Embed Size (px)
DESCRIPTION
qualidade
Citation preview
DISCIPLINA:
CONTROLE DE QUALIDADE Autoria: Pedro Junior Zucatelli
Vitória, 2015
Multivix-Vitória Rua José Alves, 301, Goiabeiras, Vitória-ES Cep 29075-080 – Telefone: (27) 3335-5666
Credenciada pela Portaria MEC nº 259 de 11 de fevereiro de 1999.
Multivix-Nova Venécia Rua Jacobina, 165, Bairro São Francisco, Nova Venécia-ES
Cep 29830-000 - Telefone: 27 3752-4500 Credenciada pela portaria MEC nº 1.299 de 26 de agosto de 1999
Multivix-São Mateus
Rod. Othovarino Duarte Santos, 844, Resid. Parque Washington, São Mateus-ES Cep 29938-015 – Telefone (27) 3313.9700
Credenciada pela Portaria MEC nº 1.236 de 09 de outubro de 2008.
Multivix-Serra R. Barão do Rio Branco, 120, Colina de Laranjeiras, Serra-ES
Cep 29167-172 – Telefone: (27) 3041.7070 Credenciada pela Portaria MEC nº 248 de 07 de julho de 2011.
Multivix- Cachoeiro de Itapemirim
R. Moreira, 23 - Bairro Independência - Cachoeiro de Itapemirim/ES Cep 29306-320 – Telefone: (28) 3522-5253
Credenciada pela Portaria MEC nº 84 de 16 de Janeiro de 2002.
Multivix-Castelo Av. Nicanor Marques, 245, Centro - Castelo – ES
Cep 29360-000 – Telefone: (28) 3542-2253 Credenciada pela Portaria MEC nº 236 de 11 de Fevereiro de 1999.
1
Controle de Qualidade
Diretor Executivo: Tadeu Antonio de Oliveira Penina
Diretora Acadêmica: Eliene Maria Gava Ferrão
Diretor Administrativo Financeiro: Fernando Bom Costalonga
AD – Núcleo de Educação à Distância
ESTÃO ACADÊMICA - Coord. Didático Pedagógico GESTÃO ACADÊMICA - Coord. Didático Semipresencial GESTÃO DE MATERIAIS PEDAGÓGICOS E METODOLOGIA Coord. Geral de EAD
BIBLIOTECA MULTIVIX (Dados de publicação na fonte)
Z941c
Zucatelli, Pedro Junior.
Constrole de qualidade / Pedro Junior Zucatelli. – Vitória : Multivix, 2015.
60 f. ; 30 cm
Inclui referências.
1. Constrole de qualidade. 2. Qualidade I. Faculdade Multivix. II. Título.
CDD: 658.562

2
Controle de Qualidade
Disciplina: Controle de Qualidade
Autoria: Pedro Junior Zucatelli
Primeira edição: 2015

3
Controle de Qualidade
LISTA DE QUADROS
QUADRO 1 INTERPRETAÇÃO DO ÍNDICE DE CAPACIDADE DO
PROCESSO....................................................................................... 43
4
Controle de Qualidade
SUMÁRIO
1º BIMESTRE....................................................................................................... 6
1 HISTÓRICO E CONCEITOS BÁSICOS............................................ 7
2 CUSTO DE QUALIDADE....................................................................... 9
2.1 CATEGORIAS CE CUSTOS DA QUALIDADE.............................................. 10
3 ESTATÍSTICA DESCRITIVA APLICADA À QUALIDADE.......... 12
3.1 MEDIDAS DE LOCALIZAÇÃO E DISPERSÃO............................................. 12
3.2 REPRESENTAÇÕES PARA OS DADOS...................................................... 14
4 INTRODUÇÃO À AMOSTRAGEM...................................................... 16
4.1 NÍVEIS DE QUALIDADE, RISCO DO PRODUTOR E RISCO DO
CONSUMIDOR.............................................................................................. 16
4.2 CURVA CARACTERÍSTICA DE OPERAÇÃO (CCO).................................. 18
5 INTRODUÇÃO AOS GRÁFICOS DE CONTROLE........................ 21
5.1 FUNDAMENTO ESTATÍSTICO DOS GRÁFICOS DE CONTROLE............ 21
5.2 GRÁFICO DE CONTROLE.......................................................................... 21
5.3 TIPOS DE GRÁFICOS DE CONTROLE....................................................... 23
5.3.1 GRÁFICOS DE VARIÁVEIS (푿풆푹)..................................................................... 23
5.3.2 GRÁFICOS DE ATRIBUTOS (P, NP, C E µ) ...................................................... 24
6 GRÁFICOS DE CONTROLE DE VARIÁVEIS................................ 26
6.1 GRÁFICOS (X E R)....................................................................................... 26
2º BIMESTRE...................................................................................................... 31
7 GRÁFICOS DE CONTROLE DE ATRIBUTOS............................. 32

5
Controle de Qualidade
7.1 GRÁFICOS p............................................................................................... 32
7.2 GRÁFICOS np............................................................................................. 36
7.3 GRÁFICOS c............................................................................................... 36
7.4 GRÁFICOS µ.............................................................................................. 39
8 CAPACIDADE DO PROCESSO E ESPECIFICAÇÕES............ 41
8.1 CONCEITOS BÁSICOS.............................................................................. 41
8.2 RAZÕES DA CAPACIDADE DE UM PROCESSO..................................... 41
9 IMPLANTAÇÃO DOS GRÁFICOS DE CONTROLE.................... 44
9.1 ESCOLHA DO TIPO DE GRÁFICO............................................................ 44
9.2 COLETA DE DADOS.................................................................................. 44
10 INSPEÇÃO DE QUALIDADE............................................................. 46
10.1 OBJETIVOS DA INSPEÇÃO DA QUALIDADE........................................... 46
10.2 PONTOS DE INSPEÇÃO............................................................................ 46
10.3 TIPOS DE INSPEÇÃO................................................................................ 47
10.4 CONSIDERAÇÕES GERAIS SOBRE A INSPEÇÃO DA QUALIDADE..... 48
11 CÍRCULOS DE CONTROLE DA QUALIDADE............................. 51
11.1 DEFINIÇÃO E OBJETIVOS........................................................................ 51
11.1.1 PROCESSO MASP E CICLO PDCA................................................................. 52
11.2 CARACTERÍSTICAS................................................................................... 53
11.3 FUNDAMENTOS E PRINCÍPIOS............................................................... 54
12 ANEXOS................................................................................................... 57
12.1 ANEXO I...................................................................................................... 57
13 BIBLIOGRAFIA...................................................................................... 58
TABELAS

6
Controle de Qualidade
TABELA 1 MEDIDAS DOS DIÂMENTRO INTERNOS....................................... 27
TABELA 2 DADOS PARA LIMITES DE CONTROLES TENTATIVOS............... 33
TABELA 3 DADOS SOBRE NÚMERO DE NÃO CONFORMIDADES................ 37

7
Controle de Qualidade
1º Bimestre

8
Controle de Qualidade
1. HISTÓRICO E CONCEITOS BÁSICOS
Segundo BLODORN & SOARES (2011), a evolução da qualidade pode ser dividida
em seis períodos. O primeiro período, denominado de Antiguidade, pode ser
caracterizado pela alta qualidade e por descobertas fundamentais na área da
matemática. No segundo período ou Idade Média, surgiram os primeiros operadores
de controle da qualidade, por meio da diversificação das linhas de produção de
pequenas empresas. De 1900 a 1930, no terceiro período, aparecem os
supervisores de controle da qualidade e, também, os primeiros métodos de controle
estatístico da qualidade. No quarto período, que compreende as décadas de 1930 e
1940, foram desenvolvidas as aplicações estatísticas nos processos produtivos, com
base em gráficos de controle e na aceitação por amostragem. A década de 1950, ou
quinto período, pode ser caracterizada pela disseminação dos sistemas já
existentes, como o plano de amostragem. Neste mesmo período, os métodos e a
essência conceitual do controle da qualidade foram reconhecidos. No sexto período,
que abrange os anos 1960, 1970 e 1980, houve a extensão do conceito básico da
qualidade para novas ampliações, em virtude do surgimento do conceito de Controle
da Qualidade Total (TQC) e da criação do modelo Zero Defeito. Ainda no sexto
período, mas mais precisamente na década de 1980, o computador facilitou a
utilização de técnicas estatísticas e as leis de produção ao consumidor foram
criadas.
Conforme MORÁN (2011), o termo “Qualidade” pode ser definido como adequação
ao uso. Isto significa que, se espera comprar produtos e serviços que satisfazem
nossos requerimentos ou desejos. Num contexto mais avançado, para
MONTGOMERY (2013), a qualidade moderna é inversamente proporcional à
variabilidade. Ou seja, se a variabilidade das características importantes de um
produto diminuem, a qualidade do produto aumenta. O Controle de Qualidade é um conjunto de métodos estatísticos e de engenharia,
que são usados na melhoria da qualidade. Estes métodos começaram a se
desenvolvidos a partir dos anos 20’s, sendo um dos pioneiros o Dr. Walter Shewart,
dos Laboratórios da Companhia Telefônica Bell. Ele estabeleceu a utilização de

9
Controle de Qualidade
gráficos de controle na produção dos produtos da Companhia, fato esse que se
traduziu na melhora da qualidade dos produtos e na redução de desperdícios.
De acordo com MONTGOMERY (2013), a tecnologia estatística e de engenharia útil
na melhoria da qualidade se focaliza em três áreas principais: controle estatístico de
processos, planejamento de experimentos e amostragem de aceitação. O papel de
algumas dessas ferramentas é ilustrado na Figura 1, que apresenta um processo de
produção como um sistema com um conjunto de entradas e uma saída. As entradas,
x1, x2, ...., xp são fatores controláveis, tais como temperatura, pressão, taxas de
alimentação e outras variáveis de processo. As entradas z1, z2, ...., zq são entradas
não controláveis (ou difícil de controlar), tais como fatores ambientais ou
propriedades das matérias-primas apresentadas pelo fornecedor. O processo de
manufatura transforma essas entradas em um produto acabado que tem várias
características de qualidade. A variável de saída y é uma medida da qualidade do
processo. Baseado nessa característica de qualidade é possível medir, avaliar,
monitorar e controlar as entradas que pode ser alteradas e, assim, obter o aspecto
de qualidade desejado.
Figura 1: Entradas e saídas de um processo de produção. FONTE: MONTGOMERY, 2013.

10
Controle de Qualidade
2. CUSTO DE QUALIDADE
De acordo com RONTODARO (1996), o custo da qualidade refere-se àquelas
despesas incorridas pela empresa, para o atendimento e manutenção do nível
satisfatório e econômico da qualidade e confiabilidade do produto.
Segundo MATTOS & TOLEDO (1998), os Custos da Qualidade consistem na
medida dos custos especificamente associados ao sucesso e ao fracasso no
processo de obtenção da qualidade, sendo representado pelo somatório dos custos
de suas quatro categorias: custos de prevenção, custos de avaliação, custos de
falhas internas e custos de falhas externas (Figura 2).
Figura 2: Categorias do custo de qualidade. FONTE: TOLEDO, 2002.
MATTOS & TOLEDO (1998), definem os chamados custos de prevenção e de
avaliação como sendo "custos inevitáveis" e os custos de falhas (internas e
externas) como sendo "custos evitáveis".
Segundo TOLEDO (2002), os custos operacionais da qualidade são "os custos
associados à definição/planejamento, criação e controle da qualidade, assim como à
avaliação e realimentação da conformidade com exigência em requisitos de
desempenho, confiabilidade, segurança; e também custos associados às
consequências provenientes de falhas, em atendimento a essas exigências, tanto
internamente à empresa quanto nas mãos dos clientes."
De maneira geral, custos da qualidade são definidos como quaisquer despesas de
manufatura ou de serviço que ultrapassem as que teriam havido se o produto tivesse
11
Controle de Qualidade
sido feito ou o serviço tivesse sido prestado com perfeição na primeira vez.
(MATTOS & TOLEDO, 1998).
Neste sentido, o propósito do estudo de Custos da Qualidade é o reconhecimento e
a organização do conjunto de custos relativos à qualidade para identificar as
categorias mais significativas, bem como suas tendências de comportamento ao
longo do tempo. Serve como guia para redução de custos e melhoria da qualidade,
devendo, portanto ser acompanhado de um programa de redução de custos e de
melhoria da qualidade (TOLEDO, 2002).
Conforme TOLEDO (2002), os Custos da Qualidade devem abranger todas as
atividades com participação na qualidade dentro da empresa, fornecendo
informações para comparar os investimentos em qualidade (inputs) com os
resultados (outputs). Os inputs no caso são os investimentos em prevenção e
avaliação da qualidade e os outputs são os custos referentes às falhas internas e às
falhas externas. Tal estudo contribui para:
a) análise do desempenho da empresa;
b) programação das atividades da equipe de qualidade para uma máxima eficácia e
uso mais efetivo dos recursos produtivos;
c) alocação realista de recursos para o esforço necessário de qualidade para se
atingir os objetivos da empresa;
d) preparação de estimativas de custos para novos empreendimentos, etc.
2.1 CATEGORIAS DE CUSTOS DA QUALIDADE
Segundo TOLEDO (2002), as quatro categorias de Custos da Qualidade são assim
definidas:
a) PREVENÇÃO
São os custos associados às atividades de projeto, implementação e operação do
sistema de gestão da qualidade, incluindo a administração e auditoria do sistema,

12
Controle de Qualidade
em todo o ciclo de produção (do projeto ao pós-venda). Ou seja, referem-se aos
gastos ocasionados com o propósito de se evitar defeitos.
b) AVALIAÇÃO
Custos associados à medição, avaliação e auditoria de características da matéria-
prima, componentes e produtos para assegurar a conformação com os padrões de
qualidade. Ou seja, referem-se aos custos das atividades de inspeção (avaliação da
qualidade) propriamente dita.
c) FALHAS INTERNAS
Custos associados a materiais, componentes e produtos que não satisfazem os
padrões de Qualidade causando perdas na produção, e que são identificados antes
do produto deixar a empresa. Ou seja, custos de falhas ocorridas e identificadas
internamente à empresa.
d) FALHAS EXTERNAS
Custos gerados pela distribuição de produtos não conformes ou defeituosos aos
clientes/consumidores. Ou seja, custos de falhas identificadas/ocorridas
externamente à empresa.

13
Controle de Qualidade
3. ESTATÍSTICA DESCRITIVA APLICADA À QUALIDADE
O principal objetivo da ESTATÍSTICA DESCRITIVA é a redução de dados.
A importância de que se revestem os métodos que visam exprimir a informação
relevante contida numa grande massa de dados através de um número muito menor
de valores ou medidas características ou através de gráficos simples, é tal que a
estatística descritiva se debruça a estudar os métodos que o permitam.
Os dados estatísticos resultam de experiências ou inquéritos conduzidos sobre um
conjunto restrito – a amostra – e as conclusões procuram alargar-se a um conjunto
mais vasto – a população.
O principal objetivo da análise estatística consiste em determinar que generalizações
sobre a população podem fazer-se a partir da amostra que da mesma foi recolhida.
A designação de “amostra” é tomada correntemente num sentido mais amplo como
sinónimo de dados ou observações enquanto a “população” é a totalidade; ou seja, o
conjunto de todas as possíveis observações feitas em condições semelhantes.
O processo de amostragem é o processo seguido para escolher os elementos da
população a incluir na amostra, condicionada, logicamente, a inferências ou
conclusões permitidas pela amostra. A amostragem será discutida com mais ênfase
no próximo capítulo.
3.1 MEDIDAS DE LOCALIZAÇÃO E DISPERSÃO
MÉDIA, VARIÂNCIA E DESVIO PADRÃO
Uma estatística é definida como sendo qualquer função dos dados amostrais que
não contenha parâmetros desconhecidos. Por exemplo, seja x1, x2, ..., xn as
observações em uma amostra, então a média amostral é:
푥̅ =∑ 푥푛 (3.1)

14
Controle de Qualidade
A variância amostral é dada por:
푆 =∑ (푥 − 푥̅)
푛 − 1 (3.2)
E o desvio padrão amostral é:
푆 =∑ (푥 − 푥̅)
푛 − 1 (3.3)
As estatísticas 푥̅ e S (ou S²) descrevem a tendência central e a variabilidade da
amostra, respectivamente.
MODA
Para um conjunto de dados, define-se moda como sendo: o valor que surge com
mais frequência se os dados são discretos, ou, o intervalo de classe com maior
frequência se os dados são contínuos.
Esta medida é especialmente útil para reduzir a informação de um conjunto de
dados qualitativos, apresentados sob a forma de nomes ou categorias, para os quais
não se pode calcular a média e por vezes a mediana (se não forem susceptíveis de
ordenação).
MEDIANA
A mediana, m, é uma medida de localização do centro da distribuição dos dados,
definida do seguinte modo: Ordenados os elementos da amostra, a mediana é o
valor (pertencente ou não à amostra) que a divide ao meio, isto é, 50% dos
elementos da amostra são menores ou iguais à mediana e os outros 50% são
maiores ou iguais à mediana.
15
Controle de Qualidade
Para a sua determinação utiliza-se a seguinte regra, depois de ordenada a amostra
de n elementos:
Se n é ímpar, a mediana é o elemento médio.
Se n é par, a mediana é a semi-soma dos dois elementos médios.
Se representarem os elementos da amostra ordenada com a seguinte notação: x1:n ,
x2:n , ... , xn:n então uma expressão para o cálculo da mediana será:
푚 =푥 : (푠푒푛é푖푚푝푎푟)
12 푥 : + 푥 : (푠푒푛é푝푎푟)
(3.4)
Como medida de localização, a mediana é mais robusta do que a média, pois não é
tão sensível aos dados.
AMPLITUDE
Uma medida de dispersão que se utiliza por vezes é a amplitude amostral R,
definida como sendo a diferença entre a maior e a menor das observações: R = xn:n
– x1:n onde representa-se por x1:n e xn:n, respectivamente o menor e o maior valor da
amostra (x1, x2, ..., xn), de acordo com a notação introduzida anteriormente, para a
amostra ordenada.
3.2 REPRESENTAÇÕES PARA OS DADOS
Normalmente, utiliza-se varias representações gráficas, em tabelas ou por
diagramas para observar a dispersão dos dados de maneira mais objetiva. As
ferramentas mais utilizadas são conhecidas como as sete ferramentas do controle
de qualidade.
Segundo MAGALHÃES, as ferramentas da qualidade foram estruturadas,
principalmente, a partir da década de 50, com base em conceitos e práticas
existentes. Desde então, o uso das ferramentas tem sido de grande valia para os

16
Controle de Qualidade
sistemas de gestão, sendo um conjunto de ferramentas estatísticas de uso
consagrado para melhoria de produtos, serviços e processos.
De acordo com PALMIERI & PEREIRA (2012), as sete ferramentas da Qualidade
que são mais utilizadas para o acompanhamento e resolução de problemas são:
Diagrama de Causa-Efeito, Histogramas, Gráficos de Controle, Folhas de
Checagem, Gráficos de Pareto, Fluxogramas, Diagramas de Dispersão.
Nessa apostila, foca-se nos Gráficos de Controle como ferramenta para o controle
de qualidade, no qual será discutido com mais destaque nos próximos capítulos.
Conforme MAGALHÃES, as sete ferramentas poderão levar a organização a: Elevar
os níveis de qualidade por meio da solução eficaz de problemas; Diminuir os custos,
com produtos e processos mais uniformes; Executar projetos melhores; Melhorar a
cooperação em todos os níveis da organização; Identificar problemas existentes nos
processos, fornecedores e produtos; Identificar causas raízes dos problemas e
solucioná-los de forma eficaz.

17
Controle de Qualidade
4. INTRODUÇÃO À AMOSTRAGEM
A inspeção da qualidade faz-se em produto já existente (já produzido), que pode ser
uma matéria prima, um produto em processo ou um produto acabado, com a
finalidade de verificar se a qualidade do lote atende os padrões ou especificações de
aceitação.
Os Planos de Amostragem são aplicados na Inspeção de Recebimento, na Inspeção
Final (de Produto Acabado) ou na passagem de uma etapa para outra de um
processo de produção (por ex. na passagem de um produto da seção A para a
seção B; da produção para a linha de montagem; da produção para uma câmara de
resfriamento; da produção para o almoxarifado; etc).
A inspeção não impede a produção de defeituosos, mas permite separar os lotes
bons dos defeituosos (lotes com problemas, que não cumprem os requisitos
mínimos de qualidade definidos entre o cliente e o fornecedor), ou seja, os lotes
conformes dos não conformes.
A inspeção pode ser:
(1) inspeção para aceitação: neste caso os lotes aprovados serão aceitos,
contendo, eventualmente, itens defeituosos.
(2) inspeção retificadora: neste caso, além da situação descrita em (1), os lotes
rejeitados passam por uma inspeção completa, todos os itens defeituosos são
substituídos por bons, e aí o lote é aceito.
4.1 NÍVEIS DE QUALIDADE, RISCO DO PRODUTOR E RISCO DO
CONSUMIDOR
Define-se P1 como sendo o Nível de Qualidade Aceitável (NQA) e P2 como o Nível
de Qualidade Inaceitável (NQI). P1 e P2 se referem a porcentagens de defeituosos
do lote.

18
Controle de Qualidade
Um plano de amostragem consiste na definição de um tamanho de amostra e de um
critério de decisão para aceitar (ou não) um lote: n é o tamanho da amostra, d é a
quantidade de defeituosos na amostra e α é a quantidade máxima de defeituosos
aceitável na amostra para aprovar o lote.
Como se trabalha com amostras, existe o risco de se tirar conclusões erradas sobre
o lote. O Exemplo 4.1 apresenta essa situação.
EXEMPLO 4.1: Níveis de qualidade, risco do produtor e risco do consumidor.
Imagine um lote N=100, o qual contem (sem se saber) 5 itens defeituosos e 95 bons.
Suponha que o Plano de Amostragem seja: n = 5 e α = 1, para P1 (NQA) = 6%. Ou
seja, o lote pode ser considerado bom, atendendo o que foi especificado. Entretanto,
neste caso existe o risco da amostra conter, por exemplo, exatamente os 5 itens
defeituosos e portanto de se rejeitar o lote sendo que ele é bom, pois tem 5% de
defeituosos e o NQA é de 6%.
Imagine agora um lote N=100, o qual contem 95 itens defeituosos e 5 bons.
Suponha o mesmo plano de amostragem anterior. Neste caso existe o risco da
amostra conter exatamente os 5 itens bons e portanto de
se aceitar um lote ruim.
O produtor deseja uma proteção contra a rejeição de lotes bons e o consumidor
(cliente) deseja proteção contra a aceitação de lotes de má qualidade.
Portanto, se distingue dois tipos de riscos:
Risco do produtor (α): é a probabilidade de que um lote de boa qualidade (P < P1)
seja rejeitado.
Risco do consumidor (β): é a probabilidade de que um lote de má qualidade (P >
P2) seja aceito.

19
Controle de Qualidade
Onde P é a porcentagem de defeituosos na amostra.
4.2 CURVA CARACTERÍSTICA DE OPERAÇÃO (CCO)
A Curva Característica de Operação (CCO) mede a efetividade de um teste para
separar lotes de qualidade variável. A curva CCO é uma função de “p”, a proporção
verdadeira de itens defeituosos no lote, e está dada por:
CCO(p) = p[Aceitar o lote | Proporção verdadeira de itens defeituosos no lote é igual
a p]
Agora determinaremos a forma da curva CCO para o caso particular de um plano de
amostragem simples com uma amostra de tamanho “n” e um nível de aceitação igual
a “c”. Nesse caso:
CCO(p) = p[d ≤ c | Proporção de itens defeituosos no lote é “p”]
퐶퐶푂(푝) = 푛푘 푝 (1− 푝) (4.1)
Um bom plano de amostragem é aquele que tem um grande poder de discriminação
(ou seja, uma boa capacidade de discriminar/separar os lotes bons dos defeituosos),
o que é dado pela inclinação da curva CCO. A Figura 3 seria a CCO ideal:

20
Controle de Qualidade
Figura 3: Curva Característica de Operação ideal. FONTE: MORÁN, 2011.
Define-se a Função Característica de Operação como sendo: L(p) = F(α), onde L(p)
é a probabilidade de aceitação de um lote em função de “p”, ou seja, em função da
proporção defeituosa do lote.
A CCO é o gráfico da função L(p), mostrado na Figura 4, para um dado plano: n e α.
Figura 4: CCO para um gráfico da função L(p). FONTE: MORÁN, 2011.
A CCO deverá passar por dois pontos: (P0, L(P0)) e (P1, L(P1)), sendo L(P0) = (1 – α)
e L(P1) = β.

21
Controle de Qualidade
Tendo-se fixado previamente esses 4 valores (P0, P1, L(P0), L(P1)), determina-se o
Plano de Amostragem (n e α), por meio das equações:
퐿(푃 ) = 1−∝= 푛푑 푃 (1 − 푃 ) (4.2)
퐿(푃 ) = 훽 = 푛푑 푃 (1 − 푃 ) (4.3)
Entretanto, procedendo-se assim, não se tem controle sobre o tamanho da amostra
e pode-se chegar a um tamanho que não seja conveniente ou aceito pela empresa.
Para tanto já existem planos de amostragem tabelados que fixam previamente os
valores de “n” e “α”, considerados convenientes, e fixa-se apenas um ponto da
CCO, perdendo-se o controle do outro ponto. Assim, neste caso, se fixa (P0, 1-α),
perde-se o controle sobre o ponto (P1, β).

22
Controle de Qualidade
5. INTRODUÇÃO AOS GRÁFICOS DE CONTROLE
5.1 FUNDAMENTO ESTATÍSTICO DOS GRÁFICOS DE CONTROLE
Supondo que uma característica de qualidade tenha uma distribuição normal com
média µ e desvio padrão σ, onde tanto µ como σ são conhecidos. Se x1, x2, ......., xn
é uma amostra de tamanho “n”, então a média da amostra será:
푥 =푥 + 푥 + ⋯+ 푥
푛 (5.1)
Também, pela teoria, se sabe que 푥 segue uma distribuição normal com média µ e
desvio padrão σ ̅ , e que:
σ ̅ =σ√푛
(5.2)
onde σ ̅ é o desvio padrão da média da amostra, e σ é desvio padrão populacional.
5.2 GRÁFICOS DE CONTROLE
O gráfico de controle é método visual, utilizado para se determinar se o processo
continua ou não em um estado satisfatório de controle estatístico. Na verdade, o
gráfico não controla absolutamente nada, ele simplesmente fornece uma base para
a ação e se tornará eficiente apenas quando aqueles que são responsáveis pela
tomada de decisões utilizarem as informações apresentadas pelo gráfico de forma
correta (MORÁN, 2011). Desse modo, a função principal dos gráficos de controle é a
de informar a existência de tendências, padrões ou variações em alguma
característica de interesse de um produto, como por exemplo composição
percentual, peso ou dimensão, em relação aos limites (superior ou inferior)
estabelecidos como aceitáveis para a característica que está sendo analisada.

23
Controle de Qualidade
Quando se trabalha com amostras, a forma mais comum de apresentar um gráfico
de controle é mediante a fixação da linha central de controle, do limite superior de
controle e do limite inferior de controle (Figura 5), sendo:
Limite Superior de controle (LSC) = µ + x 3훔풙
Linha Média de controle (LM) = µ Limite Inferior de controle (LIC) = µ - x 3훔풙
Onde:
σ ̅ é o desvio padrão da média amostral da medida estatística de interesse.
Figura 5: Modelo de gráfico de controle. FONTE: MORÁN, 2011.
Juran criou o conceito de Trilogia da Qualidade: Planejamento, Melhoria e Controle.
O Planejamento da qualidade estabelece os objetivos de desempenho e o plano de
ações para atingi-los. A melhoria da qualidade busca aperfeiçoar o patamar de
desempenho atual, para novos níveis, visando tornar a empresa mais competitiva. O
Controle da Qualidade consiste de avaliar o desempenho operacional, comparar
com os objetivos e atuar no processo, quando os resultados se desviarem do
desejado. Assim, quando uma empresa decide controlar seus processos mediante
Gráficos de Controle, se obterá um diagrama como o mostrado na Figura 6:

24
Controle de Qualidade
Figura 6: Controle dos processos mediante Gráficos de Controle. FONTE: MORÁN, 2011.
Dentre os principais passos necessários para construir um Gráfico de Controle, têm-
se:
a) Selecionar a característica de qualidade a ser considerada;
b) Definir o método de amostragem e o tamanho da amostra;
c) Coletar os dados;
d) Determinar o valor central e os limites de controle;
e) Determinar os limites de controle revisados;
f) Utilizar o gráfico de controle para suas finalidades.
5.3 TIPOS DE GRÁFICOS DE CONTROLE
Existem dois tipos básicos de gráficos de controle:
Gráficos de variáveis
Gráficos de atributos
Dentro de cada tipo básico algumas variantes também são utilizadas. São elas:
5.3.1 GRÁFICOS DE VARIÁVEIS (퐗퐞퐑)

25
Controle de Qualidade
São utilizados quando as amostras podem ser representadas por unidades
quantitativas de medida (peso, altura, comprimento, etc).
Os principais gráficos de controle por variáveis e mais usados são os de 푋 e de R.
Estes são os gráficos da média e da amplitude. Os gráficos de 푋 e de R se
complementam, devendo ser implementados simultaneamente. O gráfico 푋 objetiva
controlar a variabilidade no nível médio do processo e qualquer mudança que ocorra
nele. É muito importante também verificar a dispersão de um processo que pode
sofrer alterações devido às causas assinaláveis. Este aumento da variabilidade será
detectado pelo gráfico R das amplitudes.
5.3.2 GRÁFICOS DE ATRIBUTOS (P, NP, C E µ)
Existem situações em que as características da qualidade não podem ser medidas
numericamente. Por exemplo, uma lâmpada é classificada como “funciona” ou “não
funciona”. Ou seja, existem casos em que as características da qualidade são mais
bem representadas pela presença ou ausência de um atributo, e não por alguma
medição.
Em geral, os gráficos de atributo são utilizados nas seguintes situações:
i - quando o número de características a controlar em cada produto é muito grande;
ii - em lugar de mensurações convém empregar calibradores do tipo passa não-
passa;
iii - o custo de mensuração é elevado em relação ao custo da peça;
iv - a verificação da qualidade pode ser feita por simples inspeção visual.
Os principais tipos de gráficos de atributos são:
Gráficos de p: para o controle da proporção de unidades defeituosas em cada
amostra;
Gráficos de np: para o controle do número de unidades defeituosas por amostra;
26
Controle de Qualidade
Gráficos de c: para o controle do número de defeitos por amostra;
Gráficos de u: para o controle do número de defeitos por unidade de produto.
Para a utilização dos gráficos de atributos, deve-se escolher as características
principais ou mais significativas como geradoras de defeitos no produto É
recomendado a aplicação de gráficos de Pareto para determinação das
características mais importantes.

27
Controle de Qualidade
6. GRÁFICOS DE CONTROLE DE VARIÁVEIS
6.1 GRÁFICOS (푋푒푅)
Segundo MORÁN (2011), o gráfico 푋 é um gráfico de controle para variáveis que
analisa a constância na variação da média do processo. O gráfico R é um gráfico
que analisa a constância na variação do desvio padrão do processo (variabilidade do
processo). Portanto, os dois gráficos devem ser utilizados juntos, um para analisar a
variação na média do processo (gráfico 푋) e o outro para analisar a variação do
processo (gráfico R).
Para o cálculo dos limites de controle dos gráficos (푋 e R) é necessário coletar 20 ou
25 subgrupos (amostras) de 5 ou 4 itens (tamanho da amostra). Aproximadamente
100 dados. Em seguida calcular a média das médias amostrais (푋):
푋 =푋 + 푋 + ⋯+ 푋
푚 (6.1)
Para construir os limites de controle, é necessária uma estimativa do desvio padrão
σ. Essa estimativa pode ser encontrada pelo método das amplitudes das m
amostras. Se x1, x2, ..., xn é uma amostra de tamanho n, então a amplitude da
amostra é a diferença entre a maior e a menor observação, isto é:
푅 = 푥 á − 푥 í (6.2)
Sejam R1, R2, ...., Rn as amplitudes das m amostras. A amplitude média (푅) é:
푅 =푅 + 푅 + ⋯+ 푅
푚 (6.3)
A seguir, estão as formulas para a construção dos limites de controle para o gráfico
푋 e R.

28
Controle de Qualidade
Limites de Controle para o Gráfico 푿:
퐿푆퐶 = 푋 + 퐴 푅 (6.4)
퐿푀 = 푋 (6.5)
퐿퐼퐶 = 푋 − 퐴 푅 (6.6)
onde A2 é uma constante obtida de tabelas, que fornece os limites de 3σ ̅ para a
média das amostras.
Limites de Controle para o Gráfico R:
퐿푆퐶 = 퐷 푅 (6.7)
퐿푀 = 푅 (6.8)
퐿퐼퐶 = 퐷 푅 (6.9)
OBS: os valores de A2, D4, D3 serão encontrados na Tabela 1 do Anexo I.
EXEMPLO 6.1
Anéis de pistão para motores de automóveis são produzidos por um processo de
forja. Queremos estabelecer um controle estatístico para o diâmetro interno dos
anéis produzidos por esse processo usando gráficos 푋 e R. Vinte e cinco amostras,
cada uma com tamanho cinco, foram extraídas desse processo quando se pensava
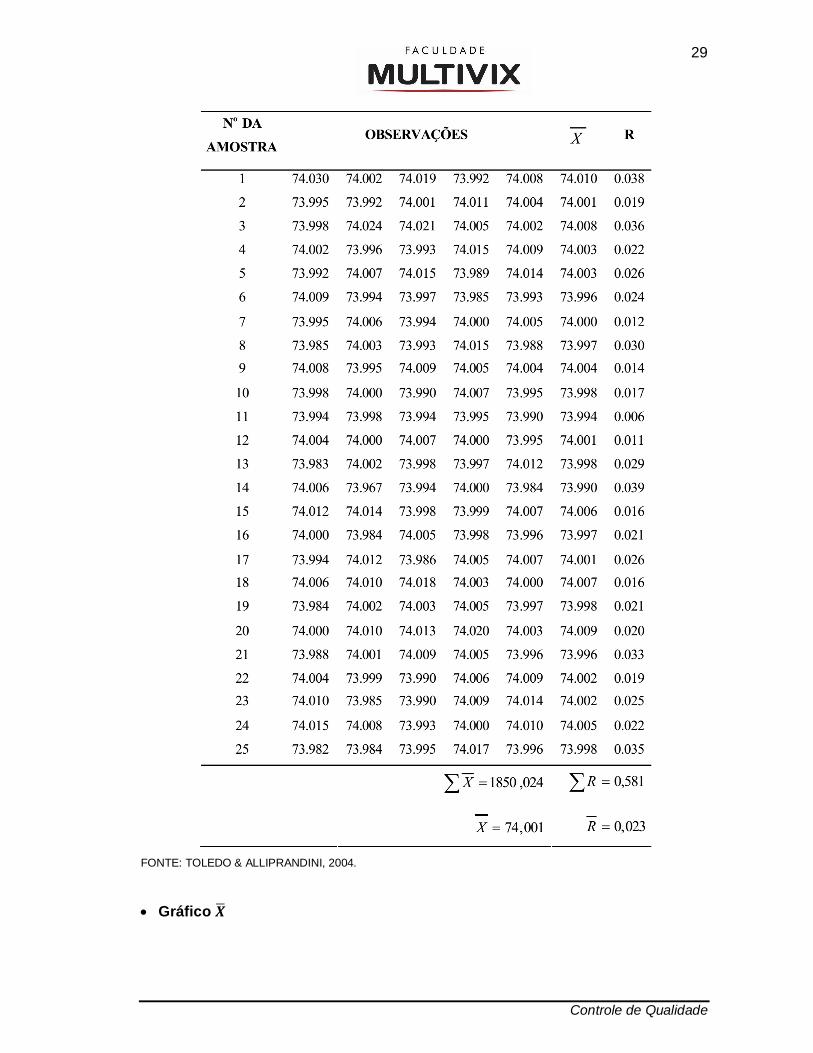
que o mesmo estava sob controle. As medidas dos diâmetros internos para essas
amostras são exibidos na TABELA 1.
TABELA 1: MEDIDAS DOS DIÂMETROS INTERNOS (MM) DE ANÉIS DE PISTÃO, EXEMPLO 6.1.
29
Controle de Qualidade
FONTE: TOLEDO & ALLIPRANDINI, 2004.
Gráfico 푿

30
Controle de Qualidade
Para achar os limites de controle para o gráfico 푋, usamos a Tabela 1 do Anexo I
para encontrar as constantes, na qual A2 = 0,577. Isso nos dá que
퐿푀 = 푋 = 74,001
퐿푆퐶 = 푋 + 퐴 푅 = 74,001 + (0,577)(0,023) = 74,014
퐿퐼퐶 = 푋 − 퐴 푅 = 74,001− (0,577)(0,023) = 73,998
Desse modo, plotando o gráfico de 푋,
Figura 7: Gráfico 푿 para o Exemplo 6.1. FONTE: TOLEDO & ALLIPRANDINI, 2004.
Gráfico R
Para n = 5, encontramos na Tabela 1 do Anexo I que D3 = 0 e D4 = 2,115. Assim os
limites de controle para o gráfico R são:
퐿푀 = 푅 = 0,023
퐿푆퐶 = 퐷 푅 = 0,023(0) = 0
퐿퐼퐶 = 퐷 푅 = 0,023(2,115) = 0,049
Assim, plotando o gráfico R,

31
Controle de Qualidade
Figura 8: Gráfico R para o Exemplo 6.1. FONTE: TOLEDO & ALLIPRANDINI, 2004.
Em ambos os gráficos 푋 (Figura 7) e R (Figura 8), não surge nenhuma evidencia de
uma situação fora de controle.

32
Controle de Qualidade
2 º Bimestre

33
Controle de Qualidade
7. GRÁFICOS DE CONTROLE DE ATRIBUTOS 7.1 GRÁFICOS p
Segundo MORÁN (2011), o gráfico de controle p é um gráfico de controle por
atributos, o qual determina a proporção ou percentagem de itens que estão fora de
padrão na amostra inspecionada. A proporção defeituosa denomina-se “p”. Assim,
nos gráficos usados para controlar atributos é contada a qualidade (“com defeito –
sem defeito”, “conforme – não conforme”, “sim – não”, etc) do produto ou serviço.
Utilizar este gráfico implica selecionar uma amostra aleatória, inspecionar cada item
contido nela, e calcular a proporção de produtos “com defeito” na amostra.
A fração amostral não-conforme (풑) é definida com a razão entre o número de
unidades não-conformes na amostra D e o a tamanho n da amostra. Isto é,
푝̂ =푛ú푚푒푟표푑푒푖푡푒푛푠푛ã표푐표푛푓표푟푚푒푠푑푎푎푚표푠푡푟푎
푛ú푚푒푟표푑푒푖푡푒푛푠푑푎푎푚표푠푡푟푎 =퐷푛 (7.1)
Limites de Controle para o Gráfico R:
푝̅ =∑ 푝̂푚 (7.2)
퐿푆퐶 = 푝̅ + 3푝̅(1− 푝̅)
푛 (7.3)
퐿푀 = 푝̅ (7.4)
퐿퐼퐶 = 푝̅ − 3푝̅(1 − 푝̅)
푛 (7.5)
Onde:
푝̅: fração média de defeituosos na amostra;
n: é o tamanho da amostra.
Tamanho da Amostra

34
Controle de Qualidade
Teoricamente, o gráfico p só deve ser empregado para amostras com um número n
de elementos maior que 10푝̅. Na prática é comum adotar-se 푛 > 5
푝̅.
EXEMPLO 7.1
Deseja-se estabelecer um gráfico de controle para melhorar a fração de embalagens
não-conformes produzidas por uma máquina que embala suco de laranja
concentrado em latas. Foram selecionadas 30 amostras, com n = 50 embalagens
cada, a intervalo de meia hora, por um perdido de três turnos, no qual a máquina
operou continuamente. Os dados são mostrados TABELA 2.
TABELA 2: DADOS PARA OS LIMITES DE CONTROLE TENTATIVOS, EXEMPLO 7.1. (N = 50
AMOSTRAS)
FONTE: TOLEDO & ALLIPRANDINI, 2004.

35
Controle de Qualidade
O primeiro passo é construir um gráfico de controle preliminar para verificar se o
processo está sob controle. Calculando o somatório das frações médias de
defeituosos na amostra pela TABELA 2, encontra-se pela Eq. 7.2.
푝̅ =∑ 푝̂
30 =6,9430 = 0,2313
Verificando se o gráfico pode ser empregado para o número de amostras n = 50,
푛 >5푝̅
5푝̅ =
50,2313 = 21,61 < 푛
Como 푛 > 5푝̅ , é válido empregar o gráfico para este exemplo.
Os limites de controle são:
퐿푀 = 푝̅ = 0,2313
퐿푆퐶 = 푝̅ + 3푝̅(1− 푝̅)
푛 = 0,2313 + 30,2313. (0,7687)
50 = 0,410
퐿퐼퐶 = 푝̅ − 3푝̅(1 − 푝̅)
푛 = 0,2313− 30,2313. (0,7687)
50 = 0,052
A fração amostral não-conforme de cada amostra preliminar está plotada no Gráfico
da Figura 9 com os limites de controle encontrados.
36
Controle de Qualidade
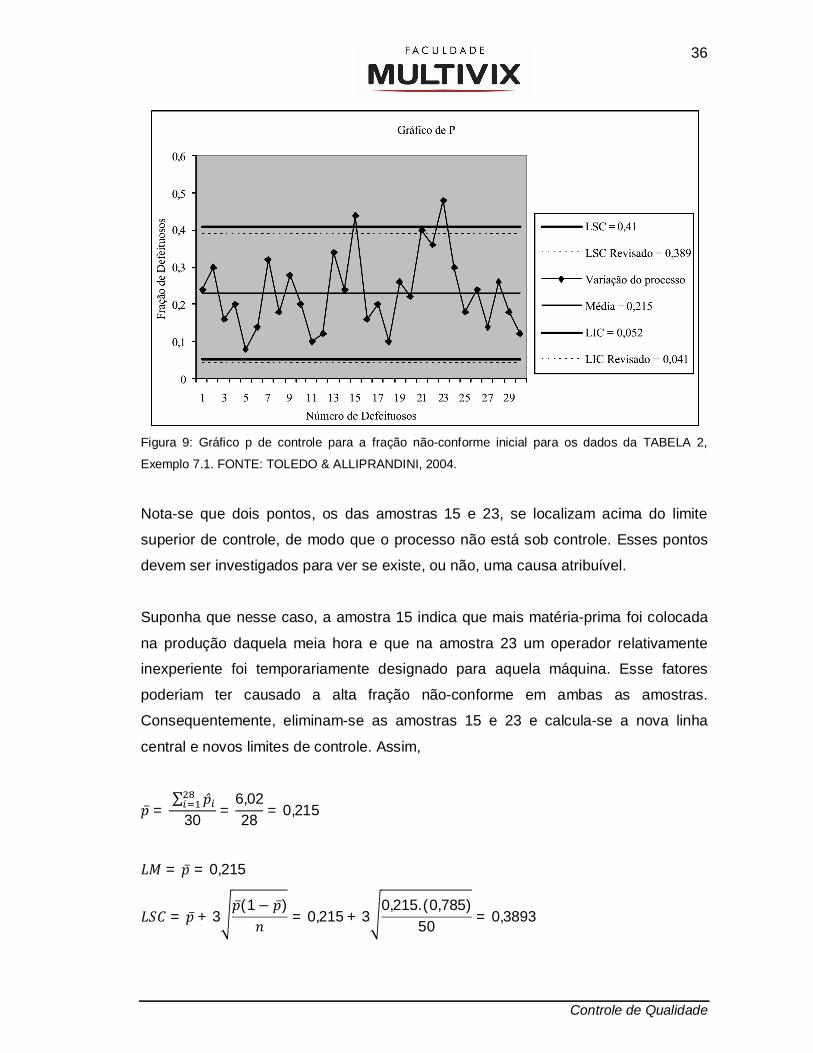
Figura 9: Gráfico p de controle para a fração não-conforme inicial para os dados da TABELA 2,
Exemplo 7.1. FONTE: TOLEDO & ALLIPRANDINI, 2004.
Nota-se que dois pontos, os das amostras 15 e 23, se localizam acima do limite
superior de controle, de modo que o processo não está sob controle. Esses pontos
devem ser investigados para ver se existe, ou não, uma causa atribuível.
Suponha que nesse caso, a amostra 15 indica que mais matéria-prima foi colocada
na produção daquela meia hora e que na amostra 23 um operador relativamente
inexperiente foi temporariamente designado para aquela máquina. Esse fatores
poderiam ter causado a alta fração não-conforme em ambas as amostras.
Consequentemente, eliminam-se as amostras 15 e 23 e calcula-se a nova linha
central e novos limites de controle. Assim,
푝̅ =∑ 푝̂
30 =6,0228 = 0,215
퐿푀 = 푝̅ = 0,215
퐿푆퐶 = 푝̅ + 3푝̅(1− 푝̅)
푛 = 0,215 + 30,215. (0,785)
50 = 0,3893

37
Controle de Qualidade
퐿퐼퐶 = 푝̅ − 3푝̅(1 − 푝̅)
푛 = 0,215 − 30,215. (0,785)
50 = 0,0407
7.2 GRÁFICOS np
O gráfico de controle np se baseia no número de não-conformes em vez da fração
não-conforme. Os parâmetros desse gráfico são os seguintes:
퐿푆퐶 = 푛푝̅ + 3 푛푝̅(1 − 푝̅) (7.6)
퐿푀 = 푛푝̅ (7.7)
퐿퐼퐶 = 푛푝̅ − 3 푛푝̅(1 − 푝̅) (7.8)
7.3 GRÁFICOS c
De acordo com TOLEDO & ALLIPRANDINI (2004), as vezes uma unidade do
produto pode apresentar mais de um defeito e tem-se o interesse em controlar o
número de defeitos por amostra: representado pela letra “c”. Esse controle é
conveniente quando as amostras têm o mesmo tamanho. Exemplos são não-
conformidades físicas tais como irregularidades de superfície, falhas ou orifícios em
produtos contínuos ou extensos como fio, papel, têxteis, materiais laminados, etc.
Nesse tipo de gráfico, o primeiro passo é estimar o numero médio de não-
conformidades (푐̅) observado em uma amostra preliminar de unidades de inspeção.
푐̅ =∑ 푐푚 (7.9)
Os parâmetros para o gráfico c são:
퐿푆퐶 = 푐̅ + 3√푐 ̅ (7.10)
퐿푀 = 푐̅ (7.11)
퐿퐼퐶 = 푐̅ − 3√푐 ̅ (7.12)
38
Controle de Qualidade
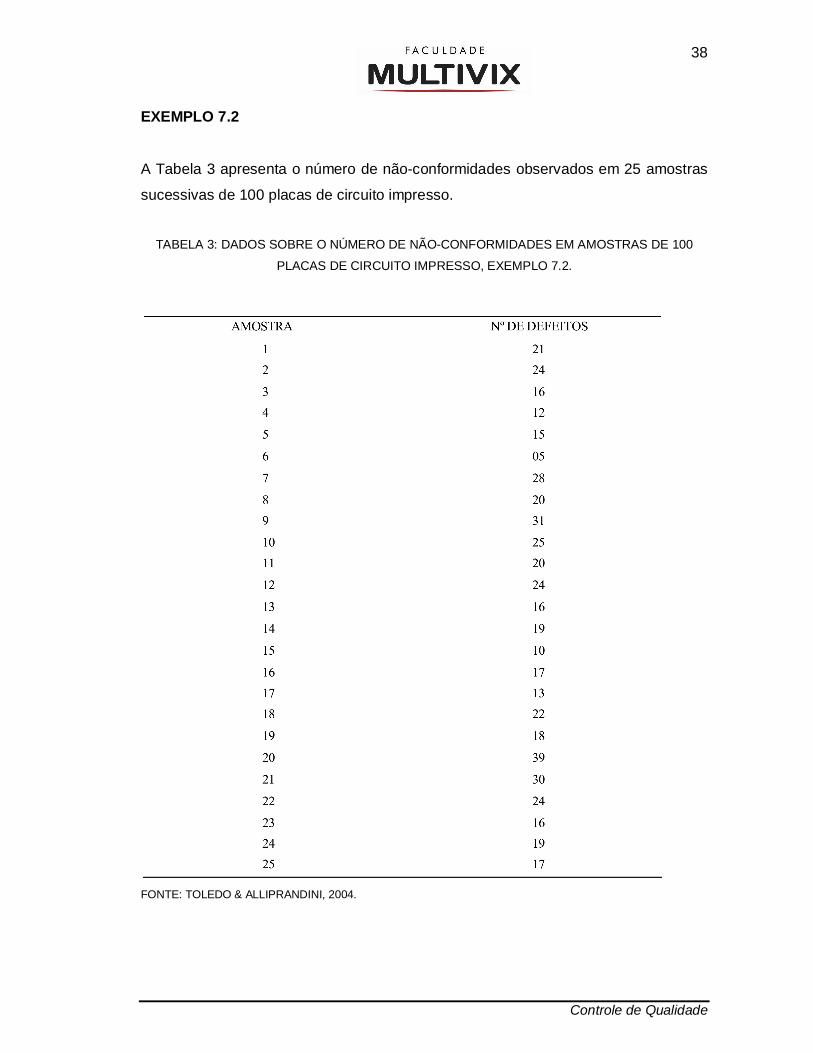
EXEMPLO 7.2
A Tabela 3 apresenta o número de não-conformidades observados em 25 amostras
sucessivas de 100 placas de circuito impresso.
TABELA 3: DADOS SOBRE O NÚMERO DE NÃO-CONFORMIDADES EM AMOSTRAS DE 100
PLACAS DE CIRCUITO IMPRESSO, EXEMPLO 7.2.
FONTE: TOLEDO & ALLIPRANDINI, 2004.

39
Controle de Qualidade
Nota-se que, por razões de conveniência, a unidade de inspeção é definida como
100 placas. Como 25 amostras contém um total de 501 não-conformidades, estima-
se 푐̅ por:
푐̅ =∑ 푐푚 =
50125 = 20,04
Os limites de controle para este exemplo são:
퐿푀 = 푐̅ = 20,04
퐿푆퐶 = 푐̅ + 3√푐̅ = 20,04 + 3 20,04 = 33,47
퐿퐼퐶 = 푐̅ − 3√푐̅ = 20,04− 3 20,04 = 6,61
O gráfico de controle é exibido na Figura 10.
Figura 10: Gráfico de controle para não-conformidades para o Exemplo 7.2. FONTE: TOLEDO &
ALLIPRANDINI, 2004.
Dois pontos de localizam fora dos limites de controle, amostras 6 e 20. O exame da
amostra 6 revela que um novo inspetor examinou as placas dessa amostra e que ele
não reconheceu vários dos tipos de não-conformidades que poderiam estar
40
Controle de Qualidade
presentes. Além disso, o número de não-conformidades grande na amostra 20
resultou de um problema de temperatura da máquina de solda, o que foi reparado
em seguida. Portanto, parece razoável excluir essas duas amostras e rever os
limites de controle. Assim, a estimativa de 푐̅ é agora calculada como
푐̅ =45725 = 18,28
Os limites de controle revisados são:
퐿푀 = 푐̅ = 18,28
퐿푆퐶 = 18,28 + 3 18,28 = 31,06
퐿퐼퐶 = 18,28− 3 18,28 = 5,45
Esses se tornam os valores-padrão em relação aos quais a produção será
comparada nos próximos períodos.
7.4 GRÁFICOS µ
O gráfico dos números de defeitos por unidade de produto (µ) é adequado quando
várias não-conformidades independentes podem ocorrer em uma unidade do
produto. O gráfico u geralmente é utilizado por supervisores porque eles estão mais
preocupados com o desempenho médio do produto. Isto é provável em produtos que
resultam de montagens complexas tais como: automóveis, televisores,
microcomputadores.
Se cada amostra consistir em “n” unidades e se houver um total de “c” não-
conformidades na amostra, então:
휇 =푐푛 (7.13)

41
Controle de Qualidade
Este será o número médio de defeitos de defeitos por unidade na amostra “i”. Assim,
se houver “m” amostras, então o estimador do número médio de defeitos por
unidade é:
휇̅ =∑ 휇푚 (7.14)
Consequentemente, os limites de controle serão:
퐿푆퐶 = 휇̅ + 3휇̅푛 (7.15)
퐿푀 = 휇̅ (7.16)
퐿퐼퐶 = 휇̅ − 3휇̅푛 (7.17)

42
Controle de Qualidade
8 CAPACIDADE DO PROCESSO E ESPECIFICAÇÕES
8.1 CONCEITOS BÁSICOS
Segundo BITTENCOURT, Capacidade do processo se refere à variabilidade
inerente a um processo comparada às especificações ou exigências para o produto.
A capacidade do processo diz respeito a sua uniformidade.
De acordo com TOLEDO & ALLIPRANDINI (2004), o conceito de capacidade do
processo tem uma associação com a especificação do produto que o processo deve
atender, ou seja, é a capacidade do processo produzir dentro das especificações de
projeto do produto. Assim, a capacidade do processo é a relação entre a sua
variabilidade natural e a tolerância de especificação do projeto do produto. Com
essa comparação, pode-se avaliar numericamente a capacidade do processo.
8.2 RAZÕES DA CAPACIDADE DE UM PROCESSO
Existe uma forma simples, quantitativa, de expressar a capacidade de um processo.
Para tal, uma forma é a razão da capacidade de um processo (RCP) 퐶 expressa
por
퐶 =퐿푆퐸 − 퐿퐼퐸
6휎 (8.1)
onde LSE e LIE são os limites superior e inferior de especificações,
respectivamente.
Em aplicações práticas, o desvio padrão do processo 휎 é quase sempre
desconhecido e deve ser substituído por uma estimativa de 휎. Tipicamente, utiliza-se
o desvio padrão amostral S ou 푅/푑 (quando se utilizam gráficos de controle de
variáveis, onde d2 é um fator de correção que depende exclusivamente do tamanho
(n) das amostras e encontra-se tabelado na Tabela 1 do Anexo I). Isto resulta na
seguinte estimativa de 퐶 ,
43
Controle de Qualidade
퐶 =퐿푆퐸 − 퐿퐼퐸
6휎 (8.2)
O índice 퐶 admite uma interpretação prática útil:
푃 =1퐶 100 (8.3)
A Eq. 8.3 informa a porcentagem da faixa de especificação utilizada pelo processo.
Existem casos em que não haverá limites superiores e inferiores de especificação,
mas apenas um deles. Nesses casos, para cálculos na prática:
퐶 =퐿푆퐸 − 휇̂
3휎 (푠표푚푒푛푡푒푒푠푝푒푐푖푓푖푐푎çã표푠푢푝푒푟푖표푟) (8.4)
퐶 =휇̂ − 퐿퐼퐸
3휎 (푠표푚푒푛푡푒푒푠푝푒푐푖푓푖푐푎çã표푖푛푓푒푟푖표푟) (8.5)
Ainda existe o índice 퐶 que é simplesmente o mínimo entre estes dois indicadores.
퐶 = 푚í푛(퐶 ;퐶 ) (8.6)
A magnitude o 퐶 em relação ao 퐶 é uma medida direta do quão fora do centro o
processo está operando.
Assim, um processo será considerado capaz quando o 퐶 for maior que 1, ou seja,
quando a variabilidade natural do processo(6s) for menor que a tolerância
admissível da especificação. Como é utilizado o sR (desvio padrão calculado a partir
das amplitudes), alguns autores consideram a necessidade de que o 퐶 seja maior
que 1,33.
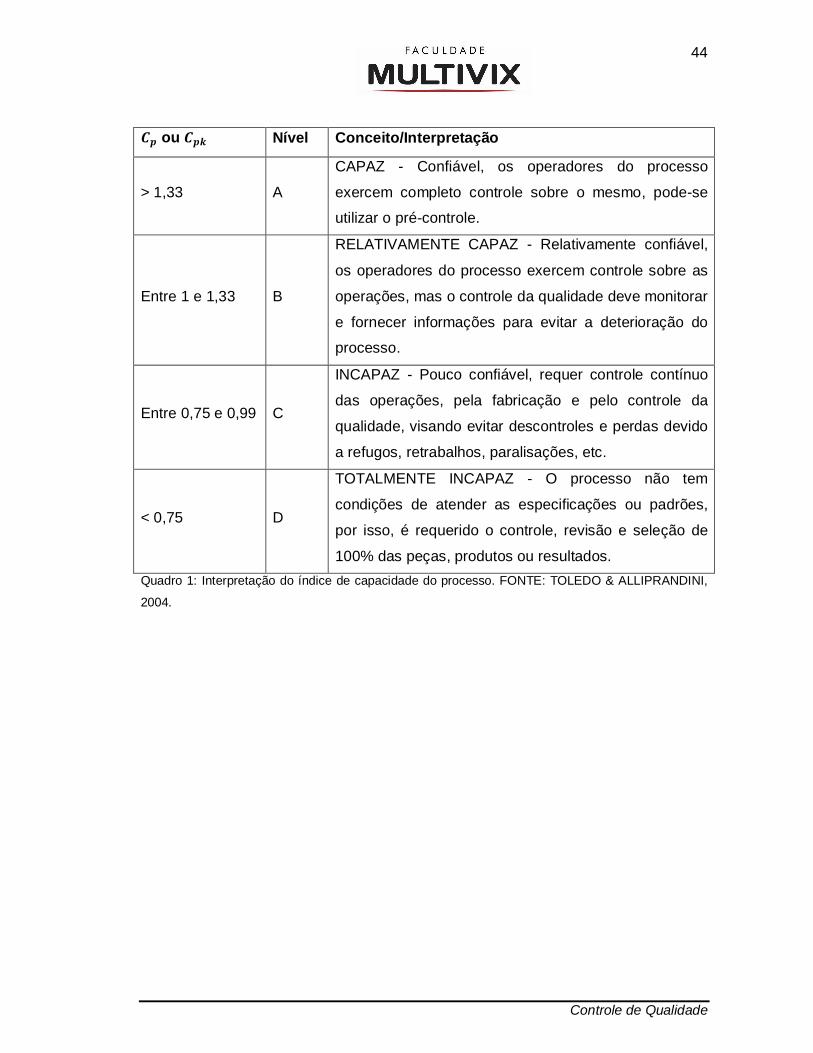
O Quadro 1 mostra uma orientação para a interpretação da capacidade do processo.
44
Controle de Qualidade
푪풑 ou 푪풑풌 Nível Conceito/Interpretação
> 1,33 A
CAPAZ - Confiável, os operadores do processo
exercem completo controle sobre o mesmo, pode-se
utilizar o pré-controle.
Entre 1 e 1,33 B
RELATIVAMENTE CAPAZ - Relativamente confiável,
os operadores do processo exercem controle sobre as
operações, mas o controle da qualidade deve monitorar
e fornecer informações para evitar a deterioração do
processo.
Entre 0,75 e 0,99 C
INCAPAZ - Pouco confiável, requer controle contínuo
das operações, pela fabricação e pelo controle da
qualidade, visando evitar descontroles e perdas devido
a refugos, retrabalhos, paralisações, etc.
< 0,75 D
TOTALMENTE INCAPAZ - O processo não tem
condições de atender as especificações ou padrões,
por isso, é requerido o controle, revisão e seleção de
100% das peças, produtos ou resultados. Quadro 1: Interpretação do índice de capacidade do processo. FONTE: TOLEDO & ALLIPRANDINI,
2004.

45
Controle de Qualidade
9 IMPLANTAÇÃO DOS GRÁFICOS DE CONTROLE
9.1 ESCOLHA DO TIPO DE GRÁFICO
A escolha do tipo de gráfico a ser utilizado depende da característica a ser analisada
e controlada.
Sendo esta característica uma magnitude (peso, altura, largura, comprimento, etc.),
os gráficos utilizados poderão ser os de variáveis (푋 e R).
Quando a característica da qualidade não pode ser medida numericamente, por
exemplo, quando se utiliza dispositivos passa não-passa, estas características são
denominadas de atributos. Se a característica da qualidade for um atributo, os
gráficos p (ou np) e c (ou µ) devem ser utilizados.
O fluxograma da Figura 11 mostra um esquema para a escolha do melhor gráfico a
ser utilizado.
9.2 COLETA DE DADOS
Antes de se realizar a coleta de dados é necessário escolher o tamanho da amostra,
também chamada de subgrupos racionais, assim como a frequência da amostragem
e o número de amostras a serem coletadas. Esta escolha depende do tipo de
gráfico, da fase de aplicação, de considerações econômicas, etc.
Na amostragem é fundamental escolher amostras que representem subgrupos de
itens que sejam o mais homogêneo possível, visando ressaltar diferenças entre os
subgrupos. Isso objetiva, caso estejam presentes, fazer com que as causas
assinaláveis/especiais se manifestem através das diferenças entre os subgrupos.

46
Controle de Qualidade
Figura 11: Procedimento para a escolha do tipo de gráfico de controle. FONTE: TOLEDO &
ALLIPRANDINI, 2004.
Este capítulo foi elaborado de acordo com TOLEDO & ALLIPRANDINI (2004).

47
Controle de Qualidade
10 INSPEÇÃO DE QUALIDADE
10.1 OBJETIVOS DA INSPEÇÃO DA QUALIDADE
Determinar se há ou não conformidade de um produto, ou lote, já produzido, em
relação às especificações de projeto;
Gerar informações que permitam tomar ações corretivas sobre o lote ou processo.
10.2 PONTOS DE INSPEÇÃO
A inspeção pode ocorrer nas seguintes fases da Produção:
a) INSPEÇÃO DE RECEBIMENTO
A extensão da inspeção em produtos (matéria-prima ou produto acabado) recebidos
de terceiros depende da capacidade do fornecedor, devidamente avaliada
previamente e continuamente acompanhada. Em um extremo, temos a inspeção
utilizando-se o conceito de "auditoria da decisão", onde o comprador compara os
dados obtidos por sua inspeção com os dados recebidos do fornecedor. Quando os
dados recebidos do fornecedor forem e continuarem a ser confiáveis, a inspeção se
transforma em apenas uma identificação do produto recebido. No outro extremo, a
inspeção de recebimento torna-se um controle da qualidade do fornecedor.
b) INSPEÇÃO DURANTE A FABRICAÇÃO
A inspeção durante a fabricação tem o objetivo de fornecer informações para a
tomada de decisão sobre o produto, isto é, se o produto está ou não conforme com a
especificação e para a tomada de decisão sobre o processo, isto é, se o processo
deve prosseguir ou parar. A frequência de inspeção pode ser mais facilmente
estabelecida se o processo é estável (um processo estável implica que no processo
só estão atuando fontes de variação usuais).
c) INSPEÇÃO DE PRODUTO ACABADO

48
Controle de Qualidade
A inspeção de produtos acabados (também conhecida como inspeção final) pode
ser executada tanto na linha de produção (nos pontos de inspeção), como em áreas
de inspeção separadas. Muitas vezes a inspeção é feita em 100% dos produtos
acabados, simulando as condições de uso ou realizando uma checagem completa
no produto (check list) por meio de inspeção sensorial (se utilizada a sensibilidade
humana como instrumento de medição).
10.3 TIPOS DE INSPEÇÃO
a) INSPEÇÃO 100%
A inspeção 100% é conveniente quando a característica é crítica ou a capacidade do
processo é inerentemente insuficiente (incapaz) para alcançar os requisitos das
especificações. É bom lembrar que o excesso de inspeção pode ser tão custoso
quanto a falta de inspeção. A experiência mostra que a inspeção 100% não garante
produtos perfeitos, isto é, não há garantias de segregação de todos os defeituosos.
Vários estudos demonstram que o inspetor encontra aproximadamente 80% dos
defeitos presentes.
b) INSPEÇÃO POR AMOSTRAGEM
Os objetivos principais dessa inspeção são de aceitação de um lote por meio de
uma amostra representativa que forneça auxílio no controle do processo. A inspeção
por amostragem é conveniente para reduzir os custos da inspeção, manter a área de
produção informada a respeito da qualidade dos produtos ao longo do processo e
em situações onde o julgamento da conformidade se dá através de um ensaio
destrutivo. Para que a inspeção por amostragem tenha eficácia, alguns cuidados
devem ser observados:
Procedimentos adequados para seleção da amostra;
Representatividade da amostra (aleatoriedade).
c) INSPEÇÃO SENSORIAL
49
Controle de Qualidade
A qualidade sensorial é aquela para a qual há dificuldade de se ter instrumentos
tecnológicos de medição, sendo utilizada a sensibilidade humana como instrumento
de medição. As características normalmente avaliadas por inspeção sensorial são:
Sabor;
Odor;
Ruído;
Aparência.
As formas de padrões para a inspeção sensorial são:
Amostras para comparação;
Fotografias;
Sons gravados;
Amostras com cheiro ou sabor;
A característica visual é uma categoria especial de qualidade sensorial. O resultado
de uma inspeção visual é bastante influenciado pela iluminação (tipo, cor e
intensidade), pelo ângulo de visão, pela distância da observação, etc. Devem-se
padronizar essas condições‚ para assegurar uma maior uniformidade nos resultados.
d) OUTROS TIPOS DE INSPEÇÃO DE CONFORMIDADE
Inspeção automatizada (inspeção utilizando robôs, software, leitor óptico, etc.);
Inspeção auxiliada por computador (isto se aplica especialmente à inspeção de
peças de maquinas de precisão);
Inspeção de preparação antes da produção (em processos estáveis: se a
preparação estiver correta o lote também deverá estar);
Inspeção volante (para processos que não permanecem estáveis durante a
produção de um lote).
10.4 CONSIDERAÇÕES GERAIS SOBRE A INSPEÇÃO DA QUALIDADE

50
Controle de Qualidade
Atividades da Inspeção:
Interpretação da especificação;
Medição da característica de qualidade;
Julgamento da conformidade;
Tratamento dos casos conformes;
Tratamento dos casos não-conformes;
Registros dos dados obtidos.
Conhecimentos necessários para a atividade de inspeção:
Quais características da qualidade verificar?
Como determinar se um produto está ou não conforme aos padrões requeridos?
Qual o critério de aceitação de lotes de produtos?
O que fazer com os produtos conformes e não-conformes?
O que deve ser registrado?
O Perfil desejado de um inspetor deve considerar:
Conhecimentos imprescindíveis
Regulamentos e procedimentos da empresa
Produtos e processos aplicados
Elementos de medição de precisão
Matemática aplicada à fabricação
Segurança
Sistemas de unidades de medida
Teoria dos erros de medição
Conhecimentos desejáveis:
Organização do controle da qualidade e suas funções

51
Controle de Qualidade
Conhecimento de física básica
Elaboração de relatórios técnicos
Controle estatístico da qualidade básico
Habilidades Técnicas:
Encontrar defeitos
Interpretar especificações
Relatar com exatidão
Habilidades Pessoais:
Controle emocional
Temperamento
Aptidão
Atenção/ Concentração
Este capítulo foi elaborado de acordo com TOLEDO & ALLIPRANDINI (2004).

52
Controle de Qualidade
11 CÍRCULOS DE CONTROLE DE QUALIDADE Segundo PALMIERI & PEREIRA (2012), os Círculos de Controle de Qualidade
(CCQ) nasceram mediante uma crise econômica, a do Japão, com consequente
falta de credibilidade na qualidade de seus produtos e serviços no mercado
internacional. O país estava arrasado moral e economicamente após a Segunda
Guerra Mundial, os japoneses lançaram em uma mobilização de reerguimento
baseado em dois pontos fundamentais: uma consciência nacional e capacidade
técnica. No Brasil, o movimento dos CCQ chegou entre 1971 e 1972, introduzido
primeiramente pela empresas Volkswagen do Brasil e Johnson & Johnson, que
implantaram os primeiros CCQ em suas áreas, divulgando para outras organizações.
11.1 DEFINIÇÃO E OBJETIVOS
FALCONI (1995) enfatiza que os CCQ’s são a extensão da prática do controle da
qualidade ao nível de operadores. Por meio dos grupos de CCQ é possível aos
operadores exercerem o controle, propondo alterações aos procedimentos
operacionais por meio do método de solução de problemas. Sendo assim, a
finalização, o acabamento do Gerenciamento da Qualidade Total é parte inseparável
desta.
De acordo com ALLEMAND (2007), CCQ’s não são grupos de pessoas para buscar
a solução de problemas, pois, não têm compromisso com os resultados; se utilizam
dos problemas do dia-a-dia, como um “laboratório”, onde aplicam as técnicas com
objetivo de seu aprendizado.
Segundo PALMIERI & PEREIRA (2012), “Um Círculo de Controle de Qualidade é
formado por um grupo de empregados voluntários, pertencentes a uma mesma área
de trabalho, que se reúnem periodicamente para identificar, estudar e aperfeiçoar
situações de trabalho.”
Para ALLEMAND (2007), as atividades dos CCQ’s têm como função, a multiplicação
de conhecimentos e a criação de hábito de utilização das ferramentas (técnicas)

53
Controle de Qualidade
básicas de Controle da Qualidade e do Método de Análise e Solução de Problemas
(MASP), também conhecido por PDCA.
11.1.1 PROCESSO MASP E CICLO PDCA
Visando a melhoria contínua e maior aproveitamento do processo, é perceptível a
utilização do Método de Análise e Solução de Problemas (MASP) cada vez mais
frequente nas organizações. Tal método é composto pelo sistema de
implementações de melhorias, a partir da elaboração e aplicação de ações
preventivas e corretivas no ambiente organizacional. (FERREIRA et. al., 2012).
De acordo com FERREIRA et. al. (2012), o ciclo PDCA, além de abranger o método
MASP e servir como base para seus critérios de avaliação, está amplamente
relacionado às tomadas de decisões dentro da organização. Com o foco no controle
do processo, este ciclo propõe o estabelecimento de metas e os meios mais viáveis
de atingi-las, buscando a possível estabilidade à instituição. A Figura 12 mostra a
composição básica do clico PDCA, usualmente adotada como embasamento em
novos projetos e qualificações de processos.
Figura 12: Estrutura básica do ciclo PDCA. FONTE: FERREIRA et. al. (2012).
54
Controle de Qualidade
FALCONI (1999) auxilia no entendimento do ciclo PDCA, explicitando seus termos:
Planejamento (Plan - Planejar): consiste, basicamente, em estabelecer o caminho
(método) para alcançar as metas instituídas pelo processo. Forma-se uma análise
sobre os fatores influenciáveis dentro do processo, além da pesquisa criteriosa, com
o intuito de utilizar ferramentas sem gastos excessivos ou o aumento de custos. É a
etapa do conhecimento, preparação e levantamento de dados;
Execução (Do – Fazer): compreende a elaboração das atividades realizadas a
partir do planejamento, ou seja, a implementação das ações estipuladas
anteriormente;
Verificação (Check – Checar): a partir dos dados de coleta da etapa anterior –
execução – é possível comparar os resultados obtidos com as metas estabelecidas
anteriormente, ou seja, conferir todos os passos realizados e se estes estão dentro
dos parâmetros especificados;
Atuar (Act – Agir): conhecida também por etapa de correção. A partir dos
resultados da checagem, é possível analisar os erros e detectar os principais
desvios dentro do processo para, em seguida, reparar as divergências encontradas
e dar suporte em sua manutenção.
Segundo FERREIRA et. al. (2012), as atividades que passam pelas etapas
elaboradas pelo ciclo PDCA, além de demonstrarem maior compromisso com a
atividade prestada e qualificação processual, são capazes de realizar sua
autoanálise (feedback), com o intuito de praticar a melhoria contínua e diminuir
drasticamente as divergências ou incorreções do processo.
11.2 CARACTERÍSTICAS
São grupos que tem o objetivo principal de treinar (desenvolver) as pessoas, para
efetivamente obterem o controle da qualidade. Suas principais características são:
Os participantes são voluntários;
Operam por tempo indeterminado;
55
Controle de Qualidade
O grupo escolhe o líder e secretário;
O grupo escolhe o tema do trabalho;
O grupo decide sobre a evolução do trabalho;
O grupo implanta ou participa da implantação das melhorias;
O grupo analisa as ideias obtidas;
Não tem compromisso com resultados.
11.3 FUNDAMENTOS E PRÍNCIPIOS
Conforme ALLEMAND (2007), a superação das empresas, para se manterem e
ampliarem seus mercados é a base de seu sucesso. Para que isto aconteça, as
empresas devem obter qualidade em todos os seus processos. E a empresa sendo
formada por colaboradores, detém nestes, a capacidade de implantação e
operacionalização de programas de qualidade, que para tal, necessitam estar
permanentemente treinados nas técnicas e ferramentas de qualidade. Para a
obtenção da qualidade, é necessário que todos realizem o autocontrole, coletem e
analisem dados numéricos e informações padronizadas, para procederem à
comparação entre os padrões desejados e os que estão sendo produzidos. Quando
um padrão não é alcançado, se obtém uma não-conformidade, a qual pode provocar
uma série de prejuízos à empresa.
Segundo ALLEMAND (2007), as pessoas quando bem motivadas, trabalham alegres
e satisfeitas. Os CCQ’s buscam a motivação das pessoas, pelos seus méritos
pessoais e coletivos, para a aplicação correta das ferramentas da qualidade. A
busca da participação individual e coletiva é incentivada, já que todos podem
colaborar no processo, seja para seu sucesso pessoal e o da empresa.
Para a empresa, os CCQ’s trazem como vantagens:
1) Melhoria contínua nos processos e racionalização do trabalho;
2) Otimização dos recursos alocados à organização, com consequente aumento na
produtividade, melhoria na qualidade dos produtos e serviços;
3) Maior lucratividade, redução de custos;

56
Controle de Qualidade
4) Reputação e prestígio dos produtos e da empresa perante a comunidade;
5) Empregados conscientes quanto à importância dos 5S;
6) Empregados conscientes quanto a problemas, custos, desperdícios e qualidade;
7) Criação ou incremento do hábito de trabalho em grupo;
8) Pessoas capacitadas para o autocontrole, principalmente na realização do
Controle Estatístico do Processo (CEP);
9) Competitividade dos seus produtos no mercado interno e externo;
10) Incremento na motivação dos empregados;
11) Melhoria no relacionamento humano;
12) Maior união entre empregados, voltada ao desenvolvimento pessoal e da
empresa;
13) Redução da ocorrência de inconvenientes e não-conformes, através da
prevenção e a consequente redução de gastos com assistência técnica.
Para as pessoas que participam dos CCQ’s, as vantagens e benefícios são:
1) Desenvolvimento pessoal e profissional, dinâmico e permanente, face à troca de
experiências entre os componentes do grupo e principalmente pela ação de
pesquisa e estudos para a análise das ideias sugeridas no desenvolvimento do
tema adotado;
2) Satisfação pessoal por deixar de ser apenas um dente da engrenagem, mas sim
a própria empresa, participando, influindo e contribuindo para que esta, alcance
os seus objetivos;
3) Realização profissional, crescer com a empresa, poder discutir, influir e participar
na implantação de mudanças que afetam o seu dia-a-dia, ver reconhecido pelos
seus superiores todo o seu esforço;
4) Melhoria no ambiente de trabalho, devido à redução de dificuldades para
executar as suas tarefas e um melhor conhecimento do processo em que atua,
proporcionando um ambiente de trabalho sadio, alegre e ativo;
5) Melhoria no relacionamento humano. As pessoas passam a conhecer melhor o
seu colega de trabalho, e munidos dos mesmos ideais, objetivos e filosofia,
reduz-se as diferenças, mantendo diálogos francos e abertos, inclusive com as
chefias;
57
Controle de Qualidade
6) Melhoria na capacidade de administrar. As técnicas que se aprende, permitem
tomadas de decisão convictas, com base cientifica, o que contribui inclusive para
um melhor aproveitamento do salário;
7) Melhoria no senso de organização, desenvolvimento da consciência das coisas
certas, no local correto, no momento exato;
8) Melhor harmonia no lar, devido à geração do hábito do diálogo com os
familiares, de extrema importância, principalmente na educação dos filhos.

58
Controle de Qualidade
12 ANEXOS
12.1 ANEXO I
TABELA 1: FATORES PARA CONSTRUIR GRÁFICOS DE CONTROLE.
Gráfico 푿 Gráfico R n A2 D3 D4 n 2 1,880 0 3,267 2 3 1,023 0 2,575 3 4 0,729 0 2,282 4 5 0,577 0 2,115 5 6 0,483 0 2,004 6 7 0,419 0,076 1,924 7 8 0,373 0,136 1,864 8 9 0,337 0,184 1,816 9 10 0,308 0,223 1,777 10 11 0,285 0,256 1,744 11 12 0,266 0,284 1,716 12 13 0,249 0,308 1,692 13 14 0,235 0,329 1,671 14 15 0,223 0,348 1,652 15 16 0,212 0,364 1,636 16 17 0,203 0,379 1,621 17 18 0,194 0,392 1,608 18 19 0,187 0,404 1,596 19 20 0,180 0,414 1,586 20 21 0,173 0,425 1,575 21 22 0,167 0,434 1,566 22 23 0,162 0,443 1,557 23 24 0,157 0,452 1,548 24 25 0,153 0,459 1,541 25

59
Controle de Qualidade
13 BIBLIOGRAFIA
1. ALLEMAND, Renato Neves. APOSTILA SOBRE QUALIDADE E PRODUTIVIDADE. 2007.
2. BITTENCOURT, Hélio Radke. CONTROLE ESTATÍSTICO DA QUALIDADE.
Pontifícia Universidade Católica do Rio Grande do Sul. Faculdade de Matemática –
Departamento de Estatística. Rio Grande do Sul.
3. BLODORN, M.; SOARES, M. QUALIDADE: UMA QUESTÃO DE SOBREVIVÊNCIA PARA AS ORGANIZAÇÕES. Universidade Luterana do Brasil,
2011.
4. COSTA, A. F. B.; EPPRECHT, E. K.; CARPINETTI, L C. R. Controle Estatístico de Qualidade. Editora Atlas, 2ª Ed. São Paulo, 2005.
5. FALCONI, Vicente Campos. TQC – Controle da qualidade total (no estilo japonês). Belo Horizonte: Editora de Desenvolvimento Gerencial, 1999.
6. FERREIRA, R. H. M.; SATO, A. N.; CANTERI, C. G. CÍRCULOS DE CONTROLE
DA QUALIDADE (CCQ’S): A PARTICIPAÇÃO DIRETA NOS PROCESSOS DECISÓRIOS EM UMA INDÚSTRIA DE AUTOPEÇAS DA REGIÃO SUL. In: V
Congresso UFV de Administração e Contabilidade e II Mostra Científica. Viçosa-MG,
2012.
7. MAGALHÃES, J. M. AS 7 FERRAMENTAS DA QUALIDADE. Modelos de
Gestão: Qualidade e Produtividade. 2 pgs.
8. MATTOS, J.C.; TOLEDO. J. C. Custos da qualidade: diagnóstico nas
empresas com certificação ISO 9000. Revista Gestão & Produção. Vol. 5, Nº 3.
São Carlos-SP, 1998.
60
Controle de Qualidade
9. MONTGOMERY, Douglas C. Introdução ao Controle Estatístico da Qualidade.
4ª Ed. São Paulo, Brasil. LTC, 2013.
10. MORÁN, William. APOSTILA DE CONTROLE DA QUALIDADE.
Universidade Federal do Piauí. Teresina, 2011.
11. PALMERI, A. F.; PEREIRA, H. R. J. CÍRCULO DE CONTROLE DE QUALIDADE (CCQ). Centro Universitário Nossa Senhora do Patrocínio (CEUNSP).
Complexus, ano 3, nº 05. Salto-SP, 2012. Pp. 71-82.
12. ROTONDARO, Roberto. Custos da Qualidade Ferramentas para Análise de Decisão Estratégica. Apostila da Fundação Carlos Alberto Vanzolini, 1996.
13. TOLEDO, J. C. Conceitos Sobre Custos da Qualidade. Apostila da
Universidade Federal de São Carlos. Grupo de Estudos e Pesquisa em Qualidade
(GEPEQ). São Carlos-SP, 2002.
14. TOLEDO, J. C.; ALLIPRANDINI, D. H. CONTROLE ESTATÍSTICO DA QUALIDADE. Universidade Federal de São Carlos. Grupo de Estudos e Pesquisa
em Qualidade (GEPEQ). São Paulo-SP, 2004.























![[Apostila] Controle Da Qualidade Soldagem - Fatec](https://img.document.onl/doc/110x75/55cf98c1550346d033997bdb/apostila-controle-da-qualidade-soldagem-fatec.jpg)


![Controle Da Qualidade-Apostila[UFPI]](https://img.document.onl/doc/110x75/577c85ca1a28abe054be81c0/controle-da-qualidade-apostilaufpi.jpg)
![[Apostila] Controle da Qualidade Mecânica - FATEC](https://img.document.onl/doc/110x75/5571fd52497959916998d2b1/apostila-controle-da-qualidade-mecanica-fatec-55a0c77c144f4.jpg)

