Embed Size (px)
Citation preview

UNIVERSIDADE DO ESTADO DE SANTA CATARINA – UDESC CENTRO DE CIÊNCIAS TECNOLÓGICAS – CCT
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS - DEPS
S I S T E M A S I N D U S T R I A L I Z A D O S
N A
C O N S T R U Ç Ã O
C I V I L
PROF. ADALBERTO J. TAVARES VIEIRA

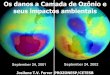
GRÁFICO COMPARATIVO DOS SISTEMAS CONSTRUTIVOS
Pré- fabricação “Mobil Home” inclusive painéis de parede - 7 h/m2 Pré-fabricação total Estrutura pré-fabricada 16 h/m2 Concreto “in loco” pré-fabricado parcial Equip. + conc. usinado 24 h/m2 Tradicional evoluída com betoneira/vibr./fur. 36 h/m2 Artesanal tradicional c/equipamento 55 h/m2
Gra
u de
indu
stria
lizaç
ão e
Pr
oduç
ãode
mão
-de-
obra
0,4 0,6 0,75 0,8 0,9 Relação de trabalho na indústria c/trabalho total para construir o edifício

DIFERENÇAS ENTRE OS PRODUTOS PRÉ-FABRICADOS E OS PRODUTOS
EXCLUSIVAMENTE INDUSTRIALIZADOS
Produto pré-fabricado: Sofre um processo industrial para a sua execução com
antecedência a sua colocação em obra, porém, permite a
confecção artesanal do produto no canteiro.
Produto industrializado: É elaborado por um processo industrial e não concebe mão-de-
obra para a sua execução. Ex: vigas de aço/perfis, blocos
siporex, telhas de fibro-cimento, barra de aço etc.
Sistema de pré-fabricação
É um sistema que ainda se encontra em fase preliminar de evolução, tem a finalidade de garantir a
preservação dos direitos amparando as idealizadoras do novo processo de fabricação com carta de marcas e
patentes.
A organização decorre das seguintes atividades:

Programar o ciclo produtivo em todos os seus aspéctos técnicos, econômicos, físicos e
financeiro.
Programação para a comercialização do produto para o tempo que envolver o
empreendimento.
Projetar integralmente os edifícios em todas as suas implantações segundo um método
que permita a decomposição em elementos geométricos repetitíveis permitindo a
produção industrial dos componentes na quantidade e qualidade prevista.
TIPOS DE FABRICAÇÃO
1- Pré-fabricação fechada:
Se baseia no tipo de organização que pertence a grupos financeiros de grande porte e explora o mercado
imobiliário forçando a utilização de todo o conjunto em função a um ciclo fechado de produção não
permitindo a aquisição de materiais de outros fornecedores, pelo alto grau de detalhamento que envolve o
processo se responsabilizando por todo o tipo de peça seja com funções principais ou funções secundárias. É
importante perceber no caso a vantagem na repetitividade das peças contribuindo para a diminuição no custo
do produto, justificando o investimento no empreendimento.
Ex: Edifício em construção

figura – Edifício em construção
2- Pré-fabricação aberta:
a) Baseada num catálogo fechado: a empresa se restringe a um determinado universo de produto de
sua competência que encontre facilidade em sua execução, devido a especialização na etapa da construção.
Os componentes estranhos a essa gama de materiais, são adquiridos do fornecedor que apresentar as
condições mais vantajosas.
É o tipo de pré-fabricação mais freqüente no mercado por ser aberto mas baseado num catálogo
fechado, que restringe ao máximo as condições de escolha dos produtos.
Vantagens: Não exige grandes investimentos
- a empresa resolve os problemas que lhe compete (fundamentalmente construção).
- Não exige que a empresa se envolva com produtos de seu desconhecimento.
figura - Pré-fabricação aberta – catálogo de componentes industrializados

b) Baseado num planejamento prévio: Para que haja desenvolvimento desse tipo de sistema é
necessário que :
A empresa execute as principais partes: ➨ Fundação, Estrutura, Alvenaria
Que haja um perfeito entrosamento na empresa e o fabricante, garantindo a demanda de um produto que será
padrão, desde que esteja dentro das especificações.
Para que ocorra essa coordenação o módular aos projetos é necessário:
- A aplicação da coordenação modular aos projetos
- A determinação característica básica que deve reunir o componente
- A aparição de um mercado real e imediato de aplicação dos componentes que comecem a
ser fabricados a custos compensadores.
Outras classificações da pré – fabricação :
Quanto ao equipamento utilizado: Segundo o peso dos pesos dos elementos à serem suspensos. É considerado
em função ao equipamento utilizado para a suspensão das peças pré-fabricadas:
- Pré – fabricação leve : aquele cujo elemento estrutural pesa até 800 kg.
- Pré – fabricação média: peso do elemento estrutural de 800 à 1200 kg.
- Pré – fabricação pesada: peso superior a 1200 kg
Pré – fabricação segundo a fábrica:
Pré – fabricação de fábrica fixa: Só se rentável com uma produção superior a aptos/dia.É compatível se
houver a repetição da edificação pelo período prolongado com a finalidade de diluir o alto investimento
inicial (amortização de 5 anos).

A fábrica apresenta a produção máxima de 4000 aptos/ano, considerando-se ótima a produção entre 1000 e
2000 aptos/ano. O impedimento principal está na dificuldade de transporte dos painéis de concreto, grandes e
pesados.
O raio de ação da fábrica para estradas normais não deve exceder a 50 km e 80 à 90 km no caso de auto-
estrada.
Ex.: Fábrica de pré-moldados
figura – fábrica de pré-moldados
Pré – fabricação em fábrica desmontável:
Período de duração para execução dos serviços de 2 a 3 anos. Produção ótima – 750 aptos/ano, _aio
de ação ótima máximo 20 km. Ataca se deslocando, com a frente de serviços beneficiando regiões.
Vantagens : Investimento inicial menor (mercado habitacional restrito)
Desvantagens: Montagens sucessivas ( incorre em perda de tempo e dinheiro)
Menor perfeição das peças pré – fabricadas.

Pré – fabricação com fábrica no canteiro de obras:
Mais flexível, adapta-se ao pequeno mercado de habitação, produção ótima 1 apto/dia ( 250
aptos/ano). Se instalam junto à obra e operam em ritmo lento. Usa-se cobertura de lona plástica sobre
pórticos metálicos a fim de proteger painéis concretados recentemente e exigem maiores cuidados.
Resumo:
Pré –fabricação – fabricados com antecedência e montados.
Objetivo: redução dos custos – produção em série.
Vantagens: ✲ redução de tempo
✲ mecanização, peças repetidas
✲ controle de qualidade, industrialização
✲ produção, projeto detalhado.
Desvantagens : ✲ dificuldade do transporte
✲ dificuldade nos pontos de ligação
✲ dificuldade de montagem das instalações
Industrial • Obras de diferentes finalidades
modulação • Usos de diferentes partes da obra
• Construções de dimensões diferentes
Análise comparativa em relação a centros mais avançados:
BRASIL 1000 horas produz 35 m2
EUA 1000 horas produz 130 m2

Razões = Projetos super detalhados
Peças pré – fabricadas
Empresas específicas direcionadas para etapa
Esperam atingir o PIB –12%
Causa principal = mão de obra receptiva à instrução
Equipamentos sofisticados : Guindastes, grua,
Esteira transportadora
Andaimes no perímetro
Combate a emigração e ao crescimento desordenado
Emigração evasão do campo necessita:
- moradias com condições mínimas
- maior produtividade
- melhores salários
Dados do IBGE:
População urbana rural
1940 30% 70%
1980 70% 30%
Ex.: Uso atual da pré – fabricação no Brasil.
Dirigido para :
- obras públicas ⇒ inauguração prevista
- escola e obras sazonais ⇒ trabalho em tempo determinado
- industrial : contrato pré – estabelecido
- iniciativa privada – mercado garantido para o empreendimento

Análise da industrialização da construção por segmento interessado:
Segmento Expectativa
Cliente Profissional/ menos oscilação
Engenheiro Padronização
Construtora Mais volume obra, maior poder de barganha
Fornecedor Organiz. Na produção e programação período prolongado
Custo / m2 Quantidades maiores, diminuição custo global
Produtividade Aumenta velocidade execução, gera motivação
Qualidade Conforto para produzir
Mão de obra Repetitividade causa + facilidade gera maior salário
Governo Maior produção, maior recolhimento de impostos
Comunidade + infra estrutura diminuindo o índice de pobreza
Sistema Camus :
Método patenteado na França em 1949, consiste na utilização de painéis de concreto, nos quais já
estão incorporados: janelas, instalações elétricas, hidráulicas etc e em casos mais específicos até as louças
sanitárias.
Estes painéis são fabricados em dimensões limitadas por problemas de transportes, seja de fábrica para a obra
como no próprio canteiro. Os painéis para parede apresentam dimensões que variam de 2,5 a 3,20 metros de
altura e o comprimento varia de 2,5 a 6,50 metros, com espessura de 25 cm para as paredes externas e 15 cm
para paredes internas. As placas de teto com dimensões de 1,5 x 3,50 até 1,5 x 7,0 metros e espessura de 15
cm.

figura – painéis prontos.
Paredes: Os painéis são constituídos de placas de espuma plástica (poliestireno) colocada entre camadas de
concreto. Os painéis eram moldados com a face para baixo. Um dos revestimentos comumente utilizados
eram os azulejos já colocados em folha de papel com cola solúvel em H2O. Eram colados inicialmente nos
moldes, a seguir aplicada uma fina camada de argamassa, após uma camada de concreto com 6,5 cm (paredes
externas) com uma tela armada e mais uma camada de poliestireno com espessura de 3 cm e finalmente
concreto com armadura a parte portante da parede com 14 cm de espessura.
As armaduras internas e externas são ligadas entre si com o objetivo de formar um bloco monolítico. Portas e
janelas eram moldadas diretamente nos painéis. A face superior recebia o lixamento mecânico, com isso
reduzindo o acabamento final. A cura desses painéis eram feitas sempre a quente usando vapor, estufa ou
resistência e depois eram armazenados na fábrica em pateo destinado para finalidade. As paredes internas
eram executadas somente em concreto quando portantes apresentavam espessura de 14 cm, quando não havia
fim estrutural, tinham a espessura de 7 cm por apresentar características de divisória.
Ex: paredes revestidas.
Montagem : Para o controle de montagem das peças elas devem ter um cartão anexado com informações do
tipo: data, tipo da peça, local da construção, seqüência da colocação por pavimento, lado interno ou externo
da peça pré-fabricada, parte inferior e superior da peça fabricada.
São transportados por reboco puxado por caminhão. O painel é erguido por meio de guindaste ou grua
conforme a altura da edificação. Existia a preocupação com a força do vento, já que o peso aproximado do

painel é de 7 toneladas. Nesta fase é importante o cuidado com o perfeito acoplamento das peças , cuidado
reservado as juntas e apoios com neopreme e instalações elétricas e hidro – sanitárias. O adensamento feito
por barras de ferro aplicados nas juntas que surgirão entre os elementos estruturais formando o vínculo de
ligação. O pavimento superior somente era erguido após a cura do pavimento anterior.
Estrutura : Eram realizados o cálculo estrutural dos painéis levando em consideração a estrutura já montada
atuando sempre as ligações. Os painéis das paredes internas com fins estruturais e pisos estruturais tinham a
espessura de 14 cm, formando uma estrutura multicelular amarrada em todas as direções.
As paredes internas com fins estruturais apoiavam-se no piso com função de amarração melhorando a
estabilidade do conjunto.
No caso das construções térreas dispensava-se o cálculo estrutural, já que as próprias juntas de concretagem
responsabilizavam-se pela estabilidade da estrutura. Era indispensável o cálculo no caso de edifícios pela
necessidade da avaliação mais detalhada nas juntas das tensões de tração nesses pontos localizados.
Instalações : Os dutos eram moldados nos painéis durante o processo de pré – fabricação e a fiação
executada no próprio local, em casos específicos admitindo –se que essa fiação viesse pronta da própria
fábrica de pré – fabricação. As tubulações de : H2O fria, H2O quente, esgoto primário e esgoto secundário
também eram moldadas nos painéis na fábrica, inclusive a tubulação de gás e calefação. Houveram projetos
em que era montado o banheiro completo, inclusive as louças sanitárias na fábrica de pré – fabricação.

Isolamento térmico e acústico : Por ser um método de origem européia e de grande importância o isolamento
térmico era obtido a partir de materiais poliuretano ou até lona plástica durante as moldagens dos painéis
externos da edificação.
O isolamento acústico entre pavimentos obtinha –se pela colagem de lençol plástico diretamente no piso ou
pela própria densidade do concreto.
Acabamento : O comportamento das paredes externas suportam muito bem as condições do clima adverso
principalmente no item umidade combatida por um pequeno declividade deixada p/ parte externa da obra
evitando com isso a penetração de H2O.
Os acabamentos finais recebiam simplesmente a pintura, garantido pelo grau de acabamento das peças ou
aplicava –se cerâmica em casos específicos. Os telhados eram pré- fabricados com implementação de feltros,
camadas de lã mineral ( de rocha) e forro de madeira.
Sistema Bossert
Origem alemã ⇒ sistema de pré – fabricação parcial por isso denominado misto, em conseqüência da
utilização de construção convencional em grande parte das etapas. Isso ocorreu após uma avaliação
envolvendo o sistema de pré – fabricação. Adotou-se o sistema tradicional nas seguintes etapas:
- fundação
- paredes internas ⇒ Portantes
⇒ Divisórias
- placas de piso
- cisterna
- construções em subsolo (adega)
Com base nesse sistema foram edificados grande quantidade de edifícios que variaram de 4 a 14
pavimentos.

Método de construção :
Paredes in “loco” ⇒ 15 a 20 cm de espessura quando portantes
15 cm quando não portantes
20 cm quando separam duas unidades habitacionais
Piso “in loco” ⇒ placas com espessura de 14 cm, nos cantos dos cruzamentos das
paredes será efetuada a fixação de parafusos com 0 ¾” operação
essa realizada anterior a concretagem das placas.
∗ Paredes externas - Pré - fabricadas
∗ Escadas - Pré - fabricadas
Método de montagem :
Serão executados por meio de parafusos e placas de metal com a finalidade de garantir a fixação das peças.
As escadas eram desenvolvidas em pequenas vigas pré – moldadas com posterior fixação dos pisos e espelhos
fixados por parafusos ou encaixes previamente definidos.
figura – paredes com materiais diversos
Paredes externas : Como o sistema anterior as paredes deverão possuir camadas com sucessivas a fim de
permitir o isolamento térmico e acústico proporcionando condições compatíveis de habitabilidade.
Essas camadas são:

Pesado : concreto Leve: Pinho “oregon”
Policatireno expandido lã de rocha mineral
( isopor, poliuretano) reforçados pinho
por lã de rocha mineral
tela
concreto
Instalações : Para as passagens dos eletrodutos eram aproveitados os vãos deixados pelas paredes em
posições, pré – estabelecidos anterior ao enchimento com concreto, permitindo o deslocamento vertical do
pauto, à pauto.
No sentido horizontal como o piso será efetuado “in loco” os eletrodutos eram fixados ao assoalho, no
interior da lã, e do teto.
As tubulações de H2O fria, esgoto primário, secundário, calefação etc eram orientadas para um “shaft “
projetado p/ finalidade.
Conclusão : Em ambos os casos utiliza-se em excesso a matéria – prima “CONCRETO”.
Ligações de elementos estruturais de infra – estrutura e supra – estrutura pelo sistema internacional ;
- Bloco - Pilar
- Pilar - Pilar
- Viga - Pilar ; Viga - Viga; Laje - Viga
Chapisco da estrutura : Massa forte
Traço cimento : área grossa
Proporção 1 : 3
Elevação de Alvenaria

Tipo:
Natural - blocos
Industrial – tijolos, blocos de cimento, blocos sical, gesso
Levantamento de alvenaria com tijolos cerâmicos
Qualidades do produto: Ser bem dimensionado; apresentar baixo teor de absorção; ser bem queimado; Ter
frisos ou estrias que aumentam a aderência; optar por único fornecedor desde o início da obra; definição da
espessura de parede responsável pela divisão da infra – estrutura.
Dimensionamento de tijolos:
Parede espessura Qtd.
Maciço (cm) 5 x 11 x 2,5 (11) 76
6 furos 10 x 15 x 2,0 (15) 45
8 furos 10 x 20 x 20 (10) (20) (25) (45)
tijolo industrial 9 x 14 x 30 (14) 30
tijolo 21 furos 5 x 11 x 25 (11) 76
tijolo 2 furos
Levantamento de alvenaria:
Os tijolos antes de serem assentados devem ser molhados evitando a absorção de H2O da argamassa, que em
lugar de adquirir a dureza necessária torna-se facilmente desagradável, esse cuidado deve ser redobrado na
estação quente. Inicia-se o trabalho partindo de uma extremidade assentando o tijolo sobre uma camada de
argamassa previamente estendida sobre o respaldo da fundação. O alinhamento é obtido com a colocação de
dois tijolos extremos, previamente nivelados em cujas extremidades corre um cordel que se estende com o
auxílio de um dos tijolos e depois por meio de pregos colocados nas juntas. A verticalidade das fiadas é obtida
com um prumo de corda e a horizontalidade com o nível (mangueira) que periodicamente o pedreiro confere o
andamento. O tijolo é assentado a mão e colocado até tornar a posição definitiva, percutindo-se ligeiramente
com o cabo da colher de pedreiro também utilizada para a retirada do excesso de massa que reflui das juntas,
recolhendo-se o excesso e aproveitando no coxo após nova mistura.
Importante: Espessura das juntas - 1,0 cm

Verificar juntas desencontradas
Fiscalizar: prumo, alinhamento, esquadro
Encunhamento: Encosto de alvenaria na estrutura, pode ser feito com tijolos maciços colocados à 45º de
inclinação com pressão para o fechamento completo do vão da argamassa no levantamento da alvenaria.
Outra forma de fazer o encunhamento é procedido o levantamento até 5,0 cm do nível da estrutura e aí sim
completar com argamassa adicionada por produto específico (aditivo) expansor com a função de aumentar o
poder de absorção decorrente da trabalhabilidade da estrutura.
Traço adotado para levantamento de alvenaria comum: sistema de padiola (controle periódico)
Padiola ( 35 x 45 cm) 10 cm cimento 161
Traço (1 : 2 : 8 ) 20 cm cal 101
80 cm areia 1301
Aparente ( 1 : 3 : 9 ) 04 pás cimento
02 sacos – 12 pás cal
35 pás areia fina
Amassamento feito em coxo ou betoneira
Traço 1: 2: 8
Materiais/m2 espessura 10 cm
Cimento 2,11 kg R$ 0,5
Cal 2,00 Kg R$ 0,17
Areia 0,013 m3/m2 R$ 0,18
Tijolo 25 pçs R$ 3,00

Total R$ 3,85
Mão-de-obra
Pedreiro 0,6 h R$ 3,60
Servente 0,6 h R$ 2,10
Total R$ 5,70
- Adotar argamassa mais rica em cimento a fim de evitar a infiltração pela junta.
- Dividi-se o comprimento do vão de alvenaria pela dimensão do tijolo + argamassa (se houver).
ALVENARIA DE ELEVAÇÃO
Dimensões máximas recomendadas para paredes de vedação entre elementos contraventantes:
Interno Externo
Altura Comprimento Altura comprimento
10 3,20 6,50 2,7 5,0
15 4,20 8,5 3,7 7,0
Distância máxima entre juntas de controle:
Cega Com abertura
10 10 7,5
15 14 10,50

Revestimento de Parede:
Conferência serviço anterior → A base deve estar no prumo, bem amarrada e bitolada; a superfície deve estar
bem aderente; a superfície não deve ter pó nem graxa; a superfície deve ter tela nos locais de difícil
aderência; a superfície deve ser previamente molhada.
Revestimentos mais usados:
- tijolos aparentes
- reboco → filtrado, desempenado
- pedra, reboco rústico, epóxi
Função principal : Proteção na armadura (maior recobrimento), estética
Revestimento com chapisco:
Camada de revestimento responsável pela aderência do reboco, executada com argamassa de
cimento, argila grossa no traço 1 : 3 que projetado contra a parede aumenta o poder de aderência, evitando o
deslocamento do reboco, além de propiciar uma camada de impermeabilidade que evita infiltrações.
Tipos Chapiscos com areia grossa
Chapiscos com pedrisco ( usado como acabamento de muros)
Revestimento com emboço/ reboco – TCPO ⇒ verificar : prumo e esquadro
Seqüência de procedimentos:
1) Tirar o prumo da parede identificando o ponto mais afastado;
2) Fixação dos botões para a fixação da mestra no sentido vertical com espessura +/- 2,5 cm e largura de 10
cm conferida com prumo de corda, no encosto das taliscas ( peças de madeira fixa aos botões);
3) As mestras devem estar afastadas entre si de 2,5 a 3,0 metros, pela limitação da régua de alumínio
responsável pela retirada de argamassa no trecho entre as mestras;
4) Chapamento com massa entre as mestras;
5) Regularização com a régua de alumínio no sentido vai-e –vem;

6) Reposição da argamassa nos locais com falta de material;
7) Aguarda-se o tempo ótimo para desempenamento que depende da espessura e clima;
8) Desempenamento com desempenadeira de madeira em movimentos circulares para facilitar a operação.
Projeta-se H2O com uma brocha amolecendo o revestimento.
✴ Acabamento feltrado ➜ Repete-se o procedimento anterior com a desempenadeira de feltro ( esponja)
Revestimento com Reboco
Recomendações aconselháveis ➜
☛ uso de areia fina com boa qualidade, retirar cascas;
☛ não deixar passar o tempo de desempenamento sob o risco de dificultar a operação;
☛ não desempenar antecipadamente contribuindo para o aparecimento de fissura;
☛ no reboco de teto é importante o uso de assoalho para recuperação da argamassa que desprende
naturalmente;
☛ planejar os locais que devem ser revestidos;
☛ locais com revestimento posterior, não feltrar;
☛ organizar pessoal fixo para proceder mistura;
☛ encascar locais sujeitos a espessuras maiores de revestimento;
☛ fixação com tela estuques em locais de difícil aderência. Ex.: quadros, prumadas de tubos etc;
☛ preservação de cantos vivos;
☛ verificação do nivelamento do revestimento de teto;
☛ verificação da retirada das taliscas dos botões de aderência;
☛ adicionar ✓ SIKA – FIX em superfícies de difícil aderência
✓ BIANCO
☛ adotar massa com VEDACIT no pavimento inferior para evitar umidade proveniente
da fundação;
☛ usar H2O sem contaminação;

☛ moagem da cal hidratada;
☛ na utilização de massa pronta deixar a massa em descanso por um período prescrito pelo fabricante a fim
de se efetuar as reações durante esse período, evitando que ocorram após o revestimento superior com
cerâmica, causando o seu deslocamento;
Traço do reboco
Parede Teto
1 saco de cimento 1 saco de cimento
2 sacos de cal hidratada 2 sacos de cal hidratada
40 pás de areia 36 pás de areia
Material por M2 de revestimento com espessura de 2,0 à 2,5 cm:
3,63 kg cimento R$ 0,84
3,63 kg cal R$ 0,80
0,0243 m3/m2 areia R$ 0,35 17%
Mão –de – obra : 0,8 h pedreiro R$ 4,8
0,8 h servente R$ 2,4
R$ 7,2 83 %
Produção por dia :
Teto - 13 m2
Parede – 20 m2
NB - 231
Traço do reboco:

Parede ➢ ½ saco de cimento Teto ➢ ½ saco de cimento
2 sacos de cal 2 sacos de cal
40 pás de areia 36 pás de areia
Assentamento de peças cerâmicas em parede:
Seqüência de procedimentos:
➢ Faz-se de baixo para cima de fiada em fiada;
➢ Fixa-se uma régua no nível a 20 cm do piso bruto, contra a parede que receberá o revestimento;
➢ Divide-se o comprimento total da parede em partes iguais ao tamanho da peça cerâmica(azulejo);
➢ Soma-se a largura que sobrou a largura de uma peça cerâmica e divide-se por dois;
➢ O resultado da divisão é o tamanho que deve dar o recorte nas duas extremidades;
➢ Fixa-se um azulejo em cada extremidade do painel e estica-se uma linha de nylon, presa a dois pregos
com a finalidade de orientar a espessura das demais peças. Controla-se o prumo com uma régua de apoio
no sentido vertical. O rejunte deve ser feito pelo menos com 72 horas após a colocação, para secagem da
cola argamassa com a junta exposta;
➢ Deve ser feito com um ponteiro de borracha para melhor penetração nas fugas;
➢ O recorte das peças consegue-se com uma máquina própria para recorte ou máquina circular para corte
cerâmico;
Prumo Jjuntas desencontradas Diagon
Recomendações:
➦ Conferência do: nível, prumo e esquadro. Verifica-se com a régua de alumínio no sentido inclinado o
aparecimento de ondulações que comprometem a colocação;
➦ Não deixar requadramento inferior a 2 cm;
➦ Considerar na compra locais ocupados por móveis sob medida;
➦ Planejar a distribuição das peças decoradas nas proporções corretas considerando as aberturas;

➦ Calcular porcentagem de excesso na compra que garanta o suficiente para acabar a obra sem exagero de
sobra;
➦ Na aquisição fiscalizar : dimensões, convexidades das portas, espessura do biscoito;
Erros e Conseqüências
Aplicação do revestimento sem juntas:
desprendimento do revestimento
reticulado irregular
Molhagem excessiva:
desprendimento do revestimento
Uso de argamassa com cal e areia:
desprendimento do revestimento
Espalhamento de adesivo em área significativa:
pouca aderência, devido a secagem da cola
Bater nas peças com ferramentas metálicas:
quebra de azulejo, danificação do esmalte
Falta da limpeza após a aplicação do rejunte :
impregna o produto no azulejo
Rejunte aplicado com pincel:
não penetra o suficiente, causando passagem da umidade
Aplicação de cola por ponto:
quebra com o uso
Uso inadequado de material na limpeza do esmalte:
riscos e ataque químico
Fiscalização dos Serviços de Instalação Elétrica:
Aparente: ✑ sistema X – Pial

✑ eletrodutos rígidos
✑ eletro – calha
Embutir: ✑ eletroduto flexível
✑ (mangueira)
Equipamentos correlatos sujeitos à fiscalização:
➲ som ambiente
➲ ar – condicionado : por aparelho, central, split – master
➲ lógico – internet + sistema
➲ alarme
➲ porteiro eletrônico
➲ interfone
➲ antena parabólica
➲ antena coletiva : TV à cabo → Net e Direct TV
➲ telefone → extensões
➲ sistema interno de TV
➲ telão
➲ ventilação → ventilador → pressão positiva
Recomendações :
1. Padronização na altura dos pontos de alimentação : tomadas baixas – 0,30 cm
tomadas médias – 1,1 a 1,3 m
arandelas - 1,5 m
altas - 2,1 m
Aconselhável verificar o chumbamento das caixas sifonadas retangulares ( 2” x 4) nas paredes conferindo :
prumo e profundidade

2. O projeto elétrico nem sempre está de acordo com o projeto estrutural então é importante a conferência
da caixa no centro da dependência;
3. Verificar o posicionamento do quadro geral de medição que necessitará de parede espessa para a fixação;
4. Desobstrução na extensão dos eletrodutos nas luvas, proteção para evitar entrada de....................
5. Evitar superposição de eletrodutos numa laje;
6. Conferir sentido de abertura em janelas e portas para a determinação correta da posição do espelho;
7. Utilização de eletrodutos conforme o projeto carregando em compatibilidade com o diâmetro e utilizar
curva longa que facilite a passagem dos cabos;
8. Abertura das paredes feitas com máquina de cortar cerâmica;
9. Em caso de tubulação aparente verificar a fixação com braçadeiras próprias ou fita Walsyva;
10. Conferir grau de iluminância por edificação e dependências;
11. Utilizar circuito paralelo preservando o conforto do cliente;
12. Verificar altura das caixas de centro da laje que depende do tipo adotado, podendo ser simples ou dupla;
13. Preenchimento com serragem nos locais sujeitos a infiltração.
Esquema do sistema de abastecimento de H2O quente:
Sistema integrado:
• Recomendação para fiscalizar o serviço de instalação hidro – sanitárias
• Padronização das alturas:
Aquecedor : 2,40 m Lav. - 0,6 m
Válvula de descarga : 1,10 m BD - 0,2 m
Registro de pressão : 1,10 m VS/ BC – 0,35 m
Registro gaveta : 1,80 m Pia - 1,10 m
Cab. de chuveiro: 2,10 m TQ - 1,10 m
• Evitar o cruzamento da tubulação de H2O fria com H2O quente;
• Encascar locais destinados a descida de prumadas com concentração da tubulação;
• Abertura das paredes de corte homogêneo (máquina cortar cerâmica);

• Fixação com flange de aço em estrutura no caso de tubulação aparente e/ou casos específicos:
braçadeira, fita Walsyva;
• Utilização de união em equipamento sujeito a manutenção;
• Utilização de registros de esfera em barrilete possibilitando a interrupção localizada à prumada;
• Conferir a profundidade das conexões de abastecimento ,no caso de ajuste usar Kit próprio para
finalidade;
• Fixação e aperto das canoplas de registros e torneiras à parede;
• Afastamento padronizado no uso de misturador em cozinha e chuveiro;
• A tubulação H2O quente deve ser protegida por tubo isolante;
• O ponto de abastecimento da H2O quente é padronizado do lado esquerdo da peça de utilização;
• Verificar a altura deixada para passagem horizontal da tubulação de H2O quente na parede da
dependência de forma que não coincida com a régua de nível adotada para a aplicação do revestimento
de parede;
• Evitar o aparecimento da retro – sifonagem na tubulação;
• Trajetos longos de H2O quente é aconselhável o uso de luva em função da dilatação térmica do cobre;
• Evitar de passar tubulação de cobre por estrutura, utilizar artifícios como sancas que protegem e são
mais fáceis de restabelecer após a manutenção;
• Em tubulação de esgoto é conveniente o uso de conexões que permitam visita para manutenção, ou uso
de caixas em compartimentos externos;
• Uso do tubo de ventilação evitando o rompimento do fecho hídrico;
• Concentrar a tubulação para facilitar a manutenção, respeitar o projeto, se houver alteração, revisar;
• No projeto respeitar os espaços destinados às aberturas : portas e janelas.
• Em edifícios com altura representativos, criar formas que garantam o funcionamento dos equipamentos,
como válvula de quebra – pressão ou trajetos opcionais que normalize a pressão;
• Informar ao cliente a posição das aprumadas para evitar perfurações