Embed Size (px)
Citation preview

PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA - PPMEC
Ely Wagner Ferreira Sabará
Caracterização Microestrutural e Avaliação da Resistência à Corrosão de Aços Inoxidáveis Austeníticos utilizados em aplicações como
Biomateriais
São João Del Rei, 08 de novembro de 2013


i
Ely Wagner Ferreira Sabará
Caracterização Microestrutural e Avaliação da
Resistência à Corrosão de Aços Inoxidáveis
Austeníticos utilizados em aplicações como
Biomateriais
Dissertação apresentada ao Curso de Mestrado da Universidade Federal de São João del-Rei, como requisito para obtenção do título de Mestre em Engenharia Mecânica. Área de Concentração: Caracterização e Propriedades Mecânicas - Corrosão. Orientador: Prof. Dr. Alysson Helton Santos Bueno.
São João Del Rei, 08 novembro de 2013

ii
Ficha catalográfica elaborada pelo Setor de Processamento Técnico da Divisão de Biblioteca da UFSJ
Sabará, Ely Wagner Ferreira S113c Caracterização microestrutural e avaliação da resistência à corrosão de aços inoxidáveis austeníticos utilizados em aplicações como biomateriais [manuscrito] / Ely Wagner Ferreira Sabará . – 2013. 121f. : il. Orientador: Alysson Helton Santos Bueno. Dissertação (mestrado) – Universidade Federal de São João del-Rei. Departamento de Engenharia Mecânica. Referências: f. 122-138.
1. Engenharia de materiais – Teses 2. Aço inoxidável – Teses 3. Materiais biomédicos – Teses 4. Microestrutura – Teses 5. Corrosão – Teses 6. Matéria – Propriedades mecânicas – Teses I. Bueno, Alysson Helton Santos (orientador) II. Universidade Federal de São João del- Rei. Departamento de Engenharia Mecânica III. Título
CDU: 620.1

iii

iv
Dedico à minha esposa Cininha pelo grande apoio incondicional.

v
Agradecimentos
Ao senhor Deus pela sua Graça, força, encorajamento e sabedoria em todos os
momentos dessa jornada;
Aos meus pais e a toda família pelo compartilhamento em todos os momentos
desse trabalho, em especial à minha esposa pelo carinho, paciência em todas as
etapas desse trabalho.
Aos amigos do Instituto Federal do Sudeste de Minas Gerais - Campus Juiz de
Fora, em especial aos professores, Lecino Caldeira e Valter Pereira, pela grande
ajuda, apoio, companherismo e compartilhamento de conhecimentos em todos os
momentos.
Aos professores do Instituto Federal Sudeste de Minas, Jalon de Morais Viera e
Elison da Fonseca e Silva pelas valiosas contribuições e incentivo a esse trabalho.
Ao meu orientador, Alysson Helton Santos Bueno, pelo grande apoio, ajuda e
pelo ótimo relacionamento em todas as etapas desse trabalho.
A todos os professores e técnicos do Departamento de Mecânica e do
Programa de Pós-Graduação em Engenharia Mecânica da Universidade Federal de
São João del-Rei, em especial ao Prof. Antônio Luís Ribeiro Sabariz pelo
reconhecimento nos momentos iniciais do projeto.
Ao prof. Raimundo Teixeira da Costa e ao laboratorista Graciliano Francisco da
Escola de Minas da Universidade de Ouro Preto, pela ajuda nos experimentos
metalográficos.
Aos colegas do Mestrado Reinaldo Emílio Cruz de Jesus, Cláudio Parreira Lopes,
Cleiton Arlindo Martins e Alexandre Iartelli pelo companheirismo e apoio.
Aos colegas do laboratório de corrosão da UFSJ pela amizade e pelo
companheirismo em todos os momentos, em especial ao Emilio Dias Moreira pelo
apoio nas atividades experimentais.
Por fim, agradeço a todos que contribuíram de forma direta e indireta para a
efetivação desse trabalho.
A Villares Metals pela doação das amostras dos aços inoxidáveis austeníticos,
em particular aos senhores Celso A. Barbosa e Alexandre Sokolowski.

vi
RESUMO
SABARÁ, E. W. F. Caracterização Microestrutural e Avaliação da Resistência à
Corrosão de Aços Inoxidáveis Austeníticos utilizados em aplicações como
Biomateriais, Dissertação (Mestrado), Universidade Federal de São João del-Rei,
São João del-Rei, 2013
O uso de aços inoxidáveis austeníticos como biomateriais decorre das suas
principais características como resistência mecânica, resistência à corrosão e
biocompatibilidade. Aliado a essas características têm custo inferior ao Ti e suas
ligas e às ligas de cromo-cobalto. Os aços inoxidáveis austeníticos ASTM F138 e
ASTM F1586, com níquel em sua composição, são utilizados em implantes
temporários e permanentes, porém em contato com fluidos corporais são
susceptíveis à corrosão, liberando no interior do corpo humano íons indesejáveis
que podem causar reações inflamatórias, alérgicas e cânceres. No presente trabalho
foram estudados três aços inoxidáveis austeníticos: ASTM F138, ASTM F1586 e, o
ASTM F2581, isento de níquel, elemento prejudicial à saúde, e com alto teor de
nitrogênio, que confere ao material maior resistência mecânica e à corrosão e. A
caracterização microestrutural foi realizada por microscopia ótica, microscopia
eletrônica de varredura, difração de raios-X e espectroscopia de energia dispersiva.
Os resultados desses experimentos permitiram relacionar as características
microestruturais dos aços com desempenho corrosivo em soluções que simulam os
fluidos corporais. O comportamento eletroquímico foi verificado por ensaios de
polarização anódica, obtenção de potenciais em circuitos aberto e espectroscopia de
impedância eletroquímica em soluções diferentes. A partir dos dados obtidos nesses
experimentos, foi possível verificar distinções na resistência à corrosão entre aços,
sendo que o aço ASTM F2581 apresentou comportamento superior ao ASTM F138
e equivalente ao ASTM F1586. Os resultados demostraram que a presença do
nitrogênio na composição do ASTM F2581 foi eficiente na formação da
microestrutura austenítica e na resistência à corrosão.
Palavras-Chave: Aços Inoxidáveis Austeníticos, Biomateriais, Microestrutura,
Corrosão.

vii
ABSTRACT
SABARÁ, E. W. F., M. Sc. Microstructural Characterization and Evaluation of
Corrosion Resistance of Austenitic Stainless Ssteels used in applications such
as Biomaterials, Thesis (Thesis), Federal University of São João del-Rei, São João
del-Rei, 2013.
The use of austenitic stainless steels as biomaterials stems from its main
characteristics like strength, corrosion resistance and biocompatibility. Coupled with
these characteristics have lower cost to alloys of titanium and cobalt chrome. The
austenitic ASTM F138 and ASTM F1586, with nickel in its composition, are used in
temporary and permanent implants, but in contact with body fluids are susceptible to
corrosion, freeing the ions inside the human body that can cause undesirable
inflammatory reactions, allergic and cancers. In this work we have studied three
austenitic stainless steels: ASTM F138, ASTM F1586 and ASTM F2581, free of
nickel in its composition and high content of nitrogen. Microstructural characterization
was performed by optical microscopy, scanning electron microscopy, X -ray
diffraction and energy dispersive spectroscopy. The results of these experiments
allowed to relate the microstructural characteristics of steels with performance in
corrosive solutions that simulate the body fluids. The electrochemical behavior was
verified by anodic polarization tests, obtaining open circuit potential and
electrochemical impedance spectroscopy in different solutions. From the data
obtained in these experiments, we observed distinctions between the corrosion
resistance steels, steel ASTM F2581 showed superior behavior to the of ASTM F138
and equivalent to ASTM F1586. The results demonstrate that the presence of
nitrogen in the composition of ASTM F2581 was effective in the formation of
austenitic microstructure and corrosion resistance
Key-words: Austenitic Stainless Steels, Biomaterials, Microstructure, Corrosion.

viii
LISTA DE FIGURAS
Figura 2.1 - Tipos de implantes ortopédicos temporários utilizados para fixação de fraturas em ossos. (a) placas e parafusos; (b) fixador da tíbia. ........................................................................................ 9
Figura 2.2 - Tipos deimplantes permanentes para substituição de articulações. (a) próteses modulares de quadril; (b) prótese de ombro, ombro- rádio-cotovelo e cotovelo. ................................... 9
Figura 2.3 - Diagrama de fases Ti-Al. ............................................................ 11
Figura 2.4 - Diferentes tipos de aços inoxidáveis a partir do aço 304. ........... 15
Figura 2.5 - Materiais utilizados como biomateriais. ....................................... 19
Figura 2.6 - Diagrama de Schaeffler modificado por Schneider. .................... 24
Figura 2.7 - Seção vertical do diagrama Fe-Cr-Ni, da liga com 70% de Fe. .. 25 Figura 2.8 - Representação esquemática do mecanismo de penetração dos
íons agressivos no interior da camada passiva. ......................... 35 Figura 2.9 - Representação do processo autocatalítico de crescimento de
um pite, as setas tracejadas indicam o transporte de elétrons. .. 35 Figura 2.10 - Desenho esquemático mostrando região empobrecida em
cromo próxima aos contornos de grão com a presença dos carbonetos M23C6. ....................................................................... 38
Figura 2.11 - Precipitação do carboneto C23C6 em função do teor de carbono dos aços e da temperatura. ......................................................... 39
Figura 2.12 - Curva de polarização potenciodinâmica. ..................................... 40
Figura 3.1 - Equipamento de Polimento Eletrolítico utilizado no ataque eletrolítico dos aços: ASTM F138, ASTM F1586 e ASTM F2581. ......................................................................................... 44
Figura 3.2 - Microscópio Ótico Olympus CX 31 utilizado nas análises metalográficas dos aços: ASTM F138, ASTM F1586 e ASTM F2581. ......................................................................................... 45
Figura 3.3 - Microscópio Ótico Olympus CX 51 utilizado nas análises metalográficas dos aços: ASTM F138, ASTM F1586 e ASTM F2581. ......................................................................................... 45
Figura 3.4 - Equipamento Shimadzu HMV-2 utilizado nos ensaios de microdureza dos aços ASTM F138, ASTM F1586 e ASTM F2581. ......................................................................................... 47
Figura 3.5 - Montagem da célula eletrolítica de três eletrodos com os dispositivos auxiliares utilizados nos ensaios eletroquímicos de polarização anódica nas soluções SBF e NaCl 0,9% ................. 50
Figura 3.6 - Corpos de prova embutidos a frio em resina epóxi utilizados nos ensaios eletroquímicos, mostrando a seção transversal da barra. ........................................................................................... 50
Figura 3.7 - Montagem da célula eletrolítica de três eletrodos com os dispositivos auxiliares utilizados nos ensaios espectroscopia de impedância eletroquímica. ........................................................... 52
Figura 4.1 - Diagrama de Schaeffler modificado para aços inoxidáveis. ........ 55

ix
Figura 4.2 - Microestruturas do aço ASTM F138 solubilizado, analisadas por
microscopia ótica das seções transversais, após ataque eletrolítico com ácido oxálico 10%, revelando os contornos de grão e de macla. .................................................... 57
Figura 4.3 - Microestruturas do aço ASTM F1586 solubilizado, analisadas por microscopia ótica das seções transversais, após ataque eletrolítico com ácido oxálico 10%, revelando os contornos de grão e de macla. ................................................. 58
Figura 4.4 - Microestruturas do aço ASTM F2581 solubilizado, analisadas por microscopia ótica das seções transversais, após ataque eletrolítico com ácido oxálico, revelando os contornos de grão e de macla. ................................................................................... 60
Figura 4.5 - Micrografias de elétrons secundários do aço inoxidáveis ASTM F138. Ataque eletrolítico com ácido oxálico a 10%. .................... 62
Figura 4.6 - Micrografias de elétrons secundários do aço inoxidáveis ASTM F1586. Ataque eletrolítico com ácido oxálico a 10%. .................. 63
Figura 4.7 - Micrografias de elétrons secundários do aço inoxidáveis ASTM F2581. Ataque eletrolítico com ácido oxálico a 10%. .................. 64
Figura 4.8 - Difratogramas das amostras dos aços (a) ASTM F138; (b) ASTM F2581 e (c) ASTM F1586, com identificação dos picos da fase. ........................................................................................ 67
Figura 4.9 - Mapeamento por espectroscopia de energia dispersiva do aço ASTM F138; Cr (a), Mo (b), Ni (c) e todos elementos (d). .......... 68
Figura 4.10 - Mapeamento por espectroscopia de energia dispersiva do aço ASTM F1586; Cr (a), Mo (b), Ni (c), Nb (d), N (e) e todos elementos (f). .............................................................................. 70
Figura 4.11 - Mapeamento por espectroscopia de energia dispersiva do aço ASTM F2581. Cr (a), Mo (b), N (c) e todos elementos (d). ......... 71
Figura 4.12 - Curva de estabilização do potencial de corrosão do aço inoxidável austenítico ASTM F2581 em solução SBF, naturalmente areada, antes do ensaio de polarização. .............. 73
Figura 4.13 - Curva de estabilização do potencial de corrosão do aço inoxidável austenítico ASTM F1586 em solução SBF, naturalmente areada, antes do ensaio de polarização. ............... 74
Figura 4.14 - Curva de estabilização do potencial de corrosão do aço inoxidável austenítico ASTM F138 em solução SBF, naturalmente areada, antes do ensaio de polarização. ............... 75
Figura 4.15 - Curvas de polarização anódica em solução SBF naturalmente aerada do aço ASTM F2581. ...................................... 76
Figura 4.16 - Curvas de polarização anódica em solução SBF naturalmente aeradas do aço ASTM F1586. ..................................... 77
Figura 4.17 - Curvas de polarização anódica em solução SBF naturalmente aeradas do aço ASTM F138. ....................................... 78
Figura 4.18 - Curvas de polarização anódica em solução SBF, naturalmente aerada, obtidas para os aços ASTM F138, ASTM F1586 e ASTM F2581. .............................................................................. 81
Figura 4.19 - Curva de estabilização do potencial de corrosão do aço inoxidável austenítico ASTM F2581 em solução NaCl 0,9%, naturalmente areada, antes do ensaio de polarização. ............... 84

x
Figura 4.20 - Curva de estabilização do potencial de corrosão do aço
inoxidável austenítico ASTM F1586 em solução NaCl 0,9%, naturalmente areada, antes do ensaio de polarização. .... 85
Figura 4.21 - Curva de estabilização do potencial de corrosão do aço inoxidável austenítico ASTM F138 em solução NaCl 0,9%, naturalmente areada, antes do ensaio de polarização. ............... 86
Figura 4.22 - Curvas de polarização anódica em solução NaCl 0,9% naturalmente aerada do aço ASTM F2581. ................................ 87
Figura 4.23 - Curvas de polarização anódica em solução NaCl 0,9% naturalmente aerada do aço ASTM F1586. ................................ 88
Figura 4.24 - Curvas de polarização anódica em solução NaCl 0,9% naturalmente aerada do aço ASTM F138. .................................. 89
Figura 4.25 - Curvas de polarização anódica em solução NaCl 0,9%, naturalmente aerada, obtidas para os aços ASTM F138, ASTM F1586 e ASTM F2581. ................................................................ 91
Figura 4.26 - Diagrama de impedância na forma de Nyquist em solução SBF, naturalmente aerada, obtidas para os aços ASTM F138, ASTM F1586 e ASTM F2581. ................................................................ 94
Figura 4.27 - Diagramas de impedância na forma de Bode Módulo (a) e Fase (b) em SBF, naturalmente aerada, obtidas para os aços ASTM F138, ASTM F1586 e ASTM F2581. ........................................... 95
Figura 4.28 - Diagrama de impedância na forma de Nyquist em solução SBF, naturalmente aerada, para o aço ASTM F2581 no potencial de circuito aberto e em potenciais superiores. ................................. 96
Figura 4.29 - Diagrama de impedância experimental e ajustado na forma de Nyquist em solução SBF, naturalmente aerada, para o aço ASTM F2581 ............................................................................... 97
Figura 4.30 - Diagramas de impedância experimentais e ajustados na forma de Bode Módulo (a) e ângulo de Fase (b) em solução SBF, naturalmente aerada, obtidas para o aço ASTM F2581. ............. 97
Figura 4.31 - Diagrama de impedância na forma de Nyquist em solução SBF, naturalmente aerada, para o ASTM F1586 no potencial de circuito aberto e em potenciais superiores. ................................. 98
Figura 4.32 - Diagrama de impedância experimental e ajustado na forma de Nyquist em solução SBF, naturalmente aerada, para o aço ASTM F1586. .............................................................................. 99
Figura 4.33 - Diagramas de impedância experimentais e ajustados na forma de Bode Módulo (a) e ângulo de Fase (b) em solução SBF, naturalmente aerada, obtidas para o aço ASTM F1586.. ............ 99
Figura 4.34 - Diagrama de impedância na forma de Nyquist em solução SBF, naturalmente aerada, para o aço ASTM F138 no potencial de circuito aberto e em potenciais superiores. ................................. 100
Figura 4.35 - Diagrama de impedância experimental e ajustado na forma de Nyquist em solução SBF, naturalmente aerada, para o aço ASTM F138. ................................................................................ 101
Figura 4.36 - Diagramas de impedância experimentais e ajustados na forma de Bode Módulo (a) e ângulo de Fase (b) em solução SBF, naturalmente aerada, obtidas para o aço ASTM F138.. .............. 102
xi
Figura 4.37 - Diagrama de impedância na forma de Nyquist em solução NaCl
0,9%, naturalmente aerada, obtidas para os aços ASTM F138, ASTM F1586 e ASTM F2581....................................................... 104
Figura 4.38 - Diagramas de impedância na forma de Bode Módulo (a) e Fase (b) em NaCl 0,9%, naturalmente aerada, obtidas para os aços ASTM F138, ASTM F1586 e ASTM F2581. ................................ 104
Figura 4.39 - Diagrama de impedância na forma de Nyquist em solução NaCl 0,9%, naturalmente aerada, para o aço ASTM F2581 no potencial de circuito aberto e em potenciais superiores. ............. 105
Figura 4.40 - Diagrama de impedância experimental e ajustado na forma de Nyquist em solução NaCl 0,9%, naturalmente aerada, para o aço ASTM F2581. ........................................................................ 106
Figura 4.41 - Diagramas de impedância experimentais e ajustados na forma de Bode Módulo (a) e ângulo de Fase (b) em solução NaCl 0,9%, naturalmente aerada, obtidas para o aço ASTM F2581........................................................................................... 107
Figura 4.42 - Diagrama de impedância na forma de Nyquist em solução NaCl 0,9%, naturalmente aerada, para o aço ASTM F1586 no potencial de circuito aberto e em potenciais superiores. ............. 108
Figura 4.43 - Diagrama de impedância experimental e ajustado na forma de Nyquist em solução NaCl 0,9%, naturalmente aerada, para o aço ASTM F1586. ........................................................................ 109
Figura 4.44 - Diagramas de impedância experimentais e ajustados na forma de Bode Módulo (a) e ângulo de Fase (b) em solução NaCl 0,9%, naturalmente aerada, obtidas para o aço ASTM F1586. .. 109
Figura 4.45 - Diagrama de impedância na forma de Nyquist em solução NaCl 0,9%, naturalmente aerada, para o aço ASTM F138 no potencial de circuito aberto e em potenciais superiores. ............. 110
Figura 4.46 - Diagrama de impedância experimental e ajustado na forma de Nyquist em solução NaCl 0,9%, naturalmente aerada, para o aço ASTM F138. .......................................................................... 111
Figura 4.47 - Diagramas de impedância experimentais e ajustados na forma de Bode Módulo (a) e ângulo de Fase (b) em solução NaCl 0,9%, naturalmente aerada, obtidas para o aço ASTM F138. .... 111
Figura 4.48 - Circuito equivalente proposto para ajuste dos dados experimentais para caracterizar o filme passivo dos os aços: ASTM F138, ASTM F1586 e P558, nas soluções SBF e NaCl 0,9%, após 1 hora de imersão. .................................................... 115
Figura 4.49 - Representação esquemática do modelo físico utilizado para explicar o comportamento eletroquímico dos aços nas soluções SBF e NaCl 0,9%. ....................................................................... 115

xii
LISTA DE TABELAS
Tabela 2.1 - Módulo de Young representativo dos principais biomateriais metálicos e o do osso cortical. ................................................... 11
Tabela 3.1 - Composição Química em % em massa, do Aço VI 138 e o referencial da norma ASTM F 138-08. .................................... 43
Tabela 3.2 - Composição Química em % em massa, do Aço VI 58329 e o referencial da norma ASTM F 1586-08. ..................................... 43
Tabela 3.3 - Composição Química em % em massa, do Aço P 558 (PANACEA) e o referencial da norma ASTM 2581-07. .............. 43
Tabela 3.4 - Ordem de adição dos reagentes utilizados na obtenção de um litro da solução SBF, quantidade e grau de pureza. .................. 49
Tabela 4.1 - Composição química dos principais elementos do aço VI-138 e o da norma ASTM F138-08 (% em massa). ............................... 53
Tabela 4.2 - Composição química dos principais elementos do aço VI 58329 e o da norma ASTM F 1586 (% em massa). ................... 53
Tabela 4.3 - Composição Química dos principais elementos do aço P 558 (PANACEA) e o referencial da norma ASTM F 2581 (% em massa). ....................................................................................... 54
Tabela 4.4 - Valores do Creq e Nieq calculados a partir das equações 4.1 e 4.2 para os aços ASTM F138, ASTM F1586 e ASTM F2581. ... 55
Tabela 4.5 - Tamanho médio de grão dos aços ASTM F138, ASTM F1586 e ASTM F2581. .......................................................................... 61
Tabela 4.6 - Resultados dos ensaios de microdureza Vickers para os aços ASTM F2581, ASTM F1586 e ASTM F138, em solução NaCl 0,9%, naturalmente aerada a 37 + 2 ºC. .................................... 72
Tabela 4.7 - Resultados das polarizações anódicas dos aços ASTM F2581, ASTM F1586 e ASTM F138, em solução SBF, naturalmente aerada a 37 + 2 ºC. .............................................. 79
Tabela 4.8 - Composição química e PREN dos aços ASTM F138, ASTM F1586 e ASTM F2581. ............................................................... 83
Tabela 4.9 - Resultados das polarizações anódicas dos aços ASTM F2581, ASTM F1586 e ASTM F138, em solução NaCl 0,9%, naturalmente aerada a 37 + 2 ºC. .............................................. 92
Tabela 4.10 - Resultados das impedâncias real (Z’) e imaginária (Z’’) obtidas dos diagramas de Nyquist, para os aços ASTM F138, ASTM F1586 e ASTM F2581 em solução SBF, no potencial de circuito aberto e em potenciais mais anódicos. .......................... 112
Tabela 4.11 - Resultados das impedâncias real (Z’) e imaginária (Z’’) obtidas dos diagramas de Nyquist, para os aços ASTM F138, ASTM F1586 e ASTM F2581 em solução NaCl 0,9%, no potencial de circuito aberto e em potenciais mais anódicos. .......................... 113
Tabela 4.12 - Resultado dos parâmetros obtidos no ajuste nos componentes do circuito mostrados na figura 4.48, em solução SBF. ............. 116
Tabela 4.13 - Resultado dos parâmetros obtidos no ajuste nos componentes do circuito mostrados na figura 4.48, em solução NaCl 0,9%. 117

xiii
LISTA DE ABREVIATURAS E SIGLAS
ASTM American Society for Testing and Materials
ASM American Society for Metals
AES Espectroscopia Auger
AOD Convertedor argon-oxygen decarburization
SBF Solução simuladora de fluidos corporais
CCC Cúbico de corpo centrado
CFC Cúbico de fases centrada
Cr-Co Cromo-Cobalto
Cr2O3) Óxido de cromo
DRX Difração de Raios-X
ECS Eletrodo calomelano saturado
Ecorr Potencial de corrosão
EDS Espectroscopia de energia dispersiva
EIE Espectroscopia de Impedância Eletroquímica
ESR Fornos Electroslag Remelting
Etrans Potencial de transpassivação
FEA Forno elétrico a arco
FIB Feixe de íons focalizado
FIEMG Federação das Indústrias do Estado de Minas Gerais
hc Hexagonal compacto
ISO International Organization for Standardization
LAMAT Laboratório de Ensaios e Análises de Materiais
M23C6 Carboneto complexo
MoO2 Óxido de Molibdênio
MO Microscópio Ótico
MEV Microscópio Eletrônico de Varredura
NaCl Cloreto de Sódio
pH Potencial Hidrogeniônico
PLA Poli Ácido Lático
PGA Poli Ácido Glicólico
PREN Pitting Resistance Equivalent Number

xiv
SECM Microscópio eletroquímico de varredura
SENAI Serviço Nacional de Aprendizagem Industrial
SUS Sistema Único de Saúde
TiO2 Óxido de titânio
VOD Convertedor vacuum–oxygen decarburization
XPS Espectroscopia de fotoelétrons emitidos por raios-X
Z Impedância
VI-138 Nomenclatura do aço Villares que atende à norma ASTM F138
VI 58329 Nomenclatura do aço Villares que atende à norma ASTM F1586
P 558 - PANACEA Nomenclatura do aço Boeler que atende à norma ASTM F2581
xv
LISTA DE SIMBOLOS
α Fase alfa do Titânio
β Fase beta do Titânio
γ Fase alotrópica do Cobalto
ε Fase alotrópica do Cobalto
δ Ferrita delta
η Fase de Laves
σ Fase intermetálica sigma
χ Fase intermetálica qui
ºC Graus Celsius
Creq Cromo equivalente
F Constante de Faraday
g/cm3 Gramas por centímetros cúbicos
gf Grama força
kHz Kilohertz
Log J (A/cm2) Densidade de corrente
ΔE Potencial elétrico através da interface metal/solução
ΔG Energia livre de Gibbs
ΔG0 Energia livre no estado padrão
ΔGred Energia livre de redução
ΔGoxi Energia livre de oxidação
mA Miliampere
mHz Milihertz
mv Milivolt
n Valência do íon
N Newtons
Nieq Níquel equivalente
R Constante dos gases
T Temperatura
μm Micrometro

xvi
SUMÁRIO
1. INTRODUÇÃO. ......................................................................................... 1
2. REVISÃO BIBLIOGRÁFICA. .................................................................... 4
2.1. Biomateriais. ..................................................................................... 4
2.2. Propriedades dos Biomateriais. ........................................................ 5
2.2.1. Biocompatibilidade. ............................................................... 5
2.2.2. Biofuncionalidade. ................................................................. 6
2.2.3. Propriedades Mecânicas. ...................................................... 6
2.2.4. Resistência à Corrosão. ........................................................ 6
2.3. Classificação dos Biomateriais. ........................................................ 7
2.3.1. Bioativos. ............................................................................... 7
2.3.2. Bioinertes. ............................................................................. 7
2.3.3. Reabsorvíveis. ...................................................................... 8
2.4. Principais Materiais Metálicos utilizados como Biomateriais. ........... 8
2.4.1. Titânio e suas Ligas. ............................................................. 10
2.4.2. Ligas de Cobalto. .................................................................. 12
2.4.3. Aços Inoxidáveis. ................................................................. 13
2.5. Classificação Aços Inoxidáveis. ........................................................ 16
2.5.1. Aços Inoxidáveis Ferríticos. .................................................. 16
2.5.2. Aços Inoxidáveis Martensíticos. ........................................... 17
2.5.3. Aços Inoxidáveis Duplex. ...................................................... 18
2.5.4. Aços Inoxidáveis Endurecíveis por Precipitação. ................. 18
2.5.5. Aços Inoxidáveis Austeníticos. ............................................. 18
2.6. Aços Inoxidáveis Austeníticos utilizados como Biomateriais. .......... 19
2.6.1 - Aços Inoxidáveis Austeníticos Livres de Níquel com Alto
Teor de Nitrogênio. ............................................................. 20 2.7. Os Efeitos dos Elementos de Ligas. ................................................. 22
2.8. Fases intermetálicas presentes nos aços inoxidáveis austeníticos. 26
2.8.1. Fases formadas durante o Envelhecimento. ........................ 27
2.9. Corrosão dos Metais. ........................................................................ 28
2.10. Corrosão das Ligas Metálicas utilizadas como Biomateriais. ......... 29
2.10.1. Filme Passivo e a Resistência à Corrosão. ........................ 31
xvii
2.10.2. Corrosão por Pite. ............................................................... 33
2.10.2.1. Nucleação do Pite. .............................................. 34
2.10.2.2. PREN (Pitting Resistance Equivalent Number). 36
2.10.3. Corrosão em Frestas. ......................................................... 37
2.10.4. Corrosão Intergranular. ....................................................... 38
2.10.4.1. Sensitização. ...................................................... 38
2.11. Descrição sucinta das técnicas eletroquímicas empregadas. ........ 39
2.11.1. Polarização potenciodinâmica anódica. ............................. 39
2.11.2. Espectroscopia de impedância eletroquímica. ................... 40
3. MATERIAIS E MÉTODOS. ....................................................................... 42
3.1- Materiais. .......................................................................................... 42
3.2. Caracterização Microestrutural. ............................................ ........... 43
3.3. Ensaios Microdureza. ....................................................................... 46
3.3.1. Microdureza Vickers. ............................................................ 46
3.4. Ensaios de Difração de Raios-X. ...................................................... 47
3.5. Ensaios por Espectroscopia de Energia Dispersiva (EDS). ............. 48
3.6. Ensaios Eletroquímicos. ................................................................... 48
3.6.1. Meios de Estudo e Temperatura. ......................................... 48
3.6.2. Ensaios de Polarização Potenciodinâmica Anódica.............. 49
3.6.3. Ensaios de Espectroscopia de Impedância Eletroquímica. 51
4. RESULTADOS E DISCUSSÕES............................................................... 53
4.1. Materiais. .......................................................................................... 53
4.1.1. Composição Química. .......................................................... 53
4.1.2. Relação entre composição química e Microestrutura. .......... 54
4.2. Caracterização Microestrutural. ........................................................ 56
4.2.1. Microscopia Ótica. ................................................................ 56
4.2.2. Microscopia Eletrônica de Varredura. ................................... 61
4.2.3. Análises por Difração de Raios-X. ........................................ 65
4.2.4. Análises por Espectroscopia de Energia Dispersiva. ........... 68
4.2.5. Ensaios de Microdureza Vickers. ......................................... 71
4.3. Caracterização do Comportamento Eletroquímico dos aços à Corrosão. ..................................................................................... 72
4.3.1. Ensaios Eletroquímicos de Polarização Anódica em Solução SBF. ..................................................................... 72
xviii
4.3.2. Ensaios Eletroquímicos de Polarização Anódica em Solução NaCl 0,9%. ............................................................ 84
4.3.3. Ensaios de Espectroscopia de Impedância Eletroquímica
em Solução SBF. ................................................................. 93
4.3.4. Ensaios de Espectroscopia de Impedância Eletroquímica em Solução NaCl 0,9%. ..................................................... 102
4.3.5- Ajustes dos dados de Espectroscopia de Impedância
Eletroquímica com circuitos elétricos equivalentes. ............ 114
4.3.5.1 - Ajustes dos dados de EIE com circuitos elétricos
equivalentes em SBF. ........................................ 115
4.3.5.2 - Ajustes dos dados de EIE com circuitos elétricos
equivalentes em NaCl 0,9%. .............................. 116
5. CONCLUSÕES. ........................................................................................ 118
6. SUGESTÕES PARA TRABALHOS FUTUROS......................................... 120
7. AGRADECIMENTOS ÀS INSTITUIÇÕES DE APOIO ............................. 121
8. REFERÊNCIAS BIBLIOGRÁFICAS. ........................................................ 122
1
CAPÍTULO 1
INTRODUÇÃO
Os implantes metálicos são empregados frequentemente na substituição ou
fixação de partes lesionadas do corpo humano na área ortopédica, de forma
temporária ou permanente, a fim de reestabelecer suas funções e corrigir
deformidades congênitas. Esse procedimento não tem origem recente, a primeira
aplicação data de 1895 quando Lane utilizou uma placa metálica (Lane Plate) para
fixação óssea, esses materiais eram confeccionados em aço carbono e sofriam
corrosão. O primeiro aço utilizado em implantes ortopédicos foi o 18%Cr-8%Ni-
4%Mo-0,08%C (BARDOS, 1977 apud TERRADA, 2008). Na atualidade, face ao
aumento da longevidade e dos acidentes automobilísticos, a necessidade por
biomateriais metálicos cresce anualmente. Aliados a esses fatores as cirurgias de
revisão aumentam na mesma proporção, em função da vida útil dos materiais, em
torno de dez a vinte anos, dependendo do material e do estilo de vida do paciente.
Em razão dessas circunstâncias, a área de biomateriais metálicos tornou-se um
campo vital para a engenharia em biomateriais, com a finalidade de melhorar a
qualidade de vida da população. Essa realidade motiva avanços no desenvolvimento
de novos biomateriais metálicos, que em condições de uso deverão suportar as
agressividades do meio onde são implantados como: corrosão, desgaste e
carregamentos (PIERETTI; COSTA, 2013; HERMAWAN, et al., 2011; JAIMES, et al.,
2010; TERADA, et al., 2006; TERADA, et al., 2007; ROFFEY, 2012; MUDALI, et al.,
2002; BAYOUMI; GHANEM, 2005; NIINOMI, 2012).
Os principais materiais metálicos empregados na fabricação de implantes
ósseos são o titânio e suas ligas, ligas Cr-Co e os aços inoxidáveis austeníticos
utilizados na substituição de componentes do corpo humano lesionados. Para esse
propósito, os materiais metálicos devem possuir principalmente alta resistência à
corrosão, compatibilidade com o meio biológico, baixo módulo de elasticidade,
resistência desgaste e principalmente ausência de ferromagnetismo. Os aços
inoxidáveis são largamente utilizados em função da boa resistência à corrosão, boas
propriedades mecânicas, adequada biocompatibilidade, além do baixo custo
comparado aos outros materiais (PIERETTI; COSTA, 2013; HERMAWAN, et al.,
2011; JAIMES, et al., 2010; TERADA, et al., 2006; TERADA, et al., 2007; ROFFEY,

2
2012; MUDALI, et al., 2002; BAYOUMI; GHANEM, 2005; JARGELIUS-
PETTERSSON, 1999; TALHA, et al., 2013; PARK; BRONZINO, 2003; KORUDA, et
al., 2002; RONDELLI, et al., 2005; BUHAGIAR, et al., 2009; BRETTLE, 1970).
No Brasil, a maioria dos pacientes que necessitam de implantes é assistida
pelo Sistema Único de Saúde (SUS). No país, em razão da alta demanda por
implantes metálicos, esse órgão governamental tem a utilizado aços inoxidáveis na
cobertura dos assegurados, principalmente a população carente, objetivando uma
relação eficiente entre custo e benefício, quando comparado às ligas de titânio e Cr-
Co. Como alternativa viável, tem-se utilizado no Brasil o aço inoxidável austenítico
ASTM F138 em aplicações biomédicas, implantes temporários e permanentes,
devido ao seu satisfatório desempenho mecânico e corrosivo (PIERETTI; COSTA,
2013; JAIMES, et al., 2010; TERADA, et al., 2006).
Os aços inoxidáveis austeníticos têm sido empregados largamente como
biomateriais devido a sua boa conformabilidade, resistência à corrosão, resistência à
fadiga e tenacidade a fratura em relação aos materiais poliméricos e cerâmicos. Os
inoxidáveis austeníticos, 316L (ASTM 276), tem sido utilizados em aplicações
cirúrgicas ao longo de muitos anos em função do baixo custo e das boas
propriedades mecânicas, em relação às ligas de titânio e cobalto, porém em contato
com meio corporal sofrem desgaste corrosivo, liberando de íons cromo e níquel no
interior do corpo humano. Em função do desempenho insatisfatório do 316L, foram
desenvolvidos os aços ASTM F138, com melhor desempenho mecânico e corrosivo.
No ano de 1992, foi fabricado um novo aço, ASTM F1586 (ISO 5832-9), esse
material foi desenvolvido com menores teores de níquel com a finalidade de
minimizar as reações indesejáveis como alergias, inflamações, cânceres e falhas
prematuras por desgaste (TERADA, et al., 2006; TERADA, et al., 2007; KORUDA, et
al., 2002; RONDELLI, et al., 2005; BUHAGIAR, et al., 2009; BRETTLE, 1970;
RECLARU, 2001; KANNAN, et al., 2003; NIINOMI, et al., 2012; GIORDANI, et al.,
2007; THOMANN; UGGOWITZER, 2000; FINI, et al., 2003; LO, et al., 2009).
No intuito de reduzir os efeitos negativos do níquel no interior do corpo
humano, foram desenvolvidos novos aços inoxidáveis austeníticos para uso como
biomateriais, com elevado teor de nitrogênio e baixo níquel, integrantes do sistema

3
Fe-Cr-Mn-Mo-N. Inserido nesse grupo, encontra-se o aço P 558 - PANACEA (ASTM
F2581), desenvolvido pelo Institute of Metallurgy of ETH, Zurich. Atualmente, os
aços alto teor de nitrogênio baixo níquel têm sido estudados com a finalidade de
verificar seu desempenho em aplicações ortopédicas. O aço ASTM F2581 possui
nitrogênio e carbono intersticiais benéficos, a fim de combinar boas propriedades
mecânicas, aumento da região de passividade, resistência à corrosão sob tensão,
por pites e intergranular. Além dessas características apresenta considerável
biocompatibilidade, uma vez que esse material não inibe o crescimento celular
(BAYOUMI; GHANEM, 2005; TALHA, et al., 2013; RECLARU, 2001; KANNAN, et al.,
2003; NIINOMI, et al., 2012; GIORDANI, et al., 2007; THOMANN; UGGOWITZER,
2000; FINI, et al., 2003; JAIMES, et al., 2010; BUHAGIAR, et al., 2010; RECLARU,
et al., 2006; ROACH, et al., 2013; SALAHINEJAD, et al., 2013).
Os aços inoxidáveis austeníticos não possuem a mesma osseointegração que
as ligas de titânio e, por essa razão, são utilizados em implantes temporários
(JAIMES, et al., 2010). Aliado a esse fator, o filme passivo formado na superfície dos
aços inoxidáveis austeníticos é susceptível à corrosão localizada como pites, frestas
e corrosão sob tensão. O problema vital vinculado ao uso de inoxidáveis como
biomateriais é o resultado prejudicial da liberação de íons metálicos no interior do
corpo humano, devido aos processos de corrosão e desgaste (TERADA, et al.,
2006). Por esses motivos, estudá-los em meios que simulem as condições corporais
são de grande valia para futuras utilizações, a fim de buscar na biocompatibilidade
mecânica e biológica dos materiais metálicos (NIINOMI, et al., 2012). Nesse trabalho
foram estudadas a microestrutura dos aços ASTM F138 e ASTM F1586 e P558
(PANACEA) e o comportamento eletroquímico em soluções NaCl 0,9% e simuladora
de fluidos corporais (SBF), por meio de polarização anódica e espectroscopia de
impedância eletroquímica.

4
CAPÍTULO 2
REVISÃO BIBLIOGRÁFICA
2.1- Biomateriais
A utilização de materiais não biológicos com objetivo de substituir ou reparar
tecidos do corpo humano tem sua origem na pré-história, em antigas culturas tais
como: egípcia, babilônica, italiana, americana e chinesa. Na Europa foram
encontrados em um cadáver implantes de ferro, datados como sendo do ano 200.
Por volta do século V, o ouro foi utilizado na odontologia asteca, romana e chinesa.
Esses povos utilizaram também ouro, prata, conchas do mar e dentes de foca em
substituição aos dentes naturais e aos tecidos danificados. (RATNER, 2004;
HILDEBRAND, et al., 2006).
O primeiro registro do emprego de materiais metálicos em aplicações cirúrgicas
data do século XVI, onde descreve a reparação do osso do palato partido com uma
placa de ouro e um reparo num defeito craniano. O fracasso na inicial utilização
desses materiais foi em função da falta de conhecimento em assepsia e antissepsia
o que causava sérias infecções. Desde essa época tem se utilizado implantes
metálicos para substituir partes danificadas do corpo humano que perderam sua
funcionalidade, devido a doenças degenerativas ou acidentes. Os sucessos
cirúrgicos iniciaram no final do século XIX com a introdução de técnicas
antissépticas por Joseph Lister (GOTMAN, 1997; GIORDANI, 2001; NIINOMI, 2002;
LIMA, 2004;).
Em 1926, os aços inoxidáveis foram utilizados em aplicações médicas na área
ortopédica. Uma década depois, as ligas cromo-cobalto foram introduzidas na
produção de implantes. O titânio e suas ligas foram utilizados com essa finalidade
nos anos 60, tendo sua utilização em larga escala na década seguinte (ROSA, et al.,
2001; GIORDANI, 2001) .
Os biomateriais são materiais de origem natural ou sintéticos (exceto drogas e
fármacos) com propriedades físicas, químicas e mecânicas adequadas que quando

5
colocados em contato com tecidos e fluidos corporais, durante um período de tempo
indeterminado, têm a função de avaliar, tratar, substituir e restaurar os tecidos e
órgãos corporais danificados por acidentes ou processos patológicos, promovendo
resposta adequada ao corpo do hospedeiro. (SCHNEIDER, 2001; HILDEBRAND et
al., 2006).
Os biomateriais de acordo com sua origem podem ser classificados em
naturais e sintéticos. Os biomateriais naturais são o colágeno, cartilagens, ossos,
quitosana, corais etc (BARBA, 1999 apud LIMA, 2004). Os sintéticos são os metais e
suas ligas, polímeros, cerâmicos e compósitos (HENCK e WILSON, 1993 apud
LIMA, 2004).
2.2 - Propriedades dos Biomateriais
2.2.1 - Biocompatibilidade
A biocompatibilidade é definida como a capacidade do material interagir com os
tecidos e o meio orgânico e produzir resposta favorável aos tecidos e células do
hospedeiro sob uma utilização específica (RATNER, 2004; ORÉFICE et al., 2006).
O contato físico entre os tecidos humanos e o material metálico deve gerar
uma resposta química e biológica favorável, isto é não deve causar reações
alérgicas, tóxicas, inflamatórias, mutagênicas e carcinogênicas (FATHI, et al., 2003,
HERAMANAWAN, et al., 2011).
Em relação aos materiais utilizados como biomateriais, torna-se fundamental
abordar as formas de interação entre a superfície do implante e os tecidos
adjacentes. Segundo Hench e Wilson (1993) apud LIMA (2004), existem quatro
formas de interação:
Se o material for tóxico, o tecido adjacente morre.
Se o material não for tóxico e biologicamente inativo, ao redor do implante
ocorre a formação de uma cápsula de tecido fibroso.
Se o material não for tóxico e biologicamente ativo (bioativo), são
estabelecidas ligações entre o implante e os tecidos adjacentes.

6
Se o material não for tóxico e sofre dissolução, o tecido adjacente o substitui.
2.2.2 - Biofuncionalidade
A biofuncionalidade consiste na capacidade que um determinado dispositivo
utilizado como biomaterial tem para exercer uma função específica de forma
competente, respondendo de forma eficaz às solicitações mecânicas, físicas,
químicas e biológicas (SCHNEIDER, 2001).
2.2.3 - Propriedades Mecânicas
Os materiais utilizados como biomateriais devem possuir boa resistência às
solicitações de tração, compressão, fadiga, torção, flexão e cisalhamento. Como
exemplo, as próteses utilizadas nas extremidades inferiores do corpo humano estão
sujeitas a esforços cíclicos de três ou mais vezes o peso do indivíduo. Dependendo
da função, a prótese poderá estar sujeita a mais de um milhão de ciclos por ano, o
que permite concluir que a resistência fadiga é um fator importante a ser observado
no material ser implantado (GOTMAN, 1997; SCHNEIDER, 2001).
A adição de nitrogênio na composição dos aços inoxidáveis atua de forma
benéfica elevando a resistência mecânica, ductilidade e tenacidade, possibilitando o
uso desses materiais em condições onde é necessário melhor desempenho
mecânico do material (HANNINEN, et al., 2001; SUMITA, et al., 2004).
2.2.4 - Resistência à Corrosão
A corrosão ocorre nos implantes metálicos inicia a partir do contato entre
substâncias químicas contidas nos fluidos corporais e a superfície desses materiais,
promovendo a formação de óxidos e partículas que entrarão em contato com os
tecidos ao redor do implante. A continuidade desse processo enfraquece o material
dos implantes, o que motiva a conhecer as características desse processo corrosivo,
a fim de alcançar sucesso no uso dos implantes metálicos (ROCHA, 2010).

7
2.3 - Classificação dos Biomateriais
2.3.1 - Bioativos
A bioatividade dos materiais está relacionada com a capacidade que certos
materiais possuem de favorecerem a ligação química com os tecidos vivos em
função da similaridade ocorre uma ligação interfacial de natureza química, o que
favorece o processo de fixação e união do implante (SCHNEIDER, 2001; ORÉFICE
et al., 2006, RESENDE, 2007).
Os materiais bioativos desenvolvem sobre sua superfície uma camada de
apatita biologicamente ativa na interface material-tecido, conhecida como “bone-like
apatite”, após serem imersos em soluções que simulam o fluido corpóreo acelular.
Essa camada atua como sinalizadora para as proteínas e células para iniciar os
eventos que resultarão na formação da estrutura óssea (RESENDE, et al., 2007).
2.3.2 - Bioinertes
Os materiais bioinertes são materiais estáveis quando em contato com o tecido
do hospedeiro e praticamente não liberam nenhum tipo de componente, isto é, não
sofrem rejeição durante toda a vida do implante. Esses materiais em contato com
corpo humano são envolvidos por um tecido fibroso. A espessura dessa camada
fibrosa dependerá das condições do implante, tecido e carga mecânica existente na
interface (GOTMAN, 1997; SCHNEIDER, 2001; CASTNER E RATNER, 2002; LIMA,
2004).
Como exemplo de materiais bioinerte, podemos citar:
Metais puros (ouro, platina e titânio).
Ligas metálicas (TÍ-6AI-4V, Co-Cr-Mo, Co-Cr-Ni, Pt-Rh).
Cerâmicas (alumina, porcelanas, carbono vítreo).
Termoplásticos (polietileno, polipropileno, polimetil metacrilato).
Elastômeros (silicones).
Compósitos (dimetacrilato, quartzo).
8
2.3.3 - Reabsorvíveis
Os materiais reabsorvíveis são os materiais que após um determinado período
em contato com os tecidos biológicos são degradados, solubilizados ou fagocitados
pelo organismo. O produto da degradação desses materiais não possui toxidade e
são eliminados pelo metabolismo do corpo humano. São exemplos desses materiais
o fosfato tricálcio e os polímeros poli (ácido láctico - PLA) e poli (ácido glicólico -
PGA) (LIMA, 2004).
2.4 - Principais Materiais Metálicos utilizados como Biomateriais
Os biomateriais metálicos são utilizados com a finalidade de fabricar
dispositivos médicos, a fim de restaurar ou substituir tecidos com funcionalidade
comprometida. Atualmente, em torno de 70-80% dos implantes são fabricados com
biomateriais metálicos. Na ortopedia estão sendo utilizados em artroplastia,
osteossínteses, implantes espinais e em dispositivos maxilo-faciais com a finalidade
de melhorar a qualidade de vida dos pacientes (MCGREGOR, et al., 2000; ASSIS, et
al., 2006; NIINOMI; 2008; CREMACO, et al., 2011; NIINOMI; NAKAI; HIEDA, 2012).
Os implantes cirúrgicos são feitos basicamente com três tipos de materiais
metálicos, os aços inoxidáveis austeníticos, as ligas cromo-cobalto e o titânio e suas
ligas. Esses materiais não devem possuir propriedades compatíveis com ensaios por
ressonância magnética e serem visíveis nas imagens por raios-X (LEMONS e
LUCAS, 1986; KANNAN; BALAMURUGAN; RAJESWARI, 2003). No Brasil os
portadores de implantes ortopédicos não são submetidos a exames de ressonância
magnética, uma vez a maioria desses equipamentos atinge campos magnéticos da
ordem de 1,5 T, podendo ter interações com esses materiais (TERADA, 2008).
Os implantes ortopédicos são divididos em duas categorias: implantes
utilizados para a fixação de fraturas, como placas, parafusos e estabilizadores de
fratura, são denominados temporários. Nesse tipo de implante a resistência
mecânica é fundamental a fim desempenhar temporariamente as funções do osso
fraturado, bem como possuir composição química que não promova reações

9
indesejáveis ao organismo. A Figura 2.1 mostra exemplos de implantes temporários
como placas, pinos, parafusos e fixadores de ossos quebrados.
(a) (b)
Figura 2.1 - Tipos de implantes ortopédicos temporários utilizados para fixação de
fraturas em ossos: placas e parafusos (a) fixador da tíbia (b)
(GIORDANI, 2001).
Os implantes permanentes têm as funções de substituir partes das articulações
do corpo humano, suportar movimentos contínuos e transferência de cargas, como é
o caso com a prótese total do quadril das próteses de joelho. Os implantes
permanentes precisam desempenhar suas funções pelo resto da vida do paciente.
Na Figura 2.2 são apresentados dispositivos utilizados como implantes permanentes
(GIORDANI, FERREIRA, BALANCIN, 2007; SOKEI, 2007).
(a) (b) Figura 2.2 - Tipos de implantes permanentes para substituição de articulações.
próteses modulares de quadril (a) prótese de ombro, ombro-rádio-
cotovelo e cotovelo (b) (GIORDANI, 2001).

10
2.4.1 - Titânio e suas Ligas
Em 1791, o químico inglês William Gregor extraiu o óxido de titânio impuro das
areias (Ilmenita) da região do vale de Manaccan na Cornualha com a utilização de
ácido clorídrico. Após o ano de 1932, a partir do processo desenvolvido por William
Kroll foi possível extrair titânio de diversas fontes minerais.
O titânio puro tem densidade de 4,51 g/cm3 que corresponde à metade dos
outros materiais utilizados na fabricação de implantes. Esse elemento possui duas
formas alotrópicas: à temperatura ambiente a sua estrutura cristalina é a hexagonal
compacta (hc), denominada fase alfa (α). Acima de 883 ºC, a fase beta (β) é estável
e possui estrutura cristalina cúbica de corpo centrado (CCC).
As ligas de titânio podem ser classificadas como: titânio α, próximo a α, α + β,
metaestável β e β estável dependendo da sua microestrutura à temperatura
ambiente. As ligas de titânio possuem três categorias de elementos de liga:
estabilizadores da fase α como Al, O, N e C; os estabilizadores da fase β como Mo,
V, Nb e Ta, Fe, W, Cr, Si, Co, Mn, e H; e aquele que são neutros como Zr. Essas
ligas foram desenvolvidas com a finalidade de reduzir os efeitos danosos com
tecidos corporais adjacentes (MORANT, et al., 2003; LIU, et al., 2004; ROCHA
2010).
A Figura 2.3 apresenta o diagrama de fases de uma liga titânio-alumínio e os
domínios das fases α e β, bem como a região onde coexistem essas duas fases. O
domínio dessa região está vinculado à concentração dos elementos de liga.

11
Figura 2.3 - Diagrama de fases Ti-Al (Lütjering, Williams, 2003 apud ROCHA 2010).
O titânio possui alta reatividade quando em contato com o oxigênio, o que
promove a formação de um filme de óxido uniforme e muito passivo sobre sua
superfície (passivação espontânea). A presença do óxido estável na superfície é o
TiO2 que confere boa resistência à corrosão e biocompatibilidade (LIMA, 2004; LIU,
et al., 2004).
As áreas biomédica e odontológica utilizam em larga escala o titânio em função
das excelentes propriedades como a elevada resistência à corrosão, estabilidade
química, biocompatibilidade, tenacidade e módulo de Young mais próximo ao osso
humano quando comparado a outros materiais metálicos, como pode ser visualizado
na Tabela 1.1 (FENG, et al., 1999; MORANT, et al., 2003; LIU, et al., 2004; NIINOMI;
NAKAI; HIEDA, 2012).
Tabela 1.1 - Módulo de Young representativo dos principais biomateriais metálicos e
do osso cortical.
Materiais Módulo de Elasticidade (MPa)
Osso cortical 15,2 - 40,8
Ti-cp 110
Ti6Al4V 116
Aço Inoxidável ASTM F138 190
Co-Cr-Mo 210

12
Atualmente às ligas de titânio α + β (Ti–6Al–4V) são as mais utilizadas
(ORÉFICE et al., 2006), classificadas como ASTM F67 e F136, estão sendo
substituídas devido à toxidade dos elementos alumínio e vanádio em concentração
superior a 0,2 ppm. Esses elementos promovem desordens neurológicas. Por essas
razões foram desenvolvidas novas ligas de titânio com elementos não tóxicos e
estabilizadores da fase β como: Nb, Mo, Hf, Ta, Zr, Mo, Pt, Sn. Atualmente, tem sido
feito um grande esforço no sentido de produzir ligas de titânio (fase β) com adição
de elementos de liga biocompatíveis como nióbio, tântalo, zircônio e molibdênio.
Essas ligas possuem baixo módulo de elasticidade são utilizadas com a finalidade
de inibir a reabsorção óssea e alcançar remodelamento ósseo adequado
(CHOUBEY, et al. 2004; CÁCERES, et al., 2008; DELVAT, et al., 2008;
CREMASCO, et al., 2011; NIINOMI; NAKAI; HIEDA, 2012).
Um dos óbices dos implantes produzidos com as ligas de titânio é o custo
elevado. O que tem motivado de forma promissora a utilização dos aços inoxidáveis
com baixo teor de níquel, em função de possuir boa resistência mecânica, à
corrosão, tenacidade e biocompatibilidade (TERADA, 2008).
2.4.2 - Ligas de Cobalto
Em 1924, foi o marco inicial na utilização das ligas à base de cobalto em
implantes ortopédicos, nesse ano a liga Stellite foi implantada em cães por Zierold.
Em 1938, foram implantados parafusos de Co-Cr em animais com resultados
favoráveis. Logo em seguida foi utilizada a liga à base de cobalto Vitallium e seres
humanos, na forma de revestimento colocado na cabeça do fêmur com a finalidade
de reduzir a dor e aumentar a mobilidade (ORÉFICE et al., 2006).
Na década de setenta e no início dos anos oitenta, a liga mais utilizada foi a
Co-Ni-Cr-Mo, porém em função da liberação de níquel o uso dessa liga diminuiu.
Outro fator relevante é que o cobalto liberado no processo corrosivo diminui o
crescimento celular e promove a morte dos tecidos adjacentes (ORÉFICE et al.,
2006; TERADA, 2008).

13
O elemento cobalto têm as fases alotrópicas ε e γ, com estrutura hexagonal
compacta e cúbica de faces centradas respectivamente. O número de sistemas de
deslizamento é maior da fase γ do em ε. No intuito de melhorar as propriedades da
fase γ são feitas adições de níquel (NIINOMI; NAKAI; HIEDA, 2012).
A liga convencional Co–29Cr–6Mo–1Ni (ASTM F75-92) contem níquel que
possui grande toxidade. Esse elemento causa carcinogênicidade, fator que tem
motivado a sua não utilização nessas ligas (HIROMOTO, et al., 2007; NIINOMI;
NAKAI; HIEDA, 2012).
As ligas Co-Cr utilizadas em implantes possuem dois grupos:
1- Fundidas
ASTM F75 (Co28Cr6Mo).
2- Trabalhadas, obtidas por forjamento, extrusão e laminação.
ASTM F90 (Co20Cr15W10Ni);
ASTM F799 (Co20Cr6Mo);
ASTM F562 (Co35Ni20Cr10Mo).
2.4.3 - Aços Inoxidáveis
Os aços inoxidáveis foram desenvolvidos no início do século passado em
diversos países com a finalidade de atender às diversas necessidades industriais.
Em 1821, o francês P. Berthier observou que ligas ferrosas com a adição de cromo
entre 1 a 5% tinha boa resistência ao ataque ácido à medida que o teor de cromo
aumentava (PADILHA; GUEDES,1994).
No início do século passado, na Inglaterra, Harry Brearley descreveu em dois
artigos experiências em ligas resistentes à corrosão contendo 12,8% de cormo e
0,24% de carbono, a partir desses estudos surgiram os aços inoxidáveis
martensíticos (PADILHA; GUEDES,1994).
Nos Estados Unidos da América, no ano de 1911, Christiam Dantsizen e
Frederick Becket , realizou experimentos com ligas contendo 14 a 16% de cromo e

14
com baixo teor de carbono (0,007 a 0,015%), nesses estudos utilizaram ferro-cromo
obtidos via métodos aluminotérmicos. O resultado desses trabalhos foi o
descobrimento dos aços inoxidáveis ferríticos.
Entre os anos de 1908 e 1910, Dr. Brenno Strass e o Dr. Eduard Maurer,
pesquisadores da empresa Friedrich Krupp AG, trabalhavam com aços os cromo e
cromo-níquel, o que deu origem aos aços inoxidáveis austeníticos e martensíticos
(PADILHA; GUEDES, 1994; PADILHA, PLAUT e RIOS, 2007).
O termo aços inoxidáveis é utilizado para um grupo de ligas que possuem
resistência à corrosão em contato com o meio atmosférico, na presença de diversos
meios agressivos e em elevadas temperaturas.
Os aços inoxidáveis constituem aços alta liga baseados nos sistemas Fe-Cr,
Fe-Cr-C e Fe-Cr-Ni, contendo pelo menos 10,5% de cromo e outros elementos de
liga. Os principais elementos químicos que compõem essas ligas são o cromo,
níquel, molibdênio, manganês e nitrogênio; tendo função complementar os
elementos: nióbio, titânio, cobre, silício e alumínio. O cromo é o elemento químico
responsável pela resistência à corrosão nesses aços, sendo esse menos nobre do
que o ferro nas séries eletroquímicas. O contato do cromo com oxigênio forma
espontaneamente uma película protetora, formada por óxido/hidróxido, que possui
grande aderência, impermeabilidade, estabilidade e promove excelente proteção
contra os ataques corrosivos (CASTRO, R.; CADENET, 1975; PICKERING, 1978;
LIPPOLD; KOTECKI, 2005).
Os inoxidáveis são divididos em cinco grupos: austeníticos, martensíticos,
ferríticos, duplex (ferrítica-austenítica) e endurecíveis por precipitação. Na Figura 2.4
estão representados alguns aços inoxidáveis modificados a partir do aço 304
conforme a norma americana AISI (ALLOY DIGEST SOURCEBOOK: STAINLESS
STEELS, 2000; PADILHA; GUEDES, 1994).
15
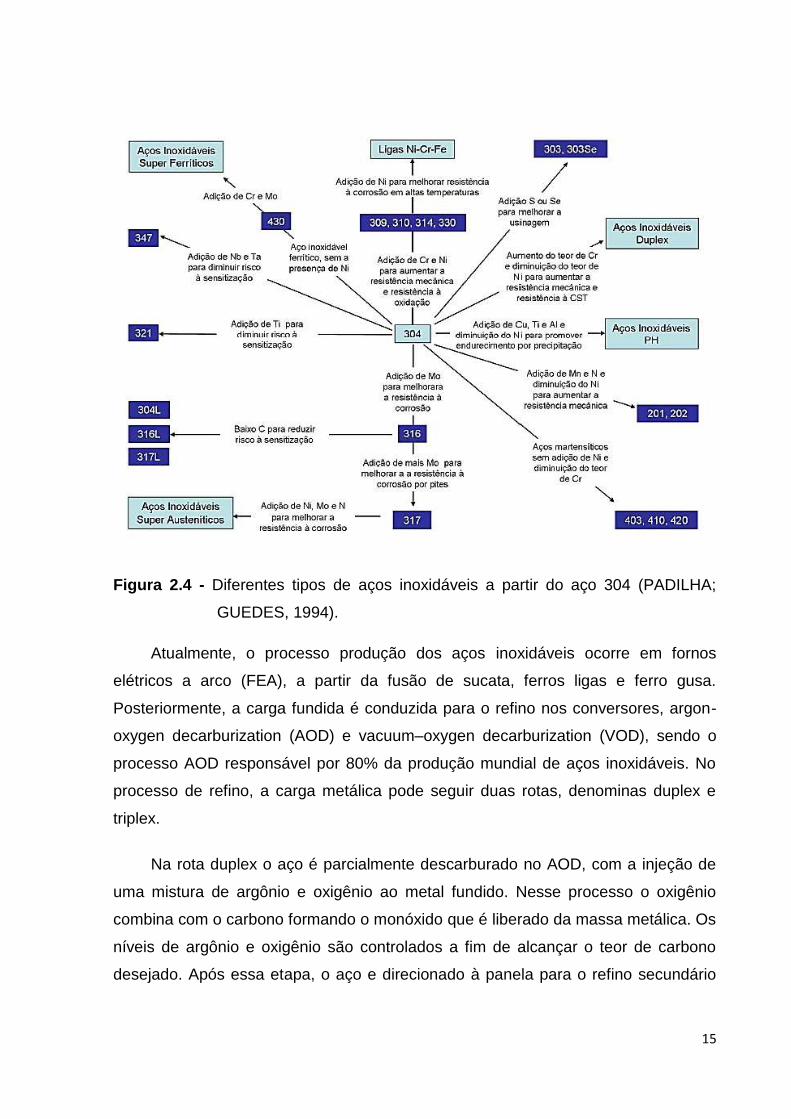
Figura 2.4 - Diferentes tipos de aços inoxidáveis a partir do aço 304 (PADILHA;
GUEDES, 1994).
Atualmente, o processo produção dos aços inoxidáveis ocorre em fornos
elétricos a arco (FEA), a partir da fusão de sucata, ferros ligas e ferro gusa.
Posteriormente, a carga fundida é conduzida para o refino nos conversores, argon-
oxygen decarburization (AOD) e vacuum–oxygen decarburization (VOD), sendo o
processo AOD responsável por 80% da produção mundial de aços inoxidáveis. No
processo de refino, a carga metálica pode seguir duas rotas, denominas duplex e
triplex.
Na rota duplex o aço é parcialmente descarburado no AOD, com a injeção de
uma mistura de argônio e oxigênio ao metal fundido. Nesse processo o oxigênio
combina com o carbono formando o monóxido que é liberado da massa metálica. Os
níveis de argônio e oxigênio são controlados a fim de alcançar o teor de carbono
desejado. Após essa etapa, o aço e direcionado à panela para o refino secundário

16
(metalurgia da panela), a fim de ajustar sua composição química e temperatura e,
logo em seguida, encaminhado ao lingotamento contínuo.
A tríplex tem a descarburação inicial no conversor AOD e descarburação final
no desgasificador a vácuo VOD, nesse equipamento não existe a necessidade de
utilização de argônio, nele o oxigênio é injetado diretamente na carga fundida.
Posteriormente ocorre o refino secundário na metalurgia da panela e o lingotamento
contínuo. A utilização desses processos produz aços com baixos níveis de carbono
e enxofre, menor 0,04%, e 0,002% respectivamente. Além dessas características
esses aços são dotados de baixos níveis de inclusões e gases dissolvidos.
O refino secundário dos aços inoxidáveis com alto teor de nitrogênio é
realizado nos fornos de refusão por escória eletrocondutora (ESR - Electroslag
Remelting). Esse processo produz lingotes com elevado controle da composição
química, estrutura metalúrgica (grãos e dendritas) mais refinada, menor nível de
inclusões, macrosegregação, bem como estrutura bruta de fusão isenta de rechupes
e poros (SIMMONS, 1995; MENZEL; KIRSCHNE; STEIN, 1996; LIPPOLD;
LLEWELLYN; HANNINEN, et al., 2001; HUDD, 2004; KOTECKI, 2005; HUA-BING,
et al., 2007, ANDRADE, et al. 2008; CRISTO, 2008; LOSS, 2010).
2.5 - Classificação Aços Inoxidáveis
Historicamente, os aços inoxidáveis são classificados em função da sua
microestrutura em cinco classes diferentes: austeníticos, martensíticos, ferríticos,
duplex (ferrítico-austenítica) e endurecíveis por precipitação (LO et al., 2009).
2.5.1 - Aços Inoxidáveis Ferríticos
Os aços inoxidáveis ferríticos estrutura alfa (α) com reticulado cúbico de corpo
centrado (CCC), apresentam menor resistência à corrosão em relação aos
inoxidáveis austeníticos, porém são mais resistentes à corrosão sob tensão em
meios contendo cloretos, corrosão atmosférica e a oxidação. A matriz ferrítica é
obtida em função do teor de cromo entre 11 a 30% e adições de molibdênio até 3%
(FARIA, 2006; TERADA, 2008).
17
Os aços inoxidáveis ferríticos com baixo teor de cromo, em torno de 11%, são
utilizados na utilizados nos sistemas de exaustão de automóveis, pois possuem boa
resistência à corrosão e à oxidação. Os aços com teor entre 11% e 18% são
empregados na indústria automotiva e na fabricação de utensílios domésticos; essas
ligas apresentam como características baixa resistência mecânica e baixa
soldabilidade. As ligas com teores de cromo entre 19% e 30% são empregadas em
ambientes onde exige-se alta resistência à corrosão e a oxidação.
Os aços inoxidáveis ferríticos com teores de cromo acima de 25% e molibdênio
leva à produção dos aços inoxidáveis superferríticos. Nesses aços os elevados
teores de cromo e molibdênio, com baixos teores de carbono, proporciona a adição
de níquel sem desestabilizar a ferrita, com a finalidade obter ganhos na tenacidade e
na resistência à corrosão por pites e por frestas (ANDRADE, et al. 2008). Os aços
inoxidáveis superferríticos possuem excelente resistência à corrosão em frestas
(“crevice corrosion”) e à corrosão sob tensão em meios contendo cloretos (TERADA,
2008).
2.5.2 - Aços Inoxidáveis Martensíticos
Essas ligas possuem teores de cromo entre 10,5% e 18% de cromo, níquel até
4% e carbono 0,1 e 1,0%. Além desses elementos são adicionados molibdênio,
vanádio, nióbio, alumínio, cobre e titânio com a finalidade de melhorar as
propriedades no revenimento. A microestrutura martensítica, com reticulado
tetragonal de corpo centrado, é obtida a partir do resfriamento da austenita. Esses
aços são não magnéticos e endurecíveis por tratamento térmico, podendo conter
quantidades variáveis de ferrita delta a partir dos tratamentos típicos. Esses aços
são utilizados em condições onde deseja-se aliar boa resistência mecânica e à
corrosão, tendo aplicação em tubulações na indústria do petróleo, revestimentos de
cilindros laminadores, turbinas hidráulicas rotores de bombas etc (PICKERING, F.
B., 1979; SERNA-GIRALDO, 2006; McGUIRE, 2008; HENKE, 2010).

18
2.5.3 - Aços Inoxidáveis Duplex
Os aços inoxidáveis duplex são constituídos basicamente por ferro, cromo e
níquel, mais adições de elementos com a finalidade de melhorar as propriedades
mecânicas e de corrosão. Esses aços possuem microestrutura ferrítica-austenítica
em proporções iguais, suas propriedades mecânicas e de corrosão superiores aos
ferríticos e austeníticos. A principal característica desses aços é a combinação
favorável entre propriedades mecânicas e de corrosão (pites e frestas). Os aços
duplex são amplamente utilizados nas indústrias de papel, petroquímica, nuclear e
de dessalinização (ESCRIBA, et al., 2009; MAGNABOSCO, 2001; FARIA, 2006;
HONG, et al, 2011).
2.5.4 - Aços Inoxidáveis Endurecíveis por Precipitação
Os inoxidáveis endurecíveis por precipitação possuem teores de cromo entre
12% e 18% e níquel entre 3% e 10%, bem como adições de cobre, titânio e alumínio
que promovem endurecimento por precipitação após tratamento térmico. Esse
material tem como característica principal boas propriedades mecânicas e
resistência à corrosão moderada, devido aos precipitados existentes na sua
microestrutura (McGUIRE, 2008).
2.5.5 - Aços Inoxidáveis Austeníticos
Os aços inoxidáveis austeníticos são utilizados em larga devido à combinação
entre resistência mecânica, capacidade de conformação e resistência à corrosão
(KOCH et al., 2002). Esses aços possuem diversas aplicações como em meios
criogênicos, em motores a jato, fornos em temperaturas elevadas e como
biomateriais.
Os aços inoxidáveis austeníticos são ligas à base de Fe-Cr-Ni e adições, que
têm a finalidade de alterar suas propriedades e a microestrutura. Essas ligas têm
como microestrutura principal a austenita (γ) com reticulado cúbico de faces
centrada (CFC), não magnética e não endurecível por tratamento térmico. Os
19
elementos estabilizadores da austenita (gamagênico) são o carbono, manganês,
níquel e o nitrogênio (PICKERING, 1983). Nesses aços, o teor de cromo está entre
15 a 26%, que confere boa resistência à corrosão. A fim de estabilizar a austenita
são adicionados entrem 7 a 37% níquel e os elementos molibdênio, titânio e
manganês são adicionados a fim de melhorar as propriedades mecânicas e de
corrosão desses aços (PADILHA; RIOS, 2002; TOO, 2002; McGUIRE, 2008).
2.6 - Aços Inoxidáveis Austeníticos utilizados como Biomateriais
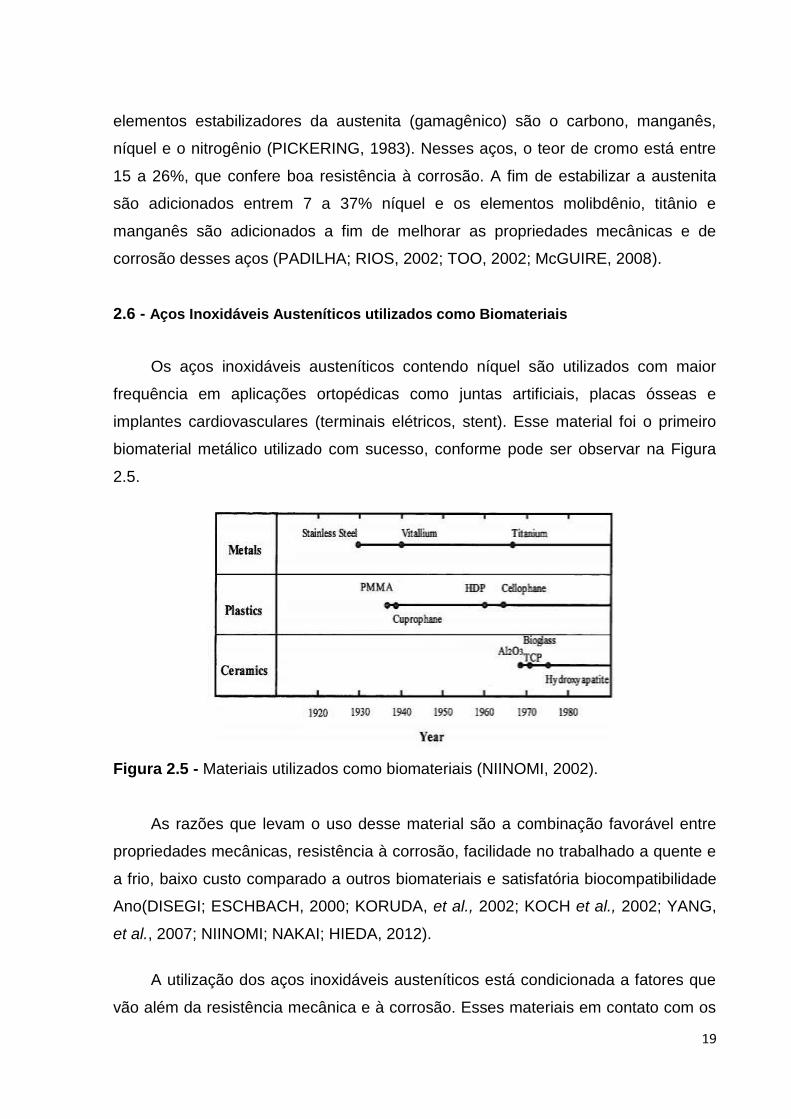
Os aços inoxidáveis austeníticos contendo níquel são utilizados com maior
frequência em aplicações ortopédicas como juntas artificiais, placas ósseas e
implantes cardiovasculares (terminais elétricos, stent). Esse material foi o primeiro
biomaterial metálico utilizado com sucesso, conforme pode ser observar na Figura
2.5.
Figura 2.5 - Materiais utilizados como biomateriais (NIINOMI, 2002).
As razões que levam o uso desse material são a combinação favorável entre
propriedades mecânicas, resistência à corrosão, facilidade no trabalhado a quente e
a frio, baixo custo comparado a outros biomateriais e satisfatória biocompatibilidade
Ano(DISEGI; ESCHBACH, 2000; KORUDA, et al., 2002; KOCH et al., 2002; YANG,
et al., 2007; NIINOMI; NAKAI; HIEDA, 2012).
A utilização dos aços inoxidáveis austeníticos está condicionada a fatores que
vão além da resistência mecânica e à corrosão. Esses materiais em contato com os

20
tecidos humanos não devem causar reações alérgicas e toxicas ao hospedeiro. O
contato dos aços austeníticos por longos períodos com os tecidos corporais
adjacentes desestabiliza a camada protetora de óxidos, causando corrosão por pites
e frestas. O produto da corrosão possui íons níquel, manganês, cromo, ferro que
entram em contato direto com os fluidos corporais. Os íons níquel são fortes agentes
causadores de alergias, inflamações e tumores em muitos pacientes. Essas reações
corporais indesejáveis causam problemas de incompatibilidade, o que em muitos
casos promove a remoção prematura dos implantes (SUNDERMAN, 1989;
KORUDA, et al., 2002; KOCH et al., 2002; KANNAN; BALAMURUGAN;
RAJESWARI, 2003; NIINOMI; NAKAI; HIEDA, 2012).
Koster et al. estudaram o efeito da liberação de íons níquel, cromo e
molibdênio em pacientes portadores implantes cardiovasculares (stents), fabricados
com os aços 316 L. Nesse trabalho concluíram que a ação do sangue, proteínas,
solução salina corporal e esforços mecânicos aumenta a liberação desses íons, o
que leva à reincidência de obstruções coronárias.
2.6.1 - Aços Inoxidáveis Austeníticos Livres de Níquel com Alto Teor de
Nitrogênio
Nos últimos anos, os aços inoxidáveis com elevado teor de nitrogênio foram
desenvolvidos como alternativa para reduzir os problemas fisiológicos causados pela
utilização de próteses cirúrgicas e dentárias fabricadas com aços inoxidáveis com
elevados teores de níquel (LEMONS e LUCAS, 1986; MENZEL; KIRSCHNE; STEIN,
1996).
Em razão dos efeitos negativos causados pelo níquel, novos aços
inoxidáveis livres desse elemento foram desenvolvidos. Segundo Gavriljuk e Berns
apud Koch et al, a adição intencional de nitrogênio acima de 0,4%, classifica esses
aços como inoxidáveis alto nitrogênio e promove significativo ganho nas
propriedades. Essa evolução tecnológica promoveu ganhos nas propriedades
mecânicas e metalúrgicas desses materiais, como adequada tenacidade à fratura,
estabilidade da austenita, alta resistência à corrosão e a ausência de fases
intermetálicas. O nitrogênio nesses aços fica retido nos interstícios da austenita
21
promovendo de forma eficiente melhorias nas propriedades mecânicas, de
resistência à corrosão e principalmente a ausência de ferromagnetismo, com a
finalidade de não interagir com os campos elétricos e magnéticos exteriores
(MENZEL; KIRSCHNE; STEIN, 1996; GAVRILJUK, 1996; THOMANN;
UGGOWITZER, 2000; KOCH et al., 2002; LI et al., 2009; MILITITSKY, 2008; YANG;
LO; SHEK; LAI, 2009; YIBIN, 2010).
Os aços inoxidáveis alto nitrogênio tornaram-se uma classe importante de
materiais para a engenharia, contendo teores da ordem de 4%. O nitrogênio atua de
forma benéfica elevando a resistência à corrosão intergranular, por pites e à
fragilização por hidrogênio quando implantado na forma de solução sólida. Os aços
austeníticos com nitrogênio possuem boa resistência à corrosão intergranular devido
ao retardamento da sensitização, que reduz a precipitação e crescimento de
carbonetos de cromo e aumenta a concentração de cromo nos contornos de grão.
A solubilidade do nitrogênio na austenita e maior em relação a do carbono,
formando a austenita expandida (γn). A presença desse elemento nos aços favorece
a formação de um filme passivo mais resistente, o que promove a elevação do
potencial de pite em soluções contendo íons cloretos e nitretos. Além dessas
características, a adição de nitrogênio promove melhoria nas propriedades
mecânicas como resistência à fadiga, ao desgaste, ao carregamento desses aços
(Song, 1990; SIMMONS, 1995; Jargelius-Pettersson, 1999; PICARD, 2001; BABA et
al., 2002; PADHY, 2010).
A transferência do nitrogênio para o metal líquido ocorre de duas formas:
dissociação do gás e por meio da adição de nitretos no metal líquido. A primeira
consiste na reação entre o gás e o metal líquido via dissociação do N2 2N, a partir
da dissociação do gás N2 e retenção do nitrogênio atômico pelo metal. O segundo
método consiste na adição de nitretos no metal líquido ou através da escória líquida
(SIMMONS, 1995).
Os aços alto nitrogênio foram desenvolvidos com a finalidade de atender às
características de boa resistência mecânica e à corrosão, bem como
biocompatibilidade quando em contato com os tecidos do corpo humano. Esses

22
aços possuem elevados percentuais de cromo, manganês, nitrogênio e pequenas
quantidades de molibdênio, o que confere melhores propriedades mecânicas e de
corrosão em relação aos aços austeníticos contento níquel (KORUDA, et al., 2002).
2.7 - Os Efeitos dos Elementos de Ligas
Os elementos de liga aos aços inoxidáveis têm como finalidade melhorar as
propriedades mecânicas, de resistência à corrosão.
Carbono - sua finalidade é aumentar a resistência mecânica dos aços e estabilizar a
austenita. Os aços inoxidáveis possuem teores de carbono menores do que 0,03% e
certas classes possui teor de carbono superior a 1%. Teores elevados de carbono
são indesejáveis a fim de evitar a sensitização. (McGUIRE, 2008).
Cobre - a presença desse elemento tem por finalidade promover a resistência à
corrosão dos aços inoxidáveis em meios contendo ácido sulfúrico e estabilizar a
austenita (OLSSON e LANDOLT, 2003; SOURISSEAU, et al., 2005; McGUIRE,
2008).
Cromo - é o elemento menos nobre do que o ferro nas séries eletroquímicas, com
isso torna-se muito importante do ponto de vista da corrosão, pois atua na formação
da camada passiva (KIM, et al., 2002; ALAMR; BAHR; JACROUX, 2006). Os aços
inoxidáveis austeníticos com elevados teores de cromo são propícios à formação da
ferrita δ e das fases intermetálicas σ e χ, bem como da formação do carboneto
M23C6. Esse elemento atua também de forma a aumentar a solubilidade do
nitrogênio na austenita (PADILHA; GUEDES, 1994; GIORDANI, 2001).
Manganês - Esse elemento é considerado gamagênico, estabilizador da austenita, e
ajuda a diminuir os efeitos negativos da ferrita δ e da fase V, bem como aumentar a
solubilidade do nitrogênio e molibdênio na austenita (OLSSON e LANDOLT, 2003).
Molibdênio - Esse elemento atua elevando a resistência à corrosão por pites nos
aços inoxidáveis. Esse elemento é incorporado no filme passivo na forma de MoO2,
promovendo a formação de um filme espesso e resistente ao ataque dos íons Cl-.
Além dessa propriedade aumenta a solubilidade do nitrogênio na austenita (IVES et

23
al., 1990; LU et al., 1993; GRABKE, 1996; GIORDANI, 2001; OLSSON e LANDOLT,
2003; YANG, et al., 2007; HASHIMOTO, et al., 2207; McGUIRE, 2008).
Níquel - esse elemento atua como estabilizador mais efetivo da austenita
(FERRANDINI et al. 2006). A presença desse elemento favorece a formação do
filme passivo em ambientes redutores, além promover melhorias na resistência à
corrosão em alguns meios ácidos (ASM HANDBOOK, 2002).
Nióbio - atua como formador de carbonetos, o que promove o aumento do limite de
resistência e evita a sensitização em temperaturas elevadas (YOO et al., 2005).
Nitrogênio - esse elemento atua como estabilizador da austenita e aumenta a
resistência mecânica e à corrosão localizada em aços inoxidáveis austeníticos. Esse
elemento atua reduzindo o mecanismo de precipitação de fases como σ, χ e outros
intermetálicos (LU et al., 1993; Jargelius-Pettersson, 1999; McGUIRE, 2008).
Silício - é utilizado para promover resistência à oxidação e resistência à corrosão
por oxidação ácida (McGUIRE, 2008).
Terras Raras - a adição de terras raras (Ce e La) na superfície dos aços inoxidáveis
austeníticos (316 L) melhora a resistência ao desgaste e promove o refino dos
grãos, bem como resistência à corrosão em temperaturas elevadas (OLSSON e
LANDOLT, 2003; McGUIRE, 2008; Sartowska, et al., 2011).
A adição de lantânio em proporções adequadas promove efeitos biológicos como:
antitumoral, anticâncer e anticoagulante e melhora a compatibilidade entre metal e o
sangue (YANG, et al., 2007).
Tungstênio - Esse elemento atua de forma semelhante ao molibdênio, porém o
óxidos de tungstênio tem estabilidade diferente do óxido de molibdênio em soluções
ácidas (OLSSON e LANDOLT, 2003).
Nióbio - atua como elemento austenitizante e eleva a resistência à fluência
(McGUIRE, 2008).
Enxofre e Selênio - são adicionados com a finalidade de melhorar a usinabilidade
(McGUIRE, 2008).

24
A microestrutura dos aços inoxidáveis após solidificação está relacionada com
a quantidade de elementos de liga desses materiais (PADILHA; GUEDES,1994).
Essas microestruturas podem ser estimadas através de diagramas de fase do tipo
Schaeffler, que agrupam os elementos estabilizadores da ferrita à fórmula do cromo
equivalente (Creq) localizado no eixo das abcissas, e os estabilizadores da austenita
a do níquel equivalente (Nieq), determinados a partir das equações 2.1 e 2.1
(LLEWELLYN e HUDD, 2004; BHADESHIA e HONEYCOMBE, 2006).
%Creq = %Cr + 2,0% Si +1,5% Mo + 5%V +5,5%Al +1,75.%Nb + 1,5%Ti + 0,75%W - (2.1) %Nieq = %Ni + %Co + 0,5.% Mn + 0,3%Cu + 25%N + 30%C - (2.2) O diagrama mostrado na Figura 2.6 é utilizado para estimar a microestrutura
presente nos aços inoxidáveis austeníticos a partir dos valores do Creq e Nieq. Nesse
diagrama os fatores taxas de resfriamento e tratamentos térmicos não são
considerados.
Figura 2.6 - Diagrama de Schaeffler modificado por Schneider (adaptado de
LLEWELLYN; HUD, 1998).

25
A Figura 2.7 representa uma seção vertical do diagrama Fe-Cr-Ni, para uma
liga com 70% de ferro. Nessa seção podemos observar as diferentes relações entre
o cromo e níquel, bem como as microestruturas iniciais de resfriamento, que pode
resultar em austenita ou ferrita como fase primária, a partir da variação nas
concentrações de cromo e níquel.
Figura 2.7 - Seção vertical do diagrama Fe-Cr-Ni, da liga com 70% de ferro
(FERRANDINI et al. 2006).
Os valores do Creq e Nieq permitem identificar o modo de solidificação que
ocorre nos aços inoxidáveis.
Para valores Creq/ Nieq < 1,5, tem-se os modos I e II
Para os valores 1,5 < Creq/ Nieq < 2,0, tem-se o modo III
Para o Creq/ Nieq > 2,0, tem-se o modo IV
Os modos de solidificação em função da composição química das ligas são os
seguintes:
I- A solidificação tem seu início com a formação de dendritas de austenita,
finalizando-se o processo com a formação somente de austenita.

26
II- A solidificação inicia com a formação de dendritas de austenita, logo em seguida
devido à segregação dos elementos formadores da ferrita, essa fase forma-se nos
braços dendríticos.
III- A primeira fase a solidificar-se é a ferrita, na forma de dendritas. Na sequência a
austenita forma-se na interface ferrita-líquido, por meio de uma reação peritética
ou dependendo das condições ocorre uma reação eutética envolvendo três fases
(L + δ + γ). Após a nucleação, a austenita cresce para a ferrita e para o líquido,
segregando os elementos que promovem a ferrita tanto para o interior da dendrita
como para o líquido, podendo assim estabilizar a ferrita no eixo da dendrita e
promover a formação de ferrita nos espaços interdendríticos.
IV- A única fase a se formar na solidificação é a ferrita, tendo-se posteriormente a
formação da austenita somente no estado sólido (PADILHA; GUEDES, 1994;
FERRANDINI et al. 2006).
2.8 - Fases intermetálicas presentes nos aços inoxidáveis austeníticos
As fases intermetálicas mais frequentes nos aços inoxidáveis austeníticos: fase
sigma (σ), fase chi (χ) e a fases de Laves (η). Ocasionalmente, outras fases
intermetálicas podem precipitar como: G, R, μ, γ’, γ’’, η-Ni3Ti, δ-Ni3Nb. A precipitação
dessas fases promove empobrecimento da matriz metálica em elementos de liga,
tais como cromo, molibdênio e nióbio, resultando na redução da resistência
mecânica e da corrosão. Exceção a esta regra é a precipitação das fases δ ’
Ni3(Al,Ti) nas superligas à base de ferro e a fase Laves Fe2Nb nos aços inoxidáveis
austeníticos que resultam no endurecimento por precipitação (PADILHA; RIOS;
2002; PADILHA, PLAUT e RIOS, 2007; ESCRIBA, et al., 2009).
Fase Sigma (σ): é um composto intermetálico, duro e frágil que pode ser
encontrado em ligas com teor de cromo inferior a 50%. A fase-σ possui estrutura
cristalina tetragonal de corpo centrado com trinta átomos por célula unitária. Essa
fase é responsável pela redução na resistência à fluência quando precipita nos
contornos de grão dos aços inoxidáveis (VACH, M. et al., 2008). Essa fase está
presente nos sistema binário Fe-Cr (ESCRIBA, et al., 2009).

27
Fase Chi (χ): essa fase pode ocorre nos inoxidáveis austeníticos, ferríticos e duplex
e nos endurecíveis por precipitação, estando associada a efeitos prejudiciais na
resistência mecânica e à corrosão. Essa fase possui estrutura cristalina cúbica de
corpo centrado com cinquenta átomos por célula e está presente no sistema ternário
Fe-Cr-Mo e nos quaternários Fe-Cr-Ni-Mo e Fe-Cr-Ni-Ti com composição Fe35-Ni3-
Cr13Ti. Essa fase precipita se os elementos químicos molibdênio e titânio estiverem
presentes (PADILHA, PLAUT e RIOS, 2007; ESCRIBA, et al., 2009).
Fase de Laves (η): Essa fase é observada em vários tipos de aços inoxidáveis
austeníticos, precipita no interior dos grãos na forma de partículas equiaxiais, tendo
ocorrência esporádica nos contornos de grãos. A fase de Laves apresenta estrutura
cristalina hexagonal com doze átomos por célula (PADILHA, PLAUT e RIOS, 2007,
VACH, M. et al., 2008).
2.8.1 - Fases formadas durante o Envelhecimento
Carbonetos: O elemento químico carbono normalmente é considerado uma
impureza, apesar de ser um estabilizador da austenita. Termodinamicamente, o
carbono possui uma grande afinidade pelo cromo, devido a essa capacidade forma
carbonetos, o principal é o M23C6 (VACH, M. et al., 2008; McGUIRE, 2008).
O carboneto M23C6 é o mais observado nos aços inoxidáveis austeníticos. A
precipitação desse carboneto ocorre na faixa de temperatura de 500 a 9500C nos
contornos de grão, contornos incoerentes de macla, contornos coerentes de macla e
no interior dos grãos em discordâncias (PADILHA; GUEDES, 1994). De acordo com
Weiss e Stickler, citado por Padilha e Guedes, pode ocorre a nucleação desse
carboneto na interface das inclusões de forma simultânea com a precipitação nos
contornos incoerentes de macla.
Martensita: A formação dessa fase à temperatura ambiente é possível
termodinamicamente, mas a força motriz para formação espontânea é insuficiente. A
martensita forma por cisalhamento a partir da austenita instável mediante aplicação
de forças externas nos processos de deformação.
A martensita apresenta duas diferentes formas. A forma α’ é magnética e apresenta
a estrutura cristalina cúbica de corpo centrado (CCC), enquanto a forma ε apresenta

28
estrutura hexagonal compacta e não possui propriedades magnéticas (McGUIRE,
2008).
Ferrita delta (δ): Essa fase polimórfica esta presente nos aços inoxidáveis
austeníticos e promove a iniciação de tricas por fadiga na superfície do material
(VACH, M. et al., 2008).
2.9 - Corrosão dos Metais
A corrosão é o processo de interação química ou eletroquímica entre os metais
ou ligas com o meio ao seu redor que resulta na deterioração do material e de suas
propriedades essenciais como resistência mecânica, ductilidade e produto da
corrosão formado possui propriedades inferiores ao metal (ASM, Corrosion:
understanding the basics, 2000, RAMANATHAM, 1988).
A compreensão do processo de resistência à corrosão dos materiais necessita
de conhecimentos multidisciplinares a respeito do meio corrosivo, do comportamento
eletroquímico, da microestrutura dos materiais e das tensões impostas
(LATANISION; SEDRIKS, 1987 apud MAGNABOSCO, R., 2001).
A corrosão de acordo com Shreir (1976) é classifica em cinco tipos diferentes:
i) Corrosão uniforme: toda a área do metal é corroída com a taxa.
ii) Corrosão localizada: certas áreas do metal possuem taxa de corrosão superior
devido às heterogeneidades no metal, no meio ou na geometria do material.
iii) Corrosão por pites: ataque altamente localizado em áreas específicas, resultando
em pequenas cavidades que podem levar à perfuração do material.
iv) Dissolução seletiva: O componente da liga, geralmente o mais ativo, pode ser
removido.
v) Ação conjunta entre corrosão e fatores mecânicos: localizado ataque ou fratura
ocorre devido ao sinergismo entre corrosão e fatores mecânicos.
29
2.10 - Corrosão das Ligas Metálicas utilizadas como Biomateriais
A degradação dos materiais implantados no corpo humano é indesejável, visto
que a corrosão libera produtos que causam reações indesejáveis em contato com
tecidos corporais, bem como reduz a integridade estrutural do material implantado
comprometendo suas propriedades mecânicas. O processo corrosivo pode afetar o
material de forma local ou generalizada, afetando locais onde o fluido corpóreo fica
estagnado (corrosão por frestas) ou sítios aleatórios na superfície (corrosão por
pites). Além desses processos, a combinação entre corrosão eletroquímica e
esforços mecânicos acelera a liberação de íons e partículas, o que pode causar
falhas prematuras nos implantes (JACOBS et al., 1998; GIORDANI, 2001).
A corrosão em biomateriais metálicos e um fenômeno complexo que depende
dos fatores metalúrgicos, geométricos, mecânicos, temperatura, pH, e da solução
que entra em contato com o material. A compreensão detalhada desses fatores e
suas interações explicam porque os esses materiais sofrem corrosão em contato
com os fluidos corporais.
A corrosão nos implantes metálicos envolve forças de ativação
termodinâmicas, reações de corrosão (redução e oxidação), bem como a cinética
química que atua como fator limitador dessas reações. A reação fundamental que
ocorre nos implantes e resulta na liberação de íons oxidação é a de oxidação:
M Mn+ + ne- - (2.3)
Os íons liberados podem migrar para longe do metal ou para a superfície e
formar camada de óxidos (filme passivo), cloretos, compostos organometálicos, bem
como outras espécies químicas. Esses compostos podem ficar solúveis ou precipitar
formando fases sólidas. Os produtos sólidos da oxidação são divididos em dois
grupos: os que formam o filme de óxido aderente e compacto à superfície do metal e
a aqueles que migraram para longe da superfície do metal. Em todas essas reações
existe uma força de ativação termodinâmica vinculada à oxidação dos átomos
metálicos para sua forma iônica. Essa forma de ativação e a energia livre (ΔG) que
pode ser calculada pela equação. (JACOBS et al., 1998).

30
ΔGred = ΔG0 + RTln [M] / [Mn+][e-]n - (2.4)
Onde ΔGred representa a energia livre para a reação de redução, ΔG0 é a
energia livre para a reação de redução no estado padrão, R é a constante dos
gases, T a temperatura e os parâmetros entre colchetes são as atividades (ou
concentração aproximada) das espécies químicas envolvidas. Quando o valor de
ΔGred é maior do que zero a reação de redução precisa de energia e, por
consequência, a reação de oxidação libera energia e ocorre de forma espontânea.
Dessa forma, a corrosão nos implantes ocorre devido ao óxido metálico ou produto
final da reação corrosiva ser mais estável termodinamicamente do que o metal
(PORTER e EASTERLING; JACOBS et al., 1998).
De uma maneira geral, no processo corrosivo existem duas fontes de energia.
A primeira é a fonte de ativação química, discutida acima, que define as condições
para ocorrer corrosão. Se o valor de ΔGoxi for menor do que zero, então a reação de
oxidação ocorrerá de forma espontânea, como ocorre nas ligas que são utilizadas na
fabricação de implantes. A segunda fonte de energética surge quando as cargas
positivas e negativas (íons metálicos e elétrons) são separadas umas das outras
durante o processo corrosivo. Esses íons são liberados do metal para a solução ou
formam óxidos e os elétrons permanecem dentro do metal ou participam de outras
reações químicas. Essa separação de cargas contribui para a formação da
denominada dupla camada elétrica, que cria um potencial elétrico através da
interface metal/solução, expresso como:
ΔG = -nFΔE - (2.5)
onde n representa a valência do íon, F é a constante de Faraday e ΔE é o potencial
elétrico através da interface metal/solução.
Em equilíbrio, o balanço da energia química com a energia elétrica resulta na
equação de Nerst (equação 2.5) que define o potencial elétrico na interface
metal/solução quando os metais estão imersos em soluções (JACOBS et al., 1998).
ΔE = ΔE0 + (RT/ nF) ln [Mn+]/[M] - (2.6)

31
As ligas metálicas implantadas no corpo humano entram em contato contínuo
os fluidos corporais extracelulares, tais como o sangue, fluido sinovial e fluido
intersticial. ,A concentração dos íons cloro no plasma sanguíneo e nos fluidos
intersticiais é suficiente para promover a corrosão dos materiais metálicos. Nesses
fluidos estão presentes ânions (cloretos, bicarbonatos e fosfatos), componentes
orgânicos (soro, albumina, fibrinogênio, aminoácidos, proteínas, enzimas etc), gases
dissolvidos (O2, H2, CO2) e cátions (Na+, K+, Ca+, Mg+), que tendem a acelerar o
processo corrosivo. O pH normal do sangue está entre 7.35-7,45. Entretanto, o pH
diminui para 5,2 após a colocação do implante e retorna a 7,4 após transcorrer duas
semanas após a colação do implante. (LIU, et al., 2004, HENCH apud LIMA 2004).
Um dos fatores de grande importância que reduz a resistência à corrosão dos
biomateriais e a baixa concentração de oxigênio dissolvido nos fluido corporal,
quatro vezes menor do que no ar. Esse fator prejudica a regeneração da camada
superficial de óxido após sua dissolução (HANAWA, 2004).
Os principais mecanismos de corrosão presentes nos materiais metálicos
utilizados como biomateriais são: pites, frestas, intergranular e sob tensão (LEMONS
e LUCAS, 1986; GOTMAN, 1997; JACOBS et al. 1998; XIE, et al., 2002).
2.10.1 - Filme Passivo e a Resistência à Corrosão
O fenômeno da passivação em materiais metálicos foi descoberto por Keir em
1790, em seu trabalho verificou que o ferro metálico em contato com ácido nítrico
concentrado formou um estado alterado denominado estado passivo (SATO, 1990).
Os metais em contato com diversas soluções oxidantes forma filme passivo.
Esse processo ocorre de forma espontânea, em função do contato do metal com
meio, promovendo a formação de uma película passiva com espessura 1 a 3 nm,
aderente, invisível e estável que limita a condutividade iônica, reduzindo a taxa de
corrosão do material (SATO, 1990; BABA et al., 2002; OLSSON e LANDOLT, 2003).
Os filmes passivos são formados a partir dos componentes do próprio metal e
do meio que o envolve, usualmente sem corrente elétrica em contato com ar e água

32
ou anodicamente em contato com a água, de acordo com a equação a seguir (
SCHULTZE e LOHRENGEL, 2000).
M + z/2 H2O MO z/2 + z H+ + ze- - (2.7)
A cinética de passivação em meio aquoso desenvolve-se a partir do modelo de
transição bidimensional de duas fases. Inicialmente, o metal sólido sofre oxidação e
permanece na forma de íons adsorvidos na superfície metálica. Após essa etapa,
esses íons podem seguir dois caminhos: sofrerem desadsorção e passarem para
forma aquosa ou formarem a camada condensada de óxidos, de acordo com a
equação abaixo (SATO, 1990).
M(sólido) - ne- Mn+
(adsorvido) Mn+ (aquoso
)
Mn+ (óxido) - (2.8)
Os materiais metálicos utilizados em cirurgias têm como característica principal
a formação do filme passivo. Esse filme consiste de óxidos estáveis que são
formados espontaneamente na superfície dos metais. A presença desse filme atua
como barreira para o transporte de íons e elétrons. A camada passiva formada nos
aços inoxidáveis e as ligas Co-Cr é constituída pelo óxido de cromo (Cr2O3) e para o
titânio e suas ligas o rutilo (TiO2) (GOTMAN, 1997; JACOBS et al., 1998).
A resistência à corrosão dos aços inoxidáveis é função da composição química,
tratamentos térmicos, acabamento superficial e dos processos de fabricação. Esses
fatores são fundamentais para a formação do filme passivo com qualidade,
resistência e espessura o que promove melhor desempenho desses materiais em
meios corrosivos (SZAKLARSKA-SMIALOWSKA, 1986 apud HERNÁNDEZ, 2012).
Diversos estudos por espectroscopia de fotoelétrons emitidos por raios-X (XPS)
e espectroscopia Auger (AES) demonstram que cromo é o principal responsável
pela formação da película protetora sobre os aços inoxidáveis. Nesses trabalhos
constatou-se que a película é constituída por duas camadas, a mais externa
constituída por hidróxidos, rica em cromo; e a intermediária formada por
oxihidróxidos rica em níquel (ASAMI, et al., 1978; GRABKE, 1996; ASAMI e

33
HASHIMOTO, 2003; LISTER e PINHEIRO, 2003; OLSSON e LANDOLT, 2003;
SOURISSEAU , et al.; 2005; HASHIMOTO, et al. 2007).
Os principais fatores que modificam as características dos filmes passivos são
a influência do meio e a microestrutura material. Em relação às caraterísticas do
meio os principais pontos são: a presença de haletos nos eletrólitos e as
modificações no potencial, no pH e na temperatura.
A presença de íons adsorvidos ou incorporados à superfície dos filmes
promove sua instabilidade, conduzindo à quebra das ligações dos seus constituintes
e à formação de pites. A elevação do potencial promove o crescimento linear da
espessura do filme; em soluções básicas são formados filmes mais espessos, o que
leva à dissolução menos pronunciada. O principal efeito quando se eleva o pH é a
baixa taxa de dissolução, o que leva à formação de um filme espesso e com alto teor
de ferro e óxidos de ferro em soluções básicas. O efeito causado por modificações
na temperatura depende do material e do meio, em certas condições o pode ser nulo
e em outras causarem o surgimento de pites.
A presença de precipitados, segundas fases, inclusões e segregação na
microestrutura dos aços promove defeitos nos filmes passivos e o que reduz a
resistência dos filmes em meios corrosivos (OLSSON e LANDOLT, 2003).
2.10.2 - Corrosão por Pite
A corrosão por pites é considerada um sério problema para os metais que
formam uma película passiva. Essa forma de corrosão é caracterizada pela quebra
localizada do filme do passivo em regiões com comportamento anódico em relação
ao restante da superfície, promovendo a formação de pequenos furos superficiais de
difícil detecção. Esse processo possui vínculo direto com as características
metalúrgicas do material como a presença de constituintes intermetálicos e o
contorno de grão (LIPPOLD; KOTECKI, 2005).

34
2.10.2.1 - Nucleação do Pite
Os mecanismos mais importantes que conduzem à quebra do filme passivo
estão listados no trabalho de Szaklarska-Smialowska, descritos a seguir
(SZAKLARSKA-SMIALOWSKA, 2005; BONHI, 1987 apud HERNÁNDEZ, 2012).
Processo de adsorção competitiva entre OH- e Cl-
Adsorção do ânion Cl- em vacâncias de oxigênio na superfície.
Formação de ilhas de cloreto superficiais.
Penetração de cloreto sob a ação de campo eletrostático através da película.
Passagem de Cl- e O2- através da película passiva promovendo seu desgaste
por meio da formação de cloretos metálicos ou complexos de transição, bem
como o enfraquecimento da película por tensões mecânicas.
Adsorção e adsorção-induzida, nessa fase os ânions agressivos
desempenham um importante papel na iniciação dos pites.
A nucleação do pite na superfície passiva do material ocorre devido ao
mecanismo da adsorção competitiva, em que os íons agressivos movimentam-se em
direção à interface metal/filme passivo competindo com o oxigênio ou íons hidroxila
(OH-). A nucleação ocorre devido ao deslocamento do oxigênio do filme protetor
pelos íons agressivos, promovendo a hidratação do filme e consequente dissolução
(ABD AL MEGUID et al. apud GIORDANI, 2001; McGUIRE, 2008).
O mecanismo de penetração dos íons agressivos para interior do filme passivo
é possível devido à presença de um alto campo elétrico e uma elevada
concentração de imperfeições nessa camada. A diferença de potencial existente
entre a matriz metálica/óxido e a interface óxido/eletrólito forma um campo elétrico
que exerce uma força sobre os íons agressivos, no sentido do aumento do potencial,
o que facilita a penetração desses ânions através de imperfeições existentes na
camada passiva. Outro fator que favorece a penetração do íon agressivo (Cl-) para o
interior do filme passivo é seu pequeno diâmetro permeabilidade.
A Figura 2.8 mostra o esquema de iniciação e penetração dos íons agressivos
(GRABKE, 1996; MARCUS, 2002 apud HERNÁNDEZ, 2012).

35
Figura 2.8 - Representação esquemática do mecanismo de penetração dos íons
agressivos no interior da camada passiva (GRABKE, 1996; MARCUS,
2002 apud HERNANDEZ, 2012).
A quebra do filme passivo está associada à presença de íons agressivos como:
Cl-, F-, Br-. O crescimento dos pites depende da mudança no pH da solução. A
alteração no pH transforma o processo de corrosão por pite num fenômeno
autocatalítico, como mostrado na Figura 2.9.
Figura 2.9 - Representação do processo autocatalítico de crescimento de um pite,
as setas tracejadas indicam o transporte de elétrons (FONTANA, 1987
apud HERNANDEZ, 2012).

36
No processo autocatalítico, a dissolução do metal ocorre no interior do pite
formando cátions M+, que promovem a liberação de elétrons (M Mn+ + ne-) que
são consumidos pela reação de redução pelo oxigênio na superfície ao lado do pite
(O2 + 2H2O + 4e- 4OH-). A dissolução rápida de cátions metálicos produz um
excesso de carga positiva (M+) no interior do pite atraindo íons agressivos (Cl-) a fim
de manter a eletro-neutralidade, isso eleva a concentração de MCl que na presença
de H2O produz hidrólise (M+Cl- + H2O M+OH- + H+Cl-) formando uma grande
quantidade de H+, o que promove a redução do pH no interior do pite e realimenta o
processo.(FONTANA, 1987 apud HERNANDES, 2012; IVES, 1992; MAGNABOSCO,
2001; GRABKE, 1996; KELLY, 2005; McGUIRE, 2008).
No caso dos materiais polifásicos, as heterogeneidades presentes nas ligas
metálicas, como inclusões e precipitados, são consideradas sítios de iniciação da
corrosão por pites. Um exemplo de grande importância é a formação e crescimento
de pites a partir das inclusões de MnS (IVES, 1992; GRABKE, 1996; LISTER e
PINHEIRO, 2003).
2.10.2.2 - PREN (Pitting Resistance Equivalent Number)
O fator de resistência à corrosão ou fator PRE (Pitting Resistance Equivalent),
definido como: %Cr + 3,3%Mo, foi introduzido a partir de pressões efetivadas por
produtores e usuários de próteses sobre a ISO (International Organization for
Standardization). De acordo com à norma ISO 5832-1 esse fator deve ser igual ou
superior a 26 a fim de que o material possua resistência à corrosão por pites
aceitável.
Posteriormente, foram propostas fórmulas para relacionar a resistência à
corrosão por pite (PREN = Pitting Resistance Equivalent Number) com as
concentrações de nitrogênio, cromo e molibdênio, de acordo com a equação abaixo
(THOMANN; UGGOWITZER, 2000; TERADA, 2008; YANG; YIBIN, 2010; LO et al.,
2009).
PREN20N = %Cr + 3,3(%Mo) + 20-27(%N) - (2.9)
PREN30N = %Cr + 3,3(%Mo) + 30(%N) - (2.10)

37
Os pesquisadores de Speidel e Pedrazzoli apud Terada (2008) sugerem uma
fórmula complexa que inclui as concentrações dos elementos níquel, manganês e
carbono, conforme fórmula a seguir:
PREN = %Cr + 3,3(%Mo) + 30(%N) + 0,5(%Ni) - 0,5(%Mn) - 30(%C) - (2.11)
A adição de manganês favorece a solubilidade do nitrogênio na austenita, e
em pequenas quantidades é biocompatível. O molibdênio da mesma forma favorece
a estabilidade do nitrogênio, porém em teores elevados conduz á formação da ferrita
delta (δ) e da fase sigma (σ) que atuam diminuindo a resistência à corrosão e a
tenacidade (SUMITA et al., 2004).
2.10.3 - Corrosão em Frestas
Esse tipo de corrosão não necessita de características metalúrgicas para sua
iniciação. Esse fenômeno ocorre em espaços confinados, como em estruturas
aparafusadas, que promovem mudanças na solução química que está ao seu redor
(LIPPOLD; KOTECKI, 2005).
A corrosão em frestas é muito importante, em função de ocorrer em condições
menos severas do que a corrosão por pites (AZUMA et al., 1996). A fresta consiste
numa célula oclusa com um eletrólito estagnado, onde são geradas condições
similares ao fundo dos pites, promovendo o mecanismo autocatalítico de corrosão
(GRABKE, 1996; LOPEZ,1993 apud GIORDANI, 2001).
De acordo com Azuma (1996), a corrosão em frestas ocorre em função dos
seguintes mecanismos:
Consumo do oxigênio dissolvido pela solução no interior da fresta. O oxigênio
é rapidamente consumido pelas reações catódicas como a de passivação,
não existindo reposição desse oxigênio ocorre a formação da célula de
concentração ou aeração diferencial entre o interior da fresta e o material
restante.
Elevação da acidez e do aumento dos íons cloreto na solução contida no
interior da fresta.

38
Quebra da camada passiva.
Propagação da corrosão em frestas pelo estabelecimento local das células
ativa-passiva.
Mecanismo de repassivação
2.10.4 - Corrosão Intergranular
2.10.4.1 - Sensitização
A sensitização é um fenômeno indesejável que pode ocorrer nos aços
inoxidáveis austeníticos, caracterizado pela precipitação de carbonetos de cromo
nos contornos de grão, sendo o mais comum para esses aços o M23C6 (M = Cr, Ni,
Fe; Cr=65%, Ni=10% Fe=5%). Esse fenômeno ocorre quando os aços são aquecidos
na faixa de temperatura entre 450ºC a 800ºC, por um determinado intervalo entre
uma a cem horas. Essa precipitação promove a redução do teor cromo nas
proximidades dos contornos de grão para valores inferiores a 12%, tornando essas
regiões susceptíveis à corrosão intergranular, como mostra a Figura 2.10
(MAGNABOSCO, 2001; TOO, 2002; MUDALI, et al., 2006; LI, et al., 2009, STELLA,
et al., 2009; PARVATHAVARTHINI, et al., 2009; JONES; RANDLE, 2010).
Figura 2.10 - Desenho esquemático mostrando a região empobrecida em cromo
próxima aos contornos de grão com a presença dos carbonetos
M23C6 (TOO, 2002).

39
O fenômeno da precipitação de carbonetos nos contornos de grão varia
em função da temperatura, do tempo e da quantidade de carbono presente
nos aços inoxidáveis, como pode ser visto na Figura 2.11 para o carboneto
Cr23C6.
Figura 2.11 - Precipitação do carboneto Cr23C6 em função do teor de carbono
nos aços e da temperatura (McGUIRE, 2008).
2.11 - Descrição sucinta das técnicas eletroquímicas empregadas
2.11.1 - Polarização potenciodinâmica anódica
A técnica de polarização potenciodinâmica anódica é utilizada na obtenção as
curvas de polarização anódica. Essa técnica consiste num processo de varredura
contínua a partir do potencial de corrosão (OCP) elevando o potencial para valores
mais anódicos a uma taxa de varredura constante (SEDRIKS, 1987 apud
MAGNABOSCO, 2001). Nas curvas de polarização a corrente é mostrada em
valores absolutos, sendo esse valor divido pela área do material exposto, obtém-se
a densidade de corrente.
A Figura 2.12 mostra um exemplo de curva de polarização potenciodinâmica com os
ramos anódico e catódico. A partir do potencial de corrosão (Ecorr) inicia a formação
da região passiva, onde a densidade de corrente permanece com valores constantes

40
até o Epite, a partir do qual a densidade de correte eleva-se rapidamente com o
aumento do potencial, dando início à região transpassiva.
Figura 2.12 - Curva de polarização potenciodinâmica (adaptado de MORONA, 2007)
2.11.2 - Espectroscopia de impedância eletroquímica (EIE)
A técnica de espectroscopia de impedância eletroquímica (EIE) tem sido
empregada em muitos estudos sobre corrosão no intuito de compreender os
diversos processos que ocorrem com cinéticas diferentes. Essa técnica tem sido
utilizada na caracterização de filmes passivos anodicamente formados em materiais
metálicos utilizados em aplicações biomédicas (MANSFELD e SHIH, 1988 apud
TERADA, 2008; MARTINI; MULLER, 2000; WOLYNEC, 2003; ASSIS, 2006).
A espectroscopia de impedância eletroquímica consiste numa técnica não
estacionária, nessa técnica utiliza-se um pequeno estímulo, geralmente tensão
alternada tipo senoidal, a fim de perturbar o sistema, objetivando estudar a interface
metal-solução. Essa pequena perturbação gera uma resposta que permite estudar
os processos físicos, químicos e eletroquímicos que ocorrem na superfície do
eletrodo de trabalho. Os resultados obtidos nesses experimentos podem ser
modelados através de circuitos elétricos equivalentes (CEE), utilizando uma
41
combinação entre resistores, capacitores, elemento de fase constante (CPE) e
Warburg, arranjados em série ou paralelo. Esses elementos constituintes dos
circuitos equivalentes devem conferir confiabilidade aos ajustes dos resultados
experimentais, para isso necessitam ter as seguintes condições básicas:
Todos os elementos do circuito devem possuir significado físico claro,
necessitando estarem associados com as propriedades físicas do sistema
que podem gerar uma resposta elétrica.
O circuito elétrico deve ser menos complexo possível, significando que: se
um elemento do circuito for eliminado, o ajuste ainda permanecer apropriado
esse elemento deve suprimido, tornando o circuito mais simples. Os
espectros obtidos com os circuitos equivalentes devem apresentar pequena
margem de erro em relação aos obtidos experimentalmente (KENDIG, et al.,
1983; BONARA, et al., 1996).
Os sistemas eletroquímicos reais possuem desvio em relação à idealidade, o
que motiva a utilização do elemento de fase constante (CPE) em vez de um
capacitor ideal. O cálculo da impedância do elemento ZCPE é realizada pela equação
2.12.
ZCPE = A (jω) -n - (2.12)
Nessa equação, o valor A representa as propriedades superficiais e das
espécies eletroativas (pseudo-capacitância), enquanto n representa a rugosidade e
imperfeições superficiais; a grandeza j = -11/2 e ω representa a frequência angular.
Quando n = 1 e A = 1/C, nessa condição CPE descreve um capacitor ideal. Se os
elementos forem indutores, temos os valores de A = L. n = -1. Quando o valor de n =
0 e A = R, CPE é um resistor puro. O valor de n = 0,5 indica que elemento de fase
constante (CPE) representa um Warburg com características difusionais (MARTINI e
MULLER, 2000; LIU, et al., 2003; SANTOS, 2007).

42
CAPÍTULO 3
MATERIAIS E MÉTODOS
Esse capítulo descreve os aços utilizados nos experimentos, os procedimentos
utilizados nessa pesquisa, bem como a descrição das técnicas utilizadas na
obtenção dos resultados.
3.1- Materiais
Neste trabalho foram estudados três materiais, classificados como aços
inoxidáveis austeníticos utilizados em aplicações biomédicas, sendo esses materiais
utilizados na fabricação de implantes ortopédicos. Os primeiros foram produzidos
pela Villares Metals S.A na forma de barra redonda com diâmetro de 16 mm, sendo
equivalentes às normas ASTM F138 (ISO 5832-1) e ASTM F158 (ISO 5832-9),
denominados VI 138 e VI 58329 respectivamente. O terceiro material P 558 -
PANACEA (ASTM F2581) produzido pela Bohler Edelstahl Gmbh, Kapfenberg -
Áustria na forma de barra redonda com diâmetro de 14 mm. Os três aços foram
estudados na condição solubilizada.
Esses aços foram produzidos em fornos de indução sob vácuo (Vacuum
Induction Melting - VIM) e, posteriormente, refinados no processo de refusão por
eletroescória também a vácuo (Electro Slag Remelting - ESR).
Os tratamentos térmicos foram efetivados nas indústrias Villares e BÖhler em
conformidade com as normas técnicas. Os aços foram recozidos e trabalhados a frio
no intuito de obter a microestrutura normatizada.
As Tabelas 3.1 a 3.3 apresentam as composições químicas dos aços propostas
pelos fabricantes e os referenciais das normas ASTM.
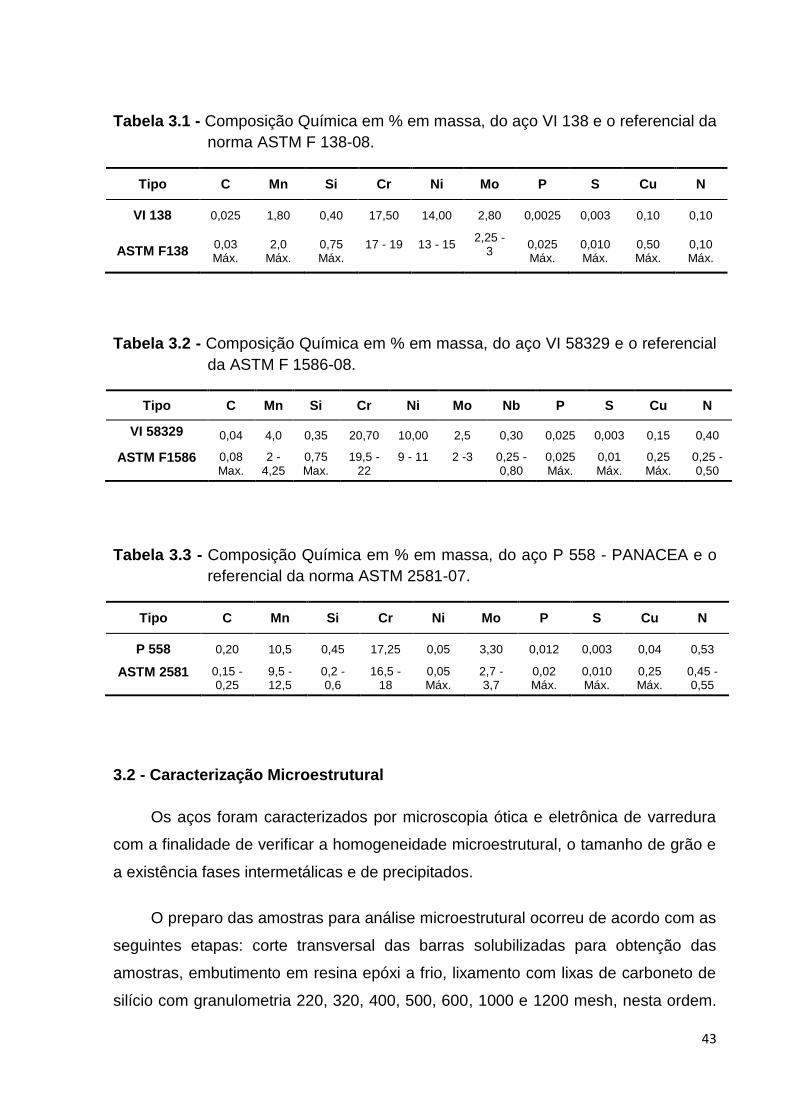
43
Tabela 3.1 - Composição Química em % em massa, do aço VI 138 e o referencial da
norma ASTM F 138-08.
Tipo C Mn Si Cr Ni Mo P S Cu N
VI 138 0,025 1,80 0,40 17,50 14,00 2,80 0,0025 0,003 0,10 0,10
ASTM F138 0,03 Máx.
2,0 Máx.
0,75 Máx.
17 - 19
13 - 15
2,25 - 3
0,025 Máx.
0,010 Máx.
0,50 Máx.
0,10 Máx.
Tabela 3.2 - Composição Química em % em massa, do aço VI 58329 e o referencial
da ASTM F 1586-08.
Tipo C Mn Si Cr Ni Mo Nb P S Cu N
VI 58329 0,04 4,0 0,35 20,70 10,00 2,5 0,30 0,025 0,003 0,15 0,40
ASTM F1586 0,08 Max.
2 - 4,25
0,75 Max.
19,5 -22
9 - 11 2 -3 0,25 - 0,80
0,025 Máx.
0,01 Máx.
0,25 Máx.
0,25 - 0,50
Tabela 3.3 - Composição Química em % em massa, do aço P 558 - PANACEA e o
referencial da norma ASTM 2581-07.
Tipo C Mn Si Cr Ni Mo P S Cu N
P 558 0,20 10,5 0,45 17,25 0,05 3,30 0,012 0,003 0,04 0,53
ASTM 2581 0,15 - 0,25
9,5 - 12,5
0,2 - 0,6
16,5 - 18
0,05 Máx.
2,7 -3,7
0,02 Máx.
0,010 Máx.
0,25 Máx.
0,45 - 0,55
3.2 - Caracterização Microestrutural
Os aços foram caracterizados por microscopia ótica e eletrônica de varredura
com a finalidade de verificar a homogeneidade microestrutural, o tamanho de grão e
a existência fases intermetálicas e de precipitados.
O preparo das amostras para análise microestrutural ocorreu de acordo com as
seguintes etapas: corte transversal das barras solubilizadas para obtenção das
amostras, embutimento em resina epóxi a frio, lixamento com lixas de carboneto de
silício com granulometria 220, 320, 400, 500, 600, 1000 e 1200 mesh, nesta ordem.

44
Em seguida limpeza em banho ultrassônico com água destilada por 15 minutos.
Após essa etapa realizou-se o polimento eletrolítico em solução de ácido sulfúrico
(H2SO4), ácido fosfórico (H3PO4) e glicólico, nas dependências da indústria SS White
em Juiz de Fora, Minas Gerais. Após esse procedimento, foram novamente limpas
em banho ultrassônico e atacadas eletroliticamente de acordo com o procedimento
da norma ASTM E 407-99 e o proposto por Vander Voort (1999):
- Ataque em solução com ácido oxálico 10% (H2C2O4 . 2H2O) por 5 segundos sob
um potencial de 12 volts D. C. no equipamento Lectropol - Struers, Figura 3.1 , do
Laboratório de Metalografia da Escola de Minas da Universidade de Ouro Preto,
esse procedimento revelou os contornos de grão e as macla dos aços.
Figura 3.1 - Equipamento de Polimento Eletrolítico utilizado no ataque eletrolítico
dos aços: ASTM F138, ASTM F1586 e ASTM F2581 (Fonte: Autoria
própria).
Após o ataque eletrolítico, as amostras foram analisadas no microscópio ótico
do laboratório de Metalografia da Escola de Minas (UFOP), mostrado na Figura 3.2 e
no do Núcleo de Metalurgia do Instituto Federal de Educação, Ciência e Tecnologia -
Campus Juiz de Fora, mostrado na Figura 3.3.

45
Figura 3.2 - Microscópio Ótico Olympus CX 31 utilizado nas análises metalográficas
dos aços (Fonte: Autoria própria).
Figura 3.3 - Microscópio Ótico Olympus CX 51 utilizado nas análises metalográficas
dos aços (Fonte: Autoria própria).

46
As amostras foram previamente metalizadas em ouro e, logo em seguida,
analisadas por microscopia eletrônica de varredura no microscópio TESCAN -
modelo VEGA SB, do Instituto Federal de Educação, Ciência e Tecnologia - Campus
Juiz de Fora.
A determinação do tamanho médio foi realizada pelo método dos interceptos
de acordo com a norma ASTM E 112 -10, utilizando o software AnaliSIS, versão 5.1,
produzido pela Olympus Soft Imaging Solutions GmbH, instalado microcomputador
acoplado ao microscópio Olympus modelo CX 51.
3.3 - Ensaios Microdureza
Os ensaios de microdureza foram realizados nas seções transversais das
amostras retiradas das barras dos aços ASTM F138, ASTM F1586 e ASTM F2581.
Inicialmente, essas amostras foram lixadas com lixas de grana 150, 220, 320, 400,
500, 600, 1000 e 1200 mesh com a finalidade de remover deformações oriundas do
procedimento de corte. Em seguida, foram polidas em alumina 5 μ, atacadas em
água régia. As amostras foram submetidas a trinta medidas de dureza nas seções
transversais.
3.3.1 - Microdureza Vickers
Os ensaios de microdureza Vickers foram conduzidos em conformidade com a
norma ASTM E 92. Nesses ensaios foi utilizado um microdurômetro Shimadzu HMV-
2 mostrado na Figura 3.4, com indentador piramidal de base quadrada, do Núcleo de
Metalurgia do Instituto Federal de Educação, Ciência e Tecnologia do Sudeste de
Minas Gerais, Campus Juiz de Fora. A carga utilizada foi de 50 gf (0,49N) por um
período de tempo de 30 segundos.

47
Figura 3.4 - Equipamento Shimadzu HMV-2 utilizado nos ensaios de microdureza
dos aços (Fonte: Autoria própria).
3.4- Ensaios de Difração de Raios-X
Informações sobre a estrutura cristalina dos materiais pode ser obtida por meio
de raios-X (ASKELAND e PHULÉ, 2008). Esses raios possuem comprimento de
onda da ordem do espaçamento atômico dos sólidos o que permite elucidar a
estrutura cristalina dos sólidos.
Nesse trabalho essa técnica foi empregada para determinar as fases presentes
nos aços inoxidáveis austeníticos ASTM F138, ASTM F1586 e ASTM F2581 sem
passivação. O equipamento utilizado nas análises semiquantitativas foi difratômetro
Philips-PANalytical, modelo EMPYREAN do Departamento de Metalurgia da
Universidade Federal de Minas Gerais. As análises foram realizadas por meio da
comparação entre os valores das distâncias interplanares e das intensidades dos
picos nos difratogramas das amostras dos aços e uma amostra de referência,
utilizando o padrão do banco de dados PDF-2 Release 2010 do ICDD – International
Center for Diffraction Data e o software X´Pert HighScore, versão 2011.
48
A faixa de ângulos investigada foi entre 10,010º a 119,970º, com velocidade
de varredura de 0,020º/s, utilizando radiação Cu-Kα com comprimento de onda de
0,154060 nm e um cristal monocromador de grafita.
3.5 - Análises por Espectroscopia de Energia Dispersiva (EDS)
As análises por Espectroscopia de Energia Dispersiva foram realizadas no
laboratório de microscopia eletrônica do Instituto Federal Sudeste de Minas Gerais,
Campus Juiz de Fora. Nesses procedimentos foi utilizado o microscópio eletrônico
de varredura Tescan - modelo VEGA3 SB, com espectrômetro de energia dispersiva
(EDS) Brucker acoplado.
As amostras lixadas superficialmente com lixas de carbeto de silício de
granulometrias 600, 1200, limpas em banho ultrassônico e posteriormente polidas
em pasta de diamante de 1μm. Posteriormente as amostras foram novamente
limpas em banho ultrassônico e secas em jato de ar quente.
3.6 - Ensaios Eletroquímicos
3.6.1 - Meios de Estudo e Temperatura
Nesse trabalho foram empregados os seguintes meios eletroquímicos:
- Solução de cloreto de sódio a 0,9%, aqui designada soro fisiológico, para simular o
efeito do soro fisiológico inserido na corrente sanguínea. A solução foi obtida por
dissolução em água destilada, do NaCl P.A. com pureza mínima de 99%, da Synth.
- Solução simuladora de fluidos corporais (SBF) proposta por Kokubo (2006),
contendo íons Ca e P, cuja concentração dos reagentes encontra-se na tabela 3.4. A
solução SBF foi preparada pela dissolução dos reagentes P.A. em água destilada à
temperatura ambiente. O pH da solução SBF foi ajustado entre 7,2 e 7,4 utilizando-
se gotas de HCl. Essa solução foi armazenada em refrigerador a fim de manter suas
propriedades
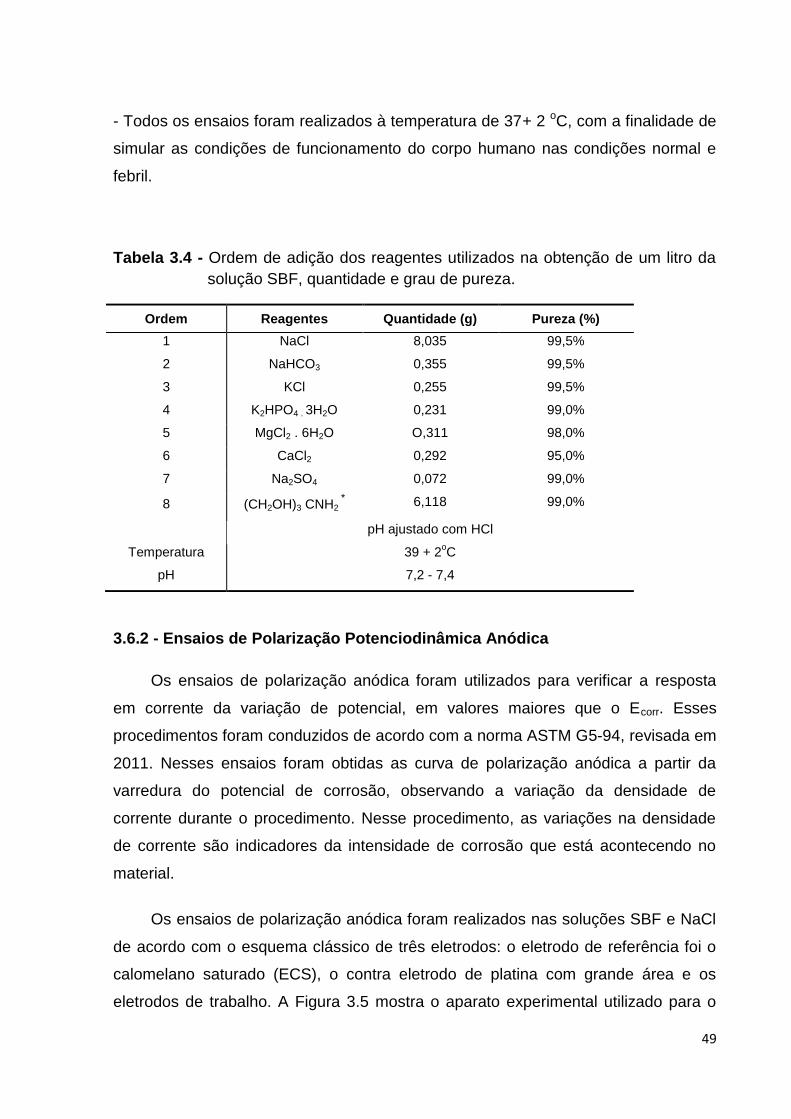
49
- Todos os ensaios foram realizados à temperatura de 37+ 2 oC, com a finalidade de
simular as condições de funcionamento do corpo humano nas condições normal e
febril.
Tabela 3.4 - Ordem de adição dos reagentes utilizados na obtenção de um litro da
solução SBF, quantidade e grau de pureza.
Ordem Reagentes Quantidade (g) Pureza (%)
1 NaCl 8,035 99,5%
2 NaHCO3 0,355 99,5%
3 KCl 0,255 99,5%
4 K2HPO4 . 3H2O 0,231 99,0%
5 MgCl2 . 6H2O O,311 98,0%
6 CaCl2 0,292 95,0%
7 Na2SO4 0,072 99,0%
8 (CH2OH)3 CNH2 * 6,118 99,0%
pH ajustado com HCl
Temperatura 39 + 2oC
pH 7,2 - 7,4
3.6.2 - Ensaios de Polarização Potenciodinâmica Anódica
Os ensaios de polarização anódica foram utilizados para verificar a resposta
em corrente da variação de potencial, em valores maiores que o Ecorr. Esses
procedimentos foram conduzidos de acordo com a norma ASTM G5-94, revisada em
2011. Nesses ensaios foram obtidas as curva de polarização anódica a partir da
varredura do potencial de corrosão, observando a variação da densidade de
corrente durante o procedimento. Nesse procedimento, as variações na densidade
de corrente são indicadores da intensidade de corrosão que está acontecendo no
material.
Os ensaios de polarização anódica foram realizados nas soluções SBF e NaCl
de acordo com o esquema clássico de três eletrodos: o eletrodo de referência foi o
calomelano saturado (ECS), o contra eletrodo de platina com grande área e os
eletrodos de trabalho. A Figura 3.5 mostra o aparato experimental utilizado para o

50
ensaio de polarização anódica. Esses experimentos foram conduzidos a 37 + 2oC
no potenciostato μAutolab tipo III/FRA 2.
Figura 3.5 - Montagem da célula eletrolítica de três eletrodos com os dispositivos
auxiliares utilizados nos ensaios eletroquímicos de polarização anódica
nas soluções SBF e NaCl 0,9% (Fonte: Autoria própria).
Nesse ensaio os corpos de prova, eletrodos de trabalho, foram obtidos a partir
do corte transversal nas barras solubilizadas dos aços ASTM F138, ASTM F1586 e
ASTM F2581. Os discos obtidos foram embutidos em resina epóxi a frio com uma
haste de latão para promover o contato elétrico, como mostra a Figura 3.6.
Figura 3.6 - Corpos de prova embutidos a frio em resina epóxi utilizados nos
ensaios eletroquímicos, mostrando a seção transversal da barra
(Fonte: Autoria própria).
51
Os corpos de prova utilizados nos ensaios de polarização anódica foram
previamente lixados em conformidade com a norma ASTM G5. Nesse lixamento
foram utilizadas lixas d’agua 600 mesh. Após essa etapa, as amostras foram
mantidas por uma hora no dessecador antes do ensaio de polarização.
Os três aços inoxidáveis foram analisadas no potencial de corrosão e em
potenciais mais positivos. Inicialmente, as amostras lixadas foram mantidas em
solução por 3600s e, em seguida determinou-se o Ecorr. O potencial de varredura
iniciou no potencial de corrosão (Ecorr) de cada aço, com uma taxa de 0,333 mV/s
(1,2 V/h) até os potenciais de pite (Epite). Nesse estudo foi considerada como faixa
passiva, a região onde os valores de potencial tinham densidade de corrente inferior
a 10-5 A/cm2. Os valores de densidade de corrente superior a esse valor indicaram o
inicio de dissolução do filme passivo, visto que a derivada di/dt cresce rapidamente.
3.6.3 - Ensaios de Espectroscopia de Impedância Eletroquímica
A técnica de espectroscopia de impedância eletroquímica consiste numa
ferramenta muito eficiente para investigar diversos métodos de proteção contra
corrosão. Como exemplo as superfícies revestidas com finas películas de alta
resistência, proteção catódica e filmes de óxidos (MACDONALD, 1992).
Os ensaios de espectroscopia de impedância eletroquímica foram realizados
utilizando o esquema clássico de três eletrodos: o eletrodo de referência foi o
calomelano saturado (ECS), o contra eletrodo de platina com grande área e os
eletrodos de trabalho imersos em 250 ml das soluções. Os eletrodos de trabalho
foram construídos com amostras dos três aços - ASTM F138, ASTM F1586 e ASTM
F2581, conectadas em hastes de latão e embutidas em resina epóxi a frio, o que
promoveu vedação necessária para os ensaios eletroquímicos e expos a seção
transversal da barra.

52
A montagem utilizada nos ensaios EIE tinha os seguintes componentes:
- Potenciostato Autolab, modelo PGSTAT 128N , ligado a um computador com o
software NOVA 1.9;
- Termômetro;
- Aquecedor com placa cerâmica;
- célula eletrolítica para utilização de três eletrodos.
As análises foram realizadas no Ecorr e em potenciais mais positivos, nas
regiões lineares da curva de polarização. Para esses últimos foi aplicado um
potencial de 300 segundos, para logo em seguida serem realizadas as análises por
EIE. Essas análises foram realizadas com numa faixa de varredura de 10 mHz a 100
kHz e a uma perturbação de 10 mV, com taxa de aquisição de dados de 10 pontos
por década, no equipamento, mostrado na figura 3.7. Os resultados experimentais
foram ajustados a circuitos equivalentes com o objetivo de representar fisicamente
os processos obtidos, nesse procedimento utilizou-se o software NOVA, versão 1.9.
Figura 3.7 - Montagem da célula eletrolítica de três eletrodos com os dispositivos
auxiliares utilizados nos ensaios espectroscopia de impedância
eletroquímica (Fonte: Autoria própria).
.

53
CAPÍTULO 4
RESULTADOS E DISCUSSÕES
4.1 - Materiais 4.1.1- Composição Química
Os materiais estudados nesse trabalho são aços inoxidáveis austeníticos:
ASTM F138, ASTM F1586 e ASTM F2581. As composições foram determinadas
pelo método de espectrometria de emissão ótica, por meio equipamento
Spectromax, calibrado pelo fabricante, de propriedade do Laboratório de Ensaios e
Análises de Materiais (LAMAT), do Centro Tecnológico de Fundição Marcelino
Conrradi - SENAI-FIEMG, localizado na cidade de Itaúna - MG. Essas composições
são apresentadas nas Tabelas 4.1, 4.2 e 4.3 de forma conjunta com as informadas
pelos fabricantes.
Tabela 4.1 - Composição química dos principais elementos do aço VI 138 e o da
norma ASTM F138 (% em massa).
Material C Mn Si Cr Ni Mo P S Cu N Nb Fe
VI 138 0,0038 1,7600 0,302 17,490 14,420 2,6400 0,028 0,0018 0,0731 0,0770 0,403 62,9
ASTM F138 0,03 Máx.
2,0Máx.
0,75Máx.
17 - 19 13 - 15 2,25 - 3 0,025 Máx.
0,010 Máx.
0,50 Máx.
0,10 Máx.
__ Bal.
Tabela 4.2 - Composição química dos principais elementos do aço VI 58329 e o da
norma ASTM F 1586 (% em massa).
Material C Mn Si Cr Ni Mo P S Cu N Nb Fe
VI 58329 0,0250 4,1700 0,3690 20,380 10,350 2,360 0,0277 0,0050 0,126 0,3450 0,2870 61,300
ASTM F 1586 0,08 Max.
2 - 4,25 0,75 Max.
19,5 -22,0
9,0 - 11
2,0 -3 0,025 Máx.
0,01 Máx.
0,25 Máx.
0,25 - 0,50
0,25 - 0,80
Bal.

54
Tabela 4.3 - Composição Química dos principais elementos do aço P 558 (PANACEA) e o referencial da norma ASTM F 2581 (% em massa).
Tipo C Mn Si Cr Ni Mo P S Cu N Nb Fe
P 558 0,1710 9,5600 0,4170 16,710 0, 025 3,0200 0,0197 0,0143 0,0085 0,49 0,0350 69,400
ASTM F2581 0,15 - 0,25
9,5 - 12,5
0,2 - 0,6
16,5 - 18,0
0,05 Máx.
2,7 -3,7
0,020 Máx.
0,010 Máx.
0,25 Máx.
0,45 - 0,55
__ Bal.
Os resultados das análises químicas obtidos no LAMAT, para maioria dos
elementos químicos presentes nos aços, estão em conformidade com as
concentrações determinadas pelas normas técnicas ASTM. Nessas análises foram
encontradas pequenas diferenças, da ordem de milésimos, para o teor de fósforo
nos aços ASTM F138 e ASTM F1586 e para o teor de enxofre do ASTM F2581.
Essas pequenas distinções em relação às composições químicas normatizadas
estão em conformidade com as tolerâncias descritas nas normas técnicas ASTM
F138 e ASTM F1586.
A partir desse ponto as composições químicas obtidas no LAMAT serão
utilizadas como referência nesse trabalho.
4.1.2- Relação entre composição química e Microestrutura
Em conformidade com os conceitos apresentados na seção 2.8, a
microestrutura dos aços inoxidáveis após solidificação está intimamente relacionada
com a quantidade de elementos de liga presente nesses aços (PADILHA;
GUEDES,1994). Os diagramas de fases tipo Schaeffler são utilizados para estimar a
microestrutura dos aços inoxidáveis a partir da composição química, nesses
diagramas os elementos que possuem efeito ferritizante são utilizados no cálculo do
cromo equivalente (Creq), e os que têm efeito austenitizante são empregados no
cálculo do níquel equivalente (Nieq), de acordo com as equações 4.1 e 4.2
(LLEWELLYN e HUDD, 2004; BHADESHIA e HONEYCOMBE, 2006):
%Creq = %Cr + 2,0% Si +1,5% Mo + 5%V +5,5%Al +1,75.%Nb + 1,5%Ti + 0,75%W - (4.1) %Nieq = %Ni + %Co + 0,5.% Mn + 0,3%Cu + 25%N + 30%C - (4.2)
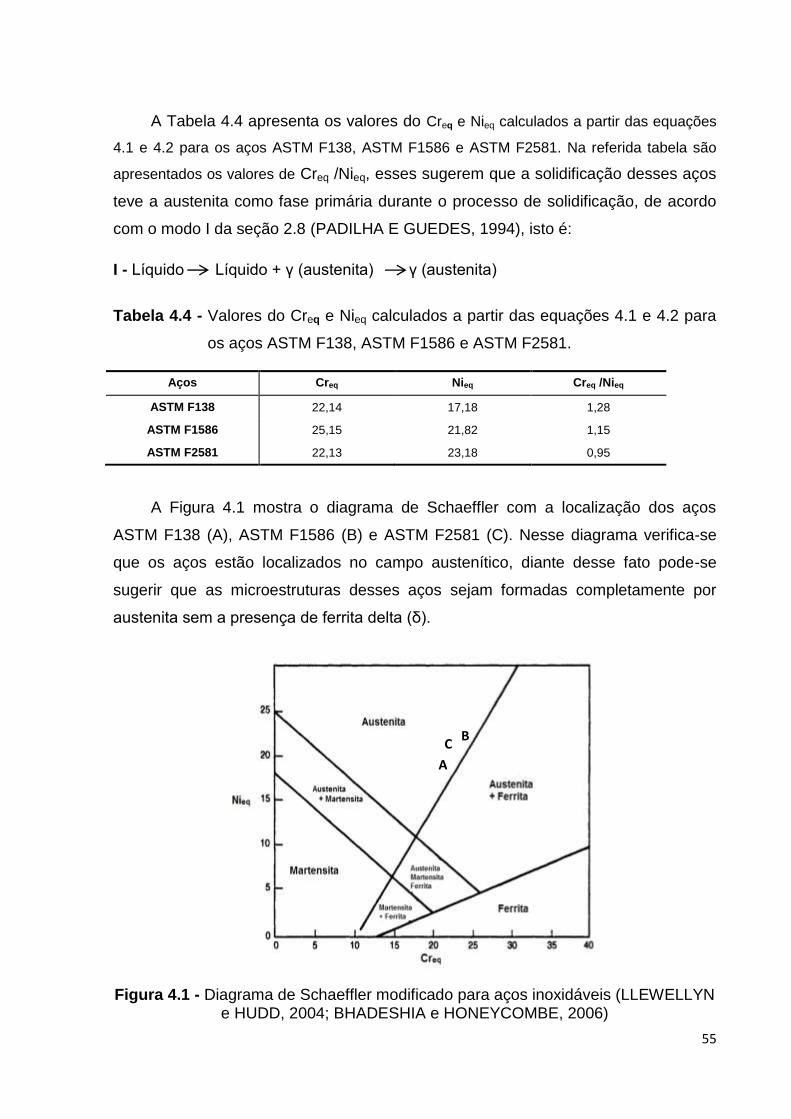
55
A Tabela 4.4 apresenta os valores do Creq e Nieq calculados a partir das equações
4.1 e 4.2 para os aços ASTM F138, ASTM F1586 e ASTM F2581. Na referida tabela são
apresentados os valores de Creq /Nieq, esses sugerem que a solidificação desses aços
teve a austenita como fase primária durante o processo de solidificação, de acordo
com o modo I da seção 2.8 (PADILHA E GUEDES, 1994), isto é:
I - Líquido Líquido + γ (austenita) γ (austenita)
Tabela 4.4 - Valores do Creq e Nieq calculados a partir das equações 4.1 e 4.2 para
os aços ASTM F138, ASTM F1586 e ASTM F2581.
Aços Creq Nieq Creq /Nieq
ASTM F138 22,14 17,18 1,28
ASTM F1586 25,15 21,82 1,15
ASTM F2581 22,13 23,18 0,95
A Figura 4.1 mostra o diagrama de Schaeffler com a localização dos aços
ASTM F138 (A), ASTM F1586 (B) e ASTM F2581 (C). Nesse diagrama verifica-se
que os aços estão localizados no campo austenítico, diante desse fato pode-se
sugerir que as microestruturas desses aços sejam formadas completamente por
austenita sem a presença de ferrita delta (δ).
Figura 4.1 - Diagrama de Schaeffler modificado para aços inoxidáveis (LLEWELLYN e HUDD, 2004; BHADESHIA e HONEYCOMBE, 2006)
B C
A
56
4.2- Caracterização Microestrutural
Os aços inoxidáveis austeníticos ASTM F138, ASTM F1586 e ASTM F2581
foram caracterizados através das técnicas de microscopia ótica, microscopia
eletrônica de varredura e difração de raios-X.
4.2.1- Microscopia Ótica
O microscópio ótico foi utilizado na identificação da microestrutura presente nas
seções transversais dos aços inoxidáveis austeníticos e sua conformidade com
normas que qualificam esses materiais para uso como biomateriais.
As normas ASTM F138-08, ASTM F1586-08 e ASTM F2581-07 estabelecem
os requisitos para utilização desses aços como biomateriais, esses documentos
determinam que a microestrutura dos aços austeníticos deva ser completamente
austenítica, isenta de ferrita delta e outras fases.
As Figuras 4.2 e 4 3 mostram micrografias óticas dos aços ASTM F138 e
ASTM F1586, após o ataque eletrolítico com ácido oxálico a 10% a 12 V por 5
segundos na condição solubilizada, com aumentos de 200X (a), 400 (b) e 800X (c).
Nessas micrografias verifica-se a presença de grãos com contornos bem delineados
e com presença de maclas, característicos da fase austenítica, sem a presença de
encruamento. Nesses aços não foram identificadas a presença de carbonetos e
outras fases. O aço ASTM F138 tem característica principal elevado teor de níquel,
elemento que atua como estabilizador da fase austenítica (ROACH, et al., 2013).

57
(a)
(b)
Figura 4.2 - Microestruturas do aço ASTM F138 solubilizado, analisadas por
microscopia ótica das seções transversais, após ataque eletrolítico
com ácido oxálico 10%, revelando os contornos de grão e de macla,
200X(a) e 400X (b).
O aço ASTM F1586, possui composição química diferenciada em relação ao ASTM
F138, com menor teor de níquel e maior quantidade de manganês, bem como
adição nitrogênio intersticial, a presença desses elementos têm como objetivo elevar
a resistência à corrosão e estabilizar a microestrutura austenítica.

58
(a)
(b)
Figura 4.3 - Microestruturas do aço ASTM F1586 solubilizado, analisadas por
microscopia ótica das seções transversais, após ataque eletrolítico
com ácido oxálico 10%, revelando os contornos de grão e de macla,
200X(a) e 400X (b).
59
A Figura 4.4 mostras as micrografias óticas do aço ASTM F2581, após ataque
eletrolítico idêntico ao utilizado no F138 e F1586, com aumentos de 200X (a) e 400X
(b). Nessas micrografias verifica-se que os contornos de grão e de macla estão bem
definidos, revelando a microestrutura austenítica, sem a presença de carbonetos e
outras fases.
O aço ASTM F2581 tem como característica principal a presença de teores
elevados de manganês e nitrogênio, que em conjunto atuam como fortes
estabilizadores da microestrutura austenítica, em substituição ao níquel. A presença
de nitrogênio além dessa característica eleva a resistência à corrosão por pites,
frestas, intergranular e à corrosão sob tensão devido à formação de filmes mais
estáveis (TALHA, et al., 2013). A atividade do carbono nos aços com cromo está
ligada aos teores de nitrogênio e níquel, os elevados teores de níquel e baixo de
nitrogênio favorece a formação de carbonetos. No intuito de reduzir a formação de
carbonetos, e por consequência a sensitização, o teor de níquel é muito pequeno
nesse material (THOMANN; UGGOWITZER, 2000). Por outro lado, teor de
nitrogênio, acima de 0,9% favorece a formação de nitretos (Cr2N) e porosidades,
reduzindo a quantidade de cromo na matriz, ocasionando corrosão localizada e
perda de ductilidade. No aço ASTM F2581, os teores de manganês e molibdênio são
superiores ao dos aços ASTM F138 e ASTM F1586, que em conjunto com o elevado
teor de nitrogênio atua como fortes estabilizares da austenita, promovendo
melhorias na resistência ao impacto, tenacidade à fratura e resistência corrosão.
Além dessas características o nitrogênio inibe a formação da ferrita delta, que tem
efeitos negativos na resistência à corrosão e nas propriedades mecânicas. A
solubilidade do nitrogênio nos aços alto nitrogênio (ASTM F2581) é determinada
pela composição química, tendo efeitos favoráveis nesse mecanismo o aumento nos
teores de manganês e molibdênio, aliado à redução nos teores de níquel e carbono
(HANNINEN, 2001; THOMANN; UGGOWITZER, 2000; ROFFEY, 2012; TALHA, et
al., 2013).
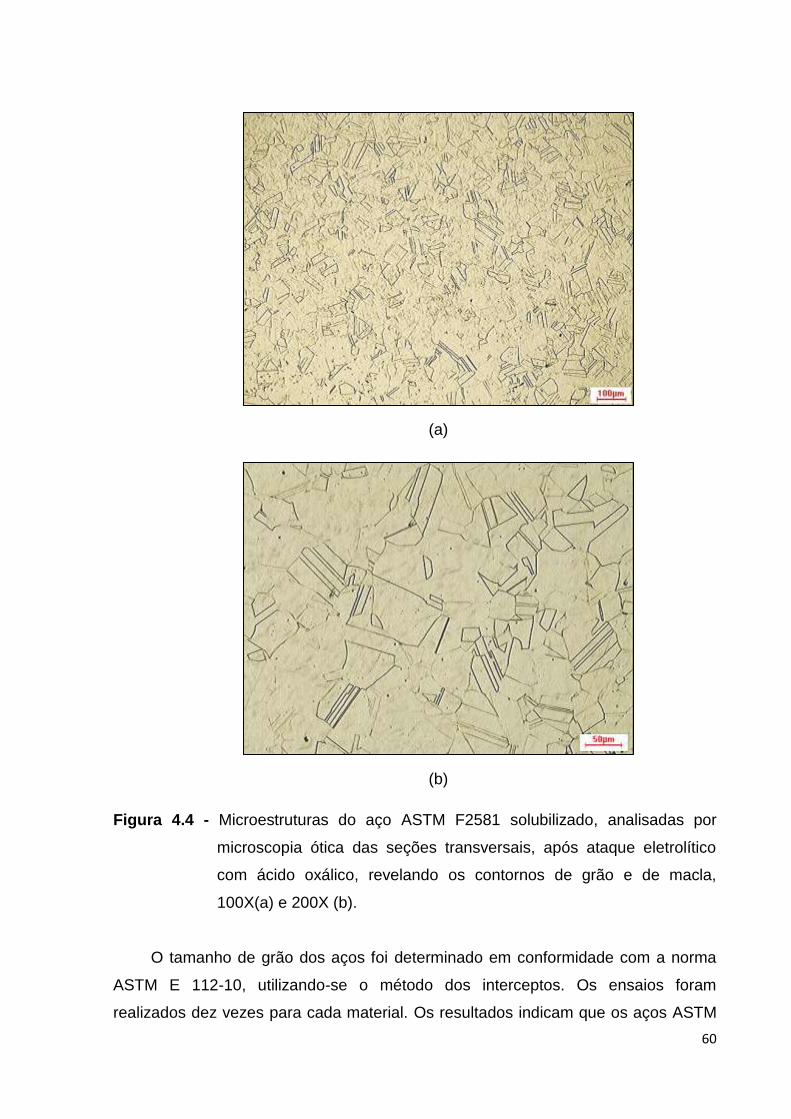
60
(a)
(b)
Figura 4.4 - Microestruturas do aço ASTM F2581 solubilizado, analisadas por
microscopia ótica das seções transversais, após ataque eletrolítico
com ácido oxálico, revelando os contornos de grão e de macla,
100X(a) e 200X (b).
O tamanho de grão dos aços foi determinado em conformidade com a norma
ASTM E 112-10, utilizando-se o método dos interceptos. Os ensaios foram
realizados dez vezes para cada material. Os resultados indicam que os aços ASTM

61
F138 e ASTM F1586 têm tamanho de grão menor do que o ASTM F2581, a Tabela
4.5 mostra os resultados dos tamanhos de grão para aços estudados. O valor do
tamanho de grão (G) determinado permite calcular a quantidade de grãos por
polegadas quadrada a partir da seguinte expressão:
N = 2G - 1 - (4.1)
Onde N representa o número de grãos médios por polegada quadrada (ASTM E
112-10; CALLISTER, 2000).
Tabela 4.5 - Tamanho médio de grão dos aços: ASTM F138, ASTM F1586 e ASTM
F2581.
Material Tamanho Médio do Grão - ASTM (G) Desvio Padrão
ASTM F138 10,7 0,1
ASTM F1586 8,9 0,3
ASTM F2581 5,4 0,1
4.2.2- Microscopia Eletrônica de Varredura
O microscópio eletrônico de varredura foi utilizado para complementar a análise
microestrutural dos aços ASTM F138, VI 5832-9 e ASTM F2581 devido à sua maior
resolução em relação ao microscópio ótico.
A Figura 4.5 mostra as micrografias do aço ASTM F138 reveladas pelo ataque
eletrolítico com ácido oxálico 10%, obtidas por microscopia eletrônica de varredura.

62
Figura 4.5 - Micrografias de elétrons secundários do aço inoxidáveis ASTM F138. Ataque eletrolítico com ácido oxálico a 10%.

63
A Figura 4.6 mostra as micrografias do aço ASTM F1586 reveladas pelo
ataque eletrolítico com ácido oxálico 10%, obtidas por microscopia eletrônica de
varredura.
Figura 4.6 - Micrografias de elétrons secundários do aço inoxidáveis ASTM F1586. Ataque eletrolítico com ácido oxálico a 10%.
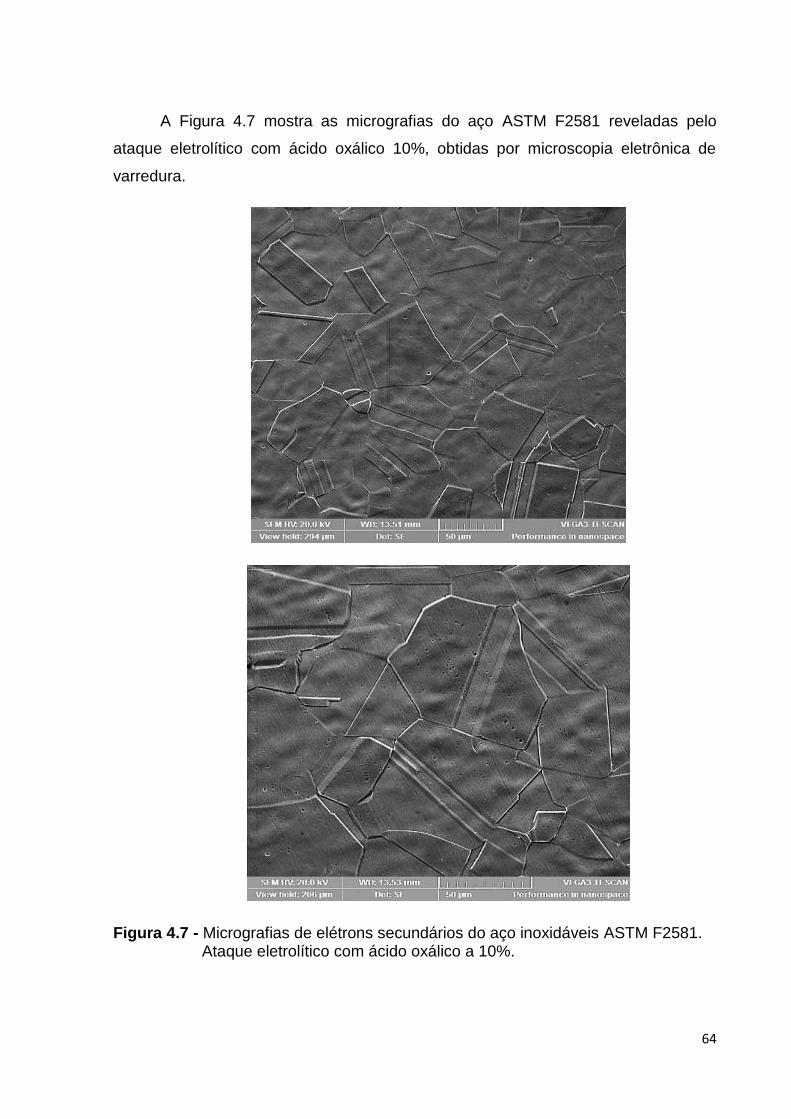
64
A Figura 4.7 mostra as micrografias do aço ASTM F2581 reveladas pelo
ataque eletrolítico com ácido oxálico 10%, obtidas por microscopia eletrônica de
varredura.
Figura 4.7 - Micrografias de elétrons secundários do aço inoxidáveis ASTM F2581. Ataque eletrolítico com ácido oxálico a 10%.
65
As micrografias obtidas por microscopia eletrônica de varredura, revelam os grãos
com contornos grãos e maclas nítidos, confirmando a microestrutura austenítica sem
presença de partículas de precipitados e outras fases, para os três aços
austeníticos. Esses resultados estão em conformidade com resultados encontrados
na seção 4.1.2, onde se verificou que a microestrutura dos aços é completamente
austenítica, obtida a partir dos valores encontrados para o Creq e Nieq, mostrados na
Tabela 4.4.
4.2.3- Análises por Difração de Raios-X
As análises por difração de raios-X foram realizadas nas seções transversais
das amostras, sendo essas idênticas às utilizadas nos ensaios eletroquímicos. Esse
procedimento teve como finalidade ratificar a microestrutura austenítica, constatada
por microscopia ótica e eletrônica de varredura, bem como detectar a presença de
outras fases que não foram visualizadas por essas técnicas. Os resultados
apresentados na Figura 4.8 mostram somente picos da microestrutura austenítica,
não apresentando fases magnéticas como: ferrita delta, martensita induzida por
deformação. Os espectros foram comparados com as fichas do JCPDS -
International Centre for Difrraction com a finalidade de indexar os resultados. Nessa
análise constatou a ausência da ferrita delta nos três aços, visto que não
encontrados os picos difração 2θ 43,49, 2θ 63,20 e 2θ 79,85 relativos à essa
fase.
Em conformidade com a literatura (KURODA, et al., 2002; BUHAGIAR, et al.,
2010; REN, et al., 2011; SUMITA, et al., 2004; SALAHINEJAD, et al., 2013)., as
fases intermetálicas tais como Laves, sigma, Chi não foram identificadas Nota-se
que o pico de maior intensidade representa o plano cristalino (111), plano de maior
densidade da estrutura austenítica. Esses resultados confirmam a estrutura
completamente austenítica dos três aços, com orientação preferencial para os
planos (111), ratificando as características microestruturais encontradas nas
análises por microscopia ótica e eletrônica de varredura.

66
(a)
(b)
0
200
400
600
800
1000
1200
1400
1600
25 35 45 55 65 75 85 95 105 115
Inte
nsi
dad
e (
ua)
Ângulo 2θ
Aço ASTM F138
0
100
200
300
400
500
25 35 45 55 65 75 85 95 105 115
Inte
nsi
dad
e (
ua)
Ângulo 2θ
Aço ASTM F1586
γ (111)
γ (220)
γ (111)
γ (200)
γ (220)
γ (311) γ (222)
γ (311)
γ (222)
γ (400)
γ (400)
γ (200)

67
(c)
Figura 4.8- Difratogramas das amostras dos aços ASTM F138 (a); ASTM F1586 (b) e ASTM F2581 (c), com identificação dos picos da fase.
0
200
400
600
800
1000
1200
1400
25 35 45 55 65 75 85 95 105 115
Inte
nsi
dad
e (
ua)
Ângulo 2θ
Aço ASTM F2581
γ (111)
γ (200) γ (220) γ (311)
γ (222)
γ (400)

68
4.2.4- Análises por Espectroscopia de Energia Dispersiva
O resultado do mapeamento por EDS do aço ASTM F138 sem passar por
ensaios eletroquímicos são apresentados na Figura 4.9 (a) a (d), verifica-se que a
superfície possui boa homogeneidade em relação aos elementos químicos cromo,
níquel e molibdênio. Esses resultados revelaram que a composição química do
ASTM F138 apresenta homogeneidade em relação aos elementos integrantes do
PREN (pitting resistance equivalent number). A grandeza PREN representa a
resistência à corrosão por pites dos aços, conforme Equações 2.9 e 2.10, de acordo
com esses resultados pode-se sugerir que o aço ASTM F138 possui resistência à
corrosão uniforme na superfície.
(a)
(b)
(c)
(d)
Figura 4.9 - Mapeamento por espectroscopia de energia dispersiva do aço
inoxidável austenítico ASTM F138; Cr (a), Mo (b), Ni (c) e todos os
elementos (d).

69
O resultado do mapeamento por EDS do aço ASTM F1586 sem passar por
ensaios eletroquímicos são apresentados na Figura 4.10 (a) a (f), verifica-se que a
superfície possui boa homogeneidade em relação aos elementos químicos cromo,
níquel, molibdênio, nióbio e nitrogênio. Esse aço possui maior teor de nióbio em
relação ao ASTM F138 e ASTM F2581, a adição desse elemento atua de forma
benéfica na presença de molibdênio e nitrogênio, aumentando o potencial de pite do
material (TAVEIRA, et al., 2010). Esses resultados revelaram que a composição
química do ASTM F1586 encontra-se com distribuição superficial homogênea em
relação aos elementos do PREN (pitting resistance equivalent number), conforme
equações 2.9 e 2.10, o que sugere que o aço ASTM F1586 possui resistência a
corrosão por pites uniforme na superfície.
(a)
(b)
(c)
(d)

70
(e)
(f)
Figura 4.10 - Mapeamento por espectroscopia de energia dispersiva do aço
inoxidável austenítico ASTM F1586; Cr (a), Mo (b), Ni (c), Nb (d), N
(e) e todos elementos (f).
O resultado do mapeamento por EDS do aço ASTM F2581 sem passar por
ensaios eletroquímicos são apresentados na Figura 4.11 (a) a (d), verifica-se que a
superfície possui boa homogeneidade em relação aos elementos químicos cromo,
molibdênio e nitrogênio. Esse aço possui maior teor de nitrogênio em relação ao
ASTM F138 e ASTM F1586, a adição desse elemento atua de forma favorável,
aumentando a resistência à corrosão (TALHA, et al., 2013). Os resultados revelaram
que a composição química do ASTM F2581 encontra-se com distribuição superficial
homogênea em relação aos elementos do PREN (pitting resistance equivalent
number), conforme equações 2.9 e 2.10, o que sugere que o aço ASTM F2581
possui resistência a corrosão por pites uniforme na superfície.

71
(a)
(b)
(c)
(d)
Figura 4.11 - Mapeamento por espectroscopia de energia dispersiva do aço
inoxidável austenítico ASTM F2581; Cr (a), Mo (b), N (c) e todos os
elementos (d).
4.2.5- Ensaios de Microdureza Vickers
Os ensaios de microdureza Vickers foram realizados com a finalidade de
verificar as propriedades mecânicas dos aços. As medidas foram levantadas nas
seções transversais das amostras com carga igual a 0,49 N por 30 segundos, para
cada aço foram realizadas trinta identações. O aço ASTM F2581 apresentou os
maiores valores de microdureza, em função do elevado teor de nitrogênio intersticial

72
na austenita, a presença desse elemento promove ganhos significativos nas
propriedades mecânicas e de corrosão desse material (HANNINEN, 2001; TALHA,
et al., 2013; LÓPEZ et al.; 2011). Os resultados obtidos nesses ensaios estão
apresentados na Tabela 4.6.
Tabela 4.6 - Resultados do ensaio de microdureza Vickers para os aços ASTM F138, ASTM F1586 e ASTM F2581.
Material HV (0,49N)
ASTM F138 180 ± 10
ASTM F1586 200 ± 12
ASTM F2581 290 ± 8
Os resultados do ensaios de microdureza para o aço ASTM F2581 são
semelhantes aos determinados por LÓPES et. al (2011) que trabalhou com aços
304L nitretados. Os autores atribuem esse desempenho devido ao efeito benéfico do
nitrogênio em reduzir a energia de falha de empilhamento (SFE - stacking fault
energy), melhorando as propriedades mecânicas desses aços.
4.3- Caracterização do Comportamento Eletroquímico dos Aços ASTM F138, ASTM F1586 e ASTM F2581
4.3.1- Ensaios Eletroquímicos de Polarização Anódica em Solução SBF.
A Figura 4.12 apresenta a curva de potencial em circuito aberto em função do
tempo para o aço ASTM F2581 após uma hora de imersão na solução SBF. Nessa
solução o filme passivo apresentou instabilidade durante esse período de tempo,
visto que ocorreram muitas oscilações no potencial, esse resultado sugere a
presença de porosidades na camada mais externa do filme conjugada com a
camada interna menos compacta. Após uma hora de imersão, o filme passivo do
aço ASTM F2581 apresentou característica protetivas, sugerindo que no decorrer do
tempo sua espessura aumenta e as porosidades superficiais diminuem. Na Figura
4.12, as setas indicam o potencial de imersão (- 0,24582 V) e o potencial após

73
3600s, verifica-se que o potencial evolui para valores positivos (- 0,2261 V),
tornando o filme mais anódico com características mais protetivas.
Figura 4.12 - Curva de estabilização do potencial de corrosão do aço inoxidável
austenítico ASTM F2581 em solução SBF, naturalmente areada,
antes do ensaio de polarização.
A Figura 4.13 apresenta a curva de potencial em circuito aberto (OCP) em
função do tempo para o aço ASTM F1586 após uma hora de imersão na solução
SBF. Nessa solução o filme passivo mostrou-se menos instável, pois apresentou
menores oscilações no potencial, o filme do F1586 apresentou melhores
característica protetivas em relação ao do ASTM F2581, sugerindo a formação mais
estável da camada interna mais compacta, bem como menor número de
porosidades na camada externa do filme, indicando ação efetiva dos elementos
cromo, níquel, molibdênio, nióbio e nitrogênio na formação e estabilização do filme
passivo. Na Figura 4.13, as setas indicam o ao potencial de imersão (- 0,22418 V) e
o potencial após uma hora de imersão (- 0,18338 V), verifica-se que o potencial do
aço VI 58329 atinge valores mais nobres, tornando o filme mais protetor.
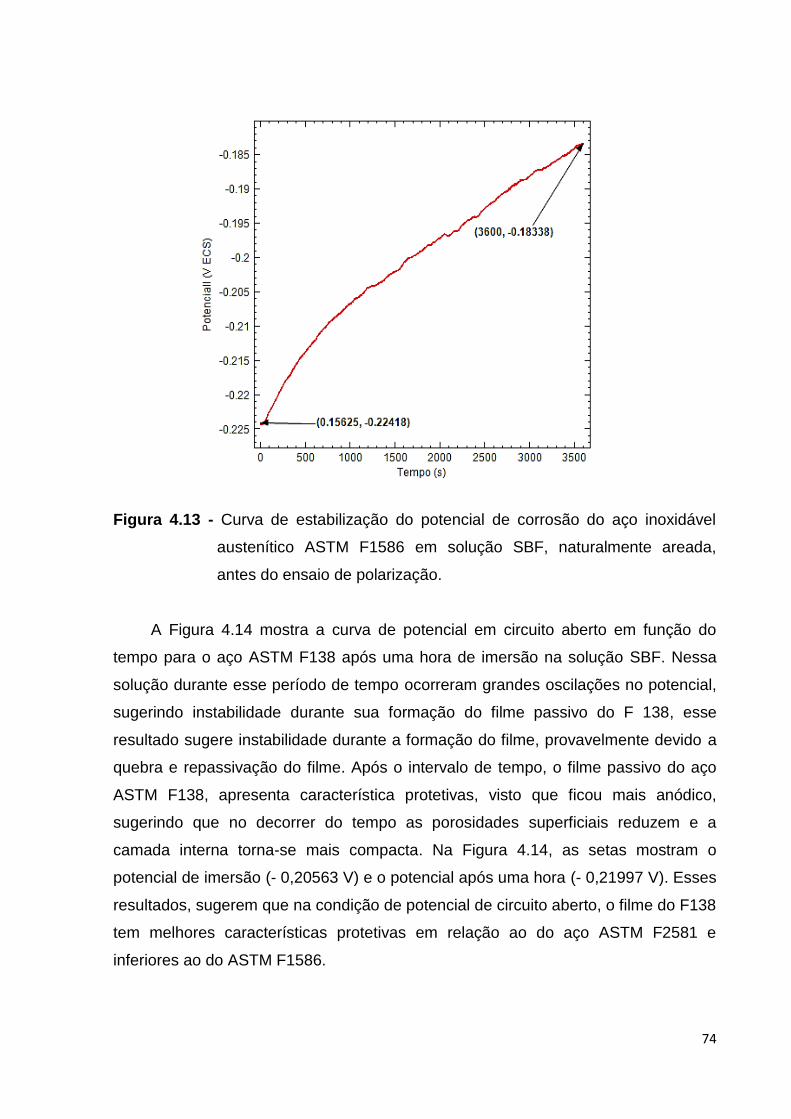
74
Figura 4.13 - Curva de estabilização do potencial de corrosão do aço inoxidável
austenítico ASTM F1586 em solução SBF, naturalmente areada,
antes do ensaio de polarização.
A Figura 4.14 mostra a curva de potencial em circuito aberto em função do
tempo para o aço ASTM F138 após uma hora de imersão na solução SBF. Nessa
solução durante esse período de tempo ocorreram grandes oscilações no potencial,
sugerindo instabilidade durante sua formação do filme passivo do F 138, esse
resultado sugere instabilidade durante a formação do filme, provavelmente devido a
quebra e repassivação do filme. Após o intervalo de tempo, o filme passivo do aço
ASTM F138, apresenta característica protetivas, visto que ficou mais anódico,
sugerindo que no decorrer do tempo as porosidades superficiais reduzem e a
camada interna torna-se mais compacta. Na Figura 4.14, as setas mostram o
potencial de imersão (- 0,20563 V) e o potencial após uma hora (- 0,21997 V). Esses
resultados, sugerem que na condição de potencial de circuito aberto, o filme do F138
tem melhores características protetivas em relação ao do aço ASTM F2581 e
inferiores ao do ASTM F1586.
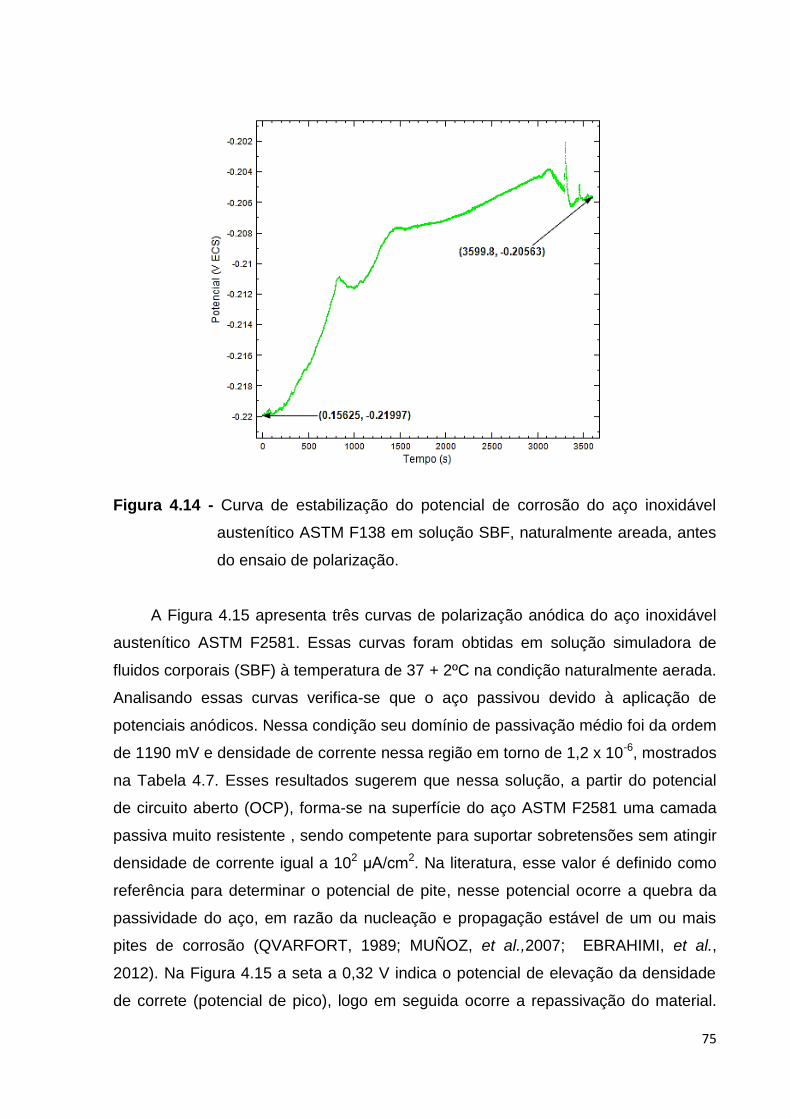
75
Figura 4.14 - Curva de estabilização do potencial de corrosão do aço inoxidável
austenítico ASTM F138 em solução SBF, naturalmente areada, antes
do ensaio de polarização.
A Figura 4.15 apresenta três curvas de polarização anódica do aço inoxidável
austenítico ASTM F2581. Essas curvas foram obtidas em solução simuladora de
fluidos corporais (SBF) à temperatura de 37 + 2ºC na condição naturalmente aerada.
Analisando essas curvas verifica-se que o aço passivou devido à aplicação de
potenciais anódicos. Nessa condição seu domínio de passivação médio foi da ordem
de 1190 mV e densidade de corrente nessa região em torno de 1,2 x 10-6, mostrados
na Tabela 4.7. Esses resultados sugerem que nessa solução, a partir do potencial
de circuito aberto (OCP), forma-se na superfície do aço ASTM F2581 uma camada
passiva muito resistente , sendo competente para suportar sobretensões sem atingir
densidade de corrente igual a 102 μA/cm2. Na literatura, esse valor é definido como
referência para determinar o potencial de pite, nesse potencial ocorre a quebra da
passividade do aço, em razão da nucleação e propagação estável de um ou mais
pites de corrosão (QVARFORT, 1989; MUÑOZ, et al.,2007; EBRAHIMI, et al.,
2012). Na Figura 4.15 a seta a 0,32 V indica o potencial de elevação da densidade
de correte (potencial de pico), logo em seguida ocorre a repassivação do material.
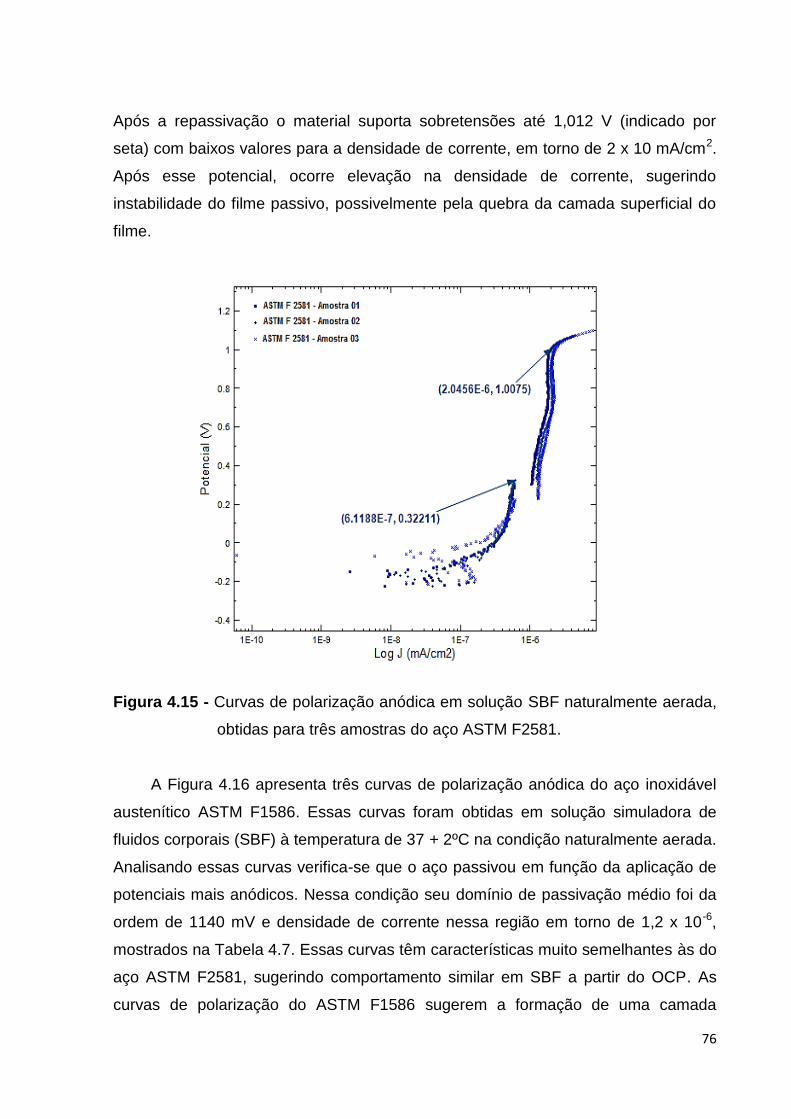
76
Após a repassivação o material suporta sobretensões até 1,012 V (indicado por
seta) com baixos valores para a densidade de corrente, em torno de 2 x 10 mA/cm2.
Após esse potencial, ocorre elevação na densidade de corrente, sugerindo
instabilidade do filme passivo, possivelmente pela quebra da camada superficial do
filme.
Figura 4.15 - Curvas de polarização anódica em solução SBF naturalmente aerada,
obtidas para três amostras do aço ASTM F2581.
A Figura 4.16 apresenta três curvas de polarização anódica do aço inoxidável
austenítico ASTM F1586. Essas curvas foram obtidas em solução simuladora de
fluidos corporais (SBF) à temperatura de 37 + 2ºC na condição naturalmente aerada.
Analisando essas curvas verifica-se que o aço passivou em função da aplicação de
potenciais mais anódicos. Nessa condição seu domínio de passivação médio foi da
ordem de 1140 mV e densidade de corrente nessa região em torno de 1,2 x 10-6,
mostrados na Tabela 4.7. Essas curvas têm características muito semelhantes às do
aço ASTM F2581, sugerindo comportamento similar em SBF a partir do OCP. As
curvas de polarização do ASTM F1586 sugerem a formação de uma camada

77
passiva competente a partir do OCP, capaz de suportar sobretensões próximas a 1
V. Na Figura 4.16, a seta no potencial de elevação 0,32 (potencial de pico), com
elevação da densidade de corrente seguido de repassivação. A seta indicativa no
potencial de 1.01 V representa o potencial de elevação da corrente sem
repassivação, o que sugere instabilidade do filme passivo, possivelmente pela da
camada mais externa do filme passivo. A seta posicionada no potencial de 0,05188
V indica o local onde inicia os picos na densidade de corrente com repassivações.
Figura 4.16 - Curvas de polarização anódica em solução SBF naturalmente aerada,
obtidas para três amostras do aço ASTM F1586.
A Figura 4.17 apresenta três curvas de polarização anódica do aço inoxidável
austenítico ASTM F138, levantadas nas mesmas condições dos aços ASTM 2581 e
ASTM F1586. Analisando essas curvas verifica-se que o aço passivou à medida
que foram aplicados potenciais mais anódicos. Nessas curvas, verificou-se que o
domínio de passivação médio do ASTM F138 foi da ordem de 818 mV e densidade
de corrente nessa região em torno de 1,2 x 10-6, apresentados na Tabela 4.7. Essas
curvas têm características semelhantes às dos outros aços (ASTM F 2581 e ASTM F

78
1586), porém tem como principal distinção o potencial de elevação da corrente, em
torno de 600 mV. A partir desse valor a densidade de correte sobe rapidamente e
atinge o valor de 102 μA/cm2, indicado na Figura 4.17 pela seta em 0,60898 V. A
seta no potencial de - 0,02 V indica potencial de elevação (potencial de pico) na
densidade de corrente, com posterior repassivação para a amostra 01 do ASTM
F138.
Figura 4.17 - Curvas de polarização anódica em solução SBF naturalmente aerada,
obtidas para três amostras do aço ASTM F138.
De acordo com a Tabela 4.7, pode–se observar que o aço ASTM F2581
apresentou o maior domínio de passivação em relação aos ASTM F1586 e ASTM
F138. O menor domínio de passivação foi do aço ASTM F138 o que demonstra ser o
material mais suscetível à corrosão por pites na solução SBF.

79
Tabela 4.7 - Resultados das polarizações anódicas dos aços ASTM F2581,
ASTMF1586 e ASTM F138, em solução SBF, naturalmente aerada a
37 + 2 ºC.
Aços pH Ecor (V)
(ECS)
Epite
(ECS)
Domínio de
Passivação
Epite - Ecorr (mV)
j(A/cm2)
50mV acima Ecor
j(A/cm2)
100mV
acima Ecor
ASTM F2581
ASTM F2581 - A1 7,2 - 0.215 0,988 1.203 1,206 E-7 4,214 E-8
ASTM F2581 - A2 7,2 - 0.226 0,967 1193 1,773 E-8 5,862 E-8
ASTM F2581 - A3 7,2 -0.227 0,951 1178 3,152 E-8 5,581 E-8
Média 7,2 -0,222 0,968 1190 5,661 E-8 5,219 E-8
ASTM F1586
ASTM F1586 - A1 7,2 - 0.183 0,949 1132 6,591 E-8 2,497 E-7
ASTM F1586 - A2 7,2 - 0.180 0,963 1143 4, 971 E-8 1,705 E-7
ASTM F1586 - A3 7,2 -0.194 0,954 1148 6, 543 E-8 1,611 E-7
Média 7,2 -0,185 0,955 1140 6,035 E-8 1,937 E-7
ASTM F138
ASTM F138 - A1 7,2 - 0.200 0,661 861 1,330 E-7 3,793 E-7
ASTM F138 - A2 7,2 - 0.187 0,583 770 4, 269 E-7 4,957 E-7
ASTM F138 - A3 7,2 -0.206 0,620 826 2, 942 E-7 4,041 E-7
Média 7,2 -0,197 0,621 818 2,847 E-7 4,263 E-7
O potencial de corrosão dos três aços ficou próximo, apresentando uma
variação entre - 0,222 a - 0,185 V (ECS). De acordo com Giordani (GIORDANI et
al., 2007), o comportamento eletroquímico apresentado pelo aço ASTM F138 no
ensaio de polarização cíclica potenciodinâmica foi típico de materiais que
apresentam potencial crítico de pite bem definido Ec = 568 ± 15 mV (ECS), sendo
similar ao obtido neste trabalho, apresentado na Tabela 4.7.
Todos os três aços testados apresentaram processo de passivação na solução
SBF, ou seja, é observada uma região passiva que se estende desde o potencial de
circuito aberto (OCP) até o potencial de pite (Epite).
Foram observados domínios de passivação distintos para os três aços, num
intervalo entre 818 a 1190 mV. No potencial de 100 mV, as densidades de corrente
80
foram da ordem de 4,2 x 10-8, 1,6 x 10-7 e 3,7 x 10-7, respetivamente para os aços
P558, ASTM F1586 e ASTM F138.
O valor médio Epite para os aços foi igual a 0,968 V (ECS). Na região de
passivação ocorreu uma pequena instabilidade com elevação da densidade de
corrente, que surgiu nos potenciais (pico) iguais a 0,32, 0,05 e -0,02 V (ECS),
respetivamente para os ASTM F2581, ASTM F1586 e ASTM F138, conforme pode
ser visto nas Figuras 4.15, 416 e 4.17. Esses resultados representam dissolução dos
filmes passivos seguido do reestabelecimento (repassivação), esse fenômeno
sugere que nessa condição os filmes passivos formados tinham menor espessura ou
porosidades, tornando-os incapazes de resistir a sobretensão.
O aço ASTM F 2581 apresentou o melhor resultado em relação à resistência a
corrosão nessa solução. Sendo de pior desempenho o aço ASTM F138. De acordo
com a Tabela 4.7, pode-se notar que as densidades de corrente anódica a 50 mV e
100m V (ECS), acima do potencial de corrosão foram menores para o aço P558.
As curvas de polarização anódica dos aços ASTM F138, ASTM F1586 e
ASTM F2581, imersos em solução de SBF, naturalmente aerada, a 37 + 20C estão
apresentadas na Figura 4.18. As curvas em função da sobretensão são
apresentadas, visando melhor comparação entre os três aços inoxidáveis
austeníticos. Essas curvas foram levantadas pelo menos três vezes, com velocidade
de varredura de 0,333 mV/s. Nesses ensaios os aços passivaram de à medida que
foram aplicados potenciais mais anódicos, os valores de Ecorr encontrados
apresentaram valores distintos: EASTM F1586 > EASTM F138 > EASTM 2581, conforme os
resultados estão apresentados na Tabela 4.7. As setas no potencial de 0,223 V e
1.05 são indicativas do potencial de pico e do potencial de elevação da densidade
de corrente para o aço ASTM F2581. Em potenciais anódicos superiores a 0,223V
ocorre a repassivação da camada passiva, ao contrário do potencial de 1.05 V. O
potencial de 0,6 V, mostrado por seta verde, indica o potencial onde a densidade de
corrente eleva-se rapidamente para o aço ASTM F138 até atingir o potencial de pite,
onde a densidade de corrente igual a 102 μA/cm2.

81
Figura 4.18 - Curvas de polarização anódica em solução SBF, naturalmente aerada,
obtidas para os aços ASTM F138, ASTM F1586 e ASTM F2581.
Os três aços a partir dos potenciais de pico até o potencial de
transpassivação apresentam uma região de grande estabilidade, sugerindo
passivação secundária com maior resistência do filme passivo, com densidades de
corrente da ordem de 1,6 μA/cm2, esses resultados demonstram que materiais
passivaram nessa região (LÓPEZ, et al. 2011). Os domínios de passivação
apresentados na Tabela 4.7 mostram que aços ASTM F2581 e ASTM F1586
apresentaram os maiores domínios, isto é uma ampla faixa passiva, em torno de
1000 mV, nessa região os valores da densidade de corrente foram baixas para as
sobretensões. Por outro lado, o aço ASTM F138 apresentou a menor faixa de
passivação (800 mV), e a partir de 6 V a densidade de corrente sob rapidamente e
atinge o valor de 102 μA/cm2.
Esses resultados indicam que o aço ASTM F2581, com composição química
diferenciada, tendo menor teor de cromo, isento de níquel e com maiores teores de
nitrogênio e molibdênio proporcionou a formação de filmes passivos mais resistentes

82
ao processo corrosivo por pites. Esses filmes foram capazes de suportar uma tensão
máxima aproximada de 1000 mV.
A resistência dos aços inoxidáveis austeníticos com elevado teor de
nitrogênio à corrosão por pite, a exemplo o ASTM F2581, está vinculada à redução
do pH na interface filme passivo - solução, por meio da formação de amônio NH4+,
que atua favorecendo a repassivação (OLEFJORD; WEGRELIUS, 1996; TALHA, et
al., 2013). O mecanismo que descreve a resistência à corrosão por pites nesses
materiais possui as seguintes etapas:
1- Consumo de H+ pelo nitrogênio dissolvido no pite, formando amônio e
tornando a solução menos agressiva, reduzindo o pH. Esse efeito torna-se
mais efetivo com aumento teor de nitrogênio na presença de molibdênio;
N(aço) + 4H+(aq) + 3e- NH4
+(aq);
2- A interface substrato-filme passivo fica enriquecida de nitrogênio durante a
passivação, o que previne o ataque por ânions, sugerindo a formação de uma
camada protetiva estável com cromo e molibdênio, rica em (Ni2Mo3N);
3- O nitrogênio incorpora-se no filme passivo formando uma densa camada de
nitratos (NO2-, NO3-), promovendo o aumento da estabilidade do filme
passivo. Nessa condição pode estar envolvida a interação entre Cr, Mo e N;
4- A ação repulsiva do nitrogênio carregado negativamente (N-δ) aos íons Cl-, e
outros íons prejudiciais que ficam acumulados na camada passiva. A repulsão
Cl- favorece a repassivação dos pites (NEWMAN; SHAHRABI, 1987; TSAI, et
al., 1993; OLEFJORD; AZUMA, 1996; WEGRELIUS, 1996; GRABKE, 1996;
JARGELIUS-PETTERSSON, 1999; MORI; BAUERNFEIND, 2004; LI, et al.,
2009; LO, et al., 2009; LEE; YOON, 2010; LÓPES et al. 2011; TALHA, et al.,
2013).
Lee e Yoon (2010) afirmam que o aumento no teor de nitrogênio promove a
formação do filme passivo com elevado teor de cromo, mais estável, dotado de
poucos defeitos e com elevado o potencial de pite, promovendo maior resistência à
corrosão. Esses efeitos benéficos do nitrogênio foram verificados nos ensaios de
polarização dos aços ASTM F1586 e ASTM F2581, pois em toda extensão da região

83
do domínio de passivação as densidades de corrente foram da ordem de μA/cm2 e
os potenciais de transpassivação encontrados foram da ordem de 1000 mV (LO, et
al., 2009). Em particular para o ASTM F2581, em função do teor superior de
nitrogênio, ocorre maior formação de amônio e reduz o pH das solução, sugerindo a
formação de filmes passivos mais eficazes em meios biológicos devido à redução do
pH.
Na quantificação da resistência à corrosão dos aços inoxidáveis, utiliza-se
frequentemente o valor do PREN (pitting resistance equivalent number), a seguir as
fórmulas empíricas largamente utilizadas (THOMANN; UGGOWITZER, 2000; REN,
et al., 2011; MORI; BAUERNFEIND, 2004; LI, et al., 2009):
PREN20N = Cr + 3,3 Mo + (20-27) N
PREN30N = Cr + 3,3 Mo + 30 N
Os valores PREN30N determinados para os aços são mostrados na Tabela
4.8, verifica-se que o ASTM F2581 obteve valor superior aos aços ASTM F138 e
ASTM F1586. A partir desse resultado, verifica-se a importante função dos
elementos cromo, molibdênio e nitrogênio na resistência à corrosão dos aços
inoxidáveis. Em relação ao desempenho eletroquímico obtidos nos ensaios de
polarização anódica em SBF, mostrados na Figura 4.18, o aço ASTM F2581
comportou-se de forma semelhante ao ASTM F1586 até o potencial de 900 mV.
Acima desse potencial, o ASTM F2581 apresentou desempenho ligeiramente
superior, pois à medida que o potencial aumenta sua densidade de corrente
manteve-se num patamar inferior ao ASTM F1586.
Tabela 4.8- Composição química e PREN dos aços ASTM F138, ASTM F1586 e ASTM F2581.
Material Cr Mo N PREN30N
ASTM F138 17,4900 2,6400 0,0770 28,3
ASTM F1586 20,3800 2,3600 0,3450 38,4
ASTM F2581 16,7100 3,0200 0,5300 42,7

84
4.3.2- Ensaios Eletroquímicos de Polarização Anódica em Solução NaCl 0,9%
A curva de potencial em circuito aberto (OCP) em função do tempo para o aço
ASTM F2581 após uma hora de imersão na solução NaCl 0,9%, está representada
na Figura 4.19. Nessa solução o filme passivo apresentou menores oscilações no
potencial durante esse período de tempo, esse resultado sugere a existência de
menores porosidades na camada externa do filme conjugada com a camada interna
mais compacta. Após uma hora de imersão, o filme passivo do aço ASTM F2581
apresentou característica anódicas, sugerindo que no decorrer do tempo o filme
passivo atingiu melhores propriedades na camada interna e externa. Na Figura 4.19,
as setas indicam o potencial de imersão (- 0,23166 V) e o potencial após 3600s,
verifica-se que o potencial evolui para valores positivos (- 0,16162 V), tornando o
filme mais anódico com características mais protetivas em relação ao filme formado
na solução SBF.
Figura 4.19 - Curva de estabilização do potencial de corrosão do aço inoxidável
austenítico ASTM F2581 em solução NaCl 0,9%, naturalmente
areada, antes do ensaio de polarização.

85
A Figura 4.20 mostra a curva de potencial em circuito aberto (OCP) em função
do tempo para o aço ASTM F1586 imerso em NaCl 0,9% nas mesmas condições do
ASTM F2581. Nessa solução o filme passivo apresentou maiores oscilações no
potencial em relação ao formado em SBF. Após o período de uma hora, o filme
passivo apresentou desempenho semelhante ao do ASTM F2581, sugerindo a
formação mais estável da camada interna mais compacta, bem como menor número
de porosidades na camada externa do filme, indicando ação efetiva dos elementos
cromo, níquel, molibdênio, nióbio e nitrogênio na formação e estabilização do filme
passivo. As setas indicam o ao potencial de imersão (- 0,20123 V) e o potencial após
uma hora de imersão (- 0,1734 V), verifica-se que o potencial do aço ASTM F1586
atinge valores mais anódicos, próximo ao do aço ASTM F2581 (- 0,16162 V),
sugerindo a formação de filmes passivos com desempenho semelhante.
Figura 4.20 - Curva de estabilização do potencial de corrosão do aço inoxidável
austenítico ASTM F1586 em solução NaCl 0,9%, naturalmente
areada, antes do ensaio de polarização.

86
A Figura 4.21 mostra a curva de potencial em circuito aberto (OCP) do aço
ASTM F138 em função do tempo, após uma hora de imersão na solução NaCl 0,9%.
Nessa solução o filme passivo mais anódico em relação ao formado na solução
SBF, pois apresentou pequenas oscilações no potencial, esse resultado sugere a
presença de pequenas porosidades na camada mais externa do filme conjugada à
camada interna mais compacta. O filme passivo formado nessa solução apresentou
melhores característica protetivas, isto é mais anódicas, sugerindo que com o
decorrer do tempo o filme aumenta sua espessura e diminui as porosidades. . As
setas indicam o ao potencial de imersão (- 0,23453 V) e o potencial após uma hora
de imersão (- 0,15063 V), verifica-se que o potencial do aço ASTM F138 atinge
valores mais anódicos, próximo ao dos aços ASTM F2581 (- 0,16162 V) e ASTM
F1586 (- 0,1734 V), sugerindo a formação de filmes passivos com desempenho
semelhante nessa condição.
Figura 4.21 - Curva de estabilização do potencial de corrosão do aço inoxidável
austenítico ASTM F138 em solução NaCl 0,9%, naturalmente areada,
antes do ensaio de polarização.

87
A Figura 4.22 apresenta as curvas de polarização anódica do aço inoxidável
austenítico ASTM F2581, em função do potencial e da sobretensão. Essas curvas
foram obtidas em solução de NaCl 0,9% à temperatura de 37 + 2 ºC na condição
naturalmente aerada. Analisando essas curvas verifica-se que o aço passivou à
medida que os potenciais mais anódicos foram aplicados, com domínio de
passivação da ordem de 1080 mV e densidade de corrente nessa região em torno
de 1,66 x 10-6 μA/cm2. Esses resultados sugerem que nessa solução, a partir do
potencial de circuito aberto (OCP) até aproximadamente 1V, forma-se na superfície
do aço ASTM F2581 uma camada passiva muito resistente, sendo competente para
suportar sobretensões, sem aumento na densidade de corrente a ponto de atingir o
valor de 102 μA/cm2. A seta no potencial de 0,07 indica elevação na densidade de
corrente seguida de repassivação (potencial de pico), a partir desse potencial a
densidade de corrente mante-se praticamente constante até atingir o potencial de
0,954 V. A partir desse potencial a densidade de corrente eleva-se rapidamente,
sugerindo o surgimento de defeitos na camada passiva.
Figura 4.22 - Curvas de polarização anódica em solução NaCl 0,9% naturalmente
aerada, obtidas para três amostras do aço ASTM F2581.

88
A Figura 4.23 apresenta as curvas de polarização anódica do aço inoxidável
austenítico ASTM F1586, em função do potencial e da sobretensão, obtidas em
condições idênticas às dos aços ASTM F2581. Analisando essas curvas verifica-se
que o aço passivou com a aplicação de potenciais mais anódicos, com domínio de
passivação da ordem de 1140 mV e densidade de corrente nessa região em torno
de 1,7 x 10-6 μA/cm2. Esses resultados sugerem que nessa solução, a partir do
potencial de circuito aberto (OCP) até aproximadamente 1 V, forma-se na superfície
do aço ASTM F1586 uma camada passiva muito resistente, sendo competente para
suportar sobretensões, sem atingir densidade de corrente a ponto de atingir o valor
de 102 μA/cm2. O comportamento do ASTM F1586 foi semelhante ao do ASTM
F2581, o que sugere que as composições químicas dos dois aços são competentes
para formar filmes passivos resistentes nessa solução. A seta indicativa no potencial
de 0,07 mostra elevação na densidade de corrente seguida de repassivação
(potencial de pico), a partir desse potencial a densidade de corrente mante-se
praticamente constante até atingir o potencial de 0,961V. A partir desse potencial a
densidade de corrente eleva-se de rápida e contínua, sugerindo o surgimento de
defeitos filme passivo.
Figura 4.23 - Curvas de polarização anódica em solução NaCl 0,9% naturalmente
aerada, obtidas para três amostras do aço ASTM F1586.
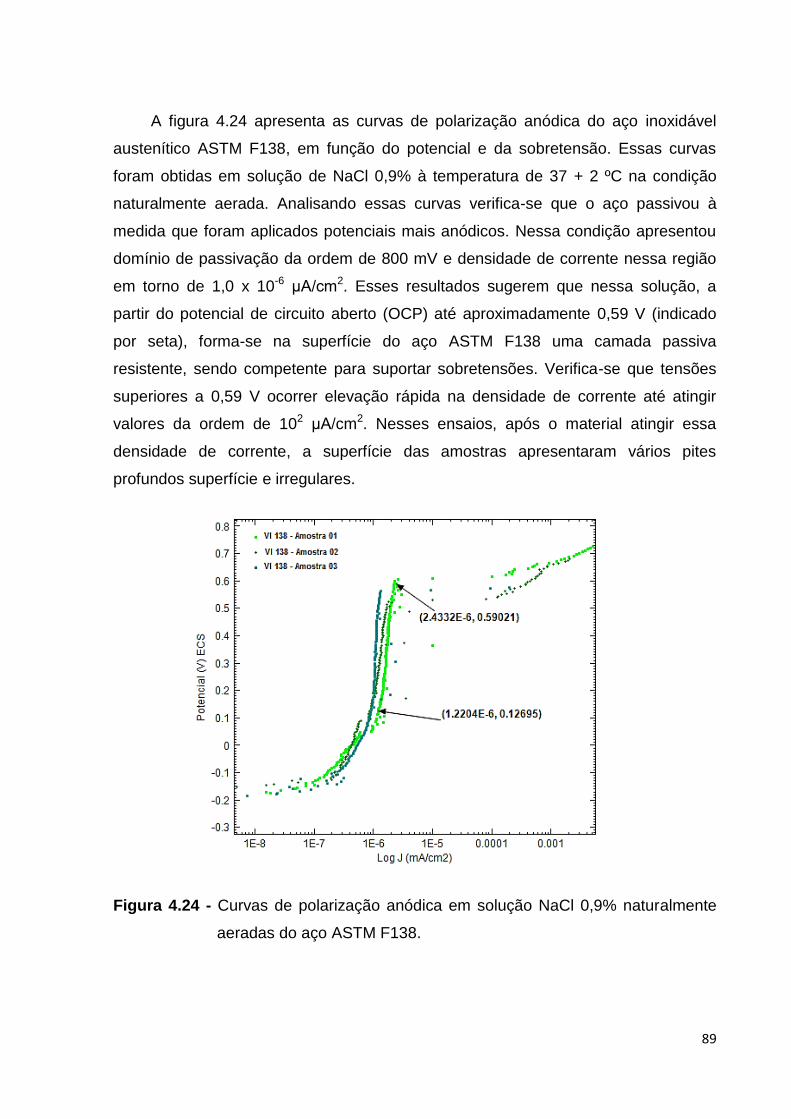
89
A figura 4.24 apresenta as curvas de polarização anódica do aço inoxidável
austenítico ASTM F138, em função do potencial e da sobretensão. Essas curvas
foram obtidas em solução de NaCl 0,9% à temperatura de 37 + 2 ºC na condição
naturalmente aerada. Analisando essas curvas verifica-se que o aço passivou à
medida que foram aplicados potenciais mais anódicos. Nessa condição apresentou
domínio de passivação da ordem de 800 mV e densidade de corrente nessa região
em torno de 1,0 x 10-6 μA/cm2. Esses resultados sugerem que nessa solução, a
partir do potencial de circuito aberto (OCP) até aproximadamente 0,59 V (indicado
por seta), forma-se na superfície do aço ASTM F138 uma camada passiva
resistente, sendo competente para suportar sobretensões. Verifica-se que tensões
superiores a 0,59 V ocorrer elevação rápida na densidade de corrente até atingir
valores da ordem de 102 μA/cm2. Nesses ensaios, após o material atingir essa
densidade de corrente, a superfície das amostras apresentaram vários pites
profundos superfície e irregulares.
Figura 4.24 - Curvas de polarização anódica em solução NaCl 0,9% naturalmente
aeradas do aço ASTM F138.

90
As curvas de polarização anódica dos aços ASTM F138, ASTM F1586 e
ASTM F2581 são mostradas na Figura 4.25. Essas curvas foram levantadas pelo
menos três vezes, com velocidade de varredura de 0,333 mV/s. Nessa solução os
aços passivaram de forma espontânea e os valores de Ecorr encontrados são
distintos: EASTM F2581 > EASTM F138 > EASTM F1586, esses resultados são mostrados na
Tabela 4.9.
Analisando as curvas de polarização em solução de NaCl 0,9%, verifica-se a
presença de picos de elevação da densidade de corrente (potenciais de pico), nos
potenciais de 0,073, 0,07 e 0,04 V, para os aços ASTM F2581, ASTM F1586 e
ASTM F138, respectivamente. Esses resultados representam alterações no filme
passivo, sugerindo quebra do filme passivo devido a espessura insuficiente, capaz
de suportar a sobretensão. Os aços ASTM F1586 e ASTM F2581, a partir das
tensões de pico até cerca de 1000 mV, apresentam uma região de grande
estabilidade, com baixas densidade de corrente, da ordem de 1,6 μA/cm2, sugerindo
passivação secundária com maior resistência do filme passivo [LÓPES et al., 2011].
A partir do potencial de 1000 mV, os aços ASTM F1586 e ASTM F2581 apresentam
elevação rápida e continua da densidade de corrente com a sobretensão. Em
relação ao aço ASTM F138, a densidade de corrente permaneceu em torno de 1,6
μA/cm2 até o potencial de aproximadamente 600 mV, acima desse valor a densidade
de corrente eleva-se rapidamente e atinge o valor de 102 μA/cm2.
Na Figura 4.25 mostra que os aços apresentaram diferentes domínios de
passivação, da ordem de 1000 mV para o ASTM F1586 e ASTM F2581 e, para o
ASTM F138 de aproximadamente 800 mV, esses domínios mostraram que a região
passivada está bem definida, principal característica dos aços que sofrem
passivação. O aço ASTM F138 mostrou suscetibilidade à corrosão por pites na
superfície, após os ensaios de polarização as amostras apresentaram-se com pites
largos e profundosl. Os resultados mostraram uma grande variabilidade na
resistência à corrosão por pites entre os aços, principalmente para os com
nitrogênio, ASTM F2581 e ASTM F1586, que suportaram maiores potenciais sem a
presença de pites.
A relação N/Ni, maior que 3,46, indicativo de aço alto teor de nitrogênio e
baixo níquel. No caso específico do aço ASTM F2581 o valor de N/Ni = 21,2, indica
que esse material tem como característica a passivação em baixas correntes

91
(BAYOUMI; GHANEM, 2005). A resistência à corrosão desse tipo de aço está
vinculada ao elevado teor de nitrogênio, molibdênio e manganês.
As curvas de polarização, sugerem que a presença de teores mais elevados
de molibdênio e manganês no ASTM F2581 têm efeito benéfico na formação do
filme passivo, esse resultado pode estar relacionado à resistência que o molibdênio
promove em meios ativos, por meio da estabilização do o íon Fe3+ no filme passivo e
na formação filmes insolúveis de Cr (0H)3 e Fe2(MoO4)3 (FENG et al., 2010). As
setas no potencial de 0,07 V e 0,954 V indicam o potencial de pico e do potencial de
elevação da densidade de corrente para o aço ASTM F2581 respectivamente. Em
potenciais anódicos superiores a 0,07V ocorre o fenômeno da repassivação do filme
passivo, de forma distinta do potencial de 1.05 V onde a elevação na densidade de
corrente. O potencial de 0,590 V, mostrado por seta verde, indica o potencial de
aumento rápido na densidade de corrente para o aço ASTM F138, até atingir o
potencial de pite, aquele cuja densidade de corrente igual a 102 μA/cm2.
.
Figura 4.25 - Curvas de polarização anódica em solução NaCl 0,9%, naturalmente
aerada, obtidas para os aços ASTM F138, ASTM F1586 e ASTM
F2581

92
Tabela 4.9 - Resultados das polarizações anódicas dos aços ASTM F2581, ASTM F1586 e ASTM F138, em solução NaCl 0,9%, naturalmente aerada a 37 + 2 ºC.
Aços pH Ecor (V)
(ECS)
Etrans (V)
(ECS)
Domínio de
Passivação
Epite - Ecorr (V)
j(A/cm2)
50mV acima Ecor
j(A/cm2)
100mV
acima Ecor
Aço ASTM F2581
ASTM F2581 - A1 8,4 - 0.162 0,920 1.082 2,103 E-7 2,880 E-7
ASTM F2581 - A2 8,4 - 0.153 0,925 1,078 2,145 E-7 2,860 E-7
ASTM F2581 - A3 8,4 -0.155 0,931 1,086 2,152 E-7 2,981 E-7
Média 8,4 -0,156 0,925 1,082 2,135 E-7 2,900 E-7
ASTM F1586
ASTM F1586- A1 8,4 - 0.163 0,894 1,057 1,181 E-7 2,497 E-7
ASTM F1586- A2 8,4 - 0.158 0,893 1,051 1,170 E-7 1,870 E-7
ASTM F1586- A3 8,4 -0.177 0,900 1,077 1,000 E-7 1,895 E-7
Média 8,4 -0,166 0,897 1,061 1,117 E-7 2,100 E-7
ASTM F138
ASTM F138- A1 8,4 - 0.175 0,571 0,765 1,800 E-7 2,893 E-7
ASTM F138- A2 8,4 - 0.151 0,583 0,730 1,909 E-7 2,957 E-7
ASTM F138- A3 8,4 -0.149 0,520 0,716 2,518 E-7 2,841 E-7
Média 8,4 -0,158 0,560 0,730 2,076 E-7 2,897 E-7

93
4.3.3 - Ensaios de Espectroscopia de Impedância Eletroquímica em Solução
SBF
No intuito de melhor caracterizar os processos envolvidos na formação do filme
passivo dos aços estudados foram empregadas medidas por espectroscopia de
impedância eletroquímica (EIE), no potencial de circuito aberto (OCP), os diagramas
de Nyquist e Bode são apresentados nas Figuras 4.26 e 4.27, respectivamente.
Os resultados dos ensaios por espectroscopia de impedância eletroquímica na
solução SBF são mostrados nas Figuras 4.26 e 4.27. A Figura 4.26 mostra os
diagramas de Nyquist, nas regiões de altas frequências as amostras apresentaram
comportamento similar, com valores das componentes real e imaginária da ordem de
kΩcm2. A partir das frequências intermediárias até as menores frequências, verifica-
se que os aços ASTM F1586 e ASTM F138 apresentaram maiores valores para Zreal
e Zimag, esse comportamento sugere que seu filme passivo mais capacitivo para
esses aços. Nesse intervalo de frequência, o comportamento do aço ASTM F2581
foi distinto dos aços ASTM F1586 e ASTM F138, seu filme passivo apresentou
desempenho capacitivo inferior, sugerindo que nessa condição, o filme passivo tinha
a presença de porosidades. Esses resultados sugerem que o ASTM F2581, nessa
condição tem filme passivo com características inferior aos aços ASTM F1586 e
ASTM F138, isto é menos capacitivo. Essa instabilidade inicial na formação do filme
passivo do ASTM F2581 causou oscilações na densidade de corrente em potenciais
superiores ao Ecorr até - 10 mV, esses resultados são mostrados na Figura 4.18.
As Figuras 4.27 (a) e (b) mostram os diagramas de impedância eletroquímica
na forma de Bode módulo e fase, esses diagramas foram obtidos nos potenciais de
circuito aberto após 1 hora de imersão na solução SBF para os três aços. A Figura
4.27 (a), mostra nas regiões de alta frequência (1 kHz a 100 kHz), onde o módulo de
Z é praticamente constante e o ângulo de fase ϕ encontra-se próximo de zero, essa
característica representa o comportamento resistivo da solução.
A Figura 4.27 (b) mostra uma larga faixa de frequências para os ângulos entre -
600 a -800, bem como um platô entre 10 Hz e 10-1 Hz, nessa região são encontrados
os maiores ângulos. Em conformidade com a literatura, esse comportamento está

94
associado aos aços inoxidáveis com filmes passivos. A existência de altos ângulos
em baixas e médias frequências é característica de matérias que formam filmes
passivos (PIERETTI; COSTA, 2013). Analisando o diagrama de Bode (ângulo de
fase), Figura 4.27 (b), verifica-se para o aço ASTM F138 no intervalo de frequência
entre 100 Hz a 100 kHz comportamento ligeiramente menos capacitivo em relação
aos aços ASTM F2581 e ASTM F1586, sugerindo aceleração nos processos de
transferência de carga na interface filme passivo e o eletrólito, o que poderia estar
relacionado ao seu baixo teor de nitrogênio. Em relação às regiões de baixa
frequência na Figura 4.27 (b), em torno de 0,5 Hz, nota-se uma diminuição
acentuada do ângulo de fase para os três aços, esse comportamento está
relacionado à existência de duas constantes de tempo que foram identificadas nos
ajuste dos dados experimentais por circuitos equivalentes, sugerindo ligeira
penetração na camada passiva dos aços inoxidáveis.
Figura 4.26 - Diagrama de impedância na forma de Nyquist em solução SBF,
naturalmente aerada, obtidas para os aços ASTM F138, ASTM
F1586 e ASTM F2581.

95
(a)
(b)
Figura 4.27 - Diagramas de impedância na forma de Bode Módulo (a) e Fase (b) em
SBF, naturalmente aerada, obtidas para os aços ASTM F138, ASTM
F1586 e ASTM F2581.
A Figura 4.28 mostra o diagrama de Nyquist do aço ASTM F2581 no OCP e
nas sobretensões de 400 mV e 800 mV na solução SBF. Observa-se que no
potencial de 400 mV o filme passivo com maior arco capacitivo, apresentando
evolução nos valores das impedâncias real e imaginária em relação ao OCP, esse
comportamento sugere que nesse potencial o filme passivo encontra-se mais
capacitivo indicando estar mais resistente em relação às condições no OCP. Esse
efeito sugere que os íons da solução SBF estão com adsorção dificultada sobre o
filme passivo, em função das características protetoras desse filme, principalmente
devido à formação de amônio.
No potencial de 800 mV, verifica-se comportamento distinto, apresentando arco
capacitivo menor do que a 400 mV, com valores de impedância real e imaginária
maiores que OCP e menores do que a 400 mV. Esse comportamento em 800 mV
indica que o filme passivo encontra-se menos capacitivo, sugerindo a presença de
defeitos na camada mais externa do filme passivo.

96
Figura 4.28 - Diagrama de impedância na forma de Nyquist em solução SBF,
naturalmente aerada, para o aço ASTM F2581 no potencial de
circuito aberto e em potenciais superiores.
As Figuras 4.29 e 4.30 mostra os diagramas de impedância experimentais e
simulados para o aço inoxidável ASTM F2581, diagrama de Nyquist e Bode (ângulo
de fase e módulo de impedância) respectivamente. As amostras foram imersas na
solução SBF e mantidas por 1 hora a fim de determinar o potencial de circuito
aberto, conforme Figura 4.12, logo em seguida foi realizado o ensaio de EIE.
Nessas figuras observa-se que os dados estão bem ajustados, apresentando
boa concordância com os valores experimentais, esses ajustes apresentaram
valores do qui-quadrado em torno de 10-5.

97
Figura 4.29 - Diagrama de impedância experimental e ajustado na forma de Nyquist
em solução SBF, naturalmente aerada, para o aço ASTM F2581.
(a)
(b)
Figura 4.30 - Diagramas de impedância experimentais e ajustados na forma de
Bode Módulo (a) e ângulo de Fase (b) em solução SBF,
naturalmente aerada, obtidas para o aço ASTM F2581.
A Figura 4.31 mostra o diagrama de Nyquist do aço ASTM F1586 no OCP e em
potenciais superiores de 300 mV e 700 mV na solução SBF. Observa-se que no
potencial de 300 mV o filme passivo tem maior arco capacitivo, apresentando
maiores valores para a impedância real e imaginária em relação ao OCP, esse
comportamento sugere que nesse potencial o filme passivo encontra-se mais
capacitivo indicando estar mais resistente em relação às condições no OCP. Esse
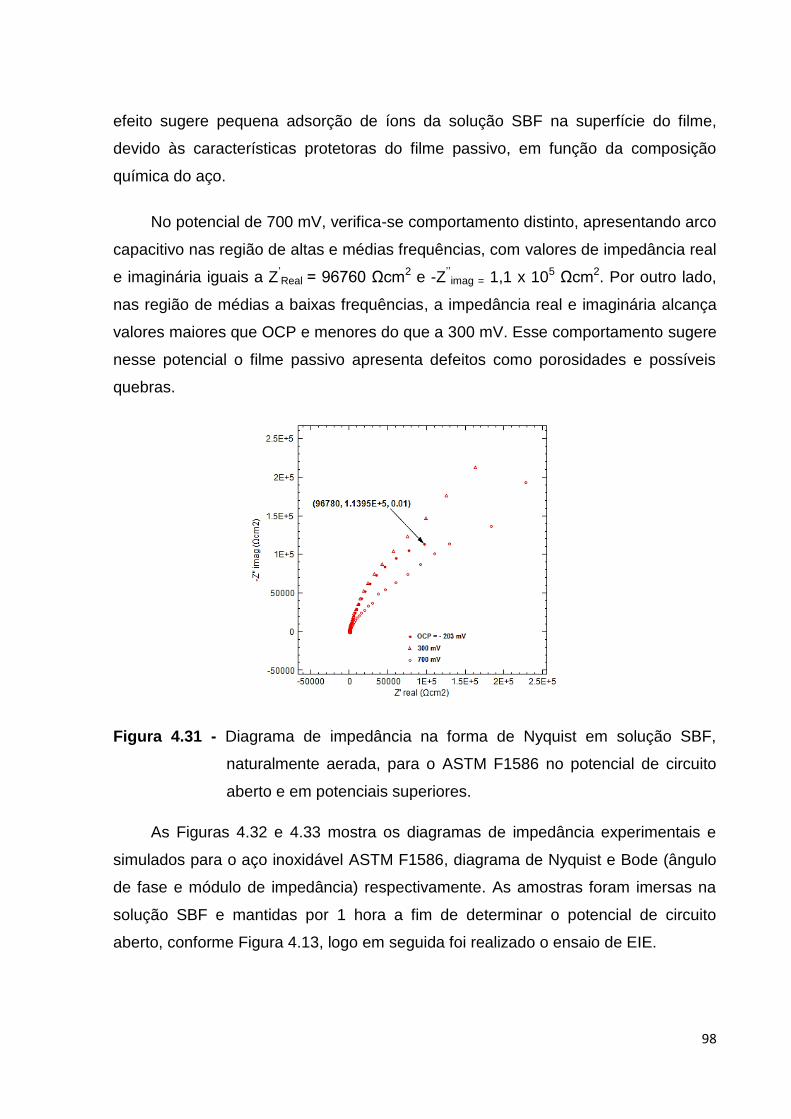
98
efeito sugere pequena adsorção de íons da solução SBF na superfície do filme,
devido às características protetoras do filme passivo, em função da composição
química do aço.
No potencial de 700 mV, verifica-se comportamento distinto, apresentando arco
capacitivo nas região de altas e médias frequências, com valores de impedância real
e imaginária iguais a Z’Real = 96760 Ωcm2 e -Z’’
imag = 1,1 x 105 Ωcm2. Por outro lado,
nas região de médias a baixas frequências, a impedância real e imaginária alcança
valores maiores que OCP e menores do que a 300 mV. Esse comportamento sugere
nesse potencial o filme passivo apresenta defeitos como porosidades e possíveis
quebras.
Figura 4.31 - Diagrama de impedância na forma de Nyquist em solução SBF,
naturalmente aerada, para o ASTM F1586 no potencial de circuito
aberto e em potenciais superiores.
As Figuras 4.32 e 4.33 mostra os diagramas de impedância experimentais e
simulados para o aço inoxidável ASTM F1586, diagrama de Nyquist e Bode (ângulo
de fase e módulo de impedância) respectivamente. As amostras foram imersas na
solução SBF e mantidas por 1 hora a fim de determinar o potencial de circuito
aberto, conforme Figura 4.13, logo em seguida foi realizado o ensaio de EIE.

99
Nessas figuras observa-se que os dados estão bem ajustados, apresentando
boa concordância com os valores experimentais, esses ajustes apresentaram
valores do qui-quadrado em torno de 10-5.
Figura 4.32 - Diagrama de impedância experimental e ajustado na forma de Nyquist
em solução SBF, naturalmente aerada, para o aço ASTM F1586.
(a)
(b)
Figura 4.33 - Diagramas de impedância experimentais e ajustados na forma de
Bode Módulo (a) e ângulo de Fase (b) em solução SBF,
naturalmente aerada, obtidas para o aço ASTM F1586.

100
A Figura 4.34 mostra o diagrama de Nyquist do aço ASTM F138 no OCP e nas
sobretensões de 300 mV e 600 mV na solução SBF. Observa-se que no potencial de
300 mV o filme passivo arco capacitivo um pouco maior em relação ao OCP,
apresentando valores superiores para a impedância real (Z’Real) e imaginária (-Z’’
imag),
esse comportamento sugere que nesse potencial o filme passivo encontra-se mais
capacitivo indicando estar mais resistente em relação às condições no OCP. Esse
efeito sugere que os íons da solução SBF estão parcialmente adsorvidos no filme
passivo devido as características protetoras do filme.
No potencial de 500 mV, verifica-se comportamento distinto, apresentando arco
capacitivo menor do que OCP, com valores de impedância real e imaginária
menores. Esse comportamento a 500 mV indica que o filme passivo encontra-se
menos capacitivo, sugerindo a presença de defeitos na camada mais externa do
filme passivo, esse resultado sugere que a partir desse potencial os defeitos
presentes aumentam até atingir o potencial de 600 mV, ponto inicia elevação
crescente da densidade de corrente até atingir valores iguais a 102 μA/cm2.
Figura 4.34 - Diagrama de impedância na forma de Nyquist em solução SBF,
naturalmente aerada, para o aço ASTM F138 no potencial de circuito
aberto e em potenciais superiores.

101
As Figuras 4.35 e 4.36 mostra os diagramas de impedância experimentais e
simulados para o aço inoxidável ASTM F1586, diagrama de Nyquist e Bode (ângulo
de fase e módulo de impedância) respectivamente. As amostras foram imersas na
solução SBF e mantidas por 1 hora a fim de determinar o potencial de circuito
aberto, conforme Figura 4.14, logo em seguida foi realizado o ensaio de EIE.
Nessas figuras observa-se que os dados estão bem ajustados, apresentando
boa concordância com os valores experimentais, esses ajustes apresentaram
valores do qui-quadrado em torno de 10-5.
Figura 4.35- Diagrama de impedância experimental e ajustado na forma de Nyquist
em solução SBF, naturalmente aerada, para o aço ASTM F138.

102
(a)
(b)
Figura 4.36- Diagramas de impedância experimentais e ajustados na forma de Bode
Módulo (a) e ângulo de Fase (b) em solução SBF, naturalmente
aerada, obtidas para o aço ASTM F138.
4.3.4- Ensaios de Espectroscopia de Impedância Eletroquímica em Solução NaCl 0,9%
Os ensaios por espectroscopia de impedância eletroquímica (EIE) foram
utilizados para investigar a interface eletrodo-eletrólito dos três aços inoxidáveis
austeníticos. Os resultados desses ensaios em NaCl 0,9% são mostrados nas
Figuras 4.37 e 4.38. A Figura 4.37 mostra os diagramas de Nyquist dos aços,
analisando os resultados em altas frequências verifica que as amostras
apresentaram arcos capacitivos com comportamento similar, com valores das
componentes real e imaginária da ordem de 20 kΩcm2. Nas regiões de médias a
baixas frequências as amostras dos aços ASTM F2581 e ASTM F1586
apresentaram aumento no arco capacitivo, sugerindo filme passivo mais capacitivo
em função dos altos valores das componentes Zreal e Zimag, da ordem de 100 kΩcm2.
Nessa região de frequências, a amostra do aço ASTM F138 apresentou menor arco
capacitivo, com menores valores de impedância, em torno de 70 kΩcm2, sugerindo
filme passivo tem menos protetor em relação aos outros aços.
103
Os diagramas de Bode (módulo de impedância e ângulo de fase) são
mostrados na Figura 4.37 (a) e (b). Nesses diagramas estão caracterizadas duas
regiões distintas: (a) a região de alta frequência (1 kHz a 100 kHz) onde o módulo Z
é praticamente constante e o ângulo de fase tem valores próximos a 00, essa
característica está associada com um comportamento resistivo, indicando a
resistência da solução; (b) na região de médias e baixas frequências o diagrama
módulo de Z tem inclinação negativa, enquanto que em intermediárias e baixas
frequências são encontrados altos ângulos (-600 a -800), esse resultado caracteriza
que os aços estão passivados nessa condição. De acordo com a literatura, esse
comportamento está associado a aços inoxidáveis com filmes passivos (PIERETTI;
COSTA, 2013). Na Figura 4.37 (a), nas regiões de baixas frequências o aço ASTM
F138 possui menores valores de impedância em relação aos aços ASTM F1586 e
ASTM F2581, indicando que esses aços apresentam melhor resposta do filme
passivo.
Analisando o diagrama de Bode (ângulo de fase), Figura 4.37 (b), verifica-se
para o aço ASTM F138 no intervalo de frequência entre 10 e 5 kHz comportamento
ligeiramente menos capacitivo em relação aos aços ASTM F2581 e ASTM F1586,
sugerindo aceleração nas reações interfaciais entre o filme passivo e o eletrólito. Em
relação às regiões de baixa frequência na Figura 4.37 (b), em torno de 0,5 Hz, nota-
se uma diminuição acentuada do ângulo de fase para os três aços, esse
comportamento está relacionado à existência de duas constantes de tempo que
foram identificadas nos ajuste dos dados experimentais por circuitos equivalentes,
sugerindo ligeira penetração na camada passiva dos aços inoxidáveis.

104
Figura 4.37 - Diagrama de impedância na forma de Nyquist em solução NaCl 0,9%,
naturalmente aerada, obtidas para os aços ASTM F138, ASTM F1586
e ASTM F2581.
(a)
(b)
Figura 4.38 - Diagramas de impedância na forma de Bode Módulo (a) e Fase (b) em
NaCl 0,9%, naturalmente aerada, obtidas para os aços ASTM F138,
ASTM F1586 e ASTM F2581.

105
A Figura 4.39 mostra o diagrama de Nyquist do aço ASTM F2581 no OCP e
nas sobretensões de 400 mV e 800 mV na solução NaCl 0,9%. Observa-se que no
potencial de 390 mV o filme passivo com maior arco capacitivo, apresentando
evolução nos valores das impedâncias real e imaginária em relação ao OCP, esse
comportamento sugere que nesse potencial o filme passivo encontra-se mais
capacitivo indicando estar mais resistente em relação às condições no OCP. Esse
efeito sugere que os íons da solução NaCl 0,9 % estão com adsorção dificultada
sobre o filme passivo, em função das características protetoras desse filme,
principalmente devido à formação de amônio.
No potencial de 800 mV, verifica-se comportamento distinto, apresentando arco
menos capacitivo, nas regiões de baixas a médias frequências, em relação ao arco
obtido em OCP. Por outro lado, nas região de médias a baixas frequências, a
impedância real e imaginária alcança valores maiores do que os levantados em OCP
e menores do que a 700 mV. Esse comportamento sugere nesse potencial o filme
passivo apresenta defeitos como porosidades e possíveis quebras que causam a
redução da capacitância em altas e médias frequências.
Figura 4.39 - Diagrama de impedância na forma de Nyquist em solução NaCl 0,9%,
naturalmente aerada, para o aço ASTM F2581 no potencial de circuito
aberto e em potenciais superiores.

106
As Figuras 4.40 e 4.41 mostra os diagramas de impedância experimentais e
simulados para o aço inoxidável ASTM F2581, diagrama de Nyquist e Bode (ângulo
de fase e módulo de impedância) respectivamente. As amostras foram imersas na
solução NaCl 0,9% e mantidas por 1 hora a fim de determinar o potencial de circuito
aberto, conforme Figura 4.19, logo em seguida foi realizado o ensaio de EIE.
Nessas figuras observa-se que os dados estão bem ajustados, apresentando
boa concordância com os valores experimentais, esses ajustes apresentaram
valores do qui-quadrado em torno de 10-5.
Figura 4.40 - Diagrama de impedância experimental e ajustado na forma de Nyquist
em solução NaCl 0,9%, naturalmente aerada, para o aço ASTM
F2581.

107
(a)
(b)
Figura 4.41 - Diagramas de impedância experimentais e ajustados na forma de
Bode Módulo (a) e ângulo de Fase (b) em solução NaCl 0,9%,
naturalmente aerada, obtidas para o aço ASTM F2581.
A Figura 4.42 mostra o diagrama de Nyquist do aço ASTM F1586 no OCP e em
potenciais superiores de 380 mV e 700 mV na solução SBF. Observa-se que no
potencial de 380 mV o filme passivo tem maior arco capacitivo, apresentando
maiores valores para a impedância real e imaginária em relação ao arco
determinado em OCP, esse comportamento sugere que nesse mais potencial
elevado o filme passivo encontra-se mais capacitivo indicando estar mais resistente
em relação às condições no OCP. Esse efeito sugere adsorção parcial de íons da
solução NaCl 0,9% no filme passivo, em função dos elementos cromo, níquel,
molibdênio e nitrogênio que promovem boas características protetoras do filme
passivo do ASTM F1586.
No potencial de 700 mV, verifica-se comportamento distinto, apresentando arco
capacitivo menor do que o determinado em OCP, na região de altas e médias
frequências. Por outro lado, nas região de médias a baixas frequências, a
impedância real e imaginária alcança valores maiores que OCP e menores do que a
700 mV. Esse comportamento sugere nesse potencial o filme passivo apresenta
defeitos como porosidades e possíveis quebras.

108
Figura 4.42 - Diagrama de impedância na forma de Nyquist em solução NaCl 0,9%,
naturalmente aerada, para o aço ASTM F1586 no potencial de circuito
aberto e em potenciais superiores.
As Figuras 4.43 e 4.44 mostra os diagramas de impedância experimentais e
simulados para o aço inoxidável ASTM F1586, diagrama de Nyquist e Bode (ângulo
de fase e módulo de impedância) respectivamente. As amostras foram imersas na
solução NaCl 0,9% e mantidas por 1 hora a fim de determinar o potencial de circuito
aberto, conforme Figura 4.20, logo em seguida foi realizado o ensaio de EIE.
Nessas figuras observa-se que os dados estão bem ajustados, apresentando
boa concordância com os valores experimentais, esses ajustes apresentaram
valores do qui-quadrado em torno de 10-5.

109
Figura 4.43 - Diagrama de impedância experimental e ajustado na forma de Nyquist
em solução NaCl 0,9%, naturalmente aerada, para o aço ASTM
F1586.
(a)
(b)
Figura 4.44 - Diagramas de impedância experimentais e ajustados na forma de
Bode Módulo (a) e ângulo de Fase (b) em solução NaCl 0,9%,
naturalmente aerada, obtidas para o aço ASTM F1586.
A Figura 4.45 mostra o diagrama de Nyquist do aço ASTM F138 no OCP e nas
sobretensões de 200 mV e 450 mV na solução SBF. Observa-se que no potencial de
200 mV o filme passivo arco capacitivo um pouco maior em relação ao OCP,
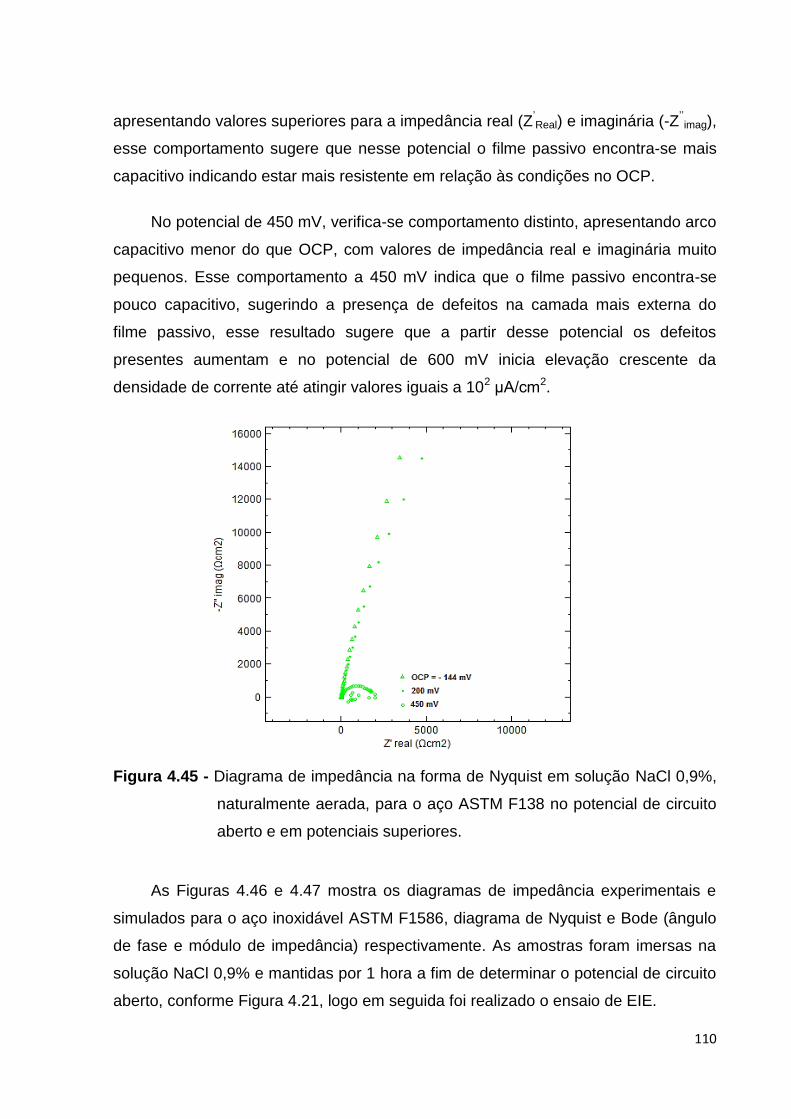
110
apresentando valores superiores para a impedância real (Z’Real) e imaginária (-Z’’
imag),
esse comportamento sugere que nesse potencial o filme passivo encontra-se mais
capacitivo indicando estar mais resistente em relação às condições no OCP.
No potencial de 450 mV, verifica-se comportamento distinto, apresentando arco
capacitivo menor do que OCP, com valores de impedância real e imaginária muito
pequenos. Esse comportamento a 450 mV indica que o filme passivo encontra-se
pouco capacitivo, sugerindo a presença de defeitos na camada mais externa do
filme passivo, esse resultado sugere que a partir desse potencial os defeitos
presentes aumentam e no potencial de 600 mV inicia elevação crescente da
densidade de corrente até atingir valores iguais a 102 μA/cm2.
Figura 4.45 - Diagrama de impedância na forma de Nyquist em solução NaCl 0,9%,
naturalmente aerada, para o aço ASTM F138 no potencial de circuito
aberto e em potenciais superiores.
As Figuras 4.46 e 4.47 mostra os diagramas de impedância experimentais e
simulados para o aço inoxidável ASTM F1586, diagrama de Nyquist e Bode (ângulo
de fase e módulo de impedância) respectivamente. As amostras foram imersas na
solução NaCl 0,9% e mantidas por 1 hora a fim de determinar o potencial de circuito
aberto, conforme Figura 4.21, logo em seguida foi realizado o ensaio de EIE.

111
Nessas figuras observa-se que os dados estão bem ajustados, apresentando
boa concordância com os valores experimentais, esses ajustes apresentaram
valores do qui-quadrado em torno de 10-5.
Figura 4.46 - Diagrama de impedância experimental e ajustado na forma de Nyquist
em solução NaCl 0,9%, naturalmente aerada, para o aço ASTM F138.
(a)
(b)
Figura 4.47 - Diagramas de impedância experimentais e ajustados na forma de
Bode Módulo (a) e ângulo de Fase (b) em solução NaCl 0,9%,
naturalmente aerada, obtidas para o aço ASTM F138.

112
A Tabela 4.10 apresenta os resultados das impedâncias real e imaginária
obtidos dos diagramas de impedância na forma de Nyquist em solução SBF,
naturalmente aerada. Nessa tabela verifica-se que os valores de Z’real e Z’’mag
aumenta para os três aços. Esses valores, para aço ASTM F138, foram
determinados nos seguintes potenciais: OCP, 300 mV e 500 mV. Nesses potenciais
para, pode-se verificar que o filme passivo do ASTM F138 fica menos resistente à
medida que os potenciais são aumentados, sugerindo a formação de defeitos nessa
camada ou não homogeneidade da superfície em relação a determinado elemento
químico. Em relação aos ASTM F1586, as impedâncias foram determinadas no
OCP, 300 mV e a 700 mV, Esses resultados aferem que o filme passivo do aço
ASTM F1586 tem melhores características em relação ao do ASTM F138, à medida
que são aplicados potenciais mais anódicos, nessas condições os valores das
impedâncias real e imaginária do ASTM F1586 são superiores ao do ASTM F138.
Esses resultados estão em conformidade com as curvas de polarização anódica,
Figura 4.18, onde pode-se constatar que nesses potenciais ASTM F1586 encontra-
se passivado e com baixos valores para as densidades de corrente. O aço ASTM
F2581 tem comportamento semelhante ao do ASTM F1586, com valores de
impedâncias da mesma ordem de grandeza, o que ressalta a eficiência do maior
teor de nitrogênio na estabilidade do filme passivo desses aços.
Tabela 4.10- Resultados das impedâncias real (Z’) e imaginária (Z’’) obtidas dos
diagramas de Nyquist, para os aços ASTM F138, ASTM F1586 e ASTM F2581 em
solução SBF, no potencial de circuito aberto e em potenciais mais anódicos.
Aço Frequência Impedâncias OCP
(Ω/cm2)
Impedâncias 300 mV
(Ω/cm2)
Impedâncias
500 mV - ASTM F138
700 mV - ASTM F1586 700
mV - ASTM F2581
(Ω/cm2)
Z’real -Z’’imag Z
’real -Z’’imag Z
’real -Z’’imag
ASTM F138 0,01 Hz 1,6 x 104
3,8 x 104 1,5 x 10
4 4,2 x 10
4 1,9 x 10
4 3,6 x 10
4
ASTM F1586 0,01 Hz 9,7 x 104 1,1 x 10
5 9,9 x 10
4 1,5 x 10
5 2,3 x 10
5 2,0 x 10
5
ASTM F2581 0,01 Hz 7,1 x 104 6,2 x 10
4 1,5 x 10
5 2,3 x 10
5 2,31 x 10
5 2,14 x 10
5

113
A Tabela 4.11 mostra os resultados das impedâncias real e imaginária obtidos
dos diagramas de impedância na forma de Nyquist em solução NaCl 0,9%,
naturalmente aerada. Nessa tabela verifica-se que os valores de Z’real e Z’’mag
aumenta para os ASTM F1586 e ASTM F2581, sugerindo comportamento
semelhante dos filmes passivos. Por outro lado, no potencial de 450 mV o ASTM
F138 teve desempenho inferior, face aos menores valores de impedância, cerca de
duas ordem de grandeza menor. Em relação ao aço ASTM F138, os valores das
impedâncias foram determinados no: OCP, 300 mV e 450 mV. Em relação ao aço
ASTM F1586, as impedâncias foram determinadas no OCP, 300 mV e a 700 mV,
Esses resultados confirmam que o filme passivo do aço ASTM F1586 tem melhores
características em relação ao do ASTM F138, à medida que são aplicados
potenciais mais anódicos. Esses resultados estão em conformidade com as curvas
de polarização anódica, Figura 4.25, onde pode-se verificar que nos potenciais da
ordem de 700 mV, esse aço encontra-se passivado e com baixos valores para as
densidades de corrente. O aço ASTM F2581 comportou-se de forma semelhante ao
do ASTM F1586, com valores de impedâncias da mesma ordem de grandeza, o que
ressalta a eficiência do maior teor de nitrogênio na estabilidade do filme passivo
desses aços.
Tabela 4.11 - Resultados das impedâncias real (Z’) e imaginária (Z’’) obtidas dos
diagramas de Nyquist, para os aços ASTM F138, ASTM F1586 e ASTM F2581 em
solução NaCl 0,9%, no potencial de circuito aberto e em potenciais mais anódicos.
Aço Frequência Impedâncias OCP
(Ω/cm2)
Impedâncias
200 mV - ASTM F138
380 mV - ASTM F1586
390 mV - ASTM F2581
(Ω/cm2)
Impedâncias
450 mV - ASTM F138
700 mV - ASTM F1586
700 mV - ASTM F2581
(Ω/cm2)
Z’real -Z’’imag Z
’real -Z’’imag Z
’real -Z’’imag
ASTM F138 0,01 Hz 7,7 x 104
7,0 x 104
1,8 x 105
1,7 x 105
1,9 x 103
1,7 x 102
ASTM F1586 0,01 Hz 1,2 x 105
1,0 x 105
1,3 x 105
2,3 x 105
2,0 x 105
1,4 x 105
ASTM F2581 0,01 Hz 1,2 x 105
1,0 x 105
2,6 x 105
2,2 x 105
2,0 x 105
1,5 x 105

114
4.3.5- Ajustes dos dados de Espectroscopia de Impedância Eletroquímica com
circuitos elétricos equivalentes.
Para um melhor entendimento da interface metal-solução foram propostos
circuitos equivalentes. Os dados experimentais foram ajustados em conformidade
com o circuito elétrico equivalente, mostrado na Figura 4.48, que melhor se
adaptaram aos resultados obtidos para as soluções SBF e NaCl 0,9%. Os melhores
ajustes foram feitos utilizando um elemento de fase constante (CPE) para a dupla
camada elétrica e para interface substrato filme. A qualidade dos ajustes foi
efetivada pelo qui-quadrado, χ2, que apresentou valores da ordem de 10-3. No
circuito proposto, Figura 4.48, onde Re corresponde à resistência da solução
(eletrólito), CPE1 representa a capacitância da camada mais externa do filme
passivo e R1 a resistência à transferência de cargas da região dos processos de
entre a interface filme passivo-eletrólito, camada mais externa do filme passivo. Os
elementos CPE2 e R2 correspondem à capacitância e a resistência da interface
substrato-filme passivo, camada mais interna do filme passivo (PIERETTI; COSTA,
2013). A Figura 4.49 mostra a representação esquemática dos elementos do circuito
ajustado nas regiões do filme passivo. Esse modelo físico, apresenta cada região
com seu respectivo elemento, isto é a região externa rica em oxido de ferro tem a
resistência R2 e o CPE1 e a região interna do filme a resistência R3 e o CPE2.
Os ensaios EIE foram realizados no potencial de circuito aberto após uma
hora de imersão das amostras nas soluções, os resultados sugerem o caráter duplex
do filme passivo formado, sendo a camada mais externa em contato com o eletrólito
rica em óxido de ferro e a camada mais interna formada próxima ao substrato rica
em óxidos de cromo e molibdênio (PIERETTI; COSTA, 2013; TERADA, et al., 2006;
TRETHEWEY; PATON, 2004; TAVEIRA, et al., 2010; POLO, et al., 2002, FENG, et
al., 2006; LÓPEZ, et al., 2010)

115
Figura 4.48 - Circuito equivalente proposto para ajuste dos dados experimentais para
caracterizar o filme passivo dos os aços: ASTM F138, ASTM F1586 e
P558, nas soluções SBF e NaCl 0,9%, após 1 hora de imersão.
Figura 4.49 - Representação esquemática do modelo físico utilizado para explicar o
comportamento eletroquímico dos aços nas soluções SBF e NaCl
0,9%.
4.3.5.1 - Ajustes dos dados de EIE com circuitos elétricos equivalentes em SBF
A Tabela 4.10 mostra os resultados dos ajustes realizados no software Nova
1.9 para as grandezas do circuito equivalente em solução SBF. Analisando esses
resultados, verifica-se que aço ASTM F2581 tem o menor valor de R2 e elevado
CPE2, esses valores indicam que nessas condições que a região interna do filme
passivo encontra-se menos protetora, sugerindo que houve penetração do eletrólito
nas pequenas irregularidades e poros do filme formado. Na região externa do filme

116
passivo, o aço ASTM F2581 possui CPE1 maior e R1 menor em relação aos outros
aços (ASTM F138 e ASTM F1586), sugerindo que a interface eletrólito- camada
externa do filme passivo menos resistente ao contato com as espécies agressivas.
Os resultados ajustados reforçam os obtidos nos diagramas de Nyquist, Figura 4.26,
onde verifica-se que o ASTM F2581 teve desempenho inferior aos aços ASTM
F1586 e ASTM F138, em função dos valores de impedância real e imaginário..
Esses resultados indicam que a contribuição da camada passiva para a
resistência à corrosão dos três aços é proporcionada principalmente pela camada
interna do filme, rica em cromo, face aos valores R2 encontrados na simulação. A
camada externa, rica em óxidos de ferro, tem importância secundária em função do
menores valores de R1.
Tabela 4.12 - Resultado dos parâmetros obtidos no ajuste nos componentes do circuito mostrados na figura 4.48, em solução SBF.
Re (Ωcm2) CPE1 (μFcm
-2) n1 R1 (kΩcm
2) CPE2 (μFcm-2
) n2 R2 (kcm2)
F138 15,7 77,3 0,945 39,2 0,38
0,830 186,0
F1586 14,0 59,0
0,900 91,0 4,0 0,786 200,0
F2581 14,8 70,0
0,900 30,0 20,0 0,820 120,0
4.3.5.2 - Ajustes dos dados de EIE com circuitos elétricos equivalentes em
NaCl 0,9%
A Tabela 4.11 mostra os resultados dos ajustes realizados no software Nova
1.9 para as grandezas do circuito equivalente em solução NaCl 0,9%. Os resultados
ajustados revelam comportamento distinto nessa solução, uma vez que o aço ASTM
F2581 apresentou valores de R2 maior e CPE1 semelhantes aos outros aços, o que
sugere comportamento mais resistivo, indicando que esse material tem filme passivo
mais resistente. Esses resultados estão em conformidade com os apresentados nos
diagramas de Nyquist, Figura 4.37, onde constatou-se que o ASTM F2581 obteve
melhores propriedades capacitivas. O valor de R1 para o ASTM F2581 foi maior que
o dos outros aços, esses resultados sugerem que a região externa do filme passivo,
rica em óxidos de ferro, é mais resistente para o ASTM F2581, sugerindo a

117
existência de menos defeitos que permitem o contato com agentes agressivos do
eletrólito.
Esses resultados indicam que a contribuição da camada passiva para a
resistência à corrosão dos três aços é proporcionada principalmente pela camada
interna do filme em função dos valores R2. A camada externa do filme passivo, teve
importância significativa na resistência à corrosão, principalmente par o ASTM
F2581, face ao valor de 164 kΩcm2 encontrado na silumação.
Tabela 4.13 - Resultado dos parâmetros obtidos no ajuste nos componentes do circuito mostrados na figura 4.48, em solução NaCl 0,9%.
Re (Ωcm2) CPE1 (μFcm
-2) n1 R2 (kΩcm
2) CPE2 (μFcm
-2) n2 R2 (kΩcm
2)
F138 16,6 76,7
0,894 100,0
42,0 0,976 60,0
F1586 17,0 45, 8 0,887 120 40,0 0,800 126,0
F2581 20,1 43,1
0,888 164
40,0
0,700 270,0
118
CAPITULO 5
CONCLUSÕES
- A microestrutura do material tem forte influência na resistência à corrosão. No caso
específico dos aços estudados, que têm microestrutura completamente austenítica,
sem a presença de fases intermetálicas, carbonetos e nitretos. A microestrutura de
cada aço aliada ao tamanho de grão são os fatores responsáveis pelo desempenho
corrosivo em cada solução.
- A composição química contendo elementos gamagênicos forma nos aços
microestrutura completamente austenítica e elava os valores do PREN. Em
particular, a microestrutura do ASTM F2581, apresentou bom desempenho
eletroquímico nas condições estudadas, face aos elevados domínios de passivação,
com características semelhantes ao ASTM F1586, tendo como grande vantagem o
ASTM F2581 a ausência de níquel e elevado teor de nitrogênio, a presença desse
elemento promoveu resultados favoráveis como estabilização da austenita e
aumento do PREN, bem como aumentou a resistência à corrosão por meio da
dissolução do nitrogênio em solução sólida intersticial. Além desses resultados, a
ausência de níquel reduz os custos do material e evita os efeitos adversos desse
elemento.
- Os resultados de Espectroscopia de Impedância Eletroquímica indicaram que a
formação do filme passivo dos aços tem forte influência do eletrólito. A camada
passiva do ASTM F2581 formada em NaCl 0,9% foi mais estável do que na solução
SBF. A composição da solução SBF mais complexa pode ter produzido uma camada
passiva mais defeituosa para o aço ASTM F2581 no OCP.
- Foram propostos circuitos equivalentes que levam em consideração o modelo de
camada duplex do filme passivo formado por uma camada interna compacta rica em
óxido de cromo e outra externa porosa rica em óxido de ferro. Nesses circuitos foram
utilizados um componentes R-CPE, o elemento de fase constante (CPE) representa
o desvio de um capacitor ideal em função dos defeitos presentes na camada
passiva.

119
- O teor de cromo presente composição química influenciou diretamente na
resistência à corrosão dos aços. A ação desse elemento em conjunto com o
nitrogênio promoveu ganhos significativos na corrosão do aço ASTM F2581 e nas
propriedades mecânicas.
- Os resultados encontrados nos ensaios de polarização anódica estão em
concordância com os de espectroscopia de impedância eletroquímica, bem como
PREN. Em relação a esses resultados, o aço ASTM F2581 apresentou maior valor
para o PREN, com maiores domínios de passivação nas soluções SBF e NaCl,
aliado elevados valores de impedância encontrados nos diagramas de Nyquist.
- As técnicas de preparo metalográfico, polimento e ataque eletrolítico devem ser
empregados a fim de revelar a microestrutura com melhor qualidade, em vez de
procedimentos manuais.
120
SUGETÕES PARA TRABALHOS FUTUROS
- Estudo detalhado da camada passiva dos aços ASTM F138, ASTM F1586 e ASTM
F2581 em soluções simuladoras de fluidos corporais por meio de técnicas ex-situ:
Espectroscopia de elétrons Auger (AES), Espectroscopia de fotoelétrons Excitados
por raios-X (XPS) e Feixe de íons localizado (FIB);
- Estudo detalhado da composição química da camada passiva em soluções
simuladoras de fluidos corporais;
- Análise dos produtos da corrosão dos aços ASTM F138, ASTM F1586 e ASTM
F2581 e sua citotoxicidade e carcinogênicidade;
- Adição de proteínas, como albumina e soro fetal bovino, às soluções estudadas a
fim de avaliar o comportamento eletroquímico dos três aços;
- Estudo da resistência à corrosão dos aços com revestimento superficial por
processo de deposição química por vapor PVD (Physical Vapour Deposition);
- Estudo da superfície dos aços inoxidáveis por Microscopia Eletrônica de Varredura
- SECM (Scanning Electrochemical Microscopy).
- Realizar de ensaios de fadiga e corrosão-fadiga em amostras dos aços.
- Analisar a composição química das soluções após os ensaios eletrolíticos com a
finalidade de verificar a presença dos elementos da matriz dissolvidos: níquel,
cromo, molibdênio e manganês.
- Estudar os três aços em condições distintas de ataque eletrolítico com ácido
oxálico.
- Analisar as inclusões presentes nos aços via EDS.

121
AGRADECIMENTOS ÀS INSTITUIÇÕES DE APOIO
Ao Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq).
A Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES).
A Fundação de Amparo à Pesquisa do Estado de Minas Gerais (FAPEMIG).
Ao Programa de Pós-Graduação em Engenharia Mecânica (PPMEC) e a
Universidade Federal de São João Del-Rei (UFSJ).
Ao Instituto Federal Sudeste de Minas Gerais - Campus Juiz de Fora e ao
Núcleo de Metalurgia.
A Escola de Minas da Universidade Federal de Ouro Preto (UFOP).
A Universidade Federal de Minas Gerais (UFMG).

122
REFERÊNCIAS BIBLIOGRÁFICAS
ABD EL MEGUID, E. A. Pitting corrosion behavior of AISI 316L steel in chloride
containing solutions, Bristish Corrosion Journal, vol. 33, nº 1, p. 42-48, 1998.
ASAMI, K.; HASHIMOTO, K. Importance of initial surface film in the degradation of
stainless steels by atmospheric exposure, Corrosion Science, vol. 45, p. 2263 –
2283, 2003.
ASSIS, S. L. Investigação da resistência à corrosão da liga Ti-13Nb-13Zr por meio
de técnicas eletroquímicas e de análise de superfície, Tese de Doutorado, Instituto
de Pesquisas Energéticas e Nucleares - USP, São Paulo, 2006.
ASSIS, S. L; WOLYNEC, S.; COSTA, I. Corrosion characterization of titanium alloys
by electrochemical techniques, Electrochimica acta, vol. 51, p. 1815-1819, 2006.
ALAMR, A; BAHR, D.F.; JACROUX, M. Effects of alloy and solution chemistry on the
fracture of passive films on austenitic stainless steel, Corrosion Science, vol. 48, p.
925–936, 2006.
ANDRADE, T. F.; KLIAUGA, A. M.; PLAUT, R. L.; PADILHA, A. F. Precipitation of
laves phases in 28%Cr-4%Ni-2%Mo-Nb superferritic stainless steel, Materials
Characterization, vol. 59, p. 503 – 507, 2008.
American Society for Metals, Corrosion: understanding the basics, edited for
Davis, J.R., 517 p., 2000.
American Society for Metals, ASM Handbook, Volume 1, Properties and selection:
Irons, Steels and High Performance Alloys, Specialty Steels and Heat-Resistant
Alloys, Wrought Stainless Steels, 2002.
AZUMA, S.; MIYUKI, H.; KUDO, T. Effect of alloying nitrogen on crevice corrosion of
austenitic stainless Steels, ISIJ International, vol. 36, nº 7, p. 793-798, 1996.
BABA, H.; KODAMA, T.; KATADA, Y. Role of nitrogen on the corrosion behaviour of
austenitic stainless Steels, Corrosion Science, vol. 44, p. 2393-2407, 2002.

123
BAYOUMI, F. M.; GHANEM, W. A. Effect of nitrogen on the corrosion behavior of
austenitic stainless steel in chloride solutions, Materials Letters, vol. 59, p. 3311 –
3314, 2005.
BHADESHIA, H. K. D. H.; HONEYCOMBE, R. Steels, Microstructure and
Properties, Butterworth-Heinemann, Linacre House, Jordan Hill, Oxford, 343 p.,
2006.
BONARA, P. L.; DEFLORIAN, F.; FEDRIZZI, L. Electrochemical impedance
spectroscopy as na tool for investigation underpaint Corrosion, Electrochimica
Acta, vol.41, p. 1053-1082, 1996.
BRETTLE, J. A survey of the literature on metallic surgical implants, Injury: The
British Journal of Accident Surgery, vol. 2, n.1, p. 26-39, 1970.
BUHAGIAR, J.; LI, X.; DONG, H. Formation and microstructural characterisation of
S-phase layers in Ni-free austenitic stainless steels by low-temperature plasma
surface alloying, Surface & Coatings Technology, vol. 204, p. 330–335, 2009.
BUHAGIAR, J.; QIAN, L.; DONG, H. Surface property enhancement of Ni-free
medical grade austenitic stainless steel by low-temperature plasma carburizing,
Surface & Coatings Technology, vol. 205, p. 388–395, 2010.
CÁCERES, D.; MUNUERA, C.; OCAL, C.; JIMÉNEZ, J. A.; GUTIÉRREZ, A.;
LÓPEZ, M. F. Nanomechanical properties of surface-modified titanium alloys for
biomedical applications, Acta Biomaterialia, vol. 4, p. 1545–1552, 2008.
CALLISTER, W. D. Jr. Ciência e Engenharia dos Materiais - Uma Introdução, Livros Técnicos e Científicos - LTC, 589 p., 2000. CASTRO, R.; CADENET, J. J. Welding Metallurgy of Stainless and Heat-
Resisting Steels, Cambridge University Press, 180 p., Great Britain, 1975.
CASTNER, D. G.; RATNER, B. D. Biomedical surface science: Foundations to
frontiers, Surface Science, vol. 500, p. 28–60, 2002.

124
CHOUBEY, A.; BALASUBRAMANIAM, R.; BASU, B. Effect of replacement of V by
Nb and Fe on the electrochemical and corrosion behavior of Ti–6Al–4V in simulated
physiological environment, Journal of Alloys and Compounds, vol. 381, p. 288–
294, 2004.
CREMASCO, A.; MESSIAS, A. D.; ESPOSITO, A. R.; DUEK, E. A. R.; CARAN, R.
Effects of alloying elements on the cytotoxic response of titanium alloys, Materials
Science and Engineering C, vol. 31, p. 833–839, 2011.
CRISTO, S. C. Modelagem matemática da condução de calor transiente e quase-
estacionária no processo de refusão por eletroescória, Dissertação de Mestrado,
Escola Politécnica da Universidade de São Paulo, São Paulo, 2008.
DELVAT, E.; GORDIN, D. M.; GLORIANT, T.; DUVAL, J. L.; NAGEL, M. D.
Microstructure, mechanical properties and cytocompatibility of stable beta Ti–Mo–Ta
sintered alloys, Journal of The mechanical Behavior of Biomedical Materials,
p. 34 5–351, 2008.
DISEGI, J. A.; ESCHBACH, L. Stainless Steel in Bone Surgery, Injury, International
Journal Care Injured, vol. 31, p. S-D2-6, 2000.
EBRAHIMI, N.; MOMENI, M.; KOSARI, A.; ZAKERI, M.; MOAYED, M. H. A
comparative study of critical pitting temperature (CPT) of stainless steels by
electrochemical impedance spectroscopy (EIS), potentiodynamic and potentiostatic
techniques, Corrosion Science, vol. 59, p. 96–102, 2012.
ESCRIBA, D. M.; MATERNA-MORRIS, E.; PLAUT, R. L.; PADILHA, A. F. Chi-phase
precipitation in a duplex stainless steel, Materials Characterization, vol. 60, p. 1214
– 1219, 2009.
FARIA, R. A., Efeito dos elementos de liga Ti e Ni no comportamento em fadiga de
aços inoxidáveis ferríticos utilizados em sistemas de exaustão de veículos
automotores, Tese de Doutorado, Rede Temática em Engenharia de Materiais,
UFOP - CETEC -UEMG, Minas Gerais, 2006.

125
FATHI, M. H.; SALEHI, M.; SAATCHI, A.; MORTAZAVI, V.; MOOSAVI, S. B. In vitro
corrosion behavior of bioceramic, metallic, bioceramic-metallic, coated stainless steel
dental implants, Dental Materials, vol. 19, p. 188-198, 2003.
FENG, Z.; CHENG, X.; DONG, C.; XU, L.; LI, X. Passivity of 316 L stainless steel
in borate buffer solution studied by Mott–Schottky analysis, atomic absorption
spectrometry and X-ray photoelectron spectroscopy, Corrosion Science, vol. 52,
p. 3646–365, 2010.
FERRANDINI, P. L.; RIOS, C. T.; DUTRA, A. T.; JAIME, M. A.; MEI, P. R.; CARAN,
R. Solute segregation and microstructure of directionally solidified austenitic stainless
steel, Materials Science and Engineering A, vol. 435–436, p. 139–144, 2006.
FINI, M.; NICOLI, A. N.; TORRICELLI, P.; GIAVARESI, G.; BORSARI, V.; LENGER,
H.; BERNAUER, J.; Giardino, R.; CHIESA, R.; CIGADA, A. new austenitic stainless
steel with negligible nickel content: an in vitro and in vivo comparative investigation,
Biomaterials, vol. 24, p. 4929–4939, 2003.
GIORDANI, E. J. Propriedades, microestruturas e mecanismo de nucleação de
trincas por fadiga de dois aços inoxidáveis utilizados como biomateriais, Tese de
Doutorado, UNICAMP, São Paulo, 2001.
GIORDANI, E. J.; FERREIRA, I.; BALANCIN, O. Propriedades mecânicas e de
corrosão de dois aços inoxidáveis austeníticos utilizados na fabricação de implantes
ortopédicos, Revista da Escola de Minas de Ouro Preto, vol. 60, nº1, p. 55-62,
2007.
GOTMAN, I. Characteristics of metal used in implants, Journal of Endourology, vol.
11, nº 6, p. 383-391, 1997.
GRABKE, H. J. The role of nitrogen in the corrosion of iron and steels , ISIJ
International, vol. 36, nº 7, p. 777-786, 1996.
GRAVILJUK, V. G. Nitrogen in iron and steel, ISIJ International, vol. 36, n. 7, p. 738-
745, 1996.

126
HASHIMOTO, K.; ASAMI, K.; KAWASHIMA, A.; HABAZAKI, H.; AKIYAMA, E. The
role of corrosion-resistant alloying elements in passivity, Corrosion Science, vol.
49, p. 42–52, 2007.
HANAWA, T. Metal ion release from metal implants, Materials Science and
Engineering C, vol. 24, p. 745–752, 2004.
HANNINEN, H.; ROMU, J.; ILOLA, R.; TERVO, J.; LAITINEN, A.; Effects of
processing and manufacturing of high nitrogen-containing stainless steels on their
mechanical, corrosion and wear properties, Journal of Materials Processing
Technology, vol 117, p. 424-430, 2001.
HENCH, L. L. Bioceramics: fron concept to clinic, Journal American Ceramic
Society, vol. 74, nº 7, p. 1487-1510, 1991.
HENCH, L. L, WILSON, J. Introduction to Bioceramics, Singapura: capítulo 1,
World Scientific, p. 1-23, 1993.
HENKE, S. L. Efeito da soldagem plasma pulsada na microestrutura e resistência à
fadiga de um aço inoxidável supermartensítico, Tese de Doutorado, Universidade
Federal do Paraná, Curitiba-Paraná, 2010.
HERMANAWAN, H.; RAMDAN, D.; DJUANSJAH, J. R. P. Capítulo 17, Metals for
Biomedical Applications, editado por FAZEL-REZAI, R., Biomedical Engineering -
Fron Theory to Applications, p. 411-430, InTech, 2011.
HERNÁNDEZ, J. W. C. Efeito da temperatura de solubilização e da concentração de
íons cloreto e sulfato sobre a resistência à corrosão por pite dos aços inoxidáveis
austeníticos 17Cr-6Mn-5Ni e UNS S30403, Dissertação de Mestrado, Escola
Politécnica da Universidade de São Paulo, São Paulo, 2012.
HILDEBRAND, H. F., BLANCHEMAIN, N., MAYER, G., CHAI, F., LEFEBVRE, M.,
BOSCHIN, F. Surface coatings for biological activation and functionalization of
medical devices, Surface & Coatings Technology, vol. 200, p. 6318–6324, 2006.
127
HONG, C.; TIE-SUO, D.; JUN, L.; XUE-SHAN, X.; JUN-LIANG, Z.; LAI-ZHU, J. A
New Economical Sigma-Free Duplex Stainless Steel 19Cr-6Mn-1.OMo-O.5Ni-0.5W-
0.5Cu-O.2N, Journal of Iron and Steel Research, International, vol. 18(4), p. 52-57,
2011.
IVES, M. B.; AKANO, U. G.; LU, Y. C.; RUIJIN, G.; SRIVASTAVA, S. C. Corrosion
behaviour of molybdenum-implanted stainless steel, Corrosion Science, vol. 31, p.
367-376, 1990.
IVES, M. B. Metallography of pitting corrosion, Materials characterization, vol. 28,
p. 257-270, 1992.
JACOBS, J. J., GILBERT, J. L., URBAN, R. M., Current concepts review: corrosion of
metal orthopaedic implants, The Journal of Bone and Joint Surgery, vol. 80A, nº 2,
p. 268-282, 1998.
JAIMES, R. F. V. V.; AFONSO, M. L. C. A.; ROGERO, S. O.; BARBOSA, C. A.;
SOKOLOWSKI, A.; AGOSTINHO, S. M. L Estudo eletroquímico comparativo do aço
ISO 5832-9 em diferentes meios de interesse biológico, Revista da Escola de
Minas, vol. 63(1), p. 167-172, 2010.
JAIMES, R. F. V. V.; AFONSO, M. L. C. A.; ROGERO, S. O.; AGOSTINHO, S. M. L;
BARBOSA, C. A. New material for orthopedic implants: Electrochemical study of
nickel free P558 stainless steel in minimum essential medium, Materials Letters, vol.
64, p. 1476–1479, 2010.
JARGELIUS-PETTERSSON, R.F.A. Electrochemical investigation of the influence of
nitrogen alloying on pitting corrosion of austenitic stainless steels, Corrosion
Science 30, p. 1639-1664, 1999.
JONES, R.; RANDLE, V. Sensitisation behaviour of grain boundary engineered
austenitic stainless steel, Materials Science and Engineering A, vol. 527, p. 4275–
4280, 2010.
KANNAN, S., BALAMURUGAN, A., RAJESWARI, S. Hydroxyapatite coatings on
sulfuric acid treated type 316L SS and its electrochemical behaviour in Ringer’s
solution, Materials Letters, vol. 57, p. 2382–2389, 2003.
128
KELLY, R. G. Capítulo 18, Pitting, editado: Robert Baboiam, Corrosion Tests and
Standards, segundo edição, ASTM international, p. 211-220, 2005.
KENDIG, M.; MANSFELD, F.; TSAI, S. Determination of the long term corrosion
behavior of coated steel with a.c. impedance Measurements, Corrosion
Science, vol. 23, p. 317-329, 1983.
KIM, J. S.; PEELEN, W. H. A.; HEMMES, K.; MAKKUS, R. C. Effect alloying
elements on the contact resistance and passivation behaviour of stainless steels,
Corrosion Science 44, p. 635-655, 2002.
KOCH, S.; BUSCHER, R.; TIKHOVSKI, I.; BRAUER, H.; RUNIEWISCZ, A.;
DUDZINSKI, W; FISCHER, A. Mechanical, chemical and tribological properties of
nickel-free high nitrogen steel X13CrMnMoN18-14-3 (1.4452), Materialwissenschaft
und werkstofftec, vol. 33, p. 705-715, 2002.
KORUDA, D.; HIROMOTO, S.; HANAWA, T.; KATADA, Y. Corrosion behaviour of
nickel-free high nitrogen austenitic stainless steel in simulated biological
enviroments, Materials Transactions, vol. 43, n. 12, p. 3100-3104, 2002.
KÖSTER, R.; VIELUF, D.; KIEHN, M.; SOMMERAUER, M.; KÄHLER, J.; BALDUS,
S.; MEINERTZ, T.; HAMM C. W. Nickel and molybdenum contact allergies in patients
with coronary in-stent restenosis, The Lancet ,vol. 356, p. 1895-1897, 2000.
KOKUBO, T.; TAKADAMA, H. How useful is SBF in predicting in vivo bone
bioactivity? Biomaterials, vol. 27, p. 2907–2915, 2006.
LEMONS, J. E.; LUCAS, L. C. Properties of Biomaterials, The Journal of
Arthroplasty, vol. 1, nº 2, p. 143-147, 1986.
LEE, J. B.; YOON, S. I. Effect of nitrogen alloying on the semiconducting properties
of passive films and metastable pitting susceptibility of 316L and 316LN stainless
steels Jae-Bong Lee, Materials Chemistry and Physics, v. 122, p. 194–199, 2010.

129
LI, H. B.; JIANG, Z. H.; ZHANG, Z. R.; CAO, Y.; YAN, Y. Intergranular corrosion
behavior of high nitrogen austenitic stainless steel, International Journal of
Minerals, Metallurgy and Materials, vol. 16, n. 6, p. 654, 2009.
LIMA, P. M. Caracterização de revestimentos de hidroxiapatita depositados por
aspersão térmica a plasma sobre a liga Ti-13Nb-13Zr para aplicação em implantes
dentários, Tese de Doutorado, Universidade Estadual de Campinas, São Paulo,
2004.
LISTER, T. E.; PINHEIRO, P. J. The effect of localized electric fields on the detection
of dissolved sulfur species from Type 304 stainless steel using scanning
electrochemical microscopy, Electrochimica Acta, vol. 48, p. 2371-2378, 2003.
LIU, X., CHU, P. K., DING, C. Surface modification of titanium, titanium alloys, and
related materials for biomedical applications, Materials Science and Engineering R
47, P. 49–121, 2004.
LLEWELLYN, D.T.; HUDD, R.C. Steels: Metallurgy and Applications, Butterworth-
Heinemann, Linacre House, Jordan Hill, Oxford, 381 p., 2004.
LIPPOLD, J. C.; KOTECKI, D. J. Welding metallurgy and weldability of stainless
steels, Wiley-Interscience, Hoboken, New Jersey, 353 p., 2005.
LIU, C.; BI, Q.; LEYLAND, A.; MATTHEWS, A. An electrochemical impedance
spectroscopy study of the corrosion behaviour of PVD coated steels in 0.5 N NaCl
aqueous solution: Part I. Establishment of equivalent circuits for EIS data modelling,
Corrosion Science, vol. 45, p. 1243–1256, 2003.
LO, K. H.; SHEK, C. H.; LAI, J. K. L. Recent developments in stainless steels,
Materials Science and Engineering R, vol. 65, p. 39–104, 2009.
LÓPEZ, D.; FALLEIROS, N. A.; TSCHIPTSCHIN, A. P. Effect of nitrogen on the
corrosion–erosion synergism in an austenitic stainless steel, Tribology
International, vol. 44, p. 610–616, 2011.
130
LOSS, H. B. Utilização de pós do desempoeiramento no ciclo produtivo da aciaria,
Dissertação de Mestrado, Centro Universitário do Leste de Minas Gerais, Coronel
Fabriciano, 2010.
LU, Y. C.; IVES, M. B.; CLAYTON, C. R. Synergism of alloying elements and
pitting corrosion resistance of stainless steels, Corrosion Science, vol. 35, nº 1-
4, p. 89-96, 1993.
MARTINI, E. M. A.; MULLER, I. D. Characterization of the film formed on iron in
borate solution by electrochemical impedance spectroscopy, Corrosion Science,
vol. 42, p. 443-454, 2000.
McGREGOR, D. B., BAAN, R. A., PARTENSKY, C., RICE, J. M., WILBOURN, J. D.
Evaluation of the carcinogenic risks to humans associated with surgical implants and
other foreign bodies - a report of an IARC Monographs Programme Meeting,
European Journal of Cancer, vol.36, p. 307-313, 2000.
McGUIRE, M., Stainless Steels for Design Engineers, American Society for Metals
International, Materials Park, Ohio, 285 p., 2008.
MAGNABOSCO, R. Influência da microestrutura no comportamento eletroquímico do
aço inoxidável UNS S31803 (SAF 2205), Tese de Doutorado, Escola Politécnica da
Universidade de São Paulo, São Paulo, 2001.
MENZEL, J.; KIRSCHNER, W.; STEIN, G. High nitrogen containing Ni-free austenitic
steels for medical aplications, ISIJ International, vo. 36, p. 893-900, 1996.
MORANT, C.; LÓPEZ, M. F.; GUTIÉRREZ, A.; JIMÉNEZ, J. A. AFM and SEM
characterization of non-toxic vanadium-free Ti alloys used as biomaterials, Applied
Surface Science, vol. 220, p. 79–87, 2003.
MORI, G.; BAUERNFEIND. D. Pitting and crevice corrosion of superaustenitic
stainless steels, Materials and Corrosion, vol. 55, n. 3, 2004.

131
MORONA, M. T. Ensaios eletroquímicos e influência da nitretação à plasma na
resistência à corrosão do aço inoxidável ISO 5832-1, Dissertação de Mestrado,
Universidade Tecnológica Federal do Paraná, Paraná, 2007.
MUDALI, U. K.; SHANKAR, P.; NINGSHEN, S.; DAYAL, R. K.; KHATAK, H. S.; RAJ,
B. On the pitting corrosion resistance of nitrogen alloyed cold worked austenitic
stainless steels, Corrosion Science, vol. 44, p. 2183–2198, 2002.
MUDALI, U.K; RAU, C. B.; RAJ, B. Intergranular corrosion damage evaluation
through laser scattering technique, Corrosion Science 48, p. 783–796, 2006.
MUÑOZ, A. I.; ANTÓN, J. G.; GUIÑÓN, J. L.; HERRANZ, V. P. Inhibition effect of
chromate on the passivation and pitting corrosion of a duplex stainless steel in LiBr
solutions using electrochemical techniques, Corrosion Science 49, p. 3200–3225,
2007.
NEWMAN, R. C.; SHAHRABI, T. The effect of alloyed nitrogen or dissolved
Nitrate ions on the anodic behaviour of Austenitic stainless steel in Hydrochloric
acid, Corrosion Science, v. 27, n. 8, p. 827-838, 1987.
NIINOMI, M. Recent metallic materials for biomedical applications, Metallurgical and
Materials Transactions A, vol. 33A, p. 477-486, 2002.
NIINOMI, M. Metallic Biomaterials, The Japonese Society for Artificial Organs,
vol. 11, p. 105-110, 2008.
NIINOMI, M.; NAKAI, M; HIEDA, J. Development of new metallic alloys for
biomedical applications, Acta Biomaterialia, article in press, 2012.
OLEFJORD, I.; WEGRELIUS, L. The influence of nitrogen on the passivation of
Stainless steels, Corrosion Science, vol. 38, n. 7, p. 1203-1220, 1996
OLSSON, C. O. A.; LANDOLT, D. Passive films on stainless steels - chemistry,
structure and growth, Electrochemica Acta, vol. 48, p. 1093-1104, 2003.
ORÉFICE, R. L., PEREIRA, M. M., MANSUR, H. S. Biomateriais: Fundamentos e
Aplicações, Cultura Médica, 531 p., Rio de Janeiro, 2006.

132
PARK, J. B.; BRONZINO, J. D. Biomaterials: principles and applications, CRC
Press, Boca Rator, 244 p., 2003.
PADILHA, A. F.; GUEDES, L. C. Aços inoxidáveis Austeníticos - Microestrutura e
Propriedades, Editora Hemus Ltda., 170 p., São Paulo, 1994.
PADILHA, A. F.; RIOS, P. R. Decomposition of austenite in austenitic stainless
Steels, ISIJ International, vol. 42, nº 4, p. 325-337, 2002.
PADILHA, A. F.; PLAUT, R. L.; RIOS, P. R. Capítulo 12, Stainless steels heat
treatment, editado: TOTTEN, G. E., Steel Heat Treatment Handbook. 2ª. ed.,
Taylor e Francis, p. 707-751, 2007.
PADHY, N.; NINGSHEN, S.; PANIGRAHI, B; K.; KAMACHI MUDALI, U. Corrosion
behaviour of nitrogen ion implanted AISI type 304L stainless steel in nitric acid
medium, Corrosion Science, vol. 52, p. 104–112, 2010.
PARVATHAVARTHINI, N.; MULKI, S.; DAYAL, R. K.; SAMAJDAR, I.; MANI, K. V.;
RAJ, B. Sensitization control in AISI 316L(N) austenitic stainless steel: Defining the
role of the nature of grain boundary, Corrosion Science, vol. 51, p. 2144–2150,
2009.
PICARD, S.; MEMET, J.B.; SABOT, R.; GROSSEAU-POUSSARD, J.L.; RIVIERE
J.P.; MEILLAND, R. Corrosion behaviour, microhardness and surface
characterization of low energy, high current ion implanted austenitic stainless steel,
Materials Science and Engineering A, vol. 303, p. 163–172, 2001.
PICKERING, F. B. Relationship Between Microstructure and Properties in
Stainless Steels, MiCon 78: Optimization of Processing, Properties, and Service
Performance Through Microstructural Control, ASTM STP 672, Halle Abrams, G. N.
Maniar, D. A. Nail, and H. D. Solomon, Eds., American Society for Testing and
Materials, p. 263-295, 1979.
PICKERING, F. B. Physical Metallurgy and Design of Steels, Applied Science
Publishers LTD, 269 p., England, 1983.

133
PIERETTI, E. F.; COSTA, I. Surface characterisation of ASTM F139 stainless steel
marked by laser and mechanical techniques, Electrochimica Acta, Article in Press,
2013.
POLO, J. L.; CANO, E; BASTIDAS J. M. An impedance study on the influence of
molybdenum in stainless steel pitting corrosion, Journal of Electroanalytical
Chemistry, vol. 537, p. () 183-187, 2002.
PORTER, D. A., EASTERLING, K. E. Phase transformations in metals and alloys,
Chapman & Hall, 510 p., London, 1992.
QVARFORT, R. Critical pitting temperature measurements of stainless steels
with an improved electrochemical method, Corrosion Science, vol. 29, n. 8, p.
987-993, 1989.
RAMANATHAN, L. V. Corrosão e seu controle, Editora Hemus, São Paulo, 339 p.,
1988.
RATNER, B. D., 2004, "A History of Biomaterials". In: Ratner, B.D., Hoffman, A.S.,
Schoen, F.J., Lemos, J.E. (eds), Biomaterials Science: An Introduction to
Materials in Medicine, Elsevie Academic Press, 2 ed. 2004.
RECLARU, L.; LERF, R.; ESCHLER, P.Y J.; MEYER, M. Corrosion behavior of a
welded stainless-steel orthopedic implant, Biomaterials, vol. 22, p. 269-279, 2001.
RECLARU, L.; ZIEGENHAGEN, R.; ESCHLER, P. Y.; BLATTER. A.; LEMAÎTRE, J.
Comparative corrosion study of “Ni-free” austenitic stainless steels in view of medical
applications, Acta Biomaterialia, vol. 2, p. 433–444, 2006.
REN, Y.; WAN, P.; LIU, F.; ZHANG, B.; YANG, K. In vitro Study on a New High
Nitrogen Nickel-free Austenitic Stainless Steel for Coronary Stents, Journal
Materials Science Technology, vol. 27, n. 4, p. 325-331, 2011.
RESENDE, C. X. Estudo teórico - experimental de duas soluções pra testes de
bioatividade e revestimento de metais, Dissertação de Mestrado, UFRJ, Rio de
Janeiro, 2007.

134
RESENDE, C. X.; PLATT, G. M.; BASTOS, I. N.; SOARES, G. D. A. Estudo teórico e
experimental da solução avaliadora de bioatividade (SAB), Revista Matéria, vol. 12,
nº2, p. 358-366, 2007.
ROACH, M. D.; WRIGHT, S. I.; LEMONS, J. E.; ZARDIACKAS L.D. An EBSD based
comparison of the fatigue crack initiation mechanisms of nickel and nitrogen-
stabilized cold-worked austenitic stainless steels, Materials Science & Engineering
A, Author's Accepted Manuscript, 2013.
ROCHA, B. A. D. Desenvolvimento do processo de produção de próteses em
ligas de Titânio, Dissertação de Mestrado, Faculdade de Engenharia da
Universidade do Porto, Portugal, 2010.
ROFFEY, P. Case study: Failure of a high nitrogen stainless steel femoral stem,
Engineering Failure Analysis, vol. 20, p. 173–182, 2012.
RONDELLI, G.; TORRICELLI, P.; FINI, M.; GIORDINO, R. In vitro corrosion study by
EIS of nickel-free stainless steel for orthopaedic applications, Biomaterials, vol. 25,
p. 739-744, 2005.
ROSA, S.; BARBOSA, P. F.; BUTTON, S. T.; BERTAZZOLI, R. In-vitro corrosion
resistance study of hot worked TI-6Al-7Nb alloy isotonic medium, Brazilian Journal
of Chemical Engineering, vol. 18, n. 1, p. 47-59, 2001.
SALAHINEJAD, E.; HADIANFARD, M. J.; GHAFFARI, M.; AMINI; R.; BAGHERI
MASHHADI, SH.; OKYAY, A. K. Microstructural characterization of medical-grade
stainless steel powders prepared by mechanical alloying and subsequent annealing,
Advanced Powder Technology, vol. 24, p. 605–608, 2013.
SANTOS, A. R. Análise por impedância eletroquímica “ON-LINE” de conjuntos
eletrodo/membrana (MEA) de células a combustível a membrana polimérica
(PEMFC), Tese de Doutorado, Instituto de Pesquisas Energéticas e Nucleares -
USP, São Paulo, 2007.

135
SARTOWSKA, S.; PIEKOSZEWSKI, J.; WALIŚ, L.; SENATORSKI, J.; BARLAK, M.;
STAROSTA, W.; POCHRYBNIAK, C.; POKORSKA, I. Improvement of tribological
properties of stainless steel by alloying its surface layer with rare earth elements
using high intensity pulsed plasma beams, Surface & Coatings Technology, vol.
205, S124–S127, 2011.
SATO, N. An Overview on the passive of metals, Corrosion Science, vol. 31, p. 1-
19, 1990.
SEDRIKS, A. J. Corrosion of Stainless Steel. The Eletrochemical Society, 2ª ed.,
New York, Wiley-Interscience Publication, 1996.
SERNA-GIRALDO, C. A. Resistência à corrosão intergranular do aço inoxidável
ferrítico UNS S43000: Avaliação por método de reativação eletroquímica, efeito
do tratamento isotérmico e mecanismo de sensitização, São Paulo, Tese de
Doutorado, USP, 2006.
SILVA, A. L. V. C., MEI, P. R. Aços e Ligas Especiais, 3ª Edição, Editora Edgard
Blucher, 646 p., São Paulo, 2010.
SIMMONS, J. W. Overview: high-nitrogen alloying of stainless Steels, Materials
Science and Engineering A, vol. 207, p. 159- 169, 1996.
SCHNEIDER, S. G. Obtenção e caracterização da liga ti-13nb-13zr para
aplicação como biomaterial, São Paulo, Tese de Doutorado, IPEN, 2001.
SCHULTZE, J. W.; LOHRENGEL, M. M. Stability, reactivity and breakdown of
passive films. Problems of recent and future research, Electrochimica Acta, vol. 45
p. 2499–2513, 2000.
SOKEI, C. R. Influência do envelhecimento na microestrutura e propriedades
mecânicas do aço inoxidável ISO 5832-9, São Paulo, Tese de Doutorado,
UNICAMP, 2007.
SONG, SH.; SONG, W.; FANG, ZH. The improvement of passivity by ion
implantation, Corrosion Science, vol. 31, p. 395-400, 1990.

136
STELLA, J., CEREZO, J., RODRÍGUEZ, E. Characterization of the sensitization
degree in the AISI 304 stainless steel using spectral analysis and conventional
ultrasonic techniques, NDT&E International, vol. 42, p. 267–274, 2009.
SOURISSEAU, T.; CHAUVEAU, E.; BAROUX, B. Mechanism of copper action on
pitting phenomena observed on stainless steels in chloride media, Corrosion
Science, vol. 47, p. 1097–1117, 2005.
SUNDERMAN, F. W. J. Carcinogenicity of Metal Alloys in Orthopedic Prostheses:
Clinical and Experimental Studies, Fundamental and Applied Toxicology, vol. 13,
p. 205-216, 1989.
SUMITA, M.; Hanawa, T.; Teoh, S. H. Development of nitrogen-containing nickel-free
austenitic stainless steels for metallic biomaterials—review, Materials Science and
Engineering C, vol. 24, p. 753–760, 2004.
TALHA, M.; BEHERA, C. K.; SINHA, O. P. A review on nickel-free nitrogen
containing austenitic stainless steels for biomedical applications, Materials Science
and Engineering C, vol. 33, p. 3563–3575, 2013.
TAVEIRA, L. V.; MONTEMOR, M. F.; CUNHA BELO, M.; FERREIRA, M. G.; DICK,
L. F. P.; Influence of incorporated Mo and Nb on the Mott–Schottky behaviour of
anodic films formed on AISI 304L, Corrosion Science, vol. 52, p. 2813–2818, 2010.
TERADA, M.; ANTUNES, R. A.; PADILHA, A. F.; MELO, H. G.; COSTA, I.
Comparison of the Corrosion Resistance of DIN W. Nr. 1.4970 (15%Cr-15%Ni-
1.2%Mo-Ti) and ASTM F-138 (17%Cr-13%Ni-2.5%Mo) Austenitic Stainless Steels for
Biomedical Applications, Materials Research, Vol. 9, n. 3, p. 281-286, 2006.
TERADA, M.; ANTUNES, R. A.; PADILHA, A. F.; COSTA, I. Corrosion resistance of
three austenitic stainless steels for biomedical applications, Materials and Corrosion,
Vol. 58, n. 10, 2007.
TERADA, M. Corrosão de aços inoxidáveis avançados em meios fisiológicos,
São Paulo, Tese de Doutorado, IPEN, 2008.

137
THOMANN, U. I.; UGGOWITZER, P. J. Wear–corrosion behavior of biocompatible
austenitic stainless steels, Wear, vol. 239, p. 48–58, 2000.
TOO, C. H. Sensitization of austenitic stainless steels, Department of Materials
Science and Metallurgy, University of Cambridge, 56 p., Dissertação (Mestrado),
Cambridge, 2002.
TRETHEWEY, K. R.; PATON, M. Electrochemical impedance behaviour of type 304L
stainless steel under tensile loading, Materials Letters, vol. 58, p. 3381–3384, 2004.
TSAI, W. T.; REYNDERS, B.; STRATMANN, M.; GRABKE, H. J. The effect of
applied potential on the stress Corrosion cracking behavior of high Nitrogen
steels, Corrosion Science, v. 34, n. 10, p. 1647-1656, 1993.
SALAHINEJAD, E.; HADIANFARD, M. J.; GHAFFARI, M.; AMINI; R.; BAGHERI
MASHHADI, SH.; OKYAY, A. K. Microstructural characterization of medical-grade
stainless steel powders prepared by mechanical alloying and subsequent annealing,
Advanced Powder Technology, vol. 24, p. 605–608, 2013.
SZLARSKA-SMIALOWSKA, Z. Pittinng Corrosion of Metals, National Association
of Corrosion Engineers (NACE), Houston, 1986.
YANG, H., YANG, K., ZHANG, B. Pitting corrosion resistance of La added 316L
stainless steel in simulated body fluids, Materials Letters, vol. 61, p. 1154-1157,
2007.
YOO, O; OH, Y. J.; LEE B-S.; NAN, S. W. The effect of the carbon and nitrogen
contents on the fracture toughness of Type 347 austenitic stainless steels, Materials
Science and Engineering A, vol. 405, p. 147–157, 2005. Esta na pasta artigo de
julho Biomateriais.
VACH, M.; KUNÍKOVÁ, T.; DOMÁNKOVÁ, M.; SEVC, P.; CAPLOVIC, L.; GOGOLA,
P.; JANAVEC, J. Evolution of secondary phases in austenitic stainless steels during
long-term exposures at 600, 650 and 800 °C, Materials Characterization, vol. 59, p.
1792 – 1798, 2008.

138
VOORT, V. Metallography: Principles and Practice, Materials Park, OH, USA, American
Society for Metals, 1999.
XIE, J.; ALPAS, A. T.; NORTHWOOD, D.O. A mechanism for the crack initiation of
corrosion fatigue of Type 316L stainless steel in Hank’s solution, Materials
Characterization, vol. 48, p. 271– 277, 2002.
WOLYNEC, S. Técnicas eletroquímicas em corrosão, Universidade Federal de
São Paulo, São Paulo, 2003.