Embed Size (px)
Citation preview

Noções Básicas Noções Básicas
Controle Controle Estatístico de Estatístico de ProcessoProcesso
1

2
Instrutor: Leandro de AlmeidaInstrutor: Leandro de Almeida• Técnologo em Gestão da Qualidade, Técnologo em Gestão da Qualidade,
Consultor de empresas nas áreas Consultor de empresas nas áreas metal-mecânica e Automotiva, metal-mecânica e Automotiva, Auditor ISO9001, TS/ISO 16949 e Auditor ISO9001, TS/ISO 16949 e QS9000. QS9000.
CECEPP

3
CECEPP O mercado consumidor exige produtos e O mercado consumidor exige produtos e
serviços de melhor qualidade, rapidez na serviços de melhor qualidade, rapidez na entrega e com um menor custo.entrega e com um menor custo.• Para que estes objetivos sejam alcançados é Para que estes objetivos sejam alcançados é
necessário adotar várias medidas de necessário adotar várias medidas de gerenciamento e do ponto de vista da gerenciamento e do ponto de vista da fabricação o CEP (Controle Estatístico de fabricação o CEP (Controle Estatístico de Processo) é uma técnica que possibilita a Processo) é uma técnica que possibilita a obtenção de produtos e serviços confiáveis.obtenção de produtos e serviços confiáveis.

4
CECEPP
• O CEP possibilita, também, a obtenção de O CEP possibilita, também, a obtenção de prazos e custos competitivos, permitindo prazos e custos competitivos, permitindo a previsão ou a detecção imediata de a previsão ou a detecção imediata de desvios de um determinado processo.desvios de um determinado processo.
• Desta forma ações preventivas ou Desta forma ações preventivas ou corretivas podem ser tomadas junto aos corretivas podem ser tomadas junto aos processos.processos.

5
CECEPP
• FILOSOFIA DO CEP:FILOSOFIA DO CEP:– Baseia-se em trabalhar com um sistema de Baseia-se em trabalhar com um sistema de
controle por prevenção ao invés da controle por prevenção ao invés da detecção, pois o CEP nos permite, muitas detecção, pois o CEP nos permite, muitas vezes, vezes, PREVER UM PROBLEMA ANTES QUE O MESMO OCORRA..
– O que ocorre, é normalmente atuarmos O que ocorre, é normalmente atuarmos como bombeiros, só sabemos de um como bombeiros, só sabemos de um problema depois que o mesmo ocorreu, ai o problema depois que o mesmo ocorreu, ai o que se faz é: escolher o lote 100% e que se faz é: escolher o lote 100% e retrabalhar ou refugar as peças defeituosas.retrabalhar ou refugar as peças defeituosas.

6
CECEPP
– No sistema de prevenção, CEP, sinais No sistema de prevenção, CEP, sinais estatísticos são enviados ao operador estatísticos são enviados ao operador avisando que algo esta indo para o caminho avisando que algo esta indo para o caminho errado, nesse momento, o responsável pela errado, nesse momento, o responsável pela máquina, deve tomar alguma providência máquina, deve tomar alguma providência para eliminar as causas desses defeitos, para eliminar as causas desses defeitos, com o objetivo, de reduzir e /ou eliminar as com o objetivo, de reduzir e /ou eliminar as falhas no momento de sua ocorrência.falhas no momento de sua ocorrência.
– É muito mais viável, evitar os desperdícios É muito mais viável, evitar os desperdícios adotando-se em primeiro lugar, a estratégia adotando-se em primeiro lugar, a estratégia de não produzir peças fora do especificado.de não produzir peças fora do especificado.

7
CEPCEP• CONTROLECONTROLE - Conhecimento do Processo - Conhecimento do Processo• ESTATÍSTICO ESTATÍSTICO - Amostra - Produção- Amostra - Produção• PROCESSOPROCESSO - 6’M’s - 6’M’s
– Mão de obraMão de obra– MáquinaMáquina– MediçãoMedição– Método de OperaçãoMétodo de Operação– Matéria PrimaMatéria Prima– Meio AmbienteMeio Ambiente
CECEPP

8
CECEPP
Para que as vantagens do CEP sejam Para que as vantagens do CEP sejam melhor compreendidas, é necessário melhor compreendidas, é necessário que se faça uma avaliação dos que se faça uma avaliação dos sistemas tradicionais de produção e sistemas tradicionais de produção e controle. Nestes sistemas controle. Nestes sistemas normalmente ocorrem as seguintes normalmente ocorrem as seguintes situações:situações:

9
CECEPP
• A: O setor de produção envia uma amostra para A: O setor de produção envia uma amostra para a aprovação do Controle da Qualidade, ficando a a aprovação do Controle da Qualidade, ficando a máquina parada até que seja dada a máquina parada até que seja dada a “aprovação”, ou então, o operador continua “aprovação”, ou então, o operador continua produzindo sem a devida certeza da produzindo sem a devida certeza da conformidade dos produtos.conformidade dos produtos.– Como os critérios estabelecidos para o Como os critérios estabelecidos para o
tamanho e freqüência das amostras tamanho e freqüência das amostras normalmente não atendem as necessidades normalmente não atendem as necessidades “estatísticas”, mesmo que sejam aprovadas “estatísticas”, mesmo que sejam aprovadas as amostras, não existe a certeza de que o as amostras, não existe a certeza de que o lote esteja dentro das especificações.lote esteja dentro das especificações.

10
CECEPP
• B: Osetor produtivo produz o lote ou parte B: Osetor produtivo produz o lote ou parte dele e o submete a aprovação do setor de dele e o submete a aprovação do setor de Controle da Qualidade, que por sua vez Controle da Qualidade, que por sua vez pode:pode:– Realizar uma amostragem de acordo com Realizar uma amostragem de acordo com
alguns critérios definidos através de alguns critérios definidos através de normas e tomar a decisão de aceitar ou normas e tomar a decisão de aceitar ou rejeitar o lote.rejeitar o lote.
– Realizar uma amostragem com critérios Realizar uma amostragem com critérios empíricos e, em função disto:empíricos e, em função disto:
– Liberar o lote com produtos não-conformes Liberar o lote com produtos não-conformes acima do permissível.acima do permissível.
– Rejeitar o lote com produtos não-conformes, Rejeitar o lote com produtos não-conformes, mas dentro do permissívelmas dentro do permissível

11
Estes procedimentos elevam nossos custos e prazos de produção, além de recebermos reclamações de clientes e muito pior a devolução das peças, teremos como conseqüência a perda do mercado.
CEPCEP

12
O QUE É MELHOR:INSPEÇÃO 100% X CEP
CEPCEP

13
Inspeção 100%:Inspeção 100%:• É demoradaÉ demorada• O custo de inspeção é altoO custo de inspeção é alto• Os prazos e custos da fabricação são Os prazos e custos da fabricação são
altosaltos• Não da a segurança de que o produto Não da a segurança de que o produto
atenda plenamente a especificaçãoatenda plenamente a especificação• Não leva a tomada de ações preventivasNão leva a tomada de ações preventivas• Produção sem comprometimento com a Produção sem comprometimento com a
qualidade.qualidade.
CEP CEP

14
CEP:CEP:• Inspeção rápida e de baixo custoInspeção rápida e de baixo custo• Segurança de que o produto atende as Segurança de que o produto atende as
especificaçõesespecificações• Possibilita a tomada de ações Possibilita a tomada de ações
preventivaspreventivas• Quanto maior é a amostra mais segura Quanto maior é a amostra mais segura
é a sua informação.é a sua informação.• Estabelecimento da cultura “fazer certo Estabelecimento da cultura “fazer certo
desde o início”.desde o início”.
CEP CEP

15
Algumas vantagens do CEP:Algumas vantagens do CEP:• Serve para os operadores terem um Serve para os operadores terem um
controle contínuo do processo;controle contínuo do processo;• É um meio de controle na produção É um meio de controle na produção
consistente e previsível com consistente e previsível com qualidade e baixo custo;qualidade e baixo custo;
• Permite que o processo alcance:Permite que o processo alcance:– Melhor qualidade;Melhor qualidade;– Menor custo por unidade e Menor custo por unidade e – Maior capacidade instaladaMaior capacidade instalada
CEPCEP

16
TÉCNICAS DE TÉCNICAS DE SOLUÇÃO DE SOLUÇÃO DE
PROBLEMASPROBLEMAS
CEPCEP

17
CEPCEP
Técnicas para Técnicas para identificaridentificar problemas:problemas:• FluxogramasFluxogramas• Folhas de verificaçãoFolhas de verificação• BrainstormingBrainstorming• Diagrama de paretoDiagrama de pareto• Diagrama de causa e efeitoDiagrama de causa e efeito• Etc.Etc.

18
CEPCEP
Técnicas para Técnicas para AnalisarAnalisar os os problemas:problemas:• HistogramaHistograma• Gráficos de controle Gráficos de controle • PPM - Parte por milhãoPPM - Parte por milhão• Análise de valorAnálise de valor• MASPMASP• FMEAFMEA• Etc.Etc.

19
CEPCEP
Vamos abordar agora:Vamos abordar agora:Diagrama de Causa e Efeito
Gráficos de controle

20
CEPCEP
DIAGRAMA DE CAUSA E EFEITO

21
CEPCEP
No diagrama de causa e efeito No diagrama de causa e efeito representamos a relação entre o representamos a relação entre o “efeito” e todas as possibilidades “efeito” e todas as possibilidades de “causa” que podem contribuir de “causa” que podem contribuir para este efeito.para este efeito.

22
CEPCEP
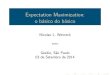
Este é o diagrama de Ishikawa, um “diagrama de causa e efeito”.
.
MatériaPrima
Máquinas Medidas
MeioAmbiente
Mão deObra
Método
Produto
CausasEfeito

23
CEPCEP
A variação nos efeitos pode ocorrer A variação nos efeitos pode ocorrer devido a dois tipos de causas:devido a dois tipos de causas:• Causas comunsCausas comuns (aleatórias) as quais (aleatórias) as quais
representam, em média 15% dos representam, em média 15% dos problemas eproblemas e
• Causas especiaisCausas especiais (ou assinaláveis) as (ou assinaláveis) as quais representam em média 85% quais representam em média 85% dos problemas.dos problemas.

24
CEPCEP
Exemplos de Exemplos de causas comunscausas comuns de de variação:variação:• Meio ambiente-Meio ambiente-
– Iluminação deficiente, devido a erros de Iluminação deficiente, devido a erros de projetoprojeto
– Alto nível de ruído ou vibraçãoAlto nível de ruído ou vibração– Sujeira, fumaça, umidadeSujeira, fumaça, umidade– Arranjo físico inadequado das máquinasArranjo físico inadequado das máquinas– Variação da temperatura em virtude de Variação da temperatura em virtude de
instalações inadequadas.instalações inadequadas.

25
CEPCEP
• Mão de obra-Mão de obra-– Treinamento inadequadoTreinamento inadequado– Falta de qualificaçãoFalta de qualificação– Desmotivação, doença, etc.Desmotivação, doença, etc.
• Máquina/equipamento-Máquina/equipamento-– Falta de ajuste ou de manutenção adequadaFalta de ajuste ou de manutenção adequada– Máquina inadequada para a atividade.Máquina inadequada para a atividade.
• Meios de mediçãoMeios de medição– Falta de confiabilidadeFalta de confiabilidade– Capacidade de leitura insuficiente.Capacidade de leitura insuficiente.

26
CEPCEP
• Matéria prima-Matéria prima-– De baixa qualidadeDe baixa qualidade– Especificação inadequadaEspecificação inadequada– Fornecedor não confiávelFornecedor não confiável– Danos devido ao transporte e Danos devido ao transporte e
acondicionamento.acondicionamento.
• Método de fabricação-Método de fabricação-– Falta de instrução de trabalhoFalta de instrução de trabalho– Desenhos erradosDesenhos errados– Informação muito genéricaInformação muito genérica– Especificações inadequadas.Especificações inadequadas.

27
CEPCEP Exemplos de Exemplos de causas especiaiscausas especiais de de
variação:variação:• Meio ambiente-Meio ambiente-
– Iluminação precária devido a queima de uma Iluminação precária devido a queima de uma lâmpadalâmpada
– Variação da temperatura devido a falhas locais Variação da temperatura devido a falhas locais dos sistemas de controle.dos sistemas de controle.
• Mão de obra-Mão de obra-– Falta de cuidado devido a distração, mau humorFalta de cuidado devido a distração, mau humor– Fadiga do operadorFadiga do operador– Vícios profissionaisVícios profissionais

28
CEPCEP
• Máquina/equipamento-Máquina/equipamento-– Desregulagem súbita da máquinaDesregulagem súbita da máquina– Quebra ou desgaste da ferramentaQuebra ou desgaste da ferramenta– Variações na preparação das máquinas.Variações na preparação das máquinas.
• Meios de mediçãoMeios de medição– Erros de calibraçãoErros de calibração– Falta de cuidados com os instrumentos Falta de cuidados com os instrumentos
de mediçãode medição– Uso de meios inadequados.Uso de meios inadequados.

29
CEPCEP
• Matéria prima-Matéria prima-– Remessa fora da especificaçãoRemessa fora da especificação– Utilização de material indevidoUtilização de material indevido– Deterioração devido ao manuseio ou Deterioração devido ao manuseio ou
estocagem.estocagem.
• Método de fabricação-Método de fabricação-– Desenhos e folhas de serviço desatualizadas, Desenhos e folhas de serviço desatualizadas,
ilegíveis, rasuradas, sujas..etcilegíveis, rasuradas, sujas..etc– Desobediência as normas e procedimentos Desobediência as normas e procedimentos
de serviço.de serviço.

30
CEPCEP
Identificado através do diagrama de Identificado através do diagrama de causa e efeito as causas das falhas, e causa e efeito as causas das falhas, e agirmos de forma objetiva e direta nos agirmos de forma objetiva e direta nos itens principais, com certeza estaremos itens principais, com certeza estaremos reduzindo as não conformidades de reduzindo as não conformidades de nosso produto.nosso produto.

31
CEPCEP
GRÁFICOS DE CONTROLE

32
CEPCEP Os gráficos de controle podem ser Os gráficos de controle podem ser
considerados como o filme de um considerados como o filme de um processo em um certo instante. processo em um certo instante. Portanto, antes de apresentarmos os Portanto, antes de apresentarmos os gráficos de controle devemos gráficos de controle devemos conceituar o que é um processo ?conceituar o que é um processo ?• Processo pode ser definido como qualquer Processo pode ser definido como qualquer
seqüência de atividades que gera produtos seqüência de atividades que gera produtos ou serviços, logo tudo o que fazemos pode ou serviços, logo tudo o que fazemos pode ser considerado um processo.ser considerado um processo.

33
CEPCEP
O gráfico de controle é a principal O gráfico de controle é a principal ferramenta utilizada no CEP. Esta ferramenta utilizada no CEP. Esta ferramenta faz a distinção entre ferramenta faz a distinção entre variações comuns e especiais variações comuns e especiais relacionadas com as causas comuns e relacionadas com as causas comuns e especiais.especiais.

34
CEPCEP
As fases para a construção de uma As fases para a construção de uma carta de controle compreendem:carta de controle compreendem:• Coleta de dadosColeta de dados• Limites de controleLimites de controle• Análise e Melhoria no processo Análise e Melhoria no processo

35
CEPCEP
O Gráficos são separados em duas O Gráficos são separados em duas categorias:categorias:
• Gráficos de controle por VariáveisGráficos de controle por Variáveis
• Gráficos de controle por atributosGráficos de controle por atributos

36
CEPCEP
Gráficos de controle por Variáveis:Gráficos de controle por Variáveis:• Abrange as características Abrange as características
mensuráveis (correspondendo a mensuráveis (correspondendo a maior parte dos dados a serem maior parte dos dados a serem tratados) e analisam os dados em tratados) e analisam os dados em forma de dispersão (variação) e forma de dispersão (variação) e centralização. centralização. – Exemplo:Exemplo:

37
CEPCEP
Gráficos de controle por Atributo:Gráficos de controle por Atributo:• Trabalha com apenas dois valores Trabalha com apenas dois valores
conhecidos que pode ser: Sim ou não, conhecidos que pode ser: Sim ou não, bom ou ruim, Passa ou não passa, bom ou ruim, Passa ou não passa, conforme ou não-conforme. Podem conforme ou não-conforme. Podem ser muito utilizados onde existe ser muito utilizados onde existe inspeção, contagem de reparo e de inspeção, contagem de reparo e de material rejeitado.material rejeitado.– Exemplo:Exemplo:

38
CEPCEP
A instabilidade de um processo é A instabilidade de um processo é verificada através da existência de verificada através da existência de Causas Especiais no processo. Causas Especiais no processo. Estas Causas Especiais podem ser Estas Causas Especiais podem ser identificadas no Gráfico de identificadas no Gráfico de Controle de forma visual. Vejamos Controle de forma visual. Vejamos alguns exemplos: alguns exemplos:

39
CEPCEP
Ponto Acima ou abaixo dos limites de controle
Ocorrência de ciclos entre os limites
Muitos pontos acima ou abaixo da média

40
CEPCEP
Pelos gráficos de controle Pelos gráficos de controle conseguimos verificar a existência conseguimos verificar a existência de Causas Especiais no processo, de Causas Especiais no processo, no entanto não conseguimos no entanto não conseguimos identificar qual o motivo delas identificar qual o motivo delas terem ocorrido, utilizamos uma terem ocorrido, utilizamos uma outra ferramenta chamada de outra ferramenta chamada de Diário de Bordo.Diário de Bordo.

41
CEPCEP
O Diário de Bordo é um formulário O Diário de Bordo é um formulário onde devem ser anotadas todas as onde devem ser anotadas todas as ocorrências importantes que dizem ocorrências importantes que dizem respeito ao processo. Sempre respeito ao processo. Sempre relacionadas a:relacionadas a:• Mão de obraMão de obra• MaterialMaterial• MétodoMétodo• MáquinaMáquina• Meio ambiente e Meio de mediçãoMeio ambiente e Meio de medição

42
CEPCEP
Utilizando o Diário de Bordo de Utilizando o Diário de Bordo de uma maneira correta, teremos uma maneira correta, teremos identificados todos os fatos identificados todos os fatos ocorridos no processo, desta forma ocorridos no processo, desta forma fica mais fácil a identificação das fica mais fácil a identificação das causas destes fatos e atuar sobre causas destes fatos e atuar sobre as mesmas. as mesmas.

43
CEP - CEP - RESUMO:RESUMO:
Queremos controlar o nosso Queremos controlar o nosso processo?processo?
– Utilizamos o Diagrama de causa e efeito.Utilizamos o Diagrama de causa e efeito.– Com ele identificamos todos os problemas que Com ele identificamos todos os problemas que
possam afetar o nosso processo, atuamos sobre possam afetar o nosso processo, atuamos sobre eles.eles.
– Utilizamos Gráficos de controlesUtilizamos Gráficos de controles– Utilizado para coleta de dadosUtilizado para coleta de dados– Podendo ser por variável ou atributoPodendo ser por variável ou atributo– Definimos o uso de um diário de bordo......Definimos o uso de um diário de bordo......
– E agora????E agora????

44
CEPCEP
Devemos calcular os limites de Devemos calcular os limites de controle e analisar o nosso controle e analisar o nosso processo para gerar melhoria processo para gerar melhoria contínuas......como?contínuas......como?

45
CEPCEP
Através dos índices de capacidade Através dos índices de capacidade denominados de Cp e Cpk, que são denominados de Cp e Cpk, que são utilizados para verificar a utilizados para verificar a capacidade de um processo capacidade de um processo produzir peças dentro das produzir peças dentro das especificações de engenharia.especificações de engenharia.

46
CEPCEP Formulas:Formulas: CP = LSE - LIE 6 X σ
• CP - Índice de capacidade potencial CP - Índice de capacidade potencial do processodo processo
• LSE - Limite Superior especificadoLSE - Limite Superior especificado• LIE - Limite inferior especificadoLIE - Limite inferior especificado• 6 x 6 x σ - Variação do processo- Variação do processo
Avalia a dispersão do processo

47
CEPCEP Formulas:Formulas: CPk = LSE - Média ou Média - LIE 3 X σ 3 X σ
• CPk - Índice de capacidade efetiva do CPk - Índice de capacidade efetiva do processoprocesso
• LSE/LIE- Limite Superior/Inferior LSE/LIE- Limite Superior/Inferior especificadoespecificado
• Média - referente aos valores da cartaMédia - referente aos valores da carta• 3 x 3 x σ - Variação do processo- Variação do processo
Avalia a centralização e a dispersão do processo

48
CEPCEP Formulas:Formulas:
• σ = ( Xi - X )
• n
• σ - Sigma (População, um todo)
• Xi e X- Cálculo das Média das amostras
• n - Total da amostra
2

49
CEPCEP
Com estas formulas em mãos, Com estas formulas em mãos, poderemos calcular os desvios em poderemos calcular os desvios em nosso processo. Vale lembrar que para nosso processo. Vale lembrar que para processos confiáveis temos os processos confiáveis temos os seguintes dados:seguintes dados:• CP > 1 = BomCP > 1 = Bom• CP < 1 = RuimCP < 1 = Ruim• Ideal: CP > 1.33 Ideal: CP > 1.33 • Ideal: CPK > 1.67 Ideal: CPK > 1.67

50
CEPCEP Quando os índices de capacidade não Quando os índices de capacidade não
forem aceitos as áreas envolvidas forem aceitos as áreas envolvidas devem elaborar planos de ação e atuar devem elaborar planos de ação e atuar nas causas. Desenvolvendo sempre a s nas causas. Desenvolvendo sempre a s melhorias contínuas em nosso processo.melhorias contínuas em nosso processo.

51
CEPCEP
•“ “ Sábio não é aquele que Sábio não é aquele que conhece muitas coisas, conhece muitas coisas, mas o que conhece mas o que conhece coisas úteis ”coisas úteis ”
• Obrigado pela atenção de todos.Obrigado pela atenção de todos.» fimfim