Upload
rodrigo-dantas
View
20
Download
0
Embed Size (px)
DESCRIPTION
Metodos
Citation preview
UNIVERSIDADE FEDERAL DA PARABA
CENTRO DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA DE PRODUO
CURSO DE ESPECIALIZAO EM
ENGENHARIA DE PRODUO
ENGENHARIA DE MTODOS
PROFa. DRa. MARIA DO SOCORRO MRCIA LOPES SOUTO
APRESENTAO
Esta apostila composta de textos que abordam assuntos relacionados, de forma
direta ou indireta, com a Engenharia de Mtodos M&T. Dentre eles encontram-se os
captulos e textos elaborados pela professora de forma isolada ou em parceria com outros
autores, complementados por textos em anexo rastreados na bibliografia tcnica da rea em
estudo.
A apostila foi organizada em trs unidades, de acordo com a seqncia como o
contedo desenvolvido na disciplina.Os textos em anexo tambm seguem o mesmo desenho.
Inicia-se com o Captulo 1, onde feita a Introduo ao tema. Na seqncia, a
primeira unidade traz para o leitor O Enfoque Atual da Engenharia de Mtodos
desenvolvido em trs captulos, da forma a seguir:
Captulo 2 Evoluo da Engenharia de Mtodos at os dias atuais;
Texto em anexo 01 Produtividade do trabalhador do conhecimento Peter Drucker;
Texto em anexo 02 Tempos e Movimentos Reconquistados Paul Adler.
Captulo 3 O Sistema de Produo e a Funo da Engenharia de Mtodos esse
capitulo define sistema de produo e suas principais caractersticas, com foco na funo
da engenharia de mtodos no sistema e sua relao com os demais subsistemas;
Texto em anexo 03 Engenharia de Mtodos: Uma Viso Geral Edward Krick.
Captulo 4 A Engenharia de Mtodos e as Novas tcnicas de Gesto aqui se
demonstra que as teorias e princpios de M&T do sustentao s novas tcnicas de
gesto;
Texto 01 Estudo de Tempos e Mtodos e as Modernas Tcnicas de Engenharia de
Produo Sergio Elias.
Texto 02 A forma de atuao do setor de Mtodos e Tempos em uma Empresa que
adota o Sistema Toyota de Produo: um estudo de caso Umarac da Nbrega Borges e
Maria do Socorro Mrcia L. Souto.
A unidade dois trata do Projeto de Mtodos. Ela desenvolvida em trs captulos,
onde so abordados:
2
Captulo 5 Processo Geral de Soluo de Problemas esse assunto apresentado
com o objetivo de desenvolver a metodologia de projeto de mtodos, incluindo, em anexo,
um roteiro para elaborao desse tipo de projeto.
Roteiro em anexo 01 Roteiro de Projeto em Engenharia de Mtodos.
Captulo 6 Anlise do Processo Produtivo nesse captulo so apresentadas as
tcnicas de registro e anlise do processo produtivo.
Captulo 7 Anlise de operaes a apresentao do tema segue uma lgica
metodolgica da atuao do engenheiro de produo, assim discute-se: anlise geral da
tarefa; tcnicas de registro de operaes; tcnicas para anlise de operaes; anlise crtica
dos recursos esquemticos; subsdios para propostas de solues interventivas.
Roteiro em anexo 02 Roteiro para anlise de operaes, com foco na Segurana do
trabalho.
Por ltimo a unidade trs aborda a medida do trabalho em trs captulos:
Captulo 8 Padres de Produo e Medio do Trabalho discute-se nesse captulo
a problemtica da medio do trabalho bem como sua importncia.
Captulo 9 Cronometragem o captulo apresenta e discute todo o procedimento
metodolgico para efetuar uma medio do trabalho utilizando a tcnica de
cronometragem.
Captulo 10 Amostragem do trabalho esse ltimo captulo, nos moldes do anterior,
discute o processo de obteno de dados de tempo atravs de amostragem.
SUMRIO
1. Introduo ..................................................................................................................... 05
UNIDADE I: Enfoque Atual da Engenharia de Mtodos ....................................................... 06
2. Evoluo da Engenharia de Mtodos at os Dias Atuais ................................................. 07
3. O Sistema de Produo e a Funo da Engenharia de Mtodos ...................................... 09
3.1. O sistema de produo caractersticas ................................................................ 09
3.2. Funo da Engenharia de Mtodos e sua relao com os demais subsistemas ........ 13
4. A Engenharia de Mtodos e as Novas Tcnicas de Gesto.............................................. 27
UNIDADE II: Projeto de Mtodos ....................................................................................... 38
5. Processo Geral de Soluo de Problemas ....................................................................... 39
6. Anlise do Processo Produtivo ....................................................................................... 42
6.1. Tcnicas de registro do processo produtivo Fluxograma e Mapofluxograma....... 42
6.2. Aplicao e Anlise dos recursos esquemticos ..................................................... 50
7. Anlise de Operaes ..................................................................................................... 55
7.1. Anlise geral da tarefa ........................................................................................... 55
7.2. Tcnicas de registro de operaes ......................................................................... 56
7.3. Roteiro para anlise de operaes ......................................................................... 64
7.4. Subsdios para propostas de solues interventivas princpios de economia
dos movimentos .................................................................................................... 67
UNIDADE III: Medida do Trabalho ..................................................................................... 70
8. Padres de Produo e Medio do Trabalho ................................................................. 71
8.1. Padres de produo ............................................................................................. 71
8.2. Padres Informais ................................................................................................. 72
4
8.3. A Essncia do problema de medio do trabalho ................................................... 73
9. Cronometragem ............................................................................................................. 75
9.1. Obter e registrar informaes ................................................................................ 76
9.2. Diviso da operao em elementos ........................................................................ 77
9.2.1. Razes para Diviso em Elementos ......................................................... 77
9.3. Observar e registrar o tempo gasto pelo operador ................................................. 81
9.4. Determinar o nmero de ciclos a ser cronometrado ............................................... 84
9.5. Seleo dos valores para durao dos elementos ................................................... 89
9.6. Avaliar o ritmo do operador .................................................................................. 90
9.7. Determinar o tempo normal .................................................................................. 94
9.8. Determinar as tolerncias ...................................................................................... 94
9.9. Determinar o tempo-padro da operao ............................................................... 98
10. Amostragem do trabalho ................................................................................................ 98
10.1. Nmero de observaes necessrias ...................................................................... 99
10.2. Vantagens e desvantagens da amostragem do trabalho ........................................ 105
ANEXO I ROTEIRO DE PROJETO EM ENGENHARIA DE MTODOS .................. 108
ANEXO II CHECK-LIST PARA ANLISE DO POSTO DE TRABALHO .................. 112
REFERNCIAS BIBLIOGRFICAS................................................................................. 114
5
1. INTRODUO
As pessoas representam um importante papel nas atividades de uma organizao
industrial. O gerente justificadamente interessado em um efetivo rendimento de seu pessoal,
visto que o custo da mo-de-obra parcela significativa do custo total do produto. Isto ocorre
no somente porque os salrios so altos, como tambm por serem elevados os custos para
seleo, treinamento e encargos sociais dos operrios de uma fbrica.
Em adio, a mo-de-obra tem uma grande importncia na efetiva utilizao do
equipamento. Se um operrio que recebe x por hora ineficiente em seu trabalho, isto tem um
certo significado; entretanto, se o homem usa com baixo rendimento uma mquina que custou
10.000 vezes mais, o problema agora outro e bem mais srio.
indubitvel que uma empresa que tem um vultuoso capital investido em
equipamentos estar altamente interessada em obter a mxima utilizao destes equipamentos
de produo, bem como a mxima eficincia da fora de trabalho.
Assim, as empresas que seguem o avano industrial reconhecem a importncia do
estudo do trabalho, ou engenharia de mtodos.
A Engenharia de Mtodos a tcnica que preocupa-se diretamente com a
implantao de mtodos e com a anlise da carga de trabalho, com a finalidade de melhorar o
rendimento do trabalho e suprimir toda operao desnecessria de uma tarefa. Inclui
atividades, tais como:
treinamento dos empregados;
indicao do equipamento e do procedimento de cada operador;
determinao da disposio dos materiais e ferramentas nos postos de trabalho;
especificao do tempo em que as tarefas devem ser realizadas.
Em resumo, a Engenharia de Mtodos preocupa-se com a integrao do homem
em um processo produtivo.
UNIDADE I
O ENFOQUE ATUAL DA ENGENHARIA DE MTODOS
7
2. EVOLUO DA ENGENHARIA DE MTODOS AT OS DIAS
ATUAIS
A histria e desenvolvimento da Engenharia de Mtodos, so, em princpio, to
velhos quanto os do homem, pois sempre existiram pessoas que se dedicaram eliminao ou
diminuio do labor associado aos vrios tipos de trabalho. no h notcias entretanto, de que
essas primeiras tentativas de simplificar o trabalho se baseassem em qualquer tipo de
abordagem sistemtica. De fato o primeiro registro de uma tentativa organizada de estudar
mtodos de trabalho de 1760, quando um francs, M. PERRONET, mencionado por seus
estudos sobre a fabricao de alfinetes.
Por volta de 1830, um ingls, CHARLES BABBAGE, fez determinaes de tempo
semelhantes relacionados tambm com a fabricao de alfinetes. Estes estudos, no entanto, no
foram muito alm da cronometragem da seqncia completa das operaes de fabricao.
Em 1883, F.W. TAYLOR contribuiu com uma nova abordagem para o assunto e
lhe foi atribuda paternidade do que se chamaria: organizao cientfica do trabalho.Em
1898, quando Taylor foi trabalhar em Bethlehem Steel Wonks, procurou melhorar os mtodos
de trabalho em diversas sees da fbrica. Uma tarefa que chamou sua ateno foi a
movimentao de materiais com o auxlio de ps; 400 a 600 homens empregavam a maior
parte de seu tempo nesse trabalho. O material predominante era o minrio de ferro, seguido,
pelo carvo. Os operrios preferiam usar suas prprias ps do que as fornecidas pela indstria.
Um mestre supervisionava 50 a 60 homens e eles movimentavam diversos materiais durante o
dia.
Aps algumas investigaes, Taylor concluiu que os operrios movimentavam 1,6
kg/p quando trabalhavam com o carvo e 17 kg/p quando o material movimentado era o
minrio de ferro. Seu problema era, ento, determinar qual seria a quantidade de material que
um operrio qualificado, trabalhando normalmente, poderia manusear numa jornada de
trabalho.Taylor escolheu dois operrios e com o auxlio de dois cronometristas observou e
estudou suas atividades. No incio da pesquisa, usaram ps grandes que acomodavam cargas
maiores por p. Em seguida, foram cortadas as pontas das ps e apenas cargas pequenas foram
movimentadas. Este procedimento foi continuado com cargas muito pesadas e cargas muito
8
leves alternadamente. Os resultados obtidos mostraram que, com a carga de 9,75 kg/p, um
homem obteria, em um dia, a tonelagem mxima de material deslocado. Assim, uma p
pequena era fornecida ao operrio que movimentava o minrio de ferro e uma p grande era
usada pelo operrio que deveria movimentar o carvo, de tal forma que em ambos os casos o
peso do material por p era 9,75 kg.
Foi instalada uma sala de ferramentas e compraram-se ps especiais, que eram
entregues aos operrios quando necessrias. Alm disso, taylor criou um departamento de
planejamento que determinava antecipadamente o trabalho que seria realizado.
Depois de trs anos e meio em Bethelehem, Taylor obtinha a mesma produo com
140 homens, produo que, anteriormente requeria 400 a 600 homens e o custo do manuseio
de material foi reduzido de 7 a 8 cents para 3 a 4 cents por tonelada.
Enquanto Taylor estava ligado principalmente ao estudo de tempos, um de seus
discpulos FRANK B. GILBRETH (1868-1924), auxiliado por sua esposa LILIAN M.
GILBRETH aperfeioava seus trabalhos juntando-lhes o estudo de movimentos, onde o
objetivo era de reduzir a fadiga provocada pela execuo de um certo trabalho.
A histria do trabalho dos GILBRETH longa e fascinante. Os conhecimentos de
psicologia de Lilian Gilbreth e a formao de Frank Gilbreth como engenheiro se
complementavam, de forma a permitir-lhes que levassem adiante trabalhos que envolviam a
compreenso do fator humano, bem como o conhecimento de materiais, ferramentas e
equipamentos. Suas atividades foram bastante diversificadas, incluindo invenes e melhorias
na construo civil, estudos sobre a fadiga, a monotonia, a transferncia de habilidades entre
operrios e o desenvolvimento de tcnicas como o grfico do fluxo do processo e o estudo de
micromovimentos.
Aps a guerra de 1914-1918, o desenvolvimento do Estudo do Trabalho
prosseguiu em ritmo acelerado, coroando-se em 1932 com a criao da simplificao do
trabalho por ALLAN H. MOGENSEN.
Outro americano H.B. MAYNARD, contemporneo de Mongensen ocupou-se em
confrontar o trabalho dos pioneiros. Observou que, o objetivo de todos os que trabalhavam no
campo era o de conseguir mxima efetividade do trabalho; isto, porm, no seria obtido
atravs de tentativas isoladas, tais como: anlise dos movimentos do operador,
cronometragens, ou maiores e melhores incentivos, mas sim pela fuso de todas as tcnicas j
provadas.
A esta abordagem coordenada e sistemtica da melhoria dos mtodos de trabalho,
9
PROCESSO
PRODUTIVO
Maynard deu o nome de Engenharia de Mtodos, que tambm chamada de: Estudo do
Trabalho, Estudo de Tempos e Movimentos, Estudo de Mtodos e Tempos.
3. O SISTEMA DE PRODUO E A FUNO DA
ENGENHARIA DE MTODOS
3.1. O Sistema de Produo Caractersticas
Todo e qualquer sistema constitudo de entradas, que so processadas sofrendo
ento uma transformao, que origina a(s) sada(s) desejada(s). Isto pode ser representado
como na figura 1.
Figura 1 Sistema
ENTRADAS PROCESSAMENTO SADAS
Assim, Sistema de Produo pode ser definido como um processo pelo qual
elementos so transformados em produtos teis.
O processo o produtivo, um procedimento organizado de transformao
industrial. os elementos so as entradas bsicas: mo-de-obra, equipamentos e matria-prima.
os produtos teis so as sadas (produtos acabados). (ver figura 2).
Figura 2 Sistema de Produo Modelo Simples
- Mo-de-obra
- Equipamentos Produto acabado
- Matria Prima
10
Utilizando as caractersticas de um sistema que sero apresentadas nesse tpico,
pode-se mostrar um sistema de produo de uma forma mais objetiva, isto , de uma forma
que possibilite um melhor conhecimento do seu funcionamento.
Caractersticas principais de um sistema:
a) os objetivos totais do sistema;
b) a medida do rendimento do sistema;
c) o ambiente do sistema;
d) os recursos do sistema;
e) a administrao do sistema;
f) os componentes do sistema.
A) Objetivo(s) do Sistema de Produo
Todo e qualquer sistema tem pretenso de alcanar um ou mais objetivos.
necessrio que estes objetivos estejam claramente definidos, para fins de anlise dos resultados
alcanados pelo sistema, em outras palavras, para fins de avaliao do desempenho do sistema.
Uma empresa industrial destina-se a transformar matrias-primas em produtos
acabados e, em seguida, comercializa-los.No entanto, para a empresa, esta transformao
apenas um meio de alcanar os seus verdadeiros objetivos, que, entre outros, podem ser: lucro,
minimizao dos custos, melhoria social, etc.
O Sistema de Produo da empresa industrial tem a funo de realizar esta
transformao, cabendo ao sistema de vendas a funo de efetuar a comercializao dos
produtos.
O objetivo principal do Sistema de Produo otimizar o volume de produo dos
produtos considerados economicamente vantajosos para a empresa.Por outro lado o(s)
objetivo(s) do Sistema de Produo deve (m) ir de encontro aos objetivos do sistema maior,
que a empresa, contribuindo assim para o bom desempenho da mesma. Portanto,
conveniente que o Sistema de Produo, ao tentar alcanar seu (s) objetivo (s), procure
racionalizar a utilizao dos recursos (entradas) do sistema, de forma que gere um maior
nmero de produtos acabados (sadas).
Uma estruturao adequada dos componentes bsicos do sistema de produo
uma resposta a esta procura de racionalizar a utilizao dos recursos do sistema.Assim, a
11
empresa, o Sistema de Produo, e os seus componentes, convergem seus esforos para buscar
otimizar a utilizao dos recursos (entradas).
B) Medida do Rendimento do Sistema de Produo
A medida do rendimento de um sistema pode ser vista como um instrumento que
informa, at que ponto o sistema est funcionando bem. Quanto maior o seu rendimento,
melhor o seu funcionamento.
A medida do desempenho do sistema considerada mais adequada para determinar
os efeitos resultantes da racionalizao, o ndice de produtividade, definido como a relao
entre o resultado da produo e os recursos empregados (Figura 3).
A produtividade mede o desempenho do sistema, tanto em relao sua atuao
passada como tambm em relao s outras empresas do ramo. Assim sendo, preocupao
de qualquer empresa aumentar ou, pelo menos, manter a sua produtividade.
No entanto, tem-se observado que, ao pretender aumentar a produtividade da
empresa, a tendncia natural da administrao, de uma maneira geral, a de aplicar melhorias
no equipamento da mesma sem antes analisar com maior profundidade outros fatores, tais
como simplificao, organizao e racionalizao do trabalho.
A anlise do conjunto de alternativas possveis de suma importncia, uma vez
que, na atual sociedade industrial, o problema da escassez de recursos est sempre presente,
gerando a constante necessidade de tentar otimizar a alocao e utilizao dos mesmos.
Figura 3 Produtividade Tcnica e Econmica
PRODUTIVIDADE
Tcnica
Relao entre os resultados
da produo e os fatores
produtivos empregados.
PRODUTIVIDADE
Econmica
Relao entre os resultados obtidos
e os recursos empregados, do
ponto de vista monetrio
(faturamento / custo da produo)
PRODUTIVIDADE DO TRABALHO
Quantidades produzidas
TEMPOTEMPO Empregado na Produo
PRODUTIVIDADE
Tcnica
Relao entre os resultados
da produo e os fatores
produtivos empregados.
PRODUTIVIDADE
Econmica
Relao entre os resultados obtidos
e os recursos empregados, do
ponto de vista monetrio
(faturamento / custo da produo)
PRODUTIVIDADE DO TRABALHO
Quantidades produzidas
TEMPOTEMPO Empregado na Produo
C) O Ambiente do Sistema de Produo
12
O ambiente do sistema aquilo que no est situado dentro do sistema, mas que
exerce influncia sobre o seu funcionamento. Por outro lado, o sistema pode fazer
relativamente pouco a respeito das caractersticas ou do comportamento do ambiente.
A figura 3 (trs) mostra o sistema de produo de uma empresa industrial, com os
seus componentes bsicos e o seu ambiente; a figura mostra ainda as relaes dos
componentes entre si e com o ambiente.Compem o ambiente, basicamente, os seguintes
setores: vendas, distribuio, pessoal, compras, contabilidade administrativa e financeira.
D) Recursos do Sistema de Produo
Os recursos so os meios de que o sistema dispe para executar suas tarefas
especficas.Ao contrrio do ambiente, os recursos so controlados pelo sistema, dentro de
certas limitaes.
Os recursos bsicos do sistema de produo de uma empresa industrial so: mo-
de-obra, equipamentos e matria-prima.
E) A Administrao do Sistema de Produo
A administrao do sistema responsvel pela elaborao dos planos para o
sistema e assegura que estes planos sejam executados. Em funo da anlise ambiental, a
administrao do sistema toma decises referentes determinao dos objetivos do sistema,
aquisio e alocao dos recursos e diretrizes especficas de cada componente. Atua
principalmente, como elo de ligao entre os diversos componentes.
A administrao do Sistema de Produo fica ao encargo do chamado Gerente
Industrial ou Diretor Industrial (o ttulo varia), que coordena as atividades da fabricao e de
suas funes de apoio - controle de qualidade, planejamento e controle da produo,
engenharia de mtodos e manuteno. Vale salientar que, conforme o tamanho e tipo da
empresa, podem surgir outras funes de apoio (ver organograma-exemplo, Figura 5).
F) Componentes do Sistema de Produo
13
Os componentes so os elementos responsveis pelas atividades necessrias ao
funcionamento do siste. Cada um dos componentes de um sistema conectado a todos os
outros componentes, direta ou indiretamente; uma cadeia de causa-efeito formada.
Cada componente tem objetivos especficos a atingir e, ao procurar atingir esses
objetivos deve contribuir para alcanar os objetivos do sistema total.Os componentes bsicos
do Sistema de Produo so: Controle de Qualidade, Manuteno, Engenharia de Mtodos,
Planejamento e Controle da Produo e Fabricao.
O modelo apresentado na figura 4 mostra as inter-relaes destes componentes em
uma forma simplificada da realidade, que se sabe ser mais complexa.No prximo item dessa
apostila, fala-se sobre o componente Engenharia de Mtodos que o assunto de interesse do
curso.
3.2. Funo da Engenharia de Mtodos e sua Relao com os Demais Subsistemas
A) Importncia da Engenharia de Mtodos
Do que foi exposto no item 3.1 sobre as caractersticas do sistema de produo
depreende-se que:
O Sistema de Produo tem interesse em procurar racionalizar a utilizao dos recursos do
sistema de forma que possibilite um incremento na quantidade produzida.
Uma estruturao adequada dos componentes bsicos do Sistema de Produo, que
permite o bom funcionamento dos mesmos, pode ser vista como uma resposta a esta
procura de racionalizao da utilizao dos recursos do Sistema.
A atuao integrada dos componentes bem estruturados, proporcionar a racionalizao
desejada.
A atuao do sistema, bem como a dos seus componentes, ser medida atravs de ndices
de produtividade.
Assim o componente Engenharia de Mtodos, que tem a funo de estudar o
trabalho com o intuito de garantir que a utilizao dos recursos seja feita de modo mais efetivo
possvel, se reveste da maior importncia para o bom desempenho do sistema de Produo.
14
Por outro lado, a anlise do trabalho envolve o Homem e, no resta dvida, que
todos os resultados finais da empresa esto alicerados no trabalhador direto, verdadeira clula
produtiva e real unidade de produo, sobre a qual se apia toda a estrutura organizacional da
empresa.
Figura 4 Um Sistema de Produo de Uma empresa Industrial e o seu Ambiente
SISTEMA
DE
PRODUO
Pedidos de Manuteno Corretiva
Plano de
Produo
Produtividade
da Mo-de-
obra
Novos Mtodos
Pagamento de mo-de-
obra
-Tempo pado -Novos
Mtodos
Produto
Acabado -Pedidos
aceitos
-Previses
de vendas
Programa de
compras Tempo
Padro
Emprstimos
Dados p/ custo de
produo
Faturas
-Padres de qualidade
-Resultados de testes
Fornecedor
material
p/inspeo
-programa
inspeo
-padres de
qualidade
informaes
-Custo de
Vendas
defeitos de mquinas que interferem na
qualidade
-plano de produo
-servios prioritrios
classificao dos produtos
tempo padro
relatrio
-Resposta
consumidor
Vendas Distribuio
Pessoal
Fabricao
Consumidor
-Previso de
prazos
-Andamento de
produo
Contrataes
Demisses
Engenharia de Mtodos Planejamento e Controle da
Produo
Controle de
Estoques Manuteno
Controle de Qualidade Compras
Controle
de
Pedidos
Contabilidade Administrativa Contabilidade
Financeira
Figura 5 Exemplo de um Organograma Simplificado de uma Empresa Industrial Focalizando o Setor de Produo
Conselho da
Diretoria
Assistente da
Diretoria
P r e s i d e n t e
Comisso de Planejamento
Salrio Organizao
Assessoria Jurdica e
Relaes Pblicas
Diretor
Financeiro
Diretor de
Compras
Diretor de
Relaes
Industriais
Diretor de
Vendas
Diretor
Industrial
Chefe da Engenharia
de Mtodos
Chefe da
Fabricao
Chefe de Controle de
Qualidade
Chefe do planejamento
e Controle da
Produo
Chefe da
Manuteno
Seo A Seo B Seo C
17
Estando nas mos da clula produtiva o controle da produtividade, a ela
que se deve dar toda ateno para que os resultados da empresa sejam positivos e, de
forma ampla, benficos para a prpria empresa, para o trabalhador e para a comunidade.
Tal ateno se refere no as presses para maior volume de produo mas as condies
ambientais, psicolgicas e organizacionais.
As condies de trabalho, fruto objetivo do estudo do trabalho, atravs da
racionalizao, da organizao, e das decises empresariais, devem devolver o homem
ao seu convvio sem desgaste, satisfeito e consciente de usa utilidade para sua prpria
sociedade. dentro deste esprito, que cada parcela do trabalho ser estudada, analisada,
simplificada e atribuda ao homem.
B) Definio da Engenharia de Mtodos
A Engenharia de Mtodos estuda e analisa o trabalho de forma sistemtica,
resultando desta anlise, o desenvolvimento de mtodos prticos e eficientes e o
estabelecimento de padres de realizao.
Figura 6 Misso da Engenharia de Mtodos
Engenharia de MtodosEngenharia de Mtodos
misso
Estudar o trabalho de forma sistemtica
resultando
Mtodos Prticos e Eficientes
Padres de Realizaes
Engenharia de MtodosEngenharia de Mtodos
misso
Estudar o trabalho de forma sistemtica
resultando
Mtodos Prticos e Eficientes
Padres de Realizaes
18
composta, a Engenharia de Mtodos, de duas partes principais (Figura 7):
Projeto de Mtodos ou Estudo de Movimentos - Preocupa-se em encontrar o melhor
mtodo de se executar uma determinada tarefa.
Medida do Trabalho ou Estudo de tempos - Visa determinar o tempo-padro para
executar uma tarefa especfica.
importante ressaltar a existncia ainda de duas partes complementares:
Padronizao da Operao depois de ter sido encontrado o melhor
mtodo de se executar uma operao, esse mtodo deve ser padronizado. O conjunto de
movimentos do operador, as dimenses, a forma e a qualidade do material, as
ferramentas, os dispositivos, os gabaritos, os calibres e o equipamento devem ser
especificados com clareza.
A padronizao consiste na observao e repetio de todos os detalhes do
mtodo de forma sistemtica em todos os postos de trabalho onde aquela operao
executada.
Treinamento do operador o mais eficiente mtodo de trabalho tem pouco
valor a menos que seja posto em prtica. necessrio treinar o operador para executar a
operao da maneira preestabelecida.
Figura 7 Subdiviso da Engenharia de Mtodos
ENGENHARIA DE MTODOSSubdiviso
PROJETO DE MTODOS
Preocupa-se em encontrar o melhor mtodo de
executar uma determinada tarefa.
PADRONIZAO E TREINAMENTOConsiste na repetio do mtodo em todos os
postos de trabalho onde ocorre aquela tarefa.
MEDIDA DO TRABALHO
Visa determinar o tempo-padro necessrio para
executar uma tarefa especfica.
ENGENHARIA DE MTODOSSubdiviso
PROJETO DE MTODOS
Preocupa-se em encontrar o melhor mtodo de
executar uma determinada tarefa.
PADRONIZAO E TREINAMENTOConsiste na repetio do mtodo em todos os
postos de trabalho onde ocorre aquela tarefa.
MEDIDA DO TRABALHO
Visa determinar o tempo-padro necessrio para
executar uma tarefa especfica.
19
C) Projeto de Mtodos
O projeto de mtodos de trabalho consiste em registrar, analisar e examinar,
de maneira sistemtica, os mtodos existentes e previstos para execuo de um trabalho,
com a finalidade de idealizar e aplicar mtodos melhorados mais cmodos e que
conduzam a uma maior produtividade.
Os objetivos do estudo de mtodos de trabalho so os seguintes:
Melhorar os processos e os procedimentos;
Melhorar a disposio da fbrica, sees e postos de trabalho;
Economizar o esforo humano, reduzindo a fadiga;
Racionalizar a utilizao de materiais, mquinas e mo-de-obra;
Criar melhores condies de trabalho;
Reduzir o nmero de acidentes e doenas do trabalho;
Aumentar a produtividade da empresa.
Existem vrias tcnicas de estudos de mtodos apropriados para resolver
problemas de todo tipo, desde a disposio geral da fbrica at pequenas operaes
repetitivas. Em todos os casos o procedimento fundamentalmente o mesmo e deve ser
seguido meticulosamente.
Examinamos agora quais so as sucessivas etapas bsicas do estudo de
mtodos:
a) escolher o trabalho que ser estudado;
b) registrar, por observao direta, tudo o que seja pertinente ao mtodo
atual;
c) examinar com esprito crtico o que foi registrado;
d) desenvolver o mtodo mais rpido, econmico e eficaz;
e) definir o novo mtodo para que possa ser reconhecido quando necessrio;
f) implantar o novo mtodo;
g) controlar o novo mtodo atravs de acompanhamento regular.
a) Escolha do Trabalho
20
Quando se trata de decidir se o estudo do mtodo deve ser aplicado a
determinado trabalho, devem ser considerados os seguintes fatores:
Consideraes Econmicas
As consideraes econmicas so importantes em todas as etapas. Seria uma
perda de tempo iniciar ou continuar grandes anlises em trabalhos de pouca importncia
ou de pouca durao. Sempre deve ser perguntado:
Vale a pena o estudo de mtodos para este trabalho?
Vale a pena continuar o estudo?
Desse raciocnio, salta a vista a necessidade de serem estudados:
Os pontos que funcionam como funil e atrasam a produo.
As movimentaes importantes de materiais entre setores muito distantes, ou as
operaes que requerem grande quantidade de mo-de-obra.
As operaes baseadas em trabalho repetitivo, que alm de ocupar grande
quantidade de mo-de-obra, duram muito tempo.
Consideraes de Ordem Tcnica
As consideraes de ordem tcnica surgem quando um determinado mtodo
proposto resulta num aumento de produtividade das instalaes e da mo-de-obra,
porm por motivos de ordem tcnica, estas melhorias no podem ser concretizadas.
Nestes casos devem ser consultados os tcnicos especialistas da rea.
Reaes humanas
As reaes humanas esto sempre entre as mais difceis de se prever, pois
preciso imaginar antecipadamente os sentimentos e impresses que despertaro a anlise
e a mudana do mtodo. Quando os valores, a cultura e o pessoal do setor j so
conhecidos, provavelmente estas dificuldades podem ser atenuadas. Deve ser explicado
aos operrios, aos supervisores, chefia etc... os princpios gerais e o verdadeiro
propsito do estudo de mtodos.Se apesar de tudo, o estudo de determinado trabalho
causa mal estar ou ressentimento, melhor abandon-lo, por mais promissor que parea.
21
Os trabalhadores aceitam de melhor grado os estudos de mtodos cujos
temas escolhidos so os mais desagradveis, como as tarefas sujas ou as que requerem
levantamento de grandes pesos. Conseguindo-se melhorar e eliminar as piores
caractersticas, os operrios compreendero que o estudo de mtodos reduz efetivamente
o esforo e a fadiga, e dispensaro uma boa aceitao.Com o decorrer do tempo as
opinies mudaro, e no seu devido tempo se poder executar os estudos que outrora
foram deixados de lado.
b) Registro do Trabalho
Antes que se possam desenvolver mtodos melhores e mais fceis de se
executar determinada tarefa necessrio que sejam obtidos e registrados todos os
detalhes relativos ao trabalho.
til a apresentao das informaes de forma grfica ou em tabelas.
Existem vrios mtodos para visualizao de um processo ou de uma operao. claro,
nem todos sero usados em uma nica tarefa.
Os grficos ou recursos esquemticos mais comumente utilizados so:
Grfico do fluxo do processo;
Mapofluxograma;
Carta de-para;
Grfico homem-mquina;
Grfico das duas mos.
conveniente lembrar que estes grficos so simplesmente ferramentas a
serem usadas quando necessrias.Alguns recursos esquemticos sero vistos com
detalhes nos itens, Anlise do Processo Produtivo e Anlise de Operaes.
c) Examinar com esprito crtico o que foi registrado
O trabalho deve ser analisado de forma sistemtica atravs de uma sucesso
de perguntas com o fim de determinar:
O OBJETIVO pelo qual
22
O LOCAL onde
A SEQNCIA em que
A PESSOA atravs da qual
OS MEIOS atravs dos quais
Com o propsito de:
ELIMINAR
COMBINAR
REORDENAR
SIMPLIFICAR
As perguntas podem ser combinadas da seguinte forma:
DETERMINAR PERGUNTAS C/PROPSITO DE
OBJETIVO
O que se faz? Por que?
necessrio? Por que?
Que outra coisa poderia ser feita?
O que deveria ser feito?
ELIMINAR
LOCAL
Onde se faz? Por que?
necessrio fazer ali? Por que?
Em que outro local poderia ser feito?
Onde deveria ser feito?
COMBINAR
SEQUNCIA
Quando se faz? por que?
necessrio fazer ento? Por que?
Quando poderia ser feito?
Quando deveria ser feito?
E/OU
PESSOA
Quem faz? Por que?
Outro poderia fazer melhor?
Quem deveria fazer?
REORDENAR
MEIOS
Como se faz?
De que outro modo poderia ser feito?
Como deveria ser feito?
SIMPLIFICAR
O xito no estudo de mtodos conseguido atravs da formulao
sistemtica dessas perguntas.
d) Desenvolver o mtodo mais econmico e eficaz
realizam-se as atividades
tais atividades
23
A anlise sistemtica recomendada aliada ao bom senso e prtica do analista,
que inclusive deve aproveitar o bom senso e a experincia de outras pessoas, permitiro
seguramente desenvolver um mtodo melhor.
Este o mtodo que ser registrado e padronizado para posterior medida de
tempos.
e) Definir o novo mtodo
Consiste em especificar de forma detalhada o novo mtodo para que seja
possvel sua implantao e posterior controle.A figura a seguir ilustra o procedimento
utilizado em projeto de mtodos (Figura 8).
24
Figura 8 Projeto de Mtodos
PROJETO DE MTODOS
a fim de melhorar os Mtodos de Produo
ESCOLHER
o trabalho a estudar
REGISTRAR
o mtodo atual com todos os detalhes dos grficos
Anlise do Anlise do utilizao do Anlise de Anlise de
Produto Processo Equipamento Operaes Movimentos
EXAMINAR
os fatos com esprito crtico considerando
O QUE - ONDE - QUANDO - QUEM - COMO
ESCOLHER
o melhor mtodo utilizvel nas circunstncias presentes
DEFINIR
o novo mtodo
APLICAR
controlar a aplicao
OBJETIVOS
Melhoria da disposio da fbrica e dos postos de trabalho;
Melhoria das mquinas;
Melhores condies de trabalho;
Reduo da fadiga;
O que permite uma melhor utilizao dos materiais,dos equipamentos e mo-de-obra;
PRODUTIVIDADE MAIS ELEVADA
25
d) Medida do Trabalho
A medida do trabalho ou estudo de tempos consiste em aplicar certas
tcnicas com a finalidade de determinar o tempo necessrio para que uma pessoa
qualificada e bem treinada execute uma tarefa especificada, trabalhando em ritmo
normal. Este tempo denominado tempo-padro para a operao.
O tempo-padro poder ser usado com diversas finalidades:
Estabelecer programaes e planejar o trabalho;
Determinar os custos-padro;
Estimar o custo de um produto antes do incio da fabricao;
Estabelecimento de bases para planos de incentivo salarial;
Controlar o custo de mo-de-obra.
O procedimento a ser seguido na execuo do estudo de tempos pode variar
com alguma liberdade, dependendo do tipo de operao em estudo e da aplicao a ser
dada aos dados obtidos. Entretanto os oito passos seguintes so necessrios:
1. Obter e registrar informaes sobre a operao e o operador em estudo.
2. Dividir a operao em elementos e registrar O elemento uma
subdiviso de um ciclo de trabalho composto de uma seqncia de um ou vrios
movimentos fundamentais.
3. Observar e registrar o tempo gasto pelo operador Medir a quantidade
de trabalho que implica o mtodo atravs de uma tcnica previamente escolhida
(cronometragem, tempos sintticos ou amostragem do trabalho).
4. Determinar o nmero de observaes ou tamanho da amostra O
estudo de tempos um processo de amostragem; consequentemente quanto maior o
tamanho da amostra tanto mais representativos sero os resultados obtidos para a
atividade em estudo. importante determinar o tamanho da amostra para o nvel de
confiana e erro relativo desejados.
5. Avaliao do ritmo do operador Avaliao do ritmo o processo
durante o qual o analista de estudo de tempos compara o ritmo do operador em
observao com o seu prprio conceito de ritmo normal.
A avaliao do ritmo funciona como um fator de correo e ser aplicado ao
valor de tempo representativo ou selecionado a fim de obter-se o tempo normal.
26
6. Determinao do tempo normal O tempo normal o tempo que um
operador qualificado e treinado, trabalhando em ritmo normal, necessita para completar
um ciclo da operao.
O tempo normal obtido aplicando o fator de ritmo ao tempo selecionado,
assim:
100
Percentual Ritmo x oSelecionad Tempo Normal Tempo
7. Determinao das tolerncias indiscutvel que o operrio no
trabalha continuamente durante toda a jornada de trabalho; ocorrem interrupes que
independem do operador e para as quais deve ser previsto o tempo suplementar, ou seja,
as tolerncias.
As tolerncias so parcelas de tempo acrescidas ao tempo normal de uma
operao, para compensar as interrupes devido a fadiga, necessidades pessoais,
quebras de mquinas, falta de material, etc.
8. Determinao do tempo-padro Tempo-padro o tempo que se
determina seja necessrio, para um operrio qualificado trabalhando em ritmo normal e
sujeito a demoras e fadigas normais, execute uma quantidade definida de trabalho de uma
qualidade especificada, seguindo um mtodo preestabelecido.
o tempo normal acrescido das tolerncias.
sTolerncia Normal Tempo Padro Tempo
O esquema a seguir ilustra o procedimento utilizado em medida do trabalho
(Figura 9).
27
Figura 9 Medida do Trabalho
MEDIDA DO TRABALHO a fim de fornecer um padro do esforo humano
ESCOLHER
o trabalho a medir
DEFINIR
a tcnica a utilizar
decompor o trabalho em seus elementos
MEDIR
a quantidade de trabalho que implica o novo mtodo atravs de
Cronometragem Tempos sintticos Amostragem do trabalho
DETERMINAO DO TEMPO REPRESENTATIVO DO ELEMENTO
DETERMINAO DO TEMPO NORMAL
DETERMINAO DAS TOLERNCIAS
TEMPO-PADRO
OBJETIVOS
Melhoria do Planejamento e Controle da Produo;
Determinao de Custos-Padro;
Estabelecimento de bases para planos de Incentivo Salarial;
Obteno de base correta de Controle de Custo da mo-de-obra.
PRODUTIVIDADE MAIS ELEVADA
28
4. A ENGENHARIA DE MTODOS E AS NOVAS TCNICAS DE
GESTO
TEXTO 01
Estudo de Tempos e Mtodos
e as Modernas Tcnicas de Engenharia de Produo
Srgio Jos Barbosa Elias
1. Introduo
O estudo de tempos e mtodos (ETM) uma das mais tradicionais tcnicas de engenharia de
produo. Basicamente, elas buscam a racionalizao do processo produtivo objetivando o
aumento da produtividade.
Taylor e o casal Gilbreth, foram os que mais desenvolveram, no final do sculo IXX e incio do
XX, os princpios que ainda hoje so utilizados. Ford tambm usou e intensificou o ETM na
Ford Mortor Company em 1913, atravs da linha de montagem. O sucesso dessa nova
organizao apareceu nos resultados de produo: o tempo de montagem do chassi reduziu-se
de 12 horas e 8 minutos para 1 hora e 33 minutos. E essa atividade ficou separada em 45
operaes extremamente simplificadas (Fleury, 1987, p. 24).
Embora essas tcnicas tenham sido responsveis por boa parte dos ganhos de produtividade
obtidos em determinada poca, elas so alvo hoje de muitas crticas e um certo desprezo
pelos estudiosos da engenharia de produo. So notrias as crticas ao chamado
Taylorismo/Fordismo.
Pretende-se mostrar aqui que, embora bem fundamentada em alguns aspectos, a excessiva
crtica ao ETM, tem encoberto o relacionamento deste com as assim denominadas modernas
tcnicas de engenharia de produo, bem como obscurecido os benefcios que ainda hoje ele
pode proporcionar.
2. Relacionamento entre o Estudo de Tempos e Mtodos e as Modernas Tcnicas de
Engenharia de Produo
2.1. Tcnicas para estudo dos mtodos
O Fluxograma uma tcnica do ETM para descrever o processo produtivo. Segundo ela, todo
processo pode ser descrito em termos de: operao, transporte, inspeo, estocagem e
demora. Existem diversos tipos e formas de uso dos fluxogramas, em funo da situao que
se deseja descrever.
O just-in-time mais do que uma tcnica uma filosofia cuja meta eliminar qualquer funo
desnecessria no sistema de manufatura que traga custos indiretos, que no acrescente valor
para a empresa, e que impea melhor produtividade ou agregue despesas desnecessrias no
sistema operacional do cliente (Lubben, 1989, p. 9).
Obviamente, o ETM tradicional no incorpora totalmente o conceito de eliminar o que no
agrega valor, mas certamente busca, a partir da descrio do fluxo, racionalizar os pontos
29
passveis de melhorias atravs da eliminao ou minimizao das demoras e agilizao das
demais atividades. A grande diferena est neste caso, na forma de abordagem, j que o JIT
questiona o por que da existncia da atividade sendo desta forma mais profundo e radical.
De qualquer forma, Barnes (1977, p. 40) j recomendava, com relao ao estudo dos mtodos:
Se um trabalho pode ser eliminado, no h necessidade de se gastar dinheiro na instalao de
uma mtodo melhor.
O fluxograma uma das ferramentas da qualidade. Ele tem importante papel no
entendimento do processo e na padronizao, onde um dos tens essenciais para um padro
tcnico (Falconi, 1992).
O fluxograma tambm til na reengenharia. Uma vez selecionado um processo (...) o
prximo passo da equipe de reengenharia compreender o processoa atual (Hammer &
Champy, 1994, p. 106).
Para a reduo do setup, pode-se fazer o uso das tcnicas para descrio do mtodo de
trabalho. Hoje existem abordagens especficas para este assunto, tais como os conceitos de
preparao interna e externa, mas, o estudioso deste campo, certamente necessitar fazer uso
do ETM quando estiver analisando o mtodo de trabalho utilizado para a troca de ferramentas.
Alguns princpios da Economia dos Movimentos tm pontos em comum com o 5S (Seiri,
Seiton, Seiso, Seiketsu, Shitsuke). Resumidamente, o 5S defende o necessrio, senso da
arrumao, ordenao, limpeza, asseio e auto-disciplina que a empresa precisa para trabalhar
com qualidade e produtividade. Seiton significa determinar o local correto de cada objeto
necessrio, identificando de forma que qualquer pessoa possa localizar facilmente. Nos
princpios da Economia de Movimentos encontram-se: 10. Deve existir lugar definido e fixo
para todas as ferramentas e materiais (...) 11. Ferramentas, materiais e controles devem se
localizar perto do local de uso (Barnes, 1977, p. 204-205). Embora com esses pontos
semelhantes, o 5S bem mais profundo e de maior alcance.
Para abordagem e resoluo dos problemas, dentro do enfoque da qualidade total, indicado o
uso do 5W-1H que um check-list utilizado para garantir que a operao seja conduzida
sem nenhuma dvida por parte da chefia ou dos subordinados: (What) que (assunto) Que
operao esta? Qual o assunto? (Who) quem-Quem conduz esta operao? Qual o
departamento responsvel? (Where) onde- Onde a operao ser conduzida? Em que lugar?
(When) quando- Quando esta operao ser conduzida? A que horas? Com que periodicidade?
(Why) por que - Por que esta operao necessria? Ela pode ser omitida? (How) como -
(mtodo) Como conduzir esta operao? De que maneira? (Falconi, 1992, p. 87).
O 5W-1H tem grande semelhana com o que usado na melhoria dos mtodos: Uma das
melhores maneiras de se encarar o problema da melhoria dos mtodos discutir tudo o que se
refere ao trabalho(...) Comea-se perguntando o que, quem, onde, quando, como, por que
(Barnes, 1977, p. 43).
O Brainstorming tem tido grande uso nos processos de qualidade. Cabe lembrar entretanto que
Barnes (1977) j citava esta tcnica como uma ferramenta de gerao de idias para a melhoria
dos mtodos.
Um dos suportes bsicos da Qualidade Total, o Kaizen, ou melhoria contnua, j era
preocupao para quem trabalhava com ETM: Tambm existe a necessidade sempre presente
de de (1) evitar que os mtodos no se deteriorem ou se desviem negativamente daqueles
planejados e (2) exame constante dos mtodos em uso para melhorias e, quando um novo
mtodo for encontrado, p-lo em prtica. Neste caso, este se tornar o mtodo preferido
(Barnes, 1977, p. 29). O Kaizen ampliou e intensificou esta filosofia de melhoria.
30
2.2. Uso do Tempo-Padro das Operaes
oriundo do ETM, todo o procedimento para o clculo do tempo padro atravs da
cronometragem ou outra tcnica correlata. Sem o tempo das operaes no possvel o
sequenciamento de lotes em uma clula de manufatura ou fazer rodar sistemas de P.C.P.
como o M.R.P (Manufacturing Resources Planning), onde o tempo-padro um dado
fundamental, por mais complexo ou simples que o sistema seja.
3. Uso Atual do ETM
Muitas das nossas organizaes, notadamente as pequenas, no esto evoludas gerencialmente
no momento para o uso de tcnicas mais modernas. Nestas o ETM poderia proporcionar, bons
ganhos, se bem utilizadas, adequadas e atualizadas, sem no entanto esquecer-se e deixar-se
claro que isto apenas um primeiro passo e que ganhos maiores viro junto ao aprimoramento
gerencial que estas empresas necessitam.
Lamentavelmente, a construo civil evoluiu pouco no tocante ao uso das tcnicas de
engenharia de produo, quando comparada s outras indstrias. De uma forma geral ela
encontra-se numa fase ainda pr-Taylor. Nesta, o uso do ETM pode proporcionar grandes
melhorias e servir de certa forma como uma base para o uso de tcnicas mais avanadas.
Algumas empresas j tm apresentado sucesso neste sentido.
No Japo, pas considerado como um novo paradigma gerencial, e ATM tambm no foi
abandonado. Os japoneses enfatizam os estudos de tempo e movimentos, a simplificao de
procedimentos, os designs ergonmicos e a padronizao de produtos e ferramentas...
(Masiero, 1993, p. 112). Tenho-me sentido aturdido quanto ouo certas autoridades norte-
americanas no assunto dizerem que os japonezes rejeitam o Taylorismo, em favor de mtodos
mais humansticos. O estadunidense Frederick W. Taylor instituiu a ET (ou Estudo do
Trabalho) por volta de 1900, mas os japoneses j nos ultrapassaram em tudo que diga respeito
a Taylor - inclusive fazendo muito bom uso de seus ensinamentos nos crculos de C.Q ou nas
reunies de aperfeioamento em pequenos grupos. (Shonberger, 1984, p. 232).
4. CONCLUSO
No se pretendeu aqui, desmerecer ou dar menor importncia aos recentes avanos da
engenharia de produo, mas sim demonstrar a importncia, como um conhecimento bsico,
que o estudo de tempos e mtodos representa. Como se procurou mostrar, uma parte dos
modernas tcnicas uma abordagem avanada do ETM.
O grande diferencial que as tcnicas do ETM devem ser utilizadas de uma forma
participativa. Os empregados que realizam o trabalho precisam conhec-las e aplic-las,
contribuindo assim com a gerncia no processo de melhorias, e no como antigamente se fazia,
atravs da imposio de novos mtodos, com a clara separao daqueles que pensam
(gerentes), daqueles que executam (operrios); a excessiva especializao tambm no
vantajosa. Isto sim no mais admissvel. Assim, a crtica, difundida entre os tericos da
administrao empresarial, de que o Taylorismo perdeu a atualidade no tem fundamento. O
que se abandonou em parte foram os mtodos e tcnicas que Taylor utilizava, mas no os seus
princpios. (Fleury, 1987, p. 17).
Este artigo pretendeu tambm, alertar alguns cursos universitrios que parecem no dar a
devida ateno ao tema, com evidentes prejuzos para a formao acadmica e uso prtico da
engenharia de produo.
Bibliografia
31
BARNES, Ralph Mosser. Estudo de movimentos e de tempos: projeto e medida do trabalho. 6 ed. So Paulo,
Edgard Blucher, 1977. 635 p.
CAMPOS, Vicente Falconi. Qualidade Total. Padronizao de Empresas. Belo Horizonte, Fundao Christiano
Ottoni, 1992. 124 p.
FLEURY, Afonso. Organizao do Trabalho. 1 ed. So Paulo, Atlas, 1987.
HAMMER, Michael & Champy, James. Reengenharia: Revolucionando a Empresa em Funo dos clientes, da
convivncia e das grandes mudanas da gerncia. Rio de Janeiro, Campus, 1994. 189 p.
HAY, Edward J.. Just-in-Time: um exame dos novos conceitos de produo. So Paulo, Maltese, 1992. 232 p.
LUBBEN. Richard T.. Just-in-Time. So Paulo, McGraw-Hill, 1989. 302p.
MASIERO. Gilmar. Gesto Econmico-Administrativa Japonesa. RAE - Revista de Administrao de
Empresas. So Paulo, Fundao Getlio Vargas, SET/OUT, 1993, Pesquisa Bibliogrfica, p. 109-116.
SCHONBERGER, Richard J.. Tcnicas Industriais Japonesas: nove lies ocultas sobre a simplicidade. So
Paulo, Pioneira, 1984. 309 p.
32
TEXTO 02
A forma de atuao do setor de mtodos e tempos em uma empresa
que adota o Sistema Toyota de Produo: um estudo de caso
Umarac da Nbrega Borges
Maria do Socorro Mrcia Lopes Souto
Resumo
O presente artigo tem por finalidade identificar a forma de atuao do setor de Mtodos e
Tempos em uma empresa que adota o Sistema de Manufatura Enxuta (ou Sistema Toyota de
Produo TPS). Esta pesquisa utilizou uma abordagem qualitativa onde os autores, atravs de um estudo de caso aplicado em uma empresa caladista, interagiram com a situao
estudada, participando do contexto como observadores. Os resultados mostram que as
tcnicas da Engenharia de Mtodos so perfeitamente aplicveis em organizaes que
adotam, em suas plantas, novos sistemas de gesto.
Palavras chave: Sistemas de Gesto da Produo, Engenharia de Mtodos, Manufatura
Enxuta.
1. Introduo
Embora existam fortes crticas aos princpios da administrao cientfica, no h como negar a
sua contribuio para o desenvolvimento da indstria e da economia mundial (ELIAS, 1996).
Tomando por base seus princpios, em pouco mais de um sculo, a produtividade do
trabalhador manual aumentou em aproximadamente 50 vezes (DRUCKER, 2000). Apesar de
todo o progresso ocorrido nos ltimos anos na forma das tecnologias avanadas de manufatura
(AMT`s), observa-se que estes princpios continuam sendo aplicados nas empresas, quase
sempre servindo de base para os novos modelos e tcnicas de gesto e muitas vezes acrescidos
de alguns novos conceitos apenas assumindo uma outra roupagem. O Sistema Toyota de
Produo (TPS) um desses novos modelos de gesto e tem como objetivo atender as
necessidades do cliente no menor prazo possvel, com produtos da mais alta qualidade e ao
mais baixo custo possvel (SHINGO, 1996).
Com a finalidade de verificar como a Engenharia de Mtodos contribui nos tempos atuais para
a Engenharia de Produo, este artigo tem o propsito de identificar a forma de atuao do
setor de Mtodos e Tempos em uma empresa que adota o TPS.
Para tanto os autores abordaram o problema atravs de uma pesquisa qualitativa e descritiva; e
utilizaram como tcnicas de investigao a documentao direta, a documentao indireta e o
estudo de caso. Para o estudo de caso foram utilizados os seguintes critrios na seleo da
empresa a ser estudada: localizao geogrfica, possuir em sua estrutura organizacional um
setor de Mtodos e Tempos atuante e, utilizar o TPS como sistema de gesto da produo.
Nessas condies, a pesquisa foi realizada em uma das fbricas de uma empresa pertencente
indstria caladista, localizada no municpio de Santa Rita-PB.
2. A implementao do TPS na empresa objeto do estudo de caso
A empresa objeto do estudo de caso faz parte de uma holding nacional que foi fundada em
33
1907 e possui hoje onze fbricas localizadas em vrias regies do pas. lder de mercado nos
segmentos em que atua, entre eles: confeces, calados esportivos, bolas esportivas, lonas,
coberturas, etc.
A unidade fabril objeto da pesquisa, foi inaugurada em 1987 e encontra-se situada na cidade de
Santa Rita, na Paraba. A referida unidade produz calados esportivos das linhas nutica e
futebol de salo, e uma das quatro fbricas pertencentes diviso de calados esportivos da
companhia. Seu efetivo, atualmente, de 1.900 funcionrios distribudos nos diversos setores
fabris e de apoio (administrao, recursos humanos, produo, planejamento e controle da
produo, manuteno e engenharia industrial). responsvel por uma produo diria de
16.000 mil pares, totalizando uma mdia de 360.000 mil pares de calados por ms.
At o final da dcada de 90 o sistema de gesto da produo adotado apresentava as
caractersticas do modelo clssico taylorista-fordista, hoje considerado pouco eficiente. Diante
da necessidade de um aumento de produtividade e da busca pela eliminao de desperdcios, a
empresa optou pela implementao do Sistema Toyota de Produo.
2.1. Principais dificuldades na fase de implementao
Em todo processo de mudana comum surgirem dificuldades que devem ser superadas de
forma rpida e eficaz, evitando-se dvidas, quanto credibilidade do processo em implantao.
Dessa forma as principais dificuldades encontradas foram:
- baixo grau de escolaridade, dificultando o processo de assimilao dos novos
conhecimentos e a utilizao de novas ferramentas. Diante desta dificuldade a empresa
investiu em projetos educativos e conseguiu elevar o grau de instruo de seus
funcionrios;
- resistncia mudana, existente nos diversos nveis, sendo mais visvel na mdia gerncia
devido ao medo do no cumprimento das metas estabelecidas. Para superar esse problema
a empresa formou grupos de apoio que passaram a responder conjuntamente com a mdia
gerncia pelas aes realizadas e resultados obtidos;
- prazos curtos determinados pela alta gerncia, devido necessidade de mudana rpida em
funo das exigncias de mercado e concorrncia acirrada;
- alto ndice de quebra de equipamentos, j existente anteriormente, mas no perceptvel
devido ao desbalanceamento e altos estoques em processo. A recuperao da produo
posteriormente ao conserto destes, dava-se pelo aumento da velocidade da linha e
conseqentemente da eficincia. Este problema foi resolvido pela implantao de um
programa de gerenciamento da manuteno, MPT (Manuteno Preditiva Total);
- baixo grau de multifuncionalidade, devido ao prprio modelo de gesto, baseado na
execuo de monotarefa por parte dos operadores. Este vem sendo modificado pela
exigncia do novo modelo, atravs do treinamento no maior nmero de operaes
possveis.
2.2. A relao entre a Engenharia de Mtodos e o TPS
A literatura tcnica disponibilizada no menciona de forma clara e direta a relao entre a
Engenharia de Mtodos e o Sistema Toyota de Produo. Entretanto, possvel identificar no
apenas alguns pontos em comum mas uma total contribuio da primeira para o perfeito
funcionamento da segunda. O Quadro 1 mostra alguns exemplos onde os princpios defendidos
pelo taylorismo atravs da Engenharia de Mtodos so praticados pelas novas tcnicas de
gesto, acrescidos de uma abordagem avanada moderna.
34
Algumas denominaes e conceitos foram mudados e algumas tcnicas novas foram criadas
mas a base, para muito do h de novo, so tcnicas e ferramentas j adotadas at ento pela
Engenharia de Mtodos. O que se percebe um incremento que possibilita uma abordagem
diferente, adaptada nova realidade dos sistemas produtivos, permitindo enxergar no s os
problemas de forma diferente como tambm as possveis solues.
Engenharia de Mtodos Novas Tcnicas Ponto em Comum
Projeto de Mtodos Princpio das sete perdas Racionalizam o processo
produtivo
Fluxograma Just-in-time O primeiro sinaliza e o
segundo elimina funes que
no agregam valor ao
produto, aumentando a
produtividade e reduzindo os
custos
Projeto de mtodos Troca Rpida de Ferramentas Reduzem o tempo de setup
Princpios de economia de
movimentos
5S Promovem a arrumao,
ordenao, limpeza etc., no
local de trabalho
Projeto de Mtodos Metodologia de resoluo de
problemas (TQM) 5W1H
Auxiliam na resoluo de
problemas
Gerao de idias Brainstorming Possibilitam a criatividade na
soluo de problemas
Projeto de Mtodos Kaizen (melhoria contnua) Promovem o princpio de
melhoria contnua Fonte: (pesquisa atual)
QUADRO 1 Comparativo entre a Engenharia de Mtodos e as novas tcnicas de gesto
3. A Engenharia de Mtodos na empresa
O Setor de Mtodos e Tempos na empresa, denominado de Engenharia Industrial, o
responsvel por todos os trabalhos relacionados Engenharia de Mtodos dentro da empresa,
dentre eles: desenvolvimento e implantao de novos projetos de layout, estudos de mtodos,
padronizao de operaes, treinamento de mo-de-obra direta, estudos de tempos,
balanceamentos de mo-de-obra direta e equipamentos, desenvolvimento e implantao de
novos projetos de dispositivos e equipamentos, clculos financeiros de retorno de
investimentos etc.
Apesar da Coordenao de TPS aparecer na estrutura organizacional da empresa como uma
funo de staff, ligada gerncia geral, fisicamente ela est localizada na Engenharia Industrial.
Este posicionamento no por acaso. Todos os trabalhos necessrios implementao do
sistema so analisados e desenvolvidos em conjunto com a equipe de Engenharia Industrial.
Isto no significa que os demais setores envolvidos no participem, ao contrrio, para o
perfeito funcionamento e sucesso do sistema necessria uma completa integrao de todos os
componentes da empresa. Mas na Engenharia Industrial que a Coordenao de TPS encontra
um suporte maior, seja pela quantidade de informaes sobre o processo que o departamento
possui, seja pelo nvel e capacidade profissional dos integrantes da equipe, incluindo aqui a
vasta experincia em implementar mtodos novos e a total familiarizao com situaes de
mudana, confronto de paradigmas, resistncias etc.
35
Alm dos trabalhos relacionados Engenharia de Mtodos, a Engenharia Industrial
responsvel tambm: pela definio dos custos diretos de produo, e pelo controle de
qualidade nos diversos setores da empresa.
Basicamente a Engenharia Industrial atua em trs frentes de trabalho, sendo elas: Standard,
responsvel pela elaborao e manuteno da estrutura de custos diretos de cada produto; CQ,
responsvel pelo controle da qualidade das matrias-primas e produtos acabados e em
processo; e SET (Setor de Estudo do Trabalho), responsvel pelas atividades de projeto e
medida do trabalho, balanceamentos e Treinamento Tcnico Operacional (TTO) dos
operadores, entre outras.
Atualmente, para o desempenho de todas as tarefas inerentes ao setor, o departamento
composto por um efetivo de 29 pessoas distribudas nas funes de: gerncia (01), analista de
standard (01), analista de CQ (01), analista de SET (03), auxiliar de standard (03), apontador
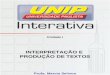
de produo (06), inspetor de qualidade (09) e monitor de TTO (05). A Figura 1 mostra a
estrutura do setor de forma que se possa verificar a hierarquia existente entre as funes.
Auxiliar
de Standard
Apontador
de produo
Analista
de Standard
Inspetor
de qualidade
Analista
de CQ
Monitor
de TTO
Analista
de SET
Gerncia
de Eng. Industrial
Fonte: (pesquisa atual)
FIGURA 1 Estrutura hierrquica do departamento de Engenharia Industrial
O gerente de Engenharia Industrial o responsvel pela coordenao dos trabalhos realizados
no setor, definindo quais as prioridades e dando suporte tcnico a todos os seus subordinados.
A maior dificuldade encontrada nesta funo otimizar os recursos disponveis no setor de
forma a distribui-los, da melhor forma possvel, diante dos projetos e servios realizados pelo
departamento. Normalmente so estabelecidas prioridades entre os trabalhos, no entanto,
freqentemente surgem situaes que acabam necessitando, em carter de urgncia, da
interveno da Engenharia Industrial e que fora a uma redefinio da ordem de realizao dos
trabalhos.
A operacionalizao dos trabalhos pertinentes ao setor em sua imensa maioria realizada pelos
analistas de Engenharia Industrial. Estes detm conhecimentos em trs reas distintas que
interagem entre si. So elas: standard, controle de qualidade (CQ) e setor de estudos do
trabalho (SET).
O analista de standard o responsvel pela alimentao/manuteno da estrutura de custos
diretos dos produtos via MRP (em seu conceito mais abrangente, Manufacturing Resource
Planning). responsvel tambm pela realizao das anlises de custos em todas as melhorias
propostas que so apresentadas pelos diversos setores da empresa. Para o desempenho de suas
tarefas ele conta com o apoio dos auxiliares de standard, encarregados da alimentao dos
36
dados no sistema, elaborao de planos de corte para otimizao do uso de matrias-primas,
levantamento de dados no processo etc.
Outra atividade desempenhada pelo analista de standard o monitoramento da variao fabril.
Para isto, ele conta com a ajuda dos apontadores de produo, encarregados de
levantar/monitorar informaes no processo que contribuam para o desperdcio de matrias-
primas e conseqente aumento nos custos diretos. O objetivo desta atividade perseguir
perdas e elimin-las/reduzi-las a partir do momento que so identificadas.
O analista de CQ o responsvel pelo controle de qualidade de toda a fbrica, desde a entrada
de matrias-primas no almoxarifado at a sada de produtos acabados para o armazm. Para o
bom desempenho de suas atividades ele coordena uma equipe de inspetores de CQ,
responsveis pelo monitoramento da qualidade: das matrias-primas recebidas, do
processamento nos diversos setores produtivos da fbrica e, dos produtos acabados liberados
para o armazm.
Os analistas de SET so os responsveis pela aplicao das diversas tcnicas de Engenharia de
Mtodos na fbrica, desde a redefinio de layout at o balanceamento da mo-de-obra direta
e equipamentos, passando pelas anlises de estudos de mtodos e definio de tempos padres.
Contam com a ajuda de monitores de Engenharia Industrial para a padronizao das operaes
e o treinamento da mo-de-obra direta, buscando uma eficincia desejada.
A interao entre os analistas de extrema importncia. Na atividade de formao de custo,
por exemplo, o analista de standard necessita de informaes como: seqncia operacional e
tempos padres, que so de responsabilidade do analista de SET. J na atividade de controle
de variao, ele necessita de informaes acerca da padronizao de matrias-primas e critrios
de qualidade, ambos de responsabilidade do analista de CQ.
O analista de CQ quando da realizao de inspees para verificao de conformidade com os
padres pr-estabelecidos, necessita de informaes de seqncias operacionais e
especificaes fabris, que so de responsabilidade do analista de SET e do analista de standard,
respectivamente.
O analista de SET por sua vez, para o desenvolvimento dos projetos de mtodos, necessita
conhecer todas as variveis de qualidade e custo inerentes aos produtos que influenciam na
viabilizao do projeto, sendo estas variveis fornecidas pelos analistas de CQ e standard.
Visto de forma sistmica, a Engenharia Industrial atravs dos analistas, relaciona-se com os
demais setores da empresa fornecendo dados de sua responsabilidade que auxiliam na tomada
de deciso, como por exemplo: quadro de mo-de-obra, plano de investimentos, plano de
produo, determinao de metas, indicadores de desempenho etc.
O Setor de Custos necessita de informaes para a formao do custo total, dentre estas
informaes, a Engenharia Industrial fornece o tempo padro e o custo direto de cada produto.
A Engenharia de Segurana recebe informaes, acompanha e sugere mudanas quando
necessrio em todos os trabalhos da Engenharia Industrial no que diz respeito, principalmente,
a mudana de mtodos.
A Manuteno necessita do balanceamento de produo, mais especificamente de
equipamentos, para montar a programao de manuteno preventiva.
O PCP necessita das especificaes fabris para que Suprimentos possa planejar a compra das
matrias-primas necessrias produo, bem como, de informaes de balanceamento de mo-
de-obra e equipamentos para programar melhor em funo de possveis oscilaes da
37
demanda.
Atravs do treinamento de mo-de-obra, a Engenharia Industrial informa aos Recursos
Humanos o desempenho de funcionrios recm contratados que se encontram em perodo de
experincia. atravs dessa informao que acontece a efetivao ou no do funcionrio.
Atravs do balanceamento de mo-de-obra, informa ainda, a necessidade de contratao.
Por fim, para o Setor de Produo, a Engenharia Industrial fornece informaes como o
mtodo padro a ser seguido em todas as etapas do processo, a quantidade de mo-de-obra e
equipamentos necessrios para a produo dos volumes solicitados, as especificaes fabris e o
padro de qualidade aceitvel para cada produto.
3.1. As mudanas no setor em funo do TPS
A Engenharia Industrial percebeu a necessidade de adequao das ferramentas e tcnicas
utilizadas pela Engenharia de Mtodos frente nova forma de gesto da produo e percepo
trazidas pela implantao do Sistema Toyota de Produo na empresa. O resultado foi a
adequao de recursos tecnolgicos disponveis no mercado e algumas mudanas na forma de
realizao das etapas de Engenharia de Mtodos (projeto de mtodos, padronizao,
treinamento e medida do trabalho).
O projeto de mtodos, seja para anlise do processo ou de operaes, passou a ter como foco
principal a reduo das perdas, classificadas por Ohno (1997) em sete grandes grupos: perdas
por superproduo, por espera, por transporte, pelo processamento em si, por estoque, por
movimentao e pela fabricao de produtos defeituosos. Como os trabalhos realizados pelo
setor j buscavam a otimizao dos recursos utilizados no processo produtivo, o desperdcio
era combatido, entretanto, na ptica do TPS ele deixa de ser um problema que era resolvido
por conseqncia da racionalizao e passa a ser o foco, aumentando a intensidade de atuao
sobre ele. Alguns conceitos como autonomao, poka-yoke e kaizen passaram a fazer parte de
todos os projetos. Este ltimo difundindo no cho-de-fbrica a busca obsessiva pela melhoria
contnua. Os conceito de autonomao e kaizen, e os dispositivos poka-yoke passaram a fazer
parte de todos os projetos.
A padronizao das operaes recebeu uma enorme contribuio com a adoo dos padres
operacionais que so formulrios com a visualizao do processo que mostram as relaes
existentes entre a seqncia de operaes e o layout fsico, indicando o takt time e o estoque
padro. uma ferramenta que proporciona controle visual tanto para o supervisor quanto para
a gerncia. A incluso de fotos, atravs do uso de cmera digital, contribuiu para uma melhor
visualizao da seqncia de operaes (passo-a-passo) que deve ser executada pelo operador
multifuncional dentro de um determinado tempo de ciclo. Este formulrio afixado em local
visvel no prprio posto de trabalho, uma vez que serve de orientao para o operador, de
forma que ele mantenha a sua rotina de operaes. Ajuda ao supervisor a verificar se os
operadores esto realmente seguindo as operaes padro e ainda auxilia a gerncia a avaliar a
habilidade do supervisor em implementar melhorias contnuas nas operaes.
O treinamento da mo-de-obra que j era realizado quando das contrataes, mudanas de
mtodos, mudanas de funo e reciclagens, passou a ter como foco aumentar o ndice de
multifuncionalidade das clulas de produo. Esta tarefa, juntamente com a padronizao das
operaes, foi significativamente simplificada pela aquisio de uma cmera digital. Este
equipamento contribuiu para um melhor tratamento das informaes dentro da unidade fabril.
A memorizao das atividades atravs de imagens proporcionou uma melhoria na qualidade
dos estudos realizados pelos profissionais de Mtodos, ajudando-os na elaborao de
instrues de trabalho, agora incorporando imagens, ilustrando os passos para a realizao da
38
tarefa.
O estudo de tempos outra atividade desempenhada pelo setor que sofreu algumas
modificaes. Como o TPS prega a prtica da multifuncionalidade e o rodzio entre funes,
bem como, a existncia de um coringa (espcie de lder e que domina o maior nmero de
operaes) por clula de produo, no considera para efeito de clculos nenhum percentual
de acrscimo para recuperao de fadiga e necessidades fisiolgicas. Para os casos de
recuperao de fadiga o prprio rodzio de funes proporciona isso, j para o caso de
necessidades fisiolgicas o coringa se encarrega de substituir o funcionrio nestes momentos.
Outras mudanas mais ocorreram no apenas na unidade fabril estudada mas tambm na
companhia. No momento no oportuno coment-las, uma vez que no esto diretamente
ligadas Engenharia de Mtodos, objeto desta pesquisa.
4. Anlise e Concluses
O TPS, comprovadamente, trouxe inmeros benefcios empresa estudada. Os nmeros
apresentados em indicadores de desempenho (embora no tenham sido objeto desta pesquisa)
so bastante animadores. No entanto, importante observar a contribuio que a Engenharia
de Mtodos oferece ao sistema e reconhecer o seu mrito.
A pesquisa registrou a forma de atuao do Setor de Mtodos e Tempos em uma empresa
caladista que utiliza o TPS como sistema de produo e concluiu que:
- Embora a prtica das tcnicas utilizadas pelo setor de Mtodos e Tempos seja pouco
difundida na maioria das organizaes, sabe-se que estas so perfeitamente utilizadas
mesmo diante dos novos modelos de gesto;
- a estrutura do Setor de Mtodos e Tempos em uma empresa caladista permanece
inalterada quando esta adota o TPS como sistema de produo.
- todas as tcnicas utilizadas pelo Setor no s podem ser aplicadas com xito como so
essenciais para o sucesso do novo sistema.
- embora exista uma coordenao responsvel pela implementao do TPS na empresa
estudada, o Setor de Mtodos e Tempos o principal elemento responsvel pelo
desenvolvimento e operacionalizao no processo produtivo, obviamente contando com a
participao de todos os envolvidos e sob a gesto da coordenao de TPS;
- o TPS na realidade apresenta uma abordagem conceitual. Na prtica, ou seja, para que o
mesmo seja operacionalizado so utilizadas as tcnicas de Engenharia de Mtodos,
algumas delas aperfeioadas pelo prprio TPS, outras no.
Referncias
DRUCKER, Peter (2000). Desafios Gerenciais para o Sculo XXI. 2 ed. So Paulo: Pioneira.
ELIAS, Srgio Jos Barbosa (1996). Estudo de Tempos e Mtodos e as Modernas Tcnicas de Engenharia de
Produo. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUO, 16, Piracicaba. CD.
Piracicaba.
OHNO, Taiichi (1997). O Sistema Toyota de Produo: alm da produo em larga escala. Porto Alegre:
Bookman.
SHINGO, Shigeo (1996). O Sistema Toyota de Produo: do ponto de vista da Engenharia de Produo. 2.a
ed.
UNIDADE II
PROJETO DE MTODOS
40
5. PROCESSO GERAL DE SOLUO DE PROBLEMAS
O projeto de melhoria de um mtodo j estabelecido parte importante do estudo
de movimentos e tempos. E como o projeto de mtodos uma forma criativa de resoluo de
problemas, ser apresentado em detalhes o processo geral de soluo de problemas.
A) Caractersticas de um Problema O Caso Geral
O caso geral inclui a procura de um mtodo para se ir de um estado fsico (forma,
condies ou estado) a outro, bem como de se passar de um lugar para outro. Ento o
problema pode envolver a busca de um mtodo de se ir de peas isoladas ao automvel
completo, de um lado para outro de um rio, etc.
Em sntese, um problema tem as caractersticas seguintes:
1. Em qualquer problema existe um conjunto de circunstancias iniciais Estado A
e um conjunto de circunstancias finais Estado B.
2. O desejo de alcanar o estado B partindo do estado A uma ou mais vezes.
3. Mais que um e, provavelmente, muitos mtodos possveis para realizar esta
transformao.
4. Certos elementos dados para realizar a transformao de A para B (restries).
Figura 8 Caractersticas de um Problema
Estado AEstado A
PoPo
Cidade ACidade A
Estado BEstado B
TorradaTorrada
Cidade BCidade B?
Estado AEstado A
PoPo
Cidade ACidade A
Estado BEstado B
TorradaTorrada
Cidade BCidade B??
Figura 10 Caractersticas de um Problema
41
Figura 11 Restries
xx x x x xx xxx x xxx
xxx x x x x x x x x x x x x x
xx x x x x x xx x xx x
x x xx x xx x xx x xx
xx x x x x xx x
Espao
de
Solues
Restriesxx x x x xx xxx x xxx
xxx x x x x x x x x x x x x x
xx x x x x x xx x xx x
x x xx x xx x xx x xx
xx x x x x xx x
Espao
de
Solues
Espao
de
Solues
RestriesRestries
5. Meios de julgar as diversas solues alternativas para escolha da melhor
(critrios).
6. Um certo perodo de tempo dentro do qual deve ser entregue a soluo.
B) Metodologia para resoluo de problemas
Os cinco passos descritos a seguir formam um modo lgico e sistemtico de
procurar a soluo de qualquer problema.
1. Formulao do problema
2. Anlise do problema
3. Pesquisa de possveis solues
4. Avaliao de alternativas
5. Especificao da soluo preferida
1. Formulao do problema deve-se formular o problema em dimenses to
amplas quanto as circunstncias permitirem, uma maior amplitude do problema dar
possibilidade a uma maior quantidade de alternativas e, consequentemente, a um melhor
solucionamento.
Assim, nesta primeira fase ser feita uma descrio geral, resumida das
caractersticas do problema, sem detalhes e restries e relacionando, pelo menos:
Estado A e B
O critrio principal ou os critrios
42
O volume ou nmero de vezes
O limite de tempo
Exemplo Formulao do Problema
Projetar, dentro de aproximadamente 3 semanas, um mtodo para montagem de
15.000 modelos x que aguardam suas peas componentes, de modo a minimizar o custo total.
2. Anlise do problema Consiste em exprimir com detalhes as caractersticas de
um problema, incluindo as restries. Esta fase est inicialmente relacionada com as
especificaes dos Estados A e B, critrios e seus pesos relativos e as restries.
Caracteriza-se pela coleta, investigao e busca dos fatos acima relacionados.
Exemplo Anlise do problema
A anlise deste problema exemplo acarretaria:
Determinao das especificaes dos componentes e do conjunto completo.
Determinao dos critrios especficos empregados e seus pesos relativos, bem como o
custo de instalao e operao do mtodo proposto, a fadiga conseqente, esforo,
monotonia, etc.
Determinao das restries sobre o mtodo de montagem. Por exemplo, seqncia da
montagem das peas componentes.
3. Pesquisa de possveis solues a fase de procura de solues alternativas
que estejam de acordo com as restries. Neste ponto da metodologia, d-se nfase criao
de idias.
Exemplo pesquisa de possveis solues
O projetista procura vrios processos de montagem, disposies dos postos de
trabalho, fluxograma, tipos de equipamentos, etc., contando com suas prprias idias e com as
contribuies de muitas outras fontes.
4. Avaliao de alternativas a avaliao de solues alternativas baseada nos
critrios estabelecidos, em preparao para a deciso.
Exemplo Avaliao de alternativas
Aqui o custo de investimento (custo de instalao, capital, treinamento, etc.) e
custo de operao (custo de operao do equipamento, da mo-de-obra, etc.), so calculados
43
para cada alternativa, a fim de possibilitar a escolha da alternativa de mnimo custo total
(critrio estabelecido).
5. Especificao da soluo preferida Delineamento das especificaes e
caractersticas de desempenho do(s) mtodo(s) escolhido(s).
Exemplo Especificao da soluo preferida
Nesta fase, os detalhes do mtodo escolhido (a disposio dos equipamentos, etc.)
so registrados para facilitar a implementao e o controle daquele mtodo.
6. ANLISE DO PROCESSO PRODUTIVO
O processo completo de se executar um determinado trabalho deve ser estudado
globalmente, antes que se tente efetuar uma investigao detalhada de uma determinada
operao nesse processo. Para este fim, elaboram-se dois recursos esquemticos: grfico do
fluxo do processo e mapofluxograma.
.1.1.1.1.1.Figura 12 Anlise do Processo Produtivo
ANLISE DO PROCESSO PRODUTIVOANLISE DO PROCESSO PRODUTIVO
Atravs dos recursos esquemticos
Grfico do fluxo do processo;
Mapofluxograma;
Objetivos
Registrar o Processo;
Melhorar os Mtodos;
44
6.1. Tcnicas de Registro do Processo Produtivo Fluxograma e Mapofluxograma
A) Grfico do Fluxo do Processo ou Fluxograma
O grfico do fluxo do processo uma tcnica para se registrar um processo de
forma compacta, a fim de tornar possvel sua compreenso e posterior melhoria.
O grfico representa os diversos passos do processo produtivo. Inicia, usualmente,
com a entrada da matria-prima na fbrica e a segue em cada um dos seus passos, tais como
transportes, armazenamentos, inspees, montagens, etc., at que ela se torne ou um produto
acabado ou parte de um subconjunto.
Este grfico deve ser elaborado de acordo com o problema em considerao. Por
exemplo, poder mostrar a seqncia das atividades de uma pessoa ou, ento, os passos a que
submetido o material. O grfico deve ser do tipo homem ou do tipo produto e os dois tipos
no devem ser combinados.
.1.1.1.1.1.1.Figura 13 Grfico do Fluxo do Processo
GRFICO DO FLUXO DO PROCESSOGRFICO DO FLUXO DO PROCESSO
Permite
Entendimento global e compacto do
sistema de produo;
Informa
As etapas do processo;
A seqncia de execuo.
45
Construo do Fluxograma
O levantamento dos dados construtivos para os fluxogramas de processo feito (a)
por observao contnua direta ou filmagem, seguindo-se o objeto atravs do processamento, e
identificando-se as etapas sucessivas e informaes correlatas; ou (b) a partir do registro do
processo, ou seja, das fichas de fabricao, de montagem, de rotinas, das ordens de servio do
operador e das fichas de carga de mquinas. Estas fichas sumarizam, em forma de tabelas ou
descries escritas, o processo de produo, especificando para cada item processado, as
atividades de manufatura, montagem e manipulao requeridas na seqncia de execuo, os
mtodos de trabalho, equipamentos, ferramentas especiais, acessrios e gabaritos.Alm
desso,estimativa ou registro dos tempos das atividades, dos custos de produo, do local de
execuo, so geralmente tambm adicionados s fichas.
A concepo construtiva bsica do fluxograma consiste em entender e representar
o processo como se o item em processamento ou a unidade processadora flua por uma
seqncia lgica de atividades produtivas. A expresso grfica desta concepo bsica, consta
de linhas de fluxo de um item-tipo sobre as quais so desenhados os smbolos grficos
identificados das atividades, dispostas segundo a seqncia de processamento. Em outras
palavras a seqncia lgica das atividades produtivas constituintes do processo, apresentada
no fluxograma listando-se os smbolos identificadores segundo a ordem de ocorrncia e
ligando-os por segmentos de reta, que representam o fluxo do item.
Vrios anos atrs, os Gilbreth criaram um conjunto de 40 smbolos usados na
preparao dos grficos do fluxo do processo. Recentemente, AMERICAN SOCIETY
MECHANICAL ENGENIEERS (ASME) introduziu como padro, apenas cinco smbolos que
so descritos a seguir:
46
SIMBOLOGIA DA ASME
SMBOLO ATIVIDADE DEFINIO DA ATIVIDADE
Operao
(produz ou realiza)
Ocorre quando o material sofre uma mudana intencional de
qualquer de suas caractersticas qumicas ou fsicas; quando for
montado ou desmontado, acoplado ou retirado de outro material;
ou preparado para outra operao, transporte, inspeo ou
armazenamento.
Inspeo
(verifica)
Identificao ou comparao de alguma caracterstica de um
objeto com um padro de qualidade ou de quantidade.
Transporte
(movimenta)
Movimento de um objeto de um local para outro, fora o
movimento inerente a uma operao ou inspeo.
Espera
(interfere)
Ocorre quando no final de uma operao, transporte, inspeo ou
armazenamento a prxima atividade prevista no inicia
imediatamente; o objeto ento permanece estocado no local de
trabalho ou em um lugar prprio, e para ser removido no
necessita autorizao ou controle formal.
Armazenamento
(retm)
Reteno de um objeto em um determinado local, para cuja
remoo h necessidade de autorizao ou controle formal.
47
Dois smbolos podem ser combinados quando as atividades so executadas no
mesmo local ou, ento, simultaneamente como atividade nica. Por exemplo, o circulo maior
dentro de um quadro representa uma combinao de operao e inspeo. Um exemplo
do fluxograma apresentado na Figura 14.
Figura 14 Grfico do Fluxo do Processo de Fabricao de Tubos
Smbolo Descrio Distncia
Matria-prima no depsito
Carro para a tesoura
27,0 m
Aguardar para corte
Cortar na dimenso
Carro para a calandra
7,5 m
Aguardar para calandragem
Calandragem
Por rolamento no piso
9,0 m
Aguardar montagem
Montagem, puncionamento e reb