Embed Size (px)
Citation preview
TECNOLOGIA DO LEITE E DERIVADOS
Profa. Leise Nascimento Moreira
Profa. Msc. Janaína Valéria
Faculdade Estácio de Sergipe
Curso de Nutrição Tecnologia de
alimentos
CONCEITOS FUNDAMENTAIS
Leite é definido a grosso modo como:
Produto da secreção mamária de mamíferos.
Ou, segundo o Regulamento Técnico de
Inspeção Industrial e Sanitária de Produtos de
Origem Animal (RIISPOA, artigo 475):
É o produto normal, fresco, integral, oriundo da
ordenha completa e ininterrupta de vacas sadias,
em outra especificação.
CONCEITOS FUNDAMENTAIS
Rico
energia, proteínas, sais minerais e vitaminas,
Serve para alimentar os mamíferos em sua
primeira fase de vida,
Possui elevada importância biológica, pois é o
alimento exclusivo dos mamíferos jovens.
Produção de uma forma adequada, isento de
substâncias estranhas e não conter colostro.
CONCEITOS FUNDAMENTAIS
QUIMICAMENTE, ...
Dispersão mista de aspecto branco,
opaco, levemente adocicado, de odor
pouco acentuado,
2 x mais viscoso que a água, tendendo
à neutralidade
Constituído: Gorduras em emulsão,
Proteínas em estado coloidal (caseína)
Carboidratos (lactose),
Sais (citratos), vitaminas B e C em solução,
Água o meio dispersante.
GENERALIDADES
• Devido a composição com nutrientes de alto valor
biológico, desde sempre, utilizado na alimentação
humana, sendo considerado como um dos mais
completos alimentos in natura.
• Ao mesmo tempo, torna-se excelente meio para o
desenvolvimento de microrganismos.
• Fatores como raça e alimentação do animal, idade e
número de parições, variações climáticas, tempo de
lactação são fatores que influenciam a quantidade e a
qualidade do leite produzido.
GENERALIDADES
Fatores que influenciam o sabor e o aroma
do leite: Composição química
Absorção de odores estranhos
Ação de microrganismos (decompondo certos constituintes
do leite).
A produção mundial total de leite (soma de todos os
tipos de animais) em 2007 foi de 671 bilhões de litros.
O Brasil é o sexto maior produtor mundial de leite de
vaca. E segundo o IBGE, apresentou uma produção
de 25,4 bilhões de litros em 2006.
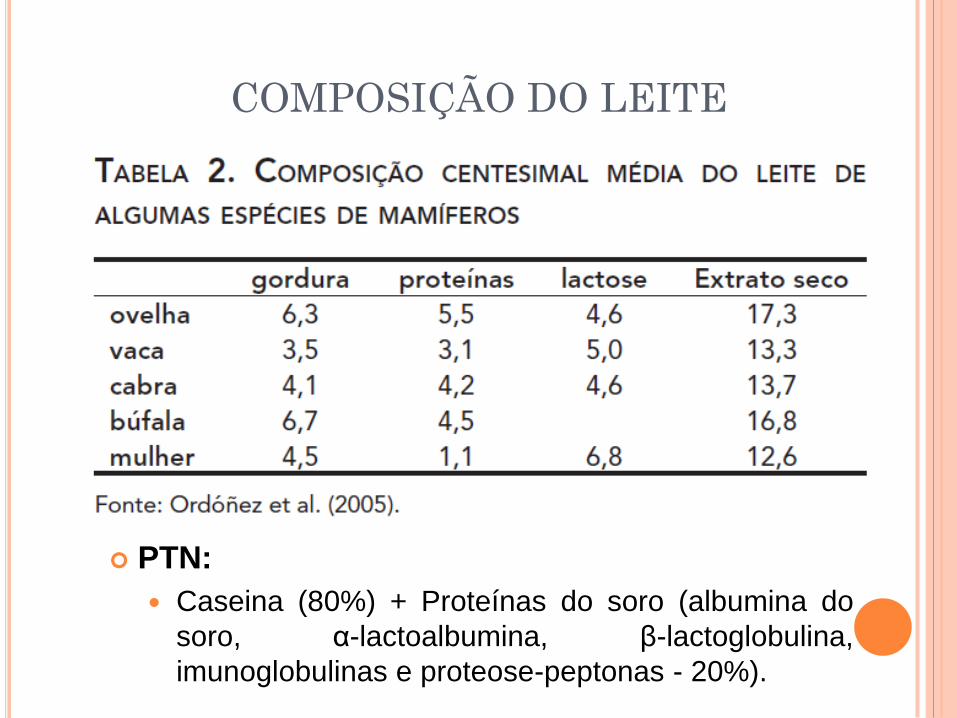
COMPOSIÇÃO DO LEITE
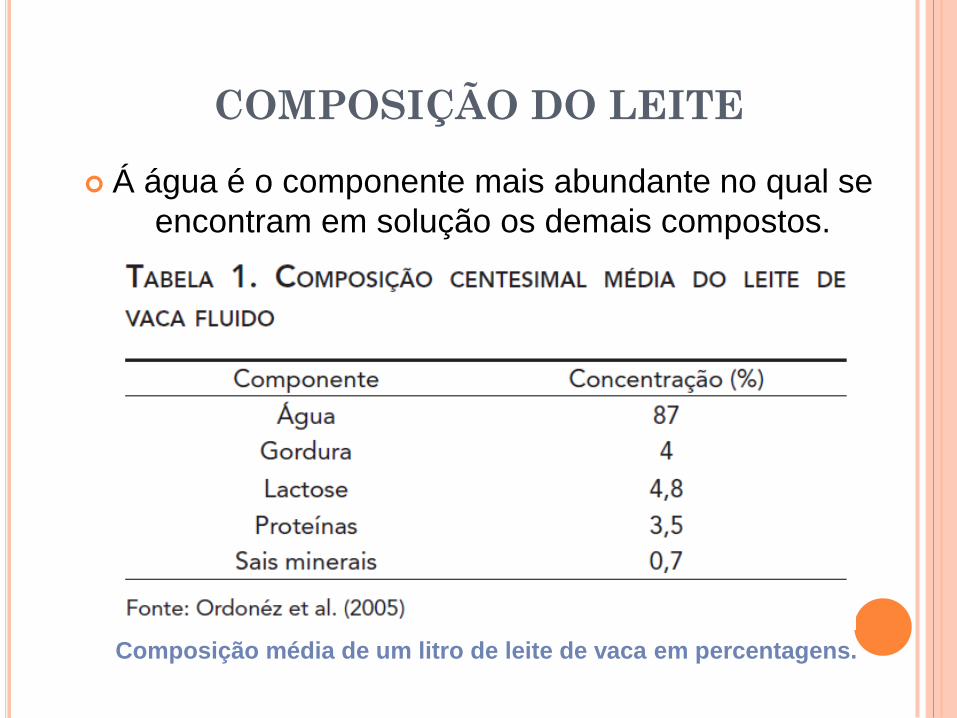
Á água é o componente mais abundante no qual se
encontram em solução os demais compostos.
Composição média de um litro de leite de vaca em percentagens.
COMPOSIÇÃO DO LEITE
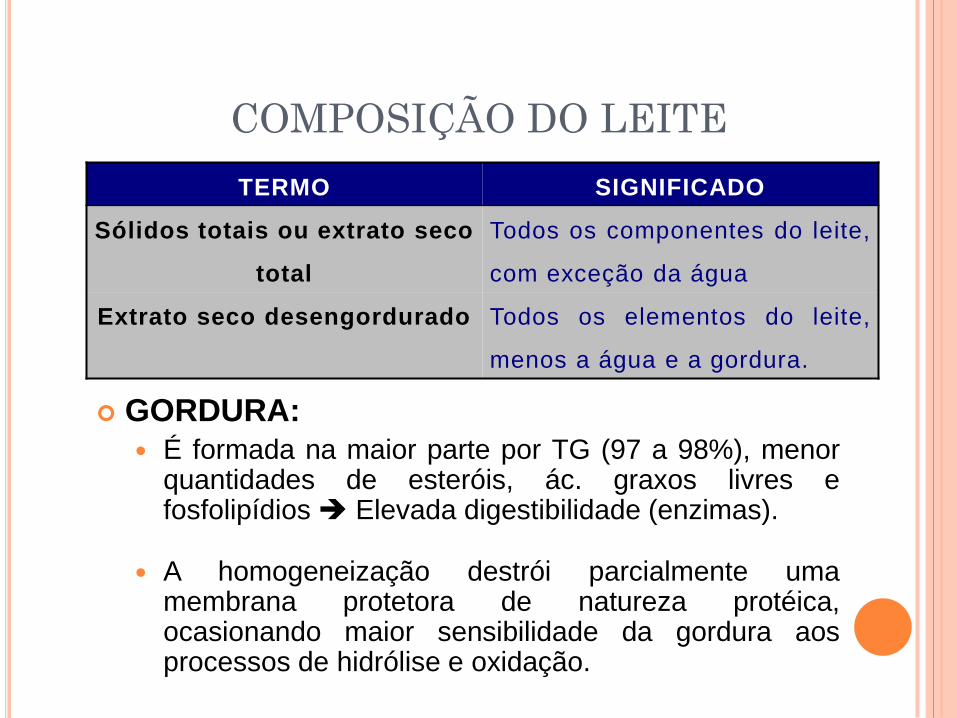
GORDURA:
É formada na maior parte por TG (97 a 98%), menor quantidades de esteróis, ác. graxos livres e fosfolipídios Elevada digestibilidade (enzimas).
A homogeneização destrói parcialmente uma membrana protetora de natureza protéica, ocasionando maior sensibilidade da gordura aos processos de hidrólise e oxidação.
TERMO SIGNIFICADO
Sólidos totais ou extrato seco
total
Todos os componentes do leite,
com exceção da água
Extrato seco desengordurado Todos os elementos do leite,
menos a água e a gordura.
COMPOSIÇÃO DO LEITE
PTN:
Caseina (80%) + Proteínas do soro (albumina do
soro, α-lactoalbumina, β-lactoglobulina,
imunoglobulinas e proteose-peptonas - 20%).
COMPOSIÇÃO DO LEITE
CASEÍNA
Substância coloidal complexa, associada ao Ca e ao P, podendo ser coagulada por ação de ácidos, coalho e ou álcool.
Possui > influência sobre as propriedades físico-químicas do leite que as proteínas do soro.
Sua proporção de AA é varia consideravelmente com relação as PTNs do soro Diferenças no valor biológico.
PTNs do soro
Quando desnaturadas podem atuar como agentes emulsificantes.
COMPOSIÇÃO DO LEITE
LACTOSE
Encontra-se totalmente em solução verdadeira na fase aquosa
do leite.
É muito menos doce que a sacarose e que os
monossacarídeos que a compõem.
Quando submetida ao aquecimento, ocorre REAÇÃO DE
MAILLARD, com presença de PTNs, sendo um fenômeno de
pardeamento frequente em leites evaporados e esterilizados.
Devido a sua baixa solubilidade pode causar problemas
durante a fabricação de sorvete, leite condensado, doce de
leite, etc.
COMPOSIÇÃO DO LEITE
Minerais
Representam 0,6 a 0,8 % do peso do leite.
São importante e governam a termoestabilidade do leite, além dos processos de coagulação (Ca).
Cálcio, fósforo (+ importantes), sódio, potássio, magnésio, flúor, iodo, enxofre, cobre, zinco, ferro, ...
Vitaminas
Apresenta todas as vitaminas lipossolúveis e diversas hidro.
Todas são susceptíveis à destruição por:
Tratamentos térmicos, ação da luz, oxidações, etc.

COMPOSIÇÃO DO LEITE
COMPOSIÇÃO DO LEITE
De acordo com a quantidade relativa de albumina,
globulina e caseína, os leite são classificados em:
Leite caseinoso: Quando a quantidade de caseína é bastante
superior à de albumina e globulina. Ex.: leites de vaca, ovelha
e cabra.
Leite albuminoso: Quando a quantidade de albumina e
globulina é similar à da caseína. Sua digestão é mais fácil.
Ex.: leite de mulher, égua, jumenta.
COMPOSIÇÃO DO LEITE
Fatores que influenciam a composição do leite:
A raça do animal, afetando principalmente os teores de gordura e proteína do leite.
A porcentagem de gordura do leite varia entre diferentes ordenhas.
Animais que executam trabalhos intensos proporcionam menor rendimento da produção de leite.
Os diferentes quartos do úbere promovem variação: o úbere é dividido em quatro câmaras, a produção e a composição podem variar entre os quartos.
COMPOSIÇÃO DO LEITE
Fatores que influenciam a composição do leite:
O período de lactação afeta a composição do leite.
As estações do ano.
Os alimentos ingeridos pelo animal e seus níveis
nutricionais também influenciam na composição do leite.
A temperatura ambiente pode promover variações fora da
faixa entre -1 C e 23ºC.
A sanidade e a idade do animal.
VALOR NUTRITIVO DO LEITE
O leite de vaca apresenta:
3,2 a 3,5% de PTN com um quantidade apreciável de AA essenciais.
As necessidades de AA essenciais de um adulto são atingidas 0,5 l de leite ou 50 a 100 g de queijo/ dia.
A lactose varia de 4,7 a 5,2%.
Quando utilizada pela microflora intestinal, produz ác. láctico e ↓ o pH Inibir desenvolvimento de bactérias putrefativas e patogênicas e melhora a absorção de Cálcio.
Sua absorção lenta, peso molecular alto e menor nível de pH no intestino aumenta a atividade peristáltica resultando em um efeito laxante.
VALOR NUTRITIVO DO LEITE
O leite de vaca apresenta:
Gordura nas quantidades de 35g/ l.
Contribui para uma melhor palatabilidade do produto, fornece ác. graxos essenciais, ↑ o valor calórico e melhora o valor nutricional do leite devido as vitaminas lipossolúveis e presença de caroteno.
7,5 g de minerais, sendo Ca e P os principais, sendo favorecido pela relação 1: 0,7.
É pobre em ferro e precisa ser adicionado de ferro quelato.
Quantidade de minerais > que do leite humano, que devem ser diminuídos nas fórmulas infantis.
VALOR NUTRITIVO DO LEITE
O leite de vaca apresenta:
Coeficiente de digestibilidade 98% para a lactose,
97% para a proteína e 95% para a gordura.
Recomendação de consumo de leite (OMS):
Crianças abaixo de 9 anos: 2 a 3 xíc. (1/2 l/ dia)
Crianças de 9 a 12 anos: 3 ou mais xíc. (3/4 l/ dia)
Adolescentes: 4 ou mais xíc. (1 l/ dia)
Adultos: 2 ou mais xíc. (1/2 l/ dia)
ORDENHA DO LEITE
Para o animal ter uma maior produção de leite, a
ordenha deve ser feita com eficiência, de maneira
higiênica e em ambiente calmo e familiar para a vaca.
OBJETIVO DA ORDENHA HIGIÊNICA
Obter um leite são, com a menor carga bacteriana possível, o
que garantirá uma matéria-prima de qualidade para produção
do leite propriamente e de seus derivados, assim, oferecer um
produto de boa qualidade ao consumidor.
ORDENHA DO LEITE
Pré-requisitos para uma boa ordenha:
O rebanho deve ser saudável, isento de brucelose,
tuberculose, verminoses e outras doenças.
Os animais não devem esperar a ordenha em ambiente sujo.
Vacas doentes ou em tratamento devem ser afastadas da
produção.
O ambiente onde será realizada a ordenha deve estar limpo,
em local mais elevado possível para facilitar as tarefas de
limpeza e escoamento de águas e dejetos.
O ambiente deve estar distante de locais causadores de
odores, como: esterqueiras, chiqueiros, galinheiros e fossas,
pois o leite pode absorver odores.
ORDENHA DO LEITE
Tipos de ordenha
MANUAL
Consiste em apertar a base do teto entre o polegar e o
indicador impedindo o retorno do leite para a cisterna do úbere, e, a
seguir, forçando-o a sair pelo canal à medida em que os outros dedos
vão se fechando sobre o teto e exercendo forte pressão interna.
Para receber o leite devem ser utilizados baldes próprios, com cerca
de três quartas partes de sua boca tampada para evitar, ao máximo, a
queda de corpos estranhos no leite.
ORDENHA DO LEITE
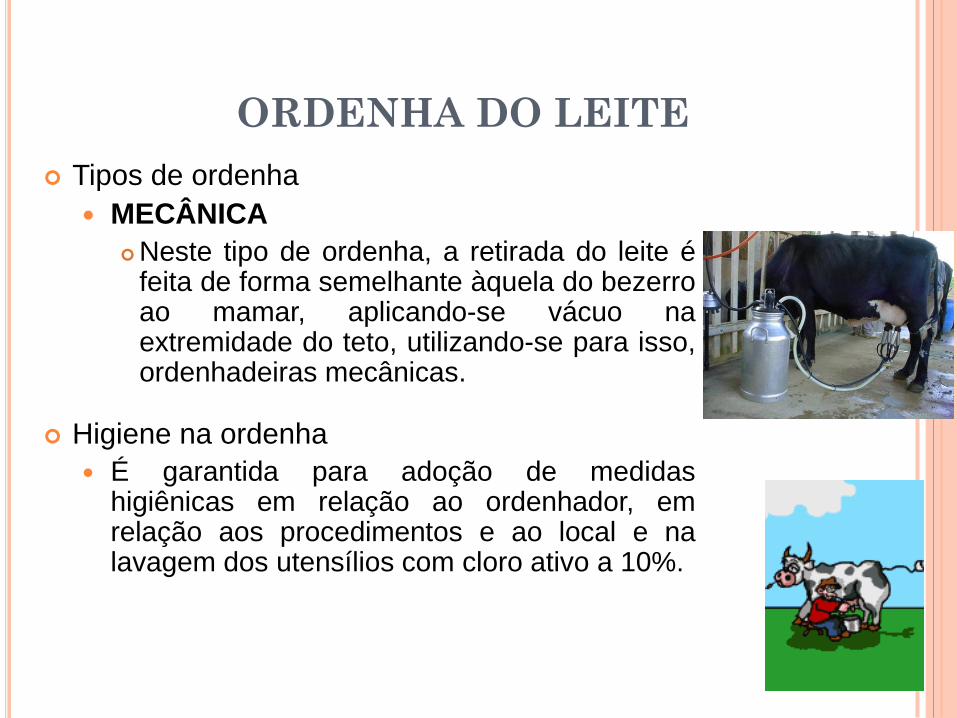
Tipos de ordenha
MECÂNICA
Neste tipo de ordenha, a retirada do leite é feita de forma semelhante àquela do bezerro ao mamar, aplicando-se vácuo na extremidade do teto, utilizando-se para isso, ordenhadeiras mecânicas.
Higiene na ordenha
É garantida para adoção de medidas higiênicas em relação ao ordenhador, em relação aos procedimentos e ao local e na lavagem dos utensílios com cloro ativo a 10%.
NOÇÕES DE MICROBIOLOGIA DO
LEITE
Por sua composição completa e balanceada, o leite é um substrato ideal para o desenvolvimento de diversos grupos de MOS que provocam alterações significativas e contaminação: bactérias, leveduras, fungos, vírus e outros.
Assim, MOS existem aos milhares em todos os lugares, inclusive no leite desde sua ordenha. O homem ao manipular, e descuidar das práticas de boa higiene, pode contaminar o leite com MOS.
Quando a ordenha é feita em condições de boa higiene, a população de MOS é baixa e a conservação do leite é prolongada.
NOÇÕES DE MICROBIOLOGIA DO
LEITE
Fontes de contaminação do leite O leite pode sofrer contaminação não somente durante a
ordenha, mas sim, durante todo o processo até seu beneficiamento.
Contaminação interna Animais doentes transmitem microrganismos para o leite antes
mesmo da ordenha. Por isso é de extrema importância manter os animais sadios e higienizados.
Contaminação externa CAUSA Falta de higiene do ordenhador, fezes, terra, poeira,
insetos, vasilhames sujos, uso de água contaminada, ordenha mal feita, ordenhadeiras e equipamentos mal higienizados. Por isso, é fundamental a higiene em todas as etapas.
NOÇÕES DE MICROBIOLOGIA DO
LEITE
Principais grupos de MOS:
Bactérias
Gram (+): Lácticas (Lactobacillus, Streptococcus), Bacillus
(acidificação, coalgulação e proteólise) e Clostridium (produz
gases em queijo), Corynebacterium (produz exotoxinas),
Propionobacterium (elaboração de queijo suiços) e Brevibacterium.
Gram (-): Enterobactérias (Escherichia, Enterobacter, Klebsiella,
Citrobacter, Salmonella e Shigella sp) e Aeróbias estritas
(Alcaligenes, Pseudomonas, Brucella e Campylobacter).
Leveduras
Podem constituir a flora pegajosa de queijos úmidos. Gênero mais
comum: Cândida (não altera significativamente).
NOÇÕES DE MICROBIOLOGIA DO
LEITE
Principais grupos de MOS:
Fungos
Possuem pouca significância no leite fluido,
presença relevante em derivados lácteos.
Gêneros mais importantes: Penicillium
roqueforti,Penicillium casei, P. camemberti, P.
caseicolum, P. album, Geotrichum candidum, ...
Vírus
Grupos mais restrito
Gêneros Poxvirus, Enterovirus, Flavovirus,
vírus da hepatite e bacteriofágos das bactérias
ácido-lácticas.
NOÇÕES DE MICROBIOLOGIA DO
LEITE
Principais alterações do leite causadas por MOS:
MOS do grupo PROTEOLÍTICO agem
basicamente sobre as proteínas, levando a
produtos finais como: peptídeos, AAs, aminas,
amoníaco.
MOS do grupo SACAROLÍTICO atuma sobre
CHO (lactose e seus monossacarídeos),
produzindo ácido, bases e álcool.
MOS do grupo LIPOLÍTICO interferem na
gordura do leite (TG), liberando ác. graxos e
glicerol.
ETAPAS DO PROCESSAMENTO DO
LEITE
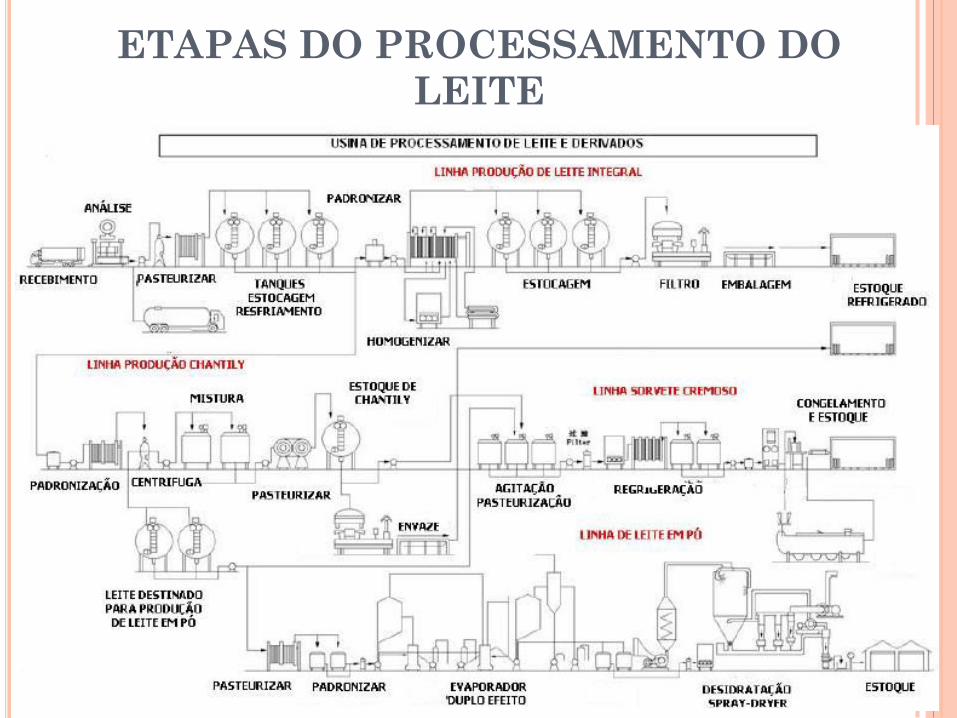
Um estudo preliminar visando o levantamento da oferta de leite nos períodos da safra e entre safra constitui um primeiro passo antes da decisão de implantação da Usina. Regiões com bacias leiteiras com alta densidade de produção devem ser preferíveis.
Assim, o leite, ao chegar a plataforma de recepção da Usina de Processamento, quer seja destinado à transformação em derivados, deverá ser da melhor qualidade possível, apresentando excelentes características microbiológicas, físico-quimicas e organolépticas.
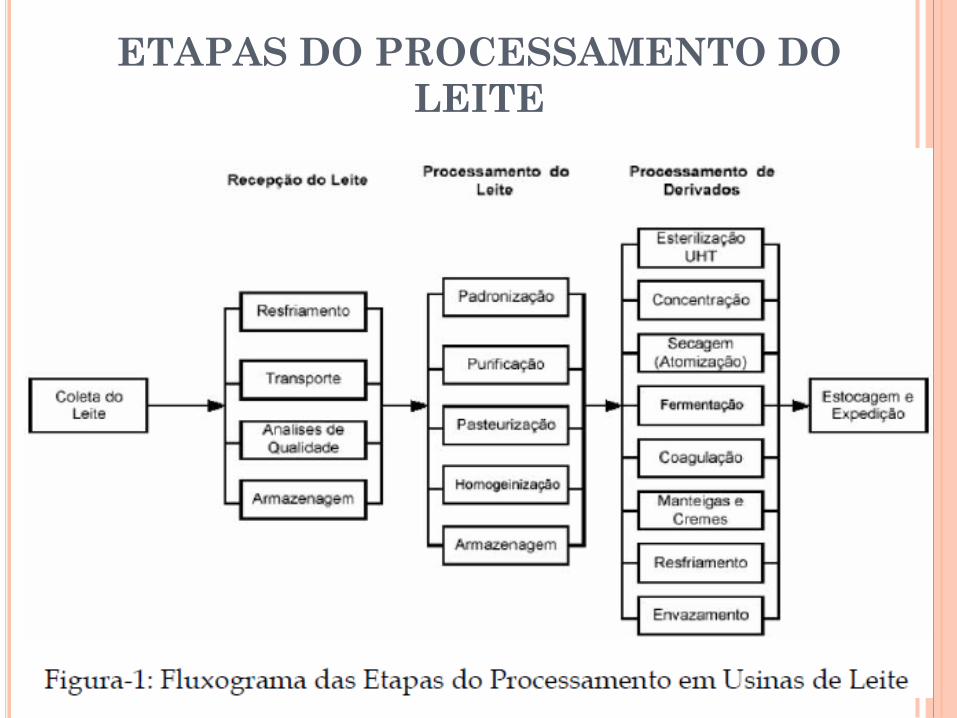
ETAPAS DO PROCESSAMENTO DO
LEITE
ETAPAS DO PROCESSAMENTO DO
LEITE
RECEBIMENTO
Operações de pesagem, filtração e resfriamento do produto.
É efetuada por meio de esteiras transportadoras que permitem inspeção prévia da qualidade, analises
sensoriais, acidez titulável, alizarol, gordura, temperatura, densidade, etc.
OBJETIVO evitar o ingresso de leite de baixa qualidade na Usina.
O leite é recebido, pesado, filtrado, resfriado para 2 a 5 C em trocador de calor de placas e estocado em tanques isotérmicos antes de ser pasteurizado e encaminhado para as seções de processamento.
O processamento do leite é feito com duas finalidades:
Produção de leite para consumo ou de derivados.
ETAPAS DO PROCESSAMENTO DO
LEITE
ETAPAS DO PROCESSAMENTO DO
LEITE
ETAPAS DO PROCESSAMENTO DO LEITE
ANÁLISE DO LEITE RECEBIDO Do ponto de vista higiênico, o leite deve ter as seguintes características e
propriedades: agradável preservando suas características sensoriais, limpo, fresco.
SABOR O leite fresco normal deve ter um sabor levemente adocicado, devido
principalmente ao seu alto conteúdo de lactose. A mudança de sabor no leite pode estar relacionada principalmente ao manejo dos animais e ao modo como ele é processado.
ODOR O leite recém-ordenhado tem um odor relacionado ao ambiente de ordenha,
que logo desaparece. Os elementos que influenciam o odor do leite são provenientes de alimentos, meio ambiente, utensílios que entram em contato direto com o leite e MOS.
COR A cor do leite que normalmente é um branco amarelado e opaco.
ETAPAS DO PROCESSAMENTO DO
LEITE
PADRONIZAÇÃO
É a retirada parcial da gordura do leite.
Mantém constante o teor no produto final.
O leite padronizado tipo C e UHT é, padronizado com 3% de gordura.
Feita por desnatadeiras centrífugas, o laticínio usa para si o creme retirado para a fabricação de derivados do leite.
Os leites tipo A e B não sofrem padronização, devem ser integrais.
ETAPAS DO PROCESSAMENTO DO
LEITE
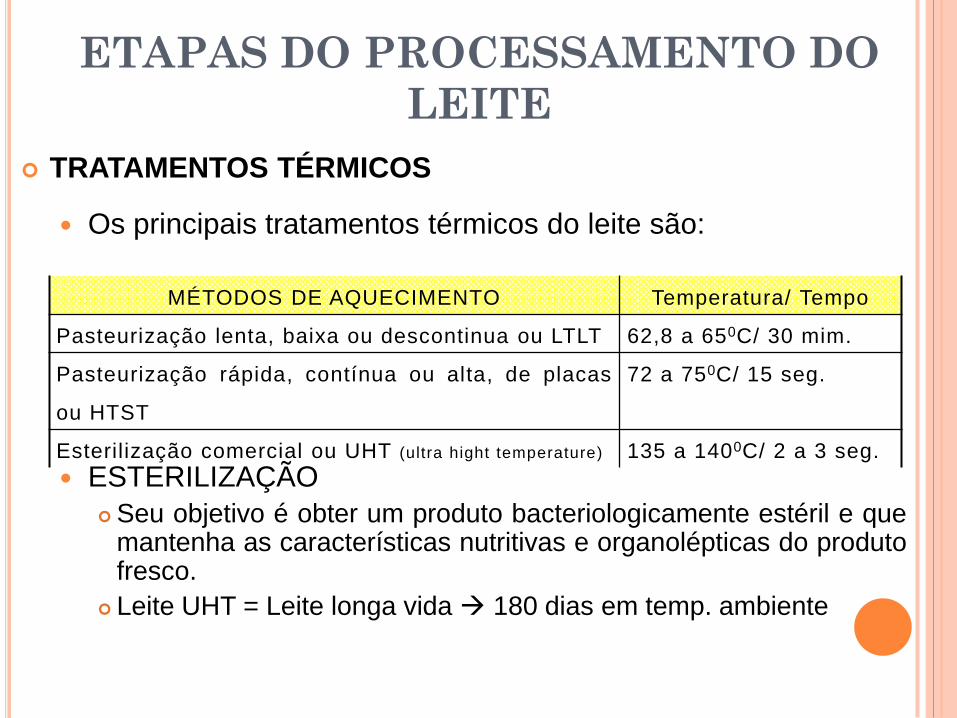
TRATAMENTOS TÉRMICOS
Os principais tratamentos térmicos do leite são:
ESTERILIZAÇÃO
Seu objetivo é obter um produto bacteriologicamente estéril e que mantenha as características nutritivas e organolépticas do produto fresco.
Leite UHT = Leite longa vida 180 dias em temp. ambiente
MÉTODOS DE AQUECIMENTO Temperatura/ Tempo
Pasteurização lenta, baixa ou descontinua ou LTLT 62,8 a 650C/ 30 mim.
Pasteurização rápida, contínua ou alta, de placas
ou HTST
72 a 750C/ 15 seg.
Esterilização comercial ou UHT (ultra hight temperature) 135 a 1400C/ 2 a 3 seg.
ETAPAS DO PROCESSAMENTO DO
LEITE
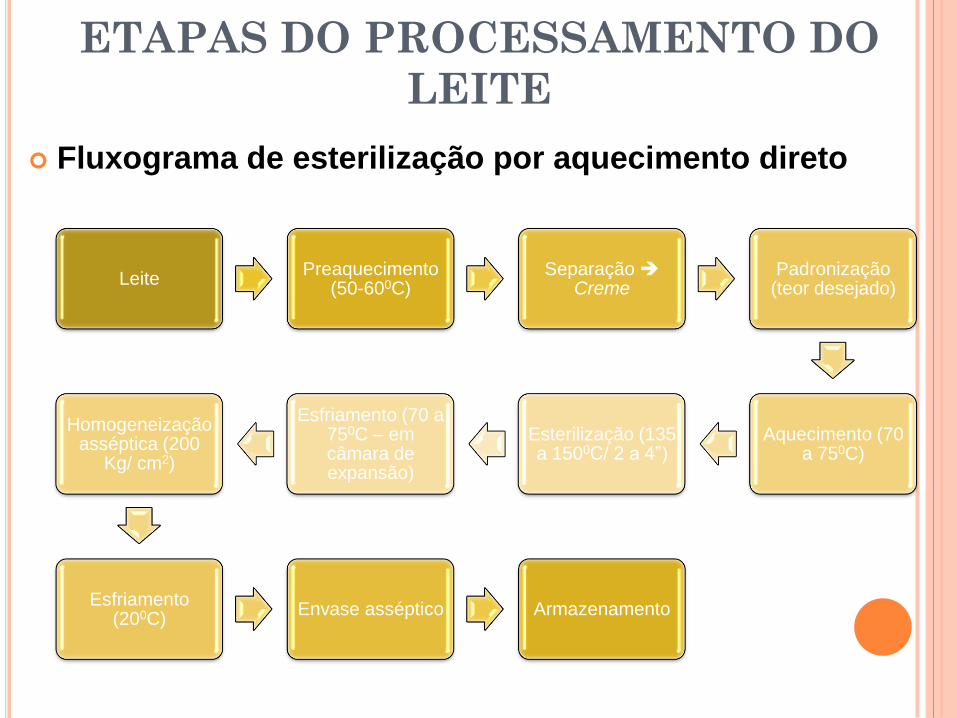
Fluxograma de esterilização por aquecimento direto
Leite Preaquecimento
(50-600C) Separação
Creme Padronização
(teor desejado)
Aquecimento (70 a 750C)
Esterilização (135 a 1500C/ 2 a 4”)
Esfriamento (70 a 750C – em câmara de expansão)
Homogeneização asséptica (200
Kg/ cm2)
Esfriamento (200C)
Envase asséptico Armazenamento
ETAPAS DO PROCESSAMENTO
DO LEITE
TRATAMENTOS TÉRMICOS
PASTEURIZAÇÃO é o aquecimento do leite a baixa
temperatura em curto tempo pré-estabelecido, fazendo
em seguida o seu resfriamento imediato.
Busca assegura a sanidade do produto, pois elimina
patogenos e a quase totalidade dos MOS alteradores
presentes no leite cru.
É efetuada em equipamentos providos de placas
conhecido como trocador de calor de placas, que
permitem a regeneração de frio e calor em torno de 85-
90%.
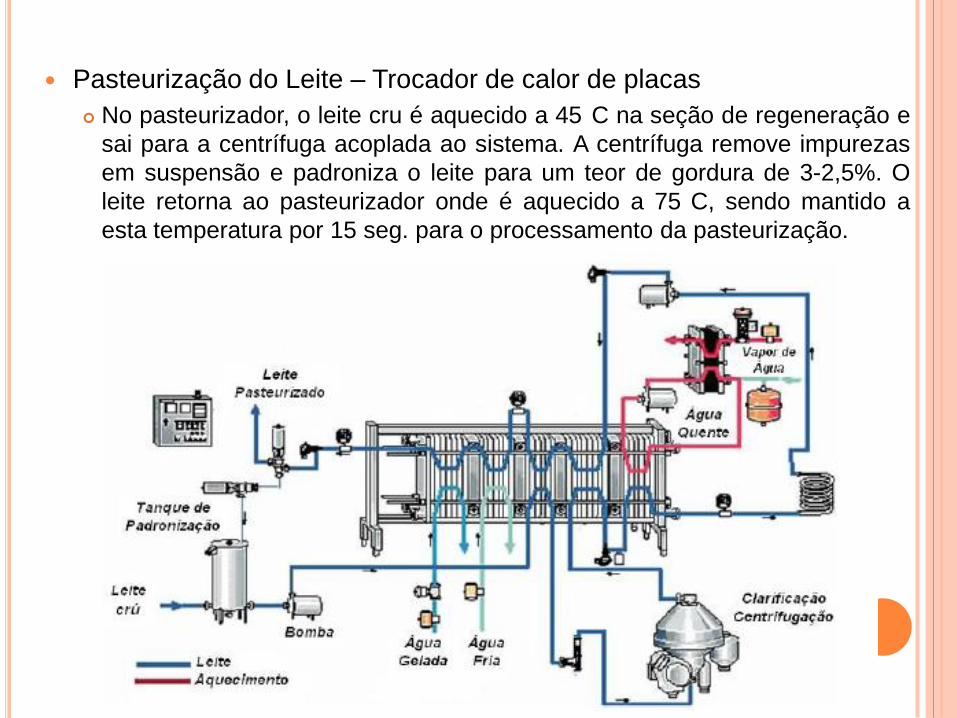
Pasteurização do Leite – Trocador de calor de placas
No pasteurizador, o leite cru é aquecido a 45 C na seção de regeneração e
sai para a centrífuga acoplada ao sistema. A centrífuga remove impurezas
em suspensão e padroniza o leite para um teor de gordura de 3-2,5%. O
leite retorna ao pasteurizador onde é aquecido a 75 C, sendo mantido a
esta temperatura por 15 seg. para o processamento da pasteurização.
ETAPAS DO PROCESSAMENTO DO
LEITE
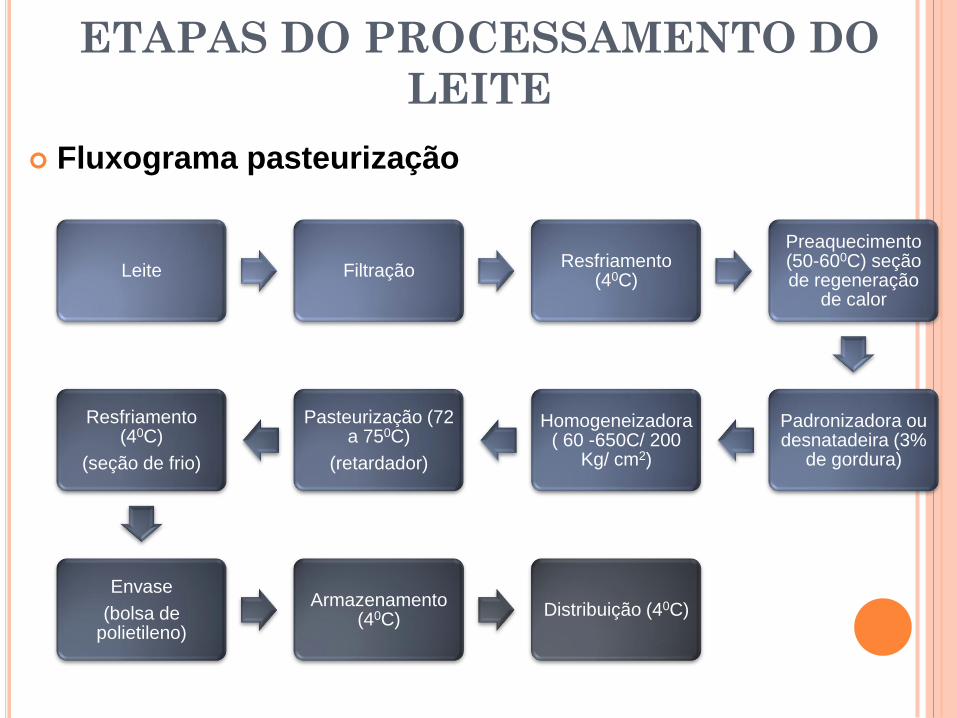
Fluxograma pasteurização
Leite Filtração Resfriamento
(40C)
Preaquecimento (50-600C) seção de regeneração
de calor
Padronizadora ou desnatadeira (3%
de gordura)
Homogeneizadora ( 60 -650C/ 200
Kg/ cm2)
Pasteurização (72 a 750C)
(retardador)
Resfriamento (40C)
(seção de frio)
Envase
(bolsa de polietileno)
Armazenamento (40C)
Distribuição (40C)
ETAPAS DO PROCESSAMENTO
DO LEITE
HOMOGENEIZAÇÃO
É o processo que consiste em passar o leite através de
válvulas à alta pressão com furos muito pequenos,
reduzindo então o tamanho dos glóbulos de gordura.
Serve para impedir a formação de nata no leite
pasteurizado, sendo essencial para o leite Longa Vida,
deixando o leite mais branco, melhorando o aspecto,
palatabilidade e digestão e ainda melhora a qualidade
do queijo e iogurte.
Em seguida o leite é resfriado a 5 C e armazenado em
tanques de estocagem isotérmicos até o seu envase ou
processamento de derivados.
CLASSIFICAÇÃO DO LEITE
De acordo com o Departamento de Inspeção de
Produtos de origem animal (DISPOA, 1999), existem
Regulamentos Técnicos Básicos de Identidade e
Qualidade (RITQ s) dos Leites
Tipo A
Tipo B
Tipo C
Leite pasteurizado
Leite cru refrigerado
Leite de cabra
Coleta de leite cru refrigerado na propriedade rural e
seu transporte a granel.
CLASSIFICAÇÃO DO LEITE
RTIQ s do Leite Tipo A
Modernização dos métodos de amostragem e de interpretação de
resultados de análises microbiológicas, dentre de padrões
internacionais.
Fixação de limites de contagem de células somáticas,
inicialmente em um máximo de 600.000 C.S/ ml.
Contagem padrão em placas de leite cru, com um máximo de
10.000 UFC/ ml, sendo que, no leite pasteurizado, de cada 5
amostras do lote, 2 podem estar entre 500 a 1.000 UFC/ml.
Redução de especificações legais quanto às instalações físicas.
Puderam passar a produzir derivados lácteos.
Homogeneização compulsória do leite com + de 24 h de
prateleira.
Puderam alterar o teor de gordura desse leite: integral (teor
original), padronizado (a 3%), semidesnatado 0,6 a 2,9%) e
desnatado (máximo 0,5%).
CLASSIFICAÇÃO DO LEITE RTIQ s do Leite Tipo B
Mantem os mesmos parâmetros do leite tipo A quanto à contagem
de células somáticas e teor de gordura, que poderá ser alterado
no estabelecimento que o receber.
Deverá ser obrigatoriamente refrigerado na propriedade rural e
transportado à granel.
Quando cru, na usina de beneficiamento, deverá apresentar no
máx. 500.000 UFC/ml na contagem padrão de placas.
Após pasteurizado, de cada 5 amostradas analisadas no lote, 2
podem apresentar 40.000 a 80.000 UFC/ml, teor de coliformes de
2 a 5 UFC/ml e Salmonella sp ausente.
Deve ser realizado pelo produto o controle diário de qualidade do
leite cru refrigerado tipo B, no seu recebimento para cada
compartimento do tanque:
Temperatura, teste do álcool (alizarol), acidez titulável, índice
crioscópico, densidade relativa a 15/150C, teor de gordura, pesquisa de
fosfatase alcalina e pesquisa de peroxidase.
CLASSIFICAÇÃO DO LEITE
RTIQ s do Leite Tipo C
CRU É o produto não submetido a qualquer tipo de tratamento
térmico na fazenda leiteira onde foi produzido e integral quanto ao
teor de gordura, entregue no estabelecimento industrial adequada
até às 10 h do dia de sua ordenha.
Quando cru, após refrigeração, pode ficar estocado em posto de
refrigeração por no máx. 24 h, sendo logo enviado para
estabelecimento beneficiador.
REFRIGERADO É o produto entregue até às 10 h do dia de
sua ordenha em postos de refrigeração de leite ou
estabelecimento industrial adequado ou nele ser refrigerado e
mantido em temperatura igual ou inferior a 40C.
PASTEURIZADO Produto classificado quanto ao teor de
gordura como integral, padronizado a 3%, semidesnatado ou
desnatado, submetido à temperatura de 72 a 75ºC durante 15 a
20 min em pasteurizador de placas , seguindo-se de resfriamento
imediato.
PROCESSAMENTO DOS DERIVADOS
DO LEITE
DERIVADOS
A partir do leite é possível a elaboração de diversos
derivados, agregando valor ao produto. Os processos
tecnológicos pelo qual o leite passa permite a
elaboração de queijos, doces, iogurtes e muitos outros
produtos.
LEITE RECONSTITUÍDO
É o produto resultante da dissolução em água, do
adicionado ou não, de gordura láctea, até atingir o teor
gorduroso fixado para tipo, seguido de homogeneização
e pasteurização (Artigo 504 do RIISPOA).
PROCESSAMENTO DOS DERIVADOS
DO LEITE
CREME DE LEITE
É o produto lácteo relativamente rico em gordura retirada do
leite por procedimento tecnologicamente adequado, que
apresenta a forma de uma emulsão de gordura em água
(RIISPOA, Artigo 546).
O creme obtido poderá ser submetido a pasteurização, a
apertização ou ao tratamento UHT, sendo nestes casos
denominados e a ele não é permitida a adição de nenhum
aditivo ou coadjuvante para o creme pasteurizado, no
entanto para os cremes esterilizado e UHT podem conter os
agentes espessantes e/ou estabilizantes, tais como:
Ácido algínico e seus sais de cálcio, sódio, potássio e amônio;
carboximetilcelulose e seu sal de sódio, goma guar e pectina.
PROCESSAMENTO DOS DERIVADOS
DO LEITE
IOGURTE
Para a sua produção, o leite é padronizado para 2,5% de gordura e
colocado em pasteurizador maturador lento onde é adicionado de
11-11,5% de sacarose (açúcar cristal) e aquecido a 85-90 C, onde
permanece a esta temperatura durante 30 minutos. Decorrido os
30 minutos, é resfriado a 43-45 C, quando então é inoculado com
o fermente láctico.
Os MOS básicos utilizados na sua fabricação são o Lactococcus
thermophilus e o Lactobacillus bulgaricus. Este fermento é
previamente preparado em laboratório e inoculado na razão de
1,5% em relação ao volume de leite.
O leite inoculado de fermento láctico permanece nos tanques
maturador lento por um período de 3-4 horas, controlando-se a
temperatura até a formação da coalhada.
PROCESSAMENTO DOS DERIVADOS
DO LEITE
IOGURTE
O ponto final da fermentação é controlado por meio da
acidez Dornic (em torno de 70 D). Logo após ter atingido
a acidez desejada, é iniciada a refrigeração do produto,
feita primeiramente fazendo-se circular água fria pelas
paredes do pasteurizador maturador, até a temperatura de
30-32 C, fazendo-se em seguida a circulação de água
gelada até a temperatura do iogurte abaixar para 9-10 C.
Neste ponto o produto deverá atingir uma acidez em torno
de 85 D com aroma e flavor característicos. Procede-se
então a quebra da coalhada no próprio tanque, dotado de
agitador mecânico.
PROCESSAMENTO DOS DERIVADOS
DO LEITE
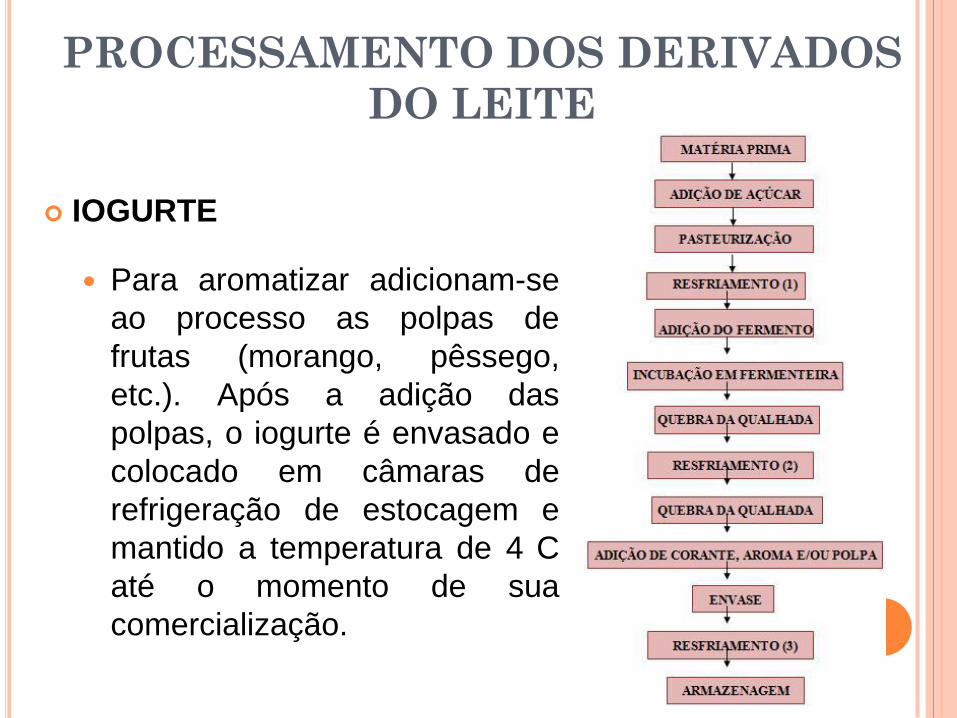
IOGURTE
Para aromatizar adicionam-se
ao processo as polpas de
frutas (morango, pêssego,
etc.). Após a adição das
polpas, o iogurte é envasado e
colocado em câmaras de
refrigeração de estocagem e
mantido a temperatura de 4 C
até o momento de sua
comercialização.
PROCESSAMENTO DOS DERIVADOS
DO LEITE
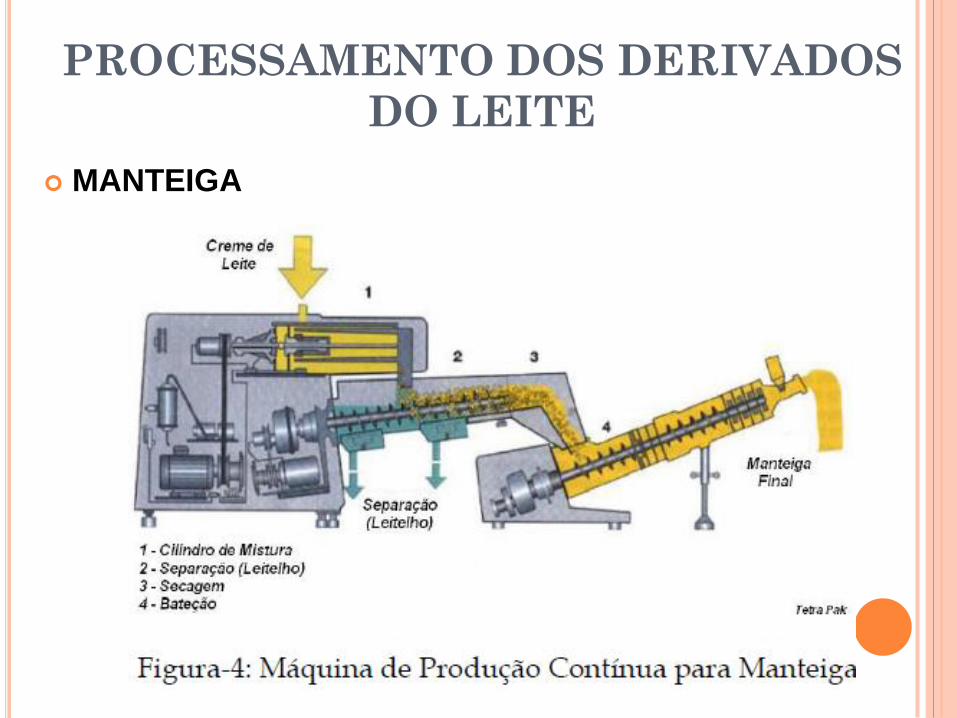
MANTEIGA
Entende-se por manteiga o produto gorduroso obtido
exclusivamente pela bateção e malaxagem, com ou sem
modificação biológica do creme pasteurizado, derivado
exclusivamente do leite de vaca, por processos
tecnologicamente adequados. A matéria gorda da
manteiga deverá estar composta exclusivamente de
gordura láctea (RIISPOA, Artigo 568).
Todo excesso de gordura obtida pela padronização da
matéria prima ou pelo desnate do leite ácido é utilizado, na
forma de creme, para a obtenção de manteiga. O creme
obtido pela padronização do leite destinado a elaboração de
outros produtos é padronizado para um teor de gordura de
38-40%.
PROCESSAMENTO DOS DERIVADOS
DO LEITE
MANTEIGA
PROCESSAMENTO DOS DERIVADOS
DO LEITE
QUEIJOS
“Entende-se por que o produto fresco ou maturado que se
obtém por separação parcial do soro do leite ou leite
reconstituído (integral, parcial ou totalmente desnatado) ou de
soros lácteos, coagulados pela ação física do coalho, enzimas
especificas de bactérias específicas, de ácidos orgânicos,
isolados ou combinados, todos de qualidade apta para uso
alimentar, com ou sem agregação de substâncias alimentícias
e/ou especiarias e/ou condimentos, aditivos especificamente
indicados, substâncias aromatizantes e matérias corantes” (Art.
598 do RIISPOA).
Devido à diversidade de processos tecnológicos empregados
existe uma variedade de tipos de queijos tais como: Queijo Minas
Frescal, Mussarela, Parmesão, Provolone, Prato e Ricota.
PROCESSAMENTO DOS DERIVADOS
DO LEITE
EX.: Queijo Tipo Mussarela
Para a sua fabricação o leite deve manter um teor de gordura
de 3,2 a 3,5%. Logo após a pasteurização e padronização, o
leite segue para os tanques de coagulação onde é aquecido a
uma temperatura de 33 C e adicionados os ingredientes da
formulação.
A aplicação das culturas utilizadas vai variar conforme o tempo
de maturação, ou seja, fermentação lenta ou rápida.
Na fermentação lenta da massa, emprega-se cultura mesófilas à
base de Lactococcus lactis e Lactococcus cremoris.
Na fermentação rápida da massa, onde será feita a filtragem no
mesmo dia, utiliza-se uma cultura termófila à base de Lactococcus
thermophilus e Lactococcus bulgaricus.
Nos dois casos a razão de adição das culturas varia de 0,5 a 2,0%
em relação ao volume total de leite.
PROCESSAMENTO DOS DERIVADOS DO
LEITE
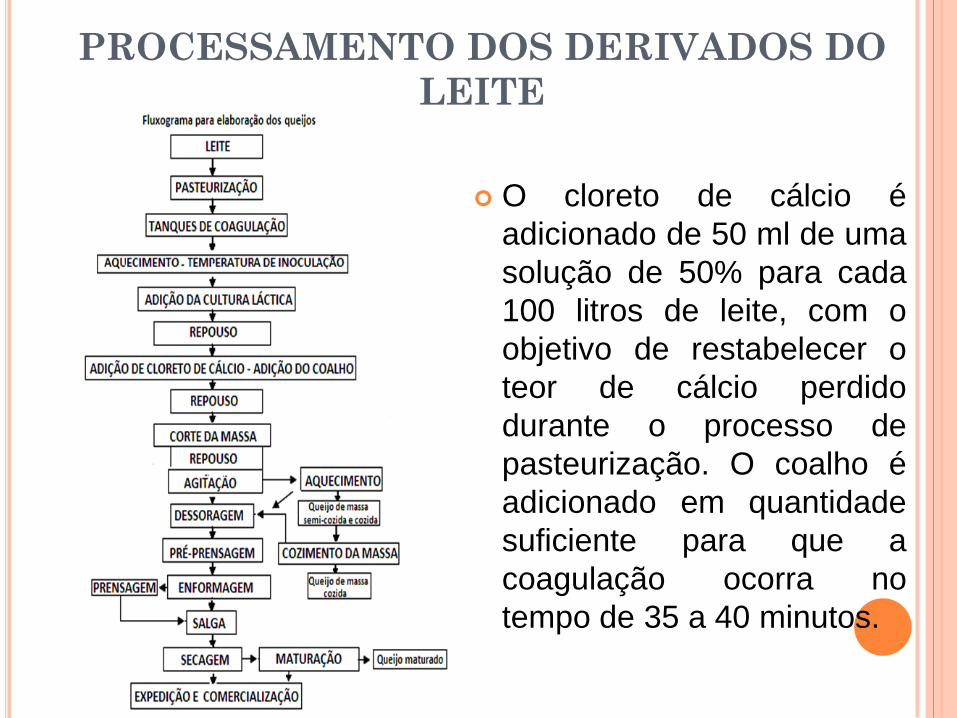
O cloreto de cálcio é
adicionado de 50 ml de uma
solução de 50% para cada
100 litros de leite, com o
objetivo de restabelecer o
teor de cálcio perdido
durante o processo de
pasteurização. O coalho é
adicionado em quantidade
suficiente para que a
coagulação ocorra no
tempo de 35 a 40 minutos.
PROCESSAMENTO DOS DERIVADOS
DO LEITE
PROCESSAMENTO DOS DERIVADOS
DO LEITE
RICOTA
É obtida com o soro de leite descartado durante o
processamento de queijos, com grande % de albumina,
PTN não coagulada e baixo teor de gordura. O soro do leite
preferencialmente utilizado é o de queijos de massa crua.
Faz-se o aquecimento lento até 65 C, com agitação constante,
atingindo esta temperatura é adicionado o leite fresco na
proporção de 5 a 7% do volume de soro e aquece a mistura até
85-87 C. Em seguida acidifica adicionando 5% de vinagre branco
ou suco de limão. Sem fazer a agitação, aquece-se até a
temperatura de 95 C formando os flocos. Espere a formação da
massa branca com soro esverdeado, deixe esfriar e em seguida
colocar nas formas providas de dessoradores. Manter em câmara
fria durante 24 horas onde então é embalado para
comercialização.
PROCESSAMENTO DOS DERIVADOS
DO LEITE
LEITES DESIDRATADOS
Entende-se por “Leite desidratado” o produto
resultante da desidratação (remoção de água)
parcial ou total, em condições adequadas. Os
produtos resultantes podem ser: o leite concentrado,
evaporado, condensado e o doce de leite.
Leite concentrado: produto resultante da desidratação
de leite fluido, seguindo de refrigeração ou tratamento
térmico condizente ao fim que se destina.
Leite evaporado: ou “leite condensado sem açúcar”
produto resultante da desidratação parcial do leite
fluido, seguindo de homogeneização, enlatamento e
esterilização (apertização) (RIISPOA—Art. 654).
PROCESSAMENTO DOS DERIVADOS DO
LEITE
LEITES DESIDRATADOS
Leite condensado: ou “leite condensado com açúcar”
produto resultante da desidratação parcial do leite fluido
ao qual é adicionado xarope (glicose ou sacarose)
seguindo de envasamento.
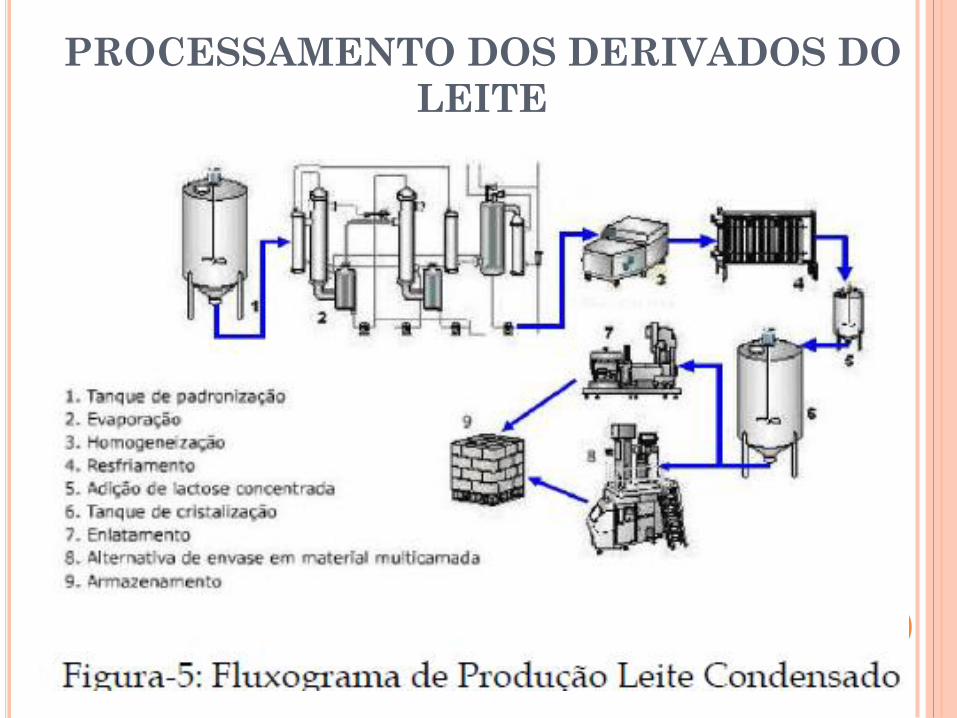
Fases de fabricação de leite condensado: seleção
do leite, padronização dos teores de gordura e de
sólidos totais, pré-aquecimento, adição de xarope
(solução de sacarose ou glicose), condensação,
refrigeração, cristalização e enlatamento (RIISPOA— Art.
657).
PROCESSAMENTO DOS DERIVADOS DO
LEITE
PROCESSAMENTO DOS DERIVADOS DO
LEITE
LEITES DESIDRATADOS
Doce de leite:
Produto, com ou sem adição de outras substâncias
alimentícias, obtido por concentração e ação do
calor a pressão normal ou reduzida do leite ou leite
reconstituído, com ou sem adição de sólidos de
origem láctea e/ou creme e adicionado de sacarose
(parcialmente substituída ou não por
monossacarídeos e/ou outros dissacarídeos). É
proibido adicionar gorduras estranhas, gelificantes
ou substâncias impróprias de qualquer natureza,
embora inócuas, exceto o Bicarbonato de Sódio em
quantidades suficientes à do leite e estabilizadores
de caseína (RIISPOA — Art. 659).
PROCESSAMENTO DOS DERIVADOS DO
LEITE
Doce de leite:
Excesso de bicarbonato de sódio aparecimento de coloração escura no produto final.
A verificação do ponto é uma etapa do processo muito importante e deve seguir alguns dos métodos:
1- Colocar uma gota de doce sobre uma pedra de mármore, esperar esfriar e verificar a consistência.
2- Verter algumas gotas do doce em um copo com água fria. Se as gotas forem atingirem o fundo do copo sem se dissolverem, o doce estará no ponto de consistência desejada.
3- Colocar uma gota de doce entre o polegar e o indicador. A distensão do doce ao separarmos os dedos não deve se romper de imediato, indicando que a consistência do produto está no ponto.
PROCESSAMENTO DOS DERIVADOS DO
LEITE
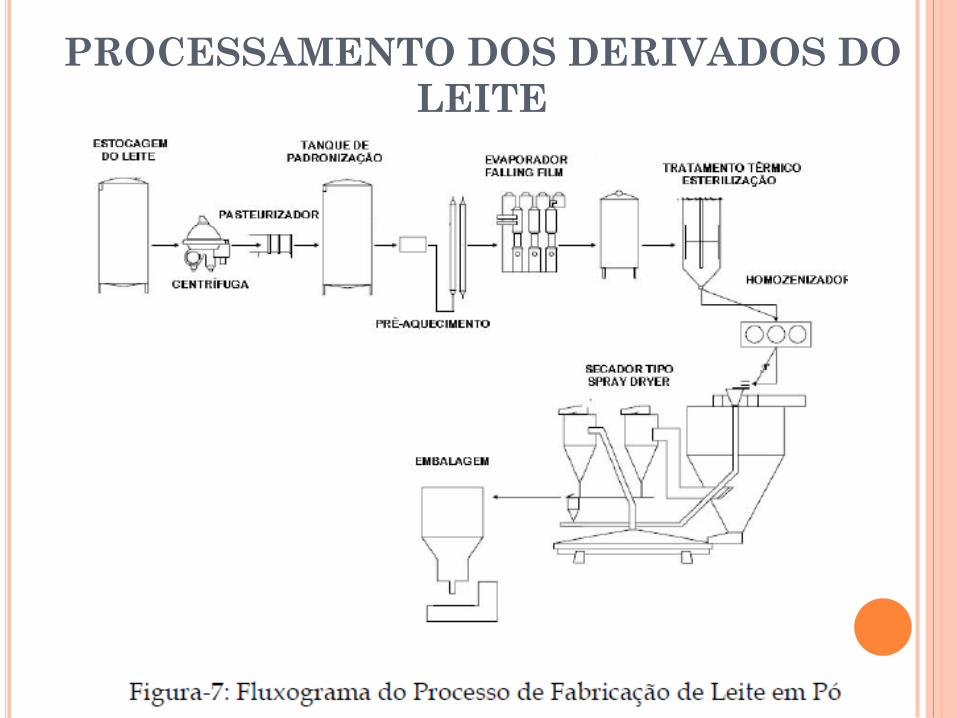
LEITE EM PÓ (RIISPOA—Artigos de 669 a 679; e Portaria N 146 de 07/03/1996)
Entende-se por leite em pó o produto obtido por
desidratação do leite de vaca integral, desnatado ou
parcialmente desnatado e apto para a alimentação
humana, mediante processos tecnologicamente
adequados.
Considera-se fase de fabricação do leite em pó para
consumo humano direto: seleção do leite,
padronização dos teores de gordura e de sólidos,
pasteurização, evaporação, concentração,
homogeneização, secagem/ desidratação e
separação ar/ pó .
PROCESSAMENTO DOS DERIVADOS DO
LEITE
LEITE EM PÓ (RIISPOA—Artigos de 669 a 679; e Portaria N 146 de
07/03/1996)
Secagem/desidratação
O leite concentrado a 43% de sólidos é então bombeado a uma
torre de secagem, onde é pulverizado em seu interior contra
um fluxo de ar quente a 175ºC. O ar quente, ao entrar em
contato com o leite pulverizado, absorve toda a umidade do
mesmo, e o pó cai, em forma de partículas, no fundo da
câmara de secagem. Os equipamentos utilizados para está
operação chamados de “Spray Dryer”.
PROCESSAMENTO DOS DERIVADOS DO
LEITE
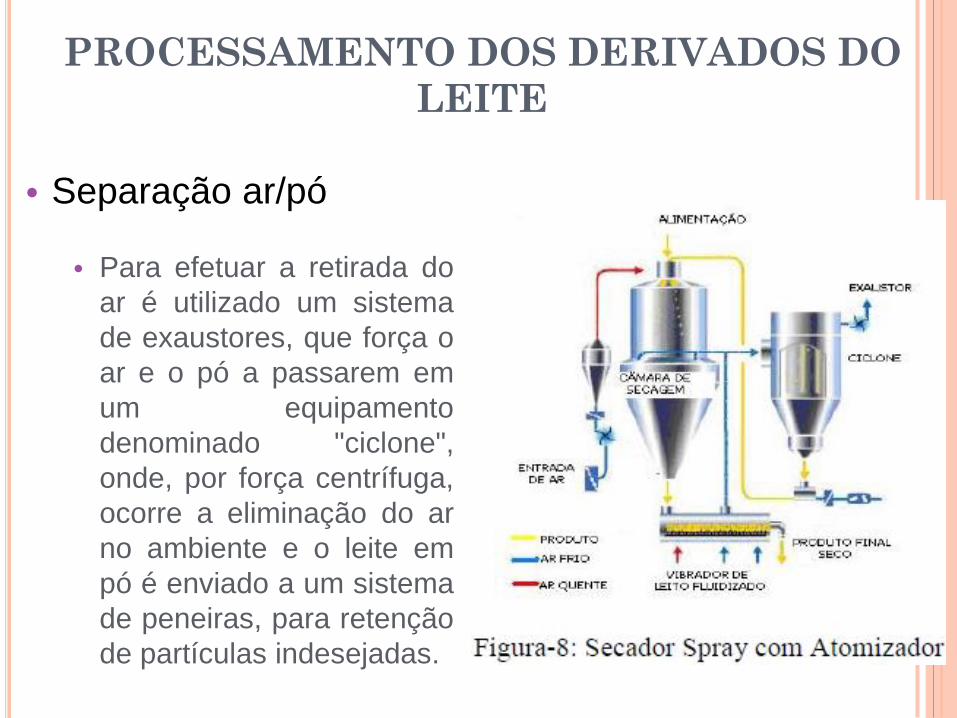
• Separação ar/pó
• Para efetuar a retirada do
ar é utilizado um sistema
de exaustores, que força o
ar e o pó a passarem em
um equipamento
denominado "ciclone",
onde, por força centrífuga,
ocorre a eliminação do ar
no ambiente e o leite em
pó é enviado a um sistema
de peneiras, para retenção
de partículas indesejadas.
PROCESSAMENTO DOS DERIVADOS DO
LEITE
REFERÊNCIAS
BIBLIOGRÁFICAS • TRONCO, V. M. Manual para inspeção da qualidade do leite. 4ª. Ed. –
Santa Maria: Ed. UFMS, 2010. 195p.
BEZERRA, J. R. M. V. et al. Introdução à tecnologia de leites e derivados.
Ed. UNICENTRO, Paraná, 2010.
VENTURINI, K. S.; SARCINELLI, M. F.; SILVA, L. C. da. Processamento do
Leite. Boletim Técnico - PIE-UFES:0220. Universidade Federal do Espírito
Santo – UFES. Pró-Reitoria de Extensão - P r o g r ama I n s t i t u c i o n a l d
e E x t e n s ã o, 2007.
VALSECHI, O. A. Tecnologia de produtos agrícolas de origem animal
(resumo das aulas): O leite e seus derivados. Centro de ciências agrárias.
Departamento de Tecnologia Agroindustrial e Socioeconomia Rural . Araras –
SP, 2001.
USINA SINA DE PROCESSAMENTO DE LEITE E DERIVADOS. 2009.
Disponível em: http://tecalim.vilabol.uol.com.br/usinaleite.pdf, acesso em
30/09/2011.
67
Atividade
EXERCÍCIO
1. Como é classificado o leite?
2. Descreva quais os componentes do leite. E quais os
fatores que influenciam a composição do produto?
3. Quais os tipos de ordenha? E que cuidados devem ser
tomados antes e depois da ordenha?
4. Quais as fontes de contaminação e as alterações
microbiológicas no leite?
5. O que é leite concentrado? E quais as suas definições?
6. Descreva o processo tecnológico da fabricação de leite,
leite em pó integral e instantâneo e dos produtos de
lácteos(iogurte, requeijão e leite condensado)
68
Atividade
Leitura e resenha do texto:
BARROS,J. J. de C. et al. Queijo Parmesão: caracterização físico-
química, microbiológica e microestrutura. Ciênc. Tecnol. Aliment.,
Campinas, n.31, p. 285-294, abr.-jun. 2011
VENTURINI, Katiani Silva 2007. Processamento do leite
69





























