Embed Size (px)
Citation preview

1 6 - FRESAMENTO
6.1 – Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes, etc. (Fig. 6.1). O estado de superfície das peças fresadas pode ser de desbaste ou de acabamento. As peças que devem ficar com uma melhor qualidade de acabamento, por exemplo, as guias de máquinas-ferramenta, normalmente são retificadas.
Fig. 6.1 – Exemplos de peças fresadas
6.2 - Operação de fresar (Fig. 6.2). Os cavacos são levantados na fresagem através da rotação da fresa cujas arestas de corte ou dentes estão dispostos em forma de circunferência. A fresa é uma ferramenta com várias arestas de corte. Para penetrar no material os gumes da fresa têm a forma de uma cunha (como uma ferramenta de torno). O movimento de rotação da fresa é o movimento de co rte . Para se obter a espessura de cavaco pretendida a peça realiza um movimento de avanço retilíneo . Durante a fresagem cada aresta de corte da fresa, retira cavaco apenas durante uma pequena parte da rotação completa da fresa. No resto do tempo a aresta de corte gira em vazio e pode ser refrigerada. A solicitação ou o esforço a que é submetida não é, portanto, tão forte como no caso da ferramenta de corte dos tornos cuja aresta se encontra constantemente cortando.
Fig. 6.2 – Operação no trabalho de fresar: a) movimento de avanço, b) movimento de corte. c) curso útil de uma aresta de corte da fresa.

2 6.3 - Processos de fresar 6.3.1 - Fresagem cilíndrica Neste caso o eixo da fresa acha-se disposto paralelamente à superfície de trabalho da peça. A forma da fresa é cilíndrica e levanta os cavacos por meio das navalhas abertas na sua periferia (Fig. 6.3). As aparas produzidas têm a forma de vírgula.
6.3.2 - Fresagem frontal ou de topo. Neste caso o eixo da fresa é perpendicular à superfície de trabalho (Fig.6.4). A fresa não corta somente com as navalhas da sua periferia, mas também com as de topo. Os cavacos são de espessura uniforme. 6.3.3 - Comparação entre a fresagem cilíndrica e a frontal Na fresagem cilíndrica a fresadora suporta uma carga irregular em virtude da forma em virgula dos cavacos. É difícil evitar um reduzido impacto na periferia da fresa cuja consequência é um pequeno sulco ondulado que se forma na superfície fresada a cada rotação completa da fresa. Na fresagem de topo cada navalha arranca um cavaco de espessura uniforme. Por esta razão a carga da fresadora é uniforme. O rendimento de corte de cavaco é em geral 15% ... 20% mais elevado do que no caso da fresagem cilíndrica. O pequeno impacto que possa produzir-se na periferia da fresa de topo não tem influência alguma sobre o acabamento da superfície. Sempre que for possível, devemos usinar as superfícies planas pelo processo de fresagem frontal ou de topo.
6.3.4 A fresagem “a empurrar” (discordante) e a fre sagem “a puxar” (concordante) A fresagem “a empurrar” é o processo mais empregado na fresagem cilíndrica o movimento de avanço ocorre no sentido contrário ao da rotação da fresa (Fig. 6.5 a). O cavaco começa a ser arrancado pelo seu lado mais delgado. Antes das navalhas da fresa penetrarem no material, deslizam sobre a superfície produzindo atrito. O esforço de corte tende levantar a peça. Na fresagem “a puxar”, o movimento de avanço ocorre no mesmo sentido da rotação da fresa (Fig. 6.5 b). As navalhas da fresa atacam o cavaco no ponto mais espesso. Como a peça é fortemente comprimida contra o seu apoio, o mesmo é indicado para a fresagem de peça delgadas. Emprega-se também para grandes profundidades de corte. Neste caso o fuso da mesa da máquina não deverá ter qualquer folga, pois de contrário a peça será puxada para baixo da fresa, podendo provocar avarias na peça e ou na fresa.
Fig. 6.5 – Movimento de avanço na fresagem cilíndrica: a) fresagem “a empurrar”, b) fresagem “a puxar”.
Fig. 6.3 – Fresagem cilíndrica: a) superfície trabalhada; b) forma de apara.
Fig. 6.4 – Fresagem frontal ou de topo: a) superfície trabalhada; (b) forma de apara.
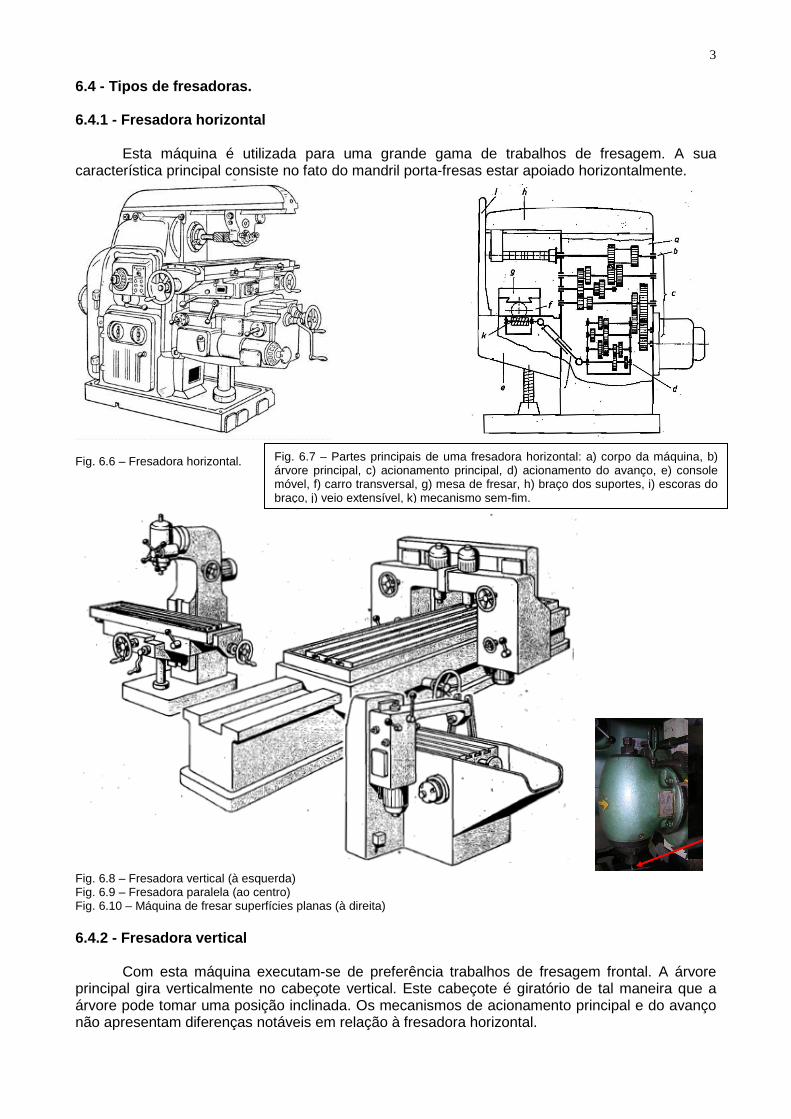
3 6.4 - Tipos de fresadoras. 6.4.1 - Fresadora horizontal Esta máquina é utilizada para uma grande gama de trabalhos de fresagem. A sua característica principal consiste no fato do mandril porta-fresas estar apoiado horizontalmente.
Fig. 6.6 – Fresadora horizontal.
Fig. 6.8 – Fresadora vertical (à esquerda) Fig. 6.9 – Fresadora paralela (ao centro) Fig. 6.10 – Máquina de fresar superfícies planas (à direita) 6.4.2 - Fresadora vertical Com esta máquina executam-se de preferência trabalhos de fresagem frontal. A árvore principal gira verticalmente no cabeçote vertical. Este cabeçote é giratório de tal maneira que a árvore pode tomar uma posição inclinada. Os mecanismos de acionamento principal e do avanço não apresentam diferenças notáveis em relação à fresadora horizontal.
Fig. 6.7 – Partes principais de uma fresadora horizontal: a) corpo da máquina, b) árvore principal, c) acionamento principal, d) acionamento do avanço, e) console móvel, f) carro transversal, g) mesa de fresar, h) braço dos suportes, i) escoras do braço, j) veio extensível, k) mecanismo sem-fim.

4 6.4.3 - Fresadora universal A característica primordial desta máquina é o fato de a mesa de fresar poder ser girada para a direita ou para a esquerda. Por tal motivo, é possível a execução de mais tipos de trabalhos, como por exemplo, a fresagem de ranhuras helicoidais. A mesma também pode usar cabeçote horizontal ou vertical (Fig. 6.11).
Fig. 6.11 Fresadora universal 6.4.4 – Outros tipos de fresadoras Fresadora paralela (Fig. 6.9) utiliza-se para usinagem de peças pesadas. Fresadora de superfícies planas (Fig. 6.10) presta-se especialmente para trabalhos em grandes séries. O cabeçote com a árvore principal pode ser deslocado verticalmente. Máquinas de fresar roscas, em diferentes tipos de construção. Fresadoras para rodas dentadas em diversos tipos. Fresadoras de reproduzir ou copiar são utilizadas para a usinagem de peças com superfícies de limites irregulares, por exemplo, matrizes. (Fresadoras pantográficas). 6.5 - Ferramentas para fresar 6.5.1 – Materiais para fresas Normalmente as fresas são fabricadas em aço rápido, porque este permite utilizar velocidades de corte mais elevadas do que o aço ferramenta. As navalhas também podem ser de metal duro. Com o aço rápido é de preço elevado, as fresas grandes são fabricadas com o corpo em aço de boa tenacidade em que se inserem navalhas de aço rápido. As fresas com navalhas de metal duro são apropriadas para a usinagem de materiais tais que exerçam uma forte ação de desgaste sobre os gumes.

5 6.5.2 - Tipos de fresas. Segundo a forma das navalhas as fresas classificam-se em fresas de navalhas agudas ou fresas de perfil constante. As fresas usuais são especificadas por normas.
Fresas de navalhas agudas. O rendimento de corte de uma fresa e a qualidade de acabamento da superfície da peça depende consideravelmente das navalhas da fresa. Estas são em forma de cunha (Fig. 6.12). Os valores dos ângulos de corte dependem do material a usinar. Também à distância ou o passo entre os dentes é determinado pelo material (Fig. 6.13). Na fresagem de materiais macios podem levantar-se, por exemplo, grandes quantidades de cavacos que podem ser recebidos e separados graças aos intervalos entre dentes.
As navalhas podem estar dispostas paralelamente ao eixo da fresa ou possuir forma helicoidal (fig. 6.14) As navalhas helicoidais podem ter inclinação à direita ou à esquerda, dando lugar no arranque de cavaco a uma força transversal na direção do eixo da fresa (Fig. 6.15). Esta força axial deve ser dirigida contra o cabeçote, pois caso contrário o mandril porta-fresa poderia soltar-se da árvore. Segundo as normas DIN diz-se que uma fresa é de corte à esquerda quando, vista do lado do acionamento, gira no sentido anti-horário e que é de corte à direita, quando gira no sentido horário.
Fig. 6.12 – Ângulos de corte na navalha da fresa: α) ângulo de incidência, β) ângulo de gume, γ) ângulo de ataque, a) superfície de ataque b) superfície de incidência.
Fig. 6.13 – Ângulos de corte e passo entre dentes para a usinagem de diferentes materiais: a) o passo pequeno é apropriado para a fresagem de aço duro, b) um passo médio é conveniente para a fresagem de aço macio, c) passo grande é adequado para a fresagem de metais leves.
Fig. 6.15 – Direção do corte e inclinação do gume: a) hélice à direita – corte à esquerda, b) hélice à esquerda – corte à direita.
Fig. 6.14 – Disposição das navalhas: a) as navalhas paralelas ao eixo da fresa abrangem o cavaco em toda a sua largura. Por isso a fresa trabalha com maior vibração. O rendimento de corte é reduzido, b) as navalhas helicoidais trabalham de maneira mais silenciosa. Quando uma navalha sai do material, uma outra está começando a cortar. Os cavacos escoam-se para o lado.

6
Fig. 6.16 – Fresas cilíndricas e fresas frontais: a) As fresas cilíndricas têm gumes somente na sua periferia. b) As fresas cilíndricas acopladas com navalhas helicoidais de sentidos opostos. c) As fresas frontais cilíndricas ou fresas cilíndricas de topo são dotadas de navalhas na periferia, e em uma das faces do topo. São para a fresagem de superfícies planas e para a produção de rebaixos em ângulo reto tanto na fresadora horizontal como na vertical.
Fig. 6.17 – As fresa em forma de disco ou fresas circulares utilizam-se para a fresagem de ranhuras estreitas.
Fig. 6.18 – Fresas com cabo: a) Fresas verticais de topo são fresas frontais cilíndricas com pequeno diâmetro. O cabo destina-se à fixação ou aperto. b) Fresas para ranhuras em T c) Fresas verticais de dois gumes, empregam-se na fresagem de ranhuras.
Fig. 6.19 – Fresas de forma: a) Fresas angulares em “V” utilizadas para a fresagem de guias prismáticas. b) Fresa frontal angular utilizada para a usinagem de guias em ângulo. c) Fresa vertical de um só corte ou são utilizadas para trabalhos menores de fresagem por reprodução.

7 Fresas de perfil constante Para a fresagem de superfícies curvas, arcos de círculo e toda a espécie de perfis, como, por exemplo, para a fresagem de ranhuras, empregam-se fresas com forma de perfil constante (Fig. 6.20).
Fig. 6.20 – Forma das navalhas nas fresas de perfil constante Fresas de dentes postiços ou removíveis As navalhas são fixadas individualmente numa cabeça ou prato e são facilmente substituíveis em caso de avaria. Empregam-se estas fresas na fresagem frontal de grandes superfícies (Fig. 6.21).
Fig. 6.21 – Fresa de dentes postiços ou removíveis Fresa composta Por fresa composta designa-se a ferramenta de fresar constituída pela reunião de várias fresas de dentes agudos ou de fresas de perfil constante com diâmetros diferentes. Podem fresar-se em uma só vez perfis das mais diferentes formas. Graças ao emprego de fresas compostas conseguem-se alcançar múltiplas possibilidades de usinagem (Fig. 6.22).
(a) (b)
Fig. 6.22 –(a) Fresa composta constando de: uma fresa de disco, uma fresa helicoidal e uma fresa de perfil constante, (b) Fresa composta constando de: duas fresas de disco e de duas fresas cilíndricas helicoidais, uma esquerda e outra direita. Em função dos sentidos contrários das hélices das duas fresas cilíndricas, os esforços axiais, são neutralizados na árvore da fresadora.

8 6.6 - Fresagem de desbaste e fresagem de acabamento (Fig.6.23) Na fresagem de desbaste trata-se de eliminar o excesso de material no tempo mais curto possível. Por tal razão escolhe-se uma velocidade de avanço grande. Para a fresagem de acabamento basta 0,5 ... 1 mm de profundidade no material. Tendo em vista o tempo de duração da fresa, escolhe-se uma velocidade de corte menor (Tab. 6.1).
Na fresagem de acabamento a peça tem que obter as suas dimensões finais e a qualidade de acabamento de superfície necessária. Para tal é necessário uma velocidade de corte maior e uma velocidade de avanço menor (Tab. 6.1).
Fig. 6.23 Fresagem de desbaste e de acabamento: a) excesso para a usinagem, b) primeiro passe de desbaste, c) segundo passe de desbaste, d) passe de acabamento. Tabela 6.1 VALORES PRÁTICOS PARA A VELOCIDADE DE CORTE (v em m/min) E VELOCIDADE DE AVANÇO (s’ em mm/min)
Largura da fresa “b” Profundidade do Corte “a”
Fresa cilíndrica b = 100 mm
Fresa Frontal cilíndrica b = 70 mm
Fresa de disco b = 20 mm
Desbaste a = 5 mm
Acabamento a = 0,5 mm
Desbaste a = 5 mm
Acabamento a = 0,5 mm
Desbaste Acabamento a = 10 mm
v s’ v s’ v s’ v s’ v s’ v s’
Aço sem liga até 65 kg/mm2 17 100 22 60 17 100 22 70 18 100 22 40
Aço de liga, recozido, até 75 kg/mm2 14 80 18 50 14 90 18 55 14 80 18 30
Aço de liga, benaficiado, até 100 kg/mm2 10 50 14 36 10 55 14 42 12 50 14 25
Ferro fund. Cinz. 180 Brinell 12 120 18 60 12 140 18 70 14 120 18 40 Latão (Ms 58) 35 70 35 50 36 190 55 150 36 150 55 75 Metais Leves 200 200 250 100 200 250 250 110 200 200 250 100
Largura de fresa “b” Profundidade do corte “a”
Fresa de cabo b = 25 mm
Fresa dentes removíveis b = 180 mm
Serras circulares b = 2,5 mm
a = 5 mm a = 0,5 mm a = 5 mm a = 0,5 mm a = 10 mm Aço sem liga até 65 kg/mm2 17 50 22 120 20 20 30 50 45 50
Aço de liga, recozido, até 75 kg/mm2 15 40 19 100 16 65 23 40 35 40
Aço de liga, benaficiado, até 100 kg/mm2 13 20 17 65 14 36 18 30 25 30
Ferro fund. Cinz. 180 Brinell 15 60 19 120 16 100 24 90 35 50 Latão (Ms 58) 35 80 55 120 50 200 60 120 350 200 Metais Leves 160 90 180 120 250 250 300 90 320 180

9 6.7 – Cálculo e seleção do número de rotações da fr esa (rpm). O número de rotações depende de velocidades de corte admissível e do diâmetro de fresa. Na fresagem, a velocidade de corte é o percurso realizado por uma navalha de fresa em m/min. A velocidade de corte admissível é indicada pela tabela de velocidade de corte (Tab. 6.1). Se a velocidade de corte for demasiadamente grande, os gumes da fresa perdem a capacidade de corte prematuramente. Se a velocidade de corte for demasiadamente pequena, o rendimento da fresagem é reduzido. Sejam: v = velocidade de corte em m/min, d = diâmetro da fresa em mm, n = número de rotações da fresa por minuto (rpm). O numero de rotações da fresa por minuto será: Exemplo: Usinar com uma operação de fresagem de desbaste utilizando uma fresa cilíndrica, uma placa de material St 50.11 (Norma DIN St 50.11 = Aço com 50 Kg/mm2 de Resistência [500 N/mm2]); A fresa possui um diâmetro de 75 mm. E a fresadora que será utilizada dispõe das seguintes (rpm): 37 – 49 – 64 – 86 – 113 – 147 – 197 – 260 – 338 – 455 – 600 – 700. Calcular número de rotação da fresa e selecionar uma rotação disponível na fresadora? Solução: Velocidade de corte, segundo a tabela 6.1, é igual a 17 m/min
Neste caso nSEL = 64 rpm pois a rotação selecionada deve ser ≤ a rotação calculada “n”
6.8 – Cálculo e seleção do avanço. Indica-se o avanço na fresagem com a velocidade de avanço em mm/min. O mesmo representa o percurso em mm que a mesa da fresadora realiza com peça por minuto. (Fig. 6.24) A velocidade de avanço (s’) está condicionada pela fresa, pelo material da peça a usinar, pela profundidade de corte e pela qualidade de acabamento de superfície exigida (Tab. 6.1).
Para evitar uma sobrecarga na máquina, a velocidade de avanço pode ser calculada. Utiliza-se para isso a quantidade máxima de cavaco que a fresa pode levantar da peça em um minuto. Por meio de ensaios, fixou-se a quantidade máxima de cavaco admissível em cm3 por quilowatt de potência na máquina (Tab. 6.2). P = potência da máquina em kW. V = quantidade máxima possível em cm3/min. V’ = quantidade máxima admissível em cm3/kW min (Tab 6.3) A quantidade máxima possível de cavaco por minuto obtém-se, multiplicando a quantidade máxima admissível por kW por minuto (cm3/kW min) pela potência da máquina. A quantidade máxima possível de apara em cm3/min V = V’ . P
= 17 m/min . 1000 = 72,15 rpm 3,1416 . 75 mm

10 Exemplo: Para a fresagem com uma fresa cilíndrica de um aço com 55 kg/mm2 de resistência, a quantidade máxima de cavaco admissível é de 12 cm3/kW.min (Tab. 6.2). Qual a quantidade máxima de cavaco admissível por minuto com uma fresadora de 2,5 kW de potência de acionamento? Solução: V = V’ . P = 12 cm3/kW min . 2,5 kW = 30 cm3/min. Tabela 6.2 QUANTIDADE ADMISSÍVEL DE CAVACO NA FRESAGEM A quantidade V’ admissível de cavaco em cm3 por kW min de potência de comando da maquina
Tipo de fresagem
Aço sem liga 35 ... 60
kg/mm2 de resistência
Aço de liga 60 ... 80
kg/mm2 de resistência
Aço de liga até 100 kg/mm2 de
resistência
Ferro fundido cinzento
(semiduro]
Latão e bronze
vermelho Metais leves
Fresagem com fresa cilíndrica
12 10
8 22 30 60
Fresagem Com fresa
de topo 15 12 10 28 40 75
Fig. 6.24 Quantidade de cavaco no fresagem: a = profundidade de corte (mm); b = largura da fresa (mm); s’ = velocidade de avanço (mm/min.) V = Quantidade de cavaco (cm3 / min.) Exemplo: Uma placa de aço St 50.11 deve de ser usinada com uma fresa cilíndrica. A profundidade de corte é de 4 mm, largura da fresa é 80 mm, potência de acionamento da máquina é de 3 kw. A fresadora que será utilizada dispõe das seguintes velocidade de avanço (mm/min): 12 – 20 – 33 – 57 – 110 – 167 – 276 – 480. Calcular a velocidade máxima possível de avanço e selecionar uma velocidade de avanço disponível na fresadora. Solução: 1º Quantidade máxima admissível de cavaco V´= 12 cm3/kW min (Tab. 6.2)
V = V’ . P ⇒ V = 12 cm3/kW min . 3 kw = 36 cm3/min 2º Velocidade de avanço s’ = V . 1000 ⇒ s’ = 36 cm3 / min . 1000 = 112,5 mm / min a . b 4 mm . 80 mm Neste caso s’SEL = 110 mm/min. Pois a velocidade de avanço selecionada deve ser ≤ a velocidade de avanço calculada “s’ ”.
s’ = V . 1000 a . b
cm³ por kW min
A quantidade de cavaco V (Fig. 6.24) também pode ser calculada utilizando-se: a profundidade de corte (a), da largura da fresa (b) e da velocidade de avanço (s’ ).
V = a . b . s’ em cm3 / min ; 1000 Esta equação fornece a velocidade de avanço (s’ ) em mm/min

11 6.9 - Calculo do tempo principal na fresagem Curso útil da mesa de fresa (mm) tp = L em min. Velocidade de avanço (mm/min) s’ SEL
O curso útil (L) depende do comprimento da peça (l), do percurso anterior la e do percurso posterior lp (Fig. 6.25).
Fig. 6.25 Curso útil na fresagem Exemplo: Para usinar uma régua de aço St 42.11 de 250 mm de comprimento, utilizando uma fresa cilíndrica com um só passe de desbate. Calcular o tempo principal. Dados: la = 30 mm, lp = 5 mm, Tab. 6.1 ⇒ velocidade de avanço 100 mm/min. Solução: l = l + la + lp = 250 mm + 30 mm + 5 mm = 285 mm; tp = L = 285 mm = 2,85 min. s’ 100 mm/min 6.10 - Refrigeração durante a fresagem Uma boa refrigeração com produtos refrigerantes adequados contribui para uma melhor qualidade de acabamento de superfície e um aumento de tempo de duração da fresa. Além disso, o produto refrigerante que é projetado com um jato forte sobre o ponto de corte arrasta consigo os cavacos, evitando assim que estes fiquem presos entre a superfície de trabalho e as navalhas da fresa 6.26.
Fig. 6.26 Refrigeração durante a fresagem. Tabela 6.3 PRODUTOS REFRIGERANTES E LUBRIFICANTES PARA A FRESAGEM
Material a Fresar Produto Refrigerante e Lubrificante
Aço sem liga e aço de liga com resistência média Emulsão de óleo para furar Aço de elevada resistência, fundição dura Óleo de corte Ferro fundido cinzento, materiais sintéticos e prensados A seco Latão, Bronze Emulsão de óleo para furar ou óleo corte Alumínio, ligas de alumínio Emulsão de óleo para furar ou a seco Ligas de magnésio A seco ou óleo de corte especial
12 Exercício – Em uma operação de fresamento de desbaste, temos os seguintes dados:
a) material da peça Aço St 70.11 b) dimensões da peça, comprimento 360 mm e largura 90 mm; c) fresa cilíndrica com diâmetro de 50 mm e largura de 90 mm; d) profundidade de corte de 3,5 mm; e) a potência de acionamento da máquina é de 4 kW; f) la = 25 e lp = 5 mm; g) rotações disponíveis na fresadora: 37 – 49 – 64 – 86 – 113 – 147 – 197 – 260 – 338 – 455; h) velocidades de avanço disponíveis na fresadora: 20 – 33 – 57 – 76 – 100 – 123 – 167.
1.1) Calcular e selecionar a rotação que deve ser utilizada na operação de frezamento. 1.2) Determinar a velocidade máxima admissível de avanço. 1.3) Calcular o tempo principal de fresamento.





























