Embed Size (px)
Citation preview
Disciplina EMC 5301
http://www.emc.ufsc.br/~emc5332/
ELEMENTOS DE MÁQUINAS II
EMC 5332
Disciplina de Graduação em Engenharia Mecânica
INFORMAÇÕES GERAIS
NOME Elementos de Máquinas II
CÓDIGO EMC 5332HORÁRIO SEXTA / 9:10 - 12:00 / 03 aulas LOCAL Sala CTC 111
MATERIAL ONLINE
EMENTA DA DISCIPLINA
CRONOGRAMA DE AVALIAÇÃOProjeto Mecânico Provas
PROGRAMA DIDÁTICOAULAS Aulas Teóricas
MANUAISApostilas
Engrenagens
TAREFAS
OBSERVAÇÃO: Para visualizar os arquivos do material online, se você não tiver o Acrobat Reader, utilize este link abaixo para
carregar o arquivo de instalação
MAIORES INFORMAÇÕES
Prof. Altamir Dias , Sala 15 - Bloco A - E M C
Fone: (0xx48) 331 9264
Homepage: http://www.emc.ufsc.br/professores/altamir
Sugestões para webmaster .
Atualizada em 11-Jul-2001 13:22

Aulas Teóricas EMC 5301
http://www.emc.ufsc.br/~emc5332/emc5332-apostilas.html
Apostilas de Elementos de Máquinas
EMC 5332Introdução
Cap. 2 - Cinemática de Engrenamento
Cap. 3 - A Curva Evolvente
Cap. 4 - A Engrenagem
Cap. 5 - Deslocamento de Perfis
Cap. 6 - Tipos de Engrenagens
Cap. 7 - Engrenagens Cilíndricas de DentesHelicoidais
Cap. 8 - Análise de Forças nas Engrenagens Cilíndricas
Cap. 9 - Recomendações de Projeto
Cap. 10 - Materiais para Engrenagens
Volte para a página principal da disciplina
Engrenagem
Capítulo 1 - Introdução.sxw
1 INTRODUÇÃO 1
1.1 Engrenagens
Engrenagenssãousadasemváriostiposde máquinase equipamentos.Estãopresentesnasmais diversas aplicações: área da mobilidade (aérea, naval, agrícola, automotiva); área industrial(usinagem,produção,transporte,movimentaçãode carga,controlede qualidade,robôs);áreacomercial(equipamentosdecontrole,registradores,componenteseletrônicos);eletrodomésticos(liquidificadores, batedeiras, máquinas de lavar).
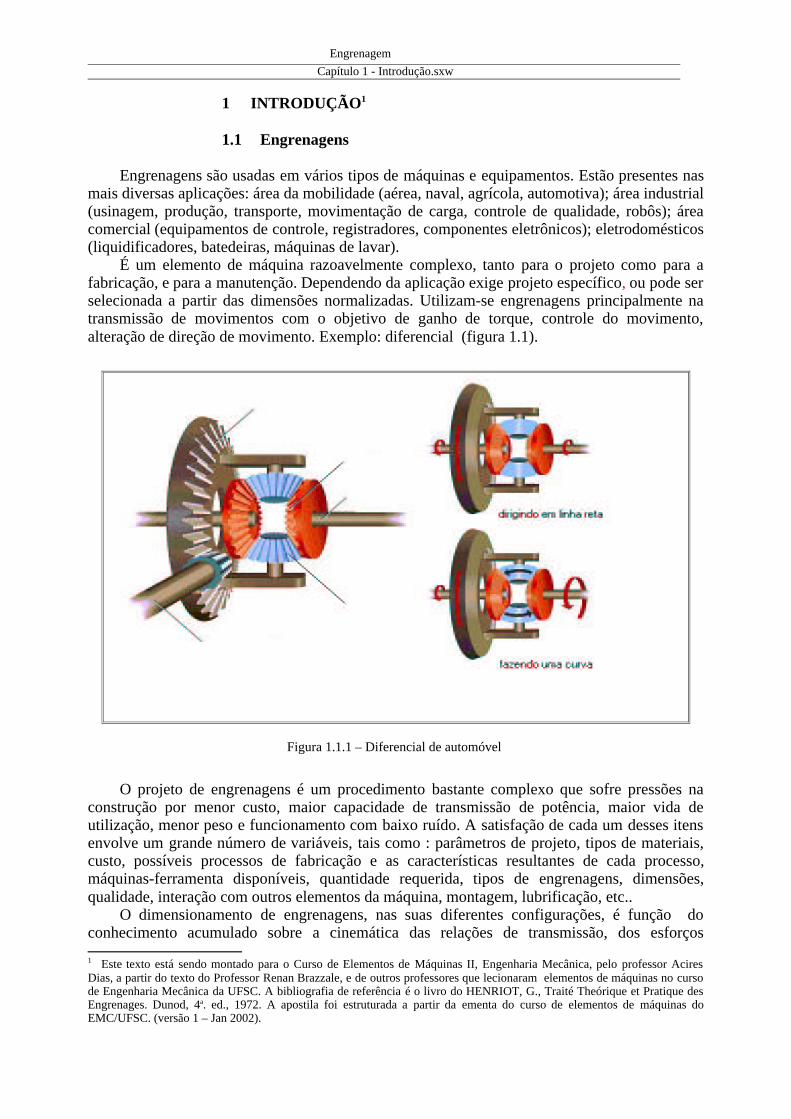
É um elementode máquinarazoavelmentecomplexo,tanto parao projeto como paraafabricação,eparaa manutenção.Dependendodaaplicaçãoexigeprojetoespecífico, ou podeserselecionadaa partir dasdimensõesnormalizadas.Utilizam-seengrenagensprincipalmentenatransmissãode movimentoscom o objetivo de ganho de torque, controle do movimento,alteração de direção de movimento. Exemplo: diferencial (figura 1.1).
Figura 1.1.1 – Diferencial de automóvel
O projeto de engrenagensé um procedimentobastantecomplexoque sofre pressõesnaconstruçãopor menor custo, maior capacidadede transmissãode potência,maior vida deutilização,menorpesoe funcionamentocom baixo ruído.A satisfaçãodecadaum dessesitensenvolveum grandenúmerodevariáveis,tais como: parâmetrosde projeto,tiposde materiais,custo, possíveisprocessosde fabricaçãoe as característicasresultantesde cada processo,máquinas-ferramentadisponíveis, quantidaderequerida, tipos de engrenagens,dimensões,qualidade, interação com outros elementos da máquina, montagem, lubrificação, etc..
O dimensionamentode engrenagens,nas suasdiferentesconfigurações,é função doconhecimentoacumuladosobre a cinemática das relações de transmissão,dos esforços
1 Estetexto estásendomontadoparao Cursode Elementosde MáquinasII, EngenhariaMecânica,pelo professorAciresDias,a partir do textodo ProfessorRenanBrazzale,e deoutrosprofessoresquelecionaramelementosdemáquinasno cursodeEngenhariaMecânicadaUFSC.A bibliografiadereferênciaé o livro do HENRIOT, G., TraitéTheóriqueet PratiquedesEngrenages.Dunod, 4a. ed., 1972. A apostila foi estruturadaa partir da ementado cursode elementosde máquinasdoEMC/UFSC. (versão 1 – Jan 2002).
Engrenagem
Capítulo 1 - Introdução.sxw
existentes,daslimitaçõesimpostas,dos processosde fabricação,e outrosfatores.Na prática,algunsprocedimentosutilizadosparaa obtençãodeumaboatransmissãodependemtambémdatradiçãoe experiênciano projetodesseelementode máquina,o que leva algumasempresasaacumularemtecnologia própria para o projeto e fabricaçãode redutorese variadoresdevelocidades. Devidoa isso,é muito provávelqueum projetoindependente,baseadoapenasemnormase outrasinformaçõesdisponíveisnaliteratura,nãoseassemelharáa um projetodeumaempresaespecializada.Normalmente,asdimensõesdasengrenagense por suavez do redutorficam maiores.
1.2 Tipos de engrenagens
Denomina-seengrenagemtoda roda dentadade forma constante,destinadaa transmitire\ourecebermovimentodeoutroelementomecânicodentadotambémdeformaconstante,pelaação dos dentes em contatos sucessivos.
Existem três tipos básicos de engrenagens: cilíndricas, cônicas, e hiperbolóidicas.a) Cilíndricas: dentes retos, dentes helicoidais.b) Cônicas: dentes retos, dentes curvos.c) Hiperbolóidicas: hipóide, palóide.d) Não cilíndricas.
A cremalheiraé outro tipo importantenão só como engrenagemmasporqueé necessáriaaoestudoteóricodasengrenagens.É tambéma formabásicadeváriasferramentasempregadasnafabricaçãopor geração.A cremalheirapoderser consideradaumaengrenagemcilíndrica cujoraio primitivo tende para o infinito.
1.3 Transmissões por engrenagens
Ao decidir o tipo e a forma construtivamais adequadaparao projeto de uma determinadatransmissãoé requeridoconhecimentopreciso das condiçõesbásicasde funcionamento,apotêncianominal, o númerode rotaçõespor minuto e a relaçãode transmissão,bem comomomentotorçor de partida,númerode partidas,tempode funcionamentopor dia, númerodeciclostotal defuncionamento,graudesolicitação,freqüênciasnaturais,funcionamentogeraldamáquina, etc. Reunindoinformaçõessuficientespode-seentãodeterminarastransmissõesa seremadotadaseas suasprincipaisdimensõesparao funcionamentodesejado.Outrosdadosaindadevemserconsideradosparaestimartamanho,peso,o preço,material,processode fabricação,facilidadecomercialização e manutenção. A transmissãopor engrenagenspodetambémser feita por correntes,correias,rodasde atrito,motoresde passo.A opçãopor um dessestipos de transmissãodependedascaracterísticasepropriedadesespecíficasde cada tipo de transmissãoe das característicasexigidas peloambiente onde a transmissão é requerida.Transmissõesporengrenagenspodemserusadasemeixosparalelos,reversosou concorrentesepossuiumaextensagamadeaplicaçõesconsiderando-seascombinaçõesdepotências,rotaçõese relações de transmissão.A relação de transmissãopermanecerásempre constanteindependentementedassolicitaçõespois a transmissãodasforçasé feita semdeslizamento,orendimentoé alto, hágranderesistênciaa sobrecargas,vida longa,segurançade funcionamentoe a manutençãoé pequena.Outrospontosa favor são(quaisos outrostipos de elementosquetransmitemmovimento e torque? Para que se possacomparar...)o menor espaçoque atransmissão por engrenagens ocupa e a adaptabilidade a distâncias entre eixos pré-determinadas.As desvantagensestão associadasa maior complexidade,maior custo, ruídos durante ofuncionamento e transmissão relativamente rígida.
Engrenagem
Capítulo 1 - Introdução.sxw
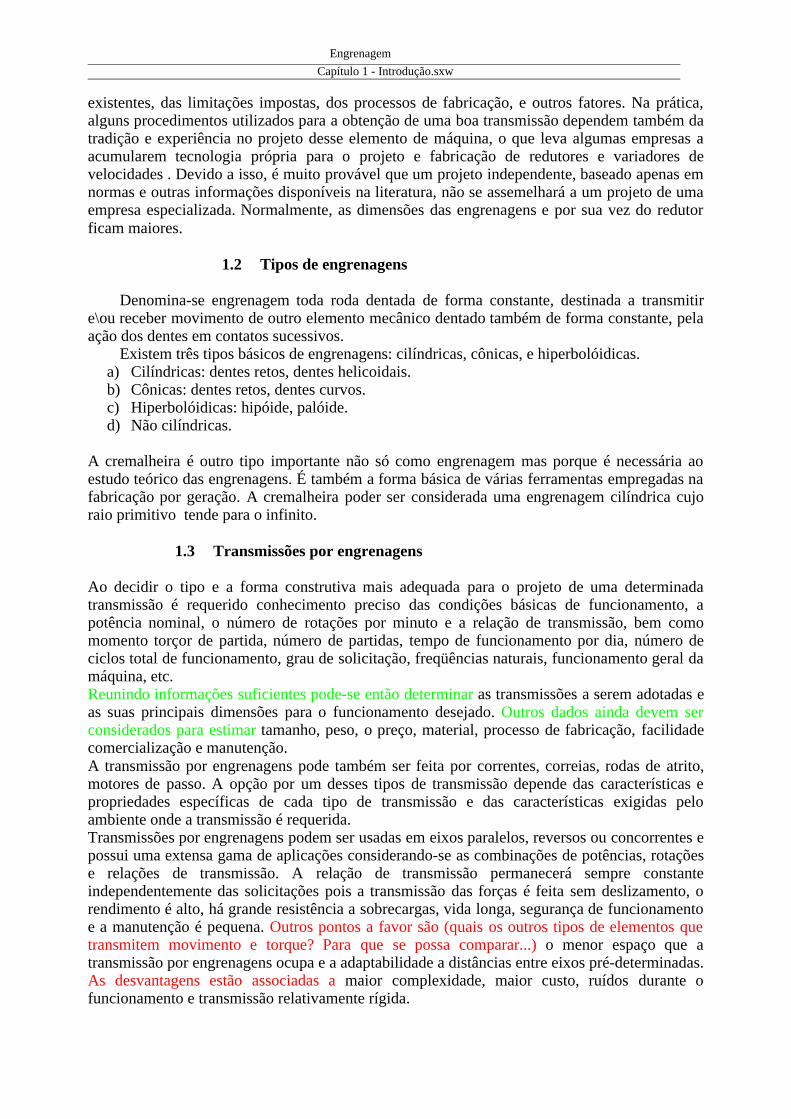
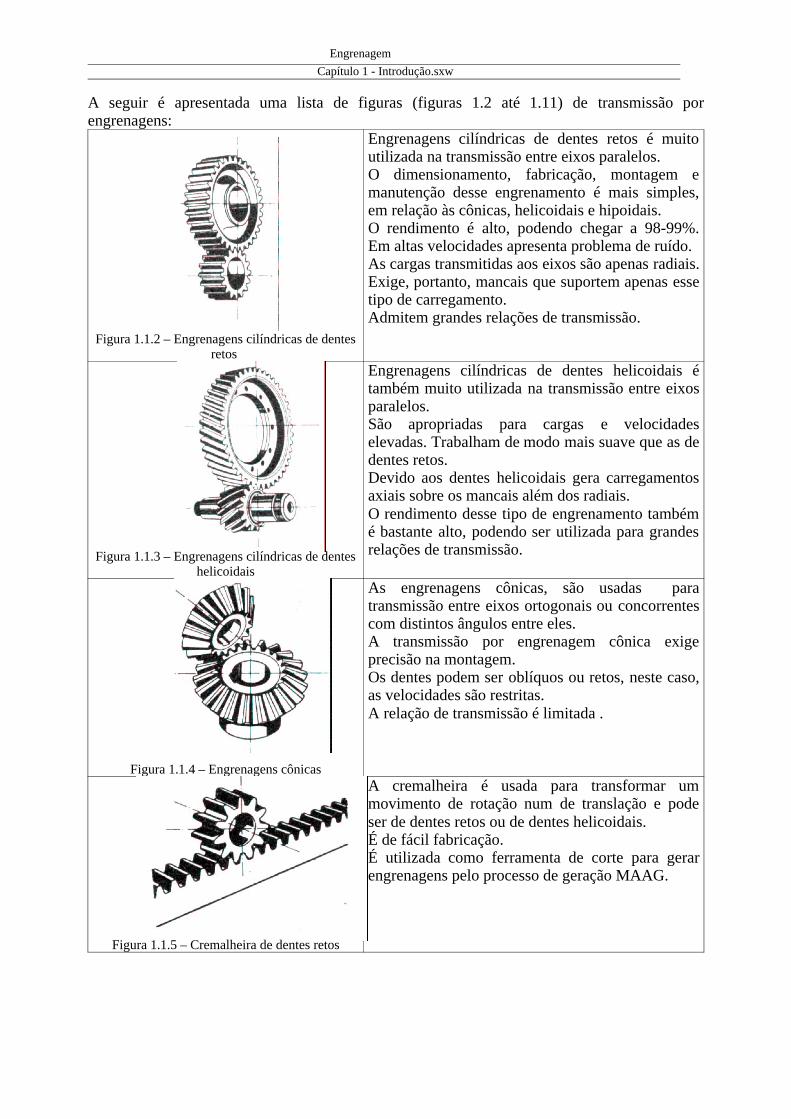
A seguir é apresentadauma lista de figuras (figuras 1.2 até 1.11) de transmissãoporengrenagens:
Figura 1.1.2 – Engrenagens cilíndricas de dentesretos
Engrenagenscilíndricas de dentesretos é muitoutilizada na transmissão entre eixos paralelos. O dimensionamento, fabricação, montagem emanutençãodesseengrenamentoé mais simples,em relação às cônicas, helicoidais e hipoidais. O rendimentoé alto, podendochegara 98-99%.Em altas velocidades apresenta problema de ruído. As cargastransmitidasaoseixossãoapenasradiais.Exige,portanto,mancaisquesuportemapenasessetipo de carregamento.Admitem grandes relações de transmissão.
Figura 1.1.3 – Engrenagens cilíndricas de denteshelicoidais
Engrenagenscilíndricas de dentes helicoidais étambémmuito utilizadana transmissãoentreeixosparalelos.São apropriadas para cargas e velocidadeselevadas.Trabalhamdemodomaissuavequeasdedentes retos. Devido aosdenteshelicoidaisgeracarregamentosaxiais sobre os mancais além dos radiais. O rendimentodessetipo de engrenamentotambémé bastantealto, podendoserutilizadaparagrandesrelações de transmissão.
Figura 1.1.4 – Engrenagens cônicas
As engrenagenscônicas, são usadas paratransmissãoentreeixosortogonaisou concorrentescom distintos ângulos entre eles.A transmissão por engrenagemcônica exigeprecisão na montagem. Os dentespodemseroblíquosou retos,nestecaso,as velocidades são restritas. A relação de transmissão é limitada .
Figura 1.1.5 – Cremalheira de dentes retos
A cremalheira é usada para transformar ummovimentode rotaçãonum de translaçãoe podeser de dentes retos ou de dentes helicoidais.É de fácil fabricação.É utilizada como ferramentade corte para gerarengrenagens pelo processo de geração MAAG.
Engrenagem
Capítulo 1 - Introdução.sxw
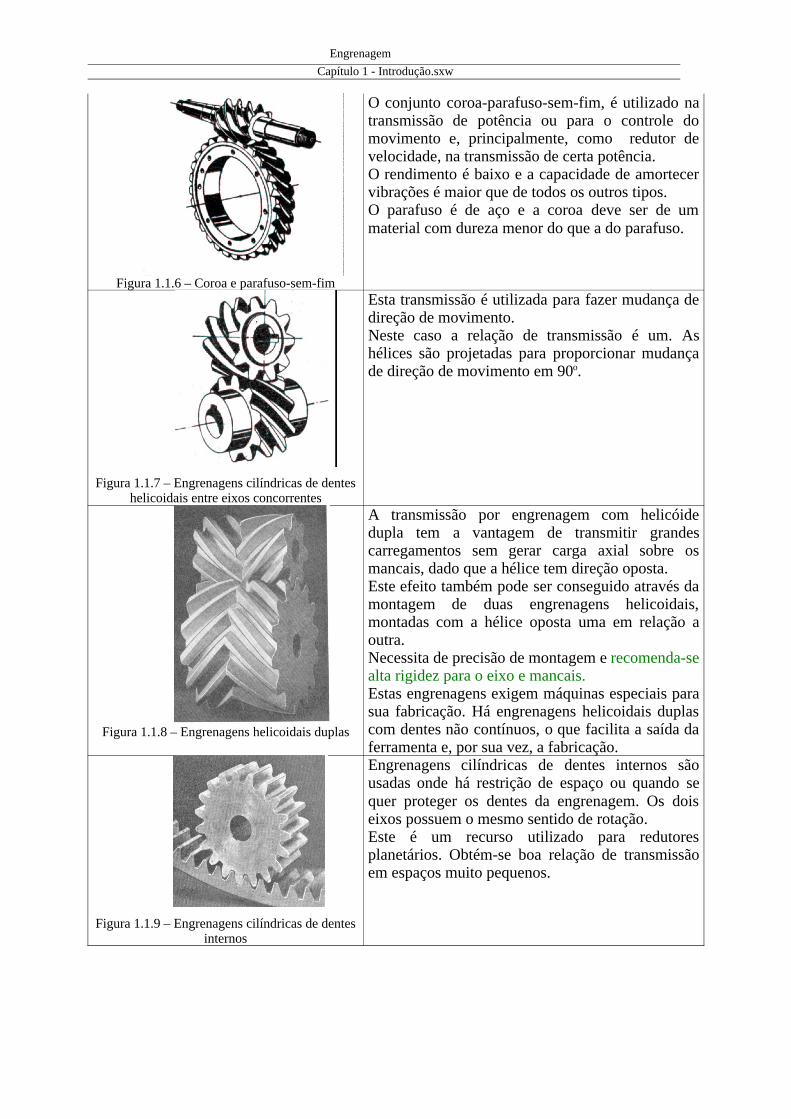
Figura 1.1.6 – Coroa e parafuso-sem-fim
O conjuntocoroa-parafuso-sem-fim,é utilizado natransmissãode potência ou para o controle domovimento e, principalmente,como redutor develocidade, na transmissão de certa potência. O rendimentoé baixo e a capacidadede amortecervibrações é maior que de todos os outros tipos.O parafusoé de aço e a coroa deve ser de ummaterial com dureza menor do que a do parafuso.
Figura 1.1.7 – Engrenagens cilíndricas de denteshelicoidais entre eixos concorrentes
Estatransmissãoé utilizadaparafazermudançadedireção de movimento.Neste caso a relação de transmissãoé um. Ashélicessãoprojetadasparaproporcionarmudançade direção de movimento em 90o.
Figura 1.1.8 – Engrenagens helicoidais duplas
A transmissãopor engrenagemcom helicóidedupla tem a vantagem de transmitir grandescarregamentossem gerar carga axial sobre osmancais, dado que a hélice tem direção oposta. Esteefeito tambémpodeserconseguidoatravésdamontagem de duas engrenagens helicoidais,montadascom a hélice opostauma em relaçãoaoutra.Necessita de precisão de montagem e recomenda-sealta rigidez para o eixo e mancais. Estasengrenagensexigemmáquinasespeciaisparasuafabricação.Há engrenagenshelicoidaisduplascomdentesnãocontínuos,o quefacilita a saídadaferramenta e, por sua vez, a fabricação.
Figura 1.1.9 – Engrenagens cilíndricas de dentesinternos
Engrenagenscilíndricas de dentes internos sãousadasonde há restriçãode espaçoou quandosequer protegeros dentesda engrenagem.Os doiseixos possuem o mesmo sentido de rotação.Este é um recurso utilizado para redutoresplanetários.Obtém-seboa relaçãode transmissãoem espaços muito pequenos.
Engrenagem
Capítulo 1 - Introdução.sxw
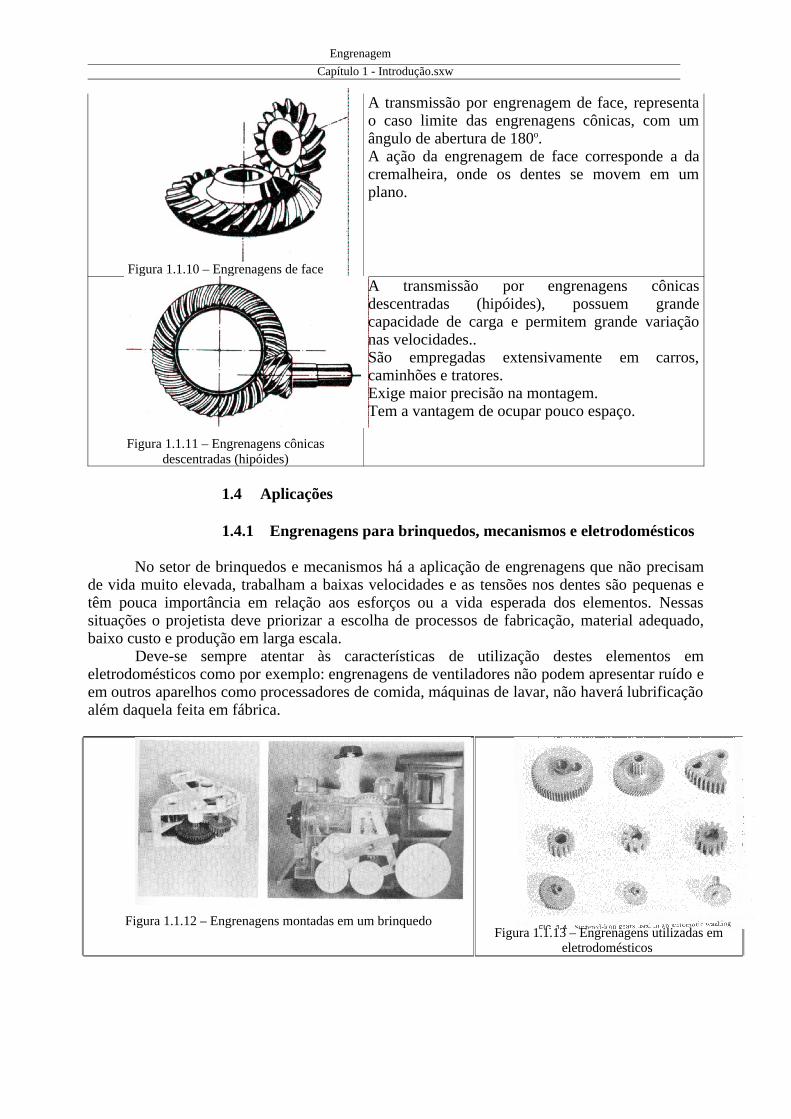
Figura 1.1.10 – Engrenagens de face
A transmissãopor engrenagemde face, representao caso limite das engrenagenscônicas,com umângulo de abertura de 180o. A açãoda engrenagemde face correspondea dacremalheira,onde os dentesse movem em umplano.
Figura 1.1.11 – Engrenagens cônicasdescentradas (hipóides)
A transmissão por engrenagens cônicasdescentradas (hipóides), possuem grandecapacidadede cargae permitemgrandevariaçãonas velocidades.. São empregadas extensivamente em carros,caminhões e tratores.Exige maior precisão na montagem.Tem a vantagem de ocupar pouco espaço.
1.4 Aplicações
1.4.1 Engrenagens para brinquedos, mecanismos e eletrodomésticos
No setorde brinquedose mecanismoshá a aplicaçãode engrenagensquenãoprecisamde vida muito elevada,trabalhama baixasvelocidadese as tensõesnosdentessãopequenasetêm pouca importânciaem relaçãoaos esforçosou a vida esperadados elementos.Nessassituaçõeso projetistadevepriorizar a escolhade processosde fabricação,materialadequado,baixo custo e produção em larga escala.
Deve-se sempre atentar às característicasde utilização destes elementos emeletrodomésticoscomopor exemplo:engrenagensdeventiladoresnãopodemapresentarruídoeemoutrosaparelhoscomoprocessadoresdecomida,máquinasdelavar,nãohaverálubrificaçãoalém daquela feita em fábrica.
Figura 1.1.12 – Engrenagens montadas em um brinquedoFigura 1.1.13 – Engrenagens utilizadas em
eletrodomésticos
Engrenagem
Capítulo 1 - Introdução.sxw
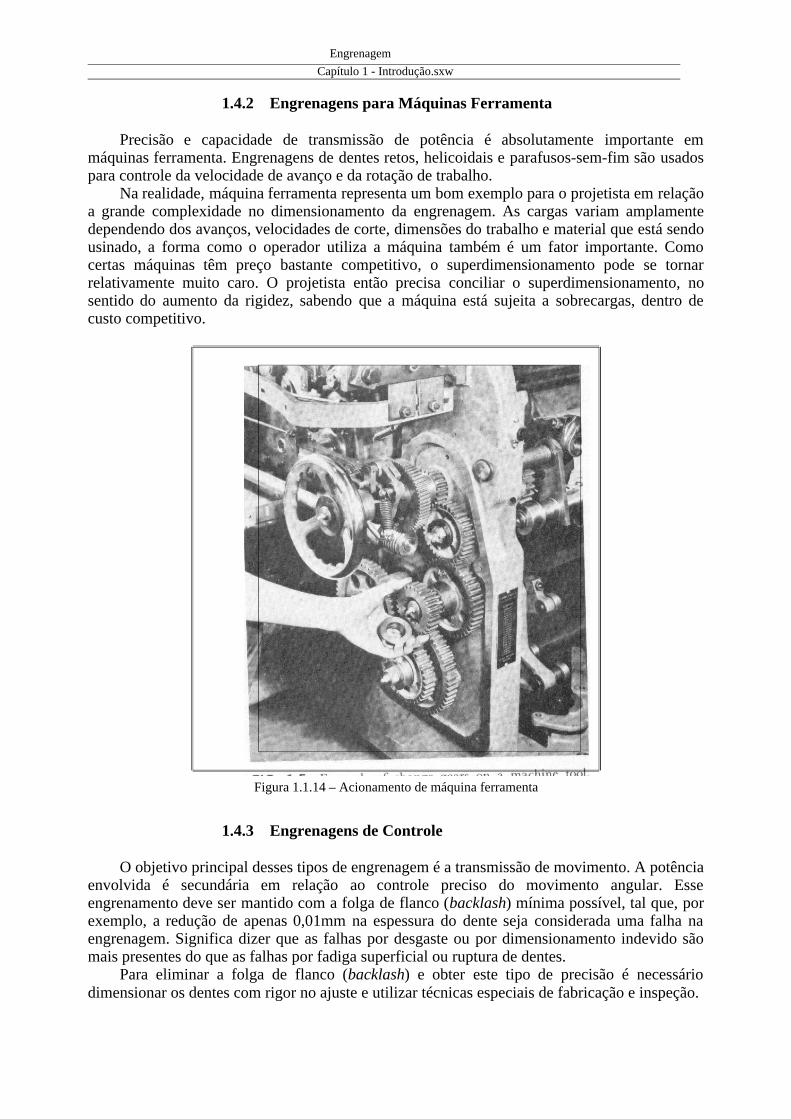
1.4.2 Engrenagens para Máquinas Ferramenta
Precisãoe capacidadede transmissãode potência é absolutamenteimportante emmáquinasferramenta.Engrenagensde dentesretos,helicoidaise parafusos-sem-fimsãousadospara controle da velocidade de avanço e da rotação de trabalho.
Narealidade,máquinaferramentarepresentaum bomexemploparao projetistaemrelaçãoa grandecomplexidadeno dimensionamentoda engrenagem.As cargasvariam amplamentedependendodosavanços,velocidadesdecorte,dimensõesdo trabalhoe materialqueestásendousinado,a forma como o operadorutiliza a máquinatambémé um fator importante.Comocertas máquinastêm preço bastantecompetitivo, o superdimensionamentopode se tornarrelativamentemuito caro. O projetista entãoprecisaconciliar o superdimensionamento,nosentidodo aumentoda rigidez, sabendoque a máquinaestásujeitaa sobrecargas,dentrodecusto competitivo.
Figura 1.1.14 – Acionamento de máquina ferramenta
1.4.3 Engrenagens de Controle
O objetivo principal desses tipos de engrenagem é a transmissão de movimento. A potênciaenvolvida é secundáriaem relação ao controle preciso do movimento angular. Esseengrenamentodevesermantidocoma folga de flanco(backlash) mínimapossível,tal que,porexemplo,a reduçãode apenas0,01mmna espessurado dentesejaconsideradaumafalha naengrenagem.Significa dizer queas falhaspor desgasteou por dimensionamentoindevidosãomais presentes do que as falhas por fadiga superficial ou ruptura de dentes.
Para eliminar a folga de flanco (backlash) e obter este tipo de precisãoé necessáriodimensionar os dentes com rigor no ajuste e utilizar técnicas especiais de fabricação e inspeção.
Engrenagem
Capítulo 1 - Introdução.sxw
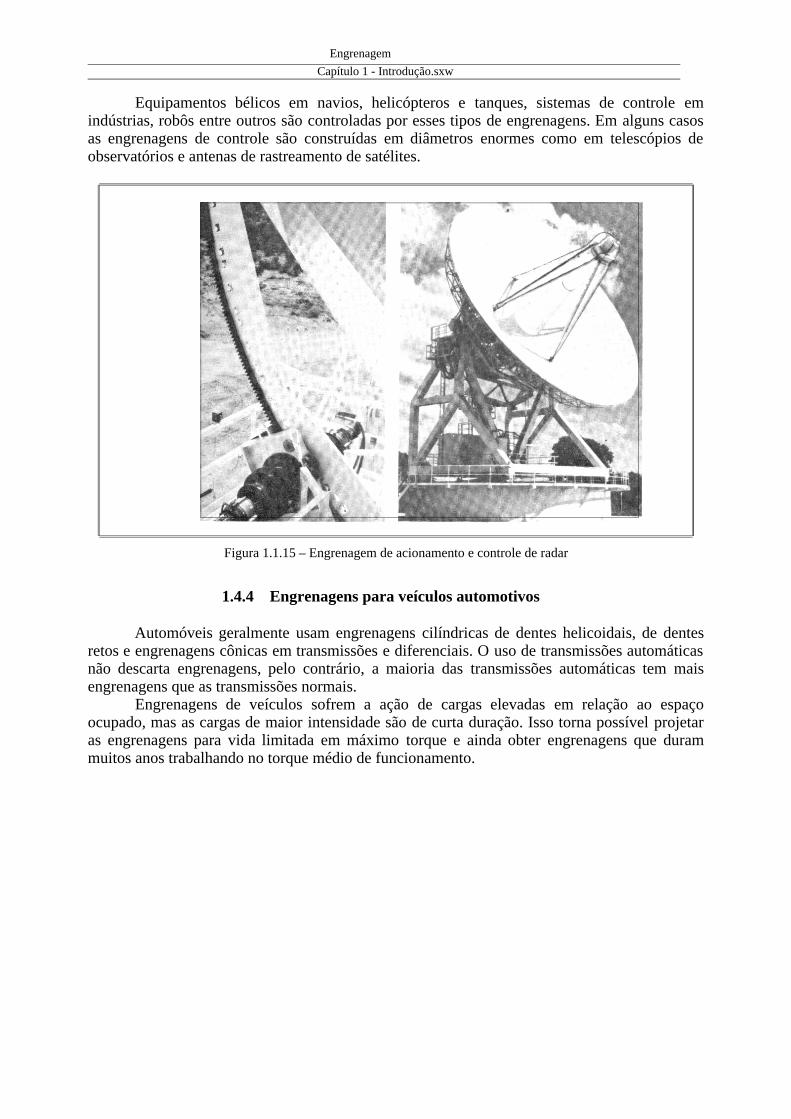
Equipamentosbélicos em navios, helicópterose tanques,sistemasde controle emindústrias,robôsentreoutrossãocontroladaspor essestipos de engrenagens.Em algunscasosas engrenagensde controle são construídasem diâmetrosenormescomo em telescópiosdeobservatórios e antenas de rastreamento de satélites.
Figura 1.1.15 – Engrenagem de acionamento e controle de radar
1.4.4 Engrenagens para veículos automotivos
Automóveisgeralmenteusamengrenagenscilíndricasde denteshelicoidais,de dentesretose engrenagenscônicasemtransmissõese diferenciais.O usode transmissõesautomáticasnão descartaengrenagens,pelo contrário, a maioria das transmissõesautomáticastem maisengrenagens que as transmissões normais.
Engrenagensde veículos sofrem a ação de cargaselevadasem relação ao espaçoocupado,masascargasde maior intensidadesãodecurtaduração.Issotornapossívelprojetaras engrenagensparavida limitada em máximo torquee aindaobter engrenagensque durammuitos anos trabalhando no torque médio de funcionamento.
Engrenagem
Capítulo 1 - Introdução.sxw
Figura 1.1.16 – Acionamento
1.4.5 Engrenagens veículos de transporte de carga
Ônibus,metrôs,veículosmineradores,trens usamengrenagensondea açãodas cargaselevadas,ao contráriodos automóveis,duramlongosperíodosde tempo (exemplo:um trematravessandouma longa cadeiade montanhas).Em algumasaplicaçõesocorremaindacargasgeradas por impactos, reversão das cargas.
1.4.6 Engrenagens navais
A propulsãoemnaviosmercanteou decombaterequerengrenagensdegrandesdimensões,que possamtrabalharcom alta potênciae em altas velocidades.São utilizadaspotênciasnaordem de 30.000-40.000kW e velocidades tangenciais na ordem de 100m/s.
Devidoà alta velocidade,a precisãode fabricaçãodevesergrande.Em rotaçõeselevadas,a velocidadede engrenamentopode ser tal que até 6000 paresde dentespodementrar emcontato num tempo muito curto. Isto requer muito cuidado em relação ao acabamentosuperficial, processo de lubrificação, rigidez dos mancais e eixos.
O projetista deve-sepreocuparcom ambos, ruído e capacidadede carga. Tratadosisoladamenteascargasnosdentesnãosãoelevadasemcomparaçãoàquelasemengrenagensdetransporte.Em função da vida do navio ser longa, o ciclo de carga num pinhão de altavelocidadepodevariarentre10 e 11 bilhõesdeciclos,tornandocríticoo dimensionamentoparafadiga.
Em todasasengrenagensde um navio é requeridoum nível de ruído baixo. Dependedoconforto requeridoparaos passageirose paraa saúdede operadoresda casade máquinas.Devido a isso,há que tomarcuidadocom as engrenagensdossistemasauxiliares,localizadaspróximas as acomodações como, por exemplo, em geradores, elevadores.
Engrenagem
Capítulo 1 - Introdução.sxw
Figura 1.1.17 – Engrenagens para acionamento de navio
1.4.7 Aplicações aeroespaciais
Em aviõesos sistemascom engrenagenssãousadosem propulsores,geradores,bombas,reguladoreshidráulicos,trensdepousoe outrosacessórios.Noshelicópteros,o motorprincipale de cauda utilizam várias engrenagens.
Osesforçossobreosdentese asvelocidadessãosempreelevados.O projetodeveaindasepreocupar com o tipo de lubrificação que pode ser aplicado e o espaço disponível.
1.4.8 Engrenagens industriais
Engrenagensindustriais são assim chamadaspor seremutilizadas nas fábricas e nosequipamentospor elasfabricadosque,normalmente,sãoutilizadasem edifícios comerciaiseresidenciais.Geralmenteessasengrenagenssãousadascom motoreselétricosno acionamentode dispositivos como bombas, misturadoresde líquido, abertura de porta de garagem,compressorde ar, sistemas de refrigeração, misturadoresde concreto em caminhões,eletrodomésticos.
As engrenagensdestesetor trabalhamem relativa baixa potênciae baixa velocidade.Tipicamentevelocidadestangenciaisvariamem torno de 0.5m/sa 20m/s, aspotênciasvão demenosde 1kW a algumascentenasde kW. As rotaçõesde acionamentosãoas comunsaosmotores elétricos, como 1800,1500,1200 e 1000 rpm.
Nesse campo, exige-se engrenagens com vida razoavelmente longa e boa confiabilidade.
1.4.9 Engrenagens para a indústria de petróleo e gás
Potênciae velocidadetambémsãoelevadasnessecampodeaplicação.As engrenagenssãousadasnos equipamentoslocalizados nas plataformas de extração, como: estaçõesdebombeamento,perfurações,refinariase turbinas.A potenciade acionamento,na maioriadoscasos,é turbinaoumotordiesel.A potênciadeacionamentovariaemtornode750kwa maisde50.000kw, as velocidades variam entre 20 a 200m/s.
Engrenagem
Capítulo 1 - Introdução.sxw
1.4.10 Engrenagens para moinhos e laminadores
Indústriasde fabricaçãode cimento,de borracha,de aço e em tratamentode minério écomumà transmissãode elevadapotênciae torqueatravésde redutoresdois ou maisestágiospara acionar processos massivos de trituração ou laminação.
A confiabilidadedeve ser alta pois essesprocessosprecisamprosseguircontinuamentedurante meses e qualquer parada cessa completamente a produção.
1.5 Bibliografia [itens 1.4.2 até 1.4.10 Petes Lenwander e Marrit –faltadetalhar a bibliografia]
Tarefa 01 - Grupo de 3 alunos
1. Identificar duas aplicaçõesde engrenagens,e apresentarestas aplicaçõesatravés dedesenhos,fotografias, figuras copiadas, e descrever o mais detalhado possível ascaracterísticasrelativas ao tipo de engrenamento,materiais, lubrificação, manutenção,fabricação.
2. Expressarumadúvidarelativaa aplicaçãodeengrenagensquegostariasdever resolvidanodecorrer do curso de elementos de máquinas .
0
Capítulo 02 - Cinemáticado engrenamento.doc
2 CINEMÁTICA DO ENGRENAMENTO 1
2.1 Transmissão do movimento por contato direto
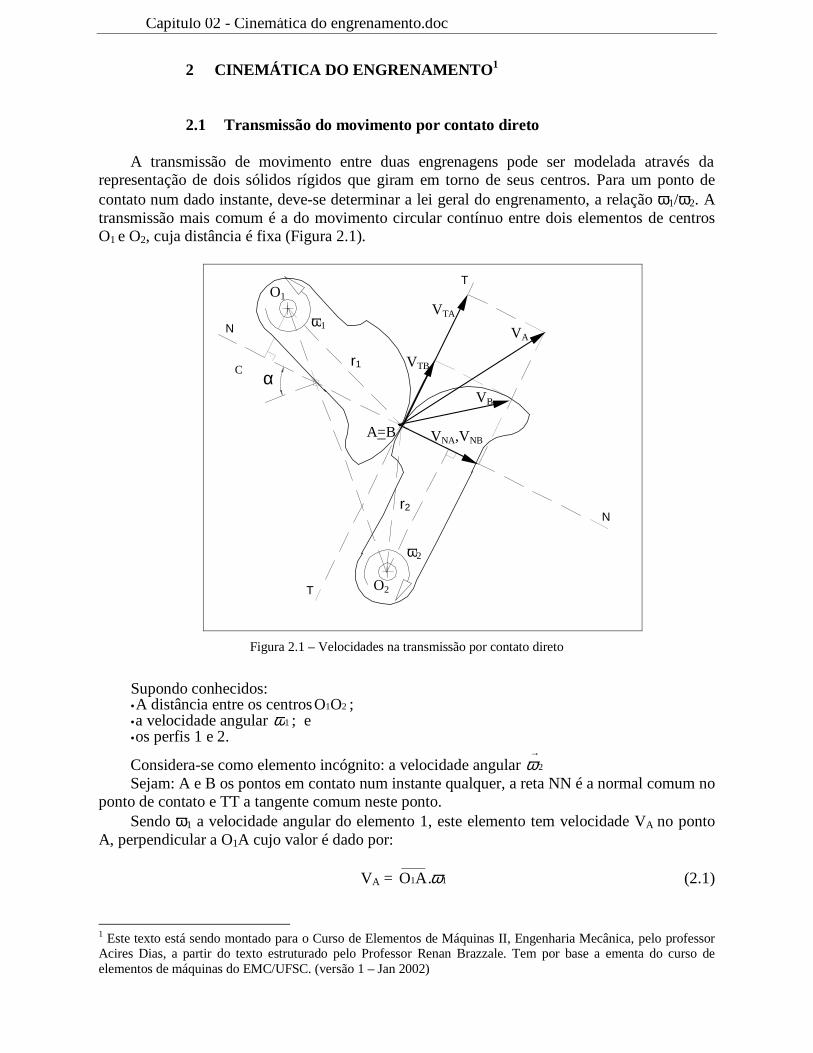
A transmissão de movimento entre duas engrenagens pode ser modelada através darepresentação de dois sólidos rígidos que giram em torno de seus centros. Para um ponto decontato num dado instante, deve-se determinar a lei geral do engrenamento, a relaçãoω1/ω2. Atransmissão mais comum é a do movimento circular contínuo entre dois elementos de centrosO1 e O2, cuja distância é fixa (Figura 2.1).
N
N
T
T
r1
VTA
VTB
α
ω1
O1
A=B
ω2
O2
r2
VA
VB
VNA,VNB
C
Figura 2.1 – Velocidades na transmissão por contato direto
Supondo conhecidos:•A distância entre os centros 21OO ;•a velocidade angular 1ω ; e•os perfis 1 e 2.
Considera-se como elemento incógnito: a velocidade angular→
2ωSejam: A e B os pontos em contato num instante qualquer, a reta NN é a normal comum no
ponto de contato e TT a tangente comum neste ponto.Sendoω1 a velocidade angular do elemento 1, este elemento tem velocidade VA no ponto
A, perpendicular a O1A cujo valor é dado por:
VA = 1
_____
1 .AO ω (2.1)
1 Este texto está sendo montado para o Curso de Elementos de Máquinas II, Engenharia Mecânica, pelo professorAcires Dias, a partir do texto estruturado pelo Professor Renan Brazzale. Tem por base a ementa do curso deelementos de máquinas do EMC/UFSC. (versão 1 – Jan 2002)
Capítulo 02 - Cinemáticado engrenamento.doc 12
A velocidade→
AV pode ser decomposta segundo as direções normal (reta NN) e tangente(reta TT) ao perfil no ponto de contato.
→→→+= TANAA VVV (2.2)
Analogamente, para o elemento 2, há a velocidade angularω2 e a velocidade VB, tambémpode ser decomposta em componentes normal e tangencial:
→→→+= TBNBB VVV (2.3)
Admite-se que os corpos são impenetráveis, quando da ocorrência de contato entre os
pontos A e B, de tal maneira que→→
= NBNA VV (que é a equação da transmissão do movimentopor contato direto).
2.2 Relação entre as velocidades
Dado que as componentes normais são iguais, a velocidade relativa de A em relação a Bserá:
→→→→→−=−= TBTABAAB VVVVV (2.4)
e
→→→→→−=−= TATBABBA VVVVV (2.5)
Se VTA > VTB durante certo tempo, um maior número de pontos do elemento 1 estará emcontato com um ponto do elemento 2, ocorrendo então escorregamento ou deslizamentorelativos, isso ocasiona atrito com dissipação de energia e geração de calor.
Essa velocidade relativa é a velocidade de escorregamento e é dada por:
Ve = VAB = VTA – VTB (2.6)
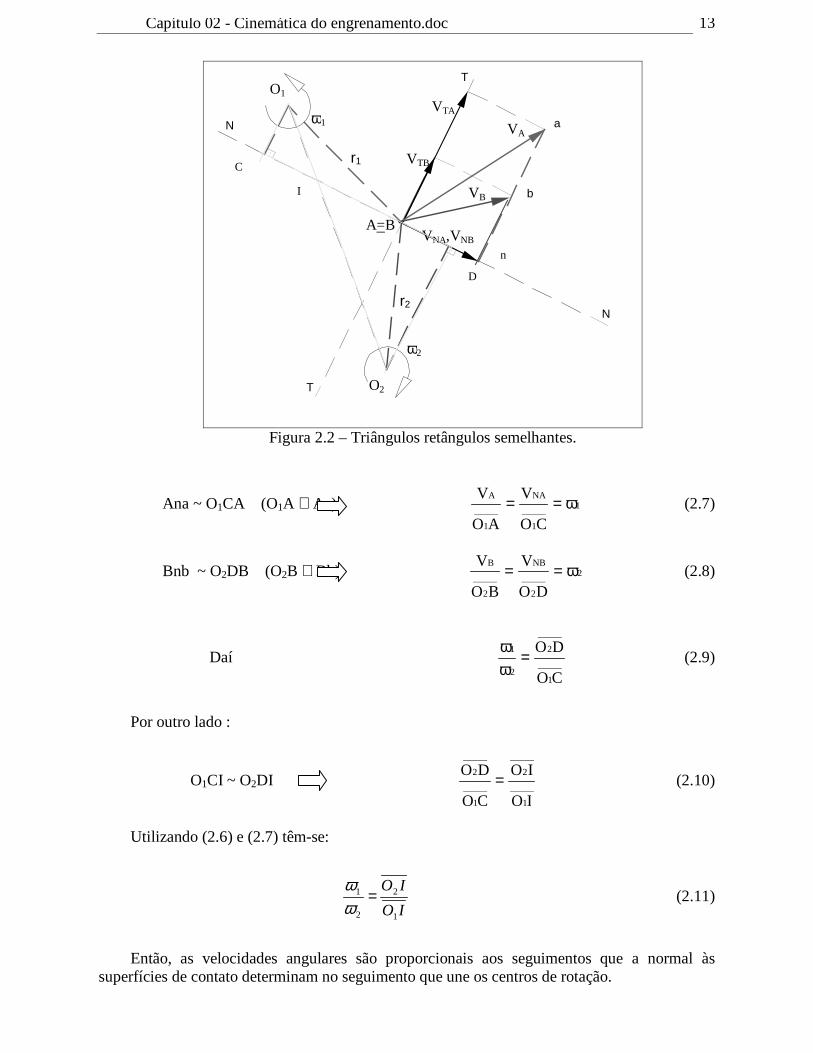
Num determinado instante A≡ B, ou seja, estão em contato sejam O1C ⊥ NN e O2D ⊥ NN,considerando semelhança de triângulos retângulos:
Capítulo 02 - Cinemáticado engrenamento.doc 13
N
N
T
T
r1
VTA
VTB
ω1
O1
A=B
ω2
O2
r2
VA
VB
VNA,VNB
b
a
C
I
D
n
Figura 2.2 – Triângulos retângulos semelhantes.
Ana ~ O1CA (O1A ⊥ Aa) 1_____
1
NA
_____
1
A
CO
V
AO
V ω== (2.7)
Bnb ~ O2DB (O2B ⊥ Bb) 2_____
2
NB
_____
2
B
DO
V
BO
V ω== (2.8)
Daí _____
1
_____
2
2
1
CO
DO=ωω
(2.9)
Por outro lado :
O1CI ~ O2DI _____
1
_____
2
_____
1
_____
2
IO
IO
CO
DO = (2.10)
Utilizando (2.6) e (2.7) têm-se:
IO
IO
1
2
2
1 =ωω
(2.11)
Então, as velocidades angulares são proporcionais aos seguimentos que a normal àssuperfícies de contato determinam no seguimento que une os centros de rotação.
Capítulo 02 - Cinemáticado engrenamento.doc 14
2.3 Relação de Transmissão Constante
Relação de Transmissão(i) – é a relação entre a velocidade angular do elemento condutore a velocidade angular do elemento conduzido.
conduzido
condutoriωω
= (2.12)
Verifica-se que se o elemento 1 gira com velocidade angular constante, a velocidadeangular constante do elemento 2 só ocorre quando o ponto primitivo I de contato for um pontofixo sobre a linha de centros.
Seja: ω1 = ωcondutor eω2 = ωconduzido
Então:
cteiIO
IO_____
1
_____
2
2
1 ===ωω
(2.13)
se I é fixo:_____
1
_____
2 IOeIO são constantes, prova:
_____
1
_____
1
_____
2
2
21
IO
IOIO +=+ω
ωω(2.14)
_____
12
11
IO
a=+ωω
(2.15)
1i
aIO
_____
1+
= (2.16)
_____
1IO
a1i =+ (2.17)
1_____
1
−=IO
ai (2.18)
Logo para centros pré-fixados, o ponto I variará com a relação de transmissão e também,ao inverso, a relação de transmissão variará com a variação de I, se este permanece constante arelação de transmissão permanece constante.
É importante que as velocidades angulares permaneçam constantes na prática. As variaçõescausam cargas dinâmicas que acentuam a fadiga. Se desejarmos a relação de velocidadesconstante, para evitar essas acelerações e desacelerações que produzem a fadiga, é preciso que oponto I permaneça fixo, isto só ocorrerá em certos casos, como visto a seguir.
Comentar as diferentes condições que podem proporcionari não constante. Sugerirexemplos de relação de transmissão.
Capítulo 02 - Cinemáticado engrenamento.doc 15
2.4 Perfis Conjugados
São perfis conjugados aqueles que permitem satisfazer a condição i constante, isto é,permitem a transmissão de movimento circular com relação constante de velocidades angulares.
Em essência, um par de perfis de dentes de engrenagens são estruturas que agem um contrao outro para produzir o movimento de deslocamento requerido. Com certas restrições, um perfilpode ser escolhido aleatoriamente e um perfil conjugado correto pode ser desenvolvido. Poroutro lado, se os dois perfis forem escolhidos arbitrariamente, a natureza da ação pode serdeterminada, mas quase nunca será a de movimento uniforme.
A fim de transmitir movimento circular uniforme, os valores instantâneos dos raiosprimitivos devem permanecer constantes para todas as posições operantes dos perfis de contato.Disso vem a lei básica da ação conjugada de perfis de dentes de engrenagens: para que omovimento seja uniforme, as normais aos perfis a cada instante e em todos os pontos de contatoprecisam passar pelo ponto primitivo.\2\
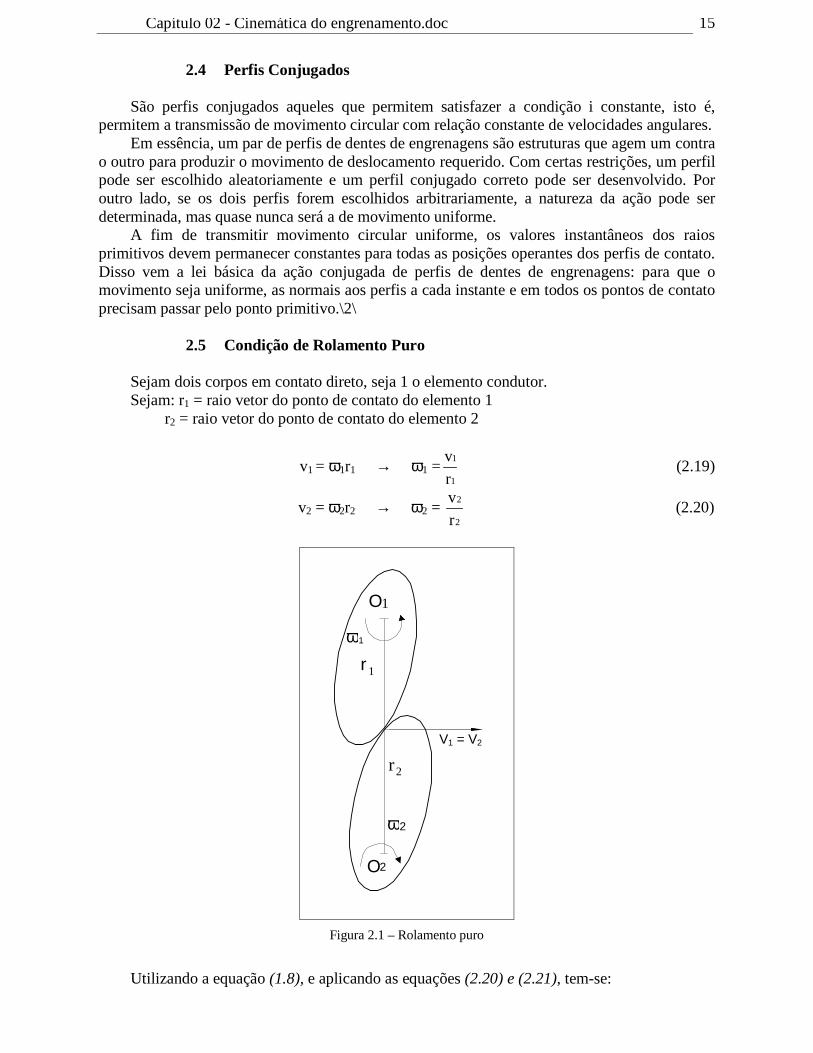
2.5 Condição de Rolamento Puro
Sejam dois corpos em contato direto, seja 1 o elemento condutor.Sejam: r1 = raio vetor do ponto de contato do elemento 1
r2 = raio vetor do ponto de contato do elemento 2
v1 = ω1r1 → ω1 =1
1
r
v(2.19)
v2 = ω2r2 → ω2 =2
2
r
v(2.20)
ω1
r 1
r2
O1
O2
ω2
Figura 2.1 – Rolamento puro
Utilizando a equação(1.8),e aplicando as equações(2.20) e (2.21), tem-se:
V1 = V2
Capítulo 02 - Cinemáticado engrenamento.doc 16
2
1
_____
1
_____
2
2
1
r
r
IO
IO
V
V = (2.21)
Para que haja rolamento puro não pode ocorrer deslizamento, logo→→
= 21 VV , e isto só severifica se o contato ocorrer sobre a linha de centros(Figura 2.1).
Portanto:_____
2IO = r2 e_____
1IO = r1
A condição de rolamento puro pode ser resumida da seguinte forma:Para que haja rolamento puro, na transmissão por contato direto do movimento circular, o
ponto de contato deve coincidir, a cada instante, com o ponto primitivo I.Com a utilização do conceito de circunferências primitivas, a relação de transmissão para
perfis conjugados passa a ser:
1
2
2
1
r
ri ==
ωω
(2.22)
Ou seja, os tamanhos das circunferências primitivos são inversamente proporcionais àsvelocidades angulares das duas engrenagens. Para uma transmissão duas vezes maior, acircunferência primitiva da engrenagem mais lenta é duas vezes maior que a circunferência damenor. As proporções dos dentes podem ser simétricas ou assimétricas em relação à linhaprimitiva.\2\
2.6 Definições
Perfil Ativo – é a porção de um perfil que compreende os pontos de contato durante acondução considerada.
Circunferência Primitiva– as circunferências traçadas com centros O1 e O2 e raios r1=_____
1IO
e r2=_____
2IO são chamadas circunferências primitivas ou de rolamento. Elas são de tal tamanho quese fossem transmitir o movimento por atrito e sem escorregamento, como duas rodas, elastransmitiriam o movimento requerido.
Ponto de Contato Primitivo ou de Rolamento(I) – é o ponto determinado pela interseçãoda normal comum aos perfis com a linha de centros. É o ponto de tangência das duascircunferências primitivas.
Linha de Contato ou Trajetória de Contato– é o lugar geométrico de todos os pontos decontato durante a condução.
Linha de Ação– de qualquer ponto de contato, uma linha reta, normal aos dois perfis noponto de contato, pode ser traçada deste ao ponto primitivo. Essa reta, ou normal comum aosperfis, é chamada linha de ação.
Ângulo de Condução ou Ação(φ) – é o ângulo de que gira um elemento, a partir doinstante que se inicia o contato até o instante em que cessa o contato.
Capítulo 02 - Cinemáticado engrenamento.doc 17
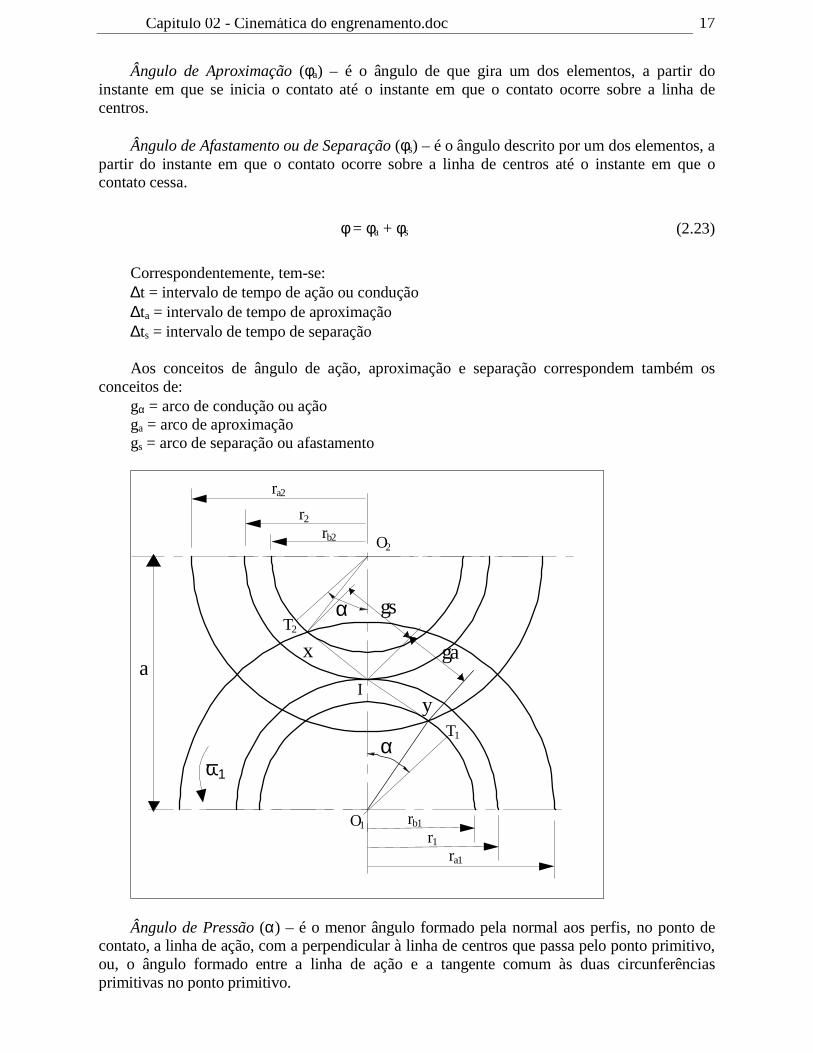
Ângulo de Aproximação(φa) – é o ângulo de que gira um dos elementos, a partir doinstante em que se inicia o contato até o instante em que o contato ocorre sobre a linha decentros.
Ângulo de Afastamento ou de Separação(φs) – é o ângulo descrito por um dos elementos, apartir do instante em que o contato ocorre sobre a linha de centros até o instante em que ocontato cessa.
φ = φa + φs (2.23)
Correspondentemente, tem-se:∆t = intervalo de tempo de ação ou condução∆ta = intervalo de tempo de aproximação∆ts = intervalo de tempo de separação
Aos conceitos de ângulo de ação, aproximação e separação correspondem também osconceitos de:
gα = arco de condução ou açãoga = arco de aproximaçãogs = arco de separação ou afastamento
a
r2
ra2
rb2
α
I
α
x
y
gs
ga
ω1
O2
O1
ra1
r1
rb1
T2
T1
Ângulo de Pressão(α) – é o menor ângulo formado pela normal aos perfis, no ponto decontato, a linha de ação, com a perpendicular à linha de centros que passa pelo ponto primitivo,ou, o ângulo formado entre a linha de ação e a tangente comum às duas circunferênciasprimitivas no ponto primitivo.
Capítulo 03 - A curva evolvente.doc
3 A CURVA EVOLVENTE 1
3.1 Definição
É a curva descrita por um ponto de uma reta que gira sem deslizamento sobre umacircunferência. Para um maior sentido físico, a evolvente é a curva facilmente gerada por umponto de um fio inextensível que é desenrolado de um cilindro circular./1/
3.2 Características
A curva evolvente é universalmente utilizada como perfil dos dentes das engrenagens.Outras curvas como as cicloidais são exceções e aplicadas em casos muito específicos. Um arcode evolvente utilizado como perfil de dentes de engrenagens apresenta as seguintescaracterísticas:/1/
• a usinagem é feita por geração da evolvente que utiliza ferramentas mais simples,facilitando a fabricação;
• a relação de velocidades angulares não varia com a variação da distância entrecentros, (um arco da evolvente funciona estando próximo ou afastado dacircunferência de base);
• facilidade de obtenção de dentes corrigidos;• a direção da força resultante entre os dentes permanece invariável.
3.3 Equações paramétricas da evolvente
ρ= rp
2
br2-rp
rb
A
P
T
αP
αP
θP
β
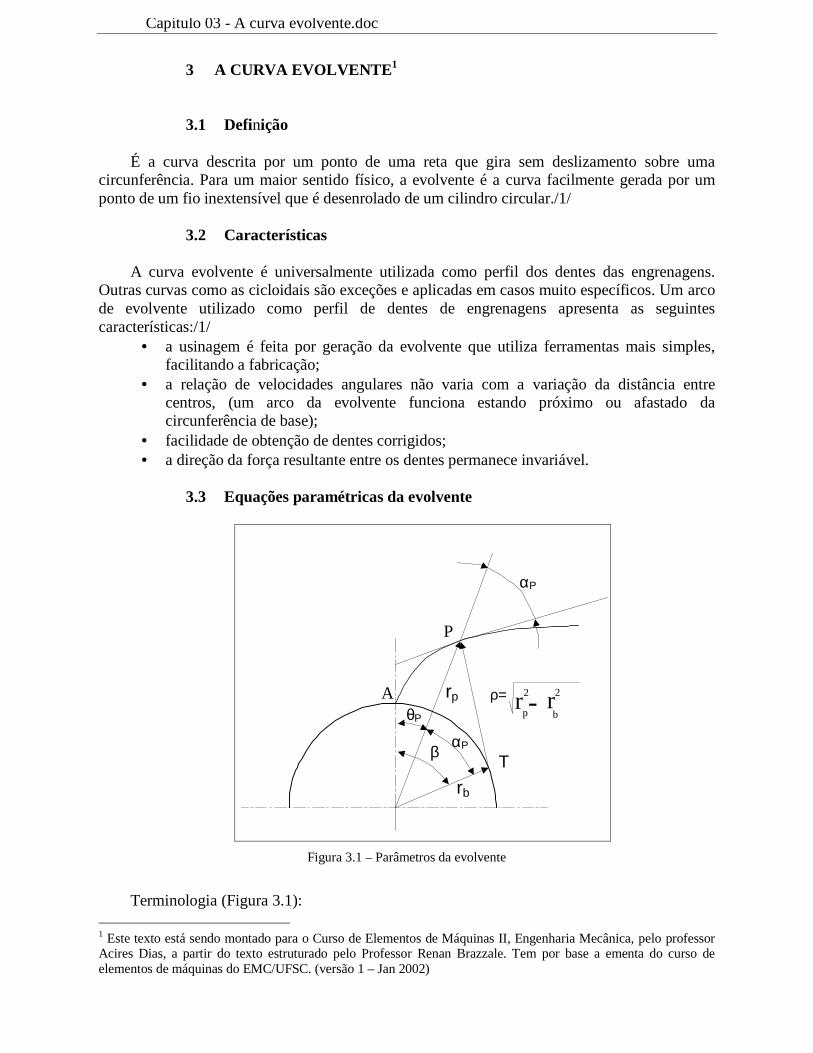
Figura 3.1 – Parâmetros da evolvente
Terminologia (Figura 3.1):
1 Este texto está sendo montado para o Curso de Elementos de Máquinas II, Engenharia Mecânica, pelo professorAcires Dias, a partir do texto estruturado pelo Professor Renan Brazzale. Tem por base a ementa do curso deelementos de máquinas do EMC/UFSC. (versão 1 – Jan 2002)
Capítulo 03 - A curva evolvente.doc 18
• Reta geratriz: aquela que contém o ponto P gerador da evolvente, é sempre tangenteà circunferência de base.
• Circunferência de base: a circunferência sobre a qual se desenrola a reta geratriz daevolvente, o raio de base rb é o raio dessa circunferência.
• Raio vetor rp: o raio que une o centro da circunferência de base com um pontogenérico P da evolvente.
• Ângulo de incidênciaαp: é o ângulo determinado pelo raio vetor de um ponto P e oraio de base que passa pelo ponto de tangência entre a circunferência de base e areta geratriz com o mesmo ponto P.
Condição fundamental:
Como a reta geratriz é uma reta inextensível que se desenrola da circunferência de base, PT= AT (Figura 3.1).
Dedução:Da figura temos:
AT = rb(θp + αp) (3.1)
e, por outro lado,
PT = ρ = rb.tgαp (3.2)
Igualando as duas equações acima, pela condição fundamental:
θp = tgαp - αp (3.3)
Esta equação define a função evolvente, reescrevendo:
ppp tgev ααα −= (3.4)
O ânguloαp de incidência do perfil evolvente deve ser especificado emradianos.O Raio vetor do ponto P é igual a:
p
b
p
rr
αcos= (3.5)
Com as equações(3.4) e (3.5) pode-se definir e traçar a curva evolvente dados os ângulosde incidência e o raio de base.
3.4 Traçado geométrico da evolvente
A evolvente pode ser traçada facilmente usando algum método computacional e asequações(3.4)e (3.5)em um sistema de coordenadas polares. Um método manual de se traçar aevolvente pode ser tomar alguns pontos sobre a circunferência de base e por eles traçartangentes, com a ponta seca de um compasso sobre cada um desses pontos traça-se então umarco que comece na bissetriz do ângulo formado por tangentes seguidas até a bissetriz seguinte,e assim por diante.
Capítulo 03 - A curva evolvente.doc 19
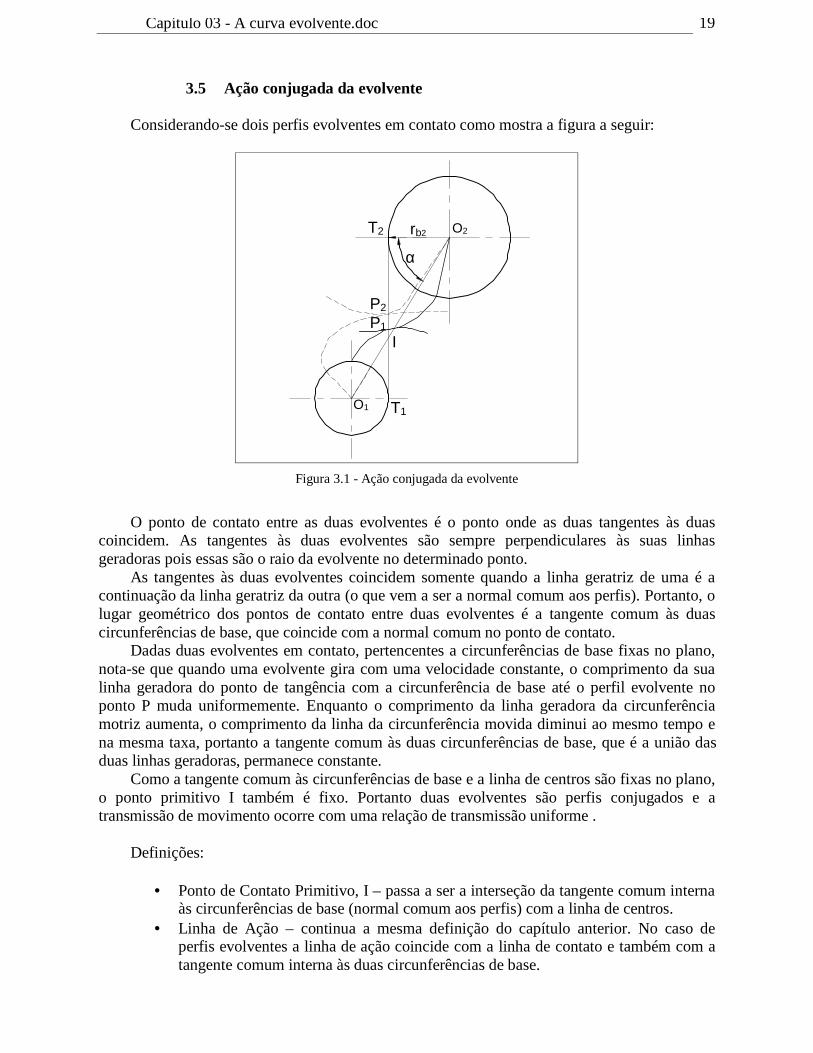
3.5 Ação conjugada da evolvente
Considerando-se dois perfis evolventes em contato como mostra a figura a seguir:
rb2
T1
P2
P1
I
O1
T2 O2
α
Figura 3.1 - Ação conjugada da evolvente
O ponto de contato entre as duas evolventes é o ponto onde as duas tangentes às duascoincidem. As tangentes às duas evolventes são sempre perpendiculares às suas linhasgeradoras pois essas são o raio da evolvente no determinado ponto.
As tangentes às duas evolventes coincidem somente quando a linha geratriz de uma é acontinuação da linha geratriz da outra (o que vem a ser a normal comum aos perfis). Portanto, olugar geométrico dos pontos de contato entre duas evolventes é a tangente comum às duascircunferências de base, que coincide com a normal comum no ponto de contato.
Dadas duas evolventes em contato, pertencentes a circunferências de base fixas no plano,nota-se que quando uma evolvente gira com uma velocidade constante, o comprimento da sualinha geradora do ponto de tangência com a circunferência de base até o perfil evolvente noponto P muda uniformemente. Enquanto o comprimento da linha geradora da circunferênciamotriz aumenta, o comprimento da linha da circunferência movida diminui ao mesmo tempo ena mesma taxa, portanto a tangente comum às duas circunferências de base, que é a união dasduas linhas geradoras, permanece constante.
Como a tangente comum às circunferências de base e a linha de centros são fixas no plano,o ponto primitivo I também é fixo. Portanto duas evolventes são perfis conjugados e atransmissão de movimento ocorre com uma relação de transmissão uniforme .
Definições:
• Ponto de Contato Primitivo, I – passa a ser a interseção da tangente comum internaàs circunferências de base (normal comum aos perfis) com a linha de centros.
• Linha de Ação – continua a mesma definição do capítulo anterior. No caso deperfis evolventes a linha de ação coincide com a linha de contato e também com atangente comum interna às duas circunferências de base.
Capítulo 03 - A curva evolvente.doc 20
• Ângulo de pressão,α - é o ângulo de incidência quando o contato se der sobre oponto I.
Ação da evolvente contra um perfil plano (melhorar)Uma das propriedades das evolventes é que elas dependem apenas da forma das
circunferências de base, se tomarmos uma circunferência de base e a aproximarmos de um casolimite onde o raio de base vai ao infinito teremos uma linha reta de base com perfis planos deevolvente (Figura 3.2). Esta forma será a cremalheira básica do perfil evolvente.
evolvente
Figura 3.2 – Cremalheira básica
Este perfil plano dos dentes da cremalheira em contato com um perfil evolvente de umacircunferência de raio definido, por ser também uma evolvente (em um caso limite), também seenquadra na definição de perfis conjugados.
Quando uma evolvente atua sobre um perfil plano, o perfil plano é tangente à evolvente e ésempre perpendicular a sua linha de ação. O raio primitivo de uma evolvente atuando sobre acremalheira é o comprimento da linha radial, perpendicular à linha de direção do movimento dacremalheira, medido do centro da circunferência de base até seu ponto de interseção com a linhade ação.
Sendo o perfil plano e a evolvente perfis conjugados, uma vez definida a direção demovimento do perfil plano, fica definido o ponto I, que permanece fixo durante o movimento.
3.6 Relação entre Distância entre Centros e Ângulos de Pressão
Considerando dois perfis evolventes com raios das circunferências de base rb1 e rb2:
O1
O2
α
r1
rb2
α
a
r1
rb1
α
O1
T2
T1α’
O2
α’
α’
r'2r'b2
a'
O1r'1
r'b1
Figura 3.1 – Relações entre as distâncias entre centros
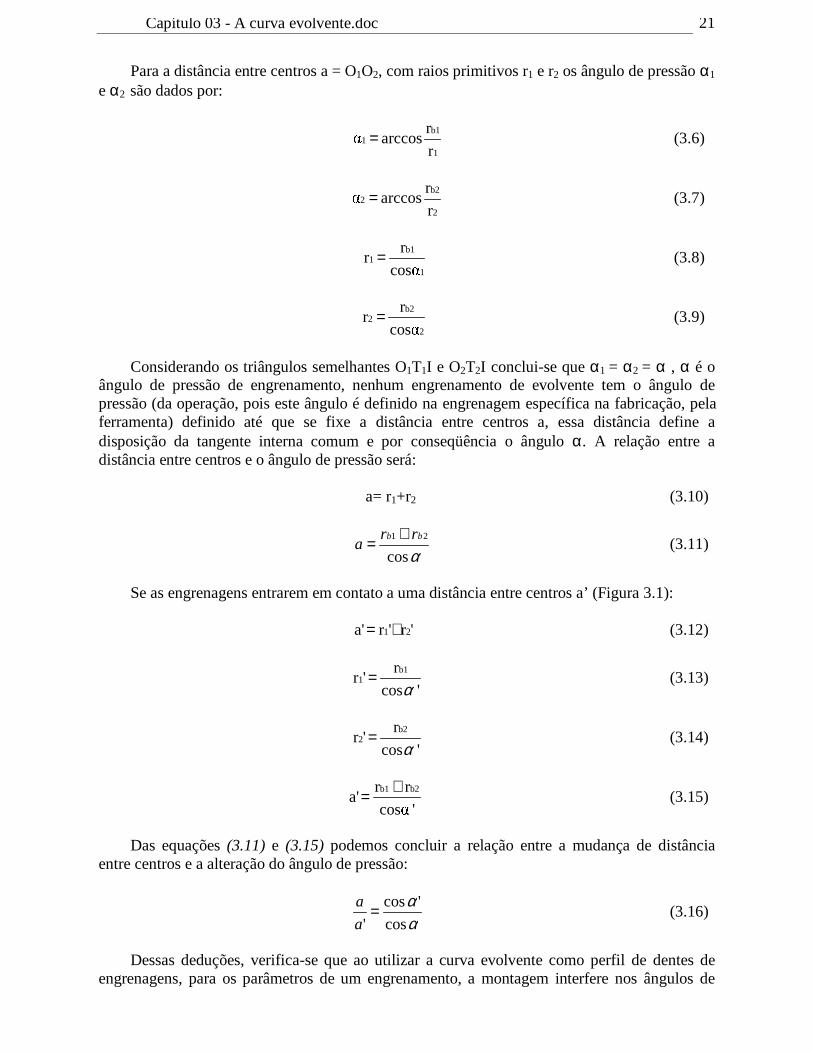
Capítulo 03 - A curva evolvente.doc 21
Para a distância entre centros a = O1O2, com raios primitivos r1 e r2 os ângulo de pressãoα1
e α2 são dados por:
1
b11
r
rarccosα = (3.6)
2
b22
r
rarccosα = (3.7)
1
b11
cosα
rr = (3.8)
2
b22
cosα
rr = (3.9)
Considerando os triângulos semelhantes O1T1I e O2T2I conclui-se queα1 = α2 = α , α é oângulo de pressão de engrenamento, nenhum engrenamento de evolvente tem o ângulo depressão (da operação, pois este ângulo é definido na engrenagem específica na fabricação, pelaferramenta) definido até que se fixe a distância entre centros a, essa distância define adisposição da tangente interna comum e por conseqüência o ânguloα. A relação entre adistância entre centros e o ângulo de pressão será:
a= r1+r2 (3.10)
αcos
21 bb rra
+= (3.11)
Se as engrenagens entrarem em contato a uma distância entre centros a’ (Figura 3.1):
'r'ra' 21 += (3.12)
'cos
r'r
b11
α= (3.13)
'cos
r'r
b22
α= (3.14)
'αcos
rra'
b2b1 += (3.15)
Das equações(3.11) e (3.15) podemos concluir a relação entre a mudança de distânciaentre centros e a alteração do ângulo de pressão:
αα
cos
'cos
'=
a
a(3.16)
Dessas deduções, verifica-se que ao utilizar a curva evolvente como perfil de dentes deengrenagens, para os parâmetros de um engrenamento, a montagem interfere nos ângulos de
Capítulo 03 - A curva evolvente.doc 22
pressão durante a transferência de forças entre as engrenagens (e este é constante para uma dadamontagem), mas a relação de transmissão permanece constante pois é definida só pelascircunferências de base:
1
2
1
2
1
2
cos
cos
b
b
b
b
r
r
r
r
r
ri ===
αα
(3.17)
3.7 Sumário das propriedades da evolvente/1//2/
1. Qualquer geratriz da evolvente é tangente ao círculo de base.2. O segmento da geratriz entre o ponto gerador P, e o ponto de tangência T, é o raio da
evolvente no ponto P,ρ (Fig.2.1).3. PT é o segmento da reta geradora da evolvente e também o raio de curvatura no ponto
‘P’.4. O ponto T será o centro instantâneo de rotação (ponto de tangência com a
circunferência de base).5. A tangente à evolvente é normal à geratriz correspondente.6. Evolventes com circunferência de base iguais são iguais.7. A forma da evolvente depende apenas da circunferência de base.8. Se as circunferências de base forem diferentes a diferença entre as evolventes será
puramente escalar (haverá proporcionalidade de dimensões).9. Se uma evolvente gira a uma velocidade angular constante, ela transmitirá movimento
angular a uma taxa constante à outra evolvente em contato, para qualquer distânciaentre as circunferências de base.
10. A relação de transmissâo depende apenas das circunferências de base.11. A tangente comum às duas circunferências de base é tanto a linha de contato como a
linha de ação. Em outras palavras duas evolventes entrarão em contato somente sobreessa tangente.
12. A interseção da tangente comum com a linha de distância entre centros das duascircunferências de base estabelece os raios primitivos das circunferências primitivas.
13. Os diâmetros primitivos das evolventes em contato são diretamente proporcionais àscircunferências de base.
14. O ângulo de pressão de duas evolventes agindo em conjunto é o ângulo entre atangente comum às circunferências de base e a linha perpendicular à sua linha decentros comum. Nenhuma evolvente tem um ângulo de pressão até ser trazida emcontato com outra evolvente em uma certa distância de centros.
15. A forma da cremalheira básica da evolvente é uma linha reta. O ângulo de pressão deuma evolvente agindo contra essa cremalheira é o ângulo entre a linha de ação e alinha que representa a direção na qual a cremalheira se move.
Capítulo 03 - A curva evolvente.doc 23
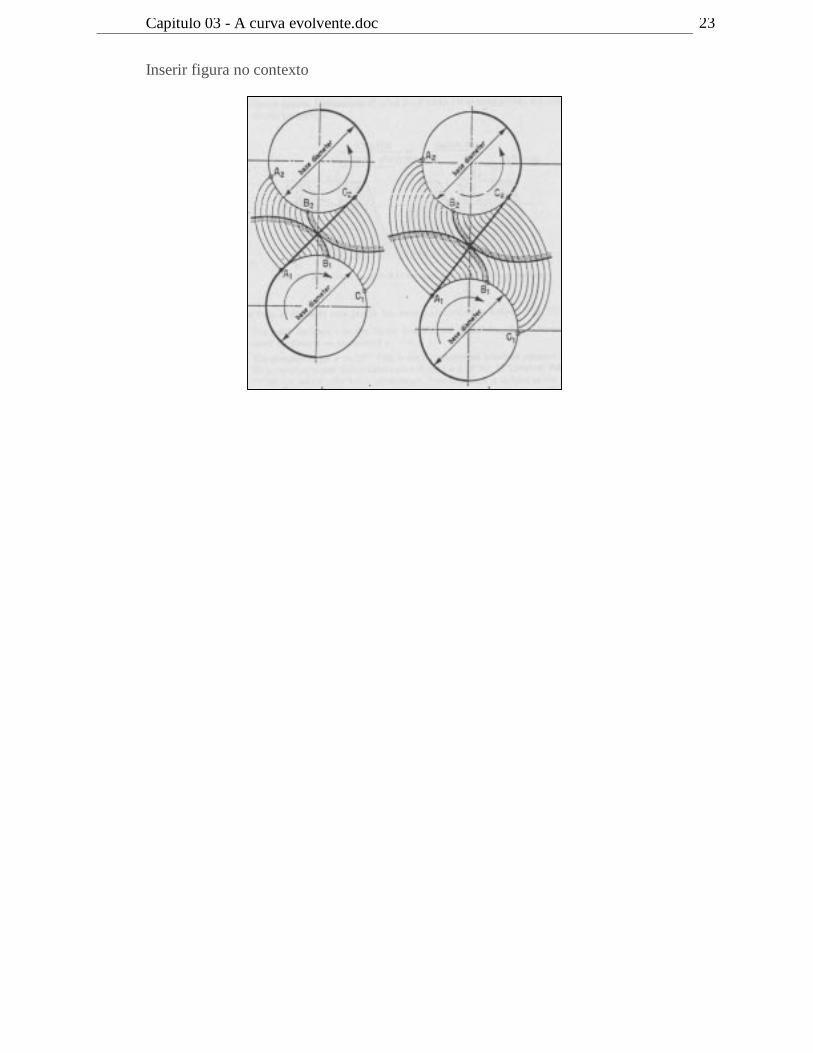
Inserir figura no contexto
Capítulo 04 - A engrenagem.doc
4 A ENGRENAGEM 1
4.1 Evolvente como Perfil de Dentes de Engrenagem
Para que a evolvente seja usada como perfil de dentes de engrenagens, traça-se váriascurvas evolventes eqüidistantes sobre uma mesma circunferência de base.
Como um dente de engrenagem, geralmente, é simétrico, de início será considerado apenasum lado do dente.
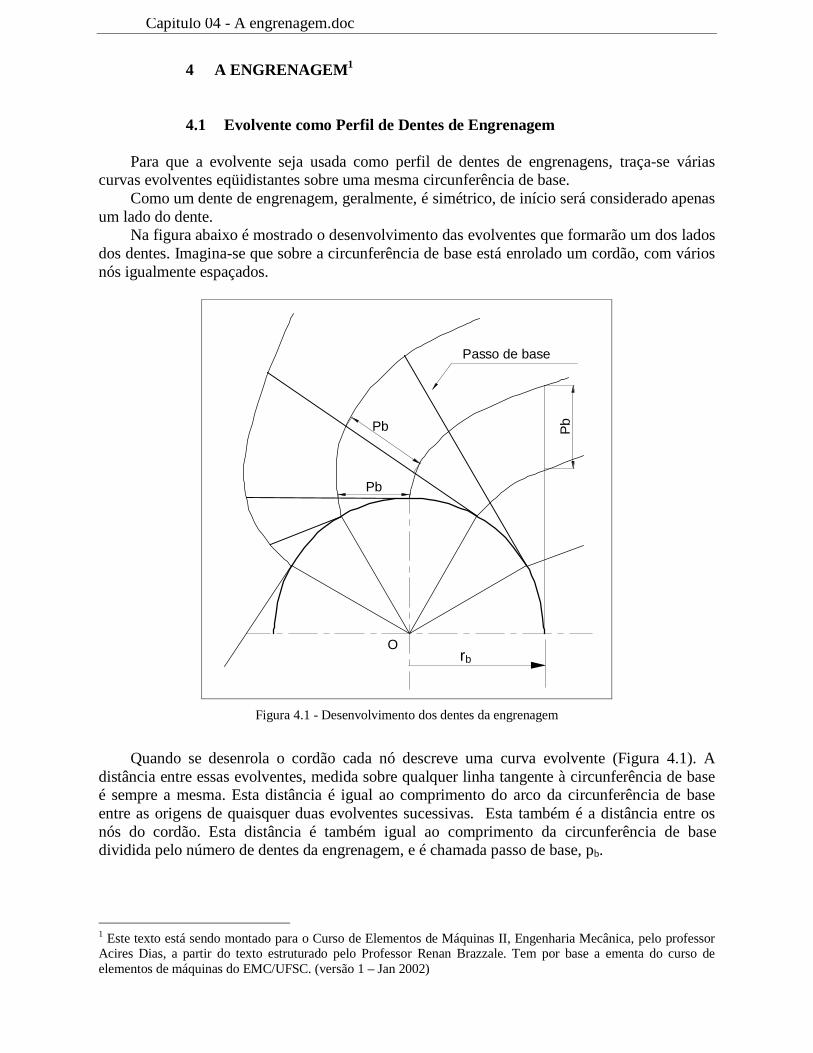
Na figura abaixo é mostrado o desenvolvimento das evolventes que formarão um dos ladosdos dentes. Imagina-se que sobre a circunferência de base está enrolado um cordão, com váriosnós igualmente espaçados.
Orb
Pb Pb
Pb
Passo de base
Figura 4.1 - Desenvolvimento dos dentes da engrenagem
Quando se desenrola o cordão cada nó descreve uma curva evolvente (Figura 4.1). Adistância entre essas evolventes, medida sobre qualquer linha tangente à circunferência de baseé sempre a mesma. Esta distância é igual ao comprimento do arco da circunferência de baseentre as origens de quaisquer duas evolventes sucessivas. Esta também é a distância entre osnós do cordão. Esta distância é também igual ao comprimento da circunferência de basedividida pelo número de dentes da engrenagem, e é chamada passo de base, pb.
1 Este texto está sendo montado para o Curso de Elementos de Máquinas II, Engenharia Mecânica, pelo professorAcires Dias, a partir do texto estruturado pelo Professor Renan Brazzale. Tem por base a ementa do curso deelementos de máquinas do EMC/UFSC. (versão 1 – Jan 2002)

Capítulo 04 - A engrenagem.doc 24
z
rb2pb
π= (4.1)
onde:Z = número de dentes da engrenagem
O comprimento do arco entre dois perfis sucessivos homólogos na circunferência primitivaé o passo primitivo ou simplesmente passo.
z
r2p
π= (4.2)
relação entre passo de base e passo primitivo
ααππp.coscos
z
r2
z
rb2pb ===
αp.cospb= (4.3)
4.2 Condição de Funcionamento
Num par de engrenagens, os passos de base devem ser idênticos para que se obtenhamovimento contínuo e suave, pb1=pb2 , lembrando que os ângulos de pressão são iguais nas duasengrenagens e utilizando(4.3), p1=p2
4.3 Módulo
Uma das relações importantes da engrenagem é seu módulo, que é a razão entre o diâmetroprimitivo e o número de dentes.
z
dm = (4.4)
Logo p= mπ (4.2) e a condição de funcionamento contínuo e suave pode ser reescritacomo: m1=m2.
O módulo é empregado nos países que utilizam o sistema métrico e é dado em milímetros.Nos países que obedecem a unidade polegada, define-se, em lugar do módulo, o passo diametral(diametral pitch):
d
zDP = (4.5)
Em milímetros, a correspondência entre os dois é:
DPm
4,25= (4.6)
Capítulo 04 - A engrenagem.doc 25
4.4 Relação de Transmissão
A relação de transmissão do movimento circular, através de perfis conjugados é dada por:
1
2
2
1
r
ri ==
ωω
(4.7)
Para engrenagens de perfil evolvente:
1
2
b
b
r
ri = (4.8)
Considerando agora duas engrenagens com número z1 e z2 de dentes, tomando(3.3), tem-se:
2. 1
1zm
r = (4.9)
2. 2
2zm
r = (4.10)
substituindo(4.7)e (4.8)em(2.23), obtém-se:
1
2
z
zi = (4.11)
Portanto o número de evolventes é inversamente proporcional às respectivas velocidadesangulares.
4.5 Dimensões Padronizadas da cremalheira peça
As normas prevêem um certo número de dimensões padronizadas para engrenagens, com afinalidade de reduzir a diversificação e permitir que as engrenagens sejam intercambiáveis.
A série de módulos é padronizada pelas normas ISO R54, DIN 780 e ABNT P-PB-90.Os ângulos de pressão padronizados (ISO R53) são 20º , 14,5º e 25º , no entanto os dois
últimos são só usados em casos especiais.A cremalheira padrão, peça do sistema módulo, é definida pelas normas ISO R53 e ABNT
P-PB-89. Padroniza-se com Módulo Unitário.
Capítulo 04 - A engrenagem.doc 26
ρ
α
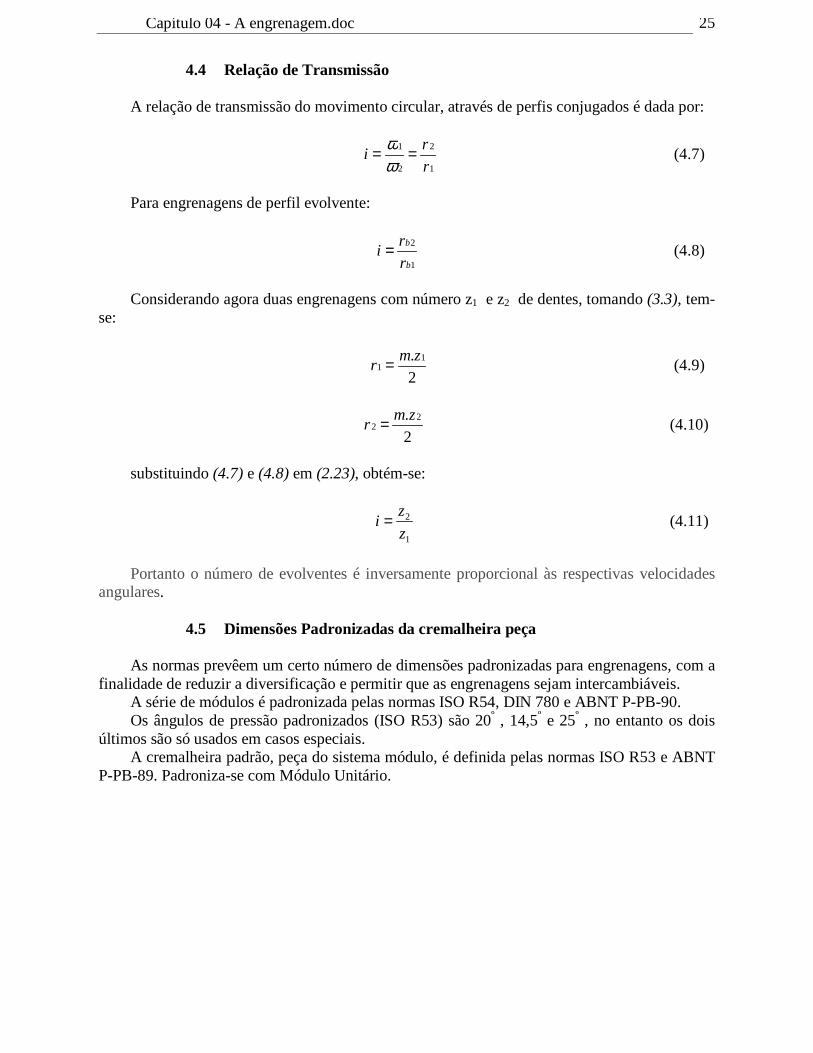
Figura 4.1 - Dimensões padronizadas
Numa engrenagem real o dente é limitado acima da circunferência primitiva pelacircunferência de cabeça ou de adendo e abaixo da circunferência primitiva pela circunferênciade pé ou de dedendo.
Para construção de engrenagens intercambiáveis são normalizados:
• Altura de cabeça ou adendo: ha = m ; hac = (1+c) (4.12)• Altura do pé ou dedendo : hf = m(1+c) (4.13)• Diâmetro de adendo: da= d+2m (4.14)• Diâmetro de dedendo: df = d-2m(1+c) (4.15)
Onde c = fator de folga de fundo, cpadrão= 0,25 podendo ser utilizado c = 0,167.Além destes valores são utilizados para a altura de adendo:
• As cremalheiras de adendo curto ha < m até 0,75m• As cremalheiras de adendo longo ha > m até 1,25m
O raio de arredondamento de fundo não deve exceder um valor máximo para um fator defolga de dado. Exemplo:ρf = 0,4m quando c = 0,25
4.6 Espessura do Dente
O cálculo da espessura do dente tem aplicação particular no controle de qualidade.
Definição:
Linha de referência – é a linha que seciona a cremalheira em um certo nível da altura dodente tal que, sobre esta linha, a relação da espessura do dente para o passo tenha um valornormalizado. Nestas notas é utilizada a linha de referência que divide o passo da cremalheira aomeio, isto é, a espessura do dente e o vão entre dentes sobre a linha de referência são iguais(figura 4.2).
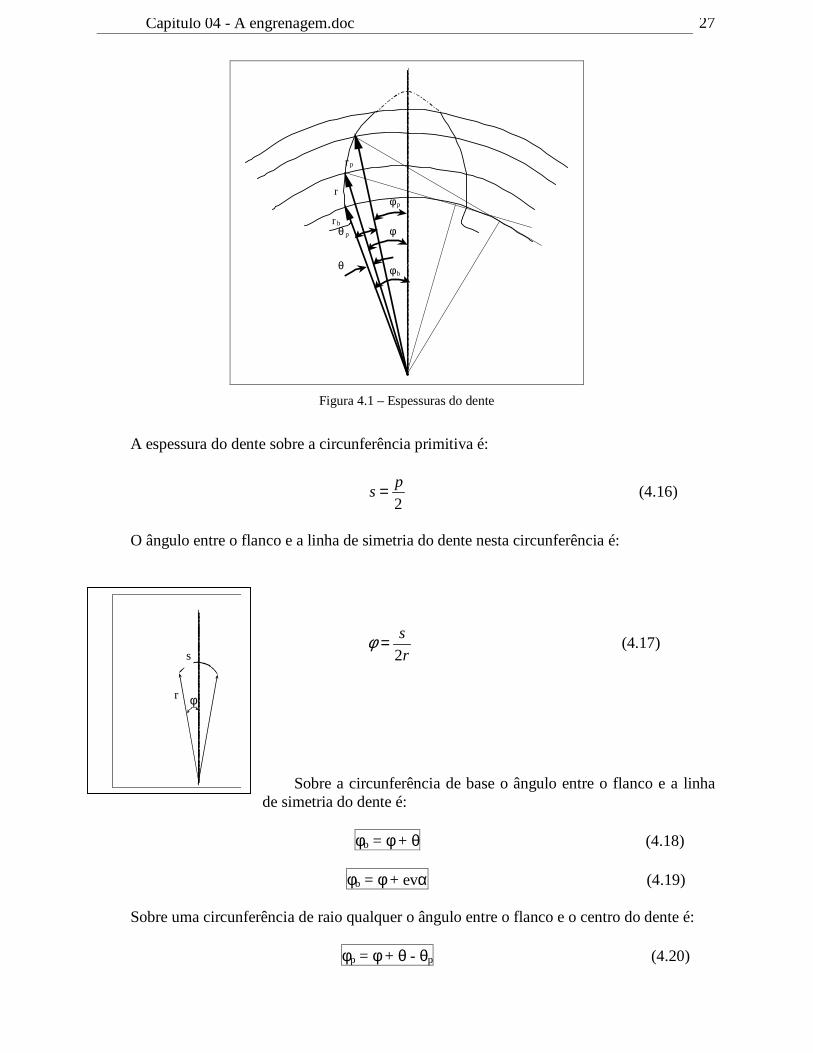
Capítulo 04 - A engrenagem.doc 27
φ b
φ
φ p
r p
r
r bθ p
θ
Figura 4.1 – Espessuras do dente
A espessura do dente sobre a circunferência primitiva é:
2p
s = (4.16)
O ângulo entre o flanco e a linha de simetria do dente nesta circunferência é:
r
s
2=φ (4.17)
Sobre a circunferência de base o ângulo entre o flanco e a linhade simetria do dente é:
φb = φ + θ (4.18)
φb = φ + evα (4.19)
Sobre uma circunferência de raio qualquer o ângulo entre o flanco e o centro do dente é:
φp = φ + θ - θp (4.20)
φr
s
Capítulo 04 - A engrenagem.doc 28
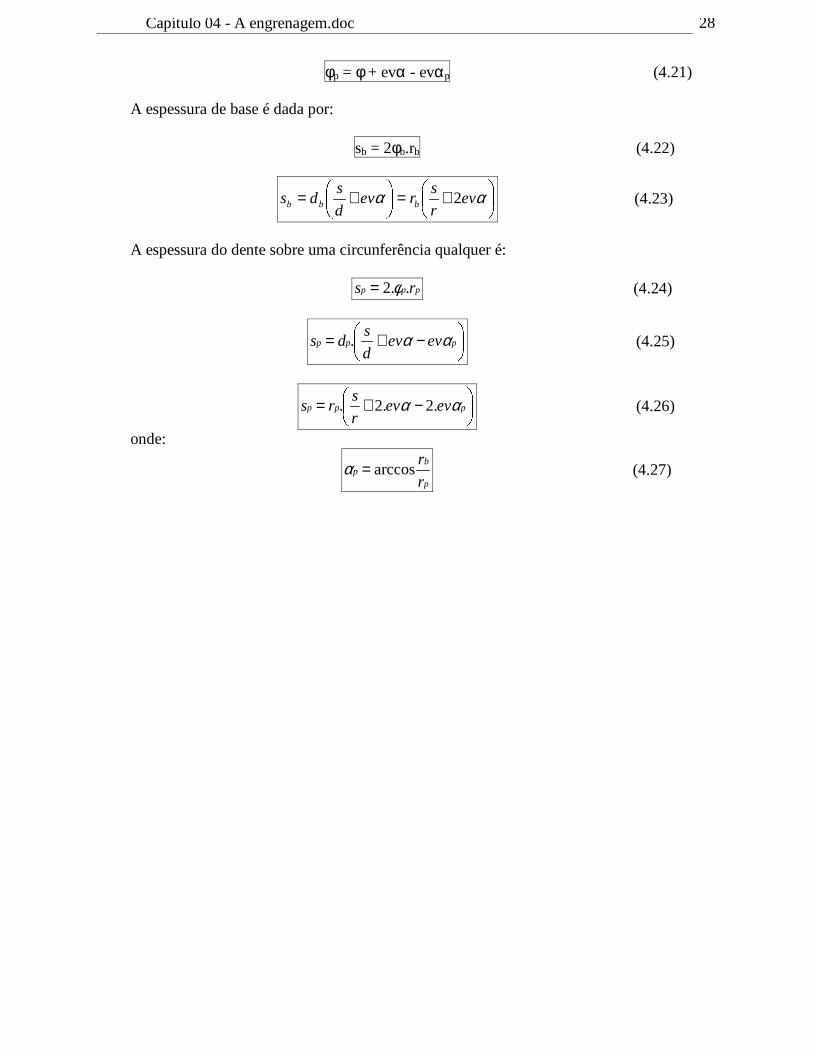
φp = φ + evα - evαp (4.21)
A espessura de base é dada por:
sb = 2φb.rb (4.22)
+=
+= αα evr
srev
d
sds bbb 2 (4.23)
A espessura do dente sobre uma circunferência qualquer é:
ppp rs ..2φ= (4.24)
−+= ppp evevd
sds αα. (4.25)
−+= ppp evevr
srs αα .2.2. (4.26)
onde:
p
bp
r
rarccos=α (4.27)
Capítulo 04 - A engrenagem.doc 29
Tarefa 04 – Exercícios
1- Dado um par de engrenagens com Z1=21 dentes e Z2=43 dentes, módulo 5mm,ângulo de pressãoα=20° e rotação n=480rpm. Determinar:
a) A relação de transmissão.b) Os diâmetros primitivos.c) Os diâmetros de adendo ou de cabeça.d) Os diâmetros de dedendo ou de fundo.e) Os diâmetros de base.f) As velocidades tangenciais v1 e v2 dos dentes do pinhão e coroa na cabeça do dente
(início de contato) no diâmetro de base (final de contato) e no diâmetro primitivo.
Capítulo 05 - Deslocamentode perfis.doc
5 DESLOCAMENTO DE PERFIS
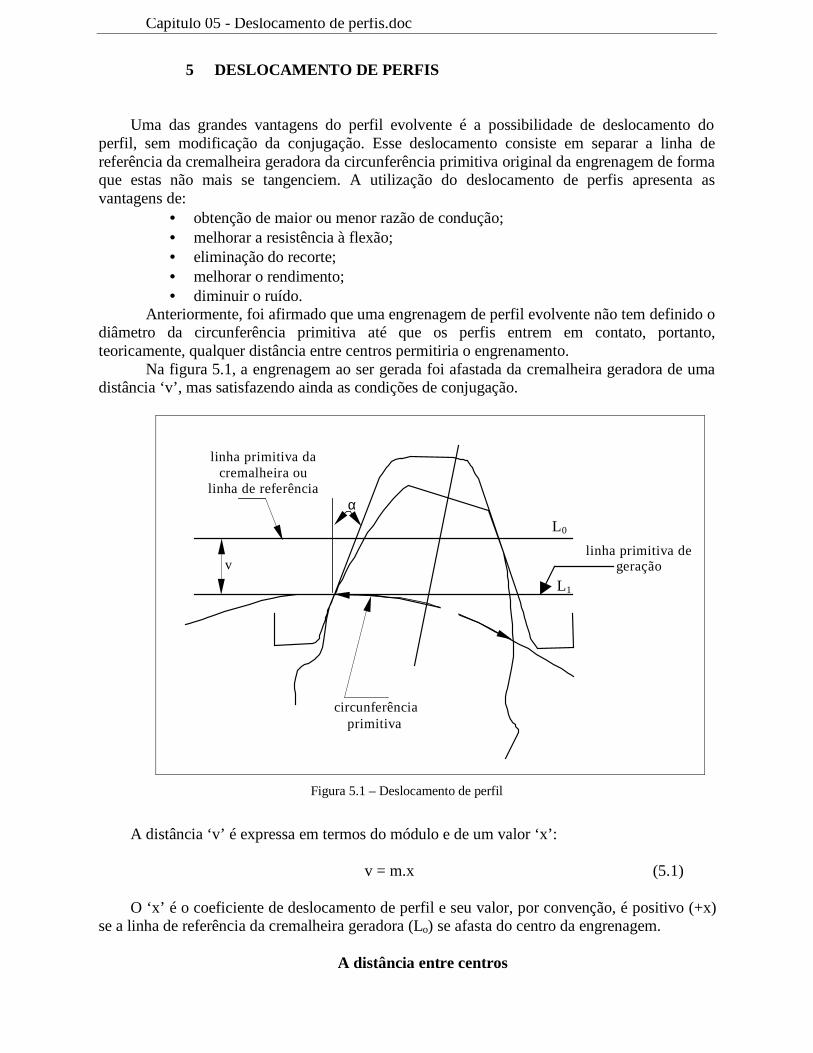
Uma das grandes vantagens do perfil evolvente é a possibilidade de deslocamento doperfil, sem modificação da conjugação. Esse deslocamento consiste em separar a linha dereferência da cremalheira geradora da circunferência primitiva original da engrenagem de formaque estas não mais se tangenciem. A utilização do deslocamento de perfis apresenta asvantagens de:
• obtenção de maior ou menor razão de condução;• melhorar a resistência à flexão;• eliminação do recorte;• melhorar o rendimento;• diminuir o ruído.
Anteriormente, foi afirmado que uma engrenagem de perfil evolvente não tem definido odiâmetro da circunferência primitiva até que os perfis entrem em contato, portanto,teoricamente, qualquer distância entre centros permitiria o engrenamento.
Na figura 5.1, a engrenagem ao ser gerada foi afastada da cremalheira geradora de umadistância ‘v’, mas satisfazendo ainda as condições de conjugação.
v
α
circunferênciaprimitiva
linha primitiva dacremalheira ou
linha de referência
L0
L1
linha primitiva degeração
Figura 5.1 – Deslocamento de perfil
A distância ‘v’ é expressa em termos do módulo e de um valor ‘x’:
v = m.x (5.1)
O ‘x’ é o coeficiente de deslocamento de perfil e seu valor, por convenção, é positivo (+x)se a linha de referência da cremalheira geradora (Lo) se afasta do centro da engrenagem.
A distância entre centros

Capítulo 05 - Deslocamentode perfis.doc 35
A distância da linha de referência da cremalheira ao centro da engrenagem é então:
mxmz
mxrac .2
. +=+= (5.2)
A espessura do dente
A espessura do dente gerado com deslocamento de perfil positivo, medida sobre acircunferência primitiva de geração aumenta de 2.x.m.tgα:
απtgxm
ms ...2
2
. += (5.3)
A altura do dente
A nova altura de adendo é:
ha = m + v = m.(1+x) (5.4)
A nova altura de dedendo:
hf = m.(1+c) – v = m.(1 + c – x) (5.5)
O fator de deslocamento de perfil
A aplicação mais necessária do deslocamento de perfis é a eliminação do problema dorecorte na geração de engrenagens com número de dentes menor do que zmín. Pode-se deduziruma equação para o valor de “x” que elimine o problema do recorte. Tomando o contrário dacondição(4.49), vista no capítulo anterior, deduz-se que a condição para ocorrer recorte é:
hac> r sen2α (5.6)
Logo, se for dado, durante a geração, um afastamento “v” da linha de referência dacremalheira geradora à linha primitiva de geração no mínimo igual a:
v = hac – r sen2α (5.7)
o problema de recorte dos dentes de pinhões deixa de ocorrer.
Substituindo(5.1)e (3.10)em(4.2), obtém-se a expressão para “x”:
α2sen2
zmmkmx
⋅−⋅=⋅ (5.8)
α2sen2
zkx −= (5.9)
Esta equação determina o fator de deslocamento de perfil mínimo positivo para que nãoocorra recorte em pinhões com z < zmín.
Capítulo 05 - Deslocamentode perfis.doc 36
A mesma equação pode ser utilizada para determinar o maior deslocamento de perfilnegativo que pode ser especificado para a engrenagem com z > zmín, sem que ocorra o problemade recorte. Note que se o perfil é deslocado negativamente em uma engrenagem que nãoapresenta problemas de recorte, pode-se gerar o recorte na engrenagem, intencionalmente.
É interessante notar, que se for feito x = 0 na equação 5.9, isto é, não há deslocamento deperfil, a equação permite determinar o número mínimo de dentes que uma engrenagemfabricada por geração deve possuir sem ter o problema de recorte. Assim, retorna-se aoresultado já demonstrado anteriormente, a equação(3.10).
Figura 5.2 – engrenamento com perfil deslocado.
5.1 Duração do Contato ou razão de condução (εεεεαααα)
Um dos fatores mais importantes no projeto de engrenagens para transmitir potência éproporcionado pela duração do contato. A duração de contado ou razão de condução (algunsautores também chamam de grau de recobrimento) representa o número de pares de dentes queficam em contato durante uma condução, ou a ação de uma engrenagem sobre a outra.
A quantidade mínima de contato adequada depende de várias condições e pode serestabelecida por experiência ou por experimentação nos casos críticos.
A razão de condução informa ao projetista quantos pares de dentes se encontram acopladosem uma engrenagem. Por exemplo, uma razão de condução igual a 1,5 informa ao projetista quedurante uma determinada condução, tem-se permanentemente um par de dentes em contato eem 50% do tempo de condução tem-se dois pares de dentes engrenados. Os dois pares de dentesestão em contato na seguinte situação: quando um novo par (par 1) inicia o contato, o que jáestava na condução (par 2) ainda está conduzindo. Quando o par 1 que iniciou o contato vai seaproximando do ponto primitivo, o par 2 deixa de estar em contato. Nesta situação tem-seapenas um único par de dentes engrenado na condução.
FAZER FIGURA

Capítulo 05 - Deslocamentode perfis.doc 37
α
gα
va
r2
ra2
rb2
α
I
α
x
y
gs
ga
ω1
O2
O1
ra1
r1
rb1
T2
T1
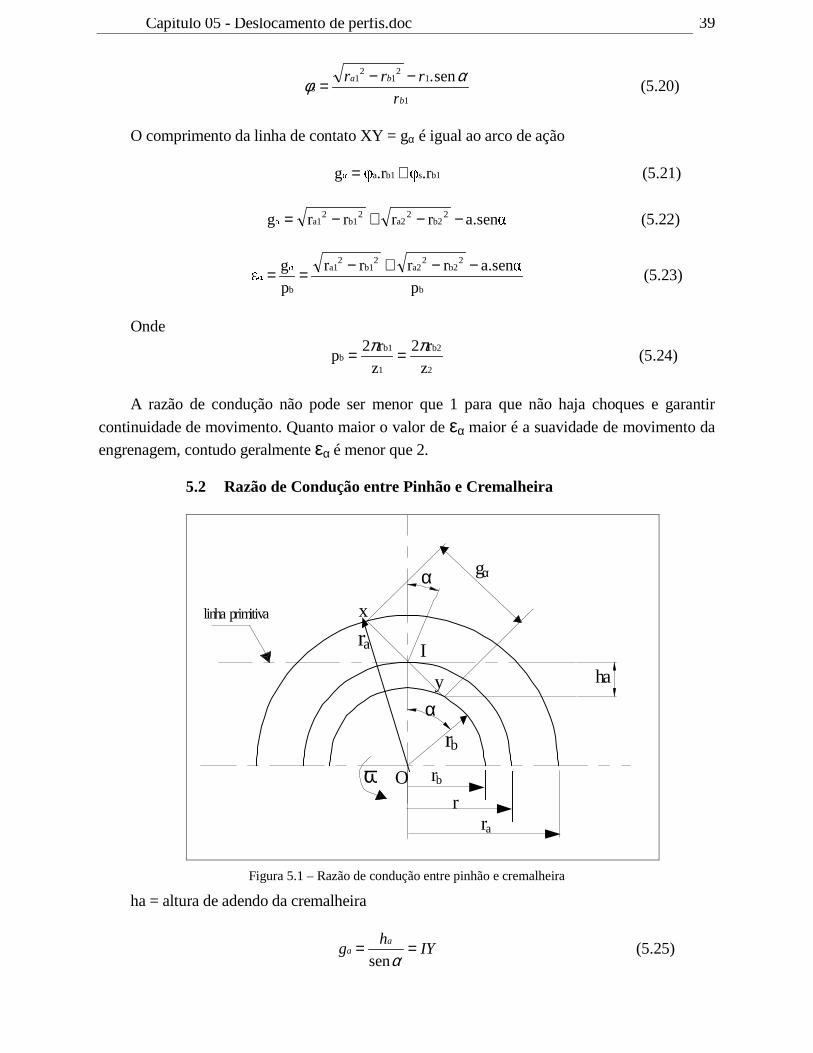
Figura 5.1 – Razão de condução
Na figura acima, a linha T1T2 é a linha de contato. Os pontos x e y são definidos pelainterseção das linhas de contato com as circunferências de adendo ra1, ra2. Então a linha xy éonde a ação efetivamente ocorre e é chamada de linha de ação. A parte da linha de ação xy queé interceptada pelas duas circunferências de adendo do par de engrenagens representa o lugargeométrico de todos os pontos de contato durante todo o engrenamento de um par de dentes (docontato à separação total), ou seja, o arco de ação, gα, como definido no segundo capítulo. Jáfoi visto que um ponto genérico de contato de duas evolventes se desloca sobre a linha de ação(que é sempre normal às superfícies, no ponto de contato) com uma velocidade:
vn = v.cosα (5.10)
Por definição, o grau de recobrimento é a relação entre o tempo que o par de dentespermanece engrenado e o tempo entre dois inícios de engrenamentos sucessivos. Isso pode serexpresso por:
sucessivostosengrenamendeiníciosdoisentreTempo
contatodepontodocontatodofimoeiníciooentreTempo=αε
Chamando t1 o tempo dado pelo numerador e t2 o tempo dado pelo denominador, temos:
n1
v
gt
α= (5.11)

Capítulo 05 - Deslocamentode perfis.doc 38
v
pt2 = (5.12)
Como a distância entre dois dentes sucessivos é o passo, este deve ser divido pelavelocidade na circunferência primitiva para se ter o tempo necessário para que o dente seguinteencontre a posição onde entra em contato. Então:
αε αα
αpcos
g
.pv
vg
t
t
n
.
2
1 === (5.13)
portanto,
bp
gααε = (5.14)
O número de dentes em contato ou a razão de condução,εα, é a razão entre o arco de açãoe o arco entre dentes sucessivos medido sobre a circunferência de base, o passo de base pb .
Dedução deεα
Nomenclatura:• ga= arco de aproximação• gs= arco de afastamento• φa = ângulo de aproximação• φs = ângulo de separação• ra1 = raio de adendo da engrenagem 1• ra2 = raio de adendo da engrenagem 2
Equações simples podem ser desenvolvidas para os ângulos de aproximação e afastamentoutilizando os vários triângulos retângulos da figura:
T2I = r2.senα (5.15)
22
222 ba rrYT −= (5.16)
Arco de aproximação ga = IY = T2Y – T2I = αsen.22
22
2 rrr ba −− (5.17)
Arco de afastamento .senαrrrITXTIXg 12
b12
a111s −−=−== (5.18)
O ângulo de aproximaçãoφa é dado pela diferença T2Y menos T2I dividido pelo raio debase rb1
1
22
22
2 sen.
b
baa
r
rrr αφ −−= (5.19)
O ângulo de afastamento é dado pela distância XI dividida pelo raio de base rb1
Capítulo 05 - Deslocamentode perfis.doc 39
1
12
12
1 sen.
b
bas
r
rrr αφ −−= (5.20)
O comprimento da linha de contato XY = gα é igual ao arco de ação
b1sb1aα .rφ.rφg += (5.21)
αa.senrrrrg 2b2
2a2
2b1
2a1α −−+−= (5.22)
b
2b2
2a2
2b1
2a1
b
α
α
pαa.senrrrr
pg
ε−−+−== (5.23)
Onde
2
b2
1
b1b
zr2
zr2
pππ == (5.24)
A razão de condução não pode ser menor que 1 para que não haja choques e garantir
continuidade de movimento. Quanto maior o valor deεα maior é a suavidade de movimento da
engrenagem, contudo geralmenteεα é menor que 2.
5.2 Razão de Condução entre Pinhão e Cremalheira
ra
rb
α
rb
rar
ω
x
y
gα
haI
O
α
linha primitiva
Figura 5.1 – Razão de condução entre pinhão e cremalheira
ha = altura de adendo da cremalheira
IYh
ga
a ==αsen
(5.25)
Capítulo 05 - Deslocamentode perfis.doc 40
XIrrrg bas =−= − αsen.22 (5.26)
Com(4.30):
( )b
baa
p
rrrh ααεαsen.sen/ 22 −+= −
(5.27)
5.3 Interferência e Recorte – Limitação da Ação conjugada
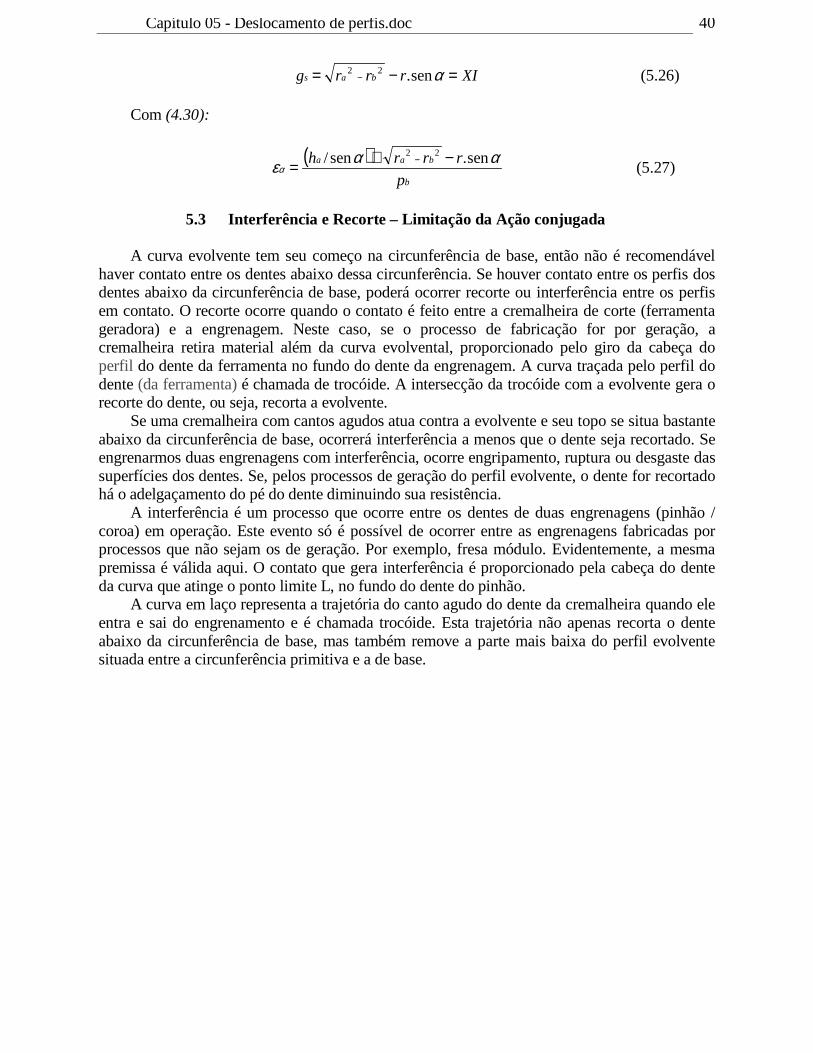
A curva evolvente tem seu começo na circunferência de base, então não é recomendávelhaver contato entre os dentes abaixo dessa circunferência. Se houver contato entre os perfis dosdentes abaixo da circunferência de base, poderá ocorrer recorte ou interferência entre os perfisem contato. O recorte ocorre quando o contato é feito entre a cremalheira de corte (ferramentageradora) e a engrenagem. Neste caso, se o processo de fabricação for por geração, acremalheira retira material além da curva evolvental, proporcionado pelo giro da cabeça doperfil do dente da ferramenta no fundo do dente da engrenagem. A curva traçada pelo perfil dodente(da ferramenta)é chamada de trocóide. A intersecção da trocóide com a evolvente gera orecorte do dente, ou seja, recorta a evolvente.
Se uma cremalheira com cantos agudos atua contra a evolvente e seu topo se situa bastanteabaixo da circunferência de base, ocorrerá interferência a menos que o dente seja recortado. Seengrenarmos duas engrenagens com interferência, ocorre engripamento, ruptura ou desgaste dassuperfícies dos dentes. Se, pelos processos de geração do perfil evolvente, o dente for recortadohá o adelgaçamento do pé do dente diminuindo sua resistência.
A interferência é um processo que ocorre entre os dentes de duas engrenagens (pinhão /coroa) em operação. Este evento só é possível de ocorrer entre as engrenagens fabricadas porprocessos que não sejam os de geração. Por exemplo, fresa módulo. Evidentemente, a mesmapremissa é válida aqui. O contato que gera interferência é proporcionado pela cabeça do denteda curva que atinge o ponto limite L, no fundo do dente do pinhão.
A curva em laço representa a trajetória do canto agudo do dente da cremalheira quando eleentra e sai do engrenamento e é chamada trocóide. Esta trajetória não apenas recorta o denteabaixo da circunferência de base, mas também remove a parte mais baixa do perfil evolventesituada entre a circunferência primitiva e a de base.
Capítulo 05 - Deslocamentode perfis.doc 41
hac
α
Linha de referênciaprimitiva
trocóide
origem da trocóide
circunferênciade base
circunferênciaprimitiva
Figura 5.1 –Trocóide
A equação da trocóide em coordenadas polares com origem no laço da curva é dada por:(ver melhor)
5.4 Condição para que não ocorra recorte
Recorte é denominado à retirada de material no pé do dente da engrenagem fabricada porqualquer processo de geração de dentes, afetando assim, a espessura do dente na região do pé dodente. Isso acontece quando o gume de corte da cremalheira, penetra além do ponto limite L(figura 5.5). Este ponto L é definido traçando uma linha paralela a linha de referência a partir doponto de tangência T, definido pela linha de ação sobre a circunferência de base.
Esta condição é aplicável a geração de engrenagens por cremalheira ou fresa helicoidalequivalente.
Para evitar o recorte do dente da engrenagem gerada por cremalheira, o topo dos dentes dacremalheira geradora ou da fresa equivalente não pode ultrapassar a linha paralela à linha quepassa no ponto limite de interferência T. O ponto T e a distância IL servirão de auxílio para adedução da condição de não ocorrência de recorte.(Figura5.1)
Capítulo 05 - Deslocamentode perfis.doc 42
α
αlinha de adendoda cremalheira
hac
Linha de ação
Linha de referência
I
rRl
rb
T
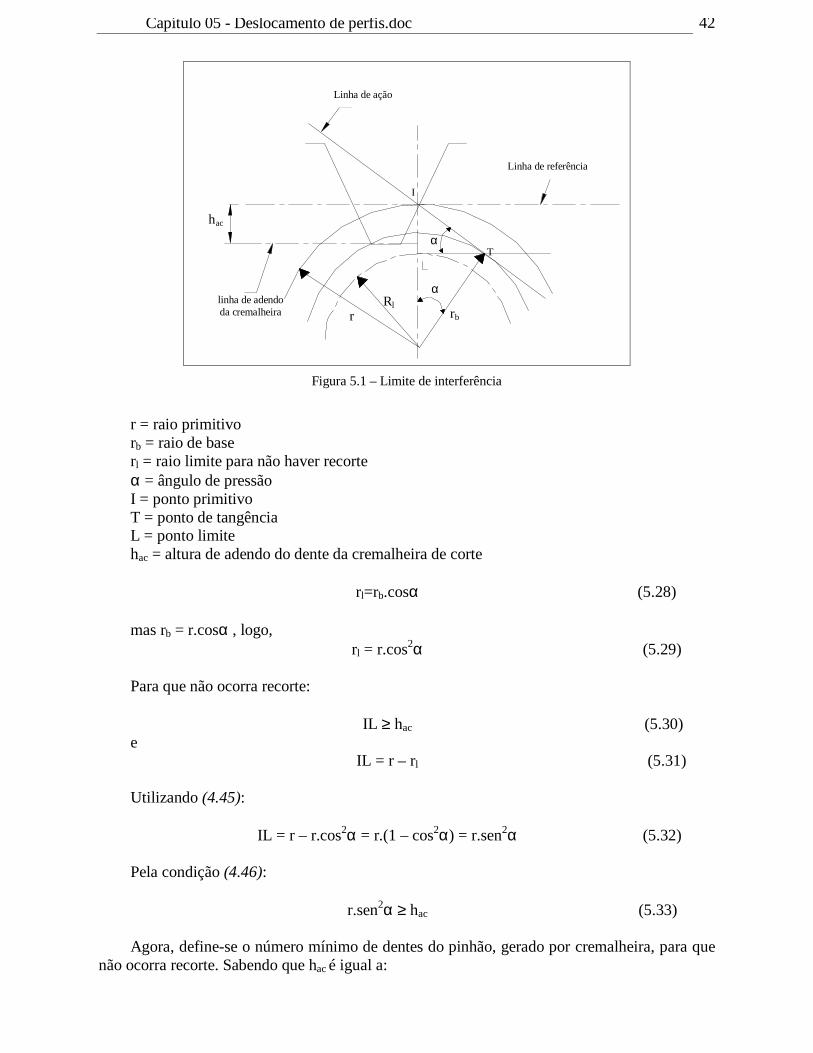
Figura 5.1 – Limite de interferência
r = raio primitivorb = raio de baserl = raio limite para não haver recorteα = ângulo de pressãoI = ponto primitivoT = ponto de tangênciaL = ponto limitehac = altura de adendo do dente da cremalheira de corte
rl=rb.cosα (5.28)
mas rb = r.cosα , logo,rl = r.cos2α (5.29)
Para que não ocorra recorte:
IL ≥ hac (5.30)e
IL = r – rl (5.31)
Utilizando(4.45):
IL = r – r.cos2α = r.(1 – cos2α) = r.sen2α (5.32)
Pela condição(4.46):
r.sen2α ≥ hac (5.33)
Agora, define-se o número mínimo de dentes do pinhão, gerado por cremalheira, para quenão ocorra recorte. Sabendo que hacé igual a:

Capítulo 05 - Deslocamentode perfis.doc 43
hac = k.m (5.34)
substituindo(5.34)em(5.33), obtém-se:
r.sen2α ≥ k.m (5.35)
mkzm
.sen2. 2 ≥α (5.36)
logo,
αsen
2kz
2≥ (5.37)
α2sen2k
zmín = (5.38)
Desta forma, o recorte será tanto maior quanto menor o número de dentes. Como indica afórmula, o número de dentes mínimo depende do ângulo de pressão e do fator k. Os valores de“k” para cremalheira geradora podem ser:
• k = (1+c) (geração com folga de fundo – NORMA ISO R53)• k = 1 (geração sem folga de fundo)
Se c=0,25*m, k=1,25;c=1,167*m, k=1,167;c=0,00, k=1,000.
Exemplo dos números mínimos de dentes:
• α = 20° , k = 1,25 → zmín = 22• α = 14,5° , k = 1,25 → zmín = 40• α = 25° , k = 1,25 → zmín = 14
Na prática o número de dentes das engrenagens pode ser menor que os calculados. Hávários em termos práticos para por duas razões:
1) A cremalheira tem um pequeno desbaste na cabeça do dente...2) Através de deslocamento de perfil.

Capítulo 06 - Tiposde engrenamento.doc
6 TIPOS DE ENGRENAMENTO
6.1 Engrenamento Zero
As condições básicas para que um engrenamento seja considerado zero, são que asengrenagens componentes do engrenamento não tenham deslocamento de perfil, isto é, x1=x2=0e que a distância entre centros de operação seja dada por:
a’= mzm onde zm = (z1 + z2)/2
isto é, a distância de operação seja igual à nominal.Da relação de distância entre centros e ângulos de pressão, concluí-se que os ângulos de
pressão de operação e nominais também devem ser iguais. Os módulos, como também serelacionam pelos ângulos, são conseqüentemente iguais. As características do engrenamentozero podem então ser escritas como sendo:
• x1=x2=0• a’ = a• α’= α• m’=m
Nesse tipo de engrenamento os parâmetros operacionais do engrenamento, m’ eα’,coincidem com o módulo e com o ângulo de pressão da ferramenta geradora.
As vantagens principais do engrenamento zero são:1. Possibilidade de fabricação das engrenagens com fresas módulo e todos os outros
processos de fabricação, além dos métodos de geração (já que não possuideslocamento de perfil).
2. As engrenagens zero são facilmente intercambiáveis.As principais desvantagens desse tipo de engrenamento são:
1. Com a utilização do engrenamento zero, não é possível a obtenção de qualquerdistância entre centros pré fixada. Pois a = mzm , o módulo é um parâmetronormalizado e zm deve atender a uma certa relação de transmissão do projeto.
2. Os dentes de pinhões com z < zmín , fabricados por processos de geração, sofremrecorte, conseqüentemente são menos resistentes do que os dentes da coroacorrespondente.
3. Quando forem fabricados por outros processos que não sejam de geração, haveráproblemas de interferência quando entrarem em operação.
As dimensões das engrenagens desse engrenamento são:
+=+= 121
11
zmhrr aa raio de adendo do pinhão (6.1)
+=+= 122
22
zmhrr aa raio de adendo da coroa (6.2)
−−=+= 121
11 cz
mhrr ff raio de fundo do pinhão (6.3)
Capítulo 06 - Tiposde engrenamento.doc 38
−−=+= 122
22 cz
mhrr ff raio de fundo da coroa (6.4)
ha = m altura de adendo (6.5)
hf = m*(1+c) altura de dedendo (6.6)
EXERCÍCIOS PARA ENGRENAMENTO ZERO
1) Dado um par de engrenagens com módulo m=2mm, número de dentes dopinhão z1=21, número de dentes da coroa z2=63mm, ângulo de pressãoα=20°, folga no fundodo dente c=0,25*m. Determinar a distância entre centros, espessura do dente no cilindroprimitivo e no de fundo, alturas de adendo e de dedendo e razão de condução.
2) Exercícios do capítulo 12 (do 12.1 até o 12.8) do livro do Shigley.
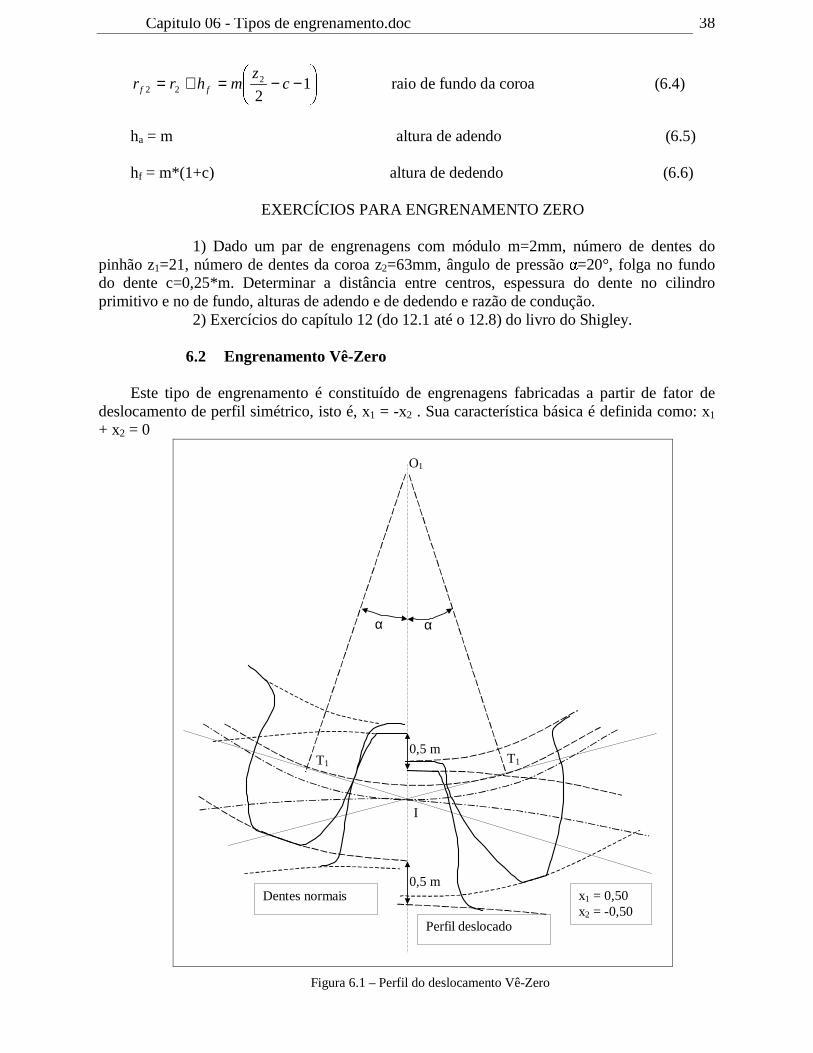
6.2 Engrenamento Vê-Zero
Este tipo de engrenamento é constituído de engrenagens fabricadas a partir de fator dedeslocamento de perfil simétrico, isto é, x1 = -x2 . Sua característica básica é definida como: x1
+ x2 = 0
α α
O1
T1 T1
Dentes normais
Perfil deslocado
I
0,5 m
0,5 m
x1 = 0,50x2 = -0,50
Figura 6.1 – Perfil do deslocamento Vê-Zero

Capítulo 06 - Tiposde engrenamento.doc 39
Porque existe este tipo de engrenamento?Objetivo primordial: eliminar o recorte no pé do dente do pinhão objetivando aumentar a
resistência à fadiga por flexão.
Sendo as espessuras de geração:
⋅⋅+= απtgxms 11 2
2espessura primitiva de geração do pinhão (6.7)
⋅⋅+= απtgxms 22 2
2espessura primitiva de geração da coroa (6.8)
Somando as equações (6.7) e (6.8), as espessuras primitivas de geração, devido à simetriados deslocamentos, resulta que:
s1 + s2 = m.π = p (6.9)
Neste caso a distância entre centros de fabricação é a mesma de operação, ou seja, a’=aNão houve, por tanto, alteração no diâmetro primitivo, logo, as condições de operação são asmesmas da geração, assim, permanecem iguais o módulo (m’=m) e o ângulo de pressão (α’=α).
Deve-se observar, no entanto, que este tipo de engrenamento proporcionará modificaçõessobre a espessura dos dentes do pinhão e da coroa, ou seja, s1≠s2.
As dimensões das engrenagens deste engrenamento são:
( )11111 1 xmrhrr aa ++=+= raio de adendo do pinhão (6.10)
( )22222 1 xmrhrr aa ++=+= raio de adendo da coroa (6.11)
( )11111 1 xcmrhrr ff −+−=+= raio de fundo do pinhão (6.12)
( )22222 1 xcmrhrr ff −+−=+= raio de fundo da coroa (6.13)
Observação: nas equações acima, as variáveis x1 e x2 entram com seus valores algébricos.
As vantagens principais do engrenamento vê-zero são:1. Pinhões com z < zmín a serem fabricados por processos de geração com
deslocamento de perfil positivo, não terão recorte no pé do dente2. Este tipo de engrenamento pode substituir com vantagem um engrenamento zero
que opere com problemas, ex.:fratura por fadiga de flexão no pé do dente. Isto podeser feito porque a’= a, ou seja, não há alteração da distância entre os centros.
3. Elimina o adelgaçamento no pé do dente da engrenagem com z<zmín.As principais desvantagens desse tipo de engrenamento são:
1. As engrenagens constituintes do engrenamento só podem ser fabricadas porprocessos de geração (pois possuem deslocamento de perfil).
2. Com a utilização de engrenagens de dentes retos, não é possível a obtenção dequalquer distância entre centros que seja pré-fixada, pois a’= a = m.zm.
3. Perde a intercambiabilidade.
Capítulo 06 - Tiposde engrenamento.doc 40
EXERCÍCIO PARA ENGRENAMENTO VÊ-ZERO
1) Dado um par de engrenagens, fabricadas pelo processo de geração, commódulo 5mm, número de dentes do pinhão z1=13, número de dentes da coroa z2=63, ângulo depressãoα=20°, folga no fundo do dente c=0,167*m, determinar a distância entre centros deoperação e a hipotética de fabricação, a altura de adendo e de dedendo para pinhão e coroa, arazão de condução. Observa-se: deve-se eliminar o recorte no fundo do dente do pinhão egarantir a’=a
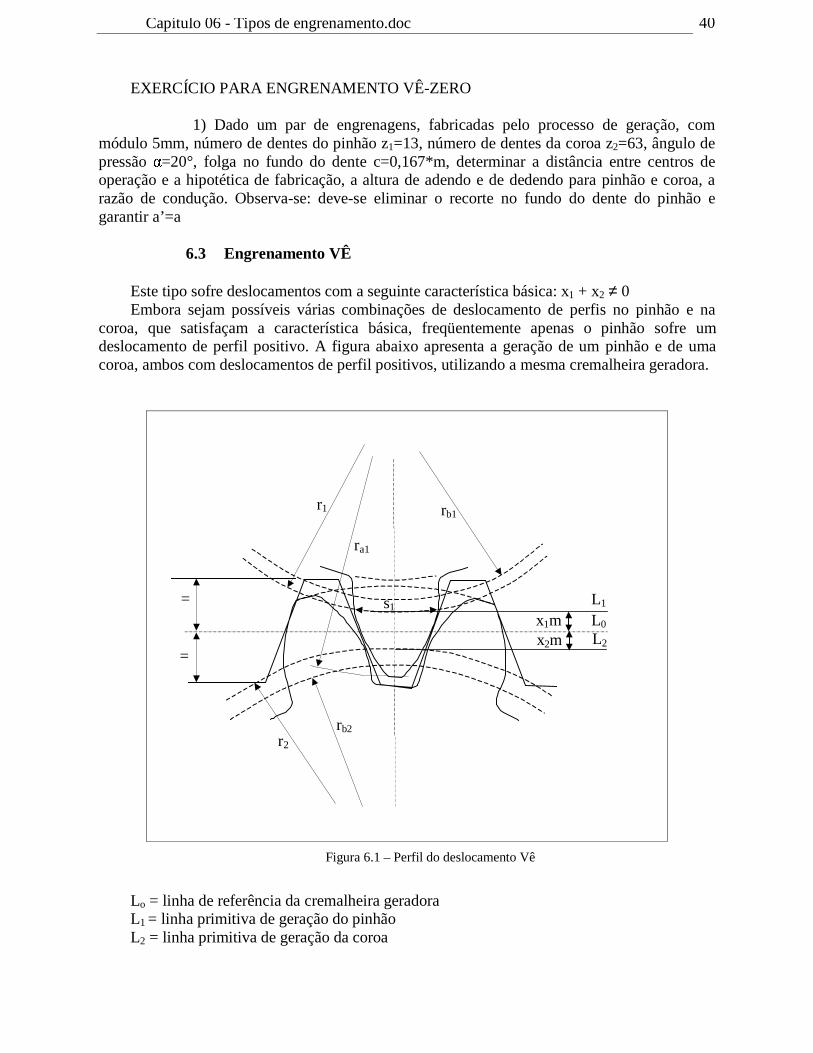
6.3 Engrenamento VÊ
Este tipo sofre deslocamentos com a seguinte característica básica: x1 + x2 ≠ 0Embora sejam possíveis várias combinações de deslocamento de perfis no pinhão e na
coroa, que satisfaçam a característica básica, freqüentemente apenas o pinhão sofre umdeslocamento de perfil positivo. A figura abaixo apresenta a geração de um pinhão e de umacoroa, ambos com deslocamentos de perfil positivos, utilizando a mesma cremalheira geradora.
rb1r1
ra1
r2
rb2
s1
L2
L0
L1
x1mx2m
=
=
Figura 6.1 – Perfil do deslocamento Vê
Lo = linha de referência da cremalheira geradoraL1 = linha primitiva de geração do pinhãoL2 = linha primitiva de geração da coroa

Capítulo 06 - Tiposde engrenamento.doc 41
Da mesma forma que no tipo anterior, as espessuras primitivas de geração s1 e s2 são dadaspor:
⋅⋅+= απtgxms 11 2
2espessura primitiva de geração do pinhão (6.7)
⋅⋅+= απtgxms 22 2
2espessura primitiva de geração da coroa (6.8)
Estas espessuras ocorrem sobre as circunferências primitivas de geração C1 e C2 que têmrespectivamente raios:
2
z.mr
1
1 = raio primitivo de geração do pinhão (6.14)
e
2
z.mr
2
2 = raio primitivo de geração da coroa (6.15)
Como x1 e x2 não precisam ser simétricos, a soma das espessuras primitivas não resulta opasso primitivo que se tinha durante a geração. Logo o sistema não operará adequadamente comeste passo.
s1 + s2 = m.π + 2(x1 + x2).tgα ≠ p = m.π (6.16)
se (x1 + x2) > 0 → s1 +s2 > m.π (6.17)
se (x1 + x2) < 0 → s1 +s2 < m.π (6.18)
Já que a soma das espessuras primitivas de geração não reproduziu o passo de geração, énecessário determinar o novo passo ou módulo com que o engrenamento vai operar.
Para isso são definidas:
s1’ e s2’ : espessuras primitivas de operação, respectivamente, do pinhão e da coroa.r1’ e r2’ : raios primitivos de operação, respectivamente do pinhão e da coroa.
Lembrando da equação da espessura para uma circunferência qualquer (3.5), as novasespessuras primitivas são dadas por:
( )
−+= '2''1
1
11 αα evevr
srs espessuras primitivas de operação do pinhão (6.19)
e
( )
−+= '2''2
2
22 αα evevr
srs espessuras primitivas de operação da coroa (6.20)
A nova condição de operação é dada por:
s1’ + s2’ = m’.π = p’ (6.21)

Capítulo 06 - Tiposde engrenamento.doc 42
Onde m’ é o módulo de operação do sistema, a ser determinado. Os raios primitivos deoperação são as equações (5.2) substituindo m por esse módulo m’. Substituindo as expressõesde: s1, s2 (5.1), r1, r 2, r1’ e r2’ na equação da condição de operação acima e utilizando aexpressão:
'cos
cosm'm
αα= módulo de operação do sistema
Resulta:
( ) ( )( )[ ]'2'cos
cos
'cos
cos. 2121 αααπ
αα
ααπ evevzztgxxmm −++++= (6.22)
para que a igualdade se verifique, a segunda parte de equação tem que ser zero, então:
( ) ( )( ) 0'2 2121 =−+++ ααα evevzztgxx (6.23)
Logo:
( ) ααα tgzz
xxevev
21
212'
+++=
(6.24)
Esta última equação representa a equação fundamental do engrenamento Vê.Com ela se determina o ângulo de pressão de operação,α’, do engrenamento e, em
seguida, a distância entre centros de operação do sistema ,a’, com o auxílio da expressão (2.5):
'cos
cosa'a
αα= distância entre centros de operação
Voltando a analisar a figura básica da geração das engrenagens, abstraída a cremalheirageradora, constata-se que a distância entre centros do pinhão e da coroa é dada por:
a1 = a + m(x1 + x2) (6.25)
Esta distância entre centros produz folga lateral (jogo primitivo) excessiva noengrenamento. Para eliminar a folga lateral é preciso variar a distância entre centros de a1 paraa’. No presente caso, como a1 > a’ é necessário aproximar as engrenagens.
Para manter a folga de fundo, m.c, quando se aproximam as engrenagens para se obter adistância entre centros de operação sem folga lateral, as alturas de adendo são modificadas deuma quantidade igual à aproximação realizada dada por um outro fator K multiplicativo domódulo da ferramenta: K.m.
As novas alturas de adendo são:
ha1 = (1 + x1).m – K.m altura de adendo do pinhão (6.26)
ha2 = (1 + x2).m – K.m altura de adendo da coroa (6.27)
As alturas de fundo não foram alteradas e são:

Capítulo 06 - Tiposde engrenamento.doc 43
hf1 = m(1 + c – x1) altura de dedendo do pinhão (6.28)
hf2 = m(1 + c – x2) altura de dedendo da coroa (6.29)
O fator K é determinao partindo-se da distância entre centros a1 (5.3). Subtraindo adistância entre centros de operação a’ de ambos os lados da equação, tem-se:
a1 – a’ = m(x1 + x2) – a’ + a (6.30)
A quantidade (a1 – a’) representa exatamente a aproximação necessária para se obter oengrenamento sem folga no fundo do dente, logo K.m = a1 – a’ e, em conseqüência, K.m = m(x1
+ x2) – a’ + aEmbora esta equação já determine o fator K, é comum se expressar a diferença entre a
distância entre centros de operação ‘a’’ e a distância entre centros de referência ‘a’ por um novofator dado por:
m
a'ay
−= (6.31)
Assim, substituindo o novo fator na equação de K.m, obtém-se:
K = x1 + x2 – y (6.32)
Voltando às equações das alturas de adendo tem-se:
ha1 = m(1 – x2 + y) (6.33)
ha2 = m(1 – x1 + y) (6.34)
As dimensões finais das engrenagens de um engrenamento Vê são:
( )yxmrhrr aa +−+=+= 21111 1 raio de adendo do pinhão (6.35)
( )yxmrhrr aa +−+=+= 12222 1 raio de adendo da coroa (6.36)
( )11111 1 xcmrhrr ff −+−=+= raio de dedendo do pinhão (6.37)
( )22222 1 xcmrhrr ff −+−=+= raio de dedendo da coroa (6.38)
A grande vantagem do engrenamento Vê, está no fato de ser o único tipo de engrenamentoque permite variação contínua da distância entre centros de operação e por isso pode resolver osproblemas em que a distância entre centros seja pré-fixada. Com este tipo de engrenamento épossível se desenvolver projetos onde se privilegia a capacidade específica de carga, ou a razãode condução ou mesmo de obter um equilíbrio entre essas duas características.
A única desvantagem que pode ser apontada no engrenamento Vê está no fato de exigirpelo menos uma das engrenagens (o pinhão) com deslocamento de perfil, obrigando portanto afabricação da mesma por processos de geração. Isto tem reflexos diretos na intercambiabilidadee no custo.

Capítulo 06 - Tiposde engrenamento.doc 44
EXERCÍCOS PARA ENGRENAMENTO VÊ
Porque existe este tipo de engrenamento?1) Com este tipo de engrenamento é possível eliminar o recorte no pé do dente da coroa e
do pinhão caso ambos tenham z<zmín..2) É aplicado para fazer ajustes da distância entre centros, principalmente nos variadores
de velocidade.APLICAÇÃO 1:Dado um variador de velocidade com três pares de engrenagem e as seguintes restrições:
Par 1: i1=1,7Par 2: i2=2,8Par 3: i3=3,0
Distância entre centros a=100mmMódulo recomendável m=2mmDeterminar o número de dentes para as engrenagens conjugadas
6.4 Razão de condução e espessura de adendo
Quando se produz engrenagens com deslocamento de perfil positivo é preciso ter cuidadopara que as engrenagens não resultem com dentes pontiagudos. Para isto deve-se calcular aespessura de adendo dos dentes.
( )
α−α+= aaa evev2r
srs (6.39)
Ondeαa é o ângulo de incidência do perfil evolvente calculado no raio ra .
a
ba
r
rarccos=α (6.40)
A razão de condução é calculada da mesma maneira já vista, apenas utilizando a distânciaentre centros de operação a’ e o ângulo de pressão de operaçãoα’.
[ ]'sen'1 2222
2211 αεα arrrrp
babab
−+−= − (6.41)
Capítulo 07 - Engrenagens cili ndricasdedenteshelicoidais.doc
7 ENGRENAGENS CILÍNDRICAS DE DENTES HELICOIDAIS
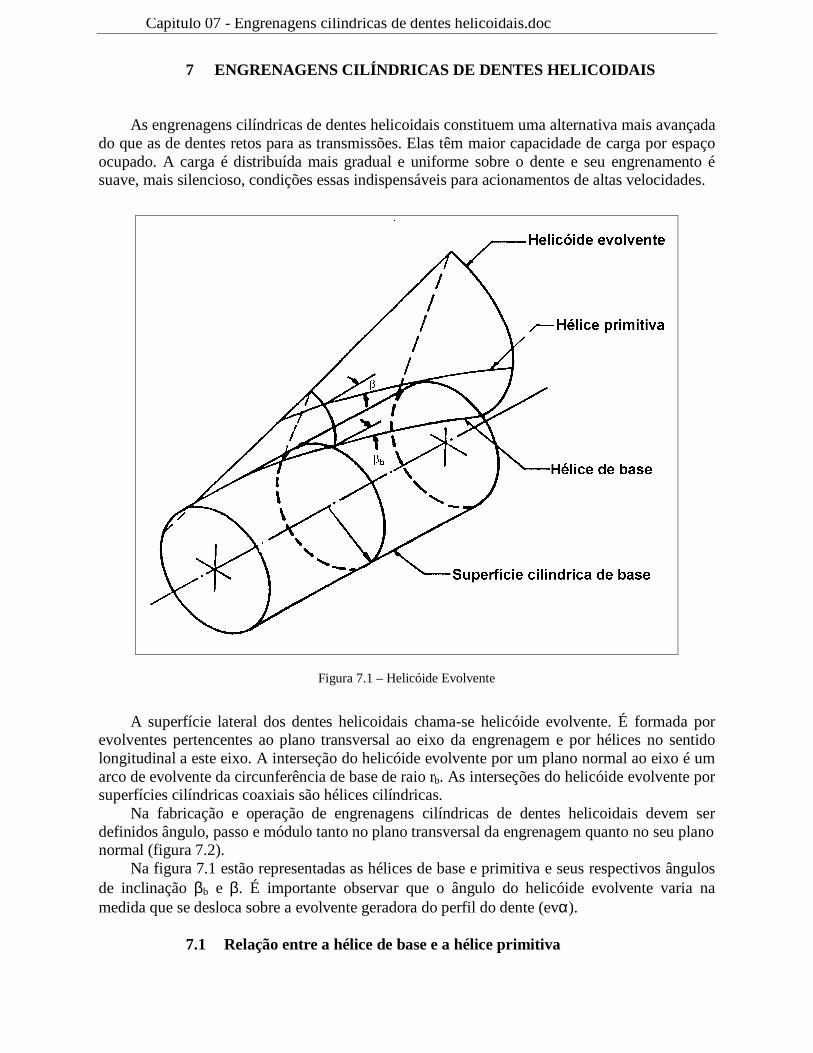
As engrenagens cilíndricas de dentes helicoidais constituem uma alternativa mais avançadado que as de dentes retos para as transmissões. Elas têm maior capacidade de carga por espaçoocupado. A carga é distribuída mais gradual e uniforme sobre o dente e seu engrenamento ésuave, mais silencioso, condições essas indispensáveis para acionamentos de altas velocidades.
Figura 7.1 – Helicóide Evolvente
A superfície lateral dos dentes helicoidais chama-se helicóide evolvente. É formada porevolventes pertencentes ao plano transversal ao eixo da engrenagem e por hélices no sentidolongitudinal a este eixo. A interseção do helicóide evolvente por um plano normal ao eixo é umarco de evolvente da circunferência de base de raio rb. As interseções do helicóide evolvente porsuperfícies cilíndricas coaxiais são hélices cilíndricas.
Na fabricação e operação de engrenagens cilíndricas de dentes helicoidais devem serdefinidos ângulo, passo e módulo tanto no plano transversal da engrenagem quanto no seu planonormal (figura 7.2).
Na figura 7.1 estão representadas as hélices de base e primitiva e seus respectivos ângulosde inclinaçãoβb e β. É importante observar que o ângulo do helicóide evolvente varia namedida que se desloca sobre a evolvente geradora do perfil do dente (evα).
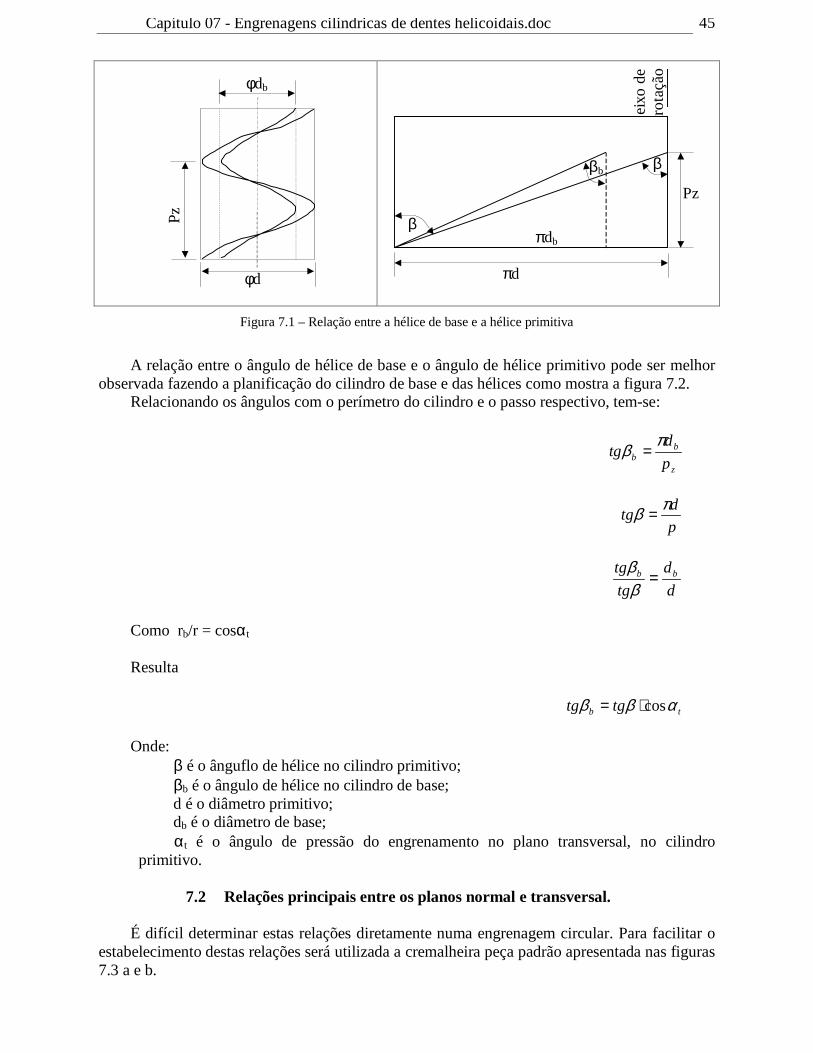
7.1 Relação entre a hélice de base e a hélice primitiva
Capítulo 07 - Engrenagens cili ndricasdedenteshelicoidais.doc 45
Pz
φdb
φd
β
βb β
πd
πdb
Pz
eixo
dero
taçã
o
Figura 7.1 – Relação entre a hélice de base e a hélice primitiva
A relação entre o ângulo de hélice de base e o ângulo de hélice primitivo pode ser melhorobservada fazendo a planificação do cilindro de base e das hélices como mostra a figura 7.2.
Relacionando os ângulos com o perímetro do cilindro e o passo respectivo, tem-se:
z
bb p
dtg
πβ =
p
dtg
πβ =
d
d
tg
tg bb =ββ
Como rb/r = cosαt
Resulta
tb tgtg αββ cos⋅=
Onde:β é o ânguflo de hélice no cilindro primitivo;βb é o ângulo de hélice no cilindro de base;d é o diâmetro primitivo;db é o diâmetro de base;αt é o ângulo de pressão do engrenamento no plano transversal, no cilindro
primitivo.
7.2 Relações principais entre os planos normal e transversal.
É difícil determinar estas relações diretamente numa engrenagem circular. Para facilitar oestabelecimento destas relações será utilizada a cremalheira peça padrão apresentada nas figuras7.3 a e b.
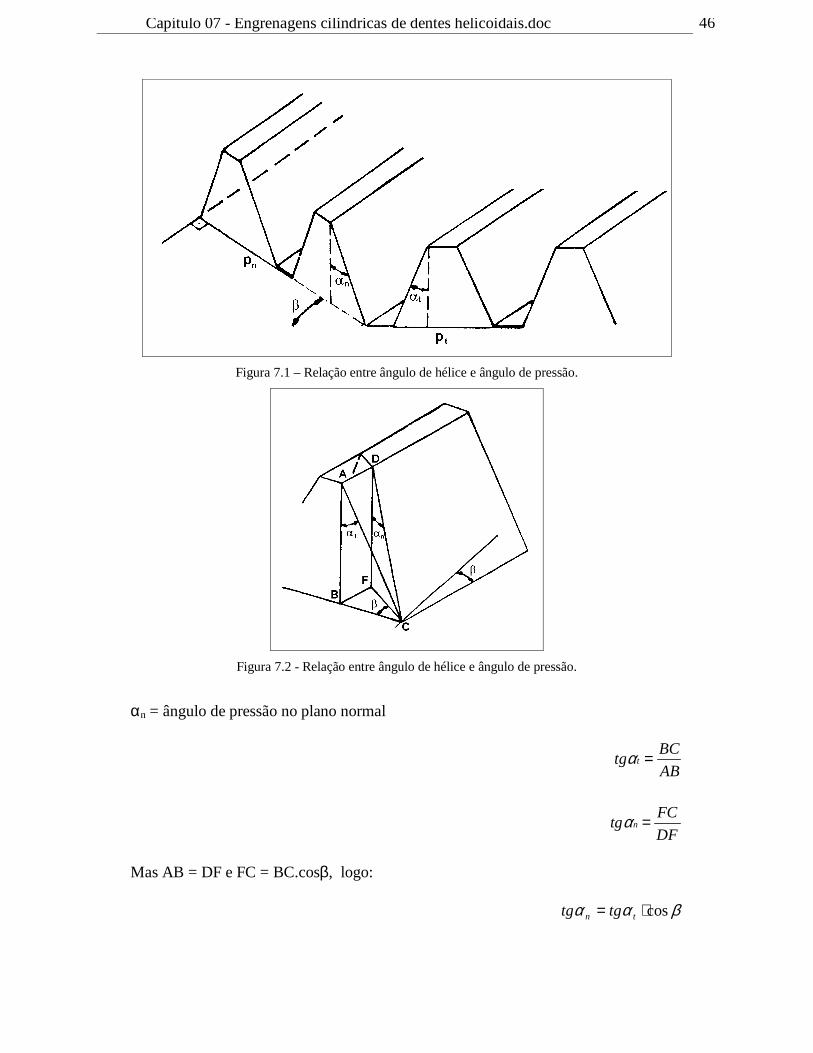
Capítulo 07 - Engrenagens cili ndricasdedenteshelicoidais.doc 46
Figura 7.1 – Relação entre ângulo de hélice e ângulo de pressão.
Figura 7.2 - Relação entre ângulo de hélice e ângulo de pressão.
αn = ângulo de pressão no plano normal
AB
BCtg t =α
DF
FCtg n =α
Mas AB = DF e FC = BC.cosβ, logo:
βαα cos⋅= tn tgtg
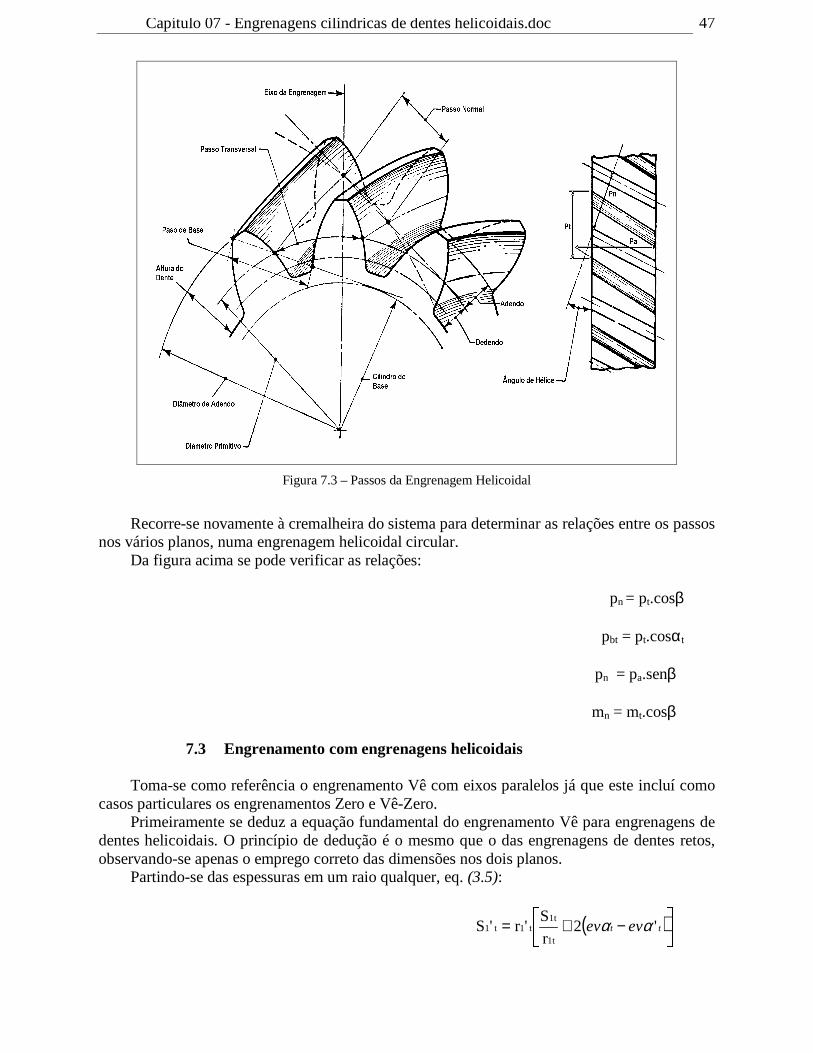
Capítulo 07 - Engrenagens cili ndricasdedenteshelicoidais.doc 47
Figura 7.3 – Passos da Engrenagem Helicoidal
Recorre-se novamente à cremalheira do sistema para determinar as relações entre os passosnos vários planos, numa engrenagem helicoidal circular.
Da figura acima se pode verificar as relações:
pn = pt.cosβ
pbt = pt.cosαt
pn = pa.senβ
mn = mt.cosβ
7.3 Engrenamento com engrenagens helicoidais
Toma-se como referência o engrenamento Vê com eixos paralelos já que este incluí comocasos particulares os engrenamentos Zero e Vê-Zero.
Primeiramente se deduz a equação fundamental do engrenamento Vê para engrenagens dedentes helicoidais. O princípio de dedução é o mesmo que o das engrenagens de dentes retos,observando-se apenas o emprego correto das dimensões nos dois planos.
Partindo-se das espessuras em um raio qualquer, eq.(3.5):
( )
−+= tt evev '2r
S'r'S
1t
1tt1t1 αα
Capítulo 07 - Engrenagens cili ndricasdedenteshelicoidais.doc 48
( )
−+= tt evev '2r
S'r'S
2t
2tt2t2 αα
A soma dessas espessuras é por outro lado:
t
tttt2t1
'cos
cosm.'m.'S'S
ααπ=π=+
As espessuras primitivas com o deslocamento são:
tn tgmx απ...2
2
.mS 1
t1t +=
tn tgmx απ...2
2
.mS 2
t2t +=
onde:βcos.tn mm =
Somando e expandindo as equações(6.1):
)'ev).2.(ev'r'r(r
S'r
r
S'r'S'S t2t1
2t
2tt2
1t
1tt1t2t1 tt αα −+++=+ (7.18)
)'αevα).2.(ev2
zz(m'
2
.zmS
2
.zm'
2
.zmS
2
.zm''S'S t
21t.
2t
2t2t
1t
1t1tt2t1 t−+++=+ (7.19)
)'αevα)(evz(zm')S(Sm
m''S'S t21t.2t1t
t
tt2t1 t−+++=+ (7.2
Mas a primeira parcela da equação(6.6) pode ser expressa pelas equações(6.3) , (6.4) e(6.5):
++
+=+ ttt
ttt
t
ttt
t
ttgmx
mtgmx
m
m
mSS
m
m αβπαβπ.cos...2
2
..cos...2
2
.')(
'2121 (7.21)
++=+ + tttttt
ttgxtgxmSS
m
m αβπαβπ.cos..2
2.cos..2
2')(
'2121 (7.22)
[ ]ttttt
ttgxxmSS
m
m αβπ .cos)...(2')('
2121 ++=+ (
Retornando este resultado à equação(6.6)vem:
[ ] [ ]{ })')((.cos)..(2''.'' 212121 ttttttt evevzztgxxmmSS αααβππ −++++==+ (7.24)

Capítulo 07 - Engrenagens cili ndricasdedenteshelicoidais.doc 49
Para que a igualdade acima se verifique, a parcela diferente deπ que multiplica m’t deveser nula, então:
0)')(().(cos..2 2121 =−+++ ttt evevzzxxtg ααβα (7.25)
)(
).(cos..2'
21
21
zz
xxtgevev
ttt
+++= βααα
Mas tgαt.cosβ = tgαn , para o engrenamento Vê helicoidal, a equação fundamental passa aser:
( )ntt tg
zz
xxevev ααα
21
21' 2
+++=
Resolvida esta equação paraα’ t, determina-se a distância entre centros de operação por:
t
taa
''
cos
cos
αα=
Onde:
+=2
21 zzma t
e
=
βαα
cos
nt
tgarctg
7.4 Dimensões das engrenagens do engrenamento Vê helicoidal
+−+= yx1
2cosβ
zmr 2
1na1
+−+= yx1
2cosβ
zmr 1
2na2
+−−= 1
1nf2 xc1
2cosβ
zmr
+−−= 2
2nf2 xc1
2cosβ
zmr
onde:
nm
aa'y
−=
7.5 Razão de Condução Transversal (εεεεαααα)
bt
α
p
gααε =

Capítulo 07 - Engrenagens cili ndricasdedenteshelicoidais.doc 50
( )t2
b22
a22
b12
a1bt
'sena'rrrrp
1 αεα −−+−= (7.3
7.6 Grau de Recobrimento Axial (εεεεββββ)É a razão entre a largura do dente e o passo primitivo axial.
ta .m
b.tgβ
p
b
πεβ ==
Recomendação paraεβ : εβ ≥ 1
7.7 Determinação do fator de deslocamento de perfil mínimo para evitarrecorte em pinhões helicoidais
t2
ac r.senhv α−=
tα2tnn sen
2
.zmk.mx.m −=
t2sen
β2.cos
zkx α
β−=
7.8 Número Virtual de Dentes de Engrenagens Helicoidais
Ao considerar-se a seção por um plano normal à hélice na superfície cilíndrica primitiva,tem-se uma engrenagem de dentes retos chamada de engrenagem virtual.
Esta engrenagem tem as seguintes características:1. Seu módulo mv é igual ao módulo normal da engrenagem helicoidal mn.2. O raio primitivo rv é igual ao raio de curvatura no ponto p da elipse correspondente
à seção oblíqua ao cilindro de base.Para uma elipse, cujos semi-eixos maior e menor são respectivamente a e b, o raio de
curvatura no ponto p é:
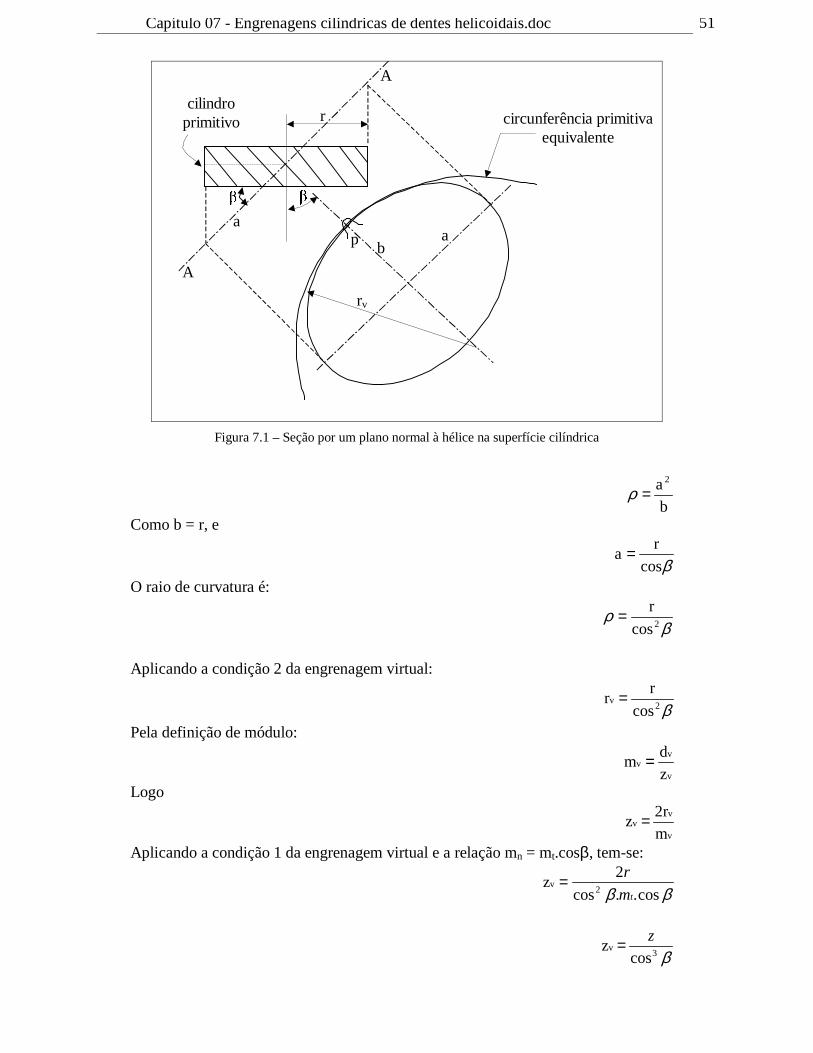
Capítulo 07 - Engrenagens cili ndricasdedenteshelicoidais.doc 51
ab
a
ββ
r circunferência primitivaequivalente
rv
A
A
p
cilindroprimitivo
Figura 7.1 – Seção por um plano normal à hélice na superfície cilíndrica
ba2
=ρ
Como b = r, e
βcos
ra =
O raio de curvatura é:
βρ
2cos
r=
Aplicando a condição 2 da engrenagem virtual:
β2v
cos
rr =
Pela definição de módulo:
v
vv
zd
m =
Logo
v
vv
m2r
z =
Aplicando a condição 1 da engrenagem virtual e a relação mn = mt.cosβ, tem-se:
ββ cos..cos
2z
2v
tm
r=
β3v
cosz
z=

Capítulo 07 - Engrenagens cili ndricasdedenteshelicoidais.doc 52
Definições:
Passo de Base Transversal(pbt) – é o passo medido sobre a superfície cilíndrica de base,no plano transversal.
Passo de Base Normal(pbn) – é o passo medido sobre a superfície cilíndrica de base, noplano normal.
Passo Primitivo Transversal (pt) – é o passo medido sobre a superfície cilíndrica primitiva,no plano transversal.
Passo Primitivo Normal(pn) – é o passo medido sobre a superfície cilíndrica primitiva, noplano normal.
Passo Primitivo Axial(pa) – é o passo medido sobre a superfície cilíndrica primitiva, noplano axial.
Módulo Transversal(mt) – é o módulo no plano transversal, este módulo define acircunferência primitiva, mt = d/z.
Módulo Normal(mn) – é o módulo no plano normal, este módulo é o mesmo da fabricação,o mesmo módulo da cremalheira geradora, m = mn.
Ângulo de Pressão Transversal(αt) – é medido no plano transversal e a função evolventede um dente helicoidal refere-se a este ângulo.
Ângulo de Pressão Normal(αn) – é medido no plano normal e é, da mesma forma que omódulo normal, o ângulo da ferramenta geradora,α = αn.
EXERCÍCIOS DE ENGRENAGENS HELICOIDAIS
Determinar as dimensões geométricas das engrenagens definidas abaixo:Pinhão: Coroa:z1=11 z2=17αn=20° α=20°βn=17° β=17°k=1,25 k=1,25
mn=10mm, sem adelgaçamento no pinhão e x2=0
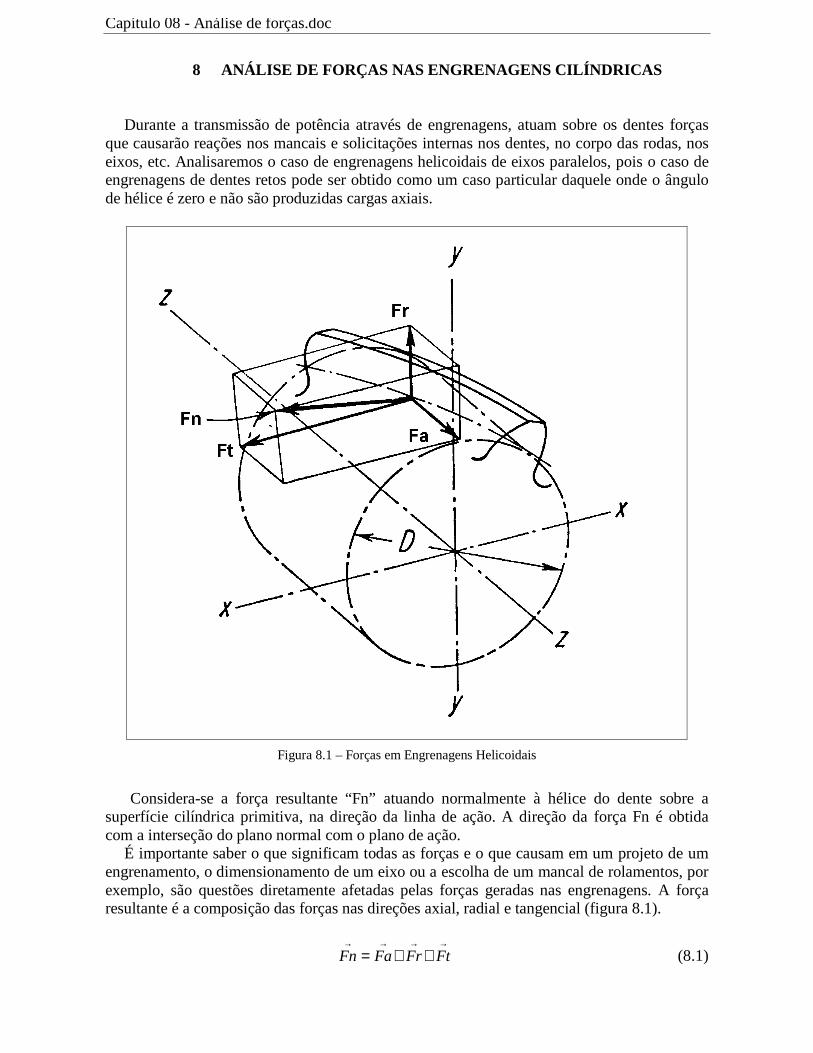
Capítulo 08 - Análisede forças.doc
8 ANÁLISE DE FORÇAS NAS ENGRENAGENS CILÍNDRICAS
Durante a transmissão de potência através de engrenagens, atuam sobre os dentes forçasque causarão reações nos mancais e solicitações internas nos dentes, no corpo das rodas, noseixos, etc. Analisaremos o caso de engrenagens helicoidais de eixos paralelos, pois o caso deengrenagens de dentes retos pode ser obtido como um caso particular daquele onde o ângulode hélice é zero e não são produzidas cargas axiais.
Figura 8.1 – Forças em Engrenagens Helicoidais
Considera-se a força resultante “Fn” atuando normalmente à hélice do dente sobre asuperfície cilíndrica primitiva, na direção da linha de ação. A direção da força Fn é obtidacom a interseção do plano normal com o plano de ação.
É importante saber o que significam todas as forças e o que causam em um projeto de umengrenamento, o dimensionamento de um eixo ou a escolha de um mancal de rolamentos, porexemplo, são questões diretamente afetadas pelas forças geradas nas engrenagens. A forçaresultante é a composição das forças nas direções axial, radial e tangencial (figura 8.1).
→→→→++= FtFrFaFn (8.1)
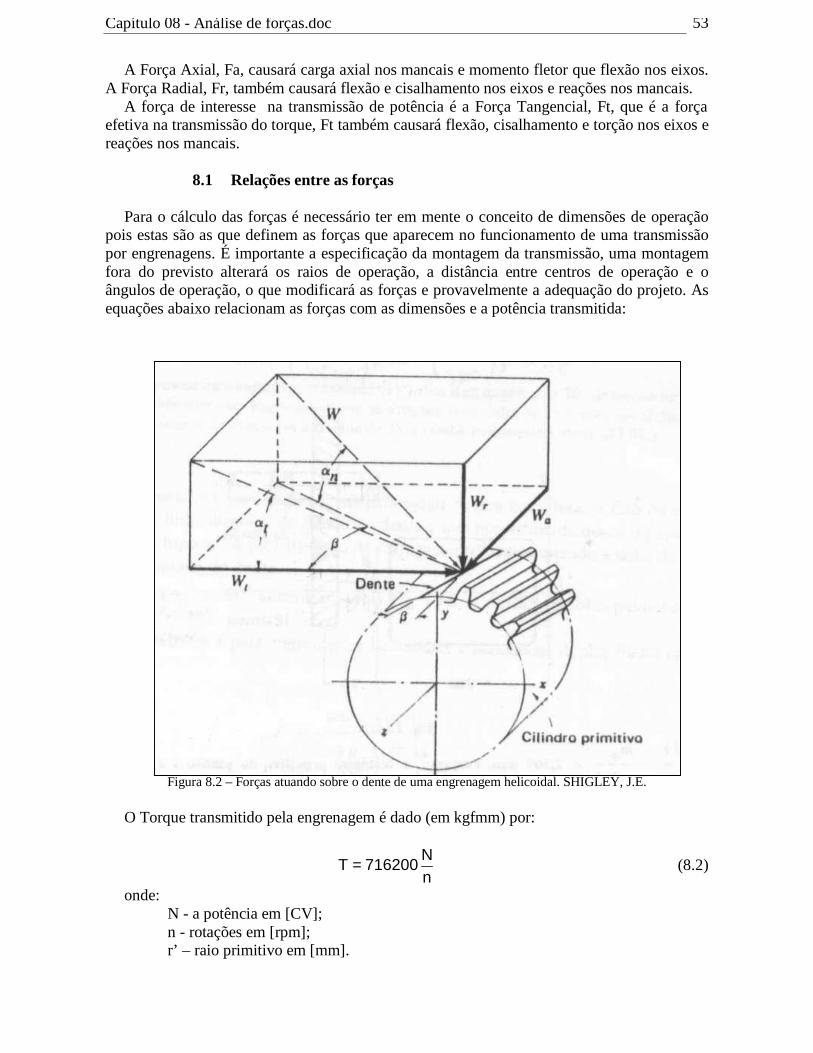
Capítulo 08 - Análisede forças.doc 53
A Força Axial, Fa, causará carga axial nos mancais e momento fletor que flexão nos eixos.A Força Radial, Fr, também causará flexão e cisalhamento nos eixos e reações nos mancais.
A força de interesse na transmissão de potência é a Força Tangencial, Ft, que é a forçaefetiva na transmissão do torque, Ft também causará flexão, cisalhamento e torção nos eixos ereações nos mancais.
8.1 Relações entre as forças
Para o cálculo das forças é necessário ter em mente o conceito de dimensões de operaçãopois estas são as que definem as forças que aparecem no funcionamento de uma transmissãopor engrenagens. É importante a especificação da montagem da transmissão, uma montagemfora do previsto alterará os raios de operação, a distância entre centros de operação e oângulos de operação, o que modificará as forças e provavelmente a adequação do projeto. Asequações abaixo relacionam as forças com as dimensões e a potência transmitida:
Figura 8.2 – Forças atuando sobre o dente de uma engrenagem helicoidal. SHIGLEY, J.E.
O Torque transmitido pela engrenagem é dado (em kgfmm) por:
nN
716200T = (8.2)
onde:N - a potência em [CV];n - rotações em [rpm];r’ – raio primitivo em [mm].

Capítulo 08 - Análisede forças.doc 54
Força tangencial que gera o torque [kgf]
Ft = T/r’
r'n
N716200Ft
.= (8.3)
Força radial [kgf]Fr = Ft.tgα’ t (8.4)
Força axial [kgf]Fa = Ft.tgβ’ (8.5)
A força resultante é [kgf]:
'ncosβcosα
FtFn = (8.6)
onde:β’ – ângulo de hélice de operação;αn – ângulo de pressão normal ou ângulo da ferramenta de corte;
Os valores representados com linha referem-se às dimensões de montagem ou de operaçãodo engrenamento.
A relação entre o ângulo de hélice de operação e o ângulo de hélice nominal é a seguinte:
tgβr
rtgβ
'' = (8.7)
8.2 Falhas dos Dentes de Engrenagens
Engrenagens falham em operação devido a esforços que geram: pipocamento dos dentes(“pitting”), fratura do dente, fadiga superficial, deformação plástica, riscagem, e outros tiposde desgaste menos comuns. A norma AGMA 110.03 “ Nomenclature of Gear-Tooth Wearand Failure”, divide todos os tipos de falhas em quatro classes gerais:
1. Desgaste2. Escoamento do material da superfície3. Fadiga superficial4. Fratura do dente
A seguir há uma descrição bastante breve dessas falhas, qualquer projetista que pretendatrabalhar com engrenagens deve procurar esta ou outras normas que tratem do assunto parasaber como reconhecer falhas em engrenagens e tomar as decisões corretas.
Desgaste– O desgaste se torna um fenômeno importante em engrenamentos de altavelocidade e que devem durar por um tempo ilimitado. O desgaste é definido como um tipode dano onde camadas de metal foram retiradas de maneira mais ou menos uniforme dasuperfície. As causas mais comuns do desgaste de dentes de engrenagens são o contato metal-metal devido a uma lubrificação inadequada, partículas abrasivas no suprimento de óleo, falhado filme de óleo na área de contato causando desgaste rápido e riscagem da superfície, edesgaste químico devido à composição química do óleo e aditivos.
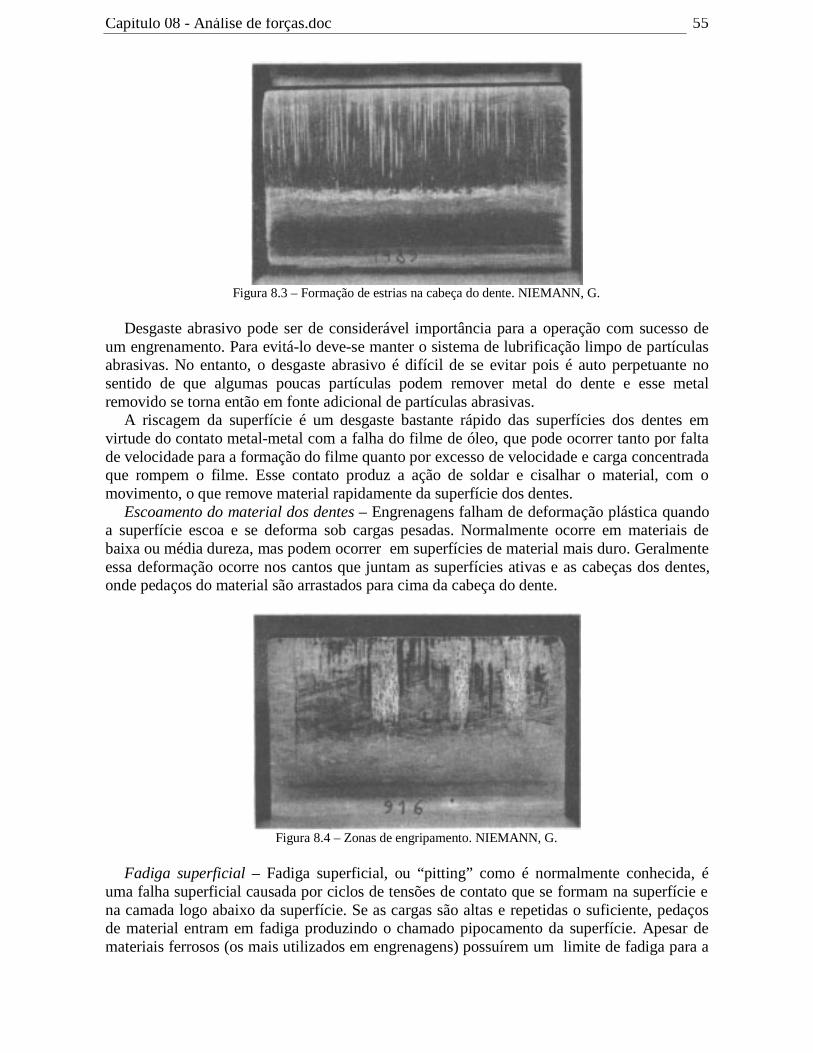
Capítulo 08 - Análisede forças.doc 55
Figura 8.3 – Formação de estrias na cabeça do dente. NIEMANN, G.
Desgaste abrasivo pode ser de considerável importância para a operação com sucesso deum engrenamento. Para evitá-lo deve-se manter o sistema de lubrificação limpo de partículasabrasivas. No entanto, o desgaste abrasivo é difícil de se evitar pois é auto perpetuante nosentido de que algumas poucas partículas podem remover metal do dente e esse metalremovido se torna então em fonte adicional de partículas abrasivas.
A riscagem da superfície é um desgaste bastante rápido das superfícies dos dentes emvirtude do contato metal-metal com a falha do filme de óleo, que pode ocorrer tanto por faltade velocidade para a formação do filme quanto por excesso de velocidade e carga concentradaque rompem o filme. Esse contato produz a ação de soldar e cisalhar o material, com omovimento, o que remove material rapidamente da superfície dos dentes.
Escoamento do material dos dentes– Engrenagens falham de deformação plástica quandoa superfície escoa e se deforma sob cargas pesadas. Normalmente ocorre em materiais debaixa ou média dureza, mas podem ocorrer em superfícies de material mais duro. Geralmenteessa deformação ocorre nos cantos que juntam as superfícies ativas e as cabeças dos dentes,onde pedaços do material são arrastados para cima da cabeça do dente.
Figura 8.4 – Zonas de engripamento. NIEMANN, G.
Fadiga superficial– Fadiga superficial, ou “pitting” como é normalmente conhecida, éuma falha superficial causada por ciclos de tensões de contato que se formam na superfície ena camada logo abaixo da superfície. Se as cargas são altas e repetidas o suficiente, pedaçosde material entram em fadiga produzindo o chamado pipocamento da superfície. Apesar demateriais ferrosos (os mais utilizados em engrenagens) possuírem um limite de fadiga para a
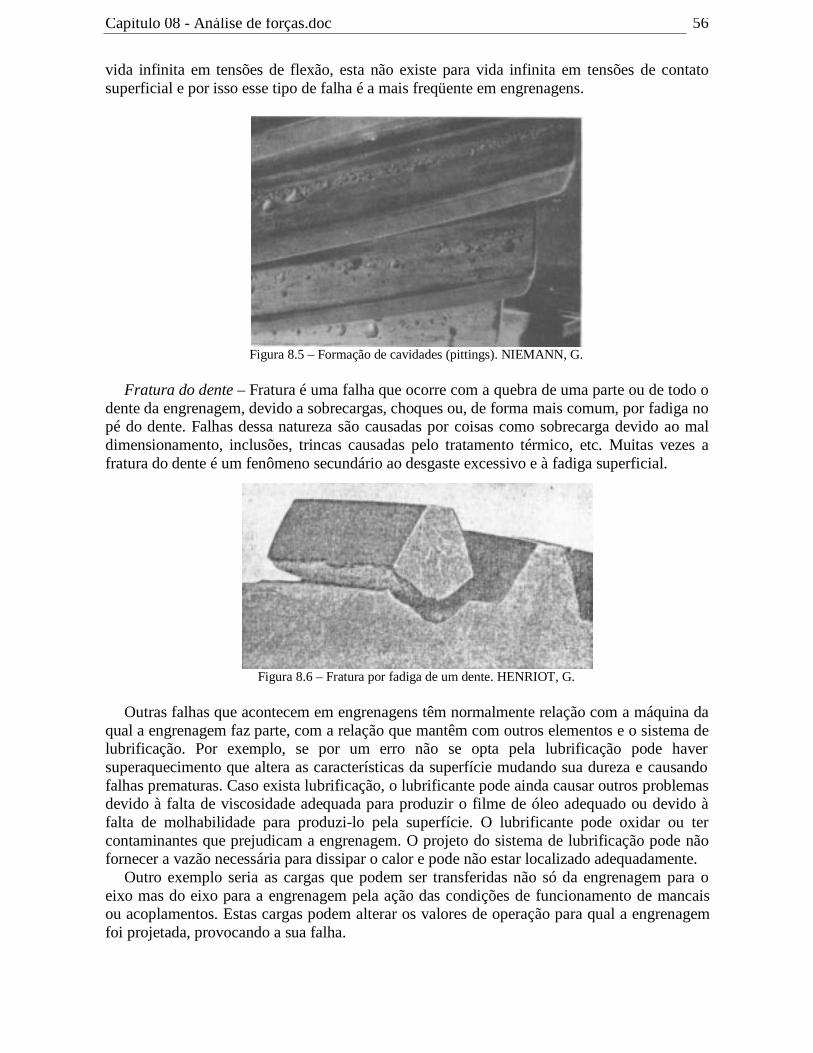
Capítulo 08 - Análisede forças.doc 56
vida infinita em tensões de flexão, esta não existe para vida infinita em tensões de contatosuperficial e por isso esse tipo de falha é a mais freqüente em engrenagens.
Figura 8.5 – Formação de cavidades (pittings). NIEMANN, G.
Fratura do dente– Fratura é uma falha que ocorre com a quebra de uma parte ou de todo odente da engrenagem, devido a sobrecargas, choques ou, de forma mais comum, por fadiga nopé do dente. Falhas dessa natureza são causadas por coisas como sobrecarga devido ao maldimensionamento, inclusões, trincas causadas pelo tratamento térmico, etc. Muitas vezes afratura do dente é um fenômeno secundário ao desgaste excessivo e à fadiga superficial.
Figura 8.6 – Fratura por fadiga de um dente. HENRIOT, G.
Outras falhas que acontecem em engrenagens têm normalmente relação com a máquina daqual a engrenagem faz parte, com a relação que mantêm com outros elementos e o sistema delubrificação. Por exemplo, se por um erro não se opta pela lubrificação pode haversuperaquecimento que altera as características da superfície mudando sua dureza e causandofalhas prematuras. Caso exista lubrificação, o lubrificante pode ainda causar outros problemasdevido à falta de viscosidade adequada para produzir o filme de óleo adequado ou devido àfalta de molhabilidade para produzi-lo pela superfície. O lubrificante pode oxidar ou tercontaminantes que prejudicam a engrenagem. O projeto do sistema de lubrificação pode nãofornecer a vazão necessária para dissipar o calor e pode não estar localizado adequadamente.
Outro exemplo seria as cargas que podem ser transferidas não só da engrenagem para oeixo mas do eixo para a engrenagem pela ação das condições de funcionamento de mancaisou acoplamentos. Estas cargas podem alterar os valores de operação para qual a engrenagemfoi projetada, provocando a sua falha.
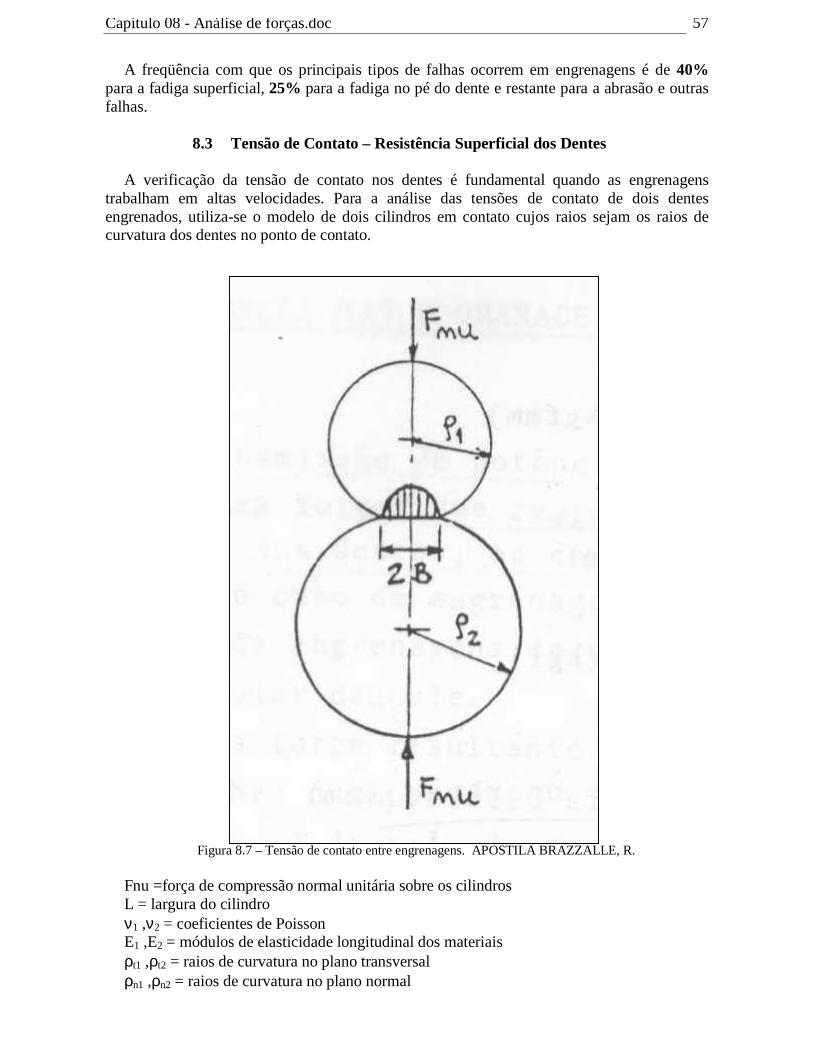
Capítulo 08 - Análisede forças.doc 57
A freqüência com que os principais tipos de falhas ocorrem em engrenagens é de40%para a fadiga superficial,25% para a fadiga no pé do dente e restante para a abrasão e outrasfalhas.
8.3 Tensão de Contato – Resistência Superficial dos Dentes
A verificação da tensão de contato nos dentes é fundamental quando as engrenagenstrabalham em altas velocidades. Para a análise das tensões de contato de dois dentesengrenados, utiliza-se o modelo de dois cilindros em contato cujos raios sejam os raios decurvatura dos dentes no ponto de contato.
Figura 8.7 – Tensão de contato entre engrenagens. APOSTILA BRAZZALLE, R.
Fnu =força de compressão normal unitária sobre os cilindrosL = largura do cilindroν1 ,ν2 = coeficientes de PoissonE1 ,E2 = módulos de elasticidade longitudinal dos materiaisρt1 ,ρt2 = raios de curvatura no plano transversalρn1 ,ρn2 = raios de curvatura no plano normal

Capítulo 08 - Análisede forças.doc 58
2B = largura de contato
O valor de B é obtido pela seguinte fórmula (equação de Hertz):
n2n1
22
212
1
ρ
1
ρ
1)/Eν(1)/Eν(1
π
4FnuB
+
−+−= (8.8)
E o valor da tensão de contato máxima é:
σmáx = pmáx =B
Fnu2
π− (8.9)
Uma convenção da ISO estabelece que a pressão de contato no ponto de contato dacircunferência primitiva, ou seja a pressão de contato no ponto primitivo, deve ser adotadacomo valor indicativo no cálculo de tensão de contato de engrenagens. Para a dedução datensão de contato determina-se a seguir os valores requeridos pelas equações(8.8) e (8.9), noponto primitivo.
Os raios de curvatura dos dentes no ponto de contato primitivo no plano transversal são(lembre da dedução da evolvente no capítulo 2):
Figura 8.8 – Raio de curvatura do dente.
A soma dos inversos desses raios no plano normal entra na equação(8.8), a soma dos raios(8.10)e (8.11)no plano transversal é:
ttt rr
a
'sen''
'11
2121 αρρ=+ (8.12)
Relação entre os raios de curvatura nos planos normal e transversal(7.4) se dá peloTeorema de Meunier:
t
bb
ttnn rr
a
'sen''
cos'cos
1111
212121 αββ
ρρρρ=
+=+ (8.13)
Agora, tratando da força de compressão normal. A determinação aproximada da forçanormal é:
ρt1 = rt’ 1 senα’ t
ρt2 = rt’ 2 senα’ t
(8.10)
(8.11)
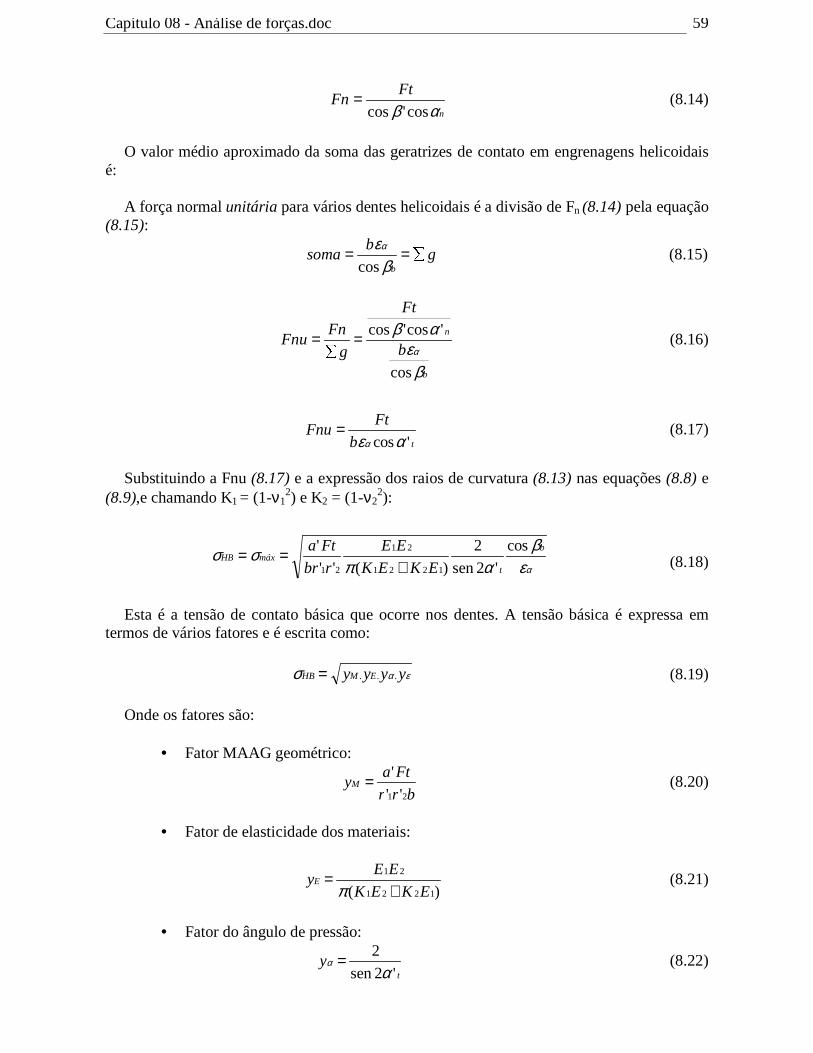
Capítulo 08 - Análisede forças.doc 59
n
FtFn
αβ cos'cos= (8.14)
O valor médio aproximado da soma das geratrizes de contato em engrenagens helicoidaisé:
A força normalunitária para vários dentes helicoidais é a divisão de Fn (8.14)pela equação(8.15):
gb
somab∑==
βεα
cos(8.15)
b
n
b
Ft
g
FnFnu
βε
αβα
cos
'cos'cos=∑
= (8.16)
tb
FtFnu
'cosαεα= (8.17)
Substituindo a Fnu(8.17)e a expressão dos raios de curvatura(8.13)nas equações(8.8) e(8.9),e chamando K1 = (1-ν1
2) e K2 = (1-ν22):
αεβ
απσσ b
tmáxHB
EKEK
EE
rbr
Fta cos
'2sen
2
)(''
'
1221
21
21 +== (8.18)
Esta é a tensão de contato básica que ocorre nos dentes. A tensão básica é expressa emtermos de vários fatores e é escrita como:
εασ yyyy EMHB ...= (8.19)
Onde os fatores são:
• Fator MAAG geométrico:
brr
FtayM
21 ''
'= (8.20)
• Fator de elasticidade dos materiais:
)( 1221
21
EKEK
EEyE
+=
π(8.21)
• Fator do ângulo de pressão:
ty
'2sen
2
αα = (8.22)
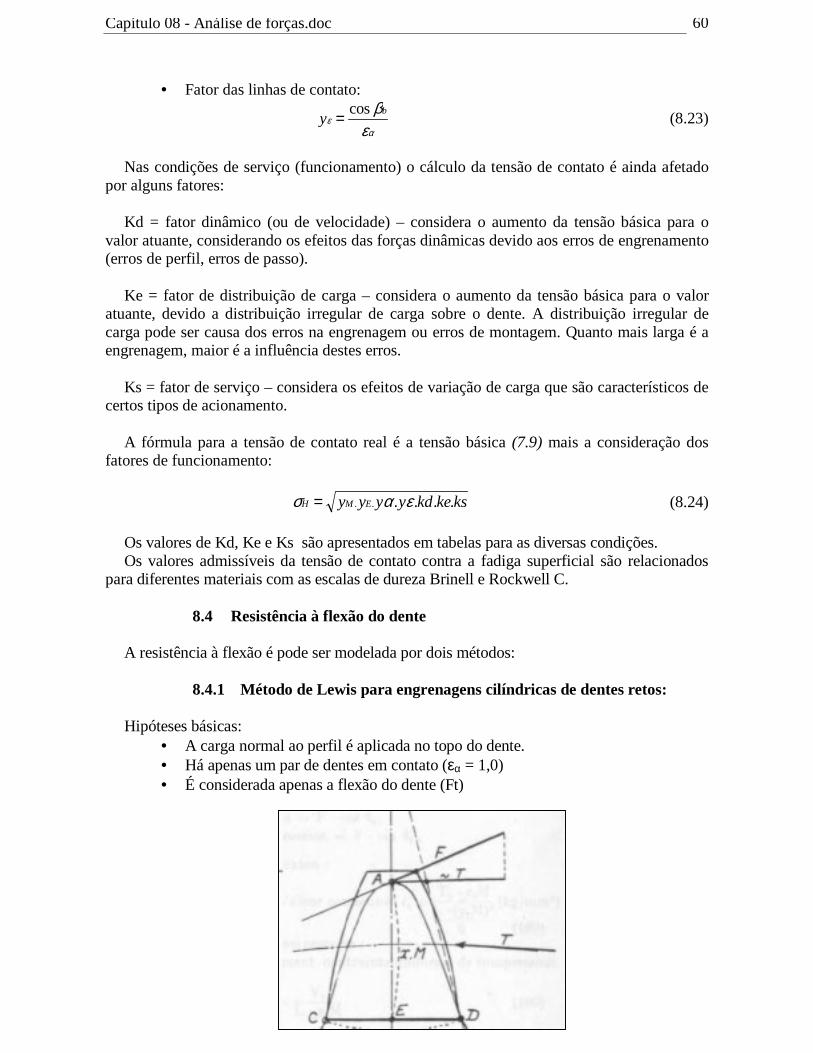
Capítulo 08 - Análisede forças.doc 60
• Fator das linhas de contato:
αε
εβb
ycos= (8.23)
Nas condições de serviço (funcionamento) o cálculo da tensão de contato é ainda afetadopor alguns fatores:
Kd = fator dinâmico (ou de velocidade) – considera o aumento da tensão básica para ovalor atuante, considerando os efeitos das forças dinâmicas devido aos erros de engrenamento(erros de perfil, erros de passo).
Ke = fator de distribuição de carga – considera o aumento da tensão básica para o valoratuante, devido a distribuição irregular de carga sobre o dente. A distribuição irregular decarga pode ser causa dos erros na engrenagem ou erros de montagem. Quanto mais larga é aengrenagem, maior é a influência destes erros.
Ks = fator de serviço – considera os efeitos de variação de carga que são característicos decertos tipos de acionamento.
A fórmula para a tensão de contato real é a tensão básica(7.9) mais a consideração dosfatores de funcionamento:
kskekdyyyy EMH ...... εασ = (8.24)
Os valores de Kd, Ke e Ks são apresentados em tabelas para as diversas condições.Os valores admissíveis da tensão de contato contra a fadiga superficial são relacionados
para diferentes materiais com as escalas de dureza Brinell e Rockwell C.
8.4 Resistência à flexão do dente
A resistência à flexão é pode ser modelada por dois métodos:
8.4.1 Método de Lewis para engrenagens cilíndricas de dentes retos:
Hipóteses básicas:• A carga normal ao perfil é aplicada no topo do dente.• Há apenas um par de dentes em contato (εα = 1,0)• É considerada apenas a flexão do dente (Ft)

Capítulo 08 - Análisede forças.doc 61
Figura 8.9 – Método de Lewis. HENRIOT, G.
Seja um perfil de dente com arredondamento no pé do dente (que depende do número dedentes e da ferramenta de geração):
Traça-se uma parábola cujo vértice A coincide com o ponto de aplicação da carga sobre oeixo de simetria do dente e tangencia os arredondamentos no pé do dente. Esta é a chamadaparábola de igual resistência.
A fórmula básica desenvolvida por Lewis (1893) é:
L2
L
LbL y
b.m
Ft
b.S
6.Ft.hσ == (8.25)
Onde yL é o fator de forma de Lewis:
yL =2
L
L
2L
L
S
m6h
m
Sm
h6
=
(8.27)
A fórmula de Lewis é muito simples, mas não corresponde as condições reais defuncionamento, nem prevê efeitos do ângulo de hélice, deslocamento de perfil e razão decondução, para isso se parte para o método MAAG/ISO.
8.4.2 Método MAAG/ISO
Hipóteses básicas:
• Considera a carga aplicada no vértice do dente com uma intensidade igual aαε
Fn
• Considera apenas a flexão (Ft)• A seção de engaste é definida pelos pontos de tangência dos perfis trocoidais com
duas retas inclinadas de 30° em relação ao eixo de simetria do dente.
Figura 8.10 – Método ISSO-MAAG. BRAZZALLE, R.
Este método foi desenvolvido para dentes retos e dentes helocoidais:
Capítulo 08 - Análisede forças.doc 62
a) Dentes retos
Fórmula básica:
Fα
bf yεbm'
Ftσ = (8.27)
Onde o fator de forma MAAG/ISO yF é:
yF =22 t
hm6
m
sm
h6
=
(8.28)
Aqui o fator de forma yF já leva em conta o número de dentes e o possível deslocamento deperfil.
b) Dentes helicoidais:
Fórmula básica:
βFαn
bf yyεbm'
Ftσ = (8.29)
Onde yβ é o fator do ângulo de hélice ou fator de contraforte.
A tensão básica de flexão é ainda afetada pelos fatores Kd, Ke, Ks e Ktf:
tfkkskk edbff ....σσ = (8.30)
Os três primeiros são os fatores de funcionamento já citados anteriormente. Ktf é o fatorde concentrações de tensões de fadiga:
Ktf = 1 + q.(Kt – 1) (8.31)
O fator de sensibilidade ao entalhe do material, q, depende do raio de arredondamento e dasolicitação de flexão, perceba pela fórmula que se se considera q=1, está-se a favor dasegurança. O fator de entalhe Kt para engrenagens de dentes com ângulo de pressãoα igual a20° é calculado pela fórmula obtida com base em estudos fotoelásticos de Dolan eBroghamer:
45,015,0
t h
tt18,0Kt
ρ+= (8.32)
A dimensãoρf é o raio de arredondamento do pé do dente e seu valor máximo éρfmáx =0,4m.
Sugestão para obter a largura de engastamento “t” sem utilizar o método gráfico
Capítulo 08 - Análisede forças.doc 63
a) tomar “h” com sendo a altura total do dente da engrenagem, ou tomar “h” a partirda altura total do dente subtraída da distância do ponto “A” ao topo do dente.
b) Calcular “t” em função do fator de forma yF , t =Fy
hm6
8.5 Qualidade de Engrenagens
• A qualidade 1, atualmente, praticamente não é utilizada tal a dificuldade de suaobtenção. Foi criada principalmente prevendo desenvolvimentos técnicos futuros.
• A qualidade 2 é utilizada em engrenagens-padrão na indústria de relojoaria.Somente são obtidas com retífica utilizando rebolo de forma. A rejeição é daordem de 50 a 60%.
• A qualidade 3 é utilizada como padrão nos laboratórios de controle. Podem serobtidas após retífica muito cuidadosa. Rejeição de 20 a 40%.
• A qualidade 4 é utilizada também como engrenagens padrão, engrenagens deaviões altamente solicitadas, instrumentos de alta precisão com movimentosconjugados (ex.: torre de radar), excepcionalmente são utilizadas em máquinasoperatrizes. São obtidas em retífica com rebolos de forma ou geração.
• A qualidade 5 é utilizada em engrenagens de aviões, máquinas operatrizes,instrumentos de medida, turbinas, etc.
• A qualidade 6 é utilizada em automóveis, ônibus e em navios nas partes de altasrotações.
• A qualidade 7 é utilizada em veículos, máquinas operatrizes, navios, máquinas deelevação e transporte, turbinas, máquinas de escritório. São obtidas através deusinagem cuidadosa por geração (cremalheira, fresa helicoidal e pinhão gerador)e posteriormente retificadas.
• As qualidades 8 e 9 são as mais empregadas pois não necessitam retífica. Sãoutilizadas em máquinas em geral em setores de menor velocidade.
• As classes restantes podem ser obtidas sem maiores dificuldades: tratores (8-10),máquinas agrícolas (9-12), máquinas de levantamento (8-10), etc.

Capítulo 09 - RecomendaçSesde projeto.doc
9 RECOMENDAÇÕES DE PROJETO
9.1 Pré-dimensionamento - baseado no colapso por fadiga superficial
Geralmente os dados de projeto fornecidos, para o início dos cálculos, são o torque, arotação da máquina e a relação de transmissão do engrenamento mais dados sobre ascondições envolvidas e desejadas. Se no projeto o módulo ou o diâmetro for decidido donada, um alto grau de iteração pode vir a ocorrer, por isso um pré-dimensionamento se faznecessário. Quando a dureza é inferior a 350 HB os colapsos ocorrem com mais freqüênciasob a forma de fadiga superficial, enquanto que para durezas acima de 350 HB é mais crítica afadiga por flexão. O pré-dimensionamento por fadiga superficial é feito pela equação a seguir:
3d.M.
1.1
iψy1)(i4.T
d'+= (9.1)
1
1
z
d'm = (9.2)
onde:
• d’1 = diâmetro primitivo do pinhão [mm];• T1 = torque no pinhão [kgfmm];• yM = fator geométrico (fator MAAG);• ψd = b/d;• m = módulo que define o diâmetro primitivo (transversal para as helicoidais)
[mm].
Na equação acima, a relação de transmissão e o torque são dados de projeto. Os outrosfatores devem ser decididos pelo projetista com base nas recomendações de projeto,normalizações e nas características desejadas para o projeto. Para que o projeto seja realizadode uma boa forma é importante que o projetista reflita sobre a influência de cada parâmetro noresultado final. Assim que for determinado o módulo, com as equações acima, este deve sernormalizado e o diâmetro recalculado e então prosseguir com o dimensionamento.
É importante lembrar que um projeto definirá as dimensões e especificações para asseguintes situações: fabricação, operação/montagem, dimensões nominais.
9.2 Recomendações para o número de dentes
O tamanho de uma transmissão está diretamente relacionado com o número de dentes.Uma transmissão com pequeno número de dentes reduz substancialmente o tamanho doredutor ou multiplicador. Por exemplo, considerando uma relação de transmissão i = 2 e ummódulo m = 4, se for escolhido um pinhão com z1 = 20 dentes, o diâmetro primitivo será80mm e o diâmetro da coroa 160mm, se se escolher outro com z1 = 10 dentes para o mesmomódulo e relação de transmissão, os diâmetros resultam 40mm e 80mm. No primeiro caso adistância entre centros será o dobro da distância correspondente ao primeiro.
Entretanto, o número de dentes também tem relação com o deslocamento ou não de perfil.Um número de dentes excessivamente pequeno, como no segundo caso, com um número dedentes menor que o mínimo para não haver interferência e recorte no pinhão, pode causar
Capítulo 09 - RecomendaçSesde projeto.doc 62
descontinuidade no engrenamento e enfraquecimento do dente devido à redução da seçãoresistente à flexão. Neste caso a aplicação do deslocamento de perfil deve ser considerada,assim como devem ser consideradas as características proporcionadas pelo deslocamento.
Os valores seguintes são orientativos para projetos normais:• z1 = 12 engrenamento a baixa velocidade n1 < 1400 rpm, transmissão sob
carregamento pesado (geralmente com deslocamento positivo).• z1 = 16 engrenamento a médias velocidades n1 ≅ 1400 rpm (geralmente com
deslocamento de perfil positivo).• z1 = 22engrenamento a altas velocidades e cargas elevadas, n1 > 1400 rpm.• z1 = 30engrenamento para redutores marítimos acionados por turbina.
Dente suplementar
Considere o exemplo de z1 = 25 dentes e z2 = 50 dentes. De duas em duas rotações dopinhão o mesmo par de dentes engrena. Se forem utilizados 51 dentes na coroa, o pinhãogirará 51 vezes e o a coroa 25, antes que o mesmo par de dentes engrene novamente.
Este dente extra é chamado dente suplementar e o seu emprego distribui o desgaste maisuniformemente.
A relação de transmissão deverá ser aceitável em comparação com o valor exato desejado.
9.3 Recomendações para a relação de transmissão
Considerando que i =ω1/ω2 = z2/z1, seria ideal que um par de engrenagens pudesseresolver todos os problemas de transmissão, no entanto, os grandes torques e forçasenvolvidas em transmissões de alta potência fazem com que se limite os valores máximos dasrelações de transmissão por estágios.
Recomendações:• 1 estágio i ≤≤≤≤ 8 (casos especiais até 18)• 2 estágios 8 ≤≤≤≤ i ≤≤≤≤ 45 (casos especiais até 60)• 3 estágios 45 ≤≤≤≤ i ≤≤≤≤ 200(casos especiais até 300)
Recomendações para repartição de i:• para 2 estágios:i1 ≅≅≅≅ 0,71.it
0,7
it = i1.i2
• para 3 estágios:i1 ≅≅≅≅ 0,85.it0,45
i2 ≅≅≅≅ 1,12.it0,3
it = i1.i2.i3
9.4 Recomendação para a relação largura/diâmetro,ψψψψd =b/d:
• Transmissões leves com pinhões helicoidais ψψψψd até 1,8• Transmissões pesadas com pinhões helicoidaisψψψψd até 1,4• Engrenagens em balanço ψψψψd ≤≤≤≤ 0,8• Engrenagens de dentes retos ψψψψd ≤≤≤≤ 1,2
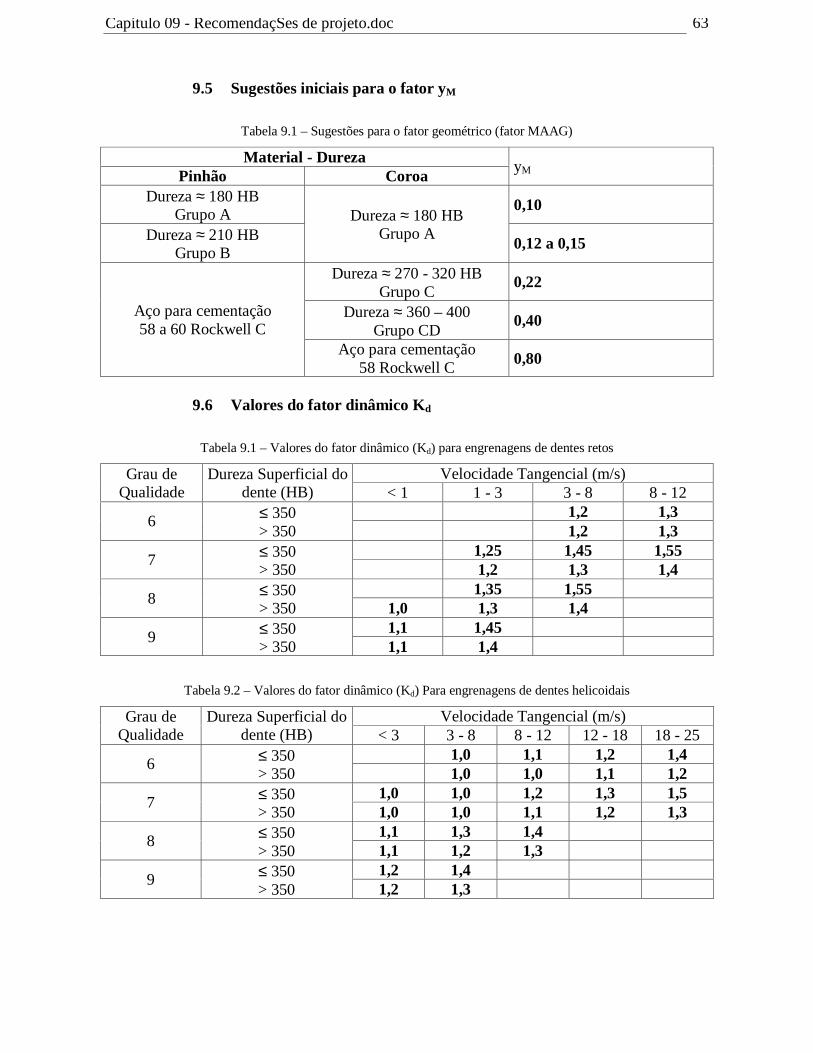
Capítulo 09 - RecomendaçSesde projeto.doc 63
9.5 Sugestões iniciais para o fator yM
Tabela 9.1 – Sugestões para o fator geométrico (fator MAAG)
Material - DurezaPinhão Coroa
yM
Dureza≈ 180 HBGrupo A
0,10
Dureza≈ 210 HBGrupo B
Dureza≈ 180 HBGrupo A
0,12 a 0,15
Dureza≈ 270 - 320 HBGrupo C
0,22
Dureza≈ 360 – 400Grupo CD
0,40Aço para cementação58 a 60 Rockwell C
Aço para cementação58 Rockwell C
0,80
9.6 Valores do fator dinâmico Kd
Tabela 9.1 – Valores do fator dinâmico (Kd) para engrenagens de dentes retos
Velocidade Tangencial (m/s)Grau deQualidade
Dureza Superficial dodente (HB) < 1 1 - 3 3 - 8 8 - 12
1,2 1,36 ≤ 350
> 350 1,2 1,31,25 1,45 1,55
7 ≤ 350> 350 1,2 1,3 1,4
1,35 1,558 ≤ 350
> 350 1,0 1,3 1,41,1 1,45
9 ≤ 350> 350 1,1 1,4
Tabela 9.2 – Valores do fator dinâmico (Kd) Para engrenagens de dentes helicoidais
Velocidade Tangencial (m/s)Grau deQualidade
Dureza Superficial dodente (HB) < 3 3 - 8 8 - 12 12 - 18 18 - 25
1,0 1,1 1,2 1,46 ≤ 350
> 350 1,0 1,0 1,1 1,21,0 1,0 1,2 1,3 1,5
7 ≤ 350> 350 1,0 1,0 1,1 1,2 1,3
1,1 1,3 1,48 ≤ 350
> 350 1,1 1,2 1,31,2 1,4
9 ≤ 350> 350 1,2 1,3
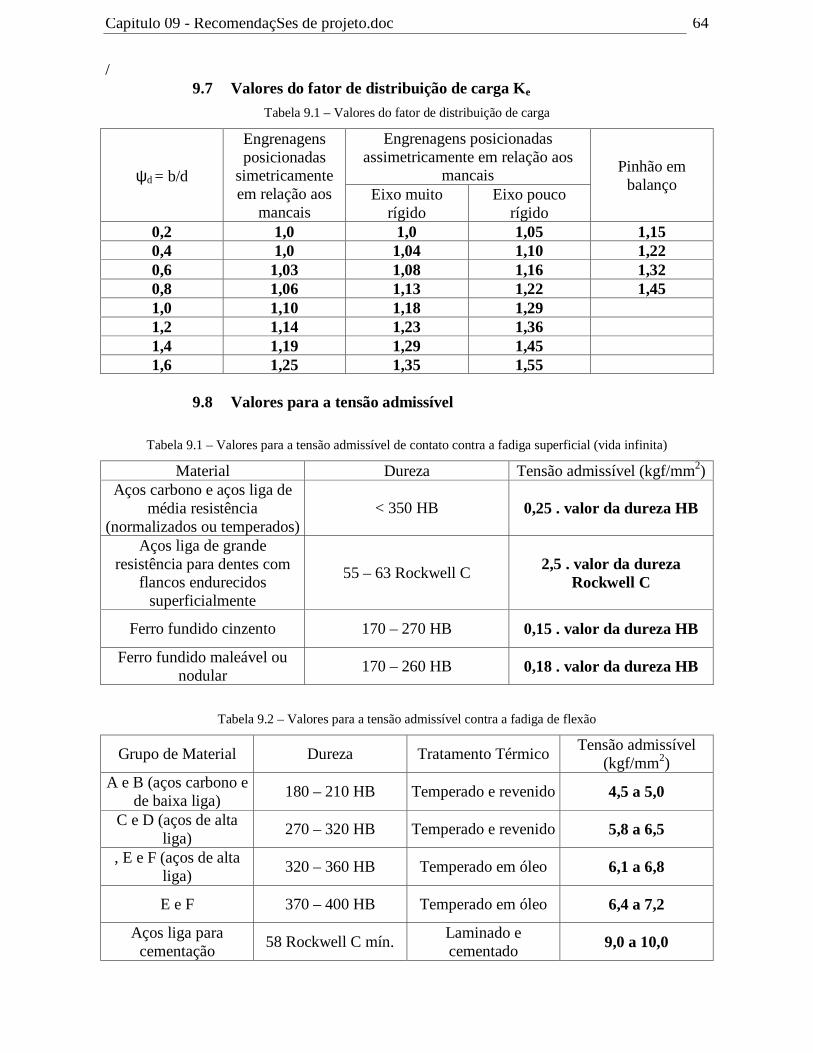
Capítulo 09 - RecomendaçSesde projeto.doc 64
/9.7 Valores do fator de distribuição de carga Ke
Tabela 9.1 – Valores do fator de distribuição de carga
Engrenagens posicionadasassimetricamente em relação aos
mancaisψd = b/d
Engrenagensposicionadas
simetricamenteem relação aos
mancaisEixo muito
rígidoEixo pouco
rígido
Pinhão embalanço
0,2 1,0 1,0 1,05 1,150,4 1,0 1,04 1,10 1,220,6 1,03 1,08 1,16 1,320,8 1,06 1,13 1,22 1,451,0 1,10 1,18 1,291,2 1,14 1,23 1,361,4 1,19 1,29 1,451,6 1,25 1,35 1,55
9.8 Valores para a tensão admissível
Tabela 9.1 – Valores para a tensão admissível de contato contra a fadiga superficial (vida infinita)
Material Dureza Tensão admissível (kgf/mm2)Aços carbono e aços liga de
média resistência(normalizados ou temperados)
< 350 HB 0,25 . valor da dureza HB
Aços liga de granderesistência para dentes com
flancos endurecidossuperficialmente
55 – 63 Rockwell C 2,5 . valor da durezaRockwell C
Ferro fundido cinzento 170 – 270 HB 0,15 . valor da dureza HB
Ferro fundido maleável ounodular
170 – 260 HB 0,18 . valor da dureza HB
Tabela 9.2 – Valores para a tensão admissível contra a fadiga de flexão
Grupo de Material Dureza Tratamento TérmicoTensão admissível
(kgf/mm2)A e B (aços carbono e
de baixa liga)180 – 210 HB Temperado e revenido 4,5 a 5,0
C e D (aços de altaliga)
270 – 320 HB Temperado e revenido 5,8 a 6,5
, E e F (aços de altaliga)
320 – 360 HB Temperado em óleo 6,1 a 6,8
E e F 370 – 400 HB Temperado em óleo 6,4 a 7,2
Aços liga paracementação
58 Rockwell C mín.Laminado ecementado
9,0 a 10,0

Capítulo 09 - RecomendaçSesde projeto.doc 65
Aços liga paracementação
58 Rockwell C mín. Forjado e cementado 10,0 a 11,0
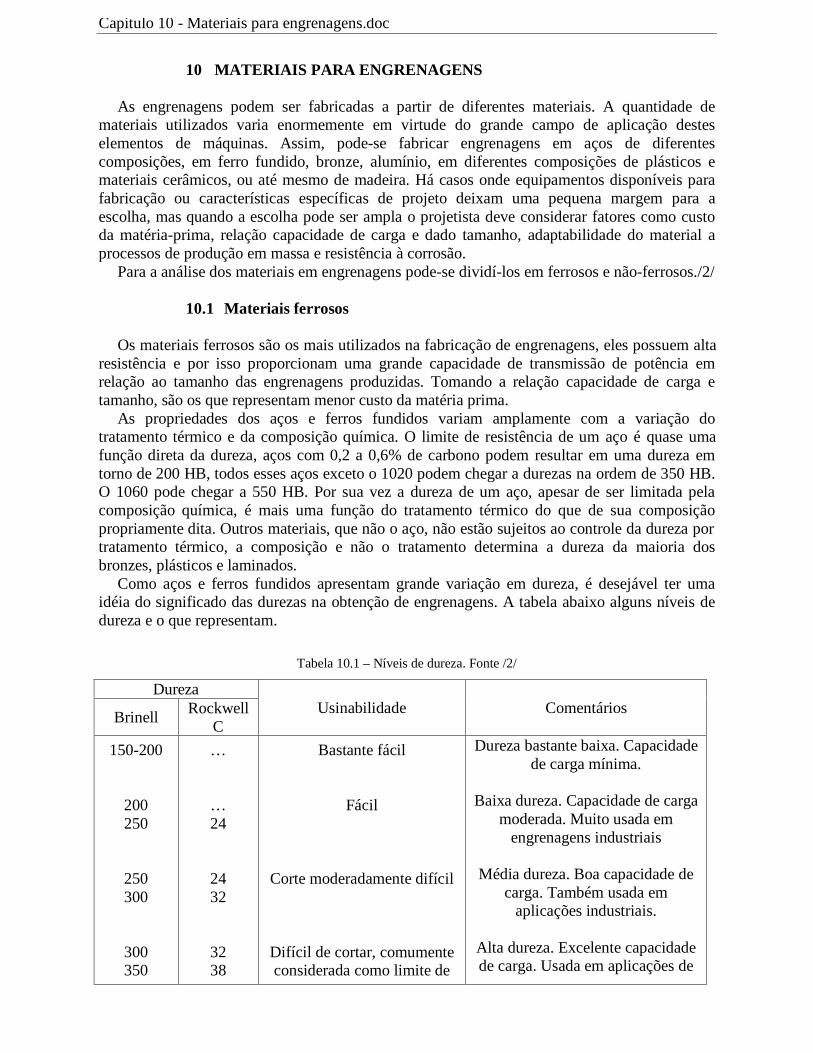
Capítulo 10 - Materiais para engrenagens.doc
10 MATERIAIS PARA ENGRENAGENS
As engrenagens podem ser fabricadas a partir de diferentes materiais. A quantidade demateriais utilizados varia enormemente em virtude do grande campo de aplicação desteselementos de máquinas. Assim, pode-se fabricar engrenagens em aços de diferentescomposições, em ferro fundido, bronze, alumínio, em diferentes composições de plásticos emateriais cerâmicos, ou até mesmo de madeira. Há casos onde equipamentos disponíveis parafabricação ou características específicas de projeto deixam uma pequena margem para aescolha, mas quando a escolha pode ser ampla o projetista deve considerar fatores como custoda matéria-prima, relação capacidade de carga e dado tamanho, adaptabilidade do material aprocessos de produção em massa e resistência à corrosão.
Para a análise dos materiais em engrenagens pode-se dividí-los em ferrosos e não-ferrosos./2/
10.1 Materiais ferrosos
Os materiais ferrosos são os mais utilizados na fabricação de engrenagens, eles possuem altaresistência e por isso proporcionam uma grande capacidade de transmissão de potência emrelação ao tamanho das engrenagens produzidas. Tomando a relação capacidade de carga etamanho, são os que representam menor custo da matéria prima.
As propriedades dos aços e ferros fundidos variam amplamente com a variação dotratamento térmico e da composição química. O limite de resistência de um aço é quase umafunção direta da dureza, aços com 0,2 a 0,6% de carbono podem resultar em uma dureza emtorno de 200 HB, todos esses aços exceto o 1020 podem chegar a durezas na ordem de 350 HB.O 1060 pode chegar a 550 HB. Por sua vez a dureza de um aço, apesar de ser limitada pelacomposição química, é mais uma função do tratamento térmico do que de sua composiçãopropriamente dita. Outros materiais, que não o aço, não estão sujeitos ao controle da dureza portratamento térmico, a composição e não o tratamento determina a dureza da maioria dosbronzes, plásticos e laminados.
Como aços e ferros fundidos apresentam grande variação em dureza, é desejável ter umaidéia do significado das durezas na obtenção de engrenagens. A tabela abaixo alguns níveis dedureza e o que representam.
Tabela 10.1 – Níveis de dureza. Fonte /2/
Dureza
BrinellRockwell
CUsinabilidade Comentários
150-200
200250
250300
300350
…
…24
2432
3238
Bastante fácil
Fácil
Corte moderadamente difícil
Difícil de cortar, comumenteconsiderada como limite de
Dureza bastante baixa. Capacidadede carga mínima.
Baixa dureza. Capacidade de cargamoderada. Muito usada em
engrenagens industriais
Média dureza. Boa capacidade decarga. Também usada em
aplicações industriais.
Alta dureza. Excelente capacidadede carga. Usada em aplicações de
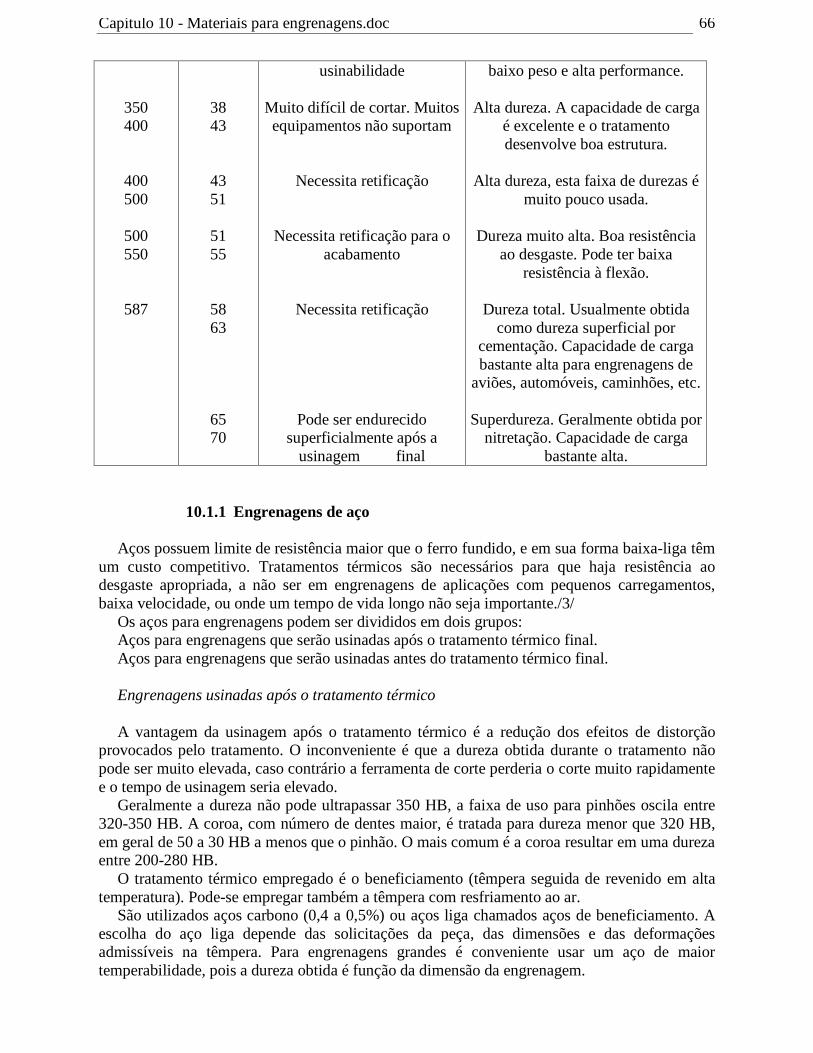
Capítulo 10 - Materiais para engrenagens.doc 66
350400
400500
500550
587
3843
4351
5155
5863
6570
usinabilidade
Muito difícil de cortar. Muitosequipamentos não suportam
Necessita retificação
Necessita retificação para oacabamento
Necessita retificação
Pode ser endurecidosuperficialmente após a
usinagem final
baixo peso e alta performance.
Alta dureza. A capacidade de cargaé excelente e o tratamentodesenvolve boa estrutura.
Alta dureza, esta faixa de durezas émuito pouco usada.
Dureza muito alta. Boa resistênciaao desgaste. Pode ter baixa
resistência à flexão.
Dureza total. Usualmente obtidacomo dureza superficial por
cementação. Capacidade de cargabastante alta para engrenagens de
aviões, automóveis, caminhões, etc.
Superdureza. Geralmente obtida pornitretação. Capacidade de carga
bastante alta.
10.1.1 Engrenagens de aço
Aços possuem limite de resistência maior que o ferro fundido, e em sua forma baixa-liga têmum custo competitivo. Tratamentos térmicos são necessários para que haja resistência aodesgaste apropriada, a não ser em engrenagens de aplicações com pequenos carregamentos,baixa velocidade, ou onde um tempo de vida longo não seja importante./3/
Os aços para engrenagens podem ser divididos em dois grupos:Aços para engrenagens que serão usinadas após o tratamento térmico final.Aços para engrenagens que serão usinadas antes do tratamento térmico final.
Engrenagens usinadas após o tratamento térmico
A vantagem da usinagem após o tratamento térmico é a redução dos efeitos de distorçãoprovocados pelo tratamento. O inconveniente é que a dureza obtida durante o tratamento nãopode ser muito elevada, caso contrário a ferramenta de corte perderia o corte muito rapidamentee o tempo de usinagem seria elevado.
Geralmente a dureza não pode ultrapassar 350 HB, a faixa de uso para pinhões oscila entre320-350 HB. A coroa, com número de dentes maior, é tratada para dureza menor que 320 HB,em geral de 50 a 30 HB a menos que o pinhão. O mais comum é a coroa resultar em uma durezaentre 200-280 HB.
O tratamento térmico empregado é o beneficiamento (têmpera seguida de revenido em altatemperatura). Pode-se empregar também a têmpera com resfriamento ao ar.
São utilizados aços carbono (0,4 a 0,5%) ou aços liga chamados aços de beneficiamento. Aescolha do aço liga depende das solicitações da peça, das dimensões e das deformaçõesadmissíveis na têmpera. Para engrenagens grandes é conveniente usar um aço de maiortemperabilidade, pois a dureza obtida é função da dimensão da engrenagem.
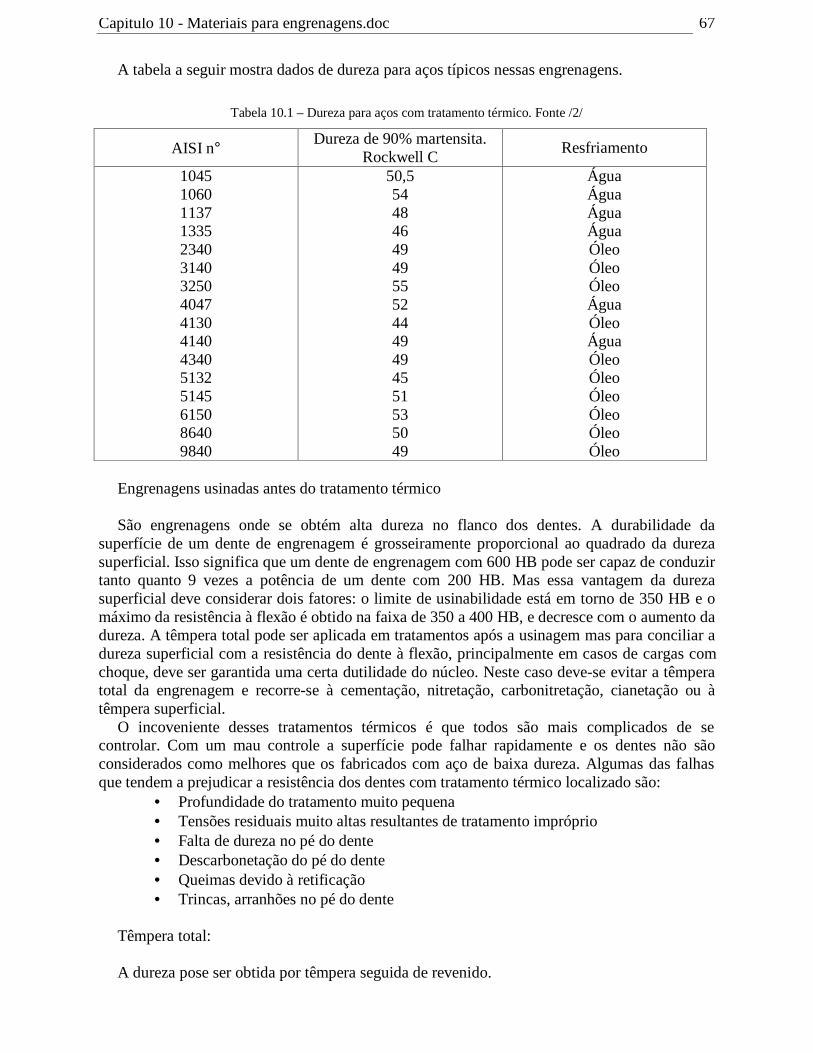
Capítulo 10 - Materiais para engrenagens.doc 67
A tabela a seguir mostra dados de dureza para aços típicos nessas engrenagens.
Tabela 10.1 – Dureza para aços com tratamento térmico. Fonte /2/
AISI n° Dureza de 90% martensita.Rockwell C
Resfriamento
1045106011371335234031403250404741304140434051325145615086409840
50,5544846494955524449494551535049
ÁguaÁguaÁguaÁguaÓleoÓleoÓleoÁguaÓleoÁguaÓleoÓleoÓleoÓleoÓleoÓleo
Engrenagens usinadas antes do tratamento térmico
São engrenagens onde se obtém alta dureza no flanco dos dentes. A durabilidade dasuperfície de um dente de engrenagem é grosseiramente proporcional ao quadrado da durezasuperficial. Isso significa que um dente de engrenagem com 600 HB pode ser capaz de conduzirtanto quanto 9 vezes a potência de um dente com 200 HB. Mas essa vantagem da durezasuperficial deve considerar dois fatores: o limite de usinabilidade está em torno de 350 HB e omáximo da resistência à flexão é obtido na faixa de 350 a 400 HB, e decresce com o aumento dadureza. A têmpera total pode ser aplicada em tratamentos após a usinagem mas para conciliar adureza superficial com a resistência do dente à flexão, principalmente em casos de cargas comchoque, deve ser garantida uma certa dutilidade do núcleo. Neste caso deve-se evitar a têmperatotal da engrenagem e recorre-se à cementação, nitretação, carbonitretação, cianetação ou àtêmpera superficial.
O incoveniente desses tratamentos térmicos é que todos são mais complicados de secontrolar. Com um mau controle a superfície pode falhar rapidamente e os dentes não sãoconsiderados como melhores que os fabricados com aço de baixa dureza. Algumas das falhasque tendem a prejudicar a resistência dos dentes com tratamento térmico localizado são:
• Profundidade do tratamento muito pequena• Tensões residuais muito altas resultantes de tratamento impróprio• Falta de dureza no pé do dente• Descarbonetação do pé do dente• Queimas devido à retificação• Trincas, arranhões no pé do dente
Têmpera total:
A dureza pose ser obtida por têmpera seguida de revenido.
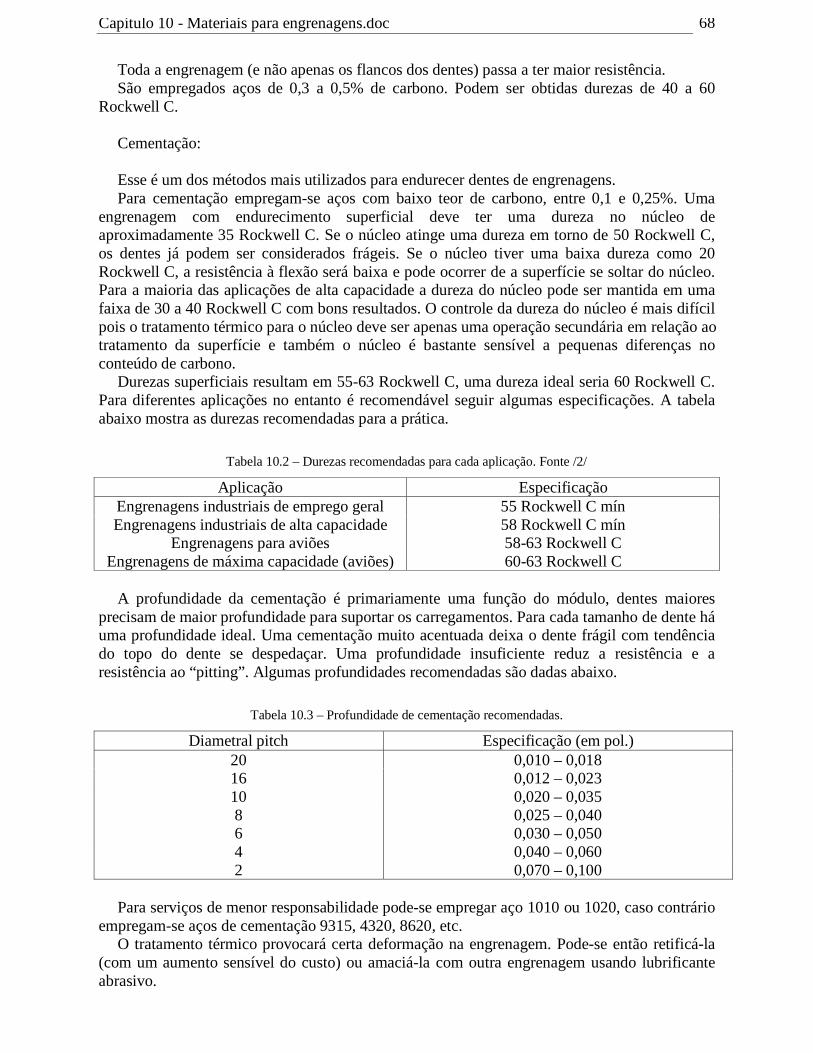
Capítulo 10 - Materiais para engrenagens.doc 68
Toda a engrenagem (e não apenas os flancos dos dentes) passa a ter maior resistência.São empregados aços de 0,3 a 0,5% de carbono. Podem ser obtidas durezas de 40 a 60
Rockwell C.
Cementação:
Esse é um dos métodos mais utilizados para endurecer dentes de engrenagens.Para cementação empregam-se aços com baixo teor de carbono, entre 0,1 e 0,25%. Uma
engrenagem com endurecimento superficial deve ter uma dureza no núcleo deaproximadamente 35 Rockwell C. Se o núcleo atinge uma dureza em torno de 50 Rockwell C,os dentes já podem ser considerados frágeis. Se o núcleo tiver uma baixa dureza como 20Rockwell C, a resistência à flexão será baixa e pode ocorrer de a superfície se soltar do núcleo.Para a maioria das aplicações de alta capacidade a dureza do núcleo pode ser mantida em umafaixa de 30 a 40 Rockwell C com bons resultados. O controle da dureza do núcleo é mais difícilpois o tratamento térmico para o núcleo deve ser apenas uma operação secundária em relação aotratamento da superfície e também o núcleo é bastante sensível a pequenas diferenças noconteúdo de carbono.
Durezas superficiais resultam em 55-63 Rockwell C, uma dureza ideal seria 60 Rockwell C.Para diferentes aplicações no entanto é recomendável seguir algumas especificações. A tabelaabaixo mostra as durezas recomendadas para a prática.
Tabela 10.2 – Durezas recomendadas para cada aplicação. Fonte /2/
Aplicação EspecificaçãoEngrenagens industriais de emprego geral 55 Rockwell C mínEngrenagens industriais de alta capacidade 58 Rockwell C mín
Engrenagens para aviões 58-63 Rockwell CEngrenagens de máxima capacidade (aviões) 60-63 Rockwell C
A profundidade da cementação é primariamente uma função do módulo, dentes maioresprecisam de maior profundidade para suportar os carregamentos. Para cada tamanho de dente háuma profundidade ideal. Uma cementação muito acentuada deixa o dente frágil com tendênciado topo do dente se despedaçar. Uma profundidade insuficiente reduz a resistência e aresistência ao “pitting”. Algumas profundidades recomendadas são dadas abaixo.
Tabela 10.3 – Profundidade de cementação recomendadas.
Diametral pitch Especificação (em pol.)20 0,010 – 0,01816 0,012 – 0,02310 0,020 – 0,0358 0,025 – 0,0406 0,030 – 0,0504 0,040 – 0,0602 0,070 – 0,100
Para serviços de menor responsabilidade pode-se empregar aço 1010 ou 1020, caso contrárioempregam-se aços de cementação 9315, 4320, 8620, etc.
O tratamento térmico provocará certa deformação na engrenagem. Pode-se então retificá-la(com um aumento sensível do custo) ou amaciá-la com outra engrenagem usando lubrificanteabrasivo.
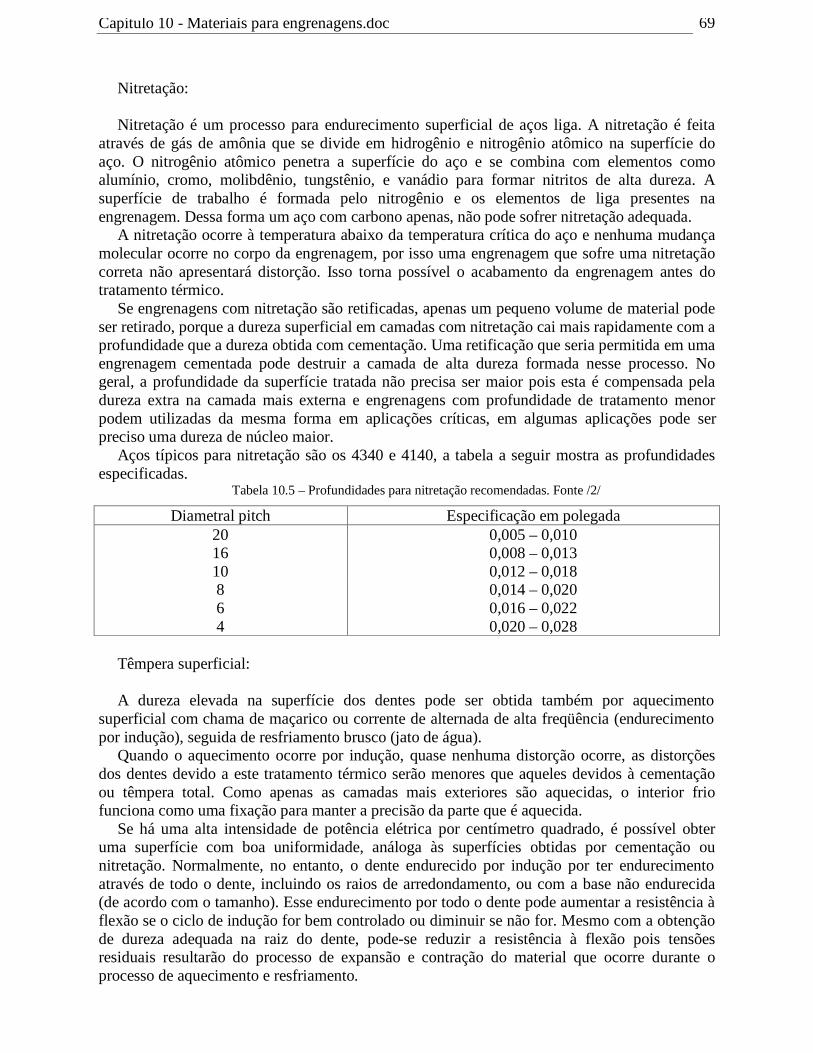
Capítulo 10 - Materiais para engrenagens.doc 69
Nitretação:
Nitretação é um processo para endurecimento superficial de aços liga. A nitretação é feitaatravés de gás de amônia que se divide em hidrogênio e nitrogênio atômico na superfície doaço. O nitrogênio atômico penetra a superfície do aço e se combina com elementos comoalumínio, cromo, molibdênio, tungstênio, e vanádio para formar nitritos de alta dureza. Asuperfície de trabalho é formada pelo nitrogênio e os elementos de liga presentes naengrenagem. Dessa forma um aço com carbono apenas, não pode sofrer nitretação adequada.
A nitretação ocorre à temperatura abaixo da temperatura crítica do aço e nenhuma mudançamolecular ocorre no corpo da engrenagem, por isso uma engrenagem que sofre uma nitretaçãocorreta não apresentará distorção. Isso torna possível o acabamento da engrenagem antes dotratamento térmico.
Se engrenagens com nitretação são retificadas, apenas um pequeno volume de material podeser retirado, porque a dureza superficial em camadas com nitretação cai mais rapidamente com aprofundidade que a dureza obtida com cementação. Uma retificação que seria permitida em umaengrenagem cementada pode destruir a camada de alta dureza formada nesse processo. Nogeral, a profundidade da superfície tratada não precisa ser maior pois esta é compensada peladureza extra na camada mais externa e engrenagens com profundidade de tratamento menorpodem utilizadas da mesma forma em aplicações críticas, em algumas aplicações pode serpreciso uma dureza de núcleo maior.
Aços típicos para nitretação são os 4340 e 4140, a tabela a seguir mostra as profundidadesespecificadas.
Tabela 10.5 – Profundidades para nitretação recomendadas. Fonte /2/
Diametral pitch Especificação em polegada20 0,005 – 0,01016 0,008 – 0,01310 0,012 – 0,0188 0,014 – 0,0206 0,016 – 0,0224 0,020 – 0,028
Têmpera superficial:
A dureza elevada na superfície dos dentes pode ser obtida também por aquecimentosuperficial com chama de maçarico ou corrente de alternada de alta freqüência (endurecimentopor indução), seguida de resfriamento brusco (jato de água).
Quando o aquecimento ocorre por indução, quase nenhuma distorção ocorre, as distorçõesdos dentes devido a este tratamento térmico serão menores que aqueles devidos à cementaçãoou têmpera total. Como apenas as camadas mais exteriores são aquecidas, o interior friofunciona como uma fixação para manter a precisão da parte que é aquecida.
Se há uma alta intensidade de potência elétrica por centímetro quadrado, é possível obteruma superfície com boa uniformidade, análoga às superfícies obtidas por cementação ounitretação. Normalmente, no entanto, o dente endurecido por indução por ter endurecimentoatravés de todo o dente, incluindo os raios de arredondamento, ou com a base não endurecida(de acordo com o tamanho). Esse endurecimento por todo o dente pode aumentar a resistência àflexão se o ciclo de indução for bem controlado ou diminuir se não for. Mesmo com a obtençãode dureza adequada na raiz do dente, pode-se reduzir a resistência à flexão pois tensõesresiduais resultarão do processo de expansão e contração do material que ocorre durante oprocesso de aquecimento e resfriamento.
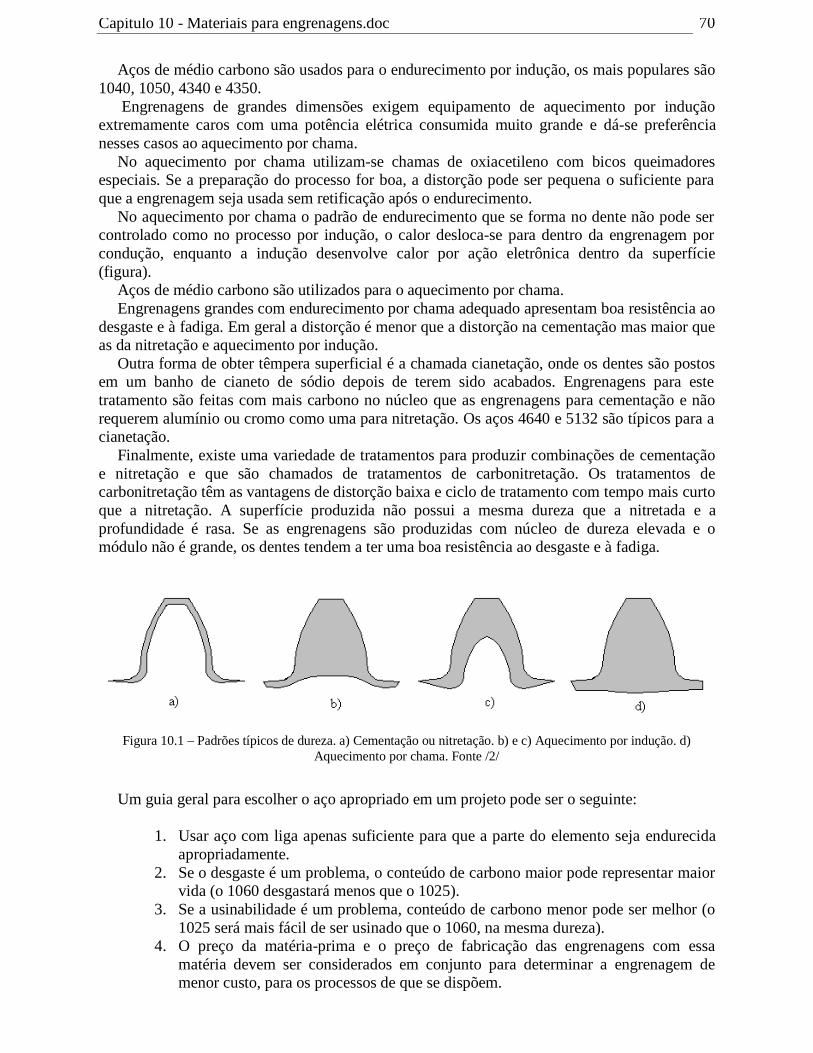
Capítulo 10 - Materiais para engrenagens.doc 70
Aços de médio carbono são usados para o endurecimento por indução, os mais populares são1040, 1050, 4340 e 4350.
Engrenagens de grandes dimensões exigem equipamento de aquecimento por induçãoextremamente caros com uma potência elétrica consumida muito grande e dá-se preferêncianesses casos ao aquecimento por chama.
No aquecimento por chama utilizam-se chamas de oxiacetileno com bicos queimadoresespeciais. Se a preparação do processo for boa, a distorção pode ser pequena o suficiente paraque a engrenagem seja usada sem retificação após o endurecimento.
No aquecimento por chama o padrão de endurecimento que se forma no dente não pode sercontrolado como no processo por indução, o calor desloca-se para dentro da engrenagem porcondução, enquanto a indução desenvolve calor por ação eletrônica dentro da superfície(figura).
Aços de médio carbono são utilizados para o aquecimento por chama.Engrenagens grandes com endurecimento por chama adequado apresentam boa resistência ao
desgaste e à fadiga. Em geral a distorção é menor que a distorção na cementação mas maior queas da nitretação e aquecimento por indução.
Outra forma de obter têmpera superficial é a chamada cianetação, onde os dentes são postosem um banho de cianeto de sódio depois de terem sido acabados. Engrenagens para estetratamento são feitas com mais carbono no núcleo que as engrenagens para cementação e nãorequerem alumínio ou cromo como uma para nitretação. Os aços 4640 e 5132 são típicos para acianetação.
Finalmente, existe uma variedade de tratamentos para produzir combinações de cementaçãoe nitretação e que são chamados de tratamentos de carbonitretação. Os tratamentos decarbonitretação têm as vantagens de distorção baixa e ciclo de tratamento com tempo mais curtoque a nitretação. A superfície produzida não possui a mesma dureza que a nitretada e aprofundidade é rasa. Se as engrenagens são produzidas com núcleo de dureza elevada e omódulo não é grande, os dentes tendem a ter uma boa resistência ao desgaste e à fadiga.
Figura 10.1 – Padrões típicos de dureza. a) Cementação ou nitretação. b) e c) Aquecimento por indução. d)Aquecimento por chama. Fonte /2/
Um guia geral para escolher o aço apropriado em um projeto pode ser o seguinte:
1. Usar aço com liga apenas suficiente para que a parte do elemento seja endurecidaapropriadamente.
2. Se o desgaste é um problema, o conteúdo de carbono maior pode representar maiorvida (o 1060 desgastará menos que o 1025).
3. Se a usinabilidade é um problema, conteúdo de carbono menor pode ser melhor (o1025 será mais fácil de ser usinado que o 1060, na mesma dureza).
4. O preço da matéria-prima e o preço de fabricação das engrenagens com essamatéria devem ser considerados em conjunto para determinar a engrenagem demenor custo, para os processos de que se dispõem.
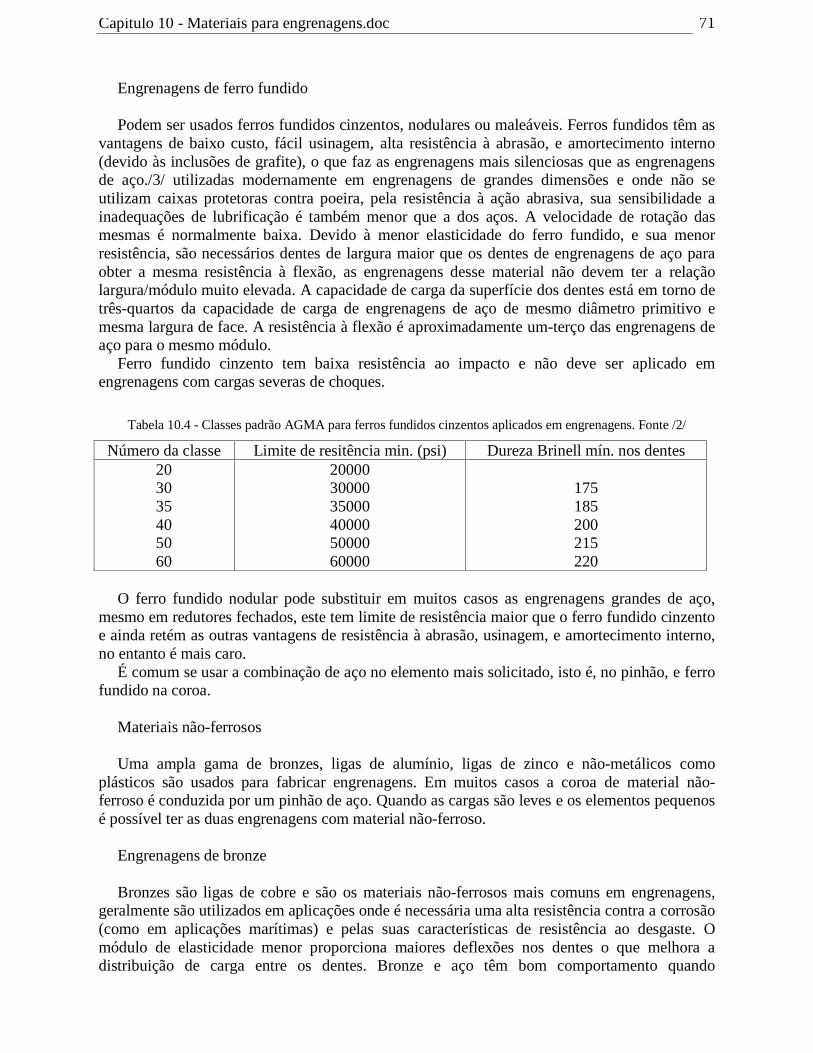
Capítulo 10 - Materiais para engrenagens.doc 71
Engrenagens de ferro fundido
Podem ser usados ferros fundidos cinzentos, nodulares ou maleáveis. Ferros fundidos têm asvantagens de baixo custo, fácil usinagem, alta resistência à abrasão, e amortecimento interno(devido às inclusões de grafite), o que faz as engrenagens mais silenciosas que as engrenagensde aço./3/ utilizadas modernamente em engrenagens de grandes dimensões e onde não seutilizam caixas protetoras contra poeira, pela resistência à ação abrasiva, sua sensibilidade ainadequações de lubrificação é também menor que a dos aços. A velocidade de rotação dasmesmas é normalmente baixa. Devido à menor elasticidade do ferro fundido, e sua menorresistência, são necessários dentes de largura maior que os dentes de engrenagens de aço paraobter a mesma resistência à flexão, as engrenagens desse material não devem ter a relaçãolargura/módulo muito elevada. A capacidade de carga da superfície dos dentes está em torno detrês-quartos da capacidade de carga de engrenagens de aço de mesmo diâmetro primitivo emesma largura de face. A resistência à flexão é aproximadamente um-terço das engrenagens deaço para o mesmo módulo.
Ferro fundido cinzento tem baixa resistência ao impacto e não deve ser aplicado emengrenagens com cargas severas de choques.
Tabela 10.4 - Classes padrão AGMA para ferros fundidos cinzentos aplicados em engrenagens. Fonte /2/
Número da classe Limite de resitência min. (psi) Dureza Brinell mín. nos dentes203035405060
200003000035000400005000060000
175185200215220
O ferro fundido nodular pode substituir em muitos casos as engrenagens grandes de aço,mesmo em redutores fechados, este tem limite de resistência maior que o ferro fundido cinzentoe ainda retém as outras vantagens de resistência à abrasão, usinagem, e amortecimento interno,no entanto é mais caro.
É comum se usar a combinação de aço no elemento mais solicitado, isto é, no pinhão, e ferrofundido na coroa.
Materiais não-ferrosos
Uma ampla gama de bronzes, ligas de alumínio, ligas de zinco e não-metálicos comoplásticos são usados para fabricar engrenagens. Em muitos casos a coroa de material não-ferroso é conduzida por um pinhão de aço. Quando as cargas são leves e os elementos pequenosé possível ter as duas engrenagens com material não-ferroso.
Engrenagens de bronze
Bronzes são ligas de cobre e são os materiais não-ferrosos mais comuns em engrenagens,geralmente são utilizados em aplicações onde é necessária uma alta resistência contra a corrosão(como em aplicações marítimas) e pelas suas características de resistência ao desgaste. Omódulo de elasticidade menor proporciona maiores deflexões nos dentes o que melhora adistribuição de carga entre os dentes. Bronze e aço têm bom comportamento quando
Capítulo 10 - Materiais para engrenagens.doc 72
trabalhando em contato, por isso a combinação de pinhão de aço e coroa de bronze também ébastante comum./3/
Bronzes desoxidados com fósforo: esse grupo cobre uma variedade de bronzes que são ligasde Cu-Sn e Cu-Sn-Pb, todos desoxidados com fósforo. Esses bronzes são duros e capazes dealta resistência à fadiga. O material mais comum desse grupo usado para engrenagens é o 89-11(%Cu-%Sn), usado em carregamentos moderados com altas velocidades de escorregamento,freqüentemente para coroas engrenadas com parafusos-sem-fim. Outro desse grupo é o 88-10-2(%CU-%Sn-%Zn) que tem boas qualidades físicas e boa resistência ao desgaste. Ambos têmboa resistência à ação corrosiva da água do mar, têm boa usinabilidade e são excelentes emprocessos de fundição.
Bronzes com liga de manganês: é bastante tenaz, tendo aproximadamente o limite deresistência e dutilidade de aços fundidos, é um dos mais resistentes sem a aplicação detratamento térmico. Suas excelentes características físicas se devem aos agentes deendurecimento e desoxidação ferro, manganês, alumínio e estanho. Esse material resultaexcelente estrutura de grão fino na fundição, o que proporciona boa qualidade superficial.
Bronzes com liga de alumínio: outro material bastante resistente e que pode ser utilizado emprocessos de fundição, como bronze com liga de manganês. Este é mais leve e tem capacidadede melhores características físicas por causa da adição dos elementos ferro, manganês e níquel,mais o fato de que pode sofrer tratamento térmico. A mais alta resistência só pode ser obtidacom o sacrifício de uma das características mais importantes do dentes, a dutilidade.
Bronzes com liga de silício: esse material pode produzir com boa qualidade superficial eprecisão em seções finas mas requerem processos especiais de fundição. Esse material temimportância em muitas aplicações elétricas pela sua qualidade não-magnética.
Engrenagens de ligas metálicas de baixo peso
Engrenagens de baixo peso contribuem não apenas para reduzir o peso de redutores mastambém para dar efeito de baixa inércia de partes rotativas. Os engrenamentos que trabalhammais tranqüilamente são o0s de engrenagens de baixo peso e bem balanceadas.
Alumínio ligado é o material mais comum para essas engrenagens, os mais comuns são6061-T6, 2024-T4 e 7075.
A vida ao desgaste é aumentada com a anodização, que resulta na superfície dura dealumínio oxidado resistente à corrosão e ao desgaste. A lubrificação com engrenagens dessesmateriais é particularmente mais importante para evitar que a camada de óxido se quebre empequenos pedaços abrasivos. Quando o 6061-T6 sofre tratamento de anodização, a superfícieformada tem resistência ao desgaste maior que as superfícies de aço cementadas. A camadaoxida é frágil mas completamente fixa ao material base, essas engrenagens não são aplicáveiscom carregamentos extensos ou com choques pesados, mas quando se necessita de longa vidaem médios carregamentos as engrenagens de alumínio de baixa inércia são mais resistentes aodesgaste que aços endurecidos.
Outros materiais de baixo peso que podem ser citados são as ligas de zinco, que sãoutilizadas especialmente pelas suas características mecânicas e de qualidade superficial eprecisão dimensional quando a produção de engrenagens é feita por processos de fundição.
Engrenagens não metálicas
Engrenagens não-metálicas são bastante silenciosas mas são limitadas na capacidade detorque pelos materiais de baixa resistência. São muito empregados termoplásticos injetadoscomo nylon e acetal, e às vezes preenchidas com inorgânicos como vidro ou silicato demagnésio. Teflon pode ser adicionado para reduzir o coeficiente de atrito. Lubrificantes secos

Capítulo 10 - Materiais para engrenagens.doc 73
como grafite e dissulfeto de molibdênio (MoS2) podem ser adicionados ao plástico parasubstituir lubrificantes líquidos. São utilizadas sobretudo para redução de ruído e é normal autilização de coroas não-metálicas com pinhões de aço ou ferro fundido./3/
Referências:1 – Apostila original2 - DUDLEY, D.W., Handbook of Pratical Gear Design. McGraw Hill Book Company, 19843 - NORTON, R.L., Machine Design: An Integrated Appproach. Prentice Hall. 1996.













![Engrenagem Teoria Completa[1]](https://img.document.onl/doc/110x75/5571f7f049795991698c50d7/engrenagem-teoria-completa1.jpg)















