-
CENTRO ESTADUAL DE EDUCAO TECNOLGICA PAULA SOUZA
UNIDADE DE PS-GRADUAO, EXTENSO E PESQUISA
MESTRADO PROFISSIONAL EM GESTO E TECNOLOGIA
EM SISTEMAS PRODUTIVOS
VICENTE MIGUEL SINKUNAS JUNIOR
USO DO MODELO DE HLTZ NA AVALIAO DA MATURIDADE DA LOGSTICA
ENXUTA EM UMA MONTADORA
So Paulo
2016
-
VICENTE MIGUEL SINKUNAS JUNIOR
USO DO MODELO DE HLTZ NA AVALIAO DA MATURIDADE DA LOGSTICA
ENXUTA EM UMA MONTADORA
Dissertao apresentada como exigncia
parcial para a obteno do ttulo de Mestre em
Gesto e Tecnologia em Sistemas Produtivos
do Centro Estadual de Educao Tecnolgica
Paula Souza, no Programa de Mestrado
Profissional em Gesto e Tecnologia em
Sistemas Produtivos, sob a orientao do Prof.
Dr. Getlio Akabane
So Paulo
Dezembro/2016
-
VICENTE MIGUEL SINKUNAS JUNIOR
USO DO MODELO DE HLTZ NA AVALIAO DA MATURIDADE DA LOGSTICA
ENXUTA EM UMA MONTADORA
Prof. Dr. Getlio Akabane
Orientador
Prof. Dr. Roberto Giro Moori
Membro Externo
Prof. Dr. Antonio Csar Galhardi
Membro Interno
So Paulo, 13 de dezembro de 2016
-
Dedico este trabalho minha esposa, Maria
Helena, e aos meus filhos, Victor e Erick, que,
com enorme compreenso, aceitaram minhas
ausncias e os percalos no perodo, alm de
me incentivarem a prosseguir at o final.
-
AGRADECIMENTOS
Ao meu orientador, Prof. Dr. Getlio Akabane, pela dedicao, pelos
conselhos e pelas
contribuies ao desenvolvimento deste trabalho;
Aos membros da banca examinadora, Prof. Dr. Roberto Giro Moori e
Prof. Dr. Antonio Csar
Galhardi, pelas observaes e sugestes a este trabalho;
Ao Prof. Dr. Florian Klug, da Escola Superior de Munique/Pasau,
que gentilmente cedeu
captulos de interesse de seu livro, e ao Dr. -Ing. Norbert Hltz,
que elaborou o modelo de
maturidade da logstica enxuta (LLMM) explorado neste
trabalho;
Aos colegas da empresa pesquisada que contriburam com dados,
informaes e dedicao de
seu tempo, sobretudo, ao diretor de planejamento industrial, ao
gerente geral da planta, ao
gerente snior da montagem, ao gerente de logstica e coordenadora
do sistema de operaes
da unidade pesquisada;
Aos especialistas, companheiros na jornada lean, que dedicaram
seu tempo e compartilharam
seu conhecimento respondendo pesquisa Delphi;
A todos os colegas do mestrado, que com genuna solidariedade,
dividiram experincias, em
um convvio de harmoniosa amizade;
A todos os professores e funcionrios da unidade de ps-graduao do
Centro Estadual de
Educao Tecnolgica Paula Souza, que direta ou indiretamente
contriburam para a concluso
deste trabalho.
-
Suponho que seja tentador, se a nica
ferramenta que voc tem um martelo, tratar
tudo como se fosse um prego.
- Abraham Maslow
-
RESUMO
SINKUNAS JR., V. M. Uso do modelo de Hltz na avaliao da
maturidade da logstica
enxuta em uma montadora 120f. Dissertao (Mestrado Profissional
em Gesto e Tecnologia
em Sistemas Produtivos). Centro Estadual de Educao Tecnolgica
Paula Souza, So Paulo,
2016.
O cenrio de customizao em massa e a constante presso por
aumentos de produtividade e
flexibilidade levaram a indstria automobilstica a adotar
sistemas de produo enxuta (SPE) e
o conceito de linha de montagem compartilhada por vrios modelos.
Nesse contexto, a logstica
assume papel preponderante para atendimento da pluralidade de
produtos e demandas e das
frequentes melhorias nos arranjos fsicos dos postos de trabalho
das linhas de montagem, que
exigem a reconfigurao do abastecimento de materiais e que tendem
a afetar a eficincia ope-
racional do montador. O presente trabalho tem por objetivo
explorar o uso do Modelo de Ma-
turidade da Logstica Enxuta ou Lean Logistics Maturity Model
LLMM, desenvolvido por
Hltz (2012), em uma montadora no Brasil. O modelo LLMM um dos
primeiros na literatura
cientfica a reunir e descrever os elementos tcnicos e
organizacionais usados como referncia
para a avaliao da maturidade de uma estrutura logstica enxuta,
permitindo assim identificar
lacunas atuais e definir aes de melhoria alinhadas aos objetivos
estratgicos do negcio e
consistentes com o estgio de maturidade desejado. Desenvolveu-se
neste trabalho um roteiro
de avaliao que permitiu avaliar 34 dos 45 elementos do modelo
LLMM, em uma pesquisa
numa linha de montagem de caminhes, que mostrou que apenas 12
elementos se encontravam
em um nvel de aplicao anterior ao mximo, em um perodo de quatro
anos (2012 a 2015) de
operao, indicando um alto grau de maturidade. Posteriormente,
realizou-se uma pesquisa de
opinies com especialistas no SPE (mtodo Delphi) para validao de
fatores pesquisados e
utilizao mais objetiva do modelo LLMM na indstria
automobilstica. O modelo LLMM
mostrou-se adequado para avaliao da maturidade da logstica
enxuta, obtendo-se resultados
coerentes com a maturidade do sistema corporativo de produo da
empresa, experiente no uso
do SPE. Ao final, foram propostas melhorias no uso do modelo em
funo das observaes de
campo e sua contribuio para a eficincia do trabalho do
montador.
Palavras-chave: Logstica enxuta. Modelo de maturidade. Eficincia
em linha de montagem.
-
9
ABSTRACT
SINKUNAS JR., V. M. Use of the Hltzs model for the lean
logistics maturity evaluation
of a truck assembler 120f. Dissertao (Mestrado Profissional em
Gesto e Tecnologia em
Sistemas Produtivos). Centro Estadual de Educao Tecnolgica Paula
Souza, So Paulo, 2016.
The mass customization scenario and the constant pressure for
productivity and flexi-
bility increases led the automotive industry to adopt lean
production systems (LPS) and the
shared assembly line concept for multimodels. In this context,
the logistics takes on a leading
role to meet this plurality of products and demands involving
frequent improvements in the
physical arrangements of the assembly line stations and in the
configuration of the materials
feeding principles, which tends to affect the operating
performance of the assembler. This study
aims to explore the Lean Logistics Maturity Model LLMM,
developed by Hltz (2012), in a
Brazilian truck assembler. The LLMM model is one of the first in
scientific literature to describe
maturity levels of technical and organizational elements
necessary as reference for the maturity
assessment of an internal lean logistic structure, allowing to
identify current gaps and define
improvement actions aligned with the strategic business
objectives and consistent with the de-
sidered future stage of maturity. By means of an assessment
sheet developed in this study ac-
cording to the LLMM and applied on a truck assembly line for
multimodels, 34 out of 45 ele-
ments of the LLMM model were evaluated and only 12 elements were
found on just one level
below maximum, showing a high maturity degree of the companys
logistics structure. A period
of four years (2012 to 2015) of companys operation was taken
into analysis. After that, it was
realized a research with SPE experts opinions (Delphi technique)
in order to validate the re-
searched factors and the objective utilization of the LLMM model
for the automobile industry.
The LLMM model was adequate for assessing the lean logistics
maturity, obtaining results in
line with the maturity of the company's corporate production
system, experienced in the use of
LPS. At the end, some improvements for the use of the model were
proposed in function of
field observations and the contribution to the work efficiency
of the assembler on the assembly
station.
Keywords: Lean logistics. Maturity model. Efficiency in assembly
line.
-
10
LISTA DE QUADROS
Quadro 1 - Resumo dos conceitos relevantes ao estudo e
principais fontes de referncia ....... 24 Quadro 2 - Representao
simplificada das atividades em estaes de montagem .................
40 Quadro 3 - Descrio resumida dos grupos na estrutura do modelo
LLMM ........................... 48 Quadro 4 - Sequncia de
implementao de elementos do SPE segundo Reinhart et al. (2013)
..................................................................................................................................................
51 Quadro 5 - Graus de Maturidade (GM) e seus respectivos elementos
fundamentais............... 53 Quadro 6 - Perfil dos respondentes
do roteiro de avaliao do nvel de aplicao dos elementos da LEI
......................................................................................................................
63 Quadro 7 - Graus de maturidade para a sequncia MEM proposta
.......................................... 70 Quadro 8 - Sequncia
MEM proposta
......................................................................................
71
-
LISTA DE TABELAS
Tabela 1 - Respostas das perguntas da pesquisa Delphi
........................................................... 78
-
LISTA DE FIGURAS
Figura 1 - Estrutura da logstica enxuta interna do Modelo LLMM
........................................ 17 Figura 2 - As reas da
logstica enxuta interna e a delimitao do escopo de estudo
.............. 20 Figura 3 - Aspectos em estudo associados a um
posto de trabalho .......................................... 21
Figura 4 - Estrutura do trabalho
................................................................................................
23 Figura 5 - Modelo Toyota
.........................................................................................................
29 Figura 6 - Casa do Sistema Toyota de Produo com destaque em
cinza para reas em estudo
..................................................................................................................................................
31 Figura 7 - Evoluo da Gesto da Cadeia de Suprimentos
...................................................... 33 Figura 8
- Otimizao sistmica da cadeia de abastecimento pelo princpio line
back............ 36 Figura 9 - Esquema de abastecimento contnuo com
representao do tringulo do montador
..................................................................................................................................................
38 Figura 10 - Esquema para abastecimento em
kits.....................................................................
38 Figura 11 - Exemplos de Sistemas Corporativos de Produo e seus
anos de implantao .... 42 Figura 12 - Estrutura da LEI com aspectos
delineadores e elementos envolvidos no escopo de pesquisa
....................................................................................................................................
47 Figura 13 - Estrutura do modelo LLMM e seus componentes para
avaliao ......................... 50 Figura 14 Sequncia de
implementao segundo os GM propostos por Hltz (2012) ......... 52
Figura 15 - Representao esquemtica da linha de montagem e fluxo de
abastecimento de material
.....................................................................................................................................
55 Figura 16 - Foto ilustrativa do uso de carrinhos com kits de
peas nas estaes da linha ....... 56 Figura 17 - Evoluo dos
elementos EFG e Bsicos da LEI e relao com a produtividade do
montador
...................................................................................................................................
64 Figura 18 - Evoluo dos elementos EFLEI e relao com a
produtividade do montador ...... 64 Figura 19 - Elementos com mxima
eficincia e aplicao menor do que 100% .................... 65
Figura 20 - Elementos com aplicao 100% e eficincia inferior mxima
........................... 66 Figura 21 - Aplicao mdia anual dos
elementos comparada com a tendncia de perdas produtivas
.................................................................................................................................
68 Figura 22 - Evoluo dos esforos de implementao
............................................................. 69
Figura 23 - Comparao das sequncias do modelo LLMM e a proposta MEM
..................... 72 Figura 24 - Comparao de todas as sequncias
abordadas no estudo ..................................... 73 Figura
25 - Classificao dos especialistas por tempo de experincia com o
SPE .................. 76 Figura 26 - Classificao dos especialistas
por tempo de experincia na indstria automobilstica
.........................................................................................................................
76 Figura 27 - Distribuio dos especialistas por rea de atuao
principal ................................. 77
-
LISTA DE SIGLAS
AD Aspectos Delineadores
CR Caractersticas Relevantes
EF Elemento Fundamental
EBLEI Elementos Bsicos da Logstica Enxuta Interna
EFG Elementos Fundamentais Gerais da Logstica Enxuta Interna
EFLEI Elementos Fundamentais da Logstica Enxuta Interna
FIFO First in, first out
GLT Grossladungstrger (Embalagem grande padro)
GM Grau de Maturidade
JIT Just in Time
KLT Kleinladungstrger (Embalagem pequena padro)
LEI Logstica Enxuta Interna
LLMM Lean Logistics Maturity Model
NA Nvel de Aplicao
PMC Processo de Melhoria Contnua
SCM Supply Chain Management
SCP Sistemas Corporativos de Produo
SPE Sistema de Produo Enxuta
TI Tecnologia da Informao
WIP Work in Process (Estoque em processo)
-
SUMRIO
1 INTRODUO
.....................................................................................................................
15
1.1 Definio do Problema
.......................................................................................................
18
1.2 Objetivo geral da pesquisa
..................................................................................................
19
1.3 Objetivos especficos
..........................................................................................................
19
1.4 Delimitao do estudo
........................................................................................................
19
1.5 Estrutura do trabalho
..........................................................................................................
22
2 FUNDAMENTAO TERICA
........................................................................................
24
2.1 O Sistema de Produo Enxuta (SPE)
................................................................................
25
2.2 O papel da Logstica Enxuta Interna (LEI) no incremento da
produtividade em linhas de
montagem automotivas
......................................................................................................
33
2.3 Os Sistemas Corporativos de Produo (SCP) e os Modelos de
Avaliao de Maturidade
do SPE
...............................................................................................................................
41
2.4 O modelo de maturidade da logstica enxuta (LLMM) de Hltz
(2012) ........................... 45
3 MTODO DE PESQUISA
....................................................................................................
54
3.1 Perfil da empresa e sua logstica de abastecimento de linha
de montagem ....................... 54
3.2 Pr-teste do roteiro de avaliao
.........................................................................................
56
3.3 Fase 1 - Avaliao da maturidade da logstica enxuta interna da
empresa ........................ 57
3.4 Fase 2 - Validao de observaes por especialistas (tcnica
Delphi) ............................... 60
4 RESULTADOS E DISCUSSO
..........................................................................................
62
4.1 Resultados do Pr-Teste
.....................................................................................................
62
4.2 Resultados da Fase 1 - Pesquisa de Campo
........................................................................
62
4.3 Resultados da Fase 2 - Pesquisa Delphi
.............................................................................
75
4.4 Consideraes finais
...........................................................................................................
86
5 CONCLUSO
.......................................................................................................................
89
REFERNCIAS
.......................................................................................................................
91
APNDICES
............................................................................................................................
97
-
1 INTRODUO
O mercado globalizado e altamente competitivo tem exigido da
indstria
automobilstica a produo em larga escala de veculos que atendam
aos anseios especficos de
cada cliente - a chamada customizao em massa (build-to-order
production) - a custos cada
vez mais baixos, prazos de entrega mais curtos e sem abrir mo da
qualidade do produto
(FREDRIKSSON; GADDE, 2005).
Para atender a essa demanda varivel, a indstria automobilstica
tem se flexibilizado
com a adoo do conceito de linha de montagem compartilhada por
diversos tipos de veculos
(mix) e suas diferentes verses, que podem ser montados em
variadas sequncias (MEIVERT;
KLEVENSPARR, 2014). Essa pluralidade de produtos e demandas
implica na necessidade
frequente de melhorias dos arranjos fsicos de estaes e postos de
trabalho das linhas de
montagem, na reconfigurao do abastecimento de materiais e na
adequao do nmero de
operadores e do ritmo de produo, o que tende a afetar o
desempenho operacional e a
manuteno dos nveis de produtividade (MILLINGTON et al., 1998;
FREDRIKSSON, 2002).
Isso se traduz em um enorme desafio para os processos
logsticos.
Para fazer frente a esse cenrio, as empresas automobilsticas
buscam implantar tcnicas
provenientes do sistema de produo Toyota. Isso se deve ao
reconhecido sucesso sustentado
pela Toyota ao longo de anos e que fez com que o seu sistema de
produo se tornasse uma
referncia para os chamados Sistemas de Produo Enxuta (SPE). Com
o livro A Mquina que
Mudou o Mundo (WOMACK et al., 1992), o SPE foi popularizado e
chamou a ateno do
mundo ocidental para a superioridade de desempenho do sistema
produtivo dessa montadora
em comparao com os sistemas em prtica na Europa e nos EUA.
Hinrichsen (2003) sugere que, para alcance de resultados
duradouros, h a necessidade
de se adotar uma abordagem holstica para o SPE, que no o
restrinja somente ao ambiente
produtivo e aos aspectos tcnicos. Os aspectos
scio-organizacionais tornam-se igualmente
relevantes, pois contribuem para a melhoria contnua do SPE e
para sustentao de ganhos de
eficincia ao longo do tempo.
O envolvimento da logstica no SPE essencial porque viabiliza a
realizao de um
conceito fundamental: a operao Just in Time (JIT), ou seja,
produzir e entregar somente o
-
16
material necessrio, no tempo necessrio, na quantidade necessria
e utilizando-se o mnimo de
recursos (CORRA; GIANESI, 1996). Segundo Hltz (2012), a rea de
logstica tem se
desenvolvido como coadjuvante indispensvel para o sucesso do
SPE.
Conceitualmente, a logstica definida como o processo de
planejar, executar e
controlar os procedimentos para um eficiente e eficaz transporte
e armazenagem de materiais e
informaes relacionadas, desde o ponto de origem at o ponto de
consumo, com o propsito
de atender aos requisitos do consumidor. Essa definio inclui o
abastecimento, distribuio,
logstica interna e movimentaes externas (CSCMP, 2010).
O foco deste trabalho est direcionado logstica interna, tambm
conhecida como
intralogstica ou logstica de apoio produo (BOWERSOX, CLOSS;
COOPER, 2006). A
logstica interna trata da operao de movimentao de materiais
dentro dos ambientes fsicos
internos da empresa e tem como um de seus principais objetivos
armazenar e manusear o menor
inventrio possvel, capaz de atender as exigncias das variadas
demandas de abastecimento de
materiais, respeitando o nvel de servio requerido, ou seja,
respeitando a qualidade e/ou
quantidade com que o fluxo de bens e servios gerenciado
(BOWERSOX, CLOSS; COOPER,
2006). Envolve atividades como a recepo de material
(matria-prima, componentes
comprados, embalagens, etc.), armazenagem, expedio de produto
acabado, abastecimento de
linhas de produo, paletizao, etiquetagem, entre outras.
A logstica enxuta interna, por sua vez, alm de ter que entregar
os materiais necessrios
no momento certo no posto de montagem, deve ainda
disponibiliz-los de maneira a facilitar a
montagem e reduzir ao mximo os desperdcios relacionados ao
manuseio dos mesmos pelo
montador (BAUDIN, 2002). O tempo que o montador necessita para
andar, procurar, alcanar
e movimentar as peas dependente, por exemplo, da distncia em que
as mesmas se encontram
dispostas na estao de trabalho e localizadas em relao ao objeto
a ser montado (KLAMPFL
et al., 2006; WNSTRM; MEDBO, 2009; FINNSGRD et al., 2012).
No presente estudo explora-se o modelo de maturidade da logstica
enxuta interna
desenvolvido por Hltz (2012) e denominado Lean Logistics
Maturity Model LLMM. O
LLMM um dos primeiros a reunir e descrever, sob a forma de
modelo de maturidade, os
elementos considerados fundamentais para a configurao de uma
logstica enxuta interna.
Esses elementos so apresentados como uma estrutura tcnica e
organizacional completa e
adequada ao funcionamento dentro de um sistema de produo enxuta
(SPE).
-
17
A Figura 1 introduz de forma esquemtica a estrutura do modelo
LLMM.
Figura 1 - Estrutura da logstica enxuta interna do Modelo
LLMM
Fonte: (adaptado de Hltz, 2012).
A estrutura composta por trs grupos, que se dividem em aspectos
delineadores, que
abrigam um total de 45 elementos fundamentais, dos quais 34
elementos no escopo em estudo:
um grupo abrange os elementos fundamentais gerais ligados aos
aspectos scio-organizacionais
intrnsecos ao SPE; um grupo compreende os elementos bsicos,
primordiais para o
funcionamento da logstica enxuta interna e um grupo incorpora os
elementos tcnicos
fundamentais especficos da logstica enxuta interna.
Como propsito deste trabalho, explorou-se o uso do modelo LLMM
de Hltz (2012)
na avaliao da maturidade da logstica enxuta em uma montadora. Em
conformidade com o
modelo LLMM desenvolveu-se um roteiro de avaliao (Apndices I e
II), com o objetivo de
medir o nvel de aplicao (enquadramento s caractersticas
relevantes definidas no modelo
LLMM) de cada elemento da logstica enxuta interna no
abastecimento de materiais linha de
montagem. Aplicou-se o roteiro em uma pesquisa de campo em uma
empresa multinacional,
que opera h mais de duas dcadas um SPE para a montagem de
caminhes, contemplando-se
um perodo de anlise de quatro anos de operao (2012 a 2015).
Verificou-se tambm o
modelo de implementao dos elementos da logstica enxuta interna
adotado pela empresa, que
seguiu o seu sistema corporativo de produo e suas decises
estratgicas ao longo do perodo
analisado. Devido atuao da empresa em um mercado competitivo,
foi firmado um acordo
de confidencialidade a fim de garantir o seu anonimato.
Realizou-se ainda uma anlise
comparativa entre a aplicao do modelo LLMM e a implementao
realizada pela empresa,
que serviu de base para propostas de adequaes do modelo, com
especial enfoque melhoria
-
18
da eficincia do trabalho do montador no posto de montagem. Aps a
anlise dos resultados
obtidos, conduziu-se uma validao dos resultados por meio de uma
pesquisa com especialistas
em SPE pela tcnica Delphi.
1.1 Definio do Problema
A logstica da indstria automobilstica enfrenta desafios
crescentes para continuar
atuando de forma competitiva no cenrio de customizao em massa,
que exige lidar com
variada gama de demandas de produtos em suas variadas verses. A
indstria automobilstica
procura solues para esses desafios na implementao e
aperfeioamento da logstica
incorporada nos sistemas de produo enxuta (SPE) e na melhoria
contnua dos arranjos fsicos
das linhas de montagem e seus postos de trabalho, o que implica
na frequente reconfigurao
do abastecimento, disposio e manuseio de materiais, os quais,
por sua vez, tendem a afetar a
eficincia operacional do montador. Neste contexto, torna-se
necessrio identificar em quais
deficincias se trabalhar, de forma sistemtica, a fim de se
assegurar a eficincia e o
desenvolvimento da logstica, preferencialmente com alinhamento
aos objetivos estratgicos de
negcio como por exemplo, o aumento da produtividade da montagem
- e ao nvel de
maturidade desejado para a estrutura logstica, definindo-se
assim aes eficazes de melhoria.
Para enfrentar esse problema, um modelo de maturidade torna-se
um instrumento de referncia,
que estabelece uma evoluo progressiva da maturidade de cada
elemento, que compe a
estrutura organizacional e de processos logsticos.
Diante do exposto, este trabalho prope-se a explorar como o
modelo de maturidade da
logstica enxuta (LLMM) desenvolvido por Hltz (2012) pode
orientar o desenvolvimento
sistemtico da logstica enxuta interna, dada a complexidade de um
SPE, que abrange as
complexas interaes entre tecnologias, processos e pessoas, e se
esse modelo aplicvel em
uma linha de montagem no Brasil. Alm disso, aborda-se como o
modelo LLMM pode
contribuir com os sistemas e mtodos existentes na empresa para
direcionamento de aes de
desenvolvimento da logstica enxuta interna. Adicionalmente,
pretende-se identificar quais
adequaes podem ser feitas no modelo LLMM, de forma a relacion-lo
com a eficincia do
trabalho do montador no manuseio de materiais em seu posto de
trabalho.
-
19
1.2 Objetivo geral da pesquisa
Explorar o uso do modelo de maturidade da logstica enxuta
interna (LLMM) de Hltz
(2012) na logstica de abastecimento de material de uma linha de
montagem de caminhes no
Brasil.
1.3 Objetivos especficos
1) Aplicar o modelo LLMM para avaliao da maturidade da logstica
enxuta interna
de abastecimento de material linha de montagem da empresa no
Brasil.
2) Verificar o modelo de implementao da logstica enxuta interna
adotado pela
empresa.
3) Contrapor o modelo LLMM e o modelo adotado pela empresa.
4) Propor adequaes do modelo LLMM em funo das observaes de
campo,
especialmente com relao melhoria da eficincia do trabalho do
montador.
1.4 Delimitao do estudo
A fim de se explorar o uso do modelo LLMM sob o enfoque mais
especfico de sua
relao com a melhoria da eficincia do trabalho do montador,
delimitou-se o escopo de estudo
s reas da logstica enxuta interna, conforme abaixo, que mais se
relacionam com o manuseio
de materiais de montagem no posto de trabalho.
O roteiro de avaliao dos elementos do modelo LLMM, utilizado na
pesquisa de
campo, foi adequado ao mesmo escopo de estudo, concentrando
assim o foco de anlise e
-
20
facilitando-se a aplicao do mesmo, com a diminuio do nmero de
elementos do modelo a
se avaliar (de um total de 45 para 34 elementos fundamentais no
escopo em estudo).
A Figura 2 mostra as reas de atuao da logstica enxuta interna em
uma operao
tpica de abastecimento de linha de montagem de uma indstria
automobilstica, conforme Klug
(2010), e que foram utilizadas por Hltz (2012) na concepo de seu
modelo LLMM.
Figura 2 - As reas da logstica enxuta interna e a delimitao do
escopo de estudo
Fonte: (adaptado de Klug, 2010, p. 255).
Estuda-se, portanto, a:
(a) configurao do posto de montagem;
(b) configurao da chamada de materiais;
(c) configurao da disposio de materiais no posto.
Dessa forma, no so envolvidas as demais reas da logstica enxuta
interna que focam
os aspectos da gesto de fornecedores e atividades de transporte,
transbordo e armazenamento
de materiais, e que se encontram mais distantes do posto de
trabalho.
-
21
A Figura 3 ilustra o escopo de estudo em um posto de trabalho da
linha de montagem
de caminhes pesquisada.
Figura 3 - Aspectos em estudo associados a um posto de
trabalho
Fonte: Do autor.
A delimitao do escopo utilizada est alinhada com o conceito de
otimizao
denominado line back, ou de dentro para fora (KLUG, 2010).
Segundo esse princpio, as
aes de melhoria de um SPE devem se iniciar a partir do posto de
montagem e depois seguirem
pela cadeia de processos de agregao de valor, sucessivamente, em
direo aos fornecedores
externos, gerando aumento progressivo da produtividade do
sistema de trabalho. O conceito de
otimizao line back abordado em maior profundidade no item 2.2
deste trabalho.
-
22
1.5 Estrutura do trabalho
Esta pesquisa est dividida em seis captulos, comentados a
seguir.
No captulo de Introduo apresenta-se o tema e a justificativa
desta pesquisa,
descrevendo-se os principais desafios encontrados pelas empresas
automobilsticas dentro do
contexto competitivo atual. Identificam-se ainda as perguntas
bsicas a serem respondidas
dentro do problema de pesquisa formulado e o objetivo geral e os
objetivos especficos
definidos. Por fim, apresenta-se a estrutura geral da dissertao
e a delimitao do estudo desta
pesquisa, identificando-se o que est fora do escopo de
pesquisa.
No captulo de Fundamentao Terica apresentam-se os temas
relevantes para
compreenso dos conceitos utilizados nesta pesquisa e para
orientao ao atingimento dos
objetivos de pesquisa relacionados ao problema pesquisado.
Destaca-se a explicao do sistema
de produo enxuta (SPE) e da complexidade do estabelecimento de
um sistema tcnico e
organizacional equilibrado, que inclui a logstica enxuta e sua
contribuio ao incremento da
produtividade de linhas de montagem. Expe-se ainda como as
empresas automobilsticas
configuram seus sistemas corporativos de produo baseados no SPE
e apresenta-se ao final o
modelo adotado neste trabalho para avaliao da maturidade da
logstica enxuta interna.
No captulo de Metodologia apresentam-se os mtodos de pesquisa
empregados e a des-
crio da empresa e da linha de montagem onde se realizou a
pesquisa de campo. Trata-se de
uma pesquisa qualitativa, que observou as definies de SAMPIERI
et al. (2006), e desenvol-
veu-se em duas fases: a Fase 1 envolveu a aplicao do roteiro de
avaliao, estruturado con-
forme o modelo LLMM, a coleta e a anlise dos dados de campo e a
Fase 2 tratou de validar as
divergncias e relaes menos evidentes obtidas no estudo e a
realidade das empresas automo-
bilsticas, atravs da pesquisa de opinies de especialistas
segundo a tcnica Delphi.
No captulo seguinte discutem-se os resultados obtidos. Os
resultados do pr-teste de
adequao do roteiro de avaliao, os resultados da Fase 1 da
pesquisa, que avaliou a evoluo
da maturidade dos elementos do modelo LLMM na empresa e os
resultados da Fase 2, com a
aplicao dos questionrios Delphi aos especialistas.
Com o capitulo de Concluses encerra-se o trabalho com as
concluses obtidas das an-
lises dos resultados obtidos e atendimento aos objetivos gerais
e especficos. Props-se ainda
sugestes para trabalhos futuros, complementares a esta
pesquisa.
-
23
A Figura 4 descreve a estrutura do trabalho em suas partes e
respectivos tpicos de
contedo.
Figura 4 - Estrutura do trabalho
Fonte: Do autor.
-
24
2 FUNDAMENTAO TERICA
Este captulo estabelece as bases conceituais tericas necessrias
aos objetivos do es-
tudo. Inicia-se tratando o sistema de produo enxuta (SPE) sob os
prismas tcnico, social,
organizacional e estratgico. A seguir descreve-se a logstica
enxuta interna (LEI) e seu papel
no incremento da produtividade do montador. Os sistemas
corporativos de produo (SCP) so
abordados de forma a se entender o SCP da empresa pesquisada e
sua utilizao. Por fim, des-
creve-se o modelo LLMM de Hltz (2012), em estudo nesta pesquisa
como instrumento de
avaliao da maturidade da logstica enxuta interna.
O Quadro 1 apresenta os principais conceitos relevantes s
questes de pesquisa e rela-
ciona-os com os itens deste captulo e com as principais fontes
de referncia.
Quadro 1 - Resumo dos conceitos relevantes ao estudo e
principais fontes de referncia
Fonte: Do autor.
Item 2.1 2.2 2.3 2.4
Conceitos
relevantes s
questes de
pesquisa e ao
entendimento do
modelo (LLMM)
O Sistema
de Produ-
o Enxuta
(SPE)
O papel da
"LEI" no
incremento
da produti-
vidade de
linhas de
montagem
automotivas
Os Sistemas
Corporativos
de Produo
(SCP) e os
Modelos de
Avaliao de
Maturidade
do SPE
O modelo
de matu-
ridade da
logstica
enxuta
(LLMM) de
Hltz
(2012)
Complexidade do SPE e suas interaes entre processos e
pessoasX X
Liker (2005)
Womack e Jones (2004)
Foco em processos e interaes entre reas X X Liker (2005); Hltz
(2012)
Envolvimento dos colaboradores e lideranas X X Liker (2005);
Hltz (2012)
Metas definidas, compartilhadas e incentivadas X X Liker (2005);
Hltz (2012)
Transformao Lean (integrao estratgica, melhoria contnua) X X
Liker (2005); Hltz (2012)
Nivelamento (Heijunka ) nos sistemas produtivos e logsticos X
Hltz (2012)
Configurao de produtos adequada aos requisitos logsticos X Hltz
(2012)
Conceito de planejamento e otimizaes Line Back (de dentro
para fora)X X
Hltz (2012)
Klug (2010)
Configurao do posto de montagem X X Hltz (2012)
Configurao da chamada de materiais X Hltz (2012)
Configurao da disposio de materiais no posto X X Hltz (2012)
A logstica enxuta de abastecimento de linhas de montagemX
Corakci (2009)
Baudin (2004)
Melhoria da eficincia do trabalho do montador pela logstica
enxutaX
Finnsgrd (2012)
Boysen et al. (2008)
Implementao e desenvolvimento do SPE nas empresasX
Luz e Sellitto (2014)
Miyake e Nakano (2007)
Principais fontes/
referncias
-
25
2.1 O Sistema de Produo Enxuta (SPE)
O termo produo enxuta (lean production) foi cunhado por John
Krafcik,
pesquisador do International Motor Vehicle Programme (IMVP) do
Massachusetts Institute of
Technology MIT, em 1988, para se referir ao sistema de produo da
Toyota, o TPS ou Toyota
Production System (KRAFCIK, 1988). A caracterstica enxuta denota
um sistema de
produo isento de desperdcios, que busca incessantemente a
eliminao de atividades que no
agregam valor ao produto ou servio sob a tica do cliente (WOMACK
et al., 1992).
Inicialmente, o Sistema de Produo Enxuta (SPE) foi interpretado
como um
desenvolvimento do Fordismo, uma vez que adota, entre outros
princpios, a linha de montagem
em srie e a padronizao do trabalho. Entretanto, o modelo de
Ford, pressupunha um ambiente
estvel, produtos com poucas mudanas ao longo do tempo e
previsibilidade das aes humanas
(WOOD JR., 1992). Esse ambiente bem diferente do atualmente
enfrentado pela indstria
automobilstica em termos de exigncias por produtividade,
flexibilidade e valorizao do
talento dos colaboradores, e que apoiado pelo SPE, como se
aborda neste item do trabalho.
O SPE pode ser descrito em diferentes nveis de abstrao: como
filosofia, reunio de
princpios ou conjunto de prticas (IARNIEN; VIENAINDIEN, 2012). A
verso
dominante na literatura , todavia, a de descrever o SPE como um
conjunto de prticas e
ferramentas utilizadas na eliminao do desperdcio, muito embora
os pesquisadores no
entrem em consenso sobre a quantidade exata de prticas (SHAH;
WARD, 2003).
Outras definies relevantes para este estudo so as seguintes:
Para Liker e Convis (2012) o SPE a busca incessante de um estado
ideal, livre de
desperdcios e com forte participao dos empregados.
Slack et al. (2009) definem o SPE como uma filosofia de
manufatura e um conjunto de
ferramentas e de tcnicas. Como filosofia possibilita uma viso
clara para guiar as aes dos
gerentes de produo na execuo de diferentes atividades em
diferentes contextos. Ao mesmo
tempo, uma coleo de ferramentas e tcnicas, as quais fornecem as
condies operacionais
necessrias para suportar essa filosofia.
Shah e Ward (2007) definem o SPE como um sistema sciotcnico
integrado, cuja
finalidade primria eliminar desperdcios pela concomitante
minimizao da variabilidade
interna, de fornecedores e de clientes. Um sistema sciotcnico
abrange as complexas
-
26
interaes entre as tecnologias e as pessoas, assim como suas
implicaes psicolgicas e
culturais. Seu objetivo integrar, alinhar e otimizar os sistemas
sociais e tcnicos do trabalho
para que se atinjam altos nveis de produtividade e eficcia.
(TRIST, 1981).
Womack e Jones (2004) resumem que o SPE persegue a significativa
reduo de des-
perdcios ao longo da cadeia de valor, que leva ao aumento da
produtividade, reduo de custos
e consequente aumento da competitividade.
A interpretao do SPE tem evoludo ao longo dos anos de acordo com
a relevncia dos
estudos realizados (LIKER, 2005; HOLWEG, 2007). No livro A
Mquina que mudou o
mundo, que difundiu o SPE no mundo ocidental, Womack et al.
(1992) descreveram a parte
mais aparente do SPE, ou seja, as ferramentas e tcnicas para a
eliminao de desperdcios.
Mais tarde, os prprios Womack e Jones (1996) divulgaram novas
orientaes para que as
empresas pudessem entender melhor o pensamento enxuto (em ingls,
lean thinking). Cinco
princpios fundamentais norteiam o pensamento enxuto:
1) Criar valor para o cliente: especificar o que gera e o que no
gera valor sob a
perspectiva do cliente, ao contrrio do que tradicionalmente se
faz, considerando-se
prioritariamente a perspectiva da empresa e de suas reas
funcionais;
2) Mapear o fluxo de valor: levantar todos os passos necessrios
para produzir o produto
ou servio e identificar o que agrega valor e o que gera
desperdcios. O que no agrega valor,
acarreta em custo;
3) Criar fluxo contnuo: promover aes a fim de criar um fluxo de
valor contnuo, sem
interrupes;
4) Promover a produo puxada: o cliente aciona a produo e
fabrica-se somente as
quantidades solicitadas pelo cliente ou processo consumidor;
5) Buscar a perfeio: esforar-se para empreender a melhoria
contnua, procurando a
remoo de perdas e desperdcios.
O SPE persegue a utilizao dos cinco princpios para eliminar os
desperdcios e
minimizar perdas, buscando atingir ou mesmo superar as
expectativas dos clientes, gerando
produtos a um menor custo e sem prejuzo da qualidade (HINES;
TAYLOR, 2000).
A palavra desperdcio possui significado especial dentro do SPE.
Ohno (1997),
considerado o mentor do sistema na Toyota e criador do Sistema
Kanban, classificou os
-
27
desperdcios em 7 tipos. A seguir, uma breve descrio dos mesmos,
seguida de exemplos da
rea de logstica:
1) Excesso de produo: por maior quantidade produzida ou por
antecipao da
produo; em geral, devido s falhas de sincronizao entre os
processos ligados produo,
montagem de grandes lotes mnimos, uso de grandes embalagens,
falta de planejamento em
relao demanda prevista, entre outros;
2) Espera: tempo ocioso, sem trabalho; ocorre em cadeia, ou
seja, esperar significa que
a linha de produo no est montando da maneira como foi
programada, possivelmente, por
falta de um controle adequado da programao, do balanceamento e
da sincronizao da
produo, formando assim filas e folgas operacionais durante o
processamento;
3) Transporte: movimentao desnecessria ou excessiva de materiais
e insumos, por
causa, talvez, de um layout inadequado para o sistema de produo
estabelecido, uso e/ou
recebimento de embalagens no adequadas ao processo produtivo,
que exigem transbordo para,
por exemplo, embalagens menores, etc.;
4) Processamento: incorreto, inadequado, adicional ou em
excesso; pode ser originado
por mo de obra no treinada ou um planejamento de produo
inadequado, que exige, por
exemplo, frequentes controles por meio de contagem de peas em
embalagens;
5) Estoque: em excesso ou desnecessrio; pode ser oriundo de
falta de preciso na
estimativa da demanda ou da produo em grandes. Em geral, os
estoques acobertam
ineficincias de naturezas diversas causadas pelos outros tipos
de desperdcios;
6) Movimentao: movimentos desnecessrios que provocam perda de
tempo
produtivo; como o manuseio desnecessrio de materiais. Possveis
causas podem ser
identificadas por meio de estudos de tempos e movimentos do
operador, com posterior
padronizao de um melhor mtodo;
7) Defeitos: produo de produtos defeituosos ou realizao de
retrabalhos corretivos;
podem ser gerados por equipamentos, meios de transporte e
movimentao inadequados ou mal
conservados, embalagens imprprias, treinamento no adequado,
materiais defeituosos,
processo inapropriado, entre outros.
H ainda um oitavo e importante desperdcio, acrescentado
posteriormente e
relacionado s pessoas envolvidas no SPE; trata-se do no
aproveitamento do talento e da
-
28
criatividade dos funcionrios, por no se escutar suas ideias ou
no os envolver em processos
de melhorias e oportunidades de aprendizado (LIKER, 2005, p.
48).
Coelho et al. (2007) destacam que, sob a tica de um sistema de
produo industrial,
quanto mais incertezas estiverem envolvidas nas atividades, mais
informaes necessitam ser
processadas pelas pessoas. Lidar com elevados nveis de
incertezas exige, portanto, uma maior
capacitao dos nveis operacionais para lidar tanto com
procedimentos padronizados, como
com situaes especiais. Isso torna importante a relao entre o
nvel de autonomia dos
indivduos e o nvel de padronizao das tarefas executadas na
organizao. O nvel de
autonomia e o nvel de padronizao das tarefas so fortes
caractersticas do SPE. Segundo os
autores, a tendncia que se propicie um sistema organizacional,
em que alguns processos se
desenvolvam no sentido da mxima padronizao e reduo da
variabilidade e, outros processos
lidem com as eventuais incertezas e se incentive o
desenvolvimento das competncias
individuais e coletivas para aumento da delegao de decises aos
colaboradores da produo.
De acordo com Modig e hlstrm (2011), existem duas vises acerca
do SPE e que tm
causado problemas de seu entendimento terico e prtico. Uma
dessas vises mais ligada ao
sistema tcnico, definida pelos autores como SM-Lean (de
Scientific Management) ou lean
baseado na administrao cientfica. A outra viso mais ligada ao
sistema social, denominada
H-Lean (de Human) ou lean com base no ser humano. As duas vises
teriam se misturado
provavelmente em funo de tradues do termo lean production por
pesquisadores
americanos, desenvolvidas a partir de tradues de diferentes
contextos do original japons. No
H-Lean, as organizaes e os empregados tm a responsabilidade de
integrar o
desenvolvimento de melhorias em seu trabalho dirio, o que
contribui para a incorporao da
forma de pensar lean (lean thinking), e sustentao das aes
desenvolvidas. As vrias iteraes
ocorridas entre os sistemas levam s mudanas, em uma espiral
crescente de melhorias nos
sistemas social e tcnico.
Em 2001, a Toyota sumarizou, pela primeira vez, sua filosofia,
conjunto de princpios,
comportamentos e seus ideais de manufatura, naquilo que ela
denominou The Toyota Way,
em portugus, conhecido como Modelo Toyota. O Modelo Toyota pode
ser resumido como
um sistema desenhado para prover as ferramentas para que as
pessoas continuamente
desenvolvam o seu trabalho (LIKER, 2005), o qual norteia a
abordagem gerencial e o seu
sistema de produo.
-
29
Liker (2005) explica a essncia do Modelo Toyota da seguinte
forma:
A chave para o Modelo Toyota e o que a faz se sobressair, no
nenhum dos elementos individuais. O importante ter todos os
elementos reunidos como um sistema. Eles devem ser postos em prtica
todos os dias de uma maneira muito sistemtica no isoladamente.
(LIKER, 2005, p. xix)
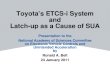
O Modelo Toyota formado por quatro camadas conhecidas como 4Ps
(do ingls,
Philosophy, Processes, People e Problem solving) e representadas
em forma piramidal. Liker
(2005) associa 14 princpios ao modelo que ele considera os
alicerces do SPE, como mostra a
Figura 5.
Figura 5 - Modelo Toyota
Fonte: (adaptado de Liker, 2005, p.26).
A base da pirmide a filosofia ou Pensamento de longo prazo;
acima vem os
Processos sem desperdcios (ou enxutos) - o processo certo ir
produzir os resultados certos
- na sequncia, as Pessoas - agregar valor organizao pelo
desenvolvimento das pessoas,
sejam elas, os funcionrios, fornecedores, parceiros ou os
clientes (internos e externos) e no
topo a Soluo de Problemas - resolver continuamente os problemas
fundamentais direciona
o aprendizado organizacional.
A maioria das empresas tem se concentrado na camada relativa ao
Processo e na
eliminao de desperdcios, utilizando-se para isso das ferramentas
do SPE, como o kanban,
poka yoke, trabalho padronizado e outras mais. Negligenciam-se
assim as outras camadas do
Modelo Toyota, julgando que a livre escolha dentro da caixa de
ferramentas lean implica em
se ter implementado um SPE (ORR, 2005). Com isso, o que se
consegue na maior parte das
vezes uma soluo temporria, que no elimina a causa-raiz dos
problemas e que,
cumulativamente, leva ao descrdito e descontinuidade do SPE
(LIKER, 2005).
-
30
Dentro do contexto do Modelo Toyota, Liker (2005) refora a
necessidade da estratgia
de longo prazo, processos estveis e padronizados, boa relao com
fornecedores e parceiros e
uma organizao de aprendizagem com foco na soluo de problemas
como fatores crticos. A
base para um sucesso duradouro depende da capacidade dos lderes
da empresa em apoiar a
construo de uma organizao de aprendizagem colaborativa, com
utilizao do potencial
humano e aperfeioamento contnuo de todos os processos.
Outro aspecto importante de um SPE o seu alinhamento estratgia
empresarial.
Hines, Holweg e Rich (2004) afirmam que a falta de perspectiva
estratgica leva falta de
sustentabilidade nas implantaes do SPE, pois muitas vezes as
discusses sobre o mesmo
ficam restritas ao mbito das tcnicas e ferramentas, criando uma
lacuna frente s decises
estratgicas da empresa. Ainda, Stewart e Raman (2007) destacam
que, dentro da viso
estratgica da Toyota, uma vez comunicada a direo que a empresa
deve seguir, os
funcionrios devem fazer o que for necessrio para se chegar aos
objetivos traados e tomam
as pequenas decises que, cumulativamente, levam s grandes
mudanas.
Pelo exposto, pode-se reconhecer que a efetividade e a sustentao
de um SPE apoiam-
se em objetivos estratgicos e processos claramente definidos,
como modelo organizacional de
trabalho. Aliado a isso, o SPE depende essencialmente de
pessoas, tanto do nvel gerencial
como do nvel operacional, pois so elas que, como hbeis
pensadoras e solucionadoras de
problemas, garantem o desempenho do sistema de melhorias
alinhado ao crescimento
empresarial planejado (LIKER, 2005).
Uma percepo equivocada sobre o SPE a de que esse apenas se
refira produo
propriamente dita, talvez por causa de suas origens na
manufatura. O SPE engloba tambm os
sistemas de negcios e as demais operaes, de modo a se atender as
necessidades dos clientes
da forma mais eficiente e eficaz possvel. A literatura cientfica
refora a crescente importncia
da transferncia dos conceitos do SPE para as reas
administrativas e de apoio produo,
como o planejamento, qualidade, manuteno e a logstica (DEIWIKS
et al., 2008).
A estrutura do SPE e seus componentes explicitam a cooperao
necessria entre as
reas envolvidas, assim, Liker (2005) apresenta a estrutura do
SPE na forma de uma casa, co-
nhecida como a Casa do Sistema Toyota de Produo. Como na
construo civil, a Toyota
projetou a sua casa da base para o topo, sendo fundamentais os
pilares para a sustentao de
toda a estrutura. A base inclui diversas prticas e conceitos que
conferem a necessria estabili-
-
31
dade ao sistema. Os dois pilares de sustentao do sistema so: o
Just in Time (JIT) e a Auto-
nomao (Jidoka). O telhado da casa abriga o que todas as empresas
procuram com a implan-
tao do SPE: a reduo dos custos e prazos, com a melhor qualidade
dos seus produtos.
A Casa do Sistema Toyota de Produo (Figura 6) apresenta as
principais ferramentas
do SPE, contidas em cada componente.
Figura 6 - Casa do Sistema Toyota de Produo com destaque em
cinza para reas em estudo
Fonte: (adaptado de Liker, 2005, p.51).
Enquanto o pilar Jidoka (em portugus, Autonomao, ou automao com
toque
humano) corresponde sustentao da qualidade, o pilar JIT (Just in
Time) se relaciona com
a sustentao da logstica. A logstica um dos principais aspectos
para o funcionamento do
SPE (SHINGO, 1996; WOMACK; JONES, 2004).
Na produo Just in Time em uma linha de montagem, as peas
previstas para um
determinado posto de trabalho chegam no momento em que so
necessrias e na quantidade
adequada, denotando um abastecimento de materiais puxado, em
oposio ao empurrado.
-
32
Corra e Gianesi (1996) afirmam que o sistema puxado de produo,
ou seja, a partir da
demanda do cliente so produzidos a cada estgio produtivo somente
os itens necessrios, nas
quantidades e momento necessrios. Esse sistema ficou conhecido
no ocidente como mtodo
Kanban, nome dado tambm aos cartes que so usados para autorizar
a produo e a
movimentao de itens em todo o processo produtivo.
A logstica enxuta apoia a filosofia de produo Just in Time (JIT)
e tem por objetivo
interligar os processos de agregao de valor dentro da organizao
e, ao mesmo tempo, gerar
vantagem competitiva por meio da realizao de atividades
logsticas flexveis e enxutas,
baseada no princpio puxado (BOWERSOX, CLOSS; COOPER, 2006). Para
Baudin (2004), a
logstica enxuta a dimenso do SPE responsvel pela eficiente
entrega dos materiais
produo, feita repetidas vezes e em pequenas quantidades, ou
seja, da maneira oposta viso
tradicional de grandes entregas com baixa frequncia.
Althoff (2009) refora que a aplicao de conceitos isolados do SPE
no contribui para
uma otimizao sistmica, pelo contrrio, pode at mesmo prejudicar o
desempenho
operacional global. A implantao de ferramentas e mtodos enxutos
nos processos produtivos
tem reflexo em processos anteriores e posteriores, como os
processos da logstica. Tornar a
manufatura mais enxuta a fim de aumentar a produtividade,
implica em elevar os requisitos
para os processos logsticos (GNTHNER et al., 2011). Por exemplo,
a reduo nos tamanhos
de lotes para abastecimento da linha de montagem requer reposies
mais confiveis e com
maior frequncia, o que implica em aumento de tempos, custos e
ajustes em processos de coleta,
sequenciamento e transporte (WANNENWETSCH, 2010).
Com base no exposto neste item do trabalho, percebe-se que
configurar uma logstica
enxuta interna, com todos os elementos necessrios para atender
aos requisitos de
funcionamento e s complexas interaes entre as tecnologias,
processos e pessoas de um SPE,
no uma tarefa simples. Por esse motivo, Hltz (2012) estruturou
seu modelo LLMM em trs
grupos, sendo um deles exclusivamente dedicado aos aspectos
delineadores e seus respectivos
elementos (gerais), ligados aos aspectos scio-organizacionais
necessrios ao SPE.
O SPE tem como pressuposto o aumento da produtividade, isto ,
fazer mais com menos
recursos e suprimir fontes de desperdcios ao longo da cadeia de
agregao de valor (SHAH;
WARD, 2003). Sob esse aspecto, a logstica enxuta assume sua
parcela de contribuio para o
aumento da produtividade com a reduo de desperdcios ligados ao
manuseio de materiais
dentro da cadeia de suprimentos. Essa contribuio ser abordada no
item seguinte desta
pesquisa.
-
33
2.2 O papel da Logstica Enxuta Interna (LEI) no incremento da
produtividade em
linhas de montagem automotivas
A Figura 7 apresenta a evoluo histrica da logstica na qual se
nota que, at por volta
de 1960, perdura uma fragmentao das atividades que atualmente
compreendem a logstica. A
partir desse perodo, inicia-se um processo de integrao das
atividades. O conceito de logstica
est representado pela rea destacada com uma linha pontilhada na
Figura 8. A partir de 2000,
percebe-se a integrao da logstica com as demais atividades
constantes da Figura 8, que
resulta no conceito da gesto da cadeia de suprimentos.
Figura 7 - Evoluo da Gesto da Cadeia de Suprimentos
Fonte: (Follmann, 2012, p.45; adaptado de Ballou, 2007,
p.5).
O Council of Supply Chain Management and Professionals (CSCMP),
que uma
associao de classe norte-americana dedicada aos temas ligados
gesto da cadeia de
suprimentos, separa os conceitos de logstica e de gesto
logstica.
-
34
Segundo o CSCMP, a definio de logstica :
O processo de planejar, executar e controlar os procedimentos
para um eficiente e eficaz transporte e armazenagem de produtos e
informaes relacionadas desde o ponto de origem at o ponto de
consumo com o propsito de atender aos requisitos do consumidor.
Esta definio inclui abastecimento, distribuio, logstica interna e
movimentaes externas (CSCMP, 2010).
J a gesto logstica definida como:
A parte da cadeia de suprimentos na qual se planeja, executa e
controla o fluxo normal e reverso, a estocagem de bens, servios e
informaes relacionadas, entre o ponto de origem e o ponto de
consumo, com eficincia e eficcia, visando atender aos requisitos
dos consumidores (CSCMP, 2010).
A gesto logstica remete necessidade da logstica estar alinhada
com a estratgia
empresarial, tanto nos aspectos de agregao de valor ao cliente
(consumidores), como no que
se refere aos acionistas (FOLLMANN, 2012).
A estrutura organizacional da logstica tem que estar inserida no
contexto corporativo
de forma claramente definida, para que ela possa assumir a
responsabilidade pela agregao de
valor ao cliente e necessita contar com um corpo tcnico, com
formao, conhecimento,
experincia e habilidade para conduzir a execuo e o aprimoramento
da logstica
(FOLLMANN, 2012).
Pela definio de logstica percebe-se que sua essncia est ligada a
uma viso sistmica
e holstica. A adio de valor inicia-se no suprimento, passa pela
logstica interna at chegar
distribuio, impactando os custos e nvel de servio. Na prtica,
uma das formas tradicionais
de se estudar a estrutura de processos da logstica dividindo-a
justamente em logstica de
suprimento, logstica interna (ou de apoio produo) e logstica de
distribuio. Cada uma
destas etapas composta por atividades que envolvem o transporte
e movimentao,
armazenagem, gesto de estoques e processamento de informaes
(BOWERSOX; CLOPPER,
2007).
A logstica interna abastece as linhas de acordo com o planejado
(quando, quanto e
como) pela rea de planejamento e controle da produo (PCP), e se
utiliza de sistemas de
informao, ordens de produo, gesto visual, pulmes, etc. para que
seja possvel acompanhar
a execuo do programa de produo, a falta ou o excesso de
materiais para a linha de produo,
a identificao de possveis atrasos, entre outras atividades
(FOLLMANN, 2012). Apesar de
no participarem diretamente do processamento do produto, as
atividades da logstica interna
-
35
possuem grande relevncia econmica, pois podem representar entre
20% e 50% dos custos
operacionais e alcanar 60% do tempo de ciclo operacional (WOMACK
et al., 1992; BEACH
et al., 2000; ANTUNES, 2012; DAI; LEE, 2012).
No presente trabalho, torna-se importante compreender o papel da
logstica dentro do
SPE. A chamada logstica enxuta resulta da interrelao entre a
logstica e o SPE, na qual a
logstica atua como elo do sistema produtivo com toda a cadeia de
suprimento de materiais
(HLTZ, 2012).
O conceito de logstica enxuta implica em uma logstica
sincronizada, orientada ao fluxo
e ao ritmo de demanda, acionada pelas reais necessidades do
cliente e marcada por atividades
estveis e aperfeioadas quanto aos seus tempos de execuo, o que
possibilita a alta
produtividade de um SPE (KLUG, 2010).
Klug (2008) compara a implementao de um SPE com e sem a integrao
da logstica
enxuta, e sugere que, sem melhoria do sistema logstico com
elementos fundamentais para uma
logstica enxuta, gera-se pior performance e maiores custos
operacionais logsticos, tendendo a
afetar a eficincia e os volumes da produo. A integrao de
elementos da logstica enxuta, na
rea e nos processos da logstica, inicia-se normalmente no
ambiente interno empresa e
expande-se com o envolvimento de toda a cadeia de suprimento.
Com a obteno de processos
logsticos enxutos, estveis e maduros atinge-se o melhor
desempenho e os menores custos na
operao integrada com a produo. Conforme Schulte (2009), a
performance da logstica
basicamente determinada pelo tempo, confiabilidade,
flexibilidade e qualidade da entrega e
capacidade de informao.
Neste trabalho, adotou-se a classificao de Klug (2010) para a
logstica enxuta interna,
que a divide em cinco principais reas: (a) posto de trabalho,
(b) chamada (para
reabastecimento) de materiais, (c) disposio de materiais no
posto, (d) transporte interno e (e)
transbordo e armazenamento internos, conforme ilustrado na
Figura 2. Os elementos
fundamentais que compem a logstica enxuta interna so descritos
no modelo de maturidade
LLMM, que ser tratado no item 2.4.
A logstica enxuta de abastecimento de materiais contribui para o
incremento da
eficincia operacional de linhas de montagem automobilsticas pela
reduo contnua de
desperdcios ao longo da cadeia de valor (WOMACK et al., 1992;
BAUDIN 2002; KLUG,
2010). As otimizaes dentro de um SPE devem, portanto, iniciar a
partir do posto de
montagem e seguir pela cadeia de agregao de valor em direo aos
fornecedores externos,
-
36
gerando aumento progressivo da produtividade do sistema de
trabalho, em um conceito de
planejamento denominado line back, ou de dentro para fora (KLUG,
2010).
A Figura 8 representa a otimizao sistmica da cadeia de
abastecimento pelo conceito
line back e indica o escopo de estudo deste trabalho, que parte
do posto de trabalho e vai at a
otimizao da chamada para reabastecimento de materiais.
Figura 8 - Otimizao sistmica da cadeia de abastecimento pelo
princpio line back
Fonte: (adaptado de Klug, 2010, p. 81).
Neste contexto, no se trata apenas de efetuar uma simples
transferncia de atividades
da rea de montagem para outra rea. Trata-se do fato que, se
possvel realizar atividades em
outra rea ou processo com maior eficincia e menores custos, essa
transferncia justificvel.
Alm disso, os processos de montagem e abastecimento de materiais
passam a concentrar-se
em suas atividades-fim, possibilitando a melhoria e a
especializao contnuas (KLUG, 2010).
Em um SPE, o montador est em foco e assim tambm esto os
requerimentos para que
ele execute apenas trabalho que agregue valor (OHNO, 1997;
MONDEN, 1998; LIKER 2005).
Os desperdcios devem ser eliminados do sistema ao serem
identificados. Ocorre que, certas
atividades executadas pelo montador no agregam valor ao produto,
mas so necessrias, como
por exemplo, as atividades relacionadas ao manuseio dos
materiais de montagem.
Assim, a configurao dos postos de trabalho de uma linha de
montagem desempenha
papel importante na racionalizao das atividades do montador,
minimizando, por exemplo, o
andar e o manusear materiais (CONNOR 2001; BICHENO, 2004).
-
37
De acordo com Baudin (2002), se o desenho do trabalho ignorado
ou mal realizado,
h necessidade de se utilizar mais pessoas para o mesmo trabalho,
as responsabilidades no so
claras, as quantidades de produo decrescem e os lead times
sobem.
Por essa razo, o abastecimento de material deve servir ao
montador, de modo que este
no necessite se afastar do objeto a ser montado (BAUDIN, 2004;
LIKER, 2005; WNS-
TRM; MEDBO, 2009).
A quantidade de trabalho e a necessidade de materiais e peas
requeridas para a
montagem de modelos variados pode oscilar bastante e, com isso,
criar uma distribuio de
cargas de trabalho e uma dinmica de abastecimento diferenciados
ao longo da linha. Esse tipo
de ambiente de montagem envolve o balanceamento de linha, pelo
qual se busca minimizar
tempos ociosos por meio da redistribuio do contedo de trabalho
em cada estao ao longo
do tempo estipulado para montagem, e o controle do fluxo de
material, a fim de se garantir o
abastecimento de materiais e peas de fornecedores nas estaes de
trabalho no momento e
locais certos (GOLZ et al., 2012).
Os montadores podem se servir de peas abastecidas de forma
contnua,
individualmente, em lotes ou em conjuntos especficos (kits),
dispostos no posto de trabalho
pela logstica de abastecimento e consumidos conforme o ritmo
demandado pelo cliente e na
sequncia das ordens de produo. Segundo Baudin (2004), devem ser
entregues peas
desembaladas ao montador, dentro de um raio de alcance
ergonmico, com suas menores
dimenses voltadas para fora e dispostas de forma a facilitar a
sua montagem.
Um tipo de esquema de abastecimento utilizado nas linhas de
montagem automotivas
o contnuo ou em lote de peas avulsas. Nesse esquema, as
embalagens pequenas, grandes ou
especiais so entregues no bordo de linha para retirada pelo
montador.
Nesse tipo de abastecimento, o percurso que reduz o andar do
montador o denominado
tringulo do montador, com coleta nica de material. Aps o
montador ter finalizado um ciclo
de atividades no objeto de montagem, ele inicia o trajeto
andando ao encontro do material
disposto na estao de trabalho, pega/coleta todo o material
necessrio para o prximo ciclo de
montagem, anda para efetuar a nova montagem respectiva, monta o
material caminhando junto
com o objeto de montagem e, aps finalizar, inicia um novo
ciclo.
-
38
O abastecimento contnuo ou em lote de peas avulsas representado
na Figura 9.
Figura 9 - Esquema de abastecimento contnuo com representao do
tringulo do montador
Fonte: (adaptado de Corakci, 2009, p. 31).
As linhas de montagem para produtos com alta densidade de
atividades, como o caso
da montagem de caminhes, exigem muitas vezes montagens em fluxos
paralelos, fora da linha
principal, nas chamadas estaes ou postos de pr-montagens. Alm
disso, usualmente as reas
disponveis dentro das estaes ou prximas s mesmas so escassas e
insuficientes para
comportar toda a diversidade de materiais. Isso leva o
abastecimento contnuo a ser realizado
em vrios locais e pontos dispersos de montagem de materiais.
Para confrontar essas limitaes foi idealizado o esquema de
fornecimento em kits,
ilustrado pela Figura 10. Os kits so conjuntos de peas que so
separadas de acordo com o
volume de trabalho previsto para uma determinada estao de
montagem e colocados em um
meio de transporte adequado, em quantidades corretas e de forma
a minimizar erros de
montagem (JOHANSSON, 1991).
Figura 10 - Esquema para abastecimento em kits
Fonte: (adaptado de Corakci, 2009, p. 32).
-
39
Pela Figura 10 percebe-se que os kits so entregues em um local
determinado na estao
de montagem e podem permanecer estticos, como os kits destinados
s estaes 1 e 2, ou
podem ser acoplados linha de montagem tracionada e seguir junto
com o objeto a ser montado
at o final da estao de montagem, como o caso do kit 3 (HANSON;
MEDBO, 2012).
O sistema de abastecimento de materiais tem por prioridade
assegurar que os
componentes necessrios para o sistema de montagem estejam
disponveis. Por sua vez, o
sistema de montagem tem por objetivo reduzir a quantidade de
trabalho desnecessria para a
montagem. Os objetivos de ambos podem, por vezes, ser
concorrentes. A reduo do valor no
agregado pode, por exemplo, se opor s frequncias de entrega ou
adoo de embalagens
ideais requeridas pelo sistema de abastecimento. Os tamanhos de
embalagens escolhidas para
utilizao no posto de trabalho afetam o tempo de durao disponvel
para consumo do material
e tambm influenciam o tempo de coleta de materiais pelo montador
e, portanto, seu
desempenho (WNSTRM; MEDBO, 2009; NEUMANN; MEDBO, 2010).
As atividades relacionadas ao manuseio de materiais afetam a
eficincia do montador e
seus respectivos tempos integram o balanceamento de perdas
produtivas (WILD, 1975). Por
exemplo, se em uma mesma estao de montagem, duas variantes de um
componente forem
necessrias, em embalagens separadas, a quantidade de trabalho e
o tempo gasto para manuseio
sero diferentes e determinados pela forma de disposio das
embalagens na estao (BAUDIN,
2002, 2004; BICHENO, 2004; LIKER, 2005; BOYSEN et al., 2008;
WNSTRM; MEDBO,
2009). Com base em estudos realizados por vrios autores, Boysen
et al. (2008) classifica as
perdas ligadas ao manuseio de materiais em trs tipos:
Conforme Boysen et al. (2008), os desperdcios e atividades que
no agregam valor
relacionados ao manuseio de material em uma linha de montagem
afetam a eficincia do
montador (definida pelo resultado das atividades em relao ao
tempo de produo utilizado) e
implicam em perdas, que podem ser classificadas em trs
tipos:
- Um primeiro tipo de perda est relacionado s diferenas de
tempos de montagem
entre variantes de produtos montadas em uma mesma estao de
montagem, decorrentes dos
diferentes tempos da mesma atividade de manuseio de materiais
(andar, pegar, etc.). As
diferenas de tempos entre as variantes precisam ser compensadas
no balanceamento de tempos
de montagem;
-
40
- Um segundo tipo de perda advm de tempos distintos para se
pegar componentes
dispostos de forma diferente na estao. O tempo ser maior para o
componente disposto de
forma menos favorvel;
- Por ltimo, tem-se a perda sistmica, que ocorre quando um tempo
adicional tem que
ser planejado para compensar a montagem de produtos
multivariados na mesma linha de
montagem, de forma a assegurar um fluxo de produo contnuo e que
atenda ao ritmo
requerido pela demanda (takt time).
A configurao da disposio de materiais em estaes de trabalho tem
relevncia no
desempenho das atividades do montador, uma vez que esse pode
executar estas atividades
associadas ao manuseio de materiais, por vrias centenas de vezes
em um turno de trabalho.
At mesmo a forma de acondicionamento dos componentes para
montagem em uma
embalagem, disposta no posto de trabalho, pode prejudicar o
desempenho do trabalho do
montador, fazendo-o ter que separar e agrupar peas para melhor
manuseio.
Uma adequada configurao da disposio de materiais na estao de
montagem pode
levar a redues da ordem de 33% no tempo gasto com andar e de 50%
na distncia percorrida
(FINNSGRD, 2012). Para esse fim, esse mesmo autor apresenta as
atividades realizadas em
estaes de montagem com base na proposta de Jonsson et al. (2004)
e nos fatores de
desempenho sugeridos por Wild (1975). Esses autores identificam
vinte e sete atividades
divididas entre as que agregam ou no valor ao objeto a ser
montado, conforme o Quadro 2.
Quadro 2 - Representao simplificada das atividades em estaes de
montagem
Fonte: (adaptado de Finnsgrd, 2012, p.42).
-
41
Resumidamente, em operaes de montagem somente dois tipos de
atividades agregam
valor: a montagem propriamente dita e as pr-montagens; j as que
no agregam so divididas
objetivamente entre aquelas relacionadas com o manuseio de
materiais e as outras demais
atividades.
Finnsgrd (2012) relata em seus estudos de caso que, com a
otimizao da disposio
de materiais, pode-se obter uma reduo de atividades que no
agregam valor da ordem de 20%,
o que se traduz em um aumento de produtividade na mesma proporo,
e obter-se melhorias
nas condies ergonmicas com reduo de at 92% de movimentos
corporais potencialmente
prejudiciais. A ergonomia tambm afetada pela disposio de
materiais e, por consequncia,
tambm afeta a eficincia do montador (DEMPSEY; MATHIASSEN, 2006;
NEUMANN et
al., 2006; WAGNER et al., 2009).
Diante do exposto, compreende-se que o desempenho da atividade
de montagem em um
SPE pressupe a adaptao do abastecimento de materiais por meio da
introduo de melhorias
na logstica enxuta interna. Os sistemas de abastecimento de
materiais podem ser concebidos
para desempenhar um eficiente processo de manuseio de materiais
e tendo em mente a
eficincia global do sistema de operaes e os requerimentos dos
processos de montagem
(TOMPKINS et al., 2003).
2.3 Os Sistemas Corporativos de Produo (SCP) e os Modelos de
Avaliao de
Maturidade do SPE
Luz e Sellitto (2014) argumentam que cada empresa tem seus
prprios e nicos
ambientes internos e externos e, por isso, o desenvolvimento de
um sistema de produo
competitivo deve ser alcanado por um processo evolutivo e
sistemtico de interpretao e
aprendizagem organizacional. Diante disso, entende-se o porqu de
grandes fabricantes
automotivos desenvolverem seus prprios Sistemas Corporativos de
Produo (SCP). Os SCP
renem os mtodos usados para conduzir e controlar as operaes de
produo. Antunes (2008)
destaca algumas funes de planejamento e controle encontradas nos
SCP em geral:
(a) Gesto da qualidade: evitar defeitos em materiais do fluxo
produtivo;
(b) Gesto da produo: definir o que, quando, quanto, onde e como
produzir;
-
42
(c) Controle de estoques: definir as quantidades de compra,
venda e em processo;
(d) Manuteno: determinar e melhorar a confiabilidade de
mquinas;
(e) Gesto de acidentes de trabalho: eliminar acidentes de
trabalho;
(f) Gesto ambiental: reduzir ou compensar a emisso de poluentes
e racionalizar o uso
de energia nas operaes industriais;
(g) Sincronizao de fluxos produtivos: reduzir a necessidade de
inventrios em
processamento e produtos intermedirios;
(h) Gesto dos processos de melhorias: definir e gerenciar
melhorias.
Grandes empresas automobilsticas nomeiam os seus SCP como
sistemas de produo
prprios, de forma a atestar sua excelncia operacional. Como
exemplos encontram-se o Volvo
Production System (VPS), Mercedes-Benz Producion System (MPS),
entre outros. O Ford
Production System (FPS), por exemplo, definido no seu relatrio
de Governana Corporativa
e Sustentabilidade, da seguinte forma:
O sistema de produo Ford (FPS) um sistema de produo enxuto,
flexvel e de melhoria contnua, disciplinado para uso comum
globalmente e que abrange um conjunto de princpios e processos para
conduzir a um ambiente de manufatura enxuta. Como elementos
essenciais do sistema constam o trabalho em grupos eficazes,
desperdcio zero e zero defeitos, que alinham a capacidade global da
empresa com a demanda do mercado global, otimizando o rendimento da
produo e a utilizao do custo total para impulsionar o desempenho
(Ford Governana Corporativa - Relatrio de Sustentabilidade
2010).
O termo sistema de produo deve ser entendido em sentido amplo,
pois contempla
tambm as reas indiretamente ligadas produo, como por exemplo, as
reas de
Desenvolvimento de Produtos, Planejamento, Logstica, Qualidade,
Manuteno, entre outras.
Alguns SCP foram introduzidos h dcadas, como mostra a Figura 11,
e aperfeioados
ao longo do tempo.
Figura 11 - Exemplos de Sistemas Corporativos de Produo e seus
anos de implantao
Fonte: (adaptado de Clarke, 2002, p. 127).
-
43
Segundo Hinrichsen (2003), os SCP baseados no SPE aplicam os
princpios e
fundamentos da filosofia enxuta nos sistemas de trabalho, social
e organizacional das empresas,
e apresentam-se como um sistema de padres completo em si mesmo.
A partir da declarao
de misso da companhia so descritos todos os conceitos e
ferramentas a serem utilizados pela
empresa, tanto de ordem tcnico-organizacional, por exemplo o
Just-in-time e o Kanban,
quanto os de ordem scio-organizacional, como o trabalho em grupo
e o processo de melhoria
contnua. A descrio dos componentes de um SCP fica contida em um
manual disponvel a
todos os empregados da companhia.
No caso da empresa em estudo, a mesma utiliza-se do mesmo
sistema de produo de
veculos comerciais vlido para o grupo mundialmente. Esse sistema
descrito no manual do
Sistema Corporativo de Produo (SCP) e fundamentado no SPE.
O uso do mesmo SCP pelas empresas do grupo globalmente
possibilita a comparao
relativa das operaes e incentiva o aprimoramento e
compartilhamento das melhores prticas
de implementao e utilizao.
A linha de montagem de caminhes e o abastecimento de materiais
operam segundo os
princpios e mtodos referenciados no SCP.
Segundo Briales (2005), o SCP da empresa estudada composto por
cinco subsistemas,
como descrito abaixo, e que continuam os mesmos at os dias
atuais:
- O subsistema Estrutura de Trabalho define as regras bsicas
para as funes,
estrutura da organizao e liderana. Estas regras enfatizam a
participao de todos os
colaboradores para o alcance dos objetivos empresariais.
- O subsistema Padronizao busca a determinao de procedimentos
para a execuo
de processos de trabalho. Cada padro individual representa o
mtodo mais seguro e adequado
para a execuo de tarefas em um determinado momento;
- O subsistema Processos e Produtos Robustos objetiva produtos
que possam ser
elaborados dentro dos limites de tolerncia especificados e
garantir que os processos sejam
capazes de atingir resultados previsveis, estveis e
controlveis;
- O subsistema Just in Time tem por objetivo garantir a produo
daquilo que o cliente
deseja, na quantidade desejada e no momento em que solicitado,
utilizando-se apenas das
quantidades necessrias de material, equipamento, fora de
trabalho e rea. Nesse subsistema
encontram-se descritos os mtodos relacionados logstica de
materiais;
- O subsistema Melhoria Contnua visa garantir anlises
sistemticas e promover
solues criativas, que do base ao sistema de produo.
-
44
Nestes subsistemas encontram-se agrupadas mais de 90 ferramentas
e mtodos do SPE,
que foram criadas para apoiar a implementao do SCP e o alcance
dos objetivos empresariais
e operacionais da empresa. Pode-se notar que os princpios
pertencentes a cada subsistema
apresentam grande similaridade com os do Sistema Toyota de
Produo (BRIALES, 2005).
O SCP da empresa encontra-se totalmente em funcionamento e
verificado
regularmente por auditorias especficas e checagens de
conformidade com o sistema de
manufatura e logstica enxuta. Com isso, pretende-se garantir
processos enxutos e
padronizados, produo isenta de falhas e a participao dos
colaboradores na melhoria
contnua do sistema.
De acordo com Miyake e Nakano (2007), um SCP, normalmente, tem
por objetivos
principais:
- Ser um modelo de referncia que estabelece um conjunto
articulado de conceitos,
ferramentas e melhores prticas da organizao, a fim de melhorar a
eficincia e eficcia dos
processos de produo;
- Servir como estrutura para apoiar a execuo estratgica da
empresa.
Como modelo de referncia, o SCP de uma empresa pode ser
utilizado como base para
avaliao geral ou de seus componentes isoladamente, em relao aos
requisitos prescritos.
Um componente do sistema a ser avaliado pode ser, por exemplo, o
logstico.
Ainda conforme Miyake e Nakano (2007), a avaliao pode servir
tambm para apoiar
indiretamente a capacidade de realizao de objetivos estratgicos,
como por exemplo, o
aumento de produtividade atravs da melhoria da eficincia da
montagem ou a reduo de
veculos reprovados por montagem com materiais abastecidos de
forma errada.
Alm dos mtodos de avaliao contidos nos SCP, as empresas podem se
valer de
modelos de avaliao da maturidade do SPE. Conforme reviso
bibliogrfica relacionada
medio de maturidade da manufatura enxuta, realizada por
Antonelli e Santos (2015), os
modelos de avaliao de maturidade do SPE so escassos, tendo sido
encontradas nos ltimos
dez anos apenas nove publicaes relevantes associadas ao tema e
sendo somente uma no
Brasil, a de Ferreira e Saurin (2008).
Um modelo de maturidade uma estrutura conceitual atravs da qual
uma organizao
desenvolve-se de modo planejado e sistmico a fim de atingir um
estado futuro desejado.
Prado (2008) sugere que um modelo de maturidade reconhece e
sinaliza o
amadurecimento progressivo da organizao. Esses modelos fornecem
uma abordagem
-
45
disciplinada para identificao dos processos crticos e definio de
aes de melhoria alinhadas
com os objetivos estratgicos do negcio e consistentes com o
estgio de maturidade de seus
processos (HLTZ, 2012).
De forma simplificada, pode-se entender que, as organizaes que
alcanam nveis mais
elevados de maturidade, tm processos definidos e mtodos
documentados para realizar suas
atividades e assim, sistematicamente, avaliam seu desempenho e
sua capacidade de realizao
de objetivos. De outro lado, sugere-se que as organizaes que no
possuem um modelo de
avaliao da maturidade ou se encontram em baixos nveis de
maturidade, aparentemente no
gerenciam suas atividades e objetivos em termos de processos, e
seus mtodos tendem a variar
conforme as circunstncias e as decises tomadas de forma pessoal.
Dessa forma, seus
resultados e seu desempenho dificilmente tornam-se previsveis e
consistentes ao longo do
tempo. No caso especfico da logstica de uma empresa, sua
maturidade est relacionada ao seu
nvel de desenvolvimento de acordo com critrios estabelecidos. O
foco est na forma como
suas atividades so executadas, o que possibilita a previso e o
alcance dos resultados esperados
(FOLLMANN, 2012).
Com a finalidade de se encontrar um mtodo para mensurar o
progresso da
implementao e desenvolvimento da logstica enxuta interna,
encontrou-se na literatura
cientifica um modelo adequado, o qual se encontra descrito no
prximo item desta pesquisa.
2.4 O modelo de maturidade da logstica enxuta (LLMM) de Hltz
(2012)
No presente estudo explora-se o modelo de maturidade da logstica
enxuta interna
desenvolvido por Hltz (2012) e denominado Lean Logistics
Maturity Model LLMM. O
LLMM um dos primeiros a reunir e descrever, sob a forma de
modelo de maturidade, os
elementos considerados fundamentais para a configurao de uma
logstica enxuta interna.
Esses elementos correspondem aos princpios, processos e mtodos
que, conforme as
pesquisas de Hltz (2012), so necessrios para uma estrutura
tcnica e organizacional integral
adequada ao funcionamento da logstica interna em um sistema de
produo enxuta (SPE).
Os elementos fundamentais so divididos em trs grandes grupos.
Dois grupos dizem
respeito aos denominados Aspectos Delineadores (AD) da logstica
enxuta interna e um
-
46
grupo compreende os Elementos Bsicos da LEI. O conjunto dos
grupos, com seus elementos
fundamentais, forma a estrutura integral da logstica enxuta
interna proposta por Hltz (2012).
Os elementos fundamentais e suas respectivas caractersticas
relevantes encontram-se
descritos detalhadamente no roteiro de avaliao (Apndices I e
II), desenvolvido no presente
trabalho para uso na pesquisa de campo realizada.
A Figura 12 apresenta a estrutura do modelo LLMM com seus
elementos fundamentais,
destacando-se os elementos envolvidos no escopo desta
pesquisa.
-
47
Figura 12 - Estrutura da LEI com aspectos delineadores e
elementos envolvidos no escopo de pesquisa
Fonte: (adaptado de Hltz, 2012, p. 152).
-
48
O Quadro 3 apresenta uma breve descrio dos grupos e de seus
elementos,
fundamentais. Alguns termos tcnicos especficos descritos so
provenientes do sistema de
produo Toyota original e permanecem at hoje empregados no idioma
de origem, merecendo
esclarecimento adicional sobre seus significados (LEAN
ENTERPRISE INSTITUTE, 2011):
- Heijunka a criao de uma programao de produo nivelada atravs
do
sequenciamento de pedidos em um padro repetitivo, que considera
o balanceamento das
variaes de demandas dirias e no longo prazo. Dito de outra
maneira, heijunka o
nivelamento das quantidades e tipos de produtos.
- Takt-Time um conceito usado para projetar o sistema de
trabalho, que leva em conta
o tempo em que se deve produzir uma pea ou veculo com base no
ritmo de vendas, para
atender a demanda dos clientes.
- Poka Yoke um dispositivo ou mtodo que elimina ou impede a
ocorrncia de erros e
defeitos na utilizao de produtos e componentes em processos
produtivos e de apoio (por
exemplo, logsticos).
- Andon uma ferramenta de gesto do SPE, que se utiliza de sinais
luminosos e/ou
sonoros para avisar que h algum defeito ou problema na cadeia de
produo.
Quadro 3 - Descrio resumida dos grupos na estrutura do modelo
LLMM
Grupo dos Aspectos Delineadores
Gerais
Grupo dos Elementos Bsicos da
LEI
Grupo dos Aspectos Delineadores
da LEI
Formado por 16 elementos
fundamentais gerais (EFG) que se
referem ao atendimento dos
princpios do pensamento enxuto e
s condies requeridas para a
perfeita integrao ao SPE e para
sustentao das melhorias
implementadas na LEI. Os
elementos encontram-se divididos
entre 4 aspectos delineadores:
So 3 elementos bsicos da LEI
(EBLEI), que se constituem em
condies bsicas para a
implementao e funcionamento
da LEI, segundo Hltz (2012). De
forma sucinta correspondem ao
seguinte:
(1) Nivelamento (em japons,
heijunka) nos sistemas produtivos
e logsticos: existncia de uma
Os 15 elementos fundamentais da
LEI (EFLEI) constituem-se nos
elementos especificamente ligados
s tcnicas, mtodos e ferramentas
da LEI. Correspondem,
basicamente, aos mtodos e
princpios logsticos definidos por
Klug (2010) para cada uma das
cinco reas da logstica enxuta
interna. O grupo engloba 5
aspectos delineadores, respectivos
s reas da LEI.
-
49
Grupo dos Aspectos Delineadores
Gerais (cont.)
Grupo dos Elementos Bsicos da
LEI (cont.)
Grupo dos Aspectos Delineadores
da LEI (cont.)
(1) Configurao de processos:
referncia para o processo de
melhoria continua e contempla
anlises sistemticas e melhorias
de ordem econmica e das
condies de trabalho; a motivao
dos colaboradores na busca de
solues criativas base para
aprimoramento do SPE;
(2) Envolvimento dos
colaboradores: inclui a motivao e
capacitao dos mesmos e dos
fornecedores;
(3) Definio de metas: envolve o
processo de estipular metas de
resultado e monitoramento de
processos, alinhadas ao plano
estratgico empresarial e s metas
corporativas, com suporte das
lideranas e da alta administrao;
(4) Transformao para o
pensamento enxuto e ao
aprendizado organizacional: tem
como base as lideranas, que
promovem um ambiente propcio
melhoria contnua e ao
aprendizado coletivo.
poltica de flexibilizao de
recursos, que permita um
ajustamento ou nivelamento dos
sistemas de produo e de logstica,
em casos de forte oscilao de
demandas de mercado.
(2) Configurao de produtos
adequada aos requisitos logsticos:
prev que a estratgia de
concepo de produtos esteja
alinhada s capacidades
disponveis e possibilidades
existentes nos sistemas produtivo e
logstico;
(3) Conceito de planejamento line
back: deve ser considerado em toda
a cadeia de valor da empresa
(conceito explicado no item 2.2,
que sugere que as otimizaes
partam do posto de trabalho e
prossigam sucessivamente por toda
a cadeia de suprimento de
materiais, em direo aos
fornecedores externos).
entretanto, somente trs reas da
logstica enxuta interna fazem parte
do escopo deste trabalho (conforme
explicado no item 1.2), que so as
seguintes:
(1) posto de trabalho: cadeia
logstica orientada para
abastecimento de materiais
conforme demanda do cliente (takt
time, em dispondo materiais ao
alcance do montador e facilitando o
percurso, otimizando reas e
oferecendo solues de ajuda
(andon) e prova de erro (poka
yoke);
(2) chamada de materiais;
preferncia ao sistema puxado e ao
controle visual de estoques;
(3) disposio de materiais no
posto: prioridade s menores
embalagens e formao de kits de
peas para entregas, entrega de
embalagens cheias