Embed Size (px)
Citation preview
TECNOLOGIA DOS MATERIAIS
APOSTILA DE TECNOLOGIADOS MATERIAIS
Prof. Carlos Roberto Alexandre
1ª edição
Jaraguá do Sul, 2009
1

TECNOLOGIA DOS MATERIAIS
ÍNDICE 1. Introdução............................................................................................................................................ 9
1.1 Perspectiva Histórica................................................................................................................................. 9
1.2 Mais um Pouco de História....................................................................................................................... 9
1.3 A Importância do Estudo dos Materiais.................................................................................................... 10
1.4 Ciência dos Materiais................................................................................................................................ 10
1.5 Objetivos da Ciência e Tecnologia dos Materiais..................................................................................... 11
2. Classificação dos Materiais................................................................................................................ 11
2.1 Classes e Grupos dos Materiais................................................................................................................. 12
3. Propriedades dos Materiais................................................................................................................ 14
3.1 Propriedades Físicas.................................................................................................................................. 14
3.1.1 Propriedade Mecânicas.......................................................................................................................... 14
3.1.2 Propriedades Elétricas............................................................................................................................ 17
3.1.3 Propriedades Térmicas........................................................................................................................... 17
3.1.4 Propriedades Magnéticas........................................................................................................................ 18
3.1.5 Propriedades Ópticas.............................................................................................................................. 18
3.1.6 Propriedades Tecnológicas..................................................................................................................... 19
3.2 Propriedades Químicas.............................................................................................................................. 19
4. Estrutura Atômica dos Materiais....................................................................................................... 20
4.1 Um Pouco de História e Química.............................................................................................................. 20
4.2 Atrações Interatômicas.............................................................................................................................. 20
5. Estrutura dos Materiais...................................................................................................................... 21
5.1 Tipos de Estruturas (Arranjos Atômicos).................................................................................................. 21
5.1.1 Estrutura Molecular................................................................................................................................ 21
5.1.2 Estrutura Amorfa.................................................................................................................................... 22
5.1.3 Estrutura Cristalina................................................................................................................................. 22
5.1.3.1 Elementos de Cristalografia................................................................................................................ 23
5.1.3.2 Sistemas Cristalinos............................................................................................................................ 23
5.1.3.3 Rede de Bravais................................................................................................................................... 26
5.1.3.4 Sistema Cúbico.................................................................................................................................... 28
5.1.3.4.1 Sistema Cúbico Simples (CS).......................................................................................................... 28
5.1.3.4.2 Sistema Cúbico de Corpo Centrado (CCC)...................................................................................... 29
5.1.3.4.3 Sistema Cúbico de Face Centrada (CFC)......................................................................................... 30
5.1.3.5 Sistema Hexagonal.............................................................................................................................. 31
5.1.3.5.1 Sistema Hexagonal Compacta (HC)................................................................................................ 31
5.1.3.6 Redes de Empacotamento Máximo..................................................................................................... 32
2
TECNOLOGIA DOS MATERIAIS
ÍNDICE5.2 Raios Atômicos e Estruturas Cristalinas para alguns Metais.................................................................... 33
5.3 Alotropia ou Polimorfismo........................................................................................................................ 34
5.4 Estrutura Cristalina dos Principais Metais................................................................................................ 34
5.5 Defeitos na Estrutura Cristalina …........................................................................................................... 35
5.5.1 Formação da Estrutura Cristalina........................................................................................................... 35
5.5.2 Classificação dos Defeitos na Estrutura Cristalina................................................................................ 36
5.5.3 Imperfeições Associadas a Composição Química.................................................................................. 36
5.5.4 Defeitos de Ponto................................................................................................................................... 38
5.5.5 Defeitos Lineares.................................................................................................................................... 38
5.5.6 Defeitos Planares.................................................................................................................................... 41
5.6 Difusão...................................................................................................................................................... 44
6. Diagrama de Equilíbrio...................................................................................................................... 44
6.1 Condições de Equilíbrio............................................................................................................................ 46
6.1.1 Regra das Fases...................................................................................................................................... 46
6.1.2 Energia Livre.......................................................................................................................................... 46
6.2 Diferentes Formas de Desenhar Diagramas de Equilíbrio....................................................................... 46
6.2.1 Diagrama de Equilíbrio: Construção...................................................................................................... 46
6.2.2 Diagrama de Equilíbrio: Linhas............................................................................................................. 47
6.2.2.1 Diagrama de Equilíbrio: Nomenclatura.............................................................................................. 47
6.2.3 Diagrama de Equilíbrio: Metal Puro...................................................................................................... 47
6.2.4 Diagrama de Equilíbrio: Ligas Binárias................................................................................................. 47
6.3 Terminologia – Conceitos......................................................................................................................... 48
6.4 Classificação dos Diagramas de Equilíbrio............................................................................................... 48
6.4.1 Diagramas Unários................................................................................................................................. 49
6.4.2 Diagramas Binários................................................................................................................................ 49
6.4.2.1 Sistemas Isomorfos............................................................................................................................. 49
6.4.2.1.1 Análise Térmica................................................................................................................................ 50
6.4.2.2 Sistemas Eutéticos............................................................................................................................... 51
6.4.2.3 Sistemas Eutetóides............................................................................................................................. 51
6.4.2.4 Sistemas Peritéticos............................................................................................................................. 51
6.4.2.5 Sistemas Peritetóides........................................................................................................................... 52
6.4.2.6 Sistemas Monotéticos.......................................................................................................................... 52
6.4.2.7 Sistemas Sintéticos.............................................................................................................................. 52
6.4.3 Diagramas Ternários............................................................................................................................... 52
6.5 Regra da Alavanca.................................................................................................................................... 53
3

TECNOLOGIA DOS MATERIAIS
ÍNDICE6.6 Microestruturas......................................................................................................................................... 53
6.7 Diagrama de Fase de Solubilidade............................................................................................................ 54
6.7.1 Diagrama de Fase de Ligas.................................................................................................................... 55
6.7.2 Composição Química das Fases............................................................................................................. 56
6.8 Diagrama de Equilíbrio Ferro-Carbono.................................................................................................... 56
6.8.1 Estudo do Diagrama de Equilíbrio Fe-C................................................................................................ 58
6.8.2 Ligas de Ferro-Carbono: Generalidades................................................................................................ 60
6.8.3 Estruturas Fundamentais........................................................................................................................ 61
6.8.4 Diagrama “Transformação – Tempo – Temperatura”............................................................................ 63
6.8.4.1 Transformações de Fase...................................................................................................................... 64
7. Materiais Metálicos............................................................................................................................. 65
7.1 Fabricação dos Metais............................................................................................................................... 65
7.2 Metais Ferrosos......................................................................................................................................... 68
7.2.1 Usinas Integradas................................................................................................................................... 68
7.2.1.1 Matéria-Prima..................................................................................................................................... 70
7.2.1.2 Operações Siderúrgicas....................................................................................................................... 71
7.2.2 Usinas Mini-Mills.................................................................................................................................. 76
7.2.2.1 Matéria-Prima..................................................................................................................................... 76
7.2.2.2 Operações Siderúrgicas....................................................................................................................... 76
7.2.3 Produtos Siderúrgicos............................................................................................................................ 77
7.2.4 Os Aços e suas Ligas.............................................................................................................................. 79
7.2.4.1 Classificação Normativa SAE/AISI.................................................................................................... 80
7.2.4.2 Classificação dos Aços Quanto a Composição Química..................................................................... 83
7.2.4.2.1 A Influência de Elementos de Liga.................................................................................................. 90
7.2.4.3 Classificação dos Aços Quanto ao Processamento............................................................................. 95
7.2.4.4 Classificação dos Aços Quanto a Microestrutura................................................................................ 96
7.2.4.5 Classificação dos Aços Quanto as Propriedades................................................................................. 96
7.2.4.6 Classificação dos Aços Quanto as Aplicações.................................................................................... 99
7.2.4.7 Propriedades dos Aços........................................................................................................................ 116
7.2.5 Ferro Fundido......................................................................................................................................... 116
7.3 Metais Não-Ferrosos................................................................................................................................. 122
7.3.1 Alumínio e sua Ligas.............................................................................................................................. 122
7.3.2 Cobre e sua Ligas................................................................................................................................... 125
7.3.3 Magnésio e suas Ligas.......................................................................................................................... 128
7.3.4 Níquel e suas Ligas................................................................................................................................ 128
4
TECNOLOGIA DOS MATERIAIS
ÍNDICE7.3.5 Titânio e suas Ligas................................................................................................................................ 130
7.3.6 Chumbo.................................................................................................................................................. 130
7.3.7 Estanho................................................................................................................................................... 131
7.3.8 Zinco...................................................................................................................................................... 132
8. Materiais Não-Metálicos..................................................................................................................... 132
8.1 Materiais Poliméricos.................................................................................................................…........... 132
8.1.1 Madeiras..................................................................................................................................…........... 133
8.1.2 Plásticos...................................................................................................................................…........... 136
8.1.2.1 Polímeros de Importância Industrial.....................................................................................….......... 140
8.1.3 Elastômeros..............................................................................................................................….......... 146
8.2 Materiais Cerâmicos...................................................................................................................…........... 147
8.2.1 A Origem e os Conceitos da Cerâmica....................................................................................…........... 147
8.2.2 Estrutura da Cerâmica..............................................................................................................….......... 149
8.2.3 Classificação dos Materiais Cerâmicos...................................................................................…........... 151
8.2.3.1 Classificação dos Materiais Cerâmicos Tradicionais............................................................….......... 151
8.2.3.2 Classificação dos Materiais Cerâmicos Avançados..............................................................…........... 155
8.2.3.3 Cerâmicas Tradicionais x Avançadas....................................................................................….......... 158
8.2.3.4 Classificação dos Materiais Cerâmicos Quanto a Matéria-Prima.........................................….......... 159
8.2.3.4.1 Matérias-Primas Naturais..................................................................................................…........... 160
8.2.3.4.2 Matérias-Primas Sintéticas................................................................................................…........... 160
8.2.3.5 Classificação dos Materiais Cerâmicos Quanto as Propriedades........................................…........... 161
8.2.3.6 Classificação dos Materiais Cerâmicos Quanto as Aplicações e Processamento................….......... 166
8.2.3.6.1 Vidros.................................................................................................................................….......... 167
8.2.3.6.2 Vitro-Cerâmicas.................................................................................................................…........... 172
8.2.3.6.3 Argila..................................................................................................................................….......... 172
8.2.3.6.4 Refratário...........................................................................................................................…........... 176
8.2.3.6.5 Abrasivos...........................................................................................................................…........... 177
8.2.3.6.6 Cimentos............................................................................................................................…........... 180
9. Materiais Compósitos......................................................................................................................... 181
9.1 Compósitos Reforçados com Partículas.....................................................................................…........... 183
9.1.1 Compósitos com Partículas Grandes.......................................................................................…........... 183
9.1.2 Compósitos Fortalecidos por Dispersão..................................................................................…........... 186
9.2 Compósitos Reforçados com Fibras...........................................................................................…........... 186
9.2.1 Compósitos de Fibras Contínuas e Alinhadas..........................................................................….......... 188
9.2.2 Compósitos de Fibras Descontínuas e Alinhadas....................................................................…........... 190
5

TECNOLOGIA DOS MATERIAIS
ÍNDICE9.2.3 Compósitos de Fibras Descontínuas e Randomicamente Orientadas......................................….......... 190
9.2.4 A Fase Fibra.............................................................................................................................…........... 191
9.2.5 A Fase Matriz...........................................................................................................................….......... 192
9.3 Processamento de Compósitos Reforçados com Fibra...............................................................….......... 203
9.4 Compósitos Estruturais...............................................................................................................….......... 209
9.4.1 Compósitos Laminares.............................................................................................................….......... 209
9.4.2 Painéis em Sanduíche..............................................................................................................…........... 210
10. Tratamento Térmico......................................................................................................................... 211
10.1 A Origem do Tratamento Térmico............................................................................................…........... 211
10.2 Estrutura Cristalina...................................................................................................................…........... 211
10.2.1 Sistema Cristalino..................................................................................................................….......... 212
10.3 Aço............................................................................................................................................….......... 212
10.3.1 Constituinte do Aço................................................................................................................….......... 212
10.3.2 Aquecimento do Aço..............................................................................................................….......... 213
10.3.3 Resfriamento do Aço..............................................................................................................….......... 215
10.3.4 Diagrama de Equilíbrio Ferro-Carbono.................................................................................….......... 215
10.4 Tratamento Térmico do Aço.....................................................................................................…........... 217
10.4.1 Curvas de Transformação Contínua para os Aços.................................................................…........... 218
10.4.1.1 Fatores que Deslocam a Curva TTT...................................................................................…........... 218
10.4.1.2 Fatores de Influência no TT................................................................................................…........... 220
10.5 Tipos de Tratamentos Térmicos................................................................................................….......... 220
10.5.1 Preparação do Aço para Usinagem........................................................................................…........... 220
10.5.1.1 Recozimento.......................................................................................................................…........... 221
10.5.1.2 Normalização......................................................................................................................….......... 223
10.5.1.3 Esferoidização.....................................................................................................................….......... 223
10.6 Endurecimento do Aço..............................................................................................................….......... 223
10.6.1 Têmpera.................................................................................................................................…........... 223
10.6.2 Solubilização..........................................................................................................................….......... 224
10.6.3 Revenimento..........................................................................................................................…........... 224
10.6.4 Tratamento Isotérmico...........................................................................................................…........... 227
10.6.5 Austêmpera...........................................................................................................................…........... 227
10.6.6 Martêmpera............................................................................................................................….......... 228
10.7 Endurecimento de Superfícies Metálicas..................................................................................….......... 229
10.7.1 Têmpera Superficial...............................................................................................................….......... 229
10.7.1.1 Têmpera por Chama............................................................................................................….......... 230
6

TECNOLOGIA DOS MATERIAIS
ÍNDICE10.7.1.2 Têmpera por Indução..........................................................................................................….......... 231
10.7.2 Revenido de Aços Temperados Superficialmente..................................................................….......... 232
10.7.3 Aços Recomendados na Têmpera Superficial.......................................................................…........... 232
10.7.4 Tratamento Térmico em Banho de Sais.................................................................................….......... 233
10.8 Tratamento Térmico a Vácuo....................................................................................................….......... 233
10.9 Tratamento Termoquímico........................................................................................................….......... 235
10.9.1 Metalurgia..............................................................................................................................….......... 235
10.9.2 Nitretação...............................................................................................................................….......... 235
10.9.2.1 Nitretação a Gás..................................................................................................................….......... 236
10.9.2.2 Nitretação Líquida..............................................................................................................…........... 236
10.9.2.3 Nitretação a Plasma............................................................................................................…........... 237
10.9.3 Oxinitrocarbonetação.............................................................................................................….......... 238
10.9.4 Cementação............................................................................................................................….......... 238
10.9.4.1 Cementação Sólida.............................................................................................................…........... 239
10.9.4.2 Cementação Gasosa............................................................................................................….......... 239
10.9.4.3 Cementação Líquida...........................................................................................................…........... 239
10.9.5 Carbonitretação......................................................................................................................….......... 240
10.10 Pirometria................................................................................................................................….......... 241
10.10.1 Pirômetro Termoelétrico......................................................................................................….......... 242
10.10.2 Pirômetro Óptico e de Radiação..........................................................................................….......... 242
10.11 Equipamentos..........................................................................................................................….......... 243
10.11.1 Equipamentos de Laboratório..............................................................................................….......... 243
10.11.2 Equipamentos de Oficinas ou Industriais.............................................................................….......... 244
10.11.2.1 Fornos com Atmosfera Controlada, Protetora e/ou Ativa..................................................…......... 244
10.11.2.2 Fornos de Banhos de Sal....................................................................................................…......... 245
10.11.2.3 Fornos a Vácuo..................................................................................................................….......... 245
10.11.2.4 Forno de Câmara Sem Atmosfera Protetora......................................................................….......... 245
10.12 Tratamento de Resíduos de Sais e Fluentes Líquidos..............................................................…......... 245
10.12.1 Resíduos de Sais...................................................................................................................….......... 245
10.12.2 Efluentes Líquidos................................................................................................................…......... 246
11. Ensaios................................................................................................................................................ 246
11.1 Propriedades dos Materiais......................................................................................................…........... 248
11.2 Tipos de Ensaios Mecânicos......................................................................................................…......... 249
11.3 Ensaio de Tração......................................................................................................…........................... 250
11.3.1 Cálculo da Tensão......................................................................................................…....................... 250
7

TECNOLOGIA DOS MATERIAIS
ÍNDICE11.3.2 Propriedades Mecânicas Avaliadas...................................................................................................... 252
11.3.3 Procedimentos Normalizados......................................................................................................…..... 254
11.3.4 Análise dos Resultados......................................................................................................…............... 257
11.4 Ensaio de Compressão......................................................................................................….................. 260
11.5 Ensaio de Cisalhamento......................................................................................................…................ 263
11.6 Ensaio de Dobramento e Flexão......................................................................................................….... 265
11.7 Ensaio de Embutimento......................................................................................................…................. 269
11.8 Ensaio de Torção......................................................................................................…........................... 271
11.9 Dureza Brinell.....................................................................................................…................................ 274
11.10 Dureza Rockwell.....................................................................................................….......................... 278
11.11 Dureza Vickers.....................................................................................................…............................. 281
11.12 Ensaio de Fluência.....................................................................................................…........................ 284
11.13 Ensaio de Fadiga.....................................................................................................….......................... 286
11.14 Ensaio de Impacto.....................................................................................................…........................ 290
11.14.1 Impacto a Baixas Temperaturas.....................................................................................................…. 291
11.15 Ensaios Visuais.....................................................................................................…............................. 293
11.16 Líquidos Penetrantes.....................................................................................................….................... 297
11.17 Partículas Magnéticas.....................................................................................................…................... 302
11.18 Ultra-Som.....................................................................................................…..................................... 308
11.18.1 Realizando o Ensaio de Ultra-Som.................................................................................................... 313
11.19 Radiografia Industrial.....................................................................................................…................... 318
11.19.1 Ensaio por Raios-X.....................................................................................................…................... 322
11.19.2 Ensaio por Raios Gama.....................................................................................................…............. 328
12. Bibliografia.....................................................................................................…............................... 334
8
TECNOLOGIA DOS MATERIAIS
1. INTRODUÇÃO1.1 PERSPECTIVA HISTÓRICA
A história do homem é a história do domínio da tecnologia dos materiais, ou com atividades econômicas relacionados ao domínio dessa tecnologia, como a Revolução Industrial. De fato, durante milhares de anos, essa evolução foi bastante lenta, para depois, em apenas pouco mais de 200 anos, acelerar-se de forma incrível, proporcionando ao ser humano, principalmente nos países industrializados, cada vez mais conforto e tempo para o lazer. Este é, com certeza, o verdadeiro motivo que mantém o ser humano na pesquisa constante de novos materiais: o que ele quer, na verdade, é viver bem e ter mais tempo para si e para sua família.
Os materiais estão tão profundamente enraizados em nossa cultura que a maioria de nós nem percebe sua presença. Nos transportes, nas casas, nas roupas, nos meios de comunicação, na recreação, e até na produção de alimentos, inevitavelmente todos segmentos de nossas vidas são influenciados de uma maneira ou de outra pelos materiais. Historicamente, o desenvolvimento e o avanço das sociedades tem sido intimamente ligado a habilidade dos membros para produzir e manipular os materiais para satisfazer suas necessidades. De fato, as primeiras civilizações foram designadas pelo nível do desenvolvimento de seus materiais (isto é, Idade da Pedra, Idade do Bronze, Idade do Ferro, etc.).
No início da civilização, os homens tinham acesso a um número muito limitado de materiais, todos retirados diretamente da natureza. Descobriram técnicas para produção de materiais com propriedades superiores aos naturais, alterando-as através de tratamentos térmicos ou pela adição de outras substâncias. Nesses novos materiais incluem-se a cerâmica e vários metais. Neste ponto, os materiais eram escolhidos através de um processo de seleção, ou seja, eram selecionados dentre um número restrito de materiais, os que possuíam as melhores propriedades para determinada aplicação. Somente em tempos recentes os cientistas vieram a entender as relações entre as estruturas dos materiais e suas propriedades.
Esse conhecimento, adquirido nos últimos 60 anos, nos permitiu dar um grande passo no entendimento das suas características. Assim, dezenas de milhares de materiais diferentes evoluíram com características bastante específicas que satisfazem as necessidades de nossa sociedade moderna e complexa, tais como, metais, plásticos, vidros, etc.
Mas de todos os materiais a disposição da indústria, certamente o ferro fundido e o aço são os mais utilizados. E não é só na indústria mecânica, não: eles estão também na construção civil em edifícios, viadutos e pontes, ajudando a manter unidas as estruturas de concreto, na indústria elétrica, na fabricação de motores que auxiliam a movimentar máquinas e equipamentos industriais. O que devemos sempre lembrar é que todo o progresso conseguido na tecnologia de fabricação do ferro fundido e do aço não foi apenas o resultado da abundância do metal na crosta terrestre, o que facilitou sua utilização. Foi também consequência da curiosidade do homem para saber mais sobre a estrutura e o comportamento desses materiais.
O desenvolvimento de tecnologias que propiciam maior conforto estão intimamente associadas ao acesso a materiais adequados. Um avanço na compreensão de um tipo de material é muitas vezes o precursor de um grande desenvolvimento tecnológico. Por exemplo, os automóveis não teriam sido possíveis sem a disponibilidade de aço barato ou algum outro substituto adequado. Em nossos dias, sofisticados equipamentos eletrônicos utilizam componentes fabricados com certos materiais chamados semicondutores, surgidos após a Segunda Guerra Mundial.
Assim, ao longo da história da humanidade, o homem descobriu como minerar, beneficiar e melhorar as propriedades dos metais resultantes desse processo.
1.2 MAIS UM POUCO DE HISTÓRIAHoje é praticamente impossível encontrar alguma área da atividade humana na qual o metal não esteja presente
e intimamente ligado ao desenvolvimento. Mas, para isso, o homem percorreu um longo caminho: o ouro teria sido o primeiro metal a ser usado, aproximadamente 8000 anos antes de Cristo. Ele é um metal encontrado em estado puro na natureza e não necessita de processo de beneficiamento. Seu brilho foi o que, provavelmente, chamou a atenção de nossos antepassados. Contudo, apesar de ser facilmente trabalhável devido a suas propriedades (alta ductilidade, baixa dureza e baixa resistência mecânica), essas mesmas propriedades impediram que o material fosse usado para finalidades práticas, como a fabricação de armas e ferramentas. O primeiro metal que foi usado como matéria-prima tanto para objetos de adorno quanto para ferramentas foi o cobre. Os livros de história nos ensinam que 7000 anos antes de Cristo, o homem já fazia experiência com esse metal em um lugar chamado Anatólia, lá na antiga União Soviética. Por acaso, os primeiros artesãos descobriram que, apesar de bastante dúctil e maleável, o cobre ficava mais duro quando martelado com outra ferramenta. Descobriu também que era fácil soldá-lo com ele mesmo e que, assim, era possível construir ferramentas mais complexas. Além disso, o cobre liga-se facilmente a outros metais. Assim, naturalmente e embora também por acaso, o homem descobriu a primeira liga que continha como base o cobre e ao qual se acrescentava
9

TECNOLOGIA DOS MATERIAIS
arsênico. Parece que um caçador distraído fundiu sem querer na fogueira do seu acampamento esses dois materiais que estavam ali juntos, no chão. O resultado foi um metal muito mais duro e resistente do que o cobre puro. O homem percebeu isso e passou a preferir essa liga ao metal puro. Mais tarde ele substituiu o arsênico pelo estanho que, apesar de mais raro e difícil de ser obtido, era mais seguro para ser trabalhado. Estava descoberto o bronze.
Apesar de ser o quarto elemento mais abundante existente na crosta terrestre (5,01%) e de existir em quantidades muito maiores que o cobre (só 0,01%), o ferro só começou a ser usado muito depois (por volta de 3500 a.C.) devido as dificuldades de processamento. O homem da antiguidade conhecia esse metal como o “Metal do Céu” ou o “Metal das Estrelas”, talvez porque o ferro que ele usava naquela época fosse retirado de meteoritos. Esse homem trabalhava o ferro por uma técnica chamada forjamento, na qual o metal é aquecido até ficar incandescente, ou seja, até ficar vermelho, e martelado até atingir a forma desejada. Assim, não era necessário fundir o metal, pois essa técnica ele ainda não dominava.
Bem mais tarde, por volta do ano 1000 a.C. na China, foram construídos os primeiros fornos de redução do minério de ferro para a produção de aço e, depois, de ferro fundido. Essa tecnologia, de fundição bem sofisticada, foi desenvolvida, independentemente, na Europa só muito mais tarde, no século XIV.
Depois, a partir da segunda metade do século XIX, com o desenvolvimento do alto-forno e o descobrimento do processo de diminuição do carbono do ferro-gusa, foi possível obter o ferro fundido e o aço em grandes quantidades. A partir daí, o caminho estava aberto para todas as utilizações desses materiais que se fazem hoje.
1.3 A IMPORTÂNCIA DO ESTUDO DOS MATERIAISMuitos dos cientistas aplicados ou engenheiros, sejam eles mecânicos, civis, químicos, ou elétricos, estarão
uma vez ou outra expostos a um problema de projeto envolvendo materiais. Como exemplos, podemos mencionar uma engrenagem de transmissão, a superestrutura dos arranha-céus, um componente de uma refinaria de petróleo, ou um circuito integrado de um “chip”. E os cientistas e engenheiros de materiais são os profissionais que estão totalmente envolvidos na investigação e desenvolvimento dos materiais utilizados em todos esses projetos. Muitas vezes, o problema relacionado com materiais é selecionar corretamente apenas um dentre os milhares disponíveis. Há vários critérios em que a decisão final é normalmente baseada. Em primeiro lugar, deve-se analisar as condições de trabalho para determinar a ordem das propriedades que o material deve possuir. Muito raramente o material possui a combinação das propriedades ideais exigidas. Assim, pode ser necessário optar por uma característica ou outra. O exemplo clássico envolve a dureza e a ductilidade, normalmente, um material de alta dureza possui baixa ductilidade. Em certos casos, é necessário que duas ou mais propriedades estejam de acordo para seu aproveitamento. Em segundo lugar, está a deterioração a qual o material sofrerá durante sua operação de serviço. Por exemplo, um material pode sofrer uma significante redução na sua resistência mecânica se for exposto a temperaturas elevadas ou ambientes corrosivos. Finalmente, a viabilidade econômica. Daí surge a típica pergunta: Quanto custará o produto final? Um material que possuir as qualidades ideais para o uso, poderá tornar-se inviável devido ao seu elevado custo. Novamente aqui, é inevitável a necessidade da combinação de fatores na escolha. O preço final de uma peça acabada inclui qualquer despesa necessária para poder dar-lhe a forma desejada. Assim, com o estudo aprofundado dos materiais, pode-se escolher prudentemente os que mais se adaptam a sua realidade seguindo estes critérios.
1.4 CIÊNCIA DOS MATERIAISA Ciência dos Materiais envolve a investigação da relação existente entre estrutura e propriedades dos
materiais. Assim, com base nessa correlação entre estrutura e propriedades, desenvolve ou cria a estrutura de um material para produzir um conjunto de pré-determinadas propriedades.
“Estrutura”de um material diz respeito ao arranjo de seus componentes internos. A estrutura subatômica envolve os elétrons dentro dos átomos e a interação com seus núcleos. Em um nível atômico, estrutura diz respeito a organização dos átomos ou moléculas uns em relação aos outros.
Seguindo essa ordem, o próximo tipo de estrutura é formada por um grande número de átomos ou moléculas que formam grandes aglomerados possíveis de serem observados através de um microscópio. Estas estruturas são denominadas “microscópicas”. Finalmente, a estrutura que pode ser observada diretamente com os olhos, sem nenhum equipamento especial, é chamada de estrutura “macroscópica”.
A noção de “propriedade” também merece um esclarecimento. Durante o uso, todos os materiais são expostos a estímulos externos que provocam algum tipo de resposta. Por exemplo, um espécime submetido a uma força sofrerá uma deformação, ou a superfície de um metal quando polido refletirá a luz. Portanto, propriedade é uma característica dos materiais em termos do tipo e magnitude da resposta para cada estímulo específico. Geralmente, definições de propriedades são criadas independentemente da forma e do tamanho do material. Inevitavelmente as propriedades mais importantes dos materiais sólidos podem ser agrupadas em sete categorias diferentes: mecânicas, elétricas, térmicas,
10

TECNOLOGIA DOS MATERIAIS
magnéticas, ópticas, tecnológicas e químicas. Para cada propriedade, há um tipo de estímulo que provoca uma resposta diferente. A propriedade mecânica relaciona deformação do material a uma força aplicada sobre ou por ele. Neste caso, estão descritos os módulos de elasticidade e força. Para as propriedades elétricas, como a condução e constante dielétrica, o estímulo é o campo elétrico. O comportamento térmico dos sólidos pode ser representado em termos de capacidade calorífica e condutibilidade térmica. As propriedades magnéticas demonstram a resposta de um material a aplicação de um campo magnético. Para as propriedades ópticas, os estímulos podem ser uma radiação eletromagnética ou luminosa e o índice de refração e reflexão, representam as propriedades em si. As propriedades tecnológicas estão relacionadas a adequabilidade do material diante dos processos de fabricação aos quais é submetido. Finalmente, as propriedades químicas estão muitas vezes relacionadas a reatividade química dos materiais.
1.5 OBJETIVOS DA CIÊNCIA E TECNOLOGIA DOS MATERIAISOs objetivos deste estudo, é o de buscar soluções para projetos específicos, procurar novos materiais, bem
como manipulá-los e analisar sua micro estrutura, segundo alguns critérios:- Analisando as condições de serviços e de exposição.- Quais as propriedades físicas e mecânicas esperadas?- Viabilização econômica do projeto.
Elementos do projeto:
Então, as propriedades finais, o tipo de material, a forma geométrica ,ou seja, o produto final de um projeto nasce passando sempre pôr estes elementos: - Processamento: é a maneira como será fabricado o material;- Estrutura: é como ficará arranjada atomicamente a matéria;- Propriedades: quais propriedades físicas, químicas ou mecânicas apresentará?;- Desempenho: será satisfatório ou não?.
A figura 1, mostra a transmitância à luz de três amostras de óxido de alumínio, da esquerda para direita: material monocristalino (safira), que é transparente, um material policristalino e completamente denso (não-poroso), que é translúcido, e um material policristalino que contém aproximadamente 5% de porosidade, que é opaco. Neste exemplo, podemos observar que a maneira como foi processado o óxido de alumínio, afetou diretamente a condição de transparência.
2. CLASSIFICAÇÃO DOS MATERIAISOs materiais sólidos têm sido convenientemente agrupados em três classificações básicas: metais, cerâmicos e
polímeros. Esse esquema está baseado principalmente na composição química e na estrutura atômica, e a maioria dos materiais se encaixam em um ou outro grupamento distinto, embora existam alguns materiais intermediários. Adicionalmente, existem três outros grupos de materiais importantes na engenharia (compósitos, semicondutores e biomateriais). Os compósitos consistem em combinações de dois ou mais materiais diferentes, enquanto os semicondutores são utilizados devido às suas características elétricas peculiares e os biomateriais são implantados no interior do corpo humano. Uma explicação sucinta dos tipos de materiais e suas características representativas é apresentada a seguir.
Metais: são combinações de elementos metálicos, bons condutores de eletricidade e calor e não transparentes. São elementos químicos sólidos a temperatura ambiente (exceto o mercúrio), opacos, lustrosos, e quando polidos refletem a luz. A maioria dos metais é forte, dúctil e maleável, e, em geral, de alta densidade. Possuem um grande número de elétrons não-localizados, isto é, estes elétrons não estão ligados a qualquer átomo em particular. Muitas das propriedades dos metais são atribuídas diretamente a estes elétrons. Metais são os materiais estruturais primários de toda a tecnologia e inclui um grande número de ligas ferrosas (por exemplo, ferro-fundido, aço carbono, ligas de aços, etc.).
Polímeros: dentre os polímeros incluem-se borrachas, plásticos, e muitos outros tipos de adesivos, compostos orgânicos baseados no carbono, hidrogênio e outros não-metálicos, estrutura molecular muito grande, baixa densidade e extremamente flexíveis. São produzidos a partir da criação de grandes estruturas moleculares provenientes de moléculas orgânicas em um processo conhecido como polimerização. Os polímeros têm baixa condutividade térmica e elétrica, tem baixa resistência mecânica comparado a outros materiais utilizados em engenharia, e não são adequados para
11
Figura 1: Amostras de óxido de alumínio.
PROCESSAMENTO → ESTRUTURA → PROPRIEDADES → DESEMPENHO

TECNOLOGIA DOS MATERIAIS
utilização em altas temperaturas. Polímeros termoplásticos, nos quais as longas cadeias de moléculas não são rigidamente conectadas, tem boa ductilidade e formabilidade. Polímeros termofixos são normalmente mais resistentes, porém, podem apresentar-se quebradiços pela sua cadeia molecular ser de forte conexão. Os materiais poliméricos são utilizados em inúmeras aplicações: embalagens, componentes de eletrodomésticos, brinquedos, peças técnicas e etc.
Cerâmicos: são compostos entre elementos metálicos e não metálicos. A grande variedade de materiais que se enquadra nesta classificação são compostos de materiais argilosos, vidro, grafite, cimento (concreto), etc. Os cerâmicos são duros, porém muito quebradiços. Esta classe pode ser definida como qualquer material sólido inorgânico, usado ou processado em temperaturas altas. Quando falamos em cerâmica, imediatamente nos vem a mente coisas tais como louças sanitárias, pisos, azulejos, porcelana de mesa, etc. Frequentemente esquece-se das aplicações tecnológicas mais avançadas de óxidos, carbonetos e nitretos. Muitos destes são de grande interesse industrial.
Compósitos: consiste na combinação de dois ou mais materiais diferentes, trabalhando juntos, sendo que, as propriedades do conjunto são melhores do que as propriedades de um material individual. As fibras de vidro é um exemplo bem familiar, onde estas são adicionadas a um material polimérico. Um compósito é desenvolvido para combinar as melhores propriedades dos materiais que o constituem. A fibra de vidro, por exemplo, adquire a dureza do vidro e a flexibilidade do polímero. Muitos dos recentes materiais desenvolvidos atualmente são compósitos. Outro exemplo de compósitos é o concreto e fibras de carbono impregnadas.
Semicondutores: são materiais que possuem propriedades elétricas que são intermediárias entre aquelas apresentadas pelos condutores elétricos e pelos isolantes. Eles tornaram possível o advento dos circuítos integrados, que revolucionaram totalmente as indústrias de produtos eletrônicos e de computadores (para não mencionar as nossas vidas) ao longo das últimas duas décadas, e podem ser definidos como materiais que conduzem corrente elétrica melhor que os isolantes mas não melhor que os metais. Um grande número de materiais satisfaz a estas condições. Em temperatura ambiente, a condutividade característica dos metais é da ordem de 104 a 106 ohm-1 cm-1, enquanto nos isolantes é da ordem de 10-25 a 10-9 ohm-1 cm-1. Os materiais classificados como semicondutores possuem condutividade entre 10-9 e 104 ohm-1 cm-1. Normalmente a condutividade dos metais diminui com o aumento da temperatura. Com os semicondutores ocorre o contrário, a condutividade aumenta com o aumento da temperatura. Nos semicondutores o processo de condução pode ocorrer de modo não iônico onde há o transporte de carga ou de massa (de elétrons). As propriedades únicas dos semicondutores dependem, acima de tudo, do número de portadores de corrente elétrica. Estes portadores podem ser de dois tipos: elétrons ou “buracos”. O número de portadores pode variar dependendo da temperatura, luminosidade, partículas nucleares, campos elétricos, ou imperfeições no cristal na forma de átomos de impurezas ou do sistema cristalino.
Biomateriais: são materiais empregados em componentes destinados ao implante no corpo humano, substituindo partes doentes ou danificadas. Esses materiais não devem produzir substâncias tóxicas e deve ser compatível com os tecidos do corpo (isto é, não devem causar reações biológicas adversas). Todas as classes de materiais podem ser utilizadas como biomateriais (metais, cerâmicos, polímeros, semicondutores e compósitos), desde que sejam cuidadosamente selecionados.
2.1 CLASSES E GRUPOS DOS MATERIAISQuando imaginamos a confecção de um determinado produto, devemos pensar na seleção do material que irá
constituí-lo. Esse material deverá atender as exigências técnicas, como também deve-se avaliar seu emprego no aspecto econômico. Mas com uma pergunta simples poderemos entender melhor esse dilema. “Materiais têm personalidade”? Para espanto de todos, a resposta é sim, mas como? Pense um pouco. Por que o plástico é “plástico”? Por que o alumínio é mais leve que o ferro? Por que a borracha depois de esticada volta a sua forma primitiva? Por que o cobre conduz eletricidade e o plástico, não? As respostas a essas perguntas aparecem quando a gente conhece as propriedades dos materiais. Elas são a “personalidade” deles. E conhecê-las é importante, porque, quando queremos fabricar qualquer produto, não basta apenas conhecer a tecnologia de como fabricá-lo. Se não soubermos bem como cada material se comporta em relação ao processo de fabricação e ao modo como a peça é usada, corremos o risco de usar um material inadequado. Você já reparou na variedade de materiais usados na indústria moderna? Pense, para serem bonitos, baratos, práticos, leves, resistentes e duráveis, os produtos são feitos de materiais que conseguem atender, não só as exigências de mercado, mas também as exigências técnicas de adequação ao uso e ao processo de fabricação. E quais são eles? Dependendo do tipo de produto que se quer e do uso que se vai fazer dele. Por exemplo: se você quiser fabricar tecidos, terá de utilizar algodão, lã, seda, fibras sintéticas. Na fabricação de móveis, você usará madeira, resinas sintéticas, aço, plástico. Para os calçados, você terá que usar couro, borracha, plástico. Na indústria metal-mecânica, na fabricação de peças e equipamentos, você vai usar ferro, aço, alumínio, cobre, bronze. Portanto, a tabela 2 nos mostra uma classificação dos materiais mais comumente utilizados, tendo cada um sua importância e emprego definidos em função de suas características e propriedades.
12

TECNOLOGIA DOS MATERIAIS
MATERIAIS
METÁLICOS NÃO-METÁLICOS
FERROSOS NÃO-FERROSOS NATURAIS SINTÉTICOS
Aço Leves Madeira Plásticos
Ferro Fundido (FoFo) Pesados Couro Resinóides
- - Borracha Vidro
- - Asbesto, etc. Cerâmica
Conhecidas as classes dos materiais, passemos agora a especificá-los por grupos e emprego a que se destinam,
pois todos os materiais possuem características próprias que devemos conhecer para podermos empregá-los mais adequadamente.- Grupos dos materiais: todos esses materiais estão agrupados em duas famílias:a) Materiais metálicos ferrosos e não-ferrosos;b) Materiais não-metálicos naturais e sintéticos.Essa divisão entre metálicos e não-metálicos está diretamente ligada as propriedades desses materiais.
• Materiais metálicos: apresentam plasticidade, isto é, podem ser deformados sem se quebrarem e conduzem bem o calor e a eletricidade. Aliás, a condutividade tanto térmica quanto elétrica dos metais está estreitamente ligada a mobilidade dos elétrons dos átomos de sua estrutura.
Denominação do material Ponto de fusão em 0C Densidade em kg/dm3 Aplicação
Aço 1400 a 1600 7,85 Construções em geral: pontes, máquinas, prédios, motores, etc.
Ferro fundido (FoFo) 1200 a1300 7,2 - 7,3 Fundição de peças: carcaças, máquinas.
Aço inoxidável 1500 7 – 7,84 Talheres em geral recipientes para líquidos corrosivos.
Chapa galvanizada - - Calhas para água, baldes, pecas expostas ao tempo.
Zinco (Zn) 419 7,14 Zincagem de chapas.
Estanho (Sn) 232 7,3 Estanhagem de folhas de flandres, solda de estanho.
Cobre (Cu) 1083 8,94 Fios elétricos, ligas com outros metais.
Chumbo (Pb) 327 11,3 Acumuladores, martelos de chumbo, sifões.
Latão (Cu + Zn) 900 a 1000 8,4 Peças hidráulicas: torneiras, registros para água, molduras metálicas.
Bronze (Cu + Sn) 850 a 1050 7,6 Buchas para articulações, bustos de estátuas.
Alumínio (Al) 660 2,7 Utensílios domésticos, ligas com outros metais, aparelhos químicos.
Magnésio (Mg) 650 1,74 Rodas de carro, blocos de motores, ligas com outros metais.
Níquel (Ni) 1452 8,9 Construções de aparelhos, moedas, ligas com outros metais.
Tabela 2.1: Alguns tipos de materiais metálicos e suas aplicações.
→ Metais ferrosos: desde sua descoberta, os metais ferrosos tornaram-se de grande importância na construção mecânica. Os metais ferrosos mais importantes são:a) Aço: material tenaz, de excelentes propriedades e de fácil trabalho, pode também ser forjável.b) Ferro fundido (FoFo): material amplamente empregado na construção mecânica, pode substituir o aço em diversas aplicações, muitas vezes com grande vantagem, embora não possua resistência. Como esses materiais são fáceis de serem trabalhados, com eles é construída a maior parte de máquinas, ferramentas, estruturas, bem como instalações que necessitam materiais de grande resistência.
→ Metais não-ferrosos: são todos os demais metais empregados na construção mecânica. Possuem os mais diversos empregos, pois podem substituir os materiais ferrosos em várias aplicações, mas nem sempre podem ser substituídos pelos ferrosos. Esses metais são utilizados geralmente isolados ou em forma de ligas metálicas, algumas delas são amplamente empregadas na construção de máquinas, instalações, automóveis, etc. Podemos dividir os não-ferrosos em dois tipos em função da densidade:a) Metais pesados: (p > 5kg/dm3): cobre, estanho, zinco, chumbo, platina, etc.b) Metais leves: (p < 5kg/dm3): alumínio, magnésio, titânio, etc.
13
Tabela 2: Classes dos materiais.

TECNOLOGIA DOS MATERIAIS
Normalmente, os não-ferrosos são materiais caros e não devemos utilizá-los em componentes onde possam ser substituídos por materiais ferrosos, o que seria economicamente inadequado. Os metais não-ferrosos são amplamente utilizados em peças sujeitas a oxidação, devido a sua resistência, sendo muito utilizados em tratamentos galvânicos superficiais de materiais. São também bastante utilizados em componentes elétricos. Nos últimos anos, a importância dos metais leves e suas ligas têm aumentado consideravelmente, principalmente na construção de veículos, nas construções aeronáuticas e navais, bem como na mecânica de precisão, pois têm-se conseguido ligas metálicas de alta resistência e de menor peso e, com isto, tende-se a trocar o aço e o ferro fundido por esses metais.
• Materiais não-metálicos: na maioria dos casos, são maus condutores de calor e eletricidade. Existem numerosos materiais não-metálicos que podem ser divididos em:
→ Naturais: madeira, couro, fibras, etc.→ Artificiais ou sintéticos: baquelite, celulóide, acrílico, etc.Todos os não-metálicos possuem seu campo de aplicação, porém os materiais sintéticos, produzidos
quimicamente, vem sendo cada vez mais empregado nos dias de hoje. Os chamados materiais plásticos estão sendo aplicados, de maneira excelente, em um grande número de casos como substitutos de metais de forma mais eficiente e econômica. Daí a necessidade de conhecermos um pouco mais esses materiais que vêm se tornando uma presença constante nos campos técnico, científico e doméstico.
3. PROPRIEDADES DOS MATERIAISTodo projetista está vitalmente interessado nos materiais que lhe são disponíveis. Quer seu produto seja uma
ponte, um computador, um veículo espacial ou um automóvel, deve ter um profundo conhecimento das propriedades, das características e do comportamento dos materiais que pode usar. Considere-se, por exemplo, a variedade de materiais usados na manufatura de um automóvel: ferro fundido, aço, alumínio, vidro, plástico, borracha, tecido, apenas para citar alguns, e cada um deles possui características próprias: o ferro fundido é duro e frágil, o aço é bastante resistente, há cerca de 3000 tipos ou modificações, o vidro é transparente e frágil, o plástico é impermeável, a borracha é elástica, o tecido é isolante térmico e assim vai. Mas com que critério é feita a escolha do material adequado para uma determinada peça? Ao fazer a sua escolha, o projetista deve levar em conta propriedades tais como resistência mecânica, condutividade elétrica e/ou térmica, densidade e outras. Além disso, deve considerar o comportamento do material durante o processamento e o uso, onde plasticidade, usinabilidade, estabilidade elétrica, durabilidade química, deve ser utilizada. Muitos projetos avançados em engenharia dependem do desenvolvimento de materiais completamente novos. Por exemplo, o transistor nunca poderia ter sido construído com os materiais disponíveis há 40 anos atrás, o desenvolvimento da bateria solar requereu um novo tipo de semicondutor, e, embora os projetos de turbinas a gás estejam muito avançados, ainda se necessita de um material barato e que resista a altas temperaturas, para as pás da turbina.
Dureza, fragilidade, resistência, impermeabilidade, elasticidade, condução de calor, todas essas capacidades próprias de cada material, são o que chamamos de propriedades. O que não podemos esquecer é que cada uma delas está relacionada a natureza das ligações que existem entre átomos de cada material, seja ele metálico ou não-metálico.
Desde que, obviamente, é impossível para o projetista ter um conhecimento detalhado dos milhares de materiais agora disponíveis, assim como manter-se a par dos novos desenvolvimentos, ele deve ter um conhecimento adequado dos princípios gerais que governam as propriedades de todos os materiais. Para tornar nosso estudo mais fácil, as propriedades foram reunidas em grupos, de acordo com o efeito que elas causam. Assim temos- Propriedades Físicas; - Propriedades Químicas.
3.1 PROPRIEDADES FÍSICASEsse grupo de propriedades determina o comportamento do material em todas as circunstâncias do processo de
fabricação e de utilização. Dentre o conjunto de propriedades físicas destacam-se:Densidade: é a relação entre o peso de certo volume de um corpo e o peso de igual volume de água. É um número abstrato. Exemplo: Pb = 11,4, Cu = 8,9, Al = 2,7, Mg = 1,7;Peso específico: é o peso da unidade de volume do corpo. Por exemplo: o peso específico do aço é 7,8 kg/dm³.
Nas propriedades físicas temos as propriedades mecânicas, elétricas, térmicas, magnéticas, ópticas e tecnológicas.
3.1.1 PROPRIEDADES MECÂNICASSão aquelas que definem o comportamento do material segundo um determinado esforço a que ele pode ser
submetido. O conjunto de propriedades mecânicas é baseado nas seguintes características do material:
14

TECNOLOGIA DOS MATERIAIS
- Resistência mecânica: é a propriedade apresentada pelo material em resistir a esforços externos, estáticos ou lentos. Tais esforços podem ser de natureza diversa, como sejam: tração, compressão, flexão, torção, cisalhamento, flambagem. Veja figura 3.
Assim, os esquemas abaixo representam os esforços referidos:a) Elasticidade: é a propriedade apresentada pelos materiais em recuperar a forma primitiva tão depressa cesse o esforço que tenha provocado a deformação. A deformação elástica é reversível e desaparece quando a tensão aplicada é removida.
O grau até onde uma estrutura se deforma ou se escoa depende da magnitude de uma tensão imposta. Para muitos metais que são tensionados em tração e em relativamente baixos níveis, tensão e deformação são proporcionais entre si através da correlação σ = E x ε. Esta é conhecida como a lei de Hooke e a constante de proporcionalidade E (psi ou MPa) é o módulo de elasticidade ou módulo de Young. Para muitos metais típicos a magnitude deste módulo varia entre 6,5 x 106 psi (4,5 x 104 MPa) para o magnésio e 59 x 106 psi (40,7 x 104 MPa) para o tungstênio. Uma característica da deformação elástica é que esta é praticamente proporcional a tensão aplicada. O módulo de elasticidade (módulo de Young) é quociente entre a tensão aplicada e a deformação elástica resultante. Ele está relacionado com a rigidez do material. O módulo de elasticidade resultante de tração ou compressão é expresso em unidade de tensão (psi ou MPa). O valor deste módulo é primordialmente determinado pela composição do material e é apenas indiretamente relacionado com as demais propriedades mecânicas. O módulo de Young é determinado a partir do ensaio de tração. Valores de módulo de elasticidade para vários metais à temperatura ambiente são apresentados na tabela 3.
Módulo Elástico Módulo de Cisalhamento
Ligas Metálicas GPa 106 psi GPa 106 psi Razão de Poisson
Alumínio 69 10 25 3,6 0,33
Latão 97 14 37 5,4 0,34
Cobre 110 16 46 6,7 0,34
Magnésio 45 6,5 17 2,5 0,29
Níquel 207 30 76 11,0 0,31
Aço 207 30 83 12,0 0,30
Titânio 107 15,5 45 6,5 0,34
Tungstênio 407 59 160 23,2 0,28
15
F
F
F
F
F
F
F
F
F
F'
A Bb
a b
d
l
Figura 3.1: Esforços mecânicos aos quais os corpos estão sujeitos.
Tabela 3: Módulos elásticos e de cisalhamento à temperatura ambiente e a razão de Poisson
para várias ligas metálicas.
Figura 3: Todo o corpo tende a resistir aos esforços que lhe são aplicados. Dá-se o nome de resistência à maior ou menor capacidade que o material tem de resistir a um determinado tipo de esforço.
Tração
Compressão
Compressão
Peça
Flexão
Cisalhamento
Torção
Flambagem
a
TECNOLOGIA DOS MATERIAIS
b) Plasticidade: é a propriedade que apresentam certos materiais de se deixarem deformar permanentemente assumindo diferentes tamanhos ou formas sem sofrerem rupturas, rachaduras ou fortes alterações de estrutura quando submetidos a pressões ou choques compatíveis com as suas propriedades mecânicas. A plasticidade é influenciada pelo calor (o aço ao rubro torna-se bastante plástico). O inverso da plasticidade é a fragilidade ou quebrabilidade, assim, um material é dito frágil ou quebradiço quando o mesmo ao romper-se apresenta uma pequena deformação. A plasticidade pode ser subdividida em:
b1) Maleabilidade: é a maior ou menor facilidade apresentada pelo material em se deformar sob ação de uma pressão ou choque, compatível com a sua resistência mecânica. Um material é maleável quando sob ação do laminador ou do martelo da forja, não sofre rupturas ou fortes alterações na estrutura (endurecimento inadmissível). A maleabilidade pode ser a quente ou a frio. Se a maleabilidade a frio é muito grande, o material é chamado plástico.
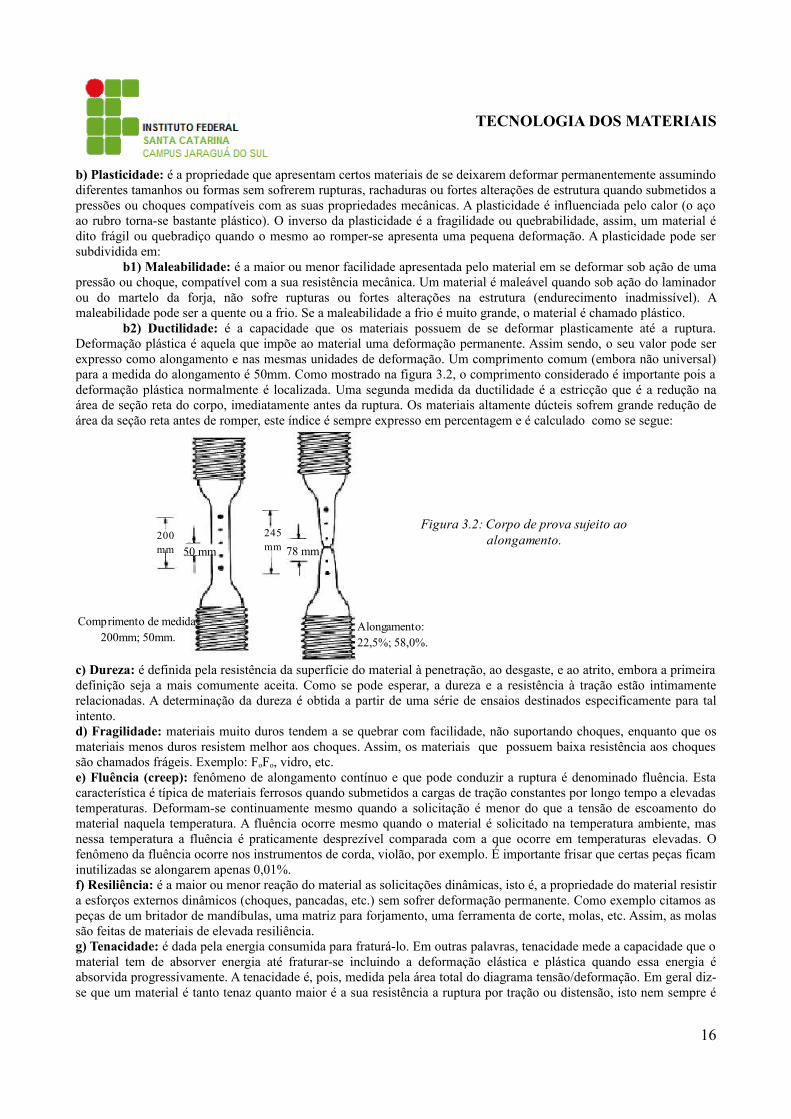
b2) Ductilidade: é a capacidade que os materiais possuem de se deformar plasticamente até a ruptura. Deformação plástica é aquela que impõe ao material uma deformação permanente. Assim sendo, o seu valor pode ser expresso como alongamento e nas mesmas unidades de deformação. Um comprimento comum (embora não universal) para a medida do alongamento é 50mm. Como mostrado na figura 3.2, o comprimento considerado é importante pois a deformação plástica normalmente é localizada. Uma segunda medida da ductilidade é a estricção que é a redução na área de seção reta do corpo, imediatamente antes da ruptura. Os materiais altamente dúcteis sofrem grande redução de área da seção reta antes de romper, este índice é sempre expresso em percentagem e é calculado como se segue:
c) Dureza: é definida pela resistência da superfície do material à penetração, ao desgaste, e ao atrito, embora a primeira definição seja a mais comumente aceita. Como se pode esperar, a dureza e a resistência à tração estão intimamente relacionadas. A determinação da dureza é obtida a partir de uma série de ensaios destinados especificamente para tal intento.d) Fragilidade: materiais muito duros tendem a se quebrar com facilidade, não suportando choques, enquanto que os materiais menos duros resistem melhor aos choques. Assim, os materiais que possuem baixa resistência aos choques são chamados frágeis. Exemplo: FoFo, vidro, etc.e) Fluência (creep): fenômeno de alongamento contínuo e que pode conduzir a ruptura é denominado fluência. Esta característica é típica de materiais ferrosos quando submetidos a cargas de tração constantes por longo tempo a elevadas temperaturas. Deformam-se continuamente mesmo quando a solicitação é menor do que a tensão de escoamento do material naquela temperatura. A fluência ocorre mesmo quando o material é solicitado na temperatura ambiente, mas nessa temperatura a fluência é praticamente desprezível comparada com a que ocorre em temperaturas elevadas. O fenômeno da fluência ocorre nos instrumentos de corda, violão, por exemplo. É importante frisar que certas peças ficam inutilizadas se alongarem apenas 0,01%.f) Resiliência: é a maior ou menor reação do material as solicitações dinâmicas, isto é, a propriedade do material resistir a esforços externos dinâmicos (choques, pancadas, etc.) sem sofrer deformação permanente. Como exemplo citamos as peças de um britador de mandíbulas, uma matriz para forjamento, uma ferramenta de corte, molas, etc. Assim, as molas são feitas de materiais de elevada resiliência.g) Tenacidade: é dada pela energia consumida para fraturá-lo. Em outras palavras, tenacidade mede a capacidade que o material tem de absorver energia até fraturar-se incluindo a deformação elástica e plástica quando essa energia é absorvida progressivamente. A tenacidade é, pois, medida pela área total do diagrama tensão/deformação. Em geral diz-se que um material é tanto tenaz quanto maior é a sua resistência a ruptura por tração ou distensão, isto nem sempre é
16
Figura 3.2: Corpo de prova sujeito ao alongamento.200
mm 50 mm245mm 78 mm
Alongamento:22,5%; 58,0%.
Comprimento de medida200mm; 50mm.

TECNOLOGIA DOS MATERIAIS
verdadeiro, pois alguns aços doces, por exemplo, são mais tenazes que os aços duros, isto porque os aços duros apresentam, na ruptura uma pouquíssima deformação. A tenacidade tem alguma relação com a resistência ao choque, porém os valores da energia medidos para ambos os casos não concordam para todos os materiais ou condições de ensaio.
3.1.2 PROPRIEDADES ELÉTRICASPor volta de 1820, os físicos já podiam produzir e detectar correntes elétricas. Eles podiam também medir as
diferenças de potencial que as causavam. Além disto, eles já conseguiam quantificar a resistência elétrica dos materiais condutores. Em 1827, o físico alemão Georg Simon Ohm (1787-1854) formulou a lei que relaciona a diferença de potencial (U), a resistência elétrica (R) e a corrente elétrica (i): U = R x i. A diferença de potencial é medida em Volts (V) ou em J/C, a corrente é medida em Ampères (A) ou em C/s e a resistência elétrica é medida em Ohms (Ω) ou em V/A. O valor de R depende do material e da geometria do condutor e é para muitos materiais independente da corrente elétrica. As principais propriedades elétricas são:- Resistividade elétrica (ρ): está relacionada com a resistência elétrica da seguinte maneira: p = R x A/l, onde: - A é a área da seção reta perpendicular à direção da corrente; - l é a distância entre dois pontos em que a tensão é medida.Portanto, resistividade elétrica é a resistência que o material oferece a passagem da corrente elétrica. Essa propriedade está presente nos materiais que são maus condutores de eletricidade. Para que você não leve choque, os mesmos fios elétricos de sua casa são recobertos por material plástico, porque esse material resiste a passagem da corrente elétrica. A unidade oficial de ρ é Ωm, mas ela é frequentemente expressada em Ωcm. - Condutividade elétrica (σ): é a capacidade que determinados materiais possuem de conduzir a corrente elétrica, e é o inverso da resistividade: σ = 1/ρ. A unidade da condutividade elétrica é (Ωm)-1 ou (Ωcm)-1. A condutividade elétrica é a propriedade elétrica mais conhecida de um material, pois é a propriedade que possuem certos materiais de permitir maior ou menor capacidade de transporte de cargas elétricas. Os corpos que permitem a eletricidade passar são chamados condutores, sendo uma característica dos materiais metálicos. Já os que não permitem tal fenômeno são os chamados materiais isolantes. O cobre e suas ligas e o alumínio conduzem bem a eletricidade, sendo empregados na fabricação de linhas elétricas e aparelhagens, as ligas Cr-Ni, Fe-Ni conduzem mal, servido para construção de resistências elétricas, como os reostatos, etc. Dentre os materiais isolantes destacam-se: a madeira seca, o baquelite, o ebonite, etc.
3.1.3 PROPRIEDADES TÉRMICASSe tomarmos massas idênticas de dois materiais diferentes na mesma temperatura inicial e cedermos a eles
uma mesma quantidade de calor, os dois atingirão temperaturas finais de equilíbrio diferentes. A capacidade térmica é a propriedade que indica a aptidão do material em absorver calor do meio externo. Ela representa a quantidade de energia necessária para aumentar a temperatura de uma unidade. Quando um sólido absorve calor, sua temperatura aumenta e sua energia interna também. Os dois tipos principais de energia térmica em um sólido são a energia vibracional dos átomos ao redor de suas posições de equilíbrio e a energia cinética dos elétrons livres. Simplificadamente, as propriedades térmicas determinam o comportamento dos materiais quando são submetidos a variações de temperatura. Isso acontece tanto no processamento do material quanto na sua utilização. É um dado muito importante, por exemplo, na fabricação de ferramentas de corte, as velocidades de corte elevadas geram aumento de temperatura e, por isso, a ferramenta precisa ser resistente a altas temperaturas. Dentre estas propriedades destacam-se:- Ponto de fusão: é o primeiro de nossa lista. Ele se refere a temperatura em que o material passa do estado sólido para o estado líquido. Dentre os materiais metálicos, o ponto de fusão é uma propriedade muito importante para determinar sua utilização. O alumínio, por exemplo, se funde a 660°C, enquanto que o cobre se funde a 1084°C. A tabela 3.2 nos mostra exemplos de ponto de fusão de algumas substâncias.
Substância Ponto de fusão (°C) Substância Ponto de fusão (°C)
Aços 1300 a 1500 Enxofre 119
Alumínio 660 Ferro 1535
Chumbo 330 Gusa e FoFo 1150 a 1300
Cobre 1084 Ouro 1063
Estanho 235 Zinco 420
17
Tabela 3.1: Ponto de fusão de algumas substâncias.

TECNOLOGIA DOS MATERIAIS
- Ponto de ebulição: é a temperatura em que o material passa do estado líquido para o estado gasoso. O exemplo mais conhecido de ponto de ebulição é o da água que se transforma em vapor a 100°C.- Condutividade térmica: são propriedades que possuem certos corpos de transmitir mais ou menos calor. Neste caso, materiais bons condutores de calor, na ordem decrescente de condutibilidade: Ag, Cu, Al, latão, Zn, Aço e Pb. Corpos maus condutores de calor, na ordem decrescente de condutibilidade: pedra, vidro, madeira, papel, etc.- Dilatação: essa propriedade faz com que os materiais, em geral, aumentem de tamanho quando submetidos a ação do calor. A capacidade de dilatação de um material está relacionada ao chamado coeficiente de dilatação térmica, que pode ser: linear, superficial e volumétrico. Esta característica dos materiais deve ser considerada quando o mesmo é submetido a variações consideráveis de temperatura. Por causa dessa propriedade, as grandes estruturas de concreto como prédios, pontes e viadutos, por exemplo, são construídos com pequenos vãos ou folgas entre as lages, para que elas possam se acomodar nos dias de muito calor. O espaço que existe entre os trilhos dos trens também tem essa finalidade.
3.1.4 PROPRIEDADES MAGNÉTICASDe uma maneira simplificada, pode-se dizer que magnetismo é um fenômeno pelo qual os materiais exercem
forças (de atração e de repulsão) uns sobre os outros. Esta definição, embora útil e prática, apresenta algumas limitações. Por exemplo, o estado magnético de um material não é constante e pode ser alterado de diversas maneiras. Além disto, o fato de materiais repelirem-se ou atraírem-se não significa que eles sejam magnéticos. A força entre eles pode ser, por exemplo, de caráter eletrostático. Muitos dos equipamentos e dispositivos modernos dependem do magnetismo e dos materiais magnéticos: geradores e transformadores de eletricidade, motores elétricos, rádio, televisão, telefone e computadores. O ferro, alguns aços e a magnetita (Fe3O4) são exemplos de materiais comuns que apresentam magnetismo. Além destes, existem muitos outros, menos comuns, tais como compostos intermetálicos de samário e cobalto, assim como ligas de neodímio, ferro e boro. O magnetismo é conhecido pelo homem há milhares de anos, mas o estudo dos seus princípios e mecanismos é relativamente recente. O primeiro contato do homem com o magnetismo certamente envolveu a magnetita, que é o único material que ocorre naturalmente no estado magnético. Mais tarde, com a redução de minérios de ferro e a obtenção de ferro metálico, pode-se constatar que a magnetita pode atrair e repelir o ferro. A eletricidade e o magnetismo desenvolveram-se como ciências independentes uma da outra até 1820. Nesta época, o físico dinamarquês Hans Christian Oersted (1777-1851) descobriu que a passagem de uma corrente elétrica por um condutor cria um campo magnético, o qual afeta a agulha imantada de uma bússola. Nascia aí uma nova ciência: o eletromagnetismo. Muitos pesquisadores contribuíram para o desenvolvimento do eletromagnetismo. Um deles foi o físico e químico inglês Michael Faraday (1791-1867), que além de contribuições teóricas inventou o dínamo (1831). As leis atuais do eletromagnetismo foram formuladas pelo físico inglês James Clerk Maxwell (1831-1879). O desenvolvimento do eletromagnetismo continuou com o físico inglês Oliver Heaviside (1850-1925), com o físico holandês Hendrik Antoon Lorentz (1853-1928) e com o físico alemão Heinrich Rudolf Hertz (1857-1894). Embora o eletromagnetismo clássico seja uma ciência praticamente “completa”, o desenvolvimento de materiais magnéticos com propriedades cada vez melhores continua até os dias de hoje.
A característica mais comumente associada as propriedades eletromagnéticas é:- Suscetibilidade magnética: é a propriedade que caracteriza a maior ou menor facilidade com que os metais reúnem ou dispersam as linhas de força de um campo magnético. Os metais que reúnem de modo acentuado as linhas de força de um campo magnético se denominam “ferromagnéticos”. Exemplo: Fe, Ni e Co. Os metais que reúnem debilmente as linhas de força de um campo magnético são denominados “paramagnéticos”. A maioria dos metais são paramagnéticos. E os metais que dispersam as linhas de força de um campo magnético são denominados “diamagnéticos”.
3.1.5 PROPRIEDADES ÓPTICASPor propriedades ópticas entende-se a resposta ou reação do material à incidência de radiação eletromagnética
e em particular de luz visível. Para melhor entendermos, vamos voltar um pouco no passado, com Isaac Newton (1642-1727) e muitos de seus contemporâneos, que acreditavam que a luz fosse constituída de um feixe de partículas ou corpúsculos (teoria corpuscular), embora já existissem algumas evidências de que a luz fosse um fenômeno ondulatório. A principal evidência da natureza ondulatória de um feixe de luz, de raios x, de raios gama e até de elétrons é a ocorrência de difração. Alguns efeitos de interferência e difração já tinham sido observados por Grimaldi em 1665 e mais tarde por Thomas Young (1773-1829) e Augustin J. Fresnel (1788-1827). Em 1873, o físico inglês James Clerk Maxwell (1831-1879) mostrou que um circuito elétrico oscilante poderia emitir ondas eletromagnéticas. Ele desenvolveu a teoria do eletromagnetismo e descreveu a luz como uma onda eletromagnética. Mais tarde, o físico alemão Heinrich Rudolf Hertz (1857-1894), utilizando um pequeno circuito oscilante, produziu ondas com comprimento de onda curto (microondas), as quais tinham todas as características da luz, isto é, podiam ser refletidas,
18

TECNOLOGIA DOS MATERIAIS
refratadas, focalizadas por uma lente, polarizadas e etc. O trabalho de Hertz mostrou claramente a existência de ondas eletromagnéticas e que a luz é uma dessas ondas. Em 1887, Hertz descobriu o efeito fotoelétrico. Durante seus estudos sobre a propagação de ondas eletromagnéticas, ele constatou que quando a luz atingia a superfície de um condutor, ocorria a liberação de elétrons. Em 1883, o autodidata americano Thomas Alva Edison (1847-1931), durante seus experimentos com lâmpadas elétricas, descobriu a emissão termoiônica, isto é, a liberação de elétrons por um fio aquecido. A explicação completa do efeito fotoelétrico foi dada por Einstein, em 1905. Ele utilizou os conceitos da teoria quântica, proposta em 1900 pelo físico alemão Max Karl Ernst Ludwig Planck (1858-1947). Einstein propôs que um feixe de luz consiste em pequenos pacotes de energia, conhecidos hoje como quanta de luz ou fótons. A energia (E) de um fóton é dita quantizada, ou seja, ela só pode assumir determinados valores definidos pela relação: E = hν = hc/λ, onde: - h é a constante de Planck;
- ν é a frequência;- c é a velocidade da luz.- λ é o comprimento de onda;
Quando um fóton de luz incide na superfície de um metal, ele pode transferir sua energia para um elétron. Alguns elétrons podem obter energia suficiente para escapar do material. Embora entre as propriedades ópticas importantes para a engenharia incluem-se o índice de refração, a absorção e a emissividade, apenas a primeira delas será discutida aqui, porque as outras duas já são mais especializadas. O índice de refração n é a razão entre a velocidade da luz no vácuo c e a velocidade da luz no material, Vm. O índice também pode ser expresso em termos do ângulo de incidência i e do ângulo de refração r: n = c ou n = sin
Vm sin r
3.1.6 PROPRIEDADES TECNOLÓGICASSão as que conferem ao material uma maior ou menor facilidade de se deixar trabalhar pelos processos de
fabricação usuais. As propriedades tecnológicas são:- Fusibilidade: é a propriedade que o material possui de passar do estado sólido para o líquido sob ação do calor. Todo metal é fusível, mas, para ser industrialmente fusível, é preciso que tenha um ponto de fusão relativamente baixo e que não sofra, durante o processo de fusão, oxidações profundas, nem alterações na sua estrutura e homogeneidade. Em se tratando de metais convém conhecer as temperaturas correspondentes a colocação que tomam quando aquecidas.- Soldabilidade: é a propriedade que certos metais possuem de se unirem, após aquecidos e suficientemente comprimidos. A soldabilidade depende do tempo em que o metal permanece num estado sólido/plástico, sob o efeito do calor produzido pela ação soldante. O metal ou liga que passar instantaneamente do estado sólido para o líquido é dificilmente soldável (ferro fundido, por exemplo).- Temperabilidade: propriedade que possuem alguns metais e ligas de modificarem a sua estrutura cristalina (endurecimento) após um aquecimento prolongado seguido de resfriamento brusco. Tal propriedade caracteriza o aço com certo teor de carbono, assim, como determinadas ligas de alumínio, transformando a estrutura cristalográfica do material que, em consequência, altera todas as propriedades mecânicas.- Usinabilidade (ou maquinabilidade): é a propriedade de que se relaciona com a resistência oferecida ao corte e é medida pela energia necessária para usinar o material no torno, sob condições padrões. A usinabilidade de um material é obtida comparando-se com a de um material padrão cuja usinabilidade é convencionada igual a 100 (aço B1112). O conhecimento da usinabilidade de um material permite calcular os tempos necessários as operações de usinagem que é, portanto, indispensável na programação de uma fabricação. A usinabilidade é um fator que influi bastante na escolha de um material que deve ser usinado, assim, as máquinas automáticas dão grande produção quando usinam os chamados aços de corte fácil (free cutting steels) ou também chamados de usinagem fácil, que são materiais com alta percentagem de enxofre, fósforo ou chumbo.- Fadiga: fadiga não chega a ser uma propriedade do material mais sim, um problema característico de materiais sujeitos a esforços cíclicos. Quando um material é sujeito a esforços dinâmicos, durante longo tempo, é observado um “enfraquecimento” das propriedades mecânicas ocasionando a ruptura. A fadiga pode ser também superficial, ocasionando desgaste de peças sujeitas a esforços cíclicos, como comumente ocorre em dentes de engrenagens.
3.2 PROPRIEDADES QUÍMICASAs propriedades químicas são as que se manifestam quando o material entra em contato com outros materiais
ou com o ambiente. Elas se apresentam sob a forma de presença ou ausência de resistência a corrosão, resistência aos ácidos, e de resistência as soluções salinas. Quase todos os materiais usados pelos projetistas são suscetíveis de corrosão por ataque químico. Para alguns materiais, a solubilização é importante. Em outros casos, o efeito da oxidação direta de um metal ou de um material orgânico como a borracha é o mais importante. Além disso, a resistência do
19

TECNOLOGIA DOS MATERIAIS
material a corrosão química, devido ao meio ambiente, é da maior importância. A atenção que damos aos nossos automóveis é um exemplo óbvio da nossa preocupação com a corrosão. Desde que frequentemente, o ataque pela corrosão é irregular, é muito difícil medi-la. A unidade mais comum para a corrosão é polegadas de superfície perdida por ano.
4. ESTRUTURA ATÔMICA DOS MATERIAISPara o estudo dos diversos materiais usados na engenharia, é preciso conhecer a sua estrutura atômica,
propriedades e comportamento, quando submetidos à tensões, esforços ou tratamento que modificam sua microestrutura. Mas vamos começar pelo começo, e este começo está no próprio material, em uma coisinha bem pequenininha chamada átomo. O átomo, que não dá para a gente ver nem com um microscópio, determina se o material é aço, plástico, madeira ou ar. Estabelece a maneira como cada material se comporta na natureza e também como ele “funciona” diante dos processos de fabricação e da utilização do dia-a-dia.
4.1 UM POUCO DE HISTÓRIA E QUÍMICAUma das coisas que torna o homem diferente dos outros animais que vivem em nosso planeta é sua
inteligência. E essa inteligência gerou o inconformismo por não entender como as coisas “funcionam” no universo. Por isso, desde muito cedo, ele começou a pensar e fazer hipóteses sobre esse funcionamento, já que não tinha instrumentos para comprovar suas teorias. A coisa mais fascinante de tudo isso é que, muitas vezes, o homem acertou.
Uma das hipóteses mais importantes que esse passado nos deixou, foi aquela feita por um grego chamado Demócrito. Ele sugeriu que toda a matéria é composta de pequenas partículas que ele chamou de átomos. Essa palavra grega quer dizer “indivisível” e ele a usou porque achava que o átomo era tão pequeno que não podia mesmo ser dividido. Mas quando o átomo é divido em partículas, ele deixa de ser matéria e se transforma em energia. Foi esse conhecimento que permitiu a criação da bomba atômica, cuja explosão é resultado de uma divisão de átomos. Hoje sabemos que os átomos são formados de várias partículas ainda menores. Porém, esse conceito de indivisibilidade, vindo da antiguidade grega, ainda é válido e se transformou na base na Química Moderna. E isso levou um bom tempo, porque foi só em 1808 que o químico inglês, John Dalton, estabeleceu sua Teoria Atômica. Em 1868, o russo Dimitri Mendeleiev elaborou a primeira classificação geral dos elementos. Esse trabalho deu origem a tabela periódica que hoje conhecemos. Ele permitiu prever as propriedades e descobrir elementos que Dimitri e cientistas de sua época ainda não conheciam. A tabela periódica reúne, em grupo, elementos que têm propriedades químicas e físicas (mecânicas, magnéticas e elétricas) semelhantes. Conhecer as leis que comandam essas partículas permite, pois, explicar porque alguns materiais são mais resistentes ou mais frágeis que os outros.
Em primeiro lugar, o que realmente precisamos saber sobre isso, é que, tudo o que existe é composto de átomos. E que os átomos são formados de várias partículas e que aquelas que mais nos interessam são os prótons, os elétrons e os nêutrons. A teoria diz que no átomo existe um núcleo formado pelos prótons e pelos nêutrons. Por convenção, os prótons são partículas com cargas positivas, e os nêutrons, partículas estáveis que têm pouca influência sobre as propriedades físicas e químicas mais comuns dos elementos. Os elétrons, carregados negativamente, giram em órbitas em volta desse núcleo. De acordo com esse modelo, as órbitas são arrumadas em até sete camadas, das quais a última é chamada de valência. Para que um átomo seja estável, ele deve ter oito elétrons nessa camada.
4.2 ATRAÇÕES INTERATÔMICASElas resultam da interferência de ondas estacionárias e eletrônicas, isto é, do contato entre níveis e órbitas de
elétrons, de dois ou mais átomos, ou seja, acontece que somente poucos átomos, os chamados gases nobres (hélio, argônio, criptônio, xenônio e radônio), são estáveis. Isso significa que todos os outros átomos, para se tornarem estáveis, combinam-se entre si, cedendo, recebendo ou compartilhando elétrons, até que a última camada de cada um fique com oito elétrons. É dessas combinações que surgem todos os materiais que conhecemos. Os tipos de ligações atômicas são as já vistas na química (iônica, covalente, metálica e secundárias de Van Der Waals). Os materiais macroscópicos, da engenharia civil, como por exemplo, a cerâmica, o aço, os plásticos, etc., cada um deles se originou de um tipo de ligação atômica.a) Ligação iônica: quando um dos átomos cede, definitivamente, os elétrons da última camada e o outro recebe, definitivamente, esses elétrons, ou seja, atração mútua entre positivo e negativo. Propriedades encontradas: materiais isolantes, duros e quebradiços. Ex: cerâmica, cimentos, rebolos e sal de cozinha.b) Ligação covalente: quando os átomos compartilham elétrons. Propriedades encontradas: também isolantes, menos quebradiços. Ex: plásticos.c) Ligação metálica: caracterizada pôr uma nuvem de elétrons livres e íons positivos. Propriedades encontradas: bons condutores de eletricidade e calor. Ex: ferro, cobre e alumínio.
20

TECNOLOGIA DOS MATERIAIS
5. ESTRUTURA DOS MATERIAISA matéria apresenta um aspecto descontínuo desde o momento em que se acha constituída por partículas
elementares, átomos e moléculas. Quando se consideram as características de uma substância não se leva somente em consideração o comportamento dos átomos isolados, mas também do conjunto de tudo aquilo que intervém em sua formação. Segundo o estado físico da substância, esses agrupamentos atômicos se apresentam com características distintas, assim, como nos estados gasoso e líquido os átomos têm grande mobilidade que permite adaptar-se a qualquer conformação externa que o contenha. No estado sólido os átomos apresentam certa permanência em suas posições, característica que confere ao material um certo grau de indeformabilidade. Os materiais encontrados na natureza, ou mesmo fabricados podem ser classificados segundo regularidade em que átomos ou íons estão arranjados com respeitos a outros. Assim, pode-se encontrar:
- Materiais cristalinos: um material cristalino apresenta uma ordem de átomos que se repete periodicamente até grandes distâncias atômicas. Esta ordem de átomos se forma durante a solidificação do material, em três dimensões, e cada átomo é vinculado com átomos vizinhos. Dentre os materiais cristalinos podemos destacar:a) Todos os metais;b) Muitos materiais cerâmicos; c) Alguns polímeros.
- Materiais não-cristalinos (amorfos): dentre os materiais amorfos (materiais literalmente “sem-forma”) incluem os gases, os líquidos e os vidros. Os dois primeiros são fluidos e são de maior importância em engenharia, já que incluem muitos dos nossos combustíveis e o ar necessário a combustão, como também a água. O vidro, o último dos três materiais amorfos, é considerado um líquido rígido, entretanto, quando considerarmos a sua estrutura, vemos que ele é mais do que apenas um líquido super-resfriado.
5.1 TIPOS DE ESTRUTURAS ( ARRANJOS ATÔMICOS)As propriedades dos materiais dependem do arranjo de seus átomos. Estes arranjos podem ser classificados em:– Estruturas moleculares: agrupamentos de átomos.– Estruturas amorfas: sem nenhuma regularidade– Estruturas cristalinas: arranjo repetitivo de átomos.
5.1.1 ESTRUTURA MOLECULARA estrutura molecular é formada pelo agrupamento de diversas moléculas constituídas, por sua vez, por um
número limitado de átomos fortemente ligados entre si, através de ligações covalentes. Em alguns casos, é possível constatar a presença, também, de ligações iônicas. Em qualquer destes casos, as moléculas apresentam um grupo de átomos eletricamente neutro. A formação da estrutura molecular é resultado da interação entre diversas moléculas por meio de ligações fracas, o tipo de Van Der Waals. Nos materiais de estrutura molecular, a natureza da ligações intermoleculares e intramoleculares exerce influência decisiva em suas características e propriedades. Características como pontos de fusão e ebulição, resistência mecânica e dureza dependem do tipo de tais ligações. Dentre os muitos compostos moleculares, pode-se citar a água (H2O), o gás carbônico (CO2), o metano (CH4), o oxigênio (O2) e o hidrogênio (H2).
No estudo das estruturas moleculares, o número de ligação entre os átomos, o comprimento e a intensidade das mesmas e finalmente, o ângulo formado por tais ligações são parâmetros básicos para o perfeito entendimento destes arranjos atômicos. Para os materiais com ligações covalentes, o número de ligações de um átomo depende do número de elétrons de valência do mesmo. Uma classe importante com estrutura molecular é aquela formada pelos hidrocarbonetos. Estes compostos são constituídos essencialmente por átomos de carbono ligados a átomos de hidrogênio. Um dos exemplos mais comuns de hidrocarboneto, além de ser o menor deles, é o metano (CH4). Os hidrocarbonetos podem ser classificados como saturados e insaturados. As moléculas saturadas apresentam ligações intramoleculares fortes (covalentes) e intermoleculares fracas (Van Der Waals). Quando o número de átomos de uma molécula é elevado, a intensidade das forças de Van Der Waals é também elevada, pois existe um número maior de posições ao longo da molécula, o que permite que forças secundárias do tipo dipolo-dipolo e efeito de dispersão ocorram com maior probabilidade. Por outro lado, as molécula consideradas “insaturadas” apresentam átomos de carbono com ligações duplas e triplas. A quebra dessas ligações é possível e permite a adição de novos átomos a
21
Figura 5: Diagrama esquemático da molécula de etano: (a) convencional, (b) com par eletrônico
covalente e (c) tridimensional.
(a) (c)(b)

TECNOLOGIA DOS MATERIAIS
molécula. Em geral, qualquer molécula com ligações carbono-carbono múltiplas, é considerada insaturada. Os hidrocarbonetos dão origem aos materiais poliméricos. Os materiais poliméricos englobam, os plásticos, as borrachas sintéticas, as borrachas naturais e os materiais biológicos, como o couro, lã e celulose. Por outro lado, em função da origem do materiais poliméricos, os mesmo são classificados em naturais (madeira, borracha natural), artificiais, que são preparados a partir de matéria-prima natural (acetato de celulose) e sintéticos, que são obtidos de matéria-prima artificial.
5.1.2 ESTRUTURA AMORFAAs estruturas amorfas, também chamadas de estruturas vítreas são formadas por arranjos atômicos aleatórios e
sem simetria ou ordenação de longo alcance. Este tipo de estrutura pode ser encontrado em gases, em líquidos e em certos sólidos, representados basicamente pelos vidros. A estrutura amorfa, é geralmente observada em materiais que poderiam apresentar estrutura cristalina se solidificados sob condições especiais. Alguns compostos cerâmicos a base de óxidos, silicatos, boratos e aluminetos formam estruturas vítreas em condições normais de solidificação. Além dos vidros, uma classe de materiais sólidos que apresentam estrutura amorfa e destaca-se pelo interesse tecnológico que desperta são os “metais amorfos”, também chamados de “vidros metálicos”. Os vidros metálicos representam uma nova classe de materiais que começou a ser desenvolvida com sucesso na década de 60 e são obtidos a partir do estado líquido, por resfriamento ultra-rápido, ou seja, taxas de resfriamento próximas de um milhão de graus por segundo. Embora os metais amorfos apresentem estrutura semelhante a dos vidros tradicionais, eles exibem algumas caraterísticas bastantes diferenciadas destes. Como os metais amorfos são constituídos por elementos metálicos, ligados entre si por ligações metálicas, eles apresentam elevada condutividade elétrica e térmica, assim como são dúcteis. Por outro lado, os metais amorfos não são transparentes como os vidros a base de óxidos, nem são frágeis. Geralmente, os metais vítreos mostram qualidades particulares como facilidade de magnetização, elevada dureza, alta tenacidade, resistência a corrosão e expansão térmica reduzida.
5.1.3 ESTRUTURA CRISTALINAMateriais sólidos podem ser classificados de acordo com a regularidade segundo o qual os átomos ou íons
estão arranjados em relação uns aos outros. Um material cristalino é aquele no qual os átomos estão situados em um arranjo que se repete ou que é periódico ao longo de grandes distâncias atômicas, isto é, existe ordem de longo alcance, de tal modo que quando ocorre a solidificação os átomos se posicionarão em um padrão tridimensional repetitivo, no qual cada átomo está ligado aos seus átomos vizinhos mais próximos. Note-se que apenas os sólidos cristalinos exibem esta característica, já que ela é o resultado macroscópico da existência subjacente de uma estrutura ordenada ao nível atômico, replicada no espaço ao longo de distâncias significativas face dimensão atômica ou molecular, o que é exclusivo dos cristais. Todos os metais, muitos materiais cerâmicos e certos polímeros formam estruturas cristalinas sob condições normais de solidificação. Para aqueles que não cristalizam, ou seja, materiais não cristalinos ou amorfos, esta ordem atômica de longo alcance está ausente.
Algumas das propriedades dos sólidos cristalinos dependem da estrutura cristalina do material, ou seja, da maneira segundo a qual os átomos, íons ou moléculas estão arranjados espacialmente. Existe um número extremamente grande de estruturas cristalinas diferentes, todas elas com ordenação atômica de longo alcance. Estas variam desde estruturas relativamente simples, como ocorre para os metais, até estruturas excessivamente complexas, como as que são apresentadas por alguns materiais cerâmicos e poliméricos. Esta discussão trata de várias estruturas cristalinas usuais encontradas nos metais. Ao descrever estrutura cristalina, os átomos (ou íons) são considerados como se fossem esferas sólidas que possuem diâmetros bem definidos. Isso é conhecido como o modelo da esfera rígida atômica, no qual as esferas que representam os átomos vizinhos mais próximos se tocam entre si.
Portanto, podemos dizer que uma estrutura cristalina “perfeita” é constituída pela repetição infinita de um agrupamento elementar de átomos ou moléculas. Nos cristais como o ouro ou a prata, a unidade elementar que se repete é o elemento de que o cristal é formado. Há, porém, muitos cristais que são constituídos pela repetição de um conjunto de átomos ou moléculas. Veja o caso das proteínas ou dos sais como o cloreto de sódio. Mesmo tratando-se de uma abstração, o conceito de cristal ideal é um modelo bastante aproximado dos cristais reais e permite estudar/compreender mais facilmente muitos fenômenos e grande parte das propriedades mais elementares de estruturas reais. Claro que o estudo “mais fino” (detalhado e minucioso) de alguns fenômenos/propriedades requer o uso de modelos realistas dos
22
Figura 5.1: Cristal complexo de gesso (Rosa das areias).

TECNOLOGIA DOS MATERIAIS
sólidos em estudo. Uma molécula tem uma regularidade estrutural, porque as ligações covalentes determinam um número específico de vizinhos para cada átomo e a orientação no espaço dos mesmos. A maioria dos materiais de interesse para a engenharia tem arranjos atômicos, que também são repetições, nas três dimensões, de uma unidade básica. Tais estruturas são denominadas cristais. Um exemplo desta regularidade estrutural pode ser observada no NaCl,conforme apresentado na figura 5.2.
Dado que, de maneira geral, a matéria sólida, se apresenta sob dois estados fundamentais de ordenação: o amorfo e o cristalino, como é óbvio, apenas os sólidos que tenham uma estrutura interna ordenada, os cristalinos, apresentem estrutura cristalina. Contudo esta definição pode ser enganadora, já que são comuns substâncias parcialmente cristalinas, isto é compostas por porções cristalinas embebidas em material amorfo (é o caso da maioria das rochas). Também materiais aparentemente amorfos podem ser cristalinos, como é o caso da areia de quartzo (que é constituída por uma miríade de pequenos cristais) ou das argilas (que aparentam ser amorfas mas são constituídas por cristais microscópicos).
5.1.3.1 ELEMENTOS DE CRISTALOGRAFIANum sólido cristalino os átomos ocupam posições regulares, formando padrões que se repetem espacialmente e
indefinidamente, de forma periódica. A estrutura assim obtida designa-se também por cristal. A estrutura de um cristal pode ser descrita em termos de uma distribuição de pontos no espaço, a rede, em que cada ponto da rede tem associado um grupo de átomos ou moléculas, a base ou o motivo do cristal. Assim, a estrutura de um cristal é gerada sobrepondo a cada ponto da respectiva rede a base ou motivo (átomo ou grupo de átomos), idêntica para todos os pontos da rede. A relação entre cristal, rede e base pode ser representada como: rede + motivo = cristal.
Convém não confundir os conceitos de rede e de cristal. A rede corresponde a uma abstração matemática, que consiste num conjunto de pontos (idênticos), ao passo que o cristal é formado por um agrupamento de átomos dispostos regular e periodicamente no espaço. A repetição no espaço da base forma a estrutura cristalina.
5.1.3.2 SISTEMAS CRISTALINOSDefine-se um sistema cristalino como a forma do arranjo da estrutura atômica. A sua representação consiste em
substituir átomos e rede espacial por conjunto de pontos. Chama-se célula unitária a menor porção constituinte de um reticulado cristalino, conforme apresentado na figura 5.3. A ordem tridimensional dos átomos (arranjo das células unitárias) se repete simetricamente até os contornos dos cristais (também chamados contornos de grãos, como mostra a figura 5.4). Na natureza é observado que os átomos, de forma geral, se arranjam de sete maneiras possíveis. A existência da estrutura cristalina resulta dos sólidos cristalinos serem construídos a partir da repetição no espaço de uma estrutura elementar paralelepipédica denominada célula unitária.
A forma e tamanho da célula unitária de cada cristal depende das dimensões, valência química e estado de ionização dos átomos ou moléculas que o compõem e das condições em que o cristal se formou. A mesma substância, sob condições de pressão e temperatura distintas, pode formar cristais com células unitárias totalmente diversas. Um exemplo clássico é o carbono, o qual pode, dependendo das condições, cristalizar sob centenas de formas, indo desde o diamante a grafite, passando pelos fulerenos e pelas inúmeras variantes da fibra de carbono. Também as substâncias orgânicas, dos açúcares as proteínas e ao DNA, cristalizam em formas extremamente complexas em resultado do seu elevado peso molecular e complexidade estrutural.
Apesar da sua enorme diversidade, os cristais, dependendo da composição e condições de formação, assumem formas regulares e hoje facilmente dedutíveis em função das características atômicas e moleculares dos seus constituintes. Tal permite a sua fácil classificação em função de um número reduzido de parâmetros, conhecidos por parâmetros de rede. A partir desses parâmetros é possível determinar o paralelepípedo que constitui a menor subdivisão de uma rede cristalina que conserve as características gerais de todo o retículo, de modo que por simples multiplicação da mesma, se possa reconstruir o sólido cristalino completo. Esses paralelepípedos são em geral designados por células unitárias.
A partir das células unitárias, e levando em conta os eixos de simetria e a posição do centro geométrico de cada elemento do cristal, é possível descrever qualquer cristal com base em diagramas designados por redes de Bravais, nome que homenageia Auguste Bravais (1811-1863), um dos pioneiros do seu estudo. Na figura 5.5, apresenta-se o diagrama explicativo da forma como cada célula unitária determina a estrutura do cristal. Na realidade, cada cristal é
23
Figura 5.2: Estrutura cristalina do cloreto de sódio.

TECNOLOGIA DOS MATERIAIS
constituído pela repetição de milhões de milhões de células unitárias semelhantes, agrupadas de forma regular, que, funcionado como autênticos blocos construtivos do cristal, acabam por determinar a sua macro-estrutura.
Nos cristais naturais, múltiplas células unitárias são substituídas por impurezas, dando a cada cristal características distintas de forma e cor. Estas impurezas têm uma importância fundamental na determinação das características dos cristais naturais, em particular dos minerais, determinando as propriedades elétricas e ópticas, a temperatura de fusão e a reatividade química.
Em função dos parâmetros de rede, isto é, do comprimento dos lados e dos eixos do paralelepípedo elementar da célula unitária, e dos ângulos que as suas faces formam entre si, podem identificar-se sistemas de cristalização, ou sistemas cristalinos básicos. Neste contexto, um sistema de cristalização é o grupo pontual da malha cristalina, isto é o conjunto de simetrias de rotação e reflexão permitidas ao manter fixo um ponto da malha (ignorando os átomos ou moléculas contidos em cada célula unitária). A análise geométrica dos sistemas de cristalização permite concluir que existem sete sistemas distintos, embora dentro de alguns deles seja possível distinguir subcategorias em função dos centros de simetria. A designação dos eixos e dos ângulos entre os eixos é a que resulta na figura 5.6:
Abaixo, as sete diferentes combinações dos parâmetros de rede e suas definições:- CÚBICO a = b = c α = β = γ = 90º
De todos os tipos de redes cristalinas, o mais simples de visualizar é o cúbico. Há três subespécies da rede cúbica: a rede cúbica simples, cujos pontos estão dispostos como os vértices de cubos iguais, arrumados contiguamente, a rede cúbica de corpo centrado, que, além dos pontos que constituem a rede cúbica simples, contém ainda um ponto no centro do corpo de um dos cubos que referimos, e a rede cúbica de faces centradas, que é formada pelos pontos que formam a rede cúbica simples, e contém ainda um ponto no centro das faces daqueles cubos.
A rede cúbica, fornece quatro eixos ternários de rotação, o que permite um grande número de grupos espaciais (36). Produz estruturas simples e lineares e é aquele em que, para além de todos os cristais possuírem quatro eixos ternários de simetria, os eixos cristalográficos possuem comprimentos iguais e são perpendiculares entre si.
24
(b)
Figura 5.3: (a) Representação esquemática de uma célula unitária. (b) Representação esquemática de um
reticulado cristalino.
b
ac
βγ α
a a
a
Figura 5.5: Célula unitária de um cristal de sal (NaCl). Note-se a ordenação dos átomos.
Figura 5.4: Contorno de grãos.
Figura 5.6: Eixos cristalográficos e parâmetros lineares e angulares.
(a)

TECNOLOGIA DOS MATERIAIS
- HEXAGONAL a = b ≠ c α = β = γ = 90º; γ = 120ºSão casos particulares da rede monoclínica, em que γ = 2 π
3.A rede hexagonal permite um eixo de rotação senário e 27 grupos espaciais, mas é considerado por vezes como
mera variante do sistema trigonal (por duplicação). Neste sistema todos os cristais possuem ou um eixo ternário de simetria, ou um eixo senário (eixo de ordem seis) de simetria. Possuem quatro eixos cristalográficos, dos quais três são horizontais, com comprimentos iguais e cruzando-se em ângulos de 120°, e o quarto é o vertical, com comprimento diferente dos demais.
- TETRAGONAL a = b ≠ c α = β = γ = 90º Se comprimirmos ou alongarmos uma rede cúbica numa das suas direções fundamentais, obtemos uma rede do
tipo chamado rede tetragonal. Nesta, os pontos dispõem-se nos vértices de prismas retos de base quadrada (variante simples) e nos centros dos corpos destes prismas (variante de corpo centrado). Note-se que as redes tetragonais não apresentam a variante de faces centradas. A rede tetragonal permite um eixo quaternário de rotação e 68 grupos espaciais (o maior número possível em qualquer sistema). Todos os cristais deste sistema têm a característica de possuírem, para além de um eixo quaternário de simetria, três eixos cristalográficos perpendiculares entre si, sendo os dois horizontais de igual comprimento e o vertical de comprimento diferente.
- ROMBOÉDRICO a = b = c α = β = γ ≠ 90º A rede romboédrico ou trigonal pode obter-se por deformação da rede cúbica na direção de uma das diagonais
principais. Requer um eixo ternário de rotação, permitindo 25 grupos espaciais.
- ORTORRÔMBICO a ≠ b ≠ c ≠ a α = β = γ = 90ºAs chamadas redes ortorrômbicas são as que se obtêm deformando a rede cúbica segundo duas das suas direções fundamentais. Os ângulos fundamentais são ainda todos iguais a π
2, mas os módulos dos vetores fundamentais são diferentes entre si. Este tipo de rede cristalina apresenta as três variantes simples, de corpo centrado e de faces centradas, e ainda uma quarta, chamada rede de bases centradas, que é formada por pontos nos vértices de paralelipípedos iguais dispostos contiguamente e dois pontos, nos centros de duas faces opostas. As deformações que aplicamos até agora a rede cúbica, para obtermos as redes tetragonais e ortorrômbicas, têm a propriedade de manter os ângulos α, β, γ iguais a π
2 . A rede ortorrômbica requer três eixos binários de rotação ou um eixo de rotação binário e dois planos de
imagem reflexa. Permite 59 grupos espaciais. Produz estruturas de grande complexidade tendo como característica comum a todos os cristais deste sistema o apresentarem, ao menos, um eixo binário de simetria. Possuem três eixos cristalográficos perpendiculares entre si, todos com comprimentos diferentes.
25
bc
aa a
c
aa
aa
c
a a a

TECNOLOGIA DOS MATERIAIS
- MONOCLÍNICO a ≠ b ≠ c ≠ a α = γ = 90º; β ≠ 90ºDeformemos uma rede ortorrômbica, por forma a alterar o valor de γ, deixando os outros parâmetros
inalterados. Obtemos assim uma rede do tipo chamado rede monoclínica, que apresenta apenas as variantes simples e de bases centradas. A rede monoclínica requer um eixo de rotação binário e um plano reflexo. Permite 13 grupos espaciais. Os cristais deste sistema em geral apresentam apenas um eixo de simetria binário, ou um único plano de simetria, ou a combinação de ambos. Possuem três eixos cristalográficos, todos com comprimentos diferentes. Dois eixos formam um ângulo oblíquo entre si, sendo o terceiro perpendicular ao plano formado pelos outros dois.
-TRICLÍNICO a ≠ b ≠ c ≠ a α ≠ β ≠ γ (todos ≠ 90º)Finalmente, consideremos agora a rede cristalina mais geral, no sentido em que menos constrangimentos
impomos aos parâmetros de rede. A rede triclínica agrupa todos os casos que não podem ser acomodados em qualquer dos restantes sistemas, exibindo apenas simetria translacional ou inversão. Permite apenas 2 grupos espaciais. Os cristais com este sistema caracterizam-se pela ausência de eixos ou planos de simetria, apresentando três eixos cristalográficos com comprimentos desiguais e oblíquos entre si.
Uma análise do grau de simetria de cada um dos sistemas acima apontados permite concluir que o mais simples, e o mais simétrico, é o cúbico, já que apresenta a simetria do cubo, beneficiando da isometria das suas faces. Os restantes seis sistemas ordenam-se de acordo com a seguintes seqüência decrescente de simetria: hexagonal, tetragonal, romboédrico, ortorrômbico, monoclínico e triclínico. O sistema hexagonal é frequentemente considerado como sendo uma variante do sistema trigonal, já que é possível, sem alterar as simetrias, a partir de um produzir o outro.
5.1.3.3 REDE DE BRAVAISExistem apenas sete células unitárias (a menor unidade repetitiva que reproduz a estrutura de um cristal:
triclínico, cúbico, monoclínico, ortorrômbico, tetragonal, trigonal e hexagonal, que definem os sete sistemas cristalinos no espaço tridimensional). As redes descritas por estes sistemas podem ser primitivas (apenas um átomo por célula unitária) ou não primitiva (mais de um átomo por célula unitária) o que resulta em quatorze tipos de redes cristalinas, designadas redes de Bravais, em homenagem a Auguste Bravais que demonstrou a sua existência em 1848, a partir dos estudos publicados em 1842 por Moritz Ludwig Frankenheim (1801-1869), demonstrou geometricamente que num espaço tridimensional só poderiam existir quatorze configurações básicas. Para que um arranjo espacial possa ser classificado como uma rede de Bravais tem de obedecer cumulativamente as seguintes condições:a) A estrutura constitui uma célula unitária, sendo assim a menor subdivisão de uma rede cristalina que conserva as características gerais de todo o retículo, permitindo por simples replicação a reconstituição do sólido cristalino completo;
26
b
cba
ac
αβ
γ
b
a
βγα
α
βc
c
b
ba
c
β
αγ
βα
γb
c

TECNOLOGIA DOS MATERIAIS
b) Planos que contenham pontos sitos em faces opostas são paralelos; c) As arestas da célula unitária ligam pontos equivalentes na estrutura.
Obedecendo as condições acima apontadas e combinando os sete sistemas cristalinos, que resultam das diferentes combinações da dimensão relativa das arestas das células unitárias e dos seus ângulos de inserção nos vértices, com as diferentes possibilidades de disposição espacial das partículas nas faces e no interior das células unitárias é possível criar vinte e oito redes cristalinas. Na realidade, devido a simetria das soluções, existem apenas quatorze configurações básicas, formando-se todas as demais a partir destas. Para determinar completamente a estrutura cristalina elementar de um sólido, além de definir a forma geométrica da rede, é necessário estabelecer as posições na célula dos átomos, íons ou moléculas que formam o sólido cristalino, que são denominados pontos reticulares. Segundo a disposição espacial dos pontos reticulares obtêm-se as seguintes variantes dos sistemas de cristalização:- P: célula unitária primitiva, ou simples, onde todos os pontos reticulares estão localizados nos vértices do paralelepípedo que constitui a célula; - F: célula unitária centrada nas faces, apresentando pontos reticulares nas faces para além dos localizados nos vértices. Quando apresentam somente pontos reticulares nas bases são designadas pelas letras A, B ou C , segundo as faces que contêm os pontos reticulares; - I: célula unitária centrada no corpo tendo, para além dos pontos que determinam os vértices, um ponto reticular no centro da célula. - R: célula unitária primitiva com eixos iguais e ângulos iguais, ou hexagonal, tendo, para além dos pontos que determinam os vértices, pontos duplamente centrados no corpo.
A partir das classes de células unitárias acima descritas é possível construir diversos sistemas de classificação das redes de Bravais resultantes. O mais comum é o seguinte:
27
Simples
Simples Centrado no Volume
Simples
HEXAGONAL (P)
TETRAGONAL (P, I)
TRICLÍNICO ROMBOÉDRICO
Simples
MONOCLÍNICO (P, C)
Centrado
Simples Centrado no Volume Centrado na face Centrado na base
ORTORRÔMBICO (P, I, F, C)
Centrado no Volume Centrado na face Simples
CÚBICA (P, F, I)
Simples

TECNOLOGIA DOS MATERIAIS
Para além dos tipos de célula acima apontadas, existe a estrutura hexagonal compacta, a qual constitui um caso especial (uma variante) de estrutural hexagonal, na qual se situam três pontos reticulares no interior do hexágono, resultando uma célula unitária mais complexa embora decomponível na padrão (é vista por muitos como a 15.ª rede de Bravais).
Nos casos de estrutura mais simples, cada ponto da rede corresponde a um átomo ou íon. Porém em estruturas mais complicadas, como materiais cerâmicos e compostos, centenas de átomos podem estar associados a cada ponto da rede formando células unitárias extremamente complexas, as quais podem ser caracterizadas usando os seguintes parâmetros:a) Parâmetro da rede: é possível determinar o valor do parâmetro da rede (comprimento dos lados da célula unitária) sem localizar na célula a direção ao longo do qual os átomos entram em contato. Estas direções são denominadas direções compactas; b) Número de coordenação: é o número de átomos que entram em contato com um átomo em particular, ou o número de átomos da vizinhança estrita. O máximo é doze, correspondente a doze átomos em vizinhança direta; c) Fator de empacotamento: fração do espaço da célula unitária ocupada por átomos, supondo que estes são esferas sólidas. O fator de empacotamento pode ser expresso por: f = (átomos por célula) x (volume átomo)
(volume da célula) d) Densidade teórica: a partir das características da rede, pode obter-se a densidade teórica mediante a seguinte expressão: d = (átomos por célula) x (massa atômica)
(número de Avogadro)¹ x (volume da célula). Portanto, as redes de Bravais é a denominação dada as configurações básicas que resultam da combinação dos
sistemas de cristalização com a disposição das partículas em cada uma das células unitárias de uma estrutura cristalina, sendo estas células entendidas como os paralelepípedos que constituem a menor subdivisão de uma rede cristalina que conserva as características gerais de todo o retículo, permitindo que por simples replicação da mesma se possa reconstruir o sólido cristalino completo. Para além da sua utilização em cristalografia, as redes de Bravais constituem uma importante ferramenta de análise tridimensional em geometria euclidiana.
Para facilitar nossos estudos, vamos analisar apenas os sistemas mais comuns, que são o cúbico e o hexagonal.___________________________
¹ Número de Avogadro (em homenagem a Amedeo Avogadro), é uma constante física fundamental que representa um mol de entidades elementares (entidades elementares significando átomos, moléculas, íons, elétrons, outras partículas, ou grupos específicos de tais partículas). Formalmente, a constante de Avogadro é definida como o número de átomos de carbono-12 em 12 gramas (0,012 kg) de carbono-12, o que é aproximadamente igual a 6,02 × 1023. Historicamente, o carbono-12 foi escolhido como substância de referência porque sua massa atômica podia ser medida de maneira bastante precisa. Conhecendo-se a constante de Avogadro e a massa atômica de um elemento, é possível calcular a massa em gramas de um único átomo.
5.1.3.4 SISTEMA CÚBICO5.1.3.4.1 SISTEMA CÚBICO SIMPLES (CS)
Tipo de célula unitária na qual existem átomos em posições idênticas as faces de um cubo. Nenhum metal cristaliza-se segundo a rede cúbica simples, pois esta estrutura é muito mais aberta e a ligação metálica atua no sentido de mais aproximar os átomos, formando malhas mais compactas. Na célula unitária de rede cristalina cúbica simples, cada átomo ocupa o vértice do cubo cuja aresta (a) é igual a dois raios atômicos (r). O número de coordenação desta estrutura é igual a seis, isto é, cada átomo possui seis vizinhos. Cada átomo do vértice da célula unitária da rede cúbica simples é compartilhado por oito células unitárias vizinhas. Portanto o número de átomos por célula é igual a 8 átomos x ⅛ (contribuição de cada átomo para cada célula unitária) = 1 átomo por célula unitária. A fração da matéria por célula unitária é denominada “fator de empacotamento” (F.E.). Para a estrutura cristalina cúbica simples, o fator de empacotamento é igual a:F.E. = Volume atômico = 4π r³/3 como a = 2r F.E. = 4π r³/3 = 0,52 = 52%
Volume da célula unitária a³ 8 r³Assim, o espaço intersticial será, em consequência, igual a 48%.Este tipo de estrutura não é energeticamente favorável para substâncias simples, e por isso poucos elementos a
adaptam. O único exemplo é o polônio, na forma α. Em contrapartida, há vários compostos que apresentam redes cristalinas do tipo cúbico simples, como, por exemplo, o cloreto de césio (CsCl). Nos cristais de cloreto de césio, os átomos de uma espécie ocupam as posições definidas pela rede cúbica simples, enquanto que os da outra ocupam os centros dos corpos da célula unitária. Note-se que isto não define a rede como sendo cúbica de corpo centrado, porque os átomos de cloro e de césio são diferentes. Assim, não podem ocupar, ambos, posições da rede cristalina, que, por definição, é um conjunto de pontos equivalentes. A tabela 5 apresenta alguns compostos que cristalizam numa estrutura cúbica simples.
28

TECNOLOGIA DOS MATERIAIS
Substância a (Å) Substância a (Å)
CsCl 4,11 NH4Cl 3,87
CsBr 4,29 CuZn 2,94
Csl 4,56 AgMg 3,28
TlCl 3,84 LiHg 3,29
TlBr 3,97 AlNi 2,88
TlI 3,74 BeCu 2,70
5.1.3.4.2 SISTEMA CÚBICO DE CORPO CENTRADO (CCC)No sistema cúbico de corpo de centrado, os átomos estão localizados no vértice do cubo e no centro do cubo.
Em uma célula unitária de uma estrutura CCC, os círculos representam as posições ocupadas pelos átomos. Observando a figura 5.8, ela mostra que, por se tratar de um reticulado cristalino, ela contém um átomo em cada vértice do cubo e um átomo em seu centro, sendo assim, cada célula unitária contém dois átomos (8 dos vértices que estão compartilhados com mais 7 outras células + 1 átomo do centro, conforme expressão 8 x ⅛ + 1 = 2). Considerando que número de coordenação seja o número de vizinhos mais próximos de um átomo, temos para a estrutura cúbica de corpo centrado o número de coordenação oito. Definindo o fator de empacotamento como a relação entre o volume ocupado pelos átomos e o volume da célula unitária, temos: F.E = Volume de 1 átomo (esfera) x 2 átomos
volume do cuboF.E. = 2 x 4π r³/3 como d = a√3 = 4r
a³F.E. = 8/3π r³ = 0,68 = 68% 64/3 √3 r³
Neste caso o fator de empacotamento atômico é de 0,68 (68% do volume da célula é ocupado por átomos), ou seja, volume de 2 átomos dividido pelo volume da célula. A aresta da célula está relacionada com o raio atômico R pela expressão a = 4 x R
√3.Os metais alcalinos cristalizam todos em redes cúbicas de corpo centrado. Na tabela 5.1 resumem-se as
propriedades da rede cristalina de alguns elementos que apresentam esta estrutura.
Elemento a (Å) Elemento a (Å)
Li 3,50 V 3,03
Na 4,28 Nb 3,29
K 5,25 Ta 3,29
Rb 5,69 Cr 2,88
Cs 6,08 Mo 3,14
Ba 5,01 W 3,16
29
Tabela 5: Alguns compostos que cristalizam em redes cúbicas simples. Também é apresentado o valor do
parâmetro de rede a.
Figura 5.7: Célula unitária cúbica simples.
Tabela 5.1: Alguns elementos que cristalizam em redes do tipo CCC.
Figura 5.8: Célula unitária representada por esferas rígidas – tamanho real – sólido
cristalino CCC.

TECNOLOGIA DOS MATERIAIS
5.1.3.4.3 SISTEMA CÚBICO DE FACE CENTRADA (CFC)No sistema cúbico de face centrada, os átomos estão localizados no vértice do cubo e na face do cubo. Em uma
célula unitária de uma estrutura CFC, os círculos representam as posições ocupadas pelos átomos. Observando a figura 5.10, ela mostra que, por se tratar de um reticulado cristalino, ela contém um átomo em cada vértice do cubo além de um átomo em cada face do cubo, logo, cada célula unitária contém quatro átomos (8 dos vértices, que estão compartilhados com mais 7 outras células + 6 átomos das faces, que estão compartilhados, cada qual, com outra célula conforme expressão 8 x ⅛ + 6 x ½ = 4). O número de coordenação é o número de vizinhos mais próximos de um átomo. Logo, o número de coordenação da estrutura cúbica de face centrada é 12. Se definirmos fator de empacotamento como sendo a relação entre o volume ocupado pelos átomos e o volume da célula unitária temos: F. E. = Volume de 1 átomo (esfera) x 4 átomos
volume do cuboF.E. = 4 x 4π r³/3 como a√2 = 4r tem-se que F.E. = 16π r³/3 = 0,74 = 74%
a³ 64πr³/2 √2Neste caso, o fator de empacotamento atômico é de 0,74 (74% do volume da célula é ocupado por átomos), ou
seja, volume de 4 átomos dividido pelo volume da célula. A aresta da célula está relacionada com o raio atômico R pela expressão a = 2 x R x √2. Note que 0,74 é o maior valor que pode ter o fator de empacotamento quando se considera um modelo de esferas de mesmo diâmetro.
A rede cúbica de faces centradas é uma das redes que apresenta empacotamento máximo e por isso muitos elementos apresentam estruturas cristalinas deste tipo. Na tabela 5.2 apresentam-se algumas substâncias (tanto elementos como compostos) que cristalizam em redes cúbicas simples. Um exemplo importante é o carbono, na forma de diamante. A estrutura cristalina do diamante pode ser gerada associando a cada ponto de uma rede cúbica de faces centrada um motivo constituído por dois átomos de carbono com coordenadas fracionárias (a) (0,0,0) e 1, 1, 1
4 4 4 .Valor do parâmetro de rede do diamante é igual a 3,56.
Elemento a (Å) Elemento a (Å)
Cu 3,61 NaCl 5,63
Ag 4,08 LiF 4,02
Au 4,07 KCl 6,28
Al 4,04 LiBr 5,49
Ge 5,43 Sl 5,45
30
( )
A B C
Tabela 5.2: Substâncias que cristalizam em redes
CFC.
Figura 5.11: Modelo de esferas: A e B, modelo de bolas: C
Figura 5.10: Célula unitária representada por esferas rígidas – tamanho real – sólido cristalino CFC.
Figura 5.9: Modelo de esferas: A e B, modelo de bolas: C.
AB C

TECNOLOGIA DOS MATERIAIS
5.1.3.5 SISTEMA HEXAGONAL5.1.3.5.1 SISTEMA HEXAGONAL COMPACTA (HC)
No sistema hexagonal compacta ⅙ dos átomos estão localizados em cada vértice das faces hexagonais, 3 átomos localizados no centro da estrutura e metade nos pontos centrais dos dois planos hexagonais, totalizando 6 átomos na célula. Matematicamente podemos dizer que:2 x ½ = 1 (átomos dos centros das bases);12 x ⅓ x ½ = 2 (átomos dos vértices do prisma);3 (são os átomos no centro do prisma), dessa forma:O total de átomos na célula unitária é = 1 + 2 + 3 = 6. A célula unitária de uma estrutura HC, pode ser visualizada como um hexágono regular cujos planos superior e inferior contém 7 átomos. Entre estes planos está um meio-hexágono de 3 átomos. Há dois parâmetros de rede (láticos) em um cristal HC, a e c, representando os parâmetros basais e de altura, respectivamente. O número de coordenação da estrutura HC é igual a 12, pois cada átomo possui 12 vizinhos. O fator de empacotamento é igual a: F.E. = 6 x 4π r³/3
B.hcomo B = 6 x √3 r² (área da base do prisma hexagonal) eh = 2t = 2 Ö3 r² – r²/3 (altura do prisma, igual a duas vezes a altura do tetraedro da aresta 2r)F.E. = 8π r³ = 0,74 = 74% 6 √3 r² x 2 x 1,63r
Neste caso, o número de coordenação e o fator de empacotamento são exatamente idênticos aos da estrutura CFC (12 e 0,74, respectivamente). Uma vez que ambas estruturas estão empacotadas compactamente. No caso ideal, a relação c/a é de 1,633 (como mostra a figura 5.15), porém, divergências podem ocorrer. Dados relativos a alguns elementos que cristalizam na rede hexagonal compacta estão apresentados na tabela 5.3.
Elemento a (Å) c (Å) c/a
Be 2,29 3,58 1,56
Ce 3,65 5,96 1,63
He (2K) 3,57 5,83 1,63
Mg 3,21 5,21 1,62
Ti 2,95 4,69 1,59
Zn 2,66 4,95 1,86
31
Tabela 5.3: Elementos com rede hexagonal compacta.
Figura 5.12: Fator de empacotamento igual a 0,74.
Figura 5.13: Célula Unitária Hexagonal Compacta.
a
a4 r
A = 4 r / √2a

TECNOLOGIA DOS MATERIAIS
5.1.3.6 REDES DE EMPACOTAMENTO MÁXIMOEm muitos metais e nos sólidos inertes, a ligação química é tal que favorece uma grande proximidade entre os
átomos envolvidos. Nestes casos, as posições ocupadas pelos átomos podem ser visualizadas imaginando-os como esferas rígidas, encostadas umas as outras por forma a minimizar o volume intersticial. Nestas condições diz-se que a rede cristalina é de empacotamento máximo. Há dois tipos de redes de empacotamento máximo: a rede cúbica de faces centradas e a chamada rede hexagonal compacta. Para compreendermos a razão de existirem apenas estas duas espécies, analisemos a figura 5.16.
Nela, está representado um plano de esferas iguais, dispostas contiguamente, formando uma rede bidimensional hexagonal. Para formarmos um cristal tridimensional, devemos colocar, sobre o plano representado a esquerda, outros planos semelhantes. Para maximizar o volume ocupado, os centros das esferas do “segundo andar” deverão ficar nas verticais dos pontos B ou, em alternativa, dos pontos C. Suponhamos que se verifica a primeira possibilidade. Analisemos agora as possibilidades de colocação de um terceiro andar. Os centros das esferas desta nova camada devem ocupar posições nas verticais dos espaços intersticiais do segundo andar, ou seja, as verticais dos pontos A (dizendo-se então que se trata de um empacotamento do tipo ABABA...) ou, alternativamente, as verticais dos pontos B (empacotamento do tipo ABCABC...). As duas possibilidades estão representadas a direita na figura 5.16. As redes com empacotamento do tipo ABC são, de fato, redes cúbicas de faces centradas, em que o plano apresentado na figura 5.16 a esquerda é um plano perpendicular a uma direção diagonal principal, as redes com empacotamento do tipo ABA são redes hexagonais compactas (ver a figura 5.17). A rede hexagonal compacta não é, no sentido estrito, uma rede cristalina, pois os pontos que a formam não são todos equivalentes, como está patente na figura 5.17: os pontos do plano central não são equivalentes aos das bases. No entanto, é uma estrutura apresentada por um número relativamente grande de substâncias químicas, e por essa razão a incluímos nesta discussão. Para que uma “rede” hexagonal compacta seja uma estrutura de empacotamento máximo, a relação entre os módulos dos vetores fundamentais é a = b c = 1,63a.
32
plano a
plano a
plano b
c
a1
a2
a3
a3
a2
a1c
a
c / a = 1,633
Figura 5.15: Relação teórica de c/a é igual a 1,633.
c
a
c / a = 1,633
A
B
C
A
B
A
ABA ABC
A BC
c
Figura 5.14: Modelos de esferas: A e B, modelos de bolas: C.
Figura 5.16: As duas possibilidades para o
empacotamento máximo.

TECNOLOGIA DOS MATERIAIS
Na tabela 5.4 resumimos propriedades da rede cristalina de elementos que cristalizam em redes trigonais, ortorrômbicas e tetragonais.
Elemento Tipo de Rede a b c Ө Elemento Tipo de Rede a b c Ө
Hg (5K) Trigonal 2,99 - - 70° 45' Sn (branco) Tetragonal 5,82 - 3,17 -
Bi Trigonal 4,75 - - 57° 14' Ga Ortorrômbica 4,51 4,52 7,64 -
In Tetragonal 4,59 - 4,94 - Cl Ortorrômbica 6,24 8,26 4,48 -
Tabela 5.4: Alguns elementos com redes trigonais, tetragonais e ortorrômbicas. Os módulos dos vetores fundamentais são indicados em Å. Os valores redundantes não estão explicitados.
5.2 RAIOS ATÔMICOS E ESTRUTURAS CRISTALINAS PARA ALGUNS METAIS
Metal Estrutura Cristalina Raio atômico [nm] Valência mais comum Temperatura de fusão (°C)
Alumínio CFC 0,1431 3+ 660
Berílio HC 0,1140 2+ 1278
Cádmio HC 0,1490 2+ 321
Cálcio CFC 0,1970 2+ 839
Cromo CCC 0,1249 3+ 1875
Cobalto HC 0,1253 2+ 1495
Cobre CFC 0,1278 1+ 1085
Estanho Tetragonal 0,1510 4+ 232
Ouro CFC 0,1442 1+ 1064
Ferro (a) CCC 0,1241 2+ 1538
Chumbo CFC 0,1750 2+ 327
Lítio CCC 0,1520 1+ 181
Magnésio HC 0,1600 2+ 649
Molibdênio CCC 0,1363 4+ 2617
Manganês CS 0,1120 2+ 1244
Níquel CFC 0,1246 2+ 1455
Nióbio CCC 0,1430 5+ 2468
Platina CFC 0,1387 2+ 1772
Prata CFC 0,1445 1+ 962
Silício Diamante 0,1180 4+ 1410
Tântalo CCC 0,1430 - 3020
Tabela 5.5: Raios atômicos e estrutura cristalina para alguns metais.
33
Figura 5.17: A rede hexagonal compacta.

TECNOLOGIA DOS MATERIAIS
Metal Estrutura Cristalina Raio atômico [nm] Valência mais comum Temperatura de fusão (°C)
Titânio (a) HC 0,1445 4+ 1668
Tungstênio CCC 0,1371 4+ 3410
Zinco HC 0,1332 2+ 420
Continuação Tabela 5.5: Raios atômicos e estrutura cristalina para alguns metais.
5.3 ALOTROPIA OU POLIMORFISMOAlotropia é o fenômeno que consiste em poder um elemento químico cristalizar em dois ou mais estados
cristalinos diferentes, seja pela simetria, seja pela estrutura reticular, de acordo com a mudança de temperatura e ter, por isso, diferentes propriedades físicas. Assim, o ferro apresenta-se em três estados alotrópicos, conforme a temperatura em que é considerado. Essas três formas alotrópicas são definidas como: Ferro α (CCC) a Ferro γ (CFC) a Ferro δ (CCC). Em temperatura ambiente, a forma alotrópica do ferro caracteriza-se pela estrutura CCC, sendo este conhecido ferro α. Quando este é aquecido a 910°C, observa-se uma mudança radical na estrutura cristalina do ferro, passando então a estrutura CFC, sendo denominado então ferro γ. Caso o material seja aquecido até 1400°C, a estrutura volta a ser CCC. Neste caso o ferro passa ser chamado de ferro δ.
5.4 ESTRUTURA CRISTALINA DOS PRINCIPAIS METAISNas ligações metálicas, os elétrons livres da ultima camada vão dar origem a nuvens eletrônicas que envolvem
os íons metálicos que se distribuem nos reticulados unitários cristalinos.Os principais metais apresentam estruturas conforme apresentado abaixo.
- CCC: Ba, Cr, Cs, Fe, K, Li, Mo, Na, Nb, Ta, Ti b, V, W, Zr- CFC: Ag, Al, Au, Ca, Co b, Cu, Fe g, Ni, Pb, Pt, Rh, Sr- HC: Be, Cd, Co a, Hf a, Mg, Os, Re, Ru, Ti a, Y, Zn, Zr
As principais propriedades dos metais são:- Cor e brilho: os metais possuem brilho característico e coloração que varia do branco ao cinza, com exceção do ouro e do cobre.- Maleabilidade: capacidade de formar lâminas.- Ductilidade: capacidade de formar fios.- Condutividade elétrica e térmica: os metais são bons condutores de calor e eletricidade.- Tenacidade: capacidade de resistir ao choque.
Definição: Arranjo ordenado de átomos.Resultado do processo de solidificação
- No estado líquido os átomos não possuem um posição definida;
- Durante o processo de solidificação os átomos perdem energia (queda de temperatura) e começam a formar grupamentos;
- Cada grupamento de átomos recebe o nome de grão e possuem uma direção preferencial de crescimento.
34

TECNOLOGIA DOS MATERIAIS
- Concluída a solidificação do material este será constituído por inúmeros grãos.
- Quando um grão encontra o outro o crescimento de ambos é interrompido e surge o contorno do grão. O contorno do grão representa uma descontinuidade no material.
5.5 DEFEITOS NA ESTRUTURA CRISTALINA 5.5.1 FORMAÇÃO DA ESTRUTURA CRISTALINA
Quando um metal, ou liga no estado líquido, é resfriado até seu ponto de fusão, inicia-se a solidificação, através da formação de cristais em pontos da massa líquida. A cristalização irá formar estruturas cristalinas que são dependentes do metal ou da composição da liga. Conforme exemplificado na figura 5.18, ao se considerar o resfriamento do metal, no estado líquido dentro de um molde, surgem, em vários locais, núcleos para a solidificação. Os cristais crescem a partir destes núcleos até que começam a se encontrar uns com os outros na fase final da solidificação, produzindo interfaces como indica na figura 5.19. Denomina-se grão cada cristal individual do material. No caso do material policristalino, cada grão encontra-se cercado por vários outros. A superfície de encontro de dois grãos é denominada contorno de grão.
35
Nucleação da solidificação na superfície do molde.
Crescimento dos cristais e maior nucleação na superfície fria da parede do
molde.
Nucleação de grãos no seio do líquido. Crescimento dos grãos com a perda do calor.
Mais grãos podem ser nucleados. Prossegue o crescimento dos grãos devido ao arranjo
ordenado de átomos nos cristais.
Todo o líquido foi solidificado. As regiões de encontro dos grãos são os contornos de grão.
Figura 5.18: Solidificação dos
grãos e formação do material
policristalino.
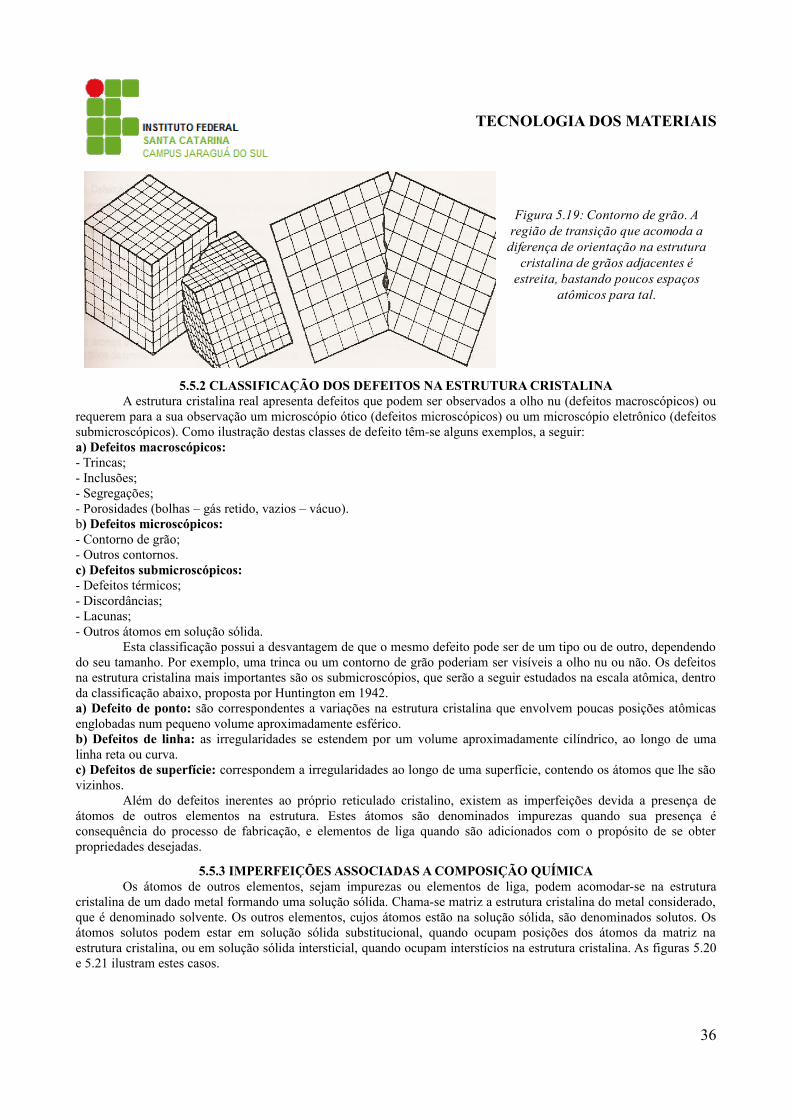
TECNOLOGIA DOS MATERIAIS
5.5.2 CLASSIFICAÇÃO DOS DEFEITOS NA ESTRUTURA CRISTALINAA estrutura cristalina real apresenta defeitos que podem ser observados a olho nu (defeitos macroscópicos) ou
requerem para a sua observação um microscópio ótico (defeitos microscópicos) ou um microscópio eletrônico (defeitos submicroscópicos). Como ilustração destas classes de defeito têm-se alguns exemplos, a seguir:a) Defeitos macroscópicos:- Trincas;- Inclusões;- Segregações;- Porosidades (bolhas – gás retido, vazios – vácuo).b) Defeitos microscópicos:- Contorno de grão;- Outros contornos.c) Defeitos submicroscópicos:- Defeitos térmicos;- Discordâncias;- Lacunas;- Outros átomos em solução sólida.
Esta classificação possui a desvantagem de que o mesmo defeito pode ser de um tipo ou de outro, dependendo do seu tamanho. Por exemplo, uma trinca ou um contorno de grão poderiam ser visíveis a olho nu ou não. Os defeitos na estrutura cristalina mais importantes são os submicroscópios, que serão a seguir estudados na escala atômica, dentro da classificação abaixo, proposta por Huntington em 1942.a) Defeito de ponto: são correspondentes a variações na estrutura cristalina que envolvem poucas posições atômicas englobadas num pequeno volume aproximadamente esférico.b) Defeitos de linha: as irregularidades se estendem por um volume aproximadamente cilíndrico, ao longo de uma linha reta ou curva.c) Defeitos de superfície: correspondem a irregularidades ao longo de uma superfície, contendo os átomos que lhe são vizinhos.
Além do defeitos inerentes ao próprio reticulado cristalino, existem as imperfeições devida a presença de átomos de outros elementos na estrutura. Estes átomos são denominados impurezas quando sua presença é consequência do processo de fabricação, e elementos de liga quando são adicionados com o propósito de se obter propriedades desejadas.
5.5.3 IMPERFEIÇÕES ASSOCIADAS A COMPOSIÇÃO QUÍMICAOs átomos de outros elementos, sejam impurezas ou elementos de liga, podem acomodar-se na estrutura
cristalina de um dado metal formando uma solução sólida. Chama-se matriz a estrutura cristalina do metal considerado, que é denominado solvente. Os outros elementos, cujos átomos estão na solução sólida, são denominados solutos. Os átomos solutos podem estar em solução sólida substitucional, quando ocupam posições dos átomos da matriz na estrutura cristalina, ou em solução sólida intersticial, quando ocupam interstícios na estrutura cristalina. As figuras 5.20 e 5.21 ilustram estes casos.
36
Figura 5.19: Contorno de grão. A região de transição que acomoda a
diferença de orientação na estrutura cristalina de grãos adjacentes é
estreita, bastando poucos espaços atômicos para tal.

TECNOLOGIA DOS MATERIAIS
A distorção na estrutura cristalina, provocada pelos átomos em solução, significa um afastamento dos átomos da sua posição de equilíbrio, correspondente ao nível mínimo de energia. Os átomos que se encontram nesta região de distorção possuem, portanto, um nível energético mais elevado que os átomos que constituem as porções perfeitas da rede cristalina.
Assim como as soluções em fase líquida, as soluções sólidas também apresentam um limite de solubilidade, isto é, valores máximos para o teor de soluto na matriz. Nas soluções substitucionais o limite de solubilidade é função da relação entre os tamanhos atômicos, número de elétrons no último nível, estrutura cristalina de cada elemento e eletronegatividade. Se a diferença entre os tamanhos atômicos de dois elementos for inferior a cerca de 15% pode-se esperar que haja grande solubilidade entre eles. A figura 5.22 mostra esta relação no caso de elementos em solução sólida numa matriz de cobre, onde elementos como o ouro, platina, paládio e níquel chegam a apresentar solubilidade completa. Na solução sólida intersticial, os átomos do soluto ocupam posições na estrutura cristalina onde há um maior espaço para sua acomodação.
37
Figura 5.20: Solução sólida substitucional. (a) Átomos maiores; (b) Átomos menores
que os da matriz.
Figura 5.21: Solução sólida intersticial.
Figura 5.22: Efeito do tamanho atômico dos elementos de liga na solubilidade substitucional
na matriz de cobre.
Pt
Au100Ni
Sol
ubili
dade
máx
ima
Áto
mos
%
50
0 1,0 1,15 1,30Pb
AgAl
Pd
Quociente de raios, elemento de liga/cobre

TECNOLOGIA DOS MATERIAIS
5.5.4 DEFEITOS DE PONTOLacunas são espaços vazios na estrutura cristalina que poderiam estar preenchidos por um átomo. São também
chamados de vazios ou vacâncias e constituem defeitos de ponto importantes, dada a sua relação com o fenômeno da difusão. A quantidade de lacunas Nv existentes por átomo-grama de metal pode ser calculada em função da temperatura através da expressão: Nv = A exp - Ev
KT onde,A – é um fator aproximadamente igual a 3;Ev – é a energia necessária para criar uma lacuna;K – é a constante de Boltzman;T – é a temperatura em graus Kelvin.
Com o aumento da temperatura, a quantidade de lacunas aumenta exponencialmente, sendo geradas a partir de outros defeitos na estrutura cristalina, como por exemplo, os contornos de grão. As lacunas podem também ocorrer associadas, aos pares ou em grupos maiores. Os vazios em estruturas cristalinas formadas pela ligação iônica, devido a ausência de um par de íons, são chamados de defeitos de Schottky e a presença de um íon numa posição intersticial, de defeito de Frenkel. Os átomos da matriz, ocupam posições intersticiais e são outro tipo de defeito de ponto. Como é necessária uma grande quantidade de energia para esta situação, tem-se que este tipo de defeito é pouco provável. A figura 5.23 ilustra estes tipos de defeito de ponto.
5.5.5 DEFEITOS LINEARESOs defeitos lineares são denominados discordâncias ou deslocações e possuem fundamental importância na
deformação plástica dos metais, em função da sua atuação no deslizamento entre porções do cristal. A discordância tipo aresta é a distorção da estrutura cristalina ao longo de uma linha correspondente a aresta de um semiplano inserido no cristal, como apresentado nas figuras 5.24 e 5.25.
38
( )
Figura 5.23: Defeitos de ponto. (a) Lacuna; (b) Bilacuna; (c) Defeito de
Schottky; (d) Átomo em interstício; (e) Defeito de Frenkel.
(a) (b) (c)
(d) (e)
Figura 5.24: Discordância aresta. A linha da discordância é a perpendicular ao plano do papel,
correspondente a arestado semiplano adicional.
Figura 5.25: As bolhas de sabão em (a) representam um plano compacto
perpendicular a uma discordância aresta. O esquema em (b) facilita a visualização do
semiplano extra correspondente.
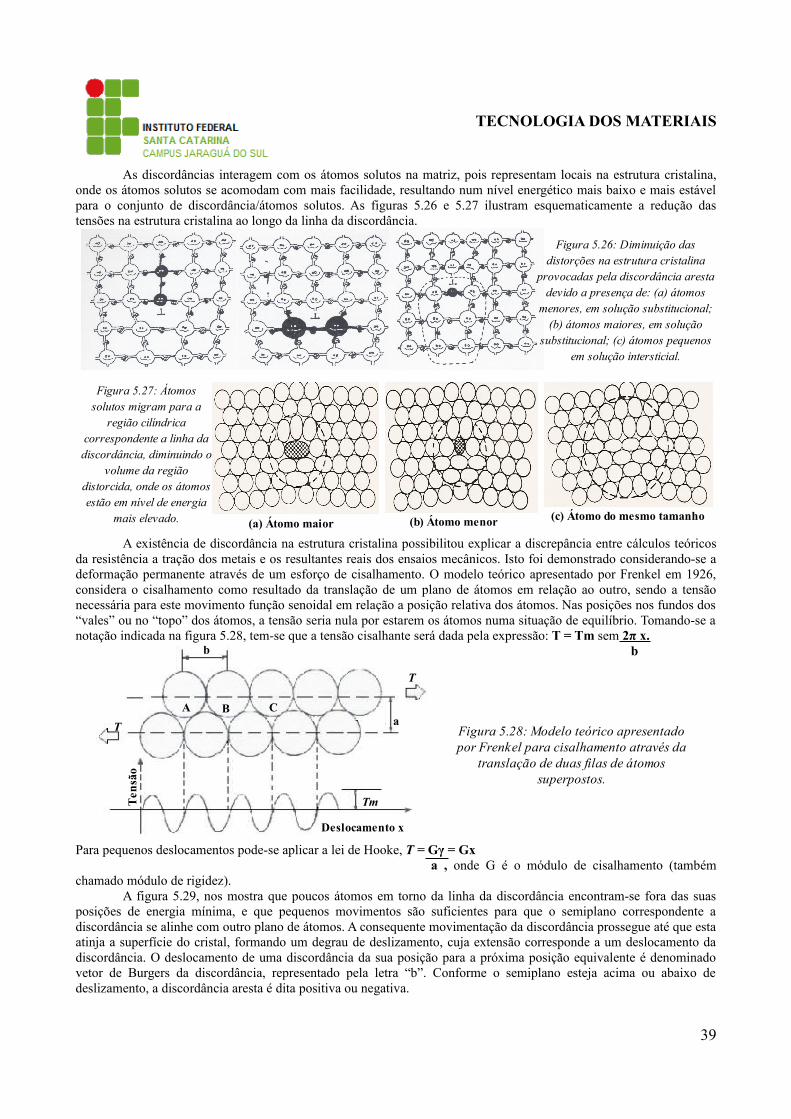
TECNOLOGIA DOS MATERIAIS
As discordâncias interagem com os átomos solutos na matriz, pois representam locais na estrutura cristalina, onde os átomos solutos se acomodam com mais facilidade, resultando num nível energético mais baixo e mais estável para o conjunto de discordância/átomos solutos. As figuras 5.26 e 5.27 ilustram esquematicamente a redução das tensões na estrutura cristalina ao longo da linha da discordância.
A existência de discordância na estrutura cristalina possibilitou explicar a discrepância entre cálculos teóricos da resistência a tração dos metais e os resultantes reais dos ensaios mecânicos. Isto foi demonstrado considerando-se a deformação permanente através de um esforço de cisalhamento. O modelo teórico apresentado por Frenkel em 1926, considera o cisalhamento como resultado da translação de um plano de átomos em relação ao outro, sendo a tensão necessária para este movimento função senoidal em relação a posição relativa dos átomos. Nas posições nos fundos dos “vales” ou no “topo” dos átomos, a tensão seria nula por estarem os átomos numa situação de equilíbrio. Tomando-se a notação indicada na figura 5.28, tem-se que a tensão cisalhante será dada pela expressão: T = Tm sem 2π x.
b
Para pequenos deslocamentos pode-se aplicar a lei de Hooke, T = Gγ = Gx a , onde G é o módulo de cisalhamento (também
chamado módulo de rigidez). A figura 5.29, nos mostra que poucos átomos em torno da linha da discordância encontram-se fora das suas
posições de energia mínima, e que pequenos movimentos são suficientes para que o semiplano correspondente a discordância se alinhe com outro plano de átomos. A consequente movimentação da discordância prossegue até que esta atinja a superfície do cristal, formando um degrau de deslizamento, cuja extensão corresponde a um deslocamento da discordância. O deslocamento de uma discordância da sua posição para a próxima posição equivalente é denominado vetor de Burgers da discordância, representado pela letra “b”. Conforme o semiplano esteja acima ou abaixo de deslizamento, a discordância aresta é dita positiva ou negativa.
39
(a) Átomo maior (b) Átomo menor (c) Átomo do mesmo tamanho
Figura 5.27: Átomos solutos migram para a
região cilíndrica correspondente a linha da discordância, diminuindo o
volume da região distorcida, onde os átomos estão em nível de energia
mais elevado.
T
b
aA B C
T
TmTen
são
Deslocamento x
Figura 5.28: Modelo teórico apresentado por Frenkel para cisalhamento através da
translação de duas filas de átomos superpostos.
Figura 5.26: Diminuição das distorções na estrutura cristalina
provocadas pela discordância aresta devido a presença de: (a) átomos
menores, em solução substitucional; (b) átomos maiores, em solução
substitucional; (c) átomos pequenos em solução intersticial.

TECNOLOGIA DOS MATERIAIS
A discordância simbolizada na figura 5.29 é por exemplo, uma discordância aresta positiva. Outro tipo de discordância é a espiral, indicada na figura 5.30, para uma rede cristalina cúbica simples. A linha AD é a linha da discordância espiral. O defeito existente na estrutura cristalina corresponde ao deslocamento dos átomos de um parâmetro cristalino, segundo a direção paralela a linha da discordância.
40
Figura 5.29: O esforço de cisalhamento F produz pequenos movimentos
atômicos e troca das ligações entre os átomos. A
discordância se movimenta produzindo um degrau correspondente a uma
distância atômica (para o sistema cúbico simples).
Figura 5.30: Discordância espiral. A linha da discordância corresponde a um volume cilíndrico, onde há distorções na rede cristalina. Seu deslocamento para a esquerda, mediante a aplicação do esforço de
cisalhamento, amplia a área ABCD onde ocorreu deslizamento no cristal. Após o deslizamento é produzido um degrau semelhante ao verificado pela movimentação de uma discordância aresta. No caso da discordância
espiral, o degrau é perpendicular a linha da discordância e, no caso da aresta, paralelo.
F
F F
A X'
X B
DC
T
TD
Ab
Vetordeslizamento

TECNOLOGIA DOS MATERIAIS
Os círculos abertos indicados na figura 5.31 correspondem aos átomos acima do plano de deslizamento, e os círculos fechados, aos átomos abaixo do plano de deslizamento. Na região perfeita do cristal temos a coincidência dos círculos abertos e fechados. Em função do sentido do deslocamento, a discordância espiral pode ser associada a uma rosca direita ou esquerda, daí a denominação discordância espiral direita ou esquerda. A discordância espiral apresentada na figura 5.30 é direita.
5.5.6 DEFEITOS PLANARESAs irregularidades na estrutura cristalina associadas a superfícies são os defeitos planares, e que incluem as
superfícies livres do metal, dos contornos de grão, de outros contornos (maclas, interfaces com outras fases presentes) e das falhas de empilhamento.a) Superfícies livres: os átomos do metal que constituem superfícies livres do metal, como a superfície de bolhas ou porosidades, ou a superfície em contato com a atmosfera, encontram-se num nível energético mais elevado do que os átomos que se encontram no interior do cristal. Isto se dá porque os átomos superficiais têm vizinhos apenas de um lado, causando um desbalanceamento das camadas de elétrons e originando umefeito de tensão superficial e de energia de superfície. Ao se considerar um processo de fratura num metal, tem-se que uma parcela da energia necessária para a fratura, será empregada como energia superficial associada a criação das superfícies da fratura. A figura 5.32 apresenta um esquema dos átomos superficiais de um metal.
b) Contornos de grãos: as diferentes orientações entre os cristais desenvolvidos a partir de núcleos distintos, formam, como ilustrado pelas figuras 5.18 e 5.19, superfícies constituídas por átomos que acomodam estas diferenças. A figura 5.33 apresenta contornos de grão vistos ao microscópio ótico e um modelo atômico indicando a desordem na superfície de fronteira entre os grãos vizinhos.
41
Superfície
Figura 5.32: Os átomos na superfície livre encontram-se num nível energético mais elevado que os átomos do interior, porque não estão
completamente circundados por outros átomos.
(a) (b)
Figura 5.33: (a) Contornos de grão de molibdênio vistos no microscópio
ótico; (b) modelo atômico indicando a variação nas distâncias entre os átomos dos contornos de grão.
C
A B
Vetordeslizamento
D
Figura 5.31: Distorções na rede cristalina, associadas a uma discordância espiral, segundo
corte no cristal que contém o plano ABCD.

TECNOLOGIA DOS MATERIAIS
Pequenas diferenças de orientação podem se acomodadas através de discordâncias aresta como exemplificada na figura 5.34.
Os contornos de grão possuem outros defeitos subestruturais ou submicroscópios, como lacunas e discordâncias. Como as distâncias interatômicas nos contornos de grão diferem da posição de equilíbrio, tem-se que os átomos pertencentes aos contornos de grão possuem nível energético superior ao dos átomos no interior dos grãos. Isto os torna mais suscetíveis de sofrer modificações, como participar de reações químicas (correndo-se) ou metalúrgicas (nucleando uma segunda fase).c) Maclas: os contornos de macla são decorrentes de um processo de deformação plástica ou de um recozimento. Os círculos abertos indicados na figura 5.31 correspondem aos átomos acima do plano de deslizamento, e os círculos fechados, aos átomos abaixo do plano de deslizamento. Na região perfeita do cristal temos a coincidência dos círculos abertos e fechados. Em função do sentido do deslocamento, a discordância espiral pode ser associada a uma rosca direita ou esquerda, daí a denominação discordância espiral direita ou esquerda. A discordância espiral apresentada na figura 5.30 é direita.
42
Contornos
b
Grão 1 Grão 2
D = bӨ
Figura 5.34: Contornos de grão de baixo ângulo onde as diferenças de orientação são
acomodadas por discordância aresta.
CarregamentoA A'
Carregamento
Carregamento Carregamento
Plano de maclação
AA'
Deslocamento dos átomos
Plano de maclação
Direção de maclação em metais C FC
Figura 5.35: Esquema da mudança de orientação do cristal durante a
maclação. (a) Antes da deformação; (b) região maclada
correspondente a imagem de espelho da orientação inicial; (c)
deslocamento dos átomos considerando-se dois planos de
maclação.

TECNOLOGIA DOS MATERIAIS
As maclas de recozimento são frequentemente vistas em metais e ligas de estruturas cúbicas de face centrada e sua origem tem sido explicada por vários mecanismos, dentre os quais sua nucleação em defeitos nos contornos de grão e propagação para o interior do grão. A figura 5.36 apresenta os três tipos de maclas de recozimento e uma liga CFC (latão 70 Cu – 30 Zn) vista no microscópio.
d) Falhas de empilhamento: o empilhamento de planos compactos, ocorre quando os planos empilham-se segundo seqüências ABC ABC ABC ou AB AB AB. Nas falhas de empilhamento a seqüência fica alterada, respectivamente, para ABC AB : ABC ABC ou AB AB : CB CB. As falhas de empilhamento podem ocorrer também nas estruturas CCC, embora isto seja mais difícil que na estruturas CFC e HC. Uma discordância dita perfeita desloca um átomo para uma posição equivalente na estrutura cristalina, por exemplo de um vale C para outro vale C. Este percurso é obtido através de duas discordâncias parciais. Uma falha de empilhamento corresponde a uma discordância dissociada em duas discordâncias parciais, como exemplificado para estrutura CFC na figura 5.37, a região entre as discordâncias parciais é a falha de empilhamento.
43
Figura 5.36: (a) Três tipos de maclas de recozimento observadas em metais e ligas
CFC. A é uma macla de extremidade de grão; B é uma macla de faces paralelas completa; e C é uma macla de faces paralelas incompleta.
A
B
C
b
Linha de deslocação perfeita
Discordâncias parciais
Falha de empilhamento
Plano de deslizamento
Figura 5.37: A discordância perfeita dissocia-se em duas
discordâncias parciais, que se afastam uma da outra. Os átomos, na região entre as duas
ocupam os “vales” da camada tipo A. Esta
região corresponde a falha de empilhamento.
Região da falha de empilhamento
Plano (111) do tipo B
Linhas de deslocação parcial

TECNOLOGIA DOS MATERIAIS
A superfície da falha de empilhamento possui uma energia superficial. Se esta energia, por unidade de área, for baixa, como é o caso dos materiais CFC, ter-se-á um maior afastamento entre as discordâncias parciais, aumentando a extensão da falha de empilhamento, dificultando a movimentação de discordâncias e aumentando a resistência a deformação plástica.
5.6 DIFUSÃOOs átomos de um metal se encontram em movimento, vibrando em torno da sua posição na estrutura cristalina.
Quanto maior a temperatura, maior será a intensidade da vibração dos átomos, porque deste modo se armazena no metal a energia utilizada para o aquecimento. Esta energia é liberada durante o resfriamento. Num dado instante cada átomo do metal possui uma determinada quantidade de energia. A mudança de um átomo, de uma posição na estrutura cristalina para outra equivalente, exige que este átomo atinja uma situação de energia mais elevada numa etapa intermediária no seu percurso, para liberar-se de seus vizinhos originais. O aumento do número de átomos com energia acima de um valor mínimo para superar a barreira energética, aumenta a possibilidade de átomos mudarem de posição na estrutura cristalina, pulando para uma posição vizinha, criando lacunas ou simplesmente se deslocando, como apresentado na figura 5.38. Numa determinada temperatura haverá um número de lacunas em equilíbrio dinâmico no metal, que pode ser calculado através da expressão apresentada no item 5.5.4 (defeitos de ponto). A relação entre o número de lacunas e a temperatura é exponencial. Por exemplo, para o alumínio existe uma lacuna para cada 10.000 átomos a cerca de 500°C e, na temperatura ambiente, uma para cada 10.000.000.000.000 átomos.
A difusão é a movimentação dos átomos no metal. É muito mais rápida em temperaturas elevadas, porque há um número maior de lacunas e um número maior de átomos com energia térmica (vibração térmica) superior ao mínimo necessário para a mudança de posição.
6. DIAGRAMA DE EQUILÍBRIODa grande variedade de materiais metálicos utilizados em engenharia, poucos são constituídos de metais puros.
Em muitos casos, com o objetivo de aprimorar propriedades, adiciona-se propositadamente ao metal original, um ou mais elementos. Nesta situação, o material resultante é denominado de liga metálica. As ligas metálicas podem ser classificadas como monofásicas e polifásicas, dependendo do número de fases observadas em uma determinada condição de composição, temperatura e pressão.
Fase é a porção da matéria fisicamente homogênea e perfeitamente distinguível. As fases em materiais são definidas como regiões em escala de dezena a centenas de micrômetros (em alguns casos, nanômetros) que apresentam composições químicas e/ou arranjos atômicos específicos. Com freqüência as fases podem possuir a mesma composição química, mas arranjos atômicos diferentes. O estado de agregação (sólido, líquido ou vapor), embora seja uma parte da descrição estrutural de um material, não é suficiente para definir as fases. Um elemento químico como o chumbo (Pb), um composto como a água ou uma liga como o latão podem, no estado sólido, existir na forma de várias fases, com estruturas cristalinas diferentes. Também um material de dois componentes pode consistir de duas fases
44
Figura 5.38: (1) Um átomo com energia suficiente pula para a superfície (2) criando uma lacuna, (3) possibilitando a movimentação de outro
átomo (4) e o deslocamento da lacuna para o interior do metal.
1. 2. 3.
4.

TECNOLOGIA DOS MATERIAIS
líquidas de composições diferentes. Para a descrição da estrutura de um material, podem-se usar diagramas com representações gráficas que mostram quais são as fases presentes e seus pesos relativos, em função da temperatura, da pressão e da composição global. O estudo de um sistema de um, dois ou mais componentes, sendo monofásico ou polifásico, pode ser feito a partir dos diagramas de fases. Para um material no qual cada fase está em equilíbrio com o ambiente, tem-se o diagrama de equilíbrio que, de modo geral, é chamado de diagrama de fases. A maioria dos diagramas de fases são obtidos em condições de equilíbrio e são usados para prever o comportamento dos materiais. Todos os metais possuem uma certa característica física em um determinado estado físico. Sendo ele líquido, gasoso ou sólido, suas características se repetem sempre que as condições do meio necessários são atingidos.
As ligas, apesar de serem misturas de elementos, não fogem desta regra. Também apresentam suas características definidas. Para qualquer aplicação que formos usar as ligas, seja ela para construção civil ou para aplicações no setor elétrico, temos que ter o conhecimento do comportamento do material, para que todo o tipo de situações seja previsto, evitamos assim surpresas e prejuízos tanto materiais, quanto monetários e perdas de vida. Assim, o diagrama de fases é um método muito eficiente de predizermos em que fases se encontram em equilíbrio para uma dada composição de liga em uma certa temperatura. Portanto, a compreensão de diagramas de equilíbrio para sistemas de ligas é de extrema importância para que engenheiros explorem a correlação entre microestruturas e propriedades mecânicas, pois sabe-se que as características do diagrama de equilíbrio da liga influenciam no seu desenvolvimento microestrutural. Embora a maioria dos materiais de engenharia exista em condição metastável, isto é, fora de equilíbrio, qualquer modificação espontânea se dará em direção ao equilíbrio e muitas informações úteis sobre mudanças de fase em tais materiais podem ser deduzidas a partir dos diagramas de equilíbrio adequados.
O diagrama de fase pode ser visto como um grande aliado em todos os processos metalúrgicos. Pois o perfeito conhecimento dos diagramas de equilíbrio das ligas metálicas é de vital importância, por proporcionar conhecimentos de várias transformações, escolha das ligas, noções sobre as propriedades e, principalmente, o bom êxito dos tratamentos térmicos. O diagrama fornece informações de qualquer liga, tais como início e fim de solidificação ou fusão, desenvolvimento de microestruturas de equilíbrio durante o resfriamento, número de fases presentes, fases em equilíbrio a determinadas temperaturas, composição química destas fases, variação das quantidades relativas das fases com a temperatura, constituintes, entre muitas outras informações. É, portanto, um resumo dos históricos térmicos de todas as ligas dos mesmos componentes.
Deste modo é de grande valia saber como construir um diagrama e interpretá-lo, predizendo desta forma o comportamento de um material. O principal fenômeno por trás dos diagramas é o calor latente relativo às mudanças de fase. A construção dos diagramas consiste, simplesmente, em determinar pontos críticos das várias ligas dos mesmos componentes, localizá-los num único gráfico, e uni-los adequadamente por linhas. O gráfico resultante sintetiza o comportamento térmico no resfriamento ou aquecimento lento de qualquer liga e é conhecido como diagrama de equilíbrio físico-químico, térmico, constitucional ou de fases. Isto significa que criando um gráfico da temperatura versus tempo, para uma variedade de diferentes composições, é possível determinar a que temperatura diferentes fases são formadas. Os diagramas de fases podem, de forma aproximada, serem produzidos através de curvas de resfriamento. Entretanto, na construção de diagramas em laboratório utilizam-se técnicas mais avançadas de análise térmica, como DTA e DSC.
Para termos termos uma noção sobre a teoria empregada na construção do diagrama, vamos observar a figura 6, que mostra a solubilidade do açúcar na água: a curva na figura é uma curva de solubilidade. Todas as composições a esquerda da curva, correspondem a uma única fase, pois todo o açúcar está dissolvido na fase líquida. Com percentagens mais elevadas de açúcar, que correspondem ao lado direito da curva, é impossível dissolver completamente o açúcar, logo, teremos uma mistura de duas fases, açúcar sólido e um “xarope” líquido.
45
Figura 6: Solubilidade de açúcar no sistema
açúcar-água.
100
80
60
40
20
00
10080604020100 80 60 40 20 0
Tem
pera
tura
(°C
)
AçúcarÁgua
200
150
100
50
Tem
pera
tura
(°F)
Limite de solubil idade
Solução l íquida (xarope) Soluçãolíquida
+Açúcarsól ido

TECNOLOGIA DOS MATERIAIS
A determinação dos diagramas de equilíbrio é feita experimentalmente através dos seguintes métodos:- Análise Térmica; - Metalografia;- Dilatometria; - Difração de Raios X.- Resistência Elétrica;
Determinando-se a variação da temperatura ao longo do tempo e do comprimento, da resistividade, da estrutura vista ao microscópio e da difração de raios X com a temperatura, é possível identificar-se os pontos de transformação de fase. No levantamento de um diagrama de equilíbrio podem ser usados um ou vários métodos.
6.1 CONDIÇÕES DE EQUILÍBRIO 6.1.1 REGRA DAS FASES
A regra das fases estabelece relações entre o número de fases, componentes, fatores internos e externos do sistema em equilíbrio e permite comprovar se o traçado dos diagramas de equilíbrio está bem feito. Gibbs deduziu uma relação entre o número de fases (P), que é a parte homogênea do sistema, separada das outras partes (em sistemas complexos) por uma superfície de separação (interface). As fases podem ser sólidas, líquidas ou gasosas. Em ligas as fases são constituídas por componentes puros, soluções sólidas ou líquidas, além de compostos químicos, que podem coexistir em equilíbrio em um dado sistema. O número mínimo de componentes (C), que é a parte independente integrante do sistema, em forma de elemento ou composto químico que podem ser usados para formar o sistema e os graus de liberdade (F), que é o número de fatores de equilíbrio, que podem ser alteradas independentemente e arbitrariamente dentro de determinados limites sem mudar o número de fases, ou seja, o número de variáveis (temperatura, pressão e composição). Esta relação pode ser apresentada sob a forma da equação P + F = C + 2 que é conhecida como a lei ou a regra das fases de Gibbs.
6.1.2 ENERGIA LIVRE Quanto menor for a energia livre de um sistema, maior é a sua estabilidade. Então, a condição de equilíbrio é a
de mínima energia livre. A satisfação dessa condição é que determina as fases que podem existir a uma dada temperatura e a uma dada composição. Para uma dada composição podem ocorrer reações causadas por variação de temperatura de maneira a existirem sempre as fases mais estáveis. A energia de ativação dessas reações é obtida da diminuição de energia livre do material cedida ao passar ao estado mais estável. Por definição, a energia livre, F, de uma substância pura é F = H – TS, onde H é a entalpia, T a temperatura absoluta e S a entropia. A energia total livre, F’, de um sistema binário contendo em solução nA moles do componente A e nB moles do componente B, admitindo-se que a pressão e a temperatura sejam constantes é F' = nAFA + nBFB, onde FA e FB são as energias livres parciais molares dos componentes A e B, respectivamente.
6.2 DIFERENTES FORMAS DE DESENHAR DIAGRAMAS DE EQUILÍBRIO6.2.1 DIAGRAMA DE EQUILÍBRIO: CONSTRUÇÃO
Para diferentes teores de soluto B no solvente A, diferentes curvas térmicas serão obtidas:
46
Figura 6.1: Curvas térmicas e levantamento das temperaturas de
transformação de fase.
Figura 6.2: Temperaturas de transformação versus teor de soluto.
Limite dasTemperaturas Liquidus
Tem
pera
tura
Tempo
A+70%B
Limite dasTemperaturas Sol idus
A+10%B
A+30% BA+50% B A+90% B
100% B
100%A
Limite dasTemperaturas Liquidus
Limite dasTemperaturas Sol idusT
empe
ratu
ra
TfA
TfB
Líquido
Sólido
Líquido+
Sólido
100% A 100% B10% 90%80%70%60%50%40%30%20%
%B

TECNOLOGIA DOS MATERIAIS
6.2.2 DIAGRAMA DE EQUILÍBRIO: LINHASUm diagrama de equilíbrio (ou diagrama de fases) completo, deve apresentar como informações as
temperaturas de transformação de fase, os campos de fases e as solubilidades envolvidas:
6.2.2.1 DIAGRAMA DE EQUILÍBRIO: NOMENCLATURANa figura 6.3 apresentado, seguem as seguintes definições:
- Tf A: temperatura de fusão do componente A;- Tf B: temperatura de fusão do componente B;- α: solução sólida do componente B dissolvido na estrutura do componente A;- β: solução sólida do componente A dissolvido na estrutura do componente B;- Linha Liquidus: linha que separa o campo do líquido para os campos de formação do sólido;- Linha Solidus: linha que separa os campos de transformação do sólido (L + S) para o campo do sólido;- Linha Solvus: linha que define a máxima solubilidade de B em A ou A em B;- Ca: máxima solubilidade do componente B na estrutura do componente A;- Cb: máxima solubilidade do componente A na estrutura do componente B;- Ce: composição eutética (Eutético do grego = liga de fusão mais fácil). Nessa composição o líquido (1 fase) se transforma em sólido composto de duas fases com um comportamento semelhante a um metal puro α + β. Exatamente no ponto Ce, se encontrarão em equilíbrio as fases α, β e Líquido;
6.2.3 DIAGRAMA DE EQUILÍBRIO: METAL PUROPara o exemplo do metal puro, pode-se escrever um diagrama de equilíbrio dado conforme segue:
6.2.4 DIAGRAMA DE EQUILÍBRIO: LIGAS BINÁRIASAdmitindo um metal puro (componente A) no qual será inserido uma pequena quantidade de um elemento de
liga (componente B), a curva de resfriamento partindo de uma temperatura TV, será dada por:
47
Figura 6.3: Diagrama de equilíbrio completo.
Figura 6.4: Acima da temperatura de fusão o material se encontrará na
condição de líquido e abaixo dessa temperatura na condição de sólido. O ponto TF corresponde então ao ponto
de transformação.
Figura 6.5: Diagrama de fases.
100%A 100% B10% 90%70%60%50%40%30%20%%B
Tem
pera
tura
TfA
TfB
80%
Linha Solvus
Linha Solidus Linha Liquidus
Líquido (1 fase )
Ca Ce Cb
Sólido (2 fases)α + β
α + L β + Lβα
Líquido(1 fase )
TF
Sólido(1 fase )
Tem
pera
tura
Tf
Tempo
Tv
Tf é chamada de Temperatura de Fusão
Transformação de fase(l iberação de calor latente )
Resfriamento do l íquido
Resfriamento do sól ido
TL
Líquido(1 fase )
Sólido(1 ou + fase )
TS
Sólido +Líquido
TL – Temperatura l iquidus
TS – Temperatura sol idus
Tem
pera
tura
Tl
Tempo
Tv
Liga binária:Metal base (solvente ) – AMetal de l iga (soluto) – B
Transformação de fase(sól ido + l íquido)
Resfriamento do l íquido
Resfriamento do sól idoTs

TECNOLOGIA DOS MATERIAIS
6.3 TERMINOLOGIA - CONCEITOS- Liga: substância complexa obtida, em geral, no estado líquido, pela fusão dos elementos componentes da liga. É possível, também, se obter uma liga por meio do aquecimento e da difusão (penetração de um elemento em outro).- Componentes: são elementos químicos e/ou compostos que constituem uma fase.- Sistema: uma porção do universo que pode ser isolada para que suas propriedades possam ser estudadas. Dividida em duas definições: Definição 1: uma quantidade de matéria com massa e identidade fixas sobre a qual dirigimos a nossa atenção. Todo o resto é chamado vizinhança. Exemplo: uma barra da liga, com 40% de Sn.Definição 2: série de fases possíveis formadas pelos mesmos componentes, independendo da composição específica. Exemplo: o sistema Pb-Sn. - Fases: uma parte estruturalmente homogênea do sistema, que possui propriedades físicas e químicas características. Exemplo: Água ou gelo ou vapor d'água.Fases de equilíbrio: suas propriedades ou características não mudam com o tempo. Geralmente são representadas nos diagramas por letras gregasFases metaestáveis: suas propriedades ou características mudam lentamente com o tempo, ou seja, o estado de equilíbrio não é nunca alcançado. No entanto, não há mudanças muito perceptíveis com o tempo na microestrutura das fases metaestáveis.Fase primária: uma fase sólida a qual se forma a uma temperatura acima de uma reação invariante e está ainda presente depois que a reação invariante for completada.- Equilíbrio: um sistema está no equilíbrio se nenhuma modificação ocorre, definido em:Em termos “macroscópicos”: um sistema está em equilíbrio quando suas características não mudam com o tempo, e tende a permanecer nas condições em que se encontra indefinidamente, a não ser que seja perturbado externamente.Em termos termodinâmicos: um sistema está em equilíbrio quando sua energia livre é mínima, consideradas as condições de temperatura, pressão e composição em que ele se encontra. Variações dessas condições resultam numa alteração da energia livre, e o sistema pode espontaneamente se alterar para um outro estado de equilíbrio.Equilíbrio de fases: quantidade das fases resultante do equilíbrio termodinâmico;- Solubilidade: é a quantidade de um material que pode ser dissolvido em outro sem gerar uma segunda fase.Limite de solubilidade: para muitos sistemas e para uma determinada temperatura, existe uma concentração máxima de átomos de soluto que pode ser dissolvida no solvente formando uma solução sólida. Essa concentração máxima é chamada limite de solubilidade. Quando o limite de solubilidade é ultrapassado forma-se uma segunda fase com composição distinta. Exemplo: Açúcar em água.Solubilidade ilimitada: não há um limite de solubilidade quando dissolvemos uma substância A em B, ou seja, não há o surgimento de uma nova fase. Exemplo: Álcool em água.- Diagramas de Fase: representação gráfica do equilíbrio termodinâmico em função da temperatura, pressão e composição. Em ciência dos materiais, os diagramas mais comuns envolvem temperatura versus composição.Unário: é o diagrama de fases no qual o sistema é formado com apenas um único componente. Exemplo: o diagrama de fases da água.Binário: é o diagrama de fases no qual o sistema é formado por 2 componentes. Exemplo: BaO e TiO2.Ternário: é o diagrama de fases no qual o sistema é formado por 3 componentes. Exemplo: BaO + CaO + TiO2.Temperatura liquidus ou linha liquidus: temperatura na qual o líquido inicia a solidificação sob condições de equilíbrio.Temperatura solidus ou linha solidus: temperatura durante a solidificação de uma liga na qual a última gota da fase líquida se solidifica.Fases presentes: localiza-se a temperatura e composição desejada e verifica-se o número de fases presentes.Composição química das fases: usa-se o método da linha de conexão (isotérmica). Para um sistema monofásico a composição é a mesma da liga.Percentagem das fases: quantidades relativas das fases. Regra das alavancas.
6.4 CLASSIFICAÇÃO DOS DIAGRAMAS DE EQUILÍBRIOOs diagramas de equilíbrio se classificam em unários (de um componente) binários (por dois componentes) e
de ordem superior (ternários, quaternários, etc.). Dentre os vários tipos, os diagramas binários são os mais usados e, frequentemente, são subdivididos em várias classes, de acordo com a transformação invariante de fase que contenham.
48

TECNOLOGIA DOS MATERIAIS
6.4.1 DIAGRAMAS UNÁRIOSO estudo dos sistemas de um só componente está subordinado as variáveis temperatura e pressão, uma vez que
a concentração, evidentemente, é invariável. A forma geral do diagrama unário está esquematizada na figura 6.6. O equilíbrio de uma única fase é representado por uma área ou domínio de fase. Nestes domínios, o sistema é divariante, ou seja, F = 2. Isto significa que a pressão e a temperatura podem ser alteradas, independentemente e arbitrariamente, contanto, que não modifiquem o número de fases do sistema. O equilíbrio entre as duas fases é representado por linhas ou curvas. Isto pode ser facilmente deduzido da regra das fases. O sistema é aí univariante. Note-se ainda que as três fases só podem coexistir em equilíbrio para temperatura e pressão determinadas, definindo um ponto no diagrama, denominado ponto tríplice. Neste ponto o sistema é invariante já que F = 0.
6.4.2 DIAGRAMAS BINÁRIOSUm diagrama de fase completo de um sistema binário, representando o efeito da variação dos três fatores
externamente controláveis (pressão, temperatura e composição) requer o uso de um modelo tridimensional. Como normalmente as operações metalúrgicas são realizadas a pressão atmosférica, usa-se, por conveniência, um diagrama bidimensional temperatura & composição, denominado condensado. Esse diagrama é simplesmente uma seção do diagrama tridimensional, tomando a pressão constante de uma atmosfera. Neste caso, o número de variáveis fica reduzido a dois, e a lei de Gibbs tem a forma P + F = C + 1, já que um grau de liberdade foi usado para especificar a pressão. Sob estas circunstâncias, a coexistência de três fases em um diagrama binário produz uma condição invariante, enquanto a coexistência de duas fases produz uma condição bivariante. A representação do diagrama binário condensado é feita normalmente tomando-se a ordenada como temperatura e a abscissa como concentração dos dois componentes A e B, onde B varia de 0% a 100% e A varia, de 100% a 0% no sentido da esquerda para a direita. Os materiais formados por dois componentes podem ser constituídos: de uma solução sólida com um componente completamente miscível no outro, de uma mistura dos componentes, com ausência ou parcialidade de solubilidade, mas sem reações químicas envolvidas, e ainda pela presença de novos compostos.
Estas diferenças de comportamento devem-se a: a) Diferença de tamanho superior a 15% entre os átomos dos dois componentes;b) Diferença de estrutura cristalina;c) Diferença apreciável de eletronegatividade;d) Diferentes valências.
Logo podemos classificar os diagramas binários como:a) Aqueles que apresentam solubilidade total em todas as proporções nos estados líquido e sólido (sistemas isomorfos); b) Aqueles que apresentam solubilidade total em todas as proporções no estado líquido, mas cuja solubilidade é nula ou restrita no estado sólido (sistemas eutéticos, eutetóides, peritéticos e peritetóides);c) Aqueles que apresentam solubilidade limitada nos estados líquido e sólido (sistemas monotéticos e sintéticos).
6.4.2.1 SISTEMAS ISOMORFOSA figura 6.7 apresenta um diagrama isomorfo simples onde os pontos TCu e TNi representam as temperaturas de
fusão dos componentes Cu e Ni respectivamente. O diagrama é formado por uma região de uma única fase líquida, uma região de uma única fase sólida,
representada por α, e uma região de duas fases (líquido L + sólido α).As curvas que separam as regiões de uma fase da
49
Figura 6.6: Diagrama unário esquemático.
Ponto crítico
Ponto triploT3 = 0,098
Gás
Líquido
Sólido
Pc = 218
1,0P3 = 0,006
Pres
são
(atm
)
Temperatura (°C) 0 100 Tc = 37,4

TECNOLOGIA DOS MATERIAIS
região de duas fases são as linhas liquidus e solidus. Estas indicam que há uma diferença fundamental de comportamento na solidificação de um metal puro e de uma solução sólida. Enquanto que o primeiro se solidifica a uma única e definida temperatura, a liga da solução sólida inicia a solidificação em uma temperatura entre os pontos de fusãode seus componentes e não o faz isotermicamente, ou seja, solidifica-se dentro de um intervalo de temperaturas (faixa 2-3 da figura 6.8, para uma composição Co da liga).
6.4.2.1.1 ANÁLISE TÉRMICAConsidere-se a solidificação da liga de composição Cο (figura 6.7). No ponto 1 ela apresenta-se completamente
na fase líquida, com composição química idêntica a da liga. No ponto 2 inicia-se a solidificação da solução sólida a de composição 2b, que é a composição desta fase para que a mesma esteja em equilíbrio com o líquido na temperatura correspondente T2. A medida que o resfriamento prossegue, continua a solidificar-se a, cuja composição média segue a linha solidus e a composição média do líquido remanescente segue a linha liquidus. Em B tem-se sólido α de composição Ca em equilíbrio com líquido de composição CL. Continuando o resfriamento até o ponto 3, tem-se que a última porção de líquido presente terá a composição 3a e a composição global do sólido a coincidirá com a da liga. Em qualquer temperatura inferior ao ponto 3ο (ponto 4, por exemplo), o material estará completamente solidificado na forma α, de composição Co. A figura 6.9 apresenta, de forma esquemática, a microestrutura resultante do resfriamento de uma liga contendo 65% Cu + 35% Ni.
50
Figura 6.7: Diagrama Isomorfo.
Figura 6.8: Resfriamento de uma liga de composição Co (35% Ni).
Líquido
α + L
α + L
α
α
B
R S
2400
2200
210050403020
1200
1300
Composição (% Ni) C L C O C αTe
mpe
ratu
ra (°
C)
Tem
pera
tura
(°F)
3a 2b
T3
T2
3
4
2
1
1500
1400
1300
1200
1100
Tem
pera
tura
(°C
)
0 20 40 60 80 100
2000
2200
1455°CTe
mpe
ratu
ra (°
F)Líquido
α + L
α
Composição (% Ni em peso) (C u) (Ni)
1085°C
Linhasolidus
Linhaliquidus
2400
2600
α (49% Ni)L (35%Ni) L
(35% Ni)
L
1300
1200
20 40 605030
α
Composição (% Ni em peso)
Tem
pera
tura
(°C
) a
bc
d
e
α + L
30%Ni
23%Ni
49%Ni α (49% Ni)
α (35% Ni)
α (35% Ni)
L (30%Ni)
L (23%Ni)
Figura 6.9: Microestrutura esquemática resultante do resfriamento de uma liga
contendo 35% Ni.

TECNOLOGIA DOS MATERIAIS
6.4.2.2 SISTEMAS EUTÉTICOSA palavra eutético vem do grego e tem como significado “de fusão mais fácil”. Os sistemas eutéticos são
caracterizados pela reação eutética, isto é, decomposição isotérmica de uma fase líquida em duas sólidas durante a solidificação e reação inversa na fusão: L ↔ α + β.
A figura 6.10 apresenta um diagrama eutético para o sistema chumbo-estanho, onde a solubilidade no estado sólido é restrita. Os pontos A e B representam os pontos de fusão dos componentes da liga. A adição de chumbo no estanho (ou vice-versa) faz com que o ponto de fusão do último diminua. O ponto eutético é exatamente o ponto de interseção entre as linhas liquidus. A liga correspondente a composição na qual as duas linhas se interceptam é a liga eutética, e a temperatura é a temperatura eutética. A liga eutética é a de menor ponto de fusão de todas as composições possíveis. Esta é formada pelas fases α e β solidificadas simultaneamente na forma de uma mistura eutética. Nas fases α e β os dois metais estão completamente solúveis um no outro nas proporções indicadas para as diversas temperaturas. As ligas a esquerda da eutética são chamadas hipoeutéticas e as da direita são chamadas hipereutéticas.- Hipoeutéticas: composição menor que o eutético;- Hipereutéticas: composição maior que o eutético.
6.4.2.3 SISTEMAS EUTETÓIDESSão caracterizados pela reação eutetóide, isto é, a decomposição isotérmica de uma fase sólida em duas outras
fases sólidas durante o resfriamento e a reação inversa no aquecimento: γ ↔ α + β.Um diagrama esquemático para um sistema eutetóide está representado na figura 6.11. Pode-se interpretá-lo
simplesmente como a combinação de dois diagramas simples, um isomorfo e outro eutético. Todas as considerações feitas sobre sistemas eutéticos são extensivas aos sistemas eutetóides.
6.4.2.4 SISTEMAS PERITÉTICOSNo sistema peritético ocorre a reação peritética que é a passagem isotérmica de um sólido para sólido mais
líquido ou vice-versa.Transformação peritética é igual a: Líquido + β (sólido) → α (sólido)
α = Solução Sólida de B em Aβ = Solução Sólida de A em B
Mistura total no líquido e mistura parcial no sólido.No patamar peritético ocorrem três fases: Líquido + α + β.
51
20 40 70 80300 90605010 100Pb Sn% Sn (em peso)
350
300
200
Tem
pera
tura
(°C
)
Líquido
α + β
α + L L + βα β
AB
Figura 6.10: Diagrama eutético com solubilidade sólida parcial - Sistema
chumbo-estanho.
L + γ
L
α + γ
γ + βγ
α + βE
(a) (b)Figura 6.11: Sistema eutetóide (a) completo e (b) dividido em
dois diagramas simples, um isomorfo e um eutético.
L
β + L
α + β β + γβ
α + γα γ
A B% B
Tem
pera
tura
Figura 6.12: Diagrama de fases eutetóides. Neste diagrama β → α + γ.

TECNOLOGIA DOS MATERIAIS
6.4.2.5 SISTEMAS PERITETÓIDESO sistema peritetóide é considerado semelhante ao sistema peritético, que é o sistema que apresenta uma
reação onde duas fases transformam-se numa terceira fase, durante o resfriamento. Sistema onde as reações se passam no estado sólido. Transformação peritetóide é igual a: α (sólido) + γ (sólido) → β (sólido)
6.4.2.6 SISTEMAS MONOTÉTICOSO sistema monotético é quando dois líquidos imiscíveis formam uma fase sólida e uma fase líquida. A reação
monotética é a transformação de um líquido em um sólido e um líquido e vice-versa.Transformação Monotética: Líquido → α (sólido) + Líquido
α = Solução Sólida de B em AMistura parcial no líquido e mistura parcial no sólido.No patamar monotético ocorrem três fases: Líquido 1 + α + Líquido 2.
6.4.2.7 SISTEMAS SINTÉTICOSNo sistema sintético tem-se um sólido produzindo dois líquidos imiscíveis. Este é um caso raro e duvidoso.
6.4.3 DIAGRAMAS TERNÁRIOSA maioria das ligas industriais contém um constituinte principal, outro em concentração moderada e diversos
em quantidade menor, que são resultantes de adições acidentais ou propositais. Um diagrama de fases binário dificilmente permite representar as reações de fases envolvidas em um sistema de três ou mais constituintes, conseqüentemente, é necessária uma análise, mesmo elementar, dos princípios que regem os diagramas ternários. Os diagramas de fases de sistemas metálicos contendo três constituintes apresentam quatro variáveis (temperatura e composição de três constituintes). A análise detalhada dos mesmos deve utilizar uma apresentação com figuras tridimensionais, o que, geralmente envolve dificuldades elevadas. Uma maneira conveniente de abordar o problema é fixar a variável temperatura, e conseqüentemente, transformar o problema tridimensional (quatro variáveis) para o caso bidimensional (três variáveis).
O estudo dos sistemas ternários é realizado com a maior facilidade empregando-se seções isotérmicas ou seções verticais do diagrama ternário.
52
L β + L
α + β
βα + L
α
A B% B
Tem
pera
tura Figura 6.13: Diagrama de fases peritético. Neste caso
existe uma reação em que um líquido (L) e um sólido (β) transformam-se em um sólido (α).
Lα + L
α + β β + γβ
α + γα γ
A B% B
Tem
pera
tura L + γ
Figura 6.14: Diagrama de fases peritetóide.
L
α + L
α
A B% B
Tem
pera
tura
α + L2
L1
L2L1 + L2
Figura 6.15: Diagrama de fases monotético.

TECNOLOGIA DOS MATERIAIS
6.5 REGRA DA ALAVANCAA regra da alavanca serve para determinar a quantidade relativa de determinadas fases e constituintes
microestruturais que há em uma liga, em uma dada condição de temperatura e composição. Traça-se uma reta paralela (//) ao eixo das concentrações até que cruze com a linha “liquidus”. A projeção do ponto de cruzamento, l, de liquidus com a reta paralela sobre o eixo da concentração dá o valor R da composição da fase líquida. Um exemplo de um diagrama de fases, utilizando a regra da alavanca está apresentado no diagrama da figura 6.17: % α = Cβ – Cο + 100% e % β = Cο – Cα + 100% Cβ – Cα Cβ – Cα
Onde: Cο = concentração da liga no ponto em questão; Cα = concentração da fase α;Cβ = concentração da fase β;% α = concentração da fase α;% β = concentração da fase β.
6.6 MICROESTRUTURASNa maior parte dos materiais, as propriedades físicas e particularmente o comportamento mecânico são
dependentes de sua microestrutura. A microestrutura é sujeita a observação direta através de microscópios ópticos ou eletrônicos. Nas ligas metálicas, a microestrutura é caracterizada pelo número de fases, suas proporções e suas morfologias.
Desenvolvimento da microestrutura: a microestrutura só segue o diagrama de equilíbrio para velocidades de solidificações lentas, na prática, não há tempo para a difusão completa e as microestruturas não são exatamente iguais às do equilíbrio, o grau de afastamento do equilíbrio dependerá da taxa de resfriamento, como consequência da solidificação fora do equilíbrio tem-se a segregação (a distribuição dos dois elementos no grão não é uniforme).
Microestruturas regulares:- Lamelares: são placas paralelas e alternadas das duas fases;- Fibrosas: são barras finas ou lâminas de uma das fases envolvidas por uma matriz;- Globulares: são glóbulos de uma das fases envolvidos pela matriz;- Aciculares: são agulhas de uma das fases envolvidas pela matriz.
Exemplos de aplicação na produção de materiais com anisotropia de propriedades mecânicas, ópticas, eletrônicas ou magnéticas: Al - Al3Ni , NiSb – InSb.
53
α + Lα + β
β + L β
γ + α α
γ
C B
Tem
pera
tura
(°C
)
γ + L
α + L
Figura 6.16: Diagramas de fase ternário - Sistema hipotético.
α + β
α
A B% B (peso)
Tem
pera
tura
β
TfA
T
Cα Co Cβ
TfBFigura 6.17: Diagrama de
aplicação da regra da alavanca.
Al
Cu
Microestrutura bifásica em l igas Al-Cu. 400 X.A fase e scura é rica em cobre e a fase clara (matriz ) é rica em Al.
Figura 6.18: Microestrutura bifásica em liga Al-Cu.

TECNOLOGIA DOS MATERIAIS
6.7 DIAGRAMA DE FASE DE SOLUBILIDADEAs relações de fusão e solidificação são muito comuns em todos os tipos de combinações de dois componentes.
Quando dois metais formam uma fase líquida homogênea, isto é, eles são completamente solúveis um no outro, eles não necessariamente se solidificarão para formar uma fase sólida homogênea. Quando solidificados dois metais podem ser:- Completamente solúveis um no outro;- Completamente insolúveis um no outro;- Parcialmente solúveis um no outro;- Combinados para formar um composto intermetálico.
Os diagramas de equilíbrio ou de fase (algumas vezes chamados curvas de solubilidade) são usados para mostrar a percentagem de cada metal na liga com o eixo das ordenadas indicando a temperatura. Este é um método conveniente para indicar as mudanças de estado e estrutura pelas quais cada liga passa durante o resfriamento lento a partir do estado líquido para o estado sólido em condições de equilíbrio. A situação mais comum ocorre quando dois metais são parcialmente solúveis. O diagrama de fases para esta situação é mostrado na figura 6.19, que mostra a solubilidade sólida e a formação de uma mistura eutética (derivada da palavra grega que significa “fundindo bem”).
Com referência a figura 6.19:- a linha AEB é do líquido e a linha ACEDB é do sólido;- a solução sólida α é metal (soluto) dissolvido no metal A (solvente);- a solução sólida β é metal A (soluto) dissolvido no metal B (solvente);- as linhas CF e DG denotam a máxima solubilidade de B em A e de A em B, respectivamente.
Se uma pequena quantidade de qualquer dos metais está presente, então a solução sólida (α ou β) se forma, para proporções intermediárias a estrutura contém laminações de ambas soluções sólidas. A mistura eutética contém ambas soluções sólidas, e a microestrutura mostrada na figura 6.19. As solubilidades sólidas de B em A e de A em B, ocorrem ambas na temperatura eutética (TE) e são representadas pelos pontos C e D respectivamente. Se uma liga líquida tem uma composição dada pelo ponto E, então quando resfriada para TE, a mistura eutética é formada de acordo com a reação apresentada na figura 6.20:
Informações quantitativas podem ser obtidas dos diagramas de fases. Duas fases nunca têm propriedades idênticas, pois têm estruturas diferentes. Algumas das propriedades dos materiais polifásicos são aditivas e podem ser determinadas pela média, (levando-se em conta pesos adequados) das propriedades individuais. Outras propriedades são interativas, pois o comportamento de cada fase depende da natureza da adjacente.a) Propriedades Aditivas: a densidade de uma estrutura polifásica pode ser calculada diretamente a partir da densidade de cada uma das fases e da fração em volume f correspondente: PMaterial = f1 p1 + f2 p2 +....
54
Figura 6.19: Diagrama de Fases para o caso de solubilidade parcial.
TAT1T3T2
T6
T4
TE
T5
A
αTem
pera
tura
ⓐ
α + líquido
α + eutética(α + β)
β + eutética(α + β)
α + βSolubilidade sólida
Líquido
β + LíquidoE
C D
B
F G100%
A100%
BComposição
β
Microestrutura ®
αTB
Fases α + β
Eutética E – fases laminar A e B
Líquido
Composições dadas pe los pontos
Resfriamento
Aquecimento
E C D
TE
α solução sól ida
β solução sól ida
Mistura euté tica
+ Figura 6.20: Reação para formação da mistura eutética.

TECNOLOGIA DOS MATERIAIS
Quando se tem apenas duas fases a densidade é uma função linear da fração em volume presente de cada uma das fases. No caso de se ter poros o produto f é nulo, já que para essa fase a densidade é nula. Na figura 6.21 é mostrado um exemplo para mistura de plástico e fibra de vidro.
As condutividades elétrica e térmica dos materiais polifásicos também são aditivas. Entretanto, a escolha dos pesos é mais complexa, pois tanto a forma como a distribuição das fases são importantes.b) Propriedades Interativas: propriedades tais como dureza e resistência não podem ser interpoladas entre as das fases contribuintes, pois o comportamento de cada fase depende da natureza da adjacente. Por exemplo, uma dispersão de partículas finas de uma fase dura, inibe o escorregamento e evita o cisalhamento de uma matriz dúctil. Esta interdependência das propriedades mecânicas das fases torna possível obter-se materiais mais resistentes pela adição de reforçadores. Por exemplo, a adição de carbono à borracha, de areia a argila, de areia ao asfalto ou de serragem aos plásticos, aumenta a resistência destes materiais a deformação. O efeito na resistência no último exemplo está mostrado graficamente na figura 6.22. Embora uma resina fenol-formaldeído isolada seja bastante resistente, ela é suscetível a ruptura por cisalhamento, a incorporação de uma segunda fase produz uma resistência adicional à deformação. No outro extremo da faixa de composições, a resistência da serragem isolada é nula, não existem forças que mantenham as partículas de celulose na forma de uma massa coerente. A resina adicionada age como um cimento, unindo essas partículas. A resistência máxima é conseguida em uma composição intermediária, na qual cada fase age como reforçadora da outra.
6.7.1 DIAGRAMA DE FASE DE LIGASO fenômeno de fusão e solidificação para um só elemento, metal puro, é feito a uma temperatura constante
chamada ponto de fusão. Para a mistura de metais com outros elementos, metais ou metalóides, a liga começa a fundir a uma certa temperatura e passa inteiramente ao estado líquido a uma temperatura mais elevada ou, inversamente, do estado líquido ao estado sólido a uma temperatura mais baixa. Entre estas duas temperaturas a liga forma uma massa pastosa, constituída de metal líquido e de cristais sólidos, cujas proporções variam em função da temperatura. Conhecido também como diagrama de equilíbrio, este diagrama pode ser usado como um “mapa” através do qual podemos identificar qualquer um dos dados da liga tendo os outros a qual este dado depende. Por exemplo, para 50% de estanho a 100ºC, o diagrama de fase indica duas fases sólida α é uma solução sólida rica em chumbo com algum estanho dissolvido, β é estanho quase puro com pequena parcela de chumbo dissolvido. A 200ºC uma liga de 10% de estanho e 90% de chumbo se situa numa área que é inteiramente fase α. Ela é uma solução sólida de chumbo com pouco estanho dissolvido. A mesma temperatura, mas para 30% de estanho e 70% de chumbo, o diagrama de fase indica uma mistura de duas fases – líquida e solução sólida α, se esta liga for aquecida a temperatura de 300ºC, resultará totalmente líquida.a) Faixas de solidificação: a faixa de temperaturas durante a qual ocorre a solidificação (cristalização) varia com a composição da liga. Podemos notar uma linha designada como liquidus, em que este termo é usado para designar o ligar geométrico das temperaturas acima das quais todas as composições são líquidas. O termo solidus, nome dado a linha inferior, indica que abaixo daquela linha toda a matéria será encontrada no estado sólido. Independentemente dos materiais serem metálicos ou não-metálicos, há certas localizações onde liquidus e solidus se encontram. Se o material for puro, este encontro se dará nas extremidades do diagrama. Estas linhas se encontrarão também no ponto eutético.
55
3,0
2,0
1,0
0,6
0,4
0,2
0,75 0,500,750,25
0,25 0,50Fração em volume
VidroPlástico
Dens
idad
e, g/
cm³
Cal
or es
pecí
fico
(Águ
a =
1,0)
Densidade
Calor específ ico
Figura 6.21: Propriedades aditivas para materiais compostos.
% Serragem de madeira
30
10
20
kgf/m
m²
0 0
40
20
00
5050
100100% Resina
Composição
Res
istê
ncia
à co
mpr
essã
o 10
00 lb
/pol
²
Figura 6.22: Resistência de misturas (serragem de madeira como reforçador de
uma resina fenol-formaldeído).

TECNOLOGIA DOS MATERIAIS
b) Cortes Isotérmicos: podemos fazer uma linha que, como o próprio nome diz, será horizontal e manterá sempre a mesma temperatura. Através desta linha, teremos os vários estados do material para diferentes combinações de elementos da liga sempre à mesma temperatura.
6.7.2 COMPOSIÇÃO QUÍMICA DAS FASES.Outra informação que a esta altura já ficou clara é que o diagrama de fases também indica a composição
química do material, após completadas toda a reação pertinente. Assim, temos a seguinte classificação para as áreas do diagrama:a) Áreas monofásicas: a determinação da composição química de uma fase simples é automática. A fase tem sempre a mesma composição da liga. Isto na verdade já era esperado, pois por exemplo, em uma liga de 60Sn-40Pb a 225ºC, apenas líquido está presente mas com a mesma constituição 60/40. Isto também se aplica a localizações no diagrama de fase que envolvam soluções sólidas monofásicas.b) Áreas bifásicas: a determinação das composições químicas de duas fases obedece a um roteiro básico. Traçamos uma isoterma que atravessa a área bifásica. Nas suas extremidades da isoterma que atravessa a área bifásica teremos a composição química das duas fases.c) Áreas trifásicas: só encontramos esta área no ponto eutético. Nele podemos ter três fases de maneira equilibrada. Se esta liga for aquecida, as duas fases sólidas se fundem num líquido monofásico.
6.8 DIAGRAMA DE EQUILÍBRIO FERRO-CARBONOAs ligas ferro-carbono ainda hoje representam os materiais de maior utilização prática. Isto se deve ao fato de
que estas ligas podem apresentar uma grande variação nas suas propriedades pela simples variação na quantidade de carbono e ainda possibilitam que se tenha uma gama maior de propriedades se considerarmos a possibilidade de deformação plástica e os tratamentos térmicos. A base para que este material tenha estas características está principalmente atrelado ao fato de que o ferro puro apresenta transformação alotrópica e que o carbono forma uma solução sólida intersticial com o ferro. Isto conduz a uma série de possibilidades de transformações, cada uma com suas microestruturas típicas, resultando na grande variação das propriedades. As transformações em uma liga ferro-carbono são influenciadas basicamente pela temperatura e pelo teor de carbono. Se considerarmos apenas estes dois fatores poderemos montar um mapa das transformações que irão ocorrer, o qual será chamado de diagrama de equilíbrio. Nesta representação podemos ver as fases que estarão presentes para cada temperatura e composição e também os pontos que são fundamentais para a compreensão das transformações.
Alguns elementos químicos apresentam variedades alotrópicas, isto é, estruturas cristalinas diferentes que passam de uma para outra em determinadas temperaturas, denominadas temperaturas de transição.
O ferro apresenta três variedades: ao se solidificar (temperatura de aproximadamente 1540°C), o ferro apresenta estrutura cúbica de corpo centrado, chamada de ferro delta (Fe δ). Permanece nessa condição até cerca de 1390ºC e, abaixo desta temperatura, transforma-se em ferro gama (Fe γ), cuja estrutura é cúbica de face centrada. Abaixo de 912°C, readquire a estrutura cúbica de corpo centrado, agora chamada de ferro alfa (Fe α). Continuando o resfriamento, a 770°C ocorre o ponto de Curie, isto é, ele passa a ter propriedades magnéticas. Entretanto, isso não se deve a um rearranjo da disposição atômica, mas sim à mudança do direcionamento da rotação dos elétrons. Em outras épocas, tal fato não era conhecido e julgava-se corresponder a uma variedade alotrópica, o ferro beta (Fe β). Ligado com o carbono, o comportamento das variedades alotrópicas do ferro e a solubilidade do carbono nele variam de forma característica, dependendo da temperatura e do teor de carbono.
O diagrama Fe-C ou Fe-Fe3C é aquele normalmente utilizado para o estudo dos aços e dos ferros fundidos, materiais de extrema importância para a indústria metalúrgica e mecânica. A respeito do diagrama Fe-C, devemos levar em conta algumas considerações observando a figura 6.23:a) Em primeiro lugar deve ser observado que o diagrama vai somente até 6,69% de carbono. Isto se deve ao fato de que as ligas acima deste teor não têm qualquer importância comercial. Em segundo lugar deve ficar claro que as ligas comerciais não são constituídas apenas por ferro e carbono, mas podem ter em sua composição outros elementos de liga além de pequenas quantidades de impurezas que são inerentes ao processo de obtenção do material. Assim sendo, o diagrama não representa fielmente o que sucede na prática, mas como pequenas quantidades de outros elementos não produzem grandes alterações, podemos utilizá-lo como base para o nosso estudo.b) O diagrama ferro-carbono utilizado na prática na realidade é um falso diagrama de equilíbrio, isto é, ele representa o equilíbrio metaestável entre ferro e um carboneto de ferro chamado cementita que tem fórmula estequiométrica Fe3C. O fato é que a forma mais estável da liga ferro carbono seria ferro e grafita mas como a grafita pode levar até mesmo anos para se formar, o diagrama estável não possui aplicação prática. No diagrama estável ferro-grafita está representado pelas linhas tracejadas e o diagrama metaestável ferro-cementita está representado por linhas contínuas.
56

TECNOLOGIA DOS MATERIAIS
c) Em um diagrama de equilíbrio as fases são sempre representadas por letras gregas mas no caso das ligas ferro carbono estas fases além de serem identificadas por letras gregas também receberam um nome. Desta forma teremos as fases denominadas ferrita, austenita e cementita, que podem ou não estar presentes na microestrutura do material, dependendo do teor de carbono e da temperatura.d) Observando-se o diagrama nota-se que este apresenta vários pontos que merecem ser destacados. O primeiro deles é o que corresponde a uma composição de 2,11% de carbono a 1148°C. Este ponto representa uma fronteira entre as ligas ferro-carbono que são caracterizadas como aços e as ligas que são caracterizadas como ferro fundido. Assim, aço é uma liga com menos de 2,11% de carbono e ferro fundido é uma liga com mais de 2,11% de carbono. A escolha deste ponto deve-se ao fato de que, quando resfriamos um aço desde o estado líquido, este sempre passará por uma faixa de temperaturas em que a sua microestrutura será composta de uma única fase chamada austenita, o que não acontece para os ferros fundidos que possuem teores de carbono acima deste valor. e) A austenita, também chamada fase gama (γ), é uma fase derivada do ferro γ que como se sabe é formado por uma estrutura cúbica de faces centradas. Quando combinamos o ferro com o carbono forma-se uma solução sólida intersticial em que é mantida a estrutura cristalina original do ferro.
f) Para temperaturas inferiores, o fato de o ferro passar para ferro produz o aparecimento de uma nova fase chamada a fase alfa (α) ou ferrita. A ferrita também é uma solução sólida intersticial de ferro e carbono e, a exemplo da fase, é mantida a estrutura cristalina cúbica de corpo centrado do ferro. Devido ao fato de que as duas fases citadas acima possuem diferenças em sua estrutura cristalina, existe também uma grande diferença de solubilidade do carbono entre elas. Os interstícios da estrutura CFC são maiores do que os interstícios da estrutura CCC. Isto conduz a uma solubilidade do carbono que pode chegar a 2,11% (aproximadamente 9% em átomos) na temperatura de 1148°C para a austenita e somente 0,025% (aproximadamente 0,1% em átomos) a 727°C para a ferrita.g) Como pode ser observado no diagrama, a solubilidade do carbono não é fixa para estas fases, podendo variar com a temperatura. Desta maneira a austenita e a ferrita só apresentarão a sua solubilidade máxima nas temperaturas indicadas acima, variando tanto para temperaturas superiores como para temperaturas inferiores. Além disso, o carbono é um elemento estabilizador da austenita, e como podemos ver no diagrama, quando tivermos ferro puro a temperatura mínima em que a austenita é estável é de 912°C, mas a medida que o teor de carbono cresce esta temperatura vai
57
Figura 6.23: Diagrama de equilíbrio Ferro - Carbono.
1600Temperatura (°C)
Diagrama Ferro – Carbono (Fe - C)
1400
1200
1000
800
600
400
200
AB
LinhaLiquidus
LinhaSolidus
LíquidoD
C FE
G
S
Líquido + AustenitaLíquido + Cementita
Austenita
Austenita + Cementita
Sólido
P K
Austenita+ Ferrita
Ferrita + Cementita
0,0 1,0 2,0 3,0 4,0 5,0 6,0 6,7Teor de C arbono (%)
Ferrita

TECNOLOGIA DOS MATERIAIS
diminuindo até que, para 0,77% de carbono chegamos ao mínimo de 727°C. A partir daí a temperatura aumenta novamente até atingirmos o máximo de 2,11% para 1148°C. No caso da ferrita ela é estável até 912°C na ausência de carbono e a medida em que aumenta o teor a temperatura diminui até que se atinja a solubilidade máxima de 0,025% C a 727°C. Abaixo desta temperatura a solubilidade diminui novamente chegando praticamente a zero na temperatura ambiente. Como existe um limite de solubilidade do carbono tanto na austenita quanto na ferrita, o excesso de carbono poderá propiciar a formação de uma terceira fase que é chamada de cementita e que possui estrutura cristalina ortorrômbica, ainda em solução sólida intersticial com 6,69% de carbono. Isto acontece para teores de carbono maiores do que 0,77% acima de 727°C e abaixo de 1148°C e, para teores maiores do que 0,025%, abaixo de 727°C. Desta maneira teremos no diagrama regiões em que o aço é monofásico e regiões em que é bifásico. As regiões monofásicas podem ser formadas por austenita ou por ferrita e as regiões bifásicas podem ser formadas por austenita e ferrita, austenita e cementita ou ferrita e cementita.h) Outro ponto importante que deve ser observado é o que ocorre para a composição de 0,77% de carbono a 727°C. Este ponto, chamado ponto eutetóide, é o lugar do diagrama em que temos a convivência simultânea das três fases citadas acima, isto é, quando resfriamos o aço teremos a transformação da austenita em ferrita e cementita. Especificamente para esta composição a temperatura permanece constante enquanto a transformação não se completar totalmente.i) Quando tivermos outros elementos fazendo parte da composição do aço, o teor de carbono correspondente ao ponto eutetóide será deslocado mais para a esquerda ou para a direita e a temperatura em que ocorre esta reação irá aumentar ou diminuir. Esta é uma das influências dos elementos de liga dos aços.
6.8.1 ESTUDO DO DIAGRAMA DE EQUILÍBRIO Fe-CPara estudar de uma maneira lógica o diagrama de ferro carbono, é necessário distinguir:
1) Estamos em presença de um sistema binário com a existência de dois diagramas de equilíbrio segundo a influência da velocidade de resfriamento:
a) Diagrama metaestável (traços cheios): arrefecimento bastante rápido, o carbono se encontra no estado de carbeto de ferro ou cementita. Gusas brancas,
b) Diagrama estável (em traço interrompido): arrefecimento lento, o carbono se encontra no estado da grafita. A liga não sofre nenhuma modificação sob a ação do calor. Gusas cinzentas, (os elementos tais como Si, Al têm o papel de catalisadores, favorecendo a formação de um equilíbrio estável).2) Uma zona líquida, acima do liquidus. Uma zona sólida, abaixo do solidus. Duas zonas de transformação de líquido em sólido ou de sólido em líquido, conforme o sentido de variação da temperatura (estado pastoso).3) Ponto Eutético C (ledeburita): ponto de formação bem determinado para: 4,3% de carbono a 1145ºC esta temperatura constante inferior ao ponto de fusão do metal mais fusível. Passagem do estado líquido homogêneo ao estado sólido com dois constituintes distintos: Austenita + Cementita.4) Ponto Eutetóide (perlita): mesma propriedade que o eutético mas se forma a partir de corpos solidificados a 721ºC para 0,83% de carbono. A austenita, cujo carbono está intimamente misturado com o ferro gama no interior do mesmo cristal, se transforma por perda de calor num agregado. Cada grão será composto por justa posição de redes de cristais de ferro alfa e de redes de carbeto de ferro (cementita). Transformações alotrópicas do ferro gama em ferro alfa a alta temperatura constante.5) 768ºC ponto de Curie: perda do magnetismo do ferro alfa.6) 210ºC: perda do magnetismo da cementita.
Os aspectos básicos para o estudo do diagrama de equilíbrio ferro + carbono:1) O diagrama se refere a uma liga Fe-C pura: na prática a presença de elementos residuais decorrentes do processo de obtenção do aço podem causar variações no diagrama.2) O diagrama é definido para valores de carbono: até 6,7%. Pouco se conhece acima deste valor. Na prática as ligas que apresentam valores de teor de carbono acima de 4,5% apresentam pouca ou nenhuma importância comercial.3) O diagrama de equilíbrio Fe–C: é na verdade um diagrama Fe-Fe3C (carboneto de ferro) que corresponde ao teor de carbono de 6,7%.Aço – definição: é uma liga de ferro-carbono contendo de 0,008% a 2,0% de carbono além de elementos residuais resultantes do processo de fabricação.%C < 0,008 → Ferro comercialmente puro;%C > 2,00 → Ferro fundido.
58
Aço
Aço Liga
Aço C arbono Aço carbono que contém
outros elementos de liga ou apresentam elementos residuais
acima dos teores normais.

TECNOLOGIA DOS MATERIAIS
Processo de solidificação do Ferro:Temperatura (°C) Estado Etapa Descrição
1534 Líquido -- --
1380 Sólido A - B Transformação de ferro delta em ferro gama
910 Sólido C - D Transformação de ferro gama em ferro alfa não-magnético
768 Sólido E - F Transformação de ferro alfa não-magnético em ferro alfa magnético
Elementos básicos do diagrama:1) Linha “liquidus”: linha que indica a separação das fases líquido e sólido (segmento ABCD).2) Ponto “C”: ponto eutético3) Ponto “S”: ponto eutetóide
Pontos e linhas do diagrama Ferro-Carbono:- Linha AE: transformação de líquido em austenita;- Linha ECF: transformação de líquido em austenita + cementita;- Linha GS: transformação de austenita em austenita + ferrita;- Linha SE: transformação de austenita em austenita + cementita;- Linha PS: transformação de austenita + ferrita em ferrita + cementita;- Linha SK: transformação de austenita + cementita em ferrita + cementita;- Ponto C: Ponto Eutético;- Ponto S: Ponto Eutetóide.
59
0 1,0 2,0 3,0 4,0 5,0 6,0 6,7
200
400
600
800
A B
C
D
EF
Líquido
G
P S K
Sólido
Figura 6.25: Diagrama de equilíbrio Fe-C.
Tabela 6: Processo de solidificação do
ferro.
1534°C1380°C
910°C
768°C
A B
C D
E F
Líquido
Curva de Resfriamento
Temperatura Ambiente
Figura 6.24: Processo de solidificação do ferro.

TECNOLOGIA DOS MATERIAIS
A solubilidade do carbono não é fixa nas diferentes fases, mas varia de acordo com a temperatura.O carbono é um elemento estabilizador da austenita → no ferro puro, a austenita só existe acima de 912°C,
mas com carbono pode existir para temperaturas menores.Reação eutética → um líquido para dois líquidos.Reação eutetóide → um sólido para dois sólidos.
Precipitação da cementita. Atinge-se o limite de solubilidade de carbono nas fases ferrita ou austenita e precipita-se este carboneto de ferro.
6.8.2 LIGAS DE FERRO-CARBONO: GENERALIDADESComo ligas de ferro carbono (Fe-C) compreendem os aços comuns e os ferros fundidos. O produto
comercialmente denominado é na realidade aço doce (com teor < 0,1%C). O ferro puro somente pode ser obtido por eletrólise, sendo por esse motivo denominado ferro eletrolítico, e possui menos de 0,0008%C. A estrutura cristalina das ligas de Fe-C varia, ainda depois de solidificado, de acordo com a temperatura e a velocidade de resfriamento. As propriedades físicas e mecânicas das ligas Fe-C estão diretamente ligadas com a estrutura existente a cada momento.- Carbono: pertence ao grupo dos não-metais, é encontrado em abundância na natureza, sob a forma de carboneto de cálcio ou carboneto de cálcio e magnésio. O carbono, é elemento essencial para a vida de animais e vegetais. Existe no ar, na proporção de 0,02%, na forma de CO2, podendo ser encontrado ainda sob a forma cristalina (diamante) ou amorfa (grafite). Nos materiais a base ferro, pode ser encontrado na forma livre, como grafite, ou combinado em forma de carboneto (cementita – Fe3C).
Número atômico 6 Ponto de ebulição 4470 K
Número de massa 12 Calor específico 0,71 J/(g.K)
Peso atômico 12,011 g/mol Grupo da tabela periódica 14 (IVA)
Densidade 2,62 Forma cristalina Hexagonal
Estado natural Sólido Raio atômico 97 x 10-10 m
Ponto de fusão 4100 K Eletronegatividade 2,55
De acordo com a forma que se apresenta, as ligas de Fe-C podem ser divididas em dois grandes grupos:- Aços e ferros fundidos brancos: onde o carbono encontra-se quimicamente combinado com o ferro na forma de cementita.- Ferros fundidos cinzentos: onde se encontram livres, na forma de grafite.O silício, o cobre e o alumínio exercem uma ação grafitizante sobre a ligas de Fe-C, o manganês, o cromo, o enxofre e o fósforo favorecem a formação e estabilização da cementita. A formação de grafita é favorecida por um resfriamento lento, e o resfriamento brusco, ao contrário, favorece a formação de cementita.
60
1200
1000
200
400
600
800
1400
1600Temperatura (°C)
1147°C
910°C
723°CA1
A3
Acm
0 1,0 2,0Teor de C arbono (%)
Austenita
0,8
Figura 6.26: Diagrama Fe-C para aços. Faixas de temperatura para
tratamentos térmicos.
Tabela 6.1: Propriedades físico-químicas do carbono.

TECNOLOGIA DOS MATERIAIS
- Ferro: é conhecido desde aproximadamente 2500 anos a.C. existe na superfície terrestre na proporção de 5%, não sendo encontrado na forma livre, mas sim sob a forma de óxidos ou carbonatos principalmente. A uma temperatura de 768°C, o ferro torna-se não-magnético, como conseqüência da agitação térmica que destrói a orientação dos elétrons.
Número atômico 26 Ponto de ebulição 3135 K
Número de massa 56 Calor específico 0,44 J/(g.K)
Peso atômico 55,847 g/mol Grupo da tabela periódica 8 (VII)
Densidade 7,86 Forma cristalina Cúbica de Corpo Centrado
Estado natural Sólido Raio atômico 1,72 x 10-10 m
Ponto de fusão 1809 K Eletronegatividade 1,83
O ferro pode se apresentar em quatro formas alotrópicas, onde a estrutura se transforma a temperatura constante.
Intervalo de estabilidade (°C)
Forma alotrópica Aquecimento Resfriamento
Ferro α 0 a 768 768 a 0
Ferro β 768 a 911 898 a 768
Ferro γ 911 a 1392 1401 a 898
Ferro δ 1392 a 1536 1528 a 1401
As transformações que as ligas de Fe-C são devidas principalmente à alotropia do ferro já que este, segundo seja seu estado, tem maior ou menor capacidade de absorver o carbono.- O ferro α: é de estrutura cristalina cúbica centrada e é magnético. A 720°C pode dissolver uma pequena quantidade de carbono (0,04%).- O ferro β: tem a mesma estrutura cristalina, porém não é magnético, pode dissolver pequenas quantidades de carbono.- O ferro γ: tem rede cristalina cúbica de face centrada, e dissolve carbono em quantidades crescentes até 2,08% formando a solução sólida austenita, carboneto de ferro em ferro γ. Pode conter átomos de carbono em sua estrutura cristalina.- O ferro δ: retorna a estrutura cristalina cúbica centrada, que se conserva até a fusão. Não é magnético e seu interesse prático é quase nulo devido a alta temperatura em que se forma. Dissolve uma pequena quantidade de carbono (0,1%) a 1500°C, formando a solução sólida δ.
Os pontos críticos se designam pela sigla Ac se correspondem ao período de aquecimento e por Ar se por ocasião do resfriamento. Para o ferro, temos:
Ferro α ↔ ferro β Ac2 = 768°C Ar2 = 768°C
Ferro β ↔ ferro γ Ac3 = 910°C Ar3 = 898°C
Ferro γ ↔ ferro δ Ac4 = 1401°C Ar4 = 1401°C
6.8.3 ESTRUTURAS FUNDAMENTAISO diagrama de equilíbrio mostra as estruturas fundamentais das ligas Fe-C, que são: austenita, ferrita, perlita,
ledeburita e cementita. - Cementita: designação metalográfica do carboneto de ferro, de fórmula Fe3C, de teor de carbono 6,69%. Pode ainda conter pequenos teores de elementos como manganês e outros. Estrutura ortorrômbica.- Austenita: é uma solução sólida de Fe3C em ferro, instável ao resfriar-se. Ocupa uma grande região do diagrama acima dos 721°C. Ela existe nos aços, para conteúdo de carbono até cerca de 2%. Com esta concentração e a temperatura de 1140°C, a austenita está saturada de Fe3C. Para os ferros fundidos a temperatura superior de 721°C pode-se encontrar de forma simples, ou na forma de eutético com a cementita primária. A austenita é formada por grão poliédricos de distintos tamanhos e contorno retilíneo irregular. Não é observada nos aços carbono a temperatura ambiente, qualquer que seja a velocidade do resfriamento. Nos aços com altos teores de Ni, Co e Mn pode ser observada claramente posto que estes elementos retardam a transformação, atuando como estabilizantes. Ao baixar a temperatura, decresce a solubilidade de carboneto de ferro no ferro gama (Fe-γ) separando-se da austenita uma certa quantidade de cementita denominada secundária para se diferenciar da primária que se forma com ligas com teores de C > 4,3% (ferros fundidos). Nos aços com C > 0,87% se inicia a separação da cementita quando a temperatura desce
61
Tabela 6.2: Propriedades físico-químicas do ferro.
Tabela 6.3: Formas alotrópicos do ferro.
Tabela 6.4: Pontos críticos do elemento ferro.

TECNOLOGIA DOS MATERIAIS
abaixo da linha E'S (linha de saturação da austenita). A cementita secundária que se forma durante o resfriamento, situa-se ao longo das bordas dos grãos de austenita, delimitando claramente o seu contorno. Este fenômeno permite conhecer, a frio, o tamanho dos grãos da austenita, ainda que esta tenha desaparecido. Nos ferros fundidos, a separação da cementita secundária da austenita acontece abaixo de 1147°C. A estrutura cristalina da austenita é do tipo cúbica de face centrada (CFC), sua capacidade de retenção de carbono no estado sólido é de: mínima = 0,80% a 723ºC (ponto S); máxima = 2,06% a 1147ºC (ponto E).- Ferrita: é uma solução sólida de Fe3C com ferro α ou β. Dada a pouca solubilidade de carboneto no ferro alfa (Fe α), ocupa uma zona muito limitada do diagrama. Nos aços carbono, compreendidos entre 0,008 e 0,04%C, abaixo da temperatura de 721°C, decresce a capacidade do ferro para dissolver carbono e portanto, da solução sólida ferrita, se separa uma certa quantidade de cementita denominada terciária, que se situa ao longo das bordas dos grãos de ferrita. A separação da cementita terciária inicia quando a temperatura da liga decresce abaixo da linha MN (linha de saturação da ferrita). A estrutura cristalina da ferrita é do tipo cúbica de corpo centrada (CCC), ela dissolve uma quantidade muito pequena de carbono, tornado-a mole e dúctil, sua capacidade de retenção de carbono no estado sólido é de: mínima = 0,008% a temperatura ambiente; máxima = 0,02% a 723ºC (ponto P).- Perlita: é formada por ferrita e cementita secundária. Quando uma liga contendo 0,87%C alcança, ao resfriar-se, a temperatura de 721°C, o ferro gama (Fe γ) se transforma em ferro alfa (Fe α) diminuindo notadamente a solubilidade da cementita no ferro, então a austenita se decompõe, e se transforma numa estrutura que por sua forma característica é denominada perlita. Tal estrutura formada de estratos alternados de ferrita e cementita secundária tem características estruturais semelhantes a da estrutura eutética, porém como provém de componentes sólidos, é considerada um eutetóide. A perlita se apresenta quase sempre na forma de estrutura lamelar e mais raramente granular ou globular, é formada por uma mistura de cristais escuros de ferrita e cristais brancos de cementita. A perlita existente nos ferros fundidos provém da transformação da austenita que existia a 721°C. O aço com baixíssimo teor de carbono se caracteriza por grãos claros de ferrita, de forma poliédrica irregular, com lados ligeiramente curvos. Aumentando a proporção de carbono, aparece uma nova estrutura, a perlita lamelar em quantidades crescentes com a concentração de carbono, até que para 0,87%C o aço é totalmente perlítico (aço eutetóide). Ao aumentarmos a quantidade de carbono acima de 0,87%, se diminui a quantidade de perlita, com o aumento proporcional de cementita secundária. A quantidade de perlita, máxima com 0,87%C, decresce linearmente a direita e esquerda do eutetóide para anular-se com 0,04%C e 4,3%C.- Ledeburita: é uma estrutura eutética de austenita saturada de Fe3C e de cementita primária. Se forma a 1147°C com uma concentração de carbono de 4,3%. Abaixo de 1147°C, ao diminui-se a solubilidade do carbono no ferro γ, se separa, da austenita eutética, cementita secundária que se deposita nas bordas dos grãos. Em consequência, a austenita será cada vez mais pobre de Fe3C a medida que diminui a temperatura. A 721°C, a austenita restante se transforma em perlita (ferrita + cementita secundária). A ledeburita é formada por:a) Perlita e cementita secundária, quando a quantidade de C < 4,3%.b) Perlita e cementita primária, quando a quantidade de C > 4,3%.
Nos ferros fundidos hipoeutéticos, além de ledeburita, existirá também cementita secundária, separada da austenita no intervalo de temperatura compreendido entre 1147°C e 721°C e perlita procedente da transformação da austenita restante a 721°C. Nos ferros fundidos hipereutéticos, tem-se ledeburita e cementita primária. Correspondendo-se a concentração eutética, o ferro fundido é formado inteiramente de ledeburita (perlita + cementita primária). A esquerda desta concentração, a quantidade de ledeburita decresce linearmente, anulando-se com 2%C, a perlita e a cementita secundária crescem proporcionalmente. A direita da concentração eutética, a quantidade de ledeburita diminui linearmente ao crescer a proporção de carbono.- Grafita: variedade alotrópica do carbono (estrutura cristalina hexagonal).
62
Ferrita Ferrita + Cementita
Ferrita + Perl ita Perl ita
Figura 6.27: Microconstituintes.
Perlita + Cementita
Martensita

TECNOLOGIA DOS MATERIAIS
6.8.4 DIAGRAMA “TRANSFORMAÇÃO – TEMPO – TEMPERATURA”Um dos fatores mais importantes que influenciam a posição das linhas de transformação, ou seja, a própria
transformação da austenita, é a velocidade de resfriamento. De fato, se aumentar essa velocidade, haverá um afastamento das condições de equilíbrio e as reações de transformação tendem a modificar-se, pois, como a alteração do reticulado cristalino do ferro gama e ferro alfa dependem da movimentação atômica, esta não se completa e, em consequência, os constituintes normais resultantes da transformação da austenita (como perlita) deixam de se formar ou até mesmo podem surgir novos constituintes estruturais. Tais fatos são expressos também por uma alteração de posição da zona crítica em virtude de um abaixamento gradual das linhas de transformação A3 e A1, a medida que aumenta a velocidade de resfriamento. O que ocorre, na realidade, não é um rebaixamento da zona crítica, mas sim um atraso do início das reações ou das transformações estruturais, devido a uma inércia própria de alguns fenômenos físicos. As pesquisas experimentais que levaram a essas conclusões foram realizadas pela primeira vez por Davenport e Bain. Essas pesquisas possibilitaram igualmente explicar mais cientificamente os fenômenos que levam a formação dos constituintes que se originam na têmpera dos aços.
O diagrama de transformação isotérmica ou curvas em C ou TTT, é o estudo experimental, que pode ser facilmente reproduzido em laboratório, que consiste no seguinte: corpos de prova de aço de dimensões pequenas para que, quando resfriados a diferentes velocidades, o resfriamento se dê ao mesmo tempo através de toda a sua seção, são aquecidos a temperatura acima da zona crítica, de modo a apresentarem a estrutura austenítica. A seguir, são rapidamente mergulhados em banho líquido (sal ou chumbo fundido), a temperaturas variáveis abaixo da zona crítica. São mantidos a essas temperaturas durante os tempos necessários para que a austenita se transforme nos produtos normais (ferrita mais perlita, somente perlita, ou perlita mais cementita). O processo de transformação pode ser acompanhado por diversos meios. Entre eles, pelo exame de microestrutura, ou seja, uma vez mantido a temperatura desejada, durante o tempo escolhido, o corpo da prova é esfriado rapidamente em água ou salmoura. Se houve transformação da austenita nos seus produtos normais, estes são detectados no microscópio. Se não houve transformação, a observação microscópica evidenciará o fato, detectando eventualmente a presença de outro constituinte estrutural que não o normal. Para tornar a experiência mais simples, escolhem-se corpos de prova de um aço eutetóide, visto que, para ele, só há um produto normal de transformação da austenita, a perlita. Em resumo:- Uma série de corpos de prova de diminutas dimensões é aquecida na faixa austenítica;- Um certo número é mergulhado num banho de chumbo fundido, mantido por exemplo, a 680°C e aí permanece durante tempos diferentes para cada um, por exemplo, 10, 100, 200, 500, etc., segundos;- Pelo que foi explicado no início, a austenita permanece estável durante um certo tempo, ou seja, decorrido este tempo ela começa a transformar-se e, decorrido um tempo maior, ela termina de se transformar;- Repete-se a experiência mergulhando-se outros corpos de prova em banhos de chumbo fundido mantidos a temperaturas cada vez mais baixas e, para cada nível de temperatura, observa-se o início e o fim da transformação.
63
Resfriado Rapidamente
Resfriado Lentamente
Austenitae
Líquido
Austenitae
Ledeburita
Austenitae
Ledeburita Transformada
Austenitae
Líquido
Austenitae
Grafita
Perl itae
Grafita
(a)
(b)
(c)
(d)
(e )
(f)
m
p
n
o
Figura 6.28: Resfriamento rápido: FoFo Branco (perlita e ledeburita). Resfriamento lento: FoFo Cinzento
ferrítico (perlita e grafita).
Perlita + C ementita + Ledeburita
Ledeburita Ledeburita + Cementita I
Continuação Figura 6.27: Microconstituintes.
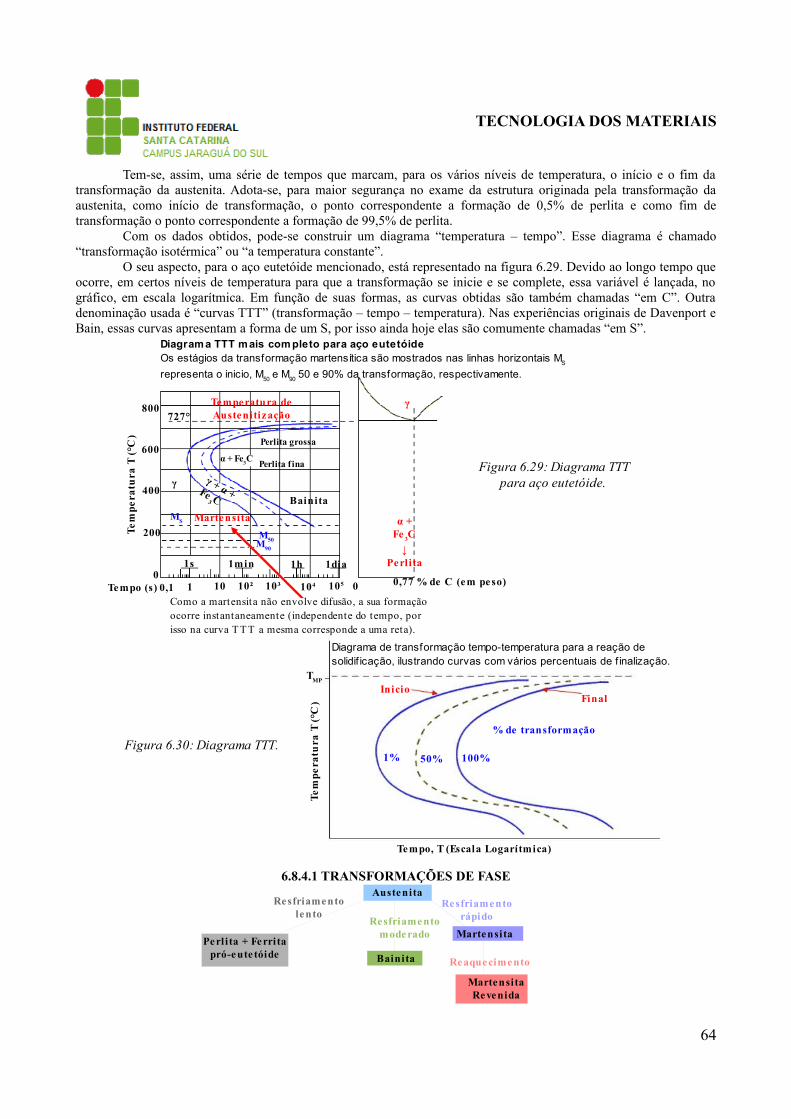
TECNOLOGIA DOS MATERIAIS
Tem-se, assim, uma série de tempos que marcam, para os vários níveis de temperatura, o início e o fim da transformação da austenita. Adota-se, para maior segurança no exame da estrutura originada pela transformação da austenita, como início de transformação, o ponto correspondente a formação de 0,5% de perlita e como fim de transformação o ponto correspondente a formação de 99,5% de perlita.
Com os dados obtidos, pode-se construir um diagrama “temperatura – tempo”. Esse diagrama é chamado “transformação isotérmica” ou “a temperatura constante”.
O seu aspecto, para o aço eutetóide mencionado, está representado na figura 6.29. Devido ao longo tempo que ocorre, em certos níveis de temperatura para que a transformação se inicie e se complete, essa variável é lançada, no gráfico, em escala logarítmica. Em função de suas formas, as curvas obtidas são também chamadas “em C”. Outra denominação usada é “curvas TTT” (transformação – tempo – temperatura). Nas experiências originais de Davenport e Bain, essas curvas apresentam a forma de um S, por isso ainda hoje elas são comumente chamadas “em S”.
6.8.4.1 TRANSFORMAÇÕES DE FASE
64
Tem
pera
tura
T (°
C)
200
400
600
727°
00,1
Diagrama TTT mais com pleto para aço eutetóideOs estágios da transformação martensítica são mostrados nas linhas horizontais MS representa o inicio, M50 e M90 50 e 90% da transformação, respectivamente.
1 10 10² 10³
800
104 105 0 0,77
MS
M50M90
1s 1min 1h 1dia
Bainita
Perlita grossa
Perlita f inaα + Fe3C
γ γ + α + Fe3 C
Tempo (s) % de C (em peso)
Temperatura de Austenitização
Martensita
γ
α + Fe 3C
↓Perlita
Como a martensita não envolve difusão, a sua formação ocorre instantaneamente (independente do tempo, por isso na curva T T T a mesma corresponde a uma reta).
Figura 6.29: Diagrama TTT para aço eutetóide.
Diagrama de transformação tempo-temperatura para a reação de solidif icação, ilustrando curvas com vários percentuais de f inalização.
TMP
Tem
pera
tura
T (°
C)
InicioFinal
1% 50% 100%
% de transformação
Tempo, T (Escala Logarítmica)
Figura 6.30: Diagrama TTT.
Austenita
Perl ita + Ferritapró-eute tóide Bainita
Martensita
Martensita Revenida
Resfriamento lento
Resfriamentomoderado
Resfriamentorápido
Reaquecimento

TECNOLOGIA DOS MATERIAIS
7. MATERIAIS METÁLICOSEste capítulo está dedicado a uma rápida exploração das várias técnicas segundo os quais os metais são
fabricados. Os materiais metálicos, ou ligas metálicas, devido à sua composição, são frequentemente agrupados em duas classes distintas, quais sejam: ferrosas e não-ferrosas (como visto rapidamente no capítulo 2). Muitas vezes um problema relacionado a materiais consiste realmente em uma simples questão de seleção de um material que possua a combinação correta de características para uma aplicação específica. Portanto, as pessoas que estão envolvidas no processo de tomada de decisões devem possuir algum conhecimento das opções disponíveis. Essa apresentação extremamente resumida fornece uma visão geral de algumas das ligas que estão comercialmente disponíveis, das suas propriedades gerais e das suas limitações.
Os materiais metálicos são substâncias simples que apresentam de um a três elétrons no nível mais externo e que, nas combinações químicas, cedem elétrons periféricos transformando-se em cátions. Apresentam, em linhas gerais as seguintes propriedades:- Cor e brilho: os metais, com exceção do ouro (amarelo) e cobre (vermelho) apresentam coloração que varia do branco ao cinzento.- Densidade: os metais, quanto a densidade, se classificam em leves (densidade menor que seis – alcalinos, alcalinos terrosos, Mg, Be, Al), e pesados (densidade superior a seis).- Estrutura cristalina: característica observada em todos os metais.- Classificação: os materiais metálicos são classificados em: metálicos ferrosos e metálicos não-ferrosos.
7.1 FABRICAÇÃO DOS METAISOcasionalmente, a adequação de um material para uma aplicação é regida pela facilidade com que se produz
uma forma desejada e pelo custo que está envolvido. As técnicas de fabricação dos metais consistem nos métodos segundo os quais os metais e as ligas são conformados ou são manufaturados em produtos de utilidades. Essas técnicas são precedidas por processos de refino, formação de ligas e, com frequência, processos de tratamento térmico que produzem as ligas com as características desejadas. As classificações das técnicas de fabricação incluem vários métodos conformação dos metais, fundição, metalurgia do pó, soldagem e usinagem, com frequência, duas ou mais dessas técnicas devem ser usadas antes que uma peça esteja terminada. Os métodos selecionados dependem de diversos fatores, os mais importantes são as propriedades do metal, o tamanho e a forma da peça acabada e, obviamente, o custo. As técnicas de fabricação dos metais discutidas neste capítulo são classificadas de acordo com o esquema ilustrado na figura 7.
Operações de conformação: as operações de conformação consistem naquelas onde a forma de uma peça metálica é alterada mediante deformação plástica, por exemplo, forjamento, laminação, extrusão e estiramento são técnicas usuais de conformação. Obviamente, a deformação deve ser induzida por uma força ou tensão externa, cuja magnitude deve exceder o limite de escoamento do material. A maioria dos materiais metálicos é suscetível a esses procedimentos, sendo pelo menos moderadamente dúcteis e capazes de sofrer alguma deformação permanente sem trincar ou fraturar. Quando a deformação é obtida a uma temperatura acima daquela na qual a recristalização ocorre, o processo é conhecido por trabalho a quente, de outro modo, o processo é conhecido por trabalho a frio. Para a maioria das técnicas de conformação, tanto os procedimentos de trabalho a quente como de trabalho a frio são possíveis. No caso das operações de trabalho a quente são possíveis grandes deformações, que podem ser repetidas sucessivamente, pois o metal permanece mole e dúctil. Ainda, as exigências em relação à energia de deformação são menores do que as energias para trabalho a frio. Contudo, alguns metais experimentam alguma oxidação da sua superfície, o que resulta em perda do material e um deficiente acabamento final da superfície. O trabalho a frio produz um aumento na resistência com uma consequente redução na ductilidade, uma vez que o metal encrua, as vantagens em relação ao trabalho a quente são uma melhor qualidade do acabamento superficial, melhores propriedades mecânicas e uma maior
65
Técnicas de fabricação de metais
Operações de conformação Fundição T écnicas diversas
Forjamento Laminação Extrusão Est iramento Areia Matriz Precisão Contínua Metalurgia do pó
Soldagem
Figura 7: Esquema de
classificação das técnicas de
fabricação de metais.

TECNOLOGIA DOS MATERIAIS
variedade dessas, bem como um controle dimensional mais preciso da peça acabada. Ocasionalmente, a deformação total é obtida mediante uma série de etapas onde a peça é submetida sucessivamente a pequenas magnitudes de trabalho a frio, sendo então submetida a um processo de recozimento intermediário, entretanto, esse é um procedimento caro e inconveniente. Uma descrição muito sucinta das técnicas de conformação está ilustrada esquematicamente na figura 7.1.
- Forjamento: o forjamento consiste no trabalho mecânico ou na deformação de uma única peça de um metal que está normalmente quente, isso pode ser obtido pela aplicação de sucessivos insuflamentos ou mediante compressões contínuas. Os forjamentos são classificados como sendo de matriz fechada ou de matriz aberta. No caso de uma matriz fechada, uma força atua sobre duas ou mais metades de uma matriz que possuem a forma acabada, de tal modo que o metal é deformado na cavidade entre essas partes da matriz (figura 7.1a). No caso de uma matriz aberta, são empregadas duas matrizes que possuem formas geométricas simples (por exemplo, chapas planas paralelas, semicírculos), normalmente em grandes peças de trabalho. Os itens forjados possuem estruturas de grão excepcionais, além da melhor combinação de propriedades mecânicas. Chaves e ferramentas, e virabrequins dos motores e barras de conexão de pistões automotivos são itens típicos que são conformados usando essa técnica.- Laminação: a laminação, que é o processo de deformação mais amplamente utilizado, consiste em se passar uma peça metálica entre dois rolos, uma redução na espessura resulta das tensões de compressão exercidas pelos rolos. A laminação a frio pode ser usada na produção de chapas, tiras e lâminas com elevada qualidade de acabamento de superfície. Formas circulares, bem como vigas I e trilhos de trem, são fabricadas usando rolos que possuem ranhuras.- Extrusão: na extrusão, uma barra metálica é forçada através de um orifício em uma matriz, mediante uma força compressiva que é aplicada a um êmbolo, a peça extrudada que emerge possui a forma desejada e uma área de seção reta menor. Dentre os produtos de extrusão estão incluídas as barras e os tubos que possuem geometrias de seção reta relativamente complexas, os tubos sem costura também podem ser extrudados.- Estiramento: o estiramento consiste em se puxar uma peça metálica através de uma matriz que possui um orifício cônico mediante a aplicação de uma força de tração no lado de saída do material. Tem-se como resultado uma redução na área de seção reta, com um correspondente aumento no comprimento. A operação completa de estiramento pode consistir em um número de matrizes em uma sequência em série. Barras, arames e produtos de tubulação são fabricados geralmente dessa maneira.
Fundição: a fundição é um processo de fabricação no qual um metal totalmente fundido é derramado no interior da cavidade de um molde que possui a forma desejada, com a solidificação, o metal assume a forma do molde, porém experimenta algum encolhimento. As técnicas de fundição são empregadas quando: (1) a forma acabada é tão grande ou complicada que qualquer outro método seria impraticável; (2) a qualidade e a resistência não são considerações importantes (ou seja, é aceito que a inevitável existência de defeitos internos e uma estrutura de grão menos desejável conduz as características mecânicas pobres); (3) uma liga específica possui uma ductilidade tão baixa que a conformação tanto a quente como a frio seria difícil, e; (4) em comparação a outros processos de fabricação, a fundição é o processo mais econômico. Além disso, a etapa final no processo de refino, até mesmo de metais dúcteis, pode envolver um processo de fundição. Uma variedade de diferentes técnicas de fundição é comumente empregada, incluindo a fundição em molde de areia, com matriz, de precisão e contínua. Será oferecido somente um tratamento introdutório de cada uma dessas técnicas.- Fundição em molde de areia: no caso da fundição em molde de areia, que é o método de fundição mais comumente utilizado, a areia comum é utilizada como material de molde. Um molde em duas partes é formado mediante a
66
Força
Metal bruto
Matriz Matriz
Matriz
Peça forjada
Matriz
Rolo
Rolo
Força
Matriz
Matriz MatrizForça
Força de tração
Suporte da matriz
ExtrusãoTarugo
Invólucro
Invólucro
Bloco falso de proteção contra calor excessivo
Figura 7.1: Deformação de um metal durante: (a) forjamento, (b) laminação,
(c) extrusão e (d) estiramento.
(b)(a)
(c)(d)

TECNOLOGIA DOS MATERIAIS
compactação de areia ao redor de um molde que possui a forma da peça que se deseja fundir. Além disso, um sistema de canais de alimentação é geralmente incorporado ao molde para acelerar o escoamento do metal fundido para dentro da cavidade e para minimizar defeitos internos de fundição. As peças fundidas em areia incluem blocos de cilindros automotivos, hidrantes de incêndio e grandes conexões de tubulação.- Fundição com matriz: na fundição com matriz, o metal liquefeito é forçado para dentro de um molde sob pressão e a uma velocidade relativamente elevada, e deixado solidificar com a manutenção da pressão. Utiliza-se um molde permanente de aço em duas peças ou matriz, quando unidas uma à outra, as duas peças constituem a forma desejada. Quando a solidificação completa é atingida, as peças da matriz são abertas e a peça fundida é ejetada. São possíveis taxas rápidas de fundição, tornando esse um método barato, além disso, um mesmo conjunto de matrizes pode ser usado para milhares de fundições. Contudo, essa técnica se presta apenas para peças relativamente pequenas, bem como somente para ligas de zinco, alumínio e magnésio, que possuem baixas temperaturas de fusão.- Fundição de precisão: para fundição de precisão (algumas vezes chamada fundição pelo processo de “cera perdida”), o modelo padrão é feito a partir de cera ou plástico, materiais que possuem baixas temperaturas de fusão. Despeja-se uma lama fluida ao redor do modelo padrão, que se estabelece e sedimenta para formar um molde ou investimento sólido, geralmente utiliza-se pasta de Paris. O molde é então aquecido, de modo tal que o modelo padrão se funde e é queimado, deixando para trás uma cavidade de molde que possui o formato desejado. Essa técnica é empregada quando são necessários elevada precisão dimensional, reprodução de pequenos detalhes e excelente acabamento (por exemplo, em joalheria e em coroas dentárias e obturações). Ainda, as lâminas para turbinas a gás e os propulsores de motores a jato são fabricados usando a fundição de precisão.- Fundição contínua: ao término dos processos de extração, muitos metais fundidos são solidificados pela sua fundição em grandes moldes e lingotes. Esses lingotes estão normalmente sujeitos a uma operação primária de laminação a quente, cujo produto é uma chapa plana ou uma chapa grossa, esses formatos são os mais convenientes para serem usadas como ponto de partida para operações secundárias subsequentes de conformação de metais (isto é, forjamento, extrusão, estiramento). Essas etapas de fundição e laminação podem ser combinadas através de um processo de fundição contínua (algumas vezes também chamado de “fundição em fios”). Ao se usar essa técnica, o metal beneficiado e fundido é moldado diretamente na forma de um fio contínuo que pode ter uma seção reta retangular ou circular, a solidificação ocorre em uma matriz resfriada com água com a geometria de seção reta desejada. A composição química e as propriedades mecânicas são mais uniformes ao longo de todas as seções retas no caso de fundições contínuas do que para produtos do tipo de fundição de lingotes. Além do mais, a fundição contínua é altamente automatizada e mais eficiente.
Técnicas diversas:- Metalurgia do pó: uma outra técnica de fabricação envolve a compactação de um metal em pós, seguida por um tratamento térmico para produzir uma peça mais densa. O processo é chamado de maneira apropriada por metalurgia do pó, sendo frequentemente designada por P/M (Powder Metellurgy). A metalurgia do pó torna possível a produção de uma peça virtualmente não-porosa que possui propriedades quase equivalentes às do material de origem totalmente denso. Os processos de difusão durante o tratamento térmico são fundamentais para o desenvolvimento dessas propriedades. Esse método é especialmente adequado para metais que possuem baixas ductilidades, uma vez que existe a necessidade da ocorrência de apenas uma pequena deformação plástica das partículas pulverizadas. Metais que possuem temperaturas de fusão elevadas são difíceis de serem derretidos e fundidos, e a fabricação é acelerada com a utilização da P/M. Ademais, peças que exigem tolerâncias dimensionais muito restritas (como, por exemplo, buchas e engrenagens) podem ser produzidas de maneira econômica utilizando essa técnica.- Soldagem: em um certo aspecto, a soldagem pode ser considerada uma técnica de fabricação. Na soldagem, duas ou mais peças metálicas são unidas para formar uma única peça, em casos em que a fabricação de uma peça única é cara ou inconveniente. Tanto metais similares como dissimilares podem ser soldados. A ligação de união é metalúrgica (envolvendo alguma difusão), em vez de ser somente mecânica, como acontece com os casos em que as peças são rebitadas ou aparafusadas. Existe uma variedade de métodos de soldagem, incluindo a soldagem a arco e a soldagem a maçarico, bem como a solda-brasagem (ou solda forte) e a solda branca (ou solda fraca ou solda de estanho). Durante a soldagem a arco e a soldagem a maçarico, as peças a serem unidas e o material de enchimento (isto é, o bastão ou eletrodo de solda) são aquecidos até uma temperatura suficientemente elevada para fazer com que ambos se fundam, com a solidificação, o material de enchimento forma uma junção fundida entre as peças de trabalho. Dessa forma, existe uma região adjacente à solda que pode ter experimentado alterações microestruturais e de suas propriedades, essa região é conhecida por zona termicamente afetada (algumas vezes abreviada por ZTA). Dentre as possíveis alterações, pode-se incluir o seguinte:
67

TECNOLOGIA DOS MATERIAIS
a) Se o material da peça de trabalho foi previamente trabalhado a frio, essa zona termicamente afetada pode ter experimentado uma recristalização e um crescimento dos grãos, e dessa forma, uma diminuição da resistência, da dureza e da tenacidade. A ZTA para essa situação está representada esquematicamente na figura 7.2.b) Com o resfriamento, tensões residuais podem se formar nessa região, as quais enfraquecem as juntas.c) Para aços, o material nessa zona pode ter sido aquecido até temperaturas que são suficientemente elevadas para promover a formação de austenita. Com o resfriamento à temperatura ambiente, os produtos microestruturais que se formam dependem da taxa de resfriamento e da composição da liga. Para aços comuns ao carbono que possuem baixas endurecibilidades, normalmente estarão presentes perlita e uma fase proeutetóide. Contudo, para aços-liga, um produto microestrutural pode ser a martensita, a qual é normalmente indesejável, pois é muito frágil.d) Alguns aços inoxidáveis podem ser “sensitizados” durante a soldagem, o que os torna suscetíveis à corrosão intergranular.
Uma técnica de junção relativamente moderna é aquela por soldagem por raio laser, onde um raio laser intenso e com elevada focalização é usado como fonte de calor. O raio laser derrete o metal original e, mediante solidificação, uma junção fundida é produzida, frequentemente não existe a necessidade de se utilizar um material de enchimento. Algumas das vantagens dessa técnica são as seguintes: (1) este é um processo onde não existe contato, o que elimina a distorção mecânica das peças de trabalho, (2) ela pode ser rápida e altamente automatizada, (3) a alimentação de energia à peça é baixa e, portanto, o tamanho da zona termicamente afetada é mínimo, (4) as soldas podem ter um tamanho diminuto e ser muito precisas, (5) uma grande variedade de metais e ligas pode ser unida utilizando essa técnica, e (6) são possíveis soldas com ausência de porosidade e com resistências iguais ou superiores àquela do metal de base. A soldagem utilizando raio laser é usada intensamente nas indústrias automotiva e de produtos eletrônicos, onde são necessárias soldas com qualidade elevada e com rápida taxa de soldagem. Além dos raios laser, os feixes de elétrons também podem ser usados como fonte de calor para a soldagem de metais
7.2 METAIS FERROSOSO ferro é um metal cuja utilização pelo homem é muito antiga. As civilizações antigas de Assíria, Babilônia,
Egito, Pérsia, China, Índia e, mais tarde, da Grécia e de Roma já fabricavam, por processos primitivos, armas e inúmeros utensílios de ferro e aço. A importância do ferro como metal é tal que fundamenta a classificação dos materiais metálicos, além de possuir um ramo da ciência dos materiais específico para seu estudo. Portanto, siderurgia, é a ciência que estuda a metalurgia do ferro (Fe), enquanto que metalurgia é a ciência que estuda a extração dos metais, seus minerais e suas ligas. Os produtos siderúrgicos comuns são ligas ferro-carbono com teor de carbono compreendido entre 0 e 6,7%, sendo que industrialmente, essa faixa de teor de carbono varia somente entre 0 e 4,5%. Os materiais metálicos ferrosos são, portanto, produtos siderúrgicos que se classificam exclusivamente em função do teor de carbono encontrado na liga. Desta forma, os materiais metálicos ferrosos são classificados como:Aços: liga Fe-C cujo teor de carbono varia de 0 a 2,1%C;Ferros fundidos: liga Fe-C com o teor de carbono situando-se entre 2,1 e 6,7%C.
A produção dos aços e dos ferros fundidos pode ser definida segundo dois padrões mundiais, cujas estruturas diferem significativamente. Tem-se, portanto, dois modelos de usinas siderúrgicas:- Usinas integradas;- Usinas mini-mills.
7.2.1 USINAS INTEGRADASAs usinas integradas abrangem todas as etapas necessárias para, a partir das matérias-primas, produzir-se ferro
e aço. O processo clássico e mais usado para a redução do minério de ferro utiliza o equipamento denominado alto forno, cujo produto consiste numa liga ferro-carbono de alto teor de carbono, denominado ferro gusa, o qual, ainda no estado líquido, é encaminhado a aciaria, onde, em fornos adequados, é transformado em aço. Este é vazado na forma de
68
Fração do metal de enchimento Fração do metal de base
Metal de soldagem
Zona termoafetada
Metal de base
fundido
Peça 1 Peça 2
Figura 7.2: Representação esquemática da seção reta mostrando as zonas na
vizinhança de uma solda por fusão típica.

TECNOLOGIA DOS MATERIAIS
lingotes, os quais, por sua vez, são submetidos a transformação mecânica, por intermédio de laminadores, resultando blocos, tarugos e placas. Estes, finalmente, ainda por intermédio de laminadores, são transformados em formas estruturais com perfis em “T”, “I”, cantoneiras, trilhos, chapas, tarugos, etc. O fluxograma apresentado na figura 7.3, representa esquematicamente, as principais etapas para a fabricação do aço a partir do modelo de processos adotado pelas usinas integradas.
69
Cal
cári
oMin
ério
de
ferr
o
Car
vão
Páti
o de
min
ério
de
carv
ão
Car
ro
torp
edo
Coq
ueri
a
Sint
eriz
ação
Gás
de
coqu
eria
Gas
ômet
roA
lto-
forn
o
ALC
ATR
ÃO
Usi
na d
e su
bpro
duto
s
Gás
de
alto
-for
no
Gas
ômet
ro
Gas
es p
ara
cons
umo
na
prod
ução
da
próp
ria
usin
a
Con
vers
orLi
ngot
amen
to
cont
ínuo
Lam
inad
or d
e ti
ras
a qu
ente
Bal
ança
Linh
a de
pre
para
ção
de b
obin
as a
que
nte
Bob
ina
a qu
ente
de
capa
da Teso
ura
Rec
ozim
ento
co
ntín
uo d
e ch
apas
Lam
inad
or d
e en
crua
men
to
Rec
ozim
ento
em
cai
xa
Linh
a de
dec
apag
em
cont
ínua
Lam
inad
or d
e ti
ras
a fr
io
Linh
a de
zin
cage
m
cont
ínua
Rec
ozim
ento
co
ntín
uo
Lim
peza
el
etro
líti
ca
Rec
ozim
ento
em
cai
xa
Lam
inad
or d
e en
crua
men
toLi
nha
de
prep
araç
ão d
e bo
bina
s
Linh
a de
re
insp
eção
Linh
a de
es
tanh
amen
to
Linh
a de
cr
omag
em
Teso
ura
Bob
ina
a
Bob
ina
e
Cha
pa
quen
te
quen
te
chap
a a
fina
a fr
io
Bob
ina
a fr
io
Cha
pazin
cada
zinca
daB
obin
a
Bob
ina
efo
lha
de
flan
dres
Bob
ina
efo
lha
crom
ada
Bob
ina
efo
lha
não
reve
stid
a
Figura 7.3: Fluxograma representativo do processo utilizado pelas usinas integradas
para produção do aço.

TECNOLOGIA DOS MATERIAIS
7.2.1.1 MATÉRIA-PRIMAAs matérias-primas básicas da usinas integradas são:- Minério de ferro; - Carvão; - Calcário.a) Minério de ferro: o minério de ferro constitui a matéria-prima essencial para a manufatura dos processos
siderúrgicos. Os minerais que contêm ferro em quantidade apreciável são os óxidos, carbonatos, sulfetos e silicatos. Os primeiros são os mais importantes sob a ótica dos processos siderúrgicos. Os principais óxidos encontrados na natureza são:- Magnetita (óxido ferroso-férrico) de fórmula Fe3O4, contendo 72,4% Fe;- Hematita (óxido férrico), de fórmula Fe3O3, contendo 69,9% Fe;- Limonita (óxido hidratado de ferro), de fórmula 2Fe2O3 3H2O, contendo, em média, 48,3% Fe.A magnetita é encontrada principalmente na Suécia, ao passo que a hematita é o minério mais comum, sendo encontrado, entre outros países, na França, EUA, Rússia, Índia, Austrália, Canadá e Brasil. O minério de ferro antes de ser inserido no alto-forno sofre um processo de beneficiamento, que compreende uma série de operações a que os minérios de ferro de várias qualidades podem ser submetidos, com o objetivo de alterar suas características físicas ou químicas e torná-los mais adequados para a utilização nos alto-fornos. Essas operações são, geralmente: britamento, peneiramento, mistura, moagem, classificação e aglomeração. Os processos de aglomeração visam melhorar a permeabilidade da carga do alto-forno, reduzir o consumo de carvão e acelerar o processo de redução.
Dentre o processos de aglomeração os mais importantes são: sinterização e pelotização.b) Carvão: o carvão, utilizado nos alto-fornos, pode ser tanto de origem mineral quanto de origem vegetal.
Têm várias funções dentro do processo que são:- Atuar como combustível gerando calor para as reações;- Atuar como redutor do minério, que é basicamente constituído de óxidos de ferro;- Atuar como fornecedor de carbono, que é o principal elemento de liga dos produtos siderúrgicos.
Da mesma forma que o minério, o carvão também sofre um pré-processamento antes de ser introduzido no alto-forno. Esta operação consiste no processo de coqueificação, que por sua vez consiste no aquecimento a altas temperaturas, geralmente em câmaras hermeticamente fechadas, portanto com ausência total de ar, exceto na saída dos produtos voláteis, do carvão mineral.
c) Calcário: o calcário atua como fundente, ou seja, reage, pela sua natureza básica, com substâncias estranhas ou impurezas contidas no minério e no carvão (geralmente de natureza ácida) diminuindo seu ponto de fusão e formando a escória, subproduto, por assim dizer, do processo clássico do alto-forno.
70
C arrinho de carregamento
(skip) Sistema de carga
Duto do gás do alto-forno
Gases carregados de poe iras
Alto-forno
Plan
o in
clin
ado
VentaneirasO rifício
de e scória
Carro de
e scóriaFerro gusa
l iquefe ito
Escória
Ferro gusa líquido
C arrinho cole tor de
poe ira
Coletor de poeiras
Duto de ar comprimido quente
LodoQ ueimador
de gás
Tomada de gás para e estufa
Lavador de gás
Precipi-tador
elétrico Estufa
Duto de gás em excesso
Ar comprimido frio fornecido pe lo
compressor de ar
Gás que imado para a
chaminé
Figura 7.4: Esquema representativo do alto-forno.

TECNOLOGIA DOS MATERIAIS
7.2.1.2 OPERAÇÕES SIDERÚRGICASa) Operação do alto-forno (produção do ferro gusa): o alto-forno constitui ainda o principal equipamento
utilizado na metalurgia do ferro. A partir dos primeiros fornos, dos tipos rudimentares, em que os gases eram perdidos na atmosfera, constantes aperfeiçoamentos técnicos foram introduzidos e a capacidade diária paulatinamente elevada, aproximando-se, nos dias atuais, de 10000 toneladas de ferro gusa por dia. O alto-forno é uma estrutura cilíndrica, revestida internamente por tijolos refratários, de grande altura, constituída por três partes fundamentais: o fundo, chamado de cadinho, a parte mediana, conhecida como rampa, e a parte superior denominada cuba. O cadinho, é o lugar onde o gusa líquido é depositado. A escória (conjunto de impurezas que devem ser separadas do gusa), que se forma durante o processo, flutua sobre o ferro que é mais pesado. No cadinho há dois furos: o furo de corrida, aberto de tempos em tempos para que o ferro líquido escoe, e o furo para o escoamento da escória. Como a escória flutua, o furo para seu escoamento fica acima do furo de corrida. Assim, sobra espaço para que uma quantidade razoável de ferro seja acumulada entre as corridas. Na rampa, acontecem a combustão e a fusão. Para facilitar esses processos, entre o cadinho e a rampa ficam as ventaneiras, que são furos distribuídos uniformemente por onde o ar pré-aquecido é soprado sob pressão. A cuba ocupa dois terços da altura total do alto-forno. É nela que é colocada, alternadamente e em camadas sucessivas, a carga, compostos de minério de ferro, carvão e os fundentes (cal e calcário).
Na operação do alto forno são inseridos, em sua parte superior, o carvão (na forma de coque ou carvão vegetal), o minério de ferro (sínter ou pelotas) e os fundentes. A redução dos óxidos de ferro acontece a medida que o minério, o agente redutor (coque ou carvão vegetal) e os fundentes descem em contra-corrente, em relação aos gases. Esses gases são o resultado da queima do coque (CO) com o oxigênio do ar quente (em torno de 1000°C) soprado pelas ventaneiras, e que escapam da zona de combustão. Este processo ocorre na rampa do alto-forno. Conforme o coque vai se queimando, a carga vai descendo para ocupar os pedaços vazios. Esse movimento de descida vai se espalhando lateralmente pela carga, até atingir toda a largura da cuba. As reações de redução, carbonetação e fusão geram dois produtos líquidos: escória e o ferro gusa. Ambos são empurrados para os lados, pelos gases que estão subindo e
71
G ÁS de A.F.Monóxido de carbono CoG ás carbônico CO2
Nitrogênio NVapor de água H2OPós
CARGACoqueMinérioFundente
BOCA
CUBA
VENTRE
BOJO
CADINHO
Bocais ar quente
Combustível
Escória
Gusa
DESSECAÇÃO
300°
350°
REDUÇÃO
750°
CARBURAÇÃO
FUSÃO
1150°
1800°
LIQ UAÇÃO
1600°
Figura 7.5: Alto-forno e suas partes.
RAMPA

TECNOLOGIA DOS MATERIAIS
escorrem para o cadinho, de onde saem pelos furos de corrida da escória e do gusa respectivamente. O ferro gusa, também conhecido como “ferro fundido de primeira fusão”, é uma liga ferro-carbono com elevados teores de carbono (3,4 a 4,5%C) que é vendido em blocos como matéria-prima para a produção de aços e ferros fundidos (fofos). O ferro gusa é extremamente frágil devido a significativa quantidade de impurezas presentes na liga (fósforo, silício, enxofre, etc). Por esse motivo, ele tem praticamente nenhuma aplicação na indústria. Basicamente, o uso do ferro gusa se resume, além de servir de matéria-prima para a produção de outros produtos siderúrgicos, a uso em contra-pesos de guindastes e na fabricação de pouquíssimas peças fundidas de pouca responsabilidade. Este material quando refundido, num forno como o cubilô, junto com sucatas de ferro fundido e aço, dá origem ao “ferro fundido de segunda fusão” ou ferro fundido propriamente dito. Por outro lado, ele também pode ser encaminhado as aciarias onde se dá a produção do aço.
b) Fabricação do aço: sendo o ferro gusa uma liga ferro-carbono em que o carbono e as impurezas normais (silício, manganês, fósforo e enxofre) se encontram em teores elevados, a sua transformação em aço, que é uma liga de mais baixos teores de Carbono, corresponde a um processo de oxidação, por intermédio do qual a percentagem daqueles elementos é reduzida até aos valores desejados. A fabricação do aço, na usina siderúrgica, ocorre dentro de um setor específico conhecido como aciaria. Há diversos modelos de aciaria cada uma utilizando processos distintos para a produção do aço. O equipamento utilizado nas aciarias, conhecido como conversor, é o responsável pelo método de obtenção, sendo os mais tradicionais:- Conversor Bessemer/Thomas sopro pelo fundo;- Conversor Tropenas sopro lateral;- Conversor L-D (Linz-Donawitz) sopro superior.
Dentre os modelos apresentados, o mais utilizado no Brasil é o Linz-Donawitz. O conversor L-D, também conhecido como BOP (“basic oxygen process”). Este tipo de conversor é constituído de uma carcaça cilíndrica de aço resistente ao calor, revestido internamente por materiais refratários de dolomita ou magnesita, conforme indica a figura 7.6. Neste processo, introduz-se oxigênio, praticamente puro, através de uma lança posicionada pouco acima da superfície do gusa líquido, que o sopra provocando um impacto na superfície líquida. Este sopro de oxigênio promove uma reação de oxidação eliminando o carbono e outras impurezas: silício (Si), fósforo (P) e enxofre (S). O carbono eliminado da liga Fe-C forma com o oxigênio, o CO e o CO2. O silício oxidado, forma SiO2. O fósforo é eliminado antes do carbono pela ação da cal, que introduzida no conversor após a introdução do oxigênio pela lança. Forma-se uma escória que garante a fixação do P2O5 resultante da oxidação. O enxofre é facilmente eliminado, devido a forte agitação do banho e pelo fato da escória apresentar-se mais quente e mais fluida. O fim do sopro é determinado através de cálculos que indicam o teor de carbono a ser atingido. A lança é então retirada sendo, em seguida, o forno basculado para a posição horizontal de modo a proceder-se ao vazamento do aço.
72
Níve l do banho
Munhão Níve l do
banho
Lança de oxigênio
Ar
Ar
SO PRO PELO FUNDO
SO PRO PELO LADO
Figura 7.7: Conversor L-D (Linz-Donawitz)
Lança de oxigênio
C arcaça de aço
Níve l da e scória
Níve l do metal l íquido
Figura 7.6: Tipos de conversores.
Revestimento re fratário
SO PRO PELO TO PO
Furo de vazamento
Níve l do
banho

TECNOLOGIA DOS MATERIAIS
- Processo com minério de ferro → alto forno- Processo com sucata → forno de arco elétrico. O aço fundido é vazado em contínuo (ou em lingotes) → produtos semi-acabados:a) brames: seção retangular para produtos em chapa.b) blooms: seção quadrada para perfis.
73
Figura 7.8: Produção do aço: A matéria prima (minério de ferro ou sucata, dependendo do processo)
é convertida em aço líquido.
Pelle ts
Carvão
Alto-forno
Conversores Vazamento contínuo
ChapasLaminagem a quente
TransporteLaminagem a frio
Revestimento
Figura 7.9: Processos na produção do aço.
Alto forno
Minério de ferro
Carvão vege tal
Escória
Coque Forno de coque
Ferro fundido derre tidoConversor
Sucata
Forno de arco e lé trico
Vazamento contínuo
Sinterização
Minério sinterizado
Aço bruto l íquido
Laminador
Chapa
Aço l íquido “gradual”Plataforma de re finação
Chapas enroladas

TECNOLOGIA DOS MATERIAIS
74
Figura 7.10: Vazamento Contínuo.
Figura 7.11: Linha de laminagem a quente.
Fornos de reaquecimento
Pré-redução
1° enrolamento
Linha de redução final
Linha de arre fecimento
Enroladores
Transporte Lule å
Aquecimento das chapas
Enrolador
Recoz imento
DecapagemLaminagem a frio
Enrolamento
Figura 7.12: Fluxo de produção.

TECNOLOGIA DOS MATERIAIS
c) Fabricação do Ferro Fundido: o ferro fundido é obtido no forno cubilô usando como matéria-prima o ferro gusa e sucatas de aço e ferros fundidos (fofos). É um forno vertical cilíndrico revestido de tijolos refratários e equipado com ventaneiras na parte inferior. A carga, que é feita por uma abertura lateral, na parte superior e consiste de ferro gusa, sucatas de ferro fundido e aço, carvão coque e calcário. Essas matérias-primas são depositadas em camadas alternadas. O metal fundido se reúne no fundo do forno, de onde é escoado pela bica a determinados intervalos de tempos. A escória é previamente retirada por outro orifício situado em um nível mais alto. O fundo do forno cubilô também pode ser removido para a limpeza e reparação da sola.
75
Figura 7.15: Linha de laminado a quente.
Figura 7.14: Linha de decapagem.
1909 2000
Figura 7.16: Linha de laminagem a quente.
Armazem
Soldadura
Decapagem
Lavagem
Secagem
Reaquecimento
Acabamento Arre fecimentoEnroladores
Pré -redução1° enrolamento
Temperatura
Aço C -MnHSLA
Temperatura de laminação final
Taxa de re frigeração
Temperatura de enrolamento
Temperatura da chapa
Deformação
TenacidadeLimite de e scoamento
Limite de e scoamento
Limite de e scoamento
Limite de e scoamento
Limite de de formação
Figura 7.13: Propriedades & processos, aços HSLA/C-Mn.

TECNOLOGIA DOS MATERIAIS
7.2.2 USINAS MINI-MILLS7.2.2.1 MATÉRIA-PRIMA
Este tipo de processo utiliza basicamente sucata (de aço ou ferro fundido) e cal. Pode-se também, a partir da aquisição do gusa, proveniente das usinas integradas, trabalhar com este material.
7.2.2.2 OPERAÇÕES SIDERÚRGICASO conceito de fabricação do aço, observado nas usinas mini-mills, parte do princípio que não é necessário
incorporar ao processo as operações realizadas no alto-forno. Pode-se, portanto, segundo este conceito americano, trabalhar-se com sucata promovendo a fusão deste metal e adicionando os elementos de liga necessários a fabricação de um aço novo. Desta forma, usinas tipo mini-mills iniciam seu processo a partir do que se identifica como as operações da aciaria observadas nas usinas integradas. O princípio é transformar a energia elétrica em energia térmica, por meio da qual, promove-se a fusão do gusa e/ou da sucata, onde as condições de temperatura e oxidação do metal líquido são severamente controladas. Os fornos elétricos são basicamente de dois tipos: a arco elétrico e de indução.
a) Fornos de arco elétrico: em geral estes fornos são basculantes e têm o aspecto conforme apresentado na figura 7.18. Os fornos a arco elétrico são constituídos de uma carcaça de aço feita de chapas grossas de aço soldadas e rebitadas, de modo a formar um recipiente cilíndrico com fundo abaulado. Essa carcaça é revestida na parte inferior (chamada soleira) por materiais refratários. A carga é feita por uma porta diametralmente oposta a bica por onde é vazado o metal. O calor é fornecido pelo arco elétrico que se forma entre os três eletrodos verticais e o banho. A escória pode ser removida e substituída através da porta de carga. O tamanho dos fornos elétricos variam muito, havendo instalações capazes de produzir desde 500kg até 100 toneladas de aço em cada corrida. A duração de cada corrida de 60 toneladas é de cerca de 8 horas. Durante o processo, ocorre a oxidação das impurezas e do carbono e reações de desoxidação, ou retirada dos óxidos com a ajuda de agentes desoxidantes, e a dessulfuração, quando o enxofre é retirado. É um processo que permite o controle preciso das quantidades de carbono presentes no aço. Os fornos elétricos contam com os óxidos de ferro (ferrugem) presentes nas sucatas de aço e de ferro fundido para promover a oxidação das impurezas contidas na matéria-prima. Essas impurezas são eliminadas, posteriormente, junto com a escória.
76
Chaminé
B oca de carga
Carga: gusa, sucatas de
f of o e de aço, coque e
f undente
Revestimento ref ratário
Chapa de aço
Caixa de vento
Orif ício de observação
B icaFundo
amovível
Ventaneiras
Sola
Figura 7.17: Forno cubilô.

TECNOLOGIA DOS MATERIAIS
b) Fornos de indução: o conjunto que compõe esse forno é formado de um gerador com motor de acionamento, uma bateria de condensadores e uma câmara de aquecimento. Essa câmara é basculante e tem,na parte externa, a bobina de indução, conforme indicado na figura 7.19. O cadinho é feito de massa refratária socada dentro dessa câmara, onde a sucata se funde por meio de calor produzido dentro da própria carga. O fenômeno químico observado nos fornos de indução é semelhante aquele existente nos fornos de arco elétrico.
7.2.3 PRODUTOS SIDERÚRGICOSOs produtos da indústria siderúrgica são classificados, conforme mencionado anteriormente, em função do teor
de carbono encontrado na liga Fe-C. O teor de carbono, como elemento de liga principal, exerce influência significativa sobre as propriedades dos materiais. Tal influência se explica pelos diferentes níveis de solubilidade do ferro em função da temperatura, que altera a sua forma alotrópica, e modifica a capacidade de formar solução com o carbono. Pode-se compreender melhor este fenômeno a partir de uma análise do diagrama de fases Fe-C, apresentado na figura 7.20. As principais considerações a serem feitas a respeito do diagrama binário Fe-C, com relação as reações que ocorrem em equilíbrio e das estruturas resultantes, são as seguintes:- O ponto A corresponde ao ponto de fusão do ferro puro - 1538°C e o ponto D, impreciso, ao ponto de fusão do Fe3C;- Na parte superior esquerda do diagrama, numa faixa estreita, ocorre uma reação especial chamada “peritética”, na passagem do estado líquido ao sólido, em torno de 1495°C a qual, contudo, não apresenta importância sob o ponto de vista prático. Nesse trecho, ao solidificar, o ferro adquire a estrutura cúbica centrada - chamada, nesse caso, de delta (δ), passando, entretanto, quase a seguir, a estrutura cúbica de face centrada gama (γ), que caracteriza o ferro a alta temperatura. A 912°C, há a passagem da forma cúbica de face centrada para cubo centrado até a temperatura ambiente, na forma alotrópica alfa (α);
77
Figura 7.18: Forno de arco elétrico.
Figura 7.19: Forno de indução.
Munhão para basculamento
Nível do banho Cadinho
Liga
ções
par
a o
supr
imen
to d
e al
ta fr
equê
ncia
Isolante
Bobina de indução

TECNOLOGIA DOS MATERIAIS
- Na faixa de temperaturas em que o ferro está na forma alotrópica gama, ele tem capacidade de dissolver o carbono presente;- Entretanto, essa solubilidade do carbono do ferro gama não é ilimitada: ela é máxima a 1148°C e corresponde a um teor de carbono de 2,11%. A medida que cai a temperatura, a solubilidade do carbono no ferro gama decresce, assim, a 727°C, a máxima quantidade de carbono que pode ser mantido em solução sólida no ferro gama é 0,77%, esses fatos são indicados no diagrama pelas linhas JE e Acm, esta última representando, portanto, a máxima solubilidade do carbono ou do Fe3C no ferro gama, nas condições de equilíbrio;- As linhas JE e ECF correspondem a linha “solidus” do diagrama;- O carbono afeta, por outro lado, a temperatura de transformação alotrópica gama-alfa: a partir de 0% de carbono, essa temperatura de transformação decresce paulatinamente, até que para 0,77% ela se situa a 727°C. Abaixo de 727°C não poderá existir, em nenhuma hipótese, nas condições de equilíbrio, ou seja, esfriamento muito lento, ferro na forma alotrópica gama, tal fato é indicado pela linha PSK ou A1;- O ponto C, conforme estudado anteriormente, é o conhecido ponto eutético do diagrama Fe-C. Observa-se que o ponto S assemelha-se ao C sendo chamado de ponto eutetóide.- Entre teores de carbono 0 e 0,77% ocorre não apenas o abaixamento da temperatura de transformação alotrópica gama-alfa, esta transformação é paulatina ou se dá em duas etapas: começa na linha GS ou A3 e termina na linha PS ou A1. Somente a 727°C ela é instantânea;
- A solubilidade do carbono no ferro alfa não é, de fato, nula: cerca de 0,008% de carbono dissolvem-se a temperatura ambiente, e a 727°C, a solubilidade aumenta para 0,02%, de 727°C para cima, decresce novamente a solubilidade do carbono até 912°C torna-se nula. Nesse instante, entretanto, o ferro alfa passa a gama, que pode manter em solução sólida o carbono em teores bem mais elevados, como se viu, os fatos acima estão indicados pelas linhas QP e PG. Pode-se chamar a liga Fe-C com carbono até 0,008% no máximo de ferro comercialmente puro;- Acima de 2,11% de carbono, na faixa dos ferros fundidos, duas linhas predominam, na fase sólida: a linha ECF “solidus” e a linha SK, indicada por A1, abaixo da qual não pode existir ferro na forma alotrópica gama;
78
Figura 7.20: Diagrama de equilíbrio Fe-C.
1528°
1401°
1500°
1400°
1300°
1200°
1100°
1145°
900°906°
768°
721° 700°
210°
Ferr
ita 1
00%
Tem
pera
tura
s
Aumento de carbono e de Fe3C
A
B
N
G
P S
E C
D
K
Ferro δ + Líquido
Ferro δ+
Austenita
Liquidus
Solidus
Austenita γ
Carbono dissolvido no ferro γ
Ferrita
Austenita+
Ac c
m
Aços hipoeutéticos hipereutetóides
Aços
Perli
ta
Eute
tóid
e
Ferrita + Perlita
Perlita + cementita secundária
Austenita + cementita
secundária
Perlita + cementita secundária + ledeburita Fim do magnetismo da cementita
Aços de alto teor de carbono Gusas
hipoeutéticas
Cementita primária + ledeburita
Gusas hipereutéticas
Austenita γ + cementita secundária + ledeburita
Solidus
Liquidus
Líquido
Euté
tico
Lede
burit
a Cementita primária + ledeburita
Líquido+
Cementita primária
Cem
enti
ta 1
00%
100% Fe, C12 x 100
55,48 x 3 + 12= 6,67% de C
% Fe, C908070605040302010
0
0
1 2 3 4 5 6 % C
4,31,70,83
DIAGRAMA FERRO -CARBO NO
Ac3
Ac1 F

TECNOLOGIA DOS MATERIAIS
- A solução sólida do carbono no ferro gama chama-se “austenita”, portanto, na zona limitada pelas linhas JE, ES, SG e GNJ só existe austenita, essa zona é denominada “austenítica”, esta austenita (nome derivado do metalurgista inglês Roberts Austen) é um constituinte estrutural de boa resistência mecânica e apreciável tenacidade e não-magnético;- Na zona limitada pelas linhas SE (Acm), ECF e SK (A1) existe simultaneamente austenita e carbono, este último na forma de Fe3C, porque, como se viu, a solubilidade do carbono no ferro gama não é ilimitada;- O Fe3C é um carboneto contendo 6,67% de carbono, muito duro e frágil, esse constituinte é denominado “cementita” (do latim “cementum”). As linhas que marcam o início e o fim das transformações chamam-se linhas de transformação e elas limitam zonas chamadas zonas críticas. Industrialmente, pode-se, portanto distinguir, a partir do diagrama de fases a caracterização da liga Fe-C como:• Aço-Carbono: 0,008% a 2,11% de Carbono;• Ferro fundido: 2,11 a 4,5% de Carbono.
7.2.4 OS AÇOS E SUAS LIGASAços: é uma liga metálica formada essencialmente por ferro e carbono, com percentagens deste último
variáveis entre 0,008 e 2,11%. Distingue-se do ferro fundido, que também é uma liga de ferro e carbono, mas com teor de carbono entre 2,11% e 6,67%. A diferença fundamental entre ambos é que o aço, pela sua ductibilidade, é facilmente deformável por forja, laminação e extrusão, enquanto que uma peça em ferro fundido é fabricada pelo processo de fundição. Os aços são utilizados na confecção de peças (engrenagens, eixos, parafusos, porcas, rolamentos, etc.), ferramentas (pás, martelos, serras, matrizes, punções, etc.) ou estruturas (pontes, edifícios, tanques). O principal motivo do ferro ser o elemento mais consumido mundialmente é por ser utilizado na fabricação de aços (e também dos ferros fundidos). A grande gama de aplicações dos aços se deve ao baixo custo de obtenção, associado a grande versatilidade de propriedades que se pode obter a partir de pequenas mudanças na composição química, tratamentos térmicos e/ou no processamento e, principalmente da elevada ductilidade aliada a grande tenacidade e elevada dureza.
A classificação dos aços não obedece a um único critério, existindo classificações quanto a composição química, processamento, microestrutura, propriedades ou mesmo aplicações a que se destinam. Basta uma rápida verificação dos índices de diversas publicações dedicadas ao assunto e logo se constatará que os aços estão classificados sob vários critérios quando o desejável seria que se utilizasse de um único parâmetro de classificação. Assim, como exemplos de diferentes tipos de aços frequentemente encontrados na literatura temos: aços ao carbono, aços para ferramentas, aços fundidos, aços inoxidáveis, etc.. note-se que os critérios de classificação utilizados foram, respectivamente, a composição (ao carbono), a aplicação (para ferramentas), o processamento (fundidos) ou a propriedade (inoxidável). Existe uma relação entre tais critérios já que o processamento e a composição determinam a microestrutura do material obtido. Por sua vez, a microestrutura (junto com a geometria e algumas variáveis do ambiente) determinam as propriedades que por sua vez determinam o campo de aplicação do material. A figura 7.22 ilustra a interação destes critérios e o texto a seguir discute os tipos de aços existentes em cada critério mencionado.
Classificação genérica: nessa classificação, os aços são ordenados de acordo com o teor de carbono, conforme segue:- Aço extra-doce: < 0,15%C;- Aço meio-doce: 0,15%C até 0,30%C;- Aço meio-duro: 0,30%C até 0,60%C;- Aço duro: 0,60%C até 0,70%C;- Aço extra-duro: 0,70%C até 2,00%C.
É interessante salientar que as diversas instituições normativas, tanto nacionais quanto internacionais, estabeleceram critérios de designação para os diversos tipos de aços utilizados na indústria. Dentre as mais importantes, encontram-se as designações ABNT (Associação Brasileira de Normas Técnicas) NBR6006, que, por sua vez, é uma reunião das normas estabelecidas pela AISI (American Iron and Steel Institute, que quer dizer, Instituto Americano do Ferro e do Aço) e pela SAE (Society of Automotive Industry, ou seja, Sociedade da Indústria Automotiva).
79
Figura 7.21: Aplicação do aço na indústria automobilística.
Composição QuímicaProcessamento
Microestrutura Propriedades AplicaçãoFigura 7.22: Interação entre os critérios de classificação do aço.

TECNOLOGIA DOS MATERIAIS
7.2.4.1 CLASSIFICAÇÃO NORMATIVA SAE/AISIAs normas técnica foram criadas para facilitar a vida dos consumidores e dos fabricantes. Elas são as
responsáveis por uma coisa muito importante chamada normalização. A normalização permite que uma empresa montadora de veículos, por exemplo, produza automóveis com peças fabricadas pelos mais diferentes fabricantes, até de outros países. Permite, também, que você possa, com facilidade, repor qualquer peça de qualquer produto que você compre. Isso é importante, quando se está projetando um novo produto: as normas vão dizer, para o grupo envolvido nesse trabalho, se as matérias-primas com as características e as propriedades que eles necessitam já são fabricadas. E eles vão descobrir isso consultando catálogos. Os catálogos de fabricantes descrevem sempre seus produtos em termos de conformidade com as normas técnicas, em vigor em nosso país.
Em função da composição química, os aços são classificados por meio de um número, de quatro ou cinco dígitos, no qual cada dígito tem a função de indicar uma coisa. A norma baseada pela ABNT (NBR 6006), estabelece que:
- Os dois primeiros dígitos indicam o grupo ao qual o aço pertence. Isso está relacionado com a presença de elementos de liga como o manganês, o fósforo, o enxofre, entre outros. Isso que dizer que, por exemplo: ► aços 10XX contém até 1,00% de manganês;
► aços 11XX contém enxofre (aços de fácil usinagem); ► aços 12XX contém enxofre e fósforo (aços de fácil usinagem); ► aços 13XX contém 1,75% de manganês; ► aços 14XX contém nióbio; ► aços 15XX contém entre 1,00 e 1,65% de manganês.- Os dois últimos dígitos indicam a percentagem de carbono presente no aço. Isso quer dizer que o número
1020 (aço 1020), é um aço-carbono, com até 1% de manganês e 0,20% de carbono. Um número 1410 indica, então, que se trata de um aço-carbono, com adição de nióbio e de 0,10% de carbono.
Os aços liga também são identificados por um número de quatro dígitos: os dois primeiros indicam os elementos de liga predominantes nos aços. Por exemplo 23: indica ligas com níquel, 31 indica ligas com níquel e cromo, e assim por diante. Os dois últimos dígitos indicam a percentagem do teor de carbono.
A tabela 7 apresenta as padronizações indicadas pela ABNT.
Tipo de Aço Classe Designação Composição
AÇOS - CARBONO
10XX Aços carbono comuns. Mn - máximo 1,00%
11XX Aço ressulfurado. Também conhecidos como aços de usinagem e corte. --
12XX Aço ressulfurado e refosforizado. --
14XX Aços com adição de nióbio. Nb 0,10%
15XX Aço carbono. Mn entre1,00 e 1,65%
AÇOS - LIGA
13XX Aço manganês. Mn 1,75%
23XX Aço níquel. Ni 3,50%
25XX Aço níquel. Ni 5,00%
31XX Aço níquel cromo. Ni 1,25%; Cr 0,65% e 0,80%
33XX Aço níquel cromo. Ni 3,50%; Cr 1,50 e 1,57%
34XX Aço níquel cromo. Ni 3,00%; Cr 0,77%
40XX Aço molibdênio. Mo 0,20 e 0,25%
44XX Aço molibdênio. Mo 0,40 e 0,52%
41XX Aço cromo molibdênio. Cr 0,50, 0,80 e 0,95%; Mo 0,12, 0,20, 0,25 e 0,30%
43XX Aço níquel cromo molibdênio. Ni 1,82%; Cr 0,50 e 0,80%; Mo 0,25%
46XX Aço níquel molibdênio. Ni 0,85 e 1,82%; Mo 0,20 e 0,25%
47XX Aço níquel cromo molibdênio. Ni 1,05%; Cr 0,45%; Mo 0,20 e 0,35%
48XX Aço níquel molibdênio. Ni 3,50%; Mo 0,25%
Tabela 7: Especificação de aços a ABNT (SAE).
80

TECNOLOGIA DOS MATERIAIS
Tipo de Aço Classe Designação Composição
AÇOS - LIGA
50XX Aços cromo. Cr 0,27, 0,40, 0,50 e 0,65%
51XX Aços cromo. Cr 0,80, 0,87, 0,92, 0,95, 1,00 e 1,05%
52XX Aços cromo. Cr 1,45%; C 1,00% min.
61XX Aço cromo vanádio. Cr 0,60, 0,80 e 0,95%; V 0,10 e 0,15%
72XX Aço cromo tungstênio. W 1,75%, Cr 0,75%
81XX Aço níquel cromo molibdênio. Ni 0,30%; Cr 0,40%; Mo 0,12%
86XX Aço níquel cromo molibdênio. Ni 0,55%; Cr 0,50%; Mo 0,20%
87XX Aço níquel cromo molibdênio. Ni 0,55%; Cr 0,50%; Mo 0,25%
88XX Aço níquel cromo molibdênio. Ni 0,55%; Cr 0,50%; Mo 0,35%
92XX Aço silício manganês. Mn 0,65, 0,82 e 0,85%; Si 1,40 e 2,00%; Cr 0 e 0,65%
93XX Aço níquel cromo molibdênio. Ni 3,25%; Cr 1,20%; Mo 0,12%
94XX Aço níquel cromo molibdênio. Ni 0,45; Cr 0,40%; Mo 0,12%
97XX Aço níquel cromo molibdênio. Ni 0,55%; Cr 0,20%; Mo 0,20%
98XX Aço níquel cromo molibdênio. Ni 1,00%; Cr 0,80%; Mo 0,25%
Aços com adições especiais
XXLXX Aço chumbo. Pb - 0,15 a 0,35%
XXBXX Aço boro. B - 0,0005% mínimo
Continuação Tabela 7: Especificação de aços a ABNT (SAE).
A classificação baseada pela SAE/AISI, estabelece como designação normativa uma chave alfanumérica para a identificação dos aços, que segue o seguinte critério: yyAxxB.- yy: tipo de aço (ao carbono, ao manganês, ao cromo);- A: acréscimo de elementos (acrescentar quando aplicável)
Aços ao boro – xyBxx: B denota aço ao Boro;Aços ao chumbo – xxLxx: L denota aço ao Chumbo;Aços ao vanádio – xxVxx: V denota aço ao Vanádio.
- xx: percentual de carbono contido no aço x 100;- B: requisitos adicionais de qualidade (temperabilidade) (acrescentar quando aplicável).
De um modo geral, aços com baixo teor de carbono (até 0,25%) constituem cerca de 90% da produção total de aço. A tabela 7.1 apresenta algumas indicações de utilização encontradas comumente na prática.
Carbono (%) Emprego
0,05 a 0,10 Estampas, chapas, rebites, arames, peças trefiladas.
0,10 a 0,20 Peças estruturais, de máquinas e cementadas, parafusos.
0,20 a 0,30 Engrenagens, árvores e eixos, alavancas, tubos soldados.
0,30 a 0,40 Peças a serem tratadas termicamente, tubos sem costura, eixos, bielas, ganchos, parafusos.
0,40 a 0,50 Forjamento, árvores, engrenagens e pinos.
0,50 a 0,70 Matrizes de marteletes, parafusos de fixação, aros de rodas, arruelas de fixação, arames para molas.
0,70 a 0,80 Vigas e discos de arado, bigornas, serra de fita, martelos, chaves, molas, partes de máquinas pesadas.
0,80 a 0,90 Implementos agrícolas, punções, brocas para pedra, talhadeiras, ferramentas manuais, molas de lâminas.
0,90 a 1,00 Molas, facas, eixos, matrizes.
1,00 a 1,10 Brocas, alargadores, fresas, facas.
1,10 a 1,20 Brocas, bedames.
1,20 a 1,30 Limas, alargadores, ferramentas de corte.
1,25 a 1,40 Raspadores, serras.
Tabela 7.1: Aplicações típicas dos aços carbono comum.
81
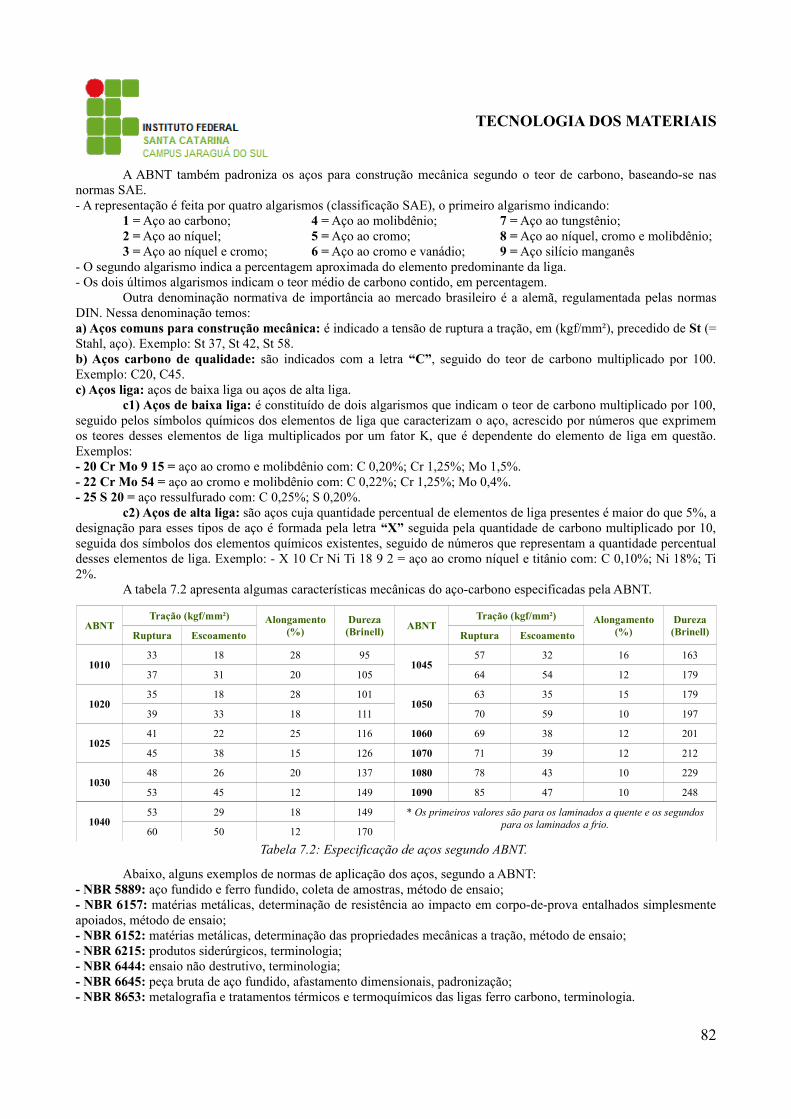
TECNOLOGIA DOS MATERIAIS
A ABNT também padroniza os aços para construção mecânica segundo o teor de carbono, baseando-se nas normas SAE.- A representação é feita por quatro algarismos (classificação SAE), o primeiro algarismo indicando:
1 = Aço ao carbono; 4 = Aço ao molibdênio; 7 = Aço ao tungstênio;2 = Aço ao níquel; 5 = Aço ao cromo; 8 = Aço ao níquel, cromo e molibdênio;3 = Aço ao níquel e cromo; 6 = Aço ao cromo e vanádio; 9 = Aço silício manganês
- O segundo algarismo indica a percentagem aproximada do elemento predominante da liga. - Os dois últimos algarismos indicam o teor médio de carbono contido, em percentagem.
Outra denominação normativa de importância ao mercado brasileiro é a alemã, regulamentada pelas normas DIN. Nessa denominação temos:a) Aços comuns para construção mecânica: é indicado a tensão de ruptura a tração, em (kgf/mm²), precedido de St (= Stahl, aço). Exemplo: St 37, St 42, St 58.b) Aços carbono de qualidade: são indicados com a letra “C”, seguido do teor de carbono multiplicado por 100. Exemplo: C20, C45.c) Aços liga: aços de baixa liga ou aços de alta liga.
c1) Aços de baixa liga: é constituído de dois algarismos que indicam o teor de carbono multiplicado por 100, seguido pelos símbolos químicos dos elementos de liga que caracterizam o aço, acrescido por números que exprimem os teores desses elementos de liga multiplicados por um fator K, que é dependente do elemento de liga em questão. Exemplos:- 20 Cr Mo 9 15 = aço ao cromo e molibdênio com: C 0,20%; Cr 1,25%; Mo 1,5%.- 22 Cr Mo 54 = aço ao cromo e molibdênio com: C 0,22%; Cr 1,25%; Mo 0,4%.- 25 S 20 = aço ressulfurado com: C 0,25%; S 0,20%.
c2) Aços de alta liga: são aços cuja quantidade percentual de elementos de liga presentes é maior do que 5%, a designação para esses tipos de aço é formada pela letra “X” seguida pela quantidade de carbono multiplicado por 10, seguida dos símbolos dos elementos químicos existentes, seguido de números que representam a quantidade percentual desses elementos de liga. Exemplo: - X 10 Cr Ni Ti 18 9 2 = aço ao cromo níquel e titânio com: C 0,10%; Ni 18%; Ti 2%.
A tabela 7.2 apresenta algumas características mecânicas do aço-carbono especificadas pela ABNT.
ABNTTração (kgf/mm²) Alongamento
(%)Dureza
(Brinell) ABNTTração (kgf/mm²) Alongamento
(%)Dureza (Brinell)Ruptura Escoamento Ruptura Escoamento
101033 18 28 95
104557 32 16 163
37 31 20 105 64 54 12 179
102035 18 28 101
105063 35 15 179
39 33 18 111 70 59 10 197
102541 22 25 116 1060 69 38 12 201
45 38 15 126 1070 71 39 12 212
103048 26 20 137 1080 78 43 10 229
53 45 12 149 1090 85 47 10 248
104053 29 18 149 * Os primeiros valores são para os laminados a quente e os segundos
para os laminados a frio.60 50 12 170
Tabela 7.2: Especificação de aços segundo ABNT.
Abaixo, alguns exemplos de normas de aplicação dos aços, segundo a ABNT:- NBR 5889: aço fundido e ferro fundido, coleta de amostras, método de ensaio;- NBR 6157: matérias metálicas, determinação de resistência ao impacto em corpo-de-prova entalhados simplesmente apoiados, método de ensaio;- NBR 6152: matérias metálicas, determinação das propriedades mecânicas a tração, método de ensaio;- NBR 6215: produtos siderúrgicos, terminologia;- NBR 6444: ensaio não destrutivo, terminologia;- NBR 6645: peça bruta de aço fundido, afastamento dimensionais, padronização;- NBR 8653: metalografia e tratamentos térmicos e termoquímicos das ligas ferro carbono, terminologia.
82
TECNOLOGIA DOS MATERIAIS
7.2.4.2 CLASSIFICAÇÃO DOS AÇOS QUANTO A COMPOSIÇÃO QUÍMICAOs aços classificados quanto a composição química se dividem em duas categorias:- Aços-carbono ou comuns;- Aços ligados;O último contêm elementos anexados propositalmente com a finalidade de fornecer ou melhorar as
características dos aços: resistência mecânica, resistência a corrosão ou ao calor, qualidades magnéticas, entre outras finalidades como veremos adiante.
O aço é, talvez, o material mais empregado na maioria das construções mecânicas, pelas suas ótimas características mecânicas e sua adaptabilidade. Comercialmente são encontrados sob a forma de aços fundidos, laminados e trefilados.
- Aço-carbono (ou comum): quando o único elemento de liga é o carbono, o material é designado aço-carbono ou aço comum. Grandes variações de resistência e de dureza são obtidas pela modificação das percentagens de carbono ou por tratamentos térmicos. A maior quantidade de aço consumida pertence a categoria dos aços carbono. Isto se deve ao baixo custo, em relação aos aços ligados e a ampla gama de propriedades que pode ser obtida mediante variação do teor de carbono e do estado de fornecimento (encruado, temperado, etc.). Pode-se estabelecer a seguinte subdivisão dos aços carbono para fins de aplicação:a) Aços com baixo teor de carbono (abaixo de 0,3%C): são aplicados em situações que exigem ductilidade elevada, por exemplo, chapas para estampagem, tubos, fios para arames finos e farpados, ou telas. Neste caso o estado de fornecimento pode ser laminado a quente, recozido ou normalizado. Podem ser aplicados em situações que envolvem exigências quanto a soldabilidade, pois o baixo carbono é necessário para evitar formação de martensita que ocorre no resfriamento subsequente a soldagem. Os aços de baixo carbono, quando combinados com elementos de liga e cementados, são aplicados quando se necessita combinar resistência ao desgaste (dureza superficial) com tenacidade (no núcleo), tais como eixos, engrenagens, pinos, ferramentas de impacto. Exemplo aço: 8620, 4320.b) Aços com médio teor de carbono (entre 0,3 e 0,5%C): aços com médio teor de carbono são aplicados em produtos forjados pois possuem ductilidade a quente (para forjamento) associado a média resistência a frio no estado forjado (ferrítico-perlítico). Quando combinados com elementos de liga, são utilizados em situações que exijam alta resistência (obtida mediante a têmpera e revenido) mantendo ainda alguma ductilidade. A temperabilidade é obtida mediante emprego de elementos de liga. Exemplo: eixos de engrenagens de caminhão. Aço 4340, 8640.c) Aços com alto teor de carbono (acima de 0,5%C): são utilizados em casos que se exige elevados limites de escoamento, tais como molas e vergalhões de concreto. O alto limite de escoamento é obtido mediante encruamento ou, se na presença de elementos de liga, mediante têmpera e revenido. Quando combinados com elementos de liga, também são utilizados para fins de obtenção de dureza elevada, através de carbonetos primários (VC, Mo2C, WC) como no caso de aços ferramentas.
Os requisitos fundamentais que os aços carbono devem obedecer são os seguintes:- Ductilidade e homogeneidade;- Valor elevado da relação entre limite de resistência e limite de escoamento;- Soldabilidade;- Suscetibilidade de corte por chama, sem endurecimento;- Resistência razoável a corrosão.
Com exceção da resistência a corrosão, todos os outros requisitos são satisfeitos em maior ou menor grau pelos aços-carbono, de baixo a médio carbono, obtidos por laminação, cujos limites de resistência a tração variam de 40 a 50kgf/mm² (390 a 490MPa) e cujo alongamento gira em torno de 20%. De fato, o teor de carbono relativamente baixo e o trabalho a quente proporcionado pela laminação dos perfis estruturais garantem a ductilidade necessária, além de produzir uma homogeneidade muito boa em toda a extensão das peças, com pequenas variações de resistência a tração e a compressão, variações essas que, entretanto, não chegam a prejudicar. A ductilidade que esses aços apresentam, por outro lado, garante excelente trabalhabilidade em operações tais como corte, furação, dobramento, etc., sem que se originem fissuras ou outros defeitos. O limite de escoamento, assim como o módulo de elasticidade, característicos de grande importância no projeto e cálculo das estruturas, são nos aços referidos perfeitamente satisfatórios, sobretudo considerando-se que sua resistência não deve ser necessariamente muito elevada. A soldabilidade é uma característica muito importante para esse tipo de material de construção, visto que a soldagem de peças estruturais é comum. Os aços-carbono comuns também satisfazem plenamente esse requisito, pois podem ser soldados sem alteração da estrutura. Da mesma maneira, o corte por chama, muito empregado em peças estruturais, pouco afeta os aços em estudo, sob o ponto de vista de alterações estruturais, nas vizinhanças da zona de corte. Finalmente, a resistência a corrosão só é alcançada com adição de pequenos teores de cobre, elemento que, adicionado em teores muito baixos, da ordem de 0,25%,
83

TECNOLOGIA DOS MATERIAIS
melhora aquela propriedade de mais ou menos duas vezes em relação ao mesmo aço sem cobre. Para a maioria das aplicações estruturais, o teor de carbono desses aços varia de 0,15% a 0,40%, com os outros elementos (Mn, Si e S) nos teores considerados normais. O aço com carbono e manganês em torno de 0,20% e 0,50% respectivamente, apresenta limite de escoamento de cerca de 24,5kgf/mm² (245MPa) e limite de resistência de 42,0kgf/mm² (420Mpa). A elevação do teor de carbono aumenta esses limites, atuando no mesmo sentido, como se sabe, embora em menor grau, a elevação do teor de manganês. A melhora dessas características é feita, contudo, a custa da trabalhabilidade ou deformabilidade do aço que decrescem, de modo que é necessário levar em conta esses fatores quando se projeta a utilização de um aço de maior resistência mecânica. Nas estruturas, os perfis de aço-carbono utilizados são os mais diversos, sobressaindo-se os seguintes: barras redondas (inclusive as empregadas em concreto armado), quadradas, hexagonais, ovais, barras chatas, cantoneiras, T, duplos T, L, etc. Todos esses perfis são produzidos por laminação e empregados nesse estado, geralmente sem qualquer tratamento mecânico posterior. Os aços de alto-carbono (em torno do eutóide ou mesmo acima) já são considerados materiais de natureza e aplicações especiais, visto que são utilizados na forma de fios ou barras, geralmente com tratamento térmico particular ou no estado encruado, em estruturas do tipo de pontes pênseis, concreto protendido, cabos, etc. Uma das aplicações importantes dos aços-carbono estruturais é em concreto armado. Para esse emprego, os aços-carbono podem ser classificados da seguinte maneira - Aços de dureza natural, laminados a quente;- Aços encruados a frio;- Aços “patenting” (ou patenteados).
Ao primeiro grupo (aços de dureza natural) pertencem os aços utilizados pela indústria de construção civil, classificados pela ABNT (Especificação NBR-7480) nas categorias CA-25, CA-40, CA-50 e CA-60, com limites mínimos de escoamento de 250MPa, 400MPa, 500MPa e 600MPa respectivamente. A categoria CA-60 aplica-se somente para fios.
Os aços pertencentes ao segundo grupo (encruados a frio) caracterizam-se por apresentarem superior resistência, devida justamente ao encruamento que sofrem durante a sua fabricação. Podem ser esses aços subdivididos nos seguintes grupos:- Aços encruados por tração: estes são aços trefilados, isto é, após a laminação a quente, são submetidos a uma trefilação a frio, verificando-se uma compressão radial do material e uma tração apreciável, ambos os fenômenos sendo responsáveis pela modificação estrutural do aço e pelo consequente aumento da resistência. Consegue-se assim um limite convencional “n” da ordem de 590MPa, embora com diminuição do alongamento que cai para 6 a 8%. O limite de resistência a tração pode atingir valores entre 640 e 740MPa.- Aços encruados por torção: os aços encruados por torção, já sujeitos a especificações brasileiras (normas ABNT EB-130 e P-EP 130 A) são obtidos mediante torções e estiramentos simultâneos, conseguindo-se dessa maneira limites convencionais “n” da ordem de 390, 490, 590MPa, conforme a categoria do aço. O limite de resistência, conforme estabelecido nas especificações, deve ser pelo menos 10% acima do limite convencional “n”, com o objetivo de evitar uma aproximação muito grande e perigosa entre escoamento e ruptura. Ainda de acordo com as especificações, os alongamentos variam de 8% min. a 10% min. - Aços encruados por compressão: finalmente, os aços encruados por compressão, também chamados de aços “mordidos”, são obtidos mediante a aplicação de um sistema de compressão ou “mordida”, em duas direções perpendiculares, produzindo-se um achatamento dos grãos e seu consequente alongamento na direção do eixo da barra. As características mínimas exigidas para esses tipos de aço são: limite convencional “n” de 490MPa, limite de resistência a tração de 540 a 650MPa e alongamento de 4 a 6%. Como se vê, esses aços são menos dúcteis que os torcidos.
Quanto aos aços utilizados em concreto protendido, convém inicialmente mencionar que as seções das barras de aço para esse tipo de aplicação são geralmente menores que as usuais para concreto armado: até 8mm de diâmetro, com o que se consegue resistências mecânicas mais elevadas. Sua composição química está dentro da seguinte faixa: Carbono: 0,60 a 0,90%, Manganês: 0,50 a 0,90%, Silício: 0,10 a 0,35%, Enxofre: máximo de 0,04%, Fósforo: máximo de 0,04%. São todos eles fabricados do chamado “fio-máquina”, submetido antes da trefilação ao tratamento de “patenteamento”.
Há três tipos, diferenciados pelo tratamento térmico final. Os aços do primeiro tipo são inicialmente patenteados e, em seguida, trefilados. Não têm nenhum outro tratamento. Os do segundo tipo originam-se dos primeiros, os quais são submetidos a um tratamento de alívio de tensões, após a trefilação, mediante um reaquecimento entre 250 e 500°C, em banho de chumbo derretido. Além do alívio de tensões, o limite de proporcionalidade é sensivelmente melhorado. Finalmente, os do terceiro tipo são “estabilizados”, ou adquirem a propriedade de “relaxação”, definida como a característica pelo qual o fio estirado é mantido sob comprimento constante, cede com o
84

TECNOLOGIA DOS MATERIAIS
tempo e perde tensão. Os aços para concreto protendido são designados com as letras CP, as quais se seguem algarismos que indicam aproximadamente a tensão de ruptura, em kgf/mm². A ABNT (de acordo com a especificação EB-780) especifica os seguintes tipos (com relaxação normal e relaxação baixa): CP-150, CP-160 e CP-170. As tensões de escoamento ou limite proporcional “n” devem localizar-se pelo menos 10% abaixo das de ruptura.
Com base no diagrama de equilíbrio Fe-C, pode-se interpretar as reações que ocorrem na faixa de composições correspondentes aos aços, que são responsáveis por tais variações. Na zona austenítica, após a solidificação das ligas, só ocorre austenita. No caso de um aço hipoeutetóide - entre 0,008% e 0,77% de carbono, o ferro gama da austenita começa a transformar-se em ferro alfa que se separa, visto que ele não pode manter em solução sólida senão quantidades irrisórias de carbono, assim a composição estrutural da liga vai se modificando a medida que cai a temperatura: de um lado, tem-se ferro puro alfa separando-se continuamente e do outro lado a austenita, cujo teor de carbono vai aumentando, em direção ao ponto S. No instante que a liga atinge a temperatura correspondente a 727°C, têm-se, portanto, em equilíbrio, dois constituintes estruturais: ferro puro na forma alotrópica alfa e uma solução sólida de 0,77% de carbono no ferro gama (ou seja, austenita com 0,77% de C). Nesse momento, todo o ferro gama remanescente transforma-se abruptamente em ferro alfa. A transformação é, contudo, tão repentina que não há tempo suficiente para que ocorra uma separação nítida entre o carbono (na forma de Fe3C ou cementita) e o ferro, na forma alotrópica alfa. Resulta um constituinte de forma lamelar, formado por lâminas muito delgadas e muito próximas umas das outras, de ferro alfa e Fe3C, dispostas alternadamente. Com aumentos microscópicos relativamente pequenos, não dá para perceber tais lâminas. Com maiores aumentos, acima de 1000 vezes, por exemplo, elas são visíveis. Esquematicamente o aspecto dessa estrutura está representada na figura 7.23 (aço eutetóide). Devido a nuance de madrepérola que esse constituinte adquire, quando examinado ao microscópio, é chamado “perlita”. Suas propriedades são intermediárias entre as do ferro puro (pouco resistente, mole e muito dúctil) e a cementita (muito resistente, muito dura e muito frágil). O ferro puro, na forma alotrópica alfa, corresponde a uma estrutura chamada “ferrita” (do latim “ferrum”). A ferrita, como já se mencionou, pode manter em solução sólida até 0,008% de carbono. Os aços hipoeutetóides, com teor de carbono entre 0,008% e 0,77%, apresentam, pois, a temperatura ambiente, uma estrutura composta de ferrita e perlita, como a figura 7.23b mostra esquematicamente. A quantidade de perlita aumenta e a de ferrita diminui, a medida que a composição do aço cresce em direção ao ponto eutetóide. Ao resfriar-se lentamente um aço com a composição exatamente eutetóide (0,77%C), a única transformação que ocorre é no ponto S, quando a austenita passa bruscamente a perlita, cuja estrutura está representada esquematicamente na figura 7.23c. Para os aços hipereutetóides, entre 0,77 e 2,11% de carbono as reações que ocorrem podem ser assim explicadas: a austenita, ao atravessar a linha SE ou Acm, de máxima solubilidade do carbono no ferro gama, começa a expulsar o excesso de carbono que não pode ser mantido em solução. Em conseqüência, numa temperatura intermediária entre Acm e A1, haverá em equilíbrio duas fases: uma, representada pela austenita que vai se empobrecendo em carbono e outra, pelo carbono paulatinamente expulso, na forma de Fe3C ou cementita. A temperatura de 727°C (linha A1), as fases que estão em equilíbrio serão, portanto: de um lado o Fe3C e do outro a austenita com 0,77% de carbono, a qual se transforma imediatamente em perlita ao atingir e ultrapassar a linha A1. A estrutura correspondente, que permanece até a temperatura ambiente, como nos casos anteriores, é perlita mais cementita, esta última vai localizar-se nos contornos dos grãos, como a figura 7.23d esquematicamente indica.
85
Ferrita
Ferrita
Perl ita
Perl ita
Perl ita
Cementita
Fe Puro (A) Aço Hipoeute tóide (B)
Aço Eute tóide (C) Aço Hipereute tóide (D)
Figura 7.23: Representação esquemática das estruturas
das ligas Fe-C, na faixa correspondente aos aços,
resfriados lentamente, conforme o diagrama de
equilíbrio Fe-C.

TECNOLOGIA DOS MATERIAIS
Assim, em resumo, para os aços, têm-se as seguintes estruturas, a temperatura ambiente (ou abaixo da linha A1):- Ferro comercialmente puro: “ferrita”, mole, dúctil, e pouco resistente;- Aços hipoeutetóides: “ferrita mais perlita”, cuja resistência e dureza vão aumentando e cuja ductilidade vai diminuindo, a medida que se caminha em direção ao teor 0,77% de carbono;- Aços hipereutetóides: “perlita mais cementita”, a quantidade desta, disposta nos contornos dos grãos, aumenta a medida que se caminha para teores mais elevados de carbono, essa estrutura é dura, resistente e pouco dúctil, características que se acentuam a medida que aumenta o teor de carbono.
Em função dessas propriedades das estruturas, os aços têm suas propriedades modificadas, a medida que o teor de carbono aumenta, conforme mostra o gráfico da figura 7.24. O aço-carbono é o mais barato dos aços, razão pela qual ele é preferível aos demais, exceto quando condições severas de serviço exigem características especiais, ou quando há necessidade de pequenas dimensões. Os aços-carbonos, de um modo geral, cobrem todas as faixas das necessidades da prática. Com teor de 0,3% ou mais, pode ser tratado termicamente, melhorando suas propriedades de resistência e dureza. Mas surgem dificuldades em peças de grandes seções devido ao resfriamento lento do núcleo, o que impede as mudanças metalúrgicas requeridas para endurecimento e resistência. O principal inconveniente do aço comum é a sua pequena penetração de endurecimento, estendido apenas a uma fina camada. O resfriamento deve ser muito rápido, resultando tensões residuais internas, distorções, perda de ductilidade e, eventualmente, trincas. Os aços comuns podem ser classificados, quanto a composição ou teor de carbono.
- Aços ligados: existem três possibilidades para melhorar a resistência mecânica de qualquer metal: aplicar processos de fabricação por conformação mecânica, como prensagem e laminação, tratar o metal termicamente, ou seja, submetê-lo a aquecimento e resfriamento sob condições controladas, ou acrescentar elementos de liga. A caracterização de um aço como aço-liga se dá quando a quantidade dos elementos adicionados for muito maior do que as encontradas nos aços-carbono comuns, sendo esta adição responsável por significativa modificação e melhoria em suas propriedades mecânicas. O uso de elementos de liga geralmente é feito com as seguintes finalidades:- Aumentar a profundidade de têmpera (temperabilidade);- Aumentar a resistência ao revenido (isto é, evitar o amolecimento entre 300 e 550°C);- Introduzir propriedades especiais tais como:
▪ resistência a corrosão em aços inoxidáveis;▪ resistência ao desgaste em aços Hadfield;▪ resistência a quente em aços ferramenta (rápidos).
Pode-se dividir em três categorias:a) Aços de baixa liga: são aços cuja quantidade dos elementos de liga é inferior a 5% e têm a finalidade de
aumentar a temperabilidade e a resistência ao revenido. Os elementos típicos são: cromo, molibdênio, níquel, manganês e silício. São aplicados para os seguintes fins:- Aumentar muito a temperabilidade, aplicado em peças grandes que devem ter alta resistência no núcleo;- Facilitar a transição (atenuar a queda de dureza) entre o núcleo e a superfície do aço cementados, visando evitar destacamento;- Elevar a dureza de camada nitretadas pela formação de nitretos de alumínio ou cromo.
86
120
110
100
90
80
70
60
50
40
30
20
10
0 0,2 0,4 0,6 0,8 1,0 1,2
50
40
30
20
10
60
240
220
200
180
160
140
120
100
80
60
40
20
Lim
ite d
e re
sist
ênci
a à
traç
ão k
gf/m
m²
Dur
eza
Bri
nell
Alo
ngam
ento
, %
Teor de C arbono, %
Dureza Brinell
Resistência à tração
Limite de Alongamento
Figura 7.24: Propriedades mecânicas dos aços em função do
teor de carbono.

TECNOLOGIA DOS MATERIAIS
Os aços de baixa liga são os mais consumidos dentre os aços ligados.b) Aços de média liga (Σ E.L. entre 5 e 10%): os aços de média liga são os que têm a somatória dos
elementos de liga entre 5% e 10%. São aplicados em situações que envolvem elevada resistência mecânica em temperaturas elevadas (500°C) tais como aços para trabalho a quente (matrizes). Exemplo: aços tipo H (C 0,3%; Cr 5%; Mo 1,5%; Si 1%). Há ainda casos onde se exigem resistência ao impacto associado com elevada dureza, tais como aços ferramentas para trabalho a frio temperáveis ao ar. Tais aços possuem elevada temperabilidade sendo aplicáveis as matrizes de recorte, estampagem e lâminas de tesouras. Os mesmos apresentam baixas distorções após a têmpera (devido ao resfriamento ao ar) sendo recomendados para manutenção de precisão dimensional. Exemplo: aço ferramenta A2 (C 1%; Mn 0,6%; Si 0,25%; Cr 5%; V 0,25% e Mo 1%).
c) Aços de alta liga (Σ E.L. > 10%): a quantidade dos elementos de liga nesses aços é maior do que 10%. São aços que podem ser aplicados em diversas finalidades, tais como:- Elevada resistência mecânica e ao desgaste (aços D6: C 2%; Mn 0,3%; Si 0,85%; Cr 12%; W 0,75%) sendo aplicáveis em matrizes para forjamento e estampagem;- Elevada resistência a oxidação (aços inoxidáveis, % Cr > 12%);- Capacidade de corte, como nos aços rápidos, utilizados como ferramentas de corte por manterem dureza a quente (aços M1: C 0,85%; Mn 0,3%; Si 0,32%; Cr 4%; W 1,5%; V 1%; Mo 8,5%);- Capacidade de endurecer sob impacto (aços Hadfield: C 1%; Mn 12,7%; Si 0,5%) utilizados para moinhos e martelos para britagem de rochas. Estes aços são austeníticos e se transformam em martensíticos sob impacto com a rochas durante o serviço.
Os aços ligados possuem também em sua classificação, um determinado tipo de aço que em sua relação temos resistência/peso satisfatório, com baixo teor em liga, conhecidos como Aços de Alta Resistência e Baixa Liga (ARBL), bastante usado em aços estruturais, são aços cujas normas AISI/SAE não classifica como aços ligados (tais como 4340, 8620, 4320), apesar de conterem elementos de liga adicionados para fins de obtenção de resistência mecânica e a corrosão atmosférica superiores aos aços de baixo carbono. Os aços ARBL apresentam resistência entre 300 e 700Mpa, tendo sido desenvolvido para elevar a relação entre resistência e peso, visando aplicação em estruturas móveis. A soma de elementos de liga geralmente não ultrapassa a 2%, e o teor de carbono situa-se abaixo de 0,3%. A tendência moderna no sentido de utilizar estruturas cada vez maiores, tem levado os engenheiros, projetistas e construtores a considerar o emprego de aços cada vez mais resistentes, para evitar o uso de estruturas cada vez mais pesadas. Tais considerações não se aplicam somente ao caso de estruturas fixas, como de edifícios ou pontes, mas igualmente e principalmente em estruturas móveis, no setor de transportes, onde o maior interesse se concentra na redução do peso-morto da estrutura. Em resumo, tais aços são de grande utilidade toda vez que se deseja:a) Aumentar a resistência mecânica, permitindo um acréscimo da carga unitária de estrutura ou tornando possível uma diminuição proporcional da seção, ou seja, o emprego de seções mais leves;b) Melhorar a resistência a corrosão atmosférica. Esse é um fator importante a considerar, porque a utilização de seções mais finas pode significar vida mais curta da estrutura, a não ser que a redução da seção seja acompanhada por um aumento correspondente da resistência a corrosão do material;c) Melhorar a resistência ao choque e o limite de fadiga;d) Elevar a relação do limite de escoamento para o limite de resistência a tração, sem perda apreciável da ductilidade.
É preciso insistir no fato de que os efeitos acima devem ser conseguidos sem afetar muito a trabalhabilidade e a soldabilidade do aço. Realmente, as aplicações desses materiais em estruturas fixas de edifícios, pontes, reservatórios ou empregos semelhantes e em estruturas móveis, no campo do transporte (indústria automobilística, ferroviária, aeronáutica etc.) exigem:a) Que os aços possam ser fabricados facilmente e economicamente por deformação mecânica a frio ou a quente, além de poderem sofrer rapidamente deformações e operações tais como dobramento, corte, furação, rebitagem e qualquer tipo de usinagem;b) Que possam ser facilmente soldados pelos processos normais de soldagem, devendo ainda a solda resultante apresentar suficiente resistência e ductilidade, correspondentes pelo menos a do aço comum.
Os aços estruturais de alta resistência podem ser divididos em quatro grupos:- Aços laminados carbono-manganês;- Aços laminados de alta resistência e baixo teor em liga (aços microligados);- Aços-carbono tratados termicamente (normalizados ou temperados e revenidos);- Aços de baixo teor em liga tratados termicamente.
87

TECNOLOGIA DOS MATERIAIS
A tabela 7.3 mostra que esses quatro tipos de aços apresentam um limite de escoamento maior que o dos aços doces (carbono máximo de 0,29%). Através da tabela, podemos observar que, basta apenas aumentar o teor de manganês, para que o aço-carbono se torne um aço de alta resistência que possa ser empregado em aplicações estruturais. Do mesmo modo, através de tratamento térmico adequado, eles podem adquirir maiores valores de resistência mecânica. Contudo, os aços temperados e revenidos não podem ser utilizados em peças estruturais, como vigas em I, em T ou duplo T e seções idênticas, devido ao empenamento das peças que ocorre durante o tratamento térmico. Pelo contrário, os aços de alta resistência e baixo teor em ligas são comumente disponíveis nas formas de chapas, tiras, barras e nas formas estruturais mais comuns. Em resumo, para fins estruturais onde se deseja uma relação resistência/peso melhor, uma maior resistência a corrosão atmosférica, maior limite de escoamentos sem prejuízo da trabalhabilidade e soldabilidade, os “aços de alta resistência e baixo teor em ligas” são os mais indicados. Além do carbono, esses aços podem apresentar os seguintes elementos de liga:
- Si até 0,90%; - Mn até 1,60%; - Cu até 1,25%;- Cr até 1,80%; - Ni até 5,25%; - Mo até 0,65%;- Zr até 0,12%; - Al até 0,20%; - S até 0,03%;- B até 0,005%; - Nb até 0,10%; - Ti até 0,05%.
Composição Química Propriedades Mecânicas
Tipo de aço C Mn Si OutrosLimite de
Escoamento MPA
Limite de Resistência à Tração MPa
Alongamento em 50 mm %
Aço baixo Carbono. 0,29 0,6/1,35 0,15/0,40 (b) 170 - 250 310 - 415 25 - 30
Aço C-Mn laminado a quente. 0,40 1,0/1,65 0,15/0,40 -- 250 - 400 415 - 690 15 - 20
Aço alta resistência (b), teor em ligas. 0,08 Máximo 1,3 0,15/0,40 0,02 Nb ou 0,05 V 275 - 450 415 - 550 18 - 24
Aço-C tratado termicamente. Normalizado. 0,36 Máximo 0,9 0,15/0,40 -- 200 415 24
Temperados e Revenidos. 0,20 Máximo 1,5 0,15/0,30 0,0005 B min. 550 - 690 660 - 760 18
Aço de baixo teor em liga tratado termicamente. 0,21 0,45/0,70 0,2/0,35 0,45/0,65 Mo
0,001 – 0,005 B 620 - 690 720 - 800 17 - 18
(a) Composições típicas, incluem máximo 0,04P e máximo 0,05S.(b) No normalizado, se o cobre for especificado, o mínimo é 0,20%.
Tabela 7.3: Comparação geral de aço de baixo carbono com vários tipos de aços de alta resistência.
Os aços de alta resistência e baixo teor em ligas podem ser agrupados nas seguintes categorias:- Aços resistentes a corrosão atmosférica: esses aços contêm pequenos teores de elementos de liga, tais como cobre e fósforo, com o objetivo de não apenas melhorar a resistência a corrosão atmosférica, como também para reforçar a solução sólida e propiciar algum refinamento de grão da microestrutura ferrítica.- Aços ferrítico-perlíticos microligados: os aços ferríticos-perlítico microligados contêm adições abaixo de 0,10% de elementos de liga formadores de carbonetos ou carbonitretos como nióbio, vanádio e/ou titânio para aumentar a resistência de aço laminado a quente, sem necessidade de aumentar os teores de carbono e manganês. Existem vários tipos desses aços microligados: com vanádio, com nióbio, com nióbio-molibdênio, com vanádio-nióbio, com vanádio-nitrogênio, com titânio, com nióbio-titânio e com vanádio-titânio. - Aços perlíticos no estado laminado: os aços perlíticos no estado laminado constituem um grupo específico de aços, em que as propriedades mecânicas são melhoradas pela adição de pequenas quantidades de elementos de liga. Alguns desses aços são do tipo carbono-manganês, com teor de manganês maior que o comum. Esses aços se caracterizam por atingir, no estado laminado, limites de escoamento entre 290 e 345MPa. - Aços de ferrita acicular, com baixo carbono (abaixo de 0,08%): os aços de ferrita acicular são caracterizados por possuírem uma microestrutura muito fina de ferrita acicular de alta resistência, com suficiente endurecibilidade, apesar do baixo teor de carbono, através de adições de manganês, molibdênio e/ou boro. Os aços de ferrita acicular podem ser obtidos por têmpera ou, preferivelmente, por resfriamento ao ar, devido a presença de elementos de liga que propiciam a endurecibilidade. Esses tipos de aço apresentam uma boa combinação de limite de escoamento (415 a 690MPa) com alta tenacidade e soldabilidade. A principal aplicação desses aços é em tubos de oleodutos em condições árticas.- Aços de fase dupla, que apresentam uma microestrutura de martensita dispersa numa matriz ferrítica e fornece uma boa combinação de ductilidade e alta resistência mecânica: os aços de fase dupla caracterizam-se por apresentar uma microestrutura com 80% a 90% de ferrita poligonal e 10 a 20% de ilhas de martensita dispersas ao
88

TECNOLOGIA DOS MATERIAIS
longo da matriz ferrítica. Esses aços podem ser obtidos através de: austenitização intercrítica de aços C-Mn, seguida de resfriamento rápido, ou laminação a quente de elementos formadores de ferrita como o silício e elementos que atrasem a transformação como cromo, manganês e/ou molibdênio ou, finalmente pelo recozimento contínuo de aços carbono-manganês laminado a frio seguido de têmpera e revenido.- Aços com forma de inclusões controlada: os aços com forma de inclusão controlada caracterizam-se pelo fato de produzir-se inclusões de sulfeto com plasticidade insignificante mesmo a temperaturas mais elevadas de laminação. O método preferido para obter o controle da forma do sulfeto é adicionar na panela cálcio-silício. Esses aços apresentam uma melhora na energia de choque transversal e são superiores em aplicações de estruturas soldadas.
No mercado internacional e no Brasil existem muitos tipos de aços que se tornaram populares e que são amplamente produzidos. Há dezenas de marcas, produzidas nos principais países siderúrgicos, inclusive no Brasil. As curvas da figura 7.25 permitem verificar a influência dos elementos de liga nióbio, vanádio e vanádio em conjunção com o nitrogênio no sentido de aumentar sensivelmente o limite do escoamento dos aços-carbono. Admite-se que esses aumentos se devam ao fato da recristalização da austenita ficar retardada, resultando em granulação mais fina na ferrita.
Como se viu, esses aços, pertencendo a categoria de aços estruturais, encontram seu principal campo de aplicação nos setores de transporte, incluindo o automobilístico, ferroviário, naval e aéreo, e na construção civil. No primeiro caso, o interesse reside ao fato de que, na construção de equipamento de transporte, podem ser adotadas as duas soluções seguintes:- Redução das dimensões dos perfis das peças, com consequente redução do peso-morto das estruturas de transporte de carga;- Aumento de capacidade de carga e da vida do equipamento de transporte, sem decréscimo do peso-morto, mas com melhora da resistência mecânica e da resistência a corrosão atmosférica.
Tais soluções podem aplicar-se não só ao equipamento de transporte ferroviário como também em transporte rodoviário, em equipamento pesado para movimento de terras e outras aplicações de maquinário para construção.
O segundo setor mencionado (da engenharia civil) compreende a construção de edifícios, pontes, torres metálicas e estruturas análogas. Lembre-se que o cálculo das estruturas é feito dividindo-se um valor relativo a resistência mecânica (limite de escoamento ou limite convencional “n”) por um conveniente fator de segurança. A relação dos limites de escoamento entre aços-carbono estruturais e aços de alta resistência e baixo teor em ligas sendo aproximadamente de 1,5/1,0, conclui-se que a taxa de trabalho em tensão será aumentada de 50%. A vantagem inicial, é a economia de peso, pois vê-se logo que somente 2/3 do aço de alta resistência são necessários para conferir a estrutura a mesma resistência que um aço-carbono comum. Convém lembrar ainda que a característica de boa soldabilidade que esses aços apresentam, podendo ser rapidamente soldados pelos processos a arco, a resistência ou a gás, sem qualquer endurecimento superficial, desde que o carbono seja mantido abaixo de 0,20 e 0,25%. Finalmente, a resistência a corrosão é superior a dos aços-carbono para estruturas, como é evidenciado pela figura 7.26.
89
600
700
0 0,2 0,4 0,5 0,6Teor de Carbono
500
400
300
200
Lim
ite d
e E
scoa
men
to, M
Pa
Vanád
io +
Nitrog
ênio
Vanád
io
Nióbio
Aço - CFigura 7.25: Efeito de micro adições no limite
de escoamento de aço-carbono comum, em função do teor de carbono.

TECNOLOGIA DOS MATERIAIS
Os aços-liga, por serem uma família bastante ampla de diferentes tipos de aços com propriedades bastante distintas, encontram aplicações igualmente vastas. Podem ser encontrados em praticamente todos os segmentos industriais, desde a construção civil até a construção naval, passando pela indústria petrolífera, automobilística e aeronáutica.
7.2.4.2.1 A INFLUÊNCIA DE ELEMENTOS DE LIGAA introdução de outros elementos de liga nos aços-carbono é feita quando se deseja um ou diversos dos
seguintes efeitos:a) Aumentar a dureza e a resistência mecânica;b) Conferir resistência uniforme através de toda a seção em peças de grandes dimensões;c) Diminuir o peso (conseqüência do aumento da resistência), de modo a reduzir a inércia de uma parte em movimento ou reduzir a carga-morta em um veículo ou numa estrutura;d) Conferir resistência a corrosão;e) Aumentar a resistência ao calor;f) Aumentar a resistência ao desgaste;g) Aumentar a capacidade de corte;h) Melhorar as propriedades elétricas e magnéticas.
Os três primeiros requisitos são alcançados porque os elementos de liga, aumentam a resistência da ferrita e formam ainda outros carbonetos, além do Fe3C, contribuindo para a melhora da resistência do aço, sobretudo em seções que, se tratasse de aços-carbono comum, dificilmente teriam a resistência alterada. Geralmente esse aumento da resistência é conseguido pela adição de um ou vários elementos de liga em teores relativamente baixos, não ultrapassando sua soma o valor de 5%. Nessas condições, os princípios fundamentais dos tratamentos térmicos permanecem porque, ainda que a presença de novos elementos de liga obrigue a um ajuste nas temperaturas dos tratamentos, a transformação da austenita e as estruturas resultantes são as mesmas que ocorrem nos aços-carbono. A obtenção das outras características, requer a introdução dos elementos de liga em teores mais elevados, produzindo-se alterações mais profundas na ferrita, além de resultarem carbonetos mais complexos. Neste caso, os tratamentos
90
Aço estrutural co
m 0,02% Cu (residual)
Perd
a de
pes
o, g
ram
as
por
310
cm² d
e ár
ea
expo
sta.
Aço estrutural com 0,20% Cu
7
50
40
30
20
10
1 320 0 4 5 6Anos
Aços estruturais de alta resistênciae baixo teor em liga
Figura 7.26: Gráfico relacionando corrosão e composição para aços
estruturais.
Figura: 7.27: Alguns exemplos de peças construídas em aços liga e aplicações na indústria em geral.

TECNOLOGIA DOS MATERIAIS
térmicos também devem ser mudados, para facilitar muitas vezes a formação dos carbonetos especiais. Esses aços de alto teor em liga são mais difíceis de fabricar e tratar termicamente, mesmo porque alguns dos elementos de liga utilizados são relativamente raros. De quantidade total de aços-liga produzida, cerca de 60% pertence a série 86XX, com três elementos de liga (Ni, Cr e Mo) em baixos teores.
As impurezas como: manganês, silício, fósforo, enxofre, alumínio, entre muitos outros que veremos adiante, fazem parte das matérias-primas usadas no processo de produção do aço. Elas podem estar presentes no minério ou ser adicionadas para provocar alguma reação química desejável, como desoxidação, por exemplo. Por mais controlado que seja o processo de fabricação do aço, é impossível produzi-lo sem essas impurezas. E elas, de certa forma, têm influência sobre as propriedades desse material. Quando adicionas propositalmente são consideradas elementos de liga, conferindo propriedades especiais ao aço. As vezes, elas ajudam, as vezes elas atrapalham. Assim, o que se deve fazer é controlar suas quantidades. A adição de elementos de liga justifica o porque de muitas vezes, pequenos acréscimos de determinados componentes causam significativa melhora nas propriedades dos aços. A seguir temos a influência dos elementos de liga na estrutura e nas propriedades do aço. Alguns dos aços-liga obtidos a partir de um ou mais elementos apresentados, são padronizados pela ABNT e foram apresentados na tabela 7.- Alumínio (Al): tem efeito semelhante ao silício, devido sua grande afinidade com o oxigênio. Também é considerado desoxidante. Reduz o crescimento do grão. Em pequena quantidade aumenta a resistência, mas, em quantidade grande produz fragilidade. Adicionado de 2 a 5% aumenta o poder refratário e antioxidante. Muitas vezes é utilizado nos aços a serem nitretados, pois o alumínio tem também grande afinidade com o nitrogênio. Este elemento é usado para “acalmar” o aço, ou seja, para diminuir ou eliminar o desprendimento de gases que agitam o aço quando ele está se solidificando.- Boro (B): em quantidades que variam de 0,001% até 0,003%, o boro melhora a temperabilidade e a resistência a fadiga.- Carbono (C): é o mais importante devido a necessidade de haver carbonetos na estrutura para conferir a dureza e a resistência necessárias a aplicação. Geralmente o teor de carbono é elevado, situando-se entre 0,8 e 2%. Quando a tenacidade é um fator importante para a aplicação (tais como martelos e talhadeiras devido aos esforços de impacto), emprega-se teores de carbono mais baixos (entre 0,5 e 0,7%C), tal como nos aços resistentes ao choque (tipo S).-Chumbo (Pb): produz a formação de fibras e partículas finamente divididas. Em pequenas quantidades (0,2% até 0,25%), este elemento melhora a usinabilidade do aço, sem qualquer prejuízo as propriedades mecânicas.- Cobalto (Co): tem a função principal de aumentar a dureza a quente dos aços rápidos, apesar de não ser endurecedor. O cobalto aumenta a temperatura solidus, permitindo que se empregue temperaturas mais elevadas de austenitização na têmpera. Isto permite maior dissolução de carbonetos (dos outros elementos, tais como carbonetos de vanádio, molibdênio e tungstênio, já que o cobalto por si só não é formador de carbonetos). O efeito final do cobalto é o de aumentar a dureza no estado temperado (por elevar a dissolução de outros elementos). Aços rápidos com 5% ou 10% são usados para obter maior velocidade em corte contínuo (em corte intermitente há problema de quebra de ferramenta devido elevada dureza e baixa tenacidade).- Cobre (Cu): seu principal efeito é melhorar a resistência a corrosão atmosférica do aço, a presença de 0,25% de cobre já é suficiente para aumentar a resistência a corrosão atmosférica duas vezes em relação ao aço-carbono sem cobre. Tal efeito é mais acentuado pelo aumento simultâneo do teor de fósforo. O cobre exerce ainda considerável influência na resistência do aço, aumentando-a apreciavelmente, com somente ligeiro decréscimo da ductilidade. Para isso é preciso, contudo, que o seu teor supere 0,60%. Nesses aços com cobre relativamente alto, acima de 1% e mais acentuadamente na faixa entre 1,20% e 1,50%, e baixo carbono, ocorre o fenômeno de “endurecimento por precipitação”. De fato, nos aços ao cobre, cerca de 0,30% de cobre podem se dissolver na ferrita a temperatura ambiente, formando uma solução sólida, desde que haja ocorrido resfriamento lento, o excesso de cobre, por sua vez, pode ser precipitado da solução. Assim, se um aço com teor de cobre superior a 0,70%, depois de resfriado lentamente, é reaquecido a temperaturas variando de 510 a 605°C durante uma a quatro horas e em seguida resfriado, precipitam-se diminutas partículas de cobre, as quais, embora moles, tendem a evitar deslizamento dos cristais, dificultando a deformação plástica e, em consequência, elevando os limites de escoamento e de resistência à tração. Uma característica importante dos aços com cerca de 1,0% de cobre consiste no fato da solubilidade desse metal ser garantida com uma velocidade de esfriamento tão baixa que mesmo em seções pesadas, como por exemplo com 15cm de espessura, o centro está tão apto quanto a superfície a adquirir resistência pelo reaquecimento. Nessas condições, pode-se aumentar a resistência de peças de consideráveis dimensões, uniformemente da superfície ao centro, de até 15kgf/mm² (150MPa). Convém lembrar, entretanto, que qualquer reaquecimento posterior, como o provocado pela soldagem, anula o efeito dessa precipitação na zona de aquecimento, de modo que esse fato deve ser sempre lembrado no emprego dos aços estruturais com cobre.
91

TECNOLOGIA DOS MATERIAIS
- Cromo (Cr): em teores baixos, aumenta a resistência, o limite elástico, a tenacidade e a resistência ao choque do aço. Em teores mais elevados, aumenta a resistência ao desgaste, por formar carbonetos endurecedores que são facilmente solúveis no tratamento de austenitização que precede a têmpera. Geralmente é associado ao níquel e ao cobre, quando também melhora a resistência a corrosão atmosférica. É o elemento adicionado com a função principal de elevar a temperabilidade, pois é o que apresenta melhor relação custo/benefício. O efeito de aumento de temperabilidade pelo cromo geralmente é máximo para teores de 4%Cr, sendo este valor tipicamente empregado em aços ferramenta para trabalho a quente e aços rápidos. No caso de aços para trabalho a frio, o teor de cromo pode atingir 12% quando se deseja dureza elevada. Neste caso o teor de cromo é mais elevado para fins de gerar maior quantidade de carbonetos de cromo na matriz (o teor de carbono situa-se, então, em cerca de 2%C). O cromo tem ainda o efeito (em teores acima de 4%) de elevar a resistência a quente por aumentar a resistência a oxidação e contribuir para a formação do pico de dureza secundária. - Enxofre (S): é uma liga prejudicial, pois além de frágeis torna os aços ásperos e granulosos devido aos gases que produz na matriz metálica, é uma impureza muito difícil de ser eliminada. No aço, ele pode se combinar com o ferro e formar o sulfeto de ferro (FeS), que faz o aço se romper, com facilidade ao ser laminado, forjado ou vergado em temperaturas acima de 1000°C. Assim, o teor máximo de enxofre permitido é de 0,05%. Mas em alguns casos, é conveniente a adição de enxofre em proporções de até 0,30%, o que torna o aço fácil de usinar pois os cavacos destacam-se em pequenos pedaços, permitindo altas velocidades de corte. O enxofre têm uma combinação melhor com o manganês do que com o ferro, os profissionais que entendem de metalurgia colocam no aço uma quantidade de manganês duas vezes maior do que a de enxofre, porque ele vai “preferir” se combinar com o manganês. Com isso, forma-se o sulfeto de manganês (MnS) que se solidifica em níveis de temperatura semelhantes aos do aço. Por isso, sua presença no aço não é tão nociva.- Fósforo (P): é um elemento cuja quantidade presente no aço deve ser controlada, principalmente, nos aços duros, com alto teor de carbono. Quando ultrapassa certos limites, ele faz o aço ficar mais duro ainda e, por isso, mais frágil a frio. Isso quer dizer que a peça de aço, com valores indesejáveis de fósforo, pode quebrar facilmente quando usada em temperatura ambiente. Um teor de fósforo em torno de 0,04% faz o aço se romper se for deformado a quente, porque forma um composto que se funde a uma temperatura muito menor (1000°C) que a do ferro (1500°C). Em aços de baixo teor de carbono, por outro lado, seu efeito nocivo é menor, pois nesse caso o fósforo auxilia no aumento da dureza, e também aumenta a resistência a tração, a resistência a corrosão e a usinabilidade.- Lítio (Li): poderoso desoxidante e desgaseificante. Aumenta o limite de escoamento dos aços-carbono. Aumenta a fluidez dos aços inoxidáveis, produzindo fundições densas com limites elásticos elevados.- Manganês (Mn): é a impureza encontrada em maior quantidade no aço (até 1,65%). Na produção do aço, ele é adicionado para auxiliar na desoxidação do metal líquido e para neutralizar o efeito nocivo do enxofre. Nesse processo, ele se combina primeiro com o enxofre e forma o sulfeto de manganês. Isso aumenta a forjabilidade do aço, a temperabilidade, a resistência ao choque e o limite elástico. Como o carbono, o manganês fortalece a ferrita aumentando a resistência mecânica do aço. Acima de 1% por si só melhora a resistência, ficando então os outros elementos desnecessários. Adicionado em pequenas quantidades aumenta a dureza, a resistência ao desgaste e a resistência a tração. Faz aumentar a solubilidade do carbono. Produz um aço austenítico quando a composição de manganês oscila em torno de 12%. Aumenta o coeficiente de dilatação. Em pequenas quantidades aumenta a profundidade e a velocidade de têmpera. Mas em quantidades maiores, ele se combina com parte do carbono e forma o carboneto de manganês (Mn3C), que é muito duro e é não-magnético. Isso diminui a ductilidade do aço. No caso do manganês mais elevado, os outros elementos de liga ficam com a finalidade de controlar o crescimento de grão do aço- Molibdênio (Mo): além de aumentar a resistência mecânica, sua ação, quando adicionado, é no sentido de reduzir a suscetibilidade a “fragilidade de revenido”, além de melhorar as propriedades a temperaturas mais elevadas, ou seja, em altas temperaturas aumenta a resistência e a resiliência, e em baixas temperaturas a dureza e a fragilidade. Evita o crescimento do grão. Aumenta a resistência a deformação por cargas permanentes em altas e baixas temperaturas. Aumenta a facilidade de usinabilidade dos aços-carbono. Aumenta a resistência a corrosão dos aços inoxidáveis. Como tem efeitos similares ao tungstênio, tem sido usado para substituí-lo. O custo do molibdênio é maior, porém a quantidade empregada é menor (normalmente o teor de molibdênio substitui duas vezes a quantidade de tungstênio. Por exemplo, 18% de W equivalem a 6%Mo mais 5%W). A maioria dos aços rápidos emprega molibdênio e tungstênio.- Nióbio (Nb): pequenos teores de nióbio elevam o limite de escoamento do aço e, em menor proporção, o limite de resistência a tração. Com 0,02% de nióbio, esse incremento do limite de escoamento pode ser da ordem de 7 a 10,5kgf/mm² (70 a 105Mpa). Utilizado para diminuir a corrosão intergranular nos aços inoxidáveis. Pode formar carburetos para aumentar a resiliência e a dureza, mas em geral, não se faz uso desta possibilidade. Quando adicionado aos aços com certo teor de cromo reduz o tempo de recozimento por sua ação suavizadora.
92
TECNOLOGIA DOS MATERIAIS
- Níquel (Ni): aumenta a dureza, resistência, ductilidade e resiliência. Afina a estrutura sem prejuízo da usinagem. Atrasa o crescimento do grão. Em grandes quantidades produz resistência a oxidação a altas temperaturas. A introdução do níquel beneficia o aço carbono no sentido da melhora das suas propriedades mecânicas, da resistência a corrosão, além de refinar a granulação. Sob o ponto de vista de resistência a corrosão atmosférica, o níquel é quase tão benéfico quanto o cobre, sem os inconvenientes deste que tende a concentrar-se na superfície do aço, debaixo da casca de óxido que se forma durante o seu aquecimento e atmosfera oxidante. De fato, quando o aço está sendo aquecido para a laminação, a uma temperatura que é geralmente superior a de fusão do cobre, se este metal estiver presente e concentrado a superfície do aço, pode fundir e penetrar nos seus contornos de grão, causando fissuras por ocasião do trabalho mecânico. Tal fenômeno limita as adições de cobre a 0,40% e 0,50%, a não ser que se tomem cuidados especiais no aquecimento, e que um teor de cobre mais elevado seja acompanhado pela introdução de níquel, em quantidade de pelo menos um terço da do cobre. O níquel liga-se ao cobre e a liga formada é de ponto de fusão mais alto, mantendo-se sólida durante o aquecimento do aço para a laminação, evitando-se assim sua penetração por entre os contornos dos grãos.- Nitrogênio (N): até cerca de 0,2% atua, de modo econômico, para melhorar a resistência mecânica. Junto com o vanádio promove o endurecimento por precipitação. Normalmente indesejável. Aumenta ligeiramente a dureza e reduz a ductilidade. Em pequena quantidade afina o grão e aumenta a resistência dos aços de alto cromo.- Silício (Si): é acrescentado ao metal líquido, para auxiliar na desoxidação e impedir a formação de bolhas nos lingotes. Ele está presente, no aço, em teores de até 0,6%, e não tem grande influência sobre suas propriedades. Normalmente em teores mais elevados, entre 0,10 e 0,30%, tendem favorecer a grafitização. Separa o carbono da solução. Em pequenas quantidades aumenta a resiliência e até 1,75% aumenta o limite elástico. Aumenta a resistência dos aços pobres em carbono. Em quantidade média, aumenta a permeabilidade magnética. Em pequena quantidade produz forte dureza, resistência ao desgaste e resistência aos ácidos.- Tântalo (Ta): utilizado em alguns aços especiais para ferramentas, para aumentar a dureza em elevadas temperaturas.- Titânio (Ti): desoxida e separa o nitrogênio. Aumenta a resistência e a dureza. Reduz ao mínimo a corrosão intergranular nos aços de alto teor de carbono.- Tungstênio (W): aumenta a dureza do aço ao rubro e a estabilidade dos carburetos duros, a altas temperaturas. Aumenta a profundidade de têmpera. Aumenta a resistência a tração e a resistência ao desgaste. Em pequenas quantidades produz uma estrutura de grão fino. Forma partículas duras resistentes a abrasão, nos aços de alto carbono. Aumenta a resistência aos ácidos e a corrosão. Permite alcançar um elevado magnetismo remanescente e uma grande força coerciva no aço especial para eletro-ímãs. Também atua como formador de carbonetos, favorecendo a obtenção do pico de dureza secundária no tratamento de revenimento.- Vanádio (V) : aumenta a resistência dos aços considerados porque atua em dois sentidos: fortalece a ferrita por endurecimento por precipitação e refina a sua granulação. O endurecimento mencionado deve-se a precipitação de carboneto e de nitreto de vanádio na ferrita. Atua como forte desoxidante (geralmente empregado em teores de até 0,5%). Aumenta a tenacidade e resistência dos aços. Forma carburetos duros. Afina o grão. Conserva a dureza dos aços em temperaturas elevadas. Aumenta a resistência a fadiga e a resistência ao choque. O vanádio tem forte efeito sobre a temperabilidade quando dissolvido na austenita. Entretanto a sua função principal é a de atuar como estabilizador de grão pois o seu respectivo carboneto é de difícil solubilização na austenita no tratamento de têmpera, evitando que haja o crescimento da mesma. Em aços rápidos (devido ao emprego de corte a quente), o teor de vanádio situa-se entre 1 e 2%.
► A tendência da distribuição dos elementos de liga nos aços recozidos: como se sabe, nos aços recozidos, os dois microconstituintes essenciais são:a) Ferrita: isto é, ferro alfa contendo elementos dissolvidos.b) Carboneto: essencialmente a cementita ou carboneto de ferro contendo elementos dissolvidos ou carbonetos especiais contendo ferro e elementos de liga;
Os aços contém ainda pequenas quantidades de materiais não-metálicos, na forma de partículas diversas. Essas inclusões, nos aços comerciais, são geralmente partículas de certas substâncias mineralógicas, como óxidos complexos, sulfetos, nitretos, silicatos, etc. Convém lembrar, por outro lado, que tais dispersões finamente divididas servem para evitar excessivo crescimento de grão. Um quarto tipo de constituinte, presente em certas circunstâncias, é representado por compostos intermetálicos especiais. Nos aços, entretanto, tais compostos são muito raros. Finalmente, um quinto constituinte presente pode ser representado pelo próprio elemento de liga adicionado, por exemplo: cobre ou chumbo. Os elementos indicados, com exceção do cobre e do chumbo, tendem, na ausência do carbono, a se dissolver na ferrita, a não ser pequenas quantidades que podem aparecer como inclusões não-metálicas. Por outro lado, a tendência formadora de carbonetos desses elementos só se revelará na presença de teores apreciáveis de carbono. Dos elementos
93

TECNOLOGIA DOS MATERIAIS
que se consideram em definitivo como formadores de carbonetos, o manganês é talvez o mais fraco. A tendência geral nesse sentido se manifesta mais ou menos na seguinte ordem de intensidade crescente: Mn, Cr, Mo, W, Ta, V, Nb e Ti. Os que apresentam menor tendência do que o ferro para combinar-se com o carbono formando carbonetos são: Si, Al, Cu, Ni, Co e talvez Zr. A posição do Mo é considerada incerta.
► Efeito dos elementos de liga sobre a ferrita: a figura 7.28 mostra a ação relativa de diversos elementos de liga quando dissolvidos na ferrita, no sentido de aumentar a sua dureza (e, portanto, a resistência mecânica) antes mesmo de qualquer tratamento térmico. Esse aumento de resistência não é acompanhado por sensível decréscimo da ductilidade, como acontece quando se verifica aumento de dureza ou resistência devido a modificações estruturais.
► Efeito dos elementos de liga nos carbonetos: o segundo dos constituintes básicos dos aços esfriados é o carboneto, é conhecida a influência sobre as propriedades dos aços da quantidade, assim como da forma e da finura da dispersão das partículas de carboneto. Por outro lado, sendo todos os carbonetos encontrados nos aços muito frágeis e relativamente muito duros, sua influência sobre as propriedades de tração dos aços, obtido normalmente, é idêntica, independentemente das suas composições específicas, desde, é claro, que suas partículas apresentem as mesmas condições de dispersão. Entretanto, as propriedades especiais podem ser conferidas aos aços pela presença de carbonetos especiais. De qualquer modo, sob o ponto de vista de propriedades mecânicas, sobretudo as relativas a tração, as mudanças de composição dos carbonetos pouco interesse apresentam. A fase carboneto é pouco modificada pelo níquel, silício ou alumínio, a não ser que a grafitização seja acelerada pela sua presença, desde que haja ou não pequena percentagem de elementos formadores de carbonetos. Dos elementos conhecidos como formadores de carbonetos, com exceção do manganês, cuja tendência formadora de carbonetos é apenas ligeiramente superior a do ferro, somente uma pequena quantidade daqueles elementos citados é aceita pela cementita ou pelos cristais de Fe3C, formando-se assim novos carbonetos relativamente complexos, tais como (Fe-Cr) 3, contendo até cerca de 15% de Cr, (Cr-Fe) 7C3, contendo um mínimo de 36% de Cr, (Fe-Mo) 6C, (Fe-W) 6C, (V-Fe) 4C3, etc. Em resumo, de um modo geral, as partículas de carbonetos, quando sua dispersão for semelhante, atuam no mesmo sentido, diferenciando-se apenas na resistência a tração, assim como nas propriedades especiais que podem conferir aos aços, dependendo da sua composição química.
► Efeito endurecedor dos elementos de liga na presença de carbonetos: a figura 7.29 mostra comparativamente o efeito endurecedor na ferrita do manganês e do cromo em ligas isentas de carbono e com 0,1% deste elemento. As faixas para as ligas contendo 0,1% de carbono indicam que os dados experimentais que levaram à determinação das curvas não são suficientes nem tão precisos quanto seria desejado. De qualquer modo, a figura confirma o efeito endurecedor dos elementos indicados, devido a sua solução na ferrita.
94
240
220
200
180
160
140
120
100
80
0 8 10 122 4 146 18 22 242016
Dur
eza
Bri
nell
Elemento de l iga, %
P SiM
n
Ni
Mo V
W Cr
Figura 7.28: Ação relativa de alguns elementos de liga que se dissolvem
na ferrita, no sentido de aumentar a sua dureza.

TECNOLOGIA DOS MATERIAIS
► Efeito dos elementos de liga na forma de inclusões não-metálicas: geralmente inclusões não-metálicas de grandes dimensões são indesejáveis, ao passo que dispersões muito finas podem ser benéficas ou prejudiciais. O nitreto de alumínio, por exemplo, exerce grande e importante controle sobre o crescimento da austenita. O maior interesse nas inclusões não-metálicas relaciona-se com o seu efeito no sentido de melhorar a usinabilidade dos aços recozidos, como, por exemplo, através de criteriosa presença do sulfeto de manganês na forma de pequenas tiras alongadas. A grafita é igualmente considerada uma forma de inclusão não-metálica nos aços, as vezes desejada para conferir certas particularidades e propriedades em alguns tipos de aços de alto carbono.
► Efeito dos elementos de liga na forma de compostos intermetálicos: considerando-se os nitretos como compostos intermetálicos, eles constituirão o exemplo mais importante da formação de tais compostos. De fato, certos aços ao alumínio para nitretação apresentam a formação de uma dispersão de partículas duras de grande finura, constituídas de AIN, levando a notável endurecimento do aço.
► Efeito dos elementos de liga na forma de partículas metálicas dispersas: os dois exemplos importantes referem-se ao cobre e ao chumbo. O cobre, que é solúvel em apreciáveis proporções no ferro gama, dissolve-se na ferrita, a 810°C, em percentagem inferior a 2% a 593°C sua solubilidade na ferrita é provavelmente inferior a 0,3%. Assim sendo, o cobre dissolvido a altas temperaturas é rejeitado na forma de partículas quase que inteiramente puras, a temperaturas inferiores, ocasionando, em aços com 1,5% a 1,75% de cobre, endurecimento por precipitação. O chumbo, em aços com cerca de 0,25% desse elemento, produz o conhecido efeito de aumentar a sua usinabilidade, devido ao fato de diminuir a formação de cavacos alongados.
7.2.4.3 CLASSIFICAÇÃO DOS AÇOS QUANTO AO PROCESSAMENTOPor processamento entende-se o tipo de operação que se executa sobre o aço visando mudar a forma e/ou a
estrutura. Os processamentos que visam impor uma forma são a conformação mecânica (a frio ou a quente, tal como laminação, extrusão, trefilação), a fundição e a consolidação por sinterização (metalurgia do pó). Assim, existem aços trabalhados (a quente ou a frio), fundidos ou sinterizados. Os processamentos que visam alterar a estrutura são os tratamentos térmicos, tais como recozimento, normalização, recristalização, coalescimento e a têmpera (e revenimento). O processamento altera a microestrutura do aço e portanto, afeta as propriedades. A tabela 7.4 ilustra a relação entre processamento, microestrutura e propriedades.
Processamento Microestrutura Propriedades
Trabalho a frio Encruada (alta densidade de discordâncias). Grãos alongados (orientados).
Elevada resistência; Baixa ductilidade;Grande anisotropia.
Trabalho a quente Recristalizada (baixa densidade de discordâncias). Grãos refinados e equiaxiais. Ausência de tensões residuais.
Moderada resistência; Elevada ductilidade;Moderada anisotropia.
FundidoEstrutura dendrítica. Grãos colunares e equiaxiais. Baixa densidade de discordâncias. Presença de segregação. Presença de tensões residuais. Presença de porosidade (em muitos caso).
Baixa resistência; Moderada ductilidade;Moderada anisotropia.
Sinterizado Recristalizada (baixa densidade de discordâncias). Heterogeneidade química. Presença de poros.
Baixa resistência; Baixa ductilidade;Moderada anisotropia.
Tabela 7.4: Relação entre o processamento, microestrutura e propriedades dos aços.
95
Figura 7.29: Curvas mostrando o aumento da dureza causado pela
presença de cromo e de manganês em ferro puro e em aço com 0,1% (faixa).
Pela disposição das linhas e das faixas, verifica-se que o efeito endurecedor do cromo e do manganês deve também ser
atribuído à solução desses elementos na ferrita.
60
220
200
180
160
140
120
100
80
0 8 10 122 4 116 731 5 9
Dur
eza
Bri
nell
Elemento de l iga, %
Mn0,1% C-Mn
Cr
0,1% C-Cr

TECNOLOGIA DOS MATERIAIS
7.2.4.4 CLASSIFICAÇÃO DOS AÇOS QUANTO A MICROESTRUTURAA classificação de acordo com a microestrutura é típica da área metalúrgica, existindo os seguintes grupos:a) Aços Encruados: estes aços geralmente são de microestrutura predominante ferrítica, com um pouco de perlita, sendo resultantes de processos de deformação a frio. Normalmente são aços de baixo teor de carbono (inferior a 0,4%C) e com baixa quantidade de elementos de liga.b) Aços Ferríticos-Perlíticos: obviamente os aços ferríticos-perlíticos possuem teor de carbono abaixo de 0,8% (hipoeutetóides), e são resultantes de processos em que houve resfriamento lento tais como material trabalhado a quente, recozido ou normalizado.c) Aços Martensíticos: os aços constituídos de martensita revenida geralmente são aplicados em situações em que se exige resistência elevada ao longo de toda a seção transversal, tais como eixos e punções. Os aços martensíticos com carbonetos primários são aplicados em situações que exigem resistência ao desgaste elevada, tais como em ferramentas de corte ou de trabalho a quente. A martensita propicia a elevada resistência e os carbonetos primários propiciam durezas elevadas.d) Aços Bainíticos: sob determinadas combinações de resistência e dureza a estrutura bainítica propicia maior tenacidade que a martensítica, tornando tais aços preferíveis em situações que se necessite resistência associada a tenacidade.e) Aços Austeníticos: uma vez que a austenita não é um constituinte estável em temperatura ambiente, sua estabilização depende da presença de elementos de liga, tais como o cromo e o manganês. A austenita, por ser não-magnética, encontra aplicação em situações em que se deseja minimizar efeitos de campos magnéticos induzidos, tais como em suportes de bússolas. Além disso, a austenita, quando estabilizada pelo manganês, pode se transformar em martensita mediante impacto, possuindo elevada resistência ao impacto e a abrasão, sendo utilizada para revestimento de moinhos e outros componentes de equipamentos de moagem (britadores ou martelos). Há ainda o caso de aços austeníticos inoxidáveis, porém neste caso a resistência a oxidação é predominante devida aos elevados teores de cromo e níquel presentes em tais aços.f) Aços Dúplex ou Bifásicos: por dúplex costuma-se denominar duas categorias distintas de estruturas. Na primeira, do tipo austenítico-ferrítica (delta), encontram-se certos aços inoxidáveis, cuja resistência mecânica e a corrosão é superior aquela obtida nos inox austeníticos. A segunda categoria consiste de microestrutura ferrítico-martensítica, resultante de têmpera a partir de temperatura de dentro da zona crítica (entre as linhas A1 e A3 do diagrama Fe-C). Os aços de baixo carbono com esta estrutura apresentam combinação de resistência e ductilidade mais elevadas que os equivalentes ferríticos-perlíticos.
7.2.4.5 CLASSIFICAÇÃO DOS AÇOS QUANTO AS PROPRIEDADESDe todos os critérios em que se costumam classificar os aços, este é o menos sistemático, podendo-se destacar
os seguintes casos mencionados na literatura:- Aços de alta resistência e baixa liga;- Aços de alta resistência;- Aços inoxidáveis;- Aços indeformáveis (baixa distorção dimensional resultante da têmpera e revenimento);- Aços para fins elétricos e magnéticos (note-se esta terminologia refere-se tanto a propriedade quanto a finalidade do aço).
Como exemplos quanto a classificação as propriedades dos aços, podemos citar os:- Aços inoxidáveis: os aços-inoxidáveis são aqueles que contém um mínimo de 10,5% de cromo como principal elemento de liga. São aços onde não ocorre oxidação em ambientes normais. Alguns aços inoxidáveis possuem mais de 30% de cromo ou menos de 50% de ferro. Suas características de resistência são graças a formação de um óxido protetor que impede o contato do metal base com a atmosfera agressiva. Alguns outros elementos como níquel, molibdênio, cobre, titânio, alumínio, silício, nióbio, nitrogênio e selênio podem ser adicionados para a obtenção de características mecânicas particulares. A expressão aço inoxidável, como é usualmente conhecido, nos dá uma idéia de
96
Figura 7.30: Aço durante o processo de usinagem.

TECNOLOGIA DOS MATERIAIS
um material que não se destrói mesmo quando submetido a severas condições de trabalho. Na verdade este tipo de aço não é eterno e sim apresenta uma maior resistência a corrosão, quando submetido a um determinado meio ou agente agressivo. Apresenta também uma maior resistência a oxidação a altas temperaturas em relação a outras classes de aços, quando, neste caso em particular, recebe a denominação de aço refratário. A resistência a oxidação e corrosão do aço inoxidável se deve principalmente a presença do cromo, que a partir de um determinado valor e em contato com o oxigênio, permite a formação de uma película finíssima de óxido de cromo sobre a superfície do aço, que é impermeável e insolúvel nos meios corrosivos usuais. Assim podemos definir como aço inoxidável o grupo de ligas ferrosas resistentes a oxidação e corrosão. O cromo favorece o endurecimento produzido pela têmpera em óleo, e refina os grãos, dificulta a ferrugem, mantendo o material brilhante na atmosfera. Os aços inoxidáveis são resistentes ao ataque de vários elementos, tais como o ácido acético e nítrico, os álcalis, sumos de frutas, etc. Com cerca de 17%Cr, ou 18%Cr + 8%Ni, não escamam nas altas temperaturas como outros aços. A alta resistência dos aços inoxidáveis, combinada com a boa ductilidade, desenvolveu o seu emprego onde resistência e leveza são importantes. A tabela 7.5 nos mostra a classificação dos aços inoxidáveis de acorda com as normas do AISI.
Série Liga Estrutura
200 Cr, Ni, Mn ou Ni. Austenítica
300 Cr, Ni. Austenítica
400 Somente Cr. Ferrítica ou Martensítica
500 Baixo Cr (< 12%) Martensítica
Os aços inoxidáveis são divididos em cinco famílias, de acordo com a microestrutura, estrutura cristalina das fases presentes ou tratamento térmico utilizado. As cinco famílias são: martensíticos, ferríticos, austeníticos, dúplex (austenítico e ferrítico) e endurecíveis por precipitação.a) Aços inoxidáveis martensíticos: são ligas Fe-Cr-C que possuem uma estrutura cristalina martensítica na condição endurecida. São ferromagnéticos, endurecíveis por tratamento térmico e resistentes a corrosão somente em meios de média agressividade. O conteúdo de cromo é, geralmente, situado entre 10,5 e 18% e o conteúdo de carbono não pode ser superior a 1,2%. Os conteúdos de carbono e cromo são balanceados para garantir uma estrutura martensítica. Alguns elementos como nióbio, silício, tungstênio e vanádio são, as vezes adicionados para modificar o comportamento do aço durante o revenimento. Pequenas quantidades de níquel podem ser adicionadas para melhorar a resistência a corrosão. Da mesma maneira, enxofre e selênio podem ser adicionados para melhorar a usinabilidade. Os aços inoxidáveis martensíticos são obtidos após resfriamento rápido quando aquecimento em altas temperaturas. Mostram uma estrutura caracterizada pela alta dureza e fragilidade.b) Aços inoxidáveis ferríticos: são ligas de Fe-Cr, de estrutura cristalina cúbica de corpo centrado (CCC). Seu conteúdo de cromo se situa na faixa de 11 a 30%. Alguns graus podem conter molibdênio, silício, alumínio, titânio e nióbio para a obtenção de certas características. Também podem ser adicionados enxofre e selênio para melhoria da usinabilidade. São ferromagnéticos, podem possuir boa ductilidade e conformabilidade, mas suas características de resistência em altas temperaturas são ruins se comparadas a dos austeníticos. Sua tenacidade pode ser limitada a baixas temperaturas e em seções pesadas. Não são endurecíveis por tratamento térmico e dificilmente por trabalho a frio e são basicamente usados nas condições de recozido. Após o resfriamento rápido de alta temperatura eles mostram uma estrutura macia e tenaz, altamente homogênea. Possuem uma maior usinabilidade e maior resistência a corrosão que os aços martensíticos devido ao maior teor de cromo. Possuem boas propriedades físicas e mecânicas e são efetivamente resistentes a corrosão atmosférica e a soluções fortemente oxidantes. As aplicações principais são aquelas que exigem boa resistência a corrosão, ótima aparência superficial e requisitos mecânicos moderados. Apresentam, tendência ao crescimento de grão após soldagem, particularmente para seções de grande espessura, experimentando certas formas de fragilidade. c) Aços inoxidáveis austeníticos: constituem a maior família de aços inoxidáveis, tanto em número de diferentes tipos quanto em utilização. São obtidos a partir da introdução do níquel como elemento de liga, que proporciona uma alteração na sua estrutura capaz de elevar a sua resistência mecânica e tenacidade. A exemplo dos ferríticos, não são endurecíveis por tratamento térmico, mas sua resistência a tração e dureza podem ser aumentadas por encruamento, não sendo ferromagnéticos, e são endurecíveis apenas por trabalho a frio. Normalmente, em altas temperaturas, possuem excelentes propriedades criogênicas e excelentes resistências mecânicas e a corrosão. O conteúdo de cromo varia entre 16 e 26%, o de níquel é menor ou igual a 35% e o de manganês é menor ou igual a 15%. Podem ser adicionados, também, molibdênio, cobre, silício, alumínio, titânio e nióbio, para a obtenção de melhores características de resistência a oxidação. Dos três grupos, estes aços são os que apresentam maior resistência a corrosão. Eles combinam baixo limite
97
Tabela 7.5: Classificação dos aços inoxidáveis pelo AISI.

TECNOLOGIA DOS MATERIAIS
de escoamento com alta resistência a tração e bom alongamento, oferecendo as melhores propriedades para trabalho a frio. Possuem uma ampla faixa de propriedades mecânicas, oferecendo boa ductilidade e resistência a altas e/ou baixíssimas temperaturas, além de boa usinabilidade e soldabilidade. d) Dúplex: são ligas bifásicas baseadas no sistema Fe-Cr-Ni. Estes aços possuem, aproximadamente, a mesma proporção das fases ferrita e austenita e são caracterizados pelo seu baixo teor de carbono (< 0,03%) e por adições de molibdênio, nitrogênio, tungstênio e cobre. Os teores típicos de cromo e níquel variam entre 20 e 30% e 5 e 8%, respectivamente. A vantagem dos aços dúplex sobre os austeníticos da série 300 e sobre os ferríticos, são a resistência mecânica (aproximadamente o dobro), maiores tenacidade e ductilidade (em ralação aos ferríticos) e uma maior resistência a corrosão por cloretos.e) Endurecíveis por precipitação: são ligas cromo-níquel que podem ser endurecidas por tratamento de envelhecimento. Podem ser austeníticos, semi-austeníticos ou martensíticos, sendo que a classificação é feita de acordo com a sua microestrutura na condição recozida. Para viabilizar a reação de envelhecimento, muitas vezes se utiliza o trabalho a frio, e a adição de elementos de liga como alumínio, titânio, nióbio e cobre.
Os aços inoxidáveis são normalmente designados pelos sistemas de numeração da AISI, UNS (Unified Numbering System) ou por designação própria do proprietário da liga. Entre estes, o sistema da AISI é o mais utilizado. Nele, a maioria dos graus de aços inoxidáveis possuem uma classificação com três dígitos. Os aços austeníticos fazem parte das séries 200 e 300, enquanto que a série 400 designa tanto aços ferríticos quanto martensíticos. A série UNS, por sua vez, possui um maior número de ligas que a AISI, pois incorpora todos os aços inoxidáveis de desenvolvimento mais recente. Nesta série, os aços inoxidáveis são representados pela letra S, seguida de cinco números. Os três primeiros representando a numeração AISI (se tiverem). Os dois últimos algarismos serão 00 se o aço for um aço comum da designação AISI. Se forem diferentes, significa que o aço tem alguma característica especial reconhecida pala UNS. As aplicações dos aços martensíticos, ferríticos e sucessivamente, possuem as seguintes especificações:a) Martensíticos: estes aços são especificados quando a aplicação requer elevadas resistência a tração, a fluência e a fadiga, combinadas com requisitos moderados de resistência a corrosão e utilizações em até 650°C. A padronização deste tipo de aço segue a norma AISI no qual a numeração distingue os teores de carbono, cromo e outros elementos de liga adicionados. Os tipos mais comuns são os aços 403, 410, 414, 416, 420, 420F, 431, 440A, 440B, 440C e 440F. Os tipos 403, 410, 414, 416 e 420 caracterizam-se por baixo teor de carbono e um mínimo de 11,5% de cromo, que, no tipo 431, pode chegar a 17%. Embora o carbono seja baixo, esses aços possuem boa temperabilidade, devido a presença do cromo. Entre as suas aplicações estão: turbinas a vapor, motores a jato, turbinas a gás. O tipo 420F possui carbono entre 0,30 e 0,40% e nos tipos 440A, 440B e 440C, o teor de carbono é mais elevado, mínimo de 0,60% no tipo 440A e máximo 1,20% no tipo 440C. O teor de cromo varia de 12 a 18%. Alguns destes aços encontram aplicações, também, como tubulações de vapor, reaquecedores de geradores a vapor e tubulações superaquecidas utilizadas em refinarias de combustíveis fósseis, cutelaria, peças de válvulas, engrenagens, eixos e hélices de bombas, cilindros laminadores, instrumentos cirúrgicos e odontológicos, molas, cames, esferas de rolamentos, lâminas de turbina e compressor, parafusos, porcas, mancais antifricção, etc. b) Ferríticos: a designação AISI indica como tipos principais: 405, 406, 430, 430F, 442, 443 e 446. São aplicados em equipamentos para a indústria química, em equipamentos para restaurantes e cozinhas, peças de fornos e em componentes arquitetônicos ou decorativos. Suas várias classes encontram aplicações em sistemas de exaustão de automóveis, também em queimadores e radiadores devido a sua resistência a corrosão em altas temperaturas. c) Austeníticos: em função dos elementos de liga presentes na sua composição, podem resistir a corrosão atmosférica, em várias soluções aquosas. Os tipos AISI mais comuns são designados pelos números 301, 302, 302B, 303, 304, 308, 309, 309S, 310, 316, 317, 321 e 347. As aplicações desses aços inoxidáveis são as seguintes: peças decorativas, utensílios domésticos, peças estruturais, componentes para a indústria química, naval, alimentícia, de papel e inclusive componentes que devam estar sujeitos a temperaturas elevadas, como peças de estufas e fornos, devido a boa resistência a oxidação que apresentam.d) Dúplex: graças a sua elevada resistência mecânica, os aços inoxidáveis dúplex podem ser utilizados em menores espessuras. Sua desvantagem é que não pode ser utilizado em temperaturas acima de 300°C, sob pena de perder algumas de suas características mecânicas, sobretudo a tenacidade. É bastante utilizado nas indústrias de gás, petróleo, petroquímica, polpa e papel, principalmente na presença de meios contendo aquosos contendo cloretos.e) Endurecíveis por precipitação: possuem boas resistência mecânica, tenacidade e ductilidade. Sua resistência a corrosão é de moderada a boa. Suas características lhe garantem aplicação nas indústrias aeroespacial e de alta tecnologia.
98

TECNOLOGIA DOS MATERIAIS
- Aços Hadfield: o aço Hadfield é um material que quando deformado endurece bastante na zona deformada, endurecimento este causado pela precipitação da martensita. A martensita é uma microestrutura típica observada no aço quando é submetido ao tratamento térmico de têmpera. Tais características são obtidas a partir da adição do manganês na proporção de 11 a 14% e carbono estando entre 1,1 e 1,4%. A adição do manganês neste teor dá ao aço a notável propriedade de ser, quando solubilizado, completamente austenítico, sendo então, muito resistente a choques. Este aço é aplicado em mandíbulas de britadeiras e bolas de moinho.
- Aços silício: são empregados quando são necessários materiais com boa permeabilidade magnética. Este fenômeno ocorre porque o material tem a sua resistência bastante elevada. São empregados em motores, alternadores, transformadores, etc. A composição desses aços varia dentro dos seguintes teores:
- C = 0,07- Mn = 0,4- Si = 2,4
7.2.4.6 CLASSIFICAÇÃO DOS AÇOS QUANTO AS APLICAÇÕES Esta classificação é a mais freqüente na literatura técnica, possivelmente devido a associação imediata entre o tipo de aço e a aplicação pretendida para o mesmo, podendo-se destacar os seguintes exemplos:
a) Aços Estruturais: os materiais de construção, como é do conhecimento geral, o aço tem uma posição de relevo: combina resistência mecânica, trabalhabilidade, disponibilidade e baixo custo. Assim sendo, é fácil compreender a importância e a extensão da aplicação dos aços em todos os campos da engenharia, nas estruturas, quer as fixas: como de edifícios, pontes etc., quer as móveis: como na indústria ferroviária, automobilística, naval, aeronáutica etc. Para a maioria das aplicações consideradas, a importância da resistência mecânica é, de certo modo, relativamente pequena, do mesmo modo que o fator peso é primordial. Assim sendo, os aços-carbono comuns, laminados, sem quaisquer tratamentos térmicos, são plenamente satisfatórios e constituem percentagem considerável dentro do grupo de aços estruturais. Em outras aplicações, entretanto, exige-se uma relação resistência/peso mais satisfatória. É o caso da indústria de transporte onde o equipamento utilizado (caminhões, ônibus, aviões, equipamento ferroviário, equipamento rodoviário, navios, etc.) devido as condições próprias do serviço, deve-se caracterizar por peso relativamente baixo e alta resistência, por estar sujeito a esforços severos e choques repentinos, além de resistência a corrosão adequada, visto que nas seções mais leves, a perda de resistência por ação corrosiva poderia ser fatal. Nestas aplicações, os aços indicados são os de baixo teor em liga, conhecidos como “de alta resistência e baixo teor de liga”. Assim sendo, pode-se estabelecer inicialmente a seguinte divisão dos aços utilizados em estruturas:a) Aços-carbono: a maioria das aplicações comuns de engenharia requer aços estruturais de custo moderado e resistência mecânica razoável, tais requisitos são preenchidos satisfatoriamente pelos aços-carbono comuns.b) Aços de alta resistência e baixo teor em liga: para melhores propriedades mecânicas e certa resistência a corrosão atmosférica, são utilizados os chamados “aços de alta resistência e baixo teor em liga” que se caracterizam pela presença em teores relativamente baixos dos elementos cobre, níquel, cromo e molibdênio principalmente, além da elevação acima das percentagens normais dos elementos fósforo, silício e manganês, procurando-se manter sempre o teor de carbono a níveis relativamente baixos. Portanto, como já visto em classificação dos aços quanto a composição química, cada um com suas características.
Os requisitos fundamentais esperados nos aços destinados a construção de estruturas metálicas (pontes, torres de linhas de transmissão, edifícios) são:- Resistência mecânica; - Disponibilidade no mercado;- Soldabilidade; - Preço baixo.
Os aços ao carbono comuns atendem a esses requisitos principais, sendo que os mais utilizados são os que se encontram na faixa de 0,15%C até 0,35%C. São exemplos mais comuns os aços AISI 1015 e 1020 e os DIN C15 e C20.
b) Aços para Molas: as molas constituem elementos de máquina que exigem cuidados excepcionais tanto no que se refere ao seu projeto, como em relação aos materiais de que são fabricadas. De fato, as condições de serviço das molas são, muitas vezes, extremamente severas, quer pelas cargas e tipos de esforços que irão suportar, quer devido as temperaturas, meios corrosivos, vibração, etc., a que podem estar sujeitas. De modo geral, há dois tipos de molas: molas helicoidais ou em espiral e molas semi-elípticas. Os aços para molas são aços carbono comuns, em alguns casos com adições de elementos de liga, principalmente o manganês, apresentando como características básicas um alto limite de elasticidade e resistência a fadiga.
As molas helicoidais compreendem as seguintes subdivisões (figura 7.31):a) Molas de extensão: caracterizadas por serem de bobina fechada, destinadas a suportar esforços de tração;b) Molas de compressão: de bobina aberta, destinadas a suportar esforços de compressão e choque;c) Molas de torção: caracterizadas por serem de bobina fechada, destinadas a suportar esforços laterais de torção.
99

TECNOLOGIA DOS MATERIAIS
Na realidade, nas molas de extensão e compressão o material trabalha sob torção e nas de torção o material trabalha sob dobramento. As molas “helicoidais” são fabricadas a partir de barras e fio, ao passo que as “semi-elípticas”, a partir de tiras de aço. Os materiais das molas, sobretudo as barras e fios de certas molas helicoidais (como as utilizadas em válvula), devem apresentar-se isentos de imperfeições as quais, se em outras aplicações ou em tipos mais simples de molas não têm maior efeito, no caso de certas molas, como as acima citadas, devido a altas tensões e a fadiga interna a que esses materiais estão sujeitos, podem ser grandemente prejudiciais. As imperfeições ou defeitos que devem ser evitados são os seguintes: marcas das ferramentas, riscos das matrizes de trefilação, inclusões, rugosidade superficial, descarbonetação superficial, etc. Essas imperfeições são críticas, principalmente quando as molas estão sujeitas a condições severas de fadiga. De fato, pesquisas feitas pela indústria automobilística revelaram que praticamente todas as rupturas por fadiga em molas de válvulas começaram numa imperfeição ou defeito interno ou superficial.
Para as molas de extensão e compressão, os cálculos das tensões são baseados nas propriedades de torção, ao passo que nas molas de torção os cálculos são baseados nas propriedades de tensão e no módulo de elasticidade sob tensão. Nas molas “semi-elípticas”, sujeitas a esforços de tensão e dobramento, os cálculos são baseados também nas propriedades de tensão e no módulo de elasticidade sob tensão. Em vista do exposto, conclui-se que sob o ponto de vista físico, exige-se que uma mola apresente as seguintes características mecânicas:- Altos valores para os limites de elasticidade ou proporcionalidade sob tensão ou para limite de proporcionalidade sob torção, para que possa suportar apreciáveis cargas sem apresentar deformação permanente;- Alto limite de fadiga, pois como já se mencionou no caso da indústria automobilística, praticamente todas as molas falham por fadiga, originando-se a ruptura em algum ponto de concentração de tensões, devido a imperfeições ou irregularidades já citadas;- Elevada resistência ao choque, principalmente em molas para automóveis, aviões e aplicações similares.
Quanto a fabricação e composição química, podemos dizer que, os aços-carbono, com teor de carbono variando de 0,50% a 1,20%, satisfazem quase que completamente aos requisitos exigidos das molas, de modo que a maioria desses elementos de máquinas é feita com aqueles tipos de aços. Há aplicações, contudo, que exigem aços-liga. De qualquer modo, a escolha do material depende das propriedades desejadas, das aplicações, do custo e da técnica de fabricação. Em princípio, há dois métodos básicos para a fabricação de molas:a) Molas obtidas a partir de tiras ou fios de aço-carbono ou aço-liga no estado recozido, estes materiais, depois de conformados na forma de molas, são temperados em óleo e revenidos.b) Molas fabricadas a partir de tiras ou fios de aços já endurecidos, isto é, no estado temperado e revenido, ou patenteados e estirados a frio ou encruados, incluindo-se a “corda de piano”, onde estes materiais, depois de conformados em molas, sofrem usualmente um tratamento térmico a baixa temperatura por alívio de tensões originadas no trabalho a frio. As molas obtidas nestas condições são suficientemente endurecidas de modo a apresentar um limite de proporcionalidade elevado, que resiste satisfatoriamente as cargas de serviço, não devem, entretanto, ser excessivamente duras, para não romperem ao serem conformadas.
Os aços-liga apresentam melhores propriedades de fadiga e limites elásticos mais elevados do que os aços-carbono, sendo, portanto, preferidos em algumas aplicações. São, contudo, mais suscetíveis a certas imperfeições superficiais. Por outro lado, o emprego de molas a temperaturas acima da ambiente cria problemas, devido a maior possibilidade de se produzir deformação permanente, mesmo a cargos inferiores. Verificou-se que as molas de aço-
100
Figura 7.31: Alguns tipos de molas helicoidais;a) molas de extensão;b) molas de compressão; c) molas de torção.(b)
(a)
(c)

TECNOLOGIA DOS MATERIAIS
carbono com diâmetro de até ⅝” podem ser utilizadas com suficiente segurança até temperaturas da ordem de 175°C desde que não sejam carregadas além de 56kgf/mm² (550MPa), se for permitida uma pequena deformação permanente em serviço, poderão ser utilizadas até cerca de 200°C, com carga não superior a 84kgfmm² (820MPa). De qualquer modo, em molas de compressão, o aço-carbono não permite temperaturas superiores a 200°C porque resulta uma fluência cuja intensidade vai depender das tensões de serviço e do tempo de aplicação das cargas. Já os aços-liga Si-Mn, Cr-V, etc., típicos para molas, possibilitam o seu emprego, em diâmetros de até ⅝”, em temperaturas da ordem de até 200°C se a carga de serviço não for superior a 56kgf/mm² (550MPa) ou até temperaturas de aproximadamente 230°C se permitir pequena deformação permanente e desde que a tensão de serviço não ultrapasse 84kgf/mm² (820MPa). Acima de 230°C, deve-se recorrer as ligas Cr-Ni ou a aços do tipo aços rápidos.- Molas Helicoidais: as molas helicoidais de pequena seção (diâmetro máximo de ½”) são geralmente obtidas enrolando-se a frio arames ou fios de aço, numa das três condições seguintes:a) Temperada e revenida; b) Trefilada a frio;c) Patenteada e encruada (“fio de música” ou “corda de piano”)
A tabela 7.6 mostra as faixas de composição, propriedades mecânicas aproximadas, assim como aplicações típicas desses aços para molas helicoidais, nas três condições acima mencionadas.
CONDIÇÃO DO AÇO
Temperado em óleo e revenido em chumbo Encruado Patenteado e encruado (corda de piano)
Carbono 0,60 a 0,70 0,45 a 0,75 0,75 a 1,00
Manganês 0,60 a 1,20 0,90 a 1,20 0,25 a 0,50
Fósforo Máximo 0,04 Máximo 0,045 Máximo 0,03
Enxofre Máximo 0,04 Máximo 0,045 Máximo 0,035
Silício 0,10 a 0,20 0,10 a 0,20 0,10 a 0,25
Dureza Rockwell C 40 a 50 40 a 48 42 a 46
Limite de resistência a tração
108 a 210kgf/mm² (1060 a 2060MPa)
105 a 210kgf/mm² (1030 a 2060MPa)
175 a 280kgf/mm²(1720 a 2750MPa)
Limite de elasticidade em tensão
84 a 175kgf/mm²(820 a 1720MPa)
70 a 140kgf/mm²(690 a 1370MPa)
105 a 210kgf/mm²(1030 a 2060MPa)
Limite de torção 80 a 140kgf/mm²(780 a 1370MPa)
84 a 154kgf/mm²(820 a 1520MPa)
105 a 210kgf/mm²(1030 a 2060MPa)
Limite de elasticidade em torção
70 a 84kgf/mm²(690 a 820MPa)
77 a 98kgf/mm²(760 a 960MPa)
91 a 140kgf/mm²(890 a 1370MPa)
Alongamento 5 a 2% 3-2% Cerca de 8%
Módulo de elasticidade em tensão
20.300 kgf/mm²(199GPa)
20.300 kgf/mm²(199GPa)
21.000 kgf/mm²(210GPa)
Idem em torção 8.050kgf/mm² (80GPa) 8.050kgf/mm² (80GPa) 8.050kgf/mm² (80GPa)
Cargas de trabalho recomendadas:
Serviço leve 56kgf/mm² (510MPa) 42kgf/mm² (410MPa) 70kgf/mm² (690MPa)
Serviço médio 45,5kgf/mm² (445MPa) 35kgf/mm² (340MPa) 59,5kgf/mm² (585MPa)
Serviço pesado 38,5kgf/mm² (375MPa) 28kgf/mm² (270MPa) 52,5kgf/mm² (515MPa)
Aplicações usuais
Empregos gerais onde a carga não é muito elevada e quando a mola não é sujeita a
choques contínuos. Um dos tipos de molas mais importantes dentro desta classe é o de
molas para válvulas.
Tipo de menor preço, empregos em molas
sujeitas a cargas constantes ou quando a repetição de esforços
não é muito freqüente.
Um dos aços de melhor qualidade que se conhece, para pequenas molas helicoidais e distorção que devem obedecer a rigorosos
requisitos físicos, sujeitas a cargas elevadas ou a cargas repentinamente aplicadas. Sobretudo
em molas de até 1/8” de dia.
Tabela 7.6: Composição e propriedades de aços-carbono para molas helicoidais.
O tipo designado, “fio de mola trefilado duro” (encruado) é de custo mais baixo, de qualidade relativamente inferior e não apresenta a garantia de completa isenção de certas imperfeições superficiais. Esse fio, no estado trefilado duro e não revenido, é indicado geralmente em condições de esforços estáticos ou quando as tensões de serviço não forem muito severas. O fio designado pela expressão “temperado e revenido” é idêntico ao “temperado em óleo e
101

TECNOLOGIA DOS MATERIAIS
revenido em banho de chumbo” da tabela 7.6, é um material para aplicações gerais, de custo ligeiramente superior ao primeiro e melhor igualmente no que se refere as qualidades da superfície e a resistência a fadiga. O tipo “fio de música” (ou “corda de piano”) é considerado, dentre os aços-carbono, o de melhor qualidade para molas de pequenas dimensões. Apresenta superfície com acabamento excelente e é pouco afetado por revestimentos superficiais eletrolíticos, entretanto, essas molas não devem ser expostas a temperaturas superiores a 120°C, pois sofrerão, já a 120°C, uma perda de carga da ordem de 5%, quando solicitada a 70kgf/mm² (690MPa) aproximadamente e tal perda de carga aumenta rapidamente com a temperatura. Esses três tipos de aços compreendem a maioria das aplicações de molas de pequenas dimensões. Na indústria automobilística americana, por exemplo, dentre os tipos de molas enroladas a frio, cerca de 35% são do tipo “fio temperado e revenido”, 35% do tipo “fio de música” e 25% do tipo “trefilado duro”. O fio de aço-carbono designado “para mola de válvula” é o de menor custo dentre os tipos empregados em molas de válvulas, que se caracterizam pela qualidade excelente da superfície. O tipo Cr-V é, entretanto, superior ao anterior para serviços a temperaturas de 120°C ou acima. Já as molas de fio de aço Cr-Si podem ser usadas a temperaturas da ordem de 230°C. Os aços-liga, entre os quais os mais importantes para molas são os tipos Cr-V e Cr-Si, classes SAE 6150 e 9260 respectivamente, assim como o tipo Si-Mn, são recomendados sempre que se desejam molas para suportar tensões mais elevadas, principalmente a temperaturas superiores a ambiente, visto que apresentam melhores valores de limite de resistência a tração, de limite de elasticidade e limite de fadiga. Os aços “fio de música”, “fio trefilado duro” e “temperado e revenido” devem ser aquecidos entre 175 e 400°C ou preferivelmente a 260°C durante cerca de meia hora, para alívio de tensões, logo após o enrolamento a frio. No caso de molas helicoidais de grande seção e para serviço pesado, parte-se geralmente de barras de aço-carbono ou aço-liga no estado laminado a quente ou recozido, as quais são enroladas a quente na forma de molas. Em seguida, as molas são temperadas e revenidas, para obtenção das propriedades mecânicas desejadas. A superfície das barras deve apresentar-se lisa e isenta de descarbonetação, pois do contrário será afetado o limite de fadiga da mola resultante. Para algumas aplicações, as barras são retificadas antes do enrolamento em molas. Os tipos de aços mais comumente empregados para molas de grande seção e serviço pesado são de alto carbono (classe SAE 1085 ou 1095) ou de aço-liga. Na indústria ferroviária, por exemplo, o tipo SAE 1095 é usado quase que exclusivamente para suspensão de vagões de carga. Os aços-liga dos tipos SAE 5100, 8600 e 9200 predominam nas suspensões de carros de passageiros e locomotivas. Para aplicações industriais em geral e para maquinário usado em movimento de terra, empregam-se também de preferência aços-liga, sendo os tipos mais utilizados, na ordem da importância, 5100 (devido ao custo), 8600, 9200, 6100 e, recentemente, 4100 para barras com diâmetro superior a duas polegadas. A indústria automobilística emprega aços-liga, sendo as barras geralmente retificadas. As cargas admissíveis para molas de compressão de grande seção com alto teor de carbono são: 57kgf/mm² (560MPa) para serviço leve, 49kgf/mm² (480MPa) para serviço médio e 40kgf/mm² (390MPa) para serviço pesado. A tabela 7.7 indica as temperaturas consideradas ótimas para alívio de tensões de fios de aço para molas.
Aço °C Aço °C
Fio de música 230-236 Fio de mola de válvula 315-145
Fio trefilado duro 230-290 Fio Cr-V 315-370
Fio temperado e revenido 230-400 Fio Cr-Si 425-455
Essas temperaturas só se aplicam para aliviar as tensões após a conformação e não são válidas para aliviar tensões após o jato-percussão. O tratamento é baseado num tempo de 30 minutos a temperatura conforme citado na tabela.- Molas Semi-Elípticas: estas são as molas manufaturadas a partir de tiras de aço que são, em seguida, geralmente reunidas em feixes. Os aços para molas de pequena espessura (inferior a ⅛”) podem ser fornecidos nas condições seguintes: laminada a quente, laminada a frio e recozida, temperada e revenida. Os aços de carbono mais baixo SAE 1045 são usados no estado laminado a frio, sem necessidade de têmpera e revenido, quando a mola for de pequena espessura (⅟₁₆” ou menos), quando não for solicitada com elevadas cargas e também quando o baixo custo for fator importante. Os aços de carbono mais elevado, assim como os aços-liga, suportam condições de serviço mais severas. Em molas fabricadas a partir de tiras laminadas a frio ou já temperadas e revenidas, o único tratamento térmico usado, depois de conformada, é um aquecimento para alívio de tensões, realizado durante 20 a 30 minutos a baixas temperaturas de 230 a 290°C para aços-carbono e até 385°C para aços-liga. As molas fabricadas a partir de aço-carbono laminados a quente ou recozidos exigem têmpera e revenido. O aquecimento para a têmpera varia de 785 a 830°C com esfriamento em banho de óleo mantido entre 40 a 60°C, seguindo-se, o mais depressa possível, o revenido a temperaturas variando entre 360 e 425°C, dependendo da dureza final desejada. Esta deve ser da ordem de 40 a 44 Rockwell C quando se tolera certa deformação permanente, e 44 a 48 Rockwell C quando se exige máxima resistência a
102
Tabela 7.7: Temperaturas ótimas para alívio de tensão de fio de aço para
mola.

TECNOLOGIA DOS MATERIAIS
deformação permanente. De qualquer maneira, as molas de aço-carbono nunca devem apresentar dureza Rockwell C superior a 50, pois acima desse valor o material tende a tornar-se frágil. Tratando-se de aços-liga (dos tipos SAE 6150, 9260 ou 8650) as temperaturas dos tratamentos térmicos são:- Têmpera, de 855 a 885°C, com resfriamento em óleo;- Revenido, de 385 a 480°C, dependendo da dureza final desejada.
A dureza Rockwell C nos aços-liga pode ser superior a dos aços-carbono de cerca de 4 pontos, devido a presença dos elementos de liga. As molas “semi-elípticas” de espessura superior a ⅛”, aplicadas principalmente na indústria automobilística, ferroviária e de equipamento agrícola, são obtidas a partir de aços-carbono ou aços-liga, das mesmas composições, no estado laminado a quente ou recozido. As molas são conformadas a quente e depois de esfriadas são reaquecidas para a têmpera. A temperatura desses tratamentos variam da faixa de 830 a 855°C para aços-carbono até 850 a 900°C. O esfriamento é feito em óleo e mantido a temperaturas entre 40 e 60°C. O revenido, realizado imediatamente após a têmpera, é levado a efeito a temperaturas entre 360 a 425°C para aços-carbono e 385 a 480°C para aços-liga, dependendo da dureza final desejada. De acordo com a deformação permanente tolerável, a dureza final dessas molas deve ser a seguinte:- Aços-carbono: 352 a 388 Brinell, quando se tolera certa deformação permanente, 388 a 444 Brinell, quando se exige máxima resistência a deformação permanente;- Aços-liga: 375 a 415 e 415 a 460 Brinell, nas mesmas circunstâncias, respectivamente.
Também nas molas “semi-elípticas”, tanto de pequena como de grande espessura, as imperfeições superficiais devem ser evitadas, sobretudo em condições severas de serviço, pois tais irregularidades são, como se viu, os pontos iniciais de ruptura por fadiga.
c) Aços Ferramentas e Matrizes: as ferramentas utilizadas na indústria em geral e, particularmente, na indústria mecânica, são um acessório imprescindível na usinagem e conformação de peças metálicas ou não, fabricadas pelos processos tradicionais de produção. Essas ferramentas devem apresentar requisitos que possibilitem realizar as operações a que foram destinadas com precisão e a um custo relativamente baixo. Em consequência, não basta escolher o melhor material para confeccioná-las em função do trabalho exigido, mas igualmente projetá-las adequadamente e escolher as máquinas operatrizes que apresentam as melhores condições de rigidez, velocidade de corte e outros requisitos importantes. Os aços são os materiais mais importantes de ferramentas, embora outros materiais, como por exemplo o metal duro, esteja sendo empregados de modo crescente.
É notório que o ferro e o aço foram os primeiros materiais utilizados por um ser humano na forma de ferramenta e a arte de endurecer o aço pelo seu aquecimento a elevadas temperaturas e subsequente resfriamento em água é tão antiga, que a data de descoberta por acaso desse processo de endurecimento não pode ser apontada com absoluta precisão. É certo, por outro lado, que somente a partir do início do século XX, a utilização de ferramenta de aço se generalizou e começou a adquirir a importância que apresenta na presente época, graças a estudos e pesquisas no campo da técnica de sua fabricação, assim como no constante desenvolvimento de novos tipos de aços, mediante a incorporação de novos elementos de liga, para aplicações de responsabilidade cada vez maior. Esses aços são, possivelmente, os que exigem maiores cuidados e tanto sob o ponto de vista de fabricação, desde a sua fundição, transformação mecânica até o tratamento térmico final, como também sob o ponto de vista de aplicação. Isso é perfeitamente compreensível quando se considerar os requisitos que eles devem preencher e os tipos e condições de serviços a que se destinam. Os aços ferramentas são particularmente importantes pois são empregados na fabricação de peças e utensílios que serão utilizados na fabricação de outras peças e utensílios. Exemplos de peças feitas de aços ferramentas são:
- Fieiras; - Bits de usinagem;- Matrizes para injeção de plásticos; - Martelos pneumáticos.Os primeiros aços ferramentas (e ainda utilizados atualmente) foram os aços comuns ao carbono, sem
elementos de liga, sendo que a partir de 1868 muitos aços complexos, altamente ligados, foram desenvolvidos visando atender as crescentes exigências de severidade em serviço, estabilidade dimensional e facilidade de fabricação (usinabilidade e isenção de trincas durante o tratamento térmico). As diversas aplicações dos aços ferramentas podem se classificadas de acordo com o tipo de solicitação envolvida no produto. Assim, pode-se subdividir, para fins didáticos, as aplicações dos aços ferramentas nos seguintes grupos:a) Trabalho a frio: considera-se como trabalho a frio as aplicações que ocorrem na temperatura ambiente ou abaixo de 200°C, tais como matrizes para estampagem, dobramento, compactação de pós, facas industriais, tesouras, ferramentas de corte e usinagem de papel e madeira, pinos guias, punções, calibres, padrões, instrumentos de medição, etc. Neste campo, as solicitações podem envolver de um lado resistência ao desgaste (por exemplo em tesouras) e de outro tenacidade (por exemplo em martelos).
103

TECNOLOGIA DOS MATERIAIS
b) Trabalho a quente: são aplicações que ocorrem acima de 200°C e, portanto, são mais severas que o trabalho a frio, englobando os seguintes casos: matrizes para forjamento a quente, moldes para fundição sob pressão, extrusão, facas para tesouras de corte a quente, fieiras, etc. Algumas ferramentas para trabalho a quente trabalham em contato com material aquecido a 1100°C ou mais, provocando o aquecimento da ferramenta a níveis superiores a 550°C.c) Ferramentas de usinagem: são aplicações ainda mais severas que o trabalho a quente, pois trata-se da usinagem de metais, devendo apresentar maior dureza, resistência ao revenimento e ao desgaste em temperaturas elevadas, devendo trabalhar de modo contínuo em temperaturas entre 550 e 600°C. Exemplos típicos são: brocas, alargadores, machos, cossinetes, fresas, bits, ferramentas de corte, desbaste e acabamento para tornos e ferramentas para plainas.
Normalmente as ferramentas e matrizes são fabricadas por usinagem (estando o material com baixa dureza, por exemplo, no estado recozido ou coalescido) e, após atingida a forma desejada para o produto, o mesmo sofre tratamento térmico para que se desenvolvam as propriedades necessárias para a aplicação específica a que se destinam. Assim, os aços ferramentas devem atender a requisitos de fabricação (usinagem e tratamento térmico) e a requisitos relativos a aplicação, sendo frequente haver conflitos entre ambos.
Os aços ferramentas não apresentam uma metodologia racional de classificação, uma vez que alguns são identificados pelo meio de têmpera empregado em seu tratamento, outros pelas propriedades e outros ainda pelo tipo de elemento de liga presente. A classificação abaixo é aquela adotada pelas AISI, e SAE. Há ainda outros tipos de aços ferramentas, designados pelas letras L e F de uso menos frequente, na tabela 7.8 tem-se listados as composições dos diversos tipos de aços ferramentas.
Tipo Designação Aplicações
W Temperáveis em água (Water). Trabalho a frio.
S Resistentes ao choque (Shock). Trabalho a frio ou a quente
A Aços ferramenta para trabalho a frio – temperável ao ar (Air). Trabalho a frio.
O Aços ferramenta para trabalho a frio – temperável em óleo (Oil). Trabalho a frio.
D Aços ferramenta para trabalho a frio – matrizes (Dies). Trabalho a frio e a quente.
H Aços ferramentas para trabalho a quente (Hot). Trabalho a quente.
T Aços rápidos ao tungstênio (Tungsten). Usinagem.
M Aços rápidos ao molibdênio (Molibden). Usinagem.
P Aços para moldes (Plastics) Molde para injeção de plásticos
Os aços-ferramenta identificados pelas letras L e F ou sem identificação são aços para fins especiais. De acordo com a AISI os aços para ferramentas e matrizes podem ser classificados em sete categorias principais como veremos a seguir, partindo da tabela 7.8:
a) Aços temperáveis em água (W): apresentam o carbono como o principal elemento de liga. Constituem, por assim dizer, o ponto de partida ou a base na escolha dos aços para ferramentas e matrizes. A não ser que se exijam os requisitos “maior resistência ao desgaste”, “maior tenacidade”, “maior temperabilidade” e “dureza a quente”, esses aços, ao carbono simplesmente, ou em pequenas adições de cromo e vanádio, são plenamente satisfatórios e são, sobretudo, de menor custo. Como o carbono a medida que aumenta, melhora a dureza e a resistência ao desgaste do aço, mas diminui a sua tenacidade, a sua escolha apropriada dependerá das condições de serviço. Geralmente, os diversos tipos são classificados pela percentagem de carbono e, de acordo com o teor desse elemento, pode-se estabelecer uma escala, como se vê abaixo, correspondendo a tenacidade e a dureza do aço.- 0,50% C: simplesmente tenaz;- 0,60% C: muito tenaz, com característicos adequados para têmpera e revenido, resistente ao choque;- 0,70% C: tenacidade excelente e gume cortante, resistente ao choque;- 0,80% C: gume cortante satisfatório aliado a boa tenacidade;- 1,00% C: gume cortante e tenacidade aproximadamente idênticos;- 1,20% C: grande dureza aliada a certa tenacidade;- 1,30% C: grande dureza no gume cortante, a tenacidade é menos importante;- 1,40% C: o primeiro requisito é grande dureza no gume cortante, a tenacidade é secundária.
Esses aços, sendo os mais simples dentre os aços para ferramentas são os mais fáceis de processar, inclusive no que diz respeito aos seus tratamentos térmicos.
104
Tabela 7.8: Tipos de aços ferramentas
(AISI/SAE).

TECNOLOGIA DOS MATERIAIS
As ferramentas confeccionadas com esses aços, a rigor, não apresentam quaisquer limitações de forma, porque podem ser, de modo relativamente fácil, conformadas por usinagem, retificação ou outro método similar. Uma precaução a tomar, na operação de retificação final, depois da têmpera, é evitar que a ferramenta fique danificada pelo calor desenvolvido nessa operação, visto que o aço-carbono amolece entre as temperaturas de 200 a 260°C. De qualquer modo, as razões pelas quais os aços carbono ainda desempenham um papel importante na indústria de ferramentas são, entre outras, as seguintes:- Custo mais baixo que os outros materiais para ferramentas;- Disponibilidade mais fácil;- Usinabilidade melhor;- Maior facilidade de têmpera, a dureza máxima, pois não exigem temperaturas excessivamente elevadas, como os aços rápidos, e utilizam um meio de resfriamento simples e de grande disponibilidade (água), que permite atingir dureza da ordem de 65 Rockwell C;- Menor suscetibilidade a descarbonetação que qualquer outro aço para ferramenta; - Soldabilidade maior que a de qualquer outro aço para ferramenta. A tabela 7.9 resume as vantagens, as desvantagens e aplicações típicas de aços-carbono para ferramentas.
Vantagens Desvantagens Aplicações Típicas
Boa usinabilidade.
Gume cortante agudo.
Tratamento térmico fácil.
Dureza superficial elevada com núcleo de tenacidade satisfatória.
Dureza a quente muito baixa.
Suscetibilidade a fissura no tratamento térmico, quando se exige na peça mudanças drásticas de dimensão.
Baixa capacidade de manter estabilidade dimensional durante o tratamento térmico.
Machos de tarraxas;Cossinetes;Brocas helicoidais;Limas;Alargadores manuais;Escareadores de tubos;Escareadores ajustáveis;Serras de fita;Frezas para acabamento especial;Talhadeiras, cinzéis e formões manuais.
Tabela 7.9: Vantagens, desvantagens e aplicações típicas de aço-carbono para ferramentas.
b) Aços-ferramenta para moldes (P): caracterizam-se por baixo teor de carbono e a presença, em percentagens variáveis, de diversos elementos de liga. Esses aços somente apresentam resistência mecânica ao desgaste necessária para as aplicações a que se destinam, após tratamento termo-químico de cementação. A maioria desses aços é utilizada em cavidades para moldes de fundição de ligas metálicas de baixo ponto de fusão. Alguns são empregados em discos ou placas de reforço e em blocos espaçadores.
c) Aços resistentes ao choque (S): o principal grupo dos aços resistentes ao choque são aços ao silício, de 1,00 a 2,25%, pois possuem alta resistência ao choque, boa resistência a fadiga e ao desgaste. Suas principais aplicações são feitas em punções e matrizes, além das ferramentas especificamente operando em serviço e condições de choque. A adição de silício, em teores que o tornam um elemento de liga, produz os seguintes efeitos:- Eleva a temperatura crítica do aço, o que exige para a têmpera temperaturas mais elevadas;- Promove a endurecibilidade, ao deslocar as curvas em C para a direita (figura 7.32), contudo, o silício não rebaixa a temperatura Mi;
105
Temperado em óleo - 60RC
Mi
70%95%
99%
80%
95%
99%
29RC34RC
800
700
600
500
400
300
200
100
Tem
pera
tura
, °C
3 4 6
10 15
8
45
2
20 6030
3 4 6 10 158 452 20 6030 3 4 6 10 158 45
2 20 6030
SEGUNDOS MINUTOS HORAS
Figura 7.32: Diagrama de transformação isotérmica para aço tipo 314 com 0,43%C, 1,35%Mn, 2,25%Si, 1,35%Cr, 0,40%Mo e
0,30%V, austenizado a 927 graus C.

TECNOLOGIA DOS MATERIAIS
- Retarda o amolecimento durante o revenido;- Tende a provocar descarbonetação mais rápida do aço, quando aquecido ao ar;- Confere ao aço tendência crescente a formação de carbono livre (grafitização).d) Aços-ferramenta para trabalho a frio (O, A, D): também chamados de indeformáveis, porque são os menos sujeitos a alterações de forma e dimensões durante o tratamento térmico. O fato de serem temperados em óleo ou ar favorece essa indeformabilidade. Por esse motivo, são indicados para aplicações que exigem cuidadoso controle dimensional, como matrizes para trabalho a frio (forjamento, estampagem, corte, compactação de pós metálicos, etc.) e ferramentas como brochas, alargadores e peças como punções, calibre, etc. São divididos em quatro grupos principais:- Temperáveis em óleo: apresentam profundidade de endurecimento média. A sua dureza a quente é baixa, de modo que não se recomenda seu uso em trabalho a quente. Desse modo, o aço mais empregado é o tipo 410, porque suas condições de tratamento térmico são muito favoráveis e porque apresenta razoável endurecibilidade para aplicação em ferramentas de dimensões não muito grandes. Não tem tendência de apresentar crescimento de grão em eventual super-aquecimento. Alguns exemplos típicos de aplicações de aços pertencentes a classe 410 (temperáveis em óleo) são: machos de tarraxa, alargadores, brochas, fresas helicoidais, brocas, serras circulares, matrizes de recorte, calibres, punções, ferramentas de brunimento, ferramentas para recartilhar, pequenas lâminas de tesoura, matrizes de cunhagem, matrizes de rebarba a frio, moldes para plásticos, matrizes de estiramento etc.- Temperáveis ao ar: (tipos 420 a 429) apresenta grande profundidade de endurecimento. Por isso, o empenamento é mínimo na operação de têmpera, de modo que os aços pertencentes a esse grupo são recomendados para matrizes de forma complexa que devem manter o mais possível suas dimensões originais após a têmpera, como matrizes para a compactação de pós metálicos. A resistência ao desgaste é muito elevada e a combinação dessa característica com tenacidade igualmente elevada os tornam recomendados na fabricação de punções, matrizes de estiramento, matrizes de recorte, matrizes de estampagem e alguns tipos de lâmina de tesoura. As temperaturas de têmpera são mais elevadas que no caso dos aços temperáveis em óleo. Esses aços são também mais suscetíveis a descarbonetação que os temperáveis em óleo, sobretudo quando a temperatura de têmpera é muito elevada, como é o caso dos tipos com cromo em teores mais altos.- De alto cromo e alto carbono: (tipos 431 a 436) apresenta grande profundidade de endurecimento, o que permite sua têmpera em óleo ou, na maioria dos tipos, ao ar. Esses tipos foram inicialmente desenvolvidos como possíveis substitutos para os aços rápidos durante a Segunda Guerra Mundial, mas não foram bem sucedidos em aplicações de ferramentas de corte, por serem frágeis e por não apresentarem suficiente dureza a quente. Contudo, a presença de numerosos carbonetos duros de cromo, associada a características notáveis de indeformabilidade tornam esses aços muito úteis para a fabricação de matrizes. O alto cromo presente torna esses aços mais resistentes a corrosão que os aços simplesmente ao carbono ou com baixo teor de elementos de ligas. Esse fato causa apreciável resistência a tendência dos aços adquirir manchas quando temperados e polidos. A resistência ao desgaste desses aços é cerca de oito vezes maior que a dos aços-carbono sem vanádio ou outros tipos de carbonetos. O recozimento deve ser seguido de resfriamento lento e a superfície deve ser protegida com atmosfera controlada ou colocando as peças em caixas contendo substância inerte. Em alguns casos pode-se conseguir economia de tempo, aplicando-se o seguinte ciclo de recozimento isotérmico: 1º Aquecer a 900°C durante duas horas;
2º Resfriar a 774°C e manter a esta temperatura de 4 a 6 horas; 3º Resfriar ao ar.
Para a têmpera, o aquecimento deve ser lento e uniforme, o que reduz as possibilidades de mudanças dimensionais. Recomenda-se um pré-aquecimento entre 650 e 750°C e o emprego de fornos de atmosfera controlada ou banhos de sal. O revenido pode causar endurecimento secundário quando a têmpera tiver sido realizada a temperaturas acima de 1010°C. Para aumentar a dureza e melhorar a estabilidade dimensional desses aços, pode-se empregar tratamento sub-zero. Para a máxima estabilidade dimensional a temperatura ambiente, os seguintes ciclos de tratamento térmico, após a têmpera, mostraram-se benéficos: Ciclo 1: - 1º: Resfriar continuamente até 196°C; - 3º: Resfriar em óleo;- 2º: Manter uma hora a temperatura de 343°C; - Dureza resultante: 63RCCiclo 2:- 1º: Resfriar continuamente até 196°C; - 4º: Repetir os estágios 1º e 2º, três vezes;- 2º: Manter uma hora a 510°C; - 5º: Manter uma hora a temperatura de 232°C ;- 3º: Resfriar em óleo; - 6º: Resfriar ao ar.- Dureza resultante; 59,5RC
106

TECNOLOGIA DOS MATERIAIS
Alguns desses aços de alto carbono e alto cromo são nitretados de modo a obter-se uma superfície com maior resistência ao desgaste.- Resistentes ao desgaste: incluem os tipos de 440 a 449. Esses aços apresentam uma resistência ao desgaste muito pronunciada, devido aos altos teores de carbono e vanádio que todos apresentam (com exceção de um tipo). O carboneto de vanádio é extremamente duro e difícil de dissolver-se na austenita. Comparáveis a esses aços em resistência ao desgaste, há somente certos aços rápidos de alto teor de vanádio. Desse modo, os aços da classe 440 são empregados quando as condições de serviço são de abrasão intensa ou quando se visa uma produção em grande série. Entre as aplicações mais importantes podem ser citadas matrizes de estampagem profunda, matrizes de extrusão de peças cerâmicas, revestimento de equipamento de areia, de equipamento de moldagem de tijolos refratários e de equipamento de limpeza a jato. Outras aplicações incluem mancais para alta temperatura (tipo 443, devido sua elevada resistência a corrosão e a oxidação), matrizes de cunhagem, matrizes de estiramento, punções (tipo 445), etc. No recozimento, recomenda-se o emprego de fornos de atmosfera controlada ou a vácuo, para reduzir as possibilidades de oxidação e descarbonetação superficial. O resfriamento deve ser lento até 538°C, a uma velocidade de cerca de 17°C por hora, podendo, a seguir, ser acelerado. As temperaturas de têmpera são, em geral, elevadas, acima de 1000°C. Também é necessário controle da atmosfera dos fornos ou emprego de fornos a vácuo ou ainda, preferivelmente, de banhos de sal neutro. Os aços são resfriados ao ar, com exceção do 445 que é resfriado em água. O revenido, em alguns tipos (442-DI e 443), provoca endurecimento secundário.
e) Aços-ferramenta para trabalho a quente (H): os aços para trabalho a quente, devido as aplicações a que se destinam envolvendo temperaturas elevadas, devem apresentar dureza a quente média (tipos 510 a 514 e 520 a 525) e dureza a quente de média a alta (tipos 530 a 536, 540 a 549 e 550 a 556). Além disso, outras características necessárias são: resistência a choque, usinabilidade razoável, resistência a temperatura de serviço, resistência a erosão as temperaturas de serviço, resistência a fissuração devido ao calor e grande profundidade de endurecimento. Esse aços se dividem em cinco grupos:- Aços ao cromo: o cromo está sempre presente (com exceção do tipo 555) em maiores ou menores quantidades. Os tipos de aço ao cromo apresentam esse elemento em teores variáveis de 3,25 a 4,00%. São os de menor custo porque contêm o mínimo dos outros elementos de liga (vanádio e molibdênio). Os tipos de alto carbono (510 e 511) possuem melhor resistência ao desgaste, mas sua tenacidade é baixa e, por isso, são preferidos quando o trabalho a quente é aplicado com ação de compressão. Exemplos típicos de aplicação desses aços: dispositivos de aperto na fabricação de parafusos e rebites. Os tipos de menor teor de carbono (512, 513 e 5140) apresentam baixa resistência ao desgaste com razoável tenacidade, de modo que são indicados em condições de choque, como, por exemplo, em punções, talhadeiras, matrizes de formar cabeças de rebite a quente e matrizes de forjamento. O recozimento requer resfriamento lento. A têmpera, realizada a temperaturas elevadas, exige, em alguns casos, pré-aquecimento em torno de 750°C para reduzir o tempo a temperatura de austenitização e garantir uma qualidade superficial melhor. Normalmente, o resfriamento é ao ar tranquilo ou ar comprimido, as vezes, quando se deseja dureza máxima superficial ou endurecimento mais profundo em peças de grandes dimensões, estas podem ser resfriadas em óleo. O revenido pode provocar algum endurecimento secundário.- Aços ao cromo-molibdênio: o grupo ao cromo-molibdênio apresenta baixo teor de carbono, de modo que os aços respectivos se caracterizam por elevada tenacidade (portanto, excelente resistência ao choque) e baixa resistência ao desgaste. Os aços da classe 520 (tipos 520, 521 e 522) são os mais empregados dentre os aços para matrizes em trabalho a quente. Possuem melhor dureza a quente que a do primeiro grupo (ao cromo). Assim, aplicações típicas incluem: matrizes para fundição sob pressão, matrizes de forjamento, punções, perfuratrizes e mandris para trabalho a quente, ferramental de extrusão a quente, lâminas de tesoura para corte a quente e todo tipo de aplicações de trabalho a quente sob condições de choque. O recozimento exige resfriamento lento. As peças recozidas depois de resfriadas podem ser submetidas a um tratamento de alívio de tensões, entre 675 e 730°C, o que reduz a probabilidade de empenamento na têmpera. A têmpera pode exigir pré-aquecimento entre 700 e 815ºC, para reduzir a tendência a descarbonetação. Recomenda-se o emprego de fornos com atmosfera controlada ou banhos de sal. Para peças de forma muito complexa, prefere-se um pré-aquecimento em dois estágios: o primeiro entre 650 e 680°C e o segundo a 870°C. O resfriamento é feito ao ar. O revenido exige temperaturas mais elevadas para obter-se as durezas finais especificadas e produz um ligeiro endurecimento secundário, favorável para as condições de serviço: os valores de dureza finais podem chegar a 55RC. Em condições de serviço correspondentes a choques elevados e grande pressão, a dureza é reduzida para 40 a 44RC. Finalmente, para se obter as melhores características de tenacidade, recomenda-se revenido múltiplo, pelo menos dois. Em alguns casos, para produzir uma superfície dura e resistente ao desgaste com um núcleo tenaz, pode-se cementar ou nitretar as peças.- Aços ao cromo-tungstênio: o grupo ao cromo-tungstênio (tipos 530 a 536) possui, como tipo mais importante, o 530
107

TECNOLOGIA DOS MATERIAIS
(H14) de médio carbono e cromo, vanádio, tungstênio em teores variáveis, além de molibdênio e cobalto como elementos opcionais. Esses aços apresentam maior dureza a quente que a dos grupos anteriores para trabalho a quente, mas sua resistência ao choque (tenacidade) é inferior. A profundidade de endurecimento é grande e a presença de cromo em teores mais elevados produz menor formação de casca de óxidos as temperaturas elevadas empregadas. Além disso, a presença, na maioria dos tipos, de silício em teores relativamente elevados, melhora a resistência a oxidação. O recozimento, levado a efeito durante 1 a 2 horas por polegada de seção, é seguido de resfriamento lento a velocidade de 28°C por hora até 593°C, quando pode ser acelerado. As temperaturas de têmpera são muito elevadas, podendo em alguns tipos ultrapassar 1100°C, o que recomenda um pré-aquecimento entre 650 e 830°C ou, para matrizes de forma complexa, dois pré-aquecimentos: a 650 e a seguir a 870°C. Devido sua elevada endurecibilidade, esses aços são comumente resfriados ao ar ou em banho de sal fundido. O revenido provoca, em alguns tipos, um evidente endurecimento secundário, a temperatura de 650°C ou acima. Esses aços são aplicados em matrizes de extrusão de cobre, latão e alumínio, blocos de apoio de matrizes de forjamento e insertos para a conformação de latão, punções para trabalho a quente a aplicações similares.- Aços ao tungstênio: o grupo ao tungstênio (540 a 549) é o que apresenta a maior dureza a quente. O tungstênio pode chegar a 18%, enquanto que o carbono é mantido em teores de baixo a média, devido a tenacidade necessária nesses aços. A sua aplicação é, pois, dirigida a confecção de matrizes onde são necessários requisitos de alta dureza a quente e máxima resistência ao amolecimento a elevadas temperaturas. Aplicações típicas incluem matrizes de extrusão de aço, latão e bronze, matrizes para compressão a quente, matrizes para forjamento rotativo a quente, punções para trabalho a quente, etc. Nesses aços três tipos diferentes de carbonetos foram identificados: M3C, cementita com tungstênio até 1%, M23C6, carboneto de cromo com 5 a 15% de tungstênio e M6C, duplo carboneto contendo 55% de tungstênio ou mais. Devido a composição variável desses carbonetos, a letra “M” representa um átomo metálico, ou ferro ou tungstênio. A presença desses carbonetos influencia a temperatura de austenitização para a têmpera, a qual pode superar os 1200°C o acentuado endurecimento secundário que se verifica no revenido. O tratamento térmico desses aços requer cuidados especiais. Como as temperaturas estão muito elevadas, recomenda-se o uso de atmosferas controladas ou banhos de sal e pré-aquecimentos entre 615 e 900°C, para prevenir empenamento. O recozimento as temperaturas indicadas exige uma a duas horas por polegada de seção e deve ser seguido de resfriamento lento a velocidade de 28°C por hora até 590°C, quando pode ser acelerado. Um alívio de tensões, entre 590 e 680°C, antes da usinagem final de acabamento, reduz o empenamento na têmpera posterior. Na têmpera, os meios de resfriamento incluem: resfriamento em óleo quente (cerca de 65°C), resfriamento interrompido em óleo até que a superfície escureça seguido de resfriamento ao ar, resfriamento em sal fundido ou em chumbo derretido mantido entre 540 e 590°C seguindo-se resfriamento ao ar e resfriamento em jato de ar comprimido. O resfriamento ao ar reduz o empenamento e o resfriamento interrompido ou direto em meios fundidos ou em óleo produz menor quantidade de casca de óxido. Pré-aquecimento, como já foi mencionado, entre 815 e 900°C, reduz as probabilidades de empenamento. No revenido é aconselhável aquecer-se as peças temperadas as máximas temperaturas encontradas em serviço, desde que estas não ultrapassem 700°C. Essa prática evita que a superfície de trabalho da peça amoleça mais rapidamente em serviço que seus núcleos. Esses aços desenvolvem a máxima dureza quando revenidos entre 565 e 595°C, ocasião em que aparece o fenômeno de endurecimento secundário.- Aços ao molibdênio: finalmente, o grupo de aços resistentes ao calor ao molibdênio (tipos 550 a 556) foi desenvolvido como alternativa ao grupo tungstênio. Como o molibdênio tem cerca de metade do peso atômico do tungstênio e possui propriedades químicas semelhantes, ele é tido como duas vezes mais eficiente que o tungstênio. Esses fatos devem ser considerados na substituição parcial do tungstênio pelo molibdênio. Em matéria de aplicações, esses aços se comportam como os ao tungstênio. Do mesmo modo, as condições de tratamento térmico são mais ou menos análogas. Durante o revenido, neles ocorre também o fenômeno de endurecimento secundário.
f) Aços-ferramenta para fins especiais (L e F): esses aços foram agrupados da seguinte maneira:- Aços-ferramenta “matriz”: se caracterizam por teor de carbono médios e a presença de cromo, vanádio, tungstênio, molibdênio e cobalto, em teores variáveis. A composição química desses aços é baseada nas composições químicas das matrizes dos aços rápidos. São empregados em matrizes de extrusão, matrizes de compactação, mandris, matrizes de laminadores de rosca, lâminas de serra e punções.- Aços ao tungstênio para acabamento: são empregados quando se deseja extrema resistência ao desgaste e habilidade de retenção de uma aresta fina de corte. Um dos empregos mais utilizados desses aços destina-se a matrizes de estiramento de fios e pequenos tubos. Para operações de usinagem são pouco usados.- Aços de alto carbono e baixo teor de liga: são aços de custo relativamente baixo, utilizados na fabricação de ferramentas com arestas de corte finas tais como machos de tarraxa, brochas e alargadores. Isso devido ao fato de que os tipos podem ser temperados em óleo e sofrem menor empenamento.
108

TECNOLOGIA DOS MATERIAIS
- Aços semi-rápidos: durante a Segunda Guerra Mundial, os alemães, devido as perspectivas de corte de suprimento, desenvolveram um tipo de aço para ferramentas de corte que se aproximavam dos rápidos, com maior resistência ao desgaste que os aços-carbono, porém com menor dureza a quente que os rápidos. Mais tarde, aços semelhantes foram desenvolvidos nos Estados Unidos, tendo sido criada a classe 360. Alguns empregos específicos incluem ferramentas para trabalho de madeira e folhas de serrotes para metais. O teor de cromo desses aços é o mesmo que se encontra nos aços rápidos. O tungstênio e o molibdênio, fortes formadores de carbonetos, aparecem em teores menores que nos rápidos, contudo, essa menor percentagem de tungstênio e molibdênio é, de certo modo, compensada pelas altas percentagens de carbono e vanádio. A sua endurecibilidade é elevada, de modo que é possível temperar as ferramentas em meios brancos, como sal fundido, óleo e ar. Sua dureza a quente é razoável, devido ao fenômeno de endurecimento secundário que podem apresentar no revenido. Entretanto, a dureza máxima, após o revenido, não é tão elevada como no caso dos aços rápidos. O recozimento é sempre feito nas peças conformadas, devendo-se utilizar ambiente protetor durante o aquecimento ou empacotar as peças em substâncias inertes. As temperaturas de têmpera podem atingir valores próximos de 1200°C e os meios de resfriamento são brandos (sal fundido, óleo ou ar). Para reduzir a quantidade de austenita retida, recomenda-se um revenido duplo ou triplo. O duplo consiste em revenir durante 2horas e 30minutos por operação e é considerado o ciclo de revenido mais adequado. Além das aplicações já mencionadas, os aços semi-rápidos são indicados para pistas de mancais de esfera ou de rolamento empregados em altas temperaturas, em conjuntos de bombas hidráulicas, pistões de bombas, lâminas de serras de fita e de serrotes para metais. - Aços grafíticos: esses aços, devido aos altos teores de carbono e silício, são caracterizados pela decomposição do carboneto em carbono livre (grafitização), de modo que aliam a razoável endurecibilidade boas resistências ao desgaste e usinabilidade. A presença de carbono livre ou grafita formam descontinuidades na superfície, facilitando e formação de cavacos frágeis e curtos, durante a operação de usinagem. O recozimento promove não somente a esferoidização dos carbonetos como igualmente estabelece a quantidade de carbono livre presente. A têmpera é realizada a temperaturas relativamente baixas, do mesmo modo que o revenido. Quando se visa estabilidade dimensional elevada nos tipos 393, 394 e 395 (por exemplo em calibres-padrão), recomenda-se o emprego de ciclos múltiplos de revenido que podem incluir um resfriamento sub-zero após cada operação de revenido. Entre as aplicações mais comuns desses aços grafíticos incluem-se: mancais, cames, matrizes de recorte, punções, calibres (tipo 393), punções e matrizes para recorte, buchas e matrizes para estampagem profunda de alumínio (tipo 390), matrizes para forjar cabeças, matrizes de estiramento de barras e fios (tipo 391), eixos-motores, punções e matrizes de recorte, matrizes de conformação a frio etc. (tipos 394 e 395).
g) Aços Rápidos (T e M): os aços rápidos são aqueles que, depois de endurecidos por tratamento térmico, mantém a dureza e a temperatura mais elevadas do que a temperatura de início de amolecimento dos aços comuns. Um aumento extraordinário de eficiência dos aços rápidos foi conseguido pela adição do cobalto. A adição de 5% de cobalto ao aço com 18% de tungstênio faz aumentar a eficiência em 100%. Com o aço rápido com cobalto consegue-se usinar até o aço manganês. Quanto maior o teor de cobalto mais frágil se torna o aço. O vanádio opõe-se a esta tendência e por isso será sempre proporcionalmente adicionado nos aços rápidos ao cobalto. Os aços rápidos são os principais tipos de aços utilizados em ferramentas, em face das suas características de alta dureza no estado temperado e retenção da dureza em temperaturas em que o gume cortante da ferramenta se torna vermelho, devido ao calor gerado na operação de usinagem. Os tipos convencionais de aços rápidos estão representados, quanto a sua composição nominal. Em princípio, há duas categorias de aços rápidos: a categoria “T” que compreende os tipos predominantemente ao tungstênio e a categoria “M” que compreende os tipos predominantemente ao molibdênio. Essas duas categorias podem, por sua vez, ser subdivididas em duas subcategorias contendo ambas cobalto. Tem-se, pois, os tipos ao W e os tipos ao W-Co indicados nas classificações AISI e SAE com a letra “T”, e os tipos ao Mo e ao Mo-Co, ambos indicados nas classificações AISI e SAE com a letra “M”. A característica principal dos aços rápidos é a capacidade de operar em velocidade e outras condições de corte que podem elevar a temperatura do gume cortante da ferramenta a cerca de 500 a 600°C, durante a operação de usinagem. Nessas temperaturas, os aços em estudo retêm a dureza que lhes permite ainda continuar na operação de usinagem, ao resfriar, depois de realizada essa operação readquirem a dureza original. Essa característica é a chamada “dureza a quente” e constitui a mais importante propriedade dos aços rápidos. Além disso, devido ao alto teor de carbono e ao elevado teor de elementos de liga formadores de carbonetos, forma-se um elevado número de carbonetos de liga, o que confere ao aço uma resistência ao desgaste superior a de outros tipos de aços para ferramenta, tornando sua durabilidade maior. Sua composição é tal que os torna facilmente endurecíveis por têmpera através da seção inteira, mesmo pelo resfriamento em óleo ou em banho de sal, nessas condições, a tendência a empenamento ou ruptura, no resfriamento por têmpera, é menor, desde que certas precauções (como suporte adequado das peças durante o aquecimento, em vista das temperaturas de austenitização serem muito elevadas) sejam tomadas. Seu custo, entretanto, é mais elevado do que o de outros aços para ferramentas, devido não só a sua própria composição
109

TECNOLOGIA DOS MATERIAIS
química, como igualmente as suas operações de tratamento térmico, muito mais complexas e demoradas. São ainda mais difíceis de retificar, exigindo maiores cuidados nesse sentido. Em sua composição química os aços rápidos apresentam carbono elevado, tungstênio muito alto, podendo elevar-se a 20%, molibdênio até 8%, vanádio até 5% (em tipos mais recentes) e cobalto até 12% quando presente. Por outro lado, todos os aços rápidos, devido ao excesso de elementos de liga que resulta em excesso de carbonetos complexos na estrutura tratada, podem endurecer a um mínimo de Rockwell C 63. Sua temperatura de têmpera é muito elevada, geralmente cerca de 65°C abaixo do seu ponto de fusão, o que exige cuidados especiais no seu aquecimento, a estrutura temperada apresenta uma granulação 8 ASTM ou mais fina, sua temperabilidade é excelente, a ponto de peças de 30cm de diâmetro endureçam através de toda seção. Caracterizam-se ainda por apresentarem “endurecimento secundário” acentuado, entre as temperaturas de revenido 500 a 600°C, e finalmente a máxima dureza pode ser obtida pelo resfriamento em ar tranquilo. Os os elementos de liga presentes nos aços rápidos são: carbono, tungstênio, molibdênio, vanádio, cromo e cobalto. Periodicamente são realizados estudos e desenvolvimento visando melhorar as propriedades dos aços rápidos, a maior parte dos quais se relaciona com a introdução de outros elementos de liga. Entre esses elementos, podem ser mencionados: titânio, boro e nióbio. Como essas ligas são aplicadas principalmente em operações de usinagem, a sua característica fundamental é a capacidade de corte. Essa capacidade de corte está intimamente relacionada a dureza do aço, quer a temperatura ambiental, quer altas temperaturas (dureza a quente). A dureza a temperatura ambiente é elevada e a importância do seu conhecimento reside no fato de que o valor da dureza serve de avaliação do tratamento térmico a que o aço é submetido. A dureza a quente corresponde a capacidade do aço resistir ao amolecimento pelo calor que se desenvolve nas operações de usinagem em condições mais severas, principalmente altas velocidades de corte. Para compreender melhor a dureza a quente, convém lembrar que, na condição temperada, o aço rápido consiste de martensita, austenita retida e carbonetos residuais. Os elementos de liga estão presentes quer na matriz martensítica, quer na forma de carbonetos residuais. Admite-se que a composição da austenita retida seja a mesma da martensita, isto é, que ambos os constituintes carbono, cromo, vanádio, tungstênio molibdênio. Ao revenir-se um aço, ocorrem modificações da sua dureza. O gráfico na figura 7.33 apresenta três curvas de revenido. A curva pontilhada correspondente a um aço comum, caracterizando-se pela queda contínua da dureza em função da temperatura de revenido, devido a decomposição da martensita. A segunda curva (tracejada) é relativa a um aço do tipo “endurecível por precipitação”, ou seja, nele pode ocorrer, no reaquecimento pelo revenido, precipitação de compostos, causando elevação da dureza, finalmente, a curva cheia refere-se a um aço rápido. Pelo exame dessas curvas, pode-se notar o seguinte:- As temperaturas de revenido mais baixas, a curva correspondente ao aço rápido é mais ou menos paralela a do aço carbono comum;- As temperaturas elevadas, a curva do aço rápido assemelha-se as dos aços endurecíveis por precipitação.
Esse “endurecimento secundário” ou o aparecimento de uma “dureza secundária”, fenômeno típico de muitos aços altamente ligados e mais acentuados nos aços rápidos, onde se desenvolve principalmente na faixa de temperaturas 550 a 565°C, é atribuído a uma combinação de dois processos:a) Transformação da austenita retida em martensita, durante o resfriamento no revenido;b) Precipitação de uma dispersão extremamente fina de carbonetos de elementos de liga, contendo principalmente vanádio, tungstênio e molibdênio.
A contribuição da austenita retida verifica-se pelo revenido a temperaturas entre 540 e 590°C, a contribuição devida a precipitação de carbonetos de ligas dá-se quando o revenido é realizado entre 480 e 650°C. Estudos e pesquisas revelaram que somente três carbonetos de liga são capazes de produzir o efeito de endurecimento secundário, que são: W2C, Mo2C e VC.
A capacidade de corte está igualmente relacionada com a resistência ao desgaste, ou seja, a resistência que a área da ferramenta em contato com a peça sob usinagem apresenta a seu desgaste. Essas propriedades nos aços rápidos dependem da composição e da dureza da matriz dos carbonetos precipitados M2C e MC responsáveis pela dureza secundária e pelo volume e natureza dos carbonetos de liga em excesso. Para a maior resistência ao desgaste, aumenta-
110
DUR
EZA
TEMPERATURA DE REVENIDO
Endurecimento por precipitação causado por carbonetos especiais
Curva de revenido de aço rápido
Decomposição da martensita
Figura 7.33: Curvas de revenido para três condições.

TECNOLOGIA DOS MATERIAIS
se o teor de carbono simultaneamente com o teor de vanádio. Com isso, introduz-se uma maior quantidade de carboneto e uma grande quantidade de carboneto de vanádio extremamente duro. Finalmente, a tenacidade é outra característica que não pode ser ignorado, embora nos aços rápidos ela seja normalmente baixa. As duas possíveis definições de tenacidade devem ser consideradas, no caso dos aços rápidos. A primeira definição: - Habilidade de deformação antes da ruptura (ductilidade): pode ser importante quando as ferramentas estiverem sujeitas a tensões devido a sobrecargas, choques, cantos vivos etc., que excedam o limite elástico; A segunda definição:- Habilidade de suportar deformação permanente (resistência elástica): pode parecer mais prática, no caso dos aços rápidos, porque raramente ocorrem grandes deformações nas ferramentas de aresta fina de corte. Quanto as aplicações dos aços ferramentas, estes podem ser agrupadas em cinco tipos básicos de operações:a) Ferramentas de conformação: a quente ou a frio, incluindo aplicações tais como blocos e insertos de matrizes, ferramentas para forjamento a quente, ferramentas para prensagem e estampagem profunda, matrizes e punções para recalque a frio, ferramentas para extrusão e aplicações semelhantes. Devido ao fato deles serem expostos a elevadas tensões por curtos períodos de tempo durante a operação, suas características principais devem ser, além da resistência ao desgaste, tenacidade e usinabilidade. As aplicações em serviço de conformação a quente devem caracterizar-se igualmente por dureza a quente;b) Ferramentas de corte: incluindo lâminas de tesoura, matrizes de corte em forjamento e recalque de rebarbação, matrizes para recorde de discos, punções e aplicações semelhantes. Estão também sujeitas a altas tensões e exigem, além, resistência ao desgaste e alta tenacidade. Exigências secundárias são para segurança e mínimo empenamento na têmpera;c) Ferramentas para usinagem: incluindo todas as ferramentas empregadas em máquinas operatrizes, as quais exigem alta dureza a temperatura ambiente e dureza a quente, além de resistência ao desgaste. Tenacidade é uma característica secundária;d) Ferramentas para moldes: incluindo aplicações tais como moldes para plásticos, moldes para fundição sob pressão de metais e ligas de zinco, alumínio e cobre e ferramentas para metalurgia do pó (compactação), briquetagem de tijolos e de materiais cerâmicos;e) Aplicações miscelâneas: onde se exige alta resistência ao desgaste, como discos para máquinas de moldar por projeção centrífuga de areia e discos de esmeris, ou alta tenacidade, como peças de percussão, ou alta dureza, como calibres, etc.
Para selecionar um aço para ferramenta deve-se considerar, portanto, as aplicações para as quais as ferramentas são destinadas e, para cada caso, as propriedades de maior ou menor importância. Para a maioria das aplicações, as características de maior importância são resistência ao desgaste, tenacidade e dureza a quente. Outras propriedades, como dureza de trabalho (relacionada com o limite de escoamento ou limite de elasticidade do aço), profundidade de endurecimento (relacionado com a característica de tensões internas do aço) e tamanho de grão são considerados de menor importância para certas aplicações, mas para outros podem ser relevantes. Para facilitar a seleção de cada aço destinado a uma aplicação determinada, estabeleceu-se um sistema numérico de 1 (baixo) a 9 (alto) que permite qualificar o aço em função das características consideradas de maior importância, ou seja, resistência ao desgaste, tenacidade e dureza a quente. As características de menor importância (relativa) são relacionados em números correspondentes a dureza Rockwell C, tamanho de grão Shepherd e profundidade de endurecimento, neste caso utilizando as letras S (“shallow” = pouco profunda), M (“medium” = profundidade média) e D (“deep” = grande profundidade). Quanto a composição química dos aços ferramentas, na tabela 7.10 estão listados apenas os elementos adicionados intencionalmente, podendo haver a presença de impurezas (Si, Mn) em baixos teores, não apresentados na tabela. Constata-se que, além do carbono, os elementos mais frequentemente empregados são o Cr, V, Mo, W (formadores de carbonetos) e, com menor freqüência, o Mn, Si, Ni e Co. Nem todos os elementos mencionados estão presentes simultaneamente num dado aço ferramenta.
Tipo Nome (*) C (%) Mn (%) Si (%) Cr (%) V (%) W (%) Mo (%) Outros (%)
W
W1VW-1VAPVET-3
0,6 a 1,41,20,950,70
0,4 0,25 0,20 0,10 1,00 -- --
W2VETD
0,6 a 1,41,00
-- -- -- 0,250,25
-- -- --
Tabela 7.10: Composição química dos principais aços ferramentas.
111

TECNOLOGIA DOS MATERIAIS
Tipo Nome (*) C (%) Mn (%) Si (%) Cr (%) V (%) W (%) Mo (%) Outros (%)
S
S1VW-3
0,500,45 -- 1,00 1,5
1,4 0,2 2,00 0,2 --
S2 0,5 -- 1,00 -- -- -- 0,5 --
S5 0,55 0,80 2,00 -- -- -- 0,4 --
S7 0,50 -- -- 3,25 -- -- 1,4 --
A A2 1,00 -- -- 5,00 -- -- 1,00 --
O O1VND
0,900,95
1,001,25 -- 0,50
0,50 0,12 0,500,50 -- --
D
D2VD-2
1,501,50 -- 0,30 12,00
12,00 0,9 -- 1,000,95 --
D3VC-130
2,252,50 -- -- 12,00
11,50 0,2 -- -- --
D6VC-131
2,102,10 -- -- 12,00
11,50 0,2 0,800,70 -- --
H
H10VCM
0,400,32 -- -- 3,25
2,900,400,50 -- 2,50
2,80 --
H11VPC
0,350,38 -- 1,00 5,00
5,000,400,40 -- 1,50
1,35 --
H12VPCW
0,350,35 -- 1,00 5,00
5,000,400,25
1,251,35
1,251,50 --
H13VH13
0,350,40 -- 1,00 5,00
5,001,001,00 -- 1,50
1,50 --
H21VW-9
0,350,30 -- -- 3,25
2,65 0,35 9,508,50 - --
T T1VWT-1
0,700,75 -- -- 4,00
4,251,001,10
18,0018,00 -- --
M
M2VWM-2
0,850,90 -- -- 4,00
4,252,001,90
6,256,20
5,005,00 --
M7VWM-7
1,001,00 -- -- 4,00
3,802,002,00
1,751,80
8,758,70 --
M35VK-5E
0,800,92 -- -- 4,00
4,152,001,85
6,006,30
5,005,00
5,00 % Co4,80 % Co
M41VKM-41
1,101,10 -- -- 4,25
4,152,002,00
6,756,80
3,753,75
5,00 % Co5,25 % Co
M42VKM-42
1,101,10 -- -- 3,75
3,751,151,15
1,501,50
9,509,50
8,00 % Co8,00 % Co
P
P4VEP
0,07 max.0,04 max. -- -- 5,00
3,80 -- -- 0,40 --
P20VP-20
0,300,36 0,60 -- 0,75
1,80 -- -- 0,250,20 1% Ni
(*) em negrito, designação segundo AISI/SAE. Em letra não grifada, nome segundo VILLARES.
Continuação Tabela 7.10: Composição química dos principais aços ferramentas.
As características fundamentais dos aços para ferramentas e matrizes são:a) Dureza a temperatura ambiente: é óbvia a importância dessa propriedade, visto que a dureza da ferramenta ou matriz deve ser superior a dureza da peça sobre a qual exercerão sua ação de corte, usinagem ou conformação. A dureza depende essencialmente do teor de carbono, a não ser nos aços com elevados teores de elementos de liga. A maioria das ferramentas e matrizes, tais como ferramentas de corte, matrizes para estampagem profunda, etc., é usada a máxima dureza que se pode obter. Em outros casos, entretanto, como nas matrizes para deformação a quente ou nas ferramentas de percussão, a dureza não é, por assim dizer, o requisito essencial e, nessas aplicações, as ferramentas ou matrizes são geralmente aplicadas com durezas abaixo das máximas que se podem obter.b) Resistência ao desgaste: constitui este igualmente um requisito muito importante, pois o desgaste pode causar falhas em muitos tipos de ferramentas. Há, aparentemente, um grande número de fatores que afetam essas propriedade: a
112

TECNOLOGIA DOS MATERIAIS
composição do aço (que determina o tipo e a composição dos carbonetos), a suscetibilidade do aço em endurecer por encruamento da superfície, e resistência mecânica do aço, além de fatores estranhos ao material, como tipo de lubrificante, tipo de operação, etc. Também para esta propriedade, o carbono é o elemento de maior influência, entretanto, nos aços altamente ligados, os elementos de liga podem influir, devido a dureza e a distribuição dos carbonetos que se formam.c) Temperabilidade: é um requisito indispensável, pois uma maior penetração de dureza garante perfeita uniformidade de características mecânicas em seções apreciáveis. Como de sabe, nos aços-carbono comuns, é difícil alcançar alta profundidade de endurecimento, sobretudo em seções superiores a 25mm, entretanto, uma pequena adição de cromo resultará, nessas dimensões, em temperabilidade completa. De qualquer modo, o aumento do teor de elementos de liga tem a tendência de diminuir a diferença de dureza entre a superfície e o centro. Essa mesma elevação do teor de elementos de liga permite a utilização de meios mais brandos de têmpera, ainda com garantia de endurecimento total.d) Resistência mecânica: uma elevada resistência mecânica é indispensável, visto que os aços para ferramentas e matrizes devem apresentar a capacidade de suportar esforços sem o aparecimento de falhas ou de deformação permanente. Exige-se igualmente altos valores para os limites elásticos e de escoamento. A resistência mecânica é determinada pelos ensaios de tração e de torção estática. Costuma-se ainda especificar, em alguns casos, a resistência a compressão.e) Tenacidade: geralmente, é uma característica desejável em qualquer ferramenta ou matriz. Entretanto, é difícil aliar-se os conceitos de elevada tenacidade e alta dureza. Por outro lado, a própria definição de tenacidade pode levar a interpretações errôneas. A tenacidade, em outras palavras, pode ser definida como “a capacidade do material deformar-se antes de romper” ou como “a capacidade do material absorver considerável quantidade de energia sem romper”. No primeiro caso, o conceito é aparentemente de que o material deve deformar-se plasticamente antes de romper, ou seja, antes da ruptura, deve ocorrer apreciável deformação de natureza plástica. No segundo caso, o conceito é de que o material deve suportar a máxima carga ou tensão sem romper, em outras palavras, neste caso, a importância reside na tensão ou carga necessária a ruptura e a definição parece mais aplicável no caso de ferramentas e matrizes onde, geralmente, não são permitidas deformações de natureza plástica.
O método clássico de determinar-se a tenacidade é, como se sabe, o do “ruptura por choque”, o que consiste em aplicar-se uma carga repentina, mediante “martelo de queda” ou “martelo pendular” ou dispositivo semelhante, num corpo de prova, de forma e dimensões especificadas. A massa do martelo é dotada de uma certa energia inicial, visto que se move de uma determinada altura ou posição, ao chocar-se com o corpo de prova, transmite-lhe parte da energia, essa energia que é absorvida pelo corpo de prova serve como medida de tenacidade e é expressa em kgf/m ou Jouke. Outro método que tem sido usado para medir a tenacidade é o do “impacto por torção”. Nela, o corpo de prova, também de formato e dimensões apropriadas, é preso numa extremidade, ao passo que na outra se adapta um dispositivo em posição transversal que permite o engrenamento do corpo de prova com um volante, depois que este estiver dotado de uma certa velocidade de rotação, a qual corresponde uma energia conhecida. O brusco engrenamento causa a ruptura por torção do corpo de prova e simultaneamente o volante diminui de velocidade, adquirindo uma energia final, a diferença entre a energia inicial conhecida e a final medida corresponde a energia absorvida pelo corpo de prova, que exprimiria também o torque em kgf/m, ou seja, a tenacidade do material, por este método de ensaio. Evidentemente, quanto maior a tenacidade do material, mais depressa o volante parará, porque maior a quantidade de energia transmitida ao corpo de prova. Não há relação entre os dois tipos de ensaio. Pelo contrário, tem sido verificado praticamente que o comportamento do material quando submetido aos dois tipos de ensaio é muito diferente, como indica a figura 7.34.
113
21,0
18,0
15,0
12,0
9,0
6,0
3,0
150 200 250 300 350 400 450 500
Tena
cida
de, e
m k
gf x
m
Temperatura de revenido, °C
Aço – Carbono com 0,8% C Temperado de 875°C em água
Choque – Corpos de prova
de ¼” x ⅜”
Torção amostras de ¼” diâmetro
Figura 7.34: Comportamento de aço quando submetido a ensaio para medida de tenacidade por choque e por torção em função de temperatura de revenido.

TECNOLOGIA DOS MATERIAIS
Finalmente, outro método igualmente usado para medir a tenacidade é o do “dobramento”, ou melhor, da “determinação da resistência transversal”. Os fatores que afetam a tenacidade do aço são: - Tensões internas, produzidas por têmpera drástica, reaquecimento muito rápido dos aços temperados, retificação inadequada, etc., porque poderão provocar concentração de tensões, atuando como falhas internas; - Encruamento; - Granulação grosseira; - Dureza excessivamente alta; - Segregação anormal; - Teor em ligas, exigindo maiores temperaturas de revenido e, em consequência, contribuindo a uma maior tenacidade, pela diminuição daquelas tensões internas.f) Dureza a quente: esta é uma característica altamente desejável em certos aços para ferramentas e matrizes, utilizados em altas temperaturas, devido ao calor das próprias condições de serviço ou ao que se desenvolve durante as operações de usinagem. A dureza a quente é a propriedade que os aços podem apresentar de reter alta dureza a temperaturas elevadas (da ordem de 600°C para os aços rápidos). Os aços em que tal característica é fundamental são os “aços rápidos” e os “aços de matrizes para trabalho a quente”, essas são aplicações em que, além da alta dureza a temperaturas elevadas, é desejável alta resistência ao desgaste a essas temperaturas, ao mesmo tempo em que é imprescindível que sejam mantidas as formas e as dimensões das ferramentas e das matrizes. A composição química do aço é fator determinante dessa característica, sendo os elementos responsáveis diretamente por essas propriedades o tungstênio em primeiro lugar, o molibdênio a seguir, o cobalto, o cromo e o vanádio.g) Tamanho de grão: geralmente é desejável um tamanho de grão pequeno, ou granulação fina, pois que esta se associa com características mecânicas superiores. Para os aços-ferramenta, o tamanho de grão é determinado pela fratura, quando o material é quebrado numa condição de dureza de aproximadamente 55 Rockwell. O material deve ser suficientemente duro para romper intergranularmente. Se o aço apresentar-se em condições de baixa dureza, como no estado recozido, ele romperá através do grão ou transgranularmente. Nessas condições, vários grãos podem combinar-se de modo a formar uma face individual, dando a aparência de um único grão. O aço-carbono para ferramentas constitui um exemplo de aço apresentando os dois tipos de fraturas da mesma peça. De fato, em certas dimensões, a peça endurecerá por têmpera na superfície até uma certa profundidade, e continuará mole no núcleo: a camada superficial romperá intergranularmente e o núcleo transgranularmente, assim, o tamanho de grão da camada superficial aparecerá pequeno e o núcleo grande, quando, de fato, a granulação é a mesma. Obtida a fratura, a mesma é comparada com o sistema de fraturas-padrão, desenvolvido por B.F. Shepherd, que relacionou a fratura de 1 a 10, correspondendo o número 1 a mais grosseira e o número 10 a mais fina. Este ensaio e o chamado “P.F.” (P de penetração e F de fratura). A determinação do tamanho de grão pelo ensaio de fratura tem, entretanto, limitações, sobretudo nos aços de alto teor em liga, como nos aços rápidos e nos aços de alto carbono e de alto cromo, neles, os carbonetos podem ser tão grosseiros que quando o aço é quebrado, para exame de fratura, esta segue os pontos de contato do carboneto com a matriz, indicando, em consequência, um grão maior que o real. h) Usinabilidade: é impossível associar alta dureza e resistência ao desgaste a uma boa usinabilidade, mas as vezes é necessário usinar estes aços para confecção de ferramentas ou matrizes, sendo necessário por isso não utilizar a dureza e resistência máxima na ferramenta ou matriz e sim somente a necessária de acordo com o trabalho que irá executar, sendo necessário até diminuir a vida útil e o rendimento desta ferramenta para possibilitar sua fabricação. A usinabilidade é tanto menor quanto maior o teor em ligas, visto que se forma um apreciável número de carbonetos duros. Por outro lado, aumentando o teor de carbono e de elementos de liga, mais difícil torna-se o recozimento do material para diminuir sua dureza. Têm, pois, os especialistas um problema relativamente complexo para resolver na usinagem desses aços, as vezes imprescindíveis, para a confecção das ferramentas e das matrizes necessárias.
Os requisitos ou características exigidas pelos aços para ferramentas comprovam a sua complexidade e os problemas que os produtores e os usuários têm de enfrentar para possibilitar o seu emprego nas melhores condições. Em princípio, dois são os fatores que fundamentalmente possibilitam o atendimento das exigências de qualidade dos aços considerados:- Tratamento térmico: em todos os aços não comuns, o tratamento térmico constitui talvez a mais importante fase de fabricação, pois é ele que irá determinar a estrutura e as propriedades finais, de acordo com as condições e as necessidades de serviço. Tal fato cresce de importância nos aços para ferramentas e matrizes, devido as condições extremamente especiais de serviço e utilização desses materiais, e devido nos tipos altamente ligados, a complexidade de sua composição química e estrutura.- Composição química: tem como principais elementos de liga presentes nos aços para ferramentas e matrizes: o carbono, silício, manganês, cromo, vanádio, tungstênio, molibdênio e cobalto.
A tabela 7.11 mostra os principais elementos de liga adicionados nos aços para ferramentas e matrizes, na sua ordem aproximada de potencialidade para conferir as características principais a esses aços.
114

TECNOLOGIA DOS MATERIAIS
Características Elementos de Liga
Dureza a quente W, Mo, Co (com W ou MoI), V, Cr, Mn
Resistência ao desgaste V, W, Mo Cr, Mn
Profundidade de endurecimento Mn, Mo, Cr, Si, Ni, V (a)
Empenamento mínimo Mo (com Cr), Cr, Mn
Tenacidade pelo refino de grão V, W, Mo, Mn, Cr
(a) O vanádio fornece elevada profundidade de endurecimento se austenizado a temperatura suficientemente elevada para dissolver o carboneto de vanádio.
d) Aços para Beneficiamento: por beneficiamento entendemos o tratamento térmico de têmpera seguido de revenimento. Os aços utilizados para essa finalidade possuem C > 0,25%, com ou sem a adição de elementos de liga. Os requisitos para a seleção desse tipo de aço são:- Propriedades mecânicas da peça e do material;- Características geométricas da peça;- Solicitações estáticas e dinâmicas sobre a peça;- Temperabilidade.
A tabela 7.12 nos mostras uma pequena descrição dos aços para beneficiamento, com algumas características e aplicações de alguns exemplos de aços:
Qualidades Equivalentes Características Aplicações
ABNT 4140; AISI 4140; SAE 4140;
DIN 42CrMo4.
Alta temperabilidade, má soldabilidade e usinabilidade razoável. Boa resistência a torção e a fadiga. Dureza na
condição temperada varia de 54 a 59 HRc. Através de nitretação pode-se melhorar suas propriedades mecânicas.
Utilizado em peças que exigem elevada dureza, resistência e tenacidade. Usado em automóveis, aviões, virabrequins, bielas, eixos, engrenagens, armas, parafusos, equipamentos para petróleo.
ABNT 4340; AISI 4340; SAE 4340.
Aço com a mais alta temperabilidade entre os de construção mecânica. Usinabilidade e soldabilidade ruins. Boa
forjabilidade. Dependendo do teor de carbono, a dureza na condição temperada varia de 54 a 59 HRc.
Utilizado na fabricação de virabrequins para aviões, tratores, veículos em geral. Engrenagens, componentes com boas propriedades mecânicas e
eixos muito solicitados.
ABNT 8640; AISI 8640; SAE 8640;
DIN 40NiCrMo22.
Alta temperabilidade, boa usinabilidade e forjabilidade e má soldabilidade. Dependendo do teor de carbono, a dureza na
condição temperada varia de 52 a 57 HRc. Pode ser nitretado.
Peças sujeitas a grandes esforços. Utilizado na fabricação de virabrequins, eixos, biela, etc.
Tabela 7.12: Descrição dos aços para beneficiamento.
e) Aços para Cementação ou Nitretação: são aços que caracteristicamente possuem um baixo teor de carbono (C < 0,25%), com ou sem a presença de elementos de liga. São empregados em elementos de máquinas que devem ter grande resistência ao desgaste (grande dureza superficial) e ótima ductilidade no seu núcleo, tendo portanto ótima capacidade de absorção de impactos.
A tabela 7.13 nos mostras uma pequena descrição dos aços para cementação ou nitretação, com algumas características e aplicações de alguns exemplos de aços:
Qualidades Equivalentes Características Aplicações
ABNT 4320; AISI 4320; SAE 4320.
Boa forjabilidade e soldabilidade e má usinabilidade. Aplicado na cementação.
Temperabilidade alta, tenaz, utilizado em pinhões, coroas dentadas, cruzetas, capas de rolamento, terminais de
direção.
ABNT 8620; AISI 8620; SAE 8620.
Boa temperabilidade e usinabilidade. Possui ótima forjabilidade e soldabilidade. Núcleo tenaz após
cementação. Dureza na condição temperada varia de 37 a 43 HRc.
Engrenagens, eixos, parafusos, buchas, acoplamentos, rolamentos de rolos, pinças para máquinas-ferramenta,
cruzetas, pinos de pistão, diferenciais.
DIN 16MnCr5; ABNT 5115. Média temperabilidade. Forjável e soldável. Endurecimento superficial, eixo ranhurado.
DIN 20MnCr5; ABNT 5119.
Boa temperabilidade e usinabilidade. Possui ótima forjabilidade e soldabilidade.
Nos casos em que se deseja endurecimento superficial por cementação.
Tabela 7.13: Descrição dos aços para cementação ou nitretação.
115
Tabela 711: Habilidade dos elementos de liga em conferir certos característicos aos
aços para ferramentas e matrizes.

TECNOLOGIA DOS MATERIAIS
7.2.4.7 PROPRIEDADES DOS AÇOSExemplo das propriedades médias de um aço com 0,2% de carbono, que em peso geram em torno de:
- Densidade média: 7860kg/m³ (ou 7,86g/cm³);- Coeficiente de expansão térmica: 11,7 10-6 (C°)-1;- Condutividade térmica: 52,9W/m-K;- Calor específico: 486J/kg-K;- Resistividade elétrica: 1,6 10-7Ω;- Módulo de elasticidade (Módulo de Young) Longitudinal: 210GPa;- Módulo de elasticidade (Módulo de Young) transversal: 80GPa;- Coeficiente de Poisson: 0,3;- Limite de escoamento: 210Mpa;- Limite de resistência a tração: 380Mpa;- Alongamento: 25%.
7.2.5 FERRO FUNDIDOFerro Fundido (FoFo): dentre as ligas ferro-carbono, os ferros fundidos constituem um grupo de ligas de
importância fundamental para a indústria, não só devido as características inerentes ao próprio material, como também pelo fato de, mediante introdução de elementos de liga, aplicação de tratamentos térmicos adequados e pelo desenvolvimento do ferro fundido nodular, ter sido viável ao seu emprego em aplicações que, de certo modo, eram exclusivas dos aços. Assim sendo, o seu estudo é fundamental para o engenheiro mecânico, ao qual se oferece mais uma opção no sentido da seleção de materiais metálicos para as diversas aplicações industriais. O ferro fundido é uma liga de ferro em mistura eutética com elementos a base de carbono e com teores elevados de silício e também sendo fabricados a partir do ferro-gusa, podendo conter outros elementos químicos. Neste caso, o carbono está presente em teores situados entre 2 e 4,5%. O ferro fundido é o que chamamos de uma liga ternária. Isso quer dizer que ele é composto de três elementos: ferro, carbono (2 a 4,5%) e silício (1 a 3%). Existe ainda o ferro fundido ligado, ao qual outros elementos de liga são acrescentados para dar alguma propriedade especial a liga básica. Outra característica é a existência de carbono livre, na forma de lamelas ou veios de grafita. De forma similar aos aços, os ferros fundidos podem ser hipoeutéticos, eutéticos ou hipereutéticos, com o valor eutético definido pelo ponto de equilíbrio entre a austenita e a cementita. Quando o ferro fundido eutético é solidificado, logo abaixo do ponto G, há formação de uma estrutura com fundo de cementita e glóbulos de austenita, denominada ledeburita. Continuando o resfriamento, abaixo de 727°C não poderá mais existir a austenita e, portanto, a ledeburita será composta por glóbulos de perlita sobre fundo de cementita. Um ferro fundido hipoeutético (linha I no diagrama) deve apresentar áreas de perlita, ledeburita e cementita. Um ferro fundido hipereutético (linha II) apresenta cristais de cementita em forma de agulhas sobre fundo de ledeburita. Dependendo da quantidade de cada elemento e da maneira como o material é resfriado ou tratado termicamente, o ferro fundido pode ser cinzento, branco, maleável ou nodular. O que determina a classificação em cinzento ou branco é a aparência da fratura do material depois de seu resfriamento. Essa aparência, por sua vez, é determinada pela forma como o carbono se apresenta depois que a massa metálica solidifica. Portanto, nos aspectos de componentes de liga e tratamentos térmicos, os ferros fundidos podem ser classificados:- Ferro fundido cinzento: a superfície recém-cortada tem aspecto escuro. Entre os ferros fundidos, o cinzento é o mais comum, devido às suas características como baixo custo (em geral é fabricado a partir de sucata), elevada usinabilidade, devida à presença de grafite livre em sua microestrutura, alta fluidez na fundição, permitindo a fundição de peças com paredes finas e complexas, e facilidade de fabricação, já que não exige equipamentos complexos para controle de fusão e solidificação. A estrutura contém carbono livre (grafita), semelhante a grafite dos lápis comuns, em flocos ou lâminas, que dá a cor acinzentada ao material. A presença de veios de grafite em sua microestrutura proporciona diversas características que tornam do ferro fundido cinzento quase que insubstituível na fabricação de carcaças de motores e bases de equipamentos. A grafite, entrecortando a matriz metálica, absorve vibrações, facilita a usinagem e confere ao ferro fundido uma melhor estabilidade dimensional. Existem diversas classes de ferro fundido cinzento, com diferentes tipos, tamanhos e quantidades de grafite e diferentes tipos de matriz metálica (variações nos teores de perlita e ferrita). Podem ser submetidos a tratamentos térmicos para endurecimento localizado, porém, em geral, são utilizados nos estados normalizado ou recozido. Como o silício favorece a decomposição da cementita em ferro e grafita, esse tipo de liga ferrosa apresenta um teor maior de silício (até 2,8%). Outro fator que auxilia na formação da grafita é o resfriamento lento. Os ferros fundidos cinzentos apresentam boa usinabilidade e grande capacidade de amortecer vibrações. São empregados nas indústrias automobilística, de equipamentos agrícolas e de máquinas e, na mecânica pesada, na fabricação de blocos e cabeçotes de motor, suportes, barras e barramentos para máquinas industriais;
116

TECNOLOGIA DOS MATERIAIS
- Ferro fundido branco: a superfície recém-cortada tem aspecto claro. A proporção de carbono livre é bastante pequena, é formado no processo de solidificação, quando não ocorre a formação da grafita e todo o carbono fica na forma de carboneto de ferro (cementita). Daí sua cor clara. Para que isso aconteça, tanto os teores de carbono quanto os de silício devem ser baixos e a velocidade de resfriamento deve ser maior. Nos ferros fundidos brancos ligados, elementos como o cromo, o molibdênio e o vanádio funcionam como estabilizadores dos carbonetos, aumentando a dureza. Por causa da elevada dureza, os ferros fundidos brancos são frágeis, embora tenham uma grande resistência a compressão, ao desgaste e a abrasão. Essa resistência e dureza se mantêm mesmo em temperaturas elevadas. Por isso, esse tipo de material ferroso é empregado em equipamentos de manuseio de terra, mineração e moagem, rodas de vagões e revestimentos de moinhos;- Ferro fundido maleável: é o ferro fundido branco que sofre um tratamento térmico específico, formando grafita na forma de nódulos, ou seja, é um material que reúne as vantagens do aço e as do ferro fundido cinzento. Assim, ele tem, ao mesmo tempo, alta resistência mecânica a alta fluidez no estado líquido, o que permite a produção de peças complexas e finas. O ferro fundido maleável é produzido a partir de um ferro fundido branco submetido a um tratamento térmico, por várias horas, que torna as peças fabricadas com este material mais resistentes ao choque e as deformações. Dependendo das condições do tratamento térmico, o ferro pode apresentar o núcleo preto ou branco;- Ferro fundido nodular: no estado líquido, passa por um tratamento especial para produzir grafita em forma esférica, apresenta partículas arredondadas de grafita. Isso é obtido com a adição de elementos, como o magnésio, na massa metálica ainda líquida. Com o auxílio de tratamentos térmicos adequados, esse material pode apresentar propriedades mecânicas, como a ductilidade, a tenacidade, a usinabilidade e as resistências mecânica e a corrosão, melhores do que as de alguns aços-carbono. Devido ao menor custo de processamento, está substituindo alguns tipos de aços e ferros fundidos maleáveis na maioria de suas aplicações.
A tabela 7.14 apresenta algumas informações resumidas a respeito dos ferros fundidos citados acima.
Tipo de Ferro Fundido Propriedades Produtos
Ferro fundido cinzento Boa usinabilidade. Capacidade de amortecer vibrações.
Blocos e cabeçotes de motor, carcaças e platôs de embreagem, discos e tambores de freio, suportes, bases e barramentos de máquinas industriais.
Ferro fundido branco Dureza e fragilidade. Elevada resistência a compressão. Resistência ao desgaste e a abrasão.
Equipamentos de manuseio de terra, mineração e moagem, rodas de vagões, revestimentos de moinhos.
Ferro fundido maleável Alta resistência mecânica e alta fluidez no estado líquido. Resistência ao choque e as deformações.
Suportes de molas, caixas de direção, cubos de roda, conexões para tubulações hidráulicas e industriais, suportes de barras de torção, corpos de mancais, flanges para tubos de escapamento.
Ferro fundido nodular Ductilidade, tenacidade, usinabilidade.Resistência mecânica e a corrosão.
Mancais, virabrequins, caixas de diferencial,carcaças de transmissão.
Tabela 7.14: Características dos ferros fundidos.
- Ferro fundido mesclado: apresenta-se microestruturalmente como uma combinação dos ferros fundidos cinzento e branco, ou seja, com a grafita em morfologia lamelar e uma quantidade de cementita, cujas quantidades variam em função do emprego do material. Sua superfície de fratura apresenta coloração brilhante acizentada;- Ferro fundido austemperado: propriedades mecânicas dos austemperados: alta tenacidade e resistência mecânica a tração duas vezes superior ao nodular, e ductilidade igual aos nodulares;
117
Figura 7.35: Fotomicrografias óticas de vários ferros fundidos. (a) Ferro cinzento: os flocos escuros de grafita estão encerrados em uma matriz de ferrita α. (b) Ferro nodular (dúctil): os nódulos escuros de grafita estão circundados por uma matriz de ferrita α.
(c) Ferro branco: as regiões claras de cementita estão circundadas por perlita, que possui a estrutura em camadas do sistema ferrita-cementita. (d) Ferro maleável: rosetas escuras de
grafita (grafita de recozimento) em uma matriz de ferrita α.
(a) (b)
(c) (d)

TECNOLOGIA DOS MATERIAIS
- Ferro fundido de grafita compactada, também chamado de ferro fundido vermicular: é um ferro fundido obtido pela adição do titânio na composição do ferro fundido nodular, com a finalidade de degenerar o nódulo de grafita. Apresenta propriedades intermediárias entre os ferros fundidos nodular e cinzento. É um material cuja aplicação tem sido cada dia mais ampla, porém ainda é novo no mercado industrial. Sua fratura apresenta-se na forma mesclada.
Apesar de os ferros fundidos apresentarem em geral propriedades mecânicas inferiores às dos aços, elas podem ser consideravelmente modificadas pela adição de elementos de liga e tratamentos térmicos adequados. E os ferros fundidos podem substituir os aços em muitas aplicações. Em algumas delas, são mais adequados que aços. Exemplo: estruturas e elementos deslizantes de máquinas são construídos quase sempre em ferro fundido, devido a maior capacidade de amortecer vibrações, a melhor estabilidade dimensional e a menor resistência ao deslizamento, em razão do poder lubrificante do carbono livre em forma de grafita.
Os produtos de ferro fundido, assim como os de aço, e de qualquer outro tipo de material, são normalizados, ou seja, seguem as normas da ABNT. Nos catálogos, esses produtos são apresentados de acordo com designações ou especificações dessas normas. Os ferros fundidos cinzentos são classificados pela ABNT, segundo a norma NBR 6589 de acordo com seus limites de resistência a tração. A classificação é codificada por duas letras e um número de três dígitos: FC-XXX. As letras FC indicam o ferro fundido cinzento e o número indica a resistência a tração em MPa. Por exemplo: um ferro fundido FC-200 é um ferro fundido cinzento, com 200MPa (20kgf/mm²) de resistência a tração. O ferro fundido nodular é designado por um conjunto de duas letras e um número de cinco dígitos, no qual os três primeiros algarismos indicam a resistência a tração em MPa e os dois últimos, a percentagem de alongamento. Segundo a norma NBR 6916, o ferro fundido nodular é classificado nos seguintes tipos: FE-38017, FE-42012, FE-50007, FE-60003, FE-70002, FE-80002. O ferro fundido maleável de núcleo preto é normalizado pela NBR 6590. Sua designação é composta por três letras e cinco dígitos, dos quais os três primeiros indicam a resistência a tração em MPa e, os dois últimos, indicam a percentagem de alongamento: FMP-30006, FMP-35012, FMP-45007, FMP-50005, FMP-55005, FMP-65003, FMP-70002. Os ferro fundidos maleáveis de núcleo branco são normalizados pela NBR 6914 e são designados por um conjunto de quatro letras e cinco dígitos seguindo o mesmo critério dos ferros fundidos maleáveis de núcleo preto: FMBS-38012.
A composição química tem como elementos de base nos ferros fundidos:a) Carbono e silício: são os elementos que mais influenciam na formação dos constituintes microestruturais característicos do ferro fundido. O carbono é o principal elemento para o aparecimento da grafita, quanto mais elevado a percentagem em peso de carbono, maior será o número de germes de grafita precipitados. Por outro lado, o crescimento dos germes de grafita não tem grande influência sobre as características mecânicas do fundido. Porém, aumenta a fluidez do líquido metálico e dificulta a formação dos vazios internos. Já o silício, que também é um elemento grafitizante, favorece a decomposição de cementita e aumenta a resistência ao impacto do material;b) Manganês: é um elemento usual na composição química do ferro fundido e tem como principal finalidade favorecer a redução do enxofre. Por outro lado, dificulta a formação da ferrita e, portanto, sempre é requerido quando se necessita de um fundido com maior resistência mecânica ou elevada dureza, preservando uma microestrutura perlítica;c) Enxofre: é um elemento nocivo ao fundido pois causa precipitação de sulfetos, e imperfeições chamadas de “dross”, o que fragiliza o fundido. Portanto, o enxofre é um elemento que deve apresentar o mais baixo teor possível;d) Fósforo: assim como o enxofre é um elemento, nocivo ao fundido por causar fragilidade. Deve ser mantido o mais baixo possível, a não ser quando se necessita de um fundido com maior fluidez, que são em alguns casos isolados. Mesmo assim não deve ultrapassar de 1%. Quando o teor de fósforo é superior a 0,15% pode-se encontrar rede de steadita (produto de natureza eutética, compreendendo partículas de Fe3P e Fe3C, com baixo ponto de fusão);e) Carbono equivalente: teores mais elevados de carbono equivalente estabelecem melhores condições grafitizantes nos banhos metálicos. Até um determinado valor, o carbono equivalente contribui significativamente para o aumento da quantidade de nódulos regulares (esferóides), no caso do ferro fundido nodular, assim como contribui para a formação de veios, no caso do ferro fundido cinzento. O carbono equivalente é a representação do elementos de liga do material na forma de uma quantidade de carbono. A fórmula básica para determinação do carbono equivalente (Ce) é igual a: Ce = %C + 0,3% Si + 0,33% P.
A figura 7.36 corresponde a mais recente versão do diagrama de equilíbrio Fe-C. Esse diagrama é relativo apenas a liga binária Fe-C, em que o principal elemento de liga é o carbono.
118

TECNOLOGIA DOS MATERIAIS
As considerações que podem ser feitas ao analisar os fenômenos que ocorrem na faixa relativa aos ferros fundidos são as seguintes:- Ao teor de 4,3%, temperatura de 1148°C (ponto C), corresponde a liga de mais baixo ponto de solidificação ou fusão, essa liga é chamada eutética;- As ligas entre 2,0 e 4,3% de carbono são chamadas hipoeutéticas, aquelas de carbono acima de 4,3% são chamadas hipereutéticas. Os ferros fundidos correspondentes seriam pois denominados hipoeutéticos, hipereutéticos e eutéticos (estes últimos com 4,3% de carbono);- Ao resfriar lentamente uma liga binária Fe-C com teor de carbono correspondente a liga eutética (ponto C), verifica-se que, exatamente no ponto C, a mesma se solidifica, havendo em equilíbrio duas fases: austenita de um lado e Fe3C (cementita) do outro lado. Esse eutético cristalizado é chamado “ledeburita” e é constituído de um fundo de cementita com aproximadamente 6,7% de carbono e cristais dentríticos de austenita, contendo 2,0% de carbono;- Continuando o resfriamento, verifica-se uma diminuição gradativa do teor de carbono de austenita, visto que a composição desta acompanha a inclinação da linha ES ou Acm;- Esse fenômeno prossegue até que se tenha atingido a temperatura 727°C (ponto S), correspondente a 0,77% de carbono, na linha A1, abaixo da qual, como se sabe, não pode mais existir a austenita;- Ao ultrapassar, a linha A1, essa austenita transforma-se em perlita. Assim sendo, a ledeburita, abaixo de 727°C, até a temperatura ambiente (faixa de temperaturas dentro qual nenhuma nova transformação ocorre)será constituída de glóbulos de perlita sobre um fundo de cementita, o aspecto micrográfico desse constituinte, que corresponde, pois, ao de um ferro fundido com 4,3% de carbono, está representado na figura 7.37.
- Suponha-se, agora, um ferro fundido hipoeutético, por exemplo, com 3% de carbono: linha X da Figura 7.36. Acima da linha liquidus, a liga está inteiramente liquefeita. Durante seu resfriamento, ao atingir-se o ponto X1, ocorre a formação dos primeiros cristais sólidos de austenita, cujo teor de carbono é dado pela interseção da horizontal passando a partir de X1, até encontrar a linha solidus JE;- Continuando o resfriamento, suponha-se ter sido atingida a temperatura correspondente ao ponto X2. A essa temperatura, a liga de 3,0% de carbono apresenta, em equilíbrio, duas fases, como se pode perceber pelas interseções da horizontal por X2 até os extremos do diagrama (linhas solidus e liquidus): austenita, que se enriquece paulatinamente de carbono e o líquido, cuja composição, por sua vez, percorre a linha liquidus. Em resumo: a medida que a liga com 3,0% de carbono se aproxima da linha solidus, cristais de austenita se formam em quantidades cada vez maiores, diminuindo
119
Figura 7.36: Diagrama de equilíbrio Fe-C.
1800
160015381400
1200
1000 912800
600
400
200
Tem
pera
tura
°C
1495 LiquidusSolidusJ1394
X Y
X1
X2E2,11 X3
1148°Solidus C (4,30)
Fe γ(Austenita)
Acm Austenita + Cementita
S (0,77) A1 727°
α
0 1,0 2,0 3,0 4,0 5,0 6,0 6,7 % de Carbono
Figura 7.37: Aspecto micrográfico da ledeburita. Estrutura típica de ferro fundido branco com 4,3% de carbono, glóbulos de perlita sobre um fundo de cementita.
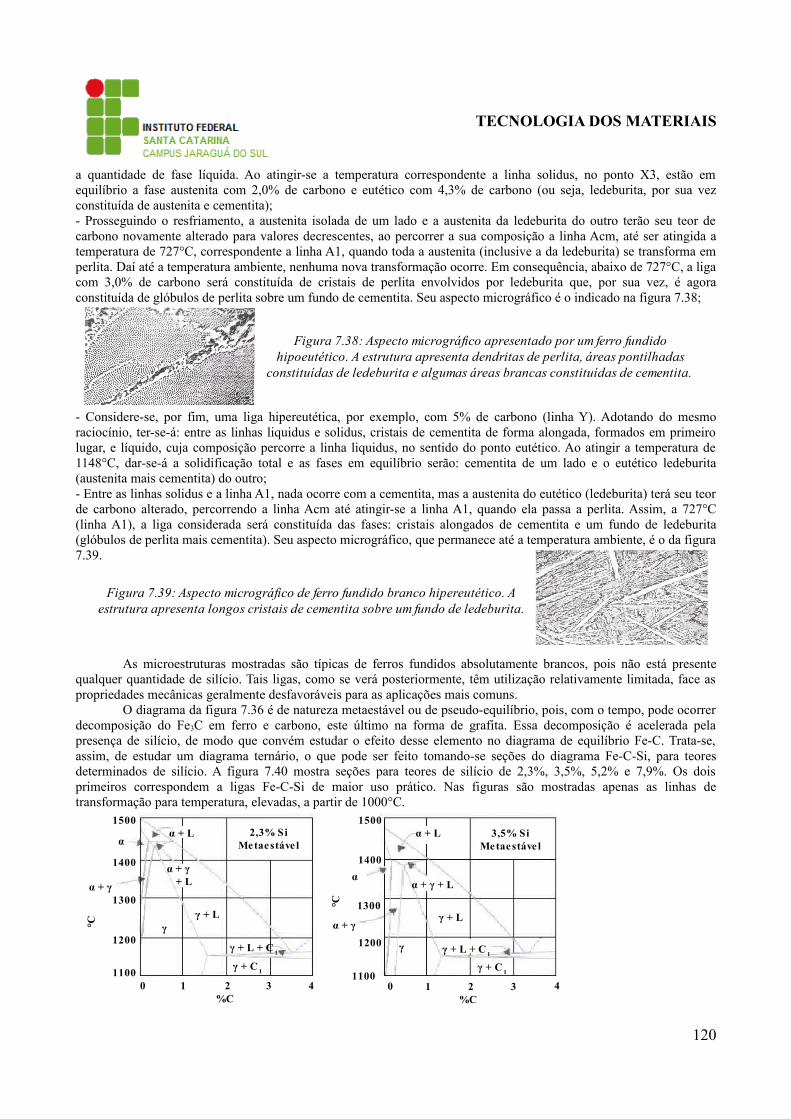
TECNOLOGIA DOS MATERIAIS
a quantidade de fase líquida. Ao atingir-se a temperatura correspondente a linha solidus, no ponto X3, estão em equilíbrio a fase austenita com 2,0% de carbono e eutético com 4,3% de carbono (ou seja, ledeburita, por sua vez constituída de austenita e cementita);- Prosseguindo o resfriamento, a austenita isolada de um lado e a austenita da ledeburita do outro terão seu teor de carbono novamente alterado para valores decrescentes, ao percorrer a sua composição a linha Acm, até ser atingida a temperatura de 727°C, correspondente a linha A1, quando toda a austenita (inclusive a da ledeburita) se transforma em perlita. Daí até a temperatura ambiente, nenhuma nova transformação ocorre. Em consequência, abaixo de 727°C, a liga com 3,0% de carbono será constituída de cristais de perlita envolvidos por ledeburita que, por sua vez, é agora constituída de glóbulos de perlita sobre um fundo de cementita. Seu aspecto micrográfico é o indicado na figura 7.38;
- Considere-se, por fim, uma liga hipereutética, por exemplo, com 5% de carbono (linha Y). Adotando do mesmo raciocínio, ter-se-á: entre as linhas liquidus e solidus, cristais de cementita de forma alongada, formados em primeiro lugar, e líquido, cuja composição percorre a linha liquidus, no sentido do ponto eutético. Ao atingir a temperatura de 1148°C, dar-se-á a solidificação total e as fases em equilíbrio serão: cementita de um lado e o eutético ledeburita (austenita mais cementita) do outro;- Entre as linhas solidus e a linha A1, nada ocorre com a cementita, mas a austenita do eutético (ledeburita) terá seu teor de carbono alterado, percorrendo a linha Acm até atingir-se a linha A1, quando ela passa a perlita. Assim, a 727°C (linha A1), a liga considerada será constituída das fases: cristais alongados de cementita e um fundo de ledeburita (glóbulos de perlita mais cementita). Seu aspecto micrográfico, que permanece até a temperatura ambiente, é o da figura 7.39.
As microestruturas mostradas são típicas de ferros fundidos absolutamente brancos, pois não está presente qualquer quantidade de silício. Tais ligas, como se verá posteriormente, têm utilização relativamente limitada, face as propriedades mecânicas geralmente desfavoráveis para as aplicações mais comuns.
O diagrama da figura 7.36 é de natureza metaestável ou de pseudo-equilíbrio, pois, com o tempo, pode ocorrer decomposição do Fe3C em ferro e carbono, este último na forma de grafita. Essa decomposição é acelerada pela presença de silício, de modo que convém estudar o efeito desse elemento no diagrama de equilíbrio Fe-C. Trata-se, assim, de estudar um diagrama ternário, o que pode ser feito tomando-se seções do diagrama Fe-C-Si, para teores determinados de silício. A figura 7.40 mostra seções para teores de silício de 2,3%, 3,5%, 5,2% e 7,9%. Os dois primeiros correspondem a ligas Fe-C-Si de maior uso prático. Nas figuras são mostradas apenas as linhas de transformação para temperatura, elevadas, a partir de 1000°C.
120
Figura 7.38: Aspecto micrográfico apresentado por um ferro fundido hipoeutético. A estrutura apresenta dendritas de perlita, áreas pontilhadas
constituídas de ledeburita e algumas áreas brancas constituídas de cementita.
Figura 7.39: Aspecto micrográfico de ferro fundido branco hipereutético. A estrutura apresenta longos cristais de cementita sobre um fundo de ledeburita.
1500
1400
1300
1200
1100
1500
1400
1300
1200
11001 12 23 34 4
°C
°C
α
αα + γ
α + γ
α + L α + L
α + γ + L α + γ + L
γ + L γ + L
γ
γ
γ + L + C 1 γ + L + C 1
γ + C 1 γ + C 1
%C %C
2,3% Si Metaestáve l
3,5% Si Metaestáve l
00

TECNOLOGIA DOS MATERIAIS
Pela sua observação verifica-se que a principal alteração refere-se a composição do eutético, o qual diminui a medida que aumenta o teor de silício. Ao mesmo tempo, nota-se que a reação do eutético ocorre num intervalo de temperatura, ao contrário do que acontece no diagrama binário Fe-C, onde tal reação se dá a uma temperatura praticamente constante. Sob o ponto de vista prático, a utilização e interpretação dos fenômenos de transformação dos diagramas ternários são relativamente complexas. A figura 7.41 mostra as faixas dos teores de carbono e de silício das ligas ferrosas. A linha tracejada inferior define o limite superior de teor de carbono como o limite da solubilidade do carbono na austenita.
121
1500
1400
1300
1200
1100
1 2 3 4
°C
α
α + γ
α + L α + γ + L
γ + L
γ γ + L + C 1
γ + C 1
%C
5,2% Si Metaestáve l
1500
1400
1300
1200
1100
1 2 3 4
°Cα + γ
α + L
α + γ + L
γ + L
γ + L + C 1
%C
7,9% Si Metaestáve l
10001000α + γ + C 1 α + C 1 + C 2
α + C 1
α + γ + C 1
α + C 1
α + C 1 + C 2
00
Figura 7.40: Diagramas de
equilíbrio metaestáveis Fe-C-
Si para quatro diferentes teores de
silício.
Figura 7.41: Faixa aproximada de quantida desde carbono e silício
nas ligas ferrosas.
%C + ⅓%Si = 4,3
4,0
3,0
2,0
1,0
00 1,0 2,0 3,0 4,0
TEO
R D
E C
AR
BO
NO
, %
TEOR DE SILÍCIO, %
Aços
%C + ⅙% Si = 2,0
Ferro Maleável
Ferro Fundido Branco
Ferro Fundido
Cinzento
Ferro Nodular

TECNOLOGIA DOS MATERIAIS
No caso dos ferros fundidos tomados como ligas ternárias, utiliza-se um conceito ou fórmula que possibilita levar em consideração o efeito do silício nas transformações estruturais e, portanto, nas propriedades dos ferros fundidos, em que o silício está presente em teores relativamente elevados. Esse conceito é o do “carbono equivalente” e é representado pela fórmula: C. E. = % C + 1/3 (% Si + % P) Deixando de lado o fósforo, ter-se-ia apenas: C. E. = % C + 1/3 (% Si). A fórmula indica que o efeito do silício corresponde ao de um terço do efeito do carbono. Por exemplo, tomando-se na figura 7.36 uma liga com 2,3% de Si, verifica-se que o ponto eutético corresponde a cerca de 3,6%. Aplicando-se a fórmula ter-se-ia: C. E. = 3,6 + 2,3/3 = 4,3%, aproximadamente. Do mesmo modo, na liga com 3,5% de silício, onde o eutético foi deslocado para cerca de 3,2% de carbono, ter-se-ia: C. E. = 3,2 + 3,5/3 = 4,3%, aproximadamente. Em resumo, as ligas com 3,6% de carbono e 2,3% de silício e com 3,2% de carbono e 3,5% de silício comportam-se como ligas eutéticas e apresentam, teoricamente, a temperatura ambiente, uma estrutura ledeburítica. Na verdade, além do efeito que o silício exerce ao deslocar o eutético para teores mais baixos de carbono (essa influência também se faz sentir nos aços, cujo teor de carbono do eutetóide diminui a medida que aumenta o teor de silício), uma outra característica desse elemento, fundamental sob o ponto de vista de estrutura e propriedades mecânicas, relaciona-se com sua tendência grafitizante, ou seja, promover a decomposição do Fe3C em ferro e carbono, este último sob a forma de grafita lamelar.
7.3 METAIS NÃO-FERROSOS7.3.1 ALUMÍNIO E SUA LIGAS
O alumínio é um elemento químico de símbolo Al de número atômico 13 (13 prótons e 13 elétrons) com massa atômica 27μ. Na temperatura ambiente é sólido, sendo o elemento metálico mais abundante da crosta terrestre. Sua leveza, condutividade elétrica, resistência a corrosão e baixo ponto de fusão lhe conferem uma multiplicidade de aplicações, especialmente nas soluções de engenharia aeronáutica. Entretanto, mesmo com o baixo custo para a sua reciclagem, o que aumenta sua vida útil e a estabilidade do seu valor, a elevada quantidade de energia necessária para a sua obtenção reduzem sobremaneira o seu campo de aplicação, além das implicações ecológicas negativas no rejeito dos subprodutos do processo de reciclagem, ou mesmo de produção do alumínio primário. Tanto na Grécia como na Roma antiga se empregava a pedra-ume (do latim alümen), um sal duplo de alumínio e potássio, como mordente em tinturaria e adstringente em medicina, uso ainda em vigor. Geralmente é dado a Friedrich Wöhler o reconhecimento do isolamento do alumínio, fato que ocorreu em 1827, apesar de o metal ter sido obtido impuro alguns anos antes pelo físico e químico Hans Christian Orsted. Em 1807, Humphrey Davy propôs o nome aluminum para este metal ainda não descoberto. Mais tarde resolveu-se trocar o nome para aluminium por coerência com a maioria dos outros nomes latinos dos elementos, que usam o sufixo “ium”. Desta maneira ocorreu a derivação dos nomes atuais dos elementos em outros idiomas. O alumínio é um metal retirado de um minério chamado bauxita, que existe em grande quantidade na natureza. Na verdade, cerca de 8% da crosta terrestre são constituídos pelo alumínio. Isso o torna o metal mais abundante no nosso planeta. Quando comparamos sua história com a do ferro ou do cobre, descobrimos que sua utilização é muito recentemente. Ela só se tornou realidade com o desenvolvimento tecnológico proporcionado pela Revolução Industrial. Atualmente, seu volume de produção é maior do que o de todos os outros metais não-ferrosos juntos. O processo de obtenção do alumínio é constituído por duas etapas:
a) Obtenção da alumina; b) Obtenção do alumínio.Após a obtenção do minério (bauxita), são retiradas impurezas da bauxita para que sobre somente a alumina.
Para isso, a bauxita é triturada em moinho específico e misturada com uma solução de soda cáustica no digestor. Dessa forma, a alumina é dissolvida, a sílica contida na pasta é eliminada, mas as outras impurezas não. Então, elas são separadas por processos de sedimentação e filtragem no decantador e no filtro prensa respectivamente. A solução resultante, chamada aluminato de sódio, é colocada em um precipitador e, nesse processo, obtém-se a alumina hidratada. Nesse ponto, a alumina hidratada pode seguir um entre dois caminhos: pode ser usada como está ou ser levada para os calcinadores. No primeiro caso, será matéria-prima para produtos químicos, como o sulfato de alumínio, usado no tratamento da água e na indústria de papel. Poderá ser empregada, também, na produção de vidros, corantes e cremes dentais. O aluminato de sódio é matéria-prima não só para a produção de alumínio, mas também de abrasivos, refratário, isoladores térmicos, tintas e cerâmicos de alta tecnologia. Na sequência do processo de produção do alumínio, o aluminato de sódio precisa perder a água que se encontra quimicamente combinada em seu interior. Tal processo acontece nos calcinadores nos quais é aquecido a temperaturas entre 1000 e 1300°C formando a alumina (Al2O3). Para se obter o alumínio é preciso retirar esse oxigênio que está dentro da alumina. Como essa ligação do oxigênio com o alumínio é muito forte, é impossível separá-lo utilizando os redutores conhecidos, como o carbono, por exemplo, que é usado na redução do ferro. Esse foi o problema que impediu o uso desse metal até pouco mais de cem anos atrás. E isso foi resolvido com a utilização de fornos eletrolíticos. O processo funciona da seguinte forma: a alumina é dissolvida dentro dos fornos eletrolíticos em um banho químico a base de fluoretos. Os fornos são ligados a
122

TECNOLOGIA DOS MATERIAIS
um circuito elétrico em série, que fornece corrente contínua. No momento em que a corrente elétrica passa através do banho químico, ocorre uma reação e o alumínio se separa da solução e libera o oxigênio. O alumínio líquido se deposita no fundo do forno e é aspirado a intervalos regulares por meio de sifões. Depois disso, ele será resfriado sob a forma de lingotes, barras ou tarugos para ser utilizado na indústria de transformação. A figura 7.42 mostra um fluxograma que apresenta todo o processo citado anteriormente.
O processo para obtenção do alumínio é um processo caro. Para produzir 1kg de alumínio precisa-se de tanta eletricidade quanto para deixar 250 lâmpadas de 100W acesas durante uma hora. Este fato explica porque é tão interessante reciclar alumínio. Para reciclar sucata de alumínio, basta aquecê-la até a temperatura de fusão que é 660°C. O alumínio derretido é transformado em lingotes e vendidos as indústrias que o utilizam. O alumínio é o metal que concorre diretamente com o aço em diversas aplicações e apresenta uma série de condições favoráveis ao seu emprego. Suas principais características são:- É bastante leve e possui relação resistência/peso bastante elevada;- Como conseqüência de seu pequeno peso específico, oferece pequena resistência a aceleração, absorvendo menos potência;- A resistência a corrosão é elevada devido a camadas estáveis de óxidos que se formam ao ar ou sob tratamentos especiais. Quanto mais puro o alumínio, maior é a sua resistência a corrosão. É resistente a ação da água pura, do ácido fosfórico diluído, do ácido nítrico concentrado, do dióxido de enxofre. É sensível a água do mar, a solda e aos ácidos inorgânicos;- Suas propriedades podem ser modificadas por elementos ligados;- O alumínio é mole e dúctil, mas pode ser endurecido por trabalho a frio, e certas ligas podem ser laminadas, forjadas, extrudadas, estampadas e fundidas em areia ou em coquilha;- Pode ser também usinado, lixado e polido;- Com elementos de liga, pode ser unido por todos os processos usuais: soldagem, rebitagem, colagem e brasagem. Excelente condutor de calor, sua condutividade térmica é quatro vezes maior que a do aço. Sua superfície pode ser anodizada, envernizada e esmaltada;- Sua condutividade elétrica e ausência de magnetismo o tornam adequado para aplicações na indústria elétrica.
123
Bauxita
Moinho
DigestorDecantadorFiltro
PrensaPrecipitador
Aluminahidratada
Calcinação
AluminaCalcinada
Ele trol ito Fundido
Alumínio Líquido
Anodo(+)
Alumínio Líquido
Sifão
Sucata
Elementos de l iga
Cé lula de redução
Catodo (-)
Forno de re fusão
LingotamentoPlaca Tarugos Lingote
RefusãoBarra
properz i
Figura 7.42: Fluxograma do processo de obtenção do
alumínio.
Laminação de não planosExtrusão
de perfis
Laminação deChapas / folhasVergalhão
properz i
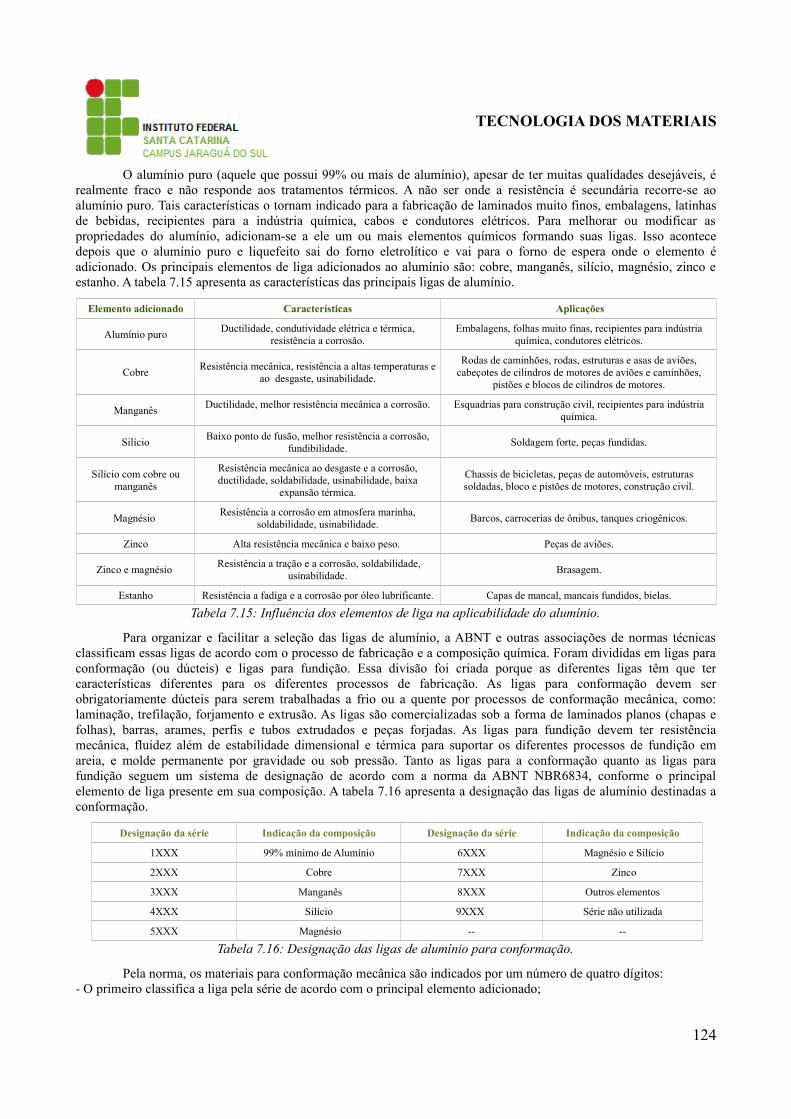
TECNOLOGIA DOS MATERIAIS
O alumínio puro (aquele que possui 99% ou mais de alumínio), apesar de ter muitas qualidades desejáveis, é realmente fraco e não responde aos tratamentos térmicos. A não ser onde a resistência é secundária recorre-se ao alumínio puro. Tais características o tornam indicado para a fabricação de laminados muito finos, embalagens, latinhas de bebidas, recipientes para a indústria química, cabos e condutores elétricos. Para melhorar ou modificar as propriedades do alumínio, adicionam-se a ele um ou mais elementos químicos formando suas ligas. Isso acontece depois que o alumínio puro e liquefeito sai do forno eletrolítico e vai para o forno de espera onde o elemento é adicionado. Os principais elementos de liga adicionados ao alumínio são: cobre, manganês, silício, magnésio, zinco e estanho. A tabela 7.15 apresenta as características das principais ligas de alumínio.
Elemento adicionado Características Aplicações
Alumínio puro Ductilidade, condutividade elétrica e térmica, resistência a corrosão.
Embalagens, folhas muito finas, recipientes para indústria química, condutores elétricos.
Cobre Resistência mecânica, resistência a altas temperaturas e ao desgaste, usinabilidade.
Rodas de caminhões, rodas, estruturas e asas de aviões, cabeçotes de cilindros de motores de aviões e caminhões,
pistões e blocos de cilindros de motores.
Manganês Ductilidade, melhor resistência mecânica a corrosão. Esquadrias para construção civil, recipientes para indústria química.
Silício Baixo ponto de fusão, melhor resistência a corrosão, fundibilidade. Soldagem forte, peças fundidas.
Silício com cobre ou manganês
Resistência mecânica ao desgaste e a corrosão, ductilidade, soldabilidade, usinabilidade, baixa
expansão térmica.
Chassis de bicicletas, peças de automóveis, estruturas soldadas, bloco e pistões de motores, construção civil.
Magnésio Resistência a corrosão em atmosfera marinha, soldabilidade, usinabilidade. Barcos, carrocerias de ônibus, tanques criogênicos.
Zinco Alta resistência mecânica e baixo peso. Peças de aviões.
Zinco e magnésio Resistência a tração e a corrosão, soldabilidade, usinabilidade. Brasagem.
Estanho Resistência a fadiga e a corrosão por óleo lubrificante. Capas de mancal, mancais fundidos, bielas.
Tabela 7.15: Influência dos elementos de liga na aplicabilidade do alumínio.
Para organizar e facilitar a seleção das ligas de alumínio, a ABNT e outras associações de normas técnicas classificam essas ligas de acordo com o processo de fabricação e a composição química. Foram divididas em ligas para conformação (ou dúcteis) e ligas para fundição. Essa divisão foi criada porque as diferentes ligas têm que ter características diferentes para os diferentes processos de fabricação. As ligas para conformação devem ser obrigatoriamente dúcteis para serem trabalhadas a frio ou a quente por processos de conformação mecânica, como: laminação, trefilação, forjamento e extrusão. As ligas são comercializadas sob a forma de laminados planos (chapas e folhas), barras, arames, perfis e tubos extrudados e peças forjadas. As ligas para fundição devem ter resistência mecânica, fluidez além de estabilidade dimensional e térmica para suportar os diferentes processos de fundição em areia, e molde permanente por gravidade ou sob pressão. Tanto as ligas para a conformação quanto as ligas para fundição seguem um sistema de designação de acordo com a norma da ABNT NBR6834, conforme o principal elemento de liga presente em sua composição. A tabela 7.16 apresenta a designação das ligas de alumínio destinadas a conformação.
Designação da série Indicação da composição Designação da série Indicação da composição
1XXX 99% mínimo de Alumínio 6XXX Magnésio e Silício
2XXX Cobre 7XXX Zinco
3XXX Manganês 8XXX Outros elementos
4XXX Silício 9XXX Série não utilizada
5XXX Magnésio -- --
Tabela 7.16: Designação das ligas de alumínio para conformação.
Pela norma, os materiais para conformação mecânica são indicados por um número de quatro dígitos:- O primeiro classifica a liga pela série de acordo com o principal elemento adicionado;
124

TECNOLOGIA DOS MATERIAIS
- O segundo dígito, para o alumínio puro, indica modificações nos limites de impureza: 0 (nenhum controle) ou 1 a 9 (para controle especial de uma ou mais impurezas). Para as ligas, se for diferente de zero indica qualquer modificação na liga original;- O terceiro e o quarto dígitos, para o alumínio puro, indicam o teor de alumínio acima de 99%. Quando se referem as ligas, identificam as diferentes ligas do grupo (é um número arbitrário).
No caso das ligas de alumínio para fundição, segue-se a designação apresentada na tabela 7.17:
Designação da série Indicação da composição Designação da série Indicação da composição
1XX.X 99% mínimo de Alumínio 6XX.X Série não utilizada
2XX.X Cobre 7XX.X Zinco
3XX.X Silício e cobre e/ou magnésio 8XX.X Estanho
4XX.X Silício 9XX.X Outros elementos
5XX.X Magnésio -- --
Tabela 7.17: Designação das ligas de alumínio para fundição.
Como é possível observar na primeira coluna, referente a designação da série, as ligas de alumínio para fundição são indicadas por três dígitos, um ponto e um dígito. Da mesma forma como nas ligas para conformação, cada dígito tem um significado:- O primeiro dígito classifica a liga segundo o elemento principal da liga;- O segundo e o terceiro dígitos indicam centésimos da percentagem mínima de alumínio (para o alumínio puro) ou diferentes ligas do grupo;- O dígito após o ponto indica a forma do produto: 0 para peças fundidas e 1 para lingotes.
7.3.2 COBRE E SUA LIGASO cobre é um elemento químico de símbolo Cu (do latim cuprum), número atômico 29 (29 prótons e 29
elétrons) e de massa atômica 63,6μ. A temperatura ambiente, o cobre encontra-se no estado sólido. Classificado como metal de transição, pertence ao grupo 11 (1B) da classificação periódica dos elementos. É um dos metais mais importantes industrialmente, de coloração avermelhada, dúctil, maleável e bom condutor de eletricidade. Conhecido desde a antiguidade é utilizado, atualmente, para a produção de materiais condutores de eletricidade (fios e cabos), e em ligas metálicas como latão e bronze. O cobre foi o primeiro metal usado pelo homem. Os livros de história mostram que 4000 anos a.C., o homem já fazia suas primeiras experiências com esse metal. O cobre deve ter sido o primeiro metal usado pelo homem provavelmente pelas cores do minério. Acostumados a trabalhar com a pedra para fazer seus instrumentos, eles devem ter imaginado que aquilo também era uma pedra, só que mais bonita, sendo trabalhada através do forjamento. Descobriram então que era um material mais mole e muito mais fácil de se trabalhar. Observaram também que não lascava e que, quanto mais batiam, mais dura ficava. Inicialmente, por causa da cor e da possibilidade de trabalhar o metal a frio, o homem deve ter usado o cobre principalmente para fazer objetos de adorno: brincos, colares, pulseiras. Depois, percebendo as enormes possibilidades do material, passou a fabricar outros tipos de objetos: vasilhas, taças, armas e ferramentas. No antigo Egito, por exemplo, cunhas e serras feitas de cobre foram usadas na construção das pirâmides. É encontrado na natureza em estado nativo e combinado, formando minérios que podem ser óxidos ou sulfetos, conforme apareça associado ao oxigênio ou ao enxofre. Os principais minérios de cobre são: calcosita (sulfeto de cobre), calcopirita (sulfeto duplo de ferro e cobre) e cuprita (óxido de cobre). O tratamento metalúrgico consiste simplesmente na redução do minério. Esta redução é feita em forno de cuba, onde reduz o minério com combustível e fundente. Quando se trata o minério sulfurado, o processo consiste numa ustulação (aquecimento do minério sem fusão) que elimina o enxofre. Em seguida procede-se a redução, obtendo-se o cobre bruto que posteriormente deve ser refinado. O cobre é um metal não-ferroso e não-magnético que se funde a 1080°C e, depois da prata, é o melhor condutor de eletricidade e calor. É um metal dúctil e maleável que pode ser laminado a frio ou a quente. Ao ser laminado a frio, estirado ou estampado, adquire um endurecimento superficial que aumenta sua resistência, porém diminui sua maleabilidade. Isso o torna mais frágil, o que é corrigido com o tratamento térmico. Em contato com o ar seco e em temperatura ambiente, o cobre não sofre alterações, isto é, não se oxida. Em contato com o ar úmido, no entanto, ele se recobre de uma camada esverdeada popularmente conhecida por “zinabre” (hidrocarbonato
125
Figura 7.43: Cor e aparência do alumínio: Cinza prateado.

TECNOLOGIA DOS MATERIAIS
de cobre). O zinabre impede a oxidação do cobre, mas é prejudicial a saúde. Por isso, recomenda-se lavar as mãos sempre que se manusear peças de cobre.
O cobre é um metal relativamente escasso. Há somente 0,007% de cobre na crosta terrestre e, como vem sendo usado há milhares de anos, seu custo é alto em relação a outros metais mais abundantes. Por isso, para muitas aplicações o cobre vem sendo substituído pelo alumínio. Por suas características, o cobre é usado nas seguintes aplicações: componentes de radar, enrolamento de rotores para geradores e motores, trilhas de circuitos impressos, câmaras de esterilização, permutadores de calor, radiadores e juntas para indústria automotiva, caldeiras, tachos, alambiques, tanques, peças para aparelhos de ar condicionado e refrigeradores, condutores para gás e águas pluviais, etc. Pode ser usado como elemento de liga, geralmente adicionado para aumentar a resistência a corrosão. É o caso, por exemplo, do aço ao carbono: adiciona-se cobre ao aço quando se deseja melhorar sua resistência a corrosão. Em relação ao alumínio, a adição de cobre confere a essa liga maior resistência mecânica. Para melhorar as suas propriedades podem ser adicionados elementos de ligas que lhe conferem características diferenciadas.
As principais ligas de cobre são: bronze, latão e ligas de cobre-níquel.a) Bronze: a liga mais antiga que se tem conhecimento é o bronze. Formado por cobre (Cu) e estanho (Sn), foi
descoberto provavelmente por puro acaso, pois esses metais podem ser encontrados juntos na natureza. Isso aconteceu por volta de 4000 a.C. no Oriente Médio, na região onde hoje estão o Irã, a Jordânia, o Estado de Israel, a Síria e o Líbano. Apresenta elevada dureza, boa resistência mecânica e a corrosão, além de ser bom condutor de eletricidade. Nas ligas usadas atualmente, a proporção do estanho adicionado ao cobre é de até 12%. Essa variação é determinada pela utilização e, consequentemente, pelas propriedades que se quer aproveitar. O bronze com até 10% de estanho pode ser laminado e estirado e tem alta resistência a tração, a corrosão e a fadiga. As ligas com essa faixa de proporção de estanho são usadas na fabricação de peças para trabalhos pesados. O bronze, que contém mais de 12% de estanho, antigamente era usado na fabricação de canhões e sinos. A liga de cobre e estanho que é desoxidada com fósforo, chama-se bronze fosforoso. Um bronze bastante utilizado é o que contém 98,7% de cobre e 1,3% de estanho. Esse tipo de bronze pode ser conformado por dobramento, recalcamento, prensagem e forjamento em matrizes, sendo facilmente unido por meio de solda forte, de solda de prata e solda por fusão. Suas aplicações típicas estão na fabricação de contatos elétricos e mangueiras flexíveis. A liga de bronze também pode receber pequenas quantidades de outros elementos como o chumbo, o fósforo ou o zinco. Quando se adiciona o chumbo, há uma melhora na usinabilidade. A adição do fósforo oxida a liga e melhora a qualidade das peças que sofrem desgaste por fricção. O zinco, por sua vez, eleva a resistência ao desgaste. O desenvolvimento da tecnologia dos materiais levou a criação dos bronzes especiais que não contém estanho. Essas ligas têm alta resistência mecânica, resistência ao calor e a corrosão. Dentro desse grupo temos:- O bronze de alumínio: que normalmente contém 13% de alumínio (Al). Ele é empregado na laminação a frio de chapas resistentes a corrosão, na fabricação de tubos de condensadores, evaporadores de calor, recipientes para a indústria química, ferramentas para a conformação de plásticos, etc.- O bronze ao silício: com até 4% de silício (Si), apresenta alta resistência a ruptura e alta tenacidade. Essa liga é usada na fabricação de peças para a indústria naval, pregos, parafusos, tanques para água quente, tubos para trocadores de calor e caldeiras.- O bronze ao berílio: geralmente contém até 12% de berílio (Be). É uma liga que tem alta resistência a corrosão e a fadiga, relativamente alta condutividade elétrica e alta dureza, conservando a tenacidade. Essas características são adquiridas após o tratamento térmico. Por sua alta resistência mecânica e propriedades antifaiscantes, essa liga é especialmente indicada para equipamentos de soldagem e ferramentas elétricas não faiscantes.
b) Latão: o latão é a liga de cobre (Cu) e zinco (Zn) que você provavelmente associa a objetos de decoração. É aquele metal amarelo usado em acabamento de móveis e fechaduras. Essa liga contém entre 5 e 45% de zinco. Sua temperatura de fusão varia de 800 a 1070°C, dependendo do teor de zinco que ele apresenta. Em geral, quanto mais zinco o latão contiver, mais baixa será a sua temperatura de fusão. O latão varia de cor conforme a percentagem do cobre presente na liga. É uma liga dúctil e maleável, além de apresentar boa condutividade elétrica de calor. Tem boa resistência mecânica e excelente resistência a corrosão. Este material pode ser fundido, forjado, laminado e estirado a
126
Figura 7.44: Cobre eletrolítico em pó.
Figura 7.45: Cor e aparência do cobre: Metálico.

TECNOLOGIA DOS MATERIAIS
frio. Quando contém até 30% de zinco, o latão é facilmente conformado por estiramento, corte, dobramento, mandrilagem e usinagem. Pode ser unido por solda de estanho e solda de prata. O latão aceita quase todos os métodos de conformação a quente e a frio e a maioria dos processos de solda. Nessa proporção, o latão é usado para a fabricação de cartuchos de munição, rebites, carcaça de extintores, tubos de trocadores de calor e evaporadores. O latão que tem entre 40 e 45% de zinco é empregado na fabricação de barras para enchimento usadas na solda forte de aços-carbono, ferro fundido, latão e outras ligas. A fim de melhorar a resistência mecânica, a usinabilidade e a resistência a corrosão do latão, outros elementos de liga são adicionados a sua composição. Tem-se, portanto, os seguintes tipos especiais de latão:- O latão ao chumbo: que contém 1 a 3% de chumbo. Apresenta ótima usinabilidade e é usado para fabricar peças por estampagem a quente que necessitam de posterior usinagem.- O latão ao estanho: tem até 2% de estanho e é altamente resistente a corrosão em atmosferas marinhas. Por isso, é empregado na fabricação de peças para a construção de barcos.- O latão ao níquel: é usado no lugar do bronze para fabricar molas e casquilhos de mancais.
c) Ligas cobre-níquel: as últimas ligas da família de cobre são aquelas em que o níquel participa em proporções que variam entre 5 e 50%. Possuem boa ductilidade, boa resistência mecânica e a oxidação, e boa condutividade térmica. São facilmente conformáveis, podendo ser transformadas em chapas, tiras, fios, tubos e barras. Elas podem ser unidas pela maioria dos métodos de solda forte e por solda de estanho. Com uma proporção de até 30% de níquel, a liga é usada na confecção de moedas e medalhas. As ligas com teores de níquel na faixa de 35 a 57% recebem o nome de “constantan” e são usadas para a fabricação de resistores.
O cobre e suas ligas, assim como os outros metais, também têm suas formas comerciais padronizadas. Isso se tornou necessário porque, com o desenvolvimento tecnológico, novas ligas foram surgindo e seu número aumenta a cada dia. As ligas de cobre são classificadas em dois grandes grupos: ligas para fundição e ligas dúcteis, ou para conformação. Dentro dessas duas classificações, elas ainda são designadas de acordo com sua composição química. A norma brasileira onde isso está estabelecido é a NBR 7554, que é baseada na norma da ASTM (American Society for Testing and Materials) dos Estados Unidos. De acordo com essas classificações, as ligas de fundição e as ligas dúcteis são designadas conforme tabelas 7.18 e 7.19.
Classe Liga Designação Comum
C80XXX a C81100 Cobre puro -
C81XXX a C82XXX
C83XXX a C84XXX
Ligas com elevado teor de cobre (exceto 81100).
Cobre-Estanho-Zinco com ou sem chumbo.
Cobre com pequenas adições.
Bronzes especiais.
C85XXX Cobre-Zinco(com ou sem chumbo). Latões.
C86XXX Cobre-Zinco. Latões especiais com elevada resistência mecânica.
C87XXX Cobre-Silício. Bronze de silício.
C90XXX a C91XXX Cobre-Estanho, Cobre-Estanho-Zinco com teor de zinco inferior ao do estanho. Bronzes, bronzes especiais.
C92XXX Cobre-Estanho com chumbo, Cobre-Estanho-Zinco com chumbo e teor de zinco inferior ao do estanho. Bronzes, bronzes especiais.
C93XXX a C945XX Cobre-Estanho com elevado teor de chumbo, Cobre-Estanho-Zinco com elevado teor de chumbo. Bronzes, bronzes especiais.
C947XX a C949XX Cobre-Estanho-Níquel com outros elementos. Bronzes com Níquel.
C95XXX Cobre-Alumínio. Bronzes de Alumínio.
C96XXX Cobre-Níquel-Ferro. -
C97XXX Cobre-Níquel-Zinco com outros elementos. Alpacas.
C98XXX Cobre-Chumbo. -
C99XXX Ligas diversas. -
Tabela 7.18: Especificação de ligas de cobre destinadas a fundição.
127

TECNOLOGIA DOS MATERIAIS
Classe Liga Designação Comum
C1XXXX Cobre puro e ligas com alto teor de cobre. Cobre.
C2XXXX Cobre-Zinco. Latões.
C3XXXX Cobre-Zinco-Chumbo. Latões com chumbo.
C4XXXX Cobre-Zinco-Estanho. Latões especiais com estanho.
C5XXXX Cobre-Estanho. Bronze.
C6XXXX Cobre-Alumínio,Cobre-Silício, Cobre-Zinco (especiais). Bronzes de alumínio, bronzes de silício. Latões especiais.
C7XXXX Cobre-Níquel, Cobre-Níquel-Zinco. Alpacas.
Tabela 7.19: Especificação de ligas dúcteis (para conformação) de cobre.
As ligas são identificadas pela letra C seguida de cinco algarismos. O primeiro ou dois primeiros algarismos indicam a classe do material e os dois últimos referem-se a identificação desse material.
7.3.3 MAGNÉSIO E SUAS LIGASO magnésio é um elemento químico de símbolo Mg de número atômico 12 (12 prótons e 12 elétrons) com
massa atômica 24μ. É um metal alcalino-terroso, pertencente ao grupo (ou família) 2 (anteriormente chamada 2A), sólido nas condições ambientais. É o sexto elemento em abundância, constituindo cerca de 2,76% da crosta terrestre, e o terceiro mais abundante dissolvido na água de mar. É empregado principalmente como elemento de liga com o alumínio. Outros usos incluem flashes fotográficos, pirotecnia e bombas incendiárias. O magnésio foi descoberto em 1755 pelo escocês Joseph Black. O magnésio é um metal bastante resistente e leve, aproximadamente 30% menos denso que o alumínio. Possui coloração prateada, perdendo seu brilho quando exposto ao ar, por formar óxido de magnésio. Quando pulverizado e exposto ao ar se inflama produzindo uma chama branca. Reage com a água somente se esta estiver em ebulição, formando hidróxido de magnésio e liberando hidrogênio. O magnésio funde-se a 65°C e oxida-se com facilidade. A maior utilização do magnésio (50%) é como elemento de liga do alumínio. É usado também na fabricação de ferro fundido nodular e na redução de metais (35%). Somente 15% são usados na fabricação de produtos. As ligas de magnésio podem ser fundidas ou conformadas por laminação, forjamento ou extrusão. Elas têm como características baixa densidade, alta resistência e dureza em baixas e altas temperaturas e elevada resistência a corrosão em temperatura ambiente. As propriedades mecânicas de algumas delas podem ser melhoradas por tratamento térmico.
7.3.4 NÍQUEL E SUAS LIGASNíquel é um elemento químico de símbolo Ni de número atômico 28 (28 prótons e 28 elétrons) e de massa
atômica 58,7μ. A temperatura ambiente, encontra-se no estado sólido. É um elemento de transição situado no grupo 10 (8B) da classificação periódica dos elementos. O níquel É um metal de transição de coloração branco-prateada, e faz parte do grupo dos metais mais antigos conhecidos pelo homem, condutor de eletricidade e calor, dúctil e maleável porém não pode ser laminado, polido ou forjado facilmente, apresentando certo caráter ferromagnético. É encontrado em diversos minerais, em meteoritos (formando liga metálica com o ferro) e, em princípio, existe níquel no núcleo da terra. É resistente a corrosão, e só pode ser utilizado como revestimento por eletrodeposição. O metal e algumas de suas ligas metálicas, como o metal Monel, são utilizados para manejar o flúor e alguns fluoretos porque reage com dificuldade com estas substâncias. Seu estado de oxidação mais comum é +2 , podendo apresentar outros. Se tem observado estados de oxidação 0, +1 e +3 em complexos, porém são muito pouco característicos. Apresenta todas as qualidades mecânicas e tecnológicas que se pode exigir de um metal: fusibilidade, soldabilidade, aliada a boa resistência mecânica e tenacidade. Seu minério é a garnierita e o processo de extração se faz de modo semelhante ao do cobre, sendo o níquel bruto submetido, na última fase, a um refino eletrolítico. Devido ao alto custo, os metais não-ferrosos e suas respectivas ligas têm uso limitado a aplicações especiais. No caso do níquel, por exemplo, as ligas custam de vinte a cem vezes mais que os aços inoxidáveis. São utilizadas em aplicações que necessitam de material com alta resistência a corrosão e ao calor. É um metal versátil, capaz de formar ligas com inúmeros metais, inclusive o aço. Estas ligas apresentam elevada resistência a corrosão, a maioria dos ácidos minerais e orgânicos, bem como álcalis. Ótima resistência ao desgaste, baixa condutividade térmica e são resistentes a corrosão provocada pelo vapor ou vapores contaminados por agentes químicos.
128
Figura 7.46: Cor e aparência do magnésio: Prateado.

TECNOLOGIA DOS MATERIAIS
A tabela a 7.20 reúne as características adquiridas pelo níquel com a adição de cada elemento de liga e sua respectiva utilização.
Elemento Adicionado Influência Aplicações
Cobre
Nas ligas monel, aumenta a resistência a corrosão e a resistência mecânica, reduz o custo nas ligas de cromo ferro e molibdênio, em teores em torno de 2% reduz a ação corrosiva em meios ácidos e oxidantes.
Equipamento de processamento de produtos de petróleo e petroquímicos, aquecedores de água e trocadores de calor, válvulas, bombas, eixos, parafusos, hélices e fixadores usados em construção naval.
Cromo Eleva a resistência a corrosão em meios oxidantes e resistência mecânica em altas temperaturas.
Equipamentos de processamento químico, equipamentos de tratamento térmico, geradores de vapor, componentes de fornos, equipamentos de controle de poluição, componentes de equipamentos eletrônicos.
Ferro Reduz o custo das ligas, aumenta a resistência a corrosão associada a cavitação e a erosão.
Equipamentos de processamento químico, equipamentos de tratamento térmico, geradores de vapor, componentes de fornos, equipamentos de controle de poluição.
Molibdênio Eleva a resistência a corrosão em meios redutores, aumenta a resistência mecânica em altas temperaturas.
Componentes de turbinas a gás e de motores aeronáuticos, equipamentos de processamento químico.
Cromo-Ferro + Alumínio e Titânio
Permitem a realização de tratamento térmico de solubilização e precipitação para endurecimento da liga. Liga experimental para indústria aeronáutica.
Tabela 7.20: Influência da adição de elementos na formação das ligas de níquel.
As ligas de níquel podem ser classificadas, segundo suas aplicações, em seis grupos:a) Ligas resistentes a corrosão: são ligas de boa resistência mecânica e ductilidade. Dentre elas destacam-se:- Hastelloy (Ni, Cr, Fe, Mo): liga com alta resistência ao ácido clorídrico.- Monel B (Ni, Fe, Cu, Mn, Si, C): muito resistente a corrosão, calor, competindo com o aço em muitas aplicações;- Monel R (Ni, Fe, Cu, Mn, S): o enxofre facilita a usinagem em função da redução da resistência mecânica e tenacidade. Apresenta boa ductilidade, sendo, portanto, quebradiço a quente;- Monel K (Ni, Fe, Cu, Mn, Al): tratável termicamente. Alta resistência mecânica. Excelente resistência a corrosão;b) Ligas de alta resistividade elétrica e resistência ao efeito de aquecimento: são ligas empregadas para resistências elétricas e em partes sujeitas a temperaturas elevadas. As principais são:- Nichrome e Cromel (Ni, Cr): resistente ao calor e a oxidação, usada como resistência (até 1000°C).- Inconel (Ni, Al, Si, Mn): liga resistente ao calor.c) Ligas com propriedades específicas de dilatação: as ligas desta família mais conhecidas são:- Platinite e Dumet (Ni, Fe): possuem coeficientes de dilatação próximos ao da platina. Pode ser utilizada em soldas de vidros moles.- Invar (Ni, Fe): possuem baixíssimo coeficiente de dilatação em temperaturas elevadas.d) Ligas para Telecomunicações: são ligas com ótimas características magnéticas. As principais são:- Permalloy (Ni, Fe): alta permeabilidade para baixas intensidades de campo. Requer tratamento térmico especial.- Hipernik (Ni, Fe): alta permeabilidade para intensidade de campo mais elevado.- Perminvar (Ni, Fe, Co): permeabilidade constante em campos magnéticos fracos.e) Ligas magnéticas: são ligas utilizadas na produção de ímãs permanentes. - Alnico (Ni, Mn): ligas não maleáveis. Existem sob a forma de peças fundidas e sinterizadas.f) Ligas especiais:- Constantan (Ni, Cu): condutividade elétrica praticamente nula.- Klinvar (Ni, Cr, Fe): apresentam módulo de elasticidade constante em ampla zona de temperatura. Empregado em engrenagens de relógio e dispositivos de sincronização para rádios.
129
Figura 7.47: Cor e aparência do Níquel: Brilhante, metálico.
Figura 7.48: Níquel em pó.

TECNOLOGIA DOS MATERIAIS
7.3.5 TITÂNIO E SUAS LIGASO Titânio é um elemento químico de símbolo Ti, número atômico 22 (22 prótons e 22 elétrons) com massa
atômica 47,90μ. Trata-se de um metal de transição leve, forte, cor branca metálica, lustroso e resistente a corrosão, sólido na temperatura ambiente. O titânio é muito utilizado em ligas leves e em pigmentos brancos. É um elemento que ocorre em vários minerais, sendo as principais fontes o rutilo e a Ilmenita. Apresenta inúmeras aplicações como metal de ligas leves, cerca de 60% do titânio são utilizados nas indústrias aeronáutica, aeroespacial sendo aplicados na fabricação de peças para motores e turbinas, fuselagem de aviões e foguetes. Este metal foi descoberto na Inglaterra por William Justin Gregor em 1791, a partir do mineral conhecido como ilmenita. O titânio é um metal não-ferroso que ganhou importância estratégica há somente 40 anos por sua excelente resistência a corrosão (quase tão resistente quanto a platina) e por sua grande resistência mecânica. Possui baixa condutividade térmica e alta condutividade elétrica. É um metal leve, forte e de fácil fabricação com baixa densidade (40% da densidade do aço). Quando puro é bem dúctil e fácil de trabalhar. O ponto de fusão relativamente alto faz com que seja útil como um metal refratário. Ele é tão forte quanto o aço, mas 45% mais leve. É 60% mais pesado que o alumínio, porém duas vezes mais forte. Tais características fazem com que o titânio seja muito resistente contra os tipos usuais de fadiga. Mas o fato mais interessante a respeito do titânio é que, embora exista em grande quantidade na crosta terrestre, o custo de sua obtenção é muito alto. Esse metal quando exposto ao ar, forma uma camada passiva de óxido impermeável e protetor muito importante se ele estiver em meio corrosivo, disso decorre sua propriedade mais importante: a resistência a corrosão da água do mar e outras soluções de cloretos, aos hipocloritos e ao cloro úmido e a resistência ao ácido nítrico. Essa qualidade torna-o ideal para a fabricação de próteses humanas tais como componentes de válvulas cardíacas, placas e pinos para unir ossos, pois os fluidos que existem dentro do nosso corpo são soluções salinas, com PH ácido. Elas também contêm outros ácidos orgânicos aos quais o titânio é imune. Os elementos que são adicionados as ligas resistentes a corrosão são: paládio (Pd), molibdênio (Mo), alumínio (Al), níquel (Ni), manganês (Mn), vanádio (V) e estanho (Sn). Essas ligas são usadas na fabricação de próteses. Ligas de titânio com alumínio e estanho e alumínio e vanádio são usadas em aplicações muito especiais, pois apresentam resistência específica, ou seja, relação resistência mecânica/peso muito elevada em temperaturas abaixo de zero (entre -196 e -269°C). Mas quando o titânio está em um ambiente livre de oxigênio ele é dúctil. Ele queima quando aquecido e é capaz de queimar imerso em nitrogênio gasoso. Experimentos têm mostrado que titânio natural se torna notavelmente radioativo após ser bombardeado por deutério, emitindo principalmente posítrons e raios gama. O metal é dimórfico com a forma hexagonal alfa mudando para um cúbico beta muito lentamente por volta dos 800°C. Quando incandescente ele se combina com oxigênio, e ao alcançar 550°C é capaz de combinar com o cloro. Quanto a fabricação do titânio metálico, existem atualmente seis tipos de processos disponíveis: "Kroll", "Hunter”, redução eletrolítica, redução gasosa, redução com plasma e redução metalotérmica. Dentre estes, destaca-se o processo Kroll, que é o responsável, até hoje, pela maioria do titânio metálico produzido no mundo ocidental.
7.3.6 CHUMBOO chumbo (do latim plumbum) é um elemento químico de símbolo Pb, número atômico 82 (82 prótons e 82
elétrons), com massa atômica igual a 207,2μ, pertencente ao grupo 14 da classificação periódica dos elementos químicos. A temperatura ambiente, o chumbo encontra-se no estado sólido. É um metal tóxico, pesado, de coloração branco-azulada quando recentemente cortado, porém adquire coloração acinzentada quando exposto ao ar. Muito macio, altamente maleável, baixa condutividade elétrica e altamente resistente à corrosão. É usado na construção civil, baterias de ácido, em munição, proteção contra raios-X, e forma parte de ligas metálicas para a produção de soldas, fusíveis, revestimentos de cabos elétricos, materiais antifricção, metais de tipografia, etc. O chumbo tem o número atômico mais elevado entre todos os elementos estáveis. É um metal conhecido e usado desde a antiguidade. Suspeita-se que este metal já fosse trabalhado há 7000 anos. O chumbo se funde com facilidade a 327°C, com temperatura de vaporização a 1725°C. Os estados de oxidação que pode apresentar são 2 e 4. É relativamente resistente a água do mar e ao ataque dos ácidos sulfúrico e clorídrico, porém se dissolve lentamente em ácido nítrico e oxida-se com facilidade em contato com o ar. O chumbo é um anfótero, já que forma sais de chumbo dos ácidos, assim como sais metálicos do ácido plúmbico. O chumbo forma muitos sais, óxidos e compostos organolépticos. O chumbo raramente é encontrado no seu estado elementar. O mineral de chumbo mais comum é o sulfeto denominado de galena (com 86,6% deste metal). Outros minerais de importância comercial são o carbonato (cerusita) e o sulfato (anglesita), que são mais raros. Geralmente é
130
Figura 7.50: Cor e aparência do titânio: Prateado.
Figura 7.49: Concentrado mineral de titânio.
TECNOLOGIA DOS MATERIAIS
encontrado com minerais de zinco, prata e, em maior abundância, de cobre. Também é encontrado chumbo em vários minerais de urânio e de tório, já que vem diretamente da desintegração radioativa destes radioisótopos. Os minerais comerciais podem conter pouco chumbo (3%), porém o mais comum é em torno de 10%. Os minerais são concentrados até alcançarem um conteúdo de 40% ou mais de chumbo antes de serem fundidos. Através da ustulação do minério de chumbo, galena, obtém-se como produto o óxido de chumbo que, num alto forno, é reduzido com a utilização de coque, fundente e óxido de ferro. O chumbo bruto obtido é separado da escória por flotação. A seguir, é refinado para a retirada das impurezas metálicas, que pode ser por destilação. Desta forma pode-se obter chumbo com uma pureza elevada (99,99%). É facilmente laminado, pois é o mais mole dos metais pesados. Pode ser endurecido em liga com enxofre (S) ou antimônio (Sb). Outras propriedades que permitem grande variedade de aplicações são: alta densidade, flexibilidade, alto coeficiente de expansão térmica e facilidade em se fundir e formar ligas com outros elementos.
O chumbo é usado como isolante acústico e amortecedor de vibrações. Pode ser laminado a espessuras de até 0,01 mm. É um metal amplamente utilizado como base nas ligas antifricção, que são utilizadas como material para confecção de mancais. As ligas de chumbo com esta finalidade são denominadas “metais babbitt”. O chumbo também pode ser utilizado como metal de adição na formação de ligas destinadas a confecção de soldas fracas, amplamente utilizadas na indústria de eletroeletrônicos. Permite a reciclagem de sua sucata. No Brasil, o reaproveitamento dessa sucata corresponde a um terço das nossas necessidades dessa matéria-prima.
7.3.7 ESTANHOO estanho é um elemento químico de símbolo Sn, número atômico 50 (50 prótons e 50 elétrons) e com massa
atômica de 118,7μ. Está situado no grupo 14 ou 4A da classificação periódica dos elementos. É um metal branco prateado, maleável, sólido nas condições ambientais, pouco dúctil, de baixo ponto de fusão (235°C) e altamente cristalino. Não se oxida facilmente com o ar e é resistente a corrosão. O estanho facilmente pode ser lustrado e é usado para produzir diversas ligas metálicas utilizadas como revestimento de outros metais para impedir a corrosão ou a outra ação química. O estanho é obtido principalmente do mineral cassiterita (SnO2) onde apresenta-se como um óxido. É um dos metais mais antigos conhecido, e foi usado como um dos componentes do bronze desde a antiguidade. Quando uma barra de estanho é quebrada produz um ruído denominado “grito de lata” (“grito de estanho”) causada pelos cristais quando são rompidos. Este metal resiste a corrosão quando exposto a água do mar e água potável, porém pode ser atacado por ácidos fortes, bases e sais ácidos, bom condutor de eletricidade, porém não-magnético. O estanho age como um catalisador quando o oxigênio se encontra dissolvido, acelerando o ataque químico. O estanho, quando aquecido na presença do ar acima de 1500°C retorna a condição de óxido estânico. O estanho é atacado pelos ácidos sulfúrico, nítrico e clorídrico concentrados, e com bases produz estanatos. Este metal combina-se diretamente com cloro e oxigênio, e desloca o hidrogênio dos ácidos. O estanho é maleável em baixas temperaturas porém é frágil quando aquecido. O estanho tem vasto emprego como material protetor. A folha de flandres empregada na fabricação de latas de conserva, consiste de chapas finas de ferro cobertas a fogo com uma camada fina de estanho. Combina a resistência do aço com a resistência a corrosão, a facilidade desoldagem e a boa aparência do estanho. As ligas Sn-Zn e Sn-Ni são utilizadas na estanhagem de peças para motocicletas e automóveis, ferramentas, partes de instrumentos científicos de precisão. Ligas antifricção podem ser obtidas a base de estanho. Apresentam plasticidade e aderência muito grandes, sendo utilizadas como materiais para confecção de mancais. Comparadas com outros materiais com esta finalidade, essas ligas apresentam resistência a fadiga relativamente baixa, de modo que são mais recomendadas para condições de baixa carga. Entretanto, sua resistência a corrosão é bem maior que a das ligas a base de chumbo. O estanho puro e associado com antimônio e cobre é matéria-prima para a produção de material de solda.
131
Figura 7.51: Chumbo em pó.
Figura 7.52: Cor e aparência do Chumbo: Branco azulado.
Figura 7.53: Cor e aparência do estanho: Cinza prateado brilhante.
Figura 7.54: Estanho em pó.

TECNOLOGIA DOS MATERIAIS
7.3.8 ZINCOO zinco (do alemão Zink) é um elemento químico de símbolo Zn, número atômico 30 (30 prótons e 30
elétrons) com massa atômica 65,4μ. A temperatura ambiente, o zinco encontra-se no estado sólido. Está situado no grupo 12 (2B) da classificação periódica dos elementos. As ligas metálicas de zinco têm sido utilizadas durante séculos (peças de latão datadas de 1000 a 1400 a.C. foram encontrados na Palestina, e outros objetos com até 87% de zinco foram achados na antiga região da Transilvânia). A principal aplicação do zinco (cerca de 50% do consumo anual) é na galvanização do aço ou ferro para protegê-los da corrosão, isto é, o zinco é utilizado como metal de sacrifício (tornando-se o ânodo de uma célula, ou seja, somente ele se oxidará). Ele também pode ser usado em protetores solares, em forma de óxido, pois tem a capacidade de barrar a radiação solar. O zinco é um elemento químico essencial para as pessoas: intervém no metabolismo de proteínas e ácidos nucleicos, estimula a atividade de mais de 100 enzimas, colabora no bom funcionamento do sistema imunológico, é necessário para cicatrização dos ferimentos, intervém nas percepções do sabor e olfato e na síntese do DNA. Foi descoberto pelo alemão Andreas Marggraf em 1746. O zinco é um metal, as vezes classificado como metal de transição ainda que estritamente não seja, apresenta semelhanças com o magnésio e o berílio além dos metais do seu grupo. Este elemento é pouco abundante na crosta terrestre, porém pode ser obtido com facilidade. É um metal de coloração branca azulada que arde no ar com chama verde azulada. O ar seco não o ataca, porém, na presença de umidade, forma uma capa superficial de óxido ou carbonato básico que isola o metal e o protege da corrosão. Praticamente o único estado de oxidação que apresenta é 2+. Reage com ácidos não oxidantes passando para o estado de oxidação 2+ e liberando hidrogênio, e pode dissolver-se em bases e ácido acético. O metal apresenta uma grande resistência a deformação plástica a frio que diminui com o aquecimento, obrigando a laminá-lo acima dos 100°C. O zinco é um metal não-ferroso, funde-se a 420°C e é produzido a partir da blenda e da calamina. Tratando-se da blenda, a operação metalúrgica consiste em ustulá-la e com a calamina consiste em calciná-la a fim de se obter óxido de zinco. Em seguida faz-se a redução do óxido. É condutor de eletricidade, mas é um metal não-magnético. É mais barato que a maioria dos metais não-ferrosos. Possui a resistência a tração da mesma ordem do alumínio ou do magnésio, mas não apresenta a vantagem de possuir a baixa densidade destes metais. Sua densidade se aproxima mais do aço e do cobre, mas lhe falta a resistência mecânica desses metais. O zinco é empregado como pigmento em tintas, como elemento de liga com o cobre, na produção do latão e, sobretudo, para proteger outros metais, principalmente o aço, por meio da galvanização, além de ser utilizado na produção de telhas e calhas residenciais. Pode ser utilizado como metal de base na formação de ligas destinadas a fundição, sobretudo em fundição sob pressão e por gravidade. O emprego de Zn eletrolítico (com 99,99% de pureza) nas ligas elimina as variações dimensionais das peças fundidas e a corrosão intergranular. As principais ligas de zinco são:a) SAE 921 (Zamak 2): apresenta a mais elevada resistência a tração e a maior dureza de todas as ligas desta série. Esta liga é empregada em casos em que a resistência a tração é mais importante do que a permanência de dimensões e a resistência ao impacto.b) SAE 903 (Zamak 3): possui melhores características de permanência as dimensões que as demais ligas desta série, além de alta ductilidade.c) SAE 925 (Zamak 5): tem as suas propriedades intermediárias entre 921 e 903 no que diz respeito as características mecânicas. Empregada nos casos da liga 921 quando se deseja maior resistência a corrosão.
8. MATERIAIS NÃO-METÁLICOS8.1 MATERIAIS POLIMÉRICOS
Os polímeros que ocorrem naturalmente, aqueles que são derivados de plantas e animais, têm sido usados por muitos séculos, esses materiais incluem a madeira, a borracha, o algodão, a lã, o couro e a seda. Outros polímeros naturais, como as proteínas, as enzimas, os amidos e a celulose, são importantes em processos biológicos e fisiológicos, nas plantas e nos animais. Ferramentas modernas de pesquisa científica tornaram possível a determinação das estruturas moleculares deste grupo de materiais, bem como o desenvolvimento de numerosos polímeros, os quais são sintetizados a partir de moléculas orgânicas pequenas. Muitos dos plásticos, borrachas e materiais fibrosos que nos são úteis nos dias de hoje consistem em polímeros sintéticos. De fato, desde o fim da Segunda Guerra Mundial, o campo de materiais foi virtualmente revolucionado pelo advento dos polímeros sintéticos. Os materiais sintéticos podem ser produzidos de maneira barata, e suas propriedades podem ser administradas num nível em que muitas delas são superiores às suas contrapartes naturais. Em algumas aplicações, peças metálicas e de madeira foram substituídas por plásticos, que
132
Figura 7.55: Cor e aparência do Zinco: Azul pálido grisáceo.
Figura 7.56: Zinco em pó.

TECNOLOGIA DOS MATERIAIS
possuem propriedades satisfatórias e podem ser produzidos a um custo mais baixo. Como ocorre com os metais e com os materiais cerâmicos, as propriedades dos polímeros estão relacionadas de maneira complexa aos elementos estruturais do material.
Os polímeros são materiais compostos por macromoléculas. Essas macromoléculas são cadeias compostas pela repetição de uma unidade básica, chamada mero. Daí o nome: poli (muitos) + mero. Polímeros são materiais obtidos a partir da síntese química de matéria orgânica de origem vegetal ou mineral. São formados pela união de centenas de moléculas menores que devem possuir pelo menos uma dupla ligação de certos compostos químicos denominados monômeros. Devido a sua origem orgânica, o carbono é o elemento fundamental de todos os materiais poliméricos. Em geral, tem-se a combinação de um átomo de carbono com quatro átomos de outros elementos químicos. A união das moléculas dos monômeros pode realizar-se fundamentalmente por três maneiras: polimerização, copolimerização e por policondensação.a) Polimerização: consiste na aplicação de calor, pressão, utilização de processos químicos e aditivos, de modo a resultar estruturas em forma de cadeia. Um exemplo de um monômero é o gás etileno (C2H4) e exemplos de polímeros são o polietileno e o polipropileno conforme apresentado na figura 8.
b) Copolimerização: consiste na combinação de dois grupos de monômeros diferentes por polimerização. A esta operação de polimerizar os monômeros, previamente misturados, se chama copolimerização e copolímeros as resinas obtidas.c) Policondensação: alguns compostos químicos, como o fenol ou o formaldeído não polimerizam isoladamente. A este processo se denominou policondensação porque na operação se desprendem algumas moléculas de água.
O produto resultado dos processos mencionados acima são as resinas básicas que funcionam como matéria-prima para a produção de dois grandes grupos de materiais: os plásticos e os elastômeros.
8.1.1 MADEIRASConstituição da madeira: a madeira se origina das árvores e é constituída por um conjunto de tecidos que
forma a massa de seus troncos. O tronco é a parte da árvore donde se extrai a madeira. Situado entre as raízes e os ramos, o tronco é composto de células alongadas, de várias naturezas, segundo sua idade e suas funções, reunidas por uma matéria intercelular. A figura 8.1 mostra o corte transversal de um tronco de árvore. Na parte externa, o tronco compreende a casca, que se subdivide em casca externa e casca interna. A casca é uma camada protetora que protege e isola os tecidos da árvore contra os agentes atmosféricos. Debaixo da casca, situa-se o liber, que é um tecido cheio de canais que conduzem a seiva descendente. Debaixo do liber, encontra-se o alburno (ou câmbio) que é uma camada viva a formação recente, formada de células em plena atividade de proliferação, igualmente cheia de canais, que conduzem a seiva ascendente ou seiva bruta, sua espessura é mais ou menos grande, segundo as espécies. Sob o alburno, encontra-se o cerne, formado por madeira dura e consistente, impregnada de tanino e lignina. O cerne é a parte mais desenvolvida da árvore e a mais importante sob o ponto de vista de material de construção. É formado por uma série de anéis concêntricos de coloração mais clara e mais escura alternadamente, são os anéis ou camadas anuais, que possibilitam conhecer a idade da árvore, sobretudo nos países temperados, onde são mais nítidos. Finalmente, no centro do tronco, encontra-se a medula, constituída de material mole. A madeira é constituída quimicamente por celulose e lignina. Sua composição química é aproximadamente 50% de carbono, 42 a 44% de oxigênio, 5,0 a 6,0% de hidrogênio, 1% de nitrogênio e 1,0% de matéria mineral que se encontra nas cinzas.
Classificação das madeiras: as madeiras, pela sua estrutura anatômica, compreendem dois grandes grupos:− Coníferas ou resinosas: da classe botânica das gimnospermas;− Frondosas: da classe botânica das angiospermas dicotiledôneas.
Às coníferas pertencem o pinho e o pinheirinho. Às frondosas pertence a maioria das madeiras utilizadas, tais como aroeira-do sertão, sucupira amarela, eucaliptus citriodora, jatobá, cabreúva vermelha, guarantã, pau-marfim, peroba-rosa, caviúna, eucaliptus robusta, canela, amendoim, peroba-de-campos, imbuia, pinho brasileiro, freijó, cedro, jequitibá-rosa, etc.
133
(a) Monômeroetileno
(b) Polietileno
(c) Polipropileno
Figura 8: (a) Um monômero; (b) e (c) dois
tipos de polímeros que são produzidos a partir dele.

TECNOLOGIA DOS MATERIAIS
Característicos físicos e mecânicos da madeira: são característicos físicos a umidade, o peso específico e a retratilidade. São característicos mecânicos as resistências à compressão, à tração, à flexão ao cisalhamento, ao fendilhamento e ao choque. A umidade afeta grandemente a resistência mecânica da madeira, de modo que é importante a sua determinação. As madeiras, logo após o corte, ou seja, ainda “verdes”, apresentam 80% ou mais de umidade. Com o tempo, secam, perdendo inicialmente a água chamada embebição, alcançando o ponto de saturação ao ar: cerca de 25% de umidade. Continuando a secar, as madeiras perdem a água de impregnação, contida nas fibras e paredes dos vasos, resultando contração. A secagem ao ar, ao abrigo das intempéries, ocasiona perda de umidade até o seu teor alcançar o equilíbrio com o grau hidrométrico do ar. A secagem em estufa, a 105ºC, durante determinado tempo, pode ocasionar total evaporação da água de impregnação, chegando a umidade a 0%. A água de constituição, ou seja, aquela contida nas moléculas da madeira não se altera. O peso específico das madeiras varia de 0,30 a 1,30g/cm³, dependendo da espécie da madeira, da árvore de origem, da localização do corpo de prova retirado da madeira em exame, etc. As madeiras comerciais brasileiras apresentam pesos específicos que variam de 0,35 a 1,30g/cm³. A retratilidade corresponde às contrações lineares e volumétricas e sua determinação é feita em corpos de prova retirados da madeira com vários teores de umidade: madeira verde, madeira seca ao ar e madeira seca em estufa. Quanto às propriedades mecânicas propriamente ditas, elas dependem do teor de umidade da madeira e, principalmente, do seu peso específico. As propriedades que interessam, sob o ponto de vista prático são:− Resistência à compressão paralela às fibras; − Resistência à flexão estática;− Módulo de elasticidade à compressão; − Módulo de elasticidade à flexão;− Resistência à flexão dinâmica ou ao choque; − Resistência ao fendilhamento;− Resistência à tração normal às fibras; − Dureza;− Resistência ao cisalhamento.
As melhores madeiras para construção são as que provêm de árvores de maior altura, com troncos retos e regulares. Devem apresentar boa homogeneidade, boa resistência mecânica e dureza, sem, contudo, serem muito densas e difíceis de trabalhar. Quando as aplicações são de natureza mecânica, como em certas máquinas, cabos de ferramentas e aplicações semelhantes, as madeiras devem aliar à resistência à compressão boa resistência ao choque, ou seja, tenacidade. A seguir, indicam-se algumas das principais madeiras encontradas no Brasil, com os respectivos pesos específicos, variáveis dentro dos limites assinalados e aplicações comuns:
• Acapu ou Angelim de Folha Larga: com peso específico entre 0,85 e 1,00g/cm³, ocorrente no Pará e Amazonas, aplicada em móveis, acabamentos internos, assoalhos, compensados, construção naval e civil, etc.;
• Almecegueira ou Breu: com densidade entre 0,40 e 0,50g/cm³, ocorrente no Norte e Centro do Brasil e no litoral de São Paulo até o Rio Grande do Sul, aplicada em móveis, acabamento de interiores, compensados, etc.;
• Amendoim ou Amendoim Bravo: com densidade entre 0,80 e 0,90g/cm³, ocorrente em São Paulo, Mato Grosso e norte do Paraná, aplicada em móveis, acabamentos de interiores, assoalhos, cabos de ferramentas, etc.;
• Angélica ou Angélica-do-Pará: com densidade de 0,70 a 0,90g/cm³, ocorrente no Pará e Amazonas, aplicada em móveis, assoalhos, esquadrias, implementos agrícolas, construção naval e estruturas, etc.;
134
Casca externa
Casca interna
Liber
Alburno (câmbio)
Cerne
Medula
Raios celulares
Figura 8.1: Corte transversal de um tronco de árvore.
TECNOLOGIA DOS MATERIAIS
• Angico-Preto ou Angico Preto Rajado: de densidade entre 0,75 a 0,95g/cm³, ocorrente no Vale do Rio Doce, São Paulo e Mato Grosso, aplicada em cabos de ferramentas, assoalhos, dormentes, etc.;
• Angico-Vermelho ou Angico Verdadeiro: com densidade entre 0,70 e 0,80g/cm³, ocorrente no Vale do Paranapanema, norte do Paraná, até Rio Grande do Sul, aplicada em assoalhos, construções rurais, vigamentos, dormentes, etc.;
• Araputangai ou Mogno: com densidade de 0,40 a 0,50g/cm³, ocorrente em Mato Grosso, Goiás, Pará, Amazonas e Acre, aplicada em móveis, acabamentos interiores, compensados, construção naval, etc.;
• Aroeira-do-Sertão ou Aroeira Legítima: de densidade entre 0,85 e 1,20g/cm³, encontrada no Nordeste, Bahia, Minas Gerais, São Paulo, Goiás e Mato Grosso, aplicada em construção naval, pontes, postes, moirões, etc.;
• Cabreúva-Parda ou Bálsamo: com densidade de 0,90 a 1,10g/cm³, ocorrente na região costeira e em Santa Catarina, aplicada em móveis, acabamentos de interiores, tábuas e tacos de assoalhos, etc.;
• Canela ou Canela-Clara: com densidade de 0,60 a 0,75g/cm³, ocorrente nas serras da Mantiqueira e do Mar, aplicada em móveis, carpintaria, dormentes, etc.;
• Caroba ou Jacarandá-Caroba: de densidade entre 0,40 a 0,50g/cm³, ocorrente desde o sul da Bahia até o Rio Grande do Sul, aplicada em caixotes, brinquedos, etc.;
• Carvalho Brasileiro ou Cedro Rajado: com densidade entre 0,65 e 0,75g/cm³, encontrado no litoral do Estado de São Paulo, aplicada em móveis, acabamentos de interiores, compensados, etc.;
• Castanheiro ou Castanheiro-do-Pará: com densidade de 0,65 a 0,75g/cm³, ocorrente no Pará, Amazonas e Acre, aplicada em móveis, construção civil, construção naval, compensado, etc.;
• Copaíba ou Óleo-Copaíba: de densidade entre 0,70 e 0,90g/cm³, encontrada em todo o país, utilizada em móveis, acabamentos de interiores, cabos de ferramentas, coronha de armas, implementos agrícolas, etc.;
• Faveiro ou Sucupira-Branca: de densidade entre 0,90 a 1,10g/cm³, ocorrente em Minas Gerais, São Paulo, Goiás e Paraná, empregada em tábuas, tacos, implementos agrícolas, carrocerias, construção naval, etc.;
• Freijó ou Frei-Jorge: de densidade entre 0,40 e 0,90g/cm³, encontrada no Pará, aplicada em móveis, construção civil, construção naval, etc.;
• Jenipapo ou Jenipapeiro: com densidade entre 0,70 e 0,85g/cm³, ocorrente no Pará, Amazonas e Acre, utilizada em tornearia, implementos agrícolas, etc.;
• Grumixava ou Salgueiro: com densidade entre 0,60 e 0,80g/cm³, ocorrente na Serra do Mar, empregada em móveis, tornearia, cabos de ferramentas, compensados, etc.;
• Guaraiúva ou Quebra-Quebra: com densidade entre 0,80 e 0,90g/cm³, ocorrente em São Paulo, empregada em tornearia, cabos de ferramentas, construção naval, etc.;
• Gurarantã ou Pau-Duro: com densidade entre 0,95 e 1,10g/cm³, ocorrente em São Paulo, Mato Grosso e Goiás, empregada em tornearia, tacos, cabos de ferramentas, implementos agrícolas, estacas, postes etc.;
• Imbuia ou Canela Imbuia: com densidade entre 0,70 e 0,80g/cm³, encontrada no Paraná, Santa Catarina, empregada em móveis, acabamentos de interiores, tacos etc.;
• Ipê-Pardo ou Piúva do Cerrado: com densidade entre 0,90 e 1,20g/cm³, encontrada em Mato Grosso, Bahia, Minas Gerais, São Paulo e Paraná, empregada em tornearia, tábua e tacos de assoalhos, implementos agrícolas, construção naval etc.;
• Jacarandá-do-Litoral ou Jacarandá do Brejo: com densidade entre 0.75 e 1,10g/cm³, ocorrente na região do litoral, entre São Paulo e Santa Catarina, empregada em móveis, tacos de assoalhos, tornearia, cabos de cutelaria etc.;
• Jatobá ou Farinheira: com densidade entre 0,80 e 1,10g/cm³, ocorrente em todo país, empregada em implementos agrícolas,tacos, construção civil, construção naval, dormentes etc.;
• Jequitibá-Rosa ou Pau-Caixão: com densidade entre 0,50 e 0,70g/cm³, ocorrente na Bahia, Rio de Janeiro, São Paulo, Minas Gerais e Espírito Santo, empregada em móveis, compensados etc.;
• Pau-Ferro ou Muirapixuma: com densidade entre 0,90 e 1,20g/cm³, ocorrente nas caatingas do Nordeste, empregada em tornearia, construção civil, dormentes, emplementos agrícolas, construção naval etc.;
• Pau-Marfim ou Marfim: com densidade entre 0,75 e 0,95g/cm³, ocorrente no Sul do país, empregada em móveis, implementos agrícolas, tornearia etc.;
• Peroba ou Amargoso: com densidade entre 0,75 e 0,85g/cm³, ocorrente no Paraná, Mato Grosso, Minas Gerais, São Paulo e Bahia, empregada em móveis, esquadrias, carrocerias, construção civil etc.;
• Peroba-do-Campo ou Ipê-Peroba: com densidade entre 0,75 e 0,80g/cm³, encontrada na Bahia, Minas Gerais, São Paulo, Goiás e Mato Grosso, empregada em móveis, tacos, construção naval etc.;
135

TECNOLOGIA DOS MATERIAIS
• Pinho Brasileiro ou Pinho do Paraná: com densidade entre 0,50 e 0,60g/cm³, encontrada no Paraná, Santa Catarina, Rio Grande do Sul, Minas Gerais e São Paulo, empregada em móveis, acabamentos de interiores, compensados etc.;
• Sucupira-Parda ou Sucupira: com densidade entre 0,90 e 1,10g/cm³, ocorrente no Pará, Amazonas, Goiás, Mato Grosso e Bahia, empregada em móveis, tornearia, tacos de assoalhos, implementos agrícolas, construção naval etc.;
• Vinhático ou Amarelinho: com densidade entre 0,55 e 0,65g/cm³, ocorrente no litoral fluminense, Minas Gerais, Bahia e Mato Grosso, empregada em móveis, acabamentos de interiores, compensados, construção naval etc.;
Defeitos e enfermidades das madeiras: as madeiras estão sujeitas a defeitos ou anomalias que alteram sua estrutura e a enfermidades que afetam sua composição química, reduzem sua resistência e causam o seu “apodrecimento”. As principais anomalias são as seguintes:- Fibra torcida ou revirada: defeito esse caracterizado pelo fato das fibras das árvores não crescerem paralelamente ao eixo, mas sim em forma de hélice, devido ao excessivo crescimento das fibras periféricas com relação às internas. Estas madeiras servem somente para postes e pés-direitos;- Irregularidades nos anéis de crescimento ou nós: o que, quase sempre, rejeita a madeira;- Excentricidade do cerne: causada por crescimento heterogêneo, resultado em pouca elasticidade e baixa resistência;- Fendas ou gretas: mais ou menos profundas, no sentido transversal, outras fendas de diversos tipos e denominações constituem igualmente anomalias que podem dificultar a utilização plena da madeira.
Quanto às enfermidades das madeiras, os principais agentes destruidores são fungos, bactérias, insetos, moluscos e crustáceos marinhos. Os fungos que atacam a celulose e a lignina são os mais nocivos. A madeira saturada de água ou com umidade inferior a 20% é mais difícil de ser atacada pelos fungos. Há moluscos que atacam as madeiras de embarcações, de diques e outras construções navais, incrustando-se na madeira e abrindo galerias verticais. O meio de combatê-los consiste em tratar-se a madeira com creosoto. Depois de atacadas por esses moluscos, as madeiras podem ser tratadas com sulfato de cobre.
Preservação da madeira: um dos meios utilizados para preservar as madeiras é por intermédio da secagem, natural ou artificial. Além da secagem, há os tratamentos superficiais, os quais são aplicados por pintura ou por imersão da madeira ou por impregnação ou por outros métodos. Os materiais aplicados são chamados “preservativos”. Quando se utiliza o processo de pintura, os preservativos são de preferência previamente aquecidos, para penetrar mais profundamente na madeira. Na imersão, mergulha-se a madeira no preservativo durante 15 a 20 minutos, com melhores resultados que a simples pintura superficial, pois todas as possíveis trincas e fendas ficam em total contato com o material protetor. Sem entrar em pormenores, os processos de impregnação que podem utilizar, numa mesma operação, vapor, vácuo e pressão, são os mais eficientes de todos, pois, por seu intermédio, as partes internas das madeiras são também atingidas e ficam protegidas da ação dos agentes destruidores. Os preservativos mais comumente empregados são: o creosoto, já mencionado e o mais importante de todos, o sulfato de cobre, o bicloreto de mercúrio, óleos crus (parafinados, asfálticos), etc.
8.1.2 PLÁSTICOSA melhor definição para os materiais plásticos, foi dada pela Britsh Standards Institute (Instituto Britânico de
Padrões) que diz: “Plástico é definido como um grande grupo de materiais sólidos, compostos eminentemente orgânicos, usualmente tendo por base resinas sintéticas ou polímeros naturais modificados e que possuem, em geral, apreciável resistência mecânica.”
O plástico original, nitrocelulose, é oriundo da celulose usualmente na forma de polpa de madeira, enquanto o fenol e formaldeído, necessário a confecção da resina fenol-formaldeído, são obtidas a partir do carvão. Hoje, a ênfase tem sido transferida, muito amplamente para o petróleo e o gás natural, sendo grande parte da produção de plásticos baseada nestas duas matérias-primas. São constituídos pelas chamadas resinas básicas, oriundas do processo de polimerização, copolimerização e policondensação, que são as verdadeiras substâncias plásticas. Adicionam-se a esta resina, uma série de compostos químicos, denominados aditivos, que modificam ou reforçam as propriedades da resina. Os aditivos citados, são substâncias tais como: - Enchimento: os materiais de enchimento ou de carga são adicionados aos polímeros mais frequentemente para melhorar o limite de resistência à tração e à compressão, a resistência à abrasão, tenacidade, a estabilidade dimensional e térmica, além de outras propriedades. Os materiais usados como enchimentos particulados incluem a farinha de madeira (serragem em pós muito finos), a farinha e areia de sílica, a argila, o talco, o calcário e até meso alguns polímeros sintéticos. Os tamanhos das partículas variam desde 10nm até dimensões macroscópicas. Uma vez que esses materiais mais baratos substituem parte do volume do polímero mais caro, o custo do produto final é reduzido.
136

TECNOLOGIA DOS MATERIAIS
- Plasticizantes: a flexibilidade, a ductilidade e a tenacidade dos polímeros podem ser melhoradas com o auxílio de aditivos conhecidos por plasticizantes. A sua presença também produz reduções na dureza e na rigidez. Os plasticizantes são geralmente líquidos que possuem baixas pressões de vapor e baixos pesos moleculares. As pequenas moléculas de plasticizantes ocupam posições entre as grandes cadeias de polímeros, aumentando efetivamente a distância entre as cadeias com uma redução na ligação intermolecular secundária. Os plasticizantes são usados comumente em polímeros intrinsecamente frágeis à temperatura ambiente, tais como cloreto de polivinila e alguns dos copolímeros de acetato. De fato, um plasticizantes reduz a temperatura de transição vítrea, de modo que nas condições ambiente os polímeros podem ser usados em aplicações que exigem algum grau de flexibilidade e ductilidade. Essas aplicações incluem sua utilização como lâminas finas ou películas, tubos, capas de chuva e cortinas.- Estabilizadores: alguns materiais poliméricos, sob condições ambientais normais, estão sujeitos a uma rápida deterioração, geralmente em termos de sua integridade mecânica. Mais frequentemente, essa deterioração é um resultado da exposição do material à luz, em particular à radiação ultravioleta, e também à oxidação. A radiação ultravioleta interage com as ligações covalentes ao longo da cadeia molecular, causando o seu rompimento, o que pode também resultar na formação de algumas ligações cruzadas. A deterioração por oxidação é uma consequência da interação química entre átomos de oxigênio e as moléculas de polímeros. Os aditivos que atuam contra esses processos de deterioração são chamados estabilizadores.- Corantes: os corantes conferem uma cor específica a um polímero, eles podem ser adicionados na forma de tinturas ou pigmentos. As moléculas de uma tintura na realidade se dissolvem e se tornam parte da estrutura molecular do polímero. Os pigmentos são materiais de enchimento que não se dissolvem, mas permanecem como uma fase separada, normalmente, eles possuem um pequeno tamanho de partícula, são transparentes, e possuem um índice de refração próximo daquele do polímero onde eles são adicionados. Outros conferem opacidade e também cor ao polímero.- Retardadores de chama: a inflamabilidade dos materiais poliméricos é uma grande preocupação importante, principalmente nas indústrias de tecidos e de brinquedos infantis. A maioria dos polímeros é inflamável na sua forma pura, as exceções são aqueles que contém teores significativos de cloro e/ou flúor, tais como o cloreto de polivinila (PVC) e o politetrafluoroetileno (PTFE ou teflon). A resistência à inflamabilidade dos demais polímeros combustíveis pode ser melhorada através de aditivos chamados retardadores de chama. Esses retardantes podem funcionar pela interferência no processo de combustão através da fase gasosa ou pela iniciação de uma reação química que cause um resfriamento da região da combustão e um encerramento da queima.
Os materiais plásticos, assim como os materiais metálicos devem apresentar um conjunto de propriedades que os tornem úteis para determinadas aplicações:- Características óticas, como cor e transparência; - Térmicas ou de resistência ao calor;- Elétricas ou resistência dielétrica; - Mecânicas ou resistência mecânica;- Químicas ou resistência a ação de moléculas estranhas.
Além dessas, outras duas propriedades são particularmente importantes nos materiais plásticos: temperatura de empenamento e temperatura recomendada de serviço. Os plásticos são materiais anisotrópicos. Em extrusão, por exemplo, a resistência na direção da extrusão pode ser 30 a 40% mais elevada do que na direção transversal. Se uma estrutura ou fibra é utilizada como reforçador, esta diferença pode ainda ser mais elevada. Os plásticos são classificados segundo duas categorias do ponto de vista técnico: como termoplásticos ou como termofixos (ou termoestáveis). A tabela 8 apresenta suas principais diferenças. Tais diferenças comportamentais entre termoplásticos e termofixos têm sua explicação na forma pela qual as cadeias moleculares são formadas a partir dos monômeros.
A figura 8.2 mostra que termoplásticos podem apresentar cadeias lineares e ramificadas, enquanto que os termofixos apresentam cadeias reticuladas (ou em rede).
Material Características
TermoplásticosSão materiais plásticos que não sofrem alteração química sob a ação química do calor e da pressão. Podem, portanto, serem amolecidos repetidas vezes e moldados para as formas desejadas. Sofrem alterações com a
temperatura e amolecem a partir de 60°C.
TermofixosOs materiais termoestáveis, ao contrário dos termoplásticos, não podem ser amolecidos e remoldados. Sofrem
modificações químicas com o calor, e a sua temperatura de amolecimento é bastante elevada (acima de 250°C).
Tabela 8: Classificação de materiais plásticos.
137

TECNOLOGIA DOS MATERIAIS
TERMOPLÁSTICOS
Nome Característica Principais Aplicações
Acrilonitrila-butadieno-estireno (ABS).
Excelente resistência mecânica dureza, resistente a distorção pelo calor, boas propriedades elétricas, inflamável e solúvel em alguns solventes orgânicos.
Forro para refrigeradores, equipamentos para jardinagem, brinquedos, proteções em autoestradas, lã sintética, tapetes, etc.
Acrílico (metacrilato de metila).
Extremamente transparente e resistência e degradação pela luz solar e a maioria das substâncias químicas, propriedades mecânicas razoáveis.
Lentes, janelas transparentes de aeronaves, material de desenho.
Fluorcarbonos (PTFE (Teflon), TFE).
Quimicamente inerte, excelentes propriedades elétricas, baixo coeficiente de atrito, pode ser usado a até 260°C.
Selos anticorrosivos, tubos e válvulas para substâncias químicas, tintas antiadesivas, partes eletrônicas de alta temperatura, revestimento interno de panelas.
Poliamidas (Náilon)
Boas propriedades mecânicas, baixo coeficiente de atrito, resistências a abrasivos, absorve água e muitos líquidos.
Engrenagens, tecidos, cordas, escovas,para-quedas.
Policarbonatos Dimensões estáveis, baixa absorção de água, transparente, excelente resistência ao impacto e alta ductibilidade, ótima resistência química.
Capacetes de segurança, lentes, globos de luz, base para filme fotográfico.
Polietileno (PE) Resistência química, isolante elétrico, boa dureza, coeficiente de atrito relativamente baixo.
Brinquedos, garrafas flexíveis, copos, bandejas de gelo, embalagens, baldes, sacos de lixo, sacos de embalagens.
Polipropileno (PP) Resistência a distorção a quente e a fadiga, quimicamente inerte, relativamente barato, pouca resistência a luz ultra-violeta.
Embalagens de filmes, material esterilizável, gabinetes de TV, malas, cadeiras, poltronas, pára-choques de automóveis.
Poliestireno (PS) Excelentes propriedades elétricas e ópticas, boas estabilidades térmicas e dimensional, relativamente barato.
Caixas de bateria, aplicações domésticas, brinquedos, painéis luminosos, materiaisdescartáveis.
Policloreto de Vinila
Baixo custo, pouca rigidez, mas pode torna-se flexível quando adicionados plastificantes, suscetível a distorção pelo calor.
Revestimentos de pisos, canos, isolantes elétricos, mangueiras de jardim, gravações fonográficas.
Poliéster Um dos filmes plásticos mais resistentes, resistência a: fadiga, rasgo, umidade, ácidos, graxas, óleos solventes.
Gravações magnéticas, roupas, automóveis, recipientes para bebidas.
Tabela 8.1: Características e aplicações típicas dos materiais termoplásticos.
TERMOFIXOS
Nome Característica Principais Aplicações
EpóxisExcelente combinações entre propriedades mecânicas e resistência a corrosão, dimensionalmente estável, boa adesão, relativamente barato, boas propriedades elétricas.
Moldes elétricos, tintas protetoras, fiberglass
Fenólicos Excelente estabilidade térmica acima de 150°C, pode ser composto de várias resinas, barato.
Alongamento para motores, telefones, instalações elétricas.
Poliéster Excelente propriedades elétricas, baixo custo, pode ser usado a altas temperaturas.
Capacetes, ventiladores, barcos de fiberglass, componentes para automóveis, cadeiras.
Tabela 8.2: Características e aplicações típicas dos materiais termofixos (termoestáveis).
138
(a)
(b)
(c)
Figura 8.2: (a) Molécula linear. (b) Molécula ramificada. (c) polímero em rede, como em
plásticos termoestáveis (ou termofixos).

TECNOLOGIA DOS MATERIAIS
A densidade é um dos métodos mais simples e práticos de separação e identificação dos diferentes polímeros plásticos.
Polímeros Densidade (g/cm³) Polímeros Densidade (g/cm³)
Poli (tereftalato de etileno) PET 1,29 – 1,40 Poli (etileno) de baixa densidade - PEBD 0,917 – 0,940
Poli (etileno) de alta densidade - PEAD 0,952 – 0,965 Polipropileno (PP) 0,900 – 0,910
Poli (cloreto de vinila) PVC (rígido) 1,30 – 1,58 Poliestireno (PS) (sólido) 1,04 – 1,05
Poli (cloreto de vinila) PVC (flexível) 1,16 – 1,35 Poliestireno (PS) (espuma) Menor que 1,00
Tabela 8.3: Densidade de alguns polímeros (g/cm³).
Componentes dos materiais plásticos:a) Resina: é o componente básico e que dá as principais características, o nome e a classificação do material plástico.b) Massa: é um material inerte, fibroso, destinado a reduzir o custo de fabricação e melhorar a resistência ou choque e as resistências térmica, química e elétrica. Como massa são utilizados, conforme o caso, dentre outros, os seguintes materiais: pó de madeira, mica, celulose, algodão, papel, asfalto, talco, grafite, pó de pedra. A massa é normalmente empregada na composição dos materiais termofixos.c) Plasticizantes: são líquidos que fervem a temperatura elevadas (entre 94º e 205ºC). Sua função é melhorar ou facilitar a corrida das resinas, na moldagem, e tornar mais flexível as partes acabadas.d) Lubrificantes: usam-se o óleo de linhaça, o óleo de rícino, a lanolina, o óleo mineral, a parafina, a grafite. A função dos lubrificantes é impedir que as peças moldadas se fixem aos moldes.e) Colorantes.f) Catalisadores ou Endurecedores: que são elementos necessários ao controle do grau de polimetrização da resina, consiste numa transformação química que aumenta o peso molecular do plástico.g) Estabilizadores: são elementos que impedem deterioração, mudança de cor e conservam a mistura plástica até o momento da sua moldação.
Principais propriedades comuns a maioria dos materiais plásticos: leveza, resistência à deterioração pela umidade, baixa condutibilidade térmica, baixa condutibilidade elétrica.
Processos de fabricação de produtos plásticos acabados: são variadas as técnicas. Citam-se, a seguir, apenas alguns, a título de exemplo.
1) Para materiais termoplásticos:a) Moldagem por injeção a quente (figura 8.4);b) Moldagem por extrusão (figura 8.5);c) Moldagem a ar comprimido;d) Moldagem a vácuo.
139
Figura 8.3: Identificação dos tipos de plásticos. Essa metodologia é baseada em algumas características
físicas e de degradação térmica dos plásticos.
Matrizes da prensa de injeção
Material plástico granulado
Êmbolo injetor
Material plástico aquecido
Peças moldadasC anais de moldação
Figura 8.4: Moldagem por injeção a quente.
Figura 8.5: Moldagem por extrusão.Parafuso de extrusão
C orre ia transportadora
Material plásticoAr re frigerado
Tira ou peça plástica
contínua
PET HDPE PVC LDPE
PP PS O UTRO S

TECNOLOGIA DOS MATERIAIS
2) Para materiais termofixos:a) Moldagem por compressão a quente (figura 8.6);b) Laminagem (figura 8.7);c) Fundição e moldagem.
8.1.2.1 POLÍMEROS DE IMPORTÂNCIA INDUSTRIAL Certos plásticos se destacam por seu baixo preço e grande facilidade de processamento, o que incentiva seu uso
em larga escala. São os chamados plásticos ou resinas commodities, materiais baratos e usados em aplicações de baixo custo. São o equivalente aos aços de baixo carbono na siderurgia. Os principais plásticos commodities são: polipropileno, polietileno, poliestireno e o policloreto de vinila.
a) Polipropileno (PP): desde a sua introdução em 1954, o polipropileno se tornou uma das mais importantes resinas termoplásticas da atualidade, continuando ainda como a resina de maior crescimento. Hoje em dia o polipropileno é o terceiro termoplástico mais vendido no mundo (abaixo do polietileno baixa densidade e do PVC). O polipropileno (PP) é um tipo de plástico que pode ser moldado usando apenas aquecimento, ou seja, é um termoplástico. Possui propriedades muito semelhantes as do PE, mas com ponto de amolecimento mais elevado. Tem como principais propriedades: - Baixo custo;- Elevada resistência química e a solventes;- Fácil moldagem;- Alta resistência a fratura por flexão ou fadiga;- Fácil coloração;- Boa resistência ao impacto acima de 15°C;- Boa estabilidade térmica;- Maior sensibilidade a luz UV e agentes de oxidação, sofrendo degradação com maior facilidade.
Atualmente há uma tendência no sentido de se utilizar exclusivamente o PP no interior dos automóveis. Isso facilitaria a reciclagem do material por ocasião do sucateamento do veículo, pois se saberia com qual material se estaria lidando.
140
Figura 8.8: Pela primeira vez na história do Salão do Automóvel, a preocupação ambiental foi uma constante e a Ford aproveitou
a mostra para apresentar ao público a patente de um plástico verde feito com uma mistura de sisal, polipropileno reciclado e
polipropileno virgem.
Figura 8.9: Produtos feitos a base de polipropileno.
Material plástico granulado
Peças moldadas
Matrizes
Prensas
Temperatura de 177°C
Pressão de 140 a 700 kg por cm²
Figura 8.6: Moldagem por compressão a quente.
Pape l pano ou te la
Estufa de secagem
Corte
Prensa
Banho de resina
Prensagem
Placas prontas
Figura 8.7: Laminagem.

TECNOLOGIA DOS MATERIAIS
b) Polietileno (PE): o polietileno foi sintetizado pela primeira vez pelo químico alemão Hans Von Pechmann, que, acidentalmente, o preparou em 1898 enquanto aquecia diazometano. Quando seus colegas Eugen Bamberger e Friedrich Tschirner caracterizaram a substância gasosa e branca criada, descobriram grandes cadeias compostas por -CH2- e o denominaram "polietileno". Em 27 de Março de 1933, o polietileno foi sintetizado tal como o conhecemos atualmente, por Reginald Gibson e Eric Fawcett, na Inglaterra, que trabalhavam para os Laboratórios ICI. Isto foi possível aplicando-se uma pressão de cerca de 1400 bar e uma temperatura de 170°C, onde foi obtido o material de alta viscosidade e cor esbranquiçada que se conhece atualmente. Somente em 1935 outro químico da ICI, Michael Perrin, conseguiu (olha que coincidência: por acidente) reproduzir o experimento de seus outros dois colegas e encontrar o mesmo material branco graças a um vazamento que gerou a necessidade de se inserir mais etileno (contaminado com oxigênio). Só que desta vez conseguiram identificar que era necessário uma certa quantidade de oxigênio para se iniciar a polimerização. A pressão requerida para conseguir produzir a polimerização do etileno era muito alta, e por isso a investigação sobre catalisadores realizada pelo alemão Karl Ziegler e pelo italiano Giulio Natta, que originou os catalisadores Ziegler-Natta, rendeu-lhes o prêmio Nobel em 1963 por sua contribuição científica a química. Com estes catalisadores, é possível a polimerização sob pressão normal. A partir de 1939 se iniciou a produção industrial de polietileno, que hoje em dia é usado para produzir peças plásticas, filmes plásticos, garrafas PET (Polietileno Tereftálico), tubulações e etc. O polietileno é quimicamente o polímero mais simples. É representado pela cadeia: (CH2-CH2). Devido a sua alta produção mundial, é também o mais barato, sendo um dos tipos de plástico mais comum. É quimicamente inerte. Obtém-se pela polimerização do etileno (de fórmula química CH2=CH2, e chamado de eteno pela IUPAC), de que deriva seu nome. Este polímero pode ser produzido por diferentes reações de polimerização, como por exemplo a polimerização por radicais livres, polimerização aniônica, polimerização por coordenação de íons ou polimerização catiônica. Cada um destes mecanismos de reação produz um tipo diferente de polietileno. É um polímero de cadeia linear não ramificada, embora as ramificações sejam comuns nos produtos comerciais. As cadeias de polietileno se rompem sob a temperatura de arrefecimento Tg em regiões amorfas e semi-cristalinas. A abreviatura do polietileno geralmente usada é PE. Os polietilenos podem ser classificados em:
- Polietileno de Baixa Densidade (PEBD) (em inglês conhecido como LDPE ou PE-LD):* Atóxico; * Transparente; * Baixo custo; * Impermeável; * Flexível; * Inerte (ao conteúdo); * Leve;* Pouca estabilidade dimensional, mas com processamento fácil.
- Polietileno de Alta Densidade (PEAD) (em inglês conhecido como HDPE ou PE-HD): densidade igual ou mais baixa que 0,941g/cm³. Tem um baixo nível de ramificações, com alta densidade e altas forças intermoleculares. A produção de um bom PEAD depende da seleção do catalisador. Alguns dos catalisadores modernos incluem os de Ziegler-Natta, cujo desenvolvimento rendeu o Prêmio Nobel.* Resistente a baixas temperaturas; * Impermeável; * Alta resistência a tensão, compressão, tração; * Atóxico;* Inerte (ao conteúdo), baixa reatividade; * Pouca estabilidade dimensional;* Baixa densidade em comparação com metais e outros materiais.
- Polietileno linear de baixa densidade (PELBD) (en inglês conhecido como LLDPE);- Polietileno de massa molecular ultra-alta (UHWPE); - Polietileno com formação de rede (PEX).
c) Poliestireno (PS): o poliestireno é uma das mais antigas resinas sintéticas. Foi em 1831 que um polímero vítreo transparente foi descoberto e, pouco tempo depois, proposto para uso prático. Mas seu desenvolvimento comercial demorou até o momento em que os métodos satisfatórios para a produção do monômero do estireno fossem encontrados, e até a descoberta de um meio de evitar a polimerização durante o carregamento ou estocagem. O primeiro plástico industrial de poliestireno foi introduzido na Alemanha em 1930. A produção nos Estados Unidos iniciou-se em
141
Figura 8.10: Produtos feitos a base de polietileno.
Adaptador para tubo PEAD
20 x ¾'' e 20 x ½''
NBR - 9798
União para tubo PEAD
20mm NBR - 9798
Cap. PEAD20mm

TECNOLOGIA DOS MATERIAIS
1937, porém, em quantidades relativamente insignificantes até 1946. Nos primórdios da moldagem por injeção, as resinas de poliestireno foram um fator importante no desenvolvimento deste processo. Conhecidas desde 1845, estas resinas somente adquiriram grande importância industrial no início da Segunda Guerra Mundial e, atualmente, é um dos termoplásticos mais consumido sendo utilizado em processos de moldagem por injeção, sopro, termoformação, laminados, modificados com cargas minerais e fibras de vidro adquirindo característica de plásticos de engenharia. O poliestireno é um homopolímero resultante da polimerização do monômero de estireno. A temperatura ambiente, o poliestireno apresenta-se no estado sólido. Trata-se de uma resina do grupo dos termoplásticos, cuja característica reside na sua fácil flexibilidade ou moldabilidade sob a ação do calor. Os processos de moldagem do poliestireno são principalmente a termoformagem a vácuo e a extrusão. Sob a ação do calor, a resina toma a forma líquida ou pastosa, moldando-se com facilidade em torno de um molde. Com o resfriamento após a moldagem, o produto readquire o estado sólido, na forma de peças tais como copos descartáveis, lacres de barril de chope e tantas outras peças de uso doméstico ou embalagens. O Poliestireno é um termoplástico que se caracteriza por sua dureza, sua facilidade de processamento e seu baixo custo, quando cristal possui transparência cristalina, baixa absorção de umidade, altamente resistente a impactos (quando aditivadas), as chapas de poliestireno são largamente utilizadas em diversas aplicações como: comunicação visual, embalagens, peças técnicas. Sua coloração é excelente. É disponível em vários tipos apropriados para várias aplicações e processamentos. Mas o poliestireno não resiste a solventes e gorduras, devendo ser limpo com sabão neutro ou álcool isopropílico.
Suas principais características são:- Fácil processamento por moldagem a quente; - Fácil coloração; - Baixo custo; - Semelhante ao vidro; - Elevada resistência a álcalis e ácidos; - Baixa densidade e absorção de umidade; - Baixa resistência a solventes orgânicos, calor e intempéries.
Existe, também, um processo específico de polimerização do estireno, que emprega um gás de expansão (normalmente, o pentano) gerando o poliestireno expandido, conhecido mundialmente pela marca Isopor.
Existem quatro tipos básicos de poliestireno:- PS cristal: homopolímero amorfo, duro, com brilho e elevado índice de refração. Pode receber aditivos lubrificantes para facilitar o processamento. Usado em artigos de baixo custo, notadamente peças descartáveis tais como copos. - PS resistente ao calor: maior P.M., o que torna seu processamento mais difícil. Variante ideal para confecção de peças de máquinas ou automóveis, gabinetes de rádios e TV, grades de ar condicionado, peças internas e externas de eletrodomésticos e aparelhos eletrônicos, circuladores de ar, ventiladores e exaustores. - PS de alto impacto: contém de 5 a 10% de elastômero (borracha), que é incorporado através de mistura mecânica ou diretamente no processo de polimerização através de enxerto na cadeia polimérica. Obtém-se desse modo uma blenda. Muito usado na fabricação de utensílios domésticos (gavetas de geladeira) e brinquedos. - PS expandido: espuma semi-rígida com marca comercial Isopor. O plástico é polimerizado na presença do agente expansor ou então o mesmo pode ser absorvido posteriormente. Durante o processamento do material aquecido ele se volatiliza, gerando as células no material. Baixa densidade e bom isolamento térmico. Aplicações: bandejas para embalagem de hortifruti, protetor de equipamentos, isolantes térmicos, pranchas para flutuação, geladeiras isotérmicas, etc. Produção brasileira em 1998: 10.000t.
d) Policloreto de vinila (PVC): o cloreto de polivinila (também policloreto de vinila) mais conhecido pelo acrônimo PVC (da sua designação em inglês Polyvinyl chloride) é um plástico não 100% originário do petróleo. O PVC contém, em peso, 57% de cloro (derivado do cloreto de sódio - sal de cozinha) e 43% de eteno (derivado do petróleo). Como todo plástico, o vinil é feito a partir de repetidos processos de polimerização que convertem hidrocarbonetos, contidos em materiais como o petróleo, em um único composto chamado polímero. O vinil é formado basicamente por etileno e cloro. Este dá ao vinil duas vantagens, a de não ser tão susceptível as mudanças de preço no mercado de petróleo e de não ser um bom combustível como os derivados de petróleo. Por uma reação química, o etileno e o cloro combinam-se formando o diclorato de etileno, que por sua vez é transformado em um gás chamado "VCM" (Vinyl chloride monomer, em português cloreto de vinila). O passo final é a polimerização, que converte o monômero num
142
Figura 8.11: Produtos feitos a base de poliestireno.

TECNOLOGIA DOS MATERIAIS
polímero de vinil, que é o PVC, ou simplesmente, vinil. O processo de obtenção das resinas de PVC é o responsável por suas características únicas de processo. Enquanto que a maioria dos polímeros são obtidos por processos diversos de polimerização e fornecidos ao mercado consumidor na forma de grânulos regulares prontos para o processamento (geralmente aditivadas em alguma etapa de seu processo de produção), as resinas de PVC são comercializadas usualmente na forma de um pó branco e fino, ao qual deverão ser adicionados aditivos que tornam o PVC processável, além de conferir-lhe características especificas. A tecnologia da utilização do PVC reside em sua morfologia e aditivos incorporados (Portingell 1982, Titow 1984 e Witenhafer 1986), uma vez que algumas das propriedades deste polímero são atribuídas a sua estrutura única. A versatilidade de aplicações, por sua vez, é função direta da infinita gama de combinações de aditivos possíveis de serem incorporados a resina base. A mistura de resina de PVC com os aditivos é conhecida como composto de PVC ou composto vinílico, e dependendo das substâncias adicionadas e suas quantidades é possível moldar artigos em PVC com aspecto desde o totalmente rígido (tal como um tubo para distribuição de água potável) ou ainda tão flexível e com aspecto borrachoso como uma mangueira de jardim. Uma vez que a resina de PVC é totalmente atóxica e inerte, a escolha de aditivos com estas mesmas características permite a fabricação de filmes, lacres e laminados para embalagens, brinquedos e acessórios médico-hospitalares, tais como mangueiras para sorologia e catéteres. Davidson e Witenhafer (1980), Portingell (1982), Titow (1984), Witenhafer (1986) e Summers (1997) são unânimes ao listar que a versatilidade do PVC reside em dois pontos principais:- A morfologia das partículas das resinas de PVC, responsável pela estrutura de sub-partículas entremeadas por poros, os quais são receptivos aos aditivos incorporados durante o processamento, permitindo a perfeita interação entre estes e o polímero; - A necessidade de incorporação de aditivos para o adequado processamento do PVC implica no desenvolvimento de uma nova formulação de composto para cada produto a ser moldado, com características específicas de desempenho, propriedades e processabilidade. Suas principais características são:- Baixo custo;- Leve (1,4g/cm³), o que facilita seu manuseio e aplicação;- Resistente a ação de fungos, bactérias, insetos e roedores;- Resistente a maioria dos reagentes químicos;- Bom isolante térmico, elétrico e acústico;- Sólido e resistente a choques, longo ciclo de vida em suas aplicações;- Impermeável a gases e líquidos;- Resistente as intempéries (sol, chuva, vento e maresia);- Durável: sua vida útil em construções é superior a 50 anos;- Não propaga chamas: é auto-extinguível;- Versátil e ambientalmente correto;- Reciclável e reciclado;- Fabricado com baixo consumo de energia.
Entre outros exemplos de termoplásticos temos:e) Policarbonato (PC): O policarbonato é um termoplástico, ou seja, um plástico que amolece ao ser aquecido
e endurece quando resfriado, permitindo que se façam curvas ou outros formatos, sem nenhuma emenda. É um material de alta transparência e resistência a impactos. Mais leve que o vidro, pode ser curvado a frio e tem proteção contra raios ultravioleta. O Policarbonato é encontrado em chapas e telhas. São três os tipos de chapas encontradas no mercado: as compactas, as alveolares e as refletivas (chapas compactas com tratamento anti-abrasivo e melhor eficiência térmica). A escolha do produto deve levar em conta fatores como a luminosidade, o raio da curvatura desejada e o conforto térmico, além do efeito estético e o preço. É indicado para coberturas e fechamentos que exigem iluminação natural, pois seu nível de transparência chega a 90%. Por sua alta resistência a impactos (em média 200 vezes superior a do vidro e trinta vezes maior que a do acrílico), é recomendado para cobrir áreas externas como gazebos, jardins de inverno, garagens, estufas e piscinas. Plástico da família dos poliésteres aromáticos. Possui boa estabilidade dimensional e térmica, boa usinabilidade, alta temperatura de deflexão, boas características de isolamento elétrico e é um importante plástico de engenharia.
143
Figura 8.12: Produtos feitos a base de policloreto de vinila.

TECNOLOGIA DOS MATERIAIS
f) Polimetilmetacrilato (PMMA): acrílico ou polimetilmetacrilato (PMMA) é um material termoplástico rígido e transparente, também pode ser considerado um dos polímeros (plásticos) mais modernos e com maior qualidade do mercado, por sua facilidade de adquirir formas, por sua leveza e alta resistência. É também chamado vidro acrílico. Suas propriedades são descritas na literatura quase sempre em comparação ao vidro, e possui as seguintes diferenças:- Mais macio e tem menor proteção ao risco que o vidro;- É menos denso;- Tem um maior ponto de impacto que o vidro e não se desfragmenta, mas pode quebrar em grandes pedaços;- É produzido e processado em temperaturas menores que o vidro: somente 240 a 250°C sob pressão atmosférica.
g) Poliamida (PA): é um polímero termoplástico composto por monômeros de amida conectados por ligações petídicas, podendo conter outros grupamentos. A primeira poliamida foi sintetizada na DuPont, por um químico chamado Wallace Hume Carothers, em 1935. As poliamidas como o náilon, aramidas, começaram a ser usadas como fibras sintéticas, e depois passaram para a manufatura tradicional dos plásticos. Atualmente, a poliamida tem estreita relação com uma família de polímeros denominados poliamídicos, e sua produção é feita a partir de quatro elementos básicos, extraídos respectivamente: do petróleo (ou gás natural), do benzeno, do ar e da água (carbono, nitrogênio, oxigênio e hidrogênio). Tais elementos são combinados por processos químicos especiais, dando origem a compostos conhecidos como ácido adípico, hexametileno diamina, caprolactana e outros compostos, que por sua vez, sofrem reações químicas, de forma a constituírem as macromoléculas que formam a poliamida. Apresentam ótima resistência ao desgaste e ao tracionamento. O náilon e as demais poliamidas podem também ser moldados sob outras formas, além de fios, possibilitando a confecção de objetos como parafusos, engrenagens e pulseiras para relógios. Permite também várias aplicações em peças e elementos de máquinas. Suas principais características são:- Baixo peso específico (1,14g/cm³); - Ponto de fusão;- Auto-extinguível (com aditivo); - Permite aditivação;- Baixo ruído; - Tratado termicamente (livre de tensões internas);- Amortece vibrações e pesos; - Tenacidade.- Facilidade de usinagem;
Tem como aplicações: engrenagens, cremalheira, roscas sem-fim, roldanas, polias, parafusos, buchas, chavetas, anéis de vedação, gaxetas.
h) Poliacetal (POM): é um polímero proveniente do formaldeído, também conhecido como Delrin, um plástico resistente, descoberto em 1956. Material utilizado em aplicações eletroeletrônica, sua absorção de umidade é extremamente baixa, e isso proporciona melhor estabilidade dimensional, uma excelente usinabilidade e um bom
144
Figura 8.13: Produtos feitos a base de policarbonato.
Figura 8.14: Produtos feitos a base de
polimetilmetacrilato.
Figura 8.15: Produtos feitos a base de poliamida.

TECNOLOGIA DOS MATERIAIS
polimento. Podendo ser aditivado com fibra de vidro, elastômeros, carga mineral, etc. Também disponível com aditivação antichama (V0). O poliacetal, surgiu há cinco décadas no mercado e vem tendo destaque graças a sua resistência e outras propriedades excelentes que possui. O material tem sido bastante aplicado na indústria de eletroeletrônicos, alimentícia, automobilística, construção de máquinas, eletrotécnica, tecnologia de precisão, aparelhos domésticos, tecnologia médica e têxtil. Atualmente, encontramos poliacetal em automóveis (peças em contato com combustível), aviões (sensores) e em pólos industriais (peças e equipamentos). Sua alta resistência e alta estabilidade dimensional permitiu a confecção de engrenagens altamente complexas. Outras vantagens do poliacetal são a capacidade de deslize e a atoxidade, o que permite contato com alimentos e tornam o material uma melhor opção para solução de problemas apresentados na utilização de alumínio, aço ou ferro em equipamentos para a indústria alimentícia, médica e farmacêutica. Durante essas décadas após seu surgimento, o aperfeiçoamento do poliacetal permitiu sua utilização em peças técnicas simples e complexas, que exijam grande esforço, estabilidade dimensional, resistência mecânica e química e excelente deslize. As principais aplicações do poliacetal são engrenagens, buchas, mancais, roldanas, componentes diversos, eixos e demais aplicações. Pode-se afirmar que o poliacetal possui características bem aproximadas as do aço.
i) Poliuretano (PU): é qualquer polímero que compreende uma cadeia de unidades orgânicas unidas por ligações uretânicas. É amplamente usado em espumas rígidas e flexíveis, em elastômeros duráveis e em adesivos de alto desempenho, em selantes, em fibras, vedações, gaxetas, preservativos, carpetes e peças de plástico rígido. O poliuretano é um produto sólido, com textura de espuma, e aparência entre a cortiça e o poliestireno expandido. Plástico de engenharia altamente sofisticado, por motivo do mesmo apresentar características para moldagem, o qual substitui muitas borrachas. Suas principais propriedades são:- Possui alta resistência a tração e compressão e é ideal na produção de peças que exijam grande durabilidade;- Possui boa resistência dielétrica (mas não é recomendado como material isolante). - Resistência a abrasão (uma das maiores qualidades do Poliuretano);- Elevada resistência a tração; - Elevada resistência a propagação de rasgos;- Boa elasticidade ao choque;- Boa flexibilidade a baixas temperaturas;- Boa resistência as intempéries e ozônio;- Grande capacidade de suportar cargas;- Boa resistência a hidrólise;
j) Silicone (SI): são compostos quimicamente inertes, inodoros, insípidos e incolores, resistentes a decomposição pelo calor, água ou agentes oxidantes, além de serem bons isolantes elétricos. Podem ser sintetizados em grande variedade de formas com inúmeras aplicações práticas, por exemplo, como agentes de polimento, vedação e proteção. São também impermeabilizantes, lubrificantes e na medicina são empregados como material básico de próteses. Atualmente estima-se que os silicones são utilizados em mais de 5.000 produtos. Derivado do cristal de rocha quartzo, é considerado produto inorgânico, devido a isto, tem como uma de suas principais características, a vida útil mínima de 10 anos. Os silicones são altamente resistentes ao ultra-violeta e intemperismos, tais como efeito ozona, altas ou baixas temperaturas ambientes (em geral de - 45 a + 145°C). Tecnicamente chamados de siloxanos polimerizados ou polisiloxanos, eles são polímeros mistos de material orgânico e inorgânico com a fórmula química (R2SiO), onde R é igual a grupo orgânico como metil, etil, e fenil. Esses materiais consistem de um esqueleto inorgânico silício-oxigênio (…-Si-O-Si-O-Si-O-…) com grupos laterais orgânicos ligados aos átomos de silício. Variando o comprimento da cadeia principal, o tipo dos grupamentos laterais e as ligações entre cadeias, os silicones podem ser sintetizados com uma grande variedade de propriedades e composições. Podem variar de consistência líquida a de gel, borracha ou plástico duro.
145
Figura 8.16: Produtos feitos a base de poliacetal.
Figura 8.17: Produtos feitos a base de poliuretano.

TECNOLOGIA DOS MATERIAIS
8.1.3 ELASTÔMEROSSão polímeros, que na temperatura ambiente podem ser alongados até duas ou mais vezes seu comprimento e
retornam rapidamente ao seu comprimento original ao se retirar a pressão. Possuem, portanto, a propriedade da elasticidade. Comumente são conhecidos como borrachas. Como material de construção, desejam-se dos elastômeros:- Grande elasticidade;- Pequena rigidez, isto é, pequenas tensões para grandes deformações;- Grande resiliência, isto é, capacidade de restituir a energia recebida com pequena perda.
O comportamento elástico que deve ser dependente do tempo, isto é, deve existir um intervalo finito de tempo para o material retornar a sua forma primitiva. Sua dureza é um dos dados mais comumente citados. Dentro de uma faixa de precisão relativamente larga, pode-se relacionar o módulo de elasticidade do elastômero a sua dureza. Esses valores podem ser adotados, onde a precisão não seja essencial. Os elastômeros são raramente utilizados com carregamento de tração, no entanto esse carregamento é comumente usado para efeitos comparativos. Valores pequenos indicam também valores pequenos para as demais propriedades mecânicas, o mesmo ocorrendo para valores elevados. Dentre os elastômeros os mais conhecidos são:a) Borracha natural: a borracha natural é uma resina de grande variedade de árvores e plantas, mas especialmente Hevea Brasiliensis. A borracha crua não tem a elasticidade e outras propriedades da borracha comercial. Esta é purificada e vulcanizada pelo seu aquecimento junto com enxofre varia de 3 a 3,5%, dependendo da classe da borracha desejada. Os fatores mais importantes da borracha são elasticidade e flexibilidade, mas também são importantes as suas propriedades de adesão e de resistência a água. Sua flexibilidade mantém-se até aproximadamente 55°C. Pela modificação na sua composição pode-se cobrir uma faixa larga de condições, inclusive alta resiliência e resistência mecânica. O principal inconveniente da borracha natural é a sua fraca resistência aos óleos minerais.b) Borracha sintética: não é propriamente borracha, mas sim um produto semelhante. Não tem a mesma elasticidade, mas é mais resistente a ruptura, ao envelhecimento, ao calor, ao óleo e aos agentes químicos.c) Buna S: sua designação é formada pelas primeiras sílabas de Butadieno e Natrium (sódio), componente principal e catalisador utilizado originalmente. É também conhecida por SBR (Styrene-Butadiene-Rubber). A Buna S apresenta excelente resistência ao envelhecimento, quando composta convenientemente. Em comparação com a borracha natural, tem menor resistência a tração e ao calor e menor resiliência. É ainda um material de custo relativamente baixo.d) Borracha butílica: apresenta grande impermeabilidade a gases, o que indica o seu emprego em selos de vedação, principalmente para vácuo. Apresenta ainda excelentes propriedades dielétricas, boa resistência ao cisalhamento, mesmo envelhecida e em temperaturas elevadas. Tem excelente resistência as condições atmosféricas, luz do sol e óleos animais e vegetais e também ao cisalhamento, flexão, abrasão e corte.e) Borracha nítrica: apresenta excelente resistência aos óleos, baixa solubilidade e inchamento e boa resistências a tração e abrasão. Tem boa resistência a vários solventes comuns, excetuando-se alguns, como acetona e benzina. As borrachas nitrílicas não devem ser guardadas nas proximidades de qualquer fonte de ozônio (motor, luz solar direta, etc.).f) Borracha poliuretano: possui extraordinária resistência a abrasão e ao rasgamento, assim como aos derivados do petróleo, aos hidrocarbonetos clorados, acetonas, vapor e água quente. Apresenta excelente resistência a tração e cisalhamento.g) Neoprenos (borracha cloropreno): na verdade Neopreno é marca comercial do produto, mas a prática vem adotando essa designação para a borracha cloropreno. É um ótimo produto, aplicável para várias finalidades. Apresenta boa resistência aos óleos, a oxidação, ao envelhecimento, ao ozônio, a luz solar e a abrasão. É aplicável a altas temperaturas, mas não para as baixas, quando então apresenta tendência ao endurecimento.h) Borracha silicônica: suas propriedades se mantêm por larga faixa de temperatura, sendo utilizável as baixas temperaturas, como −70°C (ainda com boa flexibilidade), até aproximadamente 230°C. Apresenta ótima resistência ao ozônio, certos produtos químicos e óleos. Não é recomendável seu uso com hidrocarbonetos, como querosene e parafina, óleos minerais leves. Seu custo é mais elevado que dos outros elastômeros comuns.i) Fluorcarboneto: existe grande série de borrachas desse tipo, produzidas para atender a aplicações específicas, com grande resistência química e para altas temperaturas, tais como 200 a 250°C, em serviço contínuo.
146
Figura 8.18: Silicone utilizado em implantes.
Figura 8.19: Produtos feitos a base de silicone.

TECNOLOGIA DOS MATERIAIS
8.2 MATERIAIS CERÂMICOSCoeva do fogo, a cerâmica derivado do grego "Kéramos", ou "terra queimada", é um material de imensa
resistência, sendo freqüentemente encontrado em escavações arqueológicas. Assim, a cerâmica vem acompanhando a história do homem, deixando pistas sobre civilizações e culturas que existiram há milhares de anos antes da Era Cristã. Hoje, é quase impossível abrir os olhos sem ver um produto cerâmico ou um produto que depende do engenheiro ou do cientista cerâmico para sua existência. Quando pessoas em geral falam sobre cerâmicas, usualmente estão referindo-se a artefatos de cerâmica tais como pratos, vasos, objetos de arte, etc. Evidentemente tais produtos são cerâmicas, mas eles fornecem uma idéia pouco precisa sobre a dimensão e o universo da indústria de cerâmica nos dias atuais. Pois, além de sua utilização como matéria-prima de diversos instrumentos domésticos, da construção civil e como material plástico nas mãos dos artistas, a cerâmica é também utilizada na tecnologia de ponta, mais especificamente na fabricação de componentes de foguetes espaciais, justamente devido a sua durabilidade. Alguns produtos são cerâmicas em sua origem como os tijolos, telhas, azulejos, utensílios de mesa (louças, talheres), vasos de flores, porcelanas de banheiro. Além disso o vidro, em suas milhares de permutações, é também um produto cerâmico, desde as lentes de óculos às janelas de um arranha-céu ou até mesmo os cabos de fibra ótica que trazem a imagem a nossa televisão. Mas, afinal, o que é cerâmica? A partir desta pergunta, podemos dizer que cerâmica, é uma combinação perfeita do que os antigos gregos consideravam como os quatro elementos que constituíam o mundo, ou seja, ela é composta por terra, moldada com água, secada ao ar e, consolidada mediante o fogo. Ou tecnicamente falando, materiais cerâmicos são materiais inorgânicos, não metálicos, que são submetido a altas temperaturas (aproximadamente 540°C) durante manofatura ou uso, cuja estrutura, após queima, apresenta-se inteira ou parcialmente cristalizada, isso que dizer que, depois que o material é queimado no forno, os átomos da sua estrutura ficam arrumados de forma simétrica e repetida de tal modo que parecem pequenos cristais, uns juntos dos outros. Geralmente uma cerâmica é um óxido metálico, boreto, carbeto, ou nitreto, ou uma mistura, ou um composto de tais materiais, podendo incluir ânions.
Compostos cerâmicos Ponto de fusão (°C) Compostos cerâmicos Ponto de fusão (°C)
Carboneto de háfnio, HfC 4150 Carboneto de boro, B4C 2450
Carboneto de titânio, TiC 3120 Óxido de alumínio, Al2O3 2050
Carboneto de tungstênio, WC 2850 Dióxido de silício*, SiO2 1715
Óxido de magnésio, MgO 2798 Nitreto de silício, Si3N4 1900
Carboneto de silício, SiC 2500 Dióxido de titânio, TiO2 1605
Tabela 8.4: Temperatura de fusão de alguns composto cerâmicos. * Cristobalite
8.2.1 A ORIGEM E OS CONCEITOS DA CERÂMICA"O primeiro artesão foi Deus que, depois de criar o mundo, pegou o barro e fez Adão." (ditado popular paraibano).
A cerâmica apareceu pela primeira vez ao redor de 15000 a 10000 anos a.C., no período Neolítico. O material mais antigo e abundante da crosta terrestre do qual o homem estava em contato constante foi a argila. Ocasionalmente “ele” descobriu que podia moldá-la com as mãos, conhecendo desta forma a propriedade denominada de plasticidade. Notaram também que os objetos obtidos com argila conservavam sua forma e que quando eram expostos ao sol tornavam-se secos e firmes. As peças de cerâmica mais antigas conhecidas por arqueólogos foram encontradas na Tchescolováquia, datando de 24500 a.C. Outras importante peças cerâmicas foram encontradas no Japão, na área ocupada pela cultura Jomon há cerca de 8000 anos, talvez mais. Peças assim também foram encontradas no Brasil na região da Floresta Amazônica com a mesma idade. São objetos simples. Mas a capacidade da argila de ser moldada quando misturada em proporção correta de água, e de endurecer após a queima, permitiu que ela fosse destinada ao armazenamento de grãos ou líquidos, que evoluíram posteriormente para artigos mais elaborados, com bocais e alças, imagens em relevo, ou com pinturas vivas que possivelmente passaram a ser considerados objetos de decoração. Imagens em cerâmica de figuras humanas ou humanóides, representando possivelmente deuses daquele período também são freqüentes. Parte dos artesãos também chegaram a usar a argila na construção de casas rudes. Em outros lugares como na China e no Egito, a cerâmica tem cerca de 5000 anos. Tendo destaque especial o túmulo do imperador Qin Shihuang e seus soldados de terracota. No Egito, a arte de vidrar é datada em cerca de 3000 anos a.C.. Colares de faianças vidradas aparecem entre as relíquias do terceiro milênio, juntamente com estatuetas e amuletos. O mais velho fragmento de cerâmica vidrada foi feito em policromia, trazendo o nome do rei Mens do Egito. Outras manifestações importantes na história da cerâmica foram os Babilônicos e os assírios que utilizavam cerâmica com ladrilhos esmaltados em azul, cinza azulado e creme e ainda relevos decorados (século VI a.C.), bem como os persas com sua fabricação de objetos em argila cozida em alto brilho, e das cores obtidas misturando óxidos metálicos, método usado
147

TECNOLOGIA DOS MATERIAIS
ainda nos nossos dias. Com o tempo, a cerâmica foi evoluindo e ganhando os nossos dias, mas não sem contar com os esforços dos gregos, romanos, chineses, ingleses, italianos, franceses, alemães e norte-americanos. A esmaltação industrial teve início por volta de 1830, na Europa Central. Por muitos anos, as placas cerâmicas foram conhecidas como sinônimo de requinte e luxo. Após a segunda Guerra Mundial, houve um grande aumento da produção de revestimento cerâmico, por conseqüência do desenvolvimento de novas técnicas de produção. Isso fez com que os preços começassem a baixar, possibilitando a uma faixa maior de classes sociais a condição de adquirir o produto cerâmico. Nesta época, as placas cerâmicas eram utilizadas primordialmente em banheiros e cozinhas. Com o passar dos anos, a indústria cerâmica se desenvolveu com grande rapidez. Novas tecnologias, matérias-primas, formatos e design foram desenvolvidos, o que proporcionou a migração da cerâmica do banheiro e cozinha para outras partes da casa, aliás, acabou migrando também para fora dos portões das residências, indo para shoppings, aeroportos, hospitais, hotéis, entre outros locais. No tocante da tecnologia atual, o uso da cerâmica não se restringe apenas aos tijolos refratários, mas também em aplicações aeroespaciais e de tecnologia de ponta, como na blindagem térmica de ônibus espaciais, na produção de nanofilmes, sensores para detectar gases tóxicos, varistores de redes elétricas entre outros. Estudiosos confirmam ser, realmente, a cerâmica a mais antiga das indústrias. Ela nasceu no momento em que o homem começou a utilizar-se do barro endurecido pelo fogo. Desse processo de endurecimento, obtido casualmente, multiplicou-se. A cerâmica passou a substituir a pedra trabalhada, a madeira e mesmo as vasilhas (utensílios domésticos) feitas de frutos como o coco ou a casca de certas cucurbitácias (porongas, cabaças e catutos). As primeiras cerâmicas que se tem notícia são da Pré-História: vasos de barro, sem asa, que tinham cor de argila natural ou eram enegrecidas por óxidos de ferro. Nesse estágio de evolução ficou a maioria dos índios brasileiros. A tradição ceramista (ao contrário da renda de bilros e outras práticas artesanais) não chegou com os portugueses ou veio na bagagem cultural dos escravos. Os índios aborígines já tinham firmado a cultura do trabalho em barro quando Cabral aqui aportou. Por isso, os colonizadores portugueses, instalando as primeiras olarias nada de novo trouxeram, mas estruturaram e concentraram a mão-de-obra. O rudimentar processo aborígine, no entanto, sofreu modificações com as instalações de olarias nos colégios, engenhos e fazendas jesuíticas, onde se produzia além de tijolos e telhas, também louça de barro para consumo diário. A introdução de uso do torno e das rodadeiras parece ser a mais importante dessas influências, que se fixou especialmente na faixa litorânea dos engenhos, nos povoados, nas fazendas, permanecendo nas regiões interioranas as práticas manuais indígenas. Com essa técnica passou a haver maior simetria na forma, acabamento mais perfeito e menor tempo de trabalho. Quando os populares santeiros, que invadiram Portugal no século XVIII, introduziram a moda dos presépios, surgiu a multidão de bonecos de barro de nossas feiras. Imagens de Cristo, da Virgem, Abades, de santos e de anjos começaram a aparecer. Os artistas viviam a sombra e em função da Igreja ou dos seus motivos. Pouco a pouco, a arte do barro foi se tornando profana. Ao final, era o seu meio que os artistas começaram a retratar: simplificaram as formas que passaram apresentar, sem nenhum artifício, tipos, bichos, costumes e folguedos. No decorrer de alguns anos, conceitos em relação a cerâmica foram discutidos, entre estes temos como exemplo:Grinshaw (1971): que dizia que cerâmica eram materiais e artigos fabricados de terras que ocorrem naturalmente. Já para Kingery (1976): a cerâmica seria a arte e a ciência da fabricação e utilização de artigos sólidos, que possuem em sua composição, compostos de materiais inorgânicos não-metálicos, que estão sujeitos a condições de alta temperatura durante sua fabricação.E Barsoum (1997): via cerâmica como compostos sólidos, formados pela aplicação de calor, algumas vezes calor e pressão, constituídos por ao menos:– um metal (M) e um sólido elementar não-metálico (SENM) ou um não-metal (NM),– dois sólidos elementares não-metálicos (SENM), ou– um sólido elementar não-metálico (SENM) e um não-metal (NM).Como exemplos temos para os:• Metais (M): Na, Mg, Ti, Cr, Fe, Ni, Zn, Al... • Não-metais (NM): N, O, H, halogênios, gases nobres...• Sólidos elementares não-metálicos (SENM): B, P, S, C, Si, Ge.- M + NM: MgO, Al2O3 - M + SENM: TiC, ZrB2
- SENM + SENM: SiC, B4C - SENM + NM: SiO2, Si3N4
As cerâmicas não estão limitadas aos compostos binários, pois os compostos podem ser complexos:- Ba(M)Ti(M)O3(NM) – titanato de bárium, - Y(M)Ba2(M)Cu3(M)O7(NM) e, - Ti3(M)Si(SENM)C2(SENM).
Portanto, com base nas definições de Kingery e Barsoum, cerâmica pode ser definida como: “a arte, a ciência e a tecnologia de fabricação de compostos sólidos, que são formados pela aplicação de calor, e algumas vezes calor e pressão, constituídos em grande parte por materiais inorgânicos, não metálicos, denominados materiais cerâmicos”.
148

TECNOLOGIA DOS MATERIAIS
8.2.2 ESTRUTURA DA CERÂMICAUma vez que as cerâmicas são compostas por pelo menos dois elementos, e frequentemente mais do que isso,
as suas estruturas cristalinas são em geral mais complexas do que as dos metais. A ligação atômica nesses materiais varia desde puramente iônica até totalmente covalente, muitas cerâmicas exibem uma combinação desses dois tipos de ligação, sendo o nível de caráter iônico dependente das eletronegatividades dos átomos. A tabela 8.5 apresenta o percentual do caráter iônico para vários materiais cerâmicos mais comuns, esses valores foram determinados utilizando a equação {1 – exp [- (0,25) (XA – XB)²]} x 100 e as eletronegatividades fornecidas na figura 8.20.
Material Percentual de caráter iônico Material Percentual de caráter iônico
CaF2 89 SiO2 51
Mgo 73 Si3N4 30
NaCl 67 ZnS 18
Al2O3 63 SiC 12
- Estrutura Cristalina: para aqueles materiais cerâmicos para os quais a ligação atômica é predominantemente iônica, as estruturas cristalinas podem ser consideradas como sendo compostas por íons eletricamente carregados, em vez de átomos. Os íons metálicos, ou cátions, estão carregados positivamente, pois eles doaram os seus elétrons de valência para os íons não-metálicos, ou ânions, os quais, por sua vez, estão carregados negativamente. Duas características dos íons componentes em materiais cerâmicos cristalinos influenciam a estrutura do cristal: a magnitude da carga elétrica em cada um dos íons componentes e os tamanhos relativos dos cátions e ânions. Com relação à primeira característica, o cristal deve ser eletricamente neutro, isto é, todas as cargas positivas dos cátions devem ser contrabalançadas por igual número igual de cargas negativas dos ânions. A fórmula química de um composto indica a razão entre o número de cátions e o número de ânions ou a composição que atinge esse balanço de cargas. Por exemplo, no fluoreto de cálcio, cada íon cálcio possui uma carga elétrica +2 (Ca2+) enquanto a cada íon flúor está associada a uma única carga negativa (F-). Dessa forma, devem existir duas vezes mais íons F- do que íons Ca2+, o que está refletido na fórmula química para o fluoreto de cálcio CaF2.
O segundo critério envolve os tamanhos ou os raios iônicos dos cátions e dos ânions, rC e rA, respectivamente. Uma vez que os elementos metálicos cedem elétrons quando ficam ionizados, os cátions são, ordinariamente, menores do que os ânions, conseqüentemente, a razão rC / rA é menor do que a unidade. Cada cátion prefere ter tantos ânions como vizinhos mais próximos quanto for possível. Os ânions também desejam um número máximo de cátions como vizinhos mais próximos.
As estruturas cerâmicas cristalinas estáveis se formam quando aqueles ânions que circundam um cátion estão todos em contato com aquele cátion, como ilustrado na figura 8.21. O número de coordenação (isto é, o número de ânions vizinhos mais próximos para um cátion) está relacionado com a razão entre o raio do cátion e o raio do ânion. Para um número de coordenação específico, existe uma razão rC / rA crítica ou mínima para a qual esse contato cátion-ânion é estabelecido (figura 8.21), razão essa que pode ser determinada a partir de considerações puramente geométricas.
149
Tabela 8.5: Percentual de caráter iônico das ligações interatômicas para
vários materiais cerâmicos.
Figura 8.20: Valores de eletronegatividade para os elementos.

TECNOLOGIA DOS MATERIAIS
Os números de coordenação e as geometrias dos vizinhos mais próximos para diferentes valores da razão rC / rA estão apresentados na tabela 8.6. Para razões rC / rA inferiores a 0,155, o cátion, que é muito pequeno, está ligado a dois ânions de uma maneira linear. Se rC / rA apresenta um valor entre 0,155 e 0,255, o número de coordenação para o cátion é 3. Isso significa que cada cátion está envolvido por três ânions na forma de um triângulo equilátero planar, com o cátion localizado no centro. O número de coordenação é 4 para valores rC / rA entre 0,225 e 0,414, o cátion está localizado no centro de um tetraedro, com os ânions localizados em cada um dos quatro vértices. Para rC / rA entre 0,414 e 0,732 , o cátion pode ser considerado como se estivesse situado no centro de um octaedro, circundado por seis ânions, cada um localizado sobre um dos vértices do octaedro, como também está mostrado na tabela. O número de coordenação é 8 para valores rC / rA entre 0,732 e 1,0, com os ânions localizados em todos os vértices de um cubo, e com um cátion posicionado no centro. Para uma razão entre os raios superiores à unidade, o número de coordenação é 12. Os números de coordenação mais comumente encontrado nos materiais cerâmicos são 4, 6 e 8. A tabela 8.7 fornece os raios iônicos para vários ânions e cátions comumente encontrados em materiais cerâmicos.
Número de Coordenação Razões de Raios Iônicos Cátion/ânion Coordenação Geométrica
2 < 0.155
3 0.155 – 0.225
4 0.225 – 0.414
6 0.414 – 0.732
8 0.732–1.0
Tabela 8.6: Números de coordenação e geometrias para várias razões entre os raios do cátion e do ânion (rC / rA ).
150
Figura 8.21: Configurações de coordenação ânion-cátion estáveis e instáveis. Os círculos de
cor salmão representam os ânions; os círculos de cor azul representam os cátions.
Estável InstávelEstável

TECNOLOGIA DOS MATERIAIS
Cátion Raio Iônico (nm) Ânion Raio Iônico (nm) Cátion Raio Iônico (nm) Ânion Raio Iônico (nm)
Al3+ 0.053 Br - 0.196 Mg2+ 0.072 -- --
Ba2+ 0.136 Cl - 0.181 Mn2+ 0.067 -- --
Ca2+ 0.100 F - 0.133 Na+ 0.102 -- --
Cs+ 0.170 I - 0.220 Ni2+ 0.069 -- --
Fe2+ 0.077 O2- 0.140 Si4+ 0.040 -- --
Fe3+ 0.069 S2- 0.184 Ti4+ 0.061 -- --
K+ 0.138 -- -- -- -- -- --
Tabela 8.7: Raios iônicos para vários cátions e ânions (para um número de coordenação de 6).
8.2.3 CLASSIFICAÇÃO DOS MATERIAIS CERÂMICOSO setor cerâmico é amplo e heterogêneo o que induz a dividi-lo em subsetores ou segmentos em função de diversos fatores, como matérias-primas, propriedades e áreas de utilização. Dessa forma, podemos adotar a seguinte subdivisão do setor cerâmico:- Cerâmicas Tradicionais: inclui cerâmica de revestimentos, como ladrilhos, azulejos e também potes, vasos, tijolos e outros objetos que não tem requisitos tão elevados se comparados ao grupo seguinte. - Cerâmicas Avançadas ou de engenharia: geralmente são materiais com solicitações maiores e obtidos a partir de matéria prima mais pura. Alguns exemplos são substratos para chips de microprocessadores, cordierita como suporte para catalisador automotivo, ferramentas de corte para usinagem, tijolos refratários para fornos. A escolha da matéria-prima para a obtenção de um determinado produto dependerá do:- Custo inicial do material;- Aceitação do mercado;- Da disponibilidade (extração, localização);- Das exigências fundamentais de desempenho;- Do processo de fabricação (prensagem, colagem);- Preço do produto acabado.
8.2.3.1 CLASSIFICAÇÃO DOS MATERIAIS CERÂMICOS TRADICIONAIS
Normalmente, os cerâmicos tradicionais são obtidos a partir de três componentes básicos, a argila (silicato de alumínio hidratado (Al2O3SiO2H2O) com aditivos) a sílica (SiO2) e o feldspato (K2O.Al2O3.6SiO2). • Argila: formada pela alteração de certas rochas, como as que tem feldspato, a argila pode ser encontrada próxima de rios, muitas vezes formando barrancos nas margens. Apresenta-se nas cores branca e vermelha. A argila é composta por partículas coloidais de diâmetro inferior a 0,005mm, constituídas por arranjos tetraédricos, quimicamente, é formada essencialmente por silicatos hidratados de alumínio, ferro e magnésio, com alta plasticidade quando úmidas, e com torrões dificilmente desagregáveis pela pressão dos dedos quando secas. O termo argila também é usado na classificação granulométrica de partículas.• Sílica: A sílica, representada pelo símbolo SiO2, e um mineral muito duro que aparece em grande quantidade na natureza, pois é encontrada nas areias e na maioria das rochas. A sílica pode ser encontrada em formas cristalinas, tais como o quartzo, a tridimita, a cristobalita e a trípoli, ou na forma amorfa como a sílica gel ou a sílica coloidal. A sílica é o principal componente da areia e a principal matéria prima para o vidro, misturada com cal e carbonato de sódio produz os vidros comuns para janelas, garrafas, lâmpadas, etc (a maior parte dos vidros planos são fabricados pela deposição em uma cuba com estanho fundido sob atmosfera controlada). Com óxido de boro produz vidros resistentes a altas temperaturas e choques térmicos, muitas vezes conhecidos pelo nome comercial pirex. A sílica fundida de alta
151
Cerâmicas finas
Cimentos
Porce lanas
Vidros
Refratários
Cerâmicas
MetaisMateriaisorgânicos
Figura 8.22: Materiais cerâmicos: um dos três grandes grupos de materiais utilizados
em engenharia.

TECNOLOGIA DOS MATERIAIS
pureza pode por si ser usada para vidros de alta resistência térmica e mecânica (usados em naves espaciais). A sílica também é usada na fabricação de cimento Portland.• Feldspato: O nome tem origem no alemão feld (campo) e spath (pedra) é o nome de uma importante família de minerais. O feldspato pertence ao grupo de silicatos de alumínio com potássio, sódio, cálcio e mais raramente bário, sendo que o primeiro tem grande aplicação na industria da cerâmica e do vidro. Na cerâmica, sua função é a de fundente, pois seu ponto de fusão é menor do que a maioria do outros componentes, servindo de cimento para as partículas das varias substâncias cristalinas, além de outros aspectos, como as reações físico-químicas. Já na industria do vidro, o feldspato fornece a alumina, para aumentar a aplicabilidade do vidro fundido, melhorando o produto final e dando-lhe uma estabilidade química maior, inibindo a tendência de devitrificação. O feldspato tem outras utilizações como na produção de vernizes e tintas onde é usado na produção de fritas metálicas, na produção de eletrodos para solda, abrasivos leves além de ser utilizado em próteses dentárias. Na maior parte de suas aplicações o feldspato pode substituído, total ou parcialmente pela rocha nefelina sienito. Além dessa rocha, são também potenciais substitutos do feldspato: argila, talco, pirofilita, areia feldspática e escória de alto-forno.
As telhas, tijolos, a porcelana, louça sanitária e moldações cerâmicas são exemplos de aplicação deste grupo de materiais. A figura 8.24 apresenta exemplos destes materiais.
Extração das matérias- primas Classificação Mistura Colagem Conformação Extrusão Secagem Prensagem Queima
As microestruturas destes materiais são, em geral, polifásicas, pelo que as suas propriedades dependem fortemente das percentagens das diferentes fases, assim como da sua forma e distribuição. Na figura 8.25 pode observar-se uma microestrutura deste tipo (moldação cerâmica para vazamento de uma liga metálica). Deve referir-se que a preparação de amostras cerâmicas para análise materialográfica exige a utilização de técnicas adequadas, uma vez que a sua elevada dureza e fragilidade tende a originar elevadas taxas de arrancamento dos grãos (“pull-out”) durante o polimento. Por outro lado, a sua elevada resistência a corrosão exige reagentes químicos extremamente corrosivos e concentrados, o que leva a cuidados redobrados no seu manuseamento. Em alguns casos são utilizados ataques térmicos (difusão das interfaces), que embora de menor risco são mais demorados.
A microestrutura representada na figura 8.25 é constituída por uma mistura de partículas facetadas de molochite (55% de mulite (Al2O3.2SiO2) e 45% de sílica amorfa) e partículas redondas de silicato de zircônio (ZrSiO4), ligadas entre si por partículas de sílica e porosidade (silicato de etilo). As figuras 8.26 e 8.27 apresentam a morfologia das partículas de molochite e zircão utilizadas no fabrico da moldação cerâmica da figura 8.25.
152
Figura 8.23: Fluxograma esquemático genérico dos processos de fabricação de
cerâmicas tradicionais.
Figura 8.24: Exemplos de materiais de cerâmicos tradicionais.
Figura 8.26: Molochite comercial. Partículas facetadas com uma distribuição de tamanhos de 180 a 300μm.
Figura 8.25: Microestrutura de uma moldação cerâmica, constituída por 30% de partículas facetadas de molochite (cor clara) e 70% de partículas redondas de silicato de zircónio (cor mais clara), rodeadas por uma rede tridimensional de
sílica (cor escura).

TECNOLOGIA DOS MATERIAIS
A cerâmica tradicional engloba os produtos sílico- aluminosos, de baixo custo, que são elaborados a partir de matérias- primas naturais e costuma ser classificado da seguinte maneira:• Cerâmica vermelha; • Isolantes térmicos;• Materiais de revestimento; • Fritas e pigmentos;• Cerâmica branca; • Abrasivos;• Materiais refratários; • Vidro, cimento e cal.
a) Cerâmica Vermelha: compreende aqueles materiais com coloração avermelhada empregados na construção civil (tijolos, blocos, telhas e tubos cerâmicos/ manilhas) e também argila expandida (agregado leve), utensílios domésticos e de decoração.
Argila Expandida: é um agregado leve de formato esférico, com estrutura interna formada por uma espuma cerâmica com microporos e superfície rígida e resistente, produzida em grandes fornos rotativos, utilizando argilas especiais que se expandem a altas temperaturas (1100°C). Possui estabilidade dimensional e propriedades de isolamento térmico e acústico. É vendida em diferentes granulometrias e, de acordo com os diâmetros, pode ser utilizada:- Em jardins e floreiras (facilitam a distribuição de água por todo o recipiente e ainda favorecem a circulação de ar);- Na produção de concreto leve (devido à sua baixa densidade) e;- No isolamento térmico e acústico de ambientes.
b) Materiais de Revestimento: compreende aqueles materiais usados na construção civil para revestimento de paredes, pisos e bancadas tais como pisos, azulejos, placas ou ladrilhos para pisos e pastilhas.
c) Cerâmica Branca: este grupo é bastante diversificado, compreendendo materiais constituídos por um corpo branco (tornam-se brancos após queima) e em geral recobertos por uma camada vítrea transparente e que eram assim agrupados pela cor branca de massa, necessária por razões estéticas e/ou técnicas. Com o advento dos vidrados opacificados, muitos dos produtos enquadrados nesse grupo passaram a ser fabricados, sem prejuízo das características estruturais, com matérias-primas com certo grau de impurezas, responsáveis pela coloração. Muitas vezes prefere-se subdividir este grupo em função da utilização dos produtos em:• Louça sanitária;• Louça de mesa; • Utensílios domésticos e de decoração;• Isoladores elétricos para linhas de transmissão e de distribuição;• Cerâmica técnica para fins diversos, tais como: químico, elétrico, térmico e mecânico.
153
Figura 8.27: Silicato de zircónio comercial. Partículas redondas com uma distribuição de tamanhos de 100 a 180μm.
Figura 8.29: Argila expandida.
Figura 8.30: Materiais de revestimento. Piso cerâmico.
Figura 8.28: Cerâmica vermelha. Tijolo / Bloco. E cerâmica artística.

TECNOLOGIA DOS MATERIAIS
d) Materiais Refratários: este grupo compreende uma gama de produtos, que têm como finalidade suportar temperaturas elevadas nas condições específicas de processo e de operação dos equipamentos industriais, que em geral envolve esforços mecânicos, ataques químicos, variações bruscas de temperatura e outras solicitações.
e) Isolantes Térmicos: os produtos deste segmento podem ser classificados em:- Refratários isolantes que se enquadram no segmento de refratários;- Isolantes térmicos não refratários: que compreende produtos, tais como vermiculita expandida, sílica diatomácea, diatomito, silicato de cálcio, lã de vidro, lã de escória e lã cerâmica, (que são obtidos por processos distintos ao do item anterior) e que podem ser utilizados, dependendo do tipo de produto até 1100ºC;
- Fibras ou lãs cerâmicas: apresentam características físicas semelhantes às citadas no item anterior, porém apresentam composições tais como sílica, sílica- alumina, alumina e zircônio, que dependendo do tipo, podem chegar a temperaturas de utilização de 2000ºC ou mais.
f) Fritas e Pigmentos: estes dois tipos de produtos são importantes matérias-primas para diversos segmentos cerâmicos cujos produtos requerem determinados acabamentos.
- Frita (ou vidrado fritado): é um vidro moído, fabricado por indústrias especializadas a partir da fusão da mistura de diferentes matérias- primas. A frita é um dos componentes do esmalte cerâmico que é aplicado na superfície do corpo cerâmico, e que após a queima, adquire aspecto vítreo. Este acabamento tem por finalidade aprimorar a estética (brilho, cor, textura), tornar a peça impermeável, facilitar a limpeza, aumentar a resistência química e mecânica e melhorar ou proporcionar outras características.- Pigmento: a palavra pigmento é originária do latim (pigmentum) que denota cor. O termo pigmento indica um particulado sólido, orgânico ou inorgânico, branco, preto, colorido ou fluorescente, que consiste de pequenas partículas que são insolúveis no meio ao qual venha a ser incorporado. Os pigmentos são fabricados por empresas especializadas, inclusive por muitas das que produzem fritas, cuja obtenção envolve a mistura das matérias-primas, calcinação e moagem. Na indústria cerâmica é comum o uso do termo “corante” para designar materiais que conferem cor. Porém, é necessário a priori, definir exatamente o termo corante, o qual indica substâncias solúveis na matriz, e que uma vez misturadas ao meio perdem as próprias características estruturais e cristalinas, formando uma mistura homogênea; ao contrário dos pigmentos, os quais fornecem a cor através da simples dispersão mecânica no meio a ser colorido, sem interação com o mesmo, formando uma mistura heterogênea. No setor cerâmico, os pigmentos são utilizados na produção de cerâmicas de revestimento e pavimento, seja na preparação de esmaltes ou na coloração de massa cerâmica de grês porcelanato, normalmente em proporções de 1 a 5% em massa. Os pigmentos são adicionados aos vidrados ou aos corpos cerâmicos para conferir- lhes colorações das mais diversas tonalidades e efeitos especiais.
g) Abrasivos: as cerâmicas abrasivas são usadas para desgastar por abrasão, esmerilhar ou cortar outros materiais que precisam ser obrigatoriamente mais moles. Entre os produtos mais conhecidos podemos citar o óxido de alumínio, diamante, carbeto de silício, e carbeto de tungstênio.
154
Figura 8.32: Lã cerâmica.
Figura 8.34: Pigmentos cerâmicos.
Figura 8.31: Cerâmica branca. Louça sanitária.
Figura 8.33: Fibra cerâmica, fusão de SiO2 e Al2O3 selagem de fornos.

TECNOLOGIA DOS MATERIAIS
h) Vidro, Cimento, Gesso e Cal: são três importantes segmentos cerâmicos e que, por suas particularidades, são muitas vezes considerados à parte da cerâmica.- Vidro e Vitro-cerâmicas:
•Vidros: SiO2, CaO, Na2O, K2O e Al2O3. Vidro de cal de soda: 70%p SiO2 30%p Na2O e CaO.•Vitro-cerâmicas: vidros que foram transformados de um estado vítreo para um estado cristalino mediante
tratamento térmico apropriado a altas temperaturas. Esse processo é chamado de devitrificação, e o seu produto consiste em um material policristalino chamado de vitro-cerâmica. Um agente nucleante é adicionado (TiO2) para induzir o processo de cristalização ou devitrificação.- Cimento, Gesso (CaSO4-2H2O) e Cal (CaO): classificados como cimentos inorgânicos. Quando misturados com a água formam uma pasta que subseqüentemente, pega e endurece. O processo de endurecimento do cimento não é um processo de secagem, mas sim de hidratação, onde a água participa de uma reação química de colagem.
8.2.3.2 CLASSIFICAÇÃO DOS MATERIAIS CERÂMICOS AVANÇADOSDentre os quatro elementos que compõem a moderna Ciência e Engenharia dos Materiais (Composição e
Estrutura, Síntese e Processamento, Propriedades e Desempenho), a Síntese e Processamento é o elemento básico para a produção de novos materiais com novas propriedades e desempenho, bem como de produtos de alta qualidade e baixo custo, sendo, portanto, um determinante crucial de produtividade industrial e, consequentemente, da competitividade internacional. Guardadas as devidas proporções quando comparado com os países desenvolvidos, o Brasil possui uma razoável base científica e tecnológica no campo da Ciência e Engenharia de Materiais e em áreas correlatas. Porém face á ausência de ações previamente planejadas e de programas articulados envolvendo as Universidades, Centros de Pesquisas e Indústria, as atividades de P&D, em sua maioria, tem-se restringido aos elementos estrutura e composição e propriedades, não se fechando todo o ciclo de desenvolvimento dos materiais. O sinergismo entre o desenvolvimento tecnológico, necessidades econômicas e fatores ambientais vem causando uma grande mudança na utilização de materiais. Esta mudança é no sentido de se substituir materiais tradicionais da indústria, principalmente os metais, por outros que tenham um desempenho melhor a um custo menor. Os materiais candidatos para esta substituição são plásticos, cerâmicos, e os seus compósitos. Dentre os materiais estruturais, os cerâmicos especiais (Si3N4, SiC, Al2O3, ZrO2) são o maior dos desafios, pois sua natureza frágil e estatística de comportamento introduz uma alta complexidade nos projetos e no desenvolvimento destes materiais.
Campos de aplicação das cerâmicas avançadas: embora, em geral, os produtos cerâmicos avançados sejam de dimensões reduzidas, constituem-se, na maioria das vezes, em componentes fundamentais para a viabilização de produtos equipamentos de alta tecnologia. Por esta razão geram um considerável efeito multiplicador na economia, apresentando um índice de alavancagem estimado de 11 por 1. Isto significa que para cada unidade monetária aplicada aos produtos cerâmicos especiais, viabiliza ou exerce forte influência em um mercado de produtos 11 vezes superior. Em função das características intrínsecas dos materiais cerâmicos, como baixa densidade, baixa condutividade térmica, alta resistência à corrosão e à abrasão e a capacidade de suportarem altas temperaturas sem se deformarem, além de outras características específicas presentes em alguns desses materiais (supercondutividade, condutividade iônica, propriedades nucleares, etc.), a utilização desses materiais tem crescido de forma surpreendente em uma infinidade de aplicações nas mais diversas áreas do conhecimento humano, conforme mostrado na figura 8.36. Este crescimento é fruto dos avanços do conhecimento científico e tecnológico no campo da ciência e engenharia dos materiais ocorridos nas últimas décadas. Merecem destaque especial as aplicações no campo da energia, como os combustíveis para reatores nucleares, os elementos moderadores e os materiais para reatores a fusão, os componentes de motores automotivos (que aumentam o rendimento e propiciam a utilização de combustíveis menos nobres), palhetas de turbinas, componentes de foguetes, ferramentas para corte de alta velocidade, implantes ósseos e dentários, brackets dentários, materiais de alta resistência à abrasão, como os guia fios na indústria de tecelagem, refratários especiais, componentes eletroeletrônicos e, ainda, em produtos de consumo popular como facas, tesouras e equipamentos esportivos. Apesar destas dificuldades, esta família de materiais tem tido progressos consideráveis em diversos campos da engenharia, podendo-se citar, por exemplo, a sua aplicação em motores automotivos e diesel, turbinas a gás, selos de bombas, ferramentas de corte, abrasivos, membranas, biomateriais, e refratários que vem ganhando forte consideração e
155
Figura 8.35: Cerâmicos Abrasivos. Lixas de polimento.

TECNOLOGIA DOS MATERIAIS
expansão no mercado. Exemplos claros desta tendência são apresentados pela Toyota, que vem pesquisando materiais cerâmicos para aplicações em altas temperaturas desde os fins da década de 60 e desenvolvendo processos de fabricação de componentes cerâmicos para motores automotivos desde 1979, e pelos projetistas de turbinas a gás (land-based), que esperam perfazer uma economia de energia elétrica de US$ 500.000,00/ano/100MW gerados com a utilização de cerâmicos na parte quente das turbinas.
Processos e tecnologias de fabricação: as propriedades das cerâmicas especiais, bem como dos demais materiais, são fundamentalmente influenciadas pela qualidade das matérias primas a partir das quais as mesmas são fabricadas e pela microestrutura final. Assim sendo, qualquer tentativa de controle das propriedades de um produto deve passar pelo entendimento das propriedades básicas dos materiais, bem como pelo processo de fabricação durante o qual a microestrutura final se desenvolve. O processo geral de fabricação das cerâmicas avançadas pode ser esquematizado conforme a figura 8.37. O papel de cada uma dessas etapas e, principalmente, a inter relação entre elas no desenvolvimento da microestrutura responsável pelas propriedades finais do material, tem sido objeto de intensos estudos. Neste sentido, novos processos de obtenção de pós, conformação e sinterização, bem como novas técnicas de caracterização das propriedades, vem sendo bastante estudados tanto sob o ponto de vista científico quanto tecnológico.
156
Sl3N4
SiC
TiN
ZrO2
TiC
Al2O3
TiB2
WC
BN
ZrB2
B4C
CSiC
B4CTiB2
Sl3N4
BaS
Al2O3
C e S
B e O
MgO
ZnO
TiC
UO2
UC
US
ThS
UO2 - PO2
CSiC
B4C
Al2O3
B e O Al2O3
MgOY2O3
SiO2Y2O3 - ThO2
ZrO2
TiO2
CdSZnS Apatita
Fe2O3
Al2O3
SnO2
ZnOZrB2
TiB2
C e SBaS
SrTiO3
CaTiO3
BaTiO3
MgOZeólita
SiO2
Ti-Ca-Ba-Cu-OBi-Sr -Ca-Cu-O
Y-Ba-Cu-O
Al2O3
B e CTiC
B4CZnO
SrTiO3
CaTiO3
BaTiO3
SiCPZT
Ferrita
Elementosde memória
SensoresComponentessupercondutores
Filtrospiezo-elétricos
Substratos decirc. integrados
VaristoresResistência p/ aquecimento
Componentesmagnéticos
AbrasivosPeças para instrumentos de precisão
Ferramentas
Aletas de turbinas Lubrificantessólidos
Peças para motores
Materiaispara escoamento de calor emcomponenteseletrônicos
Revestimentos de fornos industriais para altastemperaturas
Eletrodos
Elementocombustível
Materialencamisante
Materialmoderador
Revestimentosem reatores
Materialde controle Diodo a laser Diodo emissor de luz
Porcelana t ranslúcidaresistente ao calor
T ubosfluorescente
Cabos paracomunicação ót ica
Desenvolvimento defontes geotérmicas e plataformas marítimas
Equipamentosquímicos
Catalisadorestransportadores
Trocadoresde calor
Dentes e ossosartificiais
MateriaisAplicaçõesPropriedadesFunçõesCerâmicaAvançada
Biocompati-bilidade
Capacidadede absorção
Resistênciaà corrosãoCatáliseCondensação ótica
TranslucidezFluorescência
Condução de luz
Resistênciaà altas
temperaturasResistênciaà radiação
RefratariedadeResistênciaà corrosão
Condutividadetérmica
Isolação térmica
Absorçãode calor
Refratariedade
Magnetismo
Alta resistênciaResistência à abrasão
Baixa expansão térmicaCapacidade de lubrificação
DieletricidadePiezo-eletricidade
Semi e super -condutividade
Isolaçãoelétrica
Mecânica
Térmica
Nuclear
Ótica
Química,Biológica
Elétricas,Magnéticas
Figura 8.36: Os campos de aplicação dos materiais cerâmicos especiais.

TECNOLOGIA DOS MATERIAIS
Os produtos classificados como sendo cerâmicas especiais são elaborados, em sua grande maioria, a partir de insumos que necessitam de um rigoroso controle, tanto no processo de obtenção do pó, para garantir caraterísticas importantes (pureza e granulometria), quanto durante a conformação e tratamento térmico destes insumos em peças e produtos finais (sinterização). Os materiais são elaborados visando a obtenção de propriedades que atendam a usos específicos.
O sucesso e a comercialização das cerâmicas especiais de alto desempenho depende basicamente de dois fatores: a qualidade e baixo custo dos insumos (pós, aditivos, etc.) e o aperfeiçoamento dos métodos de processamento. A capacidade de se encontrar formas eficientes de produção de materiais resistentes, especialmente de formas complexas e com seções espessas, é essencial para atender à demanda do mercado e a diversidade de produtos demandados.
Mas ao contrário dos cerâmicos tradicionais, os cerâmicos técnicos são geralmente formados por compostos puros, ou quase puros, tal como o óxido de alumínio (alumina - Al2O3), óxido de zircônio (zircônio - ZrO2), carboneto de silício (SiC) e nitreto de silício (Si3N4):• Zircônio: em conjunto com a alumina numa liga traduz-se na melhoria a resistência ao desgaste e na diminuição de custos. Das propriedades do zircônio estabilizado destacamos a elevada tenacidade a fratura, a dureza inferior aos outros cerâmicos técnicos, a condutividade térmica reduzida e a expansão térmica e rigidez semelhantes ao aço;• Alumina: possui resistência a compressão superior a muitos aços ferramenta e grande resistência a corrosão;• Carboneto de silício: apresenta propriedades tais como níveis de porosidade pequenos (cerca de 3%), é o mais duro dos abrasivos tradicionais (perde abrasão mais rapidamente que a alumina e é mais leve que esta) e excelente resistência a oxidação a elevadas temperaturas;• Nitreto de silício: mantém as suas propriedade até 1000ºC, possui maior resistência ao choque térmico da maioria dos cerâmicos, baixo coeficiente de expansão térmica e rigidez 50% superior a do aço.
Os materiais cerâmicos piezoelétricos tem na sua constituição titanato de bário (BaTiO3) assim como cerâmicas com zircônio parcialmente estabilizada (PbZrO3 e PbTiO3). Como exemplos de aplicação destes cerâmicos pode-se citar a utilização de zircônio em facas, o carboneto de silício em anilhas e ferramentas, e a alumina em painéis de fornos, parafusos e invólucros cilíndricos de lâmpadas de alta intensidade, tal como se representa na figura 8.38. A alumina policristalina sem poros utilizada na lâmpada referida (Lucalox), possui excelente transmissão de luz e elevada resistência à corrosão e foi patenteada em 1961 pela General Electric. Dentro do invólucro encontrava-se vapor de sódio a elevada pressão, o qual, naquela altura, possuía maior eficácia na produção de luz (105 lumens/watt) do que qualquer outra lâmpada do espectro (18 lumens/watt para uma lâmpada normal).
157
Produto Final
BeneficiamentoMinério
Caracterizaçãoe Medida dasPropriedades
Caracterizaçãoe Medida dasPropriedades
Preparação dos Pós(moagem ultra fina, métodos químicos e físicos)
Preparação dos Pós(Conformação, Sinterização, Acabamento)
Controle de Qualidade
Pós Cerâmicos Especiais Figura 8.37: Fluxograma esquemático do processamento
cerâmico.

TECNOLOGIA DOS MATERIAIS
A microestrutura da alumina utilizada na lâmpada da figura 8.38 pode ser observada na figura 8.39. Este tipo de microestrutura é completamente diferente da dos cerâmicos tradicionais (ver figura 8.25). A inexistência de poros e de ligantes garante ligações extremamente fortes entre os grãos de dimensão reduzida, o que se traduz em elevada resistência mecânica deste cerâmico.
Nome Comum Composição Utilização
Alumina, alumina refratária Al2O3 Isolamento térmico e elétrico.
Magnésia, magnésia refratária MgO Resistência ao desgaste.
Espinela MgO.Al2O3 Resistência ao desgaste.
Berília BeO Revestimentos para resistência ao desgaste.
Dióxido de urânio UO2 Combustível em reatores nucleares.
Zircônio (parcialmente estabilizada) ZrO2 Isolamento térmico (estabilizada com 10% CaO).
Titanato de bário BaTiO3 Componentes eletrônicos.
Ferrite de níquel NiFe2O4 Componentes magnéticos.
Carboneto de silício SiC Abrasivos.
Nitreto de silício Si3N4 Resistência ao desgaste.
Carboneto de titânio TiC Resistência ao desgaste.
Carboneto de tântalo TaC Resistência ao desgaste.
Carboneto de tungstênio WC Ferramentas de corte.
Carboneto de boro B4C Abrasivos.
Nitreto de boro BN Isolamento.
8.2.3.3 CERÂMICAS TRADICIONAIS x AVANÇADAS
Matéria-Prima
158
Cerâmicas TradicionaisCerâmicas Avançadas
Figura 8.38: Exemplos de materiais de cerâmicos técnicos.
Figura 8.39: Microestrutura de uma alumina sem poros. A amostra foi
prensada uniaxialmente a 1650°C durante 10 minutos.
Matéria-prima natural
ArgilaQuartzo
Matéria-prima sintética
Al2O3, S iC, S i3N4
Figura 8.40: Titanato de bário
(BaTiO3).
Tabela 8.8: Materiais técnicos, nome comum,
composição e utilização.

TECNOLOGIA DOS MATERIAIS
Conformação / Sinterização
Produtos
Microestrutura
Característica Tradicionais Avançadas
Matéria-prima Natural Sintética
Partículas 0,5 – 1000 μm 1,0 μm
Tipo de pó Pouco controlado Altamente controlado
Conformação Pouco Controlada Altamente controlada
Sinterização Com fase vítrea Sem fase vítrea
Análise Microscopia óptica Microscopia eletrônica
Resistência 1 1 - 1000
Custo 1 10 - 10000
8.2.3.4 CLASSIFICAÇÃO DOS MATERIAIS CERÂMICOS QUANTO A MATÉRIA-PRIMA
Os materiais cerâmicos podem ser classificados conforme são fabricados a partir de matérias-primas:• Naturais: quando não são submetidas a tratamentos químicos. Exemplos: argila, feldspato.• Sintéticos: quando são obtidos através de processos químicos, a partir de:- Matérias-primas naturais, por exemplo a bauxita e calcita;- Ou outras matérias-primas sintéticas, exemplo CaO, SiC.
159
Cerâmicas Tradicionais
Cerâmicas Tradicionais
Cerâmicas Tradicionais
Cerâmicas Avançadas
Prensagem isostática à quente
Prensagem isostática à frio
Prensagem a quente
Peças automotivasReatores nucleares
Peças mecânicasPróteses
Cerâmicas Avançadas
Microscopia ótica
Vidrado
Bolhax 100
Microscopia eletrônica
x 50000
Cerâmicas Avançadas
Tabela 8.9: Cerâmicas tradicionais versus avançadas.
TECNOLOGIA DOS MATERIAIS
8.2.3.4.1 MATÉRIAS-PRIMAS NATURAISSão aquelas utilizadas como extraídas da natureza ou que foram apenas submetidas a algum tratamento físico
para eliminação de impurezas indesejáveis, mas sem alterar a composição química e mineralógica dos componentes principais. As matérias-primas podem variar largamente em composição química nominal e mineral, pureza (percentagem variável), propriedades físicas (tamanho das partículas) e custos. As matérias-primas naturais beneficiadas são os minerais beneficiados mecanicamente para remoção das impurezas, aumentando significativamente a pureza mineral e a consistência física. São usados em grande quantidade para produção de materiais de construção, refratários, cerâmicas brancas, e algumas cerâmicas elétricas. São usados extensivamente como aditivos em esmaltes cerâmicos, vidros e matérias-primas para as indústrias químicas. Já as matérias-primas naturais não beneficiadas, apresentam uniformidade física e química de depósitos naturais. Muitas indústrias cerâmicas primitivas eram construídas próximas a depósitos naturais, que continham a combinação de minerais que poderiam ser convenientemente processados para produtos acabados. Materiais de construção tais como tijolos, telhas e algumas porcelanas são exemplos históricos, e muitos são até identificados pelo nome regional.
8.2.3.4.2 MATÉRIAS-PRIMAS SINTÉTICASSão aquelas que individualmente ou em mistura foram submetidas a um tratamento térmico, que pode ser
calcinação, sinterização, fusão e fusão/redução e as produzidas por processos químicos.- Minerais industrializados (85 a 98% de pureza): caulim, talco, feldspato, quartzo;- Produtos químicos industrializados (98 a 99,9% de pureza): Al2O3, MgO, AIN, SiC, Si3N4, TiO2, ZrO2.- Produtos especiais (>99,9% de pureza): BaTiO3, sílica gel.
O beneficiamento químico reduz os teores de minerais acessórios (impurezas) e aumenta a pureza química para mais de 99,5%. A alumina (Al2O3) é o material mais largamente usado na química inorgânica e é produzido mundialmente para as indústrias de alumínio e cerâmicas usando o processo Bayer.
MATÉRIAS-PRIMAS
NaturaisNão beneficiados Argilas vermelhas, argilas “ball clay”, bauxita, cianita, bentonita e outras.
Beneficiadas mecanicamente
“Ball clay”, caulim, bentonita, talco, feldspato, bauxita, cerâmicas “flint”, cianita, rutilo, espodumênio, caulim calcinado, dolomita, quartzo, zircão, volastonita e outras.
Sintéticas Beneficiadas quimicamente
Alumina calcinada (processo Bayer), magnésia calcinada, alumina fundida, magnésia fundida, carbeto de silício (carborundo), carbonato de sódio, carbonato de bário, titanatos calcinados, óxidos de ferro, ferritas calcinadas, zircônio calcinada estabilizada, pigmentos de zircônio e outras.
Tabela 8.10: Matérias- primas naturais e sintéticas.
As matérias-primas podem ser classificadas também quanto a sua plasticidade. A plasticidade é definida como: “a propriedade que permite que um material mude sua forma, sem ruptura, ao se aplicar uma força externa, e manter esta forma quando a força é retirada ou reduzida” (Moore, 1965).
- Matérias-primas plásticas: as argilas são matérias-primas naturais, de textura terrosa, constituídas essencialmente de argilominerais, tendo outros minerais como impurezas. Em função das possibilidades de emprego tecnológico, que são influenciadas pela composição mineralógica do material, em muitos casos as argilas recebem designações como: caulins, bentonitas, argilas refratárias, flint-clays e ball clays.
• Argilominerais (Minerais argilosos): são essencialmente silicatos de alumínio hidratados (K2O, Na2O, CaO, MgO, Fe2O3) que, podem ser dispersos em partículas finas e que desenvolvem plasticidade quando misturados com água. Podem conter impurezas como ferro, potássio, lítio etc. Exemplos: caulinita Al2O3.2SiO2.2H2O; montmorillonita (Al1,67Na0,33Mg0,33)(Si2O5)2(OH)2;
halloysita Al2O3·2SiO2·4H2O; pirofilita Al2O3·4SiO2·H2O. illita e esmectita.
O mais importante argilomineral é a caulinita (Al2O3.2SiO2.2H2O). O nome deriva de “ Kao Lin” uma colina ao norte da China onde foi descoberta pela primeira vez uma argila muito pura, de queima branca. O tamanho das partículas dos minerais que compõem as argilas estão situados em uma faixa granulométrica entre 0,001 e 1 mm.
160

TECNOLOGIA DOS MATERIAIS
Até 200ºC Reação endotérmica Eliminação da “água livre” e retração
Aprox. 500ºC Reação endotérmica Desidratação da caulinita e formação do metacaulinita - 2Al2O3.4SiO2.
Aprox. 925ºC Reação exotérmica As camadas de meta-caulinita se condensam para formar a fase de composição aproximada 2Al2O3.3SiO2
1050-1100ºC Reação exotérmica A estrutura 2Al2O3.3SiO2 se transforma em mulita, de composição incerta, com mais liberação de sílica, aparecendo como cristobalita.
1200-1400ºC ----------------------- Continua a evolução da cristobalita e mulita, a última com parâmetros de rede firme, e com a composição 3Al2O3.2SiO2.
Tabela 8.11: Efeitos térmicos da queima da caulinita – (Al2O3.2SiO2.2H2O).
PropriedadesArgilominerais
Caulim Montmorilonita Clorita, Vermiculita, Mica hidratada
Tamanho das partículas Pequenos Extremamente pequenas Variável, mas comparativamente grande.
Plasticidade Boa Muito boa Baixa
Cor após queima Branca Creme, amarelo pálido tendendo a cinza ou vermelha. Marrom, vermelha ou preta.
Refratariedade 1710ºC 1350º - 1450ºC 1250º - 1500ºC
Tabela 8.12: Algumas propriedades dos argilominerais.
- Matérias-primas não plásticas: as matérias-primas não plásticas possuem duas funções:• São adicionadas às argilas muito plásticas. Algumas argilas possuindo uma proporção excessivamente elevada em partículas colóides, tendendo a trincar ou empenar durante a secagem e a queima. A areia ou outros materiais duros, finamente moídos, adicionados às argilas reduzem a plasticidade eliminando tais problemas.• Os materiais não plásticos possibilitam que as propriedades desejadas possam ser obtidas a baixas temperaturas de queima.Exemplos: fundentes feldspáticos, carbonatos, talco, SiO2, Al2O3.
Critério de seleção das matérias-primas: o critério de seleção para a escolha das matérias-primas cerâmicas a serem utilizados em processos de obtenção de uma peça depende das propriedades desejadas do produto final. a pureza, a distribuição do tamanho das partículas e a reatividade podem afetar as propriedades dos produtos.- Pureza: a pureza influencia fortemente as propriedades do produto acabado, dentre elas, podemos citar: resistência mecânica, resistência à oxidação e as propriedades elétricas, magnéticas e óticas. Os efeitos das impurezas dependem da composição química do material da matriz e da própria impureza, de sua distribuição e das condições de serviço (tempo, temperatura e ambiente).- Tamanho das partículas: a importância do controle do tamanho das partículas, esta relacionado diretamente com a técnica de consolidação ou moldagem utilizada e, com as propriedades do produto final. A densidade final depende diretamente da distribuição do tamanho das partículas e de sua forma.- Reatividade: a força matriz primária para a densificação do pó compactado à temperaturas altas é a mudança na energia livre superficial. Quanto menor a granulometria das partículas maior a área superficial e conseqüentemente a energia livre e, portanto há uma grande força termodinâmica capaz de reduzir a área superficial através da ligação de uma partícula à outra.
8.2.3.5 CLASSIFICAÇÃO DOS MATERIAIS CERÂMICOS QUANTO AS PROPRIEDADES
Propriedades tais como a facilidade de conformação, baixo custo e densidade, resistência à corrosão e a temperaturas elevadas, fizeram com que os materiais cerâmicos tradicionais conquistassem posições de relevo em diferentes setores industriais e artísticos. Algumas destas propriedades, nomeadamente, a resistência à corrosão e a temperaturas elevadas, cedo fascinaram muitos industriais, no sentido de produzirem peças técnicas nestes materiais, os cerâmicos de Engenharia. Contudo, todos os esforços desenvolvidos depararam com o mesmo problema, a fragilidade destes materiais. Isto originou uma intensa agitação a nível mundial no sentido de descobrir formas de “enganar” as fissuras e, apesar de terem sido já alcançados valores notáveis de tenacidade, estes valores são ainda insuficientes para muitas aplicações técnicas.Propriedades Mecânicas: como já visto, os materiais cerâmicos são materiais inorgânicos, não metálicos, formados por elementos metálicos e não metálicos, ligados quimicamente entre si fundamentalmente por ligações iônicas e/ou covalentes. Como exemplos destes materiais podem ser citados os carbonetos (carboneto de silício - SiC), os nitretos
161

TECNOLOGIA DOS MATERIAIS
(nitreto de silício-Si3N4), óxidos (alumina-Al2O3), silicatos (silicato de zircônio-ZrSiO4), etc. Devido à existência de planos de deslizamento independentes, ligações iônicas e/ou covalentes e ordem a longa distância, os cerâmicos são materiais duros e frágeis com pouca tenacidade e ductilidade, sendo a ruptura o mecanismo mais comum para a maioriados materiais cerâmicos. Porém, o seu baixo número de sistemas de deslizamento, geram-se fissuras nas juntas de grão (conforme figura 8.41), que por aplicação de forças elevadas ocorre fratura frágil devido a separação das ligações entre pares de elétrons sem a sua regeneração.
Material Densidadeg/cm³
Resistência a compressão MPa
Resistência a tração MPa
Resistência a flexão MPa
Tenacidade a fratura MPa √m
Al2O3 (99%) 3,85 2585 207 345 4
Si3N4 (prensado a quente) 3,19 3450 ---- 690 6,6
Si3N4 (por sinterização reativa) 2,8 770 ---- 255 3,6
SiC (sinterizado) 3,1 3860 170 550 4
ZrO2, 9% MgO (parcialmente estabilizado) 5,5 1860 ---- 690 8+
Tabela 8.13: Exemplos de alguns materiais cerâmicos com seus respectivos valores de densidade, resistência e tenacidade.
Como os materiais cerâmicos são geralmente não-dúcteis, suas características de resistência mecânica diferem bastante das dos metais. Um material cerâmico não-dúctil é muito resistente à compressão porque ele não se rompe por deslizamento, e, portanto, o comportamento à compressão está diretamente relacionado às suas forças interatômicas. Um cálculo baseado exclusivamente nas forças interatômicas indicaria que a resistência mecânica seria da ordem de 10% do módulo de elasticidade (E=σ/ε). Na prática, os produtos cerâmicos comerciais têm resistência à tração somente de 1% desse valor. Qualquer dedução do valor da resistência mecânica dos materiais cerâmicos deve levar em conta essa discrepância. As ligações interatômicas fortes dos materiais cerâmicos garantem, simultaneamente, dureza e refratariedade. A dureza de um material é geralmente indicada por uma de duas escalas. A escala Mohs concerne à dureza dinâmica, ou a dureza de corte, e ordena os materiais segundo os resultados obtidos quando o material mais mole riscado por outro mais duro. E a escala Knoop baseia-se no grau de penetração de um material mole por um material mais duro, é somente um teste estático. Ambos os ensaios, embora intimamente relacionados, não apresentam correlação perfeita. A escala de Mohs é um índice de dureza simples e grandemente empregado, porém não satisfatória para medir a dureza dos materiais cerâmicos abrasivos, pois todos eles possuem valores de dureza iguais ou superiores a 9. A escala Knoop é um pouco mais quantitativa, pois apresenta números disponíveis para estabelecer uma gradação de dureza. Outro ponto a salientar é a ausência de elétrons livres nos cerâmicos, o que torna-os bons isolantes térmicos e elétricos. Suas temperaturas de fusão bastante elevadas e grande estabilidade química lhes confere, também uma boa resistência à corrosão. Como já sabemos os materiais cerâmicos são geralmente divididos em dois grandes grupos, os cerâmicos tradicionais e os cerâmicos avançados. As propriedades mecânicas dos cerâmicos tradicionais são geralmente baixas, e atendendo a que a sua tenacidade e ductilidade são satisfatórias para a maioria das aplicações práticas, não tem havido preocupações em melhorar estas propriedades. Por outro lado, o alargamento do campo de aplicação dos cerâmicos técnicos está extremamente dependente da descoberta de novos tipos de cerâmicos, com valores mais elevados de tenacidade. Contudo, no passado, os investigadores tentaram melhorar a resistência à fratura dos materiais cerâmicos produzindo pós que eram mais facilmente sintetizáveis e fabricando cerâmicos com menos fissuras (princípio da “eliminação de fissuras”). Mais tarde, reconheceu-se que a resistência à degradação em serviço era mais complexa e que tornar estes materiais mais tenazes (princípio da “tolerância às fissuras”) poderia melhorar a sua resistência à degradação em serviço. Na figura 8.42 indicam-se os diferentes mecanismos de proteção das fissuras. Em cerâmicos não transformáveis pode-se obter um aumento significativo da tenacidade atuando ao nível microestrutural, ou seja, através da interação de uma fissura propagante com a microestrutura (mecanismos de proteção da frente da fissura). Devido à natureza cumulativa e irreversível dos fenômenos que ocorrem na frente da fissura, é lógico que a tenacidade do cerâmico aumente com a dimensão da fissura, o que implica que o termo da tenacidade seja
162
Figura 8.41: Fissuras nas juntas de grão.
A
B B
(110)[110]
(100)[010]
A

TECNOLOGIA DOS MATERIAIS
função do comprimento da fissura. Os processos responsáveis pela proteção da ponta da fissura ocorrem à frente da fissura (zona frontal) ou antes da ponta da fissura (zona da retaguarda).
Na figura 8.43 apresenta-se um exemplo já bastante conhecido que é o do vidro à prova de choque (bala), que poderá ser incluído no grupo do mecanismo com ligações de partículas (neste caso um filme) dúcteis.
Em cerâmicos transformáveis a tenacidade pode ser aumentada por transformação alotrópica. Este fenômeno tem sido explorado, com bastante sucesso, na zircônio. A zircônio pura sofre uma transformação martensítica com a passagem da estrutura tetragonal para monoclínica.
Propriedades Térmicas: quando a temperatura de um material varia, sua energia interna varia também, evidenciando varias propriedades. Dentre elas, destaca-se a dilatação térmica, capacidade calorífica e condutibilidade térmica.- Dilatação térmica: é a variação de volume que acompanha a variação de temperatura, a tabela 8.14, indica conceitos básicos de dilatação estrutural.
Materiais: policristais Coeficiente de dilatação térmica: 20 a 1000 C – cm/cm/ C
Cordierita (Mg2Al4Si5O18) 2 X 10-6
Coríndon (Al2O3) 9
Periclásio (MgO) 14
Quartzo (SiO2) (20-400) 17
Espinélio (MgAl2O4) 9
Zircão (ZrSiO4) 4
Sílica Fundida 0,6
163
Figura 8.42: Figura esquemática que evidencia os mecanismos de proteção das
fissuras em materiais cerâmicos.
C onjunto de deslocações
Nuvens de microfissuras
a) Zona Frontal b) Zona da Retaguarda
Transformação alotrópica
Partículas dúcte is
Ligações entre os grãos
Ligações com fibras
Ligações com whiskers
Ligações com partículas dúcte is
Figura 8.43: Vidro à prova de choque. Entre as 4 placas de vidro temperado foram colocadas várias camadas de película de PVB (poli vinil butiral), as quais são responsáveis por absorção de uma grande quantidade de energia.
Figura 8.44: Esquema do mecanismo de aumento de tenacidade num cerâmico duplex,
utilizando aglomerados de partículas de zircônio
Tabela 8.14: Dilatação Térmica.
Transformação de zirconia tetragonal em monoclínicaAglomerado de partículas tetragonais de zircônio
Fissura
Matriz de alumina

TECNOLOGIA DOS MATERIAIS
Algumas conclusões podem ser tiradas a respeito desta tabela:a) A dilatação ocorre porque a distribuição de energia para os espaçamentos interatômicos é assimétrica.b) O coeficiente de dilatação térmica é maior para temperaturas mais elevadas.c) A distribuição de energia é mais acentuada e mais simétrica para materiais com elevado ponto de fusão. Como conseqüência, há uma relação entre temperatura de fusão e dilatação térmica. Outros dois aspectos relativos à dilatação térmica, pouco menos evidentes do que os ditos podem ser citados:d) Fases densamente compactadas, tais como os cristais iônicos, têm dilatação térmica maior do que as fases com estrutura mais aberta, como os vidros, por exemplo.e) A dilatação térmica depende da simetria da fase cristalina.
A correlação entre dilatação térmica e temperatura de fusão está apresentada abaixo. Tal correlação poderia ser prevista, pois materiais de elevado ponto de fusão requerem maior quantidade de energia térmica para superar as grandes forças de atração presentes em sua estrutura interna. Mas a correlação não é totalmente perfeita, o que indica que outros fatores, além dos já citados, estão também presentes. Um deles é a estrutura das fases: se a estrutura possuir um baixo fator de empacotamento atômico, acarretando “vazios” internos, a expansão interatômica pode ocorrer com pequenas variações dimensionais externas. Exemplos desse fenômeno são os vidros e cristais que apresentam baixo número de coordenação atômica e, em conseqüência, baixa dilatação térmica.- Capacidade Calorífica: a capacidade calorífica dos materiais cerâmicos é importante por varias razões:a) Constitui-se num dado básico para operação e cálculo do consumo de combustíveis.b) Permite informações a respeito dos equilíbrios termodinâmicos.c) Uma variação na capacidade calorífica pode servir de fundamento para várias técnicas analíticas.d) A capacidade calorífica é uma variável de influência no estudo do choque térmico.
A capacidade calorífica molar Cp é a derivada do calor contido de um material H, em relação à temperatura, T. Assim: Cp = dH/dT. Em geral, os materiais cerâmicos possuem um valor de capacidade calorífica alto.- Condutibilidade Térmica: a transferência de energia térmica (calor) nos materiais cerâmicos é significativamente diferente daquela que ocorre nos metais. Dois fatores inter-relacionados contribuem paraque haja esta diferença:a) Os materiais cerâmicos possuem poucos elétrons livres.b) As fases cerâmicas são transparentes à energia radiante.
A ausência de elétrons livres reduz a condutibilidade térmica e a transparência aumenta a transferência da energia radiante, particularmente nas temperaturas elevadas. Na ausência de moléculas gasosas, há dois tipos de transportadores de energia nos sólidos:
1) Elétrons;2) Fônons, ou vibrações cristalinas elásticas.Nos metais a velocidade de transferência eletrônica de energia é elevada, pois há muitos elétrons livres, os
quais possuem considerável quantidade de energia por unidade de volume, alta velocidade e um razoavelmente grande caminho livre médio. Nos materiais cerâmicos, exceção feita aos semicondutores, a quantidade de elétrons livres é pequena. Mesmo os semicondutores não possuem suficiente número de elétrons livres para transportar uma grande quantidade de energia térmica, a não ser em temperaturas elevadas. Os fônons (vibrações cristalinas) são o principal mecanismo de condutibilidade térmica nos materiais cerâmicos. As vibrações são de natureza ondulatória e podem então ser quantificadas de maneira análoga aos fótons das radiações eletromagnéticas. Considerando o efeito da estrutura de fases, as fases cristalinas tem condutibilidade maior do que os vidros de mesma composição, pois a regularidade de sua estrutura cristalina acarreta maior interferência sobre o movimento dos fônons em relação aos vidros e, portanto, oferece maiores caminhos livres médios. Quando os cristais são soluções sólidas, a regularidade da estrutura cristalina é alterada e os fônons sofrem maior número de difrações, o que reduz a condutibilidade. Há poucas informações a respeito da condutibilidade das soluções sólidas cerâmicas, entretanto, há sempre um rápido decréscimo da condutibilidade térmica com pequenas concentrações de soluto. O efeito, é plenamente compatível com o fenômeno nos metais.
164
Figura 8.45: Cubo de sílica de isolamento térmico. O interior do cubo está a 1250ºC e
pode ser manuseado sem proteção. Usado no isolamento térmico do Space Shuttle.

TECNOLOGIA DOS MATERIAIS
Temperatura, K Condutibilidade Térmica, cal.cm-1.s-1.C-1
Quartzo Vidro
25 1,0 ---
100 0,1 0,002
200 0,05 0,003
300 0,03 0,0035
De acordo com a tabela 8.15, um aumento de temperatura aumenta levemente a condutibilidade do vidro. A explicação baseia-se no fato de que o vidro não apresenta regularidade cristalina, dessa forma, o caminho livre médio dos fônons é já pequeno e não deve aumentar significativamente com a temperatura. Uma segunda exceção aplica-se a todos os materiais cerâmicos transparentes sob altas temperaturas, onde a transparência por radiação suplementa a condutibilidade normal. Isso altera significativamente a tendência de redução de condutibilidade nas temperaturas muito altas, às quais a maioria dos materiais cerâmicos é submetida, e acentua a tendência de elevação da transferência de calor no vidro.- Tensões térmicas: quando as variações de temperatura provocam alterações dimensionais não-uniformes, as deformações diferenciais resultantes causam tensões externas no material. Tais tensões são relativamente mais significativas nos materiais cerâmicos do que nos metálicos devido à ausência de ductibilidade, que as alivia, em conseqüência, trincas e esboroamento são mais freqüentes. - Produtos refratários: muitos materiais podem ser utilizados a temperaturas elevadas. O comportamento de um material refratário esta intimamente associado com sua natureza e propriedades. Algumas classes podem ser citadas:
a) Refratários Básicos: o termo “refratários básicos” é aplicado para os produtos cerâmicos que contém teores relativamente elevados de oxido de cálcio ou oxido de magnésio.
b) Refratários de Sílica: refratário de uso generalizado devido sua grande disponibilidade, baixo custo e ponto de fusão acima de 3000°C. Possui, também, outras vantagens como baixa massa especifica e alto ponto de amolecimento. Essa última característica é de altíssima importância, pois é a responsável pela utilização, há longo tempo, dos refratários de sílica nos fornos metalúrgicos. Os refratários de sílica, porém, devido às variações dimensionais bruscas com a temperatura, exigem baixas velocidades de aquecimento e resfriamento.
c) Refratários Aluminosos e Sílico-Aluminosos: os produtos sílico-aluminosos são os mais comuns deste grupo e, também, os mais comuns entre todos os materiais refratários. Há uma extensa gama de refratários, variando desde a composição os sílico-aluminoso até a composição de alumina pura. Os produtos refratários com teores de Al2O3
correspondentes à mutila, ou superiores, apresentam propriedades vantajosas. Na ausência de outros componentes, o liquido não é uma fase estável ate 1840°C. Posteriormente, desde que haja pouca sílica presente, qualquer liquido existente não será vitroso e cristalizar-se-á com extrema rapidez.
d) Carbono e Carbetos: embora se utilizem para aplicações refratarias tanto o carbono amorfo quanto o carbono grafítico, este último é o mais importante. O carbono possui duas características decisivas para sua utilização: Em primeiro lugar, embora sua estabilidade nas altas temperaturas seja elevada, há sublimação da fase sólida quando ele se dissocia. Isso começa a ocorrer, sob pressões reduzidas, em torno de 2200°C. Em segundo lugar esta sua capacidade de oxidação para CO gasoso, o que é decisivo para os processos que devam ser desenvolvidos em atmosferas não oxidantes. Entretanto, a oxidação do carbono é um processo muito mais lento que a oxidação dos metais.- Deformação sob altas temperaturas: a deformação nos materiais cerâmicos pode ser aumentada nas altas temperaturas, pois os movimentos dos átomos ocorrem com mais facilidade Deve-se levar em consideração três efeitos: comportamento anelástico, fluência e escoamento viscoso.
a) Anelasticidade: com a elevação da temperatura nota-se que o módulo de elasticidade dos materiais cerâmicos decresce progressivamente porque as tensões induzem o movimento dos elétrons de um lado para o outro. Nessas condições, a deformação não é efetivamente elástica, pois alguns átomos ganham novos vizinhos, mas é parcialmente reversível, de tal maneira que o alivio nas tensões permite o retorno de muitos daqueles átomos as suas posições originais. O termo “Anelasticidade” é empregado para descrever tal comportamento, e uma curva de histerese ocorre quando há tensões e deformações cíclicas.
b) Fluência: a deformação lenta que ocorre nos materiais submetidos a carregamento estático, sob altas temperaturas, denomina-se fluência. A velocidade de fluência depende, conjuntamente, da tensão e da temperatura. Os mecanismos que influenciam no processo são, entre outros, a deformação dos contornos de grão, os movimentos das discordâncias e a difusão.
165
Tabela 8.15: Condutibilidade térmica da sílica.

TECNOLOGIA DOS MATERIAIS
c) Deformação viscosa: a deformação no vidro nas altas temperaturas é viscosa, isto é, o gradiente de velocidade de escoamento é proporcional a tensão aplicada.
8.2.3.6 CLASSIFICAÇÃO DOS MATERIAIS CERÂMICOS QUANTO AS APLICAÇÕES E PROCESSAMENTO
A discussão anterior sobre as propriedades dos materiais demonstrou que existe uma disparidade significativa entre as características físicas dos metais e as das cerâmicas. Consequentemente, esses materiais são utilizados em tipos totalmente diferentes de aplicações e, neste sentido, tendem a se complementar um ao outro e também completar os polímeros. A maioria dos materiais cerâmicos se enquadra em um esquema de aplicação-classificação que inclui os seguintes grupos: vidros, produtos estruturais à base de argila, louças brancas, refratários, abrasivos, cimentos e as recentemente desenvolvidas cerâmicas avançadas. A figura 8.46 apresenta uma taxonomia desses vários tipos de materiais.
Uma das principais preocupações na aplicação dos materiais cerâmicos é o método de fabricação. Muitas das operações de conformação dos metais já discutidos, dependem de fundição e/ou de técnicas que envolvem alguma forma de deformação plástica. Uma vez que os materiais cerâmicos possuem temperaturas de fusão relativamente elevadas, a fundição desses materiais é normalmente um processo impraticável. Além disso, na maioria dos casos a fragilidade desses materiais impede sua deformação. Algumas peças cerâmicassão conformadas a partir de pós (ou aglomerados particulados) que devem ao final ser secados e levados a ignição (cozidos). As formas dos vidros são conformadas a temperaturas elevadas, a partir de uma massa fluida que se torna muito viscosa com o resfriamento. Os cimentos são conformados pela colocação de uma pasta fluida no interior de moldes, que endurece e assume um conjunto permanente em virtude de reações químicas. Um esquema taxonômico para os vários tipos de técnicas de conformação dos materiais cerâmicos é apresentado na figura 8.47. Cada tipo de técnica é discutido juntamente com o grupo de materiais cerâmicos com o qual é mais frequentemente empregada.
166
Materiais Cerâmicos
Vidros Vitro-cerâmica
Produtos argilosos Refrátarios Abrasivos Cimentos Cerâmicasavançadas
Argila refratária
SílicaProdutos argilosos
estruturais
Louças brancas
Vidros
Básicos Especiais
Figura 8.46: Classificação de
materiais cerâmicos com base na aplicação.
Técnicas de fabricação de materiais cerâmicas
Processos de conformação do vidro
Processos de conformação de particulados
Cimentação
Prensagem Sopragem ou insuflação
Est iramento Conformação de fibra
Secagem
Quente
Conformação Hidroplást ica
Prensagem do pó
Fundição por suspensão aquosa
Uniaxial Isostát ica
Cozimento
Fundiçãoem fita
Figura 8.47: Um esquema de classificação para as técnicas
de conformação cerâmica.

TECNOLOGIA DOS MATERIAIS
8.2.3.6.1 VIDROSO surgimento do vidro é incerto, porém registros do historiador romano Plinio atribuem esta descoberta "O que
se sabe com certeza é que sírios, fenícios e babilônios já utilizavam vidro desde 7000 a.C., mas foi no Egito antigo, por volta do ano 1500 a.C., que o vidro começou a crescer, utilizado como adorno pessoal, jóia e embalagem para cosméticos. A revolução na produção aconteceu em 100 a.C., quando os fenícios inventaram o tubo de sopro, permitindo a fabricação da maioria dos objetos. Com o declínio do Império Romano, o vidro passou por uma fase de pouco desenvolvimento, mas voltou à evidência no começo da Idade Média, quando as igrejas católicas começaram a usar vitrais coloridos.” A modernidade do vidro começou no século XVII, com a contribuição de vários países no aperfeiçoamento tecnológico.
Com a Revolução Industrial, o vidro assumiu um papel definitivo na história da humanidade. O vidro está presente em todas as partes, desde janelas, pára-brisas de automóveis, louças, entre incontáveis outras aplicações. Com certeza a vida do homem moderno seria praticamente impossível sem o vidro.
Os vidros são considerados materiais cerâmicos amorfos, ou seja, são materiais inorgânicos fundidos e arrefecidos sem cristalizar, tendo o ponto de fusão indefinido e a viscosidade elevada. Os vidros são constituídos essencialmente por sílica, de ponto de fusão elevado, soda cáustica e cal, além de outros óxidos metálicos em pequenas percentagens, notavelmente CaO, Na2O, K2O e Al2O3, que influenciam as propriedades do vidro. Um típico vidro de soda-cal consiste de aproximadamente 70% em peso de SiO2, o restante sendo principalmente Na2O (soda) e CaO (cal ou cálcia). Na manufatura do vidro, a fusão ocorre a cerca de 1500ºC. O ciclo de tratamento é composto por um aquecimento de cerca de 1 a 2 horas de estágio e um arrefecimento lento de cerca de duas horas. Este arrefecimento tem de ser lento uma vez que as tensões criam linhas de refração. No tratamento de superfície é o estado da superfície que determina a dureza (resistência do vidro). Os vidros são um grupo familiar de materiais cerâmicos, recipientes, janelas, lentes e a fibra de vidro representam aplicações típicas desse grupo. As composições de vários materiais vítreos mais comuns estão listadas na tabela 8.16. Possivelmente, as duas principais característica desses materiais são a sua transparência ótica e a relativa facilidade com o qual eles podem ser fabricados.
Composição (%)
Tipos de Vidro SiO2 Na2O CaO Al2O3 B2O3 Outros Características e Aplicações
Sílica Fundida > 99,5 -- -- -- -- --O baixo coeficiente de expansão térmica, é responsável por sua notável capacidade de sofrer grandes e rápidas mudanças de temperaturas sem rachaduras (termicamente resistente a choque).
96% Sílica (VycorTM) 96 -- -- -- 4 -- Resistência a alta temperatura e choque térmico¹, sendo facilmente
manufaturado em uma variedade de formas.
Borossilicato (PyrexTM) 81 3,5 -- 2,5 13 --
Este tipo de vidro tem predomínio de bórax, além de silício e álcali, é conhecido por ter baixo coeficiente de expansão térmica, tornando-se resistentes ao choque térmico, mais do que qualquer outro vidro comum. Muito duradouro e resistente aos elementos químicos e ao fogo, é usado em utensílios de cozinha e em laboratórios.
Recipientes (cal de soda) 74 16 5 1 -- 4MgO
Preparado por fusão a matérias-primas, tais como soda, cal, sílica, alumina, e pequenas quantidades de agentes multas , facilmente trabalhadas, com uma uma qualidade ligeiramente superior de um recipiente de vidro, relativo à durabilidade química contra a água. Utilizado para fazer garrafas, janelas, vasilhames, lâmpadas e vidraças.
Fibra de vidro(Fiberglass) 55 -- 15 15 10 4MgO
Alta resistência à tração, flexão e impacto, sendo muito empregados em aplicações estruturais. É leve e não conduz corrente elétrica, sendo utilizado também como isolante estrutural. Não enferruja e tem excepcional resistência a ambientes altamente agressivos A resistência química do Fiberglass é determinada pela resina e construção do laminado. Os custos de manutenção são baixos devido à alta inércia química e resistência às intempéries, inerente ao material.
Sílex ótico 54 1 -- -- -- 37PbO,8K2O
Possuem alta densidade e alto índice de refração, muito utilizado na fabricação de lentes ópticas.
Tabela 8.16: Composições e características de alguns dos vidros comerciais comuns.
167

TECNOLOGIA DOS MATERIAIS
Composição (%)
Tipos de Vidro SiO2 Na2O CaO Al2O3 B2O3 Outros Características e Aplicações
Vitrocerâmica(Piroceram) 43,5 14 -- 30 5,5 6,5TiO2,
0,5As2O3
Propriedades interessantes termomecânicas. Impermeável ao choque térmico, é um material mecanicamente forte e pode sustentar repetidas e rápidas mudanças de temperatura para 800 a 1000°C. Ao mesmo tempo, tem um baixo coeficiente de condução de calor e pode ser feito quase transparente.
¹Choque térmico: é o nome dado à fissuração, como resultado da rápida mudança temperatura. Vidro e cerâmica objetos são particularmente vulneráveis a este tipo de fracasso, devido à sua baixa resistência, baixa condutividade térmica e elevados coeficientes de expansão térmica. No entanto, eles são usados em muitas aplicações de temperatura elevada, devido ao seu elevado ponto de fusão.
Continuação Tabela 8.16: Composições e características de alguns dos vidros comerciais comuns.
Propriedades dos vidros: antes de discutirmos as técnicas específicas para a conformação de vidros, precisamos apresentar algumas das propriedades dos materiais vítreos sensíveis a alterações na temperatura. Os materiais vítreos, ou não-cristalinos, não se solidificam do mesmo modo que os materiais cristalinos. Mediante o resfriamento, com a diminuição da temperatura, um vidro se torna continuamente mais e mais viscoso, não existe uma temperatura definida na qual o líquido se transforma em um sólido como ocorre com os materiais cristalinos. De fato, uma das distinções entre os materiais cristalinos e não-cristalinos está na dependência do volume específico (ou volume por unidade de massa, o que é o inverso da densidade) em relação à temperatura, como está ilustrado na figura 8.48. No caso dos materiais cristalinos, existe uma diminuição descontínua no volume quando se atinge a temperatura de fusão, Tf. Entretanto, no caso dos materiais vítreos, o volume diminui continuamente em função de uma redução na temperatura, ocorre uma pequena diminuição na inclinação da curva no que é conhecido por temperatura de transição vítrea, Tv, ou temperatura fictícia. Abaixo dessa temperatura, o material é considerado como sendo um vidro, acima dessa temperatura, o material é primeiro um líquido super-resfriado, e finalmente um líquido. Também importantes para as operações de conformação do vidro são as características viscosidade-temperatura apresentadas por esses materiais. A figura 8.49 nos mostra uma escala logarítmica da viscosidade em função da temperatura para vidros de sílica fundida, vidros de alto teor de sílica, vidro borossilicato e vidros de cal de soda.
168
Líquido
Vidro
Líquido Super-resfriado
Vol
ume
Espe
cífic
o
Sólido Cristalino
Cristalização
Figura 8.48: Contraste do comportamento volume específico-temperatura apresentado por materiais cristalinos e não-cristalinos. Os
materiais cristalinos se solidificam na temperatura de fusão Tf . Uma característica do estado não-cristalino é a temperatura de transição
vítrea, Tv.
Temperatura
Tv Tf

TECNOLOGIA DOS MATERIAIS
Sobre a escala de viscosidade estão identificados vários pontos específicos que são importantes na fabricação e processamento dos vidros:1. O ponto de fusão corresponde à temperatura na qual a viscosidade é de 10 Pa-s (100P), o vidro é fluido o suficiente para ser considerado um líquido.2. O ponto de operação representa a temperatura na qual a viscosidade é de 103 Pa-s (104 P), o vidro é facilmente deformado nessa viscosidade.3. O ponto de amolecimento, a temperatura na qual a viscosidade é de 4 x 106 Pa-s (4 x 107 P), é a temperatura máxima na qual uma peça de vidro pode ser manuseada sem causar alterações dimensionais significativas.4. O ponto de recozimento é a temperatura na qual a viscosidade é de 1012 Pa-s (1013 P). Nessa temperatura, a difusão atômica é suficientemente rápida, tal que quaisquer tensões residuais podem ser removidas dentro de um intervalo de aproximadamente 15 minutos.5. O ponto de deformação corresponde à temperatura na qual a viscosidade se torna 3 x 1013 Pa-s (3 x 1014P). Para temperaturas abaixo do ponto de deformação, a fratura irá ocorrer antes do surgimento da deformação plástica. A temperatura de transição vítrea será superior à temperatura do ponto de deformação.
A maioria das operações de conformação dos vidros é conduzida dentro da faixa de operação, entre as temperaturas de operação e de amolecimento. Obviamente, a temperatura na qual cada um desses pontos ocorre depende da composição do vidro. Por exemplo, a partir da figura 8.49, os pontos de amolecimento para os vidros de cal de soda e com de 96% de sílica são aproximadamente de 700 e 1550°C (1300 e 2825°F), respectivamente. Isto é, as operações de conformação podem ser conduzidas a temperaturas significativamente mais baixas para os vidros de cal de soda. A capacidade de um vidro em ser conformado pode ser em grande parte modificada pela alteração da sua composição.
Conformação do vidro: o vidro é produzido pelo aquecimento das matérias-primas até uma temperatura elevada, acima da qual ocorre a fusão. A maioria dos vidros comerciais é do tipo sílica-soda-cal, a sílica é geralmente suprida na forma de areia de quartzo comum, enquanto o Na2O e o CaO são adicionados como soda barrilha (Na2CO3) e calcário (CaCO3). Para a maioria das aplicações, especialmente quando a transparência ótica é um importante, torna-se essencial que o vidro produzido seja homogêneo e esteja isento de poros. A homogeneidade é atingida através da fusão
169
400
800 1200 28001600 2000 2400 3200Temperatura (°F)
400
800 1200 1600 180014001000600200Temperatura (°C)
1
102
104
106
108
1010
1012
1014
1016
1
102
104
106
108
1010
1012
1014
1016
1018
Vis
cosi
dade
(Pa-
s)
Vis
cosi
dade
(P)
Vidro de borossilicato
Vidro com96% sílica
Sílicafundida
Ponto de fusão
Ponto de deformação
Ponto de recozimento
Ponto de operação
Ponto de amolecimento
Faixa de operação
Vidro de cal de soda
Figura 8.49: Logaritmo da viscosidade em função da
temperatura para vidros de sílica fundida e vários vidros à
base de sílica.

TECNOLOGIA DOS MATERIAIS
e da mistura completa dos ingredientes brutos. A porosidade resulta de pequenas bolhas de gás que são produzidas, essas devem ser absorvidas pelo material fundido ou de outra maneira eliminadas, o que exige um ajuste apropriado da viscosidade do material fundido. Quatro diferentes métodos de conformação são usados para fabricar produtos à base de vidro:- Prensagem: é usada na fabricação de peças com paredes relativamente espessas, tais como pratos e tigelas. A peça de vidro é conformada pela aplicação de pressão em um molde de ferro fundido revestido com grafita, que possui a forma desejada, o molde é normalmente aquecido para assegurar uma superfície uniforme.
- Insuflação: embora alguma insuflação de vidros seja feita manualmente, especialmente no caso de objetos de arte, o processo foi completamento automatizado para a produção de jarras, garrafas e lâmpadas de vidro. As várias etapas envolvidas em uma dessas técnicas estão ilustradas na figura 8.51. A partir de um tarugo de vidro, um parison, ou forma temporária, é moldado por prensagem mecânica em um molde. Essa peça é inserida dentro de um molde de acabamento ou de insuflação, e então forçada a se conformar com os contornos do molde pela pressão que é criada por uma injeção de ar.
- Estiramento: o estiramento é usado para conformar longas peças de vidro, como lâminas, barras, tubos e fibras, as quais possuem uma seção reta constante. Um processo segundo o qual são formadas lâminas de vidro está ilustrado na figura 8.52, elas também podem ser fabricadas por laminação a quente. O grau de planificação e o acabamento da superfície podem ser melhorados de maneira significativamente pela flutuação da lâmina em um banho de estanho fundido a uma temperatura elevada, a peça é resfriada lentamente e depois tratada termicamente por recozimento.
- Conformação da fibra: fibras de vidro contínuas são conformadas segundo uma operação de estiramento que é um tanto sofisticada. O vidro fundido é colocado em uma câmara de aquecimento de platina. As fibras são conformadas pelo estiramento do vidro derretido através de muitos orifícios pequenos na base da câmara. A viscosidade do vidro, que é crítica, é controlada pelas temperaturas da câmara e dos orifícios.
170
Figura 8.50: Técnica de prensagem
para a produção de
pratos.
Figura 8.51: A técnica de prensagem e insuflação para produção de uma
garrafa de vidro.
Figura 8.52: Um processo para o estiramento contínuo de
lâminas de vidro.
Rolo de conformação
Rolo rotativoLâmina de vidro Barre ira resfriada a água
Vidro fundidoQ ue imador
Ar comprimido
Molde de acabamento
Tarugo
Molde de parison
O peração deprensagem
Parison suspenso

TECNOLOGIA DOS MATERIAIS
Tratamento térmico dos vidros:- Recozimento: quando um material cerâmico é resfriado a partir de uma temperatura elevada, tensões internas, conhecidas por tensões térmicas, podem ser introduzidas como resultado da diferença na taxa de resfriamento e na contração térmica entre as regiões da superfície e do interior da peça. Essas tensões térmicas são importantes nas cerâmicas frágeis, especialmente nos vidros, uma vez que elas podem enfraquecer o material ou, em casos extremos, levar à fratura, um fenômeno conhecido por choque térmico. Normalmente, são feitas tentativas para evitar tensões térmicas, o que pode ser conseguido pelo resfriamento da peça a uma taxa suficientemente lenta. Uma vez que tais tensões tenham sido introduzidas, no entanto, é possível a eliminação, ou pelo menos uma redução na sua magnitude, através de um tratamento térmico de recozimento, onde a peça de vidro é aquecida até o ponto de recozimento e então lentamente resfriada até a temperatura ambiente.- Têmpera do Vidro: a resistência de uma peça de vidro pode ser melhorada pela introdução intencional de tensões residuais de superfície de natureza compressivas. Isso pode ser atingido através de um procedimento de tratamento térmico conhecido por têmpera térmica. Com essa técnica, a peça de vidro é aquecida até uma temperatura acima da região de transição vítrea, porém abaixo do ponto de amolecimento. Ela é então resfriada até a temperatura ambiente em meio a um jato de ar ou, em alguns casos, em meio a um banho de óleo. As tensões residuais surgem de diferenças nas taxas de resfriamento para as regiões da superfície e do interior da peça. No início, a superfície resfria mais rapidamente e, uma vez que ela tenha se resfriado até uma temperatura abaixo do ponto de deformação, tornam-se rígida. Nesse momento, o interior, que se resfriou mais lentamente, encontra-se a uma temperatura mais elevada (acima do ponto de deformação), e portanto ainda em condição plástica. Com a continuação do resfriamento, o interior tenta se contrair em maior grau do que o agora rígido exterior irá permitir. Dessa forma, o interior tende a contrair o exterior, ou a impor tensões radiais voltadas para dentro. Como consequência, após a peça de vidro ter-se resfriado até a temperatura ambiente, ela mantém tensões compressivas sobre a superfície, com tensões de tração nas regiões interiores. A distribuição das tensões à temperatura ambiente ao longo da seção reta de uma chapa de vidro está representada esquematicamente na figura 8.54. A falha de materiais cerâmicos quase sempre resulta de uma trinca que é iniciada na superfície pela aplicação de uma tensão de tração. Para causar a fratura de uma peça de vidro temperado, a magnitude de uma tensão de tração aplicada externamente deve ser grande o suficiente para, em primeiro lugar, superar a tensão residual de superfície de natureza compressiva e, além disso, para tensionar a superfície em tração o suficiente para dar início a uma trinca, a qual poderá então se propagar. No caso de um vidro que não foi submetido a têmpera, uma trinca será introduzida a um nível mais baixo de tensão externa e, consequentemente, a resistência à fratura será menor. O vidro temperado é usado para aplicações onde é importante uma alta resistência, entre essas aplicações estão incluídas portas grandes, para-brisa de automóveis e lentes de óculos.
171
Figura 8.53: Processo de conformação de fibras e tubos.
Vidro Fundido
Platina
Fibra de Vidro
Vidro Fundido
Mandril
Fluxo de ar
Tubo
RolosFabricação de Fibras Fabricação de Tubos
Figura 8.54: Distribuição de tensões residuais à temperatura ambiente ao longo da seção reta de uma
lâmina de vidro têmperada.
20 2010 10
0 120120 80 4040
0Tensão (103 psi)
Compressão Tensão (MPa) Tração80

TECNOLOGIA DOS MATERIAIS
8.2.3.6.2 VITROCERÂMICOSOs materiais vitrocerâmicos surgiram há pouco mais de 40 anos, sendo produzidos a partir da cristalização
controlada de materiais vítreos. A maioria dos vidros inorgânicos pode ser transformado de um estado não-cristalino para um estado cristalino mediante um tratamento térmico apropriado a alta temperatura. Este processo é conhecido por devitrificação, e o seu produto consiste em um material policristalino com grãos finos, que é frequentemente conhecido por vitrocerâmica. Um agente de nucleação (frequentemente o dióxido de titânio) deve ser adicionado para introduzir o processo de cristalização ou devitrificação. As características desejáveis dos materiais vitrocerâmicos incluem um baixo coeficiente de expansão térmica tal que o material vitrocerâmico não vá experimentar choque térmico, além disso, são obtidas resistências mecânicas e condutividades térmicas relativamente elevadas. Possivelmente, o atributo mais atrativo dessa classe de materiais é a facilidade com que eles podem ser fabricados, as técnicas convencionais de conformação de vidros podem ser usadas de maneira conveniente na produção em massa de peças praticamente isentas de poros. Os vitrocerâmicos são fabricados comercialmente segundo os nomes comerciais de Pyroceram, Corningware, Cercor e Vision. As aplicações mais comuns para esses materiais se dão na fabricação de peças para irem ao forno ou de louças para irem à mesa, principalmente devido à sua elevada condutividade térmica. Eles também servem como isolantes elétricos e como substratos para placas de circuito impresso, e são utilizados como revestimento em trabalhos de arquitetura e para trocadores de calor e regeneradores. Um vitrocerâmico típico também está incluído na tabela 8.16, e a microestrutura de um material comercial é mostrado na figura 8.55. A tabela 8.17 nos mostra algumas composições de materiais vitrocerâmicos.
Composição (% massa)
Vitrocerâmico SiO2 Li2O Al2O3 MgO ZnO B2O3 TiO2* P2O5*
Sistema Li2O-Al2O3-SiO2 74 4 16 - - - 6 3
Sistema MgO-Al2O3-SiO2 65 - 19 9 - - 7 3
Sistema Li2O-MgO-SiO2 73 11 - 7 - 6 - -
Sistema Li2O-ZnO-SiO2 58 23 - - 16 - - -
Tabela 8.17: Materiais vitrocerâmicos, composição. * Agentes de nucleação.
8.2.3.6.3 ARGILAProdutos à base de argila: umas das matérias-primas cerâmicas mais amplamente utilizadas é a argila. Esse
ingrediente muito barato, encontrado naturalmente e em grande abundância, é usado frequentemente na forma como é extraído, sem qualquer melhoria na sua qualidade. Uma outra razão para a sua popularidade reside na facilidade com que os produtos à base de argila podem ser conformados, quando misturados nas proporções corretas, a argila e a água formam uma massa plástica que é muito suscetível a modelagem. A peça modelada é secada para remover parte da umidade, após o que ela é cozida a uma temperatura elevada para melhorar a sua resistência mecânica. A maioria dos produtos à base de argila se enquadra dentro de duas classificações abrangentes: os produtos estruturais à base de argila e as louças brancas. Os produtos estruturais à base de argila incluem os tijolos de construção, os azulejos e as tubulações de esgoto, ou seja, aplicações onde a integridade estrutural é importante. Os materiais cerâmicos que incluem as louças brancas se tornam brancos após um cozimento a uma temperatura elevada. Estão incluídos nesse grupo porcelanas, louças de barro, louças para mesa, louça vitrificada e acessórios para encanamento (louças sanitárias). Além da argila, muitos desses produtos contém também ingredientes não-plásticos que influenciam tanto as alterações que ocorrem durante os processos de secagem e cozimento como as características da peça acabada.
As características das argilas: os minerais argilosos desempenham dois papéis muito importantes nos corpos cerâmicos. Em primeiro lugar, quando água é adicionada, eles se tornam muito plásticos, uma condição conhecida por hidroplasticidade. Essa propriedade é muito importante durante as operações de conformação. Além disso, a argila se funde ou se derrete ao longo de uma faixa de temperaturas, dessa forma, uma peça cerâmica densa e resistente pode ser produzida durante o cozimento sem que ocorra a sua fusão completa, de forma tal que a sua forma desejada seja
172
Figura 8.55: Micrografia eletrônica de varredura mostrando a microestrutura de um material vitrocerâmico.
As longas lâminas aciculares fornecem um material com resistência e tenacidade não-usuais.

TECNOLOGIA DOS MATERIAIS
mantida. Essa faixa de temperaturas de fusão, obviamente, depende da composição da argila. As argilas são aluminossilicatos, sendo compostas por alumina (Al2O3) e sílica (SiO2), as quais contém água quimicamente ligada. Elas possuem uma ampla faixa de características físicas, composições químicas e estruturas, dentre as impurezas presentes mais comuns estão incluídos compostos (geralmente óxidos) à base de bário, cálcio, sódio, potássio e ferro, e também alguns materiais orgânicos. As estruturas cristalinas para os minerais à base de argila são relativamente complicadas, entretanto, uma característica que prevalece é uma estrutura em camadas. Os minerais argilosos mais comuns que são de interesse possuem o que é conhecido por estrutura da caolinita. A argila caolinita [Al2(Si2O5)(OH)4] possui a estrutura cristalina mostrada na figura 8.56.
Quando água é adicionada, as moléculas de água se posicionam entre essas lâminas em camadas e formam uma película fina ao redor das partículas de argila. As partículas ficam, dessa forma, livres para se moverem umas sobre as outras, o que é responsável pela plasticidade resultante da mistura água-argila.
Composições dos produtos à base de argila: além da argila, muitos desses produtos (em particular as louças brancas) também contém alguns ingredientes não-plásticos; os minerais não-argilosos incluem o sílex, ou quartzo finamente moído, e um fundente, tal como feldspato. O quartzo é usado principalmente como um material de enchimento, ou carga, sendo barato, relativamente duro e quimicamente não-reativo. Ele experimenta pouca alteração durante o tratamento térmico a alta temperatura, pois possui elevada temperatura de fusão, quando fundido, no entanto, quartzo apresenta a habilidade para formar um vidro. Quando misturado com a argila, um fundente forma um vidro que possui um ponto de fusão relativamente baixo. Os feldspatos são alguns dos agentes fundentes mais comuns, eles compõem um grupo de materiais à base de aluminossilicatos que contém os íons K+, Na+ e Ca2+. Como seria de se esperar, as alterações que ocorrem durante os processos de secagem e cozimento, e também as características da peça acabada, são influenciadas pelas proporções desses três constituintes, quais sejam: argila, quartzo e fundente. Uma porcelana típica pode conter aproximadamente 50% de argila, 25% de quartzo e 25% de feldspato.
Técnicas de fabricação: as matérias-primas no estado em que são extraídas geralmente têm que ser submetidas a uma operação de moagem ou trituração, onde os tamanhos das partículas são reduzidos, isso é seguido por um peneiramento ou uma classificação por granulometria para produz um produto pulverizado que possui um faixa desejadas de tamanho de partículas. Para sistemas multicomponentes, os materiais pulverizados devem ser completamente misturados com água e, talvez, outros ingredientes, para dar as características de escoamento que são compatíveis com a técnica particular de conformação empregada. A peça conformada deve possuir uma resistência mecânica suficiente para permanecer intacta durante as operações de transporte, secagem e cozimento. Duas técnicas usuais de modelagem são utilizadas para a conformação de composições à base de argila: conformação hidroplástica e fundição por suspensão.- Conformação Hidroplástica: como mencionado acima, os minerais à base de argila, quando misturados com água, se tornam altamente plásticos e flexíveis, e podem ser moldados sem que ocorram trincas, entretanto, eles possuem limites de escoamento extremamente baixos. A consistência (razão água-argila) da massa hidroplástica deve dar um limite de escoamento suficiente para permitir que uma peça conformada mantenha a sua forma durante o manuseio e a secagem. A técnica de conformação hidroplástica mais comum é a extrusão, onde uma massa cerâmica plástica rígida é forçada através de um orifício de uma matriz que possui a geometria de seção reta desejada, ela é semelhante à extrusão de metais (figura 7.1c). Tijolos, tubos, blocos cerâmicos e azulejos são todos geralmente fabricados utilizando uma técnica
173
Figura 8.56: A estrutura da argila caolinita.
Camada de Al2(OH)42+
Camada de (S i2O5)2–
Si4+
Al3+
OH -
Plano de ânions intermediário
O 2 -

TECNOLOGIA DOS MATERIAIS
de conformação hidroplástica. Normalmente, a cerâmica plástica é forçada através de uma matriz por meio de uma rosca sem fim acionada por um motor, e o ar é frequentemente removido em uma câmara a vácuo, para melhorar a densidade da peça. As colunas ocas no interior da peça extrudada (por exemplo, no tijolo de construção) são formadas pela introdução de inserções colocadas dentro do molde.- Fundição por suspensão: um outro processo de modelação usado para composições à base de argila é a fundição por suspensão. Uma “suspensão” consiste em uma suspensão de argila e/ou outros materiais não-plásticos em água. Quando derramada dentro de um molde poroso (feito em geral de gesso-de-paris), a água da suspensão é absorvida no interior do molde, deixando para trás uma camada sólida sobre a parede do molde, cuja espessura irá depende do tempo. Esse processo pode ser continuado até que a totalidade da cavidade do molde se torne sólida (fundição sólida), como está demonstrado na figura 8.57a. Ou ele pode ser interrompido quando a casca sólida atingir a espessura desejada, pela inversão do molde e o derramamento do excesso de suspensão, isso é conhecido por fundição com dreno (figura 8.57b). Na medida em que a peça fundida seca e se contrai em volume, ela se separa (ou se libera) da parede do molde, nesse momento, o molde pode ser desmontado e a peça fundida pode ser removida. A natureza da suspensão é extremamente importante, ela precisa possuir uma gravidade específica alta, e ainda assim precisa ser muito fluida e derramável. Essas características dependem da razão sólido-água, bem como de outros agentes que são adicionados. Uma taxa de fundição satisfatória é uma exigência essencial. Além disso, a peça fundida precisa estar isenta de bolhas e apresentar uma baixa contração de volume ao se secar, além de uma resistência relativamente alta. As propriedades do molde também influenciam a qualidade da fundição. Normalmente, o gesso-de-paris, que é econômico, relativamente fácil de ser fabricado em formas intrincadas e reutilizável, é usado como material de molde. A maioria dos moldes é composta por peças múltiplas, que devem ser montadas antes da fundição. Ainda, a porosidade do molde pode ser variada para se controlar a taxa de fundição. As formas cerâmicas consideravelmente complexas que podem ser produzidas através de uma fundição por suspensão incluem louças sanitárias, objetos de arte e peças de laboratórios científicos, tais como tubos cerâmicos.
Secagem e cozimento: uma peça cerâmica que tenha sido conformada hidroplasticamente ou através de uma fundição por suspensão retém uma porosidade significativa e também possui uma resistência que é insuficiente para a maioria das aplicações práticas. Além do mais, ela pode conter ainda algum líquido (por exemplo, água), que foi adicionado para auxiliar na operação de conformação. Esse líquido é removido em um processo de secagem, a densidade e a resistência são melhoradas como resultado de um tratamento térmico a alta temperatura ou de um procedimento de cozimento. Um corpo que tenha sido conformado e que esteja seco, mas que não tenha sido cozido, e conhecido por cru. As técnicas de secagem e cozimento são críticas no sentido de que defeitos que ordinariamente tornam a peça imprestável (por exemplo, empenamento, distorção e trincas) podem ser introduzidos durante a operação. Esses defeitos resultam normalmente de tensões que são estabelecidas por uma contração de volume não-uniforme.
174
Figura 8.57: As etapas em uma fundição por suspensão (a) sólida e (b) com dreno, utilizando uma fôrma
de gesso.
A água é absorvida
Peça Acabada
(a)
(b)
A suspensão é desejada no interior do molde
Drenagem do Molde
Peça AcabadaCorte da parte
superiorA suspensão é
desejada no interior do molde

TECNOLOGIA DOS MATERIAIS
- Secagem: na medida em que o corpo cerâmico à base de argila seca, ele também experimenta alguma contração de volume. Nos estágios iniciais do processo de secagem, as partículas de argila estão virtualmente envolvidas e separadas umas das outras por uma fina película de água. Com o progresso da secagem e a remoção da água, a separação interpartículas diminui, o que é manifestado na forma de uma contração de volume (figura 8.58). Durante a secagem, torna-se crítico controlar a taxa de remoção da água. A secagem nas regiões internas de um corpo é realizada através da difusão de moléculas de água para a superfície, onde ocorre a evaporação. Se a taxa de evaporação for maior do que a taxa de difusão, a superfície irá secar (e, como consequência, irá contrair em volume) mais rapidamente do que o interior, com uma grande probabilidade de formação dos defeitos anteriormente mencionados. A taxa de evaporação da superfície deve ser diminuída para, no máximo, a taxa de difusão da água, a taxa de evaporação pode ser controlada pela temperatura, pela umidade e pela taxa de escoamento do ar.
Outros fatores também influenciam contração de volume. Um desses fatores é a espessura do corpo, uma contração de volume não-uniforme e a formação de defeitos são mais pronunciadas em peças mais grossas do que em peças mais finas. O teor de água no corpo conformado também é crítico, quanto maior o teor de água, mais intensa é a contração de volume. Consequentemente, o teor de água é mantido normalmente tão baixo quanto possível. O tamanho das partículas de argila também possui influência, a contração de volume é aumentada na medida em que o tamanho das partículas é diminuído. Para minimizar a contração de volume, o tamanho das partículas pode ser aumentado, ou materiais não-plásticos que possuam partículas relativamente grandes podem ser adicionados à argila.- Cozimento: após a secagem, um corpo é geralmente cozido a uma temperatura entre 900 e 1400°C (1650 e 2550°F), a temperatura de cozimento depende da composição e das propriedades desejadas para a peça acabada. Durante a operação de cozimento, a densidade é novamente aumentada (com uma consequente diminuição na porosidade) e a resistência mecânica é melhorada. Quando materiais à base de argila são aquecidos a temperaturas elevadas, ocorrem algumas reações consideravelmente complexas. Uma dessas reações é a vitrificação, a formação gradual de um vidro líquido que flui para dentro e preenche parte do volume dos poros. O grau de vitrificação depende da temperatura e do tempo de cozimento, bem como da composição do corpo. A temperatura na qual a fase líquida se forma é reduzida pela adição de agentes fundentes, como o feldspato. Essa fase fluida escoa ao redor das partículas não fundidas que permanecem no meio e preenche os poros, como resultado de forças de tensão superficial (ou ação capilar), uma contração de volume também acompanha esse processo. Com o resfriamento, essa fase fundida forma uma matriz vítrea que resulta em um corpo denso e resistente. Dessa forma, a microestrutura final consiste em uma fase vitrificada, quaisquer partículas de quartzo que não reagiram e alguma porosidade. A figura 8.59 mostra uma micrografia eletrônica de varredura de uma porcelana cozida onde esses elementos microestruturais podem ser vistos.
Figura 8.59: Micrografia eletrônica de varredura de uma amostra de porcelana cozida (atacada quimicamente durante 15s, a 5°C, com HF 10%) onde podem ser vistas as seguintes características: grãos de quartzo (grandes partículas escuras) envolvidas por escuras bordas de solução vítrea, regiões de feldspato parcialmente dissolvido (pequenas áreas sem características indistintas), agulhas de mulita e poros (buracos escuros com regiões de borda branca) Além disso, podem ser observadas trincas dentro das
partículas de quartzo, as quais foram formadas durante o resfriamento, como resultado da diferença na contração de volume entre a matriz vítrea e o quartzo.
175
(a) (b) (c)
Grãos de quartzo
Trincas no grão de quartzoPoros
Fase Vítrea
Grãos de fe ldspato
Agulhas de Mulita
Figura 8.58: Vários estágios na remoção da água existente entre partículas de argila durante um
processo de secagem. (a) Corpo molhado, (b) corpo parcialmente seco, (c) corpo completamente seco.

TECNOLOGIA DOS MATERIAIS
O grau de vitrificação, obviamente, controla as propriedades à temperatura ambiente da peça cerâmica, resistência, durabilidade e densidade são melhoradas à medida que a vitrificação aumenta. A temperatura de cozimento determina a extensão de acordo com o qual ocorre a vitrificação, isto é, a vitrificação aumenta em função de um aumento na temperatura de cozimento. Os tijolos de construção são cozidos normalmente a uma temperatura de aproximadamente 900°C (1650°F), e são relativamente porosos. Por outro lado, o cozimento de uma porcelana altamente vitrificada, que está no limiar de ser oticamente translúcida, ocorre a temperaturas muito mais altas. Uma vitrificação completa deve ser evitada durante o cozimento, uma vez que o corpo se torna muito mole e irá eventualmente colapsar.
8.2.3.6.4 REFRATÁRIOSUma outra classe importante de materiais cerâmicos utilizados em larga escala são as cerâmicas refratárias. As
propriedades características desses materiais incluem a capacidade de resistir a temperaturas elevadas sem fundir ou decompor, e a capacidade de permanecer não-reativo e inerte quando são expostos a ambientes severos. Ademais, a habilidade para proporcionar isolamento térmico é com frequência uma consideração importante. Os materiais refratários são comercializados em uma grande variedade de formas, mas os tijolos são a forma mais comum. Dentre as suas aplicações típicas, podemos citar revestimentos de fornos para o refino de metais, a fabricação de vidro, tratamento térmico metalúrgico e a geração de energia. Obviamente, o desempenho de uma cerâmica refratária depende em grande parte da sua composição. Com base nisso, exitem várias classificações, quais sejam, argila refratária, sílica, básica, e refratários especiais. As composições para vários materiais refratários comerciais estão listadas na tabela 8.18.
Composição (%p)
Tipos de material refratário Al2O3 SiO2 MgO Cr2O3 Fe2O3 CaO TiO2 Porosidade aparente (%)
Argila refratária 25 - 45 70 - 50 0 - 1 -- 0 - 1 0 - 1 1 - 2 10 - 25
Argila refratária com alto teor de alumina 90 - 50 10 - 45 0 - 1 -- 0 - 1 0- 1 1 - 4 18 - 25
Sílica 0,2 96,3 0,6 -- -- 2,2 -- 25
Periclásio 1,0 3,0 90,0 0,3 3,0 2,5 -- 22
Minério de magnesita-cromo 9,0 5,0 73,0 8,2 2,0 2,2 -- 21
Tabela 8.18: Composições de cinco materiais refratários cerâmicos típicos.
Para muitos materiais comerciais, os ingredientes brutos consistem tanto em partículas grandes (ou chamotes) como em partículas finas, as quais podem possuir composições diferentes. Mediante o cozimento, as partículas finas estão normalmente envolvidas na formação de uma fase de ligação ou colagem, que é responsável pela maior resistência do tijolo, essa fase pode ser predominantemente vítrea ou cristalina. A temperatura de serviço é normalmente inferior àquela na qual a peça refratária foi cozida. A porosidade é uma variável microestrutural que deve ser controlada para produzir um tijolo refratário adequado. A resistência, a capacidade de suportar uma carga e a resistência ao ataque por materiais corrosivos aumentam em função de uma redução na porosidade. Ao mesmo tempo, as características de isolamento térmico e a resistência a choques térmicos são diminuídas. Obviamente, a porosidade ótima depende das condições do serviço.
Argilas refratárias: os ingredientes principais das argilas refratárias são argilas refratárias de alta pureza, misturas de alumina e sílica contendo geralmente entre 25 e 45% em peso de alumina. De acordo com o diagrama de fases para o sistema SiO2-Al2O3, (conforme figura 8.60), ao longo dessa faixa de composições a maior temperatura possível sem que ocorra a formação de uma fase líquida é de 1587°C (2890°F). Abaixo dessa temperatura, as fases em equilíbrio que estão presentes são a mulita e a sílica (cristobalita).
Durante o uso em serviços refratários, a presença de uma pequena quantidade de uma fase líquida pode ser permitida sem que haja um comprometimento da integridade mecânica. Acima de 1587°C, a fração de fase líquida presente dependerá da composição do refratário. O aumento do teor de alumina irá aumentar a temperatura máxima de serviço, permitindo a formação de uma pequena quantidade de líquido. Os tijolos de de argila refratária são usados principalmente na construção de fornos, para confinar atmosferas quentes e para isolamento térmico de membros estruturais contra temperaturas excessivas. Para os tijolos de argila refratária, a resistência é habitualmente uma consideração importante, uma vez que habitualmente não é exigido o suporte de cargas estruturais. Normalmente, mantém-se algum controle sobre a precisão dimensional e a estabilidade do produto acabado.
176

TECNOLOGIA DOS MATERIAIS
Refratários à base de sílica: o ingrediente principal dos refratários à base de sílica, algumas vezes chamados de refratários ácidos, é a sílica. Esses materiais, bastante conhecidos pela sua capacidade de suportar cargas a altas temperaturas, são comumente utilizados nos tetos em arco de fornos para fabricação de aços e de vidros, para essas aplicações, podem ser atingidas temperaturas tão elevadas quanto 1650°C (3000°F). Sob essas condições, uma pequena fração do tijolo irá, na realidade, existir como líquido. A presença de mesmo pequenas concentrações de alumina tem uma influência negativa sobre o desempenho desses materiais refratários, o que pode ser explicado pelo diagrama de fases para o sistema sílica-alumina, mostrado na figura 8.60. Uma vez que a composição do eutético (7,7%p Al2O3) está muito próxima da extremidade da sílica do diagrama de fases, mesmo pequenas adições de Al2O3 reduzem a temperatura liquidus de maneira expressiva, o que significa que quantidades substanciais de líquido podem estar presentes a temperaturas acima de 1600°C (2910°F). Dessa forma, o teor de alumina deve ser mantido em um mínimo possível, normalmente até entre 0,2 e 1,0% em peso. Esses materiais refratários também são resistentes a escórias em sílica (conhecidas por escórias ácidas) e são usados com frequência como vasos de contenção para tal. Por outro lado, eles são facilmente atacados por escórias que contém uma proporção elevada de CaO e/ou MgO (escórias básicas), de tal forma que o contato com esses materiais óxidos deve ser evitado.
Refratários básicos: os materiais refratários ricos em periclásio, ou magnesita (MgO), são chamados de refratários básicos, eles podem conter também compostos de cálcio, cromo e ferro. A presença de sílica é prejudicial ao desempenho desses materiais a altas temperaturas. Os refratários básicos são especialmente resistentes ao ataque por escórias que contém concentrações elevadas de MgO e CaO, e encontram uma extensa aplicação em alguns fornos de soleira aberta usados para fabricação de aços.
Refratários especiais: existem ainda outros materiais cerâmicos que são usados em aplicações refratárias consideradas específicas. Alguns desses materiais consistem em óxidos com pureza relativamente alta, muitos dos quais podem ser produzidos com pouca porosidade. Incluídos nesse grupo estão alumina, sílica, magnesita, berília (BeO), zircônia (ZrO2) e mulita (3Al2O3-2SiO2). Outros materiais incluem compostos à base de carbeto, além do carbono e da grafita. O carbeto de silício (SiC) tem sido usado para fabricar elementos de aquecimento por resistência elétrica, como os materiais usados em cadinhos, e em componentes internos de fornos. O carbono e a grafita são muito refratários, porém encontram uma aplicação limitada devido à sua suscetibilidade a oxidação quando expostos a temperaturas superiores a aproximadamente 800°C (1470°F). Como esperado, esses materiais refratários especiais são relativamente caros.
8.2.3.6.5 ABRASIVOSAs cerâmicas abrasivas são usadas para desgastar por abrasão, esmerilhar ou cortar outros materiais que sejam
necessariamente mais moles. Portanto, a exigência principal para esse grupo de materiais é a dureza ou resistência ao desgaste, além disso, um elevado grau de tenacidade é essencial para assegurar que as partículas abrasivas não sejam
177
Figura 8.60: O diagrama de fases para o sistema sílica-alumina.
40 80
2800
2600
2000
2200
3200
Tem
pera
tura
(°F)
60
3800
30001600
3400
1400
4000
3600
20
Tem
pera
tura
(°C
)
0
1800
Composição (% mol Al2O3)
20
40 60 80
100Composição (wt % Al2O3)(S iO2) (Al2O3)
Líquido
Líquido +
Alumina
1890 ± 10°C
Alumina+
Mulita (ss)
Mulita (ss)Mulita (ss)
+Líquido
1587 ± 10°C
Mulita (ss)+
Cristobalita
Cristobalita+
Líquido

TECNOLOGIA DOS MATERIAIS
fraturadas com facilidade. Ademais, podem ser produzidas altas temperaturas a partir de forças abrasivas de atrito, de modo tal que são desejáveis algumas propriedades refratárias. Os diamantes, tanto naturais como sintéticos, são utilizados como abrasivos, entretanto, eles são relativamente caros. Os materiais cerâmicos abrasivos mais comuns incluem o carbeto de silício, o carbeto de tungstênio (WC), o óxido de alumínio (ou coríndon) e a areia de sílica. Os materiais abrasivos são usados em várias formas (colados a rodas de esmerilhamento, na forma de abrasivos revestidos, e como grãos soltos). No primeiro caso, as partículas abrasivas estão coladas a uma roda por meio de uma resina cerâmica vítrea ou orgânica. A estrutura da superfície deve conter alguma porosidade, um escoamento contínuo de correntes de ar ou refrigerantes líquidos dentro dos poros que envolvem os grãos do material refratário irá prevenir o aquecimento excessivo. A figura 8.61 mostra a microestrutura de um abrasivo colado, a fase de colagem e os poros.
Os abrasivos revestidos são aqueles onde um pó abrasivo reveste algum tipo de material à base de papel ou tecido, a lixa de papel é provavelmente o exemplo mais familiar. As madeiras, os metais, as cerâmicas e os plásticos são geralmente lixados e polidos utilizando essa forma de abrasivo. As rodas de esmerilhamento, as lixas e o polimento com disco empregam, com frequência, grãos soltos de material abrasivo, os quais são colocados em contato com o material através de algum tipo de veículo à base de água ou de óleo. Os diamantes, o coríndon, o carbeto de silício e o rouge (um óxido de ferro) são usados na forma solta, ao longo de uma ampla faixas de tamanhos de grãos.
PRENSAGEM DE PÓ: várias técnicas de conformação de materiais cerâmicos já tem foram discutidas em relação à fabricação de produtos de vidro e de argila. Um outro método importante e comumente utilizado, e que garante um tratamento rápido, é a prensagem de pós. A prensagem de pós, o análogo cerâmico à metalurgia do pó, é usada para fabricar composições tanto argilosas como não-argilosas, incluindo cerâmicas eletrônicas e magnéticas, bem como alguns produtos à base de tijolos refratários. Em essência, uma massa pulverizada, contendo geralmente uma pequena quantidade de água ou de outro elemento aglutinante, é compactada na forma desejada, mediante pressão. O grau de compactação é maximizado e a fração de espaço vazio é minimizada pelo uso de partículas maiores e mais finas misturadas em proporções apropriadas. Não existe qualquer deformação plástica das partículas durante o processo de compactação, como pode ocorrer com os pós de metais. Uma das funções do elemento aglutinante é a de lubrificar as partículas pulverizadas, à medida que elas se movem umas contra as outras durante o processo de compactação. Existem três procedimentos básicos de prensagem de pós: uniaxial, isostático (ou hidrostático) e prensagem a quente. Na prensagem uniaxial, o pó é compactado em uma molde metálico através de uma pressão que é aplicada ao longo de uma única direção. A peça conformada assume a configuração do molde e do cursor da prensa através do qual a pressão é aplicada. Esse método está restrito a formas relativamente simples, contudo, as taxas de produção são altas e o processo é barato. As etapas envolvidas em uma técnica estão ilustradas na figura 8.62.
178
Figura 8.61: Fotomicrografia de um abrasivo cerâmico colado, à base de óxido de alumínio. As regiões claras mostram os grãos abrasivos de
Al2O3, as áreas cinzentas e escuras são a fase de colagem e a porosidade, respectivamente.
Figura 8.62: Representação esquemática das etapas envolvidas em um processo de prensagem uniaxial de pós. (a) A cavidade do molde é preenchida com o pó. (b) O pó é compactado por meio de pressão
aplicada sobre a parte superior do molde. (c) A peça compactada é ejetada pela ação de elevação do punção inferior. (d) A sapata de
enchimento empurra a peça compactada para fora do molde, e a etapa de enchimento é repetida.
(a) (b)
(c) (d)

TECNOLOGIA DOS MATERIAIS
Na prensagem isostática, o material pulverizado está contido em um envelope de borracha, e a pressão é aplicada por um fluido, isostaticamente (isto é, ele possui a mesma magnitude de pressão em todas as direções). São possíveis formas mais complicadas do que em uma situação de prensagem uniaxial, entretanto, a técnica isostática consome mais tempo e é de execução mais cara. Tanto para o procedimento uniaxial como para o isostático, é exigida uma operação de cozimento após a operação de prensagem. Durante a cozimento, a peça moldada apresenta uma contração em volume e experimenta uma redução em sua porosidade, juntamente com uma melhoria da sua integridade mecânica. Essas alterações ocorrem mediante a coalescência das partículas de pó para formas uma massa mais densa, em um processo conhecido por sinterização. O mecanismo da sinterização está ilustrado esquematicamente na figura 8.63. Após a prensagem, muitas das partículas do pó se tocam umas nas outras (figura 8.63a). Durante o estágio inicial da sinterização, ocorre a formação de empescoçamentos ao longo das regiões de contato entre partículas adjacentes, além disso, forma-se um contorno de grão dentro de cada pescoço, e cada interstício entre partículas se torna um poro (figura 8.63b). À medida que o processo de sinterização progride, os poros se tornam menores e adquirem formas mais esféricas (figura 8.63c).
A figura 8.64 mostra uma micrografia eletrônica de varredura tirada de um material feito em alumina sinterizada. A força motriz para o processo de sinterização é a redução na área superficial total das partículas, as energias de superfície são maiores em magnitude do que as energias dos contornos de grão. A sinterização é conduzida a uma temperatura abaixo da temperatura de fusão, de modo tal que normalmente não existe uma fase líquida presente. O transporte de massa necessário para efetuar as alterações mostradas na figura 8.63 é obtido através da difusão atômica das partículas no interior do líquido para as regiões de empescoçamento.
Com a prensagem a quente, a prensagem do pó e o tratamento térmico são realizados simultaneamente (o agregado pulverizado é compactado a uma temperatura elevada). O procedimento é usado para materiais que não formam uma fase líquida exceto quando submetidos a temperaturas muito elevadas e impraticáveis de serem aplicadas, também ela é utilizada quando são desejadas densidades elevadas sem que haja um crescimento apreciável no tamanho do grão. Essa é uma técnica de fabricação cara, que possui algumas limitações. Ela é onerosa em termos de tempo, uma vez que o molde e a matriz devem ser aquecidos e resfriados a cada ciclo. Além disso, geralmente o molde é de fabricação cara, além de possuir normalmente uma vida útil curta.
FUNDIÇÃO EM FITAS: uma técnica de fabricação de materiais cerâmicos relativamente nova e importante, a fundição em fita, será agora discutida sucintamente. Como o nome indica, lâminas delgadas de uma fita flexível são produzidas mediante um processo de fundição. Essas lâminas são preparadas a partir de suspensões, em muitos aspectos semelhantes àquelas que são empregadas para um processo de fundição por suspensão. Esse tipo de suspensão consiste em uma suspensão de partículas cerâmicas em um líquido orgânico, que contém elementos aglutinantes e agentes plasticizantes, incorporados para introduzir resistência e flexibilidade à fita fundida. A desaeração em vácuo pode também ser necessária para remover quaisquer bolhas de ar ou de vapor de solvente que tenham sido aprisionadas no material, as quais podem atuar como sítios de iniciação de trincas na peça acabada. A fita real é formada pelo derramamento da suspensão sobre uma superfície plana (de aço inoxidável, vidro, uma película polimérica ou papel), uma lâmina afilada espalha a suspensão na forma de uma fita delgada com espessura uniforme, como é mostrado esquematicamente na figura 8.65. No processo de secagem, os componentes voláteis da suspensão são removidos por evaporação, esse produto cru consiste em uma fita flexível que pode ser cortada ou no interior da qual podem ser
179
Figura 8.64: Micrografia eletrônica de varredura de um compactado de pós de óxido de alumínio que foi sinterizado a
1700°C durante 6 minutos.
Figura 8.63: Para um compactado de pós, as alterações microestruturais que ocorrem durante o cozimento. (a) Partículas de pó após a prensagem.
(b) Coalescência das partículas e formação de poros que ocorrem quando a sinterização tem início. (c) Com a progressão do processo de sinterização, os
poros mudam de tamanho e de forma.
Poro
Empescoçamento
C ontorno de grão
(a) (b) (c)

TECNOLOGIA DOS MATERIAIS
perfurados orifícios, antes de uma operação de cozimento. As espessuras das fitas variam normalmente entre 0,1 e 2 mm (0,004 a 0,08 pol.). A fundição em fita é amplamente utilizada na produção de substratos cerâmicos usados para fabricação de circuitos integrados e de capacitores com camadas múltiplas.
8.2.3.6.6 CIMENTOSVários materiais cerâmicos familiares são classificados como cimentos inorgânicos: cimento, gesso-de-paris e
cal, os quais como um grupo, são produzidos em quantidades extremamente grandes. A característica especial desses materiais é que quando eles são misturados com água formam uma pasta que, subsequentemente, pega e endurece. Esse comportamento é especialmente útil no sentido de que estruturas sólidas e rígidas com praticamente qualquer forma podem ser rapidamente moldadas. Ainda alguns desses materiais atuam como uma fase de colagem, que aglutina quimicamente os agregados particulados para formar uma única estrutura coesa. Sob essas circunstâncias, o papel do cimento é semelhante àquele desempenhado pela fase de colagem vítrea que se forma quando produtos à base de argila e alguns tijolos refratários são cozidos. Uma diferença importante, contudo, é que a ligação no cimento se desenvolve à temperatura ambiente. Deste grupo de materiais, o cimento portland é aquele que é consumido em maiores quantidades. Ele é produzido pela moagem e mistura intima de argila e minerais que contém cal nas proporções adequadas, e depois pelo aquecimento da mistura resultante até uma temperatura de aproximadamente 1400°C (2550°F) em um forno rotativo, esse processo, algumas vezes chamado de calcinação, produz alterações físicas e químicas nas matérias-primas. O produto "clinquer" que resulta é então moído na forma de um pó muito fino, ao qual adiciona-se uma pequena quantidade de gesso (CaSO4-2H2O) para retardar o processo de pega do cimento. As propriedades do cimento portland, incluindo o tempo de pega e a resistência final, depende em larga escala da sua composição. Vários constituintes diferentes são encontrados no cimento portland, sendo os principais o silicato tricálcico (3CaO-SiO2) e o silicato dicálcico (2CaO-SiO2). A pega e o endurecimento desse material resultam de reações de hidratação relativamente complicadas, que ocorrem entre os vários constituintes do cimento e a água que é adicionada para tal fim. Por exemplo, uma reação de hidratação envolvendo o silicato dicálcico é a seguinte: 2CaO - SiO2 + x H2O = 2CaO - SiO2 - xH2O, onde x representa um valor variável e depende de quantidade de água que está disponível. Esses produtos hidratados encontram-se na forma de géis complexos ou substâncias cristalinas que formam as ligações de cimentação. As reações de hidratação começam imediatamente após a adição da água ao cimento. Essas reações se manifestam primeiro na forma de uma pega (isto é, o enrijecimento da pasta que antes era plástica), que ocorre logo após a mistura, geralmente dentro de algumas horas. O endurecimento da massa prossegue como resultado de uma hidratação adicional, um processo relativamente lento que pode continuar por períodos longos, podendo durar vários anos. Dever-se enfatizar que o processo segundo o qual o cimento endurece não é um processo de secagem, e sim um processo de hidratação, onde a água participa efetivamente de uma reação química de colagem. Diz-se que o cimento portland é um cimento hidráulico, pois sua dureza se desenvolve através de reações químicas com a água. Ele é usado principalmente em argamassa e em concreto, para aglutinar, na forma de uma massa coesa, agregados de partículas inertes (areia e/ou cascalho), esses são considerados materiais compósitos (ver próximo capítulo). Outros materiais de cimentação, tais como a cal, são não-hidráulicos, isto é, outros compostos que não a água (por exemplo CO2) estão envolvidos na reação de endurecimento.
180
Fonte de suspensãoFonte de ar morno
Lâmina afi lada
Bobina de pe l ículatransportadora
Estrutura de suporte
Bobina de cole ta de material
Figura 8.65: Diagrama esquemático mostrando o processo de fundição em
fita utilizando uma lâmina afilada.

TECNOLOGIA DOS MATERIAIS
9. MATERIAIS COMPÓSITOSMuitas das nossas tecnologias modernas exigem materiais com combinações incomuns de propriedades que
não podem ser atendidas pelas ligas metálicas, cerâmicas e materiais poliméricos convencionais. Isso é especialmente verdadeiro para os materiais necessários para aplicações aeroespaciais, subaquáticas e de transporte. Por exemplo, os engenheiros da indústria aeronáutica estão cada vez mais buscando materiais estruturais que possuam baixas densidades, sejam fortes, rígidos e apresentem resistência à abrasão e ao impacto, e que ao mesmo tempo não sejam facilmente corroídos. Isso é uma combinação de características consideravelmente formidável. Com frequência, os materiais mais fortes são relativamente densos, ainda, o aumento da resistência ou da rigidez resulta em geral em uma diminuição da resistência ao impacto. As combinações e as faixas das propriedades dos materiais foram, e ainda estão sendo, ampliadas através do desenvolvimento de materiais compósitos. De uma maneira geral, pode-se considerar um compósito como sendo qualquer material multifásico que exiba uma proporção significativa das propriedades de ambas as fases que o constituem, de tal modo que e obtida uma melhor combinação de propriedades. De acordo com esse princípio de ação combinada, melhores combinações de propriedades são criadas através de uma combinação judiciosa de dois ou mais materiais distintos. Também são feitos intercâmbios de propriedades para muitos materiais compósitos.
Compósitos de diversos tipos já foram vistos, esses incluem as ligas metálicas, as cerâmicas e os polímeros multifásicos. Por exemplo, os aços perlíticos possuem uma microestrutura que consiste em camadas alternadas de ferrita α e cementita (figura 9). A fase ferrita é mole e dúctil, enquanto que a cementita é dura e muito frágil. As características mecânicas combinadas da perlita (que apresentam ductilidade e resistência razoavelmente altas) são superiores àquelas de ambas as fases constituintes. Existe também uma variedade de compósitos que ocorre na natureza. Por exemplo, a madeira consiste em fibras de celulose resistentes e flexíveis, que são envolvidas e mantidas unidas por meio de um material mais rígido chamado de lignina. Também, os ossos são um compósito constituído pela proteína forte, porém mole, conhecida por colágeno, juntamente com o duro e frágil mineral apatita.
Um compósito, no presente contexto, consiste em um material multifásico feito artificialmente, em contraste com um material que ocorre ou se forma naturalmente. Além disso, as fases constituinte devem ser quimicamente diferentes e devem estar separadas por uma interface distinta. Dessa forma, a maioria das ligas metálicas, além de muitos materiais cerâmicos, não se enquadra nessa definição, pois as suas múltiplas fases são formadas como consequência de fenômenos naturais. No projeto de materiais compósitos, os cientistas e engenheiros combinam de maneira engenhosa vários metais, cerâmicas e polímeros para produzir uma nova geração de materiais com características extraordinárias. A maioria dos compósitos foi criada para melhorar combinações de características mecânicas, tais como a rigidez, a tenacidade e a resistência nas condições ambientes e a altas temperaturas. Os materiais compósitos são definidos como uma combinação macroscópica de dois elementos principais, distintos entre si: uma matriz e um material de reforço (de carga ou de agregado, dependendo do tamanho e do formato de suas partículas), que usualmente é constituído por fibras. Abaixo algumas designações para esclarecimentos conforme contexto:• Matriz: a matriz é uma fase contínua e que envolve a outra fase, chamada frequentemente de fase dispersa, ou seja, a matriz é o que confere a estrutura ao material composto, preenchendo os espaços vazios que ficam entre os materiais de reforços e mantendo-os em suas posições relativas, ela têm como função principal, transferir as solicitações mecânicas, as fibras e protegê-las do ambiente externo. As matrizes podem ser metálicas, poliméricas e cerâmicas, como veremos adiante.• Material Reforço: são os que realçam propriedades mecânicas, eletromagnéticas ou químicas do material compósito como um todo, é a fase descontinua envolvida pela matriz e dividido em dois diferentes tipos:
→ Reforço Contínuo: constituinte que se estende de forma ininterrupta, segundo pelo menos uma direção, através de todo o compósito. Se divide em: - Fibras contínuas: são reforços cilíndricos, de diâmetro vulgarmente situado entre 3 e 30μm, produzidos de forma contínua, de modo a não apresentarem extremidades livres ao longo do comprimento útil do compósito. Geralmente apresentam-se agrupadas sob a forma de fiadas contendo um número controlado de fibras individuais;- Monofilamentos: são semelhante as fibras contínuas, mas com diâmetros geralmente superiores a 100μm, apresentam-se isoladamente, e não agrupados em fiadas.
181
Figura 9: Fotomicrografia de um aço eutetóide mostrando a microestrutura de perlita consistindo de camadas alternadas de ferrita (a fase clara) e de Fe3C (camadas finas, em sua maioria com aparência
escura).
20μm

TECNOLOGIA DOS MATERIAIS
→ Reforço Descontínuo: constituinte não percolante de um compósito, assumindo a forma de um conjunto de elementos discretos embebidos na matriz. Pode ser: - Fibras curtas: são reforços cilíndricos descontínuos com um coeficiente de esbeltez superior a 5 (mas mais frequente superior a 100) e diâmetro geralmente superior a 1μm;- Whyskers: são monocristais alongados, geralmente apresentando um coeficiente de esbeltez superior a 10 e um diâmetro inferior a 1μm, sendo por isso susceptíveis de induzir mecanismos de Orowan, que constituem uma contribuição adicional para o reforço da matriz;- Partículas: reforços aproximadamente equiaxiais, em geral com um coeficiente de esbeltez inferior a 5. As partículas podem ser mono ou policristalinas e assumir diferentes morfologias (esférica, angula, em forma de placa). Em geral esta designação é reservada para reforços de dimensões superiores a 1μm.- Dispersóides: semelhantes as partículas, mas de dimensões inferiores a 1μm, induzindo assim um componente adicional de reforço da matriz, através de mecanismos de Orowan;- Plaquetas: reforços planares com coeficiente de esbeltez superior a 2, no entanto, convencionalmente a plaquetas cujo coeficiente de esbeltez é inferior a 5 são ainda consideradas partículas.
A fibra é o elemento que confere ao compósito suas características mecânicas, portanto, cabe às fibras suportarem o máximo possível do esforço aplicado, por apresentarem maior resistência e rigidez, enquanto a função principal da matriz é ligar as fibras e transmitir as cargas externas para as mesmas através das tensões tangenciais na interface fibra/matriz. As fibras podem ser curtas de alguns centímetros que são injetadas no momento da moldagem da peça, ou longas e que são cortadas após a fabricação da peça. Os tipos mais comuns de fibras são: de vidro, de aramida (Kevlar), de carbono, e de boro.
As propriedades de compósitos são uma função das propriedades das fases constituintes, das suas quantidades relativas e da geometria da fase dispersa. Neste contexto, por "geometria da fase dispersa" subentende-se a forma das partículas, e seu tamanho, sua distribuição e sua orientação, essas características estão representadas na figura 9.1.
Um esquema simples para a classificação dos materiais compósitos está mostrado na figura 9.2, que consiste em três divisões principais, que são os compósitos reforçados com partícula, os compósitos reforçados com fibras e os compósitos estruturais, ainda, existem pelo menos duas subdivisões para cada uma delas. A fase dispersa para compósitos reforçados com partícula tem eixos iguais (isto é, as dimensões das partículas são aproximadamente as mesmas em todas as direções), para os compósitos reforçados com fibras, a fase dispersa tem a geometria de uma fibra (isto é, uma grande razão entre o comprimento e o diâmetro) e os compósitos estruturais são combinações de compósitos e materiais homogêneos.
182
Figura 9.1 - Representações esquemáticas das diversas características geométricas e
espaciais das partículas da fase dispersa que podem influenciar as propriedades dos
compósitos: (a) concentração, (b) tamanho, (c) forma, (d) distribuição, e (e) orientação.
(a)
Fase de dispersãoFase de matriz
(b) (c)
(d) (e)

TECNOLOGIA DOS MATERIAIS
9.1 COMPÓSITOS REFORÇADOS COM PARTÍCULASComo foi observado na figura 9.2, os compósitos com partículas grandes e os compósitos reforçados por
dispersão são as duas subclassificações dos compósitos reforçados com partículas. A distinção entre essas subclassificações está baseada no mecanismo do reforço ou aumento da resistência. O termo “grande” é usado para indicar que as interações partícula-matriz não podem ser tratadas no nível ou ponto de vista atômico ou molecular, em vez disso, é empregada a mecânica do contínuo. Para a maioria desses compósitos, a fase particulada é mais dura e mais rígida do que a matriz. Essas partículas de reforço tendem a restringir o movimento da fase matriz na vizinhança de cada partícula. Essencialmente, a matriz transfere parte da tensão aplicada às partículas, as quais suportam uma fração da carga. O grau de reforço ou melhoria do comportamento mecânico depende de uma forte ligação na interface matriz-partícula. No caso dos compósitos que têm a sua resistência aumenta por dispersão, as partículas são, em geral, muito menores, com diâmetros entre 0,01 e 0,1μm (10 a 100nm). As interações partícula-matriz que levam ao aumento de resistência ocorrem no nível atômico ou no nível molecular. O mecanismo do aumento de resistência é semelhante àquele para o processo de endurecimento por precipitação. Enquanto a matriz suporta a maior parte de uma carga que é aplicada, as pequenas partículas dispersas evitam ou dificultam o movimento de discordâncias. Dessa forma, a deformação plástica é restringida de modo tal que o limite de escoamento e o limite de resistência à tração, bem como a dureza, são melhoradas.
9.1.1 COMPÓSITOS COM PARTÍCULAS GRANDESAlguns materiais poliméricos aos quais foram adicionados enchimentos são, na realidade, compósitos com
partículas grandes. Esses enchimentos, teoricamente, são uma subdivisão do que chamamos de “cargas”, estas são materiais sólidos, insolúveis, que são adicionados aos polímeros durante o processamento em quantidades suficientes para diminuir o custo final ou para alterar de forma controlada alguma de suas propriedades físicas. A combinação produz um material heterogêneo com duas ou mais fases sólidas distintas, divididas em três tipos principais, caracterizadas por suas formas de atuação:- Cargas de enchimento: apenas reduzem o custo do produto;- Cargas de reforço: alteram as propriedades mecânicas do produto;- Cargas funcionais: alteram propriedades específicas do produto, como condutividade elétrica ou condutividade térmica.
No caso dos compósitos com partículas grandes os enchimentos modificam ou melhoram as propriedades do material e/ou substituem parte do volume do polímero por um material mais barato, o enchimento. Um outro compósito com partículas grandes que nos é familiar é o concreto, que é composto por cimento (a matriz), e areia e brita (os particulados). Essas partículas podem ter uma grande variedade de geometrias, porém elas devem possuir aproximadamente as mesmas dimensões em todas as direções (eixos iguais). Para que ocorra um reforço eficaz, as partículas devem ser pequenas e devem estar distribuídas por igual ao longo de toda a matriz. Além do mais, a fração volumétrica das duas fases influência o comportamento, e as propriedades mecânicas são melhoradas com o aumento do teor do material particulado. Duas expressões matemáticas foram formuladas para representar a dependência do módulo de elasticidade em relação a fração volumétrica das fases constituintes no caso de um compósito bifásico. Essas equações de regra de misturas estimam que o módulo de elasticidade deve ficar entre um limite superior representado por [Ec (u) = Em Vm + Ep Vp - equação 9] e um limite inferior, ou simplesmente limite, que é representado pela equação [Ec (l) = (Em Ep ) / (Vm Ep + Vp Em) – equação 9.1]. Nessas expressões, E e V representam o módulo de elasticidade e a fração volumétrica, respectivamente, enquanto os índices subscritos c, m e p representam as fases compósito, matriz e
183
Figura 9.2 - Um esquema de classificação para os vários tipos
de compósitos.
Compósitos
Reforçado com part ículas Reforçado com fibras Estrutural
Part ículasgrandes
Reforçado por
dispersão
Descontínuo(curto)
Contínuo(alinhado)
Orientado aleatoriamente
Alinhado
Laminados Painéis em sanduíche
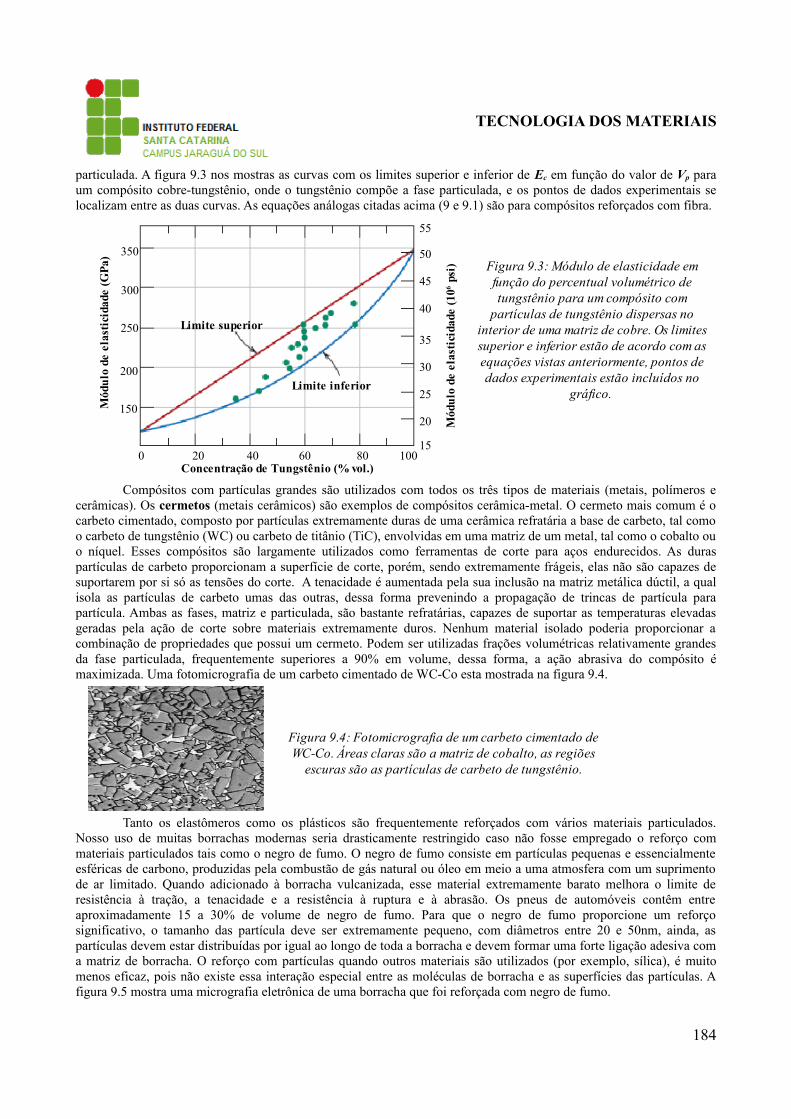
TECNOLOGIA DOS MATERIAIS
particulada. A figura 9.3 nos mostras as curvas com os limites superior e inferior de Ec em função do valor de Vp para um compósito cobre-tungstênio, onde o tungstênio compõe a fase particulada, e os pontos de dados experimentais se localizam entre as duas curvas. As equações análogas citadas acima (9 e 9.1) são para compósitos reforçados com fibra.
Compósitos com partículas grandes são utilizados com todos os três tipos de materiais (metais, polímeros e cerâmicas). Os cermetos (metais cerâmicos) são exemplos de compósitos cerâmica-metal. O cermeto mais comum é o carbeto cimentado, composto por partículas extremamente duras de uma cerâmica refratária a base de carbeto, tal como o carbeto de tungstênio (WC) ou carbeto de titânio (TiC), envolvidas em uma matriz de um metal, tal como o cobalto ou o níquel. Esses compósitos são largamente utilizados como ferramentas de corte para aços endurecidos. As duras partículas de carbeto proporcionam a superfície de corte, porém, sendo extremamente frágeis, elas não são capazes de suportarem por si só as tensões do corte. A tenacidade é aumentada pela sua inclusão na matriz metálica dúctil, a qual isola as partículas de carbeto umas das outras, dessa forma prevenindo a propagação de trincas de partícula para partícula. Ambas as fases, matriz e particulada, são bastante refratárias, capazes de suportar as temperaturas elevadas geradas pela ação de corte sobre materiais extremamente duros. Nenhum material isolado poderia proporcionar a combinação de propriedades que possui um cermeto. Podem ser utilizadas frações volumétricas relativamente grandes da fase particulada, frequentemente superiores a 90% em volume, dessa forma, a ação abrasiva do compósito é maximizada. Uma fotomicrografia de um carbeto cimentado de WC-Co esta mostrada na figura 9.4.
Tanto os elastômeros como os plásticos são frequentemente reforçados com vários materiais particulados. Nosso uso de muitas borrachas modernas seria drasticamente restringido caso não fosse empregado o reforço com materiais particulados tais como o negro de fumo. O negro de fumo consiste em partículas pequenas e essencialmente esféricas de carbono, produzidas pela combustão de gás natural ou óleo em meio a uma atmosfera com um suprimento de ar limitado. Quando adicionado à borracha vulcanizada, esse material extremamente barato melhora o limite de resistência à tração, a tenacidade e a resistência à ruptura e à abrasão. Os pneus de automóveis contêm entre aproximadamente 15 a 30% de volume de negro de fumo. Para que o negro de fumo proporcione um reforço significativo, o tamanho das partícula deve ser extremamente pequeno, com diâmetros entre 20 e 50nm, ainda, as partículas devem estar distribuídas por igual ao longo de toda a borracha e devem formar uma forte ligação adesiva com a matriz de borracha. O reforço com partículas quando outros materiais são utilizados (por exemplo, sílica), é muito menos eficaz, pois não existe essa interação especial entre as moléculas de borracha e as superfícies das partículas. A figura 9.5 mostra uma micrografia eletrônica de uma borracha que foi reforçada com negro de fumo.
184
Figura 9.3: Módulo de elasticidade em função do percentual volumétrico de tungstênio para um compósito com
partículas de tungstênio dispersas no interior de uma matriz de cobre. Os limites superior e inferior estão de acordo com as equações vistas anteriormente, pontos de dados experimentais estão incluídos no
gráfico.
350
300
250
200
150
0 20 40 60 80 100
55
50
40
35
30
25
20
15
Mód
ulo
de e
last
icid
ade
(GPa
)
Mód
ulo
de e
last
icid
ade
(106 p
si)
Concentração de Tungstênio (% vol.)
Limite superior
Limite inferior
45
Figura 9.4: Fotomicrografia de um carbeto cimentado de WC-Co. Áreas claras são a matriz de cobalto, as regiões
escuras são as partículas de carbeto de tungstênio.

TECNOLOGIA DOS MATERIAIS
Concreto: é um compósito comum, feito com partículas grandes, no qual, as fases tanto da matriz quanto da dispersão são compostas por materiais cerâmicos. Uma vez que os termos “concreto” e “cimento” são algumas vezes incorretamente trocados como se fossem sinônimos, talvez seja apropriado fazer uma distinção entre eles. Em sentido mais amplo, o termo concreto subentende um material compósito que consiste em um agregado de partículas ligadas uma às outras em um corpo sólido através de algum tipo de meio ligação, isto é, um cimento. Os dois tipos de concreto mais familiares são aqueles feitos com cimentos portland e asfáltico, onde o agregado é a brita e a areia. O concreto asfáltico é amplamente utilizado principalmente como um material de pavimentação, enquanto que o concreto de cimento portland é empregado extensamente como material estrutural de construção.- Concreto de Cimento Portland: os ingredientes para esse concreto são o cimento portland, um agregado fino (areia), um agregado grosseiro (brita) e água. As partículas agregadas atuam como um material de enchimento (carga) para reduzir o custo global do concreto produzido, pois elas são baratas, enquanto o cimento é relativamente caro. Para atingir a ótima resistência e a operacionalidade de uma mistura de concreto, os ingredientes devem ser adicionados nas proporções corretas. O Empacotamento denso do agregado e um bom contato interfacial são obtidos ao se ter partículas com dois tamanhos diferentes, as partículas finas de areia devem preencher os espaços vazios entre as partículas de brita. Normalmente, esses agregados compreendem entre 60 e 80% do volume total. A quantidade da pasta cimento-água deve ser suficiente para cobrir todas as partículas de areia e brita, de outra forma a ligação de cimentação será incompleta. Além disso, todos os constituintes devem ser integralmente misturados. Uma ligação completa entre o cimento e as partículas agregadas é dependente da adição da quantidade correta de água. Pouca água leva a uma ligação incompleta, enquanto muita água resulta em uma porosidade excessiva, em ambos os casos, a resistência do produto final é inferior à ótima. A natureza das partículas de agregado é uma consideração importante. Em particular, a distribuição de tamanhos dos agregados influencia a quantidade da pasta cimento-água que é necessária. Ainda, as superfícies devem estar limpas e isentas de argila e sedimentos, os quais impedem a formação de uma ligação eficiente na superfície da partícula.
O concreto de cimento portland é um importante material de construção, principalmente porque ele pode ser derramado no local e endurece à temperatura ambiente, mesmo quando se encontra submerso em água. Contudo, como um material estrutural, existem algumas limitações e desvantagens. Como a maioria das cerâmicas, o concreto de cimento portland é relativamente fraco e extremamente frágil, o seu limite de resistência à tração é aproximadamente 10 a 15 vezes menor do que a sua resistência à compressão. Ainda, as grandes estruturas em concreto podem experimentar uma considerável expansão e contração térmica devido a flutuações de temperatura. Além do que, a água pode penetra no interior dos poros externos, o que por sua vez pode causar trincamentos severos em condições de clima frio, como uma consequência dos ciclos de congelamento e descongelamento. A maioria dessas inadequações pode ser eliminada, ou pelo menos melhoradas, através de reforço e/ou incorporação de aditivos.- Concreto Armado: a resistência do concreto de cimento portland pode ser aumentada através de um reforço adicional. Isso é obtido geralmente com o uso de vergalhões, arames, barras, ou malhas de aço, as quais são inseridas no interior do concreto fresco e não curado. Dessa forma, o reforço torna a estrutura endurecida capaz de suportar maiores tensões de tração, compressão e cisalhamento. Mesmo se houver o desenvolvimento de trincas no concreto, um reforço considerável ainda é mantido.
O aço serve como um material de reforço adequado, pois o seu coeficiente de expansão térmica é praticamente o mesmo daquele apresentado pelo concreto. Ainda mais, o aço não é corroído rapidamente no ambiente do cimento, e ligação adesiva relativamente forte é formada entre ele e o concreto curado. Essa adesão pode ser melhorada pela incorporação de contornos na superfície do membro de aço, o que permite um maior grau de intertravamento mecânico.
O concreto de cimento portland também pode ser reforçado pela mistura, ao concreto fresco, de fibras de um material com módulo elevado, tal como o vidro, o aço, o náilon e o polietileno. Deve-se tomar cuidado na utilização desse tipo de reforço, uma vez que alguns materiais fibrosos experimentam uma rápida deterioração quando expostos ao ambiente do cimento. Ainda uma outra técnica de reforço para o aumento da resistência do concreto envolve a
185
Figura 9.5: Micrografia eletrônica mostrando as partículas esféricas de negro de fumo usadas como reforço no composto de face
de rolamento de um pneu de borracha sintética. As áreas que lembram marcas d'água são minúsculos bolsões de água na
borracha.

TECNOLOGIA DOS MATERIAIS
introdução de tensões de compressão residuais no membro estrutural, e o material resultante é chamado de concreto protendido. Esse método utiliza uma característica das cerâmicas frágeis, qual seja, que elas são mais resistentes quando submetidas a compressão do que quando submetidas a tração. Dessa forma, para fraturar um membro de concreto protendido, a magnitude da tensão pré-compressiva deve ser excedida por uma tensão de tração que é aplicada. Em uma dessas técnicas de protensão, cabos de aço de alta resistência são posicionados dentro dos moldes vazios, e em seguida esticados com uma grande força de tração, a qual é mantida constante. Após o concreto ter sido colocado no molde e ter endurecido, a tração é liberada. À medida que os cabos se contraem, eles colocam a estrutura em um estado de compressão, pois a tensão é transmitida ao concreto através da ligação concreto-cabo que foi formada. Também é utilizada uma outra técnica, onde as tensões são aplicadas após o concreto ter endurecido, esta é chamada apropriadamente de pós-tracionamento. Chapa metálicas ou tubos de borracha são colocados dentro, e passam através, de formas de concreto, ao redor dos quais o concreto é moldado. Após o cimento ter endurecido, os cabos de aço são inseridos através dos orifícios resultantes, e aplica-se tração aos cabos por meio de macacos que são presos e ficam apoiados às faces da estrutura. Novamente, uma tensão compressiva é imposta sobre a peça de concreto, dessa vez pelos macacos. Finalmente os espaços vazios dentro dos tubos são preenchidos com uma pasta de argamassa, a fim de proteger o cabo contra corrosão. O concreto que é protendido deve ser de boa qualidade e deve possuir uma pequena contração e uma baixa taxa de fluência. Os concretos protendidos, geralmente pré-fabricados, são comumente utilizados na construção de pontes, tanto rodoviárias como ferroviárias.
9.1.2 COMPÓSITOS REFORÇADOS POR DISPERSÃOOs metais e as ligas metálicas podem ter sua resistência aumentada e ser endurecidos através da dispersão
uniforme de uma certa percentagem volumétrica de partículas finas de um material inerte e muito duro. A fase dispersa pode ser metálica ou não-metálica, os materiais à base de óxidos são usados com frequência. Novamente, o mecanismo de aumento de resistência envolve interações entre as partículas e as discordâncias no interior da matriz, como ocorre com o endurecimento por precipitação. O efeito do reforço por dispersão não é tão pronunciado como o efeito devido ao endurecimento por precipitação, entretanto, o aumento de resistência é mantido a temperaturas elevadas e por períodos de tempo prolongados, pois as partículas dispersas são escolhidas de modo tal a não serem reativas com a fase matriz. Para as ligas endurecidas por precipitação, o aumento na resistência pode desaparecer com a realização de um tratamento térmico, como consequência de um crescimento do precipitado ou da dissolução da fase precipitada. A resistência a altas temperaturas das ligas de níquel pode ser melhorada de maneira significativa pela adição de aproximadamente 3% de volume de óxido de tório (ThO2) na forma de partículas finamente dispersas, esse material é conhecido por níquel com óxido de tório disperso. O mesmo efeito é produzido no sistema alumínio-óxido de alumínio. Provoca-se a formação de um revestimento muito fino e aderente de alumina (óxido de alumínio) sobre a superfície de flocos de alumínio extremamente pequenos (0,1 a 0,2μm de espessura) que se encontram dispersos no interior de uma matriz de alumínio metálico, esse material é chamado de pó de alumínio sinterizado.
9.2 COMPÓSITOS REFORÇADOS COM FIBRASTecnologicamente, os compósitos mais importantes são aqueles em que a fase dispersa encontra-se na forma de
uma fibra. Os objetivos de projeto dos compósitos reforçados com fibras incluem com frequência resistência e/ou rigidez alta em relação ao seu peso. Essas características são expressas em termos dos parâmetros de resistência específica e módulo específico, os quais correspondem, respectivamente, às razões do limite de resistência à tração em relação à densidade relativa e ao módulo de elasticidade em relação à densidade relativa. Foram produzidos compósitos reforçados com fibras com resistências e módulos específicos excepcionalmente altos, que empregam materiais de baixa densidade para a fibra e a matriz. Como foi observado na figura 9.2, os compósitos reforçados com fibras são subclassificados de acordo com o comprimento da fibra. No caso das fibras curtas, as fibras são muito curtas para produzir uma melhoria significativa na resistência.
Influência do comprimento da fibra: as características mecânicas de um compósito reforçado com fibras não depende somente das propriedades da fibra, mas também do grau segundo o qual uma carga aplicada é transmitida para as fibras pela fase matriz. A magnitude da ligação interfacial entre as fases fibra e matriz é importante para a extensão dessa transmissão de carga. Sob a aplicação de uma tensão, essa ligação fibra-matriz cessa nas extremidades da fibra, produzindo um padrão de deformação da matriz, como está mostrado esquematicamente na figura 9.6, em outras palavras, não existe qualquer transmitância de carga a partir da matriz em cada extremidade da fibra.
186

TECNOLOGIA DOS MATERIAIS
Um certo comprimento crítico de fibra é necessário para que exista um efetivo aumento da resistência e um enrijecimento do material compósito. Esse comprimento crítico, lc, depende do diâmetro da fibra, d, e da sua resistência final (ou limite de resistência a tração), σf*, bem como da força da ligação entre a fibra e a matriz (ou da tensão limite de escoamento cisalhante da matriz, o que for menor), τc, de acordo com a relação [lc = σf* d / 2τc – equação 9.2]. Para uvárias combinações matriz-fibra de vidro ou de carbono, esse comprimento crítico é da ordem de 1mm, o que varia entre 20 a 150 vezes o diâmetro da fibra. Quando uma tensão igual a σf* é aplicada a uma fibra que possui exatamente o comprimento crítico, tem-se como resultado o perfil tensão/posição que está mostrado na figura 9.7a, isto é, a carga máxima na fibra é atingida somente no eixo central da própria fibra. À medida que o comprimento da fibra, l, aumenta, o reforço causado pela fibra se torna mais efetivo, isso está demonstrado na figura 9.7b, que representa um perfil da tensão em função da posição axial para l > lc quando a tensão aplicada é igual à resistência da fibra. A figura 9.7c mostra o perfil da tensão/posição para l < lc.
As fibras para as quais l >> lc (normalmente l > 15lc) são chamadas contínuas, as fibras descontínuas ou curtas possuem comprimentos menores que este. No caso de fibras descontínuas com comprimento significativamente menores que lc, a matriz se deforma ao redor da fibra de modo tal que virtualmente não existe qualquer transferência de tensão, havendo apenas um pequeno reforço devido à fibra. Esses são, essencialmente, os compósitos particulados, conforme foram descritos acima. Para que se desenvolva uma melhoria significativa na resistência do compósito, as fibras devem ser contínuas.
Influência da orientação e da concentração da fibra: o arranjo ou orientação das fibras em relação umas às outras, a concentração das fibras e sua distribuição têm influência significativa sobre a resistência e sobre outras propriedades de compósitos reforçados com fibras. Em relação à orientação das fibras, são possíveis dois extremos: 1 – Um alinhamento paralelo do eixo longitudinal das fibras em uma única direção e;2 – Um alinhamento totalmente aleatório. Normalmente, as fibras contínuas estão alinhadas (figura 9.8a), enquanto as fibras descontínuas podem ser alinhadas (figura 9.8b), orientadas aleatoriamente (figura 9.8c), ou parcialmente orientadas. A melhor combinação geral das propriedades dos compósito é obtida quando a distribuição das fibras é uniforme.
187
Figura 9.7: Perfis tensão/posição quando o comprimento da fibra, l, é (a) igual ao comprimento crítico, lc, (b)
maior do que o comprimento crítico; e (c) menor do que o comprimento crítico para um compósito reforçado com fibras que esteja submetido a uma tensão de tração igual ao limite de resistência à tração da fibra σ*f.
σf*σf*
σf*
σf*
σf*σf* σf*σf*σf*
lc lc lc
22 2 20 00 l
l l
l = lcl > lc
l < lc
(a) (b) (c)
Ten
são
Ten
são
Ten
são
PosiçãoPosiçãoPosição
Carga máxima aplicada
lc
Figura 9.6: O padrão de deformação na matriz em volta de uma fibra que está sujeita à aplicação de uma carga de tração.
Matriz
σ
σ
Fibra
σ
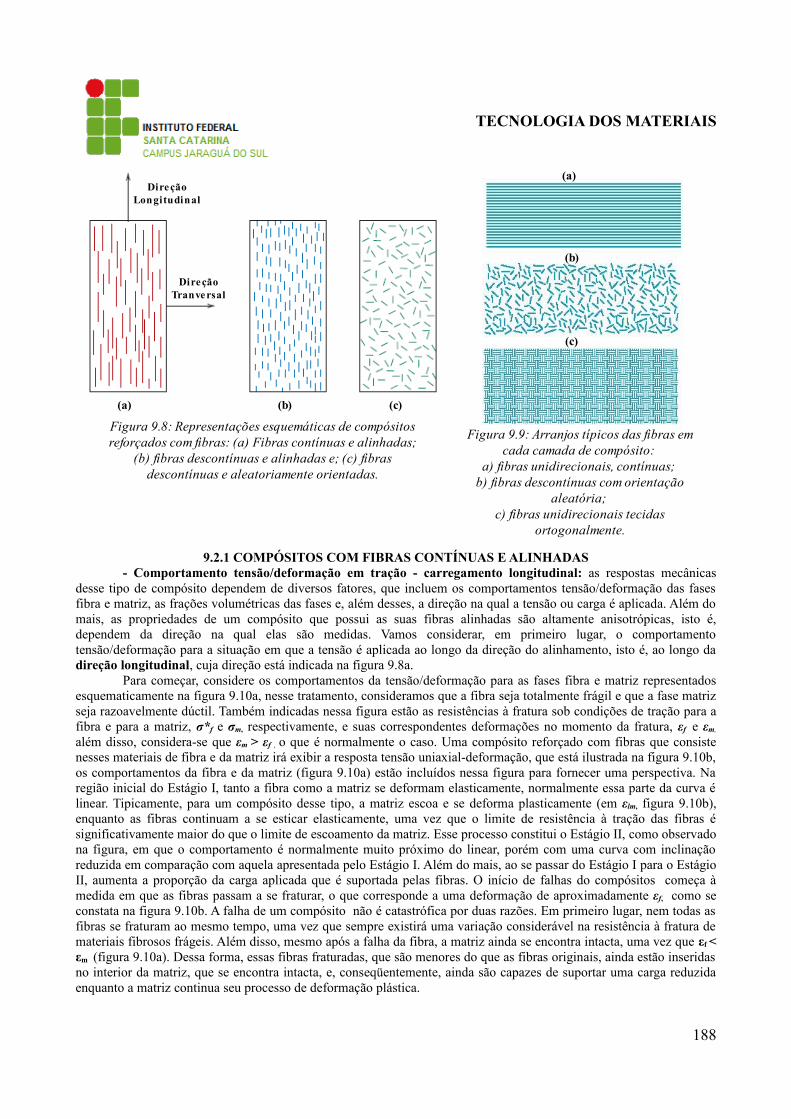
TECNOLOGIA DOS MATERIAIS
9.2.1 COMPÓSITOS COM FIBRAS CONTÍNUAS E ALINHADAS- Comportamento tensão/deformação em tração - carregamento longitudinal: as respostas mecânicas
desse tipo de compósito dependem de diversos fatores, que incluem os comportamentos tensão/deformação das fases fibra e matriz, as frações volumétricas das fases e, além desses, a direção na qual a tensão ou carga é aplicada. Além do mais, as propriedades de um compósito que possui as suas fibras alinhadas são altamente anisotrópicas, isto é, dependem da direção na qual elas são medidas. Vamos considerar, em primeiro lugar, o comportamento tensão/deformação para a situação em que a tensão é aplicada ao longo da direção do alinhamento, isto é, ao longo da direção longitudinal, cuja direção está indicada na figura 9.8a.
Para começar, considere os comportamentos da tensão/deformação para as fases fibra e matriz representados esquematicamente na figura 9.10a, nesse tratamento, consideramos que a fibra seja totalmente frágil e que a fase matriz seja razoavelmente dúctil. Também indicadas nessa figura estão as resistências à fratura sob condições de tração para a fibra e para a matriz, σ*f e σm, respectivamente, e suas correspondentes deformações no momento da fratura, εf e εm,
além disso, considera-se que εm > εf , o que é normalmente o caso. Uma compósito reforçado com fibras que consiste nesses materiais de fibra e da matriz irá exibir a resposta tensão uniaxial-deformação, que está ilustrada na figura 9.10b, os comportamentos da fibra e da matriz (figura 9.10a) estão incluídos nessa figura para fornecer uma perspectiva. Na região inicial do Estágio I, tanto a fibra como a matriz se deformam elasticamente, normalmente essa parte da curva é linear. Tipicamente, para um compósito desse tipo, a matriz escoa e se deforma plasticamente (em εlm, figura 9.10b), enquanto as fibras continuam a se esticar elasticamente, uma vez que o limite de resistência à tração das fibras é significativamente maior do que o limite de escoamento da matriz. Esse processo constitui o Estágio II, como observado na figura, em que o comportamento é normalmente muito próximo do linear, porém com uma curva com inclinação reduzida em comparação com aquela apresentada pelo Estágio I. Além do mais, ao se passar do Estágio I para o Estágio II, aumenta a proporção da carga aplicada que é suportada pelas fibras. O início de falhas do compósitos começa à medida em que as fibras passam a se fraturar, o que corresponde a uma deformação de aproximadamente εf, como se constata na figura 9.10b. A falha de um compósito não é catastrófica por duas razões. Em primeiro lugar, nem todas as fibras se fraturam ao mesmo tempo, uma vez que sempre existirá uma variação considerável na resistência à fratura de materiais fibrosos frágeis. Além disso, mesmo após a falha da fibra, a matriz ainda se encontra intacta, uma vez que εf < εm (figura 9.10a). Dessa forma, essas fibras fraturadas, que são menores do que as fibras originais, ainda estão inseridas no interior da matriz, que se encontra intacta, e, conseqüentemente, ainda são capazes de suportar uma carga reduzida enquanto a matriz continua seu processo de deformação plástica.
188
Figura 9.9: Arranjos típicos das fibras em cada camada de compósito:
a) fibras unidirecionais, contínuas; b) fibras descontínuas com orientação
aleatória; c) fibras unidirecionais tecidas
ortogonalmente.
(a)
(b)
(c)
Figura 9.8: Representações esquemáticas de compósitos reforçados com fibras: (a) Fibras contínuas e alinhadas;
(b) fibras descontínuas e alinhadas e; (c) fibras descontínuas e aleatoriamente orientadas.
(b) (c)
DireçãoLongitudinal
DireçãoTranversal
(a)

TECNOLOGIA DOS MATERIAIS
- Comportamento elástico – carregamento longitudinal: vamos agora considerar o comportamento elástico de um compósito fibroso contínuo e orientado que é carregado na direção do alinhamento das fibras. Em primeiro lugar, admite-se que a ligação interfacial fibra-matriz é muito boa, de modo tal que a deformação tanto da matriz como das fibras é a mesma (uma situação de isodeformação). Sob essas condições, a carga total suportada pelo compósito, Fc, é igual às cargas suportadas pela fase matriz, Fm, e pela fase fibra, Ff, ou seja, [Fc = Fm + Ff - equação 9.3]. A partir da definição de tensão, pelas equações σ= F / Ao e F = σ A, é possível desenvolver as expressões para Fc, Fm e Ff em termos das suas respectivas tensões (σc, σm e σf ) e áreas de seção reta (Ac, Am e Af ). A substituição dessas expressões na equação 9.3, fornece [σc Ac = σm Am + σf Af - equação 9.4] e então, dividindo todos os termos pela área de seção reta total do compósito, Ac , nós temos [σc = σm (Am / Ac) + σf (Af / Ac) – equação 9.5], onde Am / Ac e Af / Ac são as frações de área das fases matriz e fibra, respectivamente. Se os comprimentos do compósito, da matriz e da fibra forem todos iguais, Am / Ac é equivalente à fração volumétrica da matriz, Vm, e de maneira análoga para as fibras, Vf = Af / Ac. A equação 9.5 torna-se então [σc = σm Vm + σf Vf - equação 9.6]. A hipótese anterior de um estado de isodeformação significa que [εc = εm = εf, - equação 9.7] e quando cada termo da equação 9.6 for dividido pela sua respectiva deformação, obtemos [(σc / εc ) = (σm / εm ) Vm + (σf / εf ) Vf – equação 9.8]. Ainda, se as deformações do compósito, da matriz e da fibra forem todas elásticas, então σc /εc = Ec, σm /εm = Em e σf /εf = Ef , onde E representa os módulos de elasticidade para as respectivas fases. A substituição na equação 9.8 fornece uma expressão para o módulo de elasticidade de um compósito fibroso contínuo e alinhado na direção de alinhamento (ou direção longitudinal), Ecl, e assim, [Ecl = Em Vm + Ef Vf - equação 9.9a] ou [Ecl = Em (1 – Vf ) + Ef Vf – equação 9.9b] uma vez que o compósito consiste somente nas fases matriz e fibra, isto é, Vm + Vf = 1. Dessa forma, Ecl é igual a média ponderada da fração volumétrica dos módulos de elasticidade das fases fibra e matriz. Outras propriedades, incluindo a densidade, também apresentam essa dependência em relação às frações volumétricas. A equação 9.9a representa o análogo da equação 9, o limite superior para compósitos reforçados com partículas. Também pode ser mostrado, para um carregamento longitudinal, que a razão da carga suportada pelas fibras é a carga suportada pela matriz é de [(Ff / Fm) = (Ef Vf / Em Vm) – equação 9.10].
- Comportamento elástico - carregamento transversal: um compósito com fibras contínuas e orientadas pode ser carregado na direção transversal, isto é, a carga pode ser aplicada segundo um ângulo de 90° em relação à direção do alinhamento das fibras, conforme mostrado na figura 9.8a. Para essa situação, a tensão σ segundo a qual o compósito e ambas as fases estão expostas é a mesma, ou seja, [σc = σm = σf = σ – equação 9.11], isso é conhecido por estado de isotensão. Ainda, a deformação da todalidade do compósito εc é de [εc = εm Vm + εf Vf - equação 9.12] porém, uma vez que ε = σ/E, [σ/Ect = (σ / Em) Vm + (σ / Ef ) Vf – equação 9.13], onde Ect representa o módulo de elasticidade na direção transversal. Agora dividindo toda a expressão por σ, tem-se [(1 / Ect ) = (Vm / Em) + (Vf / Ef ) - equação 9.14], que se reduz para [Ect = Em Ef / (Vm Ef + Vf Em) = Em Ef / [(1-Vf ) Ef +Vf Em )] - equação 9.15]. A equação 9.15 é análoga à expressão para o limite inferior para os compósitos particulados da equação 9.1.
- Limite de resistência à tração longitudinal: vamos agora considerar as características de resistência dos compósitos reforçados com fibras contínuas e alinhadas que são submetidos a plicação de uma carga na direção longitudinal. Sob essas circunstâncias, a resistência é normalmente tomada como sendo a tensão máxima na curva
189
Figura 9.10: Curvas esquemáticas tensão/deformação para materiais com fibra frágil e matriz dúctil. As tensões e deformações na fratura para ambos os materiais estão
anotadas. (b) Curva esquemática tensão/deformação para um
compósito reforçado com fibras alinhadas que está exposto a uma tensão uniaxial que é aplicada na direção do alinhamento, as curvas
para os materiais da fibra e da matriz apresentadas na parte (a)
também estão superpostas.
σm*
σ'm
Ten
são
Fibra
Ef
Em
Matriz
Ef* Em*Deformação Deformação
Fibra
(a) (b)
Ef*Eym
Matriz
σcl*Compósito
Falha
Estágio I
σf*
Ten
são
EstágioII

TECNOLOGIA DOS MATERIAIS
tensão/deformação, figura 9.10b. Com frequência, esse ponto corresponde à fraturada da fibra e marca o surgimento da falha do compósito. A tabela 9 lista valores típicos para o limite de resistência a tração longitudinal de três compósitos fibrosos comuns. A falha desse tipo de material compósito é um processo relativamente complexo, e várias modalidades de falha diferentes são possíveis. A modalidade que opera para um compósito específico dependerá das propriedades das fases fibra e matriz, bem como da natureza e da força da ligação interfacial entre a fibra e a matriz. Se admitirmos que εf < εm (figura 9.10a), o que é o caso mais geral, então as fibras irão falhar antes da matriz. E, uma vez que as fibras tenham fraturado, a maior parte da carga que era suportada pelas fibras será agora transferida para a matriz. Sendo este o caso, é possível adaptar a expressão para a tensão neste tipo de compósito, a equação 10.6, na seguinte expressão para a resistência longitudinal do compósito, σcl: [σcl = σ'm (1 – Vf ) + σf* Vf – equação 9.16]. Aqui, σ'm representa a tensão na matriz no momento em que ocorre a falha da fibra (conforme ilustrado na figura 9.10a) e, como anteriormente, σf* representa o limite de resistência à tração da fibra.
Material Limite de resistência a tração longitudinal (MPa) Limite de resistência a tração transversal (MPa)
Vidro-Poliéster 700 20
Carbono (Alto Módulo) - Epóxi 1000 35
Kevlar TM - Epóxi 1200 20
Tabela 9: Limites de resistência às trações longitudinais e transversais típicos para três compósitos reforçados com fibras unidirecionais. O teor de fibras para cada compósito é de aproximadamente de 50% de volume.
- Limite de resistência à tração transversal: as resistências de compósitos fibrosos contínuos e unidirecionais são altamente anisotrópicas, e tais compósitos são projetados normalmente para serem carregados ao longo da direção longitudinal, de alta resistência. Entretanto, durante as aplicações em condições de serviço,cargas de tração transversais também podem estar presentes. Sob essas circunstâncias, podem ocorres falhas prematuras, uma vez que o limite de resistência a tração na direção transversal em geral é extremamente baixo (ele é algumas vezes mais baixo do que o limite de resistência a tração da matriz). Dessa forma, na realidade, o efeito de reforço introduzido pelas fibras é um efeito negativo. Os limites de resistência à tração transversal típicos para três compósitos unidirecionais também estão apresentados na tabela 9. Enquanto a resistência longitudinal é dominada pela resistência da fibra, vários fatores terão influência significativa sobre a resistência transversal, dentre eles estão propriedades tanto da fibra como da matriz, a resistência da ligação fibra-matriz e a presença de espaços vazios. Os métodos que estão sendo empregados para melhorar a resistência transversal desses compósitos envolvem geralmente a modificação das propriedades da matriz.
9.2.2 COMPÓSITOS COM FIBRAS DESCONTÍNUAS E ALINHADASEmbora a eficiência de reforço seja menor para fibras descontínuas do que para fibras contínuas, os compósitos
com fibras descontínuas e alinhadas (figura 9.8b) estão se tornando cada vez mais importantes no mercado comercial. Fibras de vidro picadas são os reforços desse tipo usados com maior frequência, contudo, fibras descontínuas de carbono e aramidas também são empregadas. Esses compósitos com fibras curtas podem ser produzidos com módulos de elasticidade e limites de resistência à tração que se aproximam de 90% e 50%, respectivamente, dos seus análogos com fibras contínuas. Para um compósito com fibras descontínuas e alinhadas, com uma distribuição distribuição das fibras, e onde l > lc, a resistência longitudinal (σcd) é dada pela relação [( σcd = σf* Vf (1 – lc / 2l) + σ'm (1 – Vf ) - equação 9.17], onde σf* e σ'm representam, respectivamente, a resistência à fratura da fibra e a tensão na matriz quando o compósito falha (figura 9.10a). Se o comprimento da fibra for menor do que o comprimento crítico (l < lc), então, a resistência longitudinal do compósito (σcd) é dada pela expressão [σcd = (l τc / d) Vf + σ'm (1-Vf ) - equação 9.18], onde d representa o diâmetro da fibra e τc é o menor valor entre a resistência da ligação fibra-matriz e o limite de escoamento cisalhante matriz.
9.2.3 COMPÓSITOS COM FIBRAS DESCONTÍNUAS E ALEATORIAMENTE ORIENTADASNormalmente, quando a orientação da fibra é aleatória, são usadas fibras curtas e descontínuas, um reforço
deste tipo está demonstrado esquematicamente na figura 9.8c. Sob essas circunstâncias, pode ser utilizada uma expressão de “regra de misturas” para o módulo de elasticidade, semelhante à equação 9.9a, com a seguinte forma: [Ecd
= K Ef Vf + Em Vm – equação 9.19]. Nessa expressão o K representa um parâmetro de eficiência da fibra, o qual depende de Vf e da razão Ef /Em. Obviamente, a sua magnitude será menor do que a unidade, geralmente na faixa entre 0,1 e 0,6. Dessa forma, para um reforço com fibras aleatórias (da mesma forma como ocorre para fibras orientadas), o módulo aumenta de acordo com uma dada proporção da fração volumétrica da fibra. A tabela 9.1, que fornece algumas propriedades mecânicas dos policarbonatos, tanto o não-reforçados como aqueles reforçados com fibras de vidro
190

TECNOLOGIA DOS MATERIAIS
descontínuas e aleatoriamente orientadas, dá uma idéia da magnitude do reforço que é possível obter. Para resumir, os compósitos fibrosos alinhados são inerentemente anisotrópicos, no sentido de que a resistência e o reforço máximos são obtidos ao longo da direção do alinhamento (longitudinal). Na direção transversal, o reforço com fibras é virtualmente inexistente: a fratura ocorre normalmente em níveis de tensões de tração relativamente baixos. Para outras orientações de tensão, a resistência do compósito se encontra entre esses extremos.
Propriedades Não ReforçadoReforço com Fibra (% volume)
20 30 40
Densidade relativa 1,19 – 1,22 1,35 1,43 1,52
Limite de Resistência à Tração [MPa (ksi)] 59 – 62 (8,5 – 9,0) 110 (16) 131 (19) 159 (23)
Módulo de Elasticidade [GPa (106 psi)] 2,24 – 2,345 (0,325 – 0,340) 5,93 (0,86) 8,62 (1,25) 11,6 (1,68)
Alongamento (%) 90 - 115 4 – 6 3 - 5 3 - 5
Resistência ao Impacto, com entalhe Izod (lbf/pol) 12 - 16 2,0 2,0 2,5
Tabela 9.1 - Propriedades de policarbonatos não-reforçados e reforçados com fibras de vidro orientadas aleatoriamente.
As eficiências dos reforços com fibras para várias situações estão apresentadas na tabela 9.2, essa eficiência é tomada como sendo igual à unidade para o caso de um compósito com fibras orientadas e tensão na direção do alinhamento, e igual a zero em uma direção perpendicular a essa. Quando tensões multidirecionais são impostas dentro de um único plano, camadas alinhadas que se encontram presas entre si, umas sobre as outras, e de acordo com diferentes orientações são usadas com frequência. Esses materiais são chamados compósitos laminares. As aplicações que envolvem tensões aplicadas totalmente multidirecionais utilizam normalmente fibras descontínuas, que estão orientadas de maneira aleatória no material da matriz. A tabela 9.2 mostra que a eficiência do reforço é de apenas um quinto da eficiência de um compósito alinhado na direção longitudinal, contudo, as características mecânicas são isotrópicas. A consideração em relação à orientação e ao comprimento da fibra para um compósito particular dependerá do nível e da natureza da tensão aplicada, bem como dos custos de fabricação. As taxas de produção para os compósitos com fibras curtas (tanto os alinhados como os com orientação aleatória) são rápidas, e formas complexas podem ser moldadas, as quais não são possíveis quando se utilizada um reforço com fibras contínuas. Ademais, os custos de fabricação são consideravelmente menores do que para as fibras contínuas e alinhadas, as técnicas de fabricação aplicadas para materiais compósitos com fibras curtas incluem a moldagem por compressão, injeção e extrusão.
Orientação da Fibra Direção de Tensão Eficiência de Reforço
Todas as fibras paralelas. Paralela às fibras. / Perpendicular às fibras. 1 / 0
Bidirecionais (tecidos) Metade das fibras paralelas e metade perpendiculares ½Fibras distribuídas aleatoriamente e uniformemente dentro de um plano específico. Qualquer direção no plano das fibras. ⅜
Fibras distribuídas aleatoriamente e uniformemente dentro das três dimensões no espaço. Qualquer direção. ⅕
Tabela 9.2: Eficiência de reforço de compósitos reforçados com fibras para diferentes orientações das fibra e as várias direções de aplicação da tensão.
9.2.4 A FASE FIBRAUma característica importante da maioria dos materiais, especialmente daqueles que são frágeis, é que uma
fibra com menor diâmetro é muito mais forte e resistente do que o material bruto. A probabilidade de haver presente um defeito crítico de superfície que seja capaz de levar a uma fratura diminui com uma redução no volume da amostra, e essa característica é usada com vantagem nos compósitos reforçados com fibras. Ainda, os materiais usados como fibras de reforço possuem elevados limites de resistência à tração. Em relação ao diâmetro e à natureza, as fibras são agrupadas em três classificações diferentes: whysker, fibras e arames.
- Whyskers: são monocristais muito finos que constituem uma nova classe de materiais cuja resistência mecânica é equivalente às forças coesivas de átomos adjacentes. Possuem razões comprimento-diâmetro extremamente grandes. Como consequência de suas pequenas dimensões, eles possuem um elevado grau de perfeição cristalina e são virtualmente isentos de defeito, o que é responsável pelas suas resistências excepcionalmente elevadas (apresentam valores de resistência à tração da ordem de 27000MPa e módulo de elasticidade da ordem de 700GPa), eles são os
191

TECNOLOGIA DOS MATERIAIS
materiais mais resistentes que se conhece. Apesar dessas altas resistências, os whyskers não são amplamente utilizados como meio de reforço, pois são extremamente caros. Além disso, é difícil e frequentemente impraticável incorporar whyskers no interior de uma matriz. Os materiais de whysker compreendem a grafita, o carbeto de silício, o nitreto de silício e o óxido de alumínio, algumas características mecânicas desses materiais são dadas na tabela 9.3.
- Fibras: são materiais policristalinos ou amorfos, e possuem diâmetros pequenos, os materiais fibrosos são geralmente polímeros ou cerâmicas (por exemplo, as aramidas polimpericas, o vidro, o carbono, o boro, o óxido de alumínio e o carbeto de silício). A tabela 9.3 também apresenta alguns dados para uns poucos materiais usados na forma de fibras.
- Arames: são utilizados como um reforço radial de aço nos pneus de automóveis, nas carcaças de motores a jato enroladas com filamentos e em mangueiras de alta pressão enroladas com arame. Os arames finos possuem diâmetros relativamente grandes, dentre os materiais típicos que compõem essa classe estão incluídos o aço, o molibdênio e o tungstênio.
Material DensidadeRelativa
Limite de Resistência a Tração [GPa (106 psi)]
Resistência Especifica [GPa]
Módulo de Elasticidade [GPa (106 psi)]
Módulo Especifico [GPa]
Whyskers
Grafita 2,2 20 (3) 9,1 700 (100) 318
Nitreto de Silício 3,2 5 – 7 (0,75 – 1,0) 1,56 – 2,2 350 – 380 (50 – 55) 109 – 118
Óxido de Alumínio 4,0 10 – 20 (1 – 3) 2,5 – 5,0 700 – 1500 (100 – 220) 175 – 375
Carbeto de Silício 3,2 20 (3) 6,25 480 (70) 150
Fibras
Óxido de Alumínio 3,95 1,38 (0,2) 0,35 379 (55) 96
Aramida (Kevlar 49™) 1,44 3,6 – 4,1 (0,525 – 0,600) 2,5 – 2,85 131 (19) 91
Carbono 1,78 – 2,15 1,5 – 4,8 (0,22 – 0,70) 0,70 – 2,70 228 – 724 (32 - 100) 106 - 407
Vidro – E (E-Glass) 2,58 3,45 (0,5) 1,34 72,5 (10,5) 28,1
Boro 2,57 3,6 (0,52) 1,40 400 (60) 156
Carbeto de Silício 3,0 3,9 (0,57) 1,30 400 (60) 133
UHMWPE (Polietileno com peso molecular ultra-alto)
0,97 2,6 (0,38) 2,68 117 (17) 121
Arames Metálicos
Aço de alta resistência 7,9 2,39 (0,35) 0,30 210 (30) 26,6
Molibdênio 10,2 2,2 (0,32) 0,22 324 (47) 31,8
Tungstênio 19,3 2,89 (0,42) 0,15 407 (59) 21,1
Tabela 9.3: Características de vários materiais reforçados por fibra.
9.2.5 A FASE MATRIZ A fase matriz de compósitos com fibras pode ser feita a partir de metais, polímeros ou cerâmicas. Em geral, os
metais e os polímeros são usados como materiais da matriz, pois é desejável alguma ductilidade, no caso dos compósitos com matriz à base de cerâmica, o componente de reforço é adicionado para melhorar a tenacidade à fratura. No caso dos compósitos reforçados com fibras, a fase matriz serve para várias funções. Em primeiro lugar, ela liga as fibras umas às outras e atua como o meio através do qual uma tensão aplicada externamente é transmitida e distribuída para as fibras, apenas uma proporção muito pequena da carga aplicada é suportada pela fase matriz. Além disso, o material da matriz deve ser dúctil. E ainda, o módulo de elasticidade da fibra deve ser muito maior do que o apresentado pela matriz. A segunda função da matriz é a de proteger as fibras individuais contra danos superficiais, como resultado da abrasão mecânica ou de reações químicas com o ambiente. Tais interações podem introduzir defeitos de superfície capazes de formar trincas, as quais podem levar a falhas mesmo sob baixos níveis de tensão de tração. Finalmente, a matriz separa as fibras umas das outras e, em virtude da sua relativa moleza e plasticidade, previne a propagação de trincas frágeis de uma fibra para outra, o que, por sua vez, poderia resultar em uma falha catastrófica, em outras palavras, a fase matriz serve como uma barreira contra a propagação de trincas. Embora algumas das fibras individuais possam eventualmente falhar, a fratura total do compósito não irá ocorrer até que um grande número de fibras
192

TECNOLOGIA DOS MATERIAIS
adjacentes, uma vez tenham falhado, forme um aglomerado com dimensões críticas. É essencial que as forças de ligação adesivas entre a fibra e a matriz sejam grandes, com o objetivo de minimizar a extração das fibras. De fato, a força de ligação é uma consideração importante na escolha de uma combinação matriz-fibra. A resistência final do compósito depende em grande parte da magnitude dessa ligação, uma ligação adequada é essencial para maximizar a transmitância da tensão de uma matriz fraca para as fibras mais fortes.
• Compósitos com matriz de polímero: os compósitos com matriz de polímero (PMC – Polymer Matrix Composites) consistem em uma resina polimérica como fase matriz e fibras como meio de reforço. Etimologicamente, a palavra polímero significa “muitas partes”. Um material polimérico pode ser considerado como constituído por muitas partes, ou unidades, ligadas quimicamente entre si de modo a formar um sólido. Dependendo do modo como estão ligados química e estruturalmente, os plásticos podem ser divididos em duas classes: termoplásticos e termofixos. Os polímeros termoplásticos amolecem quando são aquecidos, se liquefazendo e endurecem quando são resfriados, esses dois processos são reversíveis e podem ser repetidos diversas vezes. Além disso, os termoplásticos são relativamente maleáveis e dúcteis. Os polímeros termofixos se tornam permanentemente duros quando submetidos ao calor e não amolecem com um aquecimento subseqüente. Geralmente são mais duros, mais resistentes e mais frágil, do que os polímeros termoplásticos, e possuem melhor estabilidade dimensional. Os compósitos de matriz polimérica se tornaram muito “populares” e com grande desenvolvimento principalmente por sua mais importante vantagem, a fabricação, esse tipo de compósito envolve altas pressões e baixas temperaturas, evitando-se problemas associados com a degradação do reforço durante seu processamento. Mas as matrizes poliméricas também tem suas desvantagens, entre elas podemos apontar: impossibilidade de trabalho a altas temperaturas, instabilidade dimensional (devido a altos coeficientes de expansão térmica), sensibilidade à radiação e, em alguns casos, absorção da umidade do ambiente. Dos três tipos de compósitos, o polímero é o mais fácil de processar, por esse motivo, são os mais importantes em termos de desempenho e campo de aplicação. Os compósitos com matriz de polímero possuem diversas classificações, entre estas podemos citar os tipos de reforços (isto é, vidro, carbono e aramida), juntamente com as suas aplicações e as diferentes resinas que são empregues. Na matriz polimérica, diferentes reforços podem ser encontrados em varias configurações, estas são escolhidas dependendo da configuração da peça final, dos esforços que vão estar associados e do método de produção do compósito:- Mechas: é um cordão de fibras enroladas helicoidalmente em bobinas. Pode ser utilizado para a produção de fibras curtas ou então para a produção de tecidos de malhas;- Mantas: constituídas por fibras distribuídas aleatoriamente e agregadas com um ligante. Os tipos de mantas são: mantas de filamentos cortados, mantas de filamentos contínuos e mantas de superfície.
→ Compósitos poliméricos reforçados com fibras de vidro: a fibra de vidro é simplesmente um compósito que consiste em fibras de vidro, contínuas ou descontínuas, contidas no interior de uma matriz polimérica, esse tipo de compósito é produzido nas maiores quantidades. A composição do vidro que é mais comumente estirado na forma de fibras (algumas vezes chamado de Vidro-E, ou E-Glass) está apresentada na tabela 8.16, os diâmetros das fibras variam normalmente entre 3 e 20μm. O vidro é popular como um material de reforço com fibra por diversas razões:1) É facilmente estirado na forma de fibras de alta resistência a partir do seu estado fundido;2) É um material amplamente disponível e pode ser fabricado economicamente para formar um plástico reforçado com vidro empregando-se uma ampla variedade de técnicas de fabricação de materiais compósitos;3) Como uma fibra, ele é relativamente forte, e quando se encontra no interior de uma matriz de plástico produz um compósito que possui resistência específica muito alta;4) Quando associado com diferentes plásticos, ele possui uma inércia química que torna o compósito útil para aplicação em meio a uma variedade de ambientes corrosivos.
As características de superfícies das fibras de vidro são extremamente importantes, pois mesmo diminutos defeitos de superfície podem afetar de maneira negativa as propriedades de tração. Defeitos de superfície são facilmente introduzidos pelo atrito ou abrasão da superfície com um outro material duro. Ainda, as superfícies de vidro que foram expostas à atmosfera normal, mesmo que durante apenas curtos períodos de tempo, geralmente possuem uma camada de superfície enfraquecida que interfere na ligação com a matriz. As fibras que acabam de ser estiradas são geralmente revestidas durante a etapa de estiramento com uma “capa”, ou seja, uma fina camada de uma substância que protege a superfície da fibra contra danos e interações ambientais indesejáveis. Essa “capa” é normalmente removida antes da fabricação do compósito, sendo substituída por um “agente de acoplamento” ou acabamento, que promove melhor
193
Figura 9.11: Amostra de uma manta com fibras de vidro expandidas.

TECNOLOGIA DOS MATERIAIS
ligação entre a fibra e a matriz. Um grande número de diferentes materiais plásticos são utilizados para matriz com fibra de vidro, os poliésteres sendo o mais comum. Alguns dos novos compósitos comerciais reforçados com fibra utilizam fibras de vidro numa matriz de náilon, estes materiais são extremamente fortes e altamente resistentes ao impacto. Mas existem várias limitações a esse grupo de materiais. Apesar de possuírem resistências elevadas, eles não são muito rígidos e não exibem a rigidez necessária para algumas aplicações (por exemplo, como membros estruturais para aviões e pontes). A maioria dos materiais em fibra de vidro está limitada para aplicações com temperaturas de serviço abaixo de 200°C (400°F), a temperaturas mais altas, a maioria dos polímeros começa a escoar ou a se deteriorar. As temperaturas de serviço podem ser estendidas até aproximadamente 300°C (575°F) pelo uso de sílica fundida de alta pureza para as fibras, e de polímeros de alta temperatura, tais como as resinas poli-imidas. Muitas aplicações das fibras de vidro são familiares: carcaças de meios de transporte automotivos e marítimos, tubulações de plástico, recipientes para armazenamento e pisos industriais. As indústrias de transporte estão utilizando quantidades cada vez maiores de plásticos reforçados com fibras de vidro em um esforço para reduzir o peso dos veículos e aumentar a eficiência dos combustíveis. Muitas novas aplicações estão ocorrendo ou se encontram atualmente sob investigações pela indústria automotiva.
→ Compósitos poliméricos reforçados com fibras de carbono: o carbono é um material de fibra de alto desempenho e o reforço mais comumente utilizado em compósitos avançados com matriz polimérica (isto é, que não contém fibra de vidro). As razões para tal são as seguintes:1) As fibras de carbono possuem maiores módulos específicos e as maiores resistências específicas dentre todos os materiais fibrosos de reforço;2) Elas retêm seus elevados módulos de tração e suas grandes resistências mesmo a temperaturas elevadas, a oxidação a temperaturas elevadas, no entanto, pode ser um problema;3) À temperatura ambiente, as fibras de carbono não são afetadas pela umidade ou por uma ampla variedade de solventes, ácidos e bases;4) Essas fibras exibem múltiplas características físicas e mecânicas, permitindo que os compósitos que incorporam essas fibras possuam propriedades especificamente engenheiradas;5) Foram desenvolvidos processos de fabricação para as fibras e os compósitos que são relativamente baratos e de boa relação custo-benefício.
As fibras de carbono começaram a ser usadas na indústria náutica para a construção de lemes e mastros de veleiros de competição nos meados da década de 70. As fibras de carbono podem ser encontradas em quatro principais tipos de qualidade, dependendo de suas propriedades: alta resistência, módulo intermediário, alta rigidez ou módulo e superior rigidez ou módulo. Nestas últimas, as superfícies dos filamentos são ligeiramente oxidadas para melhorar a adesão entre a fibra e a resina e não produzir uma fibra muito quebradiça. Os filamentos de carbono têm um diâmetro típico de 7 a 1μ, e são normalmente agrupados em até 48 mil filamentos. Os tecidos usados na construção de barcos geralmente têm de 3 mil a 12 mil filamentos por cabo, e quanto maior o número de filamentos, menor o custo final do material. A densidade da fibra de carbono está localizada entre o vidro e a aramida (Kevlar). A resistência à tração é superior as fibras de vidro, e é superior a qualquer outro tipo de fibra quando é necessária a rigidez, ou seja, módulo de tração e flexão.
194
Figura 9.12: Gráficos comparativos quanto a resistência a compressão, resistência a tração e o módulo de elasticidade das fibras de carbono.

TECNOLOGIA DOS MATERIAIS
O uso do termo “fibra de carbono” pode parecer surpreendente, uma vez que o carbono é um elemento, onde sua estável forma cristalina em condições ambientes é a grafita, que possui a estrutura representada na figura 9.13. As fibras de carbono não são totalmente cristalinas, mas são compostas por regiões grafíticas e regiões não-cristalinas, essas áreas de não-cristalinidade estão desprovidas do arranjo ordenado tridimensional de redes hexagonais de carbono que é característico da grafita.
As técnicas de fabricação para a produção de fibras de carbono são relativamente complexas. O processo de produção dos filamentos das fibras de carbono passa pela oxidação, carbonização e grafitização de um precursor orgânico (conforme figura 9.14). O mais comum deles, e que produz o melhor tipo de fibras é a poliacrilonitrila (conhecida pela sigla “PAN”), mas existe uma variedade de outros materiais como a hulha ou celulose que podem produzir este material. Dependendo do tipo de tratamento térmico, é possível fabricar fibras de carbono em diversas configurações de resistência. As mais conhecidas são as de alta resistência e alta rigidez. Normalmente esta temperatura varia entre 2000 a 3000°C. Alguns tipos de fibras de carbono podem chegar a ser várias vezes mais resistentes que o aço e sua cor natural é preta. Depois de fabricadas elas são tratadas quimicamente para melhorar sua colagem na resina e proteger as fibras durante o processo de tecelagem. Este tratamento também é importante para determinar como as fibras serão impregnadas. Especificando o texto acima, podemos observar, que as fibras de carbono são adequadas para a fabricação dos mais diversos materiais tais como: papéis, tecidos, telas e micro-telas para a filtragem de líquidos e gases de grande propriedade corrosiva. As fibras são resistentes à altas temperaturas e servem especialmente em catalisadores utilizados em processos químicos. Para a produção de fibras carbônicas o método utilizado é chamado pirólise, ou seja, a decomposição pelo calor, de algum material rico em carbono que retém a sua forma fibrosa através de tratamentos térmicos que resultam em carbonização com alto resíduo carbonáceo. Os materiais carbonáceos podem ser naturais ou sintéticos e são utilizados como “fibra precursora”. Normalmente o cânhamo, o linho, o algodão entre outros materiais naturais têm rendimento pobre de carbono, suas propriedades físicas, rigidez e resistência mecânica são fracas, não são utilizados como em materiais formadores de estruturas que exigem esforço físico. Os tecidos de carbono utilizados como agentes reforçadores de resinas feniólicas, levaram às pesquisas para o desenvolvimento de fibras cujas propriedades mecânicas foram sendo aperfeiçoadas até chegar-se ao “raiom”. Ao se desenvolver estas matérias-primas iniciando-se na década de 1950 até o final da década de 1960, chegou-se à produção de fibras carbônicas de alta resistência à tração e tensão mecânicas. Um exemplo destes produtos, é a fibra de “PAN”. Esta é semelhante ao acrílico. Os poli-imidos, poliamidos e o álcool polivinílico são considerados fibras precursoras poliméricas sintéticas. Para se produzir uma fibra carbônica de boa qualidade a partir de uma fibra precursora, é necessário um processo de tratamento térmico e condições controladas de tensão, atmosfera, tempo e principalmente temperatura. O processo se inicia com um pré-tratamento onde a matéria-prima recebe tensões mecânicas que provocam o seu alongamento utilizando vapor. Em seguida vem a etapa de onde ocorre a conversão de um precursor polimérico. Seguindo-se ao aquecimento constante e controlado de em torno de 250°C aproximadamente. Em seguida é necessária a sua estabilização físico-química. Isto ocorre através do surgimento de ligações transversais entre as cadeias moleculares. Após a estabilização físico-química vem o processo de carbonização em atmosfera inerte em alta temperatura, o gás mais utilizado neste ponto do processo é o “Argônio” e a temperatura utilizada é em torno de 1000°C. No momento em que ocorre a pirólise começam a surgir sub-produtos devido à decomposição gasosa. A contração do material passa a ocorrer aumentando assim sua rigidez mecânica. Em alguns tipos de fibras de carbono são liberados nitrogênio, dióxido de carbono, vapor d'água, cianureto de hidrogênio, e amônia. Após o processo de pirólise vem o processo de “grafitização”. Este consiste num tratamento térmico que oscila entre 2000°C e 3000°C e proporciona uma “cristalização” ordenada nos cristais de carbono no interior da fibra. Na cristalização, os cristais de carbono podem assumir formas cristalinas diversas. Suas propriedades físicas e mecânicas variam conforme a matéria prima utilizada e as condições de produção. As fibras de carbono têm suas características dependentes de sua microestrutura, ou seja, de sua estrutura atômica. Quando se usa a grafita cristalina de estrutura hexagonal de cadeia fechada com a forma de lâminas de 3,35Å (Ångströns)¹, esta possui
195
Figura 9.13: A estrutura da grafita.
Átomo decarbono
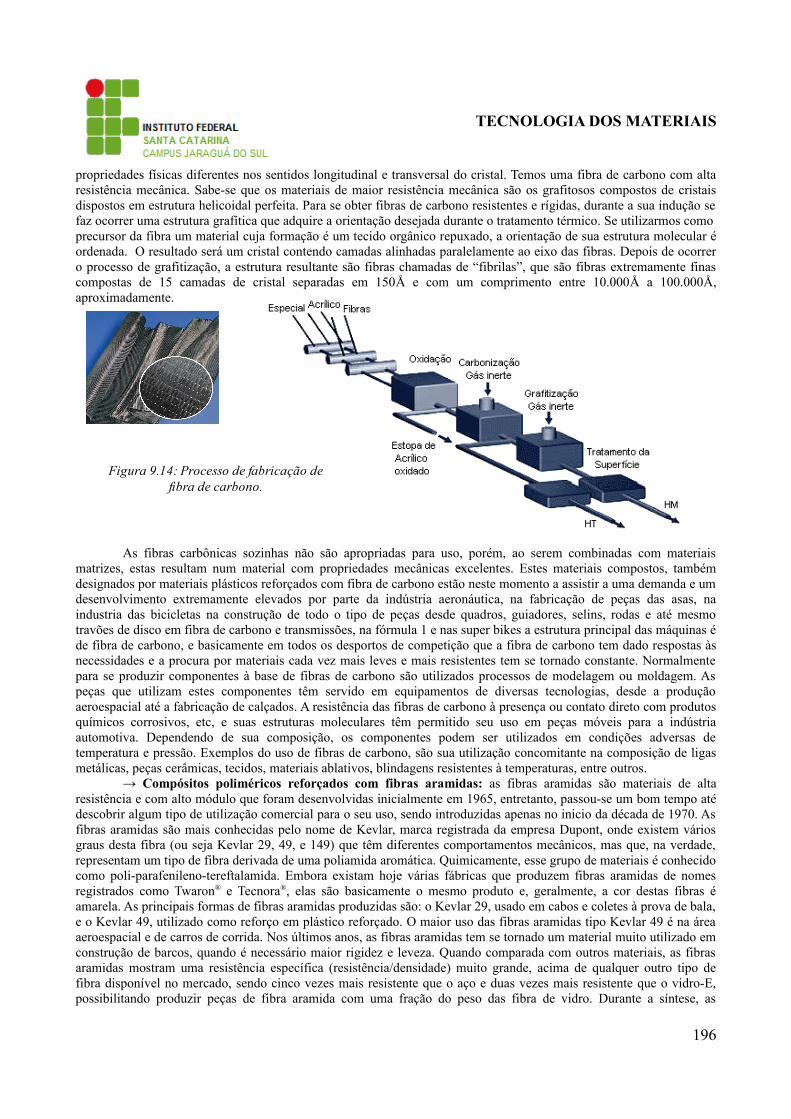
TECNOLOGIA DOS MATERIAIS
propriedades físicas diferentes nos sentidos longitudinal e transversal do cristal. Temos uma fibra de carbono com alta resistência mecânica. Sabe-se que os materiais de maior resistência mecânica são os grafitosos compostos de cristais dispostos em estrutura helicoidal perfeita. Para se obter fibras de carbono resistentes e rígidas, durante a sua indução se faz ocorrer uma estrutura grafítica que adquire a orientação desejada durante o tratamento térmico. Se utilizarmos comoprecursor da fibra um material cuja formação é um tecido orgânico repuxado, a orientação de sua estrutura molecular é ordenada. O resultado será um cristal contendo camadas alinhadas paralelamente ao eixo das fibras. Depois de ocorrer o processo de grafitização, a estrutura resultante são fibras chamadas de “fibrilas”, que são fibras extremamente finas compostas de 15 camadas de cristal separadas em 150Å e com um comprimento entre 10.000Å a 100.000Å, aproximadamente.
As fibras carbônicas sozinhas não são apropriadas para uso, porém, ao serem combinadas com materiais matrizes, estas resultam num material com propriedades mecânicas excelentes. Estes materiais compostos, também designados por materiais plásticos reforçados com fibra de carbono estão neste momento a assistir a uma demanda e um desenvolvimento extremamente elevados por parte da indústria aeronáutica, na fabricação de peças das asas, na industria das bicicletas na construção de todo o tipo de peças desde quadros, guiadores, selins, rodas e até mesmo travões de disco em fibra de carbono e transmissões, na fórmula 1 e nas super bikes a estrutura principal das máquinas é de fibra de carbono, e basicamente em todos os desportos de competição que a fibra de carbono tem dado respostas às necessidades e a procura por materiais cada vez mais leves e mais resistentes tem se tornado constante. Normalmente para se produzir componentes à base de fibras de carbono são utilizados processos de modelagem ou moldagem. As peças que utilizam estes componentes têm servido em equipamentos de diversas tecnologias, desde a produção aeroespacial até a fabricação de calçados. A resistência das fibras de carbono à presença ou contato direto com produtos químicos corrosivos, etc, e suas estruturas moleculares têm permitido seu uso em peças móveis para a indústria automotiva. Dependendo de sua composição, os componentes podem ser utilizados em condições adversas de temperatura e pressão. Exemplos do uso de fibras de carbono, são sua utilização concomitante na composição de ligas metálicas, peças cerâmicas, tecidos, materiais ablativos, blindagens resistentes à temperaturas, entre outros.
→ Compósitos poliméricos reforçados com fibras aramidas: as fibras aramidas são materiais de alta resistência e com alto módulo que foram desenvolvidas inicialmente em 1965, entretanto, passou-se um bom tempo até descobrir algum tipo de utilização comercial para o seu uso, sendo introduzidas apenas no inicio da década de 1970. As fibras aramidas são mais conhecidas pelo nome de Kevlar, marca registrada da empresa Dupont, onde existem vários graus desta fibra (ou seja Kevlar 29, 49, e 149) que têm diferentes comportamentos mecânicos, mas que, na verdade, representam um tipo de fibra derivada de uma poliamida aromática. Quimicamente, esse grupo de materiais é conhecido como poli-parafenileno-tereftalamida. Embora existam hoje várias fábricas que produzem fibras aramidas de nomes registrados como Twaron® e Tecnora®, elas são basicamente o mesmo produto e, geralmente, a cor destas fibras é amarela. As principais formas de fibras aramidas produzidas são: o Kevlar 29, usado em cabos e coletes à prova de bala, e o Kevlar 49, utilizado como reforço em plástico reforçado. O maior uso das fibras aramidas tipo Kevlar 49 é na área aeroespacial e de carros de corrida. Nos últimos anos, as fibras aramidas tem se tornado um material muito utilizado em construção de barcos, quando é necessário maior rigidez e leveza. Quando comparada com outros materiais, as fibras aramidas mostram uma resistência específica (resistência/densidade) muito grande, acima de qualquer outro tipo de fibra disponível no mercado, sendo cinco vezes mais resistente que o aço e duas vezes mais resistente que o vidro-E, possibilitando produzir peças de fibra aramida com uma fração do peso das fibra de vidro. Durante a síntese, as
196
Figura 9.14: Processo de fabricação de fibra de carbono.

TECNOLOGIA DOS MATERIAIS
moléculas rígidas são alinhadas na direção do eixo das fibras, como domínios de cristal líquido, a química do mero e o modo de alinhamento da cadeia estão representados na figura 9.15. Mecanicamente, essas fibras possuem módulo de tração e limites de resistência à tração longitudinal (conforme tabela 9.3) que são maiores do que os de outros materiaisfibrosos poliméricos.
A resistência ao impacto é também um dos pontos altos das fibras aramidas, especialmente sua habilidade em resistir a choques cíclicos. Sua alta resistência contra impacto impede também a propagação de trincas e micro fissuras, o que não ocorre em um laminado de fibra de vidro. Quando a resistência à compressão é considerada, os laminados com fibras aramidas não mostram uma grande vantagem sobre outros tipos de fibra, e na verdade, elas são muito inferiores. A dificuldade de laminar essas fibras vem do fato de que elas não se tornam transparentes como a fibra de vidro quando impregnadas pela resina. Mas este problema é em parte verdade pois, dependendo da técnica de laminação é possível superar essa dificuldade e ainda assim obter valores de teor de fibra compatíveis com os de outros materiais. Embora as aramidas sejam termoplásticos, elas são, todavia, resistentes à combustão e estáveis até temperaturas relativamente elevadas, a faixa de temperaturas ao longo da qual elas mantêm as suas elevadas propriedades mecânicas se situa entre -200 e 200°C (-330 e 390°F). Quimicamente, eles são suscetíveis à degradação por ácidos e bases fortes, mas são relativamente inertes frente a outros solventes e produtos químicos. Tipos diferentes de tecidos podem ser mais ou menos fáceis de se impregnar. As fibras aramidas não trabalham como outras fibras, elas mais se assemelham aos metais, sendo elástico em baixas deformações e quase perfeitamente plástico em altas deformações. Isso significa que deve ser evitado o uso de Kevlar em áreas onde se necessita grande resistência a compressão. Os tecidos de fibra aramida estão disponíveis em uma variedade de tipos de tramas, com a vantagem de que seu processo de tecelagem não danifica as fibras, embora os tipos de acabamentos superficiais fornecidos neste material sejam importantes para aumentar a adesão entre as fibras e a resina. Um dos itens mais importantes ao selecionar um tecido de fibra aramida é determinar exatamente qual o tipo de acabamento superficial que o fabricante pode oferecer. Diferenças de preços podem ser computadas às diferentes formas de acabamento dos tecidos. O tipo de acabamento neste tipo de tecido é algo que vale mais que a própria fibra. O custo final de um tecido bem tramado com um tratamento adequado pode custar até 30% mais caro que um tecido feito em um tear simples. Um dos tipos mais efetivos de reforço em fibra aramida são aqueles híbridos produzidos em trama biaxial com fibra de vidro. Dentre eles o mais frequente encontrado em construções de barcos de alta performance são o tipo KBM1308 e KBM2808. As propriedades dos compósitos com matriz epóxi reforçados com fibras contínuas e alinhadas de vidro, carbono, e aramidas estão incluídas na tabela 9.4. Dessa forma, pode ser feita uma comparação entre as características mecânicas desses três materiais, tanto para a direção longitudinal como para a direção transversal.
→ Outros materiais para reforço com fibras: o vidro, o carbono, e as aramidas são os reforços com fibras mais comuns incorporados em matrizes poliméricas. No entanto, outros materiais fibrosos usados em menor intensidade são o boro, o carbeto de silício e o óxido de alumínio, os módulos de tração, limites de resistência à tração, resistências específicas, e módulos específicos desses materiais quando na forma de fibras estão incluídos na tabela 9.3. Os compósitos poliméricos reforçados com fibras de boro têm sido utilizados em componentes de aeronaves militares, em lâminas de rotores de helicópteros e em alguns artigos esportivos. As fibras em carbeto de silício e de alumina são utilizadas em raquetes de tênis, em placas de circuitos, e nos cones das extremidades de foguetes.
197
Figura 9.15: Representação esquemática das estruturas do mero e da cadeia para fibras aramida
(Kevlar). O alinhamento das cadeias com direção das fibras de hidrogênio que se formam entre cadeias
adjacentes também estão mostradas.
Unidade Mero
Direção da Fibra

TECNOLOGIA DOS MATERIAIS
Propriedade Vidro (Vidro-E) Carbono (Alta Resistência) Aramida (Kevlar 49)
Densidade relativa 2,1 1,6 1,4
Módulo de tração Longitudinal [GPa (106psi)] Transversal [GPa (106psi)]
45 (6,5)12 (1,8)
145 (2,1)10 (1,5)
76 (11)5,5 (0,8)
Limite de resistência à tração Longitudinal [MPa (ksi)] Transversal [MPa (ksi)]
1020 (150)40 (5,8)
1240 (180)41 (6)
1380 (200)30 (4,3)
Deformação no limite de resistência à tração Longitudinal Transversal
2,30,4
0,90,4
1,80,5
Tabela 9.4: Propriedades de compósitos com matriz epóxi reforçados com fibras contínuas e alinhadas de vidro, carbono e aramidas nas direções longitudinal e transversal. Em todos os casos a fração volumétrica da fibra é de 0,60.
Materiais de matrizes poliméricas: os papéis desempenhados pela matriz polimérica estão resumidos na “A Fase Matriz”. Além disso, frequentemente a matriz determina a máxima temperatura de serviço, uma vez que ela normalmente amolece, se funde ou se degrada a uma temperatura muito mais baixa do que a fibra de reforço. As resinas poliméricas mais amplamente utilizadas e mais baratas são os poliésteres e os vinis ésteres, esses materiais de matrizes são usados principalmente para compor os compósitos reforçados com fibras de vidro. Um grande número de resinas proporciona uma ampla variedade de propriedades para esses polímeros. Os epóxis são mais caros e, além das aplicações comerciais, também são muito utilizados em PMC para aplicações aeroespaciais, eles possuem melhores propriedades mecânicas e melhor resistência à umidade do que os poliésteres e as resinas vinílicas. Para aplicações a altas temperaturas, são empregadas as resinas de poli-imidas, seu limite superior de temperatura para utilização em regime contínuo é de aproximadamente 230°C (450°F). Finalmente, as resinas termoplásticas para altas temperaturas oferecem o potencial para serem usadas em futuras aplicações aeroespaciais, tais materiais incluem a poli-éter-éter-cetona (PEEK - Polyetheretherketone), o sulfeto de polifenileno) (PPS – Polyphenylene sulfide), e a polieterimida (PEI – Polyetherimide).
198
Para-brisa
CarenagemAsa/Fuse lagem
ConsoleAsa Suporte do
TanqueTampa
Carenagem Dorsal
Estabil izador
Tampa Superior Fuse lagem Central
Bordo de Ataque Deriva
Leme
Ponta do Profundor
Carenagem
Porta Dire ita/Esquerda
C arenagem Asa
Tanque (320 L)Carenagem Entrada
Ar Duto
C arenagem Intradorso
Fibra de Kevlar ou (Fibra de Kevlar + Fibra de Vidro)Fibra de C arbono ou (Fibra de Crabono + Nomex)
Figura 9.16: Apresenta a aeronave Tucano produzida pela EMBRAER, mostrando os componentes fabricados em compósitos
termorrígidos, utilizando como reforço fibras de carbono, Kevlar e vidro.
Fibra de Vidro ou (Fibra de Vidro + Fibra de Kevlar)

TECNOLOGIA DOS MATERIAIS
• Compósitos com matriz metálica: como o próprio nome indica, nos compósitos com matriz metálica (MMC – Metal-Matrix Composite), a matriz é um metal dúctil, ou seja, são constituídos por um metal ou liga, como elemento principal (matriz), e outros elementos dispersos na matriz, que usualmente servem como reforço. Os materiais compósitos podem ser reforçados com materiais de natureza diferente da matriz, dependendo da aplicação e propriedades que se deseja obter. Estes compósitos relativamente oferecem vantagens aos materiais convencionais combinando as propriedades do metal que serve de matriz com as propriedades do material que serve de reforço, esta combinação de vantagens é superior que a conseguida com os compósitos poliméricos. As fibras podem ser utilizadas como reforços incluindo também reforços de natureza cerâmica. Os compósitos com matriz metálica são classificados em:- MMC parcialmente reforçado: compósito metálico onde o reforço representa apenas 5% do volume do compósito;- MMC com reforços curtos;- MMC com reforço monofilamentos;- MMC com reforços Whysker;- MMC com reforço continuo.
Os revestimentos compósitos com matriz metálica constituem uma nova classe de revestimentos, que permitem a obtenção de novos revestimentos com propriedades diferenciadas sob o ponto de vista tecnológico para aplicação industrial. O processo de obtenção de revestimentos compósitos com matriz metálica consiste na co-deposição de partículas, adicionadas intencionalmente ao eletrólito, durante o processo de deposição química ou eletroquímica. Esses materiais podem ser utilizados a temperaturas serviço mais elevadas do que seus metais-base análogos. Além do mais , o reforço pode melhorar a rigidez específica, a resistência específica, a resistência à abrasão, a resistência à fluência, a condutividade térmica e a estabilidade dimensional. Algumas das vantagens desses materiais em relação aos compósitos com matriz a base de polímeros são maiores temperaturas operacionais, a sua não inflamabilidade e a maior resistência contra degradação por fluidos orgânicos. Os compósitos com matriz metálica são muito mais caros do que os PMC e, portanto, o uso dos MMC é um tanto restrito. As superligas, bem como as ligas de alumínio, magnésio, titânio e cobre, são empregadas como materiais de matriz. O reforço pode ser na forma de particulados, de fibras tanto contínuas como descontínuas, e de whyskers, as concentrações variam normalmente entre 10 e 60% de volume. Os materiais das fibras contínuas incluem o carbono, o carbeto de silício, o boro, a alumina e os metais refratários. Por outro lado, os reforços descontínuos consistem principalmente em whyskers de carbeto de silício, fibras picadas de alumina e de carbono, e particulados de carbeto de silício e alumina. Em um certo sentido, os cermetos se enquadram dentro dessa classificação de MMC. Na tabela 9.5 estão apresentadas as propriedades de diversos compósitos com matrizes metálicas e reforçados com fibras contínuas e alinhadas mais comumente utilizados. Algumas combinações de reforço de matriz são altamente reativas a temperaturas elevadas. Consequentemente, a degradação do compósito pode ser causada pelo processamento a altas temperaturas ou ao se sujeitar o MMC a temperaturas elevadas durante seu regime de serviço. Esse problema é geralmente resolvido, comumente ou pela aplicação de um revestimento superficial de proteção ao reforço ou pela modificação da composição da liga da matriz. Normalmente, o processamento de MMC envolve pelo menos duas etapas: consolidação ou síntese (isto é, introdução do reforço no interior da matriz), seguida por uma operação de modelagem. Uma gama de técnicas de consolidação está disponível, algumas das quais relativamente sofisticadas, os MMC com fibras descontínuas são suscetíveis a modelagem através de operações padrões de conformação de metais (por exemplo, forjamento, extrusão e laminação). Recentemente, alguns dos fabricantes de automóveis introduziram componentes de motores que consistem em uma matriz em liga de alumínio reforçada com fibras de alumina e fibras de carbono, esse MMC é leve em peso e resiste ao desgaste e à distorção térmica. As aplicações estruturais aeroespaciais incluem compósitos avançados com matriz metálica em liga de alumínio, fibras de boro são usadas como reforço para os ônibus espaciais (Space Shuttle), e fibras contínuas de grafita são usadas para o Telescópio Espacial Hubble. As propriedades de fluência e ruptura a altas temperaturas apresentadas por algumas superligas (ligas à base de Ni e Co) podem ser melhoradas através de um reforço com fibras, usando metais refratários tais como o tungstênio. Também são mantidas uma excelente resistência à oxidação a altas temperaturas e uma excelente resistência ao impacto. Os projetos que incorporam esses compósitos permitem maiores temperaturas de operação e melhores eficiências para motores a turbina.
199

TECNOLOGIA DOS MATERIAIS
Fibra Matriz Teor de Fibras (% volume)
Densidade(g/cm³)
Módulo de Tração Longitudinal (GPa)
Limite de Resistência à Tração Longitudinal (MPa)
Carbono 6061 Al 41 2,44 320 620
Boro 6061 Al 48 -- 207 1515
Carbeto de Silício (SiC) 6061 Al 50 2,93 230 1480
Alumina 380,0 Al 24 -- 120 340
Carbono reforçado com liga de magnésio AZ31 Mg 38 1,83 300 510
Borsico (fibra de carbeto de silício revestida de boro) Ti 45 3,68 220 1270
• Compósitos com matriz cerâmica: os materiais cerâmicos são dos mais antigos utilizados pelo ser humano, mesmo assim o desenvolvimento dos compósitos com matriz cerâmica tem ficado aquém dos outros tipo de matrizes, principalmente por sua dificuldade de fabricação, que envolve altas temperaturas em suas etapas, sendo assim, necessárias a utilização de reforços que suportem elevadas temperaturas. Outro motivo é o aparecimento de tensões térmicas, devido à diferença de coeficientes de expansão térmica entre a matriz e o reforço durante o resfriamento. Os principais tipos de compósitos com matriz cerâmica, em relação ao tipo de reforço usado, são: os de fibras contínuas, fibras descontínuas e os reforçados com partículas. As duas principais variedades de fibras contínuas que têm sido usadas nos compósitos com matriz cerâmica são as de carbeto de silício (SiC) e os de óxido de alumínio (Al2O3). Já para as fibras descontínuas (“whyskers”) e particulados é utilizado o carbeto de silício (SiC). Como já discutido, os materiais cerâmicos são inerentemente resilientes à oxidação e à deterioração a temperaturas elevadas. Não fosse pela predisposição desses materiais à fratura frágil, alguns seriam candidatos ideais para uso em aplicações a altas temperaturas e sob severas condições de tensão, especialmente para componentes em motores de turbina à gás para automóveis e aeronaves. Os valores da tenacidade à fratura para os materiais cerâmicos são baixos, e ficam em geral entre 1 e 5 MPa √m (0,9 e 4,5 ksi √pol.), conforme mostrado na tabela 9.6. Em contraste, os valores de KIc para a maioria dos metais são muito mais altos (entre 15 e mais do que 150 MPa √m [entre 14 e > 140 ksi √pol.]). A tenacidade à fratura das cerâmicas tem sido melhorada significativamente pelo desenvolvimento de uma nova geração de compósitos com matriz cerâmica (CMC – Ceramic-matrix composites), particulados, fibras ou whyskers de um material cerâmico que se encontram embutidos no interior de uma matriz de um outro material cerâmico. Os materiais compósitos com matriz cerâmica possuem maiores tenacidades à fratura entre aproximadamente 6 e 20 MPa √m (5,5 e 18 ksi √pol.). Essencialmente, essa melhoria nas propriedades de fratura resulta das interações entre as trincas que avançam e as partículas da fase dispersa. A iniciação das trincas ocorre normalmente com a fase matriz, enquanto sua propagação é obstruída pelas partículas, fibras ou whyskers. Diversas técnicas são utilizadas para retardar a propagação das trincas, as quais serão discutidas a seguir.
Limite de Escoamento KIc
Material MPa ksi MPa √m ksi √pol.
Metais
Liga de Alumínio (7075-T651) 495 72 24 22
Liga de Alumínio (2024-T3) 345 50 44 40
Liga de Titânio (Ti-6Al-4V) 910 132 55 50
Aço-liga (4340 temperado a 425°C) 1420 206 87,4 80,0
Aço-liga (4340 temperado a 260°C) 1640 238 50,0 45,8
Cerâmicos
Concreto -- -- 0,2 – 1,4 0,18 – 1,27
Vidro à base de Cal de soda -- -- 0,7 – 0,8 0,64 – 0,73
Óxido de Alumínio -- -- 2,7 – 5,0 2,5 – 4,6
Tabela 9.6: Dados de limite de escoamento e tenacidade à fratura em deformação plana a temperatura ambiente para materiais de engenharia selecionados.
200
Tabela 9.5: Propriedades de diversos
compósitos com matriz metálica reforçados com
fibras contínuas e alinhadas.
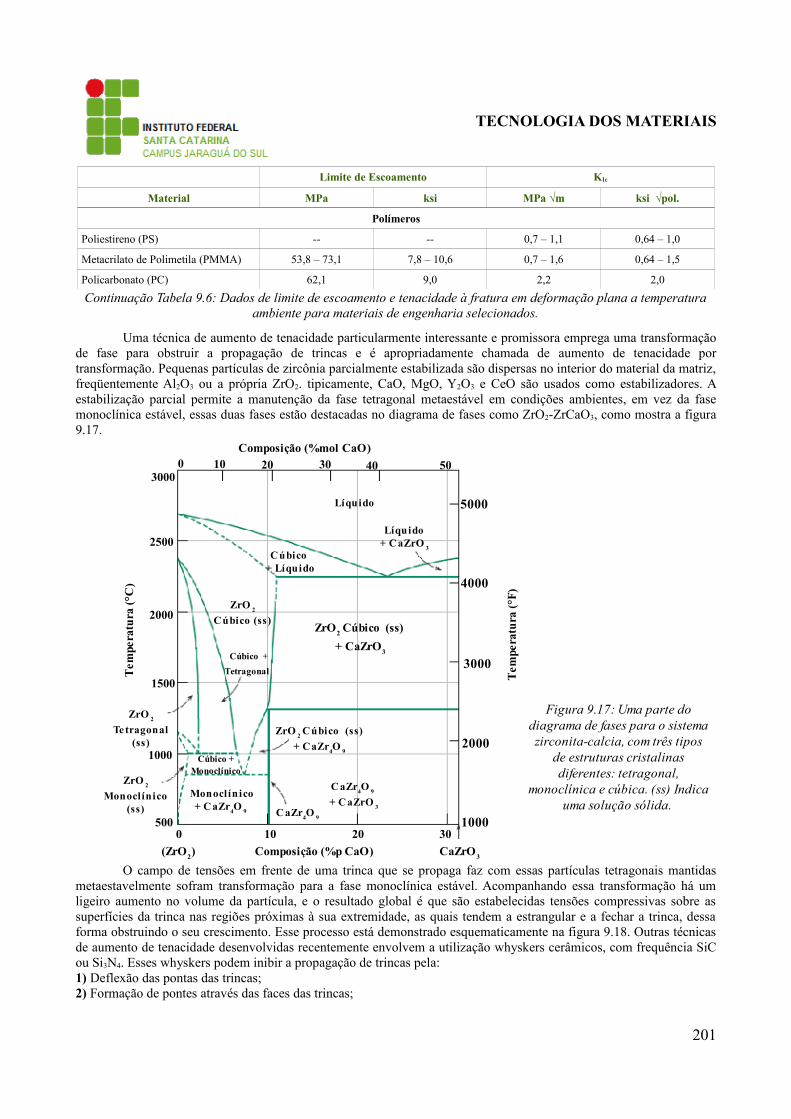
TECNOLOGIA DOS MATERIAIS
Limite de Escoamento KIc
Material MPa ksi MPa √m ksi √pol.
Polímeros
Poliestireno (PS) -- -- 0,7 – 1,1 0,64 – 1,0
Metacrilato de Polimetila (PMMA) 53,8 – 73,1 7,8 – 10,6 0,7 – 1,6 0,64 – 1,5
Policarbonato (PC) 62,1 9,0 2,2 2,0
Continuação Tabela 9.6: Dados de limite de escoamento e tenacidade à fratura em deformação plana a temperatura ambiente para materiais de engenharia selecionados.
Uma técnica de aumento de tenacidade particularmente interessante e promissora emprega uma transformação de fase para obstruir a propagação de trincas e é apropriadamente chamada de aumento de tenacidade por transformação. Pequenas partículas de zircônia parcialmente estabilizada são dispersas no interior do material da matriz, freqüentemente Al2O3 ou a própria ZrO2. tipicamente, CaO, MgO, Y2O3 e CeO são usados como estabilizadores. A estabilização parcial permite a manutenção da fase tetragonal metaestável em condições ambientes, em vez da fase monoclínica estável, essas duas fases estão destacadas no diagrama de fases como ZrO2-ZrCaO3, como mostra a figura 9.17.
O campo de tensões em frente de uma trinca que se propaga faz com essas partículas tetragonais mantidas metaestavelmente sofram transformação para a fase monoclínica estável. Acompanhando essa transformação há um ligeiro aumento no volume da partícula, e o resultado global é que são estabelecidas tensões compressivas sobre as superfícies da trinca nas regiões próximas à sua extremidade, as quais tendem a estrangular e a fechar a trinca, dessa forma obstruindo o seu crescimento. Esse processo está demonstrado esquematicamente na figura 9.18. Outras técnicas de aumento de tenacidade desenvolvidas recentemente envolvem a utilização whyskers cerâmicos, com frequência SiC ou Si3N4. Esses whyskers podem inibir a propagação de trincas pela:1) Deflexão das pontas das trincas;2) Formação de pontes através das faces das trincas;
201
Figura 9.17: Uma parte do diagrama de fases para o sistema zirconita-calcia, com três tipos
de estruturas cristalinas diferentes: tetragonal,
monoclínica e cúbica. (ss) Indica uma solução sólida.
0 10 20 30 40 50
5000
4000
3000
2000
1000
3000
2000
2500
1000
1500
5000 10 20 30
CaZrO3(ZrO2) Composição (%p CaO)
Composição (%mol CaO)
Tem
pera
tura
(°C
)
Tem
pera
tura
(°F)
ZrO 2
Tetragonal (ss)
ZrO 2
Monoclínico (ss)
Cúbico + Monoclínico
Monoclínico + C aZr4O 9 C aZr4O 9
ZrO 2 Cúbico (ss) + CaZr4O 9
Cúbico + Tetragonal
ZrO 2 Cúbico (ss) ZrO2 Cúbico (ss)
+ CaZrO3
C aZr4O 9 + C aZrO 3
Cúbico + Líquido
Líquido
Líquido+ CaZrO 3

TECNOLOGIA DOS MATERIAIS
3) Absorção de energia durante a extração à medida que os whyskers se desligam e se separam da matriz, e/ou; 4) Indução de uma redistribuição das tensões em regiões adjacentes às pontas das trincas.
Em geral, o aumento do teor de fibras melhora a resistência e a tenacidade à fratura, isso está demonstrado na tabela 9.7 para alumina reforçada com whysker. Há, ainda, há uma redução considerável na dispersão das resistências à fratura das cerâmicas reforçadas com whysker em comparação aos seus análogos sem reforço. Além disso, esses CMC exibem melhor comportamento em fluência a altas temperaturas e maior resistência a choques térmicos (isto é, falhas resultantes de mudanças repentinas de temperatura).
Os compósitos com matriz cerâmica podem ser fabricadas utilizando-se estampagem a quente, estampagem isostática a quente e técnicas de sinterização na fase líquida. Em relação às aplicações, as aluminas reforçadas com whysker de SiC estão sendo utilizadas como enxertos em ferramentas de corte para usinagem de ligas metálicas duras. A vida útil das ferramentas feitas com esses materiais é maior do que a das ferramentas feitas com carbetos cimentados.
Teor de whysker (% vol.) Resistência à fratura (MPa) Tenacidade à fratura (MPa √m)
0 -- 4,5
10 455 ± 55 7,1
20 655 ± 135 7,5 – 9,0
40 850 ± 130 6,0
- Compósitos carbono-carbono: um dos materiais mais avançados e promissores em engenharia é o compósito feito a partir de uma matriz de carbono e um reforço com fibras de carbono, conhecido frequentemente por compósito carbono-carbono, como o próprio nome indica, tanto o reforço como a matriz são feitos em carbono. Esses materiais são relativamente novos e caros e, portanto, não são muito utilizados no momento. Suas melhores propriedades são altos módulos de tração, limites de resistência à tração que são mantidos até temperaturas superiores a 2000°C (3630°F), resistência à fluência e valores de tenacidade à fratura são relativamente altos. Acrescente-se que os compósitos carbono-carbono possuem baixo coeficiente de expansão térmica, além de condutividades térmicas relativamente altas, essas características, somadas a altas resistência, dão origem a uma susceptibilidade relativamente baixa ao choque térmico. A sua principal desvantagem é uma propensão à oxidação quando são submetidos a altas temperaturas. Os compósitos carbono-carbono são empregados em motores de foguetes, como materiais de atritos em aeronaves e automóveis de alto desempenho, para moldes de estampagem a quente, em componentes para motores de turbina avançados e como escudos térmicos em veículos espaciais de reentrada na atmosfera. A razão principal para que esses materiais compósitos sejam tão caros são as técnicas de processamento relativamente complexas empregadas para a sua fabricação. Os procedimentos preliminares são semelhantes aos usados para compósitos com matriz polimérica e fibra de carbono. Isto é, as fibras contínuas de carbono são produzidas de acordo com padrão bidimensional ou tridimensional desejado, essas fibras são então impregnadas com uma resina polimérica líquida, frequentemente uma resina fenólica, a peça de trabalho é em seguida conformada de acordo com o seu formato final desejado, e a resina é deixada em repouso para curar. Neste instante, a resina da matriz é “pirolisada”, isto é, convertida em carbono através do aquecimento em meio a uma atmosfera inerte. Durante a pirólise, os componentes moleculares que consistem em oxigênio, hidrogênio e nitrogênio são eliminados, deixando para trás grandes cadeias de moléculas de carbono. Tratamentos térmicos subsequentes a temperaturas mais altas fazem com que essa matriz de carbono fique mais densa, assim aumentando em resistência. O compósito resultante, então, consiste nas fibras originais de carbono, que se mantiveram essencialmente inalteradas e se encontram encerradas no interior dessa matriz do carbono pirolisado.
202
Figura 9.18: Demonstração esquemática do aumento de
tenacidade por transformação. (a) Uma trinca antes da indução da
transformação de fases das partícula de ZrO2 . (b) Obstrução da trinca devido à transformação de fases
induzida pela tensão.
Partículas monoclínicas de ZrO 2
TrincaTrinca
Partículas
te tragonais de ZrO 2
(a) (b)
Região do campo de tensões
Tabela 9.7: Resistências à fratura e tenacidades à fratura à temperatura ambiente para vários
teores de whisker de SiC em Al2O3.
Partículas
te tragonais de ZrO 2

TECNOLOGIA DOS MATERIAIS
- Compósitos híbridos: um compósito reforçado com fibras relativamente novo é o do tipo híbrido, obtido pelo uso de dois ou mais tipos de fibras diferentes no interior de uma única matriz. Os híbridos possuem uma melhor combinação global de propriedades do que os compósitos que contém somente um único tipo de fibra. São utilizadas várias combinações de fibras e de materiais para a matriz, mas no sistema mais comum tanto fibras de carbono como fibras de vidro são incorporadas no interior de uma resina polimérica. As fibras de carbono são fortes e relativamente rígidas, e proporcionam um reforço de baixa densidade, contudo, elas são caras. As fibras de vidro são baratas, mas carecem da rigidez do carbono. O híbrido vidro-carbono é mais forte e mais resistente, possui maior resistência ao impacto e pode ser produzido a um custo menor do que os plásticos comparáveis feitos totalmente a partir de reforço com fibras de carbono ou totalmente a partir de reforço com fibras de vidro. Existem várias maneiras segundo as quais as duas fibras podem ser combinadas e que, ao final, afetam as propriedades globais do material. Por exemplo, as fibras podem estar todas alinhadas e intimamente misturadas umas com as outras, ou podem ser construídos laminados que consistam em camadas superpostas, sendo cada uma dessas camadas compostas por um único tipo de fibra, onde as fibras de um tipo se alternam com as fibras de outro tipo. Em virtualmente todos os híbridos, as propriedades são anisotrópicas. Quando os compósitos híbridos são tensionados em tração, a falha é geralmente não-catastrófica (isto é, não ocorre de maneira repentina). As fibras de carbono são as primeiras a falhar no momento em que a carga é transferida para as fibras de vidro. Com a falha das fibras de vidro, a fase matriz deve suportar a carga aplicada. A falha final do compósito coincide com a falha da fase matriz. As principais aplicações para compósitos híbridos são a fabricação dos componentes estruturais de transportes terrestres, aquáticos e aéreos, artigos esportivos e componentes ortopédicos de peso reduzido.
9.3 PROCESSAMENTO DE COMPÓSITOS REFORÇADOS COM FIBRAMuitas peças ou estruturas em material composto são geralmente produzidas por uma composição de lâminas
sucessivas, chamadas de estruturas estratificadas. Os processos de fabricação são inúmeros e devem ser selecionadas segundo requisitos como: dimensões, forma, qualidade, produtividade (capacidade de produção), etc. As operações básicas para a obtenção da peça final têm a seguinte seqüência, conforme mostrado na figura 9.19. Para fabricar os plásticos reforçados com fibras contínuas que atendem a determinadas especificações de projeto, as fibras devem estar distribuídas uniformemente no interior da matriz plástica e, na maioria dos casos, também devem estar orientadas virtualmente na mesma direção. Recentemente, foram desenvolvidas técnicas (pultrusão, enrolamento de filamentos e processos de produção prepreg") através das quais são produzidos artigos de utilidade feitos a partir desses materiais.
• Pultrusão: é usada para a fabricação de componentes que possuem comprimentos contínuos e que têm um formato de seção reta constante (isto é, barras, tubos, vigas, etc.). A palavra pultrusão provém do inglês: “to pull”, que significa precisamente “puxar”. Com essa técnica, que está ilustrada esquematicamente na figura 9.20, as mechas, ou cabos, de fibras são em primeiro lugar impregnadas com uma resina termofixa, estas são então estiradas através de um molde de aço que pré-conforma a peça de acordo com a forma desejada, além de estabelecer a razão resina/fibra. O material passa então através de um molde de cura que é usinado com precisão, de modo a conferir à peça sua forma final, esse molde também é aquecido, com o objetivo de dar início ao processo de cura da matriz de resina. Um dispositivo de puxar estira o material através dos moldes e também determina a velocidade de produção. Seções
203
Figura 9.19: Fluxograma das operações básicas para a obtenção da peça final.
Impregnação (mistura)
C olocação da mistura sobre o molde /mandril
Polimerização (e stufa)
Desmoldagem
Acabamento
FIBRAS RESINA

TECNOLOGIA DOS MATERIAIS
tubulares e ocas se tornam possíveis pelo uso de mandris centrais ou pela inserção de núcleos ocos. Este processo, cuja aplicação é frequente na indústria de componentes aeronáuticos, em materiais para a construção civil ou na fabricação de têxteis técnicos, permite a produção de grandes séries de perfis com seção constante de polímeros reforçados com fibras longas. Os principais reforços são as fibras de vidro, carbono e aramidas, que são adicionadas normalmente em concentrações entre 40 e 70% de volume. Os materiais comumente utilizados como matrizes incluem os poliésteres, os ésteres vinílicos e as resinas epóxi. A pultrusão é um processo contínuo que pode ser facilmente automatizado, as taxas de produção são relativamente altas, o que torna esse processo muito eficaz em termos de custos. Ainda mais, é possível uma ampla variedade de formas, e não existe realmente qualquer limite prático ao comprimento do material que pode se fabricado.
• Processos de produção Prepreg: prepreg é o termo utilizado pela indústria dos compósitos para representar reforços com fibras contínuas pré-impregnadas com uma resina polimérica apenas parcialmente curada. Esse material é enviado para o fabricante na forma de uma fita, que então molda diretamente e cura por completo o produto sem haver a necessidade de adicionar qualquer resina. Esta é provavelmente a forma de material compósito mais amplamente utilizada para aplicações estruturais. O processo prepreg, que está representado esquematicamente para polímeros termofixos na figura 9.21, começa pela colimação de uma série de mechas de fibras contínuas enroladas em uma bobina. Essas mechas são então laminadas em sanduíche e prensadas entre folhas de papel de liberação e de suporte utilizando rolos aquecidos, em um processo conhecido por “calandragem”. A folha de papel de liberação é revestida com uma fina película de solução de resina aquecida, com viscosidade relativamente baixa, de modo tal a proporcionar a completa impregnação das fibras. Uma “lâmina cirúrgica” (bisturi) espalha a resina para formar uma película com espessura e largura uniformes. O produto final prepreg (a fita delgada que consiste em fibras contínuas e alinhadas que se encontram inseridas em uma resina parcialmente curada) é preparado para embalagem sendo enrolado em uma bobina de papelão. Como está mostrado na figura 9.21, a folha de papel de liberação é removida na medida em que a fita impregnada é enrolada na bobina. As espessuras típicas para a fita variam entre 0,08 e 0,25mm (entre 3 x 10 -3 e 10-2
polegadas), as larguras das fitas variam entre 25 e 1525mm (1 e 60 polegadas), enquanto o teor de resina fica geralmente entre aproximadamente 35 e 45% de volume.
204
Mechas de Fibras
Tanque de impregnação com resina
Matriz de pré -conformação
Matriz de cura
Rolos extratores Figura 9.20: Diagrama esquemático mostrando o
processo de Pultrusão.
Figura 9.21: Diagrama esquemático ilustrando a produção
de fita prepreg usando polímeros termofixos.
Fibra em
carre te l
Lâmina cirúrgica
Pape l de
suporte
Prepreg em
carre te l
Cilindros de calandragem
aquecidos
Pape l de l iberação
Pape l de l iberação usado
Moega contendo resina aquecida

TECNOLOGIA DOS MATERIAIS
À temperatura ambiente, a matriz termofixa desenvolve as reações de cura, portanto, o prepreg é armazenado a 0°C (32°F) ou inferior. Ainda, o tempo em uso a uma temperatura ambiente (ou “out-time”) deve ser minimizado. Se manuseados da maneira apropriada, os prepregs de resina termofixa possuem um tempo de vida útil de pelo menos seis meses e geralmente um pouco mais que isto. Tanto resinas termoplásticas como as resinas termofixas são utilizadas, fibras de carbono, vidro e aramidas são os reforços comumente utilizados. O processo efetivo de fabricação começa com o “descarregamento”, ou seja, a colocação da fita prepreg sobre uma superfície trabalhada. Normalmente, várias camadas são colocadas (após a remoção do papel de suporte) para proporcionar a espessura desejada. O arranjo da colocação das camadas pode ser unidirecional, porém com maior frequência a orientação das fibras é alternada, de modo a produzir um laminado com camadas cruzadas ou com camadas em ângulo. A cura final é obtida pela aplicação simultânea de calor e de pressão. O procedimento de descarregamento pode ser executado de forma totalmente manual (descarregamento manual), onde o operador tanto corta os comprimentos das fitas como também as posiciona sobre a superfície trabalhada de acordo com a orientação desejada. Alternativamente, os padrões da fita podem ser cortados à máquina e, então, colocados manualmente na posição. Os custos de fabricação podem ser reduzidos ainda mais pela automação da colocação e do posicionamento dos prepregs, além de outros procedimentos de fabricação (por exemplo, enrolamento de filamentos), o que elimina virtualmente a necessidade de mão-de-obra. Esses métodos automatizados são essenciais para que muitas aplicações dos materiais compósitos sejam eficazes em termos de custos.
• Enrolamento de filamento: é um processo segundo o qual as fibras de reforço contínuas são posicionadas de maneira precisa e de acordo com um padrão predeterminado para compor uma forma oca (geralmente cilíndrica). As fibras, na forma de fios individuais ou de mechas, são primeiramente alimentadas através de um banho de resina e em seguida enroladas continuamente ao redor de um mandril, em geral utilizando equipamentos de enrolamento automáticos (Figura 9.22). Após ter sido aplicado o número apropriado de camadas, a cura é executada ou em um forno ou à temperatura ambiente, quando então o mandril é removido. Como alternativa, prepregs estreitos e delgados (isto é, mechas impregnadas), com 10mm ou menos em largura podem ser enrolados em filamentos.
São possíveis vários padrões de enrolamento (isto é, circunferencial, helicoidal e polar), de forma a dar as características mecânicas desejadas. As peças enroladas em filamentos têm razões resistência/peso muito altas. Ainda, essa técnica permite um alto grau de controle sobre a uniformidade e a orientação do enrolamento. Ademais, quando automatizado, o processo é mais economicamente atrativo. As estruturas mais comuns feitas a partir do enrolamento de filamentos são as carcaças de motores de foguetes, tanques de armazenamento e tubulações e vasos de pressão. Atualmente, estão sendo utilizadas técnicas de fabricação para produção de uma ampla variedade de formas estruturais, as quais não estão limitadas necessariamente a superfícies de revolução (por exemplo, vigas “I”). Essa tecnologia está avançando muito rapidamente, pois ela apresenta uma excelente relação custo/benefício.
- Enrolamento helicoidal: no enrolamento helicoidal, as fibras são depositadas em um mandril rotativo com um ângulo de deposição α em relação ao eixo de rotação, figura 9.23. Este tipo de enrolamento resiste aos esforços circunferenciais e longitudinais.
205
Figura 9.22: Representações esquemáticas das técnicas de enrolamento de filamentos helicoidal,
circunferencial e polar.
Enrolamento helicoidal
Enrolamento circunferencial
Enrolamento polar
Fibras
ResinaGuia
Mandril
Figura 9.23: Bobinamento helicoidal.

TECNOLOGIA DOS MATERIAIS
- Enrolamento circunferencial: no enrolamento circunferencial, as fibras são depositadas em um mandril rotativo, com um ângulo de deposição de 90° em relação ao eixo de rotação, figura 9.25. Este tipo de enrolamento resiste aos esforços circunferenciais.
- Enrolamento polar: no enrolamento polar, o reforço é depositado no mandril de forma a tangenciar as duas aberturas dos domos, traseiro e dianteiro, figura 9.26. O ângulo de deposição varia de α0,constante na região cilíndrica, até 90° nas duas aberturas dos domos. O enrolamento polar resiste preferencialmente aos esforços longitudinais. A fabricação de vasos de pressão enrolados consiste de dois tipos de enrolamento, como é o caso da figura 9.27. Nos domos traseiro e dianteiro, o enrolamento é do tipo polar [±θ], enquanto que na região cilíndrica, os enrolamentos circunferencial e polar se intercalam [90º/±θ].
• Moldagem manual: é o processo mais difundido no mundo, porém não é o de maior produção devido à limitação que há na cadência de produção. Este processo é adequado para a produção de baixos e médios volumes, de partes grandes e de alta resistência. Uma combinação de reforços em rolo é colocada em um molde aberto e impregnada com resina. Quando a resina cura, a superfície do molde é reproduzida para o lado do compósito que está em contato com o molde.
206
Mandril
Fibras
Trilho
90°Figura 9.25: Enrolamento
circunferencial.
Resina
Fibras
Estufa
MandrilFibras
impregnadas
Figura 9.24: Bobinamento helicoidal contínuo.
Fibras
Mandril
Resina
Prato giratório
A
A'
B
B'
α0
Figura 9.26: Bobinamento polar.
Figura 9.27: Propulsor de último estágio de lançador de satélite.

TECNOLOGIA DOS MATERIAIS
• Moldagem sem pressão: o molde é primeiramente revestido de um desmoldante e posteriormente de uma resina colorida. A seguir as fibras são depositadas sobre o molde e em seguida impregnadas com resina e compactadas com um rolo. O processo se segue para as lâminas sucessivas, figura 9.29. A polimerização (solidificação) ou cura da resina pode ser feita com ou sem o molde, isto em função da geometria da peça. A cura da resina pode ser feita em temperatura ambiente ou ser acelerada se colocada em uma estufa a uma temperatura entre 80°C e 120°C. Após a cura da resina e a desmoldagem, a peça é finalizada: retirada de rebarbas, pintura, etc.
• Moldagem por compressão a frio: neste processo a resina é injetada sob pressão no espaço entre o molde e o contramolde. A cura pode ser feita a temperatura ambiente ou em uma estufa. Há casos onde o molde e o contra-molde são aquecidos, sendo este processo chamado de compressão a quente. Neste caso a cura da resina é feita no próprio molde, figura 9.30.
• Moldagem por projeção simultânea: este processo consiste em projetar simultaneamente fibras cortadas impregnadas em resina sobre o molde. A lâmina de fibras impregnadas é em seguida compactada por um rolo e novas lâminas podem ser sucessivamente depositadas, figura 9.31. Um contra-molde pode eventualmente ser utilizado para a obtenção de faces lisas e para proporcionar uma melhor compactação entre as lâminas. A vantagem deste processo com relação ao processo de moldagem sem pressão é a de permitir uma produção em série das peças, no entanto, as características mecânicas das peças são médias devido ao fato das fibras serem cortadas.
207
Manta de fibra de
vidro
Tecido de fibra de
vidro C amada de resina Camada de
desmoldante
Ferramenta
Base da Ferramenta
Desmoldante
Resina
Resina com ace lerador
Resina com endurecedor
FioAr Fio
Ar
Resina com ace leradorEndurecedor
Figura 9.29: Processo de produção de moldagem sem pressão.
Molde
Rolo
Resina
Fibras
Contra-molde
Molde
Resina
Figura 9.30: Processo de produção de moldagem por compressão a frio.
Figura 9.28: Processo de produção de moldagem manual.
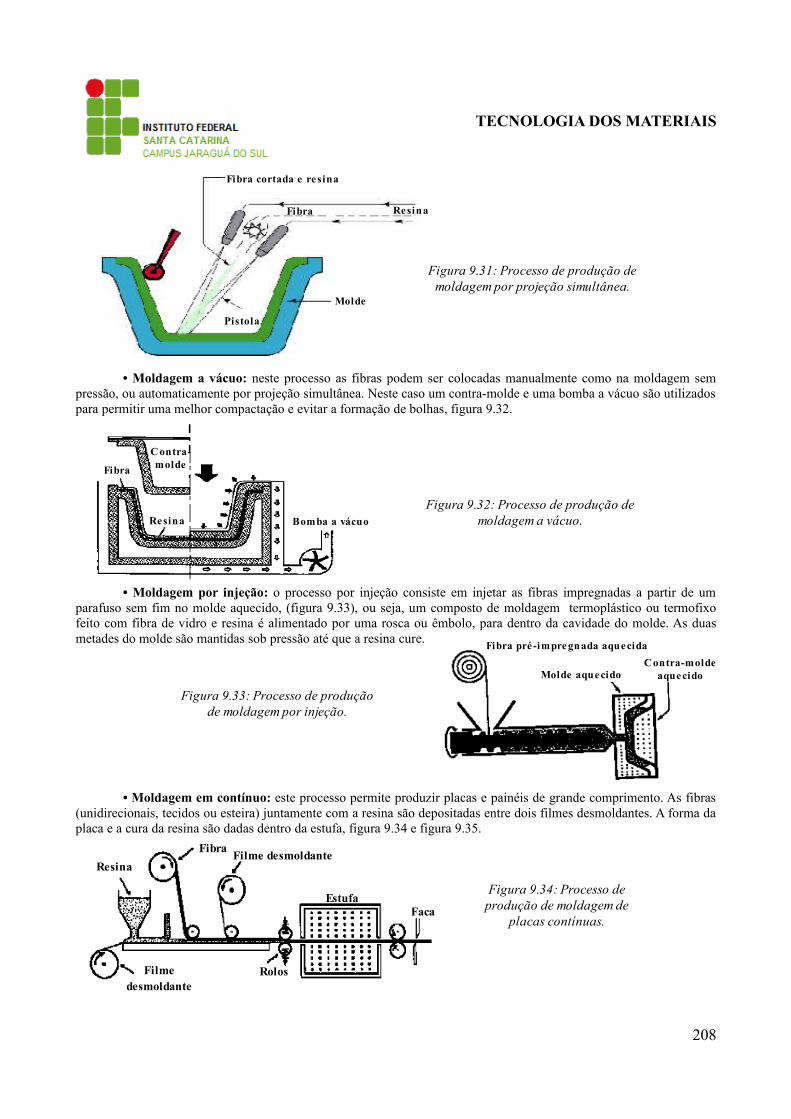
TECNOLOGIA DOS MATERIAIS
• Moldagem a vácuo: neste processo as fibras podem ser colocadas manualmente como na moldagem sem pressão, ou automaticamente por projeção simultânea. Neste caso um contra-molde e uma bomba a vácuo são utilizados para permitir uma melhor compactação e evitar a formação de bolhas, figura 9.32.
• Moldagem por injeção: o processo por injeção consiste em injetar as fibras impregnadas a partir de um parafuso sem fim no molde aquecido, (figura 9.33), ou seja, um composto de moldagem termoplástico ou termofixo feito com fibra de vidro e resina é alimentado por uma rosca ou êmbolo, para dentro da cavidade do molde. As duas metades do molde são mantidas sob pressão até que a resina cure.
• Moldagem em contínuo: este processo permite produzir placas e painéis de grande comprimento. As fibras (unidirecionais, tecidos ou esteira) juntamente com a resina são depositadas entre dois filmes desmoldantes. A forma da placa e a cura da resina são dadas dentro da estufa, figura 9.34 e figura 9.35.
208
Fibra cortada e resina
Pistola
ResinaFibra
Molde
Figura 9.31: Processo de produção de moldagem por projeção simultânea.
Fibra
C ontra-molde
Resina Bomba a vácuoFigura 9.32: Processo de produção de
moldagem a vácuo.
Fibra pré -impregnada aquecida
Molde aquecidoC ontra-molde
aquecido
Figura 9.33: Processo de produção de moldagem por injeção.
ResinaFibra
Filme desmoldante
EstufaFaca
Rolos
Figura 9.34: Processo de produção de moldagem de
placas contínuas.
Filme desmoldante

TECNOLOGIA DOS MATERIAIS
• Moldagem por centrifugação: este processo é utilizado na produção de peças de revolução, molda formas cilíndricas e ocas, tais como tanques, tubulações e postes. Dentro do molde em movimento de rotação é injetado as fibras cortadas juntamente com a resina. A impregnação da resina nas fibras e a compactação é feita pelo efeito de centrifugação. A cura da resina pode ser feita a temperatura ambiente ou em uma estufa. Este processo é utilizado em casos onde não se exige homogeneidade das propriedades mecânicas da peça.
Outros processos de fabricação de peças de revolução podem ser empregados quando se exige homogeneidade das propriedades mecânicas da peça. Nestes processos fibras são enroladas (bobinadas) sobre um mandril que dará a forma final da peça. Este processo permite a fabricação industrial de tubos de diversos diâmetros e grandes comprimentos de alta performance, como já visto no parágrafo “enrolamento de filamento”.
9.4 COMPÓSITOS ESTRUTURAISUm compósito estrutural é composto normalmente tanto por materiais homogêneos como por materiais
compósitos, cujas propriedades dependem não somente das propriedades dos materiais constituintes, mas também do projeto geométrico dos vários elementos estruturais. Os compósitos laminares e painéis em sanduíche são dois dos tipos de compósitos estruturais mais comuns.
9.4.1 COMPÓSITOS LAMINARESUm compósito laminar é composto por folhas ou painéis bidimensionais que possuem uma direção preferencial
de alta resistência, tal como encontrado na madeira e em plásticos reforçados com fibras contínuas e alinhadas. As camadas são empilhadas e subseqüentemente cimentadas umas às outras, de modo tal que a orientação da direção de alta resistência varia de acordo com cada camada sucessiva (figura 9.37). Por exemplo, as folhas sucessivas de madeira na madeira compensada são alinhadas com as direções dos grãos em ângulos retos umas com as outras.
Os laminados também podem ser construídos empregando-se materiais na forma de tecidos, tais como o algodão, o papel ou fibras de vidro trançadas, os quais são inseridos no interior de uma matriz de plástico. Dessa forma, um compósito laminar possui uma resistência relativamente alta em uma diversidade de direções no plano bidimensional, entretanto, a resistência em qualquer direção específica é, obviamente, menor do que aquela que existiria
209
Resina
Filme desmoldante
Filme desmoldante
Fibras cortadas Estufa
Faca
Rolos
Figura 9.35: Processo de produção de moldagem de placas
onduladas contínuas.
Fibra
Molde
Figura 9.36: Processo de produção de moldagem por
centrifugação.
Resina
Figura 9.37: O empilhamento de camadas sucessivas reforçadas com fibras orientadas para um compósito laminar.

TECNOLOGIA DOS MATERIAIS
se todas as fibras estivessem orientadas naquela direção. Um exemplo de uma estrutura laminada relativamente complexa é o esqui moderno, como mostra a figura 9.38.
9.4.2 PAINÉIS EM SANDUÍCHEOs painéis em sanduíche, considerados uma classe de compósitos estruturais, consistem em duas folhas
externas mais resistentes, ou faces, que se encontram separadas por uma camada de material menos denso, ou recheio, que por sua vez possui menor rigidez e menor resistência. As faces suportam a maior parte da carga para dentro do plano e também quaisquer tensões de flexão transversais (figura 9.39). Dentre os materiais típicos que são utilizados para as faces, estão incluídos as ligas de alumínio, os plásticos reforçados com fibras, o titânio, o aço e a madeira compensada. Estruturalmente, o recheio serve para duas funções. Em primeiro lugar, ele separa as faces e resiste a deformações perpendiculares ao plano da face. Em segundo lugar, ele proporciona um certo grau de rigidez contra o cisalhamento ao longo dos planos que são perpendiculares às faces. Vários materiais e estruturas são utilizados como recheio, incluindo polímeros em espumas, borrachas sintéticas, cimentos inorgânicos e madeira de balsa. Um outro tipo de recheio popular é a estrutura em “colméia”, que consiste em finas folhas moldadas com o formato de células hexagonais que se intertravam, tendo seus eixos orientados perpendicularmente aos planos das faces. O material do qual a colméia é feita pode ser similar ao material da face. A figura 9.40 mostra uma vista em corte de um painel em sanduíche com recheio em colméia. Os painéis em sanduíche são encontrados em uma ampla variedade de aplicações, dentre as quais telhados, pisos e paredes de prédios, e em aeronaves: nas asas, na fuselagem e nos revestimentos do leme horizontal.
210
Camadas bidirecionais: fibras de vidro ± 45°. Proporcionam rigidez a torção.
Topo: plástico ABS com baixa temperatura de transição vítrea. Usado com propósitos de
contenção e de acabamento.
Lateral: plástico ABS com baixa temperatura de transição vítrea.
Usado com propósitos de contenção e de acabamento.
Corpo central: plástico pol iure tano. Atua como um enchimento.
Camada amortecedora: pol iure tano. Melhora a resistência a vibrações.
Camadas unidirecionais: fibras de vidro a 0° (e algumas a 90°). Proporcionam rigidez
longitudinal .
Camada bidirecional: fibras de vidro a ± 45°. Proporcionam rigidez à torção.
Base: carbono comprimido (partículas de carbono encerradas em uma matriz de plástico). Duro e resistente à abrasão. Proporciona
uma superfície apropriada.
Aresta: aço endurecido. Faci l i ta a real ização
de curvas, ao “cortar” a neve .
Camada bidirecional: fibras de vidro a ± 45°. Proporcionam rigidez à torção.
Camadas unidirecionais: fibras de vidro a 0° (e algumas a 90°). Proporcionam rigidez longitudinal .
Revestimento do corpo central: camada bidirecional de fibra de vidro. Atua como uma caixa de torção e l iga as camadas mais
externas ao corpo central .
Figura 9.38: Seção transversal de um esqui de neve de alto desempenho. Nessa figura estão mostrados os vários componentes. A função de cada componente está anotada, bem como o material que é empregado na sua
construção.
Direção Transversal
Faces Carga
Figura 9.39: Diagrama esquemático mostrando o corte transversal de um painel
em sanduíche.

TECNOLOGIA DOS MATERIAIS
10. TRATAMENTO TÉRMICO10.1 A ORIGEM DO TRATAMENTO TÉRMICO
É bastante antiga a preocupação do homem em obter metais resistentes e de qualidade. O imperador romano Júlio César já afirmava, no ano 55 a.C., que os guerreiros bretões se defrontavam com o problema de suas armas entortarem após certo tempo de uso. Isso os obrigava a interromper as lutas para consertar suas armas de ferro. Os romanos, por sua vez, já haviam descoberto que o ferro se tornava mais duro quando aquecido durante longo tempo num leito de carvão vegetal e resfriado, em seguida, em salmoura. Esse procedimento pode ser considerado a primeira forma de tratamento térmico, pois permitia a fabricação de armas mais duras e mais resistentes. Entretanto, foram necessários muitos anos para o homem aprender a lidar de modo mais eficiente com o calor e com os processos de resfriamento, para fazer tratamento térmico mais adequado dos metais.
Mas, antes de conhecermos os tratamentos térmicos, vamos relembrar as caraterísticas dos aços, principalmente sua estrutura cristalina.
10.2 ESTRUTURA CRISTALINAO aço se compõe de um aglomerado compacto de átomos arranjados ordenadamente, denominado estrutura
cristalina.Na siderurgia, com a oxidação do ferro-gusa, produz-se o aço no estado líquido. Na passagem do estado
líquido para o sólido, os átomos que compõem o aço vão se agrupando, à medida que a temperatura diminui. Nesse processo de agrupamento, os átomos vão se organizando de modo a assumir posições definidas e ordenadas, formando figuras geométricas tridimensionais que se repetem.
A esse conjunto de átomos, que ocupam posições fixas e formam uma estrutura, denominamos célula unitária. Durante o processo de solidificação, as células unitárias vão se multiplicando, lado a lado, e formam uma rede cristalina. As células unitárias se organizam em três dimensões, apresentando um contorno de agregado de cristais irregulares. Esses cristais recebem o nome de grãos, que são formados por milhares de células unitárias.
Os grãos podem ser observados melhor com o auxílio de um microscópio. A figura 10, ilustra uma peça de aço de baixo teor de carbono, com a superfície polida e atacada quimicamente ampliada muitas vezes. As regiões claras e escuras, todas com contornos bem definidos como se fossem uma colméia são os grãos.
211
Figura 9.40: Diagrama esquemático mostrando a construção de um painel em
sanduíche com recheio em colméia.
Folha de face
Colméia
Folha de face Painel em sanduíche fabricado
Adesivo
Z
X
Y

TECNOLOGIA DOS MATERIAIS
10.2.1 SISTEMA CRISTALINONo estado sólido, os átomos de um metal apresentam posições diferentes, com a aparência de uma figura
geométrica regular. Cada metal tem uma estrutura específica. Mas pode acontecer de vários metais apresentarem a mesma estrutura. Entre as diversas formas de estrutura, vamos rever a três mais comuns:▪ Reticulado Cúbico de Corpo Centrado (CCC): os átomos assumem uma posição no espaço, com forma de cubo. Oito átomos estão nos vértices e um, no centro do cubo. Exemplos: o sódio, o vanádio e o ferro (em baixa temperatura);▪ Reticulado Cúbico de Face Centrada (CFC): os átomos ocupam os vértices e os centros das faces do cubo. Exemplos: o cálcio, o chumbo, o ouro e o ferro (em temperatura elevada);▪ Reticulado Hexagonal Compacto (HC): apresenta doze átomos nos vértices de um prisma de base hexagonal, dois átomos nos centros da base e mais três no seu interior. Exemplos: o zinco e o titânio.
10.3 AÇOAs propriedades dos aços dependem muito de sua estrutura cristalina, ou seja, de sua composição química, do
tamanho dos grãos, de sua uniformidade. Os tratamentos térmicos bem como os trabalhos mecânicos modificam em maior ou menor intensidade alguns destes aspectos (arranjo, dimensões, formato dos grãos) e, consequentemente, podem levar a alterações nas propriedades de um determinado tipo de aço, conferindo-lhe características específicas: mole ou duro, quebradiço ou tenaz, etc.
O aumento ou a redução da dureza do aço depende do modo como ele foi tratado termicamente. Uma fresa requer um tipo de tratamento térmico que a torne dura para a retirada de cavacos de um material. Outro exemplo: para que o aço adquira deformação permanente, como é o caso do forjamento, é necessário um tipo de tratamento térmico que possibilite a mais baixa dureza a esse aço. Temos, assim, duas situações opostas de alteração das propriedades do aço. Tais situações mostram a necessidade de se conhecer bem os constituintes do aço, antes de submetê-lo a um tratamento térmico.
10.3.1 CONSTITUINTE DO AÇOTomemos duas amostras de aço: uma com baixo teor de carbono (0,1%) e outra com teor médio de carbono
(0,5%). Vamos examinar, com o auxílio de um microscópio, a estrutura cristalina dessas duas amostras.
212
Figura 10: Contornos de grãos de uma peça de aço de baixo teor de carbono, com a superfície polida e
atacada quimicamente.
Perlita
Perl ita
Ferrita
Ferrita
Figura 10.1: Amostra de aço de baixo teor de carbono. Distinguimos grãos claros, com pouco carbono, em
maior quantidade, e grãos escuros com bastante carbono.
Figura 10.2: Amostra de aço de médio teor de carbono. Identificamos mais grãos escuros que claros. Portanto, essa amostra contém mais carbono. Os grãos escuros são mais
duros e resistentes do que os grãos claros.

TECNOLOGIA DOS MATERIAIS
Com o auxílio do microscópio, identificamos dois constituintes da estrutura do aço: grãos claros, chamados ferrita, e grãos escuros, chamados perlita.
Os cristais de ferro puro observados ao microscópio formam a estrutura denominada ferrita. A ferrita (grãos claros) cristaliza-se no sistema cúbico de corpo centrado (CCC), tem uma resistência aproximada de 28kg/mm², 35% de alongamento e uma dureza de 90 Brinell. É o mais mole de todos os constituintes, muito dúctil, maleável e magnético. Os átomos que compõem essa estrutura se organizam bem juntos entre si, de modo que fica difícil a acomodação de átomos de carbono na rede cristalina. A estrutura da ferrita consegue acomodar, no máximo, 0,025% de átomos de carbono. A ferrita é ferro alfa, ou seja, ferro puro que pode conter em solução, pequenas quantidades de Si-P e outras impurezas.
O teor de carbono exerce significativa influência nas propriedades mecânicas do aço. Quanto maior, maiores a dureza e a resistência à tração. Ampliando várias vezes o tamanho do grão escuro, vemos uma sequência de linhas ou lâminas claras e escuras. As lâminas claras são de ferrita e as lâminas escuras recebem o nome de cementita.
Os aços com elevados teores de carbono são prejudicados pela maior fragilidade devido à maior quantidade de cementita, uma substância bastante dura mas quebradiça. A estrutura da cementita constitui-se de doze átomos de ferro e quatro átomos de carbono. É, portanto, um carboneto de ferro com dureza elevada, responsável pela dureza do aço. É representada por Fe3C. A cementita deposita-se em forma de finas lamelas entre os cristais de ferro formando outra estrutura regular denominada de perlita. A perlita (grãos escuros) é formada de lâminas alternadas com 88% de ferrita e 12% de cementita, aparece geralmente por resfriamento lento da austenita, tem uma resistência de 80kg/mm² e um alongamento de 15%. Ao microscópio, a perlita apresenta-se como um desenho parecido com uma impressão digital.
É possível melhorar as propriedades do aço, adicionando, durante sua fabricação, outros elementos químicos, como níquel, molibdênio, tungstênio, vanádio, cromo, etc.. Assim como um atleta necessita de vitaminas para melhorar seu desempenho, o aço precisa desses elementos químicos como “reforço vitamínico” para melhorar suas propriedades.
10.3.2 AQUECIMENTO DO AÇOAté agora estudamos o aço na temperatura ambiente. Entretanto, o aço precisa ser colocado em forno para
receber um tratamento térmico. Mas, o que acontece com o aço ao ser aquecido? No caso de um aço que tenha, por exemplo, 0,4% de carbono, ocorre o seguinte:▪ Numa temperatura de 300°C, a estrutura do aço é igual à sua estrutura na temperatura ambiente: ferrita (cor branca) e perlita (cor preta);▪ Em temperatura de 760°C, inicia-se uma transformação na estrutura do aço: a perlita se transforma em austenita e a ferrita permanece estável;▪ Em temperatura de 850°C, toda a estrutura do aço se transforma em austenita.
A figura 10.4 nos mostra um gráfico ilustrando uma região de mudança de fase num intervalo de temperatura: a ferrita e a perlita se transformam em austenita. Essa região é chamada zona crítica: área em que as células unitárias de CCC se transformam em CFC, durante o aquecimento do aço. A austenita se forma na estrutura do aço submetido a
213
Z
X
Y
Linhas brancas = FerritaLinhas pre tas = C ementita
Figura 10.3: Ampliando várias vezes o tamanho do grão escuro, vemos uma sequência de linhas claras e escuras

TECNOLOGIA DOS MATERIAIS
temperatura elevada. Encontra-se na região acima da zona crítica, na zona de austenitização, conforme se pode observar na figura 10.4. A austenita tem uma estrutura cúbica de face centrada (CFC), apresentando menor resistência mecânica e boa tenacidade. Não é magnética.
10.3.3 RESFRIAMENTO DO AÇONuma temperatura de 850°C, o aço apresenta um único constituinte, que é a austenita. A figura 10.5 apresenta
um gráfico, ilustrando o que ocorre quando o aço com 0,4% de carbono é retirado do forno e vai se resfriando lentamente até chegar à temperatura ambiente.
Conforme a figura 10.5, podemos observar que ocorre o seguinte:
▪ Em temperatura de 850°C, a estrutura do aço é austenita;▪ Em temperatura de 760°C, parte da austenita desaparece, dando lugar à ferrita (permanecem, na estrutura, portanto, ferrita e austenita);▪ Em temperatura de 700°C, toda a austenita se transforma em ferrita e perlita (portanto, o aço volta à sua estrutura inicial);▪ Em temperatura ambiente, a estrutura continua ferrita e perlita.
214
Austenita
Ferrita e Austenita
Perlita + Ferrita
ZO NA C RÍTICA
ZO NA DE AUSTENITIZAÇ ÃO
Acm
A2
A1A1
Austenita
Ferrita e Austenita
Perlita + Ferrita
ZO NA C RÍTICA ZO NA DE
AUSTENITIZAÇÃO
Acm
A2
A1A1
A3
A3
0 0,4 0,8 1,2
Teor de carbono em %
Tem
pera
tura
em
°C
Aqu
ecim
ento
910
768
727
Ambiente
Tem
pera
tura
em
°C
Res
fria
men
to
910
768
727
Ambiente0 0,4 0,8 1,2
Teor de carbono em %
Figura 10.4: Gráfico ilustrativo para o
aquecimento do aço.
Figura 10.5: Gráfico ilustrativo para o
resfriamento do aço.

TECNOLOGIA DOS MATERIAIS
Se o aço for resfriado bruscamente (por exemplo, na água), ele se transformará em martensita, um constituinte duro, que pode ser visto com auxílio de microscópio.
10.3.4 DIAGRAMA DE EQUILÍBRIO FERRO-CARBONOAs explicações vistas sobre o aço, seus constituintes e seu aquecimento e resfriamento, a respeito do que ocorre
em um tratamento térmico, basearam-se no diagrama de equilíbrio ferro-carbono, que está ilustrado na figura 10.7.
A descrição de suas linhas, zonas, variações térmicas, simbologia e outros itens empregados em nosso estudo, estão designados abaixo:- Abcissa: representa a escala horizontal, com a percentagem de carbono (por exemplo: 1% de C [99% Fe]);- Ordenada: representa as várias temperaturas;- Linhas A3: indica início da passagem da estrutura CFC para CCC durante o resfriamento;- Linha A1: indica o limite da existência de austenita, abaixo dessa linha, não temos austenita;- Acm: indica o limite da quantidade de carbono dissolvido na austenita;- Fe3C: é a fórmula do carboneto de ferro, chamado cementita;- Letras gregas: γ (gama): símbolo de austenita;
α (alfa): símbolo de ferrita.
10.4 TRATAMENTO TÉRMICO DO AÇODe modo geral, tratamentos térmicos são o conjunto de operações de aquecimento e resfriamento a que são
submetidos os aços, sob condições controladas de temperatura, tempo, atmosfera e velocidade de resfriamento, com o objetivo de que este atinja as propriedades mecânicas desejadas como dureza, elasticidade, ductilidade, resistência à tração, ou conferir-lhes determinadas características, sem modificar seu estado físico. As propriedades dos aços dependem, em princípio, da sua estrutura. Os tratamentos térmicos modificam, em maior ou menor escala, a estrutura dos aços, resultando, em consequência na alteração mais ou menos pronunciada de suas propriedades. Cada uma das estruturas obtidas apresentam seus característicos próprios, que se transferem ao aço, conforme a estrutura, ou combinação de estrutura, ou combinação de estruturas presentes.
215
Ferrita
Figura 10.6: Amostra microscópica de um aço resfriado bruscamente.
AÇO S FERRO S FUNDIDO S
LiquidusLiquidus
Solidus
Sol idus
Líquido
Acm
γ + LíquidoLíquido + Fe 3C
γ + Fe 3C
1130°
α + Fe 3C
6,74,32,00,80 Teor de C arbono em %
γ
αα + γ A1
A3
α+γ
α+Liqα
153514921400
910
727
Ambiente
Tem
pera
tura
em
°C
Figura 10.7: Diagrama de equilíbrio das ligas de
ferro-carbono.
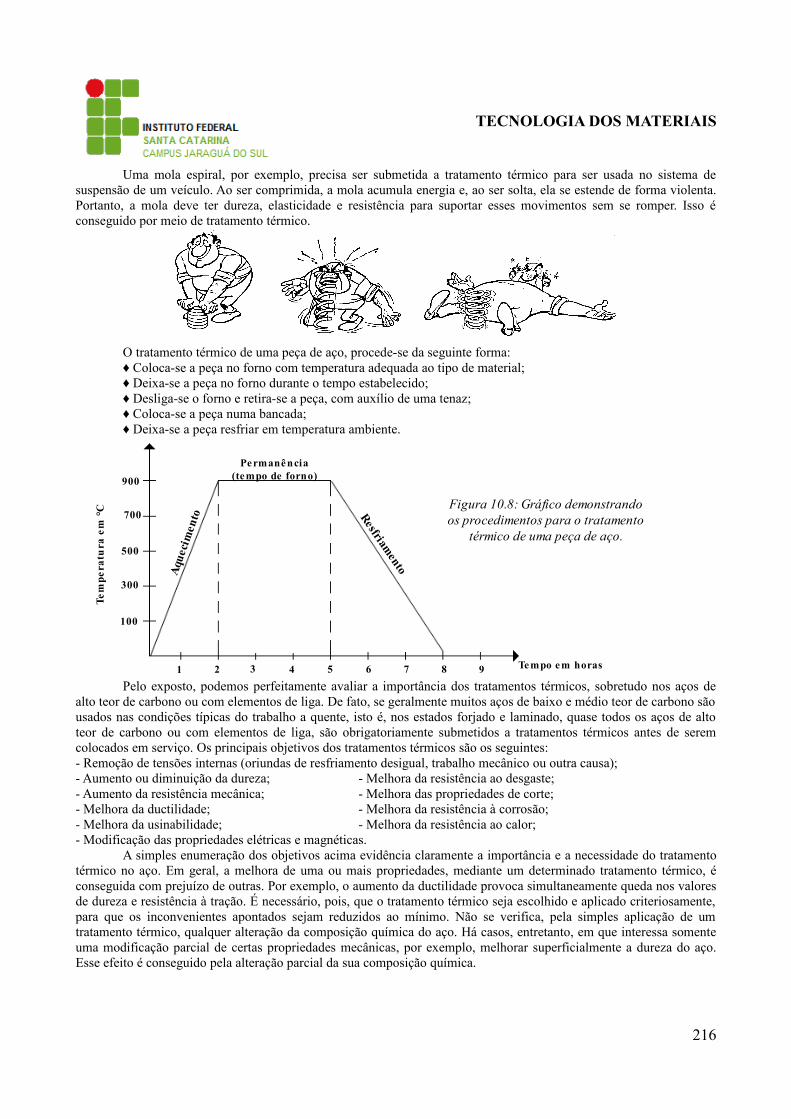
TECNOLOGIA DOS MATERIAIS
Uma mola espiral, por exemplo, precisa ser submetida a tratamento térmico para ser usada no sistema de suspensão de um veículo. Ao ser comprimida, a mola acumula energia e, ao ser solta, ela se estende de forma violenta. Portanto, a mola deve ter dureza, elasticidade e resistência para suportar esses movimentos sem se romper. Isso é conseguido por meio de tratamento térmico.
O tratamento térmico de uma peça de aço, procede-se da seguinte forma:♦ Coloca-se a peça no forno com temperatura adequada ao tipo de material;♦ Deixa-se a peça no forno durante o tempo estabelecido;♦ Desliga-se o forno e retira-se a peça, com auxílio de uma tenaz;♦ Coloca-se a peça numa bancada;♦ Deixa-se a peça resfriar em temperatura ambiente.
Pelo exposto, podemos perfeitamente avaliar a importância dos tratamentos térmicos, sobretudo nos aços de alto teor de carbono ou com elementos de liga. De fato, se geralmente muitos aços de baixo e médio teor de carbono são usados nas condições típicas do trabalho a quente, isto é, nos estados forjado e laminado, quase todos os aços de alto teor de carbono ou com elementos de liga, são obrigatoriamente submetidos a tratamentos térmicos antes de serem colocados em serviço. Os principais objetivos dos tratamentos térmicos são os seguintes:- Remoção de tensões internas (oriundas de resfriamento desigual, trabalho mecânico ou outra causa);- Aumento ou diminuição da dureza; - Melhora da resistência ao desgaste;- Aumento da resistência mecânica; - Melhora das propriedades de corte;- Melhora da ductilidade; - Melhora da resistência à corrosão;- Melhora da usinabilidade; - Melhora da resistência ao calor;- Modificação das propriedades elétricas e magnéticas.
A simples enumeração dos objetivos acima evidência claramente a importância e a necessidade do tratamento térmico no aço. Em geral, a melhora de uma ou mais propriedades, mediante um determinado tratamento térmico, é conseguida com prejuízo de outras. Por exemplo, o aumento da ductilidade provoca simultaneamente queda nos valores de dureza e resistência à tração. É necessário, pois, que o tratamento térmico seja escolhido e aplicado criteriosamente, para que os inconvenientes apontados sejam reduzidos ao mínimo. Não se verifica, pela simples aplicação de um tratamento térmico, qualquer alteração da composição química do aço. Há casos, entretanto, em que interessa somente uma modificação parcial de certas propriedades mecânicas, por exemplo, melhorar superficialmente a dureza do aço. Esse efeito é conseguido pela alteração parcial da sua composição química.
216
1 2 3 4 5 6 7 8 9 Tempo em horas
100
300
500
700
900
Tem
pera
tura
em
°C
Aque
cim
ento Resfriam
ento
Permanência(tempo de forno)
Figura 10.8: Gráfico demonstrando os procedimentos para o tratamento
térmico de uma peça de aço.

TECNOLOGIA DOS MATERIAIS
10.4.1 CURVAS DE TRANSFORMAÇÃO CONTÍNUA PARA OS AÇOSAs transformações vistas no diagrama Fe-C pressupõem velocidades de resfriamento bastante baixas, de forma
que todos os rearranjos atômicos possam se completar. Mudanças importantes podem acontecer se o aço, sob temperatura acima de 727°C, for bruscamente resfriado. As transformações podem não se efetivar totalmente e outras podem ocorrer, afetando sensivelmente as propriedades mecânicas. A figura 10.9 apresenta um gráfico mostrando um exemplo aproximado para um aço eutetóide, considerado inicialmente em temperatura na região da austenita (acima de 727°C, linha A1) e posteriormente resfriado. Essas curvas são conhecidas como TTT (tempo-temperatura-transformação).
Quanto a figura 10.9 podemos observar que: se rapidamente resfriado para T = 500°C e mantido nessa temperatura, a transformação da austenita começa em T0 e termina em T1. Ou melhor, a curva vermelha marca o início da transformação e a azul, o término. Na parte superior (de 700° até aproximadamente 560°C) há formação de perlita, tanto mais fina (e dura) quanto menor a temperatura. Na parte inferior (de 560° até cerca de 200°C) há formação de bainita (ferrita mais carboneto de ferro fino), de dureza maior que a perlita anterior e, de forma similar, mais dura em temperaturas mais baixas. Entretanto, na faixa de 200°C, há formação de uma nova estrutura, a martensita, em forma de agulhas e bastante dura (superior às anteriores). A linha Horizontal Mi marca o início e a Mf, o fim da transformação. A formação da martensita é o princípio básico da têmpera dos aços, isto é, o tratamento térmico para aumentar a dureza. Entretanto, nem todos os aços admitem têmpera. Em geral, somente com teor de carbono acima de 0,3% e velocidade de resfriamento alta.
As curvas TTT (tempo-temperatura-transformação) dos aços eram obtidas antigamente pelo método metalográfico. Hoje em dia elas são construídas através de um dilatômetro, equipamento que fornece medidas sensíveis da dilatação ou contração dos corpos de prova durante o resfriamento e mudança de fase.
As designações do gráfico da figura 10.10, estão descritas abaixo:- Eixo x: tempo em escala logarítmica. - Eixo y: esquerda (temperatura °C) e a direita (dureza do constituinte obtido isotermicamente).
217
Figura 10.10: Representação esquemática da curva TTT de um aço hipoeutetóide (0,008% <
C < 0,77% [região de formação dos constituintes dos aços]).
A1
Austenita
Austenita + Bainita
Perl ita
Bainita
M f Martensita
T0
°C727
T
M i
Tempo (segundos, e scala logarítmica)T1
Austenita
Austenita + Perl ita
Temperatura
A3
A1Austenita
Ferrita
Perl ita
BainitaMs
Mf MartensitaM90
Tempo (segundos, e scala logarítmica)100 101 102 103 104 105
Figura 10.9: Representação esquemática da curva TTT de um
aço eutetóide

TECNOLOGIA DOS MATERIAIS
- Linhas A1 e A3: temperaturas correspondentes, dos aços hipoeutetóides, no diagrama ferro-carbono. - Linha Ms ou Mi: temperatura de início de transformação da martensita. - Linha M90: corresponde a 90% de transformação da austenita em martensita. - Linha Mf: temperatura de fim de transformação da austenita em martensita. Quanto maior o teor de carbono e elementos de liga esta temperatura pode estar abaixo da temperatura ambiente, levando a formação indesejável da austenita retida. Normalmente a linha Mf não é indicada nas curvas TTT.
10.4.1.1 FATORES QUE DESLOCAM A CURVA TTTTrês são os fatores que influem na posição das linhas de transformação das curvas TTT.
- Composição química: além do carbono, todos os elementos de liga adicionados aos aços, com exceção do cobalto, deslocam as linhas de início e fim de transformação para a direita. Quando os aços são aquecidos acima do limite superior da zona crítica praticamente todos os elementos encontram-se dissolvidos na austenita. No resfriamento, ao passar pela zona crítica, alguns elementos tendem a ficar dissolvidos na ferrita e outros a formar carbonetos. As reações que ocorrem são complexas e tanto mais numerosas quanto maior o número de elementos de liga e seu teor (até um certo limite). O início e término dessas reações ocorrem após um determinado tempo, o qual é função dos elementos de liga presentes. Isto explica o deslocamento das linhas de início e de fim de transformação da austenita que ocorrem para os aços, mais intensamente para alguns, facilitando a obtenção da estrutura martensítica. Os elementos de liga deslocam também as linhas de início (Ms) e fim de transformação (Mf) da martensita, abaixando-as. Alguns aços ligados, após cementação, têm a linha Mf localizada abaixo da temperatura ambiente, apresentando então uma certa quantidade de austenita não transformada (“austenita retida” ou “austenita residual”). De todos os elementos, o carbono tem maior influência na temperatura Ms. Entre 0,3 e 0,4%C já existe uma pequena quantidade de austenita retida. A maioria dos aços contendo mais do que 0,5%C tem o Mf abaixo da temperatura ambiente. - Tamanho de grão austenítico: quanto maior o tamanho de grão austenítico tanto mais para a direita são deslocadas as linhas de início e fim de transformação. Os produtos de transformação da austenita, ferrita e perlita, iniciam-se nos contornos de grão por nucleação e crescimento. Um aço de granulação grosseira levará mais tempo para transformar-se do que um de granulação fina. Existem vários métodos para a determinação do tamanho de grão como a classificação do tamanho de grão segundo a ASTM, de 1 a 8. Na prática dos tratamentos térmicos recomenda-se o uso de uma granulação fina, isto é, tamanho de grão ASTM 5 a 8. Grão grosseiro de 1 a 3, desloca a curva, facilita a tempera, mas nesse caso isto é ruim pois fragiliza o material. Temperaturas altas aumentam o tamanho do grão, tais como soldagem e fundição.
- Homogeneidade da austenita: quanto mais homogênea a austenita tanto mais para a direita são deslocadas as linhas de início e fim de transformação. Áreas ricas em carbono, impurezas não dissolvidas (inclusões), ou a presença de carbonetos residuais atuam como núcleos de formação da perlita, diminuindo a temperabilidade dos aços. Para facilitar a têmpera é necessário tempo e temperatura correta.
10.4.1.2 FATORES DE INFLUÊNCIA NO TTAntes de serem definidos e descritos os vários tratamentos térmicos, será feita uma rápida recapitulação dos
diversos fatores que devem ser levados em conta na sua realização. Representando o tratamento térmico um ciclo tempo-temperatura (TT), os fatores a serem inicialmente considerados são: aquecimento, tempo de permanência à temperatura e resfriamento. Além desses, outro de grande importância é a atmosfera do recinto de aquecimento, visto que a sua qualidade tem grande influência sobre os resultados finais dos tratamentos térmicos.
→ Aquecimento: o caso mais frequente de tratamento térmico do aço é alterar uma ou diversas de suas propriedades mecânicas, mediante uma determinada modificação que se processa na sua estrutura. Assim sendo, o aquecimento é geralmente realizado a uma temperatura acima da zona crítica, isto é, tem-se então, a completa austenitização do aço, ou seja, total dissolução do carboneto de ferro gama: essa austenitização é o ponto de partida para as transformações posteriores desejadas, as quais se processarão em função da velocidade de resfriamento adotada. Na fase de aquecimento, dentro do processo de tratamento térmico, devem ser apropriadamente consideradas a velocidade de aquecimento e a temperatura máxima de aquecimento. - Velocidade de aquecimento: embora na maioria dos casos seja fator secundário, apresenta certa importância, principalmente quando os aços estão em estado de tensão interna ou possuem tensões residuais devidas ao encruamento prévio ou ao estado inteiramente martensítico pois, nessas condições, um aquecimento muito rápido pode provocar
218
Figura 10.11: Tamanho de grão austenítico.

TECNOLOGIA DOS MATERIAIS
empenamento ou mesmo aparecimento de fissuras. Há casos, contudo, de aços fortemente encruados que apresentam uma tendência para excessivo crescimento de grão quando aquecidos lentamente dentro da zona crítica, sendo então conveniente realizar um aquecimento mais rápido através dessa zona de transformação. Nas mesmas condições estão, certos aços especiais que exigem temperatura final de austenitização muito elevada, também nesses casos quando no aquecimento é atingida a zona crítica é necessário que a mesma seja ultrapassada mais ou menos rapidamente para evitar excessivo crescimento de grão de austenita. - Temperatura máxima de aquecimento: é mais ou menos um fator fixo, determinado pela natureza do processo e dependendo, é evidente, das propriedades e das estruturas finais desejadas, assim como da composição química do aço, principalmente do seu teor de carbono. Quanto mais alta essa temperatura, acima da zona crítica, maior segurança se tem da completa dissolução das fases no ferro gama, por outro lado, maior será o tamanho de grão da austenita. As desvantagens de um tamanho de grão excessivo são maiores que as desvantagens de não ser ter total dissolução das fases no ferro gama, de modo que se deve procurar evitar temperaturas muito acima de linha superior (A3) da zona crítica. Na prática, o máximo que se admite é 500ºC acima de A3 e assim mesmo para os aços hipoeutetóides. Para os hipereutetóides, a temperatura recomendada é inferior à da linha Acm. A razão é obvia: a temperatura da linha Acm sobe rapidamente com o aumento do teor de carbono, para que haja, portanto, completa dissolução do carboneto de ferro no ferro gama, são necessárias temperaturas muito altas com consequente e excessivo crescimento de grão de austenita, condição essa mais prejudicial que a presença de certa quantidade de carboneto não dissolvido.
→ Tempo de permanência à temperatura de aquecimento: a influência do tempo de permanência do aço à temperatura escolhida de aquecimento é mais ou menos idêntica à da máxima temperatura de aquecimento, isto é, quanto mais longo o tempo à temperatura considerada de austenitização, tanto mais completa a dissolução do carboneto de ferro ou outras fases presentes (elemento de liga) no ferro gama, entretanto maior o tamanho de grão resultante. Procura-se evitar, pois, permanência à temperatura do estritamente necessário para que se obtenha uma temperatura uniforme através de toda a seção do aço e para que se consigam as modificações estruturais mais convenientes. Tempo muito longo pode também aumentar a oxidação ou descarbonetação do material. Sob o ponto de vista de modificação estrutural, admite-se que uma temperatura ligeiramente mais elevada seja mais vantajosa que um tempo mais longo a uma temperatura inferior, devido à maior mobilidade atômica. De qualquer modo, o tempo à temperatura deve ser pelo menos o suficiente a se ter sua uniformização através de toda a seção.
→ Resfriamento: este é o fator mais importante, pois é ele que determinará efetivamente a estrutura e, em consequência, as propriedades finais dos aços. Como pela variação da velocidade de resfriamento pode-se obter desde a perlita grosseira de baixa resistência mecânica e baixa dureza até a martensita que é o constituinte mais duro resultante dos tratamentos térmicos. Por outro lado, a obtenção desses constituintes não é só função da velocidade de resfriamento, dependendo também como se sabe, da composição do aço (teor em elemento de liga, deslocando a posição das curvas em C), das dimensões (seção) das peças, etc. Os meios de resfriamento usuais são: ambiente do forno, ar e meios líquidos. O resfriamento mais brando é, evidentemente, o realizado no próprio interior do forno e ele se torna mais severo à medida que se passa para o ar ou para um meio líquido, onde a extrema agitação dá origem aos meios de resfriamento mais drásticos ou violentos. Na escolha do meio de resfriamento, o fator inicial a ser considerado é o tipo de estrutura final desejada a uma determinada profundidade. De fato, a seção e a forma da peça influem consideravelmente na escolha daquele meio. Muitas vezes, por exemplo, a seção da peça é tal que a alteração estrutural projetada não ocorre à profundidade esperada. Algumas vezes a forma da peça é tal que um resfriamento mais drástico,como em água, pode provocar consequências inesperadas e resultados indesejáveis tais como empenamento e mesmo ruptura da peça. Um meio de resfriamento menos drástico, como óleo, seria o indicado sob o ponto de vista de empenamento ou ruptura, porque reduz o gradiente de temperatura apreciavelmente durante o resfriamento, mas não podem satisfazer sob o ponto de vista de profundidade de endurecimento. É preciso, então conciliar as duas coisas: resfriar adequadamente para obtenção da estrutura e das propriedades desejadas à profundidade prevista e, ao mesmo tempo, evitar empenamento, distorção ou mesmo ruptura da peça quando submetida ao resfriamento. Tal condição se consegue com a escolha apropriada do aço. De qualquer modo, o meio de resfriamento é fator básico no que se refere à reação da austenita e em consequência, aos produtos finais de transformação. Os meios de resfriamento mais utilizados são: soluções aquosas, águas, óleo e ar. Outro fator que deve ser levado em conta é o da circulação do meio de resfriamento ou agitação da peça no interior, pois pode ocorrer o empenamento das peças e até mesmo fissuras, para isso temos que usar meios menos drásticos como óleo, água aquecida ou ar, banhos de sal ou banho de metal fundido.
219
ÁguaÓ leo
ArCal
Are ia
Figura 10.12: Representação de um tratamento térmico, feito em três fases distintas: aquecimento,
temperatura e resfriamento.

TECNOLOGIA DOS MATERIAIS
→ Atmosfera do forno: nos tratamentos térmicos dos aços, deve-se evitar dois fenômenos muito comuns e que podem causar sérios aborrecimentos: a oxidação que resulta na formação indesejada da “casca de óxido” e a descarbonetação que pode provocar a formação de uma camada mais mole na superfície do metal. As reações de oxidação mais comuns são: - 2Fe + O2 = 2FeO: provocada pelo oxigênio;- Fe + Co = FeO + Co: provocada pelo anídrico carbônico;- Fe + H2O = FeO + H2: provocada pelo vapor de água.Os agentes descarbonetantes usuais são os seguintes:- 2C + O2 = 2CO - C + CO2 = 2CO - C + 2H2 = CH4
Tais fenômenos de oxidação e de descarbonetação, são evitados pelo uso de uma atmosfera protetora ou controlada no interior do forno, a qual, ao prevenir a formação da “casca de óxido”, torna desnecessário o emprego de métodos de limpeza e, ao eliminar a descarbonetação, garante uma superfície uniformemente dura e resistente ao desgaste. Às vezes, para obter os mesmos resultados proporcionados pelas atmosferas protetoras, usa-se como meio de aquecimento banhos de sal fundido, o tratamento térmico dos aços rápidos constitui o exemplo mais importante.
10.5 TIPOS DE TRATAMENTOS TÉRMICOS10.5.1 PREPARAÇÃO DO AÇO PARA USINAGEM
É comum pensar que, na fabricação de uma peça, o tratamento térmico é feito na fase final do processo. Nem sempre é assim. Dependendo do tipo de peça e dos fins a que ela de destina, precisamos, primeiro, corrigir a irregularidade da estrutura de seu metal e reduzir tensões internas que ela apresenta. Uma estrutura macia, ideal para a usinagem do material, já caracteriza um bom tratamento térmico. Os grãos devem apresentar uma disposição regular e uniforme.
- Tensões internas: as tensões internas da estrutura do aço decorrem de várias causas. Durante o processo de solidificação, a região da superfície do aço se resfria com velocidade diferente da região do núcleo. Essa diferença dá origem a grãos com formas também diferentes entre si, o que provoca tensões na estrutura do aço. Também surgem tensões nos processos de fabricação a frio, ou seja, em temperatura ambiente. Quando se prensa uma peça, os grãos de sua estrutura, que estavam mais ou menos organizados, são deformados e empurrados pelo martelo da prensa. Na laminação, os grãos são comprimidos uns contra os outros e apresentam aparência de grãos amassados. Em ambos os casos, isto é, na laminação e no forjamento, os grãos deformados não têm a mesma resistência e as mesmas qualidades mecânicas dos grãos normais. As tensões internas começam a ser aliviadas (diminuídas) quando o aço atinge a temperatura ambiente. Porém, esse processo levaria um longo tempo, podendo dar margem a empenamentos, rupturas ou corrosão. Para evitar que isso ocorra é preciso tratar o material termicamente.
220
Tem
pera
tura
Original Deformado Estado Permanente
TECNOLOGIA DOS MATERIAIS
Os tratamentos térmicos usuais dos aços são: recozimento, normalização, têmpera, revenimento, coalescimento e os tratamentos isotérmicos. Vamos agora conhecê-los um pouco:
10.5.1.1 RECOZIMENTOMuitas vezes, devido ao próprio processo de produção ou a trabalhos anteriores como deformações a quente ou
a frio, o aço apresenta dureza excessiva ou pouca maleabilidade e ductilidade, inadequadas para operações como usinagem, dobra e outras. O recozimento tem por finalidade modificar estes aspectos (reduzir dureza, melhorar ductilidade, etc) e também outros como remover gases dissolvidos, homogeneizar estrutura dos grãos, etc. Consiste basicamente no aquecimento do aço, acima da temperatura crítica, seguido de um resfriamento lento, dentro do próprio forno. O recozimento é composto de três estágios:1) Recuperação: este primeiro estágio do recozimento é verificado a temperaturas baixas. Nele ocorre um rearranjo das discordâncias, de modo a adquirir configurações mais estáveis, embora não haja, pelo menos aparentemente, mudança na quantidade de defeitos presentes. Não há nenhum efeito sensível sobre as propriedades do material.2) Recristalização: em temperaturas mais elevadas, verifica-se grande alteração na microestrutura do metal, com variações nas propriedades mecânicas. A recristalização é um fenômeno de nucleação.3) Crescimento de Grão: a temperaturas mais elevadas, os grãos recristalizados tendem a crescer, mediante um mecanismo que consiste na absorção por parte de alguns grãos, ou seja, dos grãos circunvizinhos. A força propulsora do crescimento de grão é a energia superficial dos contornos de grão, dos grãos recristalizados.
O recozimento, abrange os seguintes tratamentos específicos:- Recozimento pleno: quando uma peça sai do processo inicial de fabricação (fundição, prensagem, forjamento, laminação) terá de passar por outros processos mecânicos antes de ficar pronta. Um eixo, por exemplo, precisa ser usinado, desbastado num torno, perfurado. O aço deve estar macio para ser trabalhado. Por meio do recozimento pleno do aço é possível diminuir sua dureza, aumentar a ductibilidade, melhorar a usinabilidade e ajustar o tamanho do grão. Também são eliminadas as irregularidades resultantes de tratamento térmico ou mecânico, sofridas anteriormente. O tratamento consiste no aquecimento do aço acima da zona crítica, durante o tempo necessário e suficiente para se ter solução do carbono ou dos elementos de liga no ferro gama, seguindo de um resfriamento lento, realizado ou mediante o controle da velocidade de resfriamento do forno ou desligando-se o mesmo e deixando que o aço resfrie ao mesmo tempo que ele. A temperatura para o recozimento pleno é de mais ou menos 500ºC acima do limite superior da zona crítica (linha A3) para aços hipoeutetóides e acima do limite inferior (linha A1) para os hipereutetóides. Para estes aços, não se deve ultrapassar a linha superior Acm porque, no resfriamento lento posterior, ao ser atravessadanovamente essa linha, forma-se-ia nos contornos dos grãos de ausência um invólucro contínuo e frágil de carboneto. Os microconstituintes que resultam do recozimento pleno são: perlita e ferrita para aços hipoeutetóides, cementita e perlita para aços hipereutetóides e perlita para os aços eutetóides. O recozimento pleno requer um tempo muito longo de modo que às vezes, é conveniente substituí-lo pelo recozimento isotérmico.
AçosCarbono
ABNT (AISI)
Temperatura deAustenitização °C
Ciclo de resfriamento*
de até
Faixa de Dureza
(Brinell)
AçosCarbono
ABNT (AISI)
Temperatura deAustenitização °C
Ciclo de resfriamento* de
até
Faixa de Dureza(Brinell)
1020 855° - 900° 855° 700° 111 - 149 1050 790° - 870° 790° 650° 156 - 217
1025 855° - 900° 855° 700° 111 - 149 1060 790° - 840° 790° 650° 156 - 217
1030 840° - 885° 840° 650° 126 - 197 1070 790° - 840° 790° 650° 167 - 229
1035 840° - 885° 840° 650° 137 - 207 1080 790° - 840° 790° 650° 167 - 229
1040 790° - 870° 790° 650° 137 - 207 1090 790° - 830° 790° 650° 167 - 229
1045 790° - 870° 790° 650° 156 - 217 1095 790° - 830° 790° 660° 167 - 229
Tabela 10: Temperaturas para o tratamento de recozimento pleno.* Resfriamento a 25°C/h, no interior do forno.
221

TECNOLOGIA DOS MATERIAIS
- Recozimento isotérmico: consiste no aquecimento do aço, seguido de um resfriamento rápido nas mesmas condições que para o recozimento pleno, seguindo de um resfriamento rápido até uma temperatura situada dentro da porção superior do diagrama de transformação isotérmico, onde o material é mantido durante o tempo necessário a se produzir a transformação completa. Em seguida, o resfriamento até a temperatura ambiente pode ser apressado. Os produtos resultantes desse tratamento térmico são também perlita e ferrita, perlita e cementita ou só perlita . A estrutura final, contudo, é mais uniforme que no caso do recozimento pleno. Utiliza-se esse tratamento para peças que necessitem ser usinadas, com remoção de cavacos e que, após a usinagem, devam sofrer tratamentos térmicos finais com distorções dimensionais mínimas e sempre repetitivas para grandes séries de produção.- Recozimento para alívio de tensões: é necessário recozer material para aliviar suas tensões, surgidas na solidificação e nos trabalhos de deformação a frio, soldagem ou usinagem. No recozimento, a peça é aquecida lentamente no forno até uma temperatura abaixo da zona crítica, por volta de 570°C a 670°C, no caso de de aços-carbono. Sendo um tratamento subcrítico, a ferrita e a perlita não chegam a se transformar em austenita. Portanto, aliviam-se as tensões sem alterar a estrutura do material. Após um período que varia de uma a três horas, a partir do início do processo, o forno é desligado e a peça é resfriada no próprio forno. Esse processo é conhecido como recozimento subcrítico;
- Recozimento para crescimento de grão: recozimento caracterizado por permanência em temperatura significativamente acima de zona crítica, resfriamento lento até a temperatura abaixo do ponto A1 e subsequente resfriamento arbitrário até a temperatura ambiente, destinado a produzir crescimento de grão. Utiliza-se para peças que necessitem ser usinadas, com remoção de cavacos e que, após a usinagem, devam sofrer tratamentos térmicos finais com distorções dimensionais mínimas e sempre repetitivas para grandes séries de produção;- Recozimento intermediário: recozimento realizado pela permanência em temperatura dentro da zona crítica. Utiliza-se para peças que necessitem ser usinadas, com remoção de cavacos, sob condições particulares.- Recozimento para homogeneização: recozimento caracterizado por um aquecimento até uma temperatura consideravelmente acima do ponto Ac3, longa permanência nessa temperatura e resfriamento adequado ao fim em vista, para eliminação de variações locais de composição do material.- Recozimento azul: recozimento realizado em condições tais que se forme na superfície metálica uma camada de óxido uniforme e aderente, de cor azulada. Utiliza-se para peças de ferro fundido que necessitem de menor dureza do que a obtida após a fundição.
222
300
670727
Tem
pera
tura
em
°C
Aque
cim
ento Resfriam
ento
Tempo de forno
Zona crítica
Figura 10.14: Gráfico mostrando o processo do tratamento de recozimento
para alívio de tensões.
Temperatura
Aquecimento Resfriamento
RecozimentoNormalização
Têmpera
Tempo
Figura 10.13: Representação esquemática do ciclo de
tratamento do recozimento pleno em resfriamento contínuo, da
normalização e têmpera.

TECNOLOGIA DOS MATERIAIS
10.5.1.2 NORMALIZAÇÃOEm temperatura elevada, bem acima da zona crítica, os grãos de austenita crescem, absorvendo os grãos
vizinhos menos estáveis. Esse crescimento é tão mais rápido quanto mais elevada for a temperatura. Se o aço permanecer muitas horas com temperatura um pouco acima da zona crítica (por exemplo 780°C), seus grãos também serão aumentados. No resfriamento, os grãos de austenita transformam-se em grãos de perlita e de ferrita. Suas dimensões dependem, em parte, do tamanho dos grãos de austenita. Uma granulação grosseira torna o material quebradiço, alterando suas propriedades mecânicas. As fissuras (trincas) também se propagam mais facilmente no interior dos grãos grandes. Por isso, os grãos mais finos (pequenos) possuem melhores propriedades mecânicas. A normalização consiste em regularizar e refinar (diminuir) a estrutura granular de peças forjadas, laminadas ou fundidas, de modo que os grãos fiquem numa faixa de tamanho considerada normal. No processo de normalização, a peça é levada ao forno com temperatura acima da zona crítica, na faixa de 750° a 950°C. O material se transforma em austenita. Depois de uma a três horas, o forno é desligado. A peça é retirada e colocada numa bancada, para se resfriar. O processo é similar ao recozimento, com a diferença no resfriamento ao ar e não no forno. A normalização é geralmente usada como um tratamento preliminar à têmpera e ao revenido, propiciando também menores empenamentos e deformações, justamente para produzir estrutura mais uniforme do que a obtida por laminação, ou seja, a estrutura final do aço passa a apresentar grãos finos, distribuídos de forma homogênea. Os constituintes que se obtém na normalização são ferrita e perlita fina ou cementita e perlita fina. Eventualmente, dependendo dotipo de aço, pode-se obter a bainita.
10.5.1.3 ESFEROIDIZAÇÃOEsferoidização significa dar forma de esfera à cementita. Trata-se de um processo indicado para aços de alto
teor de carbono, que têm mais cementita do que os aços de médio e baixo carbono. A cementita assume forma de glóbulos (esferas) que permitem reduzir bastante a dureza do aço. Desse modo, pode-se economizar material durante a usinagem de aços com elevado teor de carbono. O processo de esferoidização consiste em um aquecimento e resfriamento subsequente, pode ocorrer de duas maneiras:a) Aquecimento e resfriamento alternados entre temperaturas que estejam logo acima e logo abaixo da linha de transformação inferior da zona crítica.b) Aquecimento por tempo prolongado em temperatura logo abaixo da zona crítica.
10.6 ENDURECIMENTO DO AÇOVárias brocas foram devolvidas ao fabricante porque elas haviam se desgastado no primeiro uso. O supervisor
da fábrica descobriu a falha da fabricação das brocas: elas não tinham recebido tratamento correto. O lote foi recolhido e retrabalhado, ficando evidente a importância do tratamento térmico.
10.6.1 TÊMPERAHouve um grande avanço tecnológico quando o homem descobriu como conferir dureza ao aço. Os dentes da
engrenagem, o engate do trem, o amortecedor do carro, as brocas devem ser fabricados com aço endurecido, para
223
Tem
pera
tura
Tempo
Zona C rítica
Curva de resfriamentoAc3
Mi
Mf
Tem
pera
tura
Centro
Superfície
Tempo, e scala logarítmica
Produto: (perl i ta fina ou perl i ta ferrita ou perl i ta e cementita)
Figura 10.15: Esquema de
normalização em banho de sal.

TECNOLOGIA DOS MATERIAIS
suportarem os esforços a que são submetidos. O objetivo da têmpera (ou têmpera em banho de sais) está na obtenção de uma microestrutura que proporcione ao aço propriedades elevadas de dureza e resistência mecânica, ou seja, é um processo de tratamento térmico do aço caracterizado pelo resfriamento em velocidade superior á velocidade crítica de têmpera, a partir de uma temperatura acima da zona crítica para os aços hipoeutetóides e geralmente dentro da zona crítica, para os aços hipereutetóides, resultando em transformação da austenita em martensita. Uma têmpera feita corretamente possibilita vida longa à ferramenta, que não desgasta nem se deforma rapidamente. O processo consiste em aquecer o aço num forno com temperatura acima da zona crítica. Para o aço-carbono, a temperatura varia de 750° a 900°C. A peça permanece nessa temperatura o tempo necessário para se transformar em austenita. O que distingue essa forma de tratamento é o seu processo de resfriamento. A peça é retirada do forno e mergulhada apenas em água. A temperatura cai de 850° para 20°C. Trata-se de um resfriamento brusco. Quando a austenita é resfriada muito rapidamente, não há tempo para que esta se transforme em ferrita, cementita ou perlita. A austenita, então, se transformaem um novo constituinte do aço chamado martensita. Portanto, ao aquecer o aço acima da zona crítica, o carbono da cementita (Fe3C) dissolve-se em austenita. Entretanto, na temperatura ambiente, o mesmo carbono não se dissolve na ferrita. Isso significa que os átomos de carbono se acomodam na estrutura CFC de austenita, mas não se infiltram na estrutura apertada (CCC) da ferrita. No resfriamento rápido em água, os átomos de carbono ficam presos no interior da austenita. Desse modo, os átomos produzem considerável deformação no retículo da ferrita, dando tensão ao material e aumentando sua dureza.
- Cuidados no resfriamento: o resfriamento brusco provoca o que se chama de choque térmico, ou seja, o impacto que o material sofre quando a temperatura a que está submetido varia de um momento para outro, podendo provocar danos irreparáveis ao material. Mas o resfriamento brusco é necessário à formação da martensita. Assim, dependendo da composição química do aço, podemos resfriá-lo de forma menos severa, usando óleo ou jato de ar.
10.6.2 SOLUBILIZAÇÃOEste tratamento envolve o aquecimento à tempera adequada, durante um tempo suficiente para a dissolução de
um ou mais constituintes, seguido de resfriamento bastante rápido para mantê-los em solução.
10.6.3 REVENIMENTOÉ um tratamento térmico subcrítico (abaixo da temperatura de transformação da austenita). Tem como objetivo
aliviar as tensões na martensita reduzindo significativamente sua fragilidade reduzindo consequentemente a dureza obtida na têmpera. O tratamento de têmpera provoca mudanças profundas nas propriedades do aço, sendo que algumas delas, como a dureza, a resistência à tração, atingem valores elevados. Porém, outras propriedades, como a resistência ao choque e o alongamento, ficam com valores muito baixos, e o material adquire uma apreciável quantidade de tensões internas. Um aço nessa situação é inadequado ao trabalho. Para corrigir sua tensões, é preciso revenir o material. O revenimento é, portanto, um processo sempre posterior a têmpera. As temperaturas do revenido podem variar de acordo com o desejo de maior ou menor alívio de tensões internas e a sua consequente perda de dureza. Logo após a têmpera, a peça é levada ao forno, em temperatura abaixo da zona crítica, variando de 100° a 700°C, dependendo da futura utilização do aço. Decorrido algum tempo (de uma a três horas), retira-se a peça do forno e deixa-se que ela resfrie por qualquer meio. A microestrutura obtida é chamada martensita revenida.
224
780
500
300
100
Tem
pera
tura
°C
Aquec
imen
to
Ferrita
CC C
Austenita
CFC
Permanência
Res
fria
men
to
Ráp
ido
Martensita
TCC
Tempo
Figura 10.16: Transformações do aço no processo de
tratamento por têmpera.

TECNOLOGIA DOS MATERIAIS
- Revenimento em banho de sais: é aplicado nos aços temperados normalmente por indução, imediatamente após a têmpera por indução, a temperaturas inferiores a crítica, resultando em modificação da estrutura obtida na têmpera. Usualmente, adotam-se, para o revenimento por indução, temperaturas entre 170º e 600ºC com tempos um pouco mais longos que os empregados na austenitização, porém ligeiramente mais curtos do que empregados em processos convencionais.
- Aquecimento: feito geralmente em fornos controlando-se a temperatura com pirômetro. Nos pequenos trabalhos o aquecimento pode ser feito apoiando-se a peça polida, em um bloco de aço aquecido ao rubro. O forte calor que desprende do bloco, aquece lentamente a peça, produzindo nesta uma coloração que varia à medida que a temperatura aumenta. Essas cores, que possibilitam identificar a temperatura da peça, são denominadas cores de revenimento.
Amarelo claro 210°C Amarelo ouro 250°C Azul escuro 290°C
Amarelo palha 220°C Castanho claro 260°C Azul marinho 300°C
Amarelo 230°C Castanho avermelhado 270°C Azul claro 310°C
Amarelo escuro 240°C Violeta 280°C Azul acinzentado 320°C
O aquecimento na martensita permite a reversão do reticulado instável ao reticulado estável cúbico centrado, produz reajustamento internos que aliviam as tensões e, além disso, uma precipitação de partículas de carbonetos que cresce e se aglomeram de acordo com a temperatura e o tempo. Conforme a temperatura do revenimento, verificam-se as seguintes transformações:→ Entre 25º a 100ºC: ocorre segregação a uma redistribuição do carbono em direção a discordância, essa pequena precipitação localizada do carbono pouco afeta a dureza. O fenômeno é predominante em aços de alto teor de carbono;→ Entre 100º a 250ºC: as vezes chamado de primeiro estágio do revenido, ocorre a precipitação de carboneto de ferro do tipo épsilon (de fórmula Fe2-3C), é um reticulado hexagonal, este carboneto pode estar ausente em aços de baixo teor de carbono e de baixo teor em liga, a dureza Rockwell começa a cair, podendo chegar a 60 C;→ Entre 200º a 300ºC: as vezes chamado de segundo estágio do revenido, ocorre a transformação de austenita retida em bainita, a transformação ocorre somente em aços-carbono de médio e alto teor de carbono, a dureza Rockwell continua a cair;
225
0,6
0,5
0,4
0,3
0,2
0,1
0 100 200 300 400 500 600 700
Dur
eza
Roc
kwel
l C
Temperatura °C
Figura 10.17: Efeito da temperatura de revenido sobre dureza.
Dureza
Tabela 10.1: Tabela de cores de revenimento dos aços ao
carbono.
Curva de resfriamentoAc3
Mi
Mf
Tem
pera
tura
Centro
Superfície
Tempo, e scala logarítmicaProduto: martensita revenida
Transformação
Revenido à dureza dese jada
Figura 10.18: Esquema de têmpera e revenimento em banho de sal.

TECNOLOGIA DOS MATERIAIS
→ Entre 250º a 350ºC: as vezes é chamado de terceiro estágio do revenido, forma-se um carboneto metaestável (de fórmula Fe5C2), quando ocorre esta transformação, verifica-se em aços de alto carbono, a estrutura visível ao microscópio é uma massa escura, que era chamada “troostita”, denominação não mais utilizada, a dureza Rockwell continua caindo, podendo atingir valores pouco acima a 50 C;→ Entre 400º a 600ºC: ocorre uma recuperação da subestrutura de discordância, os aglomerados de Fe3C passam a uma forma esferoidal, ficando mantida uma estrutura de ferrita fina acicular, a dureza Rockwell cai para valores de 45 a 25 C;→ Entre 500º a 600ºC: somente nos aços contendo Ti, Cr, Mo, V, Nb ou W, há precipitação de carboneto de liga, a transformação é chamada “endurecimento secundário” ou quarto estágio do revenido;→ Finalmente, entre 600º a 700ºC: ocorre a recristalização de crescimento do grão, a cementita precipitada apresenta forma nitidamente esferoidal, a ferrita apresenta forma equiaxial, a estrutura é frequentemente chamada “esferoidita” e caracteriza-se por ser por muito tenaz e de baixa dureza, variando de 5 a 20 Rockwell C.
Pelo que acabamos de ver, percebemos que a temperatura de revenimento pode ser escolhido de acordo com a combinação de propriedades mecânicas que se deseja no aço temperado.- Fragilidade do revenido: diversos aços, principalmente aço-liga de baixo teor em liga, caracterizam-se por adquirirem fragilidade, quando são aquecidos na faixa de temperaturas de 375° a 575ºC, ou quando são resfriados lentamente através dessa faixa. Este fenômeno é conhecido com o nome de “fragilidade de revenido”. A fragilidade ocorre mais rapidamente na faixa de 450° a 475ºC. Os aços-carbono comuns contendo manganês abaixo de 0,30% não apresentam o fenômeno. Contudo, aços contendo apreciáveis quantidades de manganês, níquel e cromo, além de uma ou mais impurezas tais como antimônio, fósforo, estanho ou arsênio, são suscetíveis ao fenômeno. Não se tem uma explicação clara desse fato, embora se tenha observado concentração de impurezas nos contornos dos grãos o que comprova que é necessária a presença dessas impurezas, juntamente com um elemento de liga, para provocar esta fragilidade. Esta é somente revelada no ensaio de resistência ao choque, pois as outras propriedades mecânicas e a própria microestrutura não são afetadas. A não ser que se utilize matérias-primas muito puras, os aços Cr-Ni são mais suscetíveis ao fenômeno. Aparentemente, o molibdênio, em teores 0,5 a 1,0% retarda a suscetibilidade à fragilidade do revenido. Os aços que se tornaram frágeis, devido às causas apontadas, podem voltar ao seu estado normal e ter a tenacidade por assim dizer restaurada, pelo aquecimento em torno de 600ºC ou acima, seguido de resfriamento rápido, abaixo de aproximadamente 300ºC. Menciona-se, mais uma vez, o fato de que a eliminação de impurezas indutoras do fenômeno evita a fragilidade. Como o antimônio é aparentemente o elemento mais prejudicial ele deve ser evitado a qualquer custo. Na prática, tanto o antimônio como o arsênio não estão comumente presentes. Desse modo, a maior atenção deve ser dirigida ao estanho e ao fósforo, cujas quantidades não devem ultrapassar 0,005% e 0,001% respectivamente. Uma última prática para reduzir a severidade da fragilidade do revenido é manter o aço por longo tempo numa faixa de temperaturas entre Ac1 e Ac3. Contudo, esse tratamento, também chamado “inter-crítico”, só deve ser aplicado em caso específico.- Transformação da austenita retida: como já se viu, dependendo da composição do aço, pode-se ter à temperatura ambiente uma certa quantidade de “austenita retida” ou “austenita residual” que, ao se transformar posteriormente, pode ocasionar o fenômeno de instabilidade. A transformação dessa austenita residual é realizada por intermédio de diversos procedimentos. Um deles é o revenido. Como se viu, o chamado “segundo estágio de revenido” (entre 200º e 300ºC) transforma a austenita retida em bainita. Esta reação do revenido prevalece somente em aços de médio ou alto teor de carbono. Na realidade, no revenido, para a obtenção de um certo grau de estabilidade dimensional, seria necessário que emprega-se a máxima temperatura de aquecimento permissível, tendo em vista a dureza desejada, de modo a desenvolver-se a contração máxima possível. Em alguns tipos complexos de aços (como os aços rápidos) surge a necessidade de mais de um revenido, visto que no resfriamento posterior ao primeiro revenido, forma-se a martensita que deve, em consequência, ser revenida, o que se faz através de um segundo aquecimento do aço. Outro método para transformar a austenita retida seria um artifício que se poderia chamar de “sazonamento”, ou seja, manutenção das peças tratadas em estoque por um determinado período de tempo ou submetendo-as repetidamente aos extremos de temperaturas esperadas em serviço. Procura-se, assim, forçar a ocorrência das modificações dimensionais antes de se utilizar as peças, o que, entretanto, raramente se consegue. Outro método que possibilita a transformação da austenita retida é a promoção de um certo grau de encruamento nas peças, o que, obviamente, não serve para garantir a estabilidade dimensional. O choque mecânico tem sido usado com o mesmo objetivo com resultados limitados, contudo, devido à dificuldade do seu controle. Finalmente, frequentemente têm sido usados ciclos acelerados de envelhecimento, com resultados aproximadamente idênticos aos obtidos do revenido comum.
226

TECNOLOGIA DOS MATERIAIS
10.6.4 TRATAMENTO ISOTÉRMICOComo já vimos, as transformações da austenita em ferrita, cementita e perlita ocorriam numa velocidade muito
lenta de resfriamento (ar ou forno). Entretanto, se aumentarmos essa velocidade, ocorrerá um atraso no início da transformação da austenita, devido à inércia própria de certos fenômenos físicos, mesmo que a temperatura esteja abaixo da linha A1 (abaixo da zona crítica). O diagrama TTT da figura 10.19, indica as transformações da austenita em diferentes velocidades de resfriamento.
A interpretação do diagrama TTT da figura 10.19 é a seguinte:▪ Curvas: representam o início e o fim de transformação da austenita;▪ Cotovelo: parte central das curvas com transformações abaixo do cotovelo, obtêm-se perlita, ferrita e cementita. Como transformações abaixo do cotovelo, obtêm-se bainita e martensita.
10.6.5 AUSTÊMPERAA austêmpera tem substituído, em diversas aplicações, a têmpera e o revenido. Baseia-se no conhecimento das
curvas TTT e aproveita as transformações da austenita que podem ocorrer a temperatura constante. Por esse motivo a austêmpera é considerada um tratamento isotérmico. O constituinte que se origina na austêmpera, pelo resfriamento da austenita a uma temperatura constante é a bainita, que tem propriedades idênticas, senão mesmo superiores, às das estruturas martensíticas revenidas. Como nesse tratamento evita-se a formação direta da martensita, eliminam-se os inconvenientes que essa estrutura apresenta quando obtida pela têmpera direta e que são somente eliminados pelo revenido posterior. O banho de austêmpera mais indicado e usado é sal fundido, constituído essencialmente de nitratos de sódio e de potássio, e eventualmente nitrato de sódio porque transfere calor rapidamente, sua viscosidade é uniforme numa larga faixa de temperatura, elimina virtualmente o problema de uma barreira de vapor durante o estágio inicial do resfriamento, permanece estável às temperaturas de operação e é completamente solúvel em água facilitando assim as operações subsequentes de limpeza. Esse tratamento é adequado a aços de alta temperabilidade (alto teor de carbono). A peça é aquecida acima da zona crítica, por certo tempo, até que toda a estrutura se transforme em austenita (posição 1 da figura 10.20). A seguir, é resfriada bruscamente em banho de sal fundido, com temperatura entre 260° e 440°C (posição 2). Permanece nessa temperatura por um tempo, até que sejam cortadas as duas curvas (posição 3), ocorrendo transformação da austenita em bainita. Em seguida, é resfriada ao ar livre (posição 4). A dureza da bainita é de, aproximadamente, 50 Rockwell C e a dureza da martensita é de 65 a 67 Rockwell C. Para ficar mais claro o tratamento por austêmpera, segue o diagrama TTT.
227
A1
°C
440
260Mi
MfTempo em segundos
Campo da austenita
Cur
va d
e
transformação
Curva de fim de transformação
início de
Linha A1
Figura 10.19: Diagrama TTT (Tempo-Temperatura-
Transformação) para o tratamento isotérmico.
A1
°C
440
260MiMf
Tempo em segundos
Campo da austenita
Curva de fim
de transformaçãoLinha A1INÍCIO DO PROCESSOPosição 1
Posição 2Posição 3
Posição 4FIM DO PROCESSOProduto final: Bainita
Figura 10.20: Diagrama TTT (Tempo-Temperatura-
Transformação) para o processo de tratamento por austêmpera.
transformação
início de
Cur
va d
e
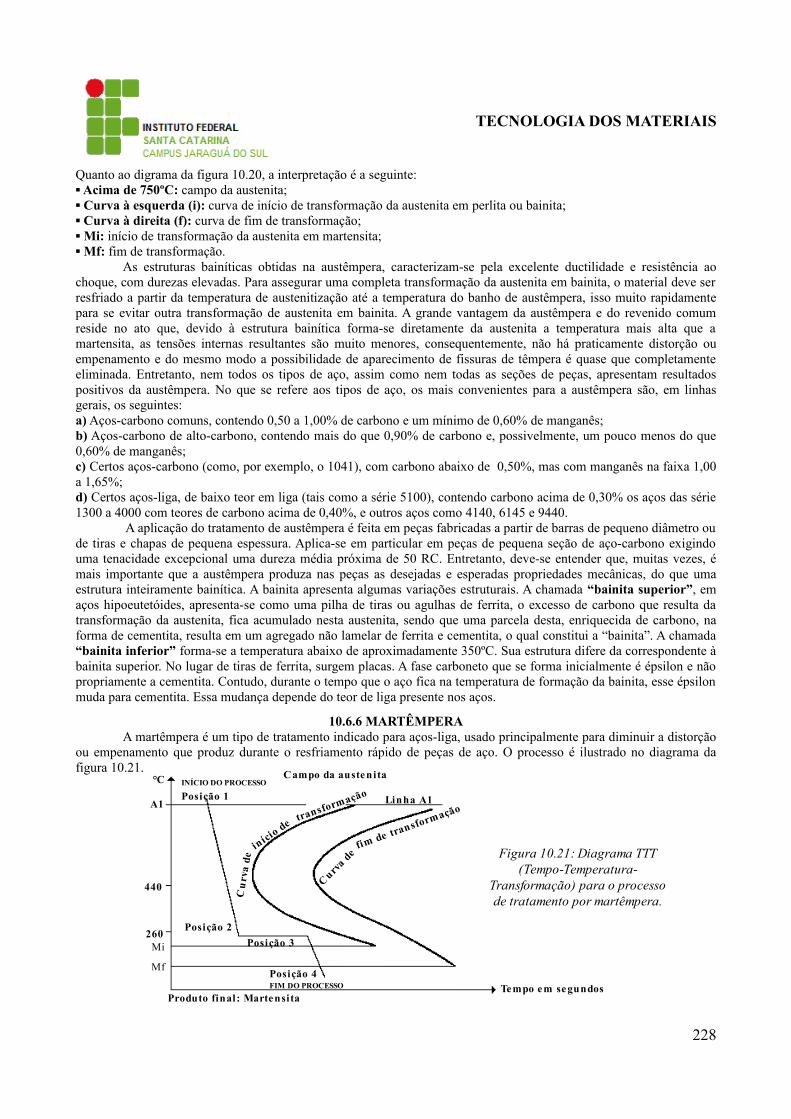
TECNOLOGIA DOS MATERIAIS
Quanto ao digrama da figura 10.20, a interpretação é a seguinte:▪ Acima de 750ºC: campo da austenita;▪ Curva à esquerda (i): curva de início de transformação da austenita em perlita ou bainita;▪ Curva à direita (f): curva de fim de transformação;▪ Mi: início de transformação da austenita em martensita;▪ Mf: fim de transformação.
As estruturas bainíticas obtidas na austêmpera, caracterizam-se pela excelente ductilidade e resistência ao choque, com durezas elevadas. Para assegurar uma completa transformação da austenita em bainita, o material deve ser resfriado a partir da temperatura de austenitização até a temperatura do banho de austêmpera, isso muito rapidamente para se evitar outra transformação de austenita em bainita. A grande vantagem da austêmpera e do revenido comum reside no ato que, devido à estrutura bainítica forma-se diretamente da austenita a temperatura mais alta que a martensita, as tensões internas resultantes são muito menores, consequentemente, não há praticamente distorção ou empenamento e do mesmo modo a possibilidade de aparecimento de fissuras de têmpera é quase que completamente eliminada. Entretanto, nem todos os tipos de aço, assim como nem todas as seções de peças, apresentam resultados positivos da austêmpera. No que se refere aos tipos de aço, os mais convenientes para a austêmpera são, em linhas gerais, os seguintes:a) Aços-carbono comuns, contendo 0,50 a 1,00% de carbono e um mínimo de 0,60% de manganês;b) Aços-carbono de alto-carbono, contendo mais do que 0,90% de carbono e, possivelmente, um pouco menos do que 0,60% de manganês;c) Certos aços-carbono (como, por exemplo, o 1041), com carbono abaixo de 0,50%, mas com manganês na faixa 1,00 a 1,65%;d) Certos aços-liga, de baixo teor em liga (tais como a série 5100), contendo carbono acima de 0,30% os aços das série 1300 a 4000 com teores de carbono acima de 0,40%, e outros aços como 4140, 6145 e 9440.
A aplicação do tratamento de austêmpera é feita em peças fabricadas a partir de barras de pequeno diâmetro ou de tiras e chapas de pequena espessura. Aplica-se em particular em peças de pequena seção de aço-carbono exigindo uma tenacidade excepcional uma dureza média próxima de 50 RC. Entretanto, deve-se entender que, muitas vezes, é mais importante que a austêmpera produza nas peças as desejadas e esperadas propriedades mecânicas, do que uma estrutura inteiramente bainítica. A bainita apresenta algumas variações estruturais. A chamada “bainita superior”, em aços hipoeutetóides, apresenta-se como uma pilha de tiras ou agulhas de ferrita, o excesso de carbono que resulta da transformação da austenita, fica acumulado nesta austenita, sendo que uma parcela desta, enriquecida de carbono, na forma de cementita, resulta em um agregado não lamelar de ferrita e cementita, o qual constitui a “bainita”. A chamada “bainita inferior” forma-se a temperatura abaixo de aproximadamente 350ºC. Sua estrutura difere da correspondente à bainita superior. No lugar de tiras de ferrita, surgem placas. A fase carboneto que se forma inicialmente é épsilon e não propriamente a cementita. Contudo, durante o tempo que o aço fica na temperatura de formação da bainita, esse épsilon muda para cementita. Essa mudança depende do teor de liga presente nos aços.
10.6.6 MARTÊMPERAA martêmpera é um tipo de tratamento indicado para aços-liga, usado principalmente para diminuir a distorção
ou empenamento que produz durante o resfriamento rápido de peças de aço. O processo é ilustrado no diagrama da figura 10.21.
228
A1
°C
440
260Mi
Mf
Tempo em segundos
Campo da austenitaINÍCIO DO PROCESSO
Posição 1
Posição 2Posição 3
Posição 4FIM DO PROCESSO
Produto final: Martensita
Figura 10.21: Diagrama TTT (Tempo-Temperatura-
Transformação) para o processo de tratamento por martêmpera.C
urva
de
transformação
Curva de fim
de transformação
início de
Linha A1

TECNOLOGIA DOS MATERIAIS
A peça é aquecida acima da zona crítica para se obter a austenita (posição 1). Depois, é resfriada em duas etapas. Na primeira, a peça é mergulhada num banho de sal fundido ou óleo quente, com temperatura um pouco acima da linha Mi (posição 2). Mantém-se a peça nessa temperatura por certo tempo, tendo-se o cuidado de não cortar a primeira curva (posição 3). A segunda etapa é a do resfriamento final, ao ar, em temperatura ambiente (posição 4). Tem-se assim formação da martensita de modo bastante uniforme e homogênea, através de toda seção da peça, durante o resfriamento até a temperatura ambiente, evitando-se aformação de excessiva quantidade de tensões residuais, diminuindo assim riscos de trincas. Após a martêmpera é necessário submeter a peça a revenimento.
10.7 ENDURECIMENTO DE SUPERFÍCIES METÁLICASAo observarmos uma grande engrenagem em funcionamento, reparamos que seus dentes sofrem grandes
desgastes e fortes compressões. Precisam, portanto, dureza e resistência ao desgaste. Como proceder para o aço obter essas propriedades? Se o núcleo da engrenagem não for tenaz e dúctil, não suportará o esforço, podendo trincar. No endurecimento total, por meio de têmpera, o aço adquire dureza e resistência. Porém, ficam reduzidas sua ductilidade e tenacidade. Além disso, o aço apresenta tensões internas. É necessário, portanto, endurecer apenas a superfície do aço, deixando seu núcleo dúctil e tenaz. Para isso, é preciso uma têmpera superficial.
10.7.1 TÊMPERA SUPERFICIALO endurecimento superficial dos aços, em grande número de aplicações de peças de máquinas, é,
frequentemente, mais conveniente que seu endurecimento total pela têmpera normal, visto que, nessas aplicações objetiva-se apenas a criação de uma superfície dura e de grande resistência ao desgaste e à abrasão. O endurecimento superficial pode ser produzido por vários métodos, a saber:a) Tratamento mecânico da superfície: mediante o qual se obtém uma superfície encruada, com resistência e dureza crescente, em função da sua intensidade;b) Tratamento químico da superfície: mediante métodos como cromeação dura, siliconização e outros;c) Tratamentos termoquímicos: tais como cementação, nitretação e carbonitretação;d) Têmpera superficial.
A têmpera superficial consiste em produzir-se uma têmpera localizada apenas na superfície das peças de aço, que assim adquirirá as propriedades e característicos típicos da estrutura martensítica. Vários são os motivos que determinam a preferência do endurecimento superficial em relação ao endurecimento total:♦ Dificuldade, sob os pontos de vista prático e econômico, de tratar-se de peças de grandes dimensões nos fornos de tratamentos térmicos convencionais;♦ Possibilidade de endurecer-se apenas nas áreas críticas de determinadas peças, como por exemplo, dentes de grandes engrenagens, guias de máquinas operatrizes, grandes cilindros, etc;♦ Entre vários outros motivos.
Por outro lado, as propriedades resultantes da têmpera superficial são:♦ Superfícies de alta dureza e resistência ao desgaste;♦ Boa resistência à fadiga por dobramento;
229
Obs: Os tratamentos a e b não possuem nada em comum com os tratamentos térmicos, motivo pelo qual não serão abordados neste contexto.
Curva de resfriamentoAc3
Mi
Mf
Tem
pera
tura
Centro
Superfície
Tempo, e scala logarítmicaProduto: martensita revenida
Transformação
Revenido à dureza dese jada
Figura 10.22 Esquema de martêmpera em banho de sal.

TECNOLOGIA DOS MATERIAIS
♦ Boa capacidade para resistir cargas de contato;♦ Resistência satisfatória ao empenamento.
Mas, algumas recomendações são necessárias para obtenção dos melhores resultados, como:♦ Procurar obter camadas endurecidas pouco profundas. De fato, profundidades maiores, desnecessárias podem provocar o empenamento ou fissuras de têmpera ou desenvolver tensões residuais excessivamente altas, sob a camada endurecida;♦ Levar em conta que a espessura da camada endurecida depende de cada caso específico, tendo em vista as resistências ao desgaste e à fadiga desejadas, a carga de serviço das peças, as dimensões destas e, inclusive o equipamento disponível. Como exemplo deve-se lembrar que se a camada endurecida corresponder a uma fração significativa da espessura da peça, podem resultar tensões residuais de compressão de pequeno valor nessa camada endurecida, de modo a ter-se melhora insignificante na resistência à fadiga.
As temperaturas de aquecimento devem proporcionar a austenitização do aço, pois somente assim obtém-se no resfriamento posterior a martensita. As temperaturas, os meios de resfriamento recomendados e as durezas resultantes para aços-carbono são os seguintes:
% de Carbono Temperaturas Meios de Resfriamento Dureza Rockwell C
0,30%C 900 a 975°C Água 50 RC
0,35%C 900°C Água 52 RC
0,40%C 870 a 900°C Água 55 RC
0,45%C 870 a 900°C Água 58 RC
0,50%C 870°C Água 60 RC
0,60%C 850 a 875°CÁgua 64 RC
Óleo 62 RC
Os processos usuais de têmpera superficial são desenvolvidos por chama ou por indução.
10.7.1.1 TÊMPERA POR CHAMAPara que a têmpera por chama apresente bom resultado é necessário que o material passe, antes, por um
tratamento de normalização. Assim, a peça terá uma granulação fina (grãos pequenos) e ficará homogênea. O tratamento aplica-se, geralmente, a peças de tamanho grande ou de formato complexo, que não podem ser temperadas em forno de câmara ou em banho de sal. A principal característica desse tratamento é que o aquecimento se faz com maçarico oxiacetilênico com chama semicarburante. A temperatura deve ficar acima da zona crítica. Após o aquecimento, a peça é resfriada por jato d’água ou por imersão em óleo. Um ensaio de dureza mostra a grande diferença de dureza entre a superfície e o núcleo.
Também distinguimos, a olho nu, as duas regiões em estudo após polimento e ataque químico: a região temperada é escura e a não temperada é clara. A têmpera superficial pode ser feita pelos métodos estacionário, progressivo ou combinado.
O método estacionário consiste em aplicar a chama na peça, até que ela alcance uma temperatura de cerca de 800ºC. A chama move-se sobre a área que será endurecida. O resfriamento é imediato na água ou no óleo. Todo o processo é manual.
230
Tabela 10.2: Nos mostra as temperaturas, os meios de
resfriamento recomendados e as durezas resultantes para
determinadas percentagens de aços-carbono.
Maçaricos
Peça
Maçaricos
Jato d ' água Jato d ' água
Figura 10.23: Método estacionário.

TECNOLOGIA DOS MATERIAIS
Com o método progressivo, a peça se move e o maçarico permanece fixo. O resfriamento é feito logo após a chama ter aquecido a superfície da peça.
No método combinado, a peça e o maçarico movem-se simultaneamente. Este método requer o uso de máquinas ou dispositivos especiais. É aplicado, geralmente, em peças cilíndricas e de grande tamanho.
A dureza final obtida varia de 53 a 62 Rockwell C. A espessura da camada endurecida pode atingir até 10mm, dependendo da composição do aço e da velocidade de deslocamento da chama.
10.7.1.2 TÊMPERA POR INDUÇÃOO aquecimento indutivo baseia-se no princípio da indução eletromagnética. Segundo esse princípio, um
condutor de eletricidade (no caso, a peça metálica que será aquecida) é colocado sob a ação de um campo eletromagnético e desenvolve uma corrente elétrica induzida. O aquecimento é feito por meio da corrente que circula através da peça e da resistência que o material oferece à sua passagem. Basicamente, uma unidade para aquecimento indutivo compõe-se de um aparelho de alta frequência e de uma bobina de trabalho. A bobina é feita de tubo fino de cobre, com uma ou mais espiras e toma a forma da área da peça que se deseja aquecer.
O modelo de aquecimento obtido por indução depende da forma da bobina de indução que produz o campo magnético, do número de voltas da bobina, da frequência de operação e da forma elétrica da corrente alternada. A velocidade de aquecimento obtida com bobinas de indução depende da intensidade do campo magnético ao qual se expõe a peça. Nesta, a velocidade de aquecimento é função das correntes induzidas e da resistência ao seu fluxo. Quando se deseja aquecimento a pequena profundidade, ou seja, camada endurecida de pequena espessura, adota-se geralmente corrente de alta frequência. Baixa ou intermediária frequência são utilizadas em aplicações onde se deseja aquecimento a maior profundidade. Do mesmo modo a maioria das aplicações de têmpera superficial exige densidade de força (KW/cm²) relativamente alta e ciclos de aquecimentos curtos, de modo a restringir o aquecimento à área superficial. Camadas endurecidas da ordem de 0,25mm são obtidas, mediante a aplicação de correntes de frequência elevada (100 quilohertz a 1 megahertz), alta densidade de força e tempo reduzido. Camadas mais espessas, de 12mm ou mais, são obtidas por correntes de frequência baixa (3 a 25Khz) e períodos de tempo mais longos. Em resumo, o controle da profundidade de aquecimento é conseguido, jogando-se com as seguintes variáveis:
231
Figura 10.24: Método progressivo.
Maçaricos
Peça
PeçaMaçaricos
Figura 10.25: Método combinado.

TECNOLOGIA DOS MATERIAIS
- Forma da bobina; - Taxa de alimentação de força;- Frequência; - Tempo de aquecimento;- Distância ou espaço entre a bobina de indução a peça.
Existem vários tipos de bobinas de indução para alta frequência, um dos tipos consiste em solenóide para aquecimento externo, entre os diversos tipos temos vários e diferentes processos aplicados no aquecimento superficial por indução, onde podemos citar:a) Têmpera simultânea: em que a peça a ser temperada é feita girar dentro da bobina, uma vez atingindo o tempo necessário para o aquecimento, a força é desligada e a peça imediatamente resfriada por um jato de água;b) Têmpera contínua: em que a peça, ao mesmo tempo que gira no interior da bobina de indução, move-se ao longo do seu eixo, de modo a se ter uma aplicação progressiva de calor. O dispositivo de resfriamento está montado a certa distância da bobina.
Na prática, emprega-se a frequência de 450Khz na maioria das aplicações. A peça é colocada numa bobina em que circula uma corrente elétrica de alta frequência. Dentro da bobina indutora, é gerado um forte campo eletromagnético. A resistência que a peça oferece à passagem desse campo provoca o aquecimento da superfície até uma temperatura acima da zona crítica. Imediatamente após o aquecimento, a peça é resfriada por jatos de água ou de óleo. Na superfície, forma-se a martensita.
Após a têmpera superficial, é necessário revenir a camada endurecida. O revenimento pode ser feito, também, com aquecimento por indução, seguido de resfriamento lento. A vantagem da têmpera por indução é que ela permite um controle bastante preciso da profundidade da camada que recebe o tratamento. Portanto, trata-se de um processo mais preciso e seguro do que o da têmpera por chama. É largamente empregado na fabricação de peças de grande responsabilidade, como eixos e engrenagens.
Como outros exemplos de métodos de têmpera superficial, podemos citar:- Raios laser e raios eletrônicos: os quais podem ser dirigidos a zonas muito pequenas e precisamente localizadas. Consegue-se assim um aquecimento de grande intensidade. O aquecimento eletrônico, contudo exige uma câmara de vácuo, onde a peça é colocada;- Aquecimento por resistência de alta frequência: por exemplo em peças com forma de barras longas.
10.7.2 REVENIDO DE AÇOS TEMPERADOS SUPERFICIALMENTEApós a têmpera superficial, as peças são submetidas a um revenido, pois qualquer que tenha sido o tratamento
de têmpera adotado, é necessário revenir a martensita. Geralmente, este revenido é levado a efeito a temperaturas baixas, objetivando-se sobre tudo o alívio das tensões originadas. Considerando que os processos de têmpera superficial são adotados devido a características dimensionais das peças ou por outros motivos, pode-se também concluir que se deve igualmente preferir os métodos de chama ou por indução pararevenir o material. No caso, por exemplo da têmpera superficial por chama em peças de grandes dimensões, através do método progressivo, o revenido é realizado imediatamente após o resfriamento, pelo reaquecimento da superfície temperada com uma chama colocada a pequena distância do dispositivo de resfriamento. Em peças grandes, temperadas até uma profundidade de cerca de 6mm ou mais, o calor residual presente depois do resfriamento, como já foi mencionado, pode ser suficiente para aliviar as tensões da têmpera, tornando-se desnecessário um revenido subsequente, como operação à parte.
10.7.3 AÇOS RECOMENDADOS NA TÊMPERA SUPERFICIALOs aços-carbono comuns, na faixa de 0,30 a 0,60% de carbono, são os mais usados nas aplicações de têmpera
por chama, podendo ser endurecidos inteiramente em seções até aproximadamente 12,5mm. O mesmo pode-se dizer em relação à têmpera superficial por indução. Frequentemente usam-se aços ligas, quando se deseja maior resistência do
232
Figura 10.26: Têmpera por indução.
Bobina de indução
Peça
Líquido de têmpera
Águ
a de
re
sfri
amen
to d
a bo
bina
Fonte AC

TECNOLOGIA DOS MATERIAIS
núcleo e porque os aços-carbono não são adequados para obtenção dessa resistência em determinadas seções, ou ainda porque, devido ao peso e à forma da peça e possibilidade de empenamento ou fissuração, não se recomenda o uso de aço-carbono resfriado em água. Finalmente, os aços de granulação fina devem ser preferidos, visto que a granulação grosseira é mais suscetível de fissuração, durante o resfriamento posterior.
10.7.4 TRATAMENTO TÉRMICO EM BANHO DE SAISSão os tratamentos térmicos baseados em processos que envolvam o aquecimento de peças somente com calor,
sem adição ou remoção de elementos químicos na superfície do aço, executado através do uso de banho de sais a base de bário, cianeto, estrôncio, cianato, carbonatos, nitratos, nitritos, entre outros.- Alivio de Tensões: tratamento térmico que objetiva reduzir o nível de tensões residuais, principalmente após processo de têmpera por indução ou até mesmo de uma usinagem de grande retirada de massa e soldagem, sendo executado sob efeito de aquecimento de indução eletromagnética objetivando o mínimo de agressão na superfície do material.- Beneficiamento: tratamento térmico composto de têmpera seguida de revenimento em temperatura adequada, destinado a obtenção de maior tenacidade combinada com certas propriedades de resistência. Objetivando apenas aumentar a dureza e resistência mecânica do material sem ter uma perda acentuada de tenacidade.
10.8 TRATAMENTO TÉRMICO A VÁCUOA descrição feita até aqui dos processos e dos equipamentos de tratamento térmico são passíveis de contínuas
modificações, para serem aperfeiçoados de acordo com o desenvolvimento de novas tecnologias. O avanço tecnológico, portanto, exige constante atualização teórica e prática na área de tratamento térmico. Essa atualização, por sua vez, requer conhecimento das novas tendências no campo da mecânica, em especial, na área de tratamento de materiais. Tal avanço tecnológico, resultado de muita pesquisa, é próprio de qualquer nação que investe no futuro. Com o desenvolvimento tecnológico obtém-se melhoria de processos e formas de tratamento térmico, de modo que os materiais passem a apresentar novas propriedades, com qualidade. Cada vez mais utiliza-se a energia elétrica para os trabalhos e procura-se preservar o meio ambiente.
O Tratamento térmico a vácuo é um processo executado com aquecimento e resfriamento extremamente controlado em um forno de alto vácuo com resistências e isolação de grafite e fibra de carbono, possuindo diversas vantagens sobre os processos convencionais, tais como: menor variação dimensional, isenção de oxidação intergranular, maior vida útil do material tratado, isenção de poluição, alta homogeneidade de temperaturas de aquecimento/resfriamento, garantia de repetibilidade de processos e portanto dos resultados do tratamento, aquecimento por convecção de até 800ºC e por radiação de até 1350ºC, possibilidade de uso de até 11 termopares para controle de temperatura, sendo 2 fixos e 9 móveis, resfriamento multidirecional, entre outros, podendo ser aplicado na indústria: aeroespacial, automobilística, bélica, metalúrgica, ferramentaria de precisão (moldes, matrizes, estampo de corte, dobra, repuxo, laminação, ferramentas para extrusão, injeção, fundição e peças diversas), indústria de radiadores, carburadores, brocas, parafusos, engrenagens e transmissões, válvulas, entre outros. O aspecto da superfície de uma peça tratada a vácuo deve ser límpida e brilhante.- Alivio de tensões a vácuo: tratamento térmico que objetiva reduzir o nível de tensões residuais, principalmente após uma usinagem de grande retirada de material e soldagem, sendo executado sob atmosfera de vácuo objetivando o mínimo de agressão na superfície do material, amplamente aplicado no caso de ferramentas acabadas que devem ser posteriormente tratadas termicamente a vácuo. Consiste no aquecimento do aço a temperaturas abaixo da zona critica, tendo como objetivo aliviar tensões originadas durante o processo de solidificação do aço ou até mesmo produzidas em operações de transformação mecânica a frio, como estampagem, ou em operações de endireitamento, corte a chama, soldagem ou usinagem.- Brasagem a vácuo: brasagem é um processo utilizado para a junção de peças metálicas. Ferrosos e não ferrosos, com formatos e seções diferentes. Conhecido também como “soldagem a quente” em elevada temperatura (até 1100ºC), executado com aquecimento e resfriamento controlados, objetivando juntas soldadas de elevada resistência, podendo-se realizar tratamentos térmicos e termoquímicos posteriores se a temperatura de tratamento for inferior ao ponto de fusão da liga de solda. Pode-se aplicar em pecas de aço carbono, baixa liga, inoxidáveis, cobre e ligas a base de níquel, titânio e metais preciosos. Pode-se realizar tratamento térmico no mesmo ciclo de brasagem, para os casos de aços temperáveis a vácuo. - Envelhecimento a vácuo: o envelhecimento a vácuo ou também conhecido como envelhecimento artificial, leva à formação de precipitados endurecedores. No envelhecimento natural a cinética de precipitação é mais lenta do que no envelhecimento artificial, no qual o controle de temperatura e tempo permite a obtenção de valores de dureza mais elevados. No envelhecimento artificial é possível atingir o máximo de dureza para um determinado tempo de tratamento, após o qual o crescimento excessivo dos precipitados e a consequente perda de coerência dos mesmos com
233

TECNOLOGIA DOS MATERIAIS
a matriz leva à queda de dureza denominada super-envelhecimento. O envelhecimento ocorre pelo principio de precipitação, onde os solutos solubilizados anteriormente e retidos na matriz através de resfriamento brusco, são capazes de se precipitar e causarem o aumento de dureza do material. Normalmente o envelhecimento a vácuo é aplicado em materiais inoxidáveis, onde não se pode ocorrer nenhum tipo de agressão na superfície do mesmo.- Recozimento a vácuo: tratamento térmico que consiste no aquecimento sob vácuo à temperatura crítica, permanência durante tempo pré-determinado e resfriamento controlado, também conhecido como recozimento brilhante, pois gera após o processo de tratamento térmico uma superfície límpida e brilhante característica de um processo sob vácuo. O tratamento de recozimento pode ser dividido em:
▪ Recozimento isotérmico: recozimento caracterizado por uma austenitização seguida de transformação isotérmica da austenita na região da formação da perlita.
▪ Recozimento pleno: recozimento caracterizado por um resfriamento lento através da zona crítica, a partir da temperatura da austenitização, geralmente acima de Ac1 para os aços hipoeutetóides e entre Ac3 e Acm para os hipereutetóides.
▪ Recozimento para alívio de tensões: recozimento subcrítico visando a eliminação de tensões internas sem modificação fundamental das propriedades existentes, realizado após deformação a frio, tratamento térmico, soldagem, usinagem, etc.
▪ Recozimento para esferoidização/coalescimento: tratamento térmico de recozimento com a finalidade de se obter os carbonetos sob forma esferoidal. Usualmente é caracterizado por permanência em temperatura ligeiramente superior ou inferior ao ponto A1 ou oscilação em torno de A1 e resfriamento lento.
- Normalização a vácuo: tratamento térmico caracterizado por aquecimento acima da zona crítica e por equalização nesta temperatura seguida de resfriamento uniforme em gás inerte, sem restringi-lo ou acelerá-lo, até a temperatura ambiente.- Revenimento a vácuo: tratamento térmico de uma peça temperada ou normalizada, caracterizado por reaquecimento abaixo da zona crítica e resfriamento adequado, visando ajustar as propriedades mecânicas. O revenimento a vácuo visa ganho de aspecto visual, pois o material revenido a vácuo não sofre agressões de nenhuma ordem em sua superfície, terminando o processo com a superfície límpida e brilhante.- Solubilização a vácuo: a solubilização consiste em aquecer o material a uma temperatura elevada, sob atmosfera de vácuo, de tal modo que nesta temperatura, com os coeficientes de difusão dos elementos de liga já suficientemente aumentados, seja possível a migração desses átomos, proporcionando a dissolução completa depois de certo tempo de permanência nesta temperatura, das fases secundárias inicialmente presentes na liga, para que os átomos de soluto se difundam de modo que se dissolvam na matriz. Geralmente caracterizado por um resfriamento rápido destinado a retenção daqueles constituintes em solução na temperatura ambiente..- Têmpera a vácuo: o tratamento térmico de têmpera a vácuo nos aços tem como objetivo a obtenção de uma microestrutura que proporcione propriedades de dureza e resistência mecânica elevadas. Com a têmpera a vácuo, a superfície das peças ficam isentas de reações superficiais danosas que ocorrem no tratamento térmico com banhos de sais. O vácuo reduz, também, a presença de qualquer impureza. O oxigênio restante reage ao grafite presente no sistema de aquecimento e de isolação térmica, e forma monóxido de carbono (CO), que é eliminado. O vácuo consiste num espaço vazio, sem gases, vapores ou partículas, sem a presença de pressão atmosférica que, ao nível do mar (altitude zero) é de 760mmHg, correspondente a 1 bar. O processo de têmpera a vácuo se desenvolve num forno-câmara com temperatura de até 1350ºC e com vácuo de até 10-5mbar. Adiciona-se um gás inerte para purificar o meio ambiente. O
234
Curva de resfriamentoAc3
Mi
Mf
Tem
pera
tura
Centro e
Superfície
Tempo, e scala logarítmica
Produto: perl i ta (ou perl i ta e ferrita ou perl i ta e cementita)
Figura 10.27: Esquema de recozimento a vácuo.

TECNOLOGIA DOS MATERIAIS
resfriamento da carga é feito com nitrogênio, podendo-se alcançar pressões de até 10 bar (pressão positiva). Todos os comandos do forno são controlados por microcomputador. O tratamento térmico em forno a vácuo é indicado para temperar aços rápidos, aços para trabalho a frio ou a quente e aços inoxidáveis martensíticos. A microestrutura resultante é composta predominantemente de martensita, uma fase que apresenta elevada dureza. Sempre após a têmpera, temos que realizar o revenimento, para a transformação da martensita em martensita revenida. Uma das características do forno a vácuo é que ele é intermitente e, portanto, está sempre pronto para o uso. Assim, ao encerrar um ciclo, o forno é desligado, a carga é retirada, e pode-se reiniciar um novo ciclo com nova carga.
10.9 TRATAMENTO TERMOQUÍMICOMuitas vezes, peças como coroas, pinhões, rolamentos, eixos de deslizamentos e rotativos, dentes de
engrenagem, ferramentas de corte e roscas sem-fim apresentam pouca resistência ao desgaste e vida útil curta porque não receberam um reforço de carbono durante a fabricação do aço.
Durante todo o capítulo 10, vimos que os processos de tratamento térmico não alteram a composição química do aço, ou seja, o material inicia o tratamento com 0,6% de carbono e termina com 0,6% de carbono Entretanto, às vezes, é necessário submeter o aço a modificações parciais em sua composição química para melhorar as propriedades de sua superfície. Essas modificações são obtidas por meio de tratamento termoquímico.
Entende-se por tratamentos termoquímicos, os tratamentos efetuados nas ligas ferro-carbono que visam o endurecimento superficial e/ou aumento da resistência a corrosão e ao engripamento, através da alteração da composição química da camada do material até determinada profundidade, ou seja, esse tratamento tem como objetivo principal aumentar a dureza e a resistência do material ao desgaste de sua superfície e, ao mesmo tempo, manter o núcleo dúctil (macio) e tenaz.
10.9.1 METALURGIAA formação da camada se dá pelo fenômeno de difusão atômica, na qual o(s) elemento(s) formador(es) da
camada (carbono, nitrogênio, boro) penetram e se deslocam intersticialmente no interior do material. A profundidade da camada obtida será sempre em função da temperatura e do tempo de tratamento. Para os tratamentos no qual tem-se o carbono ou o boro, como formador de camada (cementação, carbonitretação e boretação) empregam-se temperaturas acima do ponto de austenitização do material (750° a 950°C), enquanto que para os tratamentos cujo elemento principal é o nitrogênio (nitretação e oxinitrocarbonetação) empregam-se temperaturas inferiores ao ponto de austenitização (500° a 600°C),
10.9.2 NITRETAÇÃOCertas peças que trabalham em atrito permanente correm o risco de se desgastar com facilidade. É o caso, por
exemplo, do girabrequim, das camisas de cilindros, dos pinos, dos rotores, que precisam ter alta resistência ao desgaste sob temperatura relativamente elevada. A peça pode adquirir esse nível de resistência por meio da técnica chamada nitretação.
A nitretação é um tratamento químico que tem por função o endurecimento superficial com a utilização do nitrogênio, reagindo com elementos do aço e formando nitretos para incrementar a resistência ao desgaste, fadiga e corrosão. A nitretação destaca-se por sua baixa temperatura e variações dimensionais relativamente pequenas. Em geral, a nitretação é feita depois da têmpera e do revenimento. Assim, as peças nitretadas não precisam de qualquer outro tratamento térmico posterior (como por exemplo a têmpera), pois o endurecimento obtido não envolve formação de martensita, ela forma uma camada superficial muito fina que possui uma alta dureza mais uma boa resistência ao engripamento e a corrosão. O motivo pelo qual a um aumento do limite de fadiga nos aços nitretados está relacionado com a introdução de tensões de compressão, juntamente com a maior resistência da camada nitretada, na superfície do
235
Figura 10.28: Forno a vácuo.

TECNOLOGIA DOS MATERIAIS
aço. As indústrias, atualmente, dispõe de processos de nitretação a gás, banho de sais e recentemente, evoluiu para processos não agressivos ao meio ambiente como o plasma, abrindo novas perspectivas para a obtenção de microestruturas específicas e outras características não proporcionadas pelos processos convencionais. São utilizadas por ordem de importância, no tratamento de metais ferrosos, metais refratários e mais recentemente, de alumínio. Os aços que melhor se prestam a esse tratamento são os nitralloy steels, que são aços que contêm cromo, molibdênio, alumínio e um pouco de níquel.
No processo de nitretação, o nitrogênio é difundido na camada superficial em temperaturas abaixo da formação da austenita, em geral na faixa de 495 a 575ºC. O resultado é a formação de nitretos complexos de alta dureza pela combinação do nitrogênio com elementos de liga do aço. A nitretação acima de 590°C forma camadas duras mas, tão frágeis que sua utilização tem restrita aplicação industrial. Isso se deve a formação do microconstituinte eutetóide denominado “braunita” com 2,35% de nitrogênio. Abaixo de 590°C forma microconstituintes muito finos, dispersos e difíceis de se observar ao microscópio.
10.9.2.1 NITRETAÇÃO A GÁSA nitretação a gás é a forma mais comum do processo, é baseado na obtenção de nitrogênio atômico (N2)
obtido da dissociação da amônia, a temperatura situa-se na faixa de 500° a 525°C, quando a velocidade de dissociação da amônia é relativamente pequena. Num estágio superior, a temperatura é a mesma ou pode ser aumentada para a faixa de 555° a 565°C, mas, qualquer que seja a faixa de temperatura adotada, a velocidade de dissociação da amônia é muito mais elevada.
A temperatura conveniente para o trabalho é de 500º a 530ºC, e sua duração varia de quarenta a noventa horas. Nessa temperatura, a amônia (NH3) é decomposta, e o nitrogênio, na camada superficial da peça, atinge uma profundidade de até 0,8mm. A camada da superfície metálica passa a se constituir de nitretos de ferro, cromo, molibdênio, níquel, sendo que os nitretos têm elevada dureza. Decorrido o tempo de aquecimento no forno, as peças são retiradas e resfriadas ao ar, a figura 10.29 nos mostra um esquema simplificado do processo de nitretação a gás.
A nitretação a gás é, entretanto, um processo lento. O gráfico da figura 10.30 dá um exemplo típico de profundidade da camada versus tempo. Tempos usuais na prática variam de 48 a 72 horas.
Um problema relacionado a nitretação a gás, está no crescimento do material. Mas, em função do tipo de aço, pode-se avaliar esse crescimento e desconta-lo na usinagem prévia a que as peças serão submetidas antes da nitretação.
10.9.2.2 NITRETAÇÃO LÍQUIDAA nitretação também pode ser realizada em meio líquido. Neste processo, o meio nitretante é uma mistura de
sais, também conhecida como nitretação tenaz, possibilita a nitretação de qualquer tipo de aço, inclusive aços-carbono, como o SAE 1015 e aços rápidos, mas não produz camadas muito espessas, de modo que é preferida quando se deseja uma maior penetração superficial. Os principais sais utilizados na nitretação líquida são os sais de sódio e o de potássio,
236
Entrada de gás Saída de gás
Peças
Forno e lé tricoAm
ônia
(NH
3)
Figura 10.29: Esquema simplificado do processo de
nitretação a gás.
0,8
0,6
0,4
0,2
0,00 20 40 60 80
Horas
mm
Figura 10.30: Gráfico típico de profundidade da camada versus tempo, do processo de
nitretação a gás.

TECNOLOGIA DOS MATERIAIS
essa mistura de sais possui uma temperatura de operação correspondente a 565°C, nessa temperatura o carbono e o nitrogênio são libertados, porém, somente este último é mais ativo a essa temperatura, difundindo-se ao ferro. A operação consiste em mergulhar as peças num banho de sais fundidos, que são as fontes de nitrogênio. O processo é mais rápido que o anterior. As peças permanecem no banho apenas de duas ou três horas numa temperatura que varia de 500ºC a 580ºC.
10.9.2.3 NITRETAÇÃO A PLASMAA nitretação a plasma é um novo processo que vem atender, com melhor eficiência, às inúmeras aplicações
industriais em produtos de aço, ferro fundido e ferro sintetizado. Tem como característica principal a formação de uma camada nitretada, de espessura e composição definidas, que não ocorre com outros processos de nitretação. Nesse tipo de processo, o plasma é o meio para de transportar nitrogênio que torna possível a nitretação, pode ser definido como uma mistura de partículas neutras, positivas e negativas (átomos, moléculas, íons, elétrons) dentro de um campo elétrico. O tratamento consiste em submeter uma mistura de gases, num ambiente previamente evacuado, a uma tensão elétrica formada entre as peças, que constituem o pólo negativo (o cátodo), e a parede da retorta, que constitui o pólo positivo (o ânodo).
O tratamento termoquímico por plasma oferece diversas vantagens quando comparado aos métodos tradicionais de nitretação gasosa ou nitretação líquida. Entre outros pode-se mencionar:1) Os componentes nitretados com plasma sofrem menos distorção dimensional do que no caso da nitretação gasosa, devido à menor temperatura requerida no tratamento e ao fato do processo ser realizado em vácuo;2) Melhor acabamento das peças em função da menor temperatura, forno limpo e uso do vácuo. Como consequência, elimina-se ou minimiza-se o trabalho das peças após o tratamento;3) Maior dureza superficial;4) Permite conseguir melhores propriedades metalúrgicas com materiais de custo menor;5) Enquanto que a nitretação gasosa produz na superfície uma camada composta de características quebradiças (denominada camada branca), a nitretação com plasma produz uma camada densa, não porosa, muito dura, mas não quebradiça e com baixo coeficiente de atrito, ao que se soma uma excelente resistência ao desgaste;6) A nitretação com plasma permite o uso de uma técnica de máscara simples e de baixo custo para proteção de regiões que não devem ser tratadas;7) Permite obter uma camada uniforme mesmo em peças de formas complexas;8) Permite resultados reprodutíveis e de qualidade constante devido ao controle microprocessado dos parâmetros do processo;9) Não produz contaminação ambiental. O processo de nitretação com plasma usa baixa quantidade de gases neutros, enquanto que os processos convencionais usam sais tóxicos ou grandes quantidades de gases tóxicos;10) Menor custo se comparado aos processos convencionais, por ser um processo mais rápido, que usa menores quantidades de produtos químicos, sem necessidade de retrabalho e com menor refugo.
237
Corrente
N2N+ Θ -
+
Tensão
CátodoPeça
Terra
Sistema mecânico de bombas
Canal de al imentação
+
-
FonteTensão
Resistor
-
Ânodo
Retorta vácuo
Figura 10.31: Esquema do equipamento de nitretação a
plasma

TECNOLOGIA DOS MATERIAIS
Uma outra vantagem que o tratamento de superfícies com plasma oferece é a possibilidade de combinar a ação termoquímica com o processo de deposição. Nos fornos a plasma pode-se usar compostos metal-orgânicos de baixa temperatura para adicionar ao metal, previamente submetido a um processo de nitretação iônica, um depósito de nitreto de cromo (ou carburo de cromo) com excelente aderência à superfície do metal e extraordinária dureza. Estudos realizados recentemente, comparando vários métodos de nitretação, mostram que é possível melhorar sensivelmente as propriedades metalúrgicas dos metais, utilizando a implantação com feixes de íons e a nitretação com plasma intensificado.
No processo, as peças são primeiramente temperadas e revenidas como na nitretação normal, e retificadas. A seguir, passam por uma boa limpeza. Já no forno, forma-se o vácuo e injeta-se o gás de tratamento (H2, N2, CH4, argônio ou ar) em pressão baixa. O processo ocorre numa temperatura de 380º a 650ºC. De acordo com a mistura de gás, podemos nitretar, nitrocarbonetar ou oxinitrocarbonetar, conforme indica a tabela 10.3.
Mistura Produto final
Nitrogênio e Hidrogênio Nitretado
Nitrogênio, Hidrogênio e Metano Nitrocarbonetado
Nitrogênio, Hidrogênio, Metano e Ar Oxinitrocarbonetado
Um programa de computador controla e monitora os parâmetros do processo, como pressão, tempo, temperatura, tensão, corrente e composição dos gases. A nitretação a plasma é aplicada em matriz de injeção para plástico, matriz para conformação a frio, engrenagens, anéis, virabrequins, etc. Além de ser realizado em baixa temperatura (360º a 650ºC), o processo permite controlar a espessura e a composição da camada de compostos, o que constitui uma das suas principais vantagens. A sequência do processo é a seguinte:
10.9.3 OXINITROCARBONETAÇÃOO tratamento de oxinitrocarbonetação consiste de uma nitrocarbonetação (formação de uma camada de
carbonetos e nitretos com espessura variando de 20μmm até 0,10μmm) em banho de sal, seguido de resfriamento num meio oxidante, polimento mecânico e uma rápida imersão no banho de sal oxidante fundido. A nitrocarbonetação é efetuada em uma faixa de temperatura em torno de 580°C. O sal fundido consiste de um cianato alcalino e um carbonato alcalino. O tratamento é realizado em um cadinho que é conectado a um dispositivo de aeração. O tratamento oxidante feito após a nitrocarbonetação é feito em banho de resfriamento. Esse banho trabalha em uma faixa de temperatura de 330° a 400°C. Após o tratamento de oxidação se as peças apresentarem rugosidade excessiva, elas poderão ser polidas por vibração e com a utilização de chips (pastilhas cerâmicas) e então passarão novamente pelo processo oxidante. A camada nitrocarbonetada formada na superfície é composta de nitretos de ferro seguida de uma zona de difusão, a qual terá propriedades e estruturas influenciadas pelo tipo de metal base. A camada nitrocarbonetada é extremamente resistente ao desgaste, engripamento e corrosão. Sua dureza varia de 800 a 1500HV, dependendo do material utilizado. As peças oxinitrocarbonetadas apresentam também apreciável resistência a corrosão. Sendo que o ensaio mais utilizado na verificação da resistência à corrosão é o ensaio de névoa salina, na qual as peças oxinitrocarbonetadas chegam a apresentar até 400 horas de resistência ao referido ensaio, sem apresentar um único ponto de corrosão. Cabe destacar que a maior ou menor eficiência do tratamento com relação a resistência à corrosão, está diretamente ligada a rugosidade superficial que a peça apresentava antes do tratamento, por exemplo, entre uma peça retificada e uma apenas torneada, a primeira apresentará uma resistência à corrosão consideravelmente maior do que a última. O tratamento de oxinitrocarbonetação é aplicada industrialmente em eixos e pinos para mecanismos de limpadores de pára-brisas de automóveis e caminhões, haste de amortecedores de tampas traseiras de automóveis, armas de fogo, engrenagens de pequenas dimensões, pinos extratores, etc..
10.9.4 CEMENTAÇÃOA cementação tem por objetivo o endurecimento superficial dos aços, através de combinações de tratamentos
químicos e térmicos, adequados em meios que propiciam estas reações, ou seja, este processo consiste em introduzir
238
Tabela 10.3: Mostra as possibilidades de misturas de gás, para podermos nitretar, nitrocarbonetar ou oxinitrocarbonetar.
Figura 10.32: Sequência do processo de tratamento térmico por nitretação a
plasma.
Peça Temperar e revenir Usinagem fina e /ou re tífica
Nitre tação a plasmaPolimento, se necessário
Peça pronta

TECNOLOGIA DOS MATERIAIS
maiores quantidades de carbono em superfícies de aço com baixos teores de carbono, aquecido acima da linha Ac3 (temperatura de austenitização) durante algum tempo e seguido de um tratamento térmico como têmpera, refinamento de grãos (núcleo) e outros. Por isso, é indicado para aços-carbono ou aços-ligas cujo teor original de carbono seja inferior a 0,25%. A cementação aumenta esse teor até valores em torno de 1%, assegurando uma superfície dura e um núcleo tenaz.
Este processo termoquímico, é o mais conhecido e aplicado, pois permite ser empregado em três meios que podem ser sólidos, líquidos ou gasosos. A cementação (ou carborização) é caracterizada pelo elemento carbono, apresentado em diversas formas como em carvão, monóxido de carbono ou em banhos de cianetos.
As aplicações deste processo abrange as mais variadas peças usadas na indústria como: engrenagens, eixos, coroas, pinhões, pinos, buchas, diversa peças de veículos e máquinas em geral. Sua aplicação é feita quando a peça será sujeita as solicitações mecânicas comuns de tração, torção, flexão e ainda a impactos como também a um forte desgaste na camada periférica.
10.9.4.1 CEMENTAÇÃO SÓLIDANesse tipo de cementação, a peça é colocada em uma caixa de aço contendo substâncias ricas em carbono:
carvão de lenha, coque, carbonato de cálcio e óleo de linhaça. Em seguida, a peça é levada ao forno, a uma temperatura em torno de 930°C, durante o tempo necessário para obtenção da camada desejada. Depois, submete-se a peça à têmpera para que ela adquira dureza.
O tempo de permanência no forno pode variar de uma a trinta horas, e a camada cementada varia de 0,3mm a 2,0mm.
10.9.4.2 CEMENTAÇÃO GASOSAÉ o processo mais eficiente porque permite cementar as peças com maior uniformidade e com economia de
energia. Utiliza gás propano (gás de cozinha) ou gás natural para a geração de carbono. A temperatura varia de 850°C a 950°C. Após a cementação, o aço é temperado em óleo.
10.9.4.3 CEMENTAÇÃO LÍQUIDANesse processo são utilizados sais fundidos, ricos em carbono, principalmente os sais à base de cianeto e de
carbonato. A temperatura deve ser de 930°C a 950°C. Nessa temperatura, os sais se tornam líquidos, pois se fundem por volta de 650°C. Em seguida, as peças preaquecidas a 400ºC são mergulhadas em banho fundido. A função do preaquecimento é a de eliminar água e evitar choque térmico. A peça deve ser resfriada em salmoura com 10 a 15% de cloreto de sódio (ClNa), ou em óleo de têmpera.
239
3cm
2cm
Pasta Refratária
1,51,2
0,8
0,5
0,3
0,2
0,1
00 2 4 6 8 10 12 14 16
930°C
Tempo de permanência (horas)Espe
ssur
a da
cam
ada
cem
enta
da (m
m)
Figura 10.33: Gráfico representativo da espessura da camada cementada
com o tempo de permanência no forno.

TECNOLOGIA DOS MATERIAIS
Distância da superfície (mm)
Microdureza Vickers (0,5)
Dureza Rockwell convertida(HRC)
0,1 679 60
0,5 613 56
1,0 222 (16)
1,5 204 (12)
3,0 204 (12)
10.9.5 CARBONITRETAÇÃOA carbonitretação é também chamada de “cianetação a gás” ou “nitrocarbonetação” e consiste em submeter-se
o aço a uma temperatura elevada, geralmente acima da linha de transformação, em uma atmosfera gasosa que pode fornecer carbono e nitrogênio simultaneamente, os quais são, absorvidos pela superfície do metal. De fato, a carbonitretação é um processo de cementação a gás modificado. A modificação consiste em introduzir amônia na atmosfera gasosa carburizante. Os constituintes da atmosfera utilizada na carbonitretação são os seguintes:▪ Gás endotérmico: produzido pela decomposição em gerador endotérmico de gás natural ou outro hidrocarboneto e que é essencialmente constituído de uma mistura de nitrogênio, hidrogênio e CO, com traços de metano, oxigênio, vapor de água e CO2;
▪ Gás natural, propano ou butano;▪ Amônia.
O primeiro é suprido no forno em volume suficiente para produzir uma pressão positiva na câmara de aquecimento, de modo a impedir a penetração de ar. Outra função é diluir os gases mais ativos (hidrocarbonetos e amônia) de modo a facilitar o controle do processo. O segundo tem como função principal suprir o carbono necessário para carbonetar a superfície do aço. Finalmente, o terceiro, por dissociação, forma nitrogênio nascente na superfície do aço, promovendo a sua nitretação. A proporção desses gases depende do tipo de torno usado, variando em linhas gerais, do seguinte modo:▪ Gás endotérmico: 77 a 89%; ▪ Gás natural: 9 a 15%;▪ Amônia: 2 a 8%.
240
Figura 10.34: Ensaio de microdureza com cinco pontos distintos, em um aço 1010, cementado e
temperado.
Tabela 10.4: Valores de microdureza Vickers e dureza Rockwell, de acordo com cada
distância da superfície.
1,50mm
1,00mm
0,50mm
0,10mm
3,00mm

TECNOLOGIA DOS MATERIAIS
A carbonitretação é levada a efeito a temperaturas geralmente de 785°C ou acima. Temperaturas mais baixas, como 705°C apresentam perigo de explosão e dão como resultado camadas superficiais ricas em nitrogênio e frágeis e núcleo de baixa dureza, o que é inconveniente para a maioria das aplicações. O objetivo principal da carbonitretação é conferir ao aço uma camada dura e resistente ao desgaste, com espessura variando geralmente de 0,07 a 0,7mm. Por outro lado, uma camada carbonitretada apresenta melhor temperabilidade que uma camada cementada, de modo que, por carbonitretação e têmpera subsequente, pode-se obter uma camada dura a custo mais baixo, dentro da faixa de espessura indicada, usando aço-carbono ou aço-liga de baixo teor de liga. Os aços mais comumente carbonitretados incluem os tipos 1000, 1100, 1200, 1300, 4000, 4100, 4600, 5100, 6100, 8600 e 8700, com teores de carbono até 0,25%. entretanto, costuma-se também carbonitretar peças de aço-carbono ou aço-liga, com teor de carbono médio, obtendo-se assim uma camada fina de maior dureza e maior resistência ao desgaste do que a que seria produzida apenas pela têmpera.
As aplicações da carbonitretação são mais limitadas que as da cementação, sobretudo devido às limitações da profundidade superficial endurecida. Por outro lado, a resistência de uma superfície carbonitretada ao amolecimento durante o revenido é muito superior à de uma superfície cementada. A carbonitretação é usada, geralmente, em peças de pequeno porte, como componentes de máquina de escrever, carburadores, relógios, aparelhos eletrodomésticos.
Como conclusão, pode-se dizer que a carbonitretação de aços de menor custo resulta em propriedades equivalentes às obtidas pela cementação a gás de aços-liga. Uma aplicação moderna da carbonitretação reside no endurecimento superficial de peças sinterizadas de ferro de elevada densidade (7,2g/cm³).
Finalizando, um estudo de Davies e Smith chegou, entre outras, às seguintes conclusões em relação ao processo de carbonitretação:a) O nível de adição de amônia deve ser mantido relativamente baixo (em torno de 3% a 850°C, 6% a 925°C e 10% a 950°C) para impedir a formação de porosidade abaixo da superfície;b) Essa porosidade sub-superficial é mais suscetível de aparecer nos aços acalmados com silício ou nos efervescentes, de modo que tais aços exigem maior controle da quantidade de amônia adicionada;c) Nos aços acalmados com alumínio, encruamento prévio agrava a formação de porosidade sub-superficial;d) O nitrogênio que é incorporado na superfície do aço durante o processo de carbonitretação reduz a quantidade de carbono que é necessária para produzir-se a máxima dureza superficial;e) O nitrogênio adicionado durante o processo aumenta substancialmente a endurecibilidade da camada carbonitretada em aços doces;f) Sob o ponto de vista de endurecibilidade, a carbonitretação aparentemente oferece maiores vantagens que a cementação, no endurecimento superficial de seções superiores a 12,5mm, a temperatura de 925°C, o que não seria válido para seções menores.
10.10 PIROMETRIAQuando e por que é necessário medir a temperatura durante um tratamento térmico? Em várias atividades, as
medições de temperatura são necessárias e devem ser constantes, como acontece na culinária, na saúde, no artesanato, na metalurgia. Os efeitos da variação de temperatura provocam alterações internas nos materiais, modificando suas propriedades. Por isso, é necessário um rigoroso controle da temperatura durante o processo de tratamento térmico. Para melhor entendimento, vamos examinar os conceitos de temperatura e calor.- Temperatura: grandeza física que indica o estado de agitação das partículas de um corpo e seu nível térmico. A agitação das partículas aumenta à medida que o corpo vai ficando mais quente.- Calor: energia térmica que flui entre dois corpos ou sistemas que apresentam temperaturas diferentes.
Vimos que, para mexer na estrutura cristalina do aço, precisamos aquecê-lo, sem, contudo, fundi-lo. Portanto, uma vez definida a temperatura de tratamento, vamos à oficina e ligamos o forno. Verificamos que o pirômetro, além de ligar o equipamento, mede as variações térmicas em seu interior. O pirômetro é uma espécie de termômetro que mede temperaturas elevadas. O pirômetro classifica-se em dois grupos: um que mantém uma de suas partes no interior do forno, portanto em contato com o meio, e outro que faz a medição à distância. O primeiro grupo é conhecido como pirômetro termoelétrico e o segundo grupo é conhecido como pirômetro óptico e de radiação.
A escala de pirômetros corresponde a um conjunto de valores numéricos, sendo que cada um desses valores está associado a uma temperatura. Esse equipamento pode ter sua escala em graus Celsius ou em graus Fahrenheit. Usamos a fórmula C = F - 32 para passar de uma escala a outra:
5 9
241

TECNOLOGIA DOS MATERIAIS
10.10.1 PIRÔMETRO TERMOELÉTRICOQuando dois fios de metais ou ligas diferentes estão soldados entre si por uma de suas extremidades, surge uma
diferença de potencial entre as duas outras extremidades livres quando as extremidades soldadas sofrem o aquecimento. Os fios, assim soldados, denominam-se par termoelétrico.
Devem-se empregar, portanto, fios de metais ou ligas que proporcionem uma grande diferença de potencial, a fim de facilitar a medida da temperatura. O quadro, a seguir, mostra os pares termoelétricos mais usados em pirometria.
Par termoelétrico Faixa de uso Composição química
Pt – Pt Rh 0 a 1500°C platina – platina (90%) e ródio (10%)
Fe - Constantan 0 a 980°C ferro – constantan (cobre e níquel)
Cu - Constantan 200 a 350°C cobre - constantan (cobre e níquel)
Cromel - Alumel 200 a 1300°Ccromel (cromo e níquel)
alumel (níquel, manganês, alumínio e silício)
10.10.2 PIRÔMETRO ÓPTICO E DE RADIAÇÃOMuitas vezes, o operador de forno precisa verificar a temperatura do material no estado líquido (como, por
exemplo, o ferro-gusa), antes ou após a corrida (vazamento). A medida da temperatura deve ser feita sem contato com o banho. Portanto, o pirômetro óptico é o instrumento mais indicado.
242
Tabela 10.5: Pares termoelétricos mais usados em pirometria.
Junta quente
Tubo de proteção
FO RNO
Fios de extensão
Par termoe lé trico
Parede do forno Milivoltímetro
PIRÔ METRO TERMO ELÉTRICO
Figura 10.35: Representação esquemática de um pirômetro
termoelétrico, neste caso instalado num forno.
Miliamperímetro
Filtro II
O bje tiva
Filtro vermelhoLâmpada
Filamento
O cular
Reostato
Interruptor
Pilha
°C
Figura 10.36: Pirômetro óptico de desaparecimento do filamento.

TECNOLOGIA DOS MATERIAIS
A verificação da temperatura consiste em comparar o brilho do filamento incandescente de uma lâmpada com o brilho do aço aquecido acima de 700ºC. A figura 10.36 mostra, esquematicamente, o pirômetro óptico de desaparecimento do filamento. Para usá-lo, deve-se ajustar a ocular de modo que o filamento da lâmpada fique em foco. A seguir, focaliza-se o aço, ajustando a objetiva na temperatura que será determinada. Com auxílio do reostato, faz-se coincidir o brilho do filamento com o objeto enfocado, e lê-se o valor da temperatura.
Os pirômetros ópticos servem para medir temperaturas de 700° a 2000ºC. Abaixo de 700ºC, tornam-se inúteis, pois a luz emitida pelo aço não é suficientemente visível para a medição.
Os pirômetros de radiação medem a temperatura do corpo a partir da intensidade da radiação que ele emite. Diferem dos pirômetros ópticos porque conseguem captar tanto a energia radiante visível quanto as radiações não visíveis.
Durante o uso do pirômetro óptico ou de radiação, deve-se considerar a possibilidade de erros devido a vários fatores que interferem na observação: a luz do ambiente, a casca de óxido que se forma no material, ou a escória, no caso de material líquido.
10.11 EQUIPAMENTOSAlém de conhecer as propriedades dos materiais e os processos de trabalho, um bom tratamento térmico requer
equipamentos adequados à sua realização. Isso significa equipamentos modernos e em boas condições de funcionamento, decorrentes de manutenção periódica. Encontramos equipamentos de tratamento térmico em laboratórios, oficinas e instalações industriais. Sua fonte de aquecimento provém do óleo, do gás, ou da energia elétrica. Os fornos, de modo geral, são de fácil manipulação. Quando bem operados e assistidos com manutenção periódica, têm sua vida útil prolongada. Ao usar um simples forno de câmara, em sua escola, o estudante estará aplicando conceitos teóricos e práticos. A indústria, que tem por objetivo investir em qualidade e preço, já parte para os modernos fornos a vácuo. Assim, de um simples forno manipulado diretamente ao forno mais complexo, comandado por um programa de computador, sempre obtemos resultados semelhantes.
10.11.1 EQUIPAMENTOS DE LABORATÓRIOAs escolas técnicas, o SENAI e as universidades têm em seus laboratórios uma quantidade variada de estufas e
fornos para serem manipulados pelos alunos. São equipamentos de fácil operação, seguros e de manutenção econômica. Com um par de luvas, protetor facial e uma tenaz, temos acesso à câmara ou ao cadinho, carregando ou descarregando o material. Veja, a seguir, a descrição de alguns equipamentos.- Estufa: trata-se de um modelo com aquecimento elétrico, para temperaturas de até 300ºC. Tem aplicações no desenvolvimento de processos que exigem baixa temperatura como, por exemplo, no revenimento. - Forno de câmara com circulação de ar: modelo com aquecimento elétrico, para temperaturas de até 1300ºC. Usado em diversos tratamentos térmicos.- Forno de câmara com porta versátil: quando aberta, serve de plataforma de trabalho. É prático e seguro.
243
O bjetiva O cular
Milivoltímetro
Junta do par termoe lé trico
Figura 10.37: Pirômetro de radiação.

TECNOLOGIA DOS MATERIAIS
Todos os modelos têm uma carcaça construída com chapas de aço-carbono, com espessura variada. O isolamento da carcaça pode ser feito com lã de rocha ou com material cerâmico refratário, assegurando que o forno preserve o calor com um mínimo de perda. Ao se abrirem as portas, os circuitos de resistência desligam-se automaticamente, o que permite efetuar, com segurança, operações de carga e descarga.
10.11.2 EQUIPAMENTOS DE OFICINAS OU INDUSTRIAISA empresa prestadora de serviço procura se servir de diferentes meios de trabalho para realizar o tratamento
térmico. Mas a produção e a satisfação do cliente são alcançados de acordo com a disponibilidade econômica. Em oficinas ou indústrias, são utilizados os seguintes modelos de fornos:→ Com atmosfera controlada, protetora e/ou ativa; → Banhos de sal;→ A vácuo; → De câmara sem atmosfera protetora.
10.11.2.1 FORNOS COM ATMOSFERA CONTROLADA, PROTETORA E/OU ATIVAEsses fornos apresentam-se em três modelos: tipo de câmara, poço e contínuo. Funcionam com gás inerte e/ou
ativo.- Fornos tipo de câmara: automáticos, apresentam diversos acessórios em seu interior, o que permite que seu operador comande todo o tratamento por meio de um controlador instalado num painel externo.
Externamente, um carro de transferência carrega e descarrega o forno, e leva a carga para outro local. Desloca-se sobre trilhos, transversalmente, à frente da linha de fornos. Esse forno é indicado para tratamento de cementação, carbonitretação e têmpera.- Forno tipo poço: é usado para tratamento de peças volumosas ou engrenagens. Dispensa as instalações caras do forno anterior. Para resfriar a carga, necessita de um tanque de resfriamento a parte.- Forno de modelo contínuo: o material é acomodado em um transporte, que pode ser uma esteira. O transportador conduz a peça através do forno com velocidade predeterminada. No final do percurso, as peças são mergulhadas em óleo, para se fazer a têmpera. Outra esteira retira as peças do óleo e as conduz para outro forno, onde serão revenidas.
244
Figura 10.38: Estufa. Figura 10.40: Forno de câmara com porta versátil.
Figura 10.39: Forno de câmara com circulação de ar.
Figura 10.41: Forno tipo de câmara.

TECNOLOGIA DOS MATERIAIS
10.11.2.2 FORNOS DE BANHOS DE SALOs fornos de banhos de sal têm grande aplicação no tratamento de cementação e têmpera dos aços. Requerem
aquecimento com resistências elétricas ou com queimador a gás ou óleo. Sua limitação está no diâmetro do cadinho, que pode variar de 220 a 700mm. Ou seja, peças volumosas ou grandes não podem ser submetidas a tratamento em banho de sal.
10.11.2.3 FORNOS A VÁCUOO vácuo é o melhor recurso para evitar oxidação, uma vez que há ausência de atmosfera. O modelo de câmara
é o mais indicado para o tratamento térmico. Cria-se o vácuo, e um programa de computador comanda todo o tratamento. Tem ampla aplicação no tratamento de aços especiais.
10.11.2.4 FORNO DE CÂMARA SEM ATMOSFERA PROTETORAA indústria de fornos tem uma linha de fornos fora da produção em série que procura atender às necessidades
específicas dos clientes. Peças de grandes dimensões requerem fornos com grandes câmaras, além de um sistema de transporte em trilho para carregar e descarregar o forno.
10.12 TRATAMENTO DE RESÍDUOS DE SAIS E FLUENTES LÍQUIDOSApós acumular determinada quantidade de resíduos de sais no fundo da empresa, em área desprotegida, uma
empresa foi denunciada. O fiscal da Secretaria do Meio Ambiente, em sua visita, mostrou o perigo dos resíduos para o meio ambiente e orientou a maneira como eles deveriam ser acondicionados.
10.12.1 RESÍDUOS DE SAISA norma brasileira NBR 10004, da ABNT, classifica os sais de têmpera como resíduos de classe I, que são
perigosos. Não podem, portanto, ser jogados no solo ou na água. Além disso, requerem tratamento especial. Se não se dispuser de uma unidade de tratamento de neutralização dos sais usados, é necessário que eles sejam
armazenados temporariamente. Os sais e seus resíduos devem ser estocados em tambores fechados e em boas
245
Figura 10.43: Forno elétrico de cadinho para nitretação em banho
de sal.
Figura 10.42: Forno com aquecimento por eletrodos. O aquecimento é realizado por meio de eletrodos de aço, imersos no banho. Um
transformador acompanha o forno. A exaustão dos gases quentes, emanados do banho, é feita por uma concha, situada na parte superior
do forno. Esse tipo de forno é indicado para tratamento de aços rápidos.
Sistema de distribuição interna de gás
ResistênciasMotor de alta potência
Trocador de calor
Parede do forno
BaseC aminho de
re torno do gás
Figura 10.44: Forno a vácuo.

TECNOLOGIA DOS MATERIAIS
condições. Nos tambores, deve haver identificação do conteúdo e da sua procedência. Os resíduos sólidos e secos, provenientes dos diversos sais, devem ser acondicionados separadamente, conforme o grupo a que pertencem. Por exemplo: grupo I - cianetos, bário etc., ou grupo II - nitritos, nitratos, soda cáustica na forma de grânulos ou pedaços, com dimensão de até 10cm. Os resíduos devem estar livres de arames, peças metálicas e qualquer outro tipo de material. A separação dos resíduos vai facilitar um futuro tratamento e proporcionar segurança durante o armazenamento. Recomenda-se o acondicionamento em tambores de aço, secos com capacidade de 200 litros. A carga precisa ser ensacada em plástico e colocada no tambor. Este deverá ser tampado e cintado, e conter dispositivo de segurança para evitar abertura acidental. As tampas não devem ser soldadas ao tambor. A identificação deve ser feita na parte externa do tambor, com letras de 2,5cm de altura. As letras devem ser escritas com tinta a óleo. Na identificação, deve ficar claro se os resíduos são do grupo I ou II, o nome da firma e o peso líquido. Os tambores devem ser pintados de vermelho com inscrições em cor branca para resíduos do grupo I, e de amarelo com inscrições em cor preta para resíduos do grupo II. A área de armazenamento precisa ser coberta, bem ventilada, e seu piso deve ter uma base de concreto ou outro material que impeça a infiltração das substâncias no solo. Há necessidade, ainda, de um sistema de drenagem e de captação de líquidos para um tanque.
10.12.2 EFLUENTES LÍQUIDOSOs efluentes líquidos, provenientes dos processos de tratamento térmico e/ou termoquímico de metais, passam
por uma estação de tratamento de efluentes (ETE). Depois, esses efluentes são descartados. Normalmente, eles são classificados em dois tipos: efluentes líquidos ácidos e efluentes líquidos alcalinos. Esses dois tipos de efluentes podem ser gerados de forma contínua ou em batelada, sendo que os efluentes alcalinos podem ou não conter cianetos. Os efluentes líquidos ácidos provêm de operações de decapagem e de lavagem posterior das peças. Os decapantes usuais são feitos à base de ácido clorídrico, contendo inibidores. Os efluentes líquidos alcalinos provêm de tanques de desengraxe, de tanques de lavagem de peças tratadas em banho de sal e de máquinas de lavagem. Os efluentes líquidos ácidos e básicos são coletados e remetidos à ETE, separadamente. Essa medida é necessária para evitar a reação dos ácidos entre si, formando produtos gasosos tóxicos como, por exemplo, o gás cianídrico.
O processo de tratamento inicia-se com a oxidação dos cianetos contidos nos efluentes. Uma vez eliminado o cianeto, o efluente alcalino é neutralizado pelo efluente ácido até um pH que pode variar de 8 a 9. Nesta etapa, ocorre precipitação de íons de ferro, provenientes das peças metálicas submetidas a operações de decapagem. O bário é precipitado na forma de sulfato ao receber pequenas quantidades de ácido sulfúrico ou sulfato de sódio. Após a adição de um floculante, que tem a função de aglomerar melhor os flocos da lama formada, a suspensão é transferida para um tanque de adensador de lodo e, em seguida, o lodo aglomerado passa por um filtro-prensa. A água filtrada é analisada e descartada, de acordo com a legislação pertinente. A lama, ou lodo, é acondicionada em tambores.
11. ENSAIOSQuando se adquire um produto qualquer, há sempre uma preocupação com a sua qualidade. Como
consumidores conscientes, é nosso dever exigir do fabricante a garantia do produto, pois quem fabrica deve assumir a responsabilidade pelo perfeito funcionamento do objeto que produziu, uma vez que este seja usado de acordo com as condições recomendadas. Para poder dar esta garantia, o fabricante precisa ter certeza de que seu produto foi produzido com materiais adequados, em conformidade com as normas técnicas estabelecidas, e que apresenta, portanto, características apropriadas ao uso que lhe será dado. É por isso que o fabricante deve realizar testes, tanto dos produtos como de seus componentes, antes de lançá-los no mercado. É o que acontece, por exemplo, com os automóveis, que têm todos os seus componentes testados, seguindo normas estabelecidas para isto. Desde a pintura até o ruído do motor, tudo deve satisfazer aos padrões internacionais de qualidade. Esses testes, que são realizados em condições rigidamente controladas, são chamados de ensaios de materiais.
Como você se sentiria se a chave que acabou de mandar fazer quebrasse ao dar a primeira volta na fechadura? Ou se a jarra de vidro refratário que a propaganda diz que pode ir do fogão ao freezer trincasse ao ser enchida com água fervente? Ou ainda, se o seu guarda-chuva virasse ao contrário em meio a um temporal? É. Hoje em dia ninguém se contenta com objetos que apresentem esses resultados. Mas por longo tempo essa foi a única forma de avaliar a qualidade de um produto! Nos séculos passados, como a construção dos objetos era essencialmente artesanal, não havia um controle de qualidade regular dos produtos fabricados. Avaliava-se a qualidade de uma lâmina de aço, a dureza de um prego, a pintura de um objeto simplesmente pelo próprio uso. Um desgaste prematuro que conduzisse à rápida quebra da ferramenta era o método racional que qualquer um aceitava para determinar a qualidade das peças, ou seja, a análise da qualidade era baseada no comportamento do objeto depois de pronto. O acesso a novas matérias-primas e o desenvolvimento dos processos de fabricação obrigaram à criação de métodos padronizados de produção, em todo o mundo. Ao mesmo tempo, desenvolveram-se processos e métodos de controle de qualidade dos produtos. Atualmente,
246

TECNOLOGIA DOS MATERIAIS
entende-se que o controle de qualidade precisa começar pela matéria-prima e deve ocorrer durante todo o processo de produção, incluindo a inspeção e os ensaios finais nos produtos acabados. É fácil perceber a importância dos ensaios de materiais: pois é por meio deles que se verifica se os materiais apresentam as propriedades que os tornarão adequados ao seu uso. Mas, que propriedades são essas, que podem ser verificadas nos ensaios? É o que veremos adiante.
Para que servem os ensaios? Se você parar para observar crianças brincando de cabo-de-guerra, ou uma dona de casa torcendo um pano de chão, ou ainda um ginasta fazendo acrobacias numa cama elástica, verá alguns exemplos de esforços a que os materiais estão sujeitos durante o uso. Veja a seguir a representação esquemática de alguns tipos de esforços que afetam os materiais.
É evidente que os produtos têm de ser fabricados com as características necessárias para suportar esses esforços. Mas como saber se os materiais apresentam tais características? A resposta é simples, realizando ensaios mecânicos! Os ensaios mecânicos dos materiais são procedimentos padronizados que compreendem testes, cálculos, gráficos e consultas a tabelas, tudo isso em conformidade com normas técnicas. Realizar um ensaio consiste em submeter um objeto já fabricado ou um material que vai ser processado industrialmente a situações que simulam os esforços que eles vão sofrer nas condições reais de uso, chegando a limites extremos de solicitação.
Onde são feitos os ensaios? Os ensaios podem ser realizados na própria oficina ou em ambientes especialmente equipados para essa finalidade: os laboratórios de ensaios.
Os ensaios fornecem resultados gerais, que são aplicados a diversos casos, e devem poder ser repetidos em qualquer local que apresente as condições adequadas. São exemplos de ensaios que podem ser realizados na oficina:- Ensaio por lima: é utilizado para verificar a dureza por meio do corte do cavaco. Quanto mais fácil é para retirar o cavaco, mais mole é o material. Se a ferramenta desliza e não corta, podemos dizer que o material é duro.
- Ensaio pela análise da centelha: é utilizado para fazer a classificação do teor de carbono de um aço, em função da forma das centelhas que o material emite ao ser atritado num esmeril.
247
F F F F
F F
Tração Compressão
FF
TorçãoFlexãoCisalhamento
Figura 11.2: Ensaio por lima.
20 m/seg.
min. 300mm
Grana de dureza média
Figura 11: Tipos de esforços que afetam os
materiais.
Figura 11.1: Foto representativa de um
laboratório de ensaio.
Figura 11.3: Ensaio pela análise da centelha

TECNOLOGIA DOS MATERIAIS
Por meio desses tipos de ensaios não se obtêm valores precisos, apenas conhecimentos de características específicas dos materiais. Os ensaios podem ser realizados em protótipos, no próprio produto final ou em corpos de prova e, para serem confiáveis, devem seguir as normas técnicas estabelecidas.
Imagine que uma empresa resolva produzir um novo tipo de tesoura, com lâmina de aço especial. Antes de lançar comercialmente o novo produto, o fabricante quer saber, com segurança, como será seu comportamento na prática. Para isso, ele ensaia as matérias-primas, controla o processo de fabricação e produz uma pequena quantidade dessas tesouras, que passam a ser os protótipos. Cada uma dessas tesouras será submetida a uma série de testes que procurarão reproduzir todas as situações de uso cotidiano. Por exemplo, o corte da tesoura pode ser testado em materiais diversos, ou sobre o mesmo material por horas seguidas. Os resultados são analisados e servem como base para o aperfeiçoamento do produto.
Os ensaios de protótipos¹ são muito importantes, pois permitem avaliar se o produto testado apresenta características adequadas à sua função. Os resultados obtidos nesses testes não podem ser generalizados, mas podem servir de base para outros objetos que sejam semelhantes ou diferentes. Já os ensaios em corpos de provas², realizados de acordo com as normas técnicas estabelecidas, em condições padronizadas, permitem obter resultados de aplicação mais geral, que podem ser utilizados e reproduzidos em qualquer lugar.
¹Protótipo: é a versão preliminar de um produto, produzida em pequena quantidade, e utilizada durante a fase de testes.²Corpo de prova: é uma amostra do material que se deseja testar, com dimensões e forma especificadas em normas técnicas.
11.1 PROPRIEDADES DOS MATERIAISVamos relembrar um pouco sobre as propriedades dos materiais, para melhor entendermos a importância da
utilização dos ensaios. Sabemos que, todos os campos da tecnologia, especialmente aqueles referentes à construção de máquinas e estruturas, estão intimamente ligados aos materiais e às suas propriedades. Tomando como base as mudanças que ocorrem nos materiais, essas propriedades podem ser classificadas em dois grupos:
▪ Físicas;▪ Químicas.
Se colocamos água fervente num copo descartável de plástico, o plástico amolece e muda sua forma. Mesmo mole, o plástico continua com sua composição química inalterada. A propriedade de sofrer deformação sem sofrer mudança na composição química é uma propriedade física. Por outro lado, se deixarmos uma barra de aço-carbono (ferro + carbono) exposta ao tempo, observaremos a formação de ferrugem (óxido de ferro: ferro + oxigênio). O aço-carbono, em contato com o ar, sofre corrosão, com mudança na sua composição química. A resistência à corrosão é uma propriedade química. Entre as propriedades físicas, destacam-se as propriedades mecânicas, que se referem à forma como os materiais reagem aos esforços externos, apresentando deformação ou ruptura. Quando você solta o pedal da embreagem do carro, ele volta à posição de origem graças à elasticidade da mola ligada ao sistema acionador do pedal.
A elasticidade é um exemplo de propriedade mecânica. Pode ser definida como a capacidade que um material tem de retornar à sua forma e dimensões originais quando cessa o esforço que o deformava.
A estampagem de uma chapa de aço para fabricação de um capô de automóvel, por exemplo, só é possível em materiais que apresentem plasticidade suficiente. Plasticidade é a capacidade que um material tem de apresentar deformação permanente apreciável, sem se romper.
248
Estado inicial da mola
Aplicando-se um peso a mola de forma-se
Retira-se o peso a mola volta ao e stado inicial
Figura 11.4: Elasticidade.

TECNOLOGIA DOS MATERIAIS
Uma viga de uma ponte rolante deve suportar esforços de flexão sem se romper. Para tanto, é necessário que ela apresente resistência mecânica suficiente. Resistência mecânica é a capacidade que um material tem de suportar esforços externos (tração, compressão, flexão etc.) sem se romper.
Para determinar qualquer dessas propriedades é necessário realizar um ensaio específico.
11.2 TIPOS DE ENSAIOS MECÂNICOSExistem vários critérios para classificar os ensaios mecânicos. A classificação apresentada abaixo, agrupa os
ensaios em dois blocos:→ Ensaios destrutivos;→ Ensaios não destrutivos.
Os ensaios destrutivos são aqueles que deixam algum sinal na peça ou corpo de prova submetido ao ensaio, mesmo que estes não fiquem inutilizados. Os ensaios destrutivos mais comumente que veremos são:- Tração; - Embutimento;- Compressão; - Torção;- Cisalhamento; - Dureza;- Dobramento; - Fluência;- Flexão; - Fadiga;- Impacto.
Os ensaios não destrutivos são aqueles que após sua realização não deixam nenhuma marca ou sinal e, por consequência, nunca inutilizam a peça ou corpo de prova. Por essa razão, podem ser usados para detectar falhas em produtos acabados e semi-acabados. Os ensaios não destrutivos mais comumente que veremos são:- Visual; - Partículas Magnéticas;- Líquido penetrante; - Ultra-Som;- Radiografia Industrial.
249
Êmbolo principal
Coluna
Peça
Matriz
Pinos de pressão
BasePiso
C il indros da placa da matriz
Placa da
matriz
Figura 11.5: Plasticidade.
Figura 11.6: Resistência mecânica.

TECNOLOGIA DOS MATERIAIS
11.3 ENSAIO DE TRAÇÃO11.3.1 CÁLCULO DA TENSÃO
Você com certeza já andou de elevador, já observou uma carga sendo elevada por um guindaste ou viu, na sua empresa, uma ponte rolante transportando grandes cargas pra lá e pra cá. Além das grandes cargas movimentadas nessas situações, um outro fato certamente chama a sua atenção: são os cabos de aço usados nesses equipamentos! Você faz idéia do esforço que esses cabos têm de aguentar ao deslocar estas cargas? Sabe como se chama esse esforço e como ele é calculado? Sabe que a determinação deste tipo de esforço e a especificação das dimensões de cabos estão entre os problemas mais frequentemente encontrados no campo da Mecânica?
Tanto o superdimensionamento como o subdimensionamento de produtos podem trazer consequências graves: o primeiro porque gera desperdício de material, maior consumo de energia e baixo desempenho, e o segundo porque o produto vai falhar e, além do prejuízo, pode causar sérios acidentes, com danos irreparáveis. Essas considerações servem para ilustrar o quanto é importante conhecer a resistência dos materiais, que pode ser avaliada pela realização de ensaios mecânicos. O ensaio mecânico mais importante para a determinação da resistência dos materiais é o ensaio de tração.
Para que servem os ensaios de tração? Como você já sabe, as propriedades mecânicas constituem uma das características mais importantes dos metais em suas várias aplicações na engenharia, visto que o projeto e a fabricação de produtos se baseiam principalmente no comportamento destas propriedades. A determinação das propriedades mecânicas dos materiais é obtida por meio de ensaios mecânicos, realizados no próprio produto ou em corpos de prova de dimensões e formas especificadas, segundo procedimentos padronizados por normas brasileiras e estrangeiras. O corpo de prova é preferencialmente utilizado quando o resultado do ensaio precisa ser comparado com especificações de normas internacionais.
O ensaio de tração consiste em submeter o material a um esforço que tende a alongá-lo até a ruptura. Os esforços ou cargas são medidos na própria máquina de ensaio. No ensaio de tração o corpo é deformado por alongamento, até o momento em que se rompe. Os ensaios de tração permitem conhecer como os materiais reagem aos esforços de tração, quais os limites de tração que suportam e a partir de que momento se rompem.
Antes da ruptura, a deformação: imagine um corpo preso numa das extremidades, submetido a uma força, como na ilustração da figura 11.7. Quando esta força é aplicada na direção do eixo longitudinal, dizemos que se trata de uma força axial. Ao mesmo tempo, a força axial é perpendicular à seção transversal do corpo.
Observe novamente a figura 11.7. Repare que a força axial está dirigida para fora do corpo sobre o qual foi aplicada. Quando a força axial está dirigida para fora do corpo, trata-se de uma força axial de tração. A aplicação de uma força axial de tração num corpo preso produz uma deformação no corpo, isto é, um aumento no seu comprimento com diminuição da área da seção transversal. Este aumento de comprimento recebe o nome de alongamento. Veja na figura 11.8, o efeito do alongamento num corpo submetido a um ensaio de tração.
Na norma brasileira, o alongamento é representado pela letra A e é calculado subtraindo-se o comprimento inicial do comprimento final e dividindo-se o resultado pelo comprimento inicial. Em linguagem matemática, esta
250
FFigura 11.7: Corpo preso, sendo submetido a uma força axial de
tração, produzindo uma deformação em seu comprimento.
F
Corpo de prova antes do ensaio de tração
Corpo de prova depois do ensaio de tração
Lo
Lf
Figura 11.8: Efeito do alongamento em um corpo submetido a um ensaio de
tração.

TECNOLOGIA DOS MATERIAIS
afirmação pode ser expressa pela seguinte igualdade: A = Lf – Lo Lo , sendo que Lo representa o comprimento inicial antes
do ensaio e Lf representa o comprimento final após o ensaio.Suponha que você quer saber qual o alongamento sofrido por um corpo de 12mm que, submetido a uma força
axial de tração, ficou com 13,2mm de comprimento. Aplicando a fórmula anterior, você fica sabendo que: A = Lf – Lo A = 13,2 – 12 A = 1,2 = 0,1mm/mm. Lo 12 12
A unidade mm/mm indica que ocorre uma deformação de 0,1mm por 1mm de dimensão do material. Pode-se também indicar a deformação de maneira percentual. Para obter a deformação expressa em percentagem, basta multiplicar o resultado anterior por 100.
No nosso exemplo: A = 0,1mm/mm x 100 = 10%.Há dois tipos de deformação, que se sucedem quando o material é submetido a uma força de tração: a elástica e
a plástica.- Deformação elástica: não é permanente. Uma vez cessados os esforços, o material volta à sua forma original.- Deformação plástica: é permanente. Uma vez cessados os esforços, o material recupera a deformação elástica, mas fica com uma deformação residual plástica, não voltando mais à sua forma original.
Tensão de tração: a força de tração atua sobre a área da seção transversal do material. Tem-se assim uma relação entre essa força aplicada e a área do material que está sendo exigida, denominada tensão (neste capítulo, a tensão será representada pela letra T).
Tensão (T) é a relação entre uma força (F) e uma unidade de área (S): T = F S . Para efeito de cálculo da tensão
suportada por um material, considera-se como área útil da seção deste material a soma das áreas de suas partes maciças. Por exemplo: um cabo metálico para elevação de pesos, cuja área da seção é de 132,73mm², composto por 42 espiras de 1,2mm², tem como área útil 50,4mm².
A unidade de medida de força adotada pelo Sistema Internacional de Unidades (SI) é o newton (N). Mas a unidade quilograma-força (kgf) ainda é usada no Brasil porque a maioria das máquinas disponíveis possui escalas nesta unidade. Porém, após a realização dos ensaios, os valores de força devem ser convertidos para newton (N). A unidade de medida de área é o metro quadrado (m²). No caso da medida de tensão, é mais frequentemente usado seu submúltiplo, o milímetro quadrado (mm²). Assim, a tensão é expressa matematicamente como: T = N
mm² .Durante muito tempo, a tensão foi medida em kgf/mm² ou em psi (pound square inch, que quer dizer: libra por
polegada quadrada). Com adoção do Sistema Internacional de Unidades (SI) pelo Brasil, em 1978, essas unidades foram substituídas pelo pascal (Pa). Um múltiplo dessa unidade, o megapascal (MPa), vem sendo utilizado por um número crescente de países, inclusive o Brasil. Veja na tabela 11, as conversões correspondentes entre essas unidades de medida.
1 N = 0,102 kgf -- --
1 kgf = 0,454 lb = 9,807 N --
1MPa = 1 N/mm² = 0,102 kgf/mm² --
1kgf/mm² = 1422,27 psi = 9,807 MPa = 9,807 N/mm²
Calculando a tensão: vamos ver um exemplo de como calcular a tensão. “Um amigo, que está montando uma oficina de manutenção mecânica, pediu sua ajuda para calcular a tensão que deve ser suportada por um tirante de aço de 4mm² de seção, sabendo que o material estará exposto a uma força de 40N”. Este é um cálculo simples, não é mesmo? Pois, se sabemos qual a força aplicada (F = 40N) e qual a área da seção do tirante (S = 4mm²), basta aplicarmos esse
251
F F(a) (b)
Figura 11.9: Tipos de deformação: (a) deformação elástica,
(b) deformação plástica.
Tabela 11: Conversões das principais unidades de medida.

TECNOLOGIA DOS MATERIAIS
valores na fórmula: T = N T = 40N T = 10N mm² 4mm² mm²
Portanto, a tensão que o cabo deverá suportar é de 10 N/mm². Mas, se seu amigo quiser saber a resposta em mega pascal, o resultado será 10 Mpa.
11.3.2 PROPRIEDADES MECÂNICAS AVALIADASNos tempos em que moleque que era moleque brincava com estilingue, qualquer um sabia, na prática, como
escolher o material para fazer a atiradeira. Mas se você não for daquela época, arranje um elástico, desses comuns, e siga os procedimentos sugeridos a seguir. Segure o elástico com as duas mãos, uma em cada ponta, como mostra a figura 11.10.
Depois, mantendo um dos lados fixos, vá aplicando, vagarosamente, uma força de tração do lado oposto. Pare de aplicar a força por um instante. Observe como o elástico tende a retornar à sua forma original quando a força é aliviada. Volte a tracionar um dos lados. Veja que, ao mesmo tempo em que o elástico vai se alongando, sua seção se estreita. Agora não tem mais jeito! Mesmo que você pare de tracionar, o elástico não volta mais à forma original. Continue tracionando mais um pouco. Epa! O elástico se rompeu. Você está com dois pedaços, um em cada mão. Juntando os dois pedaços você notará que eles estão maiores que o pedaço original. Isso que você acabou de fazer pode ser considerado uma forma rudimentar de ensaio de tração. Quando o ensaio de tração é realizado num laboratório, com equipamento adequado, ele permite registrar informações importantes para o cálculo de resistência dos materiais a esforços de tração e, consequentemente, para projetos e cálculos de estruturas. Algumas informações são registradas durante a realização do ensaio e outras são obtidas pela análise das características do corpo de prova após o ensaio. Os dados relativos às forças aplicadas e deformações sofridas pelo corpo de prova até a ruptura permitem traçar o gráfico conhecido como diagrama tensão-deformação.
Diagrama tensão-deformação: quando um corpo de prova é submetido a um ensaio de tração, a máquina de ensaio fornece um gráfico que mostra as relações entre a força aplicada e as deformações ocorridas durante o ensaio. Mas o que nos interessa para a determinação das propriedades do material ensaiado é a relação entre tensão e deformação. Você já sabe que a tensão (T) corresponde à força (F) dividida pela área da seção (S) sobre a qual a força é aplicada. No ensaio de tração convencionou-se que a área da seção utilizada para os cálculos é a da seção inicial (So). Assim, aplicando a fórmula T = F
So, podemos obter os valores de tensão para montar um gráfico que mostre as relações entre tensão e deformação. Este gráfico é conhecido por diagrama tensão-deformação. Os valores de deformação, representados pela letra grega minúscula ε (epsílon), são indicados no eixo das abscissas (x) e os valores de tensão são indicados no eixo das ordenadas (y). A curva resultante apresenta certas características que são comuns a diversos tipos de materiais usados na área da Mecânica.
,Analisando o diagrama tensão-deformação passo a passo, você vai conhecer cada uma das propriedades que ele permite determinar. A primeira delas é o limite elástico.
Limite elástico: observe o diagrama da figura 11.12. Note que foi marcado um ponto A no final da parte reta do gráfico. Este ponto representa o limite elástico. O limite elástico recebe este nome porque, se o ensaio for interrompido antes deste ponto e a força de tração for retirada, o corpo volta à sua forma original, como faz um elástico. Na fase elástica os metais obedecem à lei de Hooke¹. Suas deformações são diretamente proporcionais às tensões aplicadas. Exemplificando: se aplicarmos uma tensão de 10N/mm² e o corpo de prova se alongar 0,1%, ao aplicarmos uma força de 100N/mm² o corpo de prova se alongará 1%.
252
Figura 11.10: Forma rudimentar de um ensaio de tração.
Figura 11.11: Gráfico representativo do diagrama
tensão-deformação.
y
x
T(Tensão)
ε (Deformação)

TECNOLOGIA DOS MATERIAIS
¹Em 1678, sir Robert Hooke descobriu que uma mola tem sempre a deformação (ε) proporcional à tensão aplicada (T), desenvolvendo assim a constante da mola (K), ou lei de Hooke, onde K = T/ε.
Módulo de elasticidade: na fase elástica, se dividirmos a tensão pela deformação, em qualquer ponto, obteremos sempre um valor constante. Este valor constante é chamado módulo de elasticidade. A expressão matemática dessa relação é: E = T
ε , onde E é a constante que representa o módulo de elasticidade. O módulo de elasticidade é a medida da rigidez do material. Quanto maior for o módulo, menor será a deformação elástica resultante da aplicação de uma tensão e mais rígido será o material. Esta propriedade é muito importante na seleção de materiais para fabricação de molas.
Limite de proporcionalidade: porém, a lei de Hooke só vale até um determinado valor de tensão, denominado limite de proporcionalidade, que é o ponto representado no gráfico da figura 11.13 por A', a partir do qual a deformação deixa de ser proporcional à carga aplicada. Na prática, considera-se que o limite de proporcionalidade e o limite de elasticidade são coincidentes.
Escoamento: terminada a fase elástica, tem início a fase plástica, na qual ocorre uma deformação permanente no material, mesmo que se retire a força de tração. No início da fase plástica ocorre um fenômeno chamado escoamento. O escoamento caracteriza-se por uma deformação permanente do material sem que haja aumento de carga, mas com aumento da velocidade de deformação. Durante o escoamento a carga oscila entre valores muito próximos uns dos outros (figura 11.14).
Limite de resistência: após o escoamento ocorre o encruamento, que é um endurecimento causado pela quebra dos grãos que compõem o material quando deformados a frio. O material resiste cada vez mais à tração externa, exigindo uma tensão cada vez maior para se deformar. Nessa fase, a tensão recomeça a subir, até atingir um valor máximo num ponto chamado de limite de resistência (B). Para calcular o valor do limite de resistência (LR), basta aplicar a fórmula: LR = Fmax
So (figura 11.15).
253
Figura 11.12: Gráfico representativo do diagrama tensão-deformação. Limite
elástico.
Figura 11.13: Gráfico representativo do diagrama tensão-deformação. Limite de
proporcionalidade.
T(N/mm²)
Fase e lástica
Fase plástica
ε (%)
A
T
Fase e lástica
Fase plástica
ε
AA'
T
ε
EscoamentoFigura 11.14: Gráfico representativo do
diagrama tensão-deformação. Escoamento.
T
ε
BFigura 11.15: Gráfico
representativo do diagrama tensão-deformação. Limite de
resistência.

TECNOLOGIA DOS MATERIAIS
Limite de ruptura: continuando a tração, chega-se à ruptura do material, que ocorre num ponto chamado limite de ruptura (C). Note que a tensão no limite de ruptura é menor que no limite de resistência, devido à diminuição da área que ocorre no corpo de prova depois que se atinge a carga máxima (figura 11.16).
Agora já temos condições de analisar todos esses elementos representados num mesmo diagrama de tensão-deformação, como na figura 11.17.
Estricção: é a redução percentual da área da seção transversal do corpo de prova na região onde vai se localizar a ruptura. A estricção determina a ductilidade do material. Quanto maior for a percentagem de estricção, mais dúctil será o material.
11.3.3 PROCEDIMENTOS NORMALIZADOSHoje em dia é comum encontrar uma grande variedade de artigos importados em qualquer supermercado e até
mesmo em pequenas lojas de bairro: são produtos eletrônicos japoneses, panelas antiaderentes francesas, utilidades domésticas com o inconfundível design italiano e uma infinidade de quinquilharias fabricadas pelos chineses. Isso sem contar os veículos americanos, coreanos, russos etc., que de uma hora para outra invadiram nossas ruas e estradas. Por outro lado, os setores exportadores brasileiros também vêm conquistando espaço no comércio internacional. A crescente internacionalização do comércio de produtos põe em destaque a importância da normalização dos ensaios de materiais. Qualquer que seja a procedência do produto, os testes pelos quais ele passou em seu país de origem devem poder ser repetidos, nas mesmas condições, em qualquer lugar do mundo.
Confiabilidade dos ensaios: os ensaios não indicam propriedades de uma maneira absoluta, porque não reproduzem totalmente os esforços a que uma peça é submetida, em serviço. Quando realizados no próprio produto, os ensaios têm maior significado pois procuram simular as condições de funcionamento do mesmo. Mas na prática isso nem sempre é realizável. Além disso, os resultados assim obtidos teriam apenas uma importância particular para aquele produto. Para determinarmos as propriedades dos materiais, independentemente das estruturas em que serão utilizados, é necessário recorrer à confecção de corpos de prova. Os resultados obtidos dependem do formato do corpo de prova e do método de ensaio adotado. Por exemplo, no ensaio de tração de um corpo de prova de aço, o alongamento é uma medida da sua ductilidade. Este valor é afetado pelo comprimento do corpo de prova, pelo seu formato, pela velocidade de aplicação da carga e pelas imprecisões do método de análise dos resultados do ensaio. Portanto, os resultados dos ensaios, quando não são suficientemente representativos dos comportamentos em serviço, exigem na fase de projeto das estruturas a introdução de um fator multiplicativo chamado coeficiente de segurança, o qual leva em consideração as incertezas, não só provenientes da determinação das propriedades dos materiais, mas também da precisão das hipóteses teóricas referentes à existência e ao cálculo das tensões em toda a estrutura.
Normas técnicas voltadas para ensaios de tração: quando se trata de realizar ensaios mecânicos, as normas mais utilizadas são as referentes à especificação de materiais e ao método de ensaio. Um método descreve o correto procedimento para se efetuar um determinado ensaio mecânico. Desse modo, seguindo-se sempre o mesmo método, os resultados obtidos para um mesmo material são semelhantes e reprodutíveis onde quer que o ensaio seja executado. As normas técnicas mais utilizadas pelos laboratórios de ensaios provêm das seguintes instituições:- ABNT: Associação Brasileira de Normas Técnicas;
254
T
ε
CFigura 11.16: Gráfico representativo do diagrama tensão-deformação. Limite de
ruptura.
Figura 11.17: Análise de de todos elementos num mesmo diagrama tensão-deformação:
A – limite elástico;A' – limite de proporcionalidade;B – limite de resistência;C – limite de ruptura.
T
Fase elástica Fase plástica
ε
AA' C
B
Escoamento

TECNOLOGIA DOS MATERIAIS
- ASTM: American Society for Testing and Materials;- DIN: Deutsches Institut für Normung;- AFNOR: Association Française de Normalisation;- BSI: British Standards Institution;- ASME: American Society of Mechanical Engineer;- ISO: International Organization for Standardization;- JIS: Japanese Industrial Standards;- SAE: Society of Automotive Engineers;- COPANT: Comissão Panamericana de Normas Técnicas.
Além dessas, são também utilizadas normas particulares de indústrias ou companhias governamentais.Equipamento para o ensaio de tração: o ensaio de tração geralmente é realizado na máquina universal, que
tem este nome porque se presta à realização de diversos tipos de ensaios. Analise cuidadosamente a figura 11.18, que mostra os componentes básicos de uma máquina universal de ensaios.
Fixa-se o corpo de prova na máquina por suas extremidades, numa posição que permite ao equipamento aplicar-lhe uma força axial para fora, de modo a aumentar seu comprimento. A máquina de tração é hidráulica, movida pela pressão de óleo, e está ligada a um dinamômetro¹ que mede a força aplicada ao corpo de prova. A máquina de ensaio possui um registrador gráfico que vai traçando o diagrama de força e deformação, em papel milimetrado, à medida em que o ensaio é realizado.
¹Dinâmometro: é um equipamento utilizado para medir forças.
Corpos de prova: o ensaio de tração é feito em corpos de prova com características especificadas de acordo com normas técnicas. Suas dimensões devem ser adequadas à capacidade da máquina de ensaio. Normalmente utilizam-se corpos de prova de seção circular ou de seção retangular, dependendo da forma e tamanho do produto acabado do qual foram retirados, como mostra a figura 11.19.
255
Cabeçote móve l
Garras de fixação do corpo de prova
Base fixa
Unidades de controle
Corpo de prova
Registrador gráfico
Figura 11.18: Máquina universal de ensaios.
CabeçaLo (parte úti l )
Lo (parte úti l )
Zona de concordância Raio de concordância
Figura 11.19: Corpos de prova.

TECNOLOGIA DOS MATERIAIS
A parte útil do corpo de prova, identificada na figura 11.19 por Lo, é a região onde são feitas as medidas das propriedades mecânicas do material.
As cabeças são as regiões extremas, que servem para fixar o corpo de prova à máquina de modo que a força de tração atuante seja axial. Devem ter seção maior do que a parte útil para que a ruptura do corpo de prova não ocorra nelas. Suas dimensões e formas dependem do tipo de fixação à máquina. Os tipos de fixação mais comuns são:
Entre as cabeças e a parte útil há um raio de concordância para evitar que a ruptura ocorra fora da parte útil do corpo de prova (Lo). Segundo a ABNT, o comprimento da parte útil dos corpos de prova utilizados nos ensaios de tração deve corresponder a 5 vezes o diâmetro da seção da parte útil. Por acordo internacional, sempre que possível um corpo de prova deve ter 10mm de diâmetro e 50mm de comprimento inicial. Não sendo possível a retirada de um corpo de prova deste tipo, deve-se adotar um corpo com dimensões proporcionais a essas. Corpos de prova com seção retangular são geralmente retirados de placas, chapas ou lâminas. Suas dimensões e tolerâncias de usinagem são normalizadas pela ISO/R377 enquanto não existir norma brasileira correspondente. A norma brasileira (NBR 6152, dez./1980) somente indica que os corpos de prova devem apresentar bom acabamento de superfície e ausência de trincas.
Em materiais soldados, podem ser retirados corpos de prova com a solda no meio ou no sentido longitudinal da solda, como você pode observar na figura 11.21.
Os ensaios dos corpos de prova soldados normalmente determinam apenas o limite de resistência à tração. Isso porque, ao efetuar o ensaio de tração de um corpo de prova com solda, tensiona-se simultaneamente dois materiais de propriedades diferentes (metal de base e metal de solda). Os valores obtidos no ensaio não representam as propriedades nem de um nem de outro material, pois umas são afetadas pelas outras. O limite de resistência à tração também é afetado por esta interação, mas é determinado mesmo assim para finalidades práticas.
Preparação do corpo de prova para o ensaio de tração: o primeiro procedimento consiste em identificar o material do corpo de prova. Corpos de prova podem ser obtidos a partir da matéria-prima ou de partes específicas do produto acabado. Depois, deve-se medir o diâmetro do corpo de prova em dois pontos no comprimento da parte útil, utilizando um micrômetro, e calcular a média. Por fim, deve-se riscar o corpo de prova, isto é, traçar as divisões no comprimento útil. Num corpo de prova de 50mm de comprimento, as marcações devem ser feitas de 5 em 5 milímetros.
Assim preparado, o corpo de prova estará pronto para ser fixado à máquina de ensaio.
256
Figura 11.20: Tipos de fixação mais comuns.
Cunha Rosca
Flange
Solda Solda
Corpo de provaCorpo de prova
Figura 11.21: Corpos de prova retirados de materiais
soldados.
D = 10
5
Lo = 50
(n = 10 divisões)
Figura 11.22: Preparação do corpo de prova para o ensaio de
tração.

TECNOLOGIA DOS MATERIAIS
11.3.4 ANÁLISE DOS RESULTADOSA máquina de ensaio está pronta para começar seu trabalho: o corpo de prova fixado, a velocidade de aplicação
da força ajustada, a escala selecionada! Só falta ligar o equipamento e acompanhar seu funcionamento. Terminado o ensaio, vem uma etapa muito importante: a análise dos resultados. Nesta etapa determinam-se as principais propriedades que podem ser obtidas no ensaio de tração.
Como calcular o alongamento: imagine que você vá produzir uma peça por estamparia ou dobramento, por exemplo. Você precisará obter uma deformação maior que a desejada, porque após aliviar a força aplicada, o material sofrerá uma recuperação nas suas dimensões, igual ao alongamento elástico. Se o alongamento elástico for conhecido, isto será fácil. Se não, só na tentativa e aí imagine o prejuízo em retrabalhar as ferramentas. O alongamento elástico pode ser medido de forma direta por meio de um aparelho chamado extensômetro, que é acoplado ao corpo de prova.
Já vimos que o alongamento plástico define a ductilidade do material: quanto maior o alongamento plástico, maior a facilidade de deformar o material. Pelo alongamento, podemos saber para que tipo de processo de produção um material é indicado (forja a frio, laminação, estamparia profunda, etc.). A fórmula para calcular o alongamento já aprendemos no capitulo 11.3.1: A = Lf – Lo
Lo .O comprimento inicial (Lo) foi medido antes de se submeter o corpo de prova ao ensaio. Portanto, para
calcular o alongamento, resta saber qual o comprimento final (Lf). Você está lembrado daqueles riscos transversais que foram feitos na preparação do corpo de prova? Pois é! A parte útil do corpo de prova ficou dividida em certo número (n) de partes iguais. Agora vamos saber para que serve essa marcação. A primeira coisa a fazer é juntar, da melhor forma possível, as duas partes do corpo de prova. Depois, procura-se o risco mais próximo da ruptura e conta-se a metade das divisões (n/2) para cada lado. Mede-se então o comprimento final, que corresponde à distância entre os dois extremos dessa contagem.
Este é o método para determinar o comprimento final quando a ruptura ocorre no centro da parte útil do corpo de prova. Mas, se a ruptura ocorrer fora do centro, de modo a não permitir a contagem de n/2 divisões de cada lado, deve-se adotar o seguinte procedimento normalizado:- Toma-se o risco mais próximo da ruptura;- Conta-se n/2 divisões de um dos lados;- Acrescentam-se ao comprimento do lado oposto quantas divisões forem necessárias para completar as n/2 divisões.
A medida de Lf será a somatória de L' + L'', conforme mostra a figura 11.25.
257
n/2 = 5 n/2 = 5
Lf = 10
Figura 11.24: Método para determinação do comprimento final quando ocorre ruptura no centro da
parte útil do corpo de prova.
3 div. 5 div.2 div.
L''L'
Lf = L' + L''
Figura 11.23: Foto representativa de um extensômetro acoplado a um
corpo de prova.
Figura 11.25: Método para determinação do comprimento final
quando ocorre ruptura fora do centro da parte útil do corpo de prova.

TECNOLOGIA DOS MATERIAIS
Determinação do limite elástico ou de proporcionalidade: para sentir a importância desta propriedade, imagine-se dentro de um elevador, que funciona preso por um cabo de aço. O que aconteceria se o cabo se alongasse um pouquinho toda vez que o elevador subisse ou descesse? O cabo de aço iria ficar cada vez mais fino, até que a sua espessura se tornasse tal que não suportaria mais o peso da cabine (e com você lá dentro!). Não seria nada agradável uma queda do vigésimo andar. É, mas isto aconteceria se a solicitação ultrapassasse o limite elástico, porque qualquer solicitação acima do limite elástico causa deformação permanente. Portanto, o limite elástico é a máxima tensão a que uma peça pode ser submetida. Por isso, o conhecimento de seu valor é fundamental para qualquer aplicação.
A rigor, a determinação do limite elástico deveria ser feita por carregamentos e descarregamentos sucessivos, até que se alcançasse uma tensão que mostrasse, com precisão, uma deformação permanente.
Este processo é muito trabalhoso e não faz parte dos ensaios de rotina. Porém, devido à importância de se conhecer o limite elástico, em 1939 um cientista chamado Johnson propôs um método para determinar um limite elástico aparente, que ficou conhecido como limite Johnson. O limite Johnson corresponde à tensão na qual a velocidade de deformação é 50% maior que na origem.
Veja como determinar o limite Johnson na prática, acompanhando os passos explicados a seguir.
258
F DT
O ε
F DT
O ε
E
F D
T
O ε
E
F DT
O ε
E
F DT
O ε
EN
A
M
FD = 1,5 x FE
1) Trace uma reta perpendicular ao eixo das tensões, fora da região da curva tensão-deformação (F-D);
2) Prolongue a reta da zona elástica, a partir do ponto O, até que ela corte a reta FD no ponto E.
3) Remarque o ponto D de modo que a medida do segmento FD seja igual a uma vez e meia o segmento FE.
4) Trace a reta OD.
5) Trace a reta MN paralela a OD, tangenciando a curva tensão-deformação.
O limite Johnson é o valor de tensão do ponto tangencial (A).

TECNOLOGIA DOS MATERIAIS
Limite de escoamento - valores convencionais: o limite de escoamento é, em algumas situações, alternativa ao limite elástico, pois também delimita o início da deformação permanente (um pouco acima). Ele é obtido verificando-se a parada do ponteiro na escala da força durante o ensaio e o patamar formado no gráfico exibido pela máquina. Com esse dado é possível calcular o limite de escoamento do material. Entretanto, vários metais não apresentam escoamento, e mesmo nas ligas em que ocorre ele não pode ser observado, na maioria dos casos, porque acontece muito rápido e não é possível detectá-lo.
Por essas razões, foram convencionados alguns valores para determinar este limite. O valor convencionado (n) corresponde a um alongamento percentual. Os valores de uso mais frequente são:- n = 0,2%: para metais e ligas metálicas em geral;- n = 0,1%: para aços ou ligas não ferrosas mais duras; - n = 0,01%: para aços-mola.
Graficamente, o limite de escoamento dos materiais citados pode ser determinado pelo traçado de uma linha paralela ao trecho reto do diagrama tensão-deformação, a partir do ponto n. Quando essa linha interceptar a curva, o limite de escoamento estará determinado, como mostra a figura 11.27.
Tensão no limite de resistência: este valor de tensão é utilizado para a especificação dos materiais nas normas, pois é o único resultado preciso que se pode obter no ensaio de tração e é utilizado como base de cálculo de todas as outras tensões determinadas neste ensaio. Por exemplo, um aço 1080 apresenta um limite de resistência de aproximadamente 700 MPa. Ao produzirmos novos lotes desse aço, devemos executar seu ensaio para verificar se ele realmente possui esta resistência. Ou seja, esta especificação é utilizada para comparar a resistência de um aço produzido com o valor referencial da norma. Conhecer o limite de resistência também é útil para comparar materiais. Por exemplo, um aço 1020 apresenta aproximadamente 400 MPa de resistência à tração. Este valor nos demonstra que o aço 1080 tem uma resistência 300 Mpa maior que o 1020. Apesar de não se utilizar este valor para dimensionar estruturas, ele servirá de base para o controle de qualidade dessas ligas.
Dificuldades com a tensão de ruptura: é difícil determinar com precisão o limite de ruptura, pois não há forma de parar o ponteiro da força no instante exato da ruptura. Além disso, o limite de ruptura não serve para caracterizar o material, pois quanto mais dúctil ele é, mais se deforma antes de romper-se.
Calculando a estricção: a estricção também é uma medida da ductilidade do material. Esta é representada pela letra Z, e calculada pela seguinte fórmula: Z = So – Sf
So . Onde So é a área de seção transversal inicial e Sf a área de seção final, conhecida pela medição da região
fraturada.
259
LE
T
Oε
LE
T
εn
Figura 11.26: Gráfico representativo para o limite de escoamento.
Figura 11.27: Gráfico representativo para o limite de escoamento, através do diagrama tensão-
deformação.
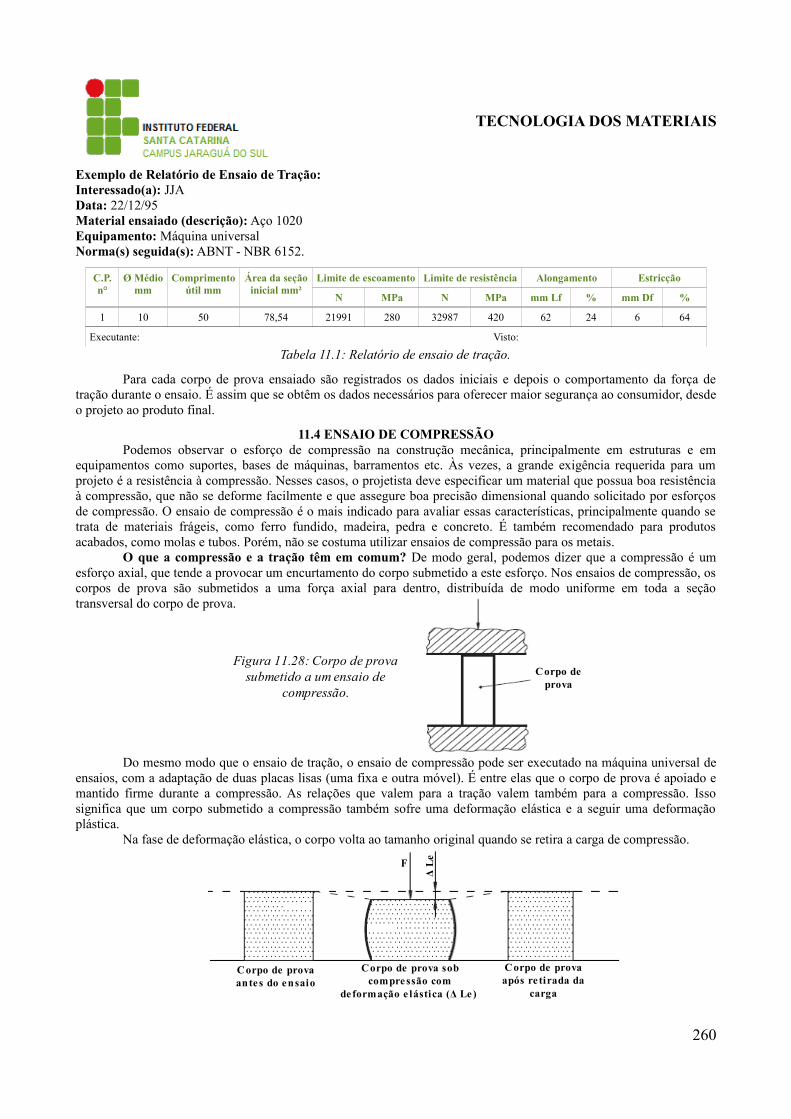
TECNOLOGIA DOS MATERIAIS
Exemplo de Relatório de Ensaio de Tração:Interessado(a): JJAData: 22/12/95Material ensaiado (descrição): Aço 1020Equipamento: Máquina universalNorma(s) seguida(s): ABNT - NBR 6152.
C.P. n°
Ø Médio mm
Comprimento útil mm
Área da seção inicial mm²
Limite de escoamento Limite de resistência Alongamento Estricção
N MPa N MPa mm Lf % mm Df %
1 10 50 78,54 21991 280 32987 420 62 24 6 64
Executante: Visto:
Tabela 11.1: Relatório de ensaio de tração.
Para cada corpo de prova ensaiado são registrados os dados iniciais e depois o comportamento da força de tração durante o ensaio. É assim que se obtêm os dados necessários para oferecer maior segurança ao consumidor, desde o projeto ao produto final.
11.4 ENSAIO DE COMPRESSÃOPodemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em
equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes, a grande exigência requerida para um projeto é a resistência à compressão. Nesses casos, o projetista deve especificar um material que possua boa resistência à compressão, que não se deforme facilmente e que assegure boa precisão dimensional quando solicitado por esforços de compressão. O ensaio de compressão é o mais indicado para avaliar essas características, principalmente quando se trata de materiais frágeis, como ferro fundido, madeira, pedra e concreto. É também recomendado para produtos acabados, como molas e tubos. Porém, não se costuma utilizar ensaios de compressão para os metais.
O que a compressão e a tração têm em comum? De modo geral, podemos dizer que a compressão é um esforço axial, que tende a provocar um encurtamento do corpo submetido a este esforço. Nos ensaios de compressão, os corpos de prova são submetidos a uma força axial para dentro, distribuída de modo uniforme em toda a seção transversal do corpo de prova.
Do mesmo modo que o ensaio de tração, o ensaio de compressão pode ser executado na máquina universal de ensaios, com a adaptação de duas placas lisas (uma fixa e outra móvel). É entre elas que o corpo de prova é apoiado e mantido firme durante a compressão. As relações que valem para a tração valem também para a compressão. Isso significa que um corpo submetido a compressão também sofre uma deformação elástica e a seguir uma deformação plástica.
Na fase de deformação elástica, o corpo volta ao tamanho original quando se retira a carga de compressão.
260
F
Figura 11.28: Corpo de prova submetido a um ensaio de
compressão.
F
Δ Le
Corpo de prova antes do ensaio
Corpo de prova sob compressão com
deformação e lástica (Δ Le)
Corpo de prova após re tirada da
carga
Corpo de prova

TECNOLOGIA DOS MATERIAIS
Na fase de deformação plástica, o corpo retém uma deformação residual depois de ser descarregado.
Nos ensaios de compressão, a lei de Hooke também vale para a fase elástica da deformação, e é possível determinar o módulo de elasticidade para diferentes materiais. Na compressão, as fórmulas para cálculo da tensão, da deformação e do módulo de elasticidade são semelhantes às que já foram demonstradas anteriormente para a tensão de tração. Por isso, serão mostradas de maneira resumida, na tabela 11.2.
Fórmula Significado
T = F S
T → Tensão de compressãoF → Força de compressãoS → Área da seção do corpo
ε = Lo – Lf Lo
Ε → DeformaçãoLo – Lf → Variação do comprimento do corpoLo → Comprimento inicial do corpo
E = T ε
E → Módulo de elasticidadeT → Tensãoε → Deformação
Limitações do ensaio de compressão: o ensaio de compressão não é muito utilizado para os metais em razão das dificuldades para medir as propriedades avaliadas neste tipo de ensaio. Os valores numéricos são de difícil verificação, podendo levar a erros. Um problema que sempre ocorre no ensaio de compressão é o atrito entre o corpo de prova e as placas da máquina de ensaio. A deformação lateral do corpo de prova é barrada pelo atrito entre as superfícies do corpo de prova e da máquina. Para diminuir esse problema, é necessário revestir as faces superior e inferior do corpo de prova com materiais de baixo atrito (parafina, teflon etc). Outro problema é a possível ocorrência de flambagem, isto é, encurvamento do corpo de prova. Isso decorre da instabilidade na compressão do metal dúctil. Dependendo das formas de fixação do corpo de prova, há diversas possibilidades de encurvamento, conforme mostra a figura 11.29.
A flambagem ocorre principalmente em corpos de prova com comprimento maior em relação ao diâmetro. Por esse motivo, dependendo do grau de ductilidade do material, é necessário limitar o comprimento dos corpos de prova, que devem ter de 3 a 8 vezes o valor de seu diâmetro. Em alguns materiais muito dúcteis esta relação pode chegar a 1:1 (um por um). Outro cuidado a ser tomado para evitar a flambagem é o de garantir o perfeito paralelismo entre as placas do equipamento utilizado no ensaio de compressão. Deve-se centrar o corpo de prova no equipamento de teste, para garantir que o esforço de compressão se distribua uniformemente.
Ensaio de compressão em materiais dúcteis: nos materiais dúcteis a compressão vai provocando uma deformação lateral apreciável. Essa deformação lateral prossegue com o ensaio até o corpo de prova se transformar num disco, sem que ocorra a ruptura.
261
F
Δ Lp
Corpo de prova antes do ensaio
C orpo de prova sob compressão
Corpo de prova após re tirada da carga com
deformação plástica (Δ Lp)
Tabela 11.2: Relações válidas para os esforços de compressão.
F F
Figura 11.29: Possíveis encurvamento do corpo de prova.

TECNOLOGIA DOS MATERIAIS
É por isso que o ensaio de compressão de materiais dúcteis fornece apenas as propriedades mecânicas referentes à zona elástica. As propriedades mecânicas mais avaliadas por meio do ensaio são: limite de proporcionalidade, limite de escoamento e módulo de elasticidade.
Ensaio de compressão em materiais frágeis: o ensaio de compressão é mais utilizado para materiais frágeis. Uma vez que nesses materiais a fase elástica é muito pequena, não é possível determinar com precisão as propriedades relativas a esta fase. A única propriedade mecânica que é avaliada nos ensaios de compressão de materiais frágeis é o seu limite de resistência à compressão. Do mesmo modo que nos ensaios de tração, o limite de resistência à compressão é calculado pela carga máxima dividida pela seção original do corpo de prova. A fórmula matemática para cálculo do limite de resistência é: LR = Fmax
So.Onde Fmax corresponde à carga máxima atingida após o escoamento e So corresponde à área inicial da seção.
Ensaio de compressão em produtos acabados:- Ensaios de achatamento em tubos: consiste em colocar uma amostra de um segmento de tubo deitada entre as placas da máquina de compressão e aplicar carga até achatar a amostra.
A distância final entre as placas, que varia conforme a dimensão do tubo, deve ser registrada. O resultado é avaliado pelo aparecimento ou não de fissuras, ou seja, rachaduras, sem levar em conta a carga aplicada. Este ensaio permite avaliar qualitativamente a ductilidade do material, do tubo e do cordão de solda do mesmo, pois quanto mais o tubo se deformar sem trincas, mais dúctil será o material.- Ensaios em molas: para determinar a constante elástica de uma mola, ou para verificar sua resistência, faz-se o ensaio de compressão. Para determinar a constante da mola, constrói-se um gráfico tensão-deformação, obtendo-se um coeficiente angular que é a constante da mola, ou seja, o módulo de elasticidade. Por outro lado, para verificar a resistência da mola, aplicam-se cargas predeterminadas e mede-se a altura da mola após cada carga.
262
FF
FFigura 11.30: Ensaio de
compressão em materiais dúcteis.
F F
Figura 11.31: Ensaio de compressão em produtos acabados: ensaios de achatamento em
tubos.
F
Com carga máxima
h
h'
Figura 11.32: Ensaio de compressão em produtos
acabados: ensaios em molas.

TECNOLOGIA DOS MATERIAIS
11.5 ENSAIO DE CISALHAMENTOPode ser que você não tenha se dado conta, mas já praticou o cisalhamento muitas vezes em sua vida. Afinal,
ao cortar um tecido, ao fatiar um pedaço de queijo ou cortar aparas do papel com uma guilhotina, estamos fazendo o cisalhamento. No caso de metais, podemos praticar o cisalhamento com tesouras, prensas de corte, dispositivos especiais ou simplesmente aplicando esforços que resultem em forças cortantes. Ao ocorrer o corte, as partes se movimentam paralelamente, por escorregamento, uma sobre a outra, separando-se. A esse fenômeno damos o nome de cisalhamento. Todo material apresenta certa resistência ao cisalhamento. Saber até onde vai esta resistência é muito importante, principalmente na estamparia, que envolve corte de chapas, ou nas uniões de chapas por solda, por rebites ou por parafusos, onde a força cortante é o principal esforço que as uniões vão ter de suportar.
A força que produz o cisalhamento: ao estudar os ensaios de tração e de compressão, aprendemos que, nos dois casos, a força aplicada sobre os corpos de prova atua ao longo do eixo longitudinal do corpo.
No caso do cisalhamento, a força é aplicada ao corpo na direção perpendicular ao seu eixo longitudinal.
Esta força cortante, aplicada no plano da seção transversal (plano de tensão), provoca o cisalhamento. Como resposta ao esforço cortante, o material desenvolve em cada um dos pontos de sua seção transversal uma reação chamada resistência ao cisalhamento. A resistência de um material ao cisalhamento, dentro de uma determinada situação de uso, pode ser determinada por meio do ensaio de cisalhamento.
Como é feito o ensaio de cisalhamento: a forma do produto final afeta sua resistência ao cisalhamento. É por essa razão que o ensaio de cisalhamento é mais frequentemente feito em produtos acabados, tais como pinos, rebites, parafusos, cordões de solda, barras e chapas. É também por isso que não existem normas para especificação dos corpos de prova. Quando é o caso, cada empresa desenvolve seus próprios modelos, em função das necessidades. Do mesmo modo que nos ensaios de tração e de compressão, a velocidade de aplicação da carga deve ser lenta, para não afetar os resultados do ensaio. Normalmente o ensaio é realizado na máquina universal de ensaios, à qual se adaptam alguns dispositivos, dependendo do tipo de produto a ser ensaiado. Para ensaios de pinos, rebites e parafusos utiliza-se um dispositivo como o que está representado simplificadamente na figura 11.35. O dispositivo é fixado na máquina de ensaio e os rebites, parafusos ou pinos são inseridos entre as duas partes móveis. Ao se aplicar uma tensão de tração ou compressão no dispositivo, transmite-se uma força cortante à seção transversal do produto ensaiado. No decorrer do ensaio, esta força será elevada até que ocorra a ruptura do corpo. No caso de ensaio de solda, utilizam-se corpos de prova semelhantes aos empregados em ensaios de pinos. Só que, em vez dos pinos, utilizam-se junções soldadas. Para ensaiar barras, presas ao longo de seu comprimento, com uma extremidade livre, utiliza-se o dispositivo conforme mostra a figura 11.36:
263
FF
FF
Força de tração
Força de compressão
Plano de tensão
Figura 11.33: Corpos de prova submetidos aos ensaios de tração e
compressão.
F
F
Plano de tensãoFigura 11.34: Corpo de prova
submetido ao ensaio de cisalhamento.
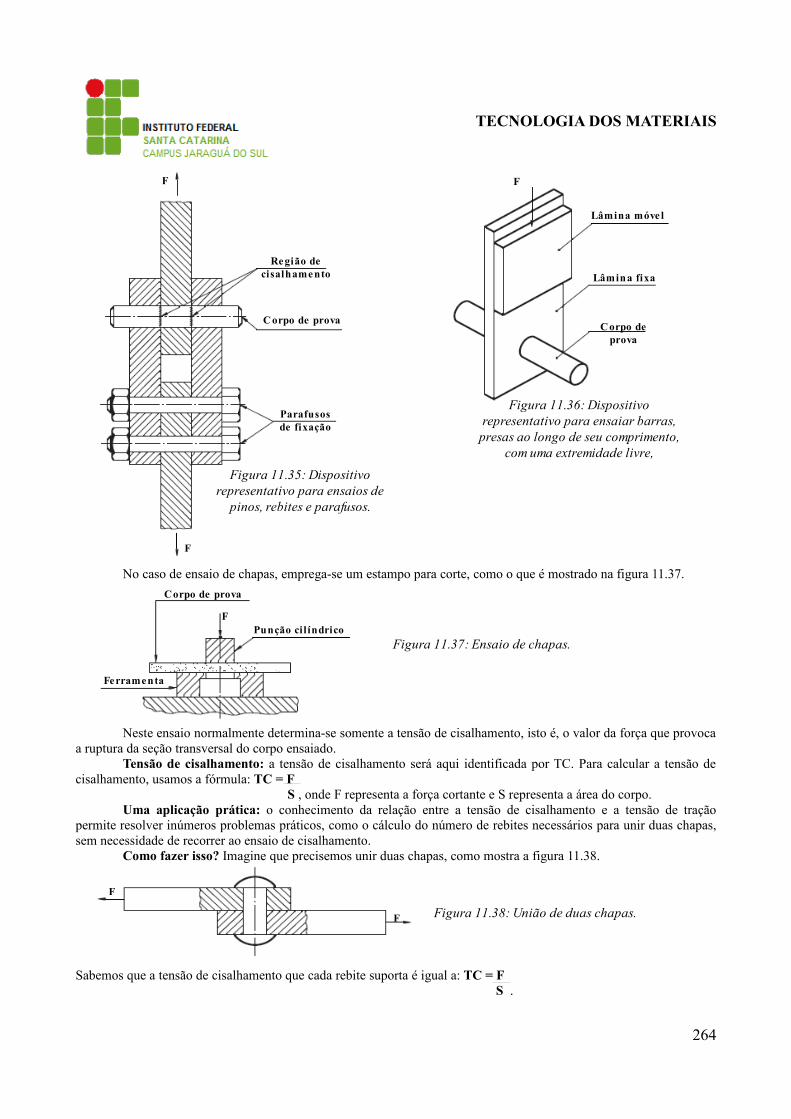
TECNOLOGIA DOS MATERIAIS
No caso de ensaio de chapas, emprega-se um estampo para corte, como o que é mostrado na figura 11.37.
Neste ensaio normalmente determina-se somente a tensão de cisalhamento, isto é, o valor da força que provoca a ruptura da seção transversal do corpo ensaiado.
Tensão de cisalhamento: a tensão de cisalhamento será aqui identificada por TC. Para calcular a tensão de cisalhamento, usamos a fórmula: TC = F
S , onde F representa a força cortante e S representa a área do corpo.Uma aplicação prática: o conhecimento da relação entre a tensão de cisalhamento e a tensão de tração
permite resolver inúmeros problemas práticos, como o cálculo do número de rebites necessários para unir duas chapas, sem necessidade de recorrer ao ensaio de cisalhamento.
Como fazer isso? Imagine que precisemos unir duas chapas, como mostra a figura 11.38.
Sabemos que a tensão de cisalhamento que cada rebite suporta é igual a: TC = F S .
264
F
F
Região de cisalhamento
C orpo de prova
Parafusos de fixação
C orpo de prova
Lâmina móve l
Lâmina fixa
F
Figura 11.36: Dispositivo representativo para ensaiar barras,
presas ao longo de seu comprimento, com uma extremidade livre,
Ferramenta
Punção ci l índrico
Corpo de prova
F
Figura 11.37: Ensaio de chapas.
F
F Figura 11.38: União de duas chapas.
Figura 11.35: Dispositivo representativo para ensaios de
pinos, rebites e parafusos.

TECNOLOGIA DOS MATERIAIS
Ainda não sabemos qual é o número de rebites necessários, por isso vamos chamá-lo de n. A tensão de cisalhamento será então distribuída pela área de cada rebite, multiplicada pelo número de rebites (S x n). Consequentemente, a fórmula para cálculo da tensão de cisalhamento sobre as chapas será expressa por:
TC = F S x n
Isolando o n, que é o fator que nos interessa descobrir, chegamos à fórmula para o cálculo do número de rebites: n = F
TC x SNo exemplo que estamos analisando, sabemos que:- As chapas suportarão uma força cortante (F) de 20.000 N;- O diâmetro (D) de cada rebite é de 4 mm;- A tensão de tração (T) suportada por cada rebite é 650 MPa.
Portanto, já temos todos os dados necessários para o cálculo do número de rebites que deverão unir as chapas. Basta organizar as informações disponíveis. Não temos o valor da tensão de cisalhamento dos rebites, mas sabemos que ela equivale a 75% da tensão de tração, que é conhecida. Então, podemos calcular:
TC = 0,75 T → TC = 0,75 x 650 → TC = 487,5 MPaConhecendo o diâmetro de cada rebite, podemos calcular a área da sua seção transversal:
S = π x D² → S = 3,14 x 4² → S = 50,24 mm² → S = 12,56 mm² 4 4 4
Agora, basta transportar os valores conhecidos para a fórmula:n = F → n = 20.000 N → n = 20.000N
TC x S 487,5 MPa x 12,56 mm² 6.123 MPa x mm²Como N é igual a MPa, podemos cancelar estas unidades. mm²Então, o número de rebites será: n = 3,266 rebitesPor uma questão de segurança, sempre aproximamos o resultado para maior. Assim, podemos concluir que precisamos de 4 rebites para unir as duas chapas anteriores.
11.6 ENSAIO DE DOBRAMENTO E FLEXÃOImagine-se sentado à beira de uma piscina, numa bela tarde ensolarada, completamente relaxado, apenas
observando o movimento. De repente, você vê alguém dando um salto do trampolim. Se você prestar atenção, vai observar que a prancha se deforma sob o peso do atleta e depois volta à sua forma original. Sem dúvida, um dos fatores que contribuem para a beleza do salto é a capacidade da prancha do trampolim de suportar o esforço aplicado. Agora, pense no que aconteceria se a prancha do trampolim se dobrasse em vez de voltar à sua forma original. Seria catastrófico! Neste caso e em muitos outros, é importante conhecer o comportamento dos materiais frente a esse tipo de esforço. Por exemplo, já lhe aconteceu de estar parado sobre uma ponte, num congestionamento, sentindo o chão tremer sob as rodas do seu carro enquanto os veículos ao seu lado se movem? Sorte sua o fato de a ponte balançar. Isso significa que a estrutura estava suportando o esforço produzido pelo peso dos veículos. São situações como essas que mostram a importância de saber como os corpos reagem aos esforços de flexão e dobramento.
Da flexão ao dobramento: observe a figura 11.39: a da esquerda mostra um corpo apoiado em suas duas extremidades e a da direita mostra um corpo preso de um lado, com a extremidade oposta livre. Os dois corpos estão sofrendo a ação de uma força F, que age na direção perpendicular aos eixos dos corpos.
A força F leva uma região dos corpos a se contrair, devido à compressão, enquanto que outra região se alonga, devido à tração. Entre a região que se contrai e a que se alonga fica uma linha que mantém sua dimensão inalterada (a chamada linha neutra). Em materiais homogêneos, costuma-se considerar que a linha neutra fica a igual distância das superfícies externas inferior e superior do corpo ensaiado.
265
F FFigura 11.39: Da flexão ao
dobramento.

TECNOLOGIA DOS MATERIAIS
Quando esta força provoca somente uma deformação elástica no material, dizemos que se trata de um esforço de flexão. Quando produz uma deformação plástica, temos um esforço de dobramento. Isso quer dizer que, no fundo, flexão e dobramento são etapas diferentes da aplicação de um mesmo esforço, sendo a flexão associada à fase elástica e o dobramento à fase plástica. Em algumas aplicações industriais, envolvendo materiais de alta resistência, é muito importante conhecer o comportamento do material quando submetido a esforços de flexão. Nesses casos, o ensaio é interrompido no final da fase elástica e são avaliadas as propriedades mecânicas dessa fase. Quando se trata de materiais dúcteis, é mais importante conhecer como o material suporta o dobramento. Nesses casos, é feito diretamente o ensaio de dobramento, que fornece apenas dados qualitativos. O ensaio de flexão e o ensaio de dobramento utilizam praticamente a mesma montagem, adaptada à máquina universal de ensaios:
- Um cutelo semicilíndrico, ajustado à parte superior da máquina de ensaios;- Dois roletes, com diâmetros determinados em função do corpo de prova, que funcionam como apoios,
afastados entre si a uma distância preestabelecida.
Esses ensaios podem ser feitos em corpos de prova ou em produtos, preparados de acordo com normas técnicas específicas. Embora possam ser feitos no mesmo equipamento, na prática esses dois ensaios não costumam ser feitos juntos.
Ensaio de dobramento: experimente dobrar duas barras de um metal: por exemplo, uma de alumínio recozido e outra de alumínio encruado. Você vai observar que a de alumínio recozido dobra-se totalmente, até uma ponta encostar na outra. A de alumínio encruado, ao ser dobrada, apresentará trincas e provavelmente quebrará antes de se atingir o dobramento total. O ensaio de dobramento é isso: ele nos fornece somente uma indicação qualitativa da ductilidade do material. Normalmente os valores numéricos obtidos não têm qualquer importância.
Como é feito o ensaio de dobramento? O ensaio consiste em dobrar um corpo de prova de eixo retilíneo e seção circular (maciça ou tubular), retangular ou quadrada, assentado em dois apoios afastados a uma distância especificada, de acordo com o tamanho do corpo de prova, por meio de um cutelo, que aplica um esforço perpendicular ao eixo do corpo de prova, até que seja atingido um ângulo desejado.
266
Linha neutra
Região comprimida
Região tracionada
Figura 11.40: Corpo de prova submetido a tração e compressão
em determinadas regiões, com uma linha de dimensão inalterada.
Role te
C ute lo
Figura 11.41: Adaptação na máquina universal de ensaios.
Montagem utilizada para o ensaio de flexão e dobramento.
C ute loC orpo de prova
D
Q
Zona tracionada
α

TECNOLOGIA DOS MATERIAIS
O valor da carga, na maioria das vezes, não importa. O ângulo determina a severidade do ensaio e é geralmente de 90, 120 ou 180º. Ao se atingir o ângulo especificado, examina-se a olho nu a zona tracionada, que não deve apresentar trincas, fissuras ou fendas. Caso contrário, o material não terá passado no ensaio.
Processos de dobramento: há dois processos de dobramento: o dobramento livre e o dobramento semiguiado. Veja, a seguir, as características de cada um.- Dobramento livre: é obtido pela aplicação de força nas extremidades do corpo de prova, sem aplicação de força no ponto máximo de dobramento.
- Dobramento semiguiado: o dobramento vai ocorrer numa região determinada pela posição do cutelo.
Ensaio de dobramento em barras para construção civil: barras de aço usadas na construção civil são exemplos de materiais que, além de apresentarem resistência mecânica, devem suportar dobramentos severos durante sua utilização, e por isso são submetidos a ensaio de dobramento. Esta característica é tão importante que é normalizada e classificada em normas técnicas. Neste caso, o ensaio consiste em dobrar a barra até se atingir um ângulo de 180º com um cutelo de dimensão especificada de acordo com o tipo de aço da barra (quanto maior a resistência do aço, maior o cutelo). O dobramento normalmente é do tipo semiguiado. A aprovação da barra é dada pela ausência de fissuras ou fendas na zona tracionada do corpo de prova.
Ensaio de dobramento em corpos de provas soldados: o ensaio de dobramento em corpos de prova soldados, retirados de chapas ou tubos soldados, é realizado geralmente para a qualificação de profissionais que fazem solda (soldadores) e para avaliação de processos de solda. Na avaliação da qualidade da solda costuma-se medir o alongamento da face da solda. O resultado serve para determinar se a solda é apropriada ou não para uma determinada aplicação.
Ensaio de flexão: o ensaio de flexão é realizado em materiais frágeis e em materiais resistentes, como o ferro fundido, alguns aços, estruturas de concreto e outros materiais que em seu uso são submetidos a situações onde o principal esforço é o de flexão. Como já foi dito, a montagem do corpo de prova para o ensaio de flexão é semelhante à do ensaio de dobramento. A novidade é que se coloca um extensômetro no centro e embaixo do corpo de prova para fornecer a medida da deformação que chamamos de flexa, correspondente à posição de flexão máxima.
Nos materiais frágeis, as flexas medidas são muito pequenas. Consequentemente, para determinar a tensão de flexão, utilizamos a carga que provoca a fratura do corpo de prova.
Propriedades mecânicas avaliadas: o ensaio de flexão fornece dados que permitem avaliar diversas propriedades mecânicas dos materiais. Uma dessas propriedades é a tensão de flexão. Mas, para entender como é calculada a tensão de flexão, é necessário saber o que vem a ser momento fletor: imagine uma barra apoiada em dois pontos. Se aplicarmos um esforço próximo a um dos apoios, a flexão da barra será pequena. Mas, se aplicarmos o mesmo esforço no ponto central da barra, a flexão será máxima.
267
C ute lo C ute lo C ute lo
F
F
F
Figura 11.42: Ensaio de dobramento em corpos de provas
soldados
Lo
L
A = L – Lo Lo
x 100

TECNOLOGIA DOS MATERIAIS
Logo, verificamos que a flexão da barra não depende só da força, mas também da distância entre o ponto onde a força é aplicada e o ponto de apoio. O produto da força pela distância do ponto de aplicação da força ao ponto de apoio origina o que chamamos de momento, que no caso da flexão é o momento fletor (Mf). Nos ensaios de flexão, a força é sempre aplicada na região média do corpo de prova e se distribui uniformemente pelo corpo. Na fórmula para calcular o momento fletor, considera-se a metade do valor da força: F/2 e a metade do comprimento útil do corpo de prova: L/2. A fórmula matemática para calcular o momento fletor é: Mf = F x L → Mf = FL
2 2 4Outro elemento que você precisa conhecer é o momento de inércia da seção transversal. Um exemplo o ajudará
a entender do que estamos falando. A forma do material influencia muito sua resistência à flexão. Você pode comprovar isso fazendo a seguinte experiência:- Arranje uma régua de plástico ou de madeira, coloque-a deitada sobre dois pontos de apoio e aplique uma força sobre a régua, como mostra a figura 11.44.
- Coloque a mesma régua sobre os dois apoios, só que em pé, como mostra a figura 11.45, e aplique uma força equivalente à aplicada antes.
E então? O que aconteceu? No primeiro caso, ocorreu uma grande flexão. No segundo, a flexão foi quase nula. Isso tudo só porque você mudou a forma da superfície sobre a qual estava aplicando a força. Para cada formato existirá um momento de inércia diferente. O momento de inércia (J) é calculado por fórmulas matemáticas:- Momento de inércia para corpos de seção circular: J = π x D4
64- Momento de inércia para corpos de seção retangular: J = b x h³
12
268
F
F
L
L
Figura 11.43: Aplicação prática do momento fletor.
Figura 11.44: Régua na horizontal.
FRégua na horizontal
Figura 11.45: Régua na vertical.
Régua na verticalF

TECNOLOGIA DOS MATERIAIS
Falta ainda um elemento para entender a fórmula de cálculo da tensão de flexão: é o módulo de resistência da seção transversal, representado convencionalmente pela letra W. Trata-se de uma medida de resistência em relação a um momento. Este módulo significa para a flexão o mesmo que a área da seção transversal significa para a tração. O valor deste módulo é conhecido dividindo-se o valor do momento de inércia (J) pela distância da linha neutra à superfície do corpo de prova (c). Em linguagem matemática: W = J
c .Nos corpos de prova de seção circular, de materiais homogêneos, a distância c equivale à metade do diâmetro.
Em corpos de seção retangular ou quadrada, considera-se a metade do valor da altura. Agora sim, já podemos apresentar a fórmula para o cálculo da tensão de flexão (TF): TF = Mf
W .Uma vez realizado o ensaio, para calcular a tensão de flexão basta substituir as variáveis da fórmula pelos
valores conhecidos. A combinação das fórmulas anteriores, demonstrada a seguir, permite trabalhar diretamente com esses valores.
O valor da carga obtido no ensaio varia conforme o material seja dúctil ou frágil. No caso de materiais dúcteis, considera-se a força obtida no limite de elasticidade. Quando se trata de materiais frágeis, considera-se a força registrada no limite de ruptura. Outras propriedades que podem ser avaliadas no ensaio de flexão são a flexa máxima e o módulo de elasticidade. Pode-se medir a flexa máxima diretamente pelo extensômetro, ou calculá-la por meio de fórmula.
A fórmula para o cálculo da flexa máxima (f) é: f = 1 x FL³ 48 E x J
A fórmula para o cálculo do módulo de elasticidade (E) é: E = 1 x FL³ 48 f x J
Exemplo: Efetuado um ensaio de flexão num corpo de prova de seção circular, com 50mm de diâmetro e 685mm de comprimento, registrou-se uma flexa de 1,66mm e a carga aplicada ao ser atingido o limite elástico era de 1600N. Conhecendo estes dados, vamos calcular:1) Tensão de flexão;2) Módulo de elasticidade.
Vamos determinar primeiro a tensão de flexão. Para isso devemos recorrer à fórmula: TF = FLc 4J
Conhecemos o valor de F (1600N), o valor de L (685mm) e o valor de c (25mm). Mas só poderemos aplicar esta fórmula depois de descobrir o valor de J, que pode ser obtido pela fórmula de cálculo do momento de inércia para corpos de seção circular: J = π x D4 = π x 504 = 306.640,62mm4
64 64Agora sim, podemos calcular a tensão de flexão pela fórmula anterior. Para isso, basta substituir as variáveis da
fórmula pelos valores conhecidos e fazer os cálculos: TF = 1600 x 685 x 25 = 22,34 MPa 4 x 306.640,62
A próxima tarefa é calcular o módulo de elasticidade. Uma vez que todos os valores são conhecidos, podemos partir diretamente para a aplicação da fórmula: E = 1 x FL³ → E = 1 x 1600 x 685³ = 21.048 MPa 48 f x J 48 1,66 x 306.640,62
11.7 ENSAIO DE EMBUTIMENTOÉ na estamparia que o ensaio de embutimento encontra sua principal aplicação. E você sabe por quê É fácil
encontrar resposta a esta pergunta: basta observar alguns objetos de uso diário, como uma panela, a lataria dos automóveis e outras tantas peças produzidas a partir de chapas metálicas, por processos de estampagem. A estampagem é o processo de converter finas chapas metálicas em peças ou produtos, sem fratura ou concentração de microtrincas. As chapas utilizadas neste processo devem ser bastante dúcteis.
Ductilidade de chapas: a operação de estampagem envolve dois tipos de deformações: o estiramento, que é o afinamento da chapa, e a estampagem propriamente dita, que consiste no arrastamento da chapa para dentro da cavidade da matriz por meio de um punção. Nessa operação, a chapa fica presa por um sujeitador que serve como guia para o arrastamento.
269
TF = Mf
WMf =
FL 4
W = Jc TF = TF = TF =
FL 4 J c
FL 4
x cJ
FLc 4J, e → → →
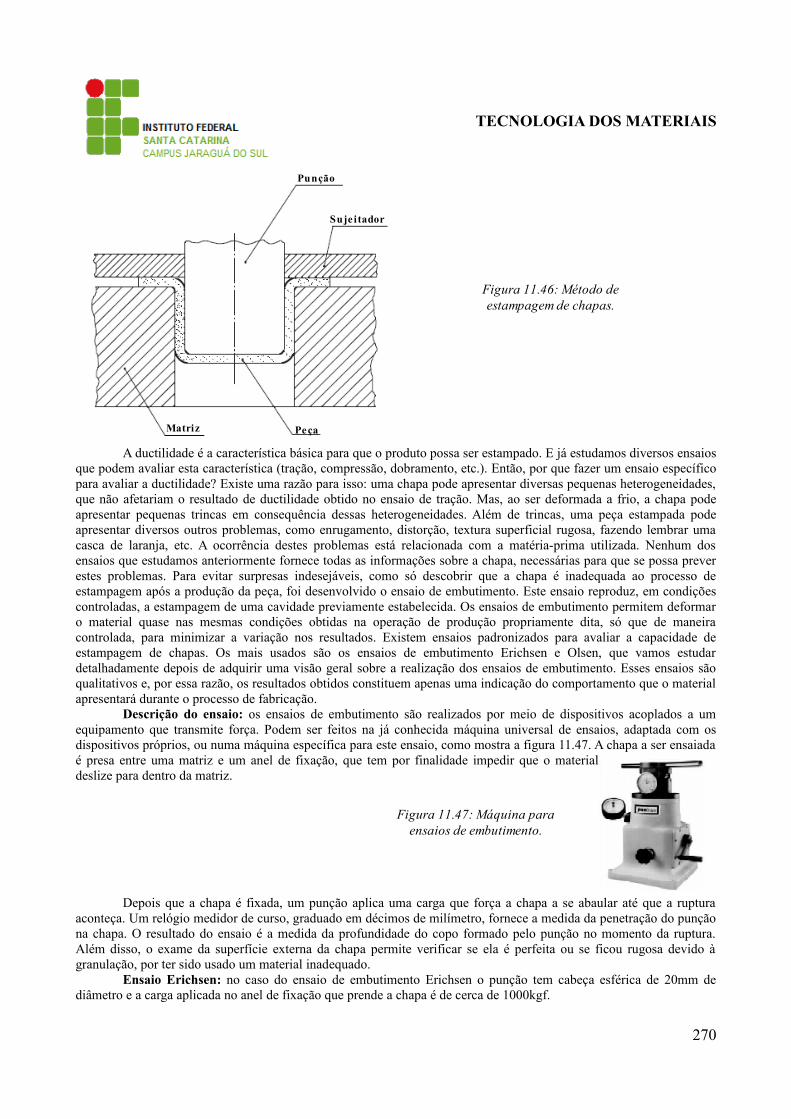
TECNOLOGIA DOS MATERIAIS
A ductilidade é a característica básica para que o produto possa ser estampado. E já estudamos diversos ensaios que podem avaliar esta característica (tração, compressão, dobramento, etc.). Então, por que fazer um ensaio específico para avaliar a ductilidade? Existe uma razão para isso: uma chapa pode apresentar diversas pequenas heterogeneidades, que não afetariam o resultado de ductilidade obtido no ensaio de tração. Mas, ao ser deformada a frio, a chapa pode apresentar pequenas trincas em consequência dessas heterogeneidades. Além de trincas, uma peça estampada pode apresentar diversos outros problemas, como enrugamento, distorção, textura superficial rugosa, fazendo lembrar uma casca de laranja, etc. A ocorrência destes problemas está relacionada com a matéria-prima utilizada. Nenhum dos ensaios que estudamos anteriormente fornece todas as informações sobre a chapa, necessárias para que se possa prever estes problemas. Para evitar surpresas indesejáveis, como só descobrir que a chapa é inadequada ao processo de estampagem após a produção da peça, foi desenvolvido o ensaio de embutimento. Este ensaio reproduz, em condições controladas, a estampagem de uma cavidade previamente estabelecida. Os ensaios de embutimento permitem deformar o material quase nas mesmas condições obtidas na operação de produção propriamente dita, só que de maneira controlada, para minimizar a variação nos resultados. Existem ensaios padronizados para avaliar a capacidade de estampagem de chapas. Os mais usados são os ensaios de embutimento Erichsen e Olsen, que vamos estudar detalhadamente depois de adquirir uma visão geral sobre a realização dos ensaios de embutimento. Esses ensaios são qualitativos e, por essa razão, os resultados obtidos constituem apenas uma indicação do comportamento que o material apresentará durante o processo de fabricação.
Descrição do ensaio: os ensaios de embutimento são realizados por meio de dispositivos acoplados a um equipamento que transmite força. Podem ser feitos na já conhecida máquina universal de ensaios, adaptada com os dispositivos próprios, ou numa máquina específica para este ensaio, como mostra a figura 11.47. A chapa a ser ensaiada é presa entre uma matriz e um anel de fixação, que tem por finalidade impedir que o material deslize para dentro da matriz.
Depois que a chapa é fixada, um punção aplica uma carga que força a chapa a se abaular até que a ruptura aconteça. Um relógio medidor de curso, graduado em décimos de milímetro, fornece a medida da penetração do punção na chapa. O resultado do ensaio é a medida da profundidade do copo formado pelo punção no momento da ruptura. Além disso, o exame da superfície externa da chapa permite verificar se ela é perfeita ou se ficou rugosa devido à granulação, por ter sido usado um material inadequado.
Ensaio Erichsen: no caso do ensaio de embutimento Erichsen o punção tem cabeça esférica de 20mm de diâmetro e a carga aplicada no anel de fixação que prende a chapa é de cerca de 1000kgf.
270
Punção
Suje itador
PeçaMatriz
Figura 11.46: Método de estampagem de chapas.
Figura 11.47: Máquina para ensaios de embutimento.

TECNOLOGIA DOS MATERIAIS
O atrito entre o punção e a chapa poderia afetar o resultado do ensaio. Por isso, o punção deve ser lubrificado com graxa grafitada, de composição determinada em norma técnica, para que o nível de lubrificação seja sempre o mesmo. O momento em que ocorre a ruptura pode ser acompanhado a olho nu ou pelo estalo característico de ruptura. Se a máquina for dotada de um dinamômetro que meça a força aplicada, pode-se determinar o final do ensaio pela queda brusca da carga que ocorre no momento da ruptura. A altura h do copo é o índice Erichsen de embutimento.
Existem diversas especificações de chapas para conformação a frio, que estabelecem um valor mínimo para o índice Erichsen, de acordo com a espessura da chapa ou de acordo com o tipo de estampagem para o qual a chapa foi produzida (média, profunda ou extraprofunda).
Ensaio Olsen: outro ensaio de embutimento bastante utilizado é o ensaio Olsen. Ele se diferencia do ensaio Erichsen pelo fato de utilizar um punção esférico de 22,2mm de diâmetro e pelos corpos de prova, que são discos de 76mm de diâmetro.
Olsen verificou que duas chapas supostamente semelhantes, pois deram a mesma medida de copo quando ensaiadas, precisavam de cargas diferentes para serem deformadas: uma delas necessitava do dobro de carga aplicado à outra, para fornecer o mesmo resultado de deformação. Por isso, Olsen determinou a necessidade de medir o valor da carga no instante da trinca. Isso é importante porque numa operação de estampagem deve-se dar preferência à chapa que se deforma sob a ação de menor carga, de modo a não sobrecarregar e danificar o equipamento de prensagem.
11.8 ENSAIO DE TORÇÃODiz o ditado popular: É de pequenino que se torce o pepino!. E quanto aos metais e outros materiais tão usados
no nosso dia-a-dia: o que dizer sobre seu comportamento quando submetidos ao esforço de torção? Este é um assunto
271
D
d1000 kgf 1000 kgf
Ane l de fixação
Chapa
Base de fixação
Punção
d
FFigura 11.48: Ensaio de Erichsen.
Figura 11.49: Índice Erichsen de embutimento.
F
h
Figura 11.50: Ensaio Olsen.
Anel de fixação
Chapa
Base de fixação
Punção
Esf. Ø 22,2
Ø 76

TECNOLOGIA DOS MATERIAIS
que interessa muito mais do que pode parecer à primeira vista, porque vivemos rodeados por situações em que os esforços de torção estão presentes. Já lhe aconteceu de estar apertando um parafuso e, de repente, ficar com dois pedaços de parafuso nas mãos? O esforço de torção é o responsável por estragos como esse. E o que dizer de um virabrequim de automóvel, dos eixos de máquinas, polias, molas helicoidais e brocas? Em todos estes produtos, o maior esforço mecânico é o de torção, ou seja, quando esses produtos quebram é porque não resistiram ao esforço de torção. A torção é diferente da compressão, da tração e do cisalhamento porque nestes casos o esforço é aplicado no sentido longitudinal ou transversal, e na torção o esforço é aplicado no sentido de rotação. O ensaio de torção é de execução relativamente simples, porém para obter as propriedades do material ensaiado são necessários cálculos matemáticos complexos. Como na torção uma parte do material está sendo tracionada e outra parte comprimida, em casos de rotina podemos usar os dados do ensaio de tração para prever como o material ensaiado se comportará quando sujeito a torção.
Rotação e torção: pense num corpo cilíndrico, preso por uma de suas extremidades, como na figura 11.51. Imagine que este corpo passe a sofrer a ação de uma força no sentido de rotação, aplicada na extremidade solta do corpo.
O corpo tenderá a girar no sentido da força e, como a outra extremidade está engastada, ele sofrerá uma torção sobre seu próprio eixo. Se um certo limite de torção for ultrapassado, o corpo se romperá. Para sabermos por que este esforço é importante, vamos visualizar uma situação concreta. O eixo de transmissão dos caminhões é um ótimo exemplo para ilustrar como atua este esforço. Uma ponta do eixo está ligada à roda, por meio do diferencial traseiro. A outra ponta está ligada ao motor, por intermédio da caixa de câmbio.
O motor transmite uma força de rotação a uma extremidade do eixo. Na outra extremidade, as rodas oferecem resistência ao movimento. Como a força que o motor transmite é maior que a força resistente da roda, o eixo tende a girar e, por consequência, a movimentar a roda. Esse esforço provoca uma deformação elástica no eixo, como mostra a figura 11.53.
Analise com atenção o desenho anterior e observe que:- D é o diâmetro do eixo e L, seu comprimento;- A letra grega minúscula φ (fi) é o ângulo de deformação longitudinal;- A letra grega minúscula θ (teta) é o ângulo de torção, medido na seção transversal do eixo;- No lugar da força de rotação, aparece um elemento novo: Mt, que representa o momento torsor.
272
F
Figura 11.51: Corpo cilíndrico preso por uma de suas
extremidades.
Figura 11.52: Eixo de transmissão dos caminhões.
Diferencial
Eixo
Torção
Caixa de câmbio
Mt
Rθ
D
L
φFigura 11.53: Deformação elástica
no eixo.

TECNOLOGIA DOS MATERIAIS
Veja a seguir o que é momento torsor e como ele age nos esforços de torção.Momento torsor: não existe coisa mais chata que um pneu furar na hora errada. E os pneus sempre furam em
hora errada! Se já lhe aconteceu de ter de trocar um pneu com uma chave de boca de braço curto, você é capaz de avaliar a dificuldade que representa soltar os parafusos da roda com aquele tipo de chave. Um artifício simples ajuda a reduzir bastante a dificuldade de realizar esta tarefa: basta encaixar um cano na haste da chave, de modo a alongar o comprimento do braço. Fica claro que o alongamento do braço da chave é o fator que facilita o afrouxamento dos parafusos, sob efeito do momento da força aplicada.
Momento de uma força é o produto da intensidade da força (F) pela distância do ponto de aplicação ao eixo do corpo sobre o qual a força está sendo aplicada (C). Em linguagem matemática, o momento de uma força (Mf) pode ser expresso pela fórmula: Mf = F x C. De acordo com o Sistema Internacional de Unidades (SI), a unidade de momento é o newton metro (Nm). Quando se trata de um esforço de torção, o momento de torção, ou momento torsor, é também chamado de torque.
Propriedades avaliadas no ensaio de torção: a partir do momento torsor e do ângulo de torção pode-se elaborar um gráfico semelhante ao obtido no ensaio de tração, que permite analisar as seguintes propriedades:
Estas propriedades são determinadas do mesmo modo que no ensaio de tração e têm a mesma importância, só que são relativas a esforços de torção. Isso significa que, na especificação dos materiais que serão submetidos a esforços de torção, é necessário levar em conta que o máximo torque que deve ser aplicado a um eixo tem de ser inferior ao momento torsor no limite de proporcionalidade.
Corpo de prova para ensaio de torção: este ensaio é bastante utilizado para verificar o comportamento de eixos de transmissão, barras de torção, partes de motor e outros sistemas sujeitos a esforços de torção. Nesses casos, ensaiam-se os próprios produtos. Quando é necessário verificar o comportamento de materiais, utilizam-se corpos de prova. Para melhor precisão do ensaio, empregam-se corpos de prova de seção circular cheia ou vazada, isto é, barras ou tubos. Estes últimos devem ter um mandril interno para impedir amassamentos pelas garras do aparelho de ensaio. Em casos especiais pode-se usar outras seções. Normalmente as dimensões não são padronizadas, pois raramente se escolhe este ensaio como critério de qualidade de um material, a não ser em situações especiais, como para verificar os efeitos de vários tipos de tratamentos térmicos em aços, principalmente naqueles em que a superfície do corpo de prova ou da peça é a mais atingida. Entretanto, o comprimento e o diâmetro do corpo de prova devem ser tais que permitam as medições de momentos e ângulos de torção com precisão e também que não dificultem o engastamento nas garras da máquina de ensaio. Por outro lado, também é muito importante uma centragem precisa do corpo de prova na máquina de ensaio, porque a força deve ser aplicada no centro do corpo de prova.
Equipamento para o ensaio de torção: o ensaio de torção é realizado em equipamento específico: a máquina de torção. Esta máquina possui duas cabeças às quais o corpo de prova é fixado. Uma das cabeças é giratória e aplica ao corpo de prova o momento de torção. A outra está ligada a um pêndulo que indica, numa escala, o valor do momento aplicado ao corpo de prova.
273
C C
Momento máximoMomento de ruptura
Escoamento
Limite proporcionalidade
Mt
θ
Figura 11.55: Propriedades avaliadas no ensaio de torção.
Figura 11.54: Momento torsor.

TECNOLOGIA DOS MATERIAIS
Fraturas típicas: o aspecto das fraturas varia conforme o corpo de prova seja feito de material dúctil ou frágil. Os corpos de provas de materiais dúcteis apresentam uma fratura segundo um plano perpendicular ao seu eixo longitudinal. Para materiais frágeis, a fratura se dá segundo uma superfície não plana, mas que corta o eixo longitudinal segundo uma linha que, projetada num plano paralelo ao eixo, forma 45º aproximadamente com o mesmo (fratura helicoidal).
11.9 DUREZA BRINELLAo escrever a lápis ou lapiseira, você sente com facilidade a diferença entre uma grafite macia, que desliza
suavemente sobre o papel, e uma grafite dura, que deixa o papel marcado. Entretanto, a dureza de um material é um conceito relativamente complexo de definir, originando diversas interpretações. Num bom dicionário, você encontra que dureza “é qualidade ou estado de duro, rijeza”. Duro, por sua vez, é definido como “difícil de penetrar ou de riscar, consistente, sólido”. Essas definições não caracterizam o que é dureza para todas as situações, pois ela assume um significado diferente conforme o contexto em que é empregada:- Na área da metalurgia, considera-se dureza como a resistência à deformação plástica permanente. Isso porque uma grande parte da metalurgia consiste em deformar plasticamente os metais.- Na área da mecânica, é a resistência à penetração de um material duro no outro, pois esta é uma característica que pode ser facilmente medida.- Para um projetista, é uma base de medida, que serve para conhecer a resistência mecânica e o efeito do tratamento térmico ou mecânico em um metal. Além disso, permite avaliar a resistência do material ao desgaste.- Para um técnico em usinagem, é a resistência ao corte do metal, pois este profissional atua com corte de metais, e a maior ou menor dificuldade de usinar um metal é caracterizada como maior ou menor dureza.- Para um mineralogista é a resistência ao risco que um material pode produzir em outro. E esse é um dos critérios usados para classificar minerais.
Ou seja, a dureza não é uma propriedade absoluta. Só tem sentido falar em dureza quando se comparam materiais, isto é, só existe um material duro se houver outro mole. É importante destacar que, apesar das diversas definições, um material com grande resistência à deformação plástica permanente também terá alta resistência ao desgaste, alta resistência ao corte e será difícil de ser riscado, ou seja, será duro em qualquer uma dessas situações.
Avaliação da dureza: como tudo começou? Há registros de que no século XVII já se avaliava a dureza de pedras preciosas, esfregando-as com uma lima. No século XVIII desenvolveu-se um método para determinar a dureza do aço, riscando-o com minerais diferentes. Mas o primeiro método padronizado de ensaio de dureza do qual se tem notícia, baseado no processo de riscagem, foi desenvolvido por Mohs, em 1822. Este método deu origem à escala de dureza Mohs, que apresenta dez minérios-padrões, ordenados numa escala crescente do grau 1 ao 10, de acordo com sua capacidade de riscar ou ser riscado.
Escala Mohs (1822)1) Talco; 6) Feldspato (ortóssio);2) Gipsita; 7) Quartzo;3) Calcita; 8) Topázio;4) Fluorita; 9) Safira e corindo;5) Apatita; 10) Diamante.
Esta escala não é conveniente para os metais, porque a maioria deles apresenta durezas Mohs 4 e 8, e pequenas diferenças de dureza não são acusadas por este método. Por exemplo, um aço dúctil corresponde a uma dureza de 6
274
Figura 11.56: Máquina de torção.

TECNOLOGIA DOS MATERIAIS
Mohs, a mesma dureza Mohs de um aço temperado. As limitações da escala Mohs levaram ao desenvolvimento de outros métodos de determinação de dureza, mais condizentes com o controle do aço e de outros metais. Um deles é o ensaio de dureza Brinell.
Ensaio de dureza Brinell: em 1900, J. A. Brinell divulgou este ensaio, que passou a ser largamente aceito e padronizado, devido à relação existente entre os valores obtidos no ensaio e os resultados de resistência à tração. O ensaio de dureza Brinell consiste em comprimir lentamente uma esfera de aço temperado, de diâmetro D, sobre uma superfície plana, polida e limpa de um metal, por meio de uma carga F, durante um tempo t, produzindo uma calota esférica de diâmetro d.
A dureza Brinell é representada pelas letras HB. Esta representação vem do inglês Hardness Brinell,que quer dizer “dureza Brinell”. A dureza Brinell (HB) é a relação entre a carga aplicada (F) e a área da calota esférica impressa no material ensaiado (Ac). Em linguagem matemática: HB = F
Ac .A área da calota esférica é dada pela fórmula: π x Dp, onde p é a profundidade da calota. Substituindo Ac pela
fórmula para cálculo da área da calota, temos: HB = Fπ x Dp .
Devido à dificuldade técnica de medição da profundidade (p), que é um valor muito pequeno, utiliza-se uma relação matemática entre a profundidade (p) e o diâmetro da calota (d) para chegar à fórmula matemática que permite o cálculo da dureza HB, representada a seguir: HB = 2F
π x D (D - √D² - d²)Acompanhe um exemplo de aplicação desta fórmula:
- Uma amostra foi submetida a um ensaio de dureza Brinell no qual se usou uma esfera de 2,5mm de diâmetro e aplicou-se uma carga de 187,5kgf. As medidas dos diâmetros de impressão foram de 1mm. Qual a dureza do material ensaiado? Uma vez que todos os valores necessários para calcular a dureza HB são conhecidos, podemos partir diretamente para a aplicação da fórmula:HB = 2F → HB = 2 x 187,5 → HB = 375 π x D (D - √D² – d²) π x 2,5 (2,5 - √2,5² – 1²) π x 2,5 (2,5 - (√6,25 – 1)
HB = 375 → HB = 375 → HB = 375 → HB = 227 7,85 (2,5 – 2,29) 7,85 x 0,21 1,6485
A unidade kgf/mm², que deveria ser sempre colocada após o valor de HB, é omitida, uma vez que a dureza Brinell não é um conceito físico satisfatório, pois a força aplicada no material tem valores diferentes em cada ponto da calota. Os cálculos anteriores são dispensáveis, se você dispuser de uma tabela apropriada. Veja a seguir um exemplo de tabela que fornece os valores de dureza Brinell normal, em função de um diâmetro de impressão d.
D (mm) HB (F = 3000 kgf) D (mm) HB (F = 3000 kgf) D (mm) HB (F = 3000 kgf)
2,75 (495) 3,65 277 4,55 174
2,80 (477) 3,70 269 4,60 170
2,85 (461) 3,75 262 4,65 167
2,90 444 3,80 255 4,70 163
2,95 429 3,85 248 4,75 159
275
F
D
d
pFigura 11.57: Ensaio de dureza
Brinell.
Tabela 11.3: Dureza Brinell em função do diâmetro da impressão (diâmetro
da esfera do penetrador: 10mm).

TECNOLOGIA DOS MATERIAIS
D (mm) HB (F = 3000 kgf) D (mm) HB (F = 3000 kgf) D (mm) HB (F = 3000 kgf)
3,00 415 3,90 241 4,80 156
3,05 401 3,95 235 4,85 152
3,10 388 4,00 229 4,90 149
3,15 375 4,05 223 4,95 146
3,20 363 4,10 217 5,00 143
3,25 352 4,15 212 5,10 137
3,30 341 4,20 207 5,20 131
3,35 331 4,25 201 5,30 126
3,40 321 4,30 197 5,40 121
3,45 311 4,35 192 5,50 116
3,50 302 4,40 187 5,60 111
3,55 293 4,45 183 -- --
3,60 285 4,50 179 -- --
Os valores indicados entre parênteses são somente referenciais, pois estão além da faixa normal do ensaio Brinell.
Escolha das condições de ensaio: o ensaio padronizado, proposto por Brinell, é realizado com carga de 3000kgf e esfera de 10mm de diâmetro, de aço temperado. Porém, usando cargas e esferas diferentes, é possível chegar ao mesmo valor de dureza, desde que se observem algumas condições:- A carga será determinada de tal modo que o diâmetro de impressão d se situe no intervalo de 0,25 a 0,5 do diâmetro da esfera D. A impressão será considerada ideal se o valor de d ficar na média entre os dois valores anteriores, ou seja, 0,375mm.- Para obter um diâmetro de impressão dentro do intervalo citado no item anterior, deve-se manter constante a relação entre a carga (F) e o diâmetro ao quadrado da esfera do penetrador (D²), ou seja, a relação F/D² é igual a uma constante chamada fator de carga.
Para padronizar o ensaio, foram fixados valores de fatores de carga de acordo com a faixa de dureza e o tipo de material. A tabela 11.4 mostra os principais fatores de carga utilizados e respectivas faixas de dureza e indicações.
F/D² Dureza Materiais
30 90 a 415 HB Aços e ferros fundidos
10 30 a 140 HB Cobre, alumínio e suas ligas mais duras
5 15 a 70 HB Ligas antifricção, cobre, alumínio e suas ligas mais moles
2,5 Até 30 HB Chumbo, estanho, antimônio e metais-patente
O diâmetro da esfera é determinado em função da espessura do corpo de prova ensaiado. A espessura mínima é indicada em normas técnicas de método de ensaio. No caso da norma brasileira, a espessura mínima do material ensaiado deve ser 17 vezes a profundidade da calota. A tabela 11.5 mostra os diâmetros de esfera mais usados e os valores de carga para cada caso, em função do fator de carga escolhido.
Diâmetro da esfera (mm) F (kgf) = 30 D² F (kgf) = 10D² F (kgf) = 5D² F (kgf) = 2,5D²
10 3000 1000 500 250
5 750 250 125 62,5
2,5 187,5 62,5 31,25 15,63
Observe que, na tabela 11,5, os valores de carga foram determinados a partir das relações entre F e D² indicadas na tabela 12,4.Exemplificando: F = 30 → F = 30 D².
D²
276
Tabela 11.4: Principais fatores de carga utilizados e respectivas faixas de dureza e indicações.
Tabela 11.5: Diâmetros de esfera mais usados e os valores de carga, em função do fator de
carga escolhido.
Continuação Tabela 11.3: Dureza Brinell em função do
diâmetro da impressão(diâmetro da esfera do
penetrador: 10mm).
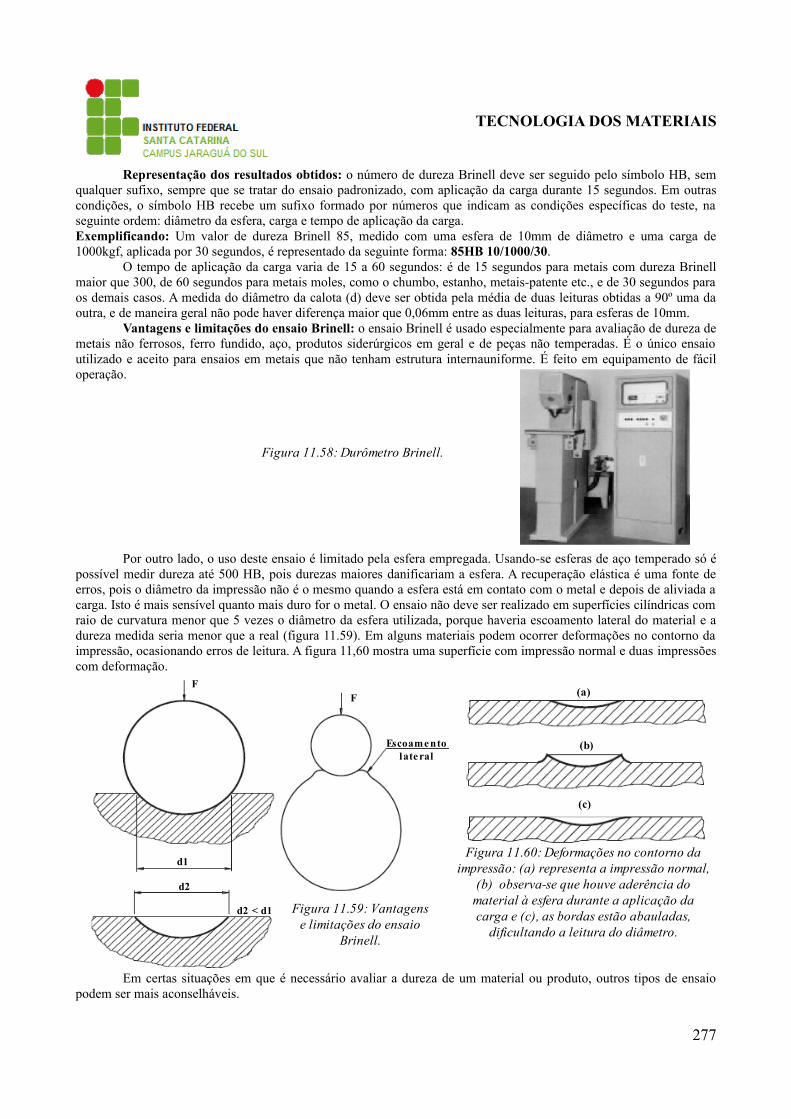
TECNOLOGIA DOS MATERIAIS
Representação dos resultados obtidos: o número de dureza Brinell deve ser seguido pelo símbolo HB, sem qualquer sufixo, sempre que se tratar do ensaio padronizado, com aplicação da carga durante 15 segundos. Em outras condições, o símbolo HB recebe um sufixo formado por números que indicam as condições específicas do teste, na seguinte ordem: diâmetro da esfera, carga e tempo de aplicação da carga.Exemplificando: Um valor de dureza Brinell 85, medido com uma esfera de 10mm de diâmetro e uma carga de 1000kgf, aplicada por 30 segundos, é representado da seguinte forma: 85HB 10/1000/30.
O tempo de aplicação da carga varia de 15 a 60 segundos: é de 15 segundos para metais com dureza Brinell maior que 300, de 60 segundos para metais moles, como o chumbo, estanho, metais-patente etc., e de 30 segundos para os demais casos. A medida do diâmetro da calota (d) deve ser obtida pela média de duas leituras obtidas a 90º uma da outra, e de maneira geral não pode haver diferença maior que 0,06mm entre as duas leituras, para esferas de 10mm.
Vantagens e limitações do ensaio Brinell: o ensaio Brinell é usado especialmente para avaliação de dureza de metais não ferrosos, ferro fundido, aço, produtos siderúrgicos em geral e de peças não temperadas. É o único ensaio utilizado e aceito para ensaios em metais que não tenham estrutura internauniforme. É feito em equipamento de fácil operação.
Por outro lado, o uso deste ensaio é limitado pela esfera empregada. Usando-se esferas de aço temperado só é possível medir dureza até 500 HB, pois durezas maiores danificariam a esfera. A recuperação elástica é uma fonte de erros, pois o diâmetro da impressão não é o mesmo quando a esfera está em contato com o metal e depois de aliviada a carga. Isto é mais sensível quanto mais duro for o metal. O ensaio não deve ser realizado em superfícies cilíndricas com raio de curvatura menor que 5 vezes o diâmetro da esfera utilizada, porque haveria escoamento lateral do material e a dureza medida seria menor que a real (figura 11.59). Em alguns materiais podem ocorrer deformações no contorno da impressão, ocasionando erros de leitura. A figura 11,60 mostra uma superfície com impressão normal e duas impressões com deformação.
Em certas situações em que é necessário avaliar a dureza de um material ou produto, outros tipos de ensaio podem ser mais aconselháveis.
277
Figura 11.58: Durômetro Brinell.
Figura 11.59: Vantagens e limitações do ensaio
Brinell.
Escoamento lateral
FF
d1
d2
d2 < d1
Figura 11.60: Deformações no contorno da impressão: (a) representa a impressão normal,
(b) observa-se que houve aderência do material à esfera durante a aplicação da carga e (c), as bordas estão abauladas,
dificultando a leitura do diâmetro.
(a)
(c)
(b)

TECNOLOGIA DOS MATERIAIS
11.10 DUREZA ROCKWELLNo início do século XX houve muitos progressos no campo da determinação da dureza. Em 1922, Rockwell
desenvolveu um método de ensaio de dureza que utilizava um sistema de pré-carga. Este método apresenta algumas vantagens em relação ao ensaio Brinell, pois permite avaliar a dureza de metais diversos, desde os mais moles até os mais duros. Entretanto, também tem limitações, o que indica que está longe de ser a solução técnica ideal. O ensaio Rockwell, que leva o nome do seu criador, é hoje o processo mais utilizado no mundo inteiro, devido à rapidez e à facilidade de execução, isenção de erros humanos, facilidade em detectar pequenas diferenças de durezas e pequeno tamanho da impressão.
Em que consiste o ensaio Rockwell? neste método, a carga do ensaio é aplicada em etapas, ou seja, primeiro se aplica uma pré-carga, para garantir um contato firme entre o penetrador e o material ensaiado, e depois aplica-se a carga do ensaio propriamente dita. A leitura do grau de dureza é feita diretamente num mostrador acoplado à máquina de ensaio, de acordo com uma escala predeterminada, adequada à faixa de dureza do material.
Os penetradores utilizados na máquina de ensaio de dureza Rockwell são do tipo esférico (esfera de aço temperado) ou cônico (cone de diamante com 120º de conicidade).
Descrição do processo: figura 11.63.1° passo: aproximar a superfície do corpo de prova do penetrador;2° passo: submeter o corpo de prova a uma pré-carga (carga menor);3° passo: aplicar a carga maior até o ponteiro parar;4° passo: retirar a carga maior e fazer a leitura do valor indicado no mostrador, na escala apropriada.
278
Escala pre ta
Escala vermelha
Rockwell
Wilson Figura 11.61: Ensaio de Rockwell.
Figura 11.62: Penetradores utilizados na máquina de ensaio de dureza Rockwell.
Penetrador e sférico
Penetrador cônico
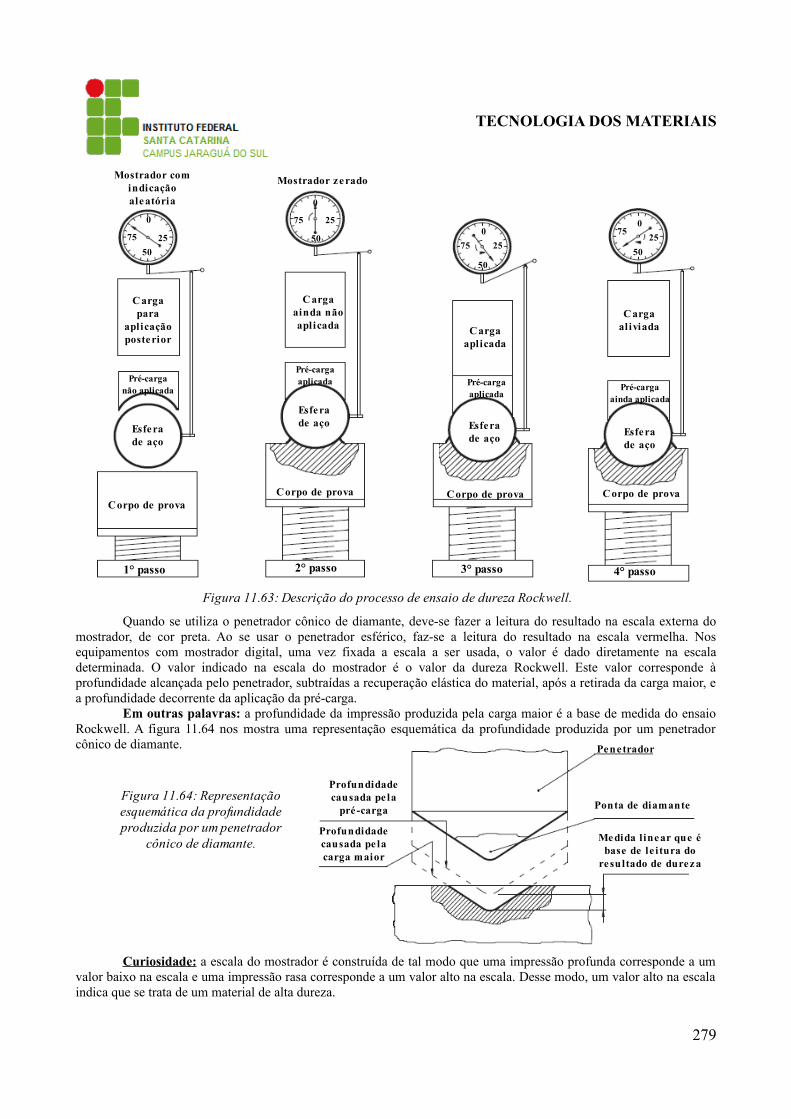
TECNOLOGIA DOS MATERIAIS
Quando se utiliza o penetrador cônico de diamante, deve-se fazer a leitura do resultado na escala externa do mostrador, de cor preta. Ao se usar o penetrador esférico, faz-se a leitura do resultado na escala vermelha. Nos equipamentos com mostrador digital, uma vez fixada a escala a ser usada, o valor é dado diretamente na escala determinada. O valor indicado na escala do mostrador é o valor da dureza Rockwell. Este valor corresponde à profundidade alcançada pelo penetrador, subtraídas a recuperação elástica do material, após a retirada da carga maior, e a profundidade decorrente da aplicação da pré-carga.
Em outras palavras: a profundidade da impressão produzida pela carga maior é a base de medida do ensaio Rockwell. A figura 11.64 nos mostra uma representação esquemática da profundidade produzida por um penetrador cônico de diamante.
Curiosidade: a escala do mostrador é construída de tal modo que uma impressão profunda corresponde a um valor baixo na escala e uma impressão rasa corresponde a um valor alto na escala. Desse modo, um valor alto na escala indica que se trata de um material de alta dureza.
279
0
0
00
75
75
7575
25
25
2525
5050
5050
Mostrador com indicação aleatória
Mostrador zerado
C arga para
aplicação posterior
C arga ainda não aplicada C arga
aplicada
Pré-carga não aplicada
Pré-carga aplicada Pré-carga
aplicadaPré-carga
ainda aplicada
Esfera de aço
Esfera de aço Esfera
de aço Esfera de aço
Corpo de provaCorpo de prova Corpo de prova Corpo de prova
C arga al iviada
1° passo 2° passo 3° passo 4° passo
Figura 11.63: Descrição do processo de ensaio de dureza Rockwell.
Profundidade causada pe la
pré -carga
Profundidade causada pe la carga maior
Penetrador
Ponta de diamante
Medida l inear que é base de le itura do
resultado de dureza
Figura 11.64: Representação esquemática da profundidade produzida por um penetrador
cônico de diamante.

TECNOLOGIA DOS MATERIAIS
Equipamento para ensaio de dureza Rockwell: pode-se realizar o ensaio de dureza Rockwell em dois tipos de máquinas, ambas com a mesma técnica de operação, que diferem apenas pela precisão de seus componentes. A máquina padrão mede a dureza Rockwell normal e é indicada para avaliação de dureza em geral. A máquina mais precisa mede a dureza Rockwell superficial, e é indicada para avaliação de dureza em folhas finas ou lâminas, ou camadas superficiais de materiais. Na máquina Rockwell normal, cada divisão da escala equivale a 0,02mm, na máquina Rockwell superficial, cada divisão equivale a 0,01mm.
As escalas de dureza Rockwell foram determinadas em função do tipo de penetrador e do valor da carga maior. Nos ensaios de dureza Rockwell normal utiliza-se uma pré-carga de 10kgf e a carga maior pode ser de 60, 100 ou 150kgf. Nos ensaios de dureza Rockwell superficial a pré-carga é de 3kgf e a carga maior pode ser de 15, 30 ou 45kgf. Estas escalas não têm relação entre si. Por isso, não faz sentido comparar a dureza de materiais submetidos a ensaio de dureza Rockwell utilizando escalas diferentes. Ou seja, um material ensaiado numa escala só pode ser comparado a outro material ensaiado na mesma escala. As tabelas 11.6 e 11.7 nos mostra as escalas mais utilizadas nos processos industriais.
Escala Cor da escala Carga maior Penetrador Faixa de utilização Campo de aplicação
A Preta 60 Diamante cone 120° 20 a 88 HRA Carbonetos, folhas de aço com fina camada superficial endurecida
C Preta 150 Diamante cone 120° 20 a 70 HRC Aço, titânio, aços com camada endurecida profunda, materiais com HRB>100
D Preta 100 Diamante cone 120° 40 a 77 HRD Chapas finas de aço com média camada endurecida
B Vermelha 100 Esfera aço 1,5875mm 20 a 100 HRB Ligas de cobre, aços brandos, ligas de alumínio, ferro maleável etc.
E Vermelha 100 Esfera aço 3,175mm 70 a 100 HRE Ferro fundido, ligas de alumínio e de magnésio
F Vermelha 60 Esfera aço 1,5875mm 60 a 100 HRF Ligas de cobre recozidas, folhas finas de metais moles
G Vermelha 150 Esfera aço 1,5875mm 30 a 94 HRG Ferro maleável, ligas de cobre-níquel-zinco e de cobre-níquel
H Vermelha 60 Esfera aço 3,175mm 80 a 100 HRH Alumínio, zinco, chumbo
K Vermelha 150 Esfera aço 3,175mm 40 a 100 HRK Metais de mancais e outros muito moles ou finos
Tabela 11.6: Escala de dureza Rockwell normal e suas aplicações.
Escala Cor da escala Carga maior Penetrador Faixa de utilização Campo de aplicação
15 N Preta 15 Diamante cone 120° 65 a 90 HR 15 N Uso em aplicações similares às escalas HRC, HRA, HRD
30 N Preta 30 Diamante 40 a 80 HR 30 N Uso em aplicações similares às escalas HRC, HRA, HRD
45 N Preta 45 Diamante 35 a 70 HR 45 N Uso em aplicações similares às escalas HRC, HRA, HRD
15 T Vermelha 15 Esfera aço 1,5875mm 50 a 94 HR 15 T Uso em aplicações similares às escalas HRB, HRF, HRG
30 T Vermelha 30 Esfera aço 1,5875mm 10 a 84 HR 30 T Uso em aplicações similares às escalas HRB, HRF, HRG
45 T Vermelha 45 Esfera aço 1,5875mm 10 a 75 HR 45 T Uso em aplicações similares às escalas HRB, HRF, HRG
Tabela 11.7: Escala de dureza Rockwell superficial e suas aplicações.
Representação da dureza Rockwell: o número de dureza Rockwell deve ser seguido pelo símbolo HR, com um sufixo que indique a escala utilizada. Veja, por exemplo, a interpretação do resultado 64HRC:
- 64 é o valor de dureza obtido no ensaio;- HR indica que se trata de ensaio de dureza Rockwell;- a última letra, no exemplo C, indica qual a escala empregada.
280
Figura 11.65: Máquina para ensaio de dureza Rockwell.

TECNOLOGIA DOS MATERIAIS
Utilizando as escalas de dureza Rockwell: suponha que lhe peçam para fazer um ensaio de dureza Rockwell na escala C. Recorrendo aos quadros apresentados anteriormente, que trazem as escalas de dureza Rockwell, é possível identificar as condições de realização do ensaio. Veja o exemplo:- Uma vez que o ensaio deve ser feito na escala C, você já sabe que se trata de um ensaio de dureza Rockwell normal.- O ensaio é de dureza Rockwell normal, logo a máquina a ser utilizada é a padrão.- O penetrador para esta escala é o cônico de diamante.- O penetrador deve ter 120º de conicidade.- A carga maior do ensaio é de 150kgf.- A leitura do resultado é feita na escala preta do relógio.
Profundidade de penetração: a profundidade que o penetrador vai atingir durante o ensaio é importante para definir a espessura mínima do corpo de prova. De modo geral, a espessura mínima do corpo de prova deve ser 17 vezes a profundidade atingida pelo penetrador. Entretanto, não há meios de medir a profundidade exata atingida pelo penetrador no ensaio de dureza Rockwell. É possível obter a medida aproximada desta profundidade (P), a partir do valor de dureza indicado na escala da máquina de ensaio, utilizando as fórmulas a seguir:- Penetrador de diamante:• HR normal: P = 0,002 x (100 – HR) • HR superficial: P = 0,001 x (100 – HR)- Penetrador esférico:• HR normal: P = 0,002 x (130 – HR) • HR superficial: P = 0,001 x (100 – HR)
Por exemplo, a profundidade aproximada de penetração que será atingida ao ensaiar um material com dureza estimada de 40HRC é de 0,12mm. Como se chegou a este resultado? Consultando as tabelas com as escalas de dureza Rockwell, ficamos sabendo que a escala C se refere à dureza Rockwell normal e que esta escala utiliza penetrador de diamante. O passo seguinte foi escolher a fórmula: P = 0,002 x (100 - HR) e fazer as contas.
Como podemos perceber, o ensaio de dureza Rockwell tornou possível avaliar a dureza de materiais que não poderiam ser submetidos ao ensaio Brinell. Mesmo assim, há situações em que nem o ensaio Brinell nem o Rockwell são recomendáveis.
11.11 DUREZA VICKERSComo já sabemos, o ensaio de dureza Rockwell representou um avanço em relação ao ensaio Brinell, pois este
possibilitou avaliar a dureza de vários metais, que antes não podiam ser ensaiados quanto à dureza. Entretanto, o ensaio Rockwell também mostra limitações. Por exemplo, suas escalas não têm continuidade. Por isso, materiais que apresentam dureza no limite de uma escala e no início de outra não podem ser comparados entre si quanto à dureza. Outra limitação importante é que o resultado de dureza no ensaio Rockwell não tem relação com o valor de resistência à tração, como acontece no ensaio Brinell. Vários pesquisadores tentaram encontrar uma solução para superar essas dificuldades. Coube a Smith e Sandland, em 1925, o mérito de desenvolver um método de ensaio que ficou conhecido como ensaio de dureza Vickers. Este método leva em conta a relação ideal entre o diâmetro da esfera do penetrador Brinell e o diâmetro da calota esférica obtida, e vai além porque utiliza outro tipo de penetrador, que possibilita medir qualquer valor de dureza, incluindo desde os materiais mais duros até os mais moles. Isso não quer dizer que o ensaio Vickers resolva todos os problemas de avaliação de dureza dos materiais. Mas, somado aos outros dois métodos já estudados, é um bom caminho para atender às necessidades de processos industriais cada vez mais exigentes e sofisticados.
Cálculo da dureza Vickers: o ensaio desenvolvido por Smith e Sandland ficou conhecido como ensaio de dureza Vickers porque a empresa que fabricava as máquinas mais difundidas para operar com este método chamava-se Vickers-Armstrong. A dureza Vickers se baseia na resistência que o material oferece à penetração de uma pirâmide de diamante de base quadrada e ângulo entre faces de 136º, sob uma determinada carga. O valor de dureza Vickers (HV) é o quociente da carga aplicada (F) pela área de impressão (A) deixada no corpo ensaiado. Essa relação, expressa em linguagem matem ática é a seguinte: HV = F
AA máquina que faz o ensaio Vickers não fornece o valor da área de impressão da pirâmide, mas permite obter,
por meio de um microscópio acoplado, as medidas das diagonais (d1 e d2) formadas pelos vértices opostos da base da pirâmide. Conhecendo as medidas das diagonais, é possível calcular a área da pirâmide de base quadrada (A), utilizando a fórmula:
281

TECNOLOGIA DOS MATERIAIS
Voltando à fórmula para cálculo da HV, e substituindo A pela fórmula acima, temos:HV = F → HV = F x 2 sen 68° → HV = 1,8544 F
d² d² d² 2 sen 68°
Na fórmula anterior, a força deve ser expressa em quilograma-força (kgf) e o “d” corresponde à diagonal média, ou seja: d = d1 + d2
2 e deve ser expresso em milímetro (mm). Se a máquina der o resultado em mícron (m), esse valor deve ser convertido em milímetro.
Por exemplo, para encontrar o valor de dureza Vickers de um material que apresentou 0,24mm e 0,26mm de medida de diagonal da impressão, após aplicação de uma força de 10kgf, basta utilizar as fórmulas apresentadas.
Primeiro, é preciso calcular o valor da diagonal média, que corresponde a:d = d1 + d2 → d = 0,24 + 0,26 → d = 0,25mm 2 2Agora, só falta substituir os termos da fórmula de cálculo de dureza pelos valores conhecidos e fazer os
cálculos: HV = 1,8544 F → HV = 1,8544 x 10 → HV = 18,544 → HV = 296,7 d² 0,25² 0,0625
Assim, ficamos sabendo que o valor de dureza Vickers (HV) para o material ensaiado é 296,7.Outra forma de obter os valores de dureza Vickers é consultar tabelas montadas para determinadas cargas, em
função da diagonal média.Cargas usadas no ensaio Vickers: neste método, ao contrário do que ocorre no Brinell, as cargas podem ser
de qualquer valor, pois as impressões são sempre proporcionais à carga, para um mesmo material. Deste modo, o valor de dureza será o mesmo, independentemente da carga utilizada. Por uma questão de padronização, as cargas recomendadas são: 1, 2, 3, 4, 5, 10, 20, 30, 40, 60, 80, 100, 120 kgf. Para cargas muito altas (acima de 120 kgf), em vez do penetrador de pirâmide de diamante pode-se também usar esferas de aço temperado de 1 ou 2 mm de diâmetro na mesma máquina. Neste caso, o ensaio feito na máquina Vickers é o ensaio de dureza Brinell. Para aplicações específicas, voltadas principalmente para superfícies tratadas (carbonetação, têmpera) ou para a determinação de dureza de microconstituintes individuais de uma microestrutura, utiliza-se o ensaio de microdureza Vickers. A microdureza Vickers envolve o mesmo procedimento prático que o ensaio Vickers, só que utiliza cargas menores que 1 kgf. A carga pode ter valores tão pequenos como 10 kgf. Na microdureza, como a carga aplicada é pequena, a impressão produzida é microscópica, como mostra a figura 11.68, ampliada.
282
Figura 11.66: Cálculo da dureza Vickers.
30
40
50
60
70
80
90
0
10
20d1
0
0
d 2
Posição de operação
136°
136°
d
Figura 11.67: Microscópio acoplado na máquina de ensaio Vickers.

TECNOLOGIA DOS MATERIAIS
Comparando Brinell e Vickers: o ensaio Vickers produz valores de impressão semelhantes aos da dureza Brinell. Isso ocorre porque o ângulo de 136º da ponta de diamante produz uma impressão que mantém a relação ideal de 0,375 entre o diâmetro da calota esférica (d) e o diâmetro da esfera do penetrador Brinell (D), seja qual for a carga aplicada. É isso o que mostra a figura 11.70. O uso de cargas diferentes é necessário para se obter uma impressão regular, sem deformação e de tamanho compatível com o visor da máquina.
Defeitos de impressão: uma impressão perfeita, no ensaio Vickers, deve apresentar os lados retos. Entretanto, podem ocorrer defeitos de impressão, devidos ao afundamento ou à aderência do metal em volta das faces do penetrador.
Quando ocorrem esses defeitos, embora as medidas das diagonais sejam iguais, as áreas de impressão são diferentes.
Como o cálculo do valor de dureza Vickers utiliza a medida da média de duas diagonais, esses erros afetam o resultado da dureza: teremos um valor de dureza maior do que o real nos casos de afundamento e um valor de dureza menor do que o real, nos casos de aderência. É possível corrigir esses defeitos alterando-se o valor da carga do ensaio para mais ou para menos, dependendo do material e do tipo de defeito apresentado.
Vantagens e limitações do ensaio Vickers: o ensaio Vickers fornece uma escala contínua de dureza, medindo todas as gamas de valores de dureza numa única escala. As impressões são extremamente pequenas e, na maioria dos casos, não inutilizam as peças, mesmo as acabadas. O penetrador, por ser de diamante, é praticamente indeformável. Este ensaio aplica-se a materiais de qualquer espessura, e pode também ser usado para medir durezas superficiais. Por outro lado, devem-se tomar cuidados especiais para evitar erros de medida ou de aplicação de carga, que alteram muito os valores reais de dureza. A preparação do corpo de prova para microdureza deve ser feita, obrigatoriamente, por metalografia, utilizando-se, de preferência, o polimento eletrolítico, para evitar o encruamento superficial. Quando se usam cargas menores do que 300kgf, pode haver recuperação elástica, dificultando a medida das diagonais. A máquina de dureza Vickers requer aferição constante, pois qualquer erro na velocidade de aplicação da carga traz grandes diferenças nos valores de dureza.
283
Figura 11.69: Máquina de ensaio Vickers.
Figura 11.68: Ampliação
microscópica de uma microdureza
Vickers.
D
136°
d
Figura 11.70: Comparação do ensaio Brinell ao Vickers.
Posição da impressão perfe ita
Impressão perfe ita Impressão com afundamento
Impressão com aderência
Figura 11.71: Defeitos de impressão.
d1d2 d3
d1 = d2 = d3A1 < A2 < A3
Figura 11.72: Defeitos de impressão: áreas de impressão diferentes.

TECNOLOGIA DOS MATERIAIS
11.12 ENSAIO DE FLUÊNCIAComo já sabemos, todo corpo submetido a um esforço mecânico sofre uma deformação elástica, em maior ou
menor grau, antes de apresentar deformação plástica ou de se romper. Ou seja, verificamos que há sempre uma quantidade de esforço que não produz deformação permanente. Se o esforço é aliviado neste estágio, as dimensões da peça voltam ao original. Mas, será que isso significa que um produto construído para suportar um esforço estático abaixo de seu limite elástico vai durar para sempre? A resposta é não! E vamos saber o por que, ao estudar o ensaio de fluência. Neste ensaio, dois novos fatores entram em jogo: o tempo e a temperatura.
O que é a fluência? A fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo. A temperatura tem um papel importantíssimo nesse fenômeno. A fluência ocorre devido à movimentação de falhas, que sempre existem na estrutura cristalina dos metais. Não haveria fluência se estas falhas não existissem. Existem metais que exibem o fenômeno de fluência mesmo à temperatura ambiente, enquanto outros resistem a essa deformação mesmo a temperatura elevadas. As exigências de uso têm levado ao desenvolvimento de novas ligas que resistam melhor a esse tipo de deformação. A necessidade de testar esses novos materiais, expostos a altas temperaturas ao longo do tempo, define a importância deste ensaio.
O tempo e a temperatura: os ensaios que analisamos anteriormente são feitos num curto espaço de tempo, isto é, os corpos de prova ou peças são submetidos a um determinado esforço por alguns segundos ou, no máximo, minutos. Porém, nas condições reais de uso, os produtos sofrem solicitações diversas por longos períodos de tempo.
O uso mostra que, em algumas situações, os produtos apresentam deformação permanente mesmo sofrendo solicitações abaixo do seu limite elástico. Essas deformações ocorrem mais frequentemente em situações de uso do produto que envolvam altas temperaturas. E quanto maior a temperatura, maior a velocidade da deformação. Nos ensaios de fluência, o controle da temperatura é muito importante. Verificou-se que pequenas variações de temperatura podem causar significativas alterações na velocidade de fluência. Exemplo disso é o aço carbono submetido ao ensaio de fluência, a uma tensão de 3,5kgf/mm², durante 1000 horas: à temperatura de 500ºC, apresentou uma deformação de 0,04% e à temperatura de 540ºC apresentou uma deformação de 4%. Imagine a importância desta característica para os foguetes, aviões a jato, instalações de refinarias de petróleo, equipamentos de indústria química, instalações nucleares, cabos de alta tensão etc., nos quais os esforços são grandes e as temperaturas de trabalho oscilam em torno de 1000ºC.
Equipamento para ensaio de fluência: na maioria dos casos, avalia-se a fluência de um material submetendo-o ao esforço de tração. Os corpos de prova utilizados nos ensaios de fluência são semelhantes aos do ensaio de tração.
284
Forno
C orpo de prova
Garras do corpo de prova
Extensômetro
Figura 11.73: Equipamento para ensaios de fluência.

TECNOLOGIA DOS MATERIAIS
O equipamento para a realização deste ensaio permite aplicar uma carga de tração constante ao corpo de prova. O corpo de prova fica dentro de um forno elétrico, de temperatura constante e controlável. Um extensômetro é acoplado ao equipamento, para medir a deformação em função do tempo. Como os extensômetros são instrumentos de precisão, não suportam altas temperaturas. Por isso são ligados ao corpo de prova por meio de hastes de extensão, como mostra a figura 11.74 Ao fixar o extensômetro ao corpo de prova deve-se tomar cuidado para evitar marcas que possam induzir a ruptura a ocorrer nos pontos de fixação, o que levaria à rejeição do ensaio.
Preparação do ensaio: nos ensaios de fluência, o corpo de prova deve passar por um período de aquecimento, até que se atinja a temperatura estabelecida. Mas é importante que o corpo de prova não sofra superaquecimento. A prática comum é aquecer primeiro o corpo de prova até 10ºC abaixo da temperatura do ensaio, por um período de 1 a 4 horas, para completa homogeneização da estrutura. Só depois disso o corpo de prova deve ser levado à temperatura do ensaio. O aquecimento pode ser feito por meio de resistência elétrica, por radiação ou indução. A temperatura deve ser medida em dois ou três pontos, preferencialmente por meio de ¹pirômetros ligados ao corpo de prova por ²termopares aferidos, de pequeno diâmetro.
Avaliando a fluência: para avaliar a fluência, utilizam-se três tipos de ensaios:- Ensaio de fluência propriamente dito;- Ensaio de ruptura por fluência;- Ensaio de relaxação.
As conclusões obtidas a partir do ensaio de fluência baseado no esforço de tração podem ser estendidas aos outros tipos de esforços estudados até aqui. Os ensaios de fluência são muito longos, podendo durar de um mês até pouco mais de um ano. Por isso seu uso se restringe a atividades de pesquisa e desenvolvimento de novos materiais ou ligas metálicas. Veja a seguir uma descrição geral dos três tipos de ensaios mencionados.
- Ensaio de fluência propriamente dito: este ensaio consiste em aplicar uma determinada carga em um corpo de prova, a uma dada temperatura, e avaliar a deformação que ocorre durante a realização do ensaio. É importante ressaltar que, neste ensaio, tanto a carga como a temperatura são mantidas constantes durante todo o processo. A duração deste ensaio é muito variável: geralmente leva um tempo superior a 1000 horas. É normal o ensaio ter a mesma duração esperada para a vida útil do produto. Às vezes, quando não é possível esperar muito tempo, utilizam-se ³extrapolações, isto é, o ensaio é feito durante um tempo mais curto e, a partir da deformação obtida nesse intervalo, estima-se o comportamento do material por um tempo mais longo (vida útil do produto) e avalia-se a quantidade de deformação esperada ao longo deste tempo. O resultado do ensaio é dado por uma curva de deformação (fluência) pelo tempo de duração do ensaio.
285
Figura 11.74: Extensômetro ligado ao corpo de prova por meio de hastes de
extensão.
Figura 11.75: Pirômetro ligado ao corpo de prova por termopares aferidos.
¹Pirômetro: é um equipamento que relaciona a diferença de potencial gerada no termopar a uma escala de temperatura.²Termopar: são dois fios de materiais diferentes, unidos nas pontas por solda, que geram uma diferença de potencial quando as pontas são submetidas a temperaturas diferentes.

TECNOLOGIA DOS MATERIAIS
Para obter resultados significativos, é necessário realizar diversos ensaios no material, com diferentes cargas e temperaturas. As curvas assim obtidas devem representar as diversas situações práticas de uso do produto. O objetivo do ensaio, em muito casos, é determinar as tensões necessárias para produzir uma deformação de 0,5%, 1,0% e, em alguns casos, até 2,0%, por um dado período de tempo, em função da temperatura. Com isso é possível determinar a vida útil e a máxima condição de uso do produto.
- Ensaio de ruptura por fluência: este ensaio é semelhante ao anterior, só que neste caso os corpos de prova são sempre levados até a ruptura. Para isso, utilizam-se cargas maiores e, portanto, são obtidas maiores velocidades de fluência. A deformação atingida pelos corpos de prova é bem maior: enquanto no ensaio de fluência a deformação do corpo de prova poucas vezes ultrapassa 1%, nos ensaios de ruptura por fluência pode atingir 50%. A tensão e a temperatura são mantidas constantes neste ensaio. Os resultados obtidos no ensaio são: tempo para a ruptura do corpo de prova, medida da deformação e medida da estricção, em certos casos. Este ensaio é muito usado pela sua brevidade, comparado com o ensaio de fluência propriamente dito. Sua duração fica em torno de 1000 horas. Porém, são necessários muitos corpos de provas, ensaiados com cargas diferentes, para se obter resultados significativos. O gráfico deste ensaio relaciona a carga com o tempo de ruptura. É construído a partir dos resultados de diversos testes.
Ensaio de relaxação: os ensaios de fluência e de ruptura por fluência envolvem elevado número de equipamentos e milhares de horas de ensaio. O ensaio de relaxação elimina essa dificuldade, produzindo dados sobre velocidade de fluência/tensão numa gama variada de velocidades, com apenas um corpo de prova. Na sua forma mais simples, o ensaio de relaxação é feito mantendo a deformação constante, por meio da redução da tensão aplicada ao corpo de prova ao longo do tempo. O resultado é justamente a queda da tensão ao longo do tempo, que mantém a velocidade de deformação constante, num dado valor. A maioria dos ensaios de relaxação duram de 1000 a 2000 horas. Os resultados não têm relação direta com aplicação prática e são extrapolados empiricamente para situações reais. A principal desvantagem deste ensaio prende-se às exigências do equipamento, cujo sistema de medição de força deve permitir medições precisas de pequenas variações de carga ao longo do tempo. Outro aspecto delicado na realização deste tipo de ensaio é a necessidade de um estreito controle da temperatura da sala onde se encontra o equipamento, pois mesmo pequenas flutuações da temperatura provocam efeitos de dilatação nos componentes da máquina, que podem alterar os resultados. Embora na prática esses ensaios se restrinjam às atividades de pesquisa e desenvolvimento de novos materiais e ligas metálicas, é evidente sua importância para determinar as condições seguras de uso de diversos produtos.
11.13 ENSAIO DE FADIGAEm condições normais de uso, os produtos devem sofrer esforços abaixo do limite de proporcionalidade, ou
limite elástico, que corresponde à tensão máxima que o material pode suportar. Em geral, os fabricantes especificam o
286
Def
orm
ação
ε
Tempo Tε0
Figura 11.76: O resultado do ensaio é dado por uma curva de deformação e pelo tempo
de duração do ensaio.
³Extrapolação: qualquer processo em que se infere o comportamento de uma função fora de um intervalo, a partir de seu comportamento durante esse intervalo.
Tens
ão (k
gf/m
m²)
Tempo H
0,1%
Extrapolação
T = 815°C
Figura 11.77: O gráfico do ensaio de ruptura por fluência relaciona a carga com
o tempo de ruptura.

TECNOLOGIA DOS MATERIAIS
produto para suportar esforços acima desse limite, ensaiam os materiais, controlam o processo de produção e tomam todos os cuidados para que o produto não apresente qualquer problema. Apesar de todas essas precauções, é possível que, após algum tempo de uso normal, de repente, sem aviso prévio e sem motivo aparente, o produto simplesmente venha a falhar, deixando o usuário na mão. Essa falha é típica de um fenômeno chamado fadiga.
Quando começa a fadiga? Você já sabe que toda máquina é constituída por um conjunto de componentes. No uso normal, nunca ocorre de todos os componentes falharem ao mesmo tempo. Isso porque cada um tem características próprias, uma das quais é o tempo de vida útil esperado. O ensaio de resistência à fadiga é um meio de especificar limites de tensão e de tempo de uso de uma peça ou elemento de máquina. É utilizado também para definir aplicações de materiais. É sempre preferível ensaiar a própria peça, feita em condições normais de produção. Molas, barras de torção, rodas de automóveis, pontas de eixo etc., são exemplos de produtos normalmente submetidos a ensaio de fadiga. Quando não é possível o ensaio no próprio produto, ou se deseja comparar materiais, o ensaio é feito em corpos de prova padronizados.
A fadiga é a ruptura de componentes, sob uma carga bem inferior à carga máxima suportada pelo material, devido a solicitações cíclicas repetidas. A ruptura por fadiga começa a partir de uma trinca (nucleação) ou pequena falha superficial, que se propaga ampliando seu tamanho, devido às solicitações cíclicas. Quando a trinca aumenta de tamanho, o suficiente para que o restante do material não suporte mais o esforço que está sendo aplicado, a peça se rompe repentinamente. A fratura por fadiga é típica: geralmente apresenta-se fibrosa na região da propagação da trinca ecristalina na região da ruptura repentina.
Você pode observar aproximadamente o que acontece na fadiga, dobrando repetidamente um pedaço de arame de aço. Após dobrar algumas vezes, se você observar atentamente, notará algumas pequenas trincas. Se continuar dobrando, observará que a trinca aumenta de tamanho até ocorrer a ruptura do arame. O estudo da fadiga é importante porque a grande maioria das falhas de componentes de máquinas, em serviço, se deve à fadiga. E a ruptura por fadiga ocorre sem nenhum aviso prévio, ou seja, num dado momento a máquina está funcionando perfeitamente e, no instante seguinte, ela falha.
Tensões cíclicas: na definição de fadiga, destacou-se que ela se deve a esforços cíclicos repetidos. De maneira geral, peças sujeitas a fadiga estão submetidas a esforços que se repetem com regularidade. Trata-se das tensões cíclicas. A tensão cíclica mais comum é caracterizada por uma função senoidal, onde os valores de tensão são representados no eixo das ordenadas e o número de ciclos no eixo das abscissas. As tensões de tração são representadas como positivas e as tensões de compressão como negativas. A figura 11.79 apresenta três tipos de ciclos de tensão.
287
Região da fratura cristal ina
Região da fratura dúcti l (fibrosa)
Figura 11.78: Fratura por fadiga.
( - )
Com
pres
são
Tra
ção
( + )
( - )
Com
pres
são
Tra
ção
( + )
( - )
Com
pres
são
Tra
ção
( + )
Tens
ão
Tens
ão
Tens
ão
00 0
t1
t1
t1
t2
t2t2
n° de ciclos n° de ciclos n° de ciclost1 = t2 t1 ≠ t2
Figura 11.79: Três tipos de ciclos de tensão. (a) Mostra um gráfico de tensão reversa, assim chamado porque as tensões de tração têm valor igual às tensões de compressão. (b) Todas as tensões são positivas, ou seja, o corpo de prova está sempre submetido a
uma tensão de tração, que oscila entre um valor máximo e um mínimo. (c) Representa tensões positivas e negativas, como no primeiro caso, só que as tensões de compressão têm valores diferentes das tensões de tração.
(a) (c)(b)

TECNOLOGIA DOS MATERIAIS
Dica: um ciclo de tensão corresponde a um conjunto sucessivo de valores de tensão, que se repete na mesma sequência e no mesmo período de tempo.
Tipos de ensaio de fadiga: os aparelhos de ensaio de fadiga são constituídos por um sistema de aplicação de cargas, que permite alterar a intensidade e o sentido do esforço, e por um contador de número de ciclos. O teste é interrompido assim que o corpo de prova se rompe. O ensaio é realizado de diversas maneiras, de acordo com o tipo de solicitação que se deseja aplicar:- Torção; - Tração-compressão;- Flexão; - Flexão rotativa.
O ensaio mais usual, realizado em corpos de prova extraídos de barras ou perfis metálicos, é o de flexão rotativa. Este ensaio consiste em submeter um corpo de prova a solicitações de flexão, enquanto o mesmo é girado em torno de um eixo, por um sistema motriz com conta-giros, numa rotação determinada e constante.
Corpo de prova: o corpo de prova deve ser usinado e ter bom acabamento superficial, para não prejudicar os resultados do ensaio. A forma e as dimensões do corpo de prova variam, e constituem especificações do fabricante do equipamento utilizado. O ambiente onde é feito o ensaio também é padronizado. As formas mais utilizadas de corpo de prova são apresentadas na figura 11.82.
288
1º Ciclo 2º Ciclo 3º Ciclo
1/2 C iclo
Tempo
Tens
ão
Figura 11.80: Máquina para ensaios de fadiga.
SuportesSuportes Corpo de
prova
Corpo de prova
C arga C arga(a)
Figura 11.81: Ensaio de flexão rotativa. (a)
Solicitação de flexão central. (b) Solicitação de flexão no
extremo.
D
D(a) (c)
(b) (d)
Figura 11.82: Forma de corpo de prova: (a) torção, (b) flexão rotativa, (c) flexão em chapa
e (d) tração-compressão.
(b)

TECNOLOGIA DOS MATERIAIS
Para uma mesma tensão, pode-se obter resultados de ensaio dispersos e que devem ser tratados estatisticamente. Mas, em geral, o ensaio é realizado em cerca de 10 corpos de prova, para cada um dos diversos níveis de tensão.
Curva S-N: os resultados do ensaio de fadiga geralmente são apresentados numa curva tensão-número de ciclos, ou simplesmente curva S-N. O S vem da palavra inglesa stress, que quer dizer “tensão”, e N representa o número de ciclos. Supondo que, para uma certa solicitação de flexão S1 o corpo de prova se rompa em um certo número de ciclos N1, e para uma solicitação S2 se rompa em N2 ciclos, e assim por diante, pode-se construir o diagrama S-N, com a tensão no eixo das ordenadas e o número de ciclos no eixo das abscissas. Observando a curva obtida, nota-se que, à medida que se diminui a tensão aplicada, o corpo de prova resiste a um maior número de ciclos. Nota-se, também, que diminuindo a tensão a partir de um certo nível (em que a curva se torna horizontal) o número de ciclos para o rompimento do corpo de prova torna-se praticamente infinito. Esta tensão máxima, que praticamente não provoca mais a fratura por fadiga, chama-se limite de fadiga ou resistência à fadiga do metal considerado.
Mas, para a maioria dos materiais, especialmente os metais não-ferrosos como o alumínio, a curva obtida no diagrama S-N é decrescente. Portanto, é necessário definir um número de ciclos para obter a correspondente tensão, que será chamada de resistência à fadiga. Para o alumínio, cobre, magnésio e suas ligas, deve-se levar o ensaio a até 50 milhões de ciclos e, em alguns casos, a até 500 milhões de ciclos, para neste número definir a resistência à fadiga.
Fatores que influenciam a resistência à fadiga: uma superfície mal acabada contém irregularidades que, como se fossem um entalhe, aumentam a concentração de tensões, resultando em tensões residuais que tendem a diminuir a resistência à fadiga. Defeitos superficiais causados por polimento (queima superficial de carbono nos aços, recozimento superficial, trincas, etc.) também diminuem a resistência à fadiga. Tratamentos superficiais (cromeação, niquelação, etc.) diminuem a resistência à fadiga, por introduzirem grandes mudanças nas tensões residuais, além de conferirem porosidade ao metal. Por outro lado, tratamentos superficiais endurecedores podem aumentar a resistência à fadiga.
O limite de fadiga depende da composição, da estrutura granular, das condições de conformação mecânica, do tratamento térmico, etc. O tratamento térmico adequado aumenta não somente a resistência estática, como também o limite de fadiga. O encruamento dos aços dúcteis aumenta o limite de fadiga. O meio ambiente também influencia consideravelmente o limite de fadiga, pois a ação corrosiva de um meio químico acelera a velocidade de propagação da trinca. A forma é um fator crítico, porque a resistência à fadiga é grandemente afetada por descontinuidades nas peças, como cantos vivos, encontros de paredes, mudança brusca de seções.
A resistência à fadiga pode ser melhorada: sempre que possível, deve-se evitar a concentração de tensões. Por exemplo, um rasgo de chaveta num eixo é um elemento que concentra tensão e, consequentemente, diminui a resistência à fadiga. Os projetos devem prever tensões contrárias favoráveis (opostas às tensões principais aplicadas), por meio de processos mecânicos, térmicos ou similares. Uma compensação deste tipo é encontrada em amortecedores de vibrações de motores a explosão. Defeitos metalúrgicos como inclusões, poros, pontos moles, etc., devem ser eliminados. Deve-se selecionar os materiais metálicos de acordo com o ciclo de tensões: para aplicações com baixas tensões cíclicas, onde a deformação pode ser facilmente controlada, deve-se dar preferência a ligas de alta ductilidade. Para aplicações com elevadas tensões cíclicas, envolvendo deformações cíclicas predominantemente elásticas, deve-se preferir ligas de maior resistência mecânica. Microestruturas estáveis, isto é, que não sofrem alterações espontâneas ao
289
S1
S2
S3
Limite de
fadiga
N1 N2 N3 Nº de ciclos (N)
Tens
ão (S
)
Figura 11.83: Curva S-N.

TECNOLOGIA DOS MATERIAIS
longo do tempo, apresentam maior resistência à fadiga. De tudo que vimos sobre fadiga, podemos concluir que, no uso normal dos produtos, nós os submetemos permanentemente a ensaios de fadiga, que só terminam quando o produto falha. Porém, a indústria tem que se preocupar com a fadiga antes de lançar o produto no mercado, pois este ensaio fornece informações que afetam diretamente a segurança do consumidor.
11.14 ENSAIO DE IMPACTOOs veículos brasileiros têm, em geral, suspensão mais reforçada do que a dos similares europeus. Não é à toa.
As condições de nossas estradas e ruas requerem esse reforço, para que os veículos possam enfrentar, com menores riscos de quebra, os choques provocados pelos buracos e outras irregularidades do asfalto ou do terreno. Este exemplo serve para mostrar a importância dos ensaios de impacto, que se caracteriza por submeter o corpo ensaiado a uma força brusca e repentina, que deve rompê-lo. É bem melhor saber quanto o material resiste a uma carga dinâmica numa situação de ensaio do que numa situação real de uso, concorda? Agora imagine outra situação: se você colocasse um tijolo de barro, desses comuns, sobre uma mesa com tampo de vidro, com exceção da sujeira, nada mais aconteceria. O vidro suportaria sem problemas a força equivalente ao peso do tijolo. Mas o que ocorreria se o mesmo tijolo despencasse de uma altura de 2 metros sobre a mesa de vidro? Um desastre, não é mesmo? O que há de diferente nas duas situações, se a mesa é a mesma, assim como o tijolo, e portanto a força aplicada também é a mesma? A diferença está na velocidade de aplicação da força, ou seja, no impacto do tijolo contra o tampo da mesa. A maioria dos ensaios que estudamos não avalia o comportamento dos materiais submetidos a esforços dinâmicos. No caso da fadiga, embora os esforços sejam dinâmicos, o ensaio correspondente leva mais em conta o fato de serem cíclicos. Porém, a maioria das máquinas e equipamentos, quando em funcionamento, está submetida a esforços dinâmicos.
Fratura frágil: as fraturas produzidas por impacto podem ser frágeis ou dúcteis. As fraturas frágeis caracterizam-se pelo aspecto cristalino e as fraturas dúcteis apresentam aparência fibrosa. Os materiais frágeis rompem-se sem nenhuma deformação plástica, de forma brusca. Por isso, esses materiais não podem ser utilizados em aplicações nas quais sejam comuns esforços bruscos, como em eixos de máquinas, bielas, etc. Para estas aplicações são desejáveis materiais que tenham capacidade de absorver energia e dissipá-la, para que a ruptura não aconteça, ou seja, materiais que apresentem tenacidade. Esta propriedade está relacionada com a fase plástica dos materiais e por isso se utilizam as ligas metálicas dúcteis neste tipo de aplicação. Porém, mesmo utilizando ligas dúcteis, com resistência suficiente para suportar uma determinada aplicação, verificou-se na prática que um material dúctil pode romper-se de forma frágil. Esta característica dos materiais ficou mais evidente durante a Segunda Guerra Mundial, quando os equipamentos bélicos foram levados a solicitações críticas de uso, despertando o interesse dos cientistas pelo assunto.
Fatores que influenciam o comportamento frágil dos materiais dúcteis: um material dúctil pode romper-se sem deformação plástica apreciável, ou seja, de maneira frágil, quando as condições abaixo estiverem presentes:- Velocidade de aplicação da carga suficientemente alta;- Trinca ou entalhe no material;- Temperatura de uso do material suficientemente baixa.
Alguns materiais são mais afetados pela velocidade alta do choque, apresentando uma sensibilidade que é chamada sensibilidade à velocidade. Uma trinca promove concentração de tensões muito elevadas, o que faz com que a maior parte da energia produzida pela ação do golpe seja concentrada numa região localizada da peça, com a consequente formação da fratura frágil. A existência de uma trinca, por menor que seja, muda substancialmente o comportamento do material dúctil. Esta característica do material dúctil, de comportar-se como frágil devido à trinca, é frequentemente chamada de sensibilidade ao entalhe. A temperatura tem um efeito muito acentuado na resistência dos metais ao choque, ao contrário do que ocorre na resistência estática. A energia absorvida por um corpo de prova varia sensivelmente com a temperatura do ensaio. Um corpo de prova a uma temperatura T1 pode absorver muito mais energia do que se estivesse a uma temperatura T2, bem menor que T1, ou pode absorver a mesma energia a uma
290
Região da fratura cristal ina
Região da fratura dúcti l (fibrosa)
Figura 11.84: Fraturas por impacto.

TECNOLOGIA DOS MATERIAIS
temperatura T3, pouco menor que T1, ou seja, a existência de trincas no material, a baixa temperatura e a alta velocidade de carregamento constituem os fatores básicos para que ocorra uma fratura do tipo frágil nos materiais metálicos dúcteis.
Descrição do ensaio de impacto: um dos ensaios que permitem estudar os efeitos das cargas dinâmicas é o ensaio de impacto. Este ensaio é usado para medir a tendência de um metal de se comportar de maneira frágil. O choque ou impacto representa um esforço de natureza dinâmica, porque a carga é aplicada repentina e bruscamente. No impacto, não é só a força aplicada que conta. Outro fator é a velocidade de aplicação da força. Força associada com velocidade traduz-se em energia. O ensaio de impacto consiste em medir a quantidade de energia absorvida por uma amostra do material, quando submetida à ação de um esforço de choque de valor conhecido. O método mais comum para ensaiar metais é o do golpe, desferido por um peso em oscilação. A máquina correspondente é o martelo pendular.
O pêndulo é levado a uma certa posição, onde adquire uma energia inicial. Ao cair, ele encontra no seu percurso o corpo de prova, que se rompe. A sua trajetória continua até certa altura, que corresponde à posição final, onde o pêndulo apresenta uma energia final.
A diferença entre as energias inicial e final corresponde à energia absorvida pelo material. De acordo com o Sistema Internacional de Unidades (SI), a unidade de energia adotada é o joule. Em máquinas mais antigas, a unidade de energia pode ser dada em kgf x m, kgf x cm ou kgf x mm. A máquina é dotada de uma escala, que indica a posição do pêndulo, e é calibrada de modo a indicar a energia potencial.
11.14.1 IMPACTO A BAIXAS TEMPERATURASConta-se que os primeiros exploradores do Ártico enfrentaram dificuldades fenomenais para levar a cabo sua
missão, porque os equipamentos de que dispunham naquela época não suportavam as baixas temperaturas típicas das regiões polares. Diz-se também que um dos fatores que ajudou a derrotar os alemães na Rússia, na Segunda Guerra Mundial, foi o rigoroso inverno russo. Um fator que possivelmente contribuiu para isso foi a inadequação dos materiais usados na construção das máquinas de guerra. Imagine esta situação: um soldado alemão, enfrentando um frio muito intenso, vendo a esteira do seu blindado romper-se, sem motivo aparente. Ou vendo a boca do canhão partir-se ao dar o primeiro tiro. Isso não é necessariamente ficção. Pode muito bem ter acontecido. A temperatura influencia muito a resistência de alguns materiais ao choque, ao contrário do que ocorre na resistência à tração, que não é afetada por essa característica. Pesquisadores ingleses, franceses e alemães foram os primeiros a observar esse fato e a desenvolver ensaios que permitissem avaliar o comportamento dos materiais a baixas temperaturas.
291
Figura 11.85: Martelo pendular.
Mostrador
Posição inicial
Marte lo
Ponte iro
Posição final
C orpo de prova
Figura 11.86: Descrição do ensaio de impacto.

TECNOLOGIA DOS MATERIAIS
Temperatura de transição: ao ensaiar os metais ao impacto, verificou-se que há uma faixa de temperatura relativamente pequena na qual a energia absorvida pelo corpo de prova cai apreciavelmente. Esta faixa é denominada temperatura de transição. A temperatura de transição é aquela em que ocorre uma mudança no caráter da ruptura do material, passando de dúctil a frágil ou vice-versa. Por exemplo, um dado aço absorve 17 joules de energia de impacto à temperatura ambiente (± 25ºC). Quando a temperatura desce a -23ºC, o valor de energia absorvida é pouco alterado, atingindo 16 joules. Este valor cai para 3 joules à temperatura de -26ºC. Como esta passagem, na maioria dos casos, não é repentina é usual definir-se uma faixa de temperatura de transição. A faixa de temperatura de transição compreende o intervalo de temperatura em que a fratura se apresenta com 70% de aspecto frágil (cristalina) e 30% de aspecto dúctil (fibrosa) e 70% de aspecto dúctil e 30% de aspecto frágil. O tamanho dessa faixa varia conforme o metal. Às vezes, a queda é muito repentina, como no exemplo anterior. A definição dessa faixa é importante porque só podemos utilizar um material numa faixa de temperatura em que não se manifeste a mudança brusca do caráter da ruptura.
Gráfico da temperatura de transição: pode-se representar a temperatura de transição graficamente. Indicando-se os valores de temperatura no eixo das abscissas e os valores de energia absorvida no eixo das ordenadas, é possível traçar a curva que mostra o comportamento do material quanto ao tipo de fratura (frágil ou dúctil).
A temperatura T1 corresponde à fratura 70% dúctil e 30% frágil. A temperatura T3 corresponde à fratura 30% dúctil e 70% frágil. E a temperatura T2 é o ponto no qual a fratura se apresenta 50% dúctil e 50% frágil. O intervalo de temperatura de transição corresponde ao intervalo entre T1 e T3. Os metais que têm estrutura cristalina CFC, como o cobre, alumínio, níquel, aço inoxidável austenítico, etc., não apresentam temperatura de transição, ou seja, os valores de impacto não são influenciados pela temperatura. Por isso esses materiais são indicados para trabalhos em baixíssimas temperaturas, como tanques criogênicos, por exemplo.
Fatores que influenciam a temperatura de transição: o intervalo de transição é influenciado por certas características como:- Tratamento térmico: aços-carbono e de baixa liga são menos sujeitos à influência da temperatura quando submetidos a tratamento térmico que aumenta sua resistência;- Tamanho de grãos: tamanhos de grãos grosseiros tendem a elevar a temperatura de transição, de modo a produzir fratura frágil em temperaturas mais próximas à temperatura ambiente. Tamanhos de grãos finos abaixam a temperatura de transição;- Encruamento: materiais encruados, que sofreram quebra dos grãos que compõem sua estrutura, tendem a apresentar maior temperatura de transição;- Impurezas: a presença de impurezas, que fragilizam a estrutura do material, tende a elevar a temperatura de transição;- Elementos de liga: a adição de certos elementos de liga, como o níquel, por exemplo, tende a melhorar a resistência ao impacto, mesmo a temperaturas mais baixas;- Processos de fabricação: um mesmo aço, produzido por processos diferentes, possuirá temperaturas de transição diferentes;- Retirada do corpo de prova: a forma de retirada dos corpos de prova interfere na posição das fibras do material. As normas internacionais geralmente especificam a posição da retirada dos corpos de prova, nos produtos siderúrgicos, pois a região de onde eles são retirados, bem como a posição do entalhe, têm fundamental importância sobre os valores obtidos no ensaio.
Veja, por exemplo, três possibilidades de retirada e posicionamento do entalhe em corpos de prova Charpy, retirados de posições diferentes de uma chapa de aço doce.
292
Figura 11.87: Gráfico da temperatura de transição.
Temperatura (°C)
t1t2t3
30
50
70Fr
atur
a dú
ctil
(%)
Ener
gia
abso
rvid
a

TECNOLOGIA DOS MATERIAIS
Submetidos ao ensaio de impacto, esses corpos apresentaram três curvas diferentes, como mostra o gráfico da figura 11.89.
No corpo de prova A, o entalhe está transversal às fibras do material. Por isso, a curva correspondente, no gráfico da figura 11.89, mostra que este foi o corpo de prova que apresentou a maior quantidade de energia absorvida. No corpo de prova C, o entalhe está no sentido da fibra, o que favorece o cisalhamento. Por isso, a absorção de energia é a pior possível. O corpo de prova B também tem entalhe transversal. Só que, neste caso, o entalhe atravessa o núcleo da chapa, cortando todas as fibras transversalmente. A curva correspondente encontra-se numa situação intermediária, em comparação com as outras duas. Essa relação entre as curvas permanece constante, qualquer que seja a temperatura do ensaio.
Resfriamento do corpo de prova: os corpos de prova retirados para ensaio de impacto devem ser resfriados, até que se atinja a temperatura desejada para o ensaio. As técnicas de resfriamento são determinadas em normas técnicas específicas. Um modo de obter o resfriamento consiste em mergulhar o corpo de prova num tanque contendo nitrogênio líquido, por aproximadamente 15 minutos. Este é o tempo necessário para homogeneizar a temperatura em todo o corpo de prova. Outra forma de obter o resfriamento é por meio de uma mistura de álcool e gelo seco, que permite atingir temperaturas de até 70ºC negativos. O tempo máximo para romper o corpo de prova após o resfriamento é de 5 segundos. Devido à grande dispersão dos resultados dos ensaios, principalmente próximo à temperatura de transição, gerada pela dificuldade de obter corpos de prova rigorosamente iguais e pela falta de homogeneidade dos materiais, o ensaio de impacto comum não oferece resultados aplicáveis a projetos de engenharia estrutural. Para responder a essas necessidades práticas, foram desenvolvidos outros tipos de ensaio de impacto e outros equipamentos.
11.15 ENSAIOS VISUAISEND não é o fim! Na verdade, esta é a sigla que identifica o novo grupo de ensaios: os ensaios não destrutivos.
Esses ensaios caracterizam-se por não deixar marcas no material ensaiado. Por isso podem ser realizados em produtos acabados, sem qualquer risco de inutilizá-los em consequência do ensaio. Quando vai à feira e escolhe frutas e legumes, você usa a visão para separar, por exemplo, aquela laranja mais bonita e saudável daquela feia e estragada. Essa atividade simples nada mais é do que um tipo de ensaio não destrutivo: o ensaio visual. Outro exemplo. Você já imaginou quantas peças diferentes existem num automóvel? Cada uma delas tem sua importância, mas sabemos que umas são mais importantes do que outras. Imagine se o sistema de freios falhasse ao ser acionado, causaria, sem dúvida, danos muito mais significativos do que se a tampa do porta-luvas emperrasse. Claro, não é? Por este motivo, é muito importante definir claramente os critérios de aceitação e rejeição de cada componente de um determinado produto, pois isso determina a escolha do tipo de ensaio não destrutivo aplicado a cada material, o que é fundamental para garantir a segurança e o bem-estar dos usuários. Geralmente, um único tipo de ensaio não abrange toda a extensão da peça ou da parte a ser examinada. Podemos fazer uma comparação. Por exemplo, o exame do próprio corpo humano. Sabemos que
293
Direção de laminação
A
B
C
Figura 11.88: Corpos de prova Charpy.
02,8
5,6
8,4
11,214,0
16,8
19,6
-40 -20 0 20 40 60 80
A
B
C
Temperatura (°C)
Ener
gia
abso
rvid
a (k
gf x
m)
Figura 11.89: Corpo de prova Charpy. Gráfico apresentando
três curvas diferentes.

TECNOLOGIA DOS MATERIAIS
num exame de rotina o médico usa vários tipos de END para diagnosticar um problema ou atestar que o paciente se encontra em perfeita saúde. Que exames são esses? Por exemplo, quando o médico examina a garganta com um palito ou uma lanterninha apropriada, está realizando um exame visual. Ouvir os batimentos do coração com o estetoscópio, analisar os pulmões por meio de uma chapa radiográfica ou medir a pressão arterial podem fazer parte de um único processo de avaliação da saúde de um paciente. Analisando o resultado de cada um dos exames, o médico tira conclusões e toma decisões. Voltemos à indústria. Os procedimentos são similares.
De olho no produto: o ensaio visual dos metais foi o primeiro método de ensaio não destrutivo aplicado pelo homem. É, com certeza, o ensaio mais barato, usado em todos os ramos da indústria. Assim, a inspeção visual exige definição clara e precisa de critérios de aceitação e rejeição do produto que está sendo inspecionado. Requer ainda inspetores treinados e especializados, para cada tipo ou família de produtos. Um inspetor visual de chapas laminadas não poderá inspecionar peças fundidas e vice-versa, sem prévio treinamento.
Descontinuidades e defeitos: é importante que fiquem claros, os conceitos de descontinuidade e defeito de peças. Esses termos são muito comuns na área de ensaios não destrutivos. Para entendê-los, vejamos um exemplo simples: um copo de vidro com pequenas bolhas de ar no interior de sua parede, formadas devido a imperfeições no processo de fabricação, pode ser utilizado sem prejuízo para o usuário. Essas imperfeições são classificadas como descontinuidades. Mas, caso essas mesmas bolhas aflorassem à superfície do copo, de modo a permitir a passagem do líquido do interior para a parte externa, elas seriam classificadas como defeitos, pois impediriam o uso do copo.
De modo geral, nos deparamos na indústria com inúmeras variáveis de processo que podem gerar imperfeições nos produtos. Essas imperfeições devem ser classificadas como descontinuidades ou defeitos. Os responsáveis por essa atividade são os projetistas profissionais, que por meio de cálculos de engenharia selecionam os componentes de um produto que impliquem segurança e apresentem o desempenho esperado pelo cliente.
Principal ferramenta do ensaio visual: a principal ferramenta do ensaio visual são os olhos, importantes órgãos do corpo humano. O olho é considerado um órgão pouco preciso. A visão varia em cada um de nós, e mostra-se mais variável ainda quando se comparam observações visuais num grupo de pessoas. Para minimizar essas variáveis, deve-se padronizar fatores como a luminosidade, a distância ou o ângulo em que é feita a observação. A ilusão de ótica é outro problema na execução dos ensaios visuais. Comprove isso observando a figura 11.91 e fazendo os testes a seguir:
Para eliminar esse problema, nos ensaios visuais, devemos utilizar instrumentos que permitam dimensionar as descontinuidades, por exemplo, uma escala graduada (régua). Repita os testes usando uma régua. Assim, você chegará a conclusões mais confiáveis. A inspeção visual a olho nu é afetada pela distância entre o olho do observador e o objeto examinado. A distância recomendada para inspeção situa-se em torno de 25 cm: abaixo desta medida, começam a ocorrer distorções na visualização do objeto. Existem outros fatores que podem influenciar na detecção de descontinuidades no ensaio visual.
294
Bolha interna(não há vazamento)
Bolha vazada(há vazamento)
Detalhe A
A
Figura 11.90: Copo de vidro, mostrando a diferença entre a descontinuidade e o
defeito em uma peça.
1) Quais traços são mais curtos: os da direita ou os da esquerda?
2) Qual elipse é maior: a de baixo ou a interna superior?
3) Qual distância é maior: entre os pontos A e B ou entre os pontos M e N?A
B
M
N
Figura 11.91: Teste sua ilusão
ótica.

TECNOLOGIA DOS MATERIAIS
- Limpeza da superfície: as superfícies das peças ou partes a serem examinadas devem ser cuidadosamente limpas, de tal forma que resíduos como graxas, óleos, poeira, oxidação, etc., não impeçam a detecção de possíveis descontinuidades e/ou até de defeitos.- Acabamento da superfície: o acabamento superficial resultante de alguns processos de fabricação (fundição, forjamento, laminação) pode mascarar ou esconder descontinuidades, portanto, dependendo dos requisitos de qualidade da peça, elas devem ser cuidadosamente preparadas (decapadas, rebarbadas, usinadas) para, só então, serem examinadas.- Nível de iluminação e seu posicionamento: o tipo de luz utilizada também influi muito no resultado da inspeção visual. A luz branca natural, ou seja, a luz do dia, é uma das mais indicadas, porém, por problemas de layout, a maioria dos exames é feita em ambientes fechados, no interior de fábricas. Utilizam-se, então, lâmpadas elétricas, que devem ser posicionadas atrás do inspetor, ou em outra posição qualquer, de modo a não ofuscar sua vista.- Contraste entre a descontinuidade e o resto da superfície: a descontinuidade superficial de um determinado produto deve provocar um contraste, ou seja, uma diferença visual clara em relação à superfície de execução do exame. Esta característica deve ser avaliada antes de se escolher o exame visual como método de determinação de descontinuidades, para evitar que possíveis defeitos sejam liberados equivocadamente.
Um fator de fracasso na inspeção visual é a fadiga visual dos inspetores, que observam os mesmos tipos de peças durante longos períodos de trabalho. Para minimizar esse problema, deve-se programar paradas para descanso. Outro recurso é colocar esporadicamente na linha de inspeção peças-padrão, com defeitos mínimos conhecidos, a fim de avaliar o desempenho dos inspetores. Além do treinamento, estes devem receber acompanhamento oftalmológico. Ele faz parte da qualificação dos inspetores e deve ser realizado periodicamente, para garantir sua acuidade visual.
Ajudando os nossos olhos: em certos tipos de inspeções (por exemplo, na parede interna de tubos de pequeno diâmetro e em partes internas de peças), é necessário usar instrumentos ópticos auxiliares, que complementam a função do nosso olho. Os instrumentos ópticos mais utilizados são:- Lupas e microscópios: as lupas são o instrumento óptico mais usado na indústria. A lupa é uma lente biconvexa de pequena distância focal, geralmente de 5 a 10 cm, que produz uma imagem virtual, aumentada, do objeto. Assim, quando o inspetor utiliza uma lupa, ele está enxergando a imagem do objeto e não o próprio objeto. Esta imagem virtual é maior e forma-se atrás dele.
Existem no mercado lupas com diversos aumentos. As mais comuns variam de 1,5 a 10 vezes de aumento, permitindo observar descontinuidades de até centésimos de milímetro. Algumas possuem uma escala graduada que permite dimensionar as descontinuidades. Os microscópios são constituídos por conjuntos de lentes denominadas objetivas e oculares. Elas possibilitam ampliar descontinuidades até milhares de vezes. Na maioria dos casos, eles são utilizados na inspeção de peças pequenas, como molas, fios, parafusos, mas em casos especiais podem ser acoplados a peças grandes.
- Espelhos e tuboscópios: Um exemplo típico de espelho na inspeção visual, que ocorre no cotidiano, é quando o dentista observa a boca do paciente com aquele espelhinho fixado numa haste metálica. Na indústria, espelhos também são usados para inspeção de cantos, soldas e superfícies onde nossos olhos não alcançam. Imagine quão difícil seria observar as paredes internas de tubos longos, de pequeno diâmetro, utilizados na construção de caldeiras e trocadores de calor, ou o interior da câmera de combustão dos motores a explosão. Sem os tuboscópios, não seria possível tal observação.
295
A
B
A'
B'
L Figura 11.92: Esquema da imagem virtual A'B', fornecida por uma lupa L de um objeto AB.
Figura 11.93: Microscópio.

TECNOLOGIA DOS MATERIAIS
Tuboscópios são instrumentos ópticos construídos com os mais variados diâmetros e comprimentos, que geralmente possuem seu próprio dispositivo de iluminação. Da mesma forma que os microscópios, os tuboscópios também possuem lentes objetivas e oculares. Porém, a imagem do objeto é transmitida através do tubo do tuboscópio até a extremidade do mesmo, onde se encontra uma lente ocular que amplia ainda mais a imagem.
Os tuboscópios podem ser fabricados numa só peça, ou em partes que se encaixam. Uma característica importante para o seu funcionamento é que eles giram em torno do eixo do seu tubo, permitindo uma inspeção visual circunferencial. Isso é possível porque o tuboscópio possui uma peça chamada volante, que permite o giro da cabeça do instrumento para qualquer ângulo. Os tuboscópios possuem cabeças de diversos formatos e ângulos de incidência, possibilitando inspeções em diversos ângulos.
- Câmeras de tevê em circuito fechado: microcomputadores e câmeras de tevê em circuito fechado são acessórios de grande valia nas inspeções visuais. Uma câmera de tevê acoplada à cabeça de um tuboscópio permite ao inspetor executar o exame de superfícies a grandes distâncias, este recurso deve ser utilizado quando o ambiente em que se encontra a peça, ou a parte dela a ser examinada, não é favorável devido a gases tóxicos, altas temperaturas ou radiação. Outro exemplo é quando se realiza uma inspeção de longa duração e que não pode ser interrompida, nesse caso, o uso de câmeras de tevê é de grande ajuda. Exemplo disso é a figura 11.97, que mostra o inspetor examinando uma solda de 21 metros de comprimento no interior de um tubo, com um aparelho chamado videoscópio, ele nada mais é do que um tuboscópio, com a sofisticação de estar acoplado a uma câmera de tevê, sua flexibilidade permite maior mobilidade dentro do tubo que está sendo inspecionado.
296
Figura 11.94: Tuboscópio.
O cular VolanteTubo do tuboscópio
Cone 60° O bje to
Conexão e lé tricaLentes O bje tiva Cabeça
Figura 11.95: Imagem
representativa de um Tuboscópio.
55°
55°
55° 55°
55°
10°Figura 11.96: Imagem representativa dos diversos formatos e ângulos de um
Tuboscópio.
Figura 11.97: Videoscópio.

TECNOLOGIA DOS MATERIAIS
11.16 LÍQUIDOS PENETRANTESDepois do ensaio visual, o ensaio por líquidos penetrantes é o ensaio não destrutivo mais antigo. Ele teve início
nas oficinas de manutenção das estradas de ferro, em várias partes do mundo. Naquela época, começo da era industrial, não se tinha conhecimento do comportamento das descontinuidades existentes nas peças. E quando estas eram colocadas em uso, expostas a esforços de tração, compressão, flexão e, principalmente, esforços cíclicos, acabavam se rompendo por fadiga. Era relativamente comum o aparecimento de trincas e até a ruptura de peças de vagões, como eixos, rodas, partes excêntricas etc., sem que os engenheiros e projetistas da época pudessem determinar a causa do problema. Algumas trincas podiam ser percebidas, mas o ensaio visual não era suficiente para detectar todas elas, pela dificuldade de limpeza das peças. Foi desenvolvido então um método especial não destrutivo para detectar rachaduras em peças de vagões e locomotivas, chamado de método do óleo e giz. Neste método, as peças, depois de lavadas em água fervendo ou com uma solução de soda cáustica, eram mergulhadas num tanque de óleo misturado com querosene, no qual ficavam submersas algumas horas ou até um dia inteiro, até que essa mistura penetrasse nas trincas porventura existentes nas peças. Depois desta etapa, as peças eram removidas do tanque, limpas com estopa embebida em querosene e colocadas para secar. Depois de secas, eram pintadas com uma mistura de giz moído e álcool, dessa pintura resultava uma camada de pó branco sobre a superfície da peça. Em seguida, martelavam-se as peças, fazendo com que a mistura de óleo e querosene saísse dos locais em que houvesse trincas, manchando a pintura de giz e tornando as trincas visíveis. Este teste era muito passível de erros, pois não havia qualquer controle dos materiais utilizados (o óleo, o querosene e o giz). Além disso, o teste não conseguia detectar pequenas trincas e defeitos subsuperficiais. Testes mais precisos e confiáveis só apareceram por volta de 1930, quando o teste do “óleo e giz” foi substituído pelo de partículas magnéticas. Somente em 1942, nos Estados Unidos, Roberto C. Switzer, aperfeiçoando o teste do “óleo e giz”, desenvolveu a técnica de líquidos penetrantes, pela necessidade que a indústria aeronáutica americana tinha de testar as peças dos aviões, que são até hoje fabricadas com ligas de metais não ferrosos, como alumínio e titânio, e que, consequentemente, não podem ser ensaiados por partículas magnéticas.
Descrição do ensaio: hoje em dia, o ensaio por líquidos penetrantes, além de ser aplicado em peças de metais não ferrosos, também é utilizado para outros tipos de materiais sólidos, como metais ferrosos, cerâmicas vitrificadas, vidros, plásticos e outros que não sejam porosos. Sua finalidade é detectar descontinuidades abertas na superfície das peças, como trincas, poros, dobras, que não sejam visíveis a olho nu.
O ensaio consiste em aplicar um líquido penetrante sobre a superfície a ser ensaiada. Após remover o excesso da superfície, faz-se sair da descontinuidade o líquido penetrante retido, utilizando-se para isso um revelador. A imagem da descontinuidade, ou seja, o líquido penetrante contrastando com o revelador, fica então visível. Vamos agora conhecer as etapas deste ensaio:
a) Preparação e limpeza da superfície: a limpeza da superfície a ser ensaiada é fundamental para a revelação precisa e confiável das descontinuidades porventura existentes na superfície de ensaio. O objetivo da limpeza é remover tinta, camadas protetoras, óxidos, areia, graxa, óleo, poeira ou qualquer resíduo que impeça o penetrante de entrar na descontinuidade.
Para remover esses resíduos sem contaminar a superfície de ensaio utilizam-se solventes, desengraxantes ou outros meios apropriados. A tabela 11.8 apresenta alguns contaminantes, descreve seus efeitos e indica possíveis soluções para limpeza e correção da superfície de exame.
297
Descontinuidade (trinca)
Figura 11.98: Descontinuidade na superfície da peça.
Descontinuidade
Superfície de exame
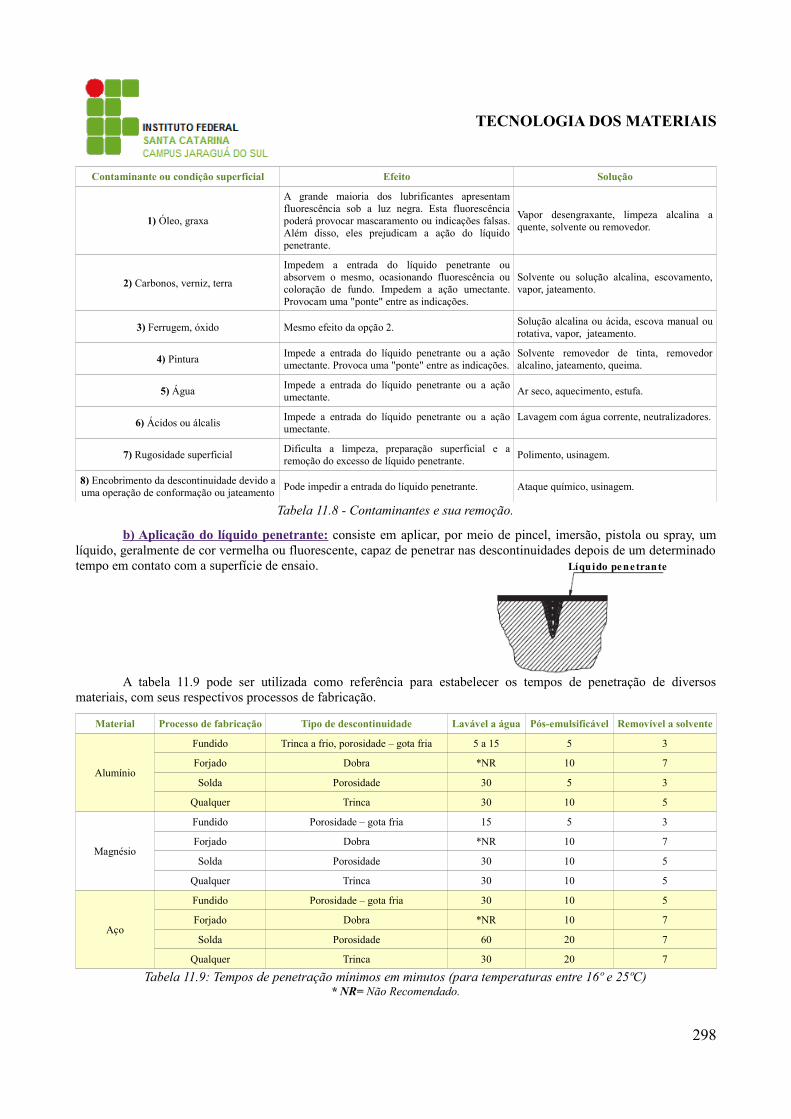
TECNOLOGIA DOS MATERIAIS
Contaminante ou condição superficial Efeito Solução
1) Óleo, graxa
A grande maioria dos lubrificantes apresentam fluorescência sob a luz negra. Esta fluorescência poderá provocar mascaramento ou indicações falsas. Além disso, eles prejudicam a ação do líquido penetrante.
Vapor desengraxante, limpeza alcalina a quente, solvente ou removedor.
2) Carbonos, verniz, terra
Impedem a entrada do líquido penetrante ou absorvem o mesmo, ocasionando fluorescência ou coloração de fundo. Impedem a ação umectante. Provocam uma "ponte" entre as indicações.
Solvente ou solução alcalina, escovamento, vapor, jateamento.
3) Ferrugem, óxido Mesmo efeito da opção 2. Solução alcalina ou ácida, escova manual ou rotativa, vapor, jateamento.
4) Pintura Impede a entrada do líquido penetrante ou a ação umectante. Provoca uma "ponte" entre as indicações.
Solvente removedor de tinta, removedor alcalino, jateamento, queima.
5) Água Impede a entrada do líquido penetrante ou a ação umectante. Ar seco, aquecimento, estufa.
6) Ácidos ou álcalis Impede a entrada do líquido penetrante ou a ação umectante.
Lavagem com água corrente, neutralizadores.
7) Rugosidade superficial Dificulta a limpeza, preparação superficial e a remoção do excesso de líquido penetrante. Polimento, usinagem.
8) Encobrimento da descontinuidade devido a uma operação de conformação ou jateamento Pode impedir a entrada do líquido penetrante. Ataque químico, usinagem.
Tabela 11.8 - Contaminantes e sua remoção.
b) Aplicação do líquido penetrante: consiste em aplicar, por meio de pincel, imersão, pistola ou spray, um líquido, geralmente de cor vermelha ou fluorescente, capaz de penetrar nas descontinuidades depois de um determinado tempo em contato com a superfície de ensaio.
A tabela 11.9 pode ser utilizada como referência para estabelecer os tempos de penetração de diversos materiais, com seus respectivos processos de fabricação.
Material Processo de fabricação Tipo de descontinuidade Lavável a água Pós-emulsificável Removível a solvente
Alumínio
Fundido Trinca a frio, porosidade – gota fria 5 a 15 5 3
Forjado Dobra *NR 10 7
Solda Porosidade 30 5 3
Qualquer Trinca 30 10 5
Magnésio
Fundido Porosidade – gota fria 15 5 3
Forjado Dobra *NR 10 7
Solda Porosidade 30 10 5
Qualquer Trinca 30 10 5
Aço
Fundido Porosidade – gota fria 30 10 5
Forjado Dobra *NR 10 7
Solda Porosidade 60 20 7
Qualquer Trinca 30 20 7
Tabela 11.9: Tempos de penetração mínimos em minutos (para temperaturas entre 16º e 25ºC)* NR= Não Recomendado.
298
Líquido penetrante

TECNOLOGIA DOS MATERIAIS
Material Processo de fabricação Tipo de descontinuidade Lavável a água Pós-emulsificável Removível a solvente
Latão e Bronze
Fundido Porosidade – gota fria 10 5 3
Forjado Dobra *NR 10 7
Brazado Porosidade 15 10 3
Qualquer Trinca 30 10 3
Plástico Qualquer Trinca 5 a 30 5 5
Vidro Qualquer Trinca 5 a 30 5 5
Titânio e Ligas Qualquer *NR 20 a 30 15
Continuação Tabela 11.9: Tempos de penetração mínimos em minutos (para temperaturas entre 16º e 25ºC)* NR= Não Recomendado.
c) Remoção do excesso de penetrante: decorrido o tempo mínimo de penetração, deve-se remover o excesso de penetrante, de modo que a superfície de ensaio fique totalmente isenta do líquido (este deve ficar retido somente nas descontinuidades). Esta etapa do ensaio pode ser feita com um pano ou papel seco ou umedecido com solvente: em outros casos, lava-se a peça com água, secando-a posteriormente, ou aplica-se agente pós-emulsificável, fazendo-se depois a lavagem com água. Uma operação de limpeza deficiente pode mascarar os resultados, revelando até descontinuidades inexistentes.
d) Revelação: para revelar as descontinuidades, aplica-se o revelador, que nada mais é do que um talco branco. Esse talco pode ser aplicado a seco ou misturado em algum líquido.
O revelador atua como se fosse um mata-borrão, sugando o penetrante das descontinuidades e revelando-as.
Da mesma forma que na etapa de penetração, aqui também deve-se prever um tempo para a revelação, em função do tipo da peça, do tipo de defeito a ser detectado e da temperatura ambiente. Geralmente faz-se uma inspeção logo no início da secagem do revelador e outra quando a peça está totalmente seca.
e) Inspeção: no caso dos líquidos penetrantes visíveis, a inspeção é feita sob luz branca natural ou artificial. O revelador, aplicado à superfície de ensaio, proporciona um fundo branco que contrasta com a indicação da descontinuidade, que geralmente é vermelha e brilhante. Para os líquidos penetrantes fluorescentes, as indicações se tornam visíveis em ambientes escuros, sob a presença de luz negra, e se apresentam numa cor amarelo esverdeado, contra um fundo de contraste entre o violeta e o azul.
f) Limpeza: após a inspeção da peça e a elaboração do relatório de ensaio, ela deve ser devidamente limpa, removendo-se totalmente os resíduos do ensaio, esses resíduos podem prejudicar uma etapa posterior no processo de fabricação do produto ou até o seu próprio uso, caso esteja acabado.
A luz negra, popularizada em discotecas, boates e casas de espetáculos, tem comprimento de onda menor do que o menor comprimento de onda da luz visível.
299
Reve lador
Líquido penetrante sugado da
descontinuidade
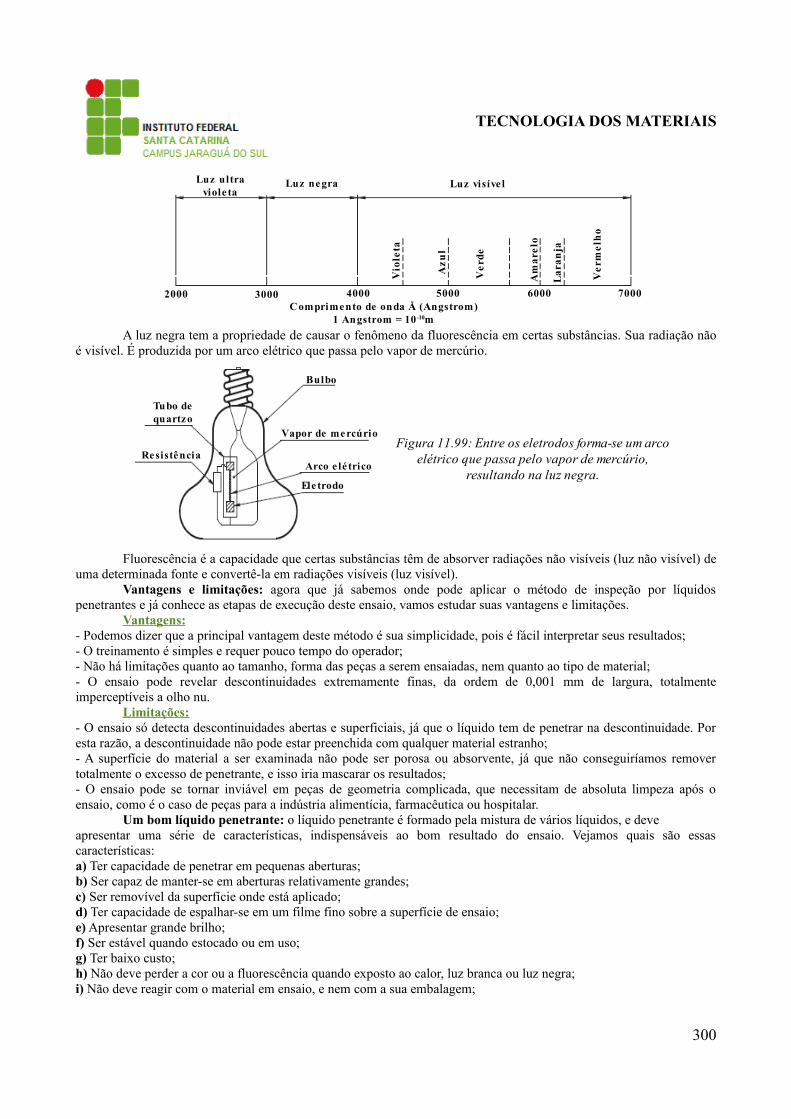
TECNOLOGIA DOS MATERIAIS
A luz negra tem a propriedade de causar o fenômeno da fluorescência em certas substâncias. Sua radiação não é visível. É produzida por um arco elétrico que passa pelo vapor de mercúrio.
Fluorescência é a capacidade que certas substâncias têm de absorver radiações não visíveis (luz não visível) de uma determinada fonte e convertê-la em radiações visíveis (luz visível).
Vantagens e limitações: agora que já sabemos onde pode aplicar o método de inspeção por líquidos penetrantes e já conhece as etapas de execução deste ensaio, vamos estudar suas vantagens e limitações.
Vantagens:- Podemos dizer que a principal vantagem deste método é sua simplicidade, pois é fácil interpretar seus resultados;- O treinamento é simples e requer pouco tempo do operador;- Não há limitações quanto ao tamanho, forma das peças a serem ensaiadas, nem quanto ao tipo de material;- O ensaio pode revelar descontinuidades extremamente finas, da ordem de 0,001 mm de largura, totalmente imperceptíveis a olho nu.
Limitações:- O ensaio só detecta descontinuidades abertas e superficiais, já que o líquido tem de penetrar na descontinuidade. Por esta razão, a descontinuidade não pode estar preenchida com qualquer material estranho;- A superfície do material a ser examinada não pode ser porosa ou absorvente, já que não conseguiríamos remover totalmente o excesso de penetrante, e isso iria mascarar os resultados;- O ensaio pode se tornar inviável em peças de geometria complicada, que necessitam de absoluta limpeza após o ensaio, como é o caso de peças para a indústria alimentícia, farmacêutica ou hospitalar.
Um bom líquido penetrante: o líquido penetrante é formado pela mistura de vários líquidos, e deveapresentar uma série de características, indispensáveis ao bom resultado do ensaio. Vejamos quais são essas características:a) Ter capacidade de penetrar em pequenas aberturas;b) Ser capaz de manter-se em aberturas relativamente grandes;c) Ser removível da superfície onde está aplicado;d) Ter capacidade de espalhar-se em um filme fino sobre a superfície de ensaio;e) Apresentar grande brilho;f) Ser estável quando estocado ou em uso;g) Ter baixo custo;h) Não deve perder a cor ou a fluorescência quando exposto ao calor, luz branca ou luz negra;i) Não deve reagir com o material em ensaio, e nem com a sua embalagem;
300
Luz ultra viole ta
Luz negra Luz visíve l
2000 3000 4000 5000 6000 7000Comprimento de onda Å (Angstrom)
1 Angstrom = 10 -10m
Vio
leta
Azu
l
Ver
de
Am
arel
o
Lara
nja
Ver
mel
ho
Tubo de quartzo
Resistência
Bulbo
Vapor de mercúrio
Arco e lé trico
Ele trodo
Figura 11.99: Entre os eletrodos forma-se um arco elétrico que passa pelo vapor de mercúrio,
resultando na luz negra.
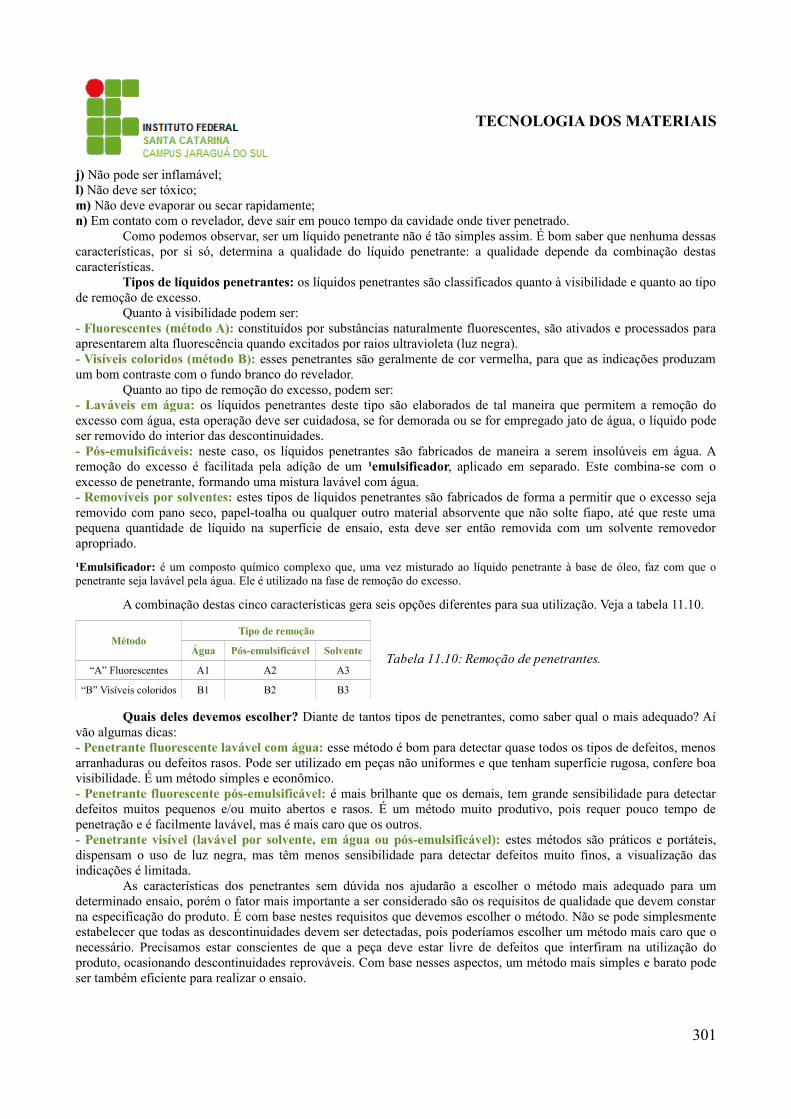
TECNOLOGIA DOS MATERIAIS
j) Não pode ser inflamável;l) Não deve ser tóxico;m) Não deve evaporar ou secar rapidamente;n) Em contato com o revelador, deve sair em pouco tempo da cavidade onde tiver penetrado.
Como podemos observar, ser um líquido penetrante não é tão simples assim. É bom saber que nenhuma dessas características, por si só, determina a qualidade do líquido penetrante: a qualidade depende da combinação destas características.
Tipos de líquidos penetrantes: os líquidos penetrantes são classificados quanto à visibilidade e quanto ao tipo de remoção de excesso.
Quanto à visibilidade podem ser:- Fluorescentes (método A): constituídos por substâncias naturalmente fluorescentes, são ativados e processados para apresentarem alta fluorescência quando excitados por raios ultravioleta (luz negra).- Visíveis coloridos (método B): esses penetrantes são geralmente de cor vermelha, para que as indicações produzam um bom contraste com o fundo branco do revelador.
Quanto ao tipo de remoção do excesso, podem ser:- Laváveis em água: os líquidos penetrantes deste tipo são elaborados de tal maneira que permitem a remoção do excesso com água, esta operação deve ser cuidadosa, se for demorada ou se for empregado jato de água, o líquido pode ser removido do interior das descontinuidades.- Pós-emulsificáveis: neste caso, os líquidos penetrantes são fabricados de maneira a serem insolúveis em água. A remoção do excesso é facilitada pela adição de um ¹emulsificador, aplicado em separado. Este combina-se com o excesso de penetrante, formando uma mistura lavável com água.- Removíveis por solventes: estes tipos de líquidos penetrantes são fabricados de forma a permitir que o excesso seja removido com pano seco, papel-toalha ou qualquer outro material absorvente que não solte fiapo, até que reste uma pequena quantidade de líquido na superfície de ensaio, esta deve ser então removida com um solvente removedor apropriado.
¹Emulsificador: é um composto químico complexo que, uma vez misturado ao líquido penetrante à base de óleo, faz com que o penetrante seja lavável pela água. Ele é utilizado na fase de remoção do excesso.
A combinação destas cinco características gera seis opções diferentes para sua utilização. Veja a tabela 11.10.
MétodoTipo de remoção
Água Pós-emulsificável Solvente
“A” Fluorescentes A1 A2 A3
“B” Visíveis coloridos B1 B2 B3
Quais deles devemos escolher? Diante de tantos tipos de penetrantes, como saber qual o mais adequado? Aí vão algumas dicas:- Penetrante fluorescente lavável com água: esse método é bom para detectar quase todos os tipos de defeitos, menos arranhaduras ou defeitos rasos. Pode ser utilizado em peças não uniformes e que tenham superfície rugosa, confere boa visibilidade. É um método simples e econômico.- Penetrante fluorescente pós-emulsificável: é mais brilhante que os demais, tem grande sensibilidade para detectar defeitos muitos pequenos e/ou muito abertos e rasos. É um método muito produtivo, pois requer pouco tempo de penetração e é facilmente lavável, mas é mais caro que os outros.- Penetrante visível (lavável por solvente, em água ou pós-emulsificável): estes métodos são práticos e portáteis, dispensam o uso de luz negra, mas têm menos sensibilidade para detectar defeitos muito finos, a visualização das indicações é limitada.
As características dos penetrantes sem dúvida nos ajudarão a escolher o método mais adequado para um determinado ensaio, porém o fator mais importante a ser considerado são os requisitos de qualidade que devem constar na especificação do produto. É com base nestes requisitos que devemos escolher o método. Não se pode simplesmente estabelecer que todas as descontinuidades devem ser detectadas, pois poderíamos escolher um método mais caro que o necessário. Precisamos estar conscientes de que a peça deve estar livre de defeitos que interfiram na utilização do produto, ocasionando descontinuidades reprováveis. Com base nesses aspectos, um método mais simples e barato pode ser também eficiente para realizar o ensaio.
301
Tabela 11.10: Remoção de penetrantes.

TECNOLOGIA DOS MATERIAIS
Revelação: o revelador é aquele talco que suga o penetrante das descontinuidades para revelá-las ao inspetor, além de cumprir esta função, deve ser capaz de formar uma indicação a partir de um pequeno volume de penetrante retido na descontinuidade, e ter capacidade de mostrar separadamente duas ou mais indicações próximas. Para atender a todas estas características, tem de possuir algumas propriedades. Vamos conhecê-las.a) Deve ser fabricado com substâncias absorventes, que favorecem a ação de mata-borrão;b) Quando aplicado, deve cobrir a superfície de exame, promovendo assim o contraste;c) Precisa ter granulação fina;d) Tem de ser fácil de aplicar, resultando numa camada fina e uniforme;e) Deve ser umedecido facilmente pelo penetrante;f) Deve ser de fácil remoção, para a limpeza final;g) Deve aderir à superfície;h) Não deve ser tóxico, nem atacar a superfície de exame.
Como ocorre com os líquidos penetrantes, existem também no mercado vários tipos de reveladores, para diversos tipos de aplicação. O critério de escolha deve ser similar ao do líquido penetrante. Os reveladores são classificados da seguinte maneira:- De pó seco: são constituídos de uma mistura fofa de sílica e talco que deve ser mantida seca. São indicados para uso em sistemas estacionários ou automáticos. Vêm caindo em desuso devido à falta de confiabilidade para detectar defeitos pequenos.- Revelador aquoso: neste tipo de revelador, o pó misturado com água pode ser aplicado por imersão, derramamento ou aspersão (borrifamento). Após a aplicação, as peças são secas com secador de cabelo, ou em fornos de secagem.- Revelador úmido não aquoso: neste caso, o talco está misturado com solventes-nafta, álcool ou solventes à base de cloro. Eles são aplicados com aerossol ou pistola de ar comprimido, em superfícies secas. A função principal desse revelador é proporcionar um fundo de contraste branco para os penetrantes visíveis, resultando em alta sensibilidade.- Revelador em película: é constituído por uma película adesiva plástica contendo um revelador que traz o líquido penetrante para a superfície. À medida que a película seca, formam-se as indicações das descontinuidades. Este método permite que, após o ensaio, possa destacar-se a película da superfície e arquivá-la.
Dica: hoje já existem no mercado kits que fornecem o produto de limpeza (solvente), o líquido penetrante e um revelador. Estes kits são de grande valia, pois facilitam muito a vida do inspetor. Mas devemos consultar as especificações de ensaio para poder escolher o kit com os produtos mais adequados.
11.17 PARTÍCULAS MAGNÉTICASCom certeza você já observou uma bússola. Já verificou que, ao girá-la, a agulha imantada flutuante mantém-
se alinhada na direção norte-sul do globo terrestre? Deve ter observado também que, ao colocarmos um ímã sob um papelão e jogarmos limalha fina de ferro sobre esta superfície, com ligeiras pancadas no papelão a limalha se alinha obedecendo a uma determinada orientação. Por que isto ocorre? Que “forças invisíveis” agem sobre esses materiais?
Ensaio por partículas magnéticas: o ensaio por partículas magnéticas é largamente utilizado nas indústrias para detectar descontinuidades superficiais e subsuperficiais, até aproximadamente 3mm de profundidade, em materiais ¹ferromagnéticos. Para melhor compreender o ensaio, é necessário saber o que significam os termos a seguir:
302
N
N
O
O
LL
S
S
Equador
Placa de pape lão
Limalha de ferro orientada
Ímã
Figura 11.100: Bússola e limalha de ferro orientada.

TECNOLOGIA DOS MATERIAIS
- Campo magnético;- Linhas de força do campo magnético;- Campo de fuga.
¹Ferromagnéticos: nome dado aos materiais que são fortemente atraídos pelo ímã, como ferro, níquel, cobalto e quase todos os tipos de aço.
Observe novamente a figura 11.100 que mostra a limalha de ferro sobre o papelão. Chamamos de campo magnético a região que circunda o ímã e está sob o efeito dessas “forças invisíveis”, que são as forças magnéticas.- O campo magnético pode ser representado por linhas chamadas linhas de indução magnética, linhas de força do campo magnético, ou ainda, linhas de fluxo do campo magnético.- Em qualquer ímã, essas linhas saem do pólo norte do ímã e caminham na direção do seu pólo sul.- Nas linhas de fluxo do campo magnético não há transporte de qualquer tipo de material de um pólo a outro.
Ponto de partida da pesquisa: no início do século, W. E. Hooke observou que, ao usinar peças de ferro e aço num torno com mandril imantado, as finas limalhas eram atraídas para rachaduras visíveis, existentes nas peças. As linhas de fluxo que passam por um material submetido a um campo magnético são alteradas por descontinuidades existentes no material. Esta observação ajudou a desenvolver pesquisas em andamento, culminando com o surgimento do ensaio por partículas magnéticas. Mas por que as partículas de limalha se agrupam nas descontinuidades? Observe a figura a 11.102. Na descontinuidade há nova polarização do ímã, repelindo as linhas de fluxo. A esta repulsão chamamos de campo de fuga. O que ocorre com uma peça de aço, por exemplo, quando submetida a um campo magnético? Veja a figura 11.103.
303
NS
Sentido das l inhas de fluxo do ímã
Figura 11.101: Sentido das linhas de fluxo do ímã.
N
N N N N NN
S S S S SS
(a) (b) (c)
Figura 11.102 Polarização no ímã nas regiões com
descontinuidade.
Limalha de ferro agrupada
Ímã
Trinca superficial
N S
Porosidade superficial
Peça de açoLinhas de fluxo do campo magnético
Porosidade interna
Figura 11.103: Desvios das linhas de fluxo na peça.

TECNOLOGIA DOS MATERIAIS
Primeiro observe que as linhas de fluxo do campo magnético passam através da peça, imantando-a. Observe ainda que:- As linhas de fluxo da peça são repelidas pelas descontinuidades devido à sua polarização, gerando o campo de fuga;- Esta polarização atrai a limalha, revelando a descontinuidade;- Quando o campo de fuga não atinge a superfície, não há atração das partículas de limalha.
A formação de campos magnéticos não é exclusividade dos pólos terrestres e nem dos ímãs permanentes. Se passarmos corrente elétrica por um fio condutor, haverá formação de campo magnético ao redor desse condutor. Portanto, a corrente elétrica também gera campo magnético.
O campo magnético é mais intenso quando a corrente elétrica, em vez de passar por um fio reto, passa por um condutor enrolado em espiral (bobina). Uma barra de material ferromagnético, colocada no interior da bobina, aumenta muitas vezes o campo magnético produzido pela corrente da bobina.
Partículas magnéticas: partículas magnéticas nada mais são do que um substituto para a limalha de ferro. São constituídas de pós de ferro, óxidos de ferro muito finos e, portanto, com propriedades magnéticas semelhantes às do ferro. Embora chamadas de “partículas magnéticas”, na realidade elas são partículas magnetizáveis e não pequenos ímãs ou pó de ímã.
Ensaio por partículas magnéticas: etapas para a execução do ensaio detalhadamente:1) Preparação e limpeza da superfície: em geral, o ensaio é realizado em peças e produtos acabados, semi-acabados ou em uso. O objetivo dessa etapa é remover sujeira, oxidação, ¹carepas, respingos ou inclusões, graxas, etc., da superfície em exame. Essas impurezas prejudicam o ensaio, formando falsos campos de fuga ou contaminando as partículas e impedindo seu reaproveitamento. Os métodos mais utilizados para a limpeza das peças são:- Jato de areia ou granalha de aço;- Escovas de aço;- Solventes.
Neste momento, temos a peça limpa e pronta para o ensaio.
304
Limalha muito fina
C ondutor
Pape l
i
i
BFigura 11.104: Campo
magnético gerado por corrente elétrica (i).
N
S
i
i Figura 11.105: Campo magnético gerado por corrente elétrica (i), passando por um
condutor enrolado em espiral.N
S
i
i

TECNOLOGIA DOS MATERIAIS
2) Magnetização da peça: a figura 11.106 mostra que, quando a descontinuidade é paralela às linhas de fluxo do campo magnético, o campo de fuga é pequeno e o ensaio tem menor sensibilidade. Se é perpendicular às linhas de fluxo do campo magnético, o campo de fuga é maior, dando maior sensibilidade ao ensaio.
¹Carepas: camada de óxidos formada nas superfícies da peça, em decorrência de sua permanência a temperaturas elevadas, na presença de oxigênio.
Devido às dimensões, à geometria variada das peças e à necessidade de gerarmos campos magnéticos ora longitudinais, ora transversais, foram desenvolvidos vários métodos de magnetização das peças.
Método Técnicas de magnetização
Longitudinal (cria campo magnético longitudinal na peça) Indução de campo Bobina eletromagnética Yoke
Circular (cria campo magnético circular na peça)Indução de campo Condutor central
Passagem de corrente Eletrodos (pontas). Contato direto (placas)
Multidirecional (cria simultaneamente campo magnético longitudinal e circular)
Indução e/ou passagem de corrente
Combinação das técnicas de campo longitudinal com o circular.
Tabela 11.11: Métodos de magnetização.
Para cada método existe uma técnica de magnetização e um equipamento apropriado.Técnicas de magnetização:- Magnetização por indução de campo magnético: neste caso, as peças são colocadas dentro do campo
magnético do equipamento, fazendo-se então com que as linhas de fluxo atravessem a peça. As linhas de fluxo podem ser longitudinais ou circulares, dependendo do método de magnetização, que é escolhido em função do tipo de descontinuidade a verificar.
- Por bobinas eletromagnéticas: a peça é colocada no interior de uma bobina eletromagnética. Ao circular corrente elétrica pela bobina, forma-se um campo longitudinal na peça por indução magnética.
- Por yoke (yoke é o nome dado ao equipamento): nesta técnica, a magnetização é feita pela indução de um campo magnético, gerado por um eletroímã em forma de “U” invertido que é apoiado na peça a ser examinada. Quando este eletroímã é percorrido pela corrente elétrica (CC ou CA), gera-se na peça um campo magnético longitudinal entre as pernas do yoke.
305
Fissura parale la ao campo longitudinal
Campo longitudinali i
Fissura
Peça
Fissura perpendicular ao campo circular
Campo circular
ii
Campo de fuga
N
S
(a)
(b)
Figura 11.106: Magnetização da peça: (a) descontinuidades paralelas
ao campo magnético, (b) descontinuidade perpendicular ao
campo magnético.
Peça Bobinas Linhas de fluxo longitudinais
DescontinuidadesT
Figura 11.107: Magnetização por bobinas eletromagnéticas.

TECNOLOGIA DOS MATERIAIS
- Por condutor central: técnica usual para ensaio de tubos. Um condutor elétrico, que irá induzir um campo magnético circular, é introduzido no tubo, facilitando a visualização das suas descontinuidades longitudinais.
- Magnetização por passagem de corrente: neste caso, faz-se passar uma corrente elétrica através da peça. A peça funciona como um condutor, gerando ao redor dela seu próprio campo magnético.
- Por eletrodos: é a magnetização pela utilização de eletrodos, quando apoiados na superfície da peça, eles permitem a passagem de corrente na mesma. O campo formado é circular.
- Por contato direto: tem sua maior aplicação em máquinas estacionárias. A magnetização é efetuada pela passagem de corrente de uma extremidade da peça à outra. O campo magnético que se forma é circular.
306
Figura 11.108: Magnetização por yoke.
Peça em prova
Condutor e lé trico
Descontinuidades longitudinaisCorrente e lé trica
Figura 11.109: Magnetização por condutor central.
Figura 11.110: Magnetização por eletrodos.
Descontinuidades
Corrente e lé trica
Linhas de fluxo
Peça ensaiada
Figura 11.111: Magnetização por contato direto.
DescontinuidadesPeça ensaiada
Solda
Linhas de fluxo
Descontinuidades
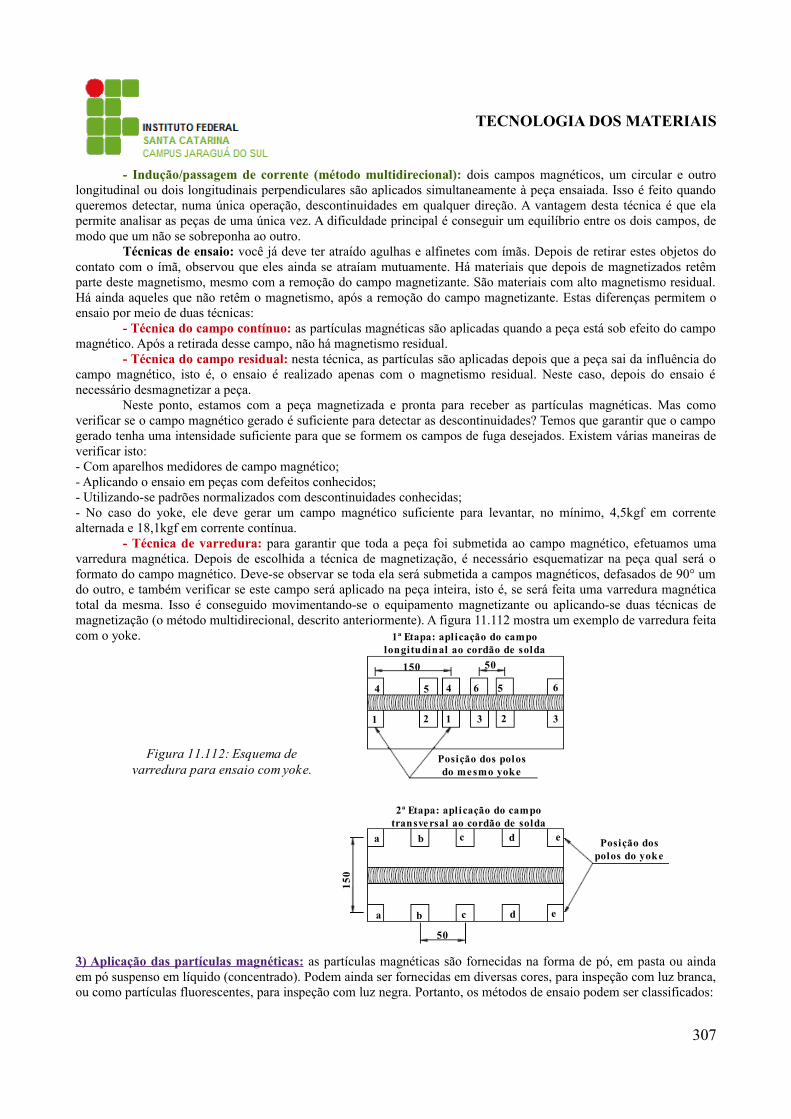
TECNOLOGIA DOS MATERIAIS
- Indução/passagem de corrente (método multidirecional): dois campos magnéticos, um circular e outro longitudinal ou dois longitudinais perpendiculares são aplicados simultaneamente à peça ensaiada. Isso é feito quando queremos detectar, numa única operação, descontinuidades em qualquer direção. A vantagem desta técnica é que ela permite analisar as peças de uma única vez. A dificuldade principal é conseguir um equilíbrio entre os dois campos, de modo que um não se sobreponha ao outro.
Técnicas de ensaio: você já deve ter atraído agulhas e alfinetes com ímãs. Depois de retirar estes objetos do contato com o ímã, observou que eles ainda se atraíam mutuamente. Há materiais que depois de magnetizados retêm parte deste magnetismo, mesmo com a remoção do campo magnetizante. São materiais com alto magnetismo residual. Há ainda aqueles que não retêm o magnetismo, após a remoção do campo magnetizante. Estas diferenças permitem o ensaio por meio de duas técnicas:
- Técnica do campo contínuo: as partículas magnéticas são aplicadas quando a peça está sob efeito do campo magnético. Após a retirada desse campo, não há magnetismo residual.
- Técnica do campo residual: nesta técnica, as partículas são aplicadas depois que a peça sai da influência do campo magnético, isto é, o ensaio é realizado apenas com o magnetismo residual. Neste caso, depois do ensaio é necessário desmagnetizar a peça.
Neste ponto, estamos com a peça magnetizada e pronta para receber as partículas magnéticas. Mas como verificar se o campo magnético gerado é suficiente para detectar as descontinuidades? Temos que garantir que o campo gerado tenha uma intensidade suficiente para que se formem os campos de fuga desejados. Existem várias maneiras de verificar isto:- Com aparelhos medidores de campo magnético;- Aplicando o ensaio em peças com defeitos conhecidos;- Utilizando-se padrões normalizados com descontinuidades conhecidas;- No caso do yoke, ele deve gerar um campo magnético suficiente para levantar, no mínimo, 4,5kgf em corrente alternada e 18,1kgf em corrente contínua.
- Técnica de varredura: para garantir que toda a peça foi submetida ao campo magnético, efetuamos uma varredura magnética. Depois de escolhida a técnica de magnetização, é necessário esquematizar na peça qual será o formato do campo magnético. Deve-se observar se toda ela será submetida a campos magnéticos, defasados de 90° um do outro, e também verificar se este campo será aplicado na peça inteira, isto é, se será feita uma varredura magnética total da mesma. Isso é conseguido movimentando-se o equipamento magnetizante ou aplicando-se duas técnicas de magnetização (o método multidirecional, descrito anteriormente). A figura 11.112 mostra um exemplo de varredura feita com o yoke.
3) Aplicação das partículas magnéticas: as partículas magnéticas são fornecidas na forma de pó, em pasta ou ainda em pó suspenso em líquido (concentrado). Podem ainda ser fornecidas em diversas cores, para inspeção com luz branca, ou como partículas fluorescentes, para inspeção com luz negra. Portanto, os métodos de ensaio podem ser classificados:
307
1ª Etapa: aplicação do campo longitudinal ao cordão de solda
150 50
4 45 56 6
1 12 23 3
Posição dos polos do mesmo yoke
2ª Etapa: aplicação do campo transversal ao cordão de solda
a b c d e
a b c d e
150
50
Posição dos polos do yoke
Figura 11.112: Esquema de varredura para ensaio com yoke.

TECNOLOGIA DOS MATERIAIS
a) Quanto à forma de aplicação da partícula magnética:- Via seca (pó): as partículas magnéticas para esta finalidade não requerem preparação prévia. São aplicadas diretamente sobre a superfície magnetizada da peça, por aplicadores de pó manuais ou bombas de pulverização. As partículas podem ser recuperadas, desde que a peça ensaiada permita que elas sejam recolhidas isentas de contaminação.- Via úmida (suspensa em líquido): neste método, as partículas possuem granulometria muito fina, o que permite detectar descontinuidades muito pequenas. As partículas são fornecidas pelos fabricantes na forma de pó ou em suspensão (concentrada) em líquido. Para a aplicação, devem ser preparadas adequadamente, segundo norma específica (são diluídas em líquido, que pode ser água, querosene ou óleo leve).b) Quanto à forma de inspeção:- Visíveis: luz branca;- Fluorescentes: luz negra.
Para verificar a concentração das partículas no líquido:- Coloca-se 100ml da suspensão num tubo padrão graduado;- Depois de 30 minutos, verifica-se o volume de partículas que se depositaram no fundo.
Os valores recomendados são:- 1,2 a 2,4 ml para inspeção por via úmida visível em luz branca;- 0,1 a 0,7 ml para inspeção por via úmida visível em luz negra.
A aplicação é realizada na forma de chuveiros de baixa pressão, borrifadores manuais ou simplesmente derramando-se a mistura sobre as peças. Para melhor visualizar as partículas magnéticas, podemos aplicar previamente sobre a superfície da peça um “contraste”, que é uma tinta branca na forma de spray. As partículas magnéticas (via seca e via úmida) são fornecidas em diversas cores, para facilitar a visualização das descontinuidades na peça ensaiada.4) Inspeção da peça e limpeza: esta etapa é realizada imediatamente após ou junto com a etapa anterior. Aplicam-se as partículas magnéticas e efetua-se, em seguida, a observação e avaliação das indicações. Feita a inspeção, registram-se os resultados e promove-se a limpeza da peça, reaproveitando-se as partículas, se possível. Se a peça apresentar magnetismo residual, deverá ser desmagnetizada.5) Desmagnetização da peça: a desmagnetização é feita em materiais que retêm parte do magnetismo, depois que se interrompe a força magnetizante. A desmagnetização evita problemas como:
Interferência na usinagem: peças com magnetismo residual, ao serem usinadas, vão magnetizar as ferramentas de corte e os cavacos. Cavacos grudados na ferramenta contribuirão para a perda de seu corte.
Interferência na soldagem: há o desvio do arco elétrico, devido à magnetização residual, o que prejudica a qualidade do cordão de solda. Esse fenômeno é conhecido como sopro magnético.
Interferência em instrumentos: o magnetismo residual da peça irá afetar instrumentos de medição, quando colocados num mesmo conjunto.
Não é necessário proceder à desmagnetização quando os materiais e as peças:- Possuem baixa retentividade magnética;- Forem submetidos a tratamento térmico;- Tiverem de ser novamente magnetizados.
Para a desmagnetização das peças, devemos submetê-las a um campo magnético pulsante (invertendo seu sentido) de intensidade superior ao campo magnetizante, reduzindo-o a zero gradualmente. Isto é conseguido, por exemplo, com a peça passando através de uma bobina, ou com a peça parada dentro da bobina, reduzindo-se gradualmente o campo magnético. Como podemos perceber, há várias opções para realizar o ensaio por partículas magnéticas. Portanto, cabe ao técnico escolher a forma que melhor se adapte às características da peça.
11.18 ULTRA-SOMVocê sabia que, por terem uma visão quase nula, os morcegos se orientam pelo ultra-som? Eles emitem ondas
ultra-sônicas e quando recebem o eco de retorno são capazes de identificar o que têm à sua frente. Os sons audíveis pelo ouvido humano também possuem uma fonte emissora, uma receptora e um meio de propagação, que é o local por onde o som viaja da fonte emissora até à receptora. Portanto, o som se origina da vibração de um material. Esta vibração é transmitida ao ar e levada, na forma de ondas sonoras, até a fonte receptora.
308

TECNOLOGIA DOS MATERIAIS
No ensaio por ultra-som, induzimos, por meio de um emissor, ondas ultra-sônicas que se propagam através do material que desejamos analisar. Pelo eco captado no receptor, determina-se a existência ou não de descontinuidades. O ensaio por ultra-som é um dos principais métodos de ensaio não destrutivo aplicados na indústria, porque permite inspecionar todo o volume da peça.
O que são ondas? Imagine a superfície calma de uma lagoa. Se você jogar uma pedra no centro dessa lagoa, no ponto em que a pedra atingir a água ocorrerá uma perturbação, que se propagará em todas as direções da superfície. Se você puser uma rolha flutuando nessa lagoa e jogar de novo uma pedra, observará que a rolha não sairá do local. Apenas oscilará, acompanhando as moléculas da água, de cima para baixo, enquanto a onda se movimenta horizontalmente. Toda onda transmite energia, sem transportar matéria.
Classificação das ondas: as ondas podem ser classificadas quanto à sua natureza e quanto ao sentido de suas vibrações.
- Quanto à natureza podem ser:► Mecânicas: necessitam de um meio material para se propagar. Exemplo: corda de violão. A onda, neste caso sonora, propaga-se através do ar, até os nossos ouvidos.
Se acionarmos uma campainha no vácuo, não haverá som, pois a sua vibração não pode ser transmitida.
309
O nda sonora (propaga no ar) Recepção
(ouvido)Emissão (alto-falante )
Membrana vibrando Tímpano
vibrando
Figura 11.113: Propagação do som.
Movimento da onda
Superfície em repouso
Movimento da rolha
Figura 11.114: Movimento oscilatório da rolha na
onda.
Onda: é uma perturbação que se propaga através de um meio.
Detalhe A
A
Figura 11.115: Onda sonora do violão.
Vácuo
C ampainha
Figura 11.116: Classificação das ondas: natureza mecânica.

TECNOLOGIA DOS MATERIAIS
► Eletromagnéticas: não necessitam de um meio material para se propagar. Exemplo: luz, ondas de rádio, televisão, raios x, raios gama, etc. Ao ligarmos uma lâmpada no vácuo vemos sua luminosidade, porque ela não depende de meio material para ser transmitida.
As partículas de um material (sólido, líquido ou gasoso) estão interligadas por forças de adesão. Ao vibrarmos uma partícula, esta vibração se transmite à partícula vizinha. Produz-se então uma onda mecânica. As ondas sonoras são ondas mecânicas. Dependem de um meio material (sólidos, líquidos ou gases) para serem transmitidas.
- Quanto ao sentido da vibração, as ondas classificam-se em:► Transversais: numa onda transversal, as partículas vibram em direção perpendicular à direção de propagação da onda. É o caso do movimento das cordas do violão.► Longitudinais: as partículas vibram na mesma direção da propagação da onda.
A velocidade de propagação de uma onda longitudinal é maior do que a de uma onda transversal.Elementos de uma onda: o exemplo da pedra atirada à lagoa é ótimo para entendermos algumas definições.
Analise a figura 11.119 e procure identificar cada um dos elementos descritos:
- Crista: são os pontos mais altos da onda (A, C, E, G).- Vales: são os pontos mais baixos da onda (B, D, F).- Comprimento: é a distância de uma crista à outra (ou de um vale a outro).- Amplitude: é a altura da crista, medida a partir da superfície calma da lagoa (linha de repouso).- Frequência: é o número de ciclos pela unidade de tempo.
Dica: a unidade de medida de frequência é o hertz (Hz)1 Hz = 1 ciclo/segundo1 quilohertz (1 kHz) = 1.000 ciclos/segundo1 megahertz (1 MHz) = 1.000.000 ciclos/segundo
- Ciclo: movimento completo de um ponto qualquer da onda, saindo de sua posição original e voltando a ela.- Velocidade de propagação: a velocidade de propagação de uma onda é função do meio que ela percorre. Para diferentes materiais temos diferentes velocidades de propagação.
A velocidade do som no ar é de aproximadamente 330 metros por segundo. No caso de um sólido, ou de um líquido, esta velocidade é bem maior, pois sua estrutura é mais compacta, facilitando a propagação. No aço, a velocidade de propagação do som é de 5900 metros por segundo. A tabela 11.12 informa a velocidade de propagação das ondas sonoras em alguns materiais de uso comum na indústria.
310
Figura 11.117: Classificação das ondas: natureza Eletromagnética.
VácuoLâmpada
Direção de vibração
Direção de propagação
da ondaFigura 11.118: Onda
longitudinal.
Linha da superfície perturbada
Am
plit
ude
C omprimentoda onda
Ciclocomple to
Linha de repouso da superfície da lagoa
A C E G
B D F
Figura 11.119: Elementos de uma onda.

TECNOLOGIA DOS MATERIAIS
MaterialVelocidade (m/ s)
Onda longitudinal Onda transversal
Alumínio 6300 3100
Chumbo 2160 700
Aço 5900 3250
Ferro fundido 3500 a 5600 2200 a 3200
Latão 3830 2050
Vidro 5570 3520
Acrílico 2730 1430
E o que é ultra-som? O som audível pelo ouvido humano está compreendido entre as frequências de 20 a 20000 Hz. Alguns animais são capazes de ouvir ultra-sons. É o caso dos cães, que chegam a perceber sons com 25000 vibrações por segundo (25kHz). Os morcegos captam sons de até 50000 vibrações por segundo (50kHz).
Produção do ultra-som: a forma mais comum de produzir o ultra-som para os ensaios não destrutivos é a que utiliza os cristais piezelétricos, como o sulfato de lítio, o titanato de bário, o quartzo, etc.
Início das pesquisas: em 1880, os irmãos Curie (Pierre e Jacques) descobriram o efeito piezelétrico de certos materiais. Observaram que determinados materiais (como o quartzo) cortados em lâminas, quando submetidos a cargas mecânicas geravam cargas elétricas em sua superfície.
No ano seguinte, G. Lippmann descobriu que o inverso da observação dos irmãos Curie também era verdadeiro. Aplicando-se cargas elétricas na superfície dos cristais piezelétricos, originavam-se deformações no cristal.
Quando se aplica corrente elétrica alternada, há uma vibração no cristal, na mesma frequência da corrente. Esse princípio é utilizado na geração e na recepção do ultra-som. Ao se aplicar corrente alternada de alta frequência num cristal piezelétrico, ele vibrará na mesma frequência, gerando o ultra-som.
311
Tabela 11.12: Velocidade de propagação do som.
Peso Cargas e lé tricas
Cristal pieze lé trico
U Figura 11.120: Efeito piezelétrico.
C ristal pieze lé trico
Δ V
olum
e
Apl icação da corrente e lé trica
Figura 11.121: Efeito piezelétrico.
C ristal pieze lé trico
Vib
raçã
o
Apl icação de corrente e lé trica alternada
Figura 11.122: Efeito piezelétrico. - Os sons com frequências abaixo de
20Hz são chamados de infra-sons.- Os sons com frequência acima de 20000 Hz são chamados de ultra-sons.

TECNOLOGIA DOS MATERIAIS
Na recepção, ocorre o inverso: o ultra-som fará vibrar o cristal, gerando um sinal elétrico de alta frequência. Em geral, para os ensaios não destrutivos utilizam-se frequências na faixa de 0,5 a 25 MHz (500000 a 25000000 Hz).
Vantagens e desvantagens do ensaio por ultra-som o ensaio por ultra-som, comparado com outros métodos não destrutivos, apresenta as seguintes vantagens:- Localização precisa das descontinuidades existentes nas peças, sem processos intermediários, como, por exemplo, a revelação de filmes;- Alta sensibilidade ao detectar pequenas descontinuidades;- Maior penetração para detectar descontinuidades internas na peça;- Respostas imediatas pelo uso de equipamento eletrônico.
Como desvantagens podemos citar:- Exigência de bons conhecimentos técnicos do operador;- Atenção durante todo o ensaio;- Obediência a padrões para calibração do equipamento;- Necessidade de aplicar substâncias que façam a ligação entre o equipamento de ensaio e a peça (acoplantes).
Aplicando o ultra-som: o uso do ultra-som como ensaio não destrutivo é largamente difundido nas indústrias para detectar descontinuidades em todo o volume do material a analisar, tanto em metais (ferrosos ou não ferrosos) como em não metais. O ensaio consiste em fazer com que o ultra-som, emitido por um transdutor, percorra o material a ser ensaiado, efetuando-se a verificação dos ecos recebidos de volta, pelo mesmo ou por outro transdutor.
O que é transdutor? Transdutor, também conhecido como cabeçote, é todo dispositivo que converte um tipo de energia em outro. Conhecemos vários tipos de transdutores, entre eles o microfone e o alto-falante. No ensaio de ultra-som, os transdutores são necessários para converter energia elétrica em energia mecânica de vibração (ultra-som) e vice-versa.
Parâmetros dos transdutores: no ensaio por ultra-som, existe grande variedade de transdutores para atender a diversas aplicações. São subdivididos em categorias: quanto ao ângulo de emissão/recepção do ultra-som e quanto à função (emissor ou receptor ou emissor/receptor). Quanto ao ângulo de emissão/recepção do ultra-som os transdutores podem ser:- Normais: emitem e/ou recebem o ultra-som perpendicularmente à sua superfície.
- Angulares: emitem e/ou recebem o ultra-som obliquamente à sua superfície.
312
0 2 4 6 8 10
S 1 S 2S 3
Cabeçote ou transdutor
Superfície 1 (S 1)Superfície 3 (S 3)
PeçaSuperfície 2 (S 2)
Apare lho de ensaio de ultra-som
Figura 11.123: Esquema básico: ultra-som.
CarcaçaAmortecedor
Conector coaxial
C ristal pieze lé tricoElemento de
proteção
Figura 11.124: Transdutor normal - monocristal.
Carcaça
Amortecedor
Conector coaxial
C ristal pieze lé trico
Elemento de incl inaçãoFigura 11.125: Transdutor angular -
monocristal.α

TECNOLOGIA DOS MATERIAIS
Quanto à função, os transdutores podem ser:- Monocristal: possuem apenas um cristal piezelétrico.
Há três modalidades:▪ Só emissor de ondas ultra-sônicas;▪ Só receptor de ondas ultra-sônicas (este tipo deve trabalhar junto com o primeiro);▪ Emissor e receptor de ondas ultra-sônicas (o mesmo cristal emite e recebe os ecos ultra-sônicos de maneira sincronizada).- Duplo cristal: o mesmo transdutor possui um cristal para recepção e outro para emissão do ultra-som.
Características dos transdutores: os elementos que caracterizam os transdutores são:- Tamanho do cristal piezelétrico: os transdutores normais mais utilizados possuem de 5 a 25 mm de diâmetro. Em geral, nos transdutores angulares utilizam-se cristais retangulares.- Frequência: devido às diferentes aplicações, existem transdutores com frequência de 0,5 a 25 MHz. Os mais usuais vão de 1 a 6 MHz.- Amortecimento mecânico: o elemento amortecedor suprime no transdutor todas as vibrações indesejáveis do cristal.- Face protetora: são elementos de contato com a peça. Em geral, são películas de material plástico.- Carcaça: elemento com forma apropriada para acomodar todo o conjunto e, ao mesmo tempo, facilitar seu manuseio.- Elementos elétricos: são contatos elétricos ligando o cristal piezelétrico ao elemento de engate do cabo coaxial e à bobina geradora de frequência.
Acoplante: como o ultra-som deve passar do transdutor para a peça com o mínimo de interferência, há necessidade de colocar um elemento, o acoplante, que faça esta ligação, evitando o mau contato. Este acoplante pode ser óleo, água, glicerina, graxa, etc.
Método de ensaio: quanto ao tipo de acoplamento, o ensaio por ultra-som pode ser classificado em dois grupos:- Ensaio por contato direto: o acoplante é colocado em pequena quantidade entre a peça e o cabeçote, formando uma película.- Ensaio por imersão: a peça e o cabeçote são mergulhados num líquido, geralmente água, obtendo-se um acoplamento perfeito. A aplicação deste método requer a construção de dispositivos adaptados ao tipo de peça a ensaiar.
11.18.1 REALIZANDO O ENSAIO DE ULTRA-SOMComo já sabemos, o ultra-som é uma onda mecânica que se propaga de uma fonte emissora até uma fonte
receptora, através de um meio físico. A velocidade de propagação depende do meio e do tipo de onda emitido (longitudinal ou transversal). E que os transdutores são elementos fundamentais no ensaio, pois têm a função de receber
313
Amortecedores
C onectores coaxiais
Cristais pieze lé tricosElemento acústico
Figura 11.126: Transdutor normal – duplo cristal.
Transdutor
Transdutor
Acoplante
Superfície da peça
Água
Peça
Figura 11.127: Acoplamento da peça - transdutor.

TECNOLOGIA DOS MATERIAIS
o sinal elétrico do aparelho e converter esse sinal em energia mecânica de vibração, produzindo o ultra-som e vice-versa. Agora, vamos completar nosso estudo sobre o ensaio imaginando que a pessoa que opera o equipamento na fábrica faltou, e você recebeu a incumbência de analisar por ultra-som um bloco usinado de aço laminado, com dimensões do 80 x 80 x 40 mm. O que fazer?
Técnicas de ensaio: pelo tipo de transdutor utilizado, podemos classificar o ensaio por ultra-som em quatro técnicas: por transparência, por pulso-eco, por duplo cristal e por transdutores angulares.
- Técnica da transparência: observe a figura 11.128.
Não havendo descontinuidades no material, o receptor recebe aproximadamente 100% do sinal emitido. Havendo descontinuidades, o receptor recebe uma percentagem inferior ao sinal emitido. Esta técnica é mais indicada para processos automáticos que envolvem grandes produções. Ela não é apropriada para processos de medições manuais, por diversas razões:- Cansaço em segurar dois cabeçotes;- A face posterior da peça pode ser inacessível;- Dificuldade de bom acoplamento dos dois lados;- Dificuldade de posicionar corretamente os dois cabeçotes;- Dificuldade em manusear o equipamento e os dois cabeçotes ao mesmo tempo.
- Técnica por pulso-eco: nos ensaios por ultra-som em processos manuais, geralmente usamos os transdutores do tipo monocristal, emissor e receptor (pulso-eco), pela facilidade de manuseio e de operação. É possível fazer uma medição precisa quando o transdutor não está emitindo sinal durante a chegada de um eco. Neste caso, as ondas ultra-sônicas têm de ser pulsantes para que o cristal possa receber os ecos de retorno nos intervalos de pulsação.
É fácil entender que, se o pulso emissor bater numa descontinuidade muito próxima da superfície, haverá um eco retornando, antes de terminar a emissão. Neste caso, o sinal da descontinuidade não é percebido.
314
Transdutor emissor
Transdutor receptor
Descontinuidade
Peça
Figura 11.128: Técnica da transparência.
Transdutor Peça
Descontinuidade
Figura 11.129: Técnica por pulso-eco.
0 2 4 6 8 101
Transdutor pulso-eco
Zona mortaEco de fundo
Peça
Eco de entrada
Te la do apare lho de ultra-som
Figura 11.130: Zona morta do transdutor pulso-eco.
Zona morta: é a área próxima da superfície na qual não se detectam ecos durante o tempo de emissão.

TECNOLOGIA DOS MATERIAIS
- Técnica do duplo cristal: para ensaiar peças com pouca espessura, nas quais se espera encontrar descontinuidades próximas à superfície, os transdutores pulso-eco não são adequados, pelos motivos já vistos. Neste caso, usamos outro tipo de transdutor, o transmissor e receptor (TR) por duplo cristal. A zona morta, neste caso, é menor.
Os transdutores TR são usados frequentemente para verificar dimensões de materiais e detectar, localizar e avaliar falhas subsuperficiais.
- Técnica com transdutores angulares: imagine a colocação de qualquer dos transdutores vistos anteriormente sobre um cordão de solda. Não teríamos acoplamento suficiente para o ensaio. Neste caso, usamos os transdutores angulares, que possibilitam um acoplamento perfeito e a detecção das descontinuidades.
Equipamento de ensaio por ultra-som: no ensaio, o que nos interessa é medir a intensidade do sinal elétrico de retorno (tensão), recebido pelo transdutor, e o tempo transcorrido entre a emissão do pulso e o retorno do eco. Imagine que você tenha em mãos uma chapa de aço com 50mm de espessura e precise medir o tempo que o som leva para percorrer o caminho de ida e volta através dessa espessura. Sabendo que: Espessura (e) = 0,050mVelocidade de propagação do som no aço (v) = 5.920 m/stempo (t) = 2 x e → t = 2 x 0,050m → t = 0,0000168 s ou t = 16,8μs (μs = microssegundos)
v 5920 m/sComo você mediria esse tempo tão pequeno?O equipamento que realiza tais medidas no ensaio por ultra-som é um tipo de osciloscópio. Os sinais elétricos
recebidos do transdutor são tratados eletronicamente no aparelho e mostrados numa tela, a partir da qual o técnico em ultra-som interpreta os resultados. Na tela, vemos na vertical a intensidade do sinal elétrico de saída do eco e de retorno e, na horizontal, o intervalo entre a emissão e a recepção do pulso. Além de operar como osciloscópio, efetuando medições (fonte receptora), o aparelho possui também uma fonte emissora de sinais elétricos, para gerar o ultra-som através dos transdutores.
315
Peça
Transdutor Fe ixe sônico
Figura 11.131: Técnica por duplo cristal.
Transdutor angular
C ristal incl inado
Cordão de solda
Descontinuidade
Figura 11.132: Técnica com transdutores angulares.
0 2 4 6 8 10
Cabo coaxial
Superfície 1
Superfície 3 descontinuidade
Peça
Superfície 2
Sinal da superfície 1
Sinal da superfície 2Sinal da superfície 3
Transdutor normal pulso-ecoFoco
O N
O FF
Figura 11.133: Esquema básico da resposta obtida no ensaio de ultra-
som.

TECNOLOGIA DOS MATERIAIS
Na prática, o valor numérico dessas medidas propriamente ditas não nos interessa, pois trabalhamos por meio de comparações. Comparamos as alturas e as distâncias entre os pulsos na tela com outros conhecidos, ajustados previamente na calibração do equipamento. Vejamos o que isso significa.
Tomemos novamente o exemplo da chapa de aço com 50mm de espessura. O procedimento para acerto da escala da tela consiste em ajustar as 10 divisões horizontais da tela, a partir de um padrão confeccionado do mesmo tipo de material a ser ensaiado. Neste caso, usaremos um bloco de aço, que apresenta uma das suas dimensões equivalente a 100mm. Portanto, cada divisão da tela terá 10mm (100mm/ 10 divisões = 10mm por divisão). Logo, o valor do tempo (16,8μs) não nos interessa, mas sim que este tempo é relativo a 50mm de peça, isto é, a distância entre o pulso de saída e o de retorno na tela, corresponde a 50mm. Sendo nossa escala de 0 a 100 mm, o pulso de resposta da parede oposta da chapa (eco de fundo) aparecerá na tela na quinta divisão. Como a espessura cabe duas vezes na tela ajustada para 100mm, aparecerá mais um pulso na décima divisão. Essa é a metodologia utilizada para o ajuste da escala.
Observe que os pulsos, embora sejam da mesma superfície refletora, diminuem de tamanho. Essa atenuação é causada pela distância que o som percorre no material, ou seja, quanto maior a distância percorrida dentro da peça, menor a intensidade do sinal de retorno, devido aos desvios e absorção do ultra-som pelo material.
O ensaio propriamente dito: para efetuar o ensaio no bloco de aço, a primeira coisa a fazer é escolher a técnica de ensaio. Por tratar-se de uma única peça plana (bom acoplamento), de dimensões consideráveis, você pode optar pela técnica pulso-eco com o transdutor normal. Como a velocidade de propagação do ultra-som é diferente para cada material, necessitamos de um padrão para calibrar o equipamento, isto é, para ajustar os pulsos de resposta na tela do aparelho. Neste caso, usamos o bloco-padrão V1, em aço, o mesmo material da peça. Este bloco traz marcações para facilitar o ajuste.
Calibração: a calibração é efetuada para atender aos critérios de aceitação preestabelecidos pela engenharia da fábrica. Afinal, nem toda descontinuidade representa um defeito, lembra-se? No caso do bloco de aço que vamos analisar, vamos imaginar que o critério de aceitação determinado é: serão considerados defeitos as descontinuidades com diâmetros superiores a 1,5mm.
Ajuste da escala (distância): iniciamos a calibração ligando o aparelho e conectando o cabo coaxial ao transdutor escolhido e ao aparelho. Selecionamos a função para operação com transdutor monocristal pulso-eco. Os aparelhos de ultra-som possuem escalas de medição para ajuste da tela, ou seja, ajuste do tempo de resposta para jogar o pulso na tela. Exemplo de escalas que um aparelho pode possuir:- 0 a 50 mm - 0 a 200 mm - 0 a 1000 mm- 0 a 100 mm - 0 a 500 mm
316
0 2 4 6 8 10
Figura 11.134: Tela com escala de 10 divisões.
300
100
2001,5
50
100
15
25
R100
91
Figura 11.135: Bloco de calibração V1.

TECNOLOGIA DOS MATERIAIS
Para ensaiarmos a peça em questão (80 x 80 x 40 mm), podemos selecionar a escala de 0 a 100 mm. Se a tela possuir 10 divisões, cada divisão da tela terá 10mm (fator de escala K). O fator K é conhecido a partir das seguintes relações: K = escala/divisão da tela K = 100/10 K = 10 mm
O passo seguinte é acoplar o transdutor sobre o bloco-padrão na espessura de 25mm. Deverão aparecer na tela 4 pulsos, pois na escala de 0 a 100 mm cabe 4 vezes a espessura de 25mm.Número de pulsos = escala de profundidade/espessura de calibraçãoNúmero de pulsos = 100/25 Número de pulsos = 4Para conseguir melhor precisão da escala, devemos ajustar os pulsos nas seguintes localizações da tela:1º pulso = 25 mm/K → posição na tela = 2,52º pulso = 50 mm/K → posição na tela = 5,03º pulso = 75 mm/K → posição na tela = 7,54º pulso = 100 mm/K → posição na tela = 10A escala para peças de aço de até 100mm está pronta e calibrada.
Ajuste da sensibilidade de resposta: é nesta etapa que ajustamos a sensibilidade do aparelho para detectar as descontinuidades preestabelecidas como defeitos. Vimos que o sinal de retorno é atenuado em função da distância da descontinuidade à superfície. Portanto, necessitamos elaborar uma curva de atenuação de sinal para nos orientarmos. Para isso, podemos tomar como referência um corpo de prova conhecido, em aço, com furos propositalmente efetuados com 1,5mm de diâmetro que é a referência, em nosso exemplo, em distâncias crescentes da superfície. Traçamos então a curva de atenuação do sinal em função da espessura da peça, de modo a termos uma intensidade de sinal suficiente mesmo para os furos localizados próximo à face inferior da peça. Pronto. Agora é só adaptar a curva sobre a tela do aparelho e inspecionar o bloco de aço.
Localizando as descontinuidades: agora sim, já podemos acoplar o transdutor sobre a peça, como mostra a figura 11.138.
Depois, é só movimentar lentamente o transdutor sobre toda a superfície a ser ensaiada, efetuando uma varredura na peça. Essa varredura deve ser feita pelo menos em duas superfícies da peça, pois dependendo da posição da descontinuidade (topo, transversal ou longitudinal) o sinal será maior ou menor. Qualquer pulso que apareça entre 0 e 8 na tela, acima da curva de atenuação, (como no exemplo S3), será interpretado como defeito pelo operador. Os que ficarem abaixo, (como S4), serão apenas descontinuidades. Há situações em que o ensaio com transdutores normais não é possível. É o caso de uma chapa de aço soldada. A inspeção do cordão de solda é praticamente impossível com os cabeçotes normais já vistos. Por isso, devemos usar cabeçotes angulares, que enviam pulsos em determinados ângulos com a superfície do material, como por exemplo 35°, 45º, 60º, 70º, 80º, etc.
317
0 2 4 6 8 1025 50 75 100
0 2 41 325
Figura 11.136: Sequências de ecos de fundo, em 25mm de espessura.
Bloco V1
0 2 4 6 8 10
6040
15
100
Curca de atenuação
90
Corpo de prova
Ø 1,5
Figura 11.137: Curva de atenuação.
0 2 4 6 8 10
Superfície S 1
Superfície S 3 descontinuidade
Peça de aço
Superfície S 2
Espessura da peça (80)
80
S 2Transdutor
40
Figura 11.138: Inspeção da peça com curva de atenuação.
Superfície S 4 descontinuidade
S 4S 1 S 3

TECNOLOGIA DOS MATERIAIS
Ensaio com transdutor angular: o processo inicial de calibração é semelhante ao realizado para os transdutores normais. Como exemplo, usaremos a escala 0 a 100 mm, com K = 10 mm e transdutor de 60º.
Calibração: para essa finalidade, dois blocos padrão podem ser utilizados: V1 ou V2. Usaremos, neste caso, o bloco V2. O primeiro procedimento consiste em acoplar o transdutor sobre o bloco padrão V2, focando o raio de 25mm. Ajustando o aparelho, na tela aparecerão os pulsos:2,5 divisões x K = 25 mm10 divisões x K = 100 mm
Localizando as descontinuidades: após os ajustes necessários no equipamento, é só inspecionar a peça. Na tela aparecerá a distância S entre o cabeçote e a descontinuidade. A localização é conseguida por meio da trigonometria, aplicando-se as relações para o triângulo retângulo.
No exemplo, β = 60º.a = sen 60º x Sd = cos 60º x S
Caso a onda ultra-sônica seja refletida antes de atingir a descontinuidade, adotamos outra forma de cálculo.S = S1 + S2
a = S x sen 60ºd = 2e - S x cos 60º
Depois, é só efetuar a varredura lentamente, ao longo de todo o cordão de solda.
11.19 RADIOGRAFIA INDUSTRIALSe você já teve algum tipo de fratura óssea ou pegou uma gripe mais forte, certamente o médico deve ter
solicitado uma radiografia da área afetada, para fazer um diagnóstico do seu problema. Realizada a radiografia, é provável que você tenha observado, junto com o médico, o resultado, apresentado numa chapa radiográfica semelhante ao negativo de uma fotografia. Pelas diferenças de tonalidade na chapa, ele percebeu várias coisas e até comentou com você, que deve ter ficado meio desconfiado, pois não viu quase nada ou... nada do que ele apontou. É, a interpretação da radiografia requer conhecimento especializado e prática!
318
0 2 4 6 8 10
20
5025
R25
Transdutor
12,5
5
R50
Teste pulso
R25
Figura 11.139: Ensaio com transdutor angular.
Transdutor
a
d
R
S
s
Descontinuidade
ββ
Figura 11.140: Localização de descontinuidade com cabeçote
angular.
Descontinuidade
Transdutora
d
β
βS
2S 1 e
α
Figura 11.141: Localização de descontinuidade – onda refletida.

TECNOLOGIA DOS MATERIAIS
Na indústria, usa-se o mesmo tipo de exame, com o mesmo produto final para análise “a chapa radiográfica” para detectar descontinuidades em materiais. É a radiografia industrial, mais um tipo de ensaio não destrutivo. A radiografia industrial trabalha com doses de radiação cerca de dez vezes maiores que as usuais nos ensaios de radiografia clínica! Por aí você já pode imaginar que a segurança é um dos fatores fundamentais na realização deste ensaio. Só pode agir com segurança quem conhece o assunto.
Ensaio por radiografia: na radiografia industrial, utilizamos o mesmo princípio da radiografia clínica. Coloca-se o material a ser ensaiado entre uma fonte emissora de radiação e um filme. Uma parte dos raios emitidos é absorvida pelo material e a outra parte irá atravessá-lo, sensibilizando o filme e produzindo nele uma imagem do material ensaiado. Após a revelação, temos uma chapa radiográfica para ser analisada e interpretada por um técnico especializado.
Por que radiografar? Imagine as seguintes situações:- Um gasoduto transportando gás combustível a alta pressão entre refinarias, ou mesmo entre equipamentos dentro da refinaria;- Uma caldeira fornecendo vapor a alta pressão em uma indústria ou hospital.
Estes produtos simplesmente não podem falhar e, portanto, não podem ter defeitos! Mas a construção dos gasodutos, caldeiras, oleodutos, etc., é feita basicamente com chapas de aço e solda. Se uma solda não estiver adequada, não suportará a pressão e apresentará vazamentos, podendo provocar acidentes com consequências terríveis. A explosão de uma caldeira, por exemplo, pode fazer desaparecer o prédio onde ela está instalada e tudo mais que estiver na vizinhança. Para evitar acidentes, precisamos ter certeza de que não há defeitos nesses produtos. Por isso, realizamos os ensaios não destrutivos. Nos casos citados, a radiografia é bastante utilizada (os cordões de solda são totalmente radiografados).
Tudo começou por acaso: em 1895, quando o professor Wilhelm K. Röentgen pesquisava a fluorescência causada por raios catódicos numa folha de papel recoberta com uma película de sal de bário, ele acidentalmente esqueceu de retirar uma caixa de papelão preto que protegia a ampola de raios catódicos. Ficou surpreso ao perceber que, mesmo assim, ocorria a fluorescência na película de sal de bário.
Röentgen concluiu que algum tipo de raio, desconhecido até então, ultrapassava a caixa de papelão atingindo o papel. Ou seja, além dos raios catódicos, a ampola emitia outro tipo de raio. Por ser um raio desconhecido, Röentgen resolveu chamá-lo de raio X. A descoberta dos raios X foi de grande auxílio para diversas pesquisas. Alguns meses mais tarde, outros cientistas divulgaram suas descobertas. Henri Becquerel, Pierre e Marie Curie constataram a emissão de raios, semelhantes aos raios X, por metais pesados, como o urânio, o polônio e o rádio, surgindo daí a denominação radioatividade: emissão espontânea de radiação por elementos químicos, naturais ou artificiais. Nos anos que se seguiram, diversos experimentos nucleares levaram à descoberta do raio γ (lê-se gama). Esta descoberta deu origem à gamagrafia, inspeção por meio de raios gama. Nos ensaios por radiografia industrial, utilizamos dois tipos de radiação: o raio X e o raio gama.
Metais pesados: metais com grande número atômico.
Um pouco de onda: os raios X e os raios gama, assim como a luz, são formas de radiação eletromagnética de natureza ondulatória, isto é, propagam-se em forma de ondas. Possuem alta frequência e, portanto, pequeno comprimento de onda. O comprimento de onda desses raios é menor que o da luz visível dos raios ultravioleta e infravermelhos.
319
Raios catódicos: são um feixe de elétrons que partem do cátodo, (pólo negativo), acelerados a alta velocidade por uma fonte externa de alta tensão, em direção a um alvo, o ânodo (pólo positivo).
Luz ultraviole ta
Luz visíve l Infravermelho Microondas
O ndas de rádio
Raios X
Raios γ
Figura 11.143: Espectro de radiações eletromagnéticas.
Raios catódicos
Vácuo
Fonte de alta tensão
Figura 11.142: Esquema de geração de raios catódicos.

TECNOLOGIA DOS MATERIAIS
Merece destaque o fato de os raios X e gama poderem atravessar corpos opacos, como metais e concreto, enquanto a luz visível atravessa apenas materiais translúcidos, como o vidro transparente e a água limpa, por exemplo. A quantidade de radiação que atravessa a peça é variável e depende da espessura e densidade do material naquele ponto. Depende também da frequência de radiação (quanto maior a frequência, maior sua capacidade de penetrar e atravessar os materiais). Essa variação de radiação que atravessa a peça é captada e registrada em filme radiográfico que, após a revelação, mostra uma imagem da peça com regiões claras, referentes às maiores espessuras, e escuras, referentes às menores espessuras. As principais propriedades das radiações X e gama são:- Propagam-se em linha reta, à velocidade da luz (300000km/s);- Produzem luz em substâncias fluorescentes;- Provocam o escurecimento de filmes fotográficos;- Tornam o ar e outros gases condutores de eletricidade;- São mais absorvidas pelos elementos pesados;- Não são desviadas por campos magnéticos;- Possuem vários comprimentos de onda;- Causam danos às células do corpo humano e modificações genéticas.
Geração dos raios X: você deve estar lembrado de que o átomo é constituído do núcleo, com seus prótons e nêutrons, mais a eletrosfera, com seus elétrons.
320
Figura 11.144: Aspecto de um filme radiográfico.
Fonte
Peça com acentuada porosidade
Porosidade
Filme protegido
Núcleo
Nêutron
Próton (+)
Elé tron (-)Ele trosfera
Figura 11.145: Átomo.

TECNOLOGIA DOS MATERIAIS
Os raios X são gerados ao se acelerar, por meio de uma fonte externa de energia, os elétrons de um cátodo. Esses elétrons saem em alta velocidade em direção ao ânodo. Ao colidirem com o ânodo, esses elétrons penetram na eletrosfera do metal do ânodo, causando sua instabilidade, com grande liberação de calor e de ondas eletromagnéticas (os raios X). Um dispositivo usado para gerar raios X é o tubo de Coolidge, que nada mais é do que um tubo de raios catódicos modificado. Consiste numa ampola de vidro com alto vácuo, que contém um cátodo feito de um filamento aquecido e um ânodo feito de metal duro, com alto ponto de fusão (tungstênio). As tensões utilizadas na produção de raios X são da ordem de 80000 a 500000 Volts (80 a 500 kV). A intensidade dos raios X é determinada pela corrente elétrica que passa pelo filamento. Quanto maior a intensidade da corrente, maior o aquecimento do filamento e maior o número de elétrons que ele libera. Devido ao aquecimento causado no alvo (ânodo) pelo bombardeamento de elétrons, énecessário refrigerá-lo por aleta ou por circulação de água. O poder de penetração dos raios X é tanto maior quanto menor for seu comprimento de onda, que é função da tensão que acelera os elétrons do filamento para o alvo.
Geração dos raios gama: como já vimos, o núcleo atômico é formado por partículas chamadas prótons e nêutrons. Os elementos químicos são definidos em função do número de prótons presentes no núcleo do átomo. Entretanto, é possível encontrar átomos do mesmo elemento químico com diferentes quantidades de nêutrons no seu núcleo. Esses elementos são os chamados isótopos. Muitos dos isótopos dos elementos encontrados na natureza são radioativos, isto é, emitem espontaneamente do núcleo partículas e radiações eletromagnéticas. O urânio pode apresentar em seu núcleo 92 prótons e 146 nêutrons (o chamado urânio 238 ou U238) ou 92 prótons e 143 nêutrons (o urânio 235 ou U235). Ele é um exemplo de isótopo radioativo, ou seja, que emite partículas e radiações eletromagnéticas.
As partículas e as radiações eletromagnéticas emitidas pelos isótopos radioativos são de três tipos: alfa (α), beta (β) e gama (γ). As partículas alfa são formadas por dois prótons e dois nêutrons. As partículas beta são semelhantes aos elétrons. Esses dois tipos de partículas possuem cargas elétricas e, portanto, podem ser desviadas por campos magnéticos. Além disso, seu alcance é pequeno, limitando-se a poucos centímetros no ar. Os raios gama, são radiações eletromagnéticas com alto poder de penetração. Por isso essa radiação é usada nos ensaios. Existem dois tipos de isótopos: os naturais e os artificiais. Os primeiros são encontrados normalmente na natureza. Os artificiais são produzidos nos reatores nucleares bombardeando-se nêutrons nos núcleos dos átomos. Na gamagrafia utilizam-se isótopos artificiais. Os mais usados são o irídio 192, o césio 137, o túlio 170 e o cobalto 60. Quando se trabalha com isótopos, um aspecto importante é conhecer a atividade da fonte, que mede a velocidade de desintegração nuclear. Uma unidade de medida é o becquerel (Bq), que equivale a uma desintegração por segundo. Outra unidade usada é o curie (Ci), que equivale a 3,7 x 1010 Bq. Só para ter uma idéia, saiba que uma fonte de irídio 192 pode ter atividade de até 18,5 x 1011 Bq. Todos os núcleos dos átomos se desintegram da mesma maneira. Portanto, alguns valores devem ser conhecidos como, por exemplo, a “meia-vida” de um isótopo radioativo. Com as desintegrações nucleares, a atividade da fonte decresce. Para designar o tempo necessário para a atividade da fonte chegar à metade do seu valor inicial, utiliza-se o termo “meia-vida”. Esta característica varia para cada isótopo. Veja alguns exemplos:
321
AlvoVidro
Vácuo
Fe ixe de e lé tronsFilamento
Cátodo
Jane laÂnodo
Raios-X
Figura 11.146: Tubo de Coolidge para raio X.
U238Th234
90Th23492 U238
92 (Urânio) 90 (Thório)
Partícula α
α
Núcleo (urânio)
Raios gama
Figura 11.147: Desintegração do urânio 238 originando thório 234.

TECNOLOGIA DOS MATERIAIS
Isótopo Meia-vida
Cobalto 60 5,3 anos
Irídio 192 75 dias
Césio 137 33 anos
O filme: o filme para radiografia é semelhante aos filmes comuns. A única diferença é que é recoberto dos dois lados por uma emulsão de sais de prata (brometo de prata – AgBr). Depois que o filme é exposto à radiação, os grãos dos sais de prata reagem quimicamente em contato com o revelador, transformando-se em prata metálica enegrecida. É essa prata escurecida que forma a imagem na chapa radiográfica. O filme radiográfico é escolhido em função do ensaio a ser realizado. Suas características são:- Densidade radiográfica: é o grau de enegrecimento registrado no filme em função da exposição;- Contraste da imagem: é dado pela diferença de densidade entre as regiões do filme;- Velocidade do filme: é a taxa em que ocorre a sensibilização dos grãos de sais de prata. Filmes com grãos maiores necessitam de menor tempo de exposição;- Granulometria: é o tamanho dos grãos nos sais da emulsão. Quanto menores os grãos, maior a nitidez.
Qualidade e sensibilidade radiográfica: a radiografia de qualidade requer nitidez e definição da imagem. Consegue-se isso controlando o contraste, ou seja, a densidade da imagem. Além disso, é necessário evitar falhas de processamento do filme (arranhões, manchas, etc.). A sensibilidade radiográfica também precisa ser controlada, devendo ser ajustada aos requisitos da inspeção. O grau de sensibilidade, que pode ser alto, médio ou baixo, é determinado pelo uso a que se destina a peça. Quem faz essa definição é a engenharia de fábrica, segundo normas específicas. Para controlar a sensibilidade radiográfica, basta colocar penetrômetros sobre a face da peça metálica voltada para a fonte de radiação. Os penetrômetros ou indicadores de qualidade de imagem (IQI) são dispositivos (lâminas de uma ou várias espessuras, ou fios de diversos diâmetros), colocados em evidência sobre a peça, para verificar a sensibilidade radiográfica, isto é, a nitidez desses dispositivos na radiografia. Em geral, o IQI deve ter 2% da menor espessura da peça analisada e precisa necessariamente ser visível na radiografia.
11.19.1 ENSAIO POR RAIOS-XGeometria da exposição: a radiografia é na realidade uma “sombra” da peça, provocada por seu
posicionamento na trajetória das radiações X ou gama. Podemos neste caso utilizar os mesmos princípios geométricos aplicados às sombras produzidas pela luz. Para compreender o que ocorre e, portanto, obter melhores resultados na radiografia, você deve conhecer a influência da distância e da posição entre os elementos: fonte de radiação, peça e filme. Vamos analisar como esses dois fatores afetam a formação da imagem.
322
Tabela 11.13: Exemplos de isótopos.
Fios de aço embutidos
Lâmina transparente
1,25 0,
5
Tipo francês
Vistas frontal e superior
Vista superior
Vistas frontal e superior
Tipo inglê s
X 1 2 3 4
DINFE3
n° 53
DIN
Tipo norte americano (API - ASME)
Figura 11.148: Tipos de penetrômetros (IQI).

TECNOLOGIA DOS MATERIAIS
- Ampliação da imagem: a imagem da peça no filme torna-se maior que a própria peça à medida que aumenta a distância entre a peça e o filme, resultando uma imagem irreal. Para que a imagem projetada no filme represente o tamanho real da peça, filme e peça devem estar próximos.
Na prática, o filme deve estar em contato com a peça. A fonte de radiação, pelo contrário, deve ficar o mais afastada possível da peça e do filme, para minimizar o efeito de ampliação da imagem, respeitadas as características do equipamento e da fonte.
- Nitidez da imagem: quanto maiores as dimensões da fonte emissora, menor a nitidez da imagem, devido à formação de uma penumbra na radiografia. Para evitar este problema, deve-se utilizar uma fonte emissora com a menor dimensão possível.
No caso dos raios X, para melhorar a nitidez da imagem o alvo (ânodo) é posicionado num plano inclinado em relação ao filme, de modo a concentrar a radiação emitida.
- Distorção da imagem: se houver uma inclinação entre a fonte, a peça e o filme, a imagem resultará distorcida. Para eliminar esta distorção, deve-se colocar a fonte emissora o mais perpendicular possível em relação à base da peça e ao filme.
323
Fonte
Peça
Filme
Figura 11.149: Ampliação da imagem.
Fonte menor Fonte maior
PenumbraFigura 11.150: Nitidez da
imagem.
Tubos de raios-X
Ânodo C átodo
Alvo incl inado
Tamanho do foco (aparente )
Figura 11.151: Projeção do alvo.
L'

TECNOLOGIA DOS MATERIAIS
Lei do inverso do quadrado da distância: imagine uma lâmpada acesa, à distância de um metro da superfície de uma mesa. Se elevarmos esta mesma lâmpada a dois metros de altura, isto é, se multiplicarmos a altura por 2, o nível de iluminação na superfície da mesa será dividido por 4, ou seja, dividido por 22 (quadrado da distância entre a fonte de luz e a superfície). Este fenômeno recebe a denominação de lei do inverso do quadrado da distância (no nosso caso, lei da atenuação da radiação). Esta lei também se aplica aos ensaios radiográficos, pois neste caso as radiações emitidas têm propriedades semelhantes às da luz visível. A intensidade com que um feixe de radiação atinge uma superfície é inversamente proporcional ao quadrado da distância entre esta superfície e o ponto de emissão, ou seja, a radiação é atenuada em virtude do aumento da distância. Este é outro fator que limita a colocação da fonte distante da peça, para minimizar a ampliação da imagem.
Uma das unidades de medida da intensidade de radiação é o Coulomb/kg (C/kg). 1 C/kg é a intensidade de radiação necessária para produzir uma ionização equivalente a uma unidade eletrostática de carga, conhecida como Coulomb, em um quilograma de ar, à temperatura de 20ºC e à pressão de uma atmosfera.Ionização: é o processo que torna o ar condutor de eletricidade.
324
FonteFonte
Distorção causada pe la posição da fonte
Distorção causada pe la posição do fi lme
Figura 11.152: Distorção da imagem.
FonteI = Radiação total
emitida
d
2 x
d
I1I1 I1
I1
I2
I2 = I ¼
Figura 11.153: Lei do inverso do quadrado da distância.

TECNOLOGIA DOS MATERIAIS
Exemplo: Um tubo de raios X emite uma radiação que atinge a intensidade de 100μC/kg (micro Coulomb/kg) à distância de 1m da fonte. Determine a intensidade a 5m da fonte.
Sabemos que a uma distância d1 corresponde uma intensidade I1 e a uma distância d2 corresponde uma intensidade I2. A lei do inverso do quadrado da distância estabelece a seguinte relação matemática:
I1 = (d2)²I2 (d1)²
No problema proposto: d1 = 1m, I1 = 100μC/kg, d2 = 5m e I2 é o valor procurado.Substituindo as variáveis da fórmula pelos valores conhecidos, você obtém:
100 = 5² → 5² I2 = 100 x 1² → 25 I2 = 100 → I2 = 100 → I2 = 4μC/kg I2 1² 25
Logo, a intensidade da fonte, a 5 metros de distância, será igual a 4 micro Coulomb/kg.Equipamento para o ensaio de raios X: a figura 11.154 mostra a configuração básica de um equipamento
estacionário de raios X para peças de pequeno porte.
1) Base do equipamento, geralmente feita de concreto;2) “Bunker”: estrutura metálica em aço, com placas de chumbo para impedir o vazamento da radiação para o ambiente;2A) Prateleira regulável para apoio do conjunto a ser ensaiado;3) Ampola: tubo de raios X;4) Sistema de circulação de água para refrigeração do tubo;5) Transformador para alta tensão;6) Sistema de controle do equipamento:
A – Mostrador e seletor de voltagem; C – Mostrador e seletor do tempo de exposição;B – Lâmpadas sinalizadoras; D – Mostrador e seletor de amperagem.
7) Alimentação de energia da rede de energia elétrica.
Como já vimos, os raios X são produzidos no tubo de Coolidge, que é o coração do equipamento. Veja agora os principais elementos do tubo de raios X.
325
Figura 11.154: Esquema básico do equipamento para raios X.
2
2A3A
1
4
5
6
7
Raios X
Vista de A
Refrigeração
Revestimento Vácuo Alvo Filamento
C one de Focalização
Ânodo Cátodo
Aspecto Externos do Tubo
Figura 11.155: Elementos principais do tubo de raios-X.

TECNOLOGIA DOS MATERIAIS
Observe que o cátodo é constituído por um filamento e pelo cone de focalização. O filamento é feito de tungstênio (metal com alto ponto de fusão), para resistir às altas temperaturas. O cone de focalização é feito de uma liga de ferro e níquel (Fe-Ni). Ele envolve o filamento com a finalidade de concentrar a emissão do feixe eletrônico numa área restrita do ânodo. Volte a observar o ânodo. O alvo no ânodo é feito de tungstênio, pois este material, além de resistir a temperaturas elevadas, apresenta alta densidade e, portanto, grande número de átomos para colisão. O vácuo existente no interior do tubo tem a função de proteger os elementos contra a oxidação e também de proporcionar isolamento elétrico, para evitar a ocorrência de centelhas entre os eletrodos. Devido às altas temperaturas envolvidas, há necessidade de um sistema de refrigeração para evitar danos aos componentes. O elemento mais afetado é o ânodo, que recebe o impacto dos elétrons, gerando os raios-X e grande quantidade de calor. Um fluido refrigerante, que normalmente é água, circula no interior do ânodo para refrigeração. O revestimento, geralmente feito de chumbo, tem a finalidade de reduzir a intensidade da radiação espalhada. Apresenta apenas uma abertura para a saída dos raios-X, na direção desejada.
Variáveis que afetam a quantidade de raios-X emitidos: as principais variáveis que influenciam a quantidade de raios-X emitidos são:- Intensidade da corrente: a emissão de elétrons é diretamente proporcional à temperatura do filamento que é aquecido pela corrente elétrica. Quanto maior for a corrente, maior será a temperatura do filamento e, portanto, maior a quantidade de elétrons emitidos. A intensidade da corrente é medida em miliampere (milésimo de ampère).- Diferença de potencial (DDP): a diferença de potencial ou voltagem é medida em kV (quilovolt). Quanto maior a DDP entre o ânodo e o cátodo, maior a aceleração dos elétrons, causando maior impacto no ânodo e gerando raios-X com maior energia, ou seja, com maior poder de penetração e, consequentemente, pequeno comprimento de onda.
Determinação do tempo de exposição: a exposição ou quantidade de radiação recebida é diretamente proporcional à miliamperagem e à voltagem aplicada ao tubo de Coolidge. Uma vez fixados esses dois fatores, o tempo de exposição é outro parâmetro que influi na sensibilização do filme. Quanto maior o tempo, maior a sensibilização. Portanto, é fundamental determinar o tempo de exposição. Para determinar o tempo de exposição, utilizam-se as curvas de exposição fornecidas pelo fabricante do equipamento. Cada equipamento possui sua curva específica.
Para entender melhor esse assunto, precisamos conhecer um pouco mais sobre os filmes radiográficos. O capítulo anterior, mostra que as principais características dos filmes são: densidade radiográfica, contraste da imagem, velocidade do filme e granulometria. De acordo com essas características, os filmes radiográficos são classificados em quatro tipos:
Tipo de Filme Velocidade Contraste Granulação Tipo de Filme Velocidade Contraste Granulação
1 Baixa Muito Alto Extra Fina 3 Alta Médio Grosseira
2 Média Alto Fina 4 Muito Alta Muito Alto Várias
Tabela 11.14: Classificação dos Filmes Radiográficos.
A seleção do filme radiográfico para uma dada aplicação é um compromisso entre a qualidade requerida dessa radiografia e seu custo, incluindo-se aí o tempo de exposição. Para facilitar a escolha, os fabricantes fornecem as curvas características de cada tipo de filme.
A norma da American Society for Testing and Materials – ASTM E94 relaciona o tipo de filme com a espessura da peça e com a voltagem a ser utilizada no ensaio. A tabela 11.15 mostra um extrato dessa norma, desenvolvido para o aço.
Espessura do Material (mm)Voltagem Aplicada no Equipamento (kV)
50 a 80 80 a 120 120 a 150 150 a 250 250 a 400
0 a 6,3 3 3 3 1 --
6,3 a 12,7 4 3 2 2 1
12,7 a 25,4 -- 4 3 2 2
25,4 a 50,8 -- -- -- 3 2
50,8 a 101,6 -- -- -- 4 4
101,6 a 203,2 -- -- -- -- 4
Tabela 11.15: Guia para Seleção de Filmes de Acordo com ASTM E 94 – Para Aço.
326

TECNOLOGIA DOS MATERIAIS
Telas intensificadoras de imagem (écrans): para dar maior nitidez às radiografias e diminuir o tempo de exposição, usam-se as telas intensificadoras, conhecidas por écrans. Estas telas evitam que as radiações que ultrapassam o filme reflitam de volta para este, prejudicando a nitidez da radiografia, além de favorecer uma maior absorção de radiação pelo filme. Alguns écrans utilizados são cartões recobertos com película fina de chumbo, da ordem de centésimo de milímetro.
Ensaio de solda por raios-X: como já sabemos, uma das utilizações da radiografia industrial é na inspeção de solda. Mas para conhecer o processo como um todo, precisamos ver como é feita esta inspeção:
Observe a peça da figura 11.156, uma chapa de aço soldada. Para ensaiar esta peça, será utilizado um equipamento com capacidade de até 100kV e 15mA.
Analise a curva de tempo de exposição fornecida para este equipamento.
- Material: Aço- Filme Tipo: 3- Corrente no Tubo: 15mA- Dif.: 700mm (distância filme/foco)- Densidade resultante: 2,0 _____
{ 2,2 -------------
- Tela intensificadora: 0,02 mm frente e verso- Revelação: 5min, a 20°C
A espessura do material a ser ensaiado é conhecida (10 mm). No caso, vamos adicionar 2,5mm a essa espessura, devido ao reforço do cordão de solda. O gráfico mostra que para esta espessura deve ser tomada como base a curva C (para 100 kV). Ligando ao eixo do tempo o ponto em que a linha da espessura (12,5mm) cruza com a curva C, constatamos que o tempo de exposição deve ser de 10 minutos. Outras informações obtidas são:- Filme de alta velocidade e médio contraste;- Intensidade de corrente no tubo de 15 mA;- Distância filme/foco (dff) de 700mm;- Densidade radiográfica a ser obtida entre 2,0 e 2,2;- Espessura do écran de 0,02mm - frente e verso.- Tempo de revelação - 5 minutos com banho à 20ºC.
Dessa forma, para nossa chapa de aço com 12,5mm de espessura total, obtemos, além dos parâmetros anteriores: voltagem de 100 kV e tempo de exposição de 10 minutos.
Preparação do ensaio: antes de submeter a peça soldada à radiação, é necessário preparar o equipamento que será utilizado. Veja, a seguir, as principais etapas desta preparação:1) Montar o chassi-suporte tipo envelope para blindar à luz o conjunto formado pela etiqueta de identificação da radiografia, o filme e o écran. Essa montagem é realizada em câmara escura.
327
300
250
10Figura 11.156: Chapa de aço
soldada.
0 5 10 12,5 15 20
2
5
10
20 50kV 75kV 100kV
A B C Tempo (minutos)
Espessura (mm)
Figura 11.157: Exemplo de curvas de tempo de exposição.

TECNOLOGIA DOS MATERIAIS
2) Montar o sistema no bunker, que é o local onde fica alojado o tubo de raio X e onde se coloca o conjunto formado pela peça e o chassi montado, que serão submetidos a radiação. O bunker pode ser feito de estrutura metálica revestida com camada de chumbo, ou por paredes de concreto, que geralmente são construções para peças maiores.
Nessa montagem colocamos ainda o IQI sobre a peça soldada para verificar a qualidade da radiografia.3) Fechar a porta do bunker, pois somente assim o equipamento pode ser acionado, devido ao sistema de segurança, evitando a exposição dos operadores e meio-ambiente à radiação.4) Regular o equipamento no painel de controle, ajustando o tempo (10 minutos), a voltagem (100 kV) e a amperagem (15 mA).
O ensaio: agora que o equipamento está pronto para ser acionado, os próximos passos são:1) Acionar o sistema de segurança, (visual e/ou sonoro) para garantir que durante o ensaio, os níveis de radiação estejam dentro dos padrões de segurança exigidos pelas normas vigentes.2) Ligar a refrigeração do tubo, dar o start, isto é, ligar o equipamento e aguardar o tempo estipulado.3) Decorrido o tempo determinado, desligar a máquina e retirar o chassi do bunker.4) Processar o filme (revelação). A revelação, realizada em câmara escura, consiste em submeter o filme a um processamento químico, a fim de revelar e fixar a imagem obtida na chapa radiográfica.5) Verificação da qualidade da radiografia. A análise da radiografia é realizada num negatoscópio¹ para melhor visualização.
¹Negatoscópio: dispositivo constituído por uma caixa com vidro fosco, tendo no interior lâmpadas fluorescentes.
Nesta etapa, deve-se analisar as seguintes características:- Densidade radiográfica: se atende aos requisitos especificados em norma técnica. A densidade é medida por densitômetros.- Nitidez da imagem do IQI: a imagem do penetrômetro na radiografia deve estar visível, obedecendo aos requisitos especificados em norma técnica.- Existência de arranhões, manchas, etc., que invalidam o resultado do exame radiográfico.
Se os itens anteriores forem atendidos, poderemos passar à análise da radiografia, com o objetivo de identificar possíveis descontinuidades. Para isso, deve-se compará-la com padrões radiográficos estabelecidos em norma técnica. A última etapa é emitir o laudo do ensaio, isto é, o documento que contém o parecer técnico sobre as condições da solda. A radiografia é então arquivada, para possíveis consultas futuras. Peça ensaiada, resultado pronto.
11.19.2 ENSAIO POR RAIOS GAMAComo já observamos, durante a realização do ensaio por raios X numa chapa soldada, aparentemente nada
acontece, porque as radiações emitidas não são visíveis. É justamente isso que torna as radiações mais perigosas: não podemos vê-las e não as sentimos. Porém, dependendo da dose e tempo de exposição, seus efeitos prejudiciais à saúde não tardam a aparecer. Quanto menor o comprimento de onda, mais perigosas para a saúde são as radiações correspondentes. E se você voltar a analisar o espectro das radiações eletromagnéticas, verá que as radiações X e gama podem apresentar comprimentos de onda muito pequenos.
328
Chassi
Etiqueta
Écran
Filme
Figura 11.158: Etapa para preparação do ensaio: montagem do chassi-suporte tipo
envelope.
Chassi montado
Peça
Tubo de raios-X
Prate le ira
Suporte
Parede do Bunker
700 IQ I
Figura 11.159: Etapa para preparação do ensaio: montagem do sistema no Bunker
com estrutura metálica revestida com camada de chumbo.

TECNOLOGIA DOS MATERIAIS
Raios gama: para relembrar:- Os raios gama são ondas eletromagnéticas originadas por isótopos instáveis (radioativos). - Na radiografia industrial, utilizam-se isótopos artificiais. Os mais usados são: cobalto 60, irídio 192, césio 137 e túlio 170. - Uma das unidades que mede a atividade de uma fonte é o becquerel (Bq), que equivale a uma desintegração por segundo. Usa-se também o curie (Ci). Um Ci equivale a 37 bilhões de desintegrações por segundo.- Com as desintegrações, há um decaimento da atividade do isótopo. Meia vida de um isótopo é o tempo necessário para a atividade da fonte chegar à metade do seu valor inicial.
É necessário levar em conta o decaimento da atividade do isótopo, pois isso afeta as condições do ensaio. Imagine, por exemplo, que você radiografou hoje uma solda, com boa qualidade e nitidez, utilizando uma fonte nova (máxima radiação) de irídio 192, com tempo de exposição de 6 minutos. Se daqui a 30 dias você tiver que radiografar o mesmo tipo de peça, o que você deve fazer? É necessário manter as mesmas condições do ensaio anterior. E você sabe que a meia-vida do Irídio 192 é de 75 dias. Logo, após 30 dias, sua fonte terá reduzida a intensidade de emissão e, para compensar, o tempo de exposição deverá ser maior. Analise o gráfico da figura 11.160, que mostra o decaimento radioativo do Irídio 192.
O gráfico mostra que, em 30 dias, a emissão da fonte cai de 100% para 75%. Portanto, para descobrir qual o tempo de exposição após 30 dias, usando a mesma fonte, basta estabelecer uma relação inversamente proporcional pois, com a diminuição da emissão da fonte, o tempo deve ser aumentado. Então:
↓ 100% ↑ 6 min. → 100% = t min. → t = 100 x 6 → t = 8 minutos 75% t min. 75% 6 min. 75
Portanto, para radiografar o mesmo tipo de peça 30 dias depois, o tempo de exposição deverá ser ajustado para 8 minutos.
Comparando os ensaios por raios X e raios gama: no equipamento para raios X é possível gerar ondas eletromagnéticas com diversos comprimentos de onda, ajustando-se a tensão aplicada ao equipamento. Já os isótopos emitem radiações gama características do elemento emissor, isto é, cada isótopo tem sua emissão específica quanto à quantidade de energia e ao comprimento de onda. A quantidade de energia emitida por um isótopo radioativo é medida em eletrovolt (eV).
1 eV: é a energia adquirida por um elétron quando acelerado em uma diferença de potencial (DDP) de 1 Volt.
329
Decaimento radioativo do
Irídio-192
100
9080
70
60
50
40
30
20
1012090600 30 150 180 210 240 270 300 330 360
Ati
vida
de
perc
entu
al
Tempo em dias
Figura 11.160: Gráfico representativo do
decaimento do Irídio 192.

TECNOLOGIA DOS MATERIAIS
No caso dos raios X, a emissão de radiação cessa quando se desliga o equipamento. A fonte de raios gama, pelo contrário, emite radiações continuamente e por isso deve ser guardada numa blindagem. Não é necessário empregar energia elétrica para gerar raios gama. Portanto, eles podem ser usados em locais remotos, até mesmo onde não haja energia elétrica. Os equipamentos para gamagrafia são mais simples, têm menor custo inicial e requerem menor manutenção, comparados aos de raios X. Em geral, a gamagrafia pode ser empregada em qualquer atividade industrial em que se use os raios X. Além disso, a gamagrafia pode ser utilizada em locais e condições em que os raios X não sejam acessíveis. A tabela 11.16 mostra a equivalência entre raios X e raios gama. Esta tabela serve como referência para a escolha do isótopo, em função da espessura da peça a ser ensaiada e das características do equipamento utilizado.
Isótopo Energia Rg γ MeV (*)
Equivalência RX
Penetração para aço(mm)
Co 60 1,17 e 1,33 2000 kV 60 a 205
Cs 137 0,66 500 kV 20 a 80
Ir 192 0,46 – 0,61 400 kV 10 a 40
Tm 170 0,08 100 kV 3 a 10
(*) MeV = megaeletrovolt.
Equipamento para o ensaio por raios gama: a figura 11.161 mostra a configuração simplificada de um equipamento irradiador de raios gama.
As três partes básicas que compõem os irradiadores são: blindagem, mangote e comandos.- Blindagem: serve para absorver a radiação emitida continuamente pela fonte, mantendo a parte externa em padrões aceitáveis, determinados em normas internacionais. É geralmente fabricada de chumbo ou urânio exaurido, com estrutura externa em aço inoxidável.- Mangote: é um tubo por onde será conduzida a fonte radioativa da blindagem até o ponto determinado para irradiação.- Comandos: permitem o acionamento e o controle da fonte. O controle pode ser elétrico, pneumático ou, como é mais comum, manual. Por meio desses acionamentos, leva-se a fonte radioativa para fora da blindagem, pelo mangote, expondo-a no local a ser realizado o ensaio. Após o tempo de exposição, a fonte é recolhida novamente à blindagem.
Urânio exaurido: é o urânio que perdeu a capacidade de emitir partículas radioativas, tornando-se um átomo estável.
Preparando o ensaio: os procedimentos para a gamagrafia são semelhantes aos dos raios X. Para que você possa entendê-los melhor, vamos imaginar o ensaio de uma chapa de aço soldada de topo, com as seguintes dimensões: 300mm x 250mm x 20mm (espessura). Considerando o reforço no cordão de solda, a nossa espessura total será de 25mm. Antes de realizar o ensaio, são necessárias algumas atividades preparatórias. A primeira é determinar o tempo de exposição.
O tempo de exposição é determinado por um gráfico específico para cada isótopo. Este gráfico correlaciona o fator de exposição (FE) com a espessura da peça e a densidade radiográfica a ser obtida, fixando alguns parâmetros, como o tipo de filme, a tela intensificadora e as condições de revelação. Entre os isótopos radioativos, o irídio, por ser
330
Tabela 11.16: Equivalência entre os raios X e raios gama.
C abo de controle
Indicador da posição da cápsula radioativa
Mecanismo de acionamento
Cabo deguia da fonte
Cápsula radioativa
Blindagem prote tora
Figura 11.161: Irradiador gama.

TECNOLOGIA DOS MATERIAIS
metálico, pode ser fornecido em forma de pastilha, enquanto que o césio só é fornecido em pó. Isso faz com que a preferência recaia sobre o irídio, quando comparado ao césio, pois em caso de acidente com a fonte, o risco de contaminação pelo pó é muito maior.
Para o nosso ensaio, o isótopo escolhido será o irídio 192. Como já observamos, a proximidade entre a fonte e o filme produz distorções na imagem e pode causar também penumbra na chapa e que, por outro lado, o aumento da distância diminui a intensidade da fonte. Levando em consideração esses fatores, nossa fonte será colocada a 70cm do filme (dff), distância que tem permitido bons resultados na prática.
Os melhores índices de nitidez na chapa são obtidos com densidades variando entre 1,5 e 3,5. O mais usual é determinar a densidade entre 2,0 e 2,5. No nosso caso, a densidade radiográfica escolhida é 2,0. Toda fonte tem uma documentação que a acompanha desde a sua produção. No nosso exemplo, a documentação informa que a fonte está com 75 dias. Uma vez que a fonte de irídio 192 tem atividade inicial de 20000 mCi (miliCurie), é necessário determinar a atividade atual da fonte.
Volte a analisar o gráfico da figura 11.160. Você vai verificar que a fonte com 75 dias tem 50% de sua atividade inicial. Portanto, a emissão da nossa fonte é de 10000 mCi. Observe agora o gráfico da figura 11.162, que correlaciona o fator de exposição à espessura da peça. Analise a curva referente à densidade (D) igual a 2,0. Cruzando a espessura da peça mais o cordão de solda (25mm) com o fator de exposição, constatamos que o valor do fator de exposição é 90.
O fator de exposição (FE) é obtido pela seguinte fórmula: FE = A x t d² , na qual:
- A: é a atividade da fonte em milicurie (mCi);- t: é o tempo de exposição em minutos (min);- d: é a distância fonte-filme (dff) em centímetros (cm).
331
Espessura - cm
10090807060
50
40
30
20
104320 1 5 6 7
D = 2
,0D
= 1,5
D = 1
,0
Fato
r de
exp
osiç
ão
Ferro densidade 7,97g/cm³
1000900800700600
500
400
300
200
Irídio – 192
Filme 2
“Tela” intensif icadora de chumbo Anterior: 0,02cm Posterior: 0,02cm Revelação – 8 min – 18°C D = densidade radiográfica
Figura 11.162: Gráfico representativo do fator de
exposição (FE) x espessura.

TECNOLOGIA DOS MATERIAIS
Mas o que nos interessa saber é o tempo de exposição. Para descobri-lo, devemos isolar o t na fórmula anterior, como segue: t = FE x d² → t = 90 x (70)² → t = 44 min 6 seg
A 10000Portanto, no nosso exemplo o tempo de exposição será de 44 minutos e 6 segundos.Outra providência importante, no caso de ensaio por raios gama em campo, é determinar a distância de
balizamento, ou seja, a distância mínima permissível para a execução do ensaio, sem acarretar riscos para a população local e para os trabalhadores. O local é isolado com cordas e cartazes claros, com o símbolo normalizado e dizeres alertando sobre perigo e radiação. É terminantemente proibida a circulação de pessoas no local durante o ensaio. O cálculo desta distância, feito em função de normas específicas, possibilita demarcar o local do ensaio e isolar a área de risco, a fim de que ninguém se exponha à radiação. No nosso caso, de acordo com as normas específicas, vamos supor que o ensaio seja feito em um bunker de metal (aço e chumbo) ou de concreto, não sendo necessária a preocupação com a distância de balizamento.
Finalmente o ensaio: definidos todos os parâmetros, passamos à montagem do ensaio, seguindo os mesmos procedimentos já vistos para o ensaio de raios X:- Montar o chassi (filme, tela intensificadora e etiqueta em câmara escura);- Colocar a peça, o chassi montado, o IQI e o irradiador na posição correta;- Acionar o sistema de segurança (sinalização sonora e/ou luminosa);- Acionar os comandos do equipamento para iniciar a exposição pelo tempo calculado;- Recolher a fonte e o irradiador;- Revelar o filme;- Analisar o filme no negatoscópio.
A análise da radiografia, requer conhecimentos específicos e muita prática. Para ter uma ideia, a figura 11.163 mostra o aspecto de uma radiografia de elementos soldados.
Após a análise, emite-se o laudo técnico e arquiva-se a radiografia. Proteção radiológica: como já sabemos, os raios-X e gama causam danos às células do corpo humano e
modificações genéticas. Mas, é importante saber quais são esses danos e conhecer as medidas básicas de segurança para evitá-los. Os danos causados pelas radiações vão desde queimaduras da epiderme a alterações no sistema sanguíneo, câncer e alterações no código genético das células. Hoje os fenômenos radioativos já são bem conhecidos, o que tornou possível estabelecer procedimentos e normas que tornam seguro o uso da radiografia industrial.
No Brasil, o órgão responsável pela determinação e execução da política de radioproteção é a Comissão Nacional de Energia Nuclear (CNEN). Dose de radiação é a quantidade de radiação recebida ao longo do tempo. A dose máxima permissível, isto é, a quantidade de radiação aceitável, tanto para o trabalhador como para a população em geral, foi estabelecida pelas Normas Internacionais de Proteção Radiológica. Os órgãos competentes estabelecem as doses máximas de radiação que um profissional da área pode receber semanalmente, em função da exposição do corpo inteiro ou de algumas de suas partes. Como a dosagem é acumulativa e necessita de rigoroso controle, cada pessoa que trabalha com equipamento que emita radiações deve portar, obrigatoriamente, um dosímetro pessoal, que permite constatar e controlar a exposição ao longo do tempo. Esses trabalhadores são submetidos a exames médicos regulares, e o dosímetro pessoal é analisado, periodicamente, por órgãos especializados.
Dosímetro pessoal é um detetor individual de bolso, que mede as doses de radiação recebidas durante o dia de trabalho.
Considerando uma dada intensidade da radiação, seus efeitos são mais acentuados quanto maior o tempo de exposição. Isso é o mesmo que ocorre com as radiações emitidas pelo Sol: se você se expuser ao sol alguns minutos todos os dias, certamente não lhe acontecerá nada prejudicial. Por outro lado, se resolver ficar tomando sol na praia num dia típico de verão, das 7 às 17 horas, com certeza os efeitos serão notados imediatamente. Em outras palavras, as doses
332
Local para identificação do cl iente
Espessura do material Material Data
Cordão de solda
Inclusão de e scória
Figura 11.163 Aspectos da
radiografia por raios gama.

TECNOLOGIA DOS MATERIAIS
de radiação estão sempre relacionadas com o tempo de exposição. Além do tempo de exposição, a proteção radiológica é realizada em função de mais dois outros fatores: blindagem e distância em relação à fonte. As fontes de radiação são confinadas em locais apropriados, de forma a garantir níveis aceitáveis de radiação no ambiente.
Como já sabemos, a intensidade da radiação diminui na proporção inversa do quadrado da distância. Mas, na radiografia de campo, a distância de balizamento deve ser rigorosamente respeitada. Em recintos fechados, ou com equipamentos estacionários, o local onde a peça será exposta a radiação deve ser confinado e blindado com chapas de chumbo (bunker), a fim de preservar níveis aceitáveis de radiação no ambiente. Para finalizar, vale reforçar a ideia de que um ensaio não exclui o outro e sim o complementa. Por isso, quando for necessário detectar descontinuidades de peças, é importante ter bem claros os pontos positivos e as limitações dos métodos existentes. A tabela 11.17 vai ajudá-lo a fazer uma síntese comparativa das vantagens e desvantagens dos métodos estudados neste capítulo.
Exame radiográfico Exame por líquido penetrante Exame por partícula magnética Exame por ultra-som
Custo relativamente alto Baixo custo Baixo custo Custo relativamente alto
Difícil utilização Fácil utilização Em alguns casos, é de fácil utilização Fácil utilização
Detecta descontinuidade interna no material
Detecta apenas descontinuidades na superfície do material
Detecta apenas descontinuidades superficiais ou próximas à superfície
Detecta descontinuidades internas no material
Não requer preparo da superfície Exige superfície previamente preparada
Exige superfície previamente preparada
Exige superfície previamente preparada
Permite registro permanente das falhas encontradas
Dificuldade no registro das falhas encontradas
É difícil manter um registro das falhas encontradas
Não é possível manter um registro das falhas encontradas
Pode ser aplicado em qualquer material
Não pode ser aplicado em materiais porosos
Só pode ser aplicado em materiais ferromagnéticos
Dificuldade de aplicação em alguns materiais
O tempo envolvido no exame é relativamente longo Rapidez na execução do exame Rapidez na execução do exame Rapidez na execução do exame
Requer grau de conhecimento maior na execução e interpretação dos resultados
Não requer grande conhecimento para sua execução e para a interpretação dos resultados
Não requer grande nível de conhecimento para sua execução e para a interpretação dos resultados
Requer elevado grau de conhecimento para sua execução e para a análise dos resultados
Não detecta descontinuidades planas perpendiculares à direção da radiação
Detecta qualquer tipo de descontinuidade, desde que seja aberta à superfície
Detecta apenas descontinuidades perpendiculares às linhas de força do campo magnético
Não detecta descontinuidades paralelas à direção do feixe sônico
Exige medidas de segurançarígidas na sua execução
Não requer medidas especiais de segurança
Não requer medidas especiais de segurança
Não requer medidas especiais de segurança
Tabela 11.17: Comparação das vantagens e desvantagens dos ensaios não destrutivos.
333

TECNOLOGIA DOS MATERIAIS
12. REFERÊNCIAS
CALLISTER, William D., Jr. - John Wiley & Sons, Inc. Materials Science and Engineering: An Introduction, New York, 1991. Tradução: Sérgio Murilo Stamile Soares - Ciência e Engenharia de Materiais: Uma Introdução. Editora LTC – Quinta Edição, Rio de Janeiro (2002).
CHIAVERINI, Vicente. Tecnologia Mecânica: Materiais de Construção Mecânica – Processos de Fabricação e Tratamento. Editora McGraw-Hill Ltda, Volume III – 2° Edição.
PADILHA, Angelo Fernando. Materiais de Engenharia: Microestrutura e Propriedades. Editora Hemus S.A.
TELECURSO 2000 Profissionalizante: Mecânica – Materiais. Editora Globo. Apoios: Fundação Roberto Marinho, FIESP, CIESP, SESI, SENAI, IRS.
PROFESSOR CARUSO. Apostila: Centro Federal de Educação Tecnológica – CEFET – São Paulo. Disciplina Tecnologia Mecânica.
PROFESSOR CRUZ, Antonio José R. S. e FRANÇA, Hélio Jr. Fundação de Apoio à Escola Técnica: Centro de Ensino Técnico e Profissionalizante Quintino. Escola Técnica Estadual República Departamento de Mecânica. Apostila Tecnologia dos Materiais I.
PROFESSOR MSc. PASSOS, Luciano. Faculdades Integradas Einstein de Limeira – São Paulo. Apostila de Ciência e Tecnologia dos Materiais (2006).
CASTALDO, Eduardo (Engenheiro Mecânico) e RAMOS, Marcio de A. (CEN – SUD). Apostila Metalurgia (1993).
CERUTI, Alexandre. Propriedades Mecânicas e Térmicas dos Materiais Cerâmicos.
Departamento de Ciência dos Materiais - PUC Rio de Janeiro. MET 1847 - Materiais de Engenharia / aula 2 e Metalurgia.
Departamento de Ciência dos Materiais - PUC Rio de Janeiro. MET 1847 - Materiais de Engenharia / aula 4 e Metalurgia PUC Rio.
PROFESSORA SAGRILLO, Viviana Possamai Della. Engenharia Metalúrgica Materiais Cerâmicos e Refratários – CEFETES.
LIMA, Andreza Menezes – CARVALHO, João Victor Ferreira e GIRÃO, Thiago Liberato. Universidade do Estado do Rio de Janeiro Campus Regional – Instituto Politécnico. Química dos Materiais Introdução à Compósitos (2008).
PROFESSOR PEREIRA, José Carlos. Universidade Federal de Santa Catarina- Departamento de Engenharia Mecânica Grupo de Análise e Projeto Mecânico, Curso de Projeto Estrutural com Materiais Compostos. Florianópolis (2003).
A. S. D., Oliveira. Engenharia de Superfícies. Cinética das Transformações de Fase - Curvas TTT e TRC. UFPR.
F. Jorge Lino Alves. Universidade do Porto – Faculdade de Engenharia (FEUP). Departamento de Engenharia Mecânica e Gestão Industrial (DEMEGI). Materiais de Construção Mecânica I (EM304) – Aços e Diagrama de Equilíbrio das ligas Fe-C (1ºSemestre – 2005/06).
PROFESSOR SANTOS, Carlos A. dos. Núcleo de Engenharia de Materiais Metálicos (www.em.pucrs.br/nuclemat). Diagrama de Fases e Transformações em Equilíbrio.
Escola Superior de Tecnologia e Gestão – Instituto Politécnico de Leiria (IPL). Tecnologia de Materiais II - Materiais Cerâmicos.
SENAI – ES (Serviço Nacional de Aprendizagem Industrial) e CST (Companhia Siderúrgica de Tubarão). Programa de Certificação de Pessoal de Manutenção (CPM). Materiais Metálicos e Não Metálicos – Mecânica (1996).
Escola Politécnica da Universidade de São Paulo - Departamento de Engenharia Metalúrgica e de Materiais. Diagramas de Fase. PMT 2100 - Introdução à Ciência dos Materiais para Engenharia (2º semestre de 2005).
TELECURSO 2000 Profissionalizante: Mecânica – Tratamentos Térmicos. Editora Globo. Apoios: Fundação Roberto Marinho, FIESP, CIESP, SESI, SENAI, IRS.
TELECURSO 2000 Profissionalizante: Mecânica – Ensaios. Editora Globo. Apoios: Fundação Roberto Marinho, FIESP, CIESP, SESI, SENAI, IRS.
Demais Pesquisas Sites: www.google.com.br www.ebah.com.br www.wikipedia.com
334




















