-
moldesAOS
para
-
Aspectos da Fabricao de Moldes
Os processos de usinagem e polimento podem consumir at 80% do
recurso total de fabricao de moldes e matrizes. E, para o caso
de moldes que possuem longos tempos de utilizao e dificilmente
chegam ao fim de vida, podem ser considerados os principais
itens
ligados ao custo final do molde.
Dentre os processos convencionais de usinagem de uma cavidade, o
fresamento
aquele responsvel pela fabricao de superfcies complexas. Vrios
aspectos
devem ser considerados, como: os parmetros de corte, o material
a ser
usinado, a ferramenta de corte, a estratgia de corte e os
recursos tecnolgicos
disponibilizados pela mquina/ferramenta.
Outro ponto fundamental na fabricao de moldes so os processos
de
acabamento, principalmente o polimento e a texturizao. O
documento a seguir
refere-se a algumas consideraes bsicas de modo a facilitar as
operaes de
fabricao de cavidades.
No processo de fresamento, necessrio o
conhecimento de tcnicas para a minimizao
do desgaste de flanco e de controle de vibraes,
de modo a evitar avarias.
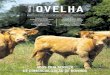
O sentido de corte pode ser realizado tanto no
modo concordante quanto no discordante. No
fresamento concordante, o movimento de corte
e de avano tem o mesmo sentido, enquanto que
no discordante no (ver Figura ao lado).
Velocidade de corte (vc) influencia no desgaste da ferramenta de
corte, pois amplifica as condies de atrito, aumentando a
temperatura na zona de corte, levando desde a fenmenos
relacionados difuso at problemas relacionados a choques de
origem trmica e/ou mecnica.
Avano por dente (fz) com o aumento do avano por dente ocorrem
maiores solicitaes mecnicas, aumentando a
deflexo da ferramenta. Com baixo avano ocorre um aumento
do percurso usinado pelo gume, provocando elevado desgaste
de
flanco. Objetiva-se sempre a busca da condio intermediria.
Profundidade de corte axial (ap) responsvel direta pelo aumento
da potncia de corte, limitando o processo de
desbaste.
Profundidade de corte radial (ae) grandes incrementos radiais
(>50% do dimetro da ferramenta) aumentam o percurso
usinado para cada gume. No entanto, melhoram a caracterstica
de impacto, direcionando o esforo para dentro da ferramenta.
O
caso contrrio ocorre para condies de engajamento pequeno
(
-
A classificao Baixa, Baixa para Mdia, Mdia, Mdia para Alta e
Alta so orientativas, servindo como um guia comparativo apenas para
este grupo de aos.* Devido necessidade de rompimento da camada
passivadora (materiais inoxidveis), recomendada a utilizao de
processo de nitretao por via inica (sob plasma).
AOS PARA MOLDES UTILIZADOS NA INDSTRIA DE PLSTICOS E DE
VIDROS
VILLARES VP20ISO VP20ISOF VP20ISOFS VP50IM VP100 N2711M VH13IM
VP420IM V630 VIMCOR
SIMILARES Wnr 1.2738 Wnr 1.2311 Wnr 1.2312 SEM SIMILAR SEM
SIMILAR Wnr 1.2711 MOD. AISI H13 Wnr 1.2344AISI 420
Wnr 1.2083AISI 630
~WNr 1.4548SEM SIMILAR
COMPOSIOQUMICA (%)
C 0,36 - Mn 1,60Cr 1,80 - Mo 0,20
Ni 0,70
C 0,36 - Mn 1,60Cr 1,80 - Mo 0,20
C 0,36 - Mn 1,60Cr 1,80 - Mo 0,20
S 0,06
C 0,15 - Cu 1,00Ni 3,00 - Mo 0,30Al 1,00 - S 0,10
Cr - Ni - MnC 0,56 - Mn 0,70Cr 0,70 - Mo 0,30Ni 1,65 - V
0,075
C 0,40 - Si 1,00Cr 5,20 - Mo 1,50
V 0,90 P 0,015 mx S 0,003 mx.
C 0,40 - Si 0,80Cr 13,5 - V 0,25
C 0,035 - Cr 15,40 - Ni 4,40 - Cu 3,50 - Nb+Ta
0,25
C 0,05 - Mn2,5 Cr 12 - Si 0,4 - S 0,1
CARACTERSTICAS
Ao fornecido no estado beneficiado. Possui boa polibi-lidade e
resposta texturizao. Possui usinabilidade mel-horada por
trata-mentos especiais de aciaria. Para mel-horia da resistncia ao
desgaste pode ser nitretado ou ce-mentado.
Ao fornecido no estado beneficiado. Possui boa polibilidade e
resposta texturizao e a mesma melhoria de usinabili-dade do
VP20ISO. Para melhoria da resistncia ao desgaste pode ser nitretado
ou cementado.Recomendado para bar-ras/blocos com espes-suras
menores que 600 mm.
Ao fornecido no estado beneficiado. tima usi-nabilidade. Boa
resposta nitretao. No reco-mendado para peas que requerem processos
de texturizao, cromao e elevada polibilidade.
Ao-ferramenta para moldes desenvolvido especialmente para ser
endurecido por tratamento trmico de envelhecimento, com resistncia
superior do ao VP20. Possui ex-celentes propriedades de polimento e
texturizao. Apresenta excelente soldabildade.
Ao elaborado sob desgasei-ficao a vcuo, de usinabi-lidade
melhorada atravs de tratamento das incluses ao Clcio. Os principais
beneficios so: alta uniformidade de du-reza, com variao inferior a
2 HRC ao longo de toda seo transversal da pea. Excelente
soldabilidade. Alta polibilidade (exceto grau espelhado) e alta
reprodutividade de desempen-ho e confeco.
Ao fornecido no estado beneficiado. Possui boa polibilidade e
resposta texturizao. Para melhoria da resistncia ao desgaste pode
ser nitretado ou cementado. Devido alta dureza de fornecimento so
ne-cessrios cuidados para a usinagem, especial-mente a furao.
A o - fe r ra m e n ta utilizado para apli-caes em moldes quando
se desejar durezas superiores s dos aos VP20 e VP50. Possui
ex-celente capacidade de polimento.
Ao inoxidvel aps tmpera e revenimen-to. Possui como van-tagem
principal uma elevada resistncia corroso, que permite o trabalho em
ambi-entes midos.
Ao inoxidvel endurecvel por precipitao. Possui ex-celentes
propriedades de: - Estabilidade dimensional e de forma;-
Soldabilidade;- Resistncia corroso; Polibilidade e resposta
tex-turizao.
Aos inoxidvel res-sulfurado, fornecido no estado beneficiado.
Possui excelente de-sempenho em usina-gem e principalmente em furao
profunda.Propriedades:- Excelente usinabilidade- Excelente
soldabilidade- Boa resistncia a cor-roso;- Homogeneidade de
dureza;
ESTADO DEFORNECIMENTO
Temperado e Revenido
(30 - 34 HRC)
Temperado e Revenido(30 - 34 HRC)
Temperado e Revenido(30 - 34 HRC)
Solubilizado e Envelhecido (40 - 42 HRC) ou
Solubilizado (330 HB mx.)
Fornecido beneficiado(285 a 321 HB)
Temperado eRevenido
(38 - 42 HRC)
Recozido(235 HB mx.)
Recozido (mx.200 HB) ou Temperado
e Revenido (30 - 34 HRC)
Solubilizado (mx.38 HRC) ou Solubilizado e
Envelhecido (mx.40 HRC)
Beneficiado: (290 - 330 HB)
TRATAMENTOTRMICO INDICADO
- - -Realizar Envelhecimento (no caso de fornecimentono estado
solubilizado).
- -Tmpera e
Revenimento
Tmpera e Revenimento (para o
material recozido)
Realizar Envelhecimento (no caso de fornecimento no estado
solubilizado).
-
FAIXA USUAL DEDUREZA DO MOLDE
28 - 37 HRC 28 - 37 HRC 28 - 37 HRC 38 - 42 HRC 30 - 34 HRC 38 -
42 HRC 42 - 52 HRC 48 - 54 HRC 24 - 40 HRC 29 - 34 HRC
POLIBILIDADE Mdia para Alta Mdia para Alta Baixa Alta Alta Mdia
para Alta Alta Alta Alta Baixa
RESISTNCIA CORROSO
Baixa Baixa Baixa Baixa para Mdia Baixa Baixa Baixa para Mdia
Alta Alta Alta
RESPOSTA NITRETAO
Mdia Mdia Mdia Alta Mdia Mdia Alta Alta* Alta* Alta*
RESPOSTA TEXTURIZAO
Mdia para Alta Mdia para Alta Baixa Alta Mdia para Alta Mdia
para Alta Alta Alta Alta Baixa
SOLDABILIDADE Mdia Mdia Mdia Alta Alta Mdia Baixa para Mdia
Baixa para Mdia Alta Alta
RESISTNCIA AODESGASTE
Baixa para Mdia Baixa para Mdia Baixa para Mdia Mdia Baixa para
Mdia Baixa para Mdia Mdia para Alta Mdia para Alta Mdia Baixa para
Mdia
COR DE IDENTIFICAO DO AO
Lils-Preto-Lils Azul-Vermelho Verde-Marrom-Verde Lils-Ouro-Lils
Vermelho-Azul-Vermelho Verde-Amarelo Verde-Prata-Verde Azul-Marrom
Prata-Vermelho Preto-Branco
APLICAES
Moldes para injeo e extruso de ter-mo-plsticos no-clorados e
pouco abrasivos.Moldes de grandes dimenses.
Moldes para injeo e extruso de termo- plsticos no-clorados e
pouco abrasivos.Moldes com espessu-ras at 600 mm.
Moldes para injeo e extruso de termo-plsticos no-clorados e
pouco abrasivos que possuem baixa exigncia de polibilidade. Bases e
estruturas de moldes para plstico. Machos para moldes de injeo.
Moldes para injeo e extruso de termo- plsticos no-clorados.
Moldes para termo-plsticos reforados com carga.
Porta-moldes, moldes para injeo de plsticos no-clorados,
matrizes para ex-truso de termoplsticos no-clorados, moldes para
sopro, cmaras quentes, quando no necessria alta resistncia corroso,
e aplicaes diver-sas em moldes para plsticos. No recomendvel para
apli-caes em que a tenacidade e grau espelhado so requisitos de
projeto.
Moldes para injeo de plsticos no-clorados. Moldes para sopro.
Matrizes para extruso de termoplsticos no-clorados.
Moldes para in-jeo de termo-plsticos no-clorados em que se
requer maior resistncia ao des-gaste, aliada com boa polibilidade.
Moldes para vidros.
Moldes para injeo de termoplsticos clorados. Trabalho ou
estocagem em atmos-fera mida. Indstria de vidros.
Ferramentas para a con-formao de termoplsti-cos inclusive em
processo corrosivo (conformao de polmeros clorados). Pode trabalhar
e ser estocado em locais midos.
Cmaras Quentes, Placas de Refrigera-o, Porta Moldes. Tra-balho
ou estocagem em atmosfera mida.
-
O polimento empregado em moldes para atender a vrios requisitos
da pea injetada:
requisitos estticos: brilho e transparncia.
mecnicos: evitar entalhes e quebras por fadiga ou sobrecarga
funcionais: ex. dispositivos ticos (lentes).
O polimento uma etapa que consome tempo e recursos. O tempo mdio
gasto no polimento manual de moldes de grande
porte est em torno de 300 a 400 horas por molde. Duas observaes
so importantes na avaliao da qualidade da superfcie
do molde. Primeiro, a superfcie deve ter a forma geomtrica
correta, sem qualquer
ondulao; estas so derivadas de operaes recentes de usinagem.
Segundo, a
avaliao da condio de polimento espelhado do molde metlico
muitas
vezes realizada por comparao visual do molde ou da superfcie
da
pea injetada, baseada na experincia do operador.
A qualidade final da superfcie polida de um ao depende de
fatores como: a tcnica de polimento, o tipo de ao-ferramenta
e o tratamento trmico aplicado no material. Em geral,
pode-se
dizer que a tcnica de polimento o fator mais importante.
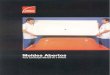
Um exemplo tpico mostrado no grfico abaixo, do fenmeno de
polimento excessivo (do ingls over polishing), causado por
um
encruamento mecnico de camadas muito finas na superfcie
do molde. No polimento excessivo, a rugosidade aumenta
com o aumento do tempo de polimento. O problema apenas
solucionado com a remoo de parte da superfcie (dcimos de
mm) por usinagem e aplicao de novo polimento.
Visualmente, o fenmeno normalmente aparece como casca de
laranja.
Grfico mostrando o efeito do polimento excessivo (over
polishing), para dois aos com diferentes durezas.
Para um bom polimento, a superfcie do molde deve estar livre
de arranhes, poros, do efeito casca de laranja, pites
(pitting)
e pontos pretos (pinholes). No Brasil, os problemas de pites
e
pontos pretos so comumente denominados de porosidades.
Apesar de visualmente parecer correto, o termo porosidade
erroneamente aplicado neste caso, pois deveria ser usado
apenas para vazios pr-existentes no material. No caso de
pontos
ou pites observados aps polimento, o problema normalmente
causado por um processo mal realizado (para um determinado
ao e dureza), por aos com um nvel inadequado de incluses
no-metlicas ou mesmo pela combinao desses dois fatores.
Outras possveis fontes de problemas so superfcies com
defeitos
de eletroeroso ou encruamento excessivo de usinagem.
Em relao s incluses, elas podem ser entendidas
mecanicamente como partculas na superfcie do ao com
dureza e ductilidade muito diferentes do metal. Todo ao
possui
incluses, porm a quantidade e distribuio dependem do
processo de fabricao. Para aplicaes de alto requisito de
Polimento de Moldes
50
Tempo (min)
VA2 - 60 HRCP20 - 32 HRC
Polimento Excessivo(over polishing)
Ru
go
sid
ade
RA
(m
m)
45
40
35
30
25
20
15
10
5
0
0 5 10 15 20 25
A resposta texturizao mede a facilidade de se aplicar
uma textura ao ao-ferramenta utilizado no molde. O
tratamento de texturizao normalmente realizado por
ataque qumico (photo-eaching) diferencialmente aplicado
na superfcie do molde, gerando o negativo do aspecto
final desejado na pea injetada.
O controle do processo, em termos do meio cido
empregado e do procedimento aplicado, fundamental
para um bom resultado de texturizao. Em relao
qualidade do ao, requisitos similares aos de polimento
so necessrios: homogeneidade de microestrutura e
dureza, alm de alto grau de limpeza quanto a incluses
no-metlicas.
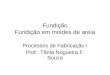
polimento, portanto, recomenda-se a refuso via ESR
(processo ISOMAX). Como mostra o esquema abaixo,
existe reduo significativa do nvel de incluses.
Texturizao
a) Convencional ASTM G 2,0 b) ISOMAX, ASTM 1,0F Incluses do tipo
D: a) Nvel 2,0, aceitvel para materiais de Convencional. b) Nvel
1,0, tpica de material produzido via ESR. Fonte: ASTM E 45.
4 mm
4 mm
2 mm
2 mm
-
Garantia de um desempenho superior.
0800 707 [email protected]
www.villaresmetals.com.br
Ab
ril d
e 20
11
0800 19 0577