Upload
danielwjr
View
120
Download
7
Embed Size (px)
Citation preview
1Tecnologia da Solda
Prof. Duperron Marangon Ribeiro
Universidade Federal do Rio de JaneiroCentro de TecnologiaEscola de Engenharia
Departamento de Engenharia Naval e Ocenica
ltima reviso: 27/04/2000
2Contribuies
Esta apostila foi escrita a partir do trabalho desenvolvido na disciplina Tecnologia deSoldagem pelos alunos Jorge Capeto, Rafael Fernandes Fanchini, Bernardo Nietmann,Felippe Fernandes Oliveira e Ulisses Monteiro durante o segundo perodo de 1999.
O alto grau de interesse pela disciplina assim como a dedicao, capacidade e desempenhodestes alunos possibilitaram o prazer de poder auferir o grau mximo para trs deles.
Quero portanto registrar o meu reconhecimento e agradecimento pela contribuio quedeixaram para todas as turmas que se sucedero a esta.
Duperron Marangon Ribeiro
3CONTRIBUIES...................................................................................................2
INTRODUO ......................................................................................................11
HISTRICO DAS TCNICAS DE SOLDAGEM ...................................................12
PROCESSOS DE SOLDAGEM ............................................................................14
Eletrodo Revestido - SMAW.......................................................................................................................... 14O Eletrodo Revestido.................................................................................................................................... 16Vantagens e Limitaes ................................................................................................................................ 18
MIG/MAG (Metal Inert Gas/Metal Active Gas).......................................................................................... 20Vantagens ..................................................................................................................................................... 20Limitaes..................................................................................................................................................... 21Princpio de Operao................................................................................................................................... 22
Arame Tubular - FCAW................................................................................................................................ 23Fundamentos do Processo............................................................................................................................. 24Principais Caractersticas .............................................................................................................................. 24
Arco Submerso - SAW ................................................................................................................................... 26Principais caractersticas............................................................................................................................... 27
Gravidade ........................................................................................................................................................ 29Vantagens ..................................................................................................................................................... 30Desvantagens ................................................................................................................................................ 30Equipamento ................................................................................................................................................. 30
TIG - GTAW (Gas Tungsten Arc Welding) ................................................................................................. 30Introduo ..................................................................................................................................................... 30Princpios de Operao ................................................................................................................................. 31Vantagens ..................................................................................................................................................... 32Limitaes e Potenciais Problemas............................................................................................................... 32
Eletroescria.................................................................................................................................................... 33
Eletrogs .......................................................................................................................................................... 35Fundamentos do Processo............................................................................................................................. 35Equipamentos................................................................................................................................................ 37Consumveis.................................................................................................................................................. 37Aplicaes Industriais................................................................................................................................... 38
Oxiacetileno - OFW ........................................................................................................................................ 38Fundamentos do Processo............................................................................................................................. 38Caractersticas dos Gases de Combusto ...................................................................................................... 39
DEFEITOS NA SOLDAGEM.................................................................................45
4Classificao dos Defeitos............................................................................................................................... 45
Defeitos Dimensionais..................................................................................................................................... 46Distoro....................................................................................................................................................... 46Preparao Incorreta da Junta. ...................................................................................................................... 47Tamanho Incorreto da Solda......................................................................................................................... 47Perfil Incorreto da Solda ............................................................................................................................... 48
Descontinuidades Estruturais da Solda ........................................................................................................ 49Porosidade..................................................................................................................................................... 49Trincas .......................................................................................................................................................... 52Incluses No-metlicas ............................................................................................................................... 55Falta de Penetrao ....................................................................................................................................... 57Falta de Fuso ............................................................................................................................................... 58Mordedura..................................................................................................................................................... 59
ENSAIOS NO-DESTRUTIVOS...........................................................................61
Introduo ....................................................................................................................................................... 61
Exame Visual................................................................................................................................................... 61
Lqido Penetrante ......................................................................................................................................... 62
Partculas Magnticas..................................................................................................................................... 63
Ultrasom ........................................................................................................................................................ 64Generalidades................................................................................................................................................ 64Aplicaes do ultra-som no estaleiro ............................................................................................................ 65Medio de Espessura em Navios Velhos .................................................................................................... 66Inspeo de Materiais ................................................................................................................................... 66Inspeo de Soldas........................................................................................................................................ 66
Exame Radiogrfico das Soldas..................................................................................................................... 69Generalidades................................................................................................................................................ 69Produo de Raios-X .................................................................................................................................... 70Tcnicas de Radiografia................................................................................................................................ 71Penetrmetros ............................................................................................................................................... 71Defeitos no filme radiogrfico ...................................................................................................................... 73
Utilizao Apropriada dos Diferentes Mtodos de Ensaios......................................................................... 74
TENSES RESIDUAIS .........................................................................................76
Conceito de Tenses Residuais em Metais.................................................................................................... 76
Tenses Residuais na Soldagem..................................................................................................................... 78
Formao das Tenses Residuais na Soldagem............................................................................................ 81
DEFORMAES ..................................................................................................82
Contrao Transversal ................................................................................................................................... 83
5Contrao Longitudinal ................................................................................................................................. 84
Distoro Angular........................................................................................................................................... 84
Distoro Rotacional....................................................................................................................................... 85
Flexo Longitudinal ........................................................................................................................................ 85
Distoro Devido Instabilidade................................................................................................................... 86
EXECUO DA SOLDAGEM ..............................................................................88
Introduo ....................................................................................................................................................... 88
Preparao da Solda....................................................................................................................................... 88
Seqncia de Passes e Seqncia de Cordes ............................................................................................... 88Seqncia de Deposio dos Passes e Cordes............................................................................................. 89
Seqncia de Soldagem................................................................................................................................... 91
Chanfros (Goivagem) ..................................................................................................................................... 93
Escalopes.......................................................................................................................................................... 94
CORTE..................................................................................................................95
Corte com Oxiacetileno .................................................................................................................................. 95O Processo de Corte...................................................................................................................................... 95Equipamento ................................................................................................................................................. 96Preveno de Acidentes ................................................................................................................................ 96Principais Defeitos dos Cortes ...................................................................................................................... 96
Corte com Arco-plasma.................................................................................................................................. 97Precaues para corte com plasma: .............................................................................................................. 99
JUNTAS SOLDADAS .........................................................................................101
Preparao dos Chanfros............................................................................................................................. 101
Tipos de Juntas ............................................................................................................................................. 101Juntas de Topo ............................................................................................................................................ 102Juntas em T ou em Cruz.............................................................................................................................. 102Juntas de Quina........................................................................................................................................... 103Juntas Superpostas (ou Sobrepostas) .......................................................................................................... 103Juntas de Arestas Paralelas ......................................................................................................................... 104Juntas com Talas de Reforo ...................................................................................................................... 105
Decoeso Lamelar ......................................................................................................................................... 105
Dimensionamento da Solda.......................................................................................................................... 108Soldas de Topo ........................................................................................................................................... 108Soldas de Filete........................................................................................................................................... 109
6Juntas em T ............................................................................................................................................. 109
QUALIFICAO DE SOLDADORES E PROCEDIMENTOS DE SOLDAGEM .111
Introduo ..................................................................................................................................................... 111
Qualificao do Procedimento de Soldagem............................................................................................... 111
Qualificao de Soldadores .......................................................................................................................... 112
A SOLDAGEM NA CONSTRUO NAVAL ......................................................114
Introduo ..................................................................................................................................................... 114
Mudanas Introduzidas pela Soldagem na Construo Naval ................................................................. 114Vantagens da Soldagem na Construo Naval............................................................................................ 114Construo do Navio por Blocos ou Sees ............................................................................................... 115
Processos de Soldagem Utilizados na Estrutura de Navios ....................................................................... 116Processos de Soldagem Utilizados na Montagem dos Blocos .................................................................... 116Tcnicas de Construo Naval.................................................................................................................... 117Estgios da Fabricao................................................................................................................................ 118Estgio da Submontagem............................................................................................................................ 118Estgio de Montagem ................................................................................................................................. 119Estgio da Edificao.................................................................................................................................. 120
Processos de Soldagem Utilizados ............................................................................................................... 120
MANUTENO...................................................................................................121
Diferena entre Solda de Produo e Manuteno .................................................................................... 121
Manual de Metais ......................................................................................................................................... 122Ao.............................................................................................................................................................. 122
Identificao do Metal .................................................................................................................................. 123Ao fundido ................................................................................................................................................ 123Ao de Baixo Carbono................................................................................................................................ 123Ao de Alto Carbono .................................................................................................................................. 123Ao Rpido ................................................................................................................................................. 124Aos Inoxidveis......................................................................................................................................... 124
Corroso nos Cordes de Solda ................................................................................................................... 124
ASPECTOS PRTICOS DA SOLDAGEM..........................................................126
Local de Soldagem ........................................................................................................................................ 126
Sistema de Alimentao de Gases................................................................................................................ 126
Sistema de Alimentao de Corrente Eltrica............................................................................................ 127
7Fontes de Corrente Eltrica para a Solda................................................................................................... 128
Bancadas de Solda ........................................................................................................................................ 128
Ensaio de Estanqueidade.............................................................................................................................. 129Ensaio com Presso Hidrulica................................................................................................................... 129Ensaio a vcuo ou ar comprimido............................................................................................................... 129Processo de ensaio por vazamento de gs................................................................................................... 129Objeto de Ensaio sob Super Alta Presso a Gs de Teste ........................................................................... 130Processo de Deteco de Vazamentos por Ultra-som................................................................................. 130
Trabalhos de Soldagem e Corte em Recintos Confinados......................................................................... 130Perigos da Soldagem e Corte Oxi-acetilnico em Recintos Confinados..................................................... 130Medidas de Precauo em Recintos Confinados......................................................................................... 131
Trabalhos em reas com Risco de Incndio............................................................................................... 132
SOLDAGEM SUBAQUTICA.............................................................................133
Reparos em guas Profundas e Ultra-profundas ...................................................................................... 135Soldagem em Ambiente Hiperbrico.......................................................................................................... 135
SOLDAGEM DE AOS ESPECIAIS...................................................................138
Classificao do Ao-carbono ...................................................................................................................... 138
Soldagem de Aos de Baixa Liga ................................................................................................................. 140Introduo ................................................................................................................................................... 140
Aos de Alta Resistncia............................................................................................................................... 141
Aos Criognicos ........................................................................................................................................... 141
Soldagem dos aos de baixa liga .................................................................................................................. 141Soldabilidade dos Aos de Baixa Liga........................................................................................................ 142Trincas na Solda.......................................................................................................................................... 142Fragilizao da Zona de Solda .................................................................................................................... 142
Soldagem do Ao-inoxidvel ........................................................................................................................ 143Classificao dos Aos-inoxidveis............................................................................................................ 143Propriedades dos Aos-inoxidveis ............................................................................................................ 144Soldagem .................................................................................................................................................... 144
SOLDAGEM DE LIGAS NO-FERROSAS ........................................................147
Soldagem do Magnsio e Suas Ligas ........................................................................................................... 147Consideraes gerais................................................................................................................................... 147Soldabilidade .............................................................................................................................................. 147Processos de soldagem................................................................................................................................ 148
Soldagem do Cobre e Suas Ligas ................................................................................................................. 148Consideraes Gerais.................................................................................................................................. 148Soldabilidade .............................................................................................................................................. 148
8Soldagem .................................................................................................................................................... 149
Soldagem do Titnio e Suas Ligas ............................................................................................................... 150Consideraes Gerais.................................................................................................................................. 150Soldabilidade .............................................................................................................................................. 150Soldagem .................................................................................................................................................... 151
Soldagem do Alumnio.................................................................................................................................. 151Caractersticas do Alumnio e suas Ligas ................................................................................................... 151Aspectos e Problemas de Soldagem............................................................................................................ 151Soldabilidade das Ligas de Alumnio: ........................................................................................................ 154Execuo da Soldagem do Alumnio e suas Ligas...................................................................................... 154
SOLDAGEM DE MATERIAIS DISSIMILARES...................................................157
Soldagem por Exploso ................................................................................................................................ 157Fundamentos............................................................................................................................................... 157Utilizao Comercial .................................................................................................................................. 157Vantagens ................................................................................................................................................... 158Princpio de Operao................................................................................................................................. 158Detonao ................................................................................................................................................... 160Velocidade e ngulo de Sobrechapa .......................................................................................................... 160Coliso, Jato e Soldagem ............................................................................................................................ 161Natureza da Ligao ................................................................................................................................... 161Propriedades dos Explosivos ...................................................................................................................... 162Procedimentos de Soldagem ....................................................................................................................... 162Qualidade da Solda ..................................................................................................................................... 163Caractersticas............................................................................................................................................. 164Segurana.................................................................................................................................................... 165
Soldagem Por Frico................................................................................................................................... 166Princpios .................................................................................................................................................... 166Soldagem por Frico Contnua.................................................................................................................. 167Soldagem por Frico Inercial .................................................................................................................... 169Aplicaes do processo............................................................................................................................... 170Vantagens ................................................................................................................................................... 171Limitaes................................................................................................................................................... 172
SOLDAGEM DE LINHAS DE DUTOS (PIPELINES) ..........................................173
Aspectos Gerais ............................................................................................................................................. 173
Posies da Soldagem ................................................................................................................................... 173
Processos de Soldagem ................................................................................................................................. 174
Formato de Juntas ........................................................................................................................................ 175
Preparao Anterior Soldagem ................................................................................................................ 176
Condies dos Chanfros ............................................................................................................................... 176
Alinhamento e Fixao ................................................................................................................................. 176
9Ponteamento.................................................................................................................................................. 177
A Operao de Soldagem ............................................................................................................................. 178Passe na Raiz .............................................................................................................................................. 178Passes de Enchimento e Passe de Acabamento........................................................................................... 181Tratamento Trmico Antes e Aps a Soldagem.......................................................................................... 182Ambiente e Altura Mnima do Solo para Execuo da Soldagem .............................................................. 182Outros Detalhes Pertinentes ........................................................................................................................ 182
Qualificao de Soldadores e Operadores .................................................................................................. 183
Inspees e Ensaios ....................................................................................................................................... 183Inspees Antes da Soldagem..................................................................................................................... 183Inspeo Durante a Soldagem..................................................................................................................... 183Inspeo Visual........................................................................................................................................... 183Ensaio Hidrosttico e de Estanqueidade ..................................................................................................... 184Ensaios No-destrutivos.............................................................................................................................. 184
Defeitos na Soldagem.................................................................................................................................... 184
DESEMPENO......................................................................................................185
Contrao e Tenses na Soldagem .............................................................................................................. 185
Contrao Transversal ................................................................................................................................. 185
Contrao Angular ....................................................................................................................................... 186Contrao Angular de Juntas em ngulo.................................................................................................... 186
Contrao Longitudinal ............................................................................................................................... 187
Ao Conjunta das Contraes Transversais e Longitudinais ................................................................. 187
Preveno Contra Empenos e Deformaes ............................................................................................... 187
Medidas Contra Contraes Transversais.................................................................................................. 188
Medidas Contra Empeno Angular .............................................................................................................. 188
Tratamento Posterior ................................................................................................................................... 188
Plano de Seqncia de Soldagem................................................................................................................. 188
PR E PS-AQUECIMENTO .............................................................................190
CUSTOS DE SOLDAGEM ..................................................................................193
SEGURANA NA SOLDAGEM..........................................................................196
Acidentes Provocados por Radiao do Arco............................................................................................. 196Radiao Visvel ......................................................................................................................................... 196Meios de Proteo....................................................................................................................................... 196
10
Acidentes Provocados por Choques Eltricos ............................................................................................ 197
Precauo Contra Acidentes Causados por Choques Eltricos................................................................ 198
Acidentes Provocados por Gases Txicos ................................................................................................... 198
Controle Ambiental ...................................................................................................................................... 199Ventilao ................................................................................................................................................... 199Protetores de Gases e Fumaa:.................................................................................................................... 200
Acidentes Provocados por Salpicos e Escrias ........................................................................................... 200Luvas Protetoras ......................................................................................................................................... 201
SIMBOLOGIA RELATIVA SOLDAGEM .........................................................202
Smbolos Bsicos ........................................................................................................................................... 202
Smbolos Suplementares............................................................................................................................... 205
Representao dos Smbolos ........................................................................................................................ 205
Exemplos de Utilizao dos Smbolos de Solda .......................................................................................... 208
GLOSSRIO .......................................................................................................209
11
Introduo
A soldagem hoje em dia, amplamente empregada na unio de
componentes de estruturas metlicas e de equipamentos para as finalidades mais
diversificadas. As grandes vantagens da soldagem sobre os demais processos de unio
consistem em sua simplicidade e economia, uma vez que a execuo das juntas soldadas
requerem quantidades relativamente pequenas de material.
Os processos de soldagem tm um amplo campo de aplicao, incluindo,
entre outros, construo naval, estruturas civis, vasos de presso, tubulaes, etc.
A soldagem tambm encontra grande aplicao em servios de reparo e
manuteno, como o enchimento de falhas em fundidos, reparos de trilhos, depsitos
superficiais de alta dureza na recuperao de ferramentas e outras aplicaes congneres.
Deve-se alertar, porm, que a soldagem em si no constitui o objetivo principal de uma
obra estrutural, entretanto, como ela afeta diretamente a segurana e a economia da
construo, seu estudo torna-se cada vez maior, sendo considerado um dos itens principais
no processo global da construo de estruturas. Dessa maneira, alm do projeto adequado
da junta soldada, necessrio seguir uma seqncia de operaes, que inclui a qualificao
dos procedimentos e dos soldadores, bem como a seleo dos mtodos de inspeo para
garantir estrutura as caractersticas funcionais segundo as quais foi concebida e projetada.
Apesar da aparente simplicidade, a soldagem envolve uma gama bastante
grande de conhecimentos que so implicitamente empregados durante a execuo de uma
junta soldada. Assim, a Engenharia de Soldagem , na verdade, um somatrio de
conhecimentos que engloba as reas de Engenharia Eltrica, Estrutural, Mecnica,
Metalrgica, Qumica e tambm Fsica Aplicada. O conhecimento de assuntos destas reas
de fundamental importncia para solucionar as tarefas envolvidas no projeto e na
execuo de uma obra estrutural como a seleo dos processos de soldagem, a escolha dos
materiais de consumo, o estabelecimento da seqncia de soldagem e os processos de
inspeo e controle de qualidade.
12
Histrico das Tcnicas de Soldagem
A arte de unir dois ou mais materiais metlicos j era conhecida desde as
eras pr-histricas. Um exemplo tpico a brasagem que utiliza ligas de ouro e cobre, ou
ento de chumbo e estanho, empregada desde os anos 3000 ac. Obviamente, fontes de
energia conhecidas naquela poca restringiam-se lenha ou ao carvo mineral, de modo
que as limitaes no permitiram um avano maior das tcnicas de unio de metais.
Foi somente aps a descoberta da energia eltrica que a soldagem teve o
impulso necessrio para atingir o estgio que se encontra agora. Prova disso consiste no
fato de que os processos de soldagem modernamente empregados, em sua maioria, foram
desenvolvidos somente a partir do fim do sculo XIX.
O arco eltrico de soldagem foi empregado pela primeira vez em 1885,
por Bernados, que utilizou um eletrodo de grafita para obter o arco. O arco eltrico era
gerado, mantendo-se o eletrodo de grafita cerca de 2mm distante do metal base, aps o
fechamento do circuito eltrico. Aps o estabelecimento do arco, a soldagem se processava,
um vez que o calor por ele gerado era suficiente para promover a fuso do metal base e do
metal de enchimento, que era introduzido manualmente na poa da fuso.
Utilizando o mesmo princpio, Zerner desenvolveu, em 1889, um novo
mtodo para fundir o metal base. O processo consistia em usar dois eletrodos de grafita
para o arco eltrico, que por sua vez, era defletido em direo junta da solda,
empregando-se um campo magntico de alta intensidade.
Em 1892, Slavianoff utilizava pela primeira vez na histria da soldagem
um eletrodo metlico que se fundia diretamente na poa de fuso. Posteriormente, o sueco
Oscar Kjellberg descobriu que um eletrodo metlico, revestido por um material formando
escria, melhorava sensivelmente a qualidade da junta soldada, dando assim incio era
dos eletrodos revestidos, to difundidos nos dias atuais.
Anteriormente aos trabalhos de Slavianoff e Kjellberg, que foram marcos
histricos no desenvolvimento tecnolgico da soldagem, h de se destacar alguns outros
desenvolvimentos de grande importncia. Em 1886, Thompson inventou o processo de
soldagem por resistncia eltrica; em 1895 Goldschmitt desenvolveu a solda Termite e, em
13
1901, a chama oxiacetilnica foi empregada com grande sucesso na unio de materiais
metlicos, por Fouch e Piccard.
Em termos prticos, pode-se considerar que os quase 20 anos
compreendidos entre 1885 e 1901 constituram a primeira fase urea da Engenharia de
Soldagem, uma vez que grande parte do desenvolvimento que levaria aos mtodos de
soldagem empregados atualmente teve origem naquele perodo.
Aps um intervalo de relativa estagnao, iniciou-se, em 1926, a segunda
fase urea da tecnologia de soldagem, cabendo a Lungumir desenvolver, naquele ano, o
processo de soldagem por meio de hidrognio atmico. Logo em seguida, Hobart e Denver
patentearam o processo de soldagem em atmosfera de gs inerte, cujo emprego
largamente utilizado nos dias atuais. Em 1935, Kennedy divulgava seus trabalhos sobre um
mtodo automatizado de soldagem, e que deu origem ao processo de arco submerso. Logo a
automatizao do processo de soldagem trouxe seus reflexos na qualidade das juntas
soldadas experimentaram uma melhoria considervel. Os aperfeioamentos posteriores
introduzidos no processo de soldagem por arco submerso acabaram por elev-lo posio
de destaque que ocupa hoje em dia, em todos os pases.
O rpido progresso da cincia e da tecnologia, a partir dos anos 50,
proporcionaram um novo impulso Engenharia de Soldagem, o que possibilitou o
desenvolvimento de novas tcnicas, desta vez muito sofisticadas e mais voltadas para
aplicaes especficas. Durante esta terceira fase urea, vrios processos foram patenteados,
dentre os quais poderiam ser destacados os mtodos de soldagem por presso a frio, por
atrito, em atmosfera de gs ativo ou CO2, a soldagem por eletroescria , a soldagem
ultrassnica, por feixe de eltrons, a plasma , por laser e outros.
Apesar do grande nmero de mtodos existentes, necessrio frisar que
nem todos foram utilizados em toda a sua potencialidade, esperando-se que isto acontea
medida que novas tcnicas, cada vez mais precisas e perfeitas, sejam requisitadas para a
construo de estruturas cada vez mais complexas.
14
Processos de Soldagem
Eletrodo Revestido - SMAW
No processo de soldagem com eletrodo revestido, um arame coberto
fundido sobre a pea de trabalho pelo calor de um arco eltrico que estabelecido entre o
eletrodo e a pea. A corrente eltrica que sustenta o arco pode ser alternada ou continua, e
nesta ltima a polaridade depende de qual parte conectada aos plos negativo e positivo
da fonte. O plo negativo, pelo qual os eltrons entram no arco chamado ctodo e o
plo positivo conhecido como nodo. Em soldagem com eletrodo revestido, bem como
outros processos que usam eletrodos consumveis, a polaridade reversa (nodo positivo)
usada para a maioria das aplicaes.
A soldagem com eletrodo revestido tipicamente realizada manualmente,
mas equipamentos semi-mecanizados esto tambm disponveis. A fonte de soldagem
comumente de corrente constante para prevenir mudanas da tenso durante a soldagem
manual.
Na operao manual, o soldador toca a ponta do eletrodo sobre o metal de
base para iniciar o arco. Este procedimento aquece a face descoberta do arame no ncleo do
eletrodo e queima o revestimento prximo, induzindo a ionizao de alguns elementos, que
estabilizam o arco. Em processos semi-mecanizados este procedimento realizado
conectando o eletrodo e a pea de trabalho com uma pequena pea de palha de ao ou
sobrepondo alta freqncia ao fornecimento de corrente principal ao eletrodo at formar o
arco. No primeiro caso, a pequena pea de palha de ao queima quando a corrente de
soldagem aplicada. A emisso de eltrons ou ionizao de alguns ingredientes do
revestimento tambm ocorre. Com a alta freqncia, a ionizao de molculas entre a ponta
do eletrodo e a pea de trabalho resultam em um fluxo de corrente de soldagem.
15
Depois do arco estabilizado, o soldador deve ser capaz de iniciar um
movimento de alimentao (mergulho), para manter o comprimento do arco constante
enquanto se mantm um movimento de translao para distribuir o metal fundido ao longo
do comprimento de solda.
Com equipamento mecanizado, esta operao pode ser realizada pela
translao do porta-eletrodo, usando um carro automtico e realizando o movimento de
mergulho por meio de motores eltricos ou sistemas pneumticos e hidrulicos. Alguns
equipamentos mecanizados podem ser pr-programados com as duas velocidades, e a
soldagem conduzida com um comprimento de arco e uma velocidade de alimentao
constantes. Outros com motores de passos podem ser equipados com um sistema de
16
controle com realimentao de tenso (feedback) entre o porta-eletrodo e a pea a ser
soldada, o que controla o movimento de mergulho, mantendo a tenso preestabelecida.
Durante a soldagem, a corrente eltrica passa do porta-eletrodo para o
eletrodo e atravs deste para a coluna do arco, entrando na poa de fuso no metal de base.
O calor gerado pelo arco funde ambos, o metal de base e o eletrodo e causa a transferncia
do metal lquido, na forma de gotas da ponta do eletrodo para a poa de fuso. Entre 60 e
90 segundos, tempo em que um eletrodo consumido, vrios fenmenos fsico-qumicos,
metalrgicos e eltricos ocorrem na zona do arco, os quais so decisivos na morfologia, nas
propriedades mecnicas e na microestrutura da solda. Interaes metal/escria na poa da
solda e aquecimento do eletrodo devido ao efeito Joule, e tambm devido ao calor
conduzido do arco, so alguns destes fenmenos.
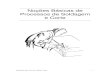
Soldagem a arco com eletrodo revestido
O Eletrodo Revestido
A fabricao de eletrodos revestidos para o processo SMAW se torna
cada vez mais complicada medida em que a faixa aplicada se amplia requerendo
considerao especial.
O revestimento do eletrodo geralmente compactado em torno de um
arame por meio de prensas extrusoras com grande capacidade de presso. O material do
17
arame do ncleo do eletrodo, para eletrodos de ao doce ou de baixa liga, , na maioria dos
casos, o ao de baixo carbono. Para aos de alta liga, um arame com composio qumica
similar do metal base mais usado.
A primeira importante para o fluxo que ser utilizado como revestimento
a sua extrudabilidade em torno do arame do ncleo. Ele deve aderir tenazmente ao arame
e no se deteriorar ou se decompor de maneira prematura com o calor vindo da poa de
fuso durante a soldagem. Deve tambm resistir a impactos ou vibraes durante a
embalagem ou o transporte.
Outro fator importante a ser considerado na manufatura dos eletrodos a
razo entre as reas de seo transversal do arame e do revestimento, definida como a
razo do revestimento. Esta razo definida como:
RD d
d=
( )*
2 2
2100
Onde:
- R - razo do revestimento (%);
- D - dimetro externo do revestimento em milmetros;
- d - dimetro do arame do ncleo do eletrodo em milmetros.
A razo do revestimento junto com a concentricidade do revestimento,
tem uma grande influncia na estabilidade do arco e pode afetar significativamente o
aquecimento do eletrodo durante a soldagem. Dependendo do tipo de eletrodo sendo usado,
o revestimento efetua uma ou vrias das seguintes funes:
1. Gera a atmosfera de proteo para o arco e a poa de solda fundida;
2. Fornece a quantidade suficiente de elementos desoxidantes ao metal
de solda para refinar a microestrutura;
3. Fornece elementos de liga ao metal de solda;
4. Forma uma escria para proteger o metal de solda durante a
solidificao e o resfriamento;
18
5. Sustenta a estabilidade do arco, etc.
Vantagens e Limitaes
O processo SMAW um dos processos mais amplamente utilizados. Ele
o mais simples em termos de necessidade de equipamentos. Apesar da percia do soldador
ser um fator importante, muitos operrios adquirem habilidade atravs de treinamento e
experincia no trabalho. O custo de investimento em equipamentos relativamente baixo, e
os eletrodos para soldagem (exceto os para metais muito reativos, tais como o titnio,
magnsio, e outros), so facilmente encontrados no mercado e esto disponveis para
aplicaes em manuteno, construo e outros processos que necessitem de soldagem.
O processo SMAW possui a maior flexibilidade entre todos os processos
de soldagem, pois pode ser usado em todas as posies (plana, vertical, horizontal, etc)
alm de trabalhar com praticamente todas as espessuras do metal base e em reas de acesso
limitado, o que representa uma vantagem muito importante.
O processo SMAW possui vrias outras vantagens, tais como:
1. O metal de solda e os meios de proteo desta solda so fornecidos
pelo eletrodo revestido;
2. O processo de soldagem menos sensvel a correntes de ar do que
o processo de solda a arco de proteo gasosa (GMAW);
3. No necessita de gs auxiliar de proteo;
4. apropriado para a maioria dos metais e ligas metlicas
comumente usadas.
Os eletrodos so disponveis para ao carbono e aos de baixa liga, cobre,
nquel e suas ligas, e para algumas ligas de alumnio.
Por ser um processo tipicamente manual e o nvel de habilidade do
soldador de fundamental importncia para se obter uma solda de qualidade aceitvel. O
processo SMAW tem algumas limitaes tais como, as baixas taxas de deposio quando
comparado com o processo GMAW, e um fator do operao baixo. Como o eletrodo pode
19
ser consumido at um comprimento mnimo, quando este comprimento atingido, o
soldador deve trocar a parte no consumida por um outro eletrodo. Esta troca de eletrodos
torna o rendimento do processo menor, comparado aos demais.
Metais como o zinco e suas ligas no so soldados pelo SMAW, pois a
intensidade do calor do arco muito alta para eles. Este processo no adequado para
metais reativos como o titnio, o zircnio e o tntalo, pois o revestimento fornecido no
permite evitar a contaminao do oxignio na solda.
Uma limitao importante que, assim que o arco estabelecido, a
corrente atravessa o comprimento inteiro do eletrodo. A quantidade de corrente que pode
ser usada, portanto, limitada pela resistncia eltrica do arame do ncleo do eletrodo.
Uma amperagem excessiva sobreaquece o eletrodo e danifica o revestimento. Isso provoca
mudana nas caractersticas do arco e da prpria proteo obtida. Devido a esta limitao,
as taxas de fuso so geralmente menores do que no processo GMAW.
Obs.: Revestimentos de eletrodo podem ser fabricados para serem usados
em corrente alternada AC. Com AC, o arco se extingue cada vez que a corrente passa pelo
zero e restabelecido cada vez que a corrente inverte a sua direo. Para uma boa
estabilidade do arco, necessrio que tenha um gs no fluxo do arco, que permanea
ionizado a cada inverso da corrente. Este gs tornar ,possvel a reignio do arco. Os
gases que rapidamente ionizam so facilmente encontrados em compostos, incluindo
aqueles com potssio. a incluso destes compostos no revestimento que torna possvel a
operao em AC. Ex.: Eletrodo rutlico(TiO2).
A ao de proteo do arco basicamente a mesma para todos os
eletrodos, mas o mtodo e o volume de escria produzido variam de um tipo para outro.
Alguns materiais de revestimento tm o seu volume convertido em gs, gerando uma
escria muito fina. Esse tipo de eletrodo depende de uma proteo gasosa para prevenir
contaminaes do ar atmosfrico.
Por outro lado, existem eletrodos cujo volume de revestimento
transformado em escria pelo calor do arco e um volume pequeno de gs de proteo.
Pequenos glbulos de metal transferido so inteiramente protegidos por uma pequena
20
camada fina de escria fundida. Esta escria flutua na superfcie da poa de fuso pois
mais leve, e solidifica depois do metal de solda. A soldagem com este tipo de eletrodo
caracterizada por grandes deposies de escria, cobrindo completamente a camada de
solda. Entre estes dois extremos, existe uma variedade de eletrodos, cada um com uma
combinao diferente de gs e escoria de proteo.
MIG/MAG (Metal Inert Gas/Metal Active Gas)
Gas Metal Arc Welding - GMAW um processo que utiliza o arco
eltrico para aquecer a pea, e um metal de alimentao contnua para a unio de peas
metlicas. Esse processo utiliza uma fonte externa de gs de proteo para a poa de solda,
contra contaminao do ar externo.
A concepo bsica do GMAW iniciou-se em 1920, entretanto somente
em 1948 o processo tornou-se comercial. Inicialmente, altas densidades de corrente e
pequenos dimetros de eletrodos consumveis com proteo de gs inerte eram utilizados.
Por causa dessa caracterstica, o processo era conhecido como Metal Inert Gas - MIG. Com
a evoluo do processo, permitiu-se a unio de peas com baixas densidades de corrente,
podendo a corrente ser pulsada, e empregar gs ativo ou mistura de gases. Esse processo
ficou conhecido como Metal Ative Gas - MAG.
O processo GMAW pode operar nos modos automtico e semi-
automtico, para soldagem de uma enorme gama de materiais ferrosos e no ferrosos (ao
carbono, high strength low alloy steel - HSAS, ao liga, ao inoxidvel, alumnio, cobre,
titnio e ligas de nquel), em todas as posies de soldagem.
A soldagem GMAW usada em processos de fabricao e manuteno
de equipamentos e peas metlicas, na recuperao de peas desgastadas e no recobrimento
de superfcies metlicas com materiais especiais.
Vantagens
1. Operao fcil e suave;
2. Alta eficincia;
3. Velocidade de deposio elevada;
21
4. Alta taxa de deposio;
5. Soldagem com longos cordes de solda, sem interrupo;
6. No existncia de fluxos de soldagem;
7. No h praticamente formao de escria;
8. Soldagem em todas posies;
9. Alto fator de ocupao do soldador;
10. Grande versatilidade quanto ao tipo de material e espessuras
aplicveis;
11. A junta soldada apresenta caractersticas de elasticidade,
tenacidade, estanqueidade e resistncia propagao de trincas,
superiores s obtidas por meio de outros processos equivalentes,
No grfico abaixo tem-se a relao entre a velocidade de deposio e a
corrente de soldagem, mostrando a elevada eficincia do processo GMAW (possui a maior
taxa de deposio entre os processos).
Limitaes
1. Equipamento complexo, menos porttil em relao ao SMAW, de
maior investimento e custo operacional;
22
2. Dificuldade de realizao de soldas em lugares estreitos;
3. Necessita-se de proteo contra ventos, onde correntes de ar so
considerveis;
4. Maior sensibilidade variao dos parmetros eltricos de
operao do arco;
5. Ajuste rigoroso de parmetros para se obter um determinado
conjunto de caractersticas para a solda;
6. Menor variedade de consumveis;
7. Dificuldade de proteo do cordo de solda, principalmente na zona
termicamente afetada (ZTA);
Princpio de Operao
A soldagem GMAW um processo normalmente semi-automtico em
que a alimentao do arame feita mecanicamente (atravs de um alimentador
motorizado), sendo o soldador responsvel pela iniciao e interrupo da soldagem, alm
da movimentao da tocha ao longo da junta.
23
O soldador deve aproximar a tocha da pea e acionar o gatilho. Quando o
eletrodo tocar a pea, d-se a abertura do arco, iniciando o fluxo de gs protetor e
alimentao do arame. Depois da formao da poa de fuso, a tocha deslocada ao longo
da junta com velocidade uniforme, podendo-se realizar movimentos de tecimento do cordo
se necessrio. Ao final da operao, o soldador deve soltar o gatilho, interrompendo todo o
processo.
A manuteno do arco garantida pela alimentao contnua de arame ao
arco, e seu comprimento mantido aproximadamente constante, independentemente dos
movimentos do soldador, dentro de certos limites. Essa caracterstica se d devido
utilizao de fontes de soldagem de corrente constante que permitem grandes variaes de
tenses para pequenas variaes de corrente.
Entretanto, para soldagem em alumnio, a manuteno da velocidade de
alimentao do arame e a utilizao de fontes de soldagem de corrente constante resultam
em uma pequena diferena de temperatura na superfcie do material, o que poder no ser
suficiente para fundir a camada de xido refratrio superficial. Nesse caso, uma alta
habilidade do soldador ser requerida.
O calor gerado pelo arco durante o processo usado para a fuso das
peas a serem unidas, sendo o arame transferido para a junta em forma de metal de adio.
Arame Tubular - FCAW
Os processos de soldagem a arco tiveram incio nos anos 20, quando
definiram que o arco e o metal fundido deveriam ser protegidos da contaminao da
atmosfera. De qualquer modo o desenvolvimento do eletrodo revestido, reduziu o interesse
pelos mtodos de soldagem com proteo gasosa.
Argnio e Hlio foram os dois primeiros gases de proteo deste tempo.
Trabalhos de pesquisas lideraram o assunto de soldagem, parte com eletrodo revestido e
parte com a soldagem com proteo gasosa. Os resultados destas anlises mostraram que o
gs predominante era o conhecido CO2.
O processo com arame tubular um contnuo aprimoramento. Fontes de
energia e arame tubulares so no momento o grande acontecimento. Os eletrodos esto em
24
contnuo desenvolvimento. As ligas de eletrodos em pequenos dimetros so os mais
avanados.
Fundamentos do Processo
1. um processo que forma um arco entre o eletrodo e a poa de fuso;
2. um processo que usa a proteo que vem do fluxo interno do arame,
podendo ou no ter proteo gasosa adicional;
3. O eletrodo tubular composto de um arame oco e um ncleo com
vrios ingredientes em p e estes ingredientes exercem determinadas
funes tais como: proteo contra a atmosfera, desoxidao,
estabilizao do arco, formao de escria e pode tambm conter
elementos de liga;
4. Durante a soldagem h uma grande formao de escria, que protege
a solidificao do metal soldado;
5. A principal caracterstica operacional do processo resulta das
propriedades que so atribudas ao desenvolvimento do eletrodo;
6. O aspecto que distingue o FCAW dos outros processos de
soldagem a arco, o enclausuramento dos ingredientes do fluxo
dentro do eletrodo.
Principais Caractersticas
As principais caractersticas esto concludas em:
1. Produo de arame contnuo para soldagem;
2. A possibilidade de produzir o fluxo conforme metalurgia;
3. A ajuda da escria na forma e aspecto da gota.
O processo de soldagem com arame tubular tem duas verses. Na 1a
verso (Eletrodo com proteo gasosa) o fluxo interno tem principalmente a funo de
25
desoxidante e de introdutor de elementos de liga. As funes de proteo do arco e da
criao de uma atmosfera mais ionizvel ficam mais a cargo do gs introduzido a parte que
tem a finalidade de proteger o metal fundido dos gases da atmosfera externa. O gs de
proteo usualmente o dixido de carbono ou uma mistura de argnio e dixido de
carbono. O processo de proteo a gs apropriado para produo de peas pequenas e
soldagem de profunda penetrao.
No processo com proteo a gs, o extremo do arame emerge do interior
de um tubo que estabelece o contato eltrico e h um outro tubo que forma uma coifa
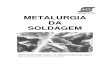
(regador) de onde flui o gs de proteo do arco.
Soldagem a arco com arame tubular com proteo gasosa
Na 2a verso (Eletrodo auto-protegido) a proteo obtida pelos
ingredientes do fluxo, que vaporizam e se deslocam com o ar para os componentes da
escria que cobrem a poa para proteg-la durante a soldagem.
O arame tubular emerge de um tubo guia eletricamente isolado e o
contato eltrico fica mais distante da extremidade do arame.
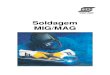
26
Soldagem a arco com arame tubular auto-protegido
Caractersticas de alguns eletrodos auto-protegidos, o uso de eletrodos
com grande extenso. A extenso dos eletrodos o comprimento do mesmo no fundido
at o final do tubo de contato durante a soldagem e varia de 19 a 95 mm, dependendo da
aplicao.
Aumentando a extenso do eletrodo aumenta a resistncia eltrica do
eletrodo, este pr-aquece e diminui a tenso requerida do arco. Em alguns casos a corrente
de soldagem diminui o que reduz o calor disponvel para fundir o metal de base, resultando
assim uma solda estreita e rasa.
Alguns eletrodos auto-protegidos tm sido desenvolvidos especificamente
para soldagem de revestimento de zinco, ao e alumnio, comuns em produo
automobilstica.
Grandes extenses dos eletrodos no podem ser igualmente aplicados
para outros mtodos de proteo a gs, por causa de efeitos desfavorveis na proteo.
Normalmente o processo com eletrodo auto-protegido usado para
trabalhos em campo, porque eles permitem correntes de ar maiores.
Arco Submerso - SAW
SAW um processo no qual a unio de metais se d pelo calor fornecido
por um arco eltrico entre um eletrodo nu e uma pea. O nome desse processo devido ao
27
fato do arco e do metal fundido pelo calor estarem submersos numa cobertura de um fluxo
granular fusvel. No usada presso e o metal de enchimento obtido do eletrodo ou de
uma fonte suplementar como uma varinha (welding rod) ou metal granular.
O fluxo desempenha importante funo na soldagem pois dele dependem
a estabilidade do arco, as propriedades mecnicas e qumicas da solda e a qualidade da
mesma. O processo SAW um processo capaz de fazer soldas com correntes acima de
2000 amperes, alternadas ou contnuas e tambm um ou mais arames como enchimento.
O arco eltrico gerado entre um arame de enchimento e o metal-base
permanece sob uma camada de um material fundente, denominado fluxo, o qual tem a
funo de proteger a poa de fuso dos efeitos da atmosfera. A figura abaixo esquematiza
este processo de soldagem.
Principais caractersticas
1. Como o arco e a poa de fuso so totalmente protegidos pelo fluxo,
obtmse um metal depositado de alta qualidade;
2. Como os arames de enchimento, normalmente, tm grandes
dimetros, as correntes de soldagem tambm so altas, o que
proporciona uma penetrao bastante profunda, associada
28
igualmente a uma grande eficincia de deposio;
3. Devido ao alto rendimento trmico do processo, os chanfros da junta
so pequenos, permitindo uma alta economia de material consumvel;
4. A automatizao do processo no requer treinamento especializado
do operador, e este tem pouca influncia sobre a qualidade final da
junta soldada;
5. Como o arco no visvel, uma combinao inadequada das
variveis de soldagem poder condenar totalmente uma junta
soldada e executada sob estas condies;
6. A soldagem s poder ser executada na posio plana;
7. A automao do processo oferece poucas alternativas de aplicao,
se comparada a outros tipos de soldagem, semiautomticos ou
manuais.
A maior vantagem da soldagem por arco submerso reside em sua alta
eficincia e na possibilidade de usar altas correntes, de modo que, quando se empregam
mltiplos eletrodos simultaneamente, a intensidade da corrente pode atingir valores de at
3000 amperes.
Um dos pontos crticos do processo reside na manuteno do alinhamento
do arco com a linha de centro da junta, uma vez que todo o sistema fica sob o fluxo. Alm
disso, devido ao dimetro do arame de enchimento, impossvel a execuo manual da
soldagem, razo pela qual o processo deve ser automatizado.
Existem vrios tipos de equipamentos para soldagem por arco submerso,
na figura abaixo podemos ver um dos mais comumente empregados na prtica. Nele, o
cabeote da soldagem montado sobre um carro, que se movimenta ao longo de trilhos
apropriados. O fluxo alimentado por meio de um tubo, ligado ao reservatrio, que
tambm est montado no carro. Um carretel de arame completa o sistema mvel e a sua
alimentao se faz por meio de um mecanismo alimentador de arame de enchimento. Para
aumentar a velocidade de deposio do processo, costuma-se, muitas vezes, utilizar dois ou
trs arames de enchimento simultaneamente.
29
Fontes de alimentao de CA com caractersticas tombantes e fontes de
CC com tenso constante so utilizados na soldagem por arco submerso. As primeiras tm
um custo acessvel e so facilmente operveis, tendo como vantagem a eliminao do sopro
magntico, mesmo com altas intensidades de corrente. Por outro lado as fontes de CA
exigem um controle mais preciso da velocidade de alimentao do arame. Isto conseguido
atravs de um circuito apropriado no qual a tenso do arco controla a velocidade do
eletrodo, para manter o comprimento do arco o mais estvel possvel. J nas fontes de CC,
possvel trabalhar com uma velocidade de alimentao constante e a polaridade inversa
do arame de enchimento. O processo a CC tambm empregado na soldagem de chapas
finas de ao, a altas velocidades e na utilizao do mtodo de mltiplos eletrodos.
Os arames de enchimento so apresentados em uma grande gama de
dimetros. Atualmente, existem no mercado os arames de 2,4; 3,2; 4,0; 4,8; 5,6; 6,4; e 8,0
milmetros. Do ponto de vista de eficincia de deposio, os arames de 4,0 a 6,4 milmetros
de dimetro so os mais empregados.
Gravidade
Os princpios bsicos da solda por gravidade so os mesmos da solda com
eletrodo revestido, mas tem sua utilizao limitada por ser usada somente para solda de
filete. Os eletrodos tm um revestimento com p de ferro e xido de ferro, e tem
comprimentos de 635 a 760 mm.
30
Vantagens
O operador pode operar de 4 a 6 suportes de eletrodo simultaneamente,
ganhando produtividade e diminuindo o custo de H/H, j que o operador no necessita ser
um soldador altamente qualificado.
Desvantagens
Difcil montagem dos suportes em lugares confinados.
Equipamento
O suporte formado por um trip, onde o grampo de eletrodo desce por
uma guia inclinada enquanto o eletrodo consumido. Quando o eletrodo consumido, o
operador troca o eletrodo para prosseguir com a solda.
Equipamento utilizado para a solda por gravidade
TIG - GTAW (Gas Tungsten Arc Welding)
Introduo
O processo de soldagem TIG, como mais conhecido atualmente, um
processo de soldagem a arco eltrico que utiliza um arco entre um eletrodo no consumvel
31
de tungstnio e a poa de soldagem. Conforme pode-se notar pela figura abaixo, a poa de
soldagem, o eletrodo e parte do cordo so protegidos atravs do gs de proteo que
soprado pelo bocal da tocha. No processo, pode-se utilizar adio ou no (solda autgena),
e seu grande desenvolvimento deveu-se necessidade de disponibilidade de processos
eficientes de soldagem para materiais difceis, como o alumnio e magnsio, notadamente
na indstria da aviao no comeo da segunda grande guerra mundial. Assim, com o seu
aperfeioamento, surgiu um processo de alta qualidade e relativo baixo custo, de uso em
aplicaes diversas, com inmeras vantagens que descreveremos a seguir.
Princpios de Operao
O GTAW funciona atravs do eletrodo de tungstnio (ou liga de
tungstnio) preso a uma tocha. Por essa mesma tocha alimentado o gs que ir proteger a
soldagem contra a contaminao da atmosfera. O arco eltrico criado pela passagem de
corrente eltrica pelo gs de proteo ionizado, estabelecendo-se o arco entre a ponta do
eletrodo e a pea. Em termos bsicos, os componentes do GTAW so:
1. Tocha;
2. Eletrodo;
32
3. Fonte de Potncia;
4. Gs de Proteo.
Por suas caractersticas resume-se, ento, as vantagens e limitaes do
processo:
Vantagens
1. Produz soldas de qualidade superior, geralmente livres de defeitos;
2. Est livre dos respingos que ocorrem em outros processos a arco;
3. Pode ser utilizado com ou sem adio;
4. Permite excelente controle na penetrao de passes de raiz;
5. Pode produzir excelentes soldagem autgenas (sem adio) a altas
velocidades;
6. Permite um controle preciso das variveis da soldagem;
7. Pode ser usado em quase todos os metais, inclusive metais
dissimilares;
8. Permite um controle independente da fonte de calor e do material
de adio.
Limitaes e Potenciais Problemas
1. Taxas de deposio inferiores com processos de eletrodos
consumveis;
2. H necessidade de maior destreza e coordenao do operador em
relao ao SMAW e GMAW;
3. menos econmico que os processos de eletrodos consumveis para
espessuras a 10 mm;
4. H dificuldade de manter a proteo em ambientes turbulentos;
5. Pode haver incluses de Tungstnio, no caso de haver contato do
mesmo com a poa de soldagem;
33
6. Pode haver contaminao da solda se o metal de adio no for
adequadamente protegido;
7. H baixa tolerncia a contaminantes no material de base ou adio;
8. Vazamento no sistema de refrigerao pode causar contaminao
ou porosidade, sopro ou deflexo do arco, como em outros
processos.
Eletroescria
A soldagem por eletroescria um processo no qual o coalescimento do
metalbase e o do metal de enchimento provocado pelo calor gerado pelo efeito de
resistncia eltrica no interior de uma escria em fuso. O eletrodo continuamente
alimentado para o interior da escria e o calor a gerado deve ser suficiente para fundir
tanto o metal base, como o prprio eletrodo. Este vai-se depositando no fundo da junta
assim formada, delimitada pelas paredes do metalbase e por duas sapatas de cobre, fixas
ou deslizantes e devidamente resfriadas a gua. O princpio de funcionamento de soldagem
por eletroescria ilustrado na figura abaixo.
Este processo empregado para soldagem de sees pesadas na posio
vertical, e tem-se notcias da execuo de juntas com 300 milmetros de espessura, soldadas
34
em um s passe, utilizando trs eletrodos simultaneamente. Em termos comparativos, a
eficincia do processo eletroescria superior ao do arco submerso, principalmente para
chapas bastante espessas, sendo, por isso, muito utilizado na soldagem de equipamentos
para a indstria qumica e motores martimos.
A preparao de juntas de geometria complicada dispensvel na
soldagem por eletroescria, sendo suficiente a junta de bordas retas, ou em I, na maioria
dos casos. A abertura entre as chapas deve se situar entre 20 e 35 milmetros, que
aparentemente exagerada para chapas de menor espessura, mas relativamente baixa para
chapas bastante grossas.
Devido s caractersticas do processo eletroescria, o metal-base e a zona
termicamente afetada apresentam-se com granulao grosseira, o que acarreta uma
diminuio da sua tenacidade. Nos casos em que se exige um nvel mnimo de tenacidade
para a junta soldada, deve-se proceder a um tratamento trmico adequado, como por
exemplo a normalizao.
Um aperfeioamento do processo ora em estudo consiste na soldagem por
eletroescria, utilizando um tubo-guia consumvel, que permite uma operao mais
simples. Por este mtodo, um tubo-guia, revestido com fundente apropriado, imerso no
banho de escria e, atravs dele, o arame de enchimento alimentado de modo contnuo. O
tuboguia funciona como supridor de fundente para o banho, um guia para o arame de
soldagem e uma fonte adicional de energia. A figura abaixo apresenta uma ilustrao do
funcionamento do processo, bem como dois tipos de tubo-guia consumvel.
35
Os tubos-guia so fabricados a partir de tubos de ao e revestidos com
fundentes apropriados. O dimetro dos tubos varia entre 8 e 12 milmetros e o
comprimento, entre 500 e 1200 milmetros. O dimetro a ser utilizado funo da
espessura da chapa a ser soldada e a extenso da junta , em geral, limitada pelo
comprimento do tuboguia. Quando se deseja uma junta mais extensa, comum utilizar-se
mais de um tuboguia. Nesse caso, uma corrente suplementar de soldagem alimentada na
altura do ponto mdio dos tubos, para diminuir o efeito de baixa de seu isolamento, devido
ao aquecimento pelo efeito de resistncia eltrica. As propriedades da zona de solda so
similares s obtidas pelo processo eletroescria convencional.
Eletrogs
Fundamentos do Processo
A soldagem eletrogs (Electrogas Welding - EGW) uma variao dos
processos de soldagem a arco com eletrodo metlico e proteo gasosa (GMAW) e
soldagem a arco com arames tubulares (FCAW). Por outro lado, seus aspectos operacionais
so similares aos da soldagem por eletroescria, a partir do qual foi desenvolvido.
A soldagem eletrogs um processo de soldagem por fuso, que utiliza
como fonte de calor um arco eltrico estabelecido entre um eletrodo metlico contnuo,
36
slido ou tubular, e um banho de metal fundido ou de escria. O material fundido fica
contido numa cavidade com eixo na vertical, formada pelas chapas e sapatas de conteno,
como no processo eletroescria. opcional o uso de proteo gasosa do banho,
dependendo do tipo de eletrodo usado. O arco eltrico aberto inicialmente sobre uma
chapa de partida, situada na parte inferior da junta. O calor gerado pelo arco funde o
eletrodo e as superfcies do metal de base. Uma poa de metal lquido formada sob o arco.
0(s) eletrodo(s) so alimentados continuamente ao arco e as sapatas de conteno so
deslocadas para cima medida que a junta vai sendo preenchida. A solidificao do metal
depositado consolida a unio.
Na soldagem com eletrodos slidos, a proteo feita por uma nuvem de
gs inerte, ativo ou mistura, fornecida por uma fonte externa, geralmente atravs de
orifcios adequados nas sapatas de conteno. Na soldagem com eletrodo tubular a proteo
dada pela fina camada de escria produzida a partir do fluxo de soldagem contido no
eletrodo, que pode ser suplementada por uma nuvem de gs, quando se empregam arames
tubulares recomendados para uso com proteo gasosa.
Neste processo, a escria utilizada na soldagem eletroescria substituda
pela blindagem de CO2, mas as operaes de soldagem so bastante similares. Como no
processo MAG, o CO2 tem tambm a funo de proteger o arco eltrico, que gerado entre
o arame de enchimento, de alimentao contnua, e a poa de fuso. O gs introduzido na
regio de solda por meio de orifcios apropriados existentes na sapata deslizante de cobre.
A soldagem eletrogs bastante utilizada na unio vertical de chapas de ao de at 30
milmetros de espessura.
Como no caso do processo eletroescria, o eletrogs tambm proporciona
alta eficincia, possibilidade de executar juntas pesadas em um s passe e dispensa a
necessidade de preparar as juntas de solda.
Do ponto de vista operacional, o processo em discusso apresenta as
seguintes vantagens em relao ao seu similar que utiliza o banho de escria:
1. A abertura entre as chapas mais reduzida, economizando, dessa
maneira, material consumvel e energia despendida na soldagem;
2. As tolerncias no contato das sapatas de cobre so mais brandas,
37
pois elas no tm a funo especfica de vedar o banho de escria.
Conseqentemente, um pequeno desalinhamento das chapas no ir
influenciar na qualidade da junta soldada;
3. aplicvel a chapas de espessuras menores;
4. O comprimento da regio de pouca penetrao menor no incio da
soldagem, comparativamente ao processo por eletroescria.
Equipamentos
O equipamento usado na soldagem eletrogs similar ao da soldagem por
eletroescria com guia no consumvel, consistindo de uma fonte de energia eltrica, um
cabeote de soldagem, onde geralmente so colocados um alimentador de arame e um
sistema de movimentao, sapatas de conteno, sistema de controle e cabos. Em alguns
casos, pode-se usar ainda um dispositivo para oscilar o eletrodo. A diferena bsica a
adaptao das sapatas para injeo de gs protetor e a fonte deste, quando aplicvel.
A fonte de energia usada de corrente contnua, com sada do tipo tenso
constante, geralmente um transformador-retificador ou motor-gerador.
A fonte de gs protetor constituda de um cilindro do gs ou mistura e
reguladores de presso e/ou vazo, como nos processes GMAW ou FCAW.
Consumveis
Os consumveis usados na soldagem EGW so os mesmos dos processos
GMAW e FCAW, isto , eletrodos e gases de proteo.
Os eletrodos para soldagem de aos-carbono e aos de alta resistncia e
baixa liga (ARBL) so classificados pela especificao AWS A 5.26-78, e so divididos em
slidos e tubulares. Os arames slidos so idnticos aos usados no processo GMAW, com
dimetro entre 1,6 e 4 milmetros. Os eletrodos tubulares tambm so encontrados nesta
faixa de dimetro e so classificados quanto necessidade de uso de proteo gasosa,
composio qumica e propriedades mecnicas do metal depositado.
38
Os gases usados so geralmente o CO2 e misturas 80% argnio e 20%
CO2, tanto com arames tubulares quanto com arames slidos.
Aplicaes Industriais
A soldagem eletrogs mais usada na unio de chapas de aos-carbono
ou ARBL posicionadas verticalmente. Esta situao freqentemente encontrada na
montagem de estruturas robustas, como cascos de navios, tanques de armazenagem,
edifcios, etc. O processo pode ser aplicado a outros tipos de materiais soldveis pelos
processes GMAW e FCAW. Em grande parte dos casos, a soldagem feita no campo.
Oxiacetileno - OFW
Fundamentos do Processo
Soldagem a oxigs (OFW) inclui qualquer operao que usa a combusto
de um gs combustvel com oxignio como fonte de calor. O processo envolve a fuso do
metal base e normalmente de um metal de enchimento, usando uma chama produzida na
ponta de um maarico. O gs combustvel e o oxignio so combinados em propores
adequadas dentro de uma cmara de mistura. O metal fundido e o metal de enchimento, se
usado, se misturam numa poa comum e se solidificam ao se resfriar.
Uma vantagem deste processo o controle que o soldador exerce sobre o
calor e a temperatura, independente da adio de metal. O tamanho do cordo, a forma e a
viscosidade da poa so tambm controlados no processo. OFW adequado para soldagem
de reparo, para soldagem de tiras finas, tubos e tubos de pequeno dimetro. Soldar sees
espessas, exceto para trabalho de reparo, no economicamente vivel quando comparada
com outros processos disponveis.
O equipamento usado em OFW tem um custo baixo, normalmente
porttil e verstil o bastante para ser usado para uma variedade de operaes, tais como
dobramento e retificao, pr-aquecimento, ps-aquecimento, deposio superficial,
brazagem e soldabrazagem.
39
Acessrios de corte, bicos para multichama e uma variedade de
acessrios para aplicaes especiais aumentam a versatilidade do equipamento. Com
mudanas relativamente simples no equipamento, operaes de cortes manuais e mecnicos
podem ser realizadas. Aos-carbono e de baixa liga e muitos metais no ferrosos, mas
geralmente no refratrios ou reativos, so normalmente soldados.
Gases comerciais tm uma propriedade em comum, requerem oxignio
para sustentar a combusto. Um gs, para ser conveniente s operaes de soldagem, deve
apresentar as seguintes propriedades quando queimado:
1. Alta temperatura de chama;
2. Alta taxa de propagao de chama;
3. Contedo de calor suficiente;
4. Mnimo de reao qumica da chama com os metais base e de
enchimento.
Dentre os gases comercialmente disponveis, o acetileno o que mais se
aproxima destes requisitos. Outros gases como propano, gs natural, propileno e gases
baseados nestes, oferecem temperaturas de chama suficientemente altas, mas exibem baixas
taxas de propagao de chama. As chamas finais destes outros gases so excessivamente
oxidantes pelas propores de oxignio-gs combustvel que so altas para gerar taxas de
transferncia de calor utilizveis.
Caractersticas dos Gases de Combusto
A Tabela 1 lista algumas das principais caractersticas de gases
comerciais. A fim de reconhecer o significado das informaes nesta tabela, necessrio
entender alguns termos e conceitos.
40
Tabela 1 Caractersticas de gases combustveis comuns
Frmula G.E. V.E R.E. T chama Calor da Combusto
Gs (Ar=1 a (m 3 /kg) (oC) 1 a 2 a 3 a
15,6 o C) MJ/m 3 MJ/m 3 MJ/m 3
Acetileno C2H2 0,906 0,91 2,5 3087 19,0 36 55
Propano C2H3 1,520 0,54 5,0 2526 10,0 94 104
Metil Acetileno C3H4 1,480 0,55 4,0 2927 21,0 70 91
Propileno C3H6 1,480 0,55 4,5 2900 16,0 73 89Metano CH4 0,620 1,44 2,0 2538 0,4 37 37Hidrognio H2 0,070 11,77 0,5 2660 - - 12
Obs: G.E. = Gravidade especfica; V.E. = Volume especfico; R.E. = Razo estequiomtica
Gravidade Especfica
A gravidade especfica de um gs, com referncia ao ar, indica como o
gs pode acumular em caso de vazamento. Por exemplo, gases com uma gravidade
especfica menor que o ar tendem a subir e podem juntar-se nos cantos superiores e no teto.
Aqueles gases com gravidade especfica maior que o ar tendem a se acumular em reas
baixas.
Volume Especfico
Uma quantidade especfica de gs a uma temperatura e presso padro
pode ser descrita pelo seu volume ou peso. Os valores mostrados na Tabela 1 fornecem o
volume especfico a 15,6 C e sob presso atmosfrica. Se conhecermos o peso e o
multiplicarmos pelo valor da tabela, teremos o volume e vice-versa.
Razo de Combusto ou Estequiomtrica
A Tabela 1 indica o volume de Oxignio teoricamente requerido para a
combusto completa de cada gs. Estas razes Oxignio-gs combustvel (chamadas de
estequiomtricas) so obtidas do balano qumico das equaes dado na Tabela 2. Os
valores mostrados para combusto completa so teis para os clculos, porm, eles no
representam a razo Oxignio-gs combustvel normalmente liberada na operao do
41
maarico, porque a combusto completa parcialmente sustentada pelo Oxignio do ar das
vizinhanas.
Calor de Combusto
O calor total de combusto de um gs de hidrocarboneto a soma dos
calores gerados nas reaes primria e secundria que acontecem na chama global. Isto est
mostrado na Tabela 1. Normalmente, o contedo de calor da reao primria gerado na
chama interna ou primria, onde a combusto sustentada pelo Oxignio fornecido pelo
maarico. A reao secundria acontece na chama externa (secundria), que envolve a
primria, e onde os produtos de combusto da reao primria so sustentados pelo
Oxignio do ar.
Tabela 2 - Equaes qumicas para a combusto completa de gases combustveis comuns
Gs Combustvel Reao com Oxignio
Acetileno C2H2 + 2,5 O2 = 2 CO2 + H2OMetilacetileno-propadieno (MPS) C3H4 + 4 O2 = 3 CO2 + 2 H2OPropileno C3H6 + 4,5 O2 = 3 CO2 + 3 H2OPropano C3H8 + 5 O2 = 3 CO2 + 4 H2OGs Natural ( Metano ) CH4 + 2 O2 = CO2 + 2 H2OHidrognio H2 + 0,5 O2 = H2O
Embora o calor da chama secundria seja importante em vrias
aplicaes, o calor mais concentrado da chama primria a principal contribuio para a
capacidade de soldagem de um sistema a oxigs. A chama primria dita neutra quando a
equao da reao primria est balanceada, fornecendo apenas monxido de carbono e
hidrognio. Sob estas condies, a atmosfera da chama primria no nem carburizante
nem oxidante.
Desde que a reao secundria depende neces