Embed Size (px)
Citation preview

CENTRO UNIVERSITÁRIO DO LESTE DE MINAS GERAIS – Un ilesteMG Programa de Pós-Graduação em Engenharia Industrial
OLIVERT SOARES PINHEIRO
MODELAGEM E OTIMIZAÇÃO DO RENDIMENTO DE UMA CALDEIR A DE RECUPERAÇÃO EM UMA INDÚSTRIA DE CELULOSE KRAFT
Coronel Fabriciano 2011

OLIVERT SOARES PINHEIRO
MODELAGEM E OTIMIZAÇÃO DO RENDIMENTO DE UMA CALDEIR A DE RECUPERAÇÃO EM UMA INDÚSTRIA DE CELULOSE KRAFT
Dissertação apresentada ao Programa de Pós-Graduação em Engenharia Industrial do Centro Universitário do Leste de Minas Gerais, como requisito parcial para obtenção do título de Mestre em Engenharia Industrial.
Orientador: Dr. Dair José de Oliveira Co-Orientador: Dr. Roselito de Albuquerque Teixeira
Coronel Fabriciano 2011

OLIVERT SOARES PINHEIRO
MODELAGEM E OTIMIZAÇÃO DO RENDIMENTO DE UMA CALDEIR A DE RECUPERAÇÃO EM UMA INDÚSTRIA DE CELULOSE KRAFT
Dissertação de Mestrado submetida à banca examinadora designada pelo conselho de Curso do Programa de Pós-Graduação em engenharia, Mestrado em Engenharia
Industrial, do Centro Universitário do Leste de Minas Gerais, como parte dos requisitos necessários à obtenção do grau de Mestre em Engenharia Industrial.
Aprovada em 28 de Março de 2011 Por:
__________________________________
Dair José de Oliveira, Dr. UNIFEI – Orientador
______________________________________ Roselito de Albuquerque Teixeira, Dr. PPGE/Unileste-MG – Co-Orientador
__________________________________ Marcelo Vieira Corrêa, Dr.
PPGE/Unileste-MG
_____________________________________ Andréa Oliveira Souza da Costa, Dra.
UFES / Campus de Alegre

Dedico este trabalho a toda minha família e amigos.

AGRADECIMENTOS
Agradeço a Deus pela vida e saúde.
Agradeço aos meus pais, Sr. Benedito Pinheiro de Paula e Sra. Maria Soares Paula
de Amorim, pelos ensinamentos e educação.
Agradeço à minha esposa Michele Knup pelo amor, paciência e ajuda em todos os
momentos de dificuldade.
Agradeço aos meus irmãos Evandro, Nilza e Pardal pelo apoio e orientação.
Agradeço à minha família e amigos que souberam entender os momentos de
ausência.
Agradeço a todos os meus professores pelos ensinamentos, em especial a meus
orientadores Dair Oliveira e Roselito Albuquerque.
Agradeço aos meus colegas de trabalho na Cenibra, que me apoiaram e de uma
forma ou de outra ajudaram em minha caminhada.
Agradeço a todos da coordenação de manutenção elétrica e instrumentação, em
especial à equipe da otimização: Ailton, Alessandro, Clayton e Flávio.
Agradeço aos amigos Leonardo Figueiredo e Ronaldo Ribeiro, pelo apoio
constante e incentivo.
Agradeço ao Júlio Ribeiro pelas orientações.
Aos meus amigos Periandro, Rafaela, Fernando, Keila, Rodrigo, Eva, Euwaldo,
Hiltinho, Andrea, Steiner, Alessandra e Norminha que foram presença constante em minha
vida.

“A adversidade desperta em nós capacidades que, em circunstâncias favoráveis, teriam ficado adormecidas”
(Horácio)

RESUMO
Uma caldeira de recuperação química, em uma indústria de celulose, tem a função de recuperar a matéria inorgânica proveniente do setor de cozimento, produzir vapor para suprir as necessidades do processo e alimentar os geradores para produção de energia elétrica na indústria. Portanto, tem uma função estratégica, e em muitas das vezes trabalha de forma não otimizada. Assim sendo, propõe-se neste trabalho a otimização dos principais parâmetros operacionais de uma caldeira de recuperação química de uma planta de celulose branqueada Kraft. Desenvolveu-se um modelo utilizando uma rede neural artificial tipo MultiLayer Perceptron, baseado em dados reais do processo obtidos durante um ano de operação. Os dados foram obtidos através do sistema de gerenciamento da planta, armazenados em planilha eletrônica e posteriormente “lidos” por uma rede neural. Esses dados foram obtidos em condições normais de operação do sistema em regime estacionário, excluindo-se os dados de variação de carga, arranque e parada. Após a obtenção do modelo do processo, formulou-se o problema de otimização, que serviu de base para o uso do algoritmo elipsoidal buscar a melhor combinação das variáveis de operação da caldeira, a fim de maximizar a produção de vapor. As variáveis de entrada otimizadas da rede neural possibilitam maximizar a produção de vapor com relação ao combustível alimentado na caldeira. A escolha das variáveis inseridas no modelo baseou-se em uma pesquisa operacional realizada no processo, que considerou a literatura e o conhecimento dos engenheiros de processo. O resultado da estratégia de otimização apresentou um índice de correlação linear entre as variáveis predita e medida de 0,95. A proposta apresentada neste trabalho foi implementada na fábrica e apresentou resultados satisfatórios. Para realização deste trabalho foram usadas técnicas de pesquisa operacional, modelagem e programação não linear, combinados com sistemas de automação industrial e gerenciamento da produção.
Palavras-chave: Rede neural, algoritmo elipsoidal, caldeira de recuperação.

ABSTRACT
A chemical recovery boiler in a pulp mill has the function of recovering the inorganic material from the cooking process, to produce steam to supply the demands of the mill and to feed the generators for producing electricity in the industry. So, it has a strategic role, and it often works in a non-optimized mode. The purpose of this study is to propose the optimization of the main operating parameters of a chemical recovery boiler of a Kraft bleached pulp mill. A model was developed using a multilayer perceptron artificial neural network, based on real process data obtained during one year of operation. Data were obtained from the plant information management system, stored in a spreadsheet and subsequently "read" by a neural network. These data were obtained in normal operation conditions of the system in steady state, excluding data of loading variation, start up and shut down. After obtaining the process model, the optimization problem was formulated, which was the basis for the use of ellipsoidal algorithm to seek the best combination of variables of boiler operation in order to maximize the production of steam. Optimized input variables of neural network enable to maximize the production of steam with respect to the fuel fed into the boiler. The choice of variables included in the model was based on an operational search conducted in the process, which considered the literature and knowledge of process engineers. The result of the optimization strategy has presented an index of linear correlation between the predicted and measured variables of 0.95. The proposal presented in this study was implemented in the factory and has shown satisfactory results. For this study, operational search techniques, modeling and nonlinear programming were used, combined with industrial automation and production management systems.
Key Words: Neural Network, Ellipsoid Algorithm, Recovery Boiler.

LISTA DE ILUSTRAÇÕES
Figura 2.1: Principais etapas envolvidas na rota produtiva Kraft.............................................21
Figura 2.2: Diagrama cíclico do processo recuperação Kraft ..................................................22
Figura 2.3: Floresta de Eucalipto – Sementes ..........................................................................24
Figura 2.4: Floresta de Eucalipto – Clones ..............................................................................24
Figura 2.5: Digestor..................................................................................................................26
Figura 2.6: Rendimento do Eucalyptus grandis para um #Kappa=16 .....................................28
Figura 2.7: Plantas de Evaporação ...........................................................................................29
Figura 2.8: Caldeira de Recuperação........................................................................................30
Figura 2.9: Vista lateral da caldeira de recuperação.................................................................33
Figura 2.10: Injeção de licor preto na fornalha ........................................................................34
Figura 2.11: Caustificações e Fornos .......................................................................................35
Figura 2.12: Modelo de um neurônio artificial.........................................................................39
Figura 2.13: Rede alimentada adiante, totalmente conectada com uma camada oculta...........43
Figura 2.14: Problema de ajuste do modelo .............................................................................46
Figura 2.15: Atualização iterativa de uma elipse com o corte de um semiplano .....................49
Figura 2.16: Mostra de uma interação do método elipsoidal (center cut)................................50
Figura 3.1: Diagrama de Fluxo da Caldeira de Recuperação...................................................55
Figura 3.2: Escolha do número de neurônios na camada escondida ........................................59
Figura 3.3: Escolha do algoritmo de treinamento ....................................................................61
Figura 3.4: Estrutura da rede neural desenvolvida ...................................................................62
Figura 3.5: Correlação dos dados de treinamento ....................................................................63
Figura 3.6: Gráfico dos dados de treinamento (dados reais x modelo) ....................................63
Figura 3.7: Correlação dos dados de validação ........................................................................64
Figura 3.8: Gráfico dos dados de validação (dados reais x modelo)........................................64
Figura 4.1: Análise estatística da eficiência de redução da caldeira ........................................70
Figura 4.2: Eficiência de redução da caldeira...........................................................................71
Figura 4.3: Análise estatística do rendimento da caldeira ........................................................72
Figura 4.4: Rendimento vapor / combustível da caldeira.........................................................72

LISTA DE TABELAS
Tabela 1: Maiores Produtores Mundiais de Celulose e Papel 2007 .........................................18
Tabela 2: Variáveis utilizadas no desenvolvimento do modelo neural. ...................................58
Tabela 3: Algoritmos de treinamento .......................................................................................60
Tabela 4: Resposta do algoritmo de otimização.......................................................................67

LISTA DE ABREVIATURAS E SIGLAS
ABNT – Associação Brasileira de Normas Técnicas
ABRAF – Associação Brasileira de Produtores de Florestas Plantadas
BE – Balanço de Energia
BM – Balanço de Massa
BRACELPA – Associação Brasileira de Celulose e Papel
CENIBRA – Celulose Nipo Brasileira S.A.
CVRD – Vale
DBO – Demanda Bioquímica de Oxigênio
EQM – Erro médio quadrado
JBP – Japan Brazil Paper
KAPPA – Termo usado para definir o grau de deslignificação de celulose
KRAFT – Processo de cozimento
32CONa – Carbonato de Sódio
SNa2 – Sulfeto de Sódio
42SONa – Sulfato de Sódio
NaOH – Hidróxido de Sódio
MLP – Perceptron de Múltiplas Camadas (MultiLayer Perceptron)
OMS – Organização Mundial de Saúde
PIMS – Sistema de gerenciamento de informação do processo
PO – Pesquisa Operacional
RNA – Rede Neural Artificial
SMELT – Fundido resultante da queima de licor na caldeira de recuperação
TAPPI – Associação técnica mundial das indústrias de celulose e papel
TRS – Enxofre Total Reduzido

SUMÁRIO
1 INTRODUÇÃO..................................................................................................................13
1.1 Objetivos.....................................................................................................................15
1.2 Justificativa para o trabalho........................................................................................16
1.3 Restrições ...................................................................................................................16
1.4 Mercado de celulose e papel brasileiro.......................................................................16
1.5 Organização dos capítulos..........................................................................................18
2 REVISÃO BIBLIOGRÁFICA...........................................................................................19
2.1 PROCESSO DE FABRICAÇÃO DE CELULOSE KRAFT.....................................19
2.1.1 Visão geral do processo de produção de celulose Kraft ....................................19
2.1.2 Madeira..............................................................................................................23
2.1.3 Cozimento...........................................................................................................25
2.1.4 Evaporação.........................................................................................................28
2.1.5 Caldeira de Recuperação...................................................................................30
2.1.6 Caustificação e Forno de Cal.............................................................................34
2.2 PESQUISA OPERACIONAL....................................................................................36
2.3 REDES NEURAIS ARTIFICIAIS.............................................................................37
2.3.1 Funcionamento...................................................................................................38
2.3.2 Função de ativação............................................................................................40
2.3.3 Arquitetura.........................................................................................................42
2.3.4 Projeto................................................................................................................43
2.3.5 Treinamento, Aprendizagem e Validação..........................................................44
2.3.6 Algoritmo............................................................................................................47
2.4 ALGORITMO ELIPSOIDAL....................................................................................48
2.5 MODELAGEM E SIMULAÇÃO DE PROCESSOS INDUSTRIAIS ......................52
3 MATERIAIS E MÉTODOS...............................................................................................54
4 RESULTADOS ..................................................................................................................67
5 CONCLUSÃO....................................................................................................................73
5.1 SUGESTÕES PARA TRABALHOS FUTUROS......................................................75
REFERÊNCIAS BIBLIOGRÁFICAS .......................................................................................76

13
1 INTRODUÇÃO
As indústrias de celulose estão sempre numa busca incessante para redução de
custos e melhoria no rendimento operacional de suas plantas (BRACELPA, 2009). Este
trabalho busca, através de técnicas de modelagem e otimização de processos, contribuir para a
melhoria operacional de uma caldeira de recuperação química em uma indústria de celulose.
A metodologia proposta está baseada no desenvolvimento de uma rede neural que
descreve o processo em estudo e empregar o algoritmo elipsoidal para otimizar as variáveis
operacionais de entrada de uma caldeira de recuperação, resultando em redução de custo de
produção, melhoria operacional e aumento no rendimento.
Segundo IPPC (2000), Hoglund (1999), Axegard (1997) e Springer (1993), a
otimização de processos é uma das principais alternativas para melhoria do custo e do
rendimento operacional de uma indústria de celulose.
Podem ser encontrados na literatura vários trabalhos que utilizam técnicas de
inteligência artificial, redes neurais, algoritmos genéticos, lógica fuzzy e neuro-fuzzy para
modelar sistemas de combustão. Podem-se citar os trabalhos de Prokhorenkov e Sovlukov
(2002) e Santoso et al. (2005) como exemplos de trabalhos desenvolvidos em lógica fuzzy
para melhoria do controle em caldeiras industriais.
Segundo Kalogirou (2003) as redes neurais artificiais são as mais utilizadas para
modelar sistemas de combustão. Patan e Parisini (2005), Meireles et al. (2003) afirmam que
as redes neurais são uma boa alternativa para modelagem e simulação de processos
industriais, sejam estes processos lineares ou não-lineares.
Existem vários trabalhos de modelagem e otimização aplicados em caldeiras de
recuperação na indústria de celulose. Dentre os quais se podem citar: Marques (2005) que
modelou o controle de nível do tubulão de uma caldeira, Cunha (2005) que analisou a
influência da caldeira de recuperação no sistema de abate de material particulado da indústria
de celulose e papel, Saha (1998) que desenvolveu uma rede neural para controle da caldeira,
Costa et al. (2005) que descreveram um modelo matemático para a fornalha de uma caldeira
de recuperação, Widarsson e Dotzauer (2007) que desenvolveram uma rede para detecção de
vazamento em uma caldeira de recuperação.
Vieira (2003) cita vários trabalhos desenvolvidos em indústrias de celulose e
papel utilizando redes neurais artificiais. Porém a maioria dos trabalhos citados é
desenvolvida para máquinas de papel e não para a indústria de celulose. Dentre os trabalhos

14
desenvolvidos para a indústria de celulose podem ser citados: Costa (2000), que desenvolveu
um simulador para o Sistema de Evaporação Múltiplo-Efeito de Licor Preto, baseado em
redes neurais e um modelo fenomenológico; Dayal (1994) que aplicou redes neurais e
métodos de mínimos quadrados para modelar o #Kappa em um digestor contínuo; Gerhard
(1998) que desenvolveu através de redes neurais parâmetros para limpeza dos efeitos de
evaporadores; Leiviska et al. (1999) que utilizaram uma combinação de redes neurais,
algoritmos genéticos e lógica fuzzy para otimização da produção de uma planta de
branqueamento de polpa; Martinelli (2000) que realizou estudos para a construção de um
sensor virtual, através da técnica de redes neurais, para predizer a concentração do licor preto
na planta de evaporação; Moczydlower (2002) que desenvolveu modelos para inferir variáveis
de controle do digestor, principalmente #Kappa; Rudd (1991) que desenvolveu uma rede para
estimar a consistência na manta de um filtro lavador na planta de Branqueamento; Schultz et
al. (1999) que desenvolveram redes neurais para predizer a espessura do cavacos em função
do tempo de estocagem e posição; Sorsa et al. (1992) que utilizaram redes neurais para
investigar quebras na folha em máquinas de celulose e papel; Vaughan et al. (1999) que
utilizaram redes neurais para modelar, em tempo real, a alvura da polpa após o estágio final
de branqueamento com dióxido de cloro; Zhu et al. (1997) que aplicaram redes neurais no
processo de branqueamento.
Atualmente as redes neurais artificiais estão sendo utilizadas nas mais diversas
aplicações no Brasil, nas quais se pode citar a recuperação de informação (FERNEDA, 2006),
processo de tratamento de água (MENEZES et al., 2009), modelagem de sistemas de
resfriamento (KLASSEN et al., 2009), estimação de volume de árvores (GORGENS 2009),
engenharia nuclear (LUCAS, 2009), predição de rugosidade do aço (PONTES, 2010).
Existem inúmeras razões para justificar o uso de redes neurais na área de
processos químicos e a primeira delas é que são bons aproximadores de funções não lineares
(HORNIK et al.; 1989 e CYBENKO, 1989). Uma segunda razão, conforme Qin (1997), é que
uma rede neural pode ser treinada utilizando dados históricos de um processo químico, pois
com a disponibilidade da imensa massa de dados provenientes dos sistemas digitais de
controle distribuídos (SDCD), a construção de um modelo baseado em redes neurais é
eficiente em termos de custo.
O algoritmo elipsoidal foi utilizado por possuir algumas características
interessantes, como: alta robustez, estrutura simples e as restrições podem ser trabalhadas
independente do algoritmo (SALDANHA, 1999; TAKAHASHI et al., 2003; CALAFIORE e
DABBENE, 2007).

15
O algoritmo elipsoidal tem sido usado em diversas pesquisas, podendo-se citar
controle adaptativo (CABRAL e SAFONOV, 2003), programação linear (GUPTA et al.,
2010), projeto de controladores (KHAISONGKRAM and BANJERKPONGCHAI, 2006);
KANEV et al., 2003; BARTHOLOMAUS, 2002), programação não linear (RUGENSTEIN e
KUPFERSCHMID, 2004; SHAH et al., 2001).
O uso da pesquisa operacional (PO) justifica-se pela maneira que são conduzidas
as pesquisas. O processo começa pela observação, formulação do problema e coleta de dados
relevantes (HILLIER e LIEBERMAN, 2006). Para um levantamento ideal do processo é
importante usar técnicas de pesquisa operacional, que mostram o processo, sugerindo
alterações para o futuro, agregando valor e recomendando soluções.
A importância da PO é melhor entendida quando se pensa nos recursos
financeiros, matéria prima, tempo, pessoas e equipamentos, que são normalmente escassos
e/ou caros. Uma utilização de recursos que, a priori, leva em conta a maximização do seu
benefício (maximização de lucro ou minimização de custo) é um fator diferencial no mundo
competitivo.
Segundo Sarimveis et al. (2003), a PO explora as vantagens de programação
matemática para desenvolver ferramentas para ajudar na tomada de decisão e otimizar a
operação de uma fábrica de celulose, tendo como possíveis parâmetros os custos de
combustível e eletricidade, a demanda de produção, a disponibilidade de unidades de
produção, etc.
1.1 Objetivos
O objetivo deste trabalho é otimizar as variáveis operacionais de uma caldeira de
recuperação visando maximizar a produção de vapor.
Será utilizado redes neurais artificiais para obtenção do modelo e o algoritmo
elipsoidal para combinar as principais variáveis de entrada do modelo, e aplicar as sugestões
obtidas do algoritmo de otimização no processo estudado e verificar seu resultado.
Para atingir o objetivo é necessário investigar o processo estudado, as técnicas de
pesquisa operacional, modelagem e simulação de processos industriais, redes neurais
artificiais e algoritmo elipsoidal e aplicá-las no problema de otimização.

16
1.2 Justificativa para o trabalho
O desenvolvimento de um modelo detalhado da planta, a utilização de otimização
de processos e modelos não lineares são ferramentas úteis para redução de custo e aumento de
produção na indústria, devido à minimização de insumos como combustível e eletricidade
(SARIMVEIS et al., 2003).
Segundo Sarimveis et al. (2003), na competição entre as indústrias de celulose e
papel há uma grande necessidade de soluções que podem abaixar o custo de produção total.
Segundo Embiruçu e Lima (1999), a otimização determina os valores ótimos das
variáveis manipuladas da unidade que proporcionam um melhor rendimento ou um maior
valor de uma função associada a lucro. Para tanto, o sistema calcula o ponto ótimo de um
objetivo econômico (mínimo custo ou máximo lucro), que é escrito sob a forma de uma
equação que contém os custos de matérias-primas, reagentes, utilidades, e os preços dos
produtos.
1.3 Restrições
Toda implantação e testes dos novos parâmetros operacionais sugeridos pelo
modelo desenvolvido devem ser feitos com a indústria em funcionamento; uma parada não
programada é uma situação totalmente indesejada. A parada programada de produção para
manutenção acontece no máximo duas vezes ao ano, e é o momento ideal para inserir
alterações no sistema de controle.
1.4 Mercado de celulose e papel brasileiro
De acordo com dados da BRACELPA (2009), a produção brasileira de celulose
vem apresentando um crescimento médio anual de cerca de 7,6% e o setor de papel um
crescimento de 5,7%. Em 2008 foram produzidos 800 mil toneladas a mais de celulose e 200
mil toneladas a mais de papel em relação a 2007. As cinco regiões do Brasil possuem 220

17
empresas distribuídas em 450 municípios, localizados em 17 estados, com área plantada de
1,7 milhão de hectares para fins industriais, equivalente a 0,2% do território nacional.
O Brasil é reconhecidamente uma referência do setor de papel e celulose. Os
custos de produção das empresas estão entre os menores do mundo. Mais de 30 anos de
investimentos em pesquisa genética permitiram que o eucalipto brasileiro esteja pronto para o
corte em um tempo muito menor do que em outros países.
Atualmente o país é o líder mundial na produção de celulose de eucalipto,
ocupando a 6ª colocação no ranking de celulose de mercado e 12ª posição na produção de
papel como mostra a Tabela 1, sendo responsável por 6,2% e 2,3% dos respectivos mercados
mundiais (BRACELPA, 2009).
O setor de papel e celulose é responsável pela geração de 114 mil empregos
diretos e 570 mil empregos indiretos no Brasil. Em 2008 foi responsável por um saldo
comercial de US$ 4,1 bilhões, representando 16% do superávit da balança comercial do Brasil
(BRACELPA, 2009).
Destaca-se ainda, a evolução da produtividade das florestas plantadas no setor,
apresentando, nos últimos 25 anos, um incremento na produtividade média de 63% para o
Eucalipto e de 58% para as florestas de Pínus, com potencial de acréscimo de cerca de 30%
para o futuro (ABRAF, 2008). As principais razões para os altos níveis de produtividade são:
as condições climáticas e de solo, os investimentos em pesquisa e desenvolvimento em
genética e biotecnologia, a matéria prima de alta qualidade, a organização do setor privado,
além de práticas de manejo florestal e rotação de áreas plantadas aliadas à existência de mão
de obra altamente qualificada.
Além do lado econômico e financeiro, a indústria de celulose e papel promove e
incentiva o desenvolvimento econômico e social em regiões localizadas fora dos grandes
centros urbanos. Segundo a BRACELPA (2009), em 2007, US$ 585 milhões foram investidos
em projetos e iniciativas na área da educação, saúde, programas de educação ambiental e
geração de emprego e renda.

18
Tabela 1: Maiores Produtores Mundiais de Celulose e Papel 2007
Fonte: BRACELPA 2009
Apesar desse crescimento constante do setor de celulose e papel, o relatório anual
da ABRAF (2008) mostra que as florestas tendem a ocupar áreas já desmatadas ou apoiadas
pelos programas de fomento florestal. Vale ressaltar que cerca de 1% das florestas nativas do
Brasil encontra-se preservado pelas empresas do setor de florestas plantadas, sob a forma de
preservação permanente, reserva legal e reserva particular do patrimônio natural. Além disso,
podem-se destacar alguns pontos positivos de contribuição ambiental, uma vez que as
florestas plantadas são responsáveis pela restauração de terras degradadas, conservação do
solo, sequestro de CO2, proteção da biodiversidade e recursos hídricos.
1.5 Organização dos capítulos
O Capítulo 2 apresenta as revisões bibliográficas a respeito da produção de
celulose Kraft, pesquisa operacional, redes neurais artificiais, algoritmo elipsoidal e técnicas
de modelagem e simulação de processos industriais. Primeiramente é apresentado todo o
processo produção Kraft, enfatizando o ciclo de recuperação química e em especial a caldeira
de recuperação química, que é foco principal do trabalho. Mostra-se a pesquisa operacional

19
como base para o levantamento de dados e estudo do processo. Faz-se um estudo das redes
neurais artificiais, suas funções e aplicações na indústria de celulose e em caldeiras de
recuperação. Mostram-se as particularidades do algoritmo elipsoidal e suas principais
características. Na parte de modelagem estudou-se os tipos de modelos matemáticos, suas
definições e aplicações.
O Capítulo 3 é dedicado aos materiais e métodos. Este capítulo apresenta todo o
desenvolvimento do trabalho, evidenciando os materiais utilizados na pesquisa, informações
dos dados coletados, algoritmos e ferramentas necessárias para implementação da otimização
proposta e aplicação dos conhecimentos adquiridos.
O Capítulo 4 é dedicado aos resultados encontrados após implantação do
algoritmo na caldeira de recuperação. É analisada a resposta do algoritmo quanto à eficiência
na produção de vapor e a eficiência de redução de sulfato a sulfeto.
O Capítulo 5 é dedicado às considerações finais. Neste capítulo são apresentas as
conclusões da dissertação e sugestões para trabalhos futuros.
2 REVISÃO BIBLIOGRÁFICA
2.1 PROCESSO DE FABRICAÇÃO DE CELULOSE KRAFT
2.1.1 Visão geral do processo de produção de celulose Kraft
O processo Kraft foi desenvolvido em 1879, na Alemanha, no qual o polpeamento
de madeiras é feito por meio de soda e sulfeto de sódio (ASSUMPÇÃO et al., 1988). A
palavra Kraft é de origem sueca e alemã que significa “força” (resistência).
O processo Kraft tem como função dissolver a madeira, separando as fibras da
lignina, agente ligante das fibras na madeira. Essa separação tem que ocorrer com o mínimo
de degradação dos carboidratos. Na etapa de cozimento da madeira, emprega-se o hidróxido
de sódio (NaOH ) e o sulfeto de sódio ( SNa2 ) como agente ativo na reação.
A indústria de celulose é basicamente composta de três linhas de produção:
−−−− Linha de Fibra: recepção de madeira, polpação (digestor), lavagem,
branqueamento, secagem e expedição;

20
−−−− Linha de Recuperação: evaporação, caldeira de recuperação, caustificação e
forno de cal;
−−−− Linha de Utilidades: tratamento de água e efluente, produção de químicos e ar
comprimido, turbogeradores etc.
O processo de obtenção de celulose apresenta um subproduto denominado “licor
preto”. Esse fluido contém a parte da madeira denominada lignina combinada com os
reagentes químicos utilizados no início do processo de polpação. Por razões econômicas e
ambientais torna-se estritamente necessária a reutilização desse produto em um processo
denominado recuperação de produtos químicos, que consiste na elevação do teor de sólidos e
em seguida sua queima na caldeira de recuperação.
Segundo Pioto (2003) os principais fluxos de uma indústria de celulose Kraft são
mostrados na Figura 2.1. A Figura 2.1 mostra a linha de fibras como fluxo principal e os
outros processos interagindo com a mesma. Costa (2000) descreve as principais etapas
envolvidas no processo de produção de celulose Kraft da seguinte forma:
−−−− Preparo das toras de madeira: as toras são transformadas em cavacos por meio
de um processo que envolve a retirada das cascas seguida de uma etapa para
redução de tamanho nas linhas de picagem;
−−−− Cozimento dos cavacos de madeira: os cavacos são levados ao digestor
juntamente com o licor branco de cozimento e adiciona-se vapor para elevar a
pressão e temperatura para realização do cozimento;
−−−− Separação da pasta e do licor formados: a etapa de cozimento separa a polpa
celulósica, que é enviada para as etapas sequentes da linha de fibras, do licor
preto fraco, que é enviado ao ciclo de recuperação.

21
Figura 2.1: Principais etapas envolvidas na rota produtiva Kraft Fonte: (PIOTO, 2003)
Durante o processo de recuperação, o licor preto que sai do digestor é levado a um
sistema de evaporadores de múltiplo efeito para que o mesmo aumente o seu conteúdo de
sólidos. O licor mais concentrado é então queimado nas caldeiras de recuperação. Os sais
fundidos resultantes são tratados e retornam à rota produtiva de celulose na forma de licor
branco (NaOH e Na2S). Assim, uma característica importante deste processo de recuperação
dos sais inorgânicos é que as etapas envolvidas estão correlacionadas de forma a atribuir ao
processo global uma natureza cíclica como mostra a Figura 2.2.
Cozimento
Pátio de madeira
Deslignificação
Extração/ Secagem da polpa marrom
Caldeira Biomassa
Evaporação Stripping
Caucinação da Lama de cal
Turbina
Tratamento de água
Caldeira recuperação
Oxidação do Licor Branco
Preparação de Oxigênio
Prod. Químicos (branq.)
Caustificação Licor Verde
Água tratada Óleo combustível
Cascas e finos
Vapor
Dregs
Cal
Óleo combustível
Oxigênio líquido ou ar
Insumos Produtos químicos de branqueamento
Celulose
Branqueamento
Lavagem de Polpa marrom
Madeiras
Energia Elétrica Vapor
Licor branco
Gases Odorosos concentrados
Água tratada
Lavagem da Polpa
Licor verde
Rejeitos
Vapor de processo

22
Figura 2.2: Diagrama cíclico do processo recuperação Kraft Fonte: (ASSUMPÇÃO et al., 1988)
Segundo Assumpção et al. (1988), o processo Kraft tem como principal vantagem
o sistema de recuperação dos produtos químicos a ele associado. Por outro lado, apresenta
como desvantagens: o alto custo, baixo rendimento entre 40 a 50%, as emissões de odores no
ambiente, baixa alvura após o cozimento e, consequentemente, maior custo de
branqueamento.
Após a etapa de cozimento, a polpa que deixa o digestor passa por uma lavagem
de massa marrom. Em seguida é branqueada através de uma série de processos químicos que
utilizam oxigênio, peróxido de hidrogênio, soda cáustica e dióxido de cloro. Por fim, a polpa
é enviada para as etapas de secagem e enfardamento.
Armazenamento de licor fraco
Lavagem de “dreg’s” Clarificador de licor verde
Tanque de dissolução
Armazenagem de licor verde
Armazenagem de licor branco
Clarificadores Forno de cal
Espessador da lama de cal
Lavagem da lama de cal
Água
Calcário
Caustificadores
Evaporador
Armazenagem de Licor negro
Fornalha de recuperação
Sulfato de sódio de reposição
Cavacos
Água
Pasta
Tanque de descarga
Digestor
Lavagem de pasta
Armazenagem de Licor negro

23
2.1.2 Madeira
Segundo Gomide (2005), a madeira é uma matéria-prima formada de fibras em
múltiplas camadas, ligadas entre si por forças interfibrilares e pela lignina, que age como
ligante. Para separar essas fibras é preciso despender certa quantidade de energia. Define-se
polpação como o processo utilizado para transformar a madeira em uma massa de fibras
individualizadas, a qual consiste na ruptura das ligações entre as fibras no interior da estrutura
da madeira, levando em consideração o tipo de produto que se deseja para determinação do
processo a usar.
A madeira é a matéria-prima utilizada para a produção da celulose e suas
características morfológicas têm relação direta com o rendimento do processo e com a
qualidade do produto final a ser produzido. Existem diferentes formas de plantio da madeira e
essas formas interferem diretamente na definição morfológica da polpa a ser produzida. As
empresas buscam cada vez mais, menores índices de variação nessas características, tendo a
padronização dos métodos de plantio e cultivo da madeira como primeiro ponto a ser
considerado.
A tendência das empresas é a busca de madeiras produzidas através de clones que
mais se adaptam a região cultivada. O eucalipto foi introduzido no Brasil em 1903, por
Navarro de Andrade para a produção de dormentes para estradas de ferro (CARVALHO,
2005) e atualmente é a madeira mais utilizada para produção de celulose de fibra curta.
A Figura 2.3 mostra uma floresta de eucalipto plantada por sementes, nota-se
claramente uma despadronização na floresta. Em contrapartida na Figura 2.4 uma floresta
plantada através de clones, que a priori tem uma uniformidade maior que a plantada com
sementes (GOMIDE, 2005).
24
Figura 2.3: Floresta de Eucalipto – Sementes Fonte: (GOMIDE, 2005)
Figura 2.4: Floresta de Eucalipto – Clones Fonte: (GOMIDE, 2005)
O melhoramento genético é a ciência utilizada em plantas e animais para a
obtenção de indivíduos ou populações com características desejáveis, a partir do
conhecimento do controle genético destas características e de sua variabilidade.
Em sua forma mais comum, o melhoramento florestal se dá por meio da seleção
de indivíduos superiores, identificados em plantações comerciais, os quais podem ser
vegetativamente multiplicados, ou restabelecidos em um delineamento adequado. Para a

25
comprovação de sua superioridade genética, para a produção de sementes ou para a
propagação comercial (CARVALHO, 2005).
A qualidade da madeira é a soma de todas as características e propriedades que
afetam o rendimento em produtos finais e sua adequação para as aplicações pretendidas. A
qualidade final dos produtos pode ser afetada por características, como: densidade, rigidez,
presença de nós, cerne, bolsas de resina, teor de lignina, teor de extrativos e outros. Essas
variações são causadas, além do material genético, pelas diferenças de manejo, idade de corte,
porção a ser retirada da árvore, etc. (CARVALHO, 2005).
O efeito das condições de cozimento nas propriedades tanto da polpa como do
papel são pequenas quando comparadas com as variações advindas das próprias
características da madeira. Pelo menos 80% das variações na qualidade da polpa e do papel
podem ser atribuídas a variações das características morfológicas das fibras na madeira
(GOMIDE, 2005).
A celulose é descrita como sendo um polissacarídeo que se apresenta como
polímero de cadeia linear com comprimento suficiente para ser insolúvel em solventes
orgânicos, água, ácidos e bases diluídos, todos à temperatura ambiente. Constitui-se única e
exclusivamente de unidades de β-D-anidro glicopiranose unidas por ligações covalente C-O-C
(Carbono – Oxigênio – Carbono), denominadas β–glicosídicas ou β (1-4) (COLODETTE,
2005).
2.1.3 Cozimento
O processo de cozimento tem o objetivo de dissolver e extrair a lignina,
permanecendo a celulose e a hemicelulose.
O bom cozimento depende do tamanho e espessura do cavaco, e da capacidade de
impregnação. Esse processo de cozimento químico usa soda cáustica, compostos de enxofre
(denominado licor branco ou licor de cozimento), temperatura e tempo de cozimento
adequado em um vaso pressurizado, conhecido como digestor.
Durante o cozimento a lignina e os carboidratos são atacados por hidrosulfetos
(SH-) e hidróxidos (OH-). O (SH-) ataca a lignina e o (OH-) ataca tanto a lignina como os
carboidratos. A lignina consome 1/3 do álcali e os carboidratos 2/3, mas isso não significa que

26
2/3 dos carboidratos são extraídos. Uma parte da lignina não é retirada para evitar o ataque
exagerado aos carboidratos (GOMIDE, 2005).
Os digestores são vasos de pressão onde os cavacos de madeira são tratados com o
licor de cozimento, à pressão e temperatura entre 150 e 170°C (BERGLIN et al., 1999),
visando a produção de pasta de celulose (ASSUMPÇÃO et al., 1988). O ciclo de operação do
cozimento inicia-se com a introdução dos cavacos e do licor branco no digestor, seguido pelo
aquecimento do conjunto até a temperatura estabelecida, conforme o tipo de cozimento
empregado. As variáveis: temperatura, tempo de cozimento e quantidade de reagentes,
promovem a solubilização e separação das fibras. A Figura 2.5 mostra um dos digestores da
empresa estudada.
Figura 2.5: Digestor Fonte: Autor
Para evitar a ebulição do licor de cozimento é necessário que o digestor trabalhe
com uma pressão acima da pressão atmosférica, possibilitando assim um aumento da
temperatura de cozimento, uma aceleração nas reações químicas de deslignificação e maior
produtividade no equipamento.
O digestor é um vaso de pressão, onde são alimentados continuamente em sua
parte superior cavacos e licor (MOCZYDLOWER, 2002). O cozimento da madeira ocorre do
topo até o centro do digestor em fluxo co-corrente. Do centro até a parte inferior, realiza-se
uma operação de lavagem com fluxo em contracorrente, a fim de se retirar o licor preto
formado.

27
O objetivo do processo Kraft é chegar a um #Kappa estabelecido. Porém, é uma
tarefa difícil devido a diferenças na madeira que alimenta o processo, proporcionando sempre
algumas variações no resultado do cozimento (SANJUAN, 1997).
D`Almeida (1988) afirma que a lignina presente em pasta não branqueada é
prontamente oxidada por permanganato de potássio, enquanto a celulose é muito pouco
atacada. Tomando-se esta propriedade, pode-se definir o #Kappa como sendo o número em
ml de solução de permanganato de potássio 0,1N consumido por um grama de pasta
absolutamente seca, sob condições específicas.
O #Kappa foi determinado pela norma TAPPI (Technical Association for the
Pulp, Paper, and converting Industry) T236 cm-85. O #Kappa foi obtido após a quantificação
dos ácidos hexenurônicos e utilizando-se do fator de conversão proposto por Li e Gellertedt
(1997), no qual 11,9 mmol de Ahexs/kg de polpa correspondem a uma unidade de #Kappa.
A qualidade da polpa é usualmente verificada ao final do processo de cozimento
da madeira. Uma maneira tradicional de se realizar esta medida é a obtenção do #Kappa para
o processo.
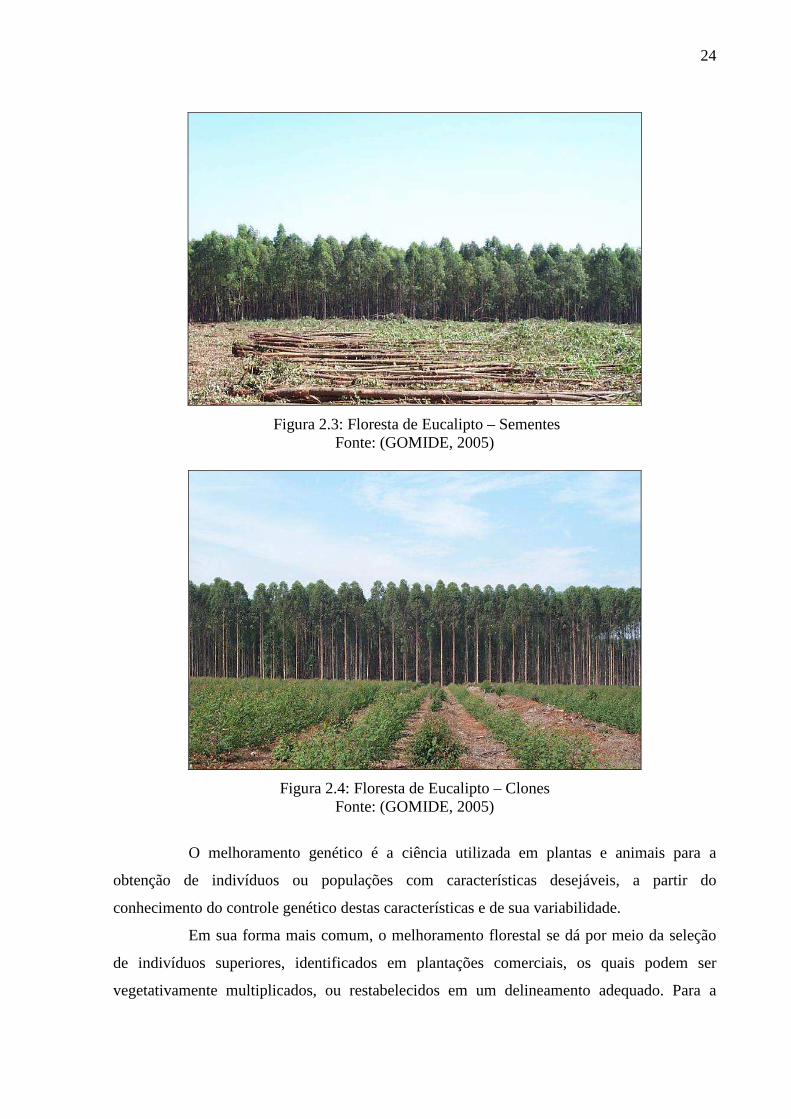
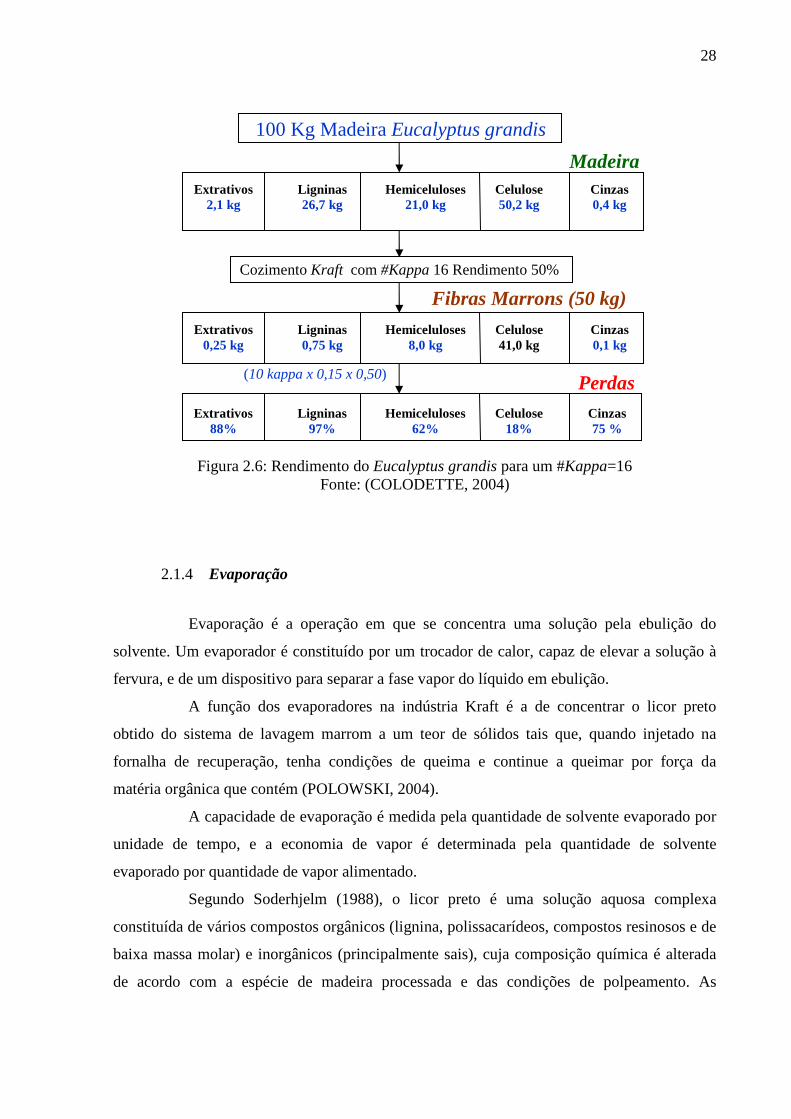
Por meio da Figura 2.6 percebe-se que o rendimento da madeira após o processo
de cozimento é de aproximadamente 50%.
100kg de Eucalyptus grandis possuí em sua madeira 2,1kg de extrativos, 26,7kg
de ligninas, 21kg de hemicelulose, 50,2kg de celulose e 0,4kg de cinzas. Após o processo de
cozimento uma massa marrom com #kappa 16 tem um rendimento de 50%.
Todos compostos da madeira são reduzidos, atingindo a um resultado de
aproximadamente 50kg, sendo 0,25kg de extrativos, 0,75kg de ligninas, 8kg de hemicelulose,
41kg de celulose e 0,1kg de cinzas.
28
Figura 2.6: Rendimento do Eucalyptus grandis para um #Kappa=16 Fonte: (COLODETTE, 2004)
2.1.4 Evaporação
Evaporação é a operação em que se concentra uma solução pela ebulição do
solvente. Um evaporador é constituído por um trocador de calor, capaz de elevar a solução à
fervura, e de um dispositivo para separar a fase vapor do líquido em ebulição.
A função dos evaporadores na indústria Kraft é a de concentrar o licor preto
obtido do sistema de lavagem marrom a um teor de sólidos tais que, quando injetado na
fornalha de recuperação, tenha condições de queima e continue a queimar por força da
matéria orgânica que contém (POLOWSKI, 2004).
A capacidade de evaporação é medida pela quantidade de solvente evaporado por
unidade de tempo, e a economia de vapor é determinada pela quantidade de solvente
evaporado por quantidade de vapor alimentado.
Segundo Soderhjelm (1988), o licor preto é uma solução aquosa complexa
constituída de vários compostos orgânicos (lignina, polissacarídeos, compostos resinosos e de
baixa massa molar) e inorgânicos (principalmente sais), cuja composição química é alterada
de acordo com a espécie de madeira processada e das condições de polpeamento. As
100 Kg Madeira Eucalyptus grandis
Extrativos 2,1 kg
Ligninas 26,7 kg
Hemiceluloses 21,0 kg
Celulose 50,2 kg
Cinzas 0,4 kg
Extrativos
0,25 kg Ligninas 0,75 kg
Hemiceluloses 8,0 kg
Celulose 41,0 kg
Cinzas 0,1 kg
Extrativos 88%
Ligninas 97%
Hemiceluloses 62%
Celulose 18%
Cinzas 75 %
Madeira
Fibras Marrons (50 kg)
Perdas (10 kappa x 0,15 x 0,50)
Cozimento Kraft com #Kappa 16 Rendimento 50%

29
propriedades físicas do licor são função da composição química, e são estas propriedades que
determinam o comportamento do licor nas unidades industriais de recuperação.
O licor preto fraco proveniente da lavagem, normalmente contém de 13 a 17% de
sólidos dissolvidos. Esta concentração deve ser aumentada para 65 a 82% antes do licor ser
queimado na caldeira de recuperação. Essa taxa de sólidos é um dos principais parâmetros de
dimensionamento do equipamento (VAKKILAINEN, 2005). Aquecedores a vapor e
evaporadores de múltiplo efeito são usados para essa finalidade, concentrar o licor até o nível
desejado para queima na caldeira de recuperação.
A Figura 2.7 mostra as duas plantas de evaporação existentes na empresa.
Figura 2.7: Plantas de Evaporação Fonte: Autor
Segundo LIMA et al. (2002), vários estudos têm representado os evaporadores de
múltiplo efeito por meio de modelos matemáticos baseados em BM e BE utilizando RN,
visando o aumento da concentração do licor preto. Atualmente existem sistemas capazes de
atingir super-concentrações acima de 80% (SCHREIBER, 2000).
A evaporação é um processo de transferência de calor e consome em média 25%
do vapor requerido em uma indústria de celulose. O calor é fornecido pela condensação do
vapor saturado em contato com a superfície de aquecimento dos evaporadores (tubos ou
placas).

30
2.1.5 Caldeira de Recuperação
A caldeira de recuperação química em uma indústria de celulose possui três
funções básicas, atua como um reator químico para a produção de sulfeto de sódio ( SNa2 ) e
carbonato de sódio ( 32CONa ), como uma caldeira para geração de vapor pela combustão de
licor preto e como fonte destruidora da matéria orgânica dissolvida, eliminando
consequentemente o descarte ambiental TAPPI (1992); POLOWSKI (2004).
A Figura 2.8 mostra uma caldeira de recuperação química da empresa onde foi
desenvolvido o trabalho.
Figura 2.8: Caldeira de Recuperação Fonte: Autor
A caldeira queima o licor preto, que é um subproduto do processo de produção de
celulose e que contém componentes orgânicos e inorgânicos em um meio aquoso alcalino. A
queima da matéria orgânica possibilita a produção do vapor de alta pressão (GULLICHSEN e
FOGELHOLM, 1999). Para Cardoso (2002), o licor preto compreende, além do poder
calorífico, outras propriedades importantes e representativas para o processo de recuperação
das substâncias imersas na sua composição, a densidade, capacidade de elevação do ponto de
ebulição, tensão superficial, viscosidade (comportamento reológico), condutividade térmica,
solubilidade dos compostos inorgânicos.
A maior importância que se dá à queima eficiente do licor preto (combustível)
frente à geração de vapor é o que diferencia a caldeira de recuperação de outros tipos de

31
caldeiras. Além de uma geração de vapor dentro das necessidades da fábrica, deseja-se obter a
maior quantidade de SNa2 possível. Dessa forma, a fornalha da caldeira de recuperação
funciona como um reator químico onde se deseja maximizar a eficiência de redução (COSTA
et al., 2002). Segundo Saturnino (2003) a produção de vapor tem adquirido um significado
compatível com a recuperação dos compostos inorgânicos do licor.
Segundo D'almeida(1988) as reações gerais de licor negro não-oxidado e oxidado
são representadas nas equações 2.1 e 2.2.
)(2)(32)(2)(22242 22324 gsgg COCONaSOSHSNaCOHSONa ++++→++ ∆ 2.1
)(2)(22322 222 gg COSOSNaCSSNa ++→+ ∆ 2.2
A alimentação do licor preto na fornalha é realizada na forma de spray por bocais
em cada parede do equipamento, conforme mostrado nas Figuras 2.9 e 2.10. Ao serem
alimentadas à caldeira, as partículas de licor sofrem diferentes modificações que são
classificadas como: secagem (eliminação da umidade restante no licor), pirólise (queima do
carbono fixo), oxidação e redução do leito de fundidos (smelt). Cada transformação sofrida
pelo licor acontece, predominantemente, em uma região da fornalha da caldeira de
recuperação (COSTA et al, 2005).
Esses estágios envolvem reações químicas e transformações físicas distintas, que
podem ou não ocorrer de forma sequencial. Durante a pirólise a partícula de licor aumenta em
cerca de vinte vezes seu volume, devido à grande liberação de gases. Neste estágio a partícula
de licor se encontra em chamas. Encerrada a pirólise, a partícula passa a ser composta por sais
inorgânicos, principalmente 32CONa , SNa2 e 42SONa e o carbono fixo (HUPA, 2002).
Com o fim da pirólise, a chama desaparece e se inicia o processo de queima do
carbono fixo. Ao final do processo, resta ainda algum carbono e sais inorgânicos na partícula.
Após perder a umidade, sofrer a pirólise e queimar parte do carbono fixo, a
partícula atinge a superfície do leito de sais fundidos na parte inferior da fornalha. Iniciam-se
então as reações de oxidação e redução dos sais inorgânicos (COSTA et al, 2005).
Quando o licor é queimado, os componentes inorgânicos se acumulam no fundo
da fornalha e recebem o nome de camada, leito ou pilha, onde é terminada a queima da
matéria orgânica, conforme Figura 2.10. A matéria inorgânica que não queima é drenada
pelas bicas de fundido e caem no tanque de dissolução onde, misturado com licor branco

32
fraco, geram uma solução chamada de licor verde, que é composta basicamente por carbonato
de sódio ( 32CONa ) e sulfeto de sódio ( SNa2 ). Este licor verde é enviado à área de
caustificação para produção de uma solução chamada de licor branco, através de reações
químicas. O licor branco é composto principalmente por hidróxido de sódio (NaOH ) e
sulfeto de sódio ( SNa2 ), que será enviado para o digestor para completar o ciclo de
recuperação (MARTINELLI et al., 2008).
A alimentação de ar de combustão na fornalha da caldeira é realizada em três
níveis, primário, secundário e terciário, conforme Figuras 2.9 e 2.10. A principal razão para
isso são as funções antagônicas de proporcionar um ambiente oxidante para as reações de
combustão da matéria orgânica do licor preto, e, ao mesmo tempo, promover um ambiente
redutor para que as reações de redução do sulfato de sódio para sulfeto de sódio ocorram
(ALMEIDA, 2006).
O ar primário tem a função de controlar o formato e a posição do leito de sais e
fornecer oxigênio para as reações de combustão do carbono residual. O ar secundário tem a
função de controlar a altura do leito, manter a temperatura do leito, secar o licor e queimar os
produtos voláteis oriundos do aquecimento do licor. O ar terciário tem a função de completar
a combustão do licor e selar a fornalha para minimizar o arraste de material particulado junto
com os gases para a sessão superior (ADAMS et al., 1997).
As vazões de ar primário, secundário e terciário são controladas individualmente
através da regulagem das guilhotinas na saída de cada ventilador.
A água que é alimentada na caldeira é desmineralizada para evitar corrosão
interna nos tubos, essa água é enviada para os economizadores, que são responsáveis por
executar a primeira elevação de temperatura, aproveitando os gases da saída da caldeira. Por
isso o nome economizador, seguindo para o balão superior. Geralmente as caldeiras têm
circulação natural de água em seus tubos, ou seja, não há bombas de circulação de água e a
circulação ocorre por diferença de temperatura.
A Figura 2.9 mostra uma visão lateral de uma caldeira de recuperação
evidenciando seus principais componentes.

33
Figura 2.9: Vista lateral da caldeira de recuperação Fonte: Kvaerner 2002
A partir do balão superior sai o vapor saturado que alimenta os painéis de
superaquecedores. Nos superaquecedores há a transformação do vapor saturado para vapor
superaquecido e o controle de temperatura através de dessuperaquecedores instalados na
saída.
De acordo com Grace (1992), a camada de fundidos é relativamente impenetrável
ao ar de combustão, e é em seu interior que ocorrem as reações de redução endotérmicas que
absorvem a energia liberada pelas reações de oxidação. A combinação de reações exotérmicas
e endotérmicas gera um gradiente de temperatura no smelt. A temperatura na superfície do
leito de fundidos é da ordem de 1000 a 1200°C, podendo chegar a próximo dos 760 °C em
sua parte mais baixa (GRACE e FREDERICK, 1997). Como o que se deseja é aumentar o
Super aquecedores Bancada Economizador
Balão Superior
Ar terciário
Cortina
Ar secundário
Ar primário
Injeção de licor preto

34
rendimento das reações de redução, é importante que a temperatura no interior do leito de
fundidos seja elevada, já que as reações desejadas precisam absorver energia para ocorrer.
Figura 2.10: Injeção de licor preto na fornalha Fonte: Kvaerner 2002
Os gases gerados pela queima de licor preto passam por precipitadores
eletrostáticos para redução do teor de material particulado e em seguida vão para a atmosfera.
Esse material que é retirado dos gases é retornado para um tanque, normalmente chamado de
tanque de mistura, e misturado com o licor preto que é queimado.
2.1.6 Caustificação e Forno de Cal
O sistema de caustificação faz parte do ciclo de recuperação química do processo
Kraft. Seu objetivo é a produção do licor branco (utilizado no cozimento dos cavacos no
digestor) a partir de produtos químicos inorgânicos recuperados na caldeira de recuperação e
forno de cal.
Segundo Green e Hough (1998), a viabilidade econômica de uma fábrica depende
da capacidade do sistema de caustificação em converter produtos químicos recuperados em
um licor branco de qualidade para atender à demanda de produção de celulose.
A Figura 2.11 mostra dois fornos rotativos e partes do processo de caustificação
da empresa onde foi desenvolvido o trabalho.
Injeção de licor preto
Injeção de licor preto
Ar terciário
Ar secundário
Ar primário
Camada de fundidos
Piscina de fundido (smelt)
Bica de fundido (smelt)

35
Figura 2.11: Caustificações e Fornos Fonte: Autor
Esse processo envolve uma reação química simples, seguida de uma sequência de
processos físicos que envolvem, basicamente, separação sólido/líquido.
O licor de cozimento (licor branco) para o processo Kraft tem sua origem no licor
verde, que é formado a partir do smelt (fundido da caldeira de recuperação) diluído com um
licor fraco adicionado ao tanque de dissolução. A cal é dosada à solução de smelt (licor verde)
produzindo licor branco e carbonato de cálcio como subproduto (lama de cal). O licor branco
é separado da lama de cal e enviado para o digestor, onde atuará como licor de cozimento. O
carbonato de cálcio é calcinado no forno de cal para produzir cal. A lama de cal é lavada para
reduzir seus constituintes químicos antes de ser levada ao forno de cal. O licor fraco resultante
da lavagem da lama de cal é reciclado para dissolver o smelt e produzir o licor verde.
De acordo com Sethuraman et al. (1995), o desempenho de um sistema de
caustificadores é afetado por vários fatores como a qualidade e a quantidade de cal, as
concentrações dos componentes no licor verde e a temperatura e a intensidade da mistura do
licor.
O controle desse processo é importante para atingir o máximo possível de
eficiência da caustificação e produzir licor branco com uma adequada concentração e pureza,
evitando-se, dessa forma, problemas associados às altas e baixas dosagens de cal.
Caustificação
Fornos
36
A reação de caustificação acontece em uma série de quatro tanques reatores
misturadores. Esse tipo de reator, comumente utilizado no processamento industrial, é um
tanque agitado, operado continuamente e referido como reator tanque agitado continuamente
(CSTR) (FOGLER, 1999; PERRY e GREEN, 1997; BEQUETTE, 2003).
A lama resultante da caustificação é queimada (calcinada) em um forno e
transformada em cal (óxido de cálcio) e usada no processo, para a produção de licor branco e
enviado para o digestor.
2.2 PESQUISA OPERACIONAL
Como o próprio nome indica, a pesquisa operacional (PO) envolve “pesquisa
sobre operações”. Portanto, a pesquisa operacional é aplicada a problemas envolvendo como
conduzir e coordenar as operações em uma organização (HILLIER e LIEBERMAN, 2006).
Segundo Lóss (1981), o início da PO no Brasil se deu aproximadamente uma década após sua
implantação na Grã-Bretanha e nos Estados Unidos, sendo que as aplicações à economia é
que motivou os trabalhos pioneiros da PO.
A palavra pesquisa do termo pesquisa operacional significa uma abordagem que
relembra a maneira pela qual são conduzidas as pesquisas em campos científicos. Em grau
considerável, o método científico é utilizado para investigar o problema empresarial. Em
particular, o processo começa observando-se e formulando-se cuidadosamente o problema,
incluindo a coleta de dados relevantes.
A próxima etapa é construir um modelo científico (tipicamente matemático) que
abstrai a essência do problema real. Parte-se, então, da hipótese de que esse modelo é uma
representação suficientemente precisa das características essenciais da situação e de que as
conclusões obtidas do modelo também são válidas para o problema real. A seguir, são
realizadas experimentações adequadas para verificar a eficiência do modelo e modificá-lo
conforme necessário. Essa etapa é frequentemente conhecida como validação do modelo.
A PO também trata da gestão prática da organização. Portanto, para ser bem-
sucedida, necessita fornecer conclusões inteligíveis para o tomador de decisão (HILLIER e
LIEBERMAN, 2006).

37
Na PO existem várias técnicas para se resolver os modelos matemáticos que
podem surgir na prática, e o tipo e a complexidade é que determinam a natureza do método de
solução (TAHA, 2008).
Um estudo de PO nunca deve começar com um viés em favor de utilizar uma
ferramenta matemática específica antes que sua utilização possa ser justificada. A
programação linear é uma técnica de sucesso, há uma tendência a usá-la como a ferramenta
preferencial para modelagem. Portanto, é ideal que se utilize técnicas mais simples como
médias, gráficos e histogramas, com o objetivo de apontar a fonte do problema. Uma vez
definido o problema, pode-se tomar uma decisão em relação à ferramenta mais adequada para
a solução (TAHA, 2008).
A definição precisa de todos os passos para realização de uma pesquisa
operacional é incerta, pois variam muito de acordo com o sistema estudado, mas Taha (2008)
e Hillier e Lieberman (2006) concordam que os pontos a seguir são considerados básicos:
−−−− Definição do problema;
−−−− Construção do modelo;
−−−− Solução do modelo;
−−−− Validação do modelo;
−−−− Implementação da solução.
Neste trabalho as técnicas de pesquisa operacional colaboraram com a definição
do problema, do escopo do trabalho e com a escolha do processo a ser estudado.
2.3 REDES NEURAIS ARTIFICIAIS
As Redes Neurais Artificiais (RNA’s) são algoritmos matemáticos baseados na
estrutura de um neurônio biológico e que possuem a capacidade de relacionar parâmetros de
entrada (variáveis independentes) e saída (variáveis dependentes) “aprendendo” com
exemplos fornecidos (BAUGHMAN e LIU, 1995).
A aprendizagem ocorre sem requerer conhecimento algum acerca da relação entre
as variáveis que interferem no processo em questão (PARK et al., 2005).

38
Os problemas tratáveis por meio de redes neurais podem ser divididos em três
tipos principais: aproximação de função, classificador de padrões e agrupamento de dados
(HAYKIN, 2001). Segundo Venkatasubramanian et al. (2003) as redes são utilizadas
principalmente para resolver problemas de predição e classificação e a topologia básica de
redes neurais artificiais são de alimentação progressiva (feedforward) (BIGUS 1996).
As redes neurais são uma boa alternativa para modelagem e simulação de
processos industriais, apresentam uma boa capacidade de representar as não linearidades dos
processos industriais e são excelentes para modelar processos complexos, pois possuem alta
capacidade de aprendizagem como cita (PATAN e PARISINI, 2005).
Segundo Kalogirou (2003), as redes neurais artificiais estão sendo aplicadas com
sucesso em vários campos da matemática, engenharias, medicina, economias, meteorologia,
psicologia, neurologia, e muitos outros.
As redes neurais têm uma capacidade de adaptação ao problema, por meio de
ajuste dos pesos sinápticos, o que corresponde à etapa de treinamento, de modo a aumentar
sua eficiência (MITTAL e ZHANG, 2000).
Majidian e Saidi (2007) compararam a lógica fuzzy com RNAs para prever a
ruptura de tubos em caldeiras e concluíram que a rede neural foi superior na facilidade de
aplicação e na precisão da predição.
Todos esses fatores e sua adaptação aos processos industriais contribuíram para
escolha da técnica para o desenvolvimento deste trabalho, contribuindo negativamente para a
afirmação de Rudd (1999), que descreve que a modelagem de processos de produção de
celulose e papel utilizando redes neurais, tem sido investigada, ainda que timidamente.
2.3.1 Funcionamento
De acordo com Haykin (2001) e Braga et al. (2000) uma rede neural é um
processador paralelamente distribuído, constituído de unidades de processamento simples, tais
unidades são dispostas em uma ou mais camadas e interligadas por um grande número de
conexões.
As RNAs têm a propensão natural para armazenar conhecimento experimental e
usá-lo futuramente, assemelhando muito ao cérebro (RUBINI e YAMAMOTO, 2006), a

39
priori o conhecimento é adquirido através de um processo de treinamento e aprendizado dos
dados a ela fornecidos.
A soma dos sinais de entrada no “neurônio” é submetida a uma função de
ativação, a exemplo do modelo de ativação elétrica dos neurônios biológicos das redes neurais
naturais, esse procedimento determina a saída que, por sua vez, torna-se entrada para outra
camada.
Na maioria dos modelos essas conexões estão associadas a pesos, os quais
armazenam o conhecimento representado no modelo e servem para ponderar a entrada
recebida por cada neurônio da rede.
Uma descrição do neurônio artificial é mostrada na Figura 2.12.
Figura 2.12: Modelo de um neurônio artificial Fonte: Haykin, 2001
Nesse modelo não-linear (Figura 2.12), podem ser identificados três elementos
básicos do modelo neural:
−−−− Sinapses: ou conexão de entrada, caracterizadas por pesos ou forças próprias.
Um sinal jx na entrada da sinapse, conectada ao neurônio k é multiplicado
pelo peso sináptico kjw ;
−−−− Junção aditiva: responsável pela soma ponderada dos sinais de entrada;
−−−− Função de ativação: restringe a amplitude da saída do neurônio e limita o
intervalo permissível de amplitude do sinal de saída. Podem ser do tipo linear
e não-linear. Tipicamente o intervalo normalizado da amplitude da saída de
um neurônio é escrito como o intervalo unitário fechado [0, 1] ou
alternativamente [-1, 1].
Σ
wk1
wk2
wkm xm
x2
x1
Bias
kb
Pesos sinápticos
Junção aditiva
( )⋅ϕ
Função de ativação
Saída yk
vk Sinais de
entrada M M

40
O modelo neural apresentado na Figura 2.12 inclui também um bias aplicado
externamente, representado por kb . O bias kb tem o efeito de aumentar, ou diminuir a entrada
líquida da função de ativação.
Em termos matemáticos, pode se descrever um neurônio k escrevendo as equações
2.3 e 2.4:
= ∑
=
m
jjkjk xwu
1
(2.3)
( )kkk buy += ϕ (2.4)
Unindo as equações 2.3 e 2.4 temos a equação 2.5.
+= ∑
=
m
jjkjk bkxwy
1
ϕ (2.5)
A priori mxxx ,...,, 21 são os sinais de entrada; kmkk www ,...,, 21 são os pesos
sinápticos do neurônio k; ku é a saída do combinador linear devido aos sinais de entrada; bk é
o bias; ( )⋅ϕ é a função de ativação; e ky é o sinal de saída do neurônio.
2.3.2 Função de ativação
Segundo Haykin (2001), a função de ativação )(⋅ϕ é responsável pela definição
da saída do neurônio em função de seu nível interno de ativação, conforme mostrado na
Figura 2.12 e para que haja esta derivação necessita-se que a função )(⋅ϕ seja contínua.
Haykin (2001) mostra 2 tipos básicos de funções de ativação. Função de limiar e
função sigmóide.
Os tipos de função de ativação mais utilizados são:
−−−− Função de limiar: na literatura de engenharia, esta forma é normalmente
referida como função de Heaviside. A função é descrita pela Equação 2.6a.
( )
<≥
=0 se 0,
0 ,1 vsevϕ (2.6a)
41
−−−− Função sigmóide: cujo gráfico tem a forma de S, é de longe a forma mais
comum de função de ativação utilizada na construção de redes neurais
artificiais. Ela é definida como uma função estritamente crescente que exibe
um balanceamento adequado entre comportamento linear e não-linear. Um
exemplo de função sigmóide é a função logística, determinada pela equação
2.6b.
( ))(exp1
1av
v −+=ϕ (2.6b)
sendo, a é o parâmetro de inclinação da função sigmóide. Variando-se o parâmetro a, obtemos
funções sigmóides com diferentes inclinações.
A função de ativação sigmoidal é a mais utilizada em RNAs do tipo MLP
(Multilayer Perceptron) e caso a escolha seja a função sigmoidal é necessário normalizar as
entradas para o intervalo de 0 a 1 (WANDRESEN, 2004).
As funções de ativação definidas nas equações (2.6a) e (2.6b) se estendem de 0 a
+1. Algumas vezes é desejável que a função de ativação se estenda de -1 a +1, assumindo
neste caso uma forma anti-simétrica em relação à origem; isto é, a função de ativação é uma
função impar no campo local induzido. Especificamente, a função de limiar da equação 2.6a
pode ser definida na equação 2.7.
( )
<−=>+
=0 ,1
0 vse 0,
0 ,1
vse
vse
vϕ (2.7)
Para a forma correspondente de uma função sigmóide podemos utilizar a função
tangente hiperbólica, mostrada na equação 2.8.
( ) )tanh(vv =ϕ (2.8)
42
2.3.3 Arquitetura
Segundo Haykin (2001) a arquitetura é a maneira que os neurônios de uma RNA
estão estruturados. A definição da arquitetura é de grande importância na sua concepção, visto
que ela restringe o tipo de problema que pode ser tratado pela RNA.
Fazem parte da definição da arquitetura os seguintes parâmetros: número de
camadas da rede, número de nós da camada escondida, tipo de conexão entre os nós e a
topologia da rede.
Identificam-se três tipos de arquitetura:
−−−− Redes alimentadas adiante (feedforward) de uma única camada;
−−−− Redes alimentadas adiante de múltiplas camadas (Multilayer Feedforward
Networks);
−−−− Redes recorrentes.
Redes com uma única camada de nós só conseguem resolver problemas
linearmente separáveis. Uma rede multicamada é composta por uma camada de entrada, uma
ou mais camadas escondidas e uma camada de saída. Redes recorrentes, por sua vez, são mais
apropriadas para resolver problemas que envolvem processamento temporal.
A rede pode ser completamente conectada onde cada neurônio está ligado a todos
os neurônios da camada seguinte; parcialmente conectada, onde cada neurônio está ligado a
certo número de neurônios da camada seguinte; ou localmente conectada onde há uma
conexão parcial orientada para cada tipo de funcionalidade.
Segundo Haykin (2001), as RNAs de uma única camada possuem uma camada de
entrada contendo nós fonte e uma única camada de saída, com nós computacionais. A camada
de entrada não é considerada no número de camadas pelo fato dos neurônios de entradas
serem especiais, cuja função é distribuir cada uma das entradas da rede (sem modificá-las) a
todos os neurônios da camada seguinte.
A função da camada “intermediária” é encontrar o melhor conjunto de pesos que,
multiplicados pelos valores dos dados de “entrada”, possam encontrar uma saída predita
semelhante com a saída ideal.
De acordo com Haykin (2001) um neurônio é uma unidade de processamento de
informação que é fundamental para a operação de uma RNA e os pesos determinam em que
grau o neurônio deve considerar sinais de excitação que ocorrem naquela conexão.

43
A Figura 2.13 mostra um exemplo de RNA alimentada adiante, com duas
camadas totalmente conectadas. As RNAs alimentadas adiante com múltiplas camadas
(Multilayer Feedforward Networks) comumente denominadas de MLP (Multilayer
Perceptron), são as redes mais difundidas na literatura e segundo Norgaard (2000), são as
mais utilizadas para modelagem e controle de processos e serão utilizadas neste trabalho.
Figura 2.13: Rede alimentada adiante, totalmente conectada com uma camada oculta. Fonte: Haykin(2001)
2.3.4 Projeto
Segundo Haykin (2001) o projeto de uma RNA passa pelas seguintes etapas:
−−−− Seleção da arquitetura com definição da quantidade de nós de entrada, nós
escondidos e nós de saída;
−−−− Treinamento da RNA a partir de um conjunto de dados do processo;
−−−− Validação da rede treinada a partir da avaliação das respostas da rede mediante
a apresentação de dados não utilizados durante o treinamento, ou seja,
avaliação de sua capacidade de generalização.
Camada de entrada de nós
fonte
Camada de neurônios ocultos
Camada de neurônios de
saída

44
2.3.5 Treinamento, Aprendizagem e Validação
O treinamento que também pode ser chamado de processo de aprendizagem
consiste em ajustar os pesos sinápticos para a rede neural encontrar valores ótimos de saída ou
entrada sem “decorar” os dados apresentados (AGUIAR, 2000). Segundo Polowski (2009), a
aprendizagem é dividida em três tipos:
−−−− Aprendizagem supervisionada é baseada na comparação direta entre a saída da
rede e a saída desejada. Frequentemente é formulada como uma minimização
de uma função de erro tal como o erro quadrático médio entre a saída da rede
e a saída desejada sobre o conjunto de dados disponíveis. Um método de
otimização baseado na descida do gradiente, o “backpropagation” pode ser
utilizado para ajustar os pesos da rede iterativamente a fim de minimizar o
erro;
−−−− Aprendizagem por reforço é um caso especial da aprendizagem supervisionada
onde a saída desejada exata é desconhecida sendo baseada somente na
informação de uma saída ser ou não ser correta;
−−−− Aprendizagem não supervisionada é baseada na correlação entre os dados de
entrada.
Para realizar o treinamento de uma rede neural é necessário um conjunto de dados
que contenha pares de entrada e saídas. Desta forma o problema do treinamento das redes
neurais se resume em um problema de otimização em que se deseja encontrar o melhor
conjunto de pesos que minimize o erro médio quadrático calculado entre as saídas da rede e as
saídas desejadas.
Segundo Haykin (2001): “Aprendizagem é um processo pelo qual, os parâmetros
livres de uma rede neural são adaptados através de um processo de estimulação pelo ambiente
no qual a rede está inserida. O tipo de aprendizagem é determinado pela maneira pela qual a
modificação dos parâmetros ocorre”. Esta definição do processo de aprendizagem implica na
sequência de eventos:
−−−− A rede neural é estimulada pelo ambiente;
−−−− A rede neural sofre modificações nos seus parâmetros livres como resultado
dessa estimulação;

45
−−−− A rede neural aprende acerca de seu ambiente através de um processo iterativo
de ajustes aplicados a seus pesos sinápticos e níveis de bias. Idealmente, a
rede se torna mais instruída sobre o seu ambiente após cada iteração do
processo de aprendizagem;
−−−− A rede neural responde de uma maneira nova ao ambiente, devido às
modificações ocorridas na sua estrutura interna.
As propriedades de uma RNA de fundamental importância são: a habilidade de
aprender a partir de seu ambiente e a habilidade de melhorar o seu desempenho através da
aprendizagem.
Para o treinamento de uma rede neural é necessário um conjunto de dados
suficiente para garantir que a rede realmente aprenda as relações entre as variáveis. Espera-se
que quanto mais pontos forem usados, menor será o erro na validação.
As redes neurais quando bem treinadas têm a capacidade de reconhecer padrões
não apresentados durante o treinamento, isso se deve a sua capacidade de generalização, que é
sua capacidade de calcular saídas coerentes para dados de entrada ainda não conhecidos.
Ao termo “padrões desconhecidos” fica subentendido que seja um conjunto de
padrões extraído da mesma população dos conjuntos de dados de treinamento, ou seja, dados
com mesmas características estatísticas dos padrões de treinamento.
Segundo Teixeira (2001) a capacidade de generalização não é uma propriedade
inerente às RNAs, ou seja, ela não é facilmente obtida simplesmente submetendo a rede à fase
de treinamento. Braga et al. (2000) descrevem que alguns fatores devem ser levados em
consideração para se obter uma RNA com elevada capacidade de generalização e,
basicamente, esta generalização sofre a influência:
−−−− do tamanho e representatividade estatística do conjunto de dados de
treinamento;
−−−− da arquitetura da rede neural;
−−−− da complexidade física do problema abordado.
Não existe uma regra para escolher o tamanho do conjunto de treinamento. Cada
problema abordado requer uma quantidade de amostras capaz de representá-lo. Este
parâmetro não é de simples estimativa dado que o domínio do problema nem sempre é
conhecido.
46
A escolha da arquitetura do modelo neural adequada à complexidade do problema
é um dos maiores desafios no estudo da capacidade de generalização. Modelos com
arquiteturas muito grandes elevam sua complexidade. Quando a complexidade do modelo é
maior que a necessária para modelar o problema, a rede tende a ficar super-ajustada aos dados
de treinamento, respondendo inadequadamente aos padrões de validação e testes.
O super-ajuste do modelo aos dados de treinamento é comumente chamado de
overfitting, e reduz a capacidade de um modelo generalizar. Porém, se a complexidade do
problema supera a complexidade do modelo, este não é capaz de descrever e representar o
domínio do problema, caracterizando assim o fenômeno de sub-ajuste ou underfitting. A
Figura 2.14 ilustra o que pode ocorrer com a resposta da rede quando sob os efeitos de sub-
ajuste e super-ajuste aos dados e treinamento.
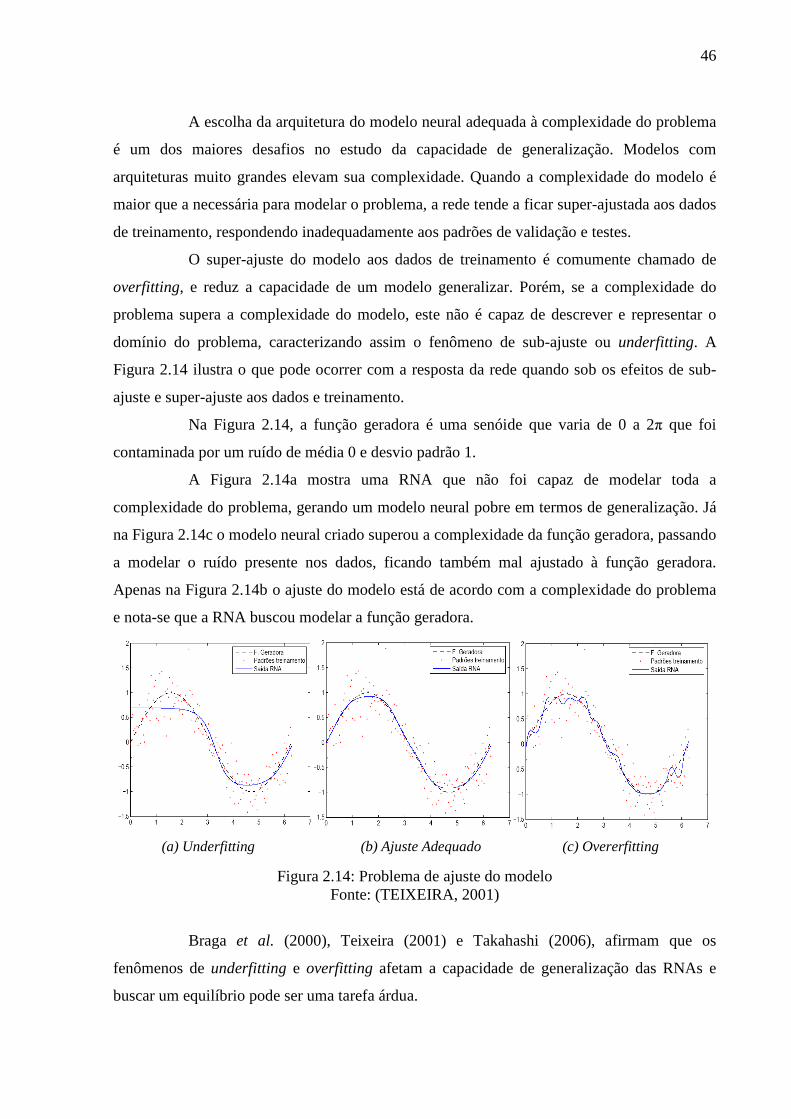
Na Figura 2.14, a função geradora é uma senóide que varia de 0 a 2π que foi
contaminada por um ruído de média 0 e desvio padrão 1.
A Figura 2.14a mostra uma RNA que não foi capaz de modelar toda a
complexidade do problema, gerando um modelo neural pobre em termos de generalização. Já
na Figura 2.14c o modelo neural criado superou a complexidade da função geradora, passando
a modelar o ruído presente nos dados, ficando também mal ajustado à função geradora.
Apenas na Figura 2.14b o ajuste do modelo está de acordo com a complexidade do problema
e nota-se que a RNA buscou modelar a função geradora.
(a) Underfitting (b) Ajuste Adequado (c) Overerfitting
Figura 2.14: Problema de ajuste do modelo Fonte: (TEIXEIRA, 2001)
Braga et al. (2000), Teixeira (2001) e Takahashi (2006), afirmam que os
fenômenos de underfitting e overfitting afetam a capacidade de generalização das RNAs e
buscar um equilíbrio pode ser uma tarefa árdua.
47
De acordo com Haykin (2001) uma RNA que é projetada para generalizar bem,
produzirá um mapeamento correto de entrada - saída mesmo quando as entradas forem um
pouco diferentes dos exemplos utilizados para o treinamento da rede. Se uma rede é treinada
em excesso, ela perde a habilidade de generalizar entre padrões de entrada – saída similares.
2.3.6 Algoritmo
O algoritmo mais utilizado em RNAs do tipo MLP é o back-propagation, que
propaga o erro das camadas finais da rede para as iniciais (Braga 2000), segundo Radke
(2002) é o mais conhecido.
Segundo Ribeiro (2003), o algoritmo back-propagation baseia-se no gradiente
descendente do erro, ou seja, na minimização do erro médio quadrático (EQM). Dependendo
dos pesos iniciais, do número de neurônios intermediários e do coeficiente de aprendizado,
pode acontecer da RNA atingir um mínimo local e se esse mínimo local significar um EQM
aceitável, o aprendizado está realizado, caso contrário é necessário reiniciar o treinamento.
A rede perceptron multicamada alimentada adiante (feedforward), que utiliza o
algoritmo de aprendizagem de retro-propagacão (back-propagation), gerou muito interesse
pela habilidade em aprender padrões não linearmente separáveis, a priori a maioria dos
trabalhos práticos aplicados a mapeamento são não linearmente separáveis (BOTELHO,
2004).
Segundo Haykin (2001) não existe critérios de parada bem definidos para o
algoritmo back-propagation, mas existem alguns critérios que trabalham de forma razoável.
O método de treinamento com parada antecipada (Early Stopping) é uma técnica
de treinamento baseada na divisão dos padrões em pelo menos dois conjuntos distintos de
dados, mas com mesma representatividade estatística. Esses conjuntos são chamados
normalmente de conjuntos de treinamento e de validação que após um período de estimação
(treinamento), os pesos sinápticos e os níveis dos bias do perceptron de múltiplas camadas
são todos fixos e a rede opera no seu modo direto para frente. O erro de validação é então
medido por cada exemplo do subconjunto de validação. Quando a fase de validação é
completada, a estimação (treinamento) é reiniciada para um novo período e o processo é
repetido.

48
O erro de treinamento deve ser monotonicamente decrescente a partir do início do
treinamento, que deve ser interrompido no momento que este erro começa a crescer com os
padrões de validação, embora o erro de treinamento ainda seja decrescente (TAKAHASHI,
2006). Esta sintonia indica que o treinamento está levando a rede a uma condição de sobre
ajuste e para evitá-lo o treinamento é interrompido e os parâmetros da RNA na época anterior
são considerados como os parâmetros finais obtidos com o treinamento.
2.4 ALGORITMO ELIPSOIDAL
Segundo Ecker e Kupferschid (1983), o método Elipsoidal foi originalmente
desenvolvido por Yudin e Nemirovski e por Shor, mas sua popularização só ocorreu com
Khachian, em 1979, depois de utilizá-lo para obter um algoritmo de tempo polinomial para
programação linear.
O algoritmo foi proclamado como substituto do Simplex, o que nunca aconteceu.
Essa informação é reforçada por Karp (2008), que afirma que o elipsoidal tem pouca utilidade
prática, mas descreve que é uma ferramenta poderosa para resolver problema de otimização
combinatória.
O algoritmo elipsoidal é um método determinístico de otimização, baseado no
gradiente da função objetivo ou das funções de restrição de um elipsóide de n dimensões, que
delimita uma região na qual se encontra o ponto ótimo do problema.
Embora não apresente uma velocidade de convergência semelhante a de outros
métodos determinísticos, como os métodos de Newton ou quase-Newton (TODD, 2002), o
método elipsoidal possui algumas características interessantes, como: alta robustez, estrutura
simples e de fácil implementação (SALDANHA, 1999; TAKAHASHI et al., 2003;
CALAFIORE e DABBENE, 2007).
A alta robustez ao número de restrições tornam o método aplicável a problemas
de otimização de funções não-convexas ou não suaves, fazendo dele uma importante
ferramenta na resolução de problemas de formulação complexa.
Segundo Kavitha e Nasre (2010), quando o número de restrições e variáveis são
exponenciais o algoritmo não pode ser usado diretamente, deve-se primeiramente reduzir o
número de variáveis.

49
O algoritmo é baseado na exclusão de semi-espaços por meio de elipsóides. A
idéia intuitiva do algoritmo é cercar a solução ótima com um elipsóide. A partir de um
elipsóide inicial, que compreende toda a região de busca, são feitos cortes, gerando elipsóides
menores, até que se chegue a um elipsóide que contemple o ponto ótimo, que será seu centro
(BLAND et al., 1980; BOYD et al., 1994).
Na Figura 2.15 apresenta-se uma atualização iterativa de uma elipse, a qual define
o corte de um semiplano e as curvas de nível da função que se pretende otimizar. Nota-se
pelas quinas nas curvas de nível que a função-objetivo não é continuamente diferenciável.
Figura 2.15: Atualização iterativa de uma elipse com o corte de um semiplano Fonte: (SALGADO et al., (2007)
O algoritmo trata as restrições de forma clara e o corte baseia-se na função
objetivo ou nas restrições. Sua convergência para o mínimo global é garantida caso as funções
envolvidas sejam contínuas quasi-convexas e pode ser acelerada com o uso de cortes
profundos e de restrições ativas (VIEIRA et al., 2007).
A idéia matemática do algoritmo elipsoidal é cercar a região do problema com um
elipsóide de n dimensões, onde n é o número de variáveis da função objetivo.
A Figura 2.16 mostra a evolução do algoritmo, respeitando as restrições e gerando
um kx . O kx é utilizado na geração de um novo elipsóide, menor que o anterior, mas que
ainda mantém em seu interior o ponto ótimo da função. Através de iterações sucessivas, o
centro do elipsóide kE converge para a solução do problema.
Dado um elipsóide qualquer kE , o próximo elipsóide 1+kE é gerado por meio da
divisão do elipsóide kE e deve conter a solução do problema.

50
Figura 2.16: Mostra de uma interação do método elipsoidal (center cut) Fonte: Autor
O elipsóide inicial (elipse maior) tem centro no ponto )(kx . O subgradiente da
função objetivo, calculado no ponto kx , resulta no vetor g . O vetor g determina o semiplano
a ser descartado e determina o semi-elipsóide que deve estar contido no novo elipsóide, cujo
centro, depois de calculado pela fórmula de recorrência, é o ponto 1+kx . O novo elipsóide
também é mostrado.
A equação 2.9, mostra a formulação genérica de um elipsóide, onde 1−Q é uma
matriz de ordem n, definida, positiva, simétrica e conhecida como matriz característica do
elipsóide, e Cx representa o ponto de centro do elipsóide.
O próximo elipsóide será definido 1+kx e 1+kQ , onde 1+kx é o próximo ponto de
centro e 1+kQ é a nova elipse, como mostrado nas equações 2.10 e 2.11.
}1)()(:{),( 1 ≤−−== −C
TC xxQxxxQxEE (2.9)
dxx kk 11 δ+=+ (2.10)
51
)( 321T
kk ddQQ δδ −=+ , (2.11)
na qual:
gQg
gQd
kT
k−= (2.12)
.)1(
2;
)1(;
)1(
132
2
21 +=
−=
+=
nn
n
nδδδ (2.13)
Na equação 2.12, a variável g representa o gradiente da restrição mais violada, ou
da função objetivo caso kx seja viável. Desta forma, g aponta para o lado de corte do
elipsóide. Na Equação 2.13 mostra-se as constantes 1δ , 2δ , 3δ , que podem ser substituídas
pelas constantes da Equação 2.14 em função do uso de um algoritmo com deep cut (corte
profundo), que tende a acelerar a convergência do processo de otimização, ao custo, porém,
de uma perda na robustez do algoritmo (SALDANHA et al., 1999).
Segundo Khaisongkram and Banjerkpongchai (2006), Shor e Gershovich (1992)
foram os primeiros a sugerir a técnica de corte profundo para acelerar a convergência
algoritmo elipsoidal.
Na Equação 2.14 a profundidade do corte é representada pelo parâmetro α ,
podendo variar de 0 a 1/n (máximo corte possível).
Quando a elipse é atualizada com valores de α maiores que 0, realiza-se um deep
cut. À medida que se aproxima de 1/n, mais espaço é descartado a cada iteração, podendo
resultar no descarte da solução do problema (SALDANHA et al., 1999).
;))(1(
)1(2;
)1(
)1(;
)1(
)1(32
2
21 ααδαδαδ++
−=−−=
++=
nn
n
n
n
n
n (2.14)

52
2.5 MODELAGEM E SIMULAÇÃO DE PROCESSOS INDUSTRIAIS
Um modelo matemático pode ser definido de várias formas, seja como uma
representação ou interpretação simplificada da realidade ou segundo uma abstração
matemática do processo real (SEBORG et al., 1989; AGUIRRE, 2004). Também pode ser
definido como um sistema de equações cuja solução, dado um conjunto de dados de entrada,
representa a resposta do processo, uma realidade física ou um determinado sistema (DENN,
1986; GARCIA, 2005). Dessa forma as equações que constituem o modelo são uma
aproximação do processo real, e, segundo Garcia (2005) e Aguirre (2004), o modelo não pode
incorporar todas as características do processo real.
Edgar e Himmelblau (1988) definem modelo matemático como uma
representação dos aspectos essenciais de um sistema existente ou um sistema a ser construído,
que transmite conhecimento sobre tal sistema em uma forma utilizável.
Segundo Aguirre (2004), há várias formas de classificar técnicas de modelagem.
Uma delas agrupa os métodos em três grupos denominados: modelagem caixa branca,
modelagem caixa preta e modelagem caixa cinza.
Na modelagem caixa branca é necessário conhecer bem o sistema com o qual se
está lidando, bem como as leis físicas que descrevem o sistema a ser modelado. Por essa razão
esse tipo de modelagem é também conhecida como modelagem pela física ou natureza do
processo, modelagem conceitual ou modelagem fenomenológica. Infelizmente, devido ao
conhecimento necessário, à complexidade e ao tempo necessário para modelar um sistema,
partindo do equacionamento dos fenômenos envolvidos, nem sempre é viável (AGUIRRE,
2004; FELDER e ROUSSEU, 2005; ALESSANDRI, 2003).
Identificação de sistemas é uma área de modelagem matemática que estuda
técnicas alternativas à modelagem caixa branca. Uma das características dessas técnicas é que
pouco ou nenhum conhecimento prévio do sistema é necessário e, consequentemente, tais
modelos são referidos como modelagem (ou identificação) caixa preta ou modelagem
empírica.
Um conjunto de técnicas que poderia ser classificado como estando entre a
modelagem pela física ou natureza do processo e a identificação caixa preta é chamado de
identificação caixa cinza. As técnicas desse grupo caracterizam-se por usar informação
auxiliar, que não se encontra no conjunto de dados utilizados durante a identificação

53
(AGUIRRE,2004). Segundo Correa (2001), essa ferramenta busca combinar as vantagens dos
procedimentos de identificação caixa preta e caixa branca.
Segundo Aguirre (2004) e Ljung (1999) existem cinco etapas do processo de
identificação: i) testes dinâmicos e coleta de dados; ii) escolha da representação matemática a
ser usada, iii) determinação da estrutura do modelo, iv) estimação de parâmetros e v)
validação do modelo.
No campo industrial, a automação destina-se a supervisionar, controlar e
comandar o processo produtivo industrial. Como tal, sua evolução depende do crescimento
e/ou da modernização do parque industrial. Ao mesmo tempo, os equipamentos de automação
induzem a modernização da indústria, elevando patamares de eficiência e flexibilidade
(COPELIOVITCH, 1993).
O nível de automação da fábrica é imprescindível para a obtenção dos dados e
todos os sistemas de controle devem estar interligados e confiáveis. A integração dos sistemas
de automação é a chave para o sucesso de uma planta e com as novas tecnologias de hardware
e software, têm-se agora a potencialidade para integrar componentes em sistemas diversos.
Segundo Fox (2001), uma total automação significa a implementação de um
completo sistema de integração da operação industrial. Esse sistema deve compor desde o
nível de chão de fábrica, sensores e atuadores, passando pelos dispositivos de rede até o
controle de processo. As questões relativas à atualização tecnológica e ao custo têm efeitos
diretos sobre a eficiência e modernidade do setor produtivo como um todo (GOBBATO,
1990).
De acordo com Bequette (2003), existem muitas razões para o desenvolvimento
de modelos matemáticos de processos. Melhorar ou entender a operação de processos é um
dos principais objetivos para o desenvolvimento de modelos dinâmicos de processo. Esses
modelos são geralmente usados para: treinamento de operadores, projetos de processo, análise
de sistemas de segurança, ou controle de processos
Conforme Leiviska et al. (1999), a interação com um determinado processo de
produção envolve normalmente a investigação de diversas áreas do conhecimento, visando
mostrar como cada variável desse processo se relaciona com as outras.
Toda metodologia usada em modelagem e simulação deve ser desenvolvida no
sentido de fornecer ferramentas adequadas para que as mesmas possam estabelecer as
melhores condições de operação dos equipamentos envolvidos e o consumo mínimo de
energia. Para que essas análises possam ser rápidas e eficientes pode-se utilizar a simulação

54
computacional, baseados em modelos provenientes de balanços de massa, de energia e de
equações de equilíbrio relacionados aos sistemas envolvidos (CUSTODIO 2003).
A aplicação de conceitos de otimização e de controle em processos industriais
demanda que se disponha de modelos matemáticos para tais processos, de modo que os
mesmos possam ser simulados em computador.
Conforme Paraíso (2001), um estudo mais aprofundado das condições de
operação possibilita à indústria estabelecer as melhores condições de operação, resultando na
economia de energia e melhorias na recuperação de produtos.
3 MATERIAIS E MÉTODOS
O processo Kraft de produção de celulose foi inicialmente estudado e verificou-se
com análises do processo, da experiência da equipe técnica de automação e dos engenheiros
de processo a possibilidade de melhorar o rendimento da caldeira de recuperação com a
otimização das variáveis operacionais utilizando um modelo matemático do processo.
Utilizou-se um sistema de gerenciamento da planta para coletar dados e armazená-
los em uma planilha eletrônica e, através da análise dos dados de processo, constatou-se que
algumas das variáveis da caldeira não estavam de acordo com o manual, principalmente as
variáveis ligadas ao sistema de combustão. Outro ponto determinante para o estudo e
otimização das variáveis de operação do equipamento foi a grande variabilidade de algumas
variáveis do processo, citando como exemplo a produção de vapor e a eficiência de redução
que são variáveis importantes para a caldeira.
Esses dados serviram de base para modelagem caixa preta do sistema, utilizando
redes neurais artificiais. O valor ótimo das variáveis de operação foi encontrado por meio do
modelo e do algoritmo elipsoidal. Na empresa onde foi desenvolvido o modelo matemático
existem três caldeiras de recuperação, sendo que a estratégia proposta foi instalada em uma
caldeira de recuperação e futuramente será instalada nas demais.
Segundo Felder e Rousseu (2005), quando se depara com uma descrição de um
processo, é essencial organizar a informação em uma forma apropriada para os cálculos
subsequentes. Uma maneira de se fazer isso é desenhar um diagrama de fluxo ou fluxograma
do processo, usando-se caixas ou outros símbolos para representar as unidades de processo

55
(reatores, separadores, misturadores, etc.) e setas para representar as correntes de entrada e de
saída.
Para se ter uma melhor visualização, um diagrama de fluxo é mostrado na Figura
3.1, evidenciando os principais fluxos de uma caldeira de recuperação. Um fluxograma do
processo pode servir de ajuda para começar os cálculos de balanços de massa. Para isso, o
diagrama deve ser rotulado com todas as variáveis conhecidas do processo e em cada corrente
de entrada e saída.
Figura 3.1: Diagrama de Fluxo da Caldeira de Recuperação Fonte: Autor
Entrada = licor preto forte + vapor baixa pressão + vapor media pressão + energia + água
polida + óleo combustível + ar.
Saída = vapor alta + licor verde + gases.
Sendo definidos como:
−−−− Licor preto forte: é o principal combustível da caldeira de recuperação, e a
maioria das variáveis do modelo são relacionadas a ele;
−−−− Óleo combustível: também denominado combustível auxiliar, é somente
acionado quando existe um problema no combustível principal, devido seu
alto custo;
−−−− Ar: é injetado de forma forçada dentro da caldeira e tem a finalidade de
viabilizar a combustão;
Caldeira de
Recuperação
Licor Preto Forte
Vapor Alta
Água Polida
Vapor Baixa Pressão
Óleo Combustível
Ar
Vapor Média Pressão
Licor Verde
Gases
Energia

56
−−−− Água polida: também chamada de água desmineralizada, é utilizada para
produção de vapor. Antes de adentrar na caldeira passa por vários processos
de purificação, como retirada de íons, retirada do oxigênio, controle de pH e
aditivos para não degradar os tubos da caldeira;
−−−− Vapores de média e baixa pressão: são utilizados para aquecer o ar e o licor
preto injetados na caldeira;
−−−− Vapor de alta pressão: é um vapor superaquecido (65Kgf/cm² e 450°C),
resultante da evaporação da água dentro dos tubos da caldeira. Nas fábricas de
celulose é usado para gerar energia através de geradores e distribuído para
outras partes da fábrica. Sua energia é usada para aumentar a concentração do
licor na evaporação, para auxiliar no cozimento do cavaco no digestor, para
secar a celulose e vários outros fins;
−−−− Licor verde: é a matéria inorgânica contida no licor preto, que após sofrer um
processo de redução química, é enviado ao processo de caustificação para
filtragem e recuperação, e ser novamente enviado ao processo de cozimento;
−−−− Gases: é o que sobra da combustão, ar quente e material particulado não
queimado.
Desse estudo partiu-se para o desenvolvimento de um modelo estático e todos os
dados de arranque, parada e mudança de produção da planta, ou seja, os períodos transitórios
foram eliminados, ficando somente os dados de operação contínua.
Conforme Taha (2008) deve-se buscar inicialmente uma solução linear para
resolver problemas de modelagem. Na tentativa de buscar uma solução linear para o problema
de otimização desenvolveu-se a Equação 3.1 baseada no custo e visando mostrar as condições
ideais das variáveis de entrada para minimizar o custo do vapor produzido.
Fva
CapFapCocFocCeeCvmFvmCvpFvbCustovaMin
∗+∗+∗+∗+∗=_ (3.1)
Sendo:
Custova = Custo vapor de alta pressão
Fvb = Fluxo vapor baixa pressão
Cvp = Custo vapor baixa pressão
Fvm = Fluxo vapor média pressão
Cvm = Custo vapor média pressão

57
e = Energia
Ce = Custo energia
Foc = Fluxo óleo combustível
Coc = Custo óleo combustível
Fap = Fluxo água polida
Cap = Custo água polida
Fva = Fluxo vapor alta pressão
O sistema não linear foi analisado através do método simplex, porém não atendeu
às expectativas, pois, as restrições sempre eram minimizadas ou maximizadas
individualmente não respeitando a relação entre as variáveis.
Dessa forma, desenvolveu-se um sistema não-linear baseado no rendimento do
processo, que é obtido pela divisão da produção total de vapor pelo combustível alimentado,
levando-se em conta as principais variáveis de entrada que podiam influenciar a saída.
Conforme Henson e Seborg (1997), os avanços em meios computacionais e
métodos numéricos de resolução de equações fizeram crescer a utilização de modelagem não-
linear. A quase totalidade dos processos químicos tem seu comportamento não-linear, e
somente assim consegue-se modelar um processo com eficiência (EDGAR e
HIMMELBLAU, 1988).
Definiu-se conforme experiência da equipe técnica e dos engenheiros de processo
as variáveis de entrada que mais poderiam influenciar no processo de produção, para usá-las
como entrada de uma rede neural MLP. Ao todo foram escolhidas 18 variáveis de entrada e
uma variável de sáida como mostra a Tabela 2.
A rede neural foi programada para “ler” os arquivos diretamente de uma planilha
eletrônica, que adquire os dados do processo através de um Process Information Management
System (PIMS) instalado na indústria. PIMS são sistemas que adquirem dados de processo de
diversas fontes, os armazenam em um banco de dados e os disponibilizam através de diversas
formas de representação, proporcionando uma visão unificada do processo (CARVALHO et
al., 2005).
Os dados de processo foram coletados a partir do mês maio de 2009, até março de
2010. A matriz de dados, após a eliminação dos períodos transitórios, ficou com
aproximadamente 7000 linhas (observações), e 19 colunas, sendo 18 colunas com dados de
entrada e uma coluna com dados de saída, como exemplificado na Tabela 2.

58
A rede neural escolhida tem uma camada de entrada, uma camada escondida e
uma camada de saída. As funções de ativação da camada oculta e saída são, respectivamente,
a função tangente hiperbólica e linear. Segundo Cybenko (1989), uma rede contendo uma
camada oculta cuja função de ativação seja sigmoidal é capaz de aproximar qualquer função
contínua.
A definição da quantidade de neurônios em cada camada intermediária tem
geralmente base empírica. Sendo alta, a rede pode sobreajustar os dados usados para
construção do modelo neural, perdendo a capacidade de generalização e, por outro lado,
sendo baixa, ela pode ser incapaz de extrair informações para modelar o problema (PARK et.
al, 2005).
Tabela 2: Variáveis utilizadas no desenvolvimento do modelo neural.
Nº Variáveis de Entrada Variável de Saída
1 Oxigênio Residual dos gases (%)
2 Temperatura da água de alimentação da caldeira (ºC)
3 Concentração do licor preto que é queimado na caldeira (%)
4 Fluxo de licor preto para queima (m³/h)
5 Temperatura do licor preto para queima (ºC)
6 Pressão do licor preto para queima (kgf/cm²)
7 Fluxo de licor preto TSS (Tonelada de Sólido Seco)
8 Relação ar / combustível (Ton ar/TSS)
9 Fluxo de ar primário (Nm³/h)
10 Temperatura do ar primário (ºC)
11 Pressão de ar primário (mmH2O)
12 Fluxo de ar secundário (Nm³/h)
13 Temperatura do ar secundário (ºC)
14 Pressão de ar secundário (mmH2O)
15 Fluxo de ar terciário (Nm³/h)
16 Temperatura do ar terciário (ºC)
17 Pressão de ar terciário (mmH2O)
18 Ar total (Nm³/h)
Fluxo de vapor
principal (Ton/h)
Fonte: Autor

59
Na busca da definição da quantidade ideal de neurônios na camada escondida,
foram feitos vários testes na rede, variando-se a quantidade de neurônios de 1 até 20 e
comparando com os resultados de validação e treinamento, como mostrado na Figura 3.2.
A Figura 3.2 mostra graficamente a correlação linear dos dados de treinamento e
validação. Escolheu-se a rede com 3 neurônios na camada escondida, porque acima de 3
neurônios não houve uma melhora significativa na resposta da rede e dificultaria o
desenvolvimento do modelo.
Número neurônios x Correlação Linear
0,9350
0,9400
0,9450
0,9500
0,9550
0,9600
0,9650
1 2 3 4 5 6 7 8 9 20
Número de Neurônios na camada oculta
Coe
ficie
nte
de
Cor
rela
ção
Line
ar
Treinamento
Validação
Figura 3.2: Escolha do número de neurônios na camada escondida Fonte: Autor
Para definição do algoritmo de treinamento da rede foram testados os 6 algoritmos
do software Matlab (2006), mostrados na Tabela 3. O algoritmo escolhido para utilização foi
o trainbr que obteve o melhor índice de correlação linear para validação e treinamento,
conforme mostra a Figura 3.3.

60
Tabela 3: Algoritmos de treinamento
Algoritmo Descrição Matlab Funcionamento
TrainBR Bayesian Regulation
backpropagation
É uma função de treinamento da rede que
atualiza os valores dos pesos e bias de acordo
com a otimização de Levenberg-Marquardt,
minimizando os erros quadrados e os pesos. O
processo é chamado Bayesian Regulation.
TrainSCG Scaled conjugate gradient
backpropagation
É uma função de treinamento da rede que
atualiza os valores dos pesos e bias de acordo
com o método do gradiente conjugado
escalonado.
TrainGDX
Gradient descent
w/momentum & adaptive lr
backpropagation
É uma função de treinamento da rede que
atualiza os valores dos pesos e bias de acordo
com a velocidade de descida do gradiente e de
uma taxa de aprendizagem adaptativa.
TrainLM Levenberg-Marquardt
backpropagation
É uma função de treinamento da rede que
atualiza os valores dos pesos e bias de acordo
com a otimização de Levenberg-Marquardt.
TrainGDA
Gradient descent with
adaptive lr
backpropagation
É uma função de treinamento da rede que
atualiza os valores dos pesos e bias de acordo
com gradiente descendente e uma taxa de
aprendizagem adaptativa.
TrainRP RPROP backpropagation
É uma função de treinamento da rede que
atualiza os valores dos pesos e bias de acordo
com o algoritmo backpropagation resiliente
(Rprop)
Fonte: Autor
A Figura 3.4 mostra como ficou a estrutura da rede ao final do desenvolvimento.
A rede ficou com 18 neurônios de entradas. Cada variável de processo é adicionada a uma
entrada da rede neural.

61
Coeficiente de correlação linear dos algoritmos testados
0,93
0,935
0,94
0,945
0,95
0,955
TrainBR TrainSCG TrainGDX TrainLM TrainGDA TrainRP
Algoritmo de Treinamento
Coe
ficie
nte
de
Cor
rela
ção
Line
arTreinamentoValidação
Figura 3.3: Escolha do algoritmo de treinamento Fonte: Autor
A rede MLP desenvolvida ficou com 3 neurônios na camada escondida (N1, N2,
N3), totalmente conectada e uma camada de saída, que é a produção de vapor da caldeira.
Pode-se notar na Figura 3.4 que essa rede contem 54 pesos sinápticos ligando a
entrada à camada escondida, 3 pesos ligando a camada escondida na somatória final e os bias
simbolizados por b1, b2, b3 e b4.
A rede neural conseguiu predizer a produção de vapor da caldeira com uma
correlação linear de aproximadamente 0,95. As Figuras 3.5 e 3.6 mostram a resposta da rede
para dados de treinamento e as Figuras 3.7 e 3.8 mostram as respostas de validação. As
Figuras 3.5 e 3.7 são gráficos que correlacionam, de forma linear, os valores de processo (eixo
X) e a predição da rede (eixo Y). Esses gráficos têm a finalidade de mostrar o quanto a
predição da rede está aproximando do valor real.

62
Figura 3.4: Estrutura da rede neural desenvolvida Fonte: Autor
As Figuras 3.6 e 3.8 mostram em forma de gráfico a variável de processo e saída
do modelo. Nota-se que o modelo conseguiu aproximar muito dos dados de processo.
N1
N2
N3
∑
b1 b4
Pesos2
Saída
a1
a2
a3
a4
a5
a6
a7
a8
a10
a9
a12
a14
a13
a15
a16
a17
a18
a11
Oxigênio
Temp. água
Conc. licor preto
Fluxo licor preto
Temp. licor preto
Press. licor preto
Fluxo licor preto(TSS)
Temp. ar primário
Fluxo ar primário
Razão Ar/TSS
Fluxo ar secundário
Press. ar primário
Temp. ar secundário
Press. ar secundário
Fluxo ar terciário
Temp. ar terciário
Press. ar terciário
Ar total
Pesos1
Fluxo de Vapor
b2
b3

63
Figura 3.5: Correlação dos dados de treinamento Fonte: Autor
Figura 3.6: Gráfico dos dados de treinamento (dados reais x modelo) Fonte: Autor

64
Figura 3.7: Correlação dos dados de validação Fonte: Autor
Figura 3.8: Gráfico dos dados de validação (dados reais x modelo) Fonte: Autor

65
Depois de desenvolvido a rede neural, iniciou-se a etapa de extração do modelo
gerado pela rede neural.
Variáveis de entrada: 1821 ,,, aaa L
Bias: 321 ,, bbb e b4
Pesos na entrada do neurônio 1: 1812111 ,,, www L
Pesos na entrada do neurônio 2: 1822212 ,,, www L
Pesos na entrada do neurônio 3: 1832313 ,,, www L
Saída da camada intermediária:
bxWu += T (3.1)
Seja
=
183182181
232221
131211
www
www
www
MMMW ,
=
18
2
1
a
a
a
Mx
=
3
2
1
b
b
b
b (3.2)
)( bxWu += Tf (3.3)
][ 342414 wwwT =oW (3.4)
Saída da rede: b4uWo += Ty (3.5)
Depois de definida a saída da rede, calculou-se o gradiente da função (y∇ ), para
ser usado no algoritmo elipsoidal, conforme mostrado na equação 3.5.
∂∂
∂∂
∂∂=∇
1821
;;;a
y
a
y
a
yy L (3.5)
Inicialmente utilizou-se o algoritmo elipsoidal sem restrições para buscar os
valores ótimos das entradas da função, visando maximizar a produção.
Após esse procedimento, o algoritmo encontrou um ponto ideal para as variáveis
de entrada. Porém, algumas variáveis extrapolaram as condições máximas e mínimas de
operação.

66
Ao se perceber a necessidade de manter as variáveis nos pontos de operação, foi
implementado um algoritmo elipsoidal e inserido as condições mínimas e máximas do
processo como restrições.
Primeiramente trabalhou-se no combustível, pois é a variável que tem maior
correlação com a produção de vapor. Quanto mais combustível é inserido na caldeira, mais
vapor é produzido. Porém, a função do algoritmo é melhorar o rendimento, ou seja, produzir
mais vapor com a mesma quantidade de combustível.
Devido a essa condição os dois combustíveis que são variáveis de entrada do
algoritmo foram mantidos no mesmo valor na função, ou seja, o elipsoidal combina todas as
variáveis de entrada menos os combustíveis que ficam travados.
Logo, o problema de otimização pode ser escrito na forma:
Max y(x)
Sujeito a:
1,5 < 1a < 6,0 %
200 < 2a < 260 °C
66 < 3a < 72 %
72 < 4a < 100 m³/h
120 < 5a < 134 °C
0,3 < 6a < 2,0 kgf./cm2
72 < 7a < 130 TSS
3 < 8a < 6 Razão Ton ar/TSS
30 < 9a < 50 % do ar total
155 < 10a < 200 °C
20 < 11a < 80 mmH2O
30 < 12a < 50% do ar total
80 < 13a < 200 °C
200 < 14a < 500 mmH2O
10 < 15a < 30% do ar total
20 < 16a < 40 °C
300 < 17a < 550 mmH2O
250 < 18a < 450 ton/h

67
Esse algoritmo encontrou pontos ideais para as variáveis de entrada, mantendo o
combustível na mesma proporção e respeitando as condições de operação que foram definidas
como restrições.
A implantação do algorítmo elipsoidal proporcionou o encontro de um ponto de
máximo da função. A metodologia utilizada para a solução da otimização foi consistente e
contribuiu para um resultado satisfatório que será apresentado no capítulo 4.
4 RESULTADOS
Conforme já mencionado na Seção 2.1.5, a caldeira de recuperação química em
uma indústria de celulose possui três funções básicas. Atua como um reator químico para a
produção de sulfeto de sódio ( SNa2 ) e carbonato de sódio ( 32CONa ), como uma fonte de
geração de vapor pela combustão de licor preto e como fonte destruidora da matéria orgânica
dissolvida, eliminando, consequentemente, o descarte ambiental (TAPPI, 1992; POLOWSKI,
2004).
Após verificação das respostas do algoritmo, verificou-se que as variáveis mais
alteradas estavam diretamente ligadas ao sistema de ar para combustão.
Na Tabela 4 são mostradas as variáveis e as possíveis explicações para a resposta
do algoritmo.
Tabela 4: Resposta do algoritmo de otimização
Nº Variáveis de
Entrada
Sugestão do
algoritmo Explicações técnicas
1 Oxigênio
Residual
Diminuir
50%
A busca de uma menor quantidade de oxigênio é
coerente. Quando sobra muito oxigênio da combustão
é sinal que gastou-se combustível para aquecer o ar.
2
Temperatura
da água de
alimentação
Algoritmo
não sugeriu
alteração
O algoritmo mostrou que a temperatura da água de
alimentação é ideal.
3 Concentração
do licor preto
Aumentar
3%
Resposta coerente do algoritmo, pois quanto maior a
quantidade de matéria orgânica maior a produção de
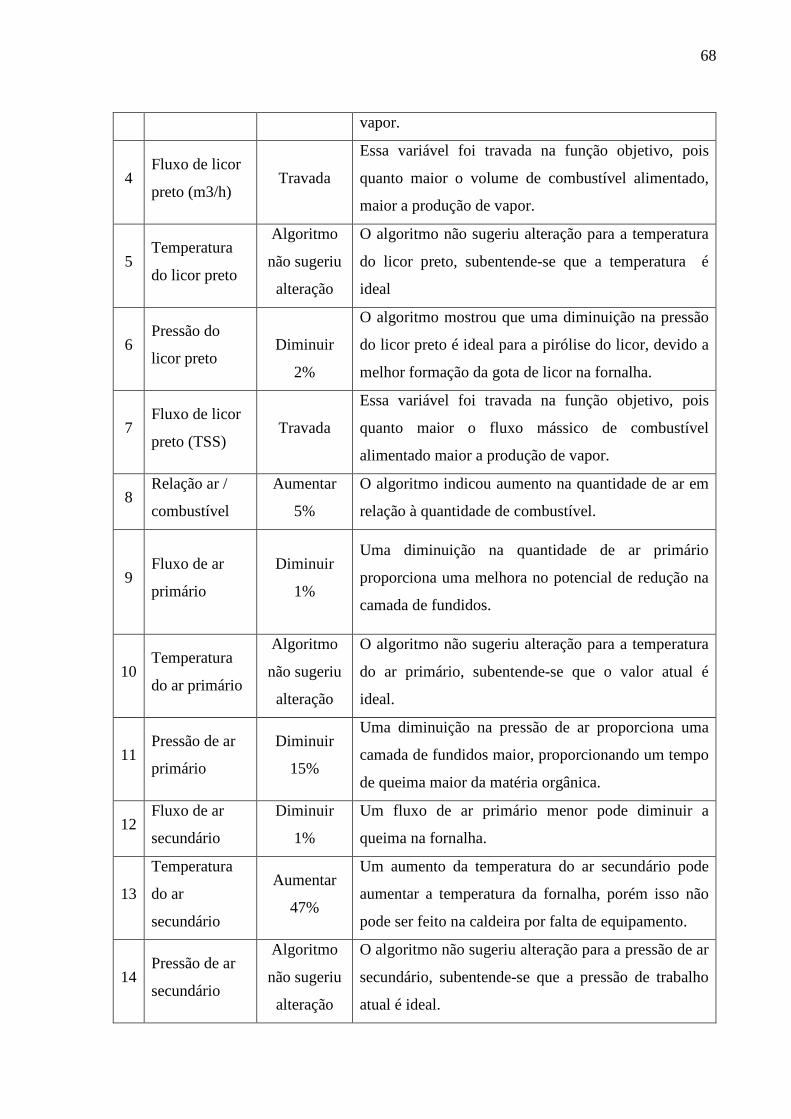
68
vapor.
4 Fluxo de licor
preto (m3/h) Travada
Essa variável foi travada na função objetivo, pois
quanto maior o volume de combustível alimentado,
maior a produção de vapor.
5 Temperatura
do licor preto
Algoritmo
não sugeriu
alteração
O algoritmo não sugeriu alteração para a temperatura
do licor preto, subentende-se que a temperatura é
ideal
6 Pressão do
licor preto
Diminuir
2%
O algoritmo mostrou que uma diminuição na pressão
do licor preto é ideal para a pirólise do licor, devido a
melhor formação da gota de licor na fornalha.
7 Fluxo de licor
preto (TSS) Travada
Essa variável foi travada na função objetivo, pois
quanto maior o fluxo mássico de combustível
alimentado maior a produção de vapor.
8 Relação ar /
combustível
Aumentar
5%
O algoritmo indicou aumento na quantidade de ar em
relação à quantidade de combustível.
9 Fluxo de ar
primário
Diminuir
1%
Uma diminuição na quantidade de ar primário
proporciona uma melhora no potencial de redução na
camada de fundidos.
10 Temperatura
do ar primário
Algoritmo
não sugeriu
alteração
O algoritmo não sugeriu alteração para a temperatura
do ar primário, subentende-se que o valor atual é
ideal.
11 Pressão de ar
primário
Diminuir
15%
Uma diminuição na pressão de ar proporciona uma
camada de fundidos maior, proporcionando um tempo
de queima maior da matéria orgânica.
12 Fluxo de ar
secundário
Diminuir
1%
Um fluxo de ar primário menor pode diminuir a
queima na fornalha.
13
Temperatura
do ar
secundário
Aumentar
47%
Um aumento da temperatura do ar secundário pode
aumentar a temperatura da fornalha, porém isso não
pode ser feito na caldeira por falta de equipamento.
14 Pressão de ar
secundário
Algoritmo
não sugeriu
alteração
O algoritmo não sugeriu alteração para a pressão de ar
secundário, subentende-se que a pressão de trabalho
atual é ideal.

69
15 Fluxo de ar
terciário
Aumentar
2%
Um aumento no fluxo de ar terciário ajuda a queimar
a matéria orgânica não queimada na fornalha e que
está sendo arrastada com os gases.
16 Temperatura
do ar terciário
Algoritmo
não sugeriu
alteração
A temperatura do ar terciário é ambiente, não
possibilita alteração.
17 Pressão de ar
terciário
Algoritmo
não sugeriu
alteração
A pressão de trabalho atual é ideal.
18 Ar total Aumentar
25%
O total de ar injetado na caldeira é insuficiente para
manter a combustão ideal.
Fonte: Autor
Analisando-se as respostas do algoritmo mostrado na Tabela 4, tende-se a uma
incoerência, pois, ao mesmo tempo é solicitado uma diminuição do oxigênio e um aumento na
quantidade de ar total. Isso é explicado na distribuição de ar na caldeira, ou seja, o ar estava
sendo injetando no local errado, um exemplo é a sugestão de diminuição do ar primário e ar
secundário e o aumento do ar terciário. O aumento de rendimento com a diminuição do
oxigênio residual é confirmado por (LEFEBVRE e SANTYR, 1989).
Para confirmação dos resultados, analisaram-se as duas principais variáveis
conforme a literatura (ver Capítulo 2), eficiência de redução do sulfeto de sódio e rendimento
da caldeira.
A eficiência de redução é resultado da Equação 4.1. Soma-se a quantidade de
sulfeto de sódio ( SNa2 ) e o carbonato de sódio ( 32CONa ), dividido pela quantidade total da
amostra e multiplicado por 100. O resultado é expresso em porcentagem (%).
100_
322
AmostraTotal
CONaSNaEficiencia
+= (4.1)
O rendimento é obtido por meio da divisão da quantidade de vapor produzido em
hton/ pela quantidade de combustível injetado na caldeira em TSS (Tonelada de Sólido
Seco), conforme mostra a Equação 4.2. O resultado é expresso de forma adimensional.

70
RendimentoLicorFluxo
VaporFluxo
_
_= (4.2)
As alterações das variáveis foram implantadas no mês de outubro de 2009 durante
a parada geral para manutenção, visando maior segurança, evitando interrupção do processo e
verificação da consistência da implementação. Ao observar os resultados, verificou-se uma
melhoria nas duas variáveis analisadas.
Na parte de eficiência de redução obteve-se um aumento médio 1,33%. Passando-
se de um patamar de 96,20% para 97,05%, conforme mostrado nas Figuras 4.1 e 4.2. Esse
aumento na eficiência de redução aumenta em 0,8% a eficiência de reação do licor verde,
melhorando o processo de caustificação, cozimento e evaporação, além de diminuir a
incrustação nos equipamentos. Com esta melhoria deixou de circular no sistema
aproximadamente 4,0 ton/dia de carga morta (material sem função de reação).
Analisou-se a variância dos dados (ANOVA), comprovando o aumento da
eficiência dentro de um intervalo de confiança de 95%, conforme mostrado na figura 4.1.
Figura 4.1: Análise estatística da eficiência de redução da caldeira Fonte: Autor
Teste de hipótese com intervalo de confiança de 95%
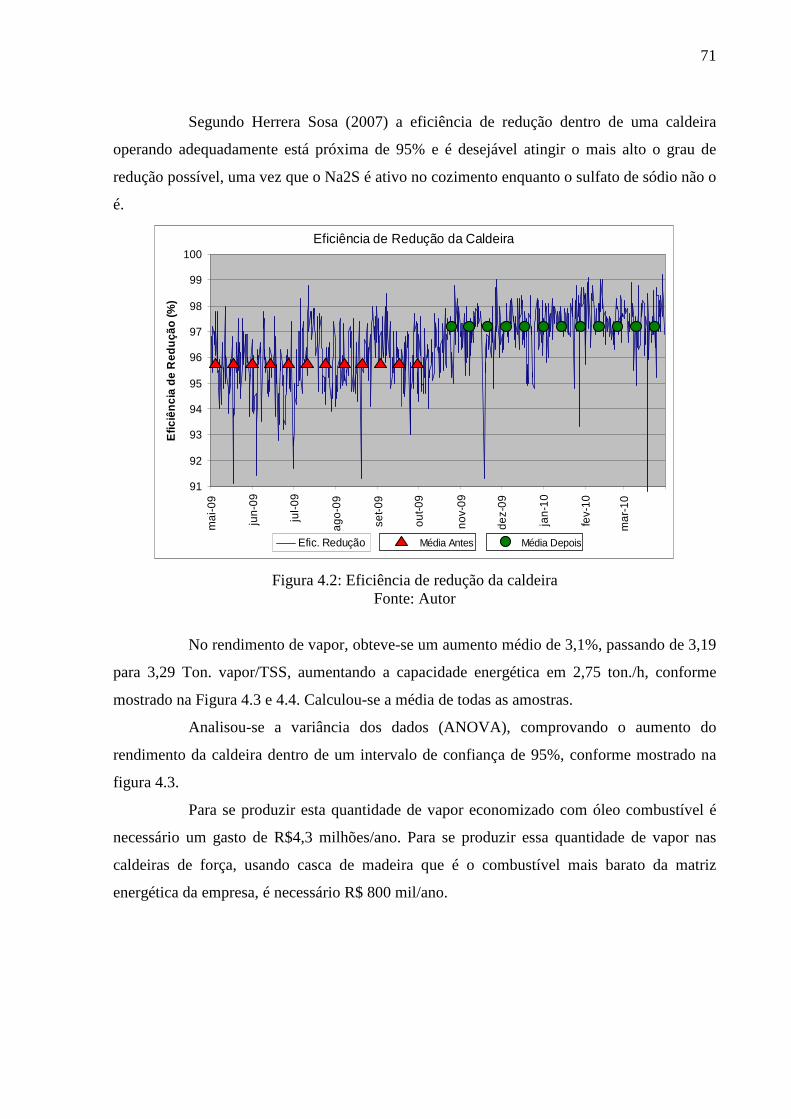
71
Segundo Herrera Sosa (2007) a eficiência de redução dentro de uma caldeira
operando adequadamente está próxima de 95% e é desejável atingir o mais alto o grau de
redução possível, uma vez que o Na2S é ativo no cozimento enquanto o sulfato de sódio não o
é.
Figura 4.2: Eficiência de redução da caldeira Fonte: Autor
No rendimento de vapor, obteve-se um aumento médio de 3,1%, passando de 3,19
para 3,29 Ton. vapor/TSS, aumentando a capacidade energética em 2,75 ton./h, conforme
mostrado na Figura 4.3 e 4.4. Calculou-se a média de todas as amostras.
Analisou-se a variância dos dados (ANOVA), comprovando o aumento do
rendimento da caldeira dentro de um intervalo de confiança de 95%, conforme mostrado na
figura 4.3.
Para se produzir esta quantidade de vapor economizado com óleo combustível é
necessário um gasto de R$4,3 milhões/ano. Para se produzir essa quantidade de vapor nas
caldeiras de força, usando casca de madeira que é o combustível mais barato da matriz
energética da empresa, é necessário R$ 800 mil/ano.
Eficiência de Redução da Caldeira
91
92
93
94
95
96
97
98
99
100
mai
-09
jun-
09
jul-0
9
ago-
09
set-0
9
out-0
9
nov-
09
dez-
09
jan-
10
fev-
10
mar
-10
Efic
iênc
ia d
e R
eduç
ão (%
)
Efic. Redução Média Antes Média Depois
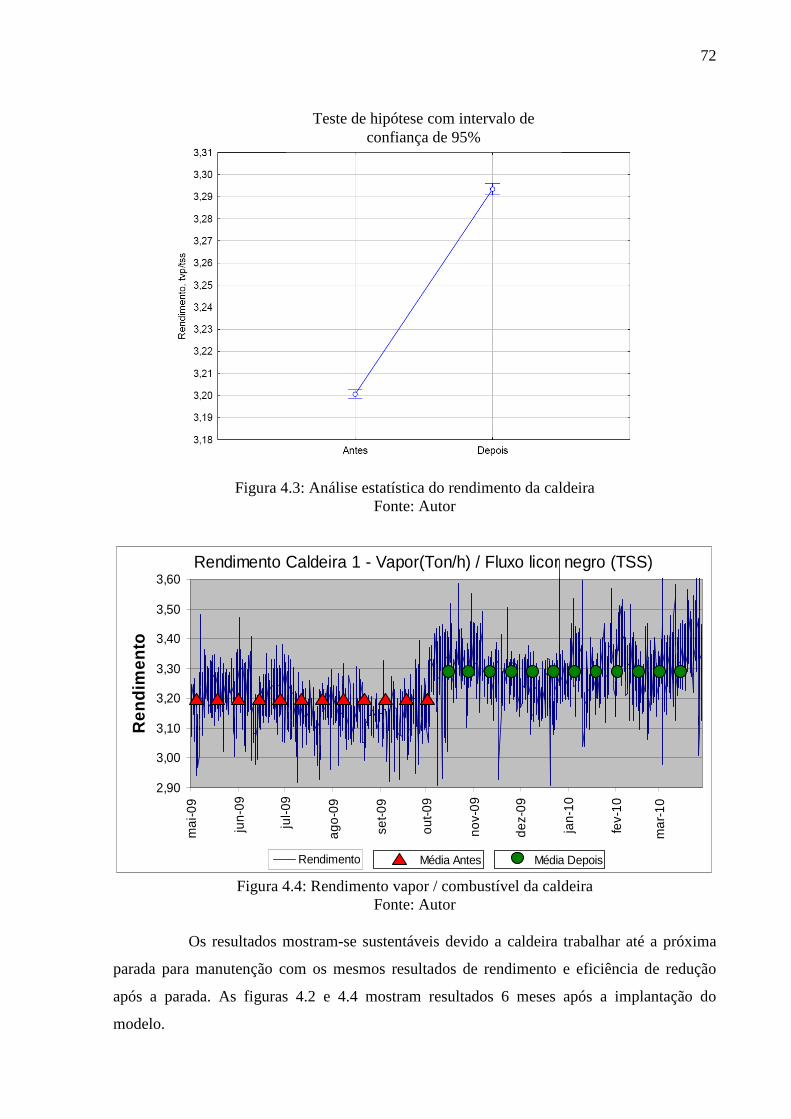
72
Figura 4.3: Análise estatística do rendimento da caldeira Fonte: Autor
Figura 4.4: Rendimento vapor / combustível da caldeira
Fonte: Autor
Os resultados mostram-se sustentáveis devido a caldeira trabalhar até a próxima
parada para manutenção com os mesmos resultados de rendimento e eficiência de redução
após a parada. As figuras 4.2 e 4.4 mostram resultados 6 meses após a implantação do
modelo.
Rendimento Caldeira 1 - Vapor(Ton/h) / Fluxo licor negro (TSS)
2,90
3,00
3,10
3,20
3,30
3,40
3,50
3,60
mai
-09
jun-
09
jul-0
9
ago-
09
set-0
9
out-0
9
nov-
09
dez-
09
jan-
10
fev-
10
mar
-10
Ren
dim
ento
Rendimento Média Antes Média Depois
Teste de hipótese com intervalo de confiança de 95%

73
CONSIDERAÇÕES FINAIS
Este trabalho apresentou uma aplicação prática de técnicas de inteligência
computacional para determinação dos melhores parâmetros operacionais de uma caldeira de
recuperação Kraft.
Na primeira parte do trabalho mostrou-se uma breve introdução da empresa e do
setor de celulose e papel, descreveram-se os objetivos, motivações e dificuldades da
realização deste trabalho.
Na sequência foi realizada uma revisão bibliográfica que mostrou os principais
processos de uma indústria de celulose Kraft, mostrando a importância da pesquisa
operacional, das redes neurais e do algoritmo elipsoidal como ferramentas para modelagem de
processos industriais.
No Capítulo 3 foi mostrado como o trabalho foi desenvolvido e os métodos
aplicados, evidenciando o estudo das técnicas de redes neurais e do algoritmo elipsoidal e
como foram implementadas no processo estudado.
No Capítulo 4 foram mostrados os resultados alcançados com a aplicação da
otimização dos parâmetros operacionais.
A Seguir, são listadas as principais conclusões do trabalho.
5 CONCLUSÃO
A produção de vapor foi maximizada, otimizando as variáveis de entrada do
processo de combustão da caldeira de recuperação química de uma indústria de celulose
Kraft.
Concluiu-se que o algoritmo elipsoidal é capaz de otimizar os parâmetros de um
modelo não linear, de uma caldeira de recuperação.
O estudo do processo e a construção do diagrama de fluxo da caldeira de
recuperação foram importantes para a visualização do processo e definição das variáveis de
entrada da rede neural.
O sistema de gerenciamento da planta (PIMS) contribuiu na coleta, análise e
filtragem dos dados para uso na identificação do modelo neural.

74
A programação linear não foi uma boa alternativa para modelagem da caldeira de
recuperação, por que a caldeira tem características não lineares e o sistema linear não aceita
restrições não lineares.
A rede neural artificial se mostrou uma boa alternativa para modelagem de uma
caldeira de recuperação Kraft, conseguindo predizer a produção de vapor da caldeira com
uma correlação linear de aproximadamente 0,95.
O coeficiente de correlação linear alcançado entre os dados reais e a predição, se
deve à qualidade dados apresentados à rede neural no período de treinamento e validação e a
qualidade do modelo.
Foi feito um estudo para definição da quantidade de neurônios na camada
escondida que contribuiu para a rede conseguir uma correlação linear entre os valores preditos
e reais, sem comprometer o desenvolvimento do modelo. Um aumento na quantidade
neurônios não iria melhorar de forma significativa a correlação entre as entradas e a saída,
porém dificultaria muito a construção do modelo.
Todos os algoritmos de treinamento testados responderam de forma satisfatória
aos dados apresentados, apresentando uma correlação linear média acima de 0,93. Escolheu-
se o algoritmo TrainBr (Bayesian Regulation backpropagation) porque foi o que obteve
melhor reposta para validação e treinamento.
O algoritmo elipsoidal mostrou-se eficiente na determinação dos melhores
parâmetros operacionais utilizando um modelo neural. O algoritmo apontou uma deficiência
no sistema de combustão das caldeiras e sugeriu ajustes na distribuição de ar para um ganho
operacional.
Verificou-se a importância da correta distribuição de ar e como uma alteração
nessa variável pode proporcionar alterações significativas na produção de vapor e na
eficiência de redução da caldeira de recuperação.
A implementação do modelo proporcionou ganhos operacionais para a indústria
com o aumento da eficiência de redução de sulfato a sulfeto de sódio na camada de fundido,
principalmente na diminuição da quantidade de material inertes no ciclo de recuperação Kraft.
Resultando em possibilidade de aumento de produção e diminuição das incrustações.
A implementação do modelo proporcionou ganhos financeiros para a fábrica em
torno de R$4,3 milhões/ano, com o aumento do rendimento na produção de vapor em relação
ao combustível alimentado.

75
5.1 SUGESTÕES PARA TRABALHOS FUTUROS
Como trabalho futuro sugere-se investigar a correlação existente entre as
características químicas do licor preto e suas alterações na caldeira de recuperação. Existem
períodos de operação que o rendimento aumenta ou diminui significativamente e todas as
indicações e parâmetros operacionais continuam os mesmos.
Pesquisar a relação existente entre a eficiência de redução e a produção de vapor no
consumo da energia produzida através da queima do licor preto. Percebeu-se um aumento na
produção de vapor em decorrência de uma pior eficiência de redução na caldeira. Imagina-se
que esse fenômeno aconteça devido à reação endotérmica que acontece na camada de
fundidos. O ideal seria modelar essa reação visando maximizar a produção de vapor e a
eficiência de redução, ou até mesmo priorizar uma variável de acordo com as necessidades da
fábrica.
Desenvolver um aplicativo utilizando algoritmo elipsoidal e rede neural que se adapte
a qualquer massa de dados, independente da quantidade de variáveis.
Pesquisar a influência dos gases do lavador de gases da chaminé quando queimado na
caldeira de recuperação. Visando diminuir a emissão de gases para atmosfera, as novas
caldeiras de recuperação estão queimando os gases provenientes do lavador de gases da
chaminé. Durante o desenvolvimento desse trabalho percebeu-se que o rendimento da caldeira
altera quando é feito esse procedimento.

76
REFERÊNCIAS BIBLIOGRÁFICAS
ABRAF. Anuário Estatístico da ABRAF: ano base 2007 / ABRAF. – Brasília 2008. 90p. ADAMS, T. N.; FREDERICK, W. J.; GRACE, T. M.; HUPA, et al. Kraft recovery boilers. New York: TAPPI Press, 1997. 381p. ALESSANDRI, A. Fault diagnosis for nonlinear systems using a bank of neural estimators. Computers in Industry. 52 271-289. 2003. ALMEIDA, G. M. Detecção de situações anormais em caldeiras de recuperação química. Tese. Escola Politécnica da Universidade de São Paulo. São Paulo. 2006. AGUIAR, H. C. Modelagem de Digestores Kraft Contínuo: Redes Neurais e Modelo Híbrido , Dissertação de Mestrado, LOPCA-FEQ-UNICAMP, 2000. AGUIRRE, L. A. Introdução à Identificação de Sistemas: técnicas lineares e não lineares aplicadas a sistemas reais. Belo Horizonte. Editora da UFMG. 2a edição. 2004. ASSUMPÇÃO, R. M. V.; PINHO, M. R. R.; CAHEN, R.; PHILIPP, P. Polpação química - Celulose e Papel. Tecnologia de Fabricação de Pasta Celulósica, Volume 1, 2ª edição, Capítulo 6. São Paulo: IPT-SENAI, 1988. AXEGARD, P.; CAREY J.; FOLKE J.; GLEADOW P.; GULLICHEN J.; PRYKE D. C.; REEVE D.W.; SWAN B.; ULOTH V. Minimum-impact mills: Issues and challenges. In: Proceedings of the minimum effluent mills Symposium. Tappi Press, Atlanta. pp. 529-541 (1997). BARTHOLOMAUS R. Continuation methods for robust controller design for plants with operating-point-dependent behaviour. Control Engineering Practice 10 (2002) 941–950. BAUGHMAN, D. R.; LIU, T. A. Neural networks in bioprocess and chemical engineering. 1. ed. London: Academic Press Inc., 1995. BEQUETTE, B. W. Process Control: Modeling, Design, and Simulation. Prentice Hall International Series in the Physical and Chemical Engineering Sciences, 2003. BERGLIN, N.; ERIKSSON, H.; BERNTSSON, T. Performance Evaluation of Competing Designs for Efficient Cogeneration from Black Liquor . 2nd Biennial Johan Gullichsen Colloquium. Helsinki, Finland, 1999. BIGUS, J. P. Data mining with neural networks: solving business problems from application development to decision support. [São Paulo]: McGraw-Hill, 1996. BLAND R. G.; GOLDFARB D.; TODD M. J. The ellipsoid method: A survey. Technical report, Ithaca, NY, USA, 1980.

77
BOTELHO, M. F. Aplicação de redes neurais na classificação de imagens de alta resolução espacial e dados do laser SCANNER, usando uma abordagem orientada a regiões. Dissertação (Mestrado em Ciências Geodésicas) - Universidade Federal do Paraná. Curitiba: 2004, 103p. BOYD S.; GHAOUI L.E.; FERON E.; BALAKRISHNAN V. Linear Matrix Inequalities in System and Control Theory. SIAM, Philadelphia, PA, 1994. BRAGA, A. P.; LUDEMIR, T. B.; CARVALHO, A. C. P. F. Redes neurais artificiais: teoria e aplicacoes. Rio de Janeiro: LTC Livros Técnicos e Científicos. Editora S.A. 2000. 237p. BRACELPA. Boletim Conjuntura Setorial da BRACELPA – 23 de março de 2009 CABRAL F. B.; SAFONOV M. G. Unfalsified model reference adaptive control using the ellipsoid algorithm. Proc. IEEE Conf. on Decision and Control. Maui, HI, December 9-12, 2003. CALAFIORE G. C.; DABBENE F. Aprobabilistic analytic center cutting plane method for feasibility of uncertain LMIs . Automatica 43 (2007) 2022 – 2033. CARDOSO, M. Licor preto nas indústrias brasileiras. MG: 2002. 30p. Curso de recuperação química. Universidade Federal de Minas Gerais – Departamento de Engenharia Química – UFMG. CARVALHO, F. B.; TORRES B. S.; FONSECA M. O.; SEIXAS FILHO C. Sistemas PIMS – Conceituação, usos e benefícios. Tecnologia em Metalúrgica e Materiais. São Paulo, v.1, n.4, p. 1-5, abr.-jun 2005 CARVALHO, A. M. M. L. Matérias primas fibrosas. Curso de Pós-Graduação Lato Senso em Tecnologia de Celulose e Papel. Viçosa/MG. Universidade Federal de Viçosa, 2005. COLODETTE, J. L. Química da Madeira. Curso de pós-graduação lato Sensu em tecnologia de celulose e papel. Universidade Federal de Viçosa; Engenharia Florestal; Viçosa, MG; 2004. COLODETTE, J. L. Química da Madeira. Curso de Pós-Graduação Lato Sensu em Tecnologia de Celulose e Papel. Viçosa/MG. Universidade Federal de Viçosa, 2005. COPELIOVITCH, S. Competitividade da indústria de equipamentos de automação industrial . Estudo da competitividade da indústria brasileira patrocinado pelo Ministério de Ciência e Tecnologia – MCT, Campinas,1993. CORREA, M. V. Identificação caixa-cinza de sistemas não-lineares utilizando representações narmax racionais e polinomiais. Tese. Programa de pós-graduação em engenharia elétrica da universidade federal de minas gerais. Belo Horizonte. 2001.

78
COSTA, A. O. S. Alternativas para o Controle de um Sistema de Evaporadores de Múltiplo Efeito . Dissertação (Mestrado em Engenharia Química) – Programa de Engenharia Química do Instituto Alberto Luis Coimbra de Pós-Graduação e Pesquisa em Engenharia - PEQ-COPPE-UFRJ, Rio de Janeiro, RJ, 2000. COSTA, A. O. S.; BISCAIA, E. C.; LIMA, H. L. Descrição matemática da queima de licor preto na fornalha da caldeira de recuperação. 35º Congresso de exposição anual de celulose e papel. São Paulo, SP, 2002. COSTA, A. O. S.; SOUZA, M. B.; BISCAIA, E. C.; LIMA, H. L. Monitoring particulate material formation in a kraft furnace recovery boiler. Tappi Journal, vol. 4. no. 4, 2005. CUNHA, E. J. Análise da influência das variáveis da caldeira de recuperação química no sistema de abate do material particulado na indústria de celulose e papel. Itajubá: 149p. Dissertação (Mestrado) Engenharia da Produção – Universidade Federal de Itajubá, 2005. CUSTODIO, A. F. Modelagem e Simulação do processo de separação de óleo de soja-hexano por evaporção. Dissertação – Faculdade de Engenharia Química, Universidade Estadual de Campinas, 2003. 230p. CYBENKO, G. Approximation by superpositions of a Sigmoidal Function. Mathematics of Controls, Signals and Systems, Nº 2, pp. 303-314, 1989. DENN, M. M. Process Modeling. Harlow, Longman, 1986. D`ALMEIDA, M. L. O. Celulose e Papel. Tecnologia de fabricação de pasta celulósica. Volume 1, 2ª edição, Capítulo 3. São Paulo: IPT-SENAI, 1988. ECKER J. G.; KUPFERSCHMID M. An Ellipsoid Algorithm for Nonlinear Programming. Mathematical Programming, vol27, pp. 83-106, 1983. EDGAR, T. F.; HIMMELBLAU, D. M. Optimization of Chemical Processes. McGraw-Hill Book Co. – Singapore, 1988. EMBIRUÇU, M.; LIMA, E. L. Controle Avançado de Processos – Um Caminho para Lucratividade, Qualidade, Segurança e Proteção ao Meio Ambiente. II Congresso de Engenharia de Processos do Mercosul. Santa Catarina. 1999. FELDER, R. M.; ROUSSEAU, R. W. Princípios elementares dos processos químicos. 3ª ED. Rio de Janeiro, RJ, 2005. FERNEDA, E. Redes neurais e sua aplicação em sistemas de recuperação de informação. Ciência da Informação, Brasília, v. 35, n.1, p. 25-30, jan./abr. 2006. FOGLER, H.S. Elements of Chemical Reaction Engineering. Prentice Hall, 1999. FOX, P. Automation: Crossing the final frontier . Assembly Automation. Bedford: 2001. Vol. 21, Iss. 2; pg. 111, 4 pgs

79
GARCIA, C. Modelagem e Simulação de Processos Industriais e de Sistemas Eletromecânicos. São Paulo: Editora da Universidade de São Paulo, 2005. GERHARD, M. Controle de Processos em Celulose e Papel. Seminário da Associação Brasileira Técnica de Celulose e Papel, São Paulo, Março 1998. GOBBATO, U. Capacitação Nacional do Setor de Bens de Informática para Automação Industrial . Desenvolvimento Tecnológico da Indústria e a Constituição de um Sistema Nacional de Inovação no Brasil, Campinas, 1990. GOMIDE, J. L. Tecnologia e química na produção da celulose. Curso de Pós-Graduação Lato Senso em Tecnologia de Celulose e Papel. Viçosa/MG. Universidade Federal de Viçosa, 2005. GORGENS E. B.; LEITE H. G.; SANTOS H. N. S.; GLERIANI J. M. Estimação do volume de árvores utilizando redes neurais artificiais. Revista Árvore, Viçosa-MG, v.33, n.6, p.1141-1147, 2009. GRACE, T. M. Chemical Recovery Process Chemistry. In: Green, R. P., Hough, G. (eds), Chemical Recovery in The Alkaline Pulping Processes, 3a ed., chaper 5, Atlanta, USA, TAPPI Press. 1992 GRACE, T. M.; Frederick, W. J. Char Bed Processes. In: Adams, T. N. (ed), Kraft Recovery Boilers, 1 a ed., chaper 6, Atlanta, USA, TAPPI Press. 1997. GREEN, R. P.; HOUGH, G. Chemical Recovery in the Alkaline Pulping Processes. 3 ed. Tappi Press, 1998. GULLICHSEN, J; FOGELHOLM, C. J. Papermaking Science and Technology – Chemical Pulping. Fapet OY, Helsinki, 1999. GUPTA A.; NAGARAJAN V.; RAVI R. An improved approximation algorithm for requirement cut. Operations Research Letters (2010), doi:10.1016/j.orl.2010.02.009. HAYKIN, S. Redes neurais: princípios e prática. 2.ed. Porto Alegre: Bookman, 2001. 900p. HENSON, M. A.; SEBORG, D. A. Nonlinear Process Control. Prentice Hall, New Jersey, USA, 1997. HERRERA SOSA, I. R. Sistemas multiagentes para controle inteligente da caldeira de recuperação. Dissertação (Mestrado) – Escola Politécnica da Universidade de São Paulo. Departamento de Engenharia Química. São Paulo, 2007. 176p. HILLIER, F. S.; LIEBERMAN, G. J. Introdução à pesquisa operacional. 8. ed. São Paulo: Mc Graw-Hill, 2006. 828 p. HOGLUND, O. Environmental Technology in Pulp and Paper Industries. Kvaerner Pulping AB. Markaryd, Sweden. May 1999.

80
HORNIK, K.; STINCHCOMBE, M.; WHITE, H., Multilayer Feedforward Neural Networks are Universal Approximators. Neural Networks, Nº 2, pp. 359-366, 1989. HUPA, M. Recovery boiler chemical principles. In. Curso de recuperação de produtos químicos, 2002, São Paulo. TAPPI, 2002. IPPC - Integrated Pollution Prevention and Control. Reference Document on Best Available Techniques in the Pulp and Paper Industry. Sevilha. Espanha. European Commission. 2000. KALOGIROU, S. A. Artificial intelligence for the modeling and control of combustion processes: a review. Progress in Energy and Combustion Science 29 (2003) 515–566 KANEV S.; SCHUTTER B.; VERHAEGEN M. An ellipsoid algorithm for probabilistic robust controller design. Systems & Control Letters 49 (2003) 365 – 375. KAVITHA, J. T.; NASRE M. M. Popular mixed matchings. Theoretical Computer Science (2010). KHAISONGKRAM W.; BANJERDPONGCHAI D. Linear controller design and performance limits of binary distillation column subject to disturbances with bounds on magnitudes and rates of change. Journal of Process Control 16 (2006) 845–854. KLASSEN T.; MARTINS T. D.; FILHO L. C.; SILVA E. A. Modelagem do sistema de resfriamento por imersão de carcaças de frangos utilizando redes neurais artificiais. Acta Scientiarum Technology. Maringá, v. 31, n. 2, p. 201-205, 2009. KARP R. M. George Dantzig’s impact on the theory of computation. Discrete Optimization 5(2008)174-185. Universisity of California, Berkeley, Unites States. KVAERNER. RECOX - Recovery Boilers. Evolução das caldeiras de recuperação Kvaerner. 2002. LEFEBVRE, B. E.; SANTYR, G. M. Effect of operating variables on kraft chemical recovery boiler performance. Pulp and Paper Canada, 1989. v.90 n.12 p. 446-451. LEIVISKA, K.; SANTTI, K.; LAMPELA, K. Production optimization of the pulp bleach plant – intelligent methods utilization approach. 6th International Conference on new available technologies, pp 402-408, Stockolm, Sweden, 1999. LIMA, L. E.; COSTA, A. S. Modelagem de um Sistema Industrial de Evaporadores de Múltiplo Efeito . 35º Congresso e Exposição Anual de Celulose e Papel, São Paulo – Brasil, 2002. LJUNG, L. System Identification – Theory for the User 2nd ed., Prentice Hall, Upper Saddle River, NJ, 1999. LÓSS, Z. E. O Desenvolvimento da Pesquisa Operacional no Brasil. Tese de Mestrado, COPPE/UFRJ, 1981.

81
LUCAS, C. S. Medida do tamanho de poro em membrana polimétrica de microfiltração utilizando técnica ultrassônica e redes neurais artificiais. Dissertação de Mestrado em Engenharia de Reatores do Instituto de Engenharia Nuclear, PPGIEN. Rio de Janeiro: CNEN/IEN, 2009. MAJIDIAN, A.; SAIDI, M. H. Comparison of Fuzzy logic and Neural Network in life prediction of boiler tubes. International Journal of Fatigue 29 (2007) 489–498, 2007. MARQUES, F. A. P. Modelagem e controle de nível do tubulão de uma caldeira de vapor aquatubular de uma refinaria de petróleo. Tese - Universidade Federal do Rio de Janeiro, COPPE, 2005 MARTINELLI S. H. S.; NEITZEL I.; VIEIRA O. Detecção de defeitos via redes neurais: aplicação - sistema de ar secundário de uma caldeira de recuperação química. Revista Ciência e Tecnologia, Vol. 11, No 18, 2008. MARTINELLI, Sérgio H. S. Modelagem, Simulação e Controle de Processos no Sistema de Evaporação da Klabin Paraná Papéis. 2000. 80 p. Dissertação (Mestrado) – UEM, Universidade Estadual de Maringá. Maringá, PR. MATLAB User’s guide, The MathWorks, Inc. 2006. MEIRELES, M. R. G.; ALMEIDA, P. E. M.; SIMÕES, M. G. A Comprehensive Review for Industrial Applicability of Artificial Neural Netwo rks. IEEE Transactions on Industrial Electronics, v. 50, n. 3, p. 585 – 601, jun. 2003.
MENEZES F. C.; ESQUERRE K. P. S. O. R.; KALID R.A.; KIPERSTOK A.; MATOS M. C. O.; MOREIRA R. Artificial neural networks applied to the coagulation process. Eng Sanit Ambient. V.14 N.4, Out/Dez 2009. Pag 449-454. MITTAL, G. S.; ZHANG, J. Prediction of freezing time for food products using a neural network. Food Research International, v. 33, n. 7, p. 557-562, 2000. MOCZYDLOWER, D. Modelagem e Controle de um Digestor Contínuo de Celulose. 2002. Dissertação (Mestrado em Engenharia Química) – Programa de Engenharia Química do Instituto Alberto Luis Coimbra de Pós-Graduação e Pesquisa em Engenharia - PEQ-COPPE-UFRJ, Rio de Janeiro, RJ. NORGAARD, M.; RAVN, O.; POULSEN, N. K.; HANSEN, L. K. Neural Networks for Modelling and Control of Dynamic Systems. 1st edition, London, Springer-Verlag, 2000. PARAÍSO, P. R.; ZEMP, R. J. Modelagem e Análise do Processo de Obtenção do Óleo de Soja. Campinas: FEQ, UNICAMP, 2001. Tese (Doutorado) – Faculdade de Engenharia Química, Universidade Estadual de Campinas, 2001. 200 p. PARK, W. S.; OLIVEIRA, E. D.; CARDOSO, M.; BARBOSA, C. M. L.; Análise dos dados Operacionais da Caldeira de Recuperação por Meio das Técnicas de Visualização de Dados, de Seleção de Variáveis e de Redes Neurais. Revista Mensal de Tecnologia em Celulose e Papel - O Papel, ano LXVI, n0 8, agosto de 2005.

82
PATAN, K.; PARISINI, T. Identification of a neural dynamical models for fault detection and isolation: the case of a real sugar evaporation process. Journal of Process Control. 15. 2005, PAG 67-69. PERRY, R. H.; Green D. W. Perry’s Chemical Engineer’s Handbook. 7 ed. 1997. PIOTTO, Z. C. Eco-eficiência na Indústria de Celulose e Papel - Estudo de Caso. Tese (Doutorado) – Escola Politécnica da Universidade de São Paulo. Departamento de Engenharia Hidráulica e Sanitária. São Paulo, 2003, 379p. POLOWSKI, N. V. Modelagem e Análise de Digestores Kraft Descontínuos. Dissertação de Mestrado, LOPCA- FEQ- UNICAMP, 2004. POLOWSKI, N. V. Modelagem e otimização de digestores kraft descontínuos utilizando redes neurais e modelo híbrido-integração de processos em tempo real. Tese de Doutorado - Universidade Estadual de Campinas, Faculdade de Engenharia Química. Campinas, SP. 2009. PONTES F. J.; SILVA M. B.; FERREIRA J. R.; PAIVA A. P. Projeto otimizado de redes neurais artificiais para apredição da rugosidade no torneamento de açosendurecidos com a utilização da metodologia de superfície de resposta. Revista P&D em Engenharia de Produção V. 08 N. 01 (2010) p. 33-37 PROKHORENKOV, A. M.; SOVLUKOV, A. S. Fuzzy models in control systems of boiler aggregate technological process. Computer Standards & Interfaces, v.24, p.151-159, 2002. QIN, S. J. Neural Networks for Intelligent Sensors and Control – Practical Issues and Some Solutions. In: Omidvar, O., Elliot, D.L., Neural Systems for Control, Chapter 8, Academic Press, San Diego, CA, USA, 1997. RADKE, E. Desenvolvimento de Modelos Híbridos - Neurais para Fermentação Alcoólica e Estudo de Técnicas de Otimização do Processo. Dissertação de Mestrado, LOPCA- FEQ- UNICAMP, 2002. RIBEIRO, S. R. A. Integração de Imagens Landsat TM e dados auxiliares para a delimitação automática de unidades fisionômicas usando Redes Neurais Artificiais. 2003, 160f. Tese (Doutorado em Ciências Geodésicas) - Setor de tecnologia - Universidade Federal do Paraná. Curitiba. RUBINI, B. R.; YAMAMOTO, C. I. Desenvolvimento de Modelos Preditivos de Deslignificação por Oxigênio Mediante a Utilização de Expressões Cinéticas e Redes Neurais. Suplemento Técnico, O Papel/ Tappi Journal ano V, no 5, dezembro 2006. RUDD, J. B. Using a neural network controller for advanced control applications. TAPPI Journal, vol. 74, pp. 101-113, 1991. RUDD, J. B. Neural Networks for Pulp and Paper Applications. In: Doshi, M.R., Dyer, J.M. (eds), Paper Recycling Challenge – Vol. IV – Process Control & Mensuration, 1ª ed, chapter 11, Appleton, USA, Doshi & Associates Inc., 1999.

83
RUGENSTEIN E. K.; KUPFERSCHMID M. Active set strategies in an ellipsoid algorithm for nonlinear programming . Computers & Operations Research 31 (2004) 941–962. doi:10.1016/S0305-0548(03)00045-5 SAHA, P.K.; SHOIB, M; KAMRUZZAMAN, J. Development of a neural network based integrated control system of 120 ton/h capacity boiler. Computers & Electrical Engineering, v.24, p.423-440, 1998. SALDANHA R. R.; TAKAHASHI R. H. C.; VASCONCELOS J. A.; RAMIREZ J. A. Adaptative Deep-Cut Method in Ellipsoidal Optimization for Eletromagnetic Design, IEEE Transactions on Magnetics, vol. 35, no. 3, maio de 1999.; SALGADO M. F. P.; LISBOA A. C.; SALDANHA R. R.; CAMINHAS W. M.; MENEZES B. R. Aplicação da computação evolucionária na otimização de confiabilidade de sistemas. Learning and Nonlinear Models - Revista da Sociedade Brasileira de Redes Neurais (SBRN), Vol. 5, No.1, pp. 51-64, 2007 SANJUAN, D. R. Obtención de pulpas y propiedades de las fibras para papel. Guadalajara: Universidad de Guadalajara, 1997. 293p. SANTOSO, M. E. H.; YUL Y. N.; FARIDA, I. M. Boiler performance optimization using fuzzy logic controller. In 16th IFAC World Congress, Prague, 2005. SARIMVEIS, H. K.; ANGELOU, A. S.; RETSINA, T. R.; RUTHERFORD, S. R.; BAFAS, G. V. Optimal energy management in pulp and paper Mills. Energy Conversion and Management 44. p.1707-1718. 2003. Atlanta. USA SATURNINO D. M. Redução dos teores dos íons cloreto e potássio na unidade de recuperação do licor preto das indústrias de papel e celulose. Dissertação de Mestrado. Universidade Federal de Minas Gerais- MG, 2003. SCHREIBER, G. Curso Recuperação Química para Operadores, 23 e 24 de outubro de 2000. SCHULTZ, E. B.; MATNEY, T. G.; KOGER, J. L. A neural network model for wood chip thickness distributions. Wood and Fiber Science, vol. 31, 1999. SEBORG, D. E.; EDGAR, T. F.; MELLICHAMP, D. A. Process Dynamics and Control. New York: John Wiley, 1989. SHAH S.; MITCHELL J. E.; KUPFERSCHMID M. An ellipsoid algorithm for equality-constrained nonlinear programs. Computers & Operations Research 28 (2001) 85-92 SHOR N. Z.; GERSHOVICH V. I. Family of algorithm for solving convex programming problem. Cybernetics 15 (4) (1992) 502–507. SODERHJELM, L. Chracterization of Kraft Black Liquor with Respect to Evaporation and Combustion. The Finnish Pulp and Paper Research Institute, Helsinki, 1988.

84
SORSA, T.; KOIVO, H. N.; KOHONEN, R. On-line Fault Detection and Supervision in the Chemical Process Industries. IFAC Symposium Preprints, p.162, Newark, DE, 1992. SPRINGER, A. M. Industrial Environmental Control . Pulp and Paper Industry. Tappi. Atlanta. USA 1993. TAHA, H. A. Pesquisa operacional. 8. ed. São Paulo: Pearson Prentice Hall, 2008. 359p. TAKAHASHI, R. H. C.; SALDANHA, R. R.; FILHO, W. D.; RAMÍREZ, J. A. A new constrained ellipsoidal algorithm for nonlinear optimization with equality constraints. IEEE Transactions on Magnetics 39(3): 1289–1292. 2003. TAKAHASHI, H, J. Predição de propriedades mecânicas de aços de alta resistência microligados utilizando técnicas de inteligência computacional. 2006. 128p. Dissertação de Mestrado – Centro Universitário do Leste de Minas Gerais UNILESTE-MG. Cel. Fabriciano Dezembro de 2006. TEIXEIRA, R. A. Treinamento de Redes Neurais Artficais Através de Otimização Multiobjetivo: Uma Abordagem para o Equilíbrio entr e a Polarização e a Variáncia. Tese de Doutorado, Programa de Pós-Graduação em Engenharia Elétrica - Universidade Federal de Minas Gerais, 2001. TODD M. J. The Many Facets of Linear Programming. Mathematical Programming, 91 (2002), 417–436. School of Operations Research and Industrial Engineering, Cornell University, Ithaca, NY VAKKILAINEN, E. K. Kraft Recovery Boilers – Principles and Pratice. Valopaino Oy, Helsinque, 244p. 2005. VAUGHAN, J. C.; GOTTLIEB, P. M.; LEE, S. C. The development of a neural network soft sensor for chlorine dioxide stage brightness control . TAPPI 99. Atlanta, GA, 1999. VENKATASUBRAMANIAN, V.; Rengaswamy, R.; Yin, K.; Kavuri, S.N. A review of process fault detection and diagnosis: part II: qualitative models and search strategies. Computer Chemical Engineering. 27. 2003 Pags 313-326. VIEIRA, D. A. G.; Júnior, A. S. M.; Lisboa, A. C.; Sadanha, R. R; Takahashi, R. H. C. A multicut fast ellipsoid optimization method for non-smooth problems. Mathematical Programming. 2007 VIEIRA, O. Técnicas de Controle de Processos Avançados Aplicados à Indústria de Papel. Tese - Universidade Federal do Rio de Janeiro, COPPE. Rio de Janeiro. 2003. WANDRESEN R. Integração entre redes neurais e correlação para identificar pontos de apoio pré-sinalizados. 2004, 158p. Tese (Doutorado em Ciencias Geodesicas) – Universidade Federal do Parana. Curitiba. WIDARSSON, B; DOTZAUER, E. Bayesian network-based early-warning for leakage in recovery boilers. Applied Thermal Engineering 28 (2008) 754–760.

85
ZHU, J.; XIA, Q.; MING, R. An artificial neural network integrated environment for modeling and simulation in pulp and paper industry. 82nd Annual Meeting CPPA, 1997.