EQUIDISTANTE USANDO CICLO DE ROTAÇÃO 0 BEGIN PGM 12 MM
1 BLK FORM 0.1 Z X-100 Y-100 Z-10
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+1
4 L Z+10 R0 F MAX M03
5 FN 0: Q1 = +0 (ATRIBUIÇÃO PARA O CICLO DE ROTAÇÃO)
6 LBL 1
7 FN 1: Q1 = +Q1 + +60 (ADIÇÃO DO CICLO DE ROTAÇÃO)
8 CYCL DEF 10.0 ROTACAO
9 CYCL DEF 10.1 ROT+Q1
10 L X+0 Y+50 R0 F MAX M
11 L Z+3 R0 F MAX M
12 CYCL DEF 1.0 FURAR EM PROF.
13 CYCL DEF 1.1 DIST. -3
14 CYCL DEF 1.2 PROF. -20
15 CYCL DEF 1.3 INCR. -20
16 CYCL DEF 1.4 ESPERA0
17 CYCL DEF 1.5 F50
18 CYCL CALL M
19 LBL 0 (FECHA O LABEL)
20 FN 12: IF +Q1 LT +360 GOTO LBL 1(SE Q1 FOR MENOR QUE 360 VA PARA
LBL1)
21 L Z+10 R0 F MAX M
22 CYCL DEF 10.0 ROTACAO
23 CYCL DEF 10.1 ROT+0 (CANCELA ROTAÇÃO DO PROGRAMA)
24 L Z+10 R0 F MAX M30
25 END PGM 12 MM
NESTE EXEMPLO PODEMOS OBSERVAR QUE NÃO É PRECISO USAR A CALCULADORA
PARA FAZER 6 FUROS EQUIDISTANTES, TEMOS O RAIO DO CIRCULO QUE É 50MM E O
ÂNGULO EQUIDISTANTE QUE É DE 60º, PRIMEIRO ATRIBUIMOS UM VALOR PARA Q1(=0),
DENTRO DO LABEL 1 FAZEMOS A ADIÇÃO(+60) ROTACIONAMOS O PROGRAMA 60º,
COLOCAMOS A PRIMEIRA COORDENADA X0 Y50, Z INICIAL 3MM E CHAMAMOS O CICLO
DE FURAR EM SEGUIDA É FEITO UM DESVIO SE Q1 FOR MENOR QUE 360º VA PARA O
LABEL 1, Q1 SERÁ ADICIONADO ATÉ CHEGAR EM 360º E FAZER OS 6 FUROS.

17
INTERPOLAÇÃO HELICOIDAL PARAMETRIZADA 0 BEGIN PGM 13 MM
1 BLK FORM 0.1 Z X-200 Y-200 Z-20
2 BLK FORM 0.2 X+200 Y+200 Z+0.2
3 TOOL DEF 1 L+0 R+16
4 TOOL CALL 1 Z S 1800
5 L Z+10 R0 F MAX M03
6 CYCL DEF 7.0 PONTO ZERO
7 CYCL DEF 7.1 X-50
8 LBL 1
9 L X+0 Y+0 R0 F MAX M
10 FN 0: Q1 = +0 (Z INICIAL)
11 FN 0: Q2 = +0.5 (INCREMENTO EM Z)
12 FN 0: Q3 = -21 (Z FINAL)
13 L Z+5 R0 F MAX M
14 L Z+Q1 R0 F500 M
15 L Y+20 RL F1800 M90 (COMPENSAÇÃO DA FERRAMENTA FORA DO LBL)
16 CC X+0 Y+0
17 LBL 2
18 FN 2: Q1 = +Q1 - +Q2 (SUBTRAÇÃO DO Z INICIAL COM INCREMTO EM Z)
19 CP IPA+360 Z+Q1 DR+ RL F1800 M90
20 FN 11: IF +Q1 GT +Q3 GOTO LBL 2(SE Q1 FOR MAIOR QUE Q3 VA PARA O
LBL2)
21 CP IPA+360 DR+ RL F1800 M90 (DA MAIS UMA VOLTA SEM INCREMENTAR EM
Z)
22 L Y+0 R0 F M90 (DESCOMPENSA A FERRAMENTA PARA O CENTRO DO FURO)
23 L Z+10 R0 F MAX M
24 LBL 0 (FECHA O LABEL 1)
25 CYCL DEF 7.0 PONTO ZERO
26 CYCL DEF 7.1 X+50
27 CYCL DEF 7.2 Y+50
28 CALL LBL 1 REP
29 CYCL DEF 7.0 PONTO ZERO
30 CYCL DEF 7.1 X-50
31 CYCL DEF 7.2 Y-50
32 CALL LBL 1 REP
33 L Z+10 R0 F MAX M
34 CYCL DEF 7.0 PONTO ZERO
35 CYCL DEF 7.1 X+0
36 CYCL DEF 7.2 Y+0
37 L Z+10 R0 F MAX M30
38 END PGM 13 MM

18
ESTA É UMA BOA MANEIRA DE SE FAZER UMA CAVIDADE CIRCULAR SEM USAR O
CICLO QUE SEMPRE VOLTA PARA O CENTRO DO FURO PERDENDO TEMPO NA
USINAGEM.
COLOCAMOS A CORDENADA INICIAL NO CENTRO DA FURO, SEGUINDO PELO Z0
(Z+Q1 QUE NA PRIMEIRA CHAMADA AINDA TEM O VALOR DE ZERO, POIS SÓ SERÁ
SUBTRAIDO DENTRO DO LBL 2), EM SEGUIDA COMPENSAMOS A FERRAMENTA TAMBÉM
FORA DO LBL 2, APARTIR DAÍ É EXECUTADA TODA USINAGEM ATÉ O Z FINAL -21
(Q3) COM A FERRAMENTA COMPENSADA.
A FERRAMENTA SÓ É DESCOMPENSADA PARA O CENTRO DO FURO, MAS ANTES É
PROGRAMADO MAIS UMA VOLTA PARA NORMALIZAR O FUNDO DA CAVIDADE CP
IPA+360 DR+ RL COM O Z FINAL (Q3).
CONE PARAMETRIZADO 45º 0 BEGIN PGM 14 MM
1 BLK FORM 0.1 Z X-45 Y-45 Z-40
2 BLK FORM 0.2 X+45 Y+45 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S 1000
5 L Z+10 R0 F MAX M03
6 L X-70 Y+0 R0 F MAX M
7 FN 0: Q1 = +5 (RAIO INICIAL DO CONE)
8 FN 0: Q2 = +0 (Z INICIAL)
9 LBL 1
10 FN 1: Q1 = +Q1 + +0.5 (ADIÇÃO DO RAIO DO CONE)
11 FN 1: Q2 = +Q2 + +0.5 (ADIÇÃO DO INCREMENTO EM Z)
12 L Z-Q2 R0 F MAX M
13 L X-Q1 RL F1800 M90 (COMPEENSAÇÃO DA FERRAMENTA)
14 CC X+0 Y+0
15 C X-Q1 Y+0 DR- RL F1800 M90
16 L X-70 R0 F MAX M
17 LBL 0 (FECHA O LABEL 1)
18 FN 12: IF +Q2 LT +40 GOTO LBL1(SE Q2 FOR MENOR QUE 40 VÁ PARA O
LABEL1)
19 L Z+10 R0 F MAX M30
20 END PGM 14 MM
NESTE EXEMPLO TEMOS UM CONE COM DIÂMETRO MAIOR DE 90MM POR 40 DE
COMPRIMENTO, PRIMEIRO ATRIBUIMOS UM VALOR PARA O RAIO Q1=5 E Q2=O Z INICIAL.
DENTRO DO LABEL 1 FAZEMOS A ADIÇÃO DOS VALORES, NO FINAL COLOCAMOS UM
DESVIO, SE Q2 FOR MENOR QUE 40MM VÁ PARA O LABEL 1;
ENQUANTO O Z NÃO CHEGAR NA PROFUNDIDADE DE 40MM ELE VAI REPETIR O LABEL 1,
ASSIM SOMANDO O RAIO +0.5 TODA VEZ QUE CHAMAR O LABEL 1, CHEGANDO AO RAIO
DE 45MM.

19
RAIO NO FUNDO DE UMA CAVIDADE USANDO O CICLO DE CAVIDADE 0 BEGIN PGM 15 MM
1 BLK FORM 0.1 Z X-180 Y-180 Z-30
2 BLK FORM 0.2 X+180 Y+180 Z+0
3 TOOL DEF 1 L+0 R+8
4 TOOL CALL 1 Z S 2000
5 L Z+10 R0 F MAX M03
6 L X+0 Y+0 R0 F MAX M
7 FN 0: Q1 = +150 (COMPRIMENTO DA CAVIDADE)
8 FN 0: Q2 = +20 (RAIO DO FUNDO DA CAVIDADE)
9 FN 0: Q3 = +1 (ÂNGULO INICIAL)
10 LBL 1
11 FN 6: Q4 = SIN +Q3 (SENO DO ÂNGULO)
12 FN 7: Q5 = COS +Q3 (COSENO DO ÂNGULO)
13 FN 3: Q6 = +Q4 * +Q2 (MULTIPLICAÇÃO DO SENO PELO RAIO)
14 FN 3: Q7 = +Q5 * +Q2 (MULTIPLICAÇÃO DO COSENO PELO RAIO)
15 FN 2: Q8 = +Q2 - +Q7 (SUBTRAÇÃO DO RAIO PELO COSENO DO RAIO)
16 FN 3: Q9 = +Q8 * +2 (MULTIPLICAÇÃO DO COSENO DO RAIO POR 2)
17 FN 2: Q10 = +Q1 - +Q9 (SUBTRAÇÃO DO COMPRIMENTO DA CAVIDADE PELO
COSENO DO RAIO)
18 L Z+1 R0 F MAX M(Z INICIAL)
19 CYCL DEF 4.0 FRESAR CAVIDADE (CICLO DE CAVIDADE)
20 CYCL DEF 4.1 DIST. -1
21 CYCL DEF 4.2 PROF. -Q6 (SENO)
22 CYCL DEF 4.3 INCR. -Q6 F50 (SENO)
23 CYCL DEF 4.4 X+Q10 (150-COSENO DO RAIO)
24 CYCL DEF 4.5 Y+Q10 ( 150-COSENO DO RAIO)
25 CYCL DEF 4.6 F2000 DR+
26 CYCL CALL M (CHAMADAO DO CICLO)
27 FN 1: Q3 = +Q3 + +1 (ADIÇÃO DO ÂNGULO INICAL)
28 LBL 0 (FECHA O LABEL 1)
29 FN 12: IF +Q3 LT +91 GOTO LBL 1(SE Q3 FOR MENOR QUE 91 VÁ PARA O
LBL1)
30 L Z+10 R0 F MAX M30
31 END PGM 15 MM
NESTE EXEMPLO TEMOS UMA CAVIDADE QUADRADE DE 150MM, PRIMEIRO ATRIBUIMOS
UM VALOR PARA O COMPRIMENTO DA CAVIDADE Q1 =150, DEPOIS O VALOR DO RAIO
DO FUNDO Q2=20 EM SEGUIDA O ÂNGULO INICIAL Q3 =1;

20
ABRIMOS UM LABEL (LABEL 1) DENTRO DO LABEL É FEITO TODA A FORMULA DO RAIO,
MULTIPLICAMOS O SENO (Q3) E O COSENO (Q4) DO ÂNGULO PELO RAIO (Q2) EM
SEGUIDA SUBTRAÍMOS O RAIO PELO COSENO(Q8), DEPOIS É PRECISO MULTIPLICAR ESSE
VALOR POR 2 (Q9) PORQUE NO CICLO DE CAVIDADE ELE SUBTAÍ METADE PARA CADA
LADO, AGORA SUBTRAÍMOS O COMPRIMENTO DA CAVIDADE PELO COSENO
(Q10).COLOCAMOS O CICLO DE CAVIDADE E DEPOIS DE CHAMAR O CICLO FAZEMOS A
ADIÇÃO DO ÂNGULO SOMANDO +1 E FECHAMOS O LABEL 1, NO FINAL FAZEMOS UM
DESVIO, SE Q3 FOR MENOR QUE 91 VÁ PARA O LABEL 1.
O LABEL 1 SERÁ CHAMADO ATÉ Q3 ATINGIR 90º, ASSIM CONCLUINDO O RAIO DE 20MM.
ESTRELA DE 5 PONTAS 0 BEGIN PGM 16 MM
1 BLK FORM 0.1 Z X-45 Y-45 Z-10
2 BLK FORM 0.2 X+45 Y+45 Z+0
3 TOOL DEF 1 L+0 R+0.5
4 TOOL CALL 1 Z S 1800
5 L Z+10 R0 F MAX M03
6 L X-5.877 Y+8.09 R0 F MAX M
7 FN 0: Q1 = +0(ATRIBUIÇÃO DO ÂNGULO DE ROTAÇÃO)
8 LBL 1
9 L X-5.877 Y+8.09 R0 F MAX M
10 L Z-5 R0 F200 M90
11 L X-5.877 Y+8.09 R0 F1000 M90
12 L X+0 Y+40 R0 F M90
13 L X+5.877 Y+8.09 R0 F M90
14 L Z+10 R0 F MAX M
15 FN 1: Q1 = +Q1 + +72
16 CYCL DEF 10.0 ROTACAO
17 CYCL DEF 10.1 ROT-Q1 (ADIÇÃO DO ANGULO DE ROTAÇÃO)
18 LBL 0
19 FN 12: IF +Q1 LT +360 GOTO LBL 1(SE Q1 FOR MENOR QUE 360 VÁ PARA O
LBL1)
20 L Z+10 R0 F MAX M
21 CYCL DEF 10.0 ROTACAO
22 CYCL DEF 10.1 ROT+0
23 L Z+10 R0 F MAX M30
24 END PGM 16 MM

21
SIMBOLO DO CORINTHIANS 0 BEGIN PGM 17 MM
1 BLK FORM 0.1 Z X-60 Y-62 Z-10
2 BLK FORM 0.2 X+60 Y+60 Z+0
3 TOOL DEF 1 L+0 R+25
4 TOOL CALL 1 Z S 1000
5 L Z+10 R0 F MAX M03
6 L X+0 Y+0 R0 F MAX M
7 L Z+3 R0 F MAX M
8 CYCL DEF 1.0 FURAR EM PROF.
9 CYCL DEF 1.1 DIST. -3
10 CYCL DEF 1.2 PROF. -5
11 CYCL DEF 1.3 INCR. -5
12 CYCL DEF 1.4 ESPERA0
13 CYCL DEF 1.5 F20
14 CYCL CALL M
15 L Z+10 R0 F MAX M
16 TOOL DEF 2 L+0 R+2.5
17 TOOL CALL 2 Z S 1000
18 L Z+10 R0 F MAX M03
19 L X+0 Y+20 R0 F MAX M
20 FN 0: Q1 = +5
21 L Z+Q1 R0 F MAX M
22 L Z-Q1 R0 F200 M90
23 L X+10 RL F1000 M90
24 L Y+30 RL F M90
25 L X-10 RL F M90
26 L Y+20 RL F M90
27 L X+0 R0 F M90
28 L Z+10 R0 F MAX M
29 FN 0: Q2 = +315
30 CYCL DEF 10.0 ROTACAO
31 CYCL DEF 10.1 ROT+Q2
32 LBL 1
33 L X+0 Y+25 R0 F MAX M
34 L Z+Q1 R0 F MAX M
35 L Z-Q1 R0 F200 M90
36 L Y+35 R0 F1000 M90
37 L X-5 R0 F M90
38 L Y+45 R0 F M90
39 L X+5 R0 F M90
40 L Y+35 R0 F M90
41 L X+0 R0 F M90
42 L Y+20 R0 F M90
43 L Z+10 R0 F MAX M
44 LBL 0
45 FN 0: Q2 = +45
46 CYCL DEF 10.0 ROTACAO
47 CYCL DEF 10.1 ROT+Q2
48 CALL LBL 1 REP
49 CYCL DEF 10.0 ROTACAO

22
50 CYCL DEF 10.1 ROT+0
51 L Z+10 R0 F MAX M
52 CYCL DEF 7.0 PONTO ZERO
53 CYCL DEF 7.1 X+0
54 CYCL DEF 7.2 Y+41
55 L X+0 Y+0 R0 F MAX M
56 L Z+Q1 R0 F MAX M
57 L Z-Q1 R0 F200 M90
58 L Y+10 RL F1500 M90
59 CC X+0 Y+0
60 C X+0 Y+10 DR+ RL F M90
61 L Y+0 R0 F M90
62 L Z+10 R0 F MAX M
63 CYCL DEF 7.0 PONTO ZERO
64 CYCL DEF 7.1 X+0
65 CYCL DEF 7.2 Y+0
66 CYCL DEF 10.0 ROTACAO
67 CYCL DEF 10.1 ROT-Q2
68 LBL 2
69 L X+0 Y-20 R0 F MAX M
70 L Z+Q1 R0 F MAX M
71 L Z-Q1 R0 F M90
72 L X-1 R0 F M90
73 L Y-50 R0 F M90
74 L X+1 R0 F M90
75 L Y+20 R0 F M90
76 L Z+10 R0 F MAX M
77 LBL 0
78 FN 0: Q2 = +45
79 CYCL DEF 10.0 ROTACAO
80 CYCL DEF 10.1 ROT+Q2
81 CALL LBL 2 REP
82 L Z+10 R0 F MAX M
83 CYCL DEF 10.0 ROTACAO
84 CYCL DEF 10.1 ROT+0
85 LBL 3
86 L X+0 Y-20 R0 F MAX M
87 L Z+Q1 R0 F MAX M
88 L Z-Q1 R0 F200 M90
89 L Y-40 R F1200 M90
90 RND R6 F
91 CC X+0 Y-10
92 CP IPA-75 DR- R F M90
93 L X-35 R F M
94 CC X+0 Y-10
95 CP IPA+75 DR+ R F M90
96 RND R10 F
97 L Y-55 R0 F M90
98 CC X+0 IY+0
99 CP IPA+180 DR+ R F M90
100 L Z+10 R0 F MAX M
101 LBL 0
102 CYCL DEF 8.0 ESPELHO
103 CYCL DEF 8.1 X
104 CALL LBL 3 REP
105 L Z+10 R0 F MAX M
106 CYCL DEF 8.0 ESPELHO
107 CYCL DEF 8.1
108 CYCL DEF 7.0 PONTO ZERO
109 CYCL DEF 7.1 X+0

23
110 CYCL DEF 7.2 Y+0
111 L Z+10 R0 F MAX M
112 L X+100 Y+100 R0 F MAX M30
113 END PGM 17 MM
USINAGEM SUPERFICIE 0 BEGIN PGM 18 MM
1 BLK FORM 0.1 Z X-37,5 Y-37,5 Z-34
2 BLK FORM 0.2 X+37,5 Y+37,5 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S 200
5 L Z+10 R0 F MAX M
6 L X+45 Y-3 R0 F MAX M
7 FN 0: Q1 = +37,5(RAIO EXTERNO)
8 FN 0: Q2 = +3(COORDENADA DE Y PARA CALCULO RAIZ QUADRADA)
9 FN 0: Q10 = +365,407(ROTAÇÃO ABSOLUTA CP PA)
10 LBL 1
11 FN 3: Q3 = +Q1 * +Q1(MULTIPLICAÇÃO DO RAIO EXTERNO)
12 FN 3: Q4 = +Q2 * +Q2 (MULTIPLICAÇÃO DO RAIO DA FRESA)
13 FN 2: Q5 = +Q3 - +Q4 (SUBTRAÇÃO DO RAIO EXTERNO PELO RAIO DA FRESA)
14 FN 5: Q6 = SQRT Q5 (RAIZ QUADRADA DE Q5)
15 L Z-11 R0 F500 M90
16 L X+Q6 R0 F M90
17 CC X+0 Y+0
18 CP PA+Q10 Z+2,949 DR- R0 F1000 M90
19 CC Y+3 Z-3
20 C Y-3 Z-3 DR+ R0 F500 M90
21 FN 2: Q1 = +Q1 - +0,25(SUBTRAÇÃO DO RAIO MAIOR)
22 FN 1: Q10 = +Q10 + +0,045 (ADIÇÃO DO ÂNGULO ROTAÇÃO)
23 LBL 0 (FECHA O LABEL 1)
24 FN 11: IF +Q1 GT +26 GOTO LBL 1(SE Q1 FOR MAIOR QUE 26 VÁ PARA O
LABEL 1
25 L Z+10 R0 F MAX M30
26 END PGM 18 MM
NESTE EXEMPLO TEMOS UMA PEÇA JA COM O PERFIL FORMADO, COM O RAIO EXTERNO
DE 37,5 MM E INTERNO RAIO DE 30,00 MM, COM SOBREMETAL SOMENTE NA SUPERFICÍE.
COM RAIO NA FACE DE 3 MM E NO FUNDO DO REBAIXO DE 3MM, USINAGEM REALIZADA
COM UMA FRESA DIÂMETRO DE 6 MM ESFÉRICA, A MEDIDA FINAL DA ALTURA É DE 34
MM E DO REBAIXO É DE 20,00 MM MEDINDO DA BASE PARA O REBAIXO.
O ZERAMENTO EM Z FOI ZERADO NA BASE Z-31,00 MM PARA QUE O RAIO DA
FERRAMENTA ESFÉRICA FIQUE ABAIXO , MAS NOTA-SE QUE NA HORA DA
PROGRAMAÇÃO FOI DESCONTADO ESSA DIFERENÇA(Z-11 E CP PA+Q10 Z+2,949).

24
TRIGONOMETRIA
INTRODUÇÃO
Trigonometria (do grego trígonon + metría) é o estudo puro e simples das medidas
dos lados, ângulos e outros elementos dos triângulos.
O matemático suíço Leonhard Euler, um dos grandes matématicos do século
XVIII, desvinculou a Trigonometria da Astronomia transformando-a em um dos
diversos ramos independentes da matemática.
A Trigonometria é usada em vários áreas das ciências, como as Engenharias, a
Física, a Astronomia, a Navegação, etc.
RAZÕES TRIGONOMÉTRICAS
Chamamos de triângulo retângulo o que tem um ângulo igual à 90 graus (ângulo
reto).
Num triângulo retângulo, os dois lados que formam o ângulo reto são chamados de
"Catetos" e o lado em frente ao ângulo reto é a "Hipotenusa".
Pitágoras, através de seu teorema demostra que: "Em um triângulo retângulo, a
hipotenusa ao quadrado é igual a soma dos catetos ao quadrado", ou seja, h2= c
2+
c2.
Seno - Num triângulo retângulo, o sen de um ângulo agudo é dado pelo quociente
(razão) entre o cateto oposto a esse ângulo e a hipotenusa.
Cosseno - Num triângulo retângulo, o cos de um ângulo agudo é dado pelo
quociente entre o cateto adjacente a esse ângulo e a hipotenusa.
Tangente - Num triângulo retângulo, a tg de um ângulo agudo é dado pelo
quociente entre o cateto oposto e cateto adjacente a esse ângulo. Podemos também
dividir o valor do seno do ângulo pelo valor do cosseno do mesmo ângulo.

25
EXEMPLOS
1-) Vamos calcular o sen, o cos e a tg dos dois ângulos
agudos do triângulo abaixo:
Resolução: sen = 3/5 ; sen =
4/5
cos = 4/5 ; cos =
3/5
tg = 3/4 ; tg = 4/3
2-) Com o auxílio da tabela trigonométrica, vamos calcular o valor do lado X no
triângulo retângulo dado:
Resolução: cos 40o = X/10
X = 10 . cos 40o
X = 10 . 0,766
X = 7,66

26
TABELA TRIGONOMÉTRICA
Podemos tabular os valores trigonométricos dos ângulos agudos, isto é, ângulos
entre 1o e 89
o.
Abaixo temos a tabela:
Ângulo sen cos tg
1 0,017452 0,999848 0,017455
2 0,034899 0,999391 0,034921
3 0,052336 0,99863 0,052408
4 0,069756 0,997564 0,069927
5 0,087156 0,996195 0,087489
6 0,104528 0,994522 0,105104
7 0,121869 0,992546 0,122785
8 0,139173 0,990268 0,140541
9 0,156434 0,987688 0,158384
10 0,173648 0,984808 0,176327
11 0,190809 0,981627 0,19438
12 0,207912 0,978148 0,212557
13 0,224951 0,97437 0,230868
14 0,241922 0,970296 0,249328
15 0,258819 0,965926 0,267949
16 0,275637 0,961262 0,286745
17 0,292372 0,956305 0,305731
18 0,309017 0,951057 0,32492
19 0,325568 0,945519 0,344328
20 0,34202 0,939693 0,36397
21 0,358368 0,93358 0,383864
22 0,374607 0,927184 0,404026
23 0,390731 0,920505 0,424475
24 0,406737 0,913545 0,445229
25 0,422618 0,906308 0,466308
26 0,438371 0,898794 0,487733
27 0,45399 0,891007 0,509525
28 0,469472 0,882948 0,531709
29 0,48481 0,87462 0,554309
30 0,5 0,866025 0,57735
31 0,515038 0,857167 0,600861

27
32 0,529919 0,848048 0,624869
33 0,544639 0,838671 0,649408
34 0,559193 0,829038 0,674509
35 0,573576 0,819152 0,700208
36 0,587785 0,809017 0,726543
37 0,601815 0,798636 0,753554
38 0,615661 0,788011 0,781286
39 0,62932 0,777146 0,809784
40 0,642788 0,766044 0,8391
41 0,656059 0,75471 0,869287
42 0,669131 0,743145 0,900404
43 0,681998 0,731354 0,932515
44 0,694658 0,71934 0,965689
45 0,707107 0,707107 1
46 0,71934 0,694658 1,03553
47 0,731354 0,681998 1,072369
48 0,743145 0,669131 1,110613
49 0,75471 0,656059 1,150368
50 0,766044 0,642788 1,191754
51 0,777146 0,62932 1,234897
52 0,788011 0,615661 1,279942
53 0,798636 0,601815 1,327045
54 0,809017 0,587785 1,376382
55 0,819152 0,573576 1,428148
56 0,829038 0,559193 1,482561
57 0,838671 0,544639 1,539865
58 0,848048 0,529919 1,600335
59 0,857167 0,515038 1,664279
60 0,866025 0,5 1,732051
61 0,87462 0,48481 1,804048
62 0,882948 0,469472 1,880726
63 0,891007 0,45399 1,962611
64 0,898794 0,438371 2,050304
65 0,906308 0,422618 2,144507
66 0,913545 0,406737 2,246037
67 0,920505 0,390731 2,355852
68 0,927184 0,374607 2,475087

28
69 0,93358 0,358368 2,605089
70 0,939693 0,34202 2,747477
71 0,945519 0,325568 2,904211
72 0,951057 0,309017 3,077684
73 0,956305 0,292372 3,270853
74 0,961262 0,275637 3,487414
75 0,965926 0,258819 3,732051
76 0,970296 0,241922 4,010781
77 0,97437 0,224951 4,331476
78 0,978148 0,207912 4,70463
79 0,981627 0,190809 5,144554
80 0,984808 0,173648 5,671282
81 0,987688 0,156434 6,313752
82 0,990268 0,139173 7,11537
83 0,992546 0,121869 8,144346
84 0,994522 0,104528 9,514364
85 0,996195 0,087156 11,43005
86 0,997564 0,069756 14,30067
87 0,99863 0,052336 19,08114
88 0,999391 0,034899 28,63625
89 0,999848 0,017452 57,28996

29
CIRCUNFERÊNCIA TRIGONOMÉTRICA
Seja uma circunferência de centro O sobre a qual marcamos dois pontos distintos,
A e B. A cada uma das partes em que a circunferência fica dividida chamamos
arco de circunferência.
PARÂMETROS DE CORTE