-
7/29/2019 Apresentao Usinagem eletroqumica
1/25
-
7/29/2019 Apresentao Usinagem eletroqumica
2/25
Introduo ao processo de usinagem por
eletroqumica
Existem vrias formas de usinagem eletroqumica: a
furao, a rebarbao, o polimento, a retificao,
entre outras. A usinagem eletroqumica tem-se
desenvolvido muito nos ltimos anos e encontra-seentre um dos
processos no tradicionais que
apresenta maior aplicabilidade na usinagem de
materiais de alta dureza, alta resistncia e baixa
usinabilidade. O ferramental, o princpio, a aplicao,vantagens e
limitaes deste processo sero
descritos neste trabalho.
-
7/29/2019 Apresentao Usinagem eletroqumica
3/25
Ferramental
Para que o processo de usinagem ocorraso necessrias trs partes
principais:
nodo, ctodo e eletrlito. O restante da
mquina consiste no sistema dealimentao e controle do
eletrlito,
sistema de suprimento de corrente
eltrica, uma cuba eletroltica emecanismo de avano e controle
da
ferramenta.
-
7/29/2019 Apresentao Usinagem eletroqumica
4/25
Eletrlito:
O eletrlito tem a funo de formarcondutividade entre a pea e a
ferramenta
que provocar a dissoluo do metal da
pea. Os eletrlitos mais comuns so ocloreto de sdio (Nacl) e
nitrato de sdio
(NaNO3). Outra funo do eletrlito a de
refrigerar a pea e a ferramenta durante a
usinagem, pois ele bombeado atravsde um furo contido na
ferramenta e
lanado na regio de usinagem.
-
7/29/2019 Apresentao Usinagem eletroqumica
5/25
Cuba:
Todo o processo de remoo de material ocorre
dentro da cuba eletroltica que o local ondeocorre a usinagem e
deve ser fabricada de
material plstico. O ambiente dentro da cuba
extremamente corrosivo, pois o eletrlito uma
soluo de sal em gua, que se fosse de outro
material, metlico, por exemplo, teria problema
tambm com o isolamento dos componentes. O
material mais indicado na fabricao da cuba oacrlico
transparente. Alm de ser isolante
eltrico, o acrlico transparente facilita a
visualizao do processo de usinagem.
-
7/29/2019 Apresentao Usinagem eletroqumica
6/25
Fonte de potncia
A fonte de potnciafornece correnteeltrica (pulsada) de alta
intensidade
e baixa tenso que conectada nos
eletrodos, varia de 5 a 24 volts e 500a 25000 ampres, embora a
maioria
das operaes de usinagem possa
ser conduzida com corrente de 1000a 1500 A.
-
7/29/2019 Apresentao Usinagem eletroqumica
7/25
Eletrodo:
A ferramenta tem uma velocidade deavano constante, cuja funo
aproximar-se da pea e manter um gap
(abertura) tambm constante na interfaceda ferramenta com a pea.
A ferramenta
deve possuir propriedades que facilitam a
passagem da corrente na sua interface
com a pea e o eletrlito.O eletrodo feito
geralmente de cobre, ao inoxidvel ou
tungstnio-cobre.
-
7/29/2019 Apresentao Usinagem eletroqumica
8/25
Pea:
Materiais ferrosos que conduzemeletricidade. A pea geralmente
fica
parada. Alm de possuir isolamento
eltrico, a pea precisa estar bem afixadana base da mquina para
se evitar
vibraes ou trepidaes. A ocorrncia de
tais fenmenos pode acarretar danos
ferramenta e prejudicar o acabamento dapea usinada.
-
7/29/2019 Apresentao Usinagem eletroqumica
9/25
Princpio de funcionamento da usinagem
eletroqumica:
Durante o processo de usinagem eletroqumica,
os dois eletrodos: ferramenta e pea so
submergidos em um eletrlito e conectados aos
plos positivo (nodo pea) e negativo (ctodo-ferramenta) de uma
fonte de potncia de alta
corrente eltrica e baixa tenso. Os tomos do
metal da pea so removidos no nodo e
encaminhados para o ctodo atravs do fluxode eletrlito.
-
7/29/2019 Apresentao Usinagem eletroqumica
10/25
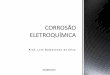
Figura 3.1a) e 3.1b) Pea antes e aps a usinagem eletroqumica
-
7/29/2019 Apresentao Usinagem eletroqumica
11/25
Na Figura (3.1a), antes de formar um gap
(abertura) suficiente, no ocorrer remoo
de material porque no haver passagem
de corrente entre os eletrodos e o eletrlito.
J a Figura (3.1b) mostra a pea usinada
em funo da ao do eletrlito entre apea e a ferramenta. Observa-se
na figura
que os contornos da pea foram formados
pelos limites da ferramenta. Portanto, operfil da ferramenta
determina a forma da
pea aps a usinagem eletroqumica.
-
7/29/2019 Apresentao Usinagem eletroqumica
12/25
Figura 3.2 Princpio de funcionamento da usinagem eletroqumica,
Tlustty (2000).
-
7/29/2019 Apresentao Usinagem eletroqumica
13/25
Partculas removidas
A taxa de remoo de material depende dacapacidade da fonte de
potncia, do material da
pea, das caractersticas do eletrlito, entre
outros fatores. As partculas removidas da pea
so conduzidas para o sistema de suco deeletrlito em funo do
fluxo do mesmo. Estas
partculas precisam ser separadas do eletrlito,
caso contrrio elas podem provocar curto circuito
entre os eletrodos, danificando a ferramenta eprejudicando o
acabamento da pea.
-
7/29/2019 Apresentao Usinagem eletroqumica
14/25
Limpeza do eletrlito
Os mtodos mais utilizados para a limpeza doeletrlito so a
centrifugao e a filtragem. Aps
a filtragem o eletrlito entra no processo de
usinagem novamente porque o sistema de
alimentao do eletrlito cclico. O exaustortem a funo de eliminar
os gases de hidrognio
formados no ctodo. Estes gases, sendo
explosivos, precisam ser retirados do processo.
Alm disso, bolhas de hidrognio podemprejudicar as propriedades
do eletrlito.
-
7/29/2019 Apresentao Usinagem eletroqumica
15/25
4.Aplicaes
O processo empregado na
usinagem de materiais duros, comoaos temperados, ligas
resistentes ao
calor, metal duro, etc.
-
7/29/2019 Apresentao Usinagem eletroqumica
16/25
-
7/29/2019 Apresentao Usinagem eletroqumica
17/25
-
7/29/2019 Apresentao Usinagem eletroqumica
18/25
-
7/29/2019 Apresentao Usinagem eletroqumica
19/25
5.Vantagens do Processo:
Possvel controlar a quantidade de
material removido. Ou seja, uma
usinagem de preciso;
Formas complexas podem serreproduzidas por este mtodo;
Sem tenses residuais;
Alto desempenho em termos de
integridade e acabamento superficial.
-
7/29/2019 Apresentao Usinagem eletroqumica
20/25
6.Limitaes:
Apresentamproblemas devidos
corroso;
Usina somente
materiais condutores
de eletricidade;
Existncia de
elevadas presses
hidrulicas;
-
7/29/2019 Apresentao Usinagem eletroqumica
21/25
6.Limitaes:
Dificuldades paraajustagem da
ferramenta;
Demanda grandes
manutenes.;
No recomendadopara pequenos lotes.
-
7/29/2019 Apresentao Usinagem eletroqumica
22/25
7. Concluso:
Processo de usinagem muitoutilizado para fabricao de peas
complexas, com grande preciso
dimensional que so viveisapenas em materiais duros
condutores de grande lotes
devido seu alto custo, porem com
menor desgaste da ferramenta.
-
7/29/2019 Apresentao Usinagem eletroqumica
23/25
7. Concluso:
Este tipo de processo muitoutilizado em vrios tipos de
seguimentos tais como medicina,
indstrias automobilstica,aeroespacial devido sua
reduo de peso, permanecendo
suas propriedades mecnicas.
-
7/29/2019 Apresentao Usinagem eletroqumica
24/25
7. Concluso:
Por essas razes, a usinagemeletroqumica vem obtendo um
crescimento gradativo no
mercado, graas as suas variasvantagens que este tipo de
processo obtm comparado aos
processos convencionais.
-
7/29/2019 Apresentao Usinagem eletroqumica
25/25