Embed Size (px)
Citation preview

Processo de electrodeposição em placas Planté
Cláudio Ricardo Crispim Pedroso
Dissertação para obtenção do Grau de Mestre em
Engenharia Química
Orientadores: Prof. Doutor João Carlos Salvador Santos Fernandes (DEQ/IST)
Eng.º Tomé Anastácio Vaz (Exide)
Júri:
Presidente: Prof.ª Doutora Carla Isabel Costa Pinheiro (DEQ/IST)
Orientador: Prof. Doutor João Carlos Salvador Santos Fernandes (DEQ/IST)
Vogais: Prof. Doutor Miguel António Soares Casquilho (IST)
Prof.ª Maria Teresa Oliveira de Moura e Silva (ISEL/IPL)
Novembro 2017

i
Para a minha família…
“A man’s reach should exceed his grasp
Or what’s a heaven for?”
R.Browning, 1855

ii
Agradecimentos
Começar por um agradecimento especial ao Professor Miguel Casquilho, pela infinita
disponibilidade e por possibilitar a realização deste estágio. Ao Professor João Salvador por toda a
ajuda, atenção e preocupação pelo trabalho. À Eng.ª Isabel Nogueira pela disponibilidade e atenção
nas amostras para as imagens do SEM.
À Empresa, no nome do Doutor Pedro Fernandes e da Doutora Maria João Esteves, pela
possibilidade de realização deste estágio e empenho no mesmo.
Ao Eng.º Tomé Vaz, por todo o conhecimento, amizade e exemplo de profissionalismo que
me transmitiu ao longo deste estágio.
À restante “PEP Team”, Eng.ºs Filipe Costa e Duarte Martins, por toda a ajuda, partilha de
conhecimentos e noitadas de trabalho (e não só).
Ao Eng.º André Barbosa, pelo acompanhamento na área e inestimável amizade e ajuda, sem
a qual a realização deste trabalho seria impossível. Agradecer também a todo o pessoal da secção.
Ao Eng.º Filipe Mateus, pela disponibilidade e partilha de conhecimentos.
Ao pessoal do LEEB, Eng.º Miguel Mendes, senhor Manuel, senhor Farinha, senhor Lima,
senhor Hélder, Filipe, Fábio e ao senhor Carlos Coelho, pelo companheirismo e ensinamentos que
me transmitiram ao longo do estágio.
Ao pessoal do Laboratório de Química, em especial ao senhor Nuno e senhor João, pela
ajuda nas análises, disponibilidade e partilha de experiências.
Ao pessoal do DV, em especial à Eng.ª Diana Silva e Eng.º Nuno Alexandre, pelo material
cedido, partilha de conhecimentos e amizade.
A toda a malta dos “Golden Samples”, pela amizade e experiência partilhada.
A todo o pessoal do OpenSpace, sem excepção, pela forma como me receberam.
Aos colegas que conheci no curso, em especial ao grupo da luta de Projecto, Mariana e
Catarina, por todo o apoio e amizade.
Aos meus amigos de sempre, em especial ao Runa, Cachimbo, Odra, Gonçalo, China e Cera,
que do princípio ao fim estiveram comigo, nos melhores e piores momentos. Tenho a certeza que não
conseguiria sem a vossa ajuda, um obrigado não é suficiente.
E por último, à minha família, Pai, Mãe e Mano, por me aturarem nesta aventura, por me
darem sempre tudo sem nada cobrarem. Um enorme obrigado, sem vocês esta Dissertação não seria
possível.

iii

iv
Resumo
O principal objectivo deste trabalho foi o estudo da composição e características da matéria
activa da placa positiva da bateria para diferentes condições da formação, com especial foco para a
primeira formação.
A temperatura, a densidade e o teor em perclorato de potássio foram estudados como
parâmetros de controlo importantes na primeira formação. Para analisar a sua influência, foi realizado
um ensaio a quatro diferentes condições de formação: alta densidade, baixa densidade, sem adição
de perclorato e alta temperatura. As placas formadas foram estudadas em três passos diferentes,
para mapeamento do processo: primeiro passo da primeira formação, segundo passo da primeira
formação e final da segunda formação.
Os resultados indicaram diferenças entre as várias condições, provando a sua influência no
processo. O passo crítico foi identificado como o primeiro passo da primeira formação.
Sem o perclorato de potássio, a placa encontrava-se passivada logo no primeiro passo da
primeira formação e a corrosão observada foi apenas na superfície da placa. A alta temperatura
bloqueou o efeito do perclorato e a superfície permaneceu passivada. No final de todos os passos da
formação, as 4 placas de ensaio apresentaram diferentes proporções de α e β-PbO2, com influência
nos resultados da capacidade.
Foi realizada uma análise estatística, comprovando a correlação entre as tensões de cádmio
negativas no final da primeira formação e os resultados de capacidade da placa.
No final, foram realizadas algumas propostas para melhoramento da etapa da formação.
Palavras-chave: baterias, chumbo-ácido, baterias de ácido livre, electrodeposição, formação.

v

vi
Abstract
The main objective of this work was to study the positive plate’s active material characteristics
and composition in different conditions of formation, focusing on the #first formation.
Temperature, specific gravity and potassium’s perchlorate concentration were studied as
important control parameters in the first formation stage. To analyse their influence, an experiment
was performed on four different formation’s conditions: high specific gravity, low specific gravity, no
perchlorate addition and high temperature. The plates formed were studied in three different steps, for
mapping the process: first step of the first formation, second step of the first formation and end of
second formation.
The results indicated differences between the various conditions, proving their influence on the
process. The critical step was identified as the first step of the first formation.
Without the potassium perchlorate, the plate was already passivated on the first step and the
corrosion observed was only at the surface. High temperature blocked the perchlorate effect and the
surface remained passivated. At the end of all the formation steps, all the four experimental plates
showed different α and β-PbO2 ratios, with influence on the capacity results.
A statistical analysis was made, proving a correlation between the negative cadmium’s voltage
at the end of the first formation and the capacity results.
In the end, some proposals were made to improve the formation stage.
Keywords: batteries, lead-acid, vented-systems, electrodeposition, formation.

vii
Índice
1. Objectivos, enquadramento do trabalho e a Empresa ........................................................................ 1
1.1 História da Empresa: Exide Technologies, L.da
............................................................................. 1
1.2 Visão, Missão e Valores ................................................................................................................ 3
2. Baterias de chumbo-ácido ................................................................................................................... 5
2.1 Fundamentos de uma bateria chumbo-ácido ................................................................................ 5
2.2 Tipos de bateria chumbo-ácido, aplicações e outras tecnologias .............................................. 10
2.2.1 VRLA (Valve Regulated Lead-Acid) ..................................................................................... 12
2.2.2 Baterias de Ácido Livre ......................................................................................................... 15
3. Processo de fabrico de um elemento de ácido livre ......................................................................... 19
3.1 Fundição: fabrico de armaduras .................................................................................................. 21
3.2 Fabrico do pó de chumbo ............................................................................................................ 23
3.3 Fabrico de pasta .......................................................................................................................... 24
3.4 Empastamento e Sazonamento .................................................................................................. 26
3.5 Formação .................................................................................................................................... 28
3.6 Lavagem e secagem de placas ................................................................................................... 29
3.7 Limpeza de placas ....................................................................................................................... 31
3.8 Montagem e Acabamento ........................................................................................................... 32
3.9 Enchimento e Carga .................................................................................................................... 33
4. Formação de placas Planté ............................................................................................................... 35
4.1 Descrição do problema................................................................................................................ 35
4.2 Fundamentos da formação ......................................................................................................... 35
4.2.1 Ataque oxidativo à armadura ............................................................................................... 38
4.2.2 Negativação da placa ........................................................................................................... 39
4.2.3 Oxidação da camada depositada ......................................................................................... 43
4.3 Processo de Formação de uma placa......................................................................................... 44
4.4 Parte experimental: influência dos parâmetros de controlo na placa ......................................... 48
4.4.1 Mapeamento da formação de uma placa positiva ............................................................... 51
4.4.2 Ensaio de capacidade: Single Plate Test ............................................................................. 57
4.4.3 Análise estatística: ................................................................................................................ 59
5. Conclusões e sugestões futuras ....................................................................................................... 65

viii
Referências bibliográficas ..................................................................................................................... 68
Anexos ................................................................................................................................................... 69
Anexo I – Norma DIN 40738: ensaios de performance de elementos Planté .................................. 69
Anexo II – Parte Experimental ........................................................................................................... 70

ix
Índice de Tabelas
Tabela 1 - Diagrama das aplicações dos diferentes tipos de baterias chumbo-ácido. ......................... 12
Tabela 2 – Valores da gama de trabalho do peso e espessura para as armaduras fundidas (valores
em Anexo III). ........................................................................................................................................ 22
Tabela 3 - Efeito dos parâmetros do moinho no pó de chumbo. .......................................................... 24
Tabela 4 - Aditivos utilizados no fabrico de pasta. ................................................................................ 25
Tabela 5 - Parâmetros finais da pasta (valores em Anexo III). ............................................................. 26
Tabela 6 - Parâmetros de controlo de cada etapa do processo de empastamento. ............................ 27
Tabela 7 - Parâmetros de controlo de uma placa sazonada (valores em Anexo III). ........................... 28
Tabela 8 – Gama de especificações de processo da primeira Formação do 25. ................................. 47
Tabela 9 - Teor em perclorato de potássio inicial e final nos tanques ensaiados. ............................... 49
Tabela 10 - Valores de cádmio (+) e (-) no final do primeiro e segundo passos. ................................. 51
Tabela 11 - Identificação das amostras para mapeamento. ................................................................. 52
Tabela 12- Resultados da difracção por Raios-X. ................................................................................ 56
Tabela 13 - Resultados do ensaio de capacidade às amostras. .......................................................... 58
Tabela 14 - Dados recolhidos para análise estatística aos resultados de capacidade face aos
parâmetros de controlo da primeira formação. ..................................................................................... 60
Tabela 15 - Resultados da correlação de Pearson dos parâmetros de controlo de processo com o
Cádmio (-). ............................................................................................................................................. 64
Tabela 16 - Registo de temperatura do primeiro passo da primeira Formação do ensaio realizado. .. 70
Tabela 17 - Registo de densidade do primeiro passo da primeira Formação do ensaio realizado. ..... 70
Tabela 18 - Densidade acertada do primeiro passo da primeira Formação do ensaio realizado. ....... 70
Tabela 19 - Registo de temperatura do segundo passo da primeira Formação do ensaio realizado. . 70
Tabela 20 - Registo de densidade do segundo passo da primeira Formação do ensaio realizado. .... 70
Tabela 21 - Densidade acertada do segundo passo da primeira Formação do ensaio realizado........ 71

x
Índice de Figuras
Figura 1- Marcas do grupo Exide (Exide Technologies, 2012).. ............................................................. 2
Figura 2 - Baterias produzidas na fábrica da CH (Exide Technologies, 2012).. ..................................... 2
Figura 3 - 1- Célula em carga; 2 - Célula em descarga; 3 - Célula descarregada.................................. 6
Figura 4 - Relação do OCV com a densidade do electrólito (Linden, 1995). .......................................... 8
Figura 5 - Efeitos da polarização na tensão de uma bateria (Linden, 1995) . ........................................ 8
Figura 6 - Variação da capacidade de uma bateria consoante o tempo e a temperatura de
armazenamento (Exide Technologies, 2012).......................................................................................... 9
Figura 7 - Capacidade de uma dada bateria a diferentes temperaturas para vários testes de descarga
(Exide Technologies, 2012). .................................................................................................................... 9
Figura 8 - Relação da percentagem de número de ciclos que a bateria consegue realizar com a
temperatura de utilização (Exide Technologies, 2012). ........................................................................ 10
Figura 9 - Densidade energética de vários tipos de baterias secundárias (Linden, 1995). .................. 11
Figura 10 – Exemplo de uma válvula reguladora de pressão (Exide Technologies, 2012). ................. 12
Figura 11 - Comparação do efeito da gaseificação numa bateria de ácido livre vs. bateria VRLA. ..... 13
Figura 12 - Gama de baterias Gel produzidas na CH (Exide Technologies, 2012). ............................. 14
Figura 13 - Constituintes de uma bateria AGM de 12 V (Exide Technologies, 2012). ......................... 15
Figura 14 - Comparação da armadura de 100Ah e 25Ah. .................................................................... 16
Figura 15 - Constituintes de um elemento de ácido livre. 1- Elemento completo 9GroE225; 2- Bloco;
3- Prisma (no interior do bloco); 4- Tampão; 5- O-Ring; 6- Anel de polaridade; 7- Tampa; 8- Protector
superior; 9- Jogo; 10- Placas negativas; 11- Separadores; 12- Placas positivas; 13- Terminais Hagen
Patenteados; 14- Placa Negativa; 15- Separador microporoso DARAK; 16- Separador de rede PVC;
17- Placa positiva; 18- Calços (Exide Technologies, 2012). ................................................................. 17
Figura 16 - Diagrama de blocos do processo de fabrico de um elemento de ácido livre. .................... 20
Figura 17 - Armadura simples negativa 100 e armadura dupla negativa 25. ....................................... 21
Figura 18- Máquina de fundir armaduras negativas e armadura dupla 25 positiva. ............................. 23
Figura 19 - Moinho Chloride. ................................................................................................................. 23
Figura 20 - Amassadora BP. ................................................................................................................. 26
Figura 21 - Ilustração das etapas do processo de empastamento. ...................................................... 27
Figura 22 - Perfil de temperatura e humidade no sazonamento. .......................................................... 28
Figura 23 - Estado inicial e final de uma tirada/placa negativa na formação. ....................................... 29
Figura 24 - Estufas de secagem. .......................................................................................................... 30
Figura 25 - Esquema de lavagem e secagem de placas negativas. .................................................... 30
Figura 26 - Placa positiva não acabada e placa positiva acabada, respectivamente. ......................... 31
Figura 27 - Jogo no calço com barra para alinhamento das patilhas, aquecimento inicial do molde e os
terminais já soldados. ............................................................................................................................ 32
Figura 28 - Inspecção visual ao jogo após montagem. ......................................................................... 33
Figura 29 - Zona de acabamento de elementos. .................................................................................. 33
Figura 30 - Disposição na activação de elementos. ............................................................................. 34
Figura 31 - Exemplo de uma primeira formação a decorrer. ................................................................ 36

xi
Figura 32 - Condição da placa desde da fundição, final da primeira formação e totalmente formada .... .
37
Figura 33 - Células unitárias de (a) α-PbO2 e (b) β- PbO2 (Pavlov, 2011). .......................................... 37
Figura 34 - Ataque oxidativo à superfície da placa (placa à direita) e dissolução de Pb, com alguma
deposição na placa de apoio (placa à esquerda) - primeiro passo da primeira Formação. ................. 38
Figura 35 - Efeito de despassivação por actuação do perclorato de potássio, permitindo um
crescimento ordenado de cristais de PbO₂. .......................................................................................... 39
Figura 36 - Etapa de negativação da placa (placa à direita) - 2º Passo da primeira Formação. ......... 40
Figura 37 - Valores de tensões de cádmio para carga e descarga (Linden, 1995). ............................. 41
Figura 38 - Configuração de leitura no tanque, com os eléctrodos a azul (-) e vermelho (+) e as
sondas de temperatura a verde. À direita o Fluke. ............................................................................... 41
Figura 39 - a) Perfil de tensão e temperatura do primeiro passo da primeira formação; b) Perfil de
tensão e temperatura do segundo passo da primeira formação........................................................... 42
Figura 40 - Fotografia SEM, onde se verifica a deposição de chumbo na placa negativada. .............. 43
Figura 41 - Esquema da segunda formação de uma palca Planté. ...................................................... 44
Figura 42 - Fotografia SEM a uma placa positiva formada. .................................................................. 44
Figura 43 - Diagrama IPO da Formação - Inputs, Process and Outputs. ............................................. 45
Figura 44 - Diagrama ASIS da primeira formação. ............................................................................... 45
Figura 45 - Sistema de monotorização das primeiraa formações......................................................... 46
Figura 46 - Carta de controlo da temperatura dos tanques da Formação 04 no sistema InfinityQS.... 46
Figura 47 - Diagrama HOW-HOW da primeira Formação. ................................................................... 47
Figura 48 - Diagrama Fishbone da primeira Formação (LIE – Limite Inferior de Especificação; LSE-
Limite Superior de Especificação). ........................................................................................................ 48
Figura 49 - Perfil de primeira formação do ensaio realizado. a) primeiro passo (carga); b) corrosaão
total da área superficial da armadura em PbO2: c) segundo passo (descarga); d) Deposição total de
Pb esponjoso. ........................................................................................................................................ 49
Figura 50 - Registo de densidade e temperatura ao longo do primeiro passo da primeira Formação. 50
Figura 51 - Registo de densidade e temperatura ao longo do 2º passo da primeira Formação. ......... 50
Figura 52 - Estado das placas formadas no ensaio. ............................................................................. 51
Figura 53 - Equipamentos para análise das amostras: SEM e difractómetro de Raio-X, da esquerda
para a direita. ......................................................................................................................................... 52
Figura 54 - Fotografias SEM das amostras após o primeiro passo da primeira formação. .................. 53
Figura 55 - Fotografias SEM das amostras após a primeira Formação. .............................................. 54
Figura 56 - Fotografias SEM das amostras após a segunda formação. ............................................... 54
Figura 57 - Fotografia SEM onde se visualiza toda a espessura de uma lamela, verificando que o
ataque é mais feroz na parte superior e inferior desta. ......................................................................... 55
Figura 58 - Difracção por Raios-X nas placas de ensaio formadas. ..................................................... 56
Figura 59 - Plataforma de ensaio do Single Plate Test. ........................................................................ 57
Figura 60 - Perfil da primeira descarga do Single Plate Test das amostras ensaidas. ........................ 58
Figura 61 - Perfil da segunda descarga do Single Plate Test das amostras ensaidas. ....................... 58

xii
Figura 62- Comparação da primeira e segunda descarga das amostras com lotes de produção normal
(PN). ...................................................................................................................................................... 59
Figura 63 - Carta de controlo da temperatura média (°C) dos lotes em análise................................... 61
Figura 64 - Carta de controlo da densidade média (g/cm³) dos lotes em análise. ............................... 61
Figura 65 - Comparação dos valores de cádmio (-) em V com o resultado do ensaio de capacidade. 62
Figura 66 - Resultados do método ANOVA na relação do cádmio (-) (V) com o resultado do ensaio de
capacidade das placas. ......................................................................................................................... 63
Figura 67 - Correlação gráfica e de Pearson do cádmio (-) (V) com a temperatura média (°C). ......... 64
Figura 68 - Layout da zona das formações. A azul estão as primeiras formações monitorizadas. A
vermelho, as zonas onde o envio de dados por Bluetooth é lento. A verde, o sistema proposto e o seu
potencial alcance. .................................................................................................................................. 66
Figura 69 - Rate dos elementos de ácido livre (Kramm, 2015). ............................................................ 69

xiv

xv
Lista de abreviaturas
Abreviatura Descrição Unidades
KPI Key Process Indicator -
SLI Start, Light, Ignition -
CH Castanheira do Ribatejo -
AGM Absorbent Glass Mat -
OCV Open Circuit Voltage (Tensão em circuito aberto)
V
VRLA Valve Regulated Lead-Acid -
SOC State of Charge -
SAN Styrene Acrylonitrile -
PVC Policloreto de vinilo -
I.P.T. Instrução de Posto de Trabalho -
SPT Single Plate Test -
SEM Scanning Electron Microscop -
LIE Limite Inferior de Especificação -
LSE Limite Superior de Especificação -
DCH Descarga -

xvi

1
1. Objectivos, enquadramento do trabalho e a Empresa
Em ambiente industrial, existe muito o foco em atingir objectivos, os designados KPI’s (do
inglês Key Process Indicator) seja de produção, processuais ou de qualidade. Este trabalho tem como
objectivo iniciar o estudo de um conceito de uma etapa em que o único know-how existente foi
passado de geração em geração dentro da Empresa e é (na sua maioria) prático: a formação de
placas positivas. Explorar o conceito permitirá, no futuro, à Empresa optimizar o processo,
optimizando a qualidade e produtividade.
O trabalho passou, assim, por estudar as condições de processo e tentar correlacionar cada
uma destas com o estado físico e químico da placa, em cada passo de formação, com foco especial
para a temperatura. Nos meses de Verão, a eficiência de refrigeração dos tanques é afectada e
acredita-se que terá impacto na qualidade da placa. Outro conceito a explorar é a utilização de
perclorato de potássio no electrólito da primeira formação, que se realiza desde o arranque da
produção (em 1982) destes elementos, mas conceptualmente não está definida internamente a razão
e a importância.
Este foi um estudo iniciado de raiz, dada a escassa literatura que existe sobre este tipo de
formação por electrodeposição em chumbo puro, estudo que pretende ser a ponte entre o
conhecimento empírico presente na Empresa com um projecto de melhoria contínua Six Sigma.
1.1 História da Empresa: Exide Technologies, L.da
A Tudor, designação inspirada no engenheiro luxemburguês Henry Tudor que, em 1884,
desenvolveu o primeiro acumulador portátil, inicia em 1920 a comercialização de baterias em
Portugal, sob a designação de Sociedade Portuguesa do Acumulador TUDOR. Em 1935, inaugura a
primeira fábrica em solo português na localidade de Dafundo, concelho de Oeiras.
Em 1950, instala, na Castanheira do Ribatejo, concelho de Vila Franca de Xira, uma unidade
fabril que, na altura, se destinava à produção de baterias para automóvel, submarinos e tracção. Em
1979, inicia-se a construção de uma nova unidade de produção, também na Castanheira do Ribatejo,
de baterias de arranque em polipropileno. Em 1995, dá-se a integração com o grupo Exide, que, em
1996, inicia um plano de reestruturação da fábrica, convertendo a unidade para a produção de
baterias industriais, deixando de produzir baterias de arranque.
A criação do grupo Exide remonta aos finais do século XIX, mais concretamente a 1888, ano
em que William Warren Gibbs fundou a “The Electric Storage Battery Company”, nos Estados Unidos
da América, com o intuito de aproveitar o potencial da electricidade face aos combustíveis fósseis
para iluminação, criando simultaneamente um mecanismo fiável de armazenamento de energia. A
empresa, posteriormente designada Exide Technologies, desde cedo se impôs no sector pela sua
inovação e adaptação ao mercado, tendo como exemplos a criação da primeira bateria de arranque

2
ou SLI (Start, Light, Ignition) em 1912 para a Cadillac, desenvolvimento de baterias para uso militar
em tanques e submarinos e baterias para transmissões via rádio em aviões e naves espaciais,
equipando as missões Apollo da NASA.
Desde a sua fundação, a Exide Technologies foi crescendo e adquirindo outras empresas de
renome do mesmo sector, exercendo agora actividades em mais de 80 países, com unidades de
produção na América do Norte, Europa, Emirados Árabes Unidos, Índia e Austrália. Algumas das
marcas detidas pelo grupo Exide são apresentadas na Figura 1.
Figura 1- Marcas do grupo Exide (Exide Technologies, 2012)..
O grupo Exide, em Portugal, detém a fábrica de produção de baterias da CH (abreviatura
usada internamente para a fábrica da Castanheira do Ribatejo) e a unidade de reciclagem de baterias
Sonalur, na Azambuja. A produção na CH é feita mediante três tipos de tecnologia:
Baterias de ácido livre (Planté),
Baterias seladas de fibra de vidro absorvente (AGM),
Baterias com o electrólito gelificado (Gel).
As principais aplicações das gamas produzidas na CH abrangem centrais eléctricas e
nucleares, telecomunicações, vias ferroviárias, uso militar, iluminação de emergência, motociclos e
UPS (Uninterrupible Power Systems). Na Figura 2 estão algumas das baterias produzidas na fábrica
da CH.
Figura 2 - Baterias produzidas na fábrica da CH (Exide Technologies, 2012)..

3
1.2 Visão, Missão e Valores
Na perspectiva da Empresa, enunciam-se (Manual de Integração e Acolhimento, 2016):
Visão:
A Exide será respeitada mundialmente como a líder em soluções de energia eléctrica
armazenada e tecnologias inovadoras.
Missão:
Como fornecedor integrado de baterias, equipamentos e serviços associados para os
mercados dos transportes e indústria, a missão da Exide Technologies é contribuir para o sucesso
dos nossos clientes.
Valores:
Os valores que assentam nos grandes princípios do grupo Exide e da fábrica da CH são:
integridade, respeito e trabalho de equipa, inovação, aprendizagem contínua e orgulho na excelência.

4

5
2. Baterias de chumbo-ácido
Este Capítulo tem como objectivos explicar o funcionamento de uma bateria, com foco na
bateria de chumbo e ácido, vulgarmente designada “chumbo-ácido”, enquadrar esta bateria face a
outras tecnologias existentes e explorar os ramos em que é aplicada.
2.1 Fundamentos de uma bateria chumbo-ácido
Uma bateria é um dispositivo que converte directamente a energia química contida na sua
matéria activa para energia eléctrica através de uma reacção electroquímica de oxidação-redução
(Linden, 1995).
A bateria pode ser constituída por uma ou mais células, cada uma das quais é composta por
dois eléctrodos, um positivo (cátodo) e um negativo (ânodo), e por electrólito. As reacções
electroquímicas que caracterizam este dispositivo dão-se na interface dos eléctrodos com o
electrólito. A energia eléctrica é fornecida pela oxidação no ânodo (-) e a redução no cátodo (+),
designadas de forma comum por reacções redox. O movimento dos electrões que é gerado, traduzido
pela diferença de potencial entre os eléctrodos, leva ao fornecimento de energia eléctrica do interior
da bateria para o exterior.
A bateria chumbo-ácido, desenvolvida por Gáston Planté em 1859, é uma bateria secundária,
uma vez que pode ser recarregável, ao contrário de uma bateria primária. Numa bateria primária, as
reacções de descarga dão-se até ao esgotamento da fonte de electrões de forma irreversível, isto é,
descarga total. Numa bateria secundária é possível reverter o sentido das reacções, fornecendo
energia ao sistema e restaurando o estado inicial de carga. Neste caso, o eléctrodo que se
comportava como ânodo recebe electrões, reduzindo-se, e o que se comportava como cátodo passar
a ceder electrões, oxidando-se.
Planté estudou vários eléctrodos idênticos imersos em soluções de ácido sulfúrico, tais como
cobre, prata, ouro, estanho, alumínio e chumbo. No final, estabeleceu que a “corrente secundária”
(como era designada na época) na célula de chumbo era a mais alta e durante um período mais largo
de tempo, isto é, apresentava maior capacidade face aos outros eléctrodos. Verificou também que a
célula de chumbo apresentava os valores de tensão mais altos (Pavlov, 2011).
As matérias activas numa bateria chumbo-ácido são:
Dióxido de chumbo (PbO2), como cátodo (+);
Chumbo esponjoso (Pb), como ânodo (-);
Ácido sulfúrico (H2SO4) como electrólito.

6
O facto de o chumbo apresentar vários estados de oxidação possibilita a sua utilização como
matéria-prima tanto no cátodo (+) como no ânodo (-). Na Figura 3 encontra-se o esquema do
processo de descarga e carga de uma célula de chumbo-ácido.
Figura 3 - 1- Célula em carga; 2 - Célula em descarga; 3 - Célula descarregada.
Como está ilustrado na Figura 3, quando a célula está totalmente descarregada ambos os
eléctrodos encontram-se sulfatados, sendo que o fornecimento de electrões ao ânodo, no processo
de carga, reduz o sulfato de chumbo a chumbo com libertação de iões SO42-
, favorecendo a oxidação
de sulfato de chumbo a dióxido de chumbo no cátodo original, restabelecendo o estado de carga
inicial da célula. A transferência iónica é assegurada pelo electrólito, que também aceita/cede os iões
necessários para que as reacções electroquímicas ocorram.
As reacções electroquímicas que ocorrem no processo de descarga e carga numa bateria
chumbo-ácido são apresentadas nas seguintes Equações.
Cátodo (+)
PbO2+ 4H++SO4
2-+ 2e-
descarga→ carga ⃖
PbSO4+ 2H2O Equação 1

7
Ânodo (-)
Pb descarga→ carga ⃖
Pb2++ 2e- Equação 2
Pb2++ SO42- descarga→ carga ⃖
PbSO4 Equação 3
Reacção global
PbO2+ Pb +2H2SO4 descarga→ carga ⃖
2PbSO4 + 2H2O Equação 4
A tensão ou força electromotriz da célula está dependente da diferença de potencial dos
eléctrodos (Equação 5). O potencial de cada eléctrodo é determinado pela equação de Nernst
(Equações 6 e 7) (R =8,314 J.mol-1
.K-1
; T =298,15 K; F =96500 C/mol; n =2):
∆E = Ecátodo-Eânodo= EPbO2/PbSO4- EPb/PbSO4
Equação 5
EPbO2/PbSO4= EPbO2/PbSO4
0 + RT
nFln k
=1,683 - 0,118pH + 0,029log aSO4
2- Equação 6
EPb/PbSO4 = EPb/PbSO4
0 + RT
nFln k = −0,358 − 0,029log a
SO42- Equação 7
onde k é a constante de equilíbrio das reacções, dada pelo quociente das actividades dos produtos e
dos reagentes (Pavlov,2011).
O potencial da célula é determinado substituindo as Equações 6 e 7 na Equação 5.
∆E = 2,041 - 0,118pH - 0,059 log ( aSO4
2- ) Equação 8
A tensão de uma célula é, então, dependente do pH, da actividade dos iões SO42-
e da
temperatura. O valor nominal de tensão de uma célula chumbo-ácido é 2 V. Após a carga e antes da
abertura do circuito, a célula apresenta uma tensão entre 2,35-2,7 V (Bode, 1977). Durante a
descarga da célula, dá-se o consumo do ácido e a formação de água, o que provoca um aumento do
pH e consequente diminuição da tensão da célula até valores de 1,70-1,80 V, considerando-se a
bateria descarregada nestas condições.
Na Figura 4 está ilustrada a dependência da tensão em circuito aberto, OCV (Open Circuit
Voltage), com a densidade do electrólito a 250C (Linden, 1995).

8
Figura 4 - Relação do OCV com a densidade do electrólito (Linden, 1995).
Como está explícito na Figura 4 a tensão aumenta com o aumento de densidade, para a
gama normal de aplicação do electrólito neste tipo de dispositivo. Notar também que ΔE>0 o que leva
a que ΔG= -nFΔE < 0, ou seja, a reacção de descarga da célula é espontânea e se um aparelho de
corrente contínua for ligado à célula, esta irá fornecer-lhe energia.
Visto a reacção de descarga ser espontânea, o estado estacionário termodinâmico de uma
célula é quando esta se encontra totalmente descarregada. Apenas nesta situação, o OCV é igual à
diferença de potencial determinada a partir da equação de Nernst para cada eléctrodo. Quando a
célula se encontra em processos de descarga e carga, fora do estado estacionário, a tensão real é
inferior ao determinado empiricamente devido a perdas por polarização e resistência interna da
própria célula, efeito ilustrado na Figura 5 (Linden, 1995).
Figura 5 - Efeitos da polarização na tensão de uma bateria (Linden, 1995) .
A polarização, como está explícito na Figura 5, provoca uma variação na tensão de equilíbrio
da célula, na maioria devido a perda por resistência interna da própria célula à passagem da corrente
eléctrica, seguida da perda na transferência de carga (polarização de activação) e a gradientes de
concentração e temperatura (polarização da concentração).
Outro fenómeno espontâneo que ocorre nas células/bateria de chumbo-ácido é a auto-
descarga. A auto-descarga é definida como a perda de energia por outros meios que não a descarga

9
por parte de um circuito externo (Technologies, Exide 2012). Ocorre porque tanto o dióxido de
chumbo como o chumbo são reactivos com o ácido sulfúrico, iniciando a reacção de sulfatação das
placas. Este fenómeno de auto-descarga é tanto maior quanto maior for a temperatura, sendo este
efeito verificado na perda de capacidade da bateria, como se encontra ilustrado na Figura 6.
Figura 6 - Variação da capacidade de uma bateria consoante o tempo e a temperatura de armazenamento
(Exide Technologies, 2012).
Tipicamente, uma bateria produzida na CH chega ao cliente ao fim de 3 meses depois de
estar acabada, logo é de extrema importância assegurar, para além de todo o processo de produção,
que o armazenamento e transporte a temperaturas não ocorram a temperaturas elevadas.
Tal como para o armazenamento, a temperatura influencia a capacidade da bateria durante a
descarga. Como mostra a Figura 7, o aumento de temperatura provoca uma aceleração na reacção
de descarga, levando a um aumento de capacidade por parte da bateria.
Figura 7 - Capacidade de uma dada bateria a diferentes temperaturas para vários testes de descarga (Exide
Technologies, 2012).
A capacidade é atribuída consoante o ensaio a que o elemento ou bateria é submetido. No
caso da Figura 7, o ensaio tem como base uma descarga a intensidade de corrente constante

10
durante 10 horas, designada C10. Diminuindo o tempo de ensaio (por exemplo, para 0,1.C10 ou
0,3.C10) estamos a realizar uma descarga à mesma carga (Ah) mas num menor espaço de tempo,
ou seja, uma descarga com maior potência, mais exigente para a bateria. No caso dos elementos de
ácido livre, estes ensaios de performance têm de estar de acordo com a norma DIN 40738 (ver Anexo
I), sendo a “rate” destes elementos baseada no ensaio C10.
Por outro lado, o facto de o elemento ser armazenado e utilizado a temperaturas mais
elevadas aumenta a taxa de corrosão das placas, levando a uma diminuição dos ciclos de vida da
bateria, relação exposta na Figura 8.
Figura 8 - Relação da percentagem de número de ciclos que a bateria consegue realizar com a temperatura de
utilização (Exide Technologies, 2012).
2.2 Tipos de bateria chumbo-ácido, aplicações e outras tecnologias
No mercado de baterias secundárias, existem outras tecnologias para além das baterias de
chumbo-ácido, apresentando estas últimas vantagens e desvantagens face às concorrentes. As
principais vantagens das baterias em estudo são (Linden, 1995):
Baixo custo, sejam unidades de produção de pequena ou grande dimensão;
Boa performance para descargas rápidas;
OCV alto face a outras baterias secundárias (<2V);
Performance razoável a baixas e altas temperaturas;
Componentes das baterias são recicláveis, desde do plástico ao chumbo;
Variabilidade de gamas e designs, com produção de baterias de 1 até 10 000 A.h.
Por outro lado, as principais desvantagens são (Linden, 1995):
Baixa densidade energética (ver Figura 9);
Tempo de vida curto;
Bateria pesada, com mais de 60% da sua composição em chumbo, uma das matérias-primas
mais pesadas da indústria.

11
Figura 9 - Densidade energética de vários tipos de baterias secundárias (Linden, 1995).
Após a 2ª Guerra Mundial, o rápido desenvolvimento da indústria automóvel, da
telecomunicação e do transporte levou a um aumento exponencial na produção de baterias de
chumbo-ácido. Hoje em dia, as principais aplicações são (Pavlov, 2011):
Baterias estacionárias: utilizadas em sistemas de “backup power”, fornecendo energia caso a
fonte primária do sistema falhe em centrais termoeléctricas e nucleares, centros de
telecomunicações, sistemas UPS e unidades industriais. Apresentam ciclos de vida entre 10 e 25
anos, mediante a tecnologia.
Baterias de arranque, SLI: como o próprio nome indica, são utilizadas como fornecimento de
energia eléctrica ao motor de arranque de um veículo de combustão interna, fornecendo também
energia para manter o circuito eléctrico do veículo em funcionamento (luzes, rádio, etc).
Baterias de tracção: utilizadas como fonte de energia para empilhadores, carros de golfe e
outros veículos eléctricos. São baterias de grande capacidade, com gamas até 200-300V,
suportando grandes descargas e funcionar com apenas 20% da sua capacidade nominal.
As baterias chumbo-ácido foram alvo de investigação para aplicação em automóveis com
sistemas híbridos, uma área em exponencial crescimento no século XXI. Apesar de aplicável, a
bateria de chumbo-ácido está em desvantagem face a outras tecnologias, como as baterias de iões
de lítio, porque apresentam uma densidade energética (Wh/kg) baixa, implicando a utilização de uma
bateria mais pesada, logo mais cara e de maiores dimensões (afectando a dinâmica do veículo), para
garantir a corrente necessária ao funcionamento do sistema e as placas negativas de chumbo não
aguentam a alta corrente proveniente de sistemas de recuperação de energia da travagem e sulfatam
rapidamente quando operam a um estado de carga parcial (Pavlov, 2011).
As baterias dividem-se genericamente em dois tipos, VRLA (Valve Regulated Lead-Acid) e
Ácido Livre, sendo que as baterias produzidas na CH se subdividem em 3 grandes grupos: Gel, AGM

12
(Absorbent Glass Mat) e Ácido Livre (Planté). Na Tabela 1, encontram-se as principais aplicações
para os diferentes grupos produzido na CH.
Tabela 1 - Diagrama das aplicações dos diferentes tipos de baterias chumbo-ácido.
2.2.1 VRLA (Valve Regulated Lead-Acid)
Como o nome indica, são baterias que são reguladas por válvulas, como a exemplificada na
Figura 11, apresentando a vantagem de não necessitarem de manutenção, suportarem diferentes
posições do bloco e serem estanques.
Figura 10 – Exemplo de uma válvula reguladora de pressão (Exide Technologies, 2012).
Caso a pressão no interior da bateria se encontre entre 60 e 450 mbar, mediante o tipo de
bateria, a válvula presente abre permitindo a saída dos gases do interior da bateria para o exterior.
Quando a pressão diminui a válvula fecha impedindo a entrada de oxigénio. Neste tipo de válvula
existe um disco microporoso de polietileno que controla a saída dos gases, de modo a prevenir o
risco de explosão por fontes de ignição exteriores.
Nestas baterias o electrólito encontra-se ou absorvido num separador ou imobilizado em gel,
mediante a tecnologia. Como já foi referido e ao contrário das baterias de ácido livre, são baterias
isentas de manutenção, isto é, não há necessidade de reposição de água (topping-up) pela formação
de gases no processo de carga, devido à recombinação do oxigénio. A formação de gases no

13
processo de carga é devido à reacção secundária de electrólise da água, formando hidrogénio no
ânodo e oxigénio no cátodo. As reacções não ocorrem na mesma proporção nos eléctrodos e para
diferentes estados de carga, sendo que no cátodo a cerca de 65-70% do estado de carga total da
bateria, já praticamente todo o sulfato de chumbo se converteu em dióxido de chumbo, estando a
restante energia fornecida a promover apenas a reacção secundária de formação de
oxigénio (Pavlov, 2011).
A recombinação do oxigénio é possível neste tipo de bateria porque o electrólito se encontra
suportado, permitindo a retenção do oxigénio, que acaba por difundir até à placa negativa.
Figura 11 - Comparação do efeito da gaseificação numa bateria de ácido livre vs. bateria VRLA.
As reacções deste processo são as descritas abaixo:
Cátodo (+): Reacção de hidrólise
H2O → 1
2O2 + 2H
+ + 2e- Equação 9
Ânodo (-): Reacções de recombinação
Pb + 1
2O2 → PbO Equação 10
PbO + H2SO4 → PbSO4 + H2O Equação 11
PbSO4 + 2H++ 2e- → Pb + H2SO4 Equação 12
Reacção Global de Recombinação no Ânodo
2H+ +
1
2O2 + 2e- → H2O + ∆Q Equação 13
A eficiência típica destas reacções nas baterias produzidas na CH é 99% para o Gel e 98%
para a AGM.

14
Baterias Gel
Figura 12 - Gama de baterias Gel produzidas na CH (Exide Technologies, 2012).
A gama das baterias gel produzidas na fábrica da CH varia entre 1 e 19 Ah de capacidade. A
principal característica deste tipo de bateria é o electrólito encontrar-se fixo num gel que é formado
pela adição de sílica ao ácido sulfúrico. Os eléctrodos das baterias de gel são armaduras de ligas de
chumbo empastadas.
A sílica é misturada sob a forma de pó com ácido até atingir uma forma gelatinosa. São
retiradas à mistura amostras para controlo de qualidade, sendo analisado o teor em ferro e crómio,
metais que aumentam a velocidade de corrosão das placas, levando a uma diminuição do tempo de
vida da bateria. Após aprovação, a mistura é deixada em repouso até solidificar na forma de gel.
Durante o passo de activação da bateria, ocorrem as reacções de recombinação já
descriminadas. A perda de água no cátodo provoca a contracção e expansão do gel, criando fissuras.
Estas fissuras serão o caminho preferencial para a difusão do oxigénio até à placa negativa,
reduzindo o efeito de perda de água no cátodo, tornando esta tecnologia livre de manutenção.
Baterias AGM
Esta gama de baterias utiliza como separador uma tela de fibra de vidro com capacidade de
absorver e reter o electrólito, daí a designação AGM (Absorbent Glass Material). O separador tem,
também, como função evitar o contacto directo entre a placa negativa e a placa positiva adjacente,
prevenindo a ocorrência de curto-circuitos que inviabilizam o funcionamento da bateria. À semelhança
da tecnologia Gel, os eléctrodos são armaduras de ligas de chumbo empastadas com a matéria
activa, o ânodo com pasta de chumbo e o cátodo com pasta de óxido de chumbo.
São produzidas, na CH, baterias de diferentes gamas e designs desta tecnologia, com
capacidades entre 15 e 600 Ah e tensões de 2, 6 ou 12 V.
Na Figura 13 encontra-se a constituição de uma bateria AGM de 12 V.

15
Figura 13 - Constituintes de uma bateria AGM de 12 V (Exide Technologies, 2012).
Como se encontra ilustrado na Figura 13, o conjunto de placas positivas (a cinzento escuro)
encontra-se intervalado por placas negativas (a cinzento), com a particularidade de as placas
extremas dos elementos serem sempre placas negativas (bem ilustrada no corte do terminal positivo
na Figura 13). Logo existe sempre x+1 placas negativas face a x placas positivas, em cada elemento.
As placas da mesma polaridade estão soldadas entre si através de uma união de liga de chumbo,
uma para a positiva e uma para a negativa, respectivamente. Um conjunto de uniões das placas
positivas e placas negativas é designado por jogo. O número de jogos que forem unidos (por
soldadura das uniões) em série determinarão a tensão da bateria, tendo cada jogo uma tensão
nominal de 2 V.
2.2.2 Baterias de Ácido Livre
A principal característica de uma bateria de ácido livre é o electrólito encontrar-se no estado
líquido, em liberdade entre os eléctrodos. Na fábrica da CH são produzidos elementos (apenas um
jogo de placas positivas e negativas) de 2 V de ácido livre, os quais apresentam na sua constituição
placas negativas empastadas e placas positivas lamelares, não empastadas, do tipo Planté. Este tipo
de placa é produzido a partir de chumbo puro, habilitando o elemento de uma grande capacidade de
aceitação de corrente devido à sua constituição e ao desenho GroE. A designação GroE provém da
língua alemã Großoberfächenplatte Engeinbau e traduz-se em placa com uma grande área de
superfície com montagem justa (Kramm, 2015).
A gama dos elementos fabricados na CH varia entre 75 Ah e 2600 Ah, com dois tamanhos de
placa positiva: uma de 25 Ah e outra de 100 Ah. O desenho da placa é o mesmo, variando apenas as
dimensões gerais da placa.

16
Figura 14 - Comparação da armadura de 100Ah e 25Ah.
Estes elementos caracterizam-se por apresentar baixa resistência interna e um grande output
energético, conseguindo operar a altas tensões de forma estável, tanto para descargas rápidas como
para descargas lentas. Sendo o processo de produção (quase) na totalidade manual, assegura alta
qualidade no elemento, aliada à baixa densidade do electrólito (nominal de 1,22 g.cm-3
), leva a que os
elementos tenham uma garantia de vida útil de 25 anos. Uma particularidade desta tecnologia é a
possibilidade de avaliar o SOC (State of Charge – estado de carga) pela densidade do electrólito,
sendo maior o valor da densidade num elemento carregado do que num elemento
descarregado (Exide Technologies, 2012).
Os referidos elementos apresentam como desvantagem os custos na aquisição de matéria-
prima, sendo o chumbo puro mais caro que as ligas e que chumbo reciclado de elevada pureza, e o
facto, já enunciado, de necessitar de topping-up durante a sua operação. A aplicação mais comum
para os elementos produzidos na CH é nos sistemas de reserva de energia em centrais de produção
de electricidade, onde os elementos são mantidos a uma tensão constante e utilizados apenas em
situações de emergência. Quando os elementos já se encontram carregados a 70-80% da sua
capacidade nominal (voltagem do elemento superior a 2,39V), a maioria do sulfato de chumbo já se
encontra reconvertido em dióxido de chumbo e chumbo esponjoso, a energia fornecida aos
elementos está a provocar a reacção secundária de hidrólise no cátodo. A diferença em relação às
baterias com o electrólito suportado é que em vez de reacções de recombinação ocorre gaseificação,
onde o oxigénio e hidrogénio produzidos são expelidos por um tampão, de forma a garantir que a
pressão não aumente no interior dos elementos (Linden, 1995).
As reacções secundárias que ocorrem num elemento de ácido livre estão descritas abaixo.
Cátodo (+): Reacção de hidrólise
H2O → 1
2O2 + 2H
+ + 2e- Equação 14

17
Ânodo (-):
2H+ + 2e- → H2 Equação 15
Reacção Global de Gaseificação
H2O → 1
2O2 + H2 Equação 16
A água perdida necessita de ser reposta, com a adição a ser realizada pelo mesmo tampão,
para garantir a manutenção do nível de electrólito e para que a sua densidade não aumente, o que
poderia conduzir à passivação das placas, traduzida na perda de capacidade das placas positivas e à
diminuição de tempo de vida das negativas (Exide Technologies, 2012).
Apresenta-se de seguida a constituição de um elemento de ácido livre.
Figura 15 - Constituintes de um elemento de ácido livre. 1- Elemento completo 9GroE225; 2- Bloco; 3- Prisma (no interior do bloco); 4- Tampão; 5- O-Ring; 6- Anel de
polaridade; 7- Tampa; 8- Protector superior; 9- Jogo; 10- Placas negativas; 11- Separadores; 12- Placas positivas; 13- Terminais Hagen Patenteados; 14- Placa Negativa; 15- Separador microporoso DARAK; 16-
Separador de rede PVC; 17- Placa positiva; 18- Calços (Exide Technologies, 2012).
Os blocos dos elementos são distintos de outras gamas de baterias por serem em SAN
(Styrene Acrylonitrile) translúcido, acabando por tornar os elementos visualmente atraentes para o
cliente. Notar que o jogo não assenta na base do bloco, de forma a proporcionar o crescimento das
placas quando descarregadas (peso molecular do sulfato de chumbo é superior ao da matéria activa).
A tampa do bloco também é de SAN, mas opaco. Os separadores, tanto o DARAK (resina fenólica)
como a rede de PVC (policloreto de vinilo), servem para evitar curto circuitos por contacto directo
entre as placas negativas e positivas e para o suporte da matéria activa, sem comprometer a

18
penetração do electrólito pelas placas. Os calços exteriores garantem o correcto posicionamento do
jogo no bloco, para que se encontre centrado em altura e largura no transporte até ao acabamento.

19
3. Processo de fabrico de um elemento de ácido livre
Neste Capítulo será realizada uma descrição de cada etapa necessária à produção de um
elemento de ácido livre. As etapas deste processo podem-se dividir em 9 grupos (ver Figura 16):
1. Fundição;
2. Fabrico de pó de chumbo;
3. Fabrico de pasta;
4. Empastamento e Sazonamento;
5. Formação;
6. Lavagem e secagem de placas;
7. Limpeza de placas;
8. Montagem e Acabamento;
9. Enchimento e Carga.
O processo, da fundição do lingote de chumbo à aprovação do elemento por parte do
departamento da Qualidade, demora cerca de 3 semanas a ser concluído. Caso os elementos sejam
expedidos secos, o processo diminui cerca de 4/5 dias.
Na fundição, os lingotes de chumbo puro e os de liga são fundidos e vertidos sobre um molde
por gravidade, sendo extraídos já como armadura simples ou dupla (simples no caso da 100Ah e
dupla para a 25 Ah). A negativa fica em repouso no mínimo 24 horas (fase de endurecimento) e a
positiva até estar à temperatura ambiente.
Os lingotes de chumbo puro são também alimentados a um moinho, na fábrica AGM, para a
formação do pó de óxido de chumbo. Este deve ser alimentado a pequenos contentores para
transporte até a uma tulha, na fábrica de ácido livre, onde deve permanecer em repouso. O pó é
adicionado a uma amassadora onde é misturado com ácido, água e alguns aditivos formando a pasta
para empastar as armaduras negativas. As placas/tiradas, após o empastamento, são colocadas
numa câmara para proceder à cura e secagem das mesmas.
As placas/tiradas negativas e as armaduras positivas seguem para a formação em tanque,
onde por adição de ácido sulfúrico com e sem perclorato de potássio (mediante o passo),
reconvertem o seu estado inicial para a matéria activa desejada: dióxido de chumbo nas positivas e
chumbo esponjoso nas negativas. No final (e em alguns passos intermédios) procede-se à lavagem
das placas/tiradas, seguido de uma secagem em estufa.
As tiradas de 25 Ah negativas são cortadas e, juntamente com as restantes placas, limpas,
manualmente (no caso das negativas) ou automaticamente (para as placas positivas). São
transportadas para a zona de montagem, onde os jogos são armados e soldados para colocar nos
blocos dos elementos. Segue-se o acabamento, onde são colados os anéis de polaridade e a tampa
ao bloco e ultima-se a alinhamento dos terminais.

20
Figura 16 - Diagrama de blocos do processo de fabrico de um elemento de ácido livre.

21
Os elementos seguem para a zona de carga, onde são cheios com electrólito e activados. A
validação dos elementos carregados é individual e feita na descarga de C20 (descarga a intensidade
de corrente constante durante 20 horas). Os elementos aprovados são embalados e enviados ao
cliente.
3.1 Fundição: fabrico de armaduras
Tipicamente o objectivo de uma armadura é servir de suporte mecânico à matéria activa que
é empastada e funcionar como “sistema sanguíneo” no transporte da corrente da matéria activa para
os terminais da bateria (Pavlov, 2011).
No caso da placa negativa dos elementos produzidos na CH este objectivo é verificado. As
armaduras produzidas para o efeito são fundidas a partir de lingotes de uma liga de chumbo com
baixo teor em antimónio, Sb (por definição é uma liga com teor <2,9%). O uso de antimónio como
aditivo facilita o processo de fundição e aumenta a dureza da armadura produzida, facilitando o seu
empastamento. Contudo, em especial para ligas de baixo teor em Sb, há o risco de ocorrência de
fissuras a altas temperaturas, efeito atenuado pela adição de aditivos vestigiais, como o estanho,
arsénio e cobre, que funcionam como refinadores do grão, controlando a velocidade de cristalização
durante o arrefecimento da armadura (Pavlov, 2011). No caso da placa positiva, como já foi referido
anteriormente, as armaduras são fundidas a partir de lingotes de chumbo puro. Para além do suporte
mecânico, a armadura servirá de percursor para a formação da matéria-activa da placa positiva, daí a
importância da sua pureza.
A tecnologia usada na fundição das armaduras é designada Gravidade. As armaduras podem
ser fundidas simples (no caso da armadura 100) ou duplas (no caso da armadura 25), posteriormente
cortadas. Os lingotes são alimentados a um cadinho onde são derretidos.
Figura 17 - Armadura simples negativa 100 e armadura dupla negativa 25.

22
A máquina de fundir armaduras negativas funciona em ciclos automáticos de escorrimento,
compressão e desmolde da armadura. Antes de iniciar o fabrico, o operador deve verificar a limpeza
do molde, proceder à sua pintura com tinta desmoldante, neste caso tinta de cortiça, e verificar as
temperaturas de operação. O chumbo é transportado do cadinho para a colher através de uma
conduta aquecida, a uma temperatura estabelecida. A máquina opera tanto para a armadura 100
como para a 25, bastando alterar o molde utilizado, a quantidade de chumbo na colher em cada
escorrimento e o circuito interno de refrigeração do molde (abertura e/ou fecho de válvulas, indicado
na Instrução de Posto de Trabalho, I.P.T). O molde, para além do desenho da armadura, tem uma
zona para o chumbo excedentário da compressão, designado por gito. Depois da armadura, com o
gito, ser desmoldada é passada por um circuito de refrigeração com água corrente e colocada numa
guilhotina, incorporada na máquina, que procede à remoção do gito e alimentação deste ao cadinho
para ser refundido.
Para a fundição de armaduras positivas existem duas máquinas de fundir na fábrica da CH,
uma para a armadura dupla 25 e uma para a armadura simples 100, cujo modo de operação é
similar. Antes de iniciar a fundição, o operador deve verificar as temperaturas de operação, pintar o
molde com várias passagens horizontais e verticais, rapar, com um acessório de latão, o molde em
volta da armadura excepto na zona das orelhas e aplicar pó talco em todo o molde, que actua
também como agente desmoldante. Para iniciar operação deve-se fechar e trancar o molde móvel ao
molde fixo, proceder à injecção do chumbo e, após 15-20 segundos, arrefecer o gito com água.
Volvidos mais 10 segundos, deve-se destrancar o molde e abrir. Com a ajuda dos extractores,
proceder à remoção da armadura. No caso da 25, deve-se colocar a armadura na guilhotina para
corte do gito, passando a armadura de dupla a simples. Aplicar, entre cada fundição, pó talco em todo
o molde e, caso a última armadura tenha saído defeituosa, pintar novamente o molde com 3 ou 4
passagens de tinta de cortiça. As armaduras, tanto as positivas como as negativas, são validadas por
amostragem de peso e espessura, de acordo com a especificação.
Tabela 2 – Valores da gama de trabalho do peso e espessura para as armaduras fundidas (valores em Anexo
III).
Armadura Nº placas
por tirada
Espessura
(mm) Peso (g)
25 (-) 2
100 (-) 1
25 (+) 2
100 (+) 1
A Figura 18 mostra a máquina de fundir armaduras para placas negativas e uma armadura
Planté dupla fundida.

23
Figura 18- Máquina de fundir armaduras negativas e armadura dupla 25 positiva.
3.2 Fabrico do pó de chumbo
Esta etapa, assim como o fabrico de pasta, empastamento e sazonamento, diz respeito
apenas ao fabrico de placas negativas. A matéria-activa da placa negativa empastada é fornecida
pelo óxido de chumbo, produzido pela moagem de chumbo puro. Na fábrica da CH, os moinhos são
ball mil (moinho de bolas). Até à data, o pó utilizado para o fabrico de pasta é todo proveniente de um
de três moinhos Chloride. Na Figura 19 está ilustrado este tipo de equipamento.
Figura 19 - Moinho Chloride.
No moinho Chloride, os lingotes são alimentados directamente para o interior do moinho,
onde a rotação do mesmo gera movimento, fricção e calor suficiente ao lingote para iniciar a reacção
de oxidação e ir-se desgastando em pó. A reacção de oxidação é descrita nas Equações 17 e 18
(Pavlov, 2011).
Pb → PbO2+
+2e- Equação 17
PbO2+
+2e-+ O2 → PbO + 2O Equação 18

24
Uma vez que a reacção acima descrita é exotérmica, é necessário refrigerar o moinho com
injecção de água em torno da carcaça, para a reacção não entrar em descontrolo (runaway). No seu
funcionamento, o moinho arrasta ar ambiente por orifícios de respiração e pela alimentação de
lingotes, servindo o ar para transportar o pó formado e ajuste da oxidação, uma vez que fornece
oxigénio (favorece oxidação) e arrefece o interior do moinho (desfavorece oxidação). O pó é
arrastado para um classificador, que separa o pó fino, que segue para o ciclone, do pó grosso, que é
realimentado ao moinho. Do ciclone, o pó é recolhido num colector de pó, do qual é retirado para
pequenos contentores, de forma a ser transportado para a tulha da fábrica de elementos de ácido
livre, onde permanece em repouso, para estabilização da sua oxidação e carga térmica. A oxidação
do pó para este equipamento é de 70%.
Para garantir que a oxidação se mantém dentro dos limites de controlo, a Tabela 3 apresenta
a variação das características do pó com a variação dos parâmetros de operação do moinho (Pavlov,
2011).
Tabela 3 - Efeito dos parâmetros do moinho no pó de chumbo.
Acção Efeito Características
Aumento de Temperatura Interna do Moinho
Aumenta Oxidação do pó
Absorção de ácido
Mantém
Produtividade
Tamanho da partícula
Área superficial
Diminui Densidade
Aumento da Velocidade de Rotação
Aumenta
Oxidação do pó
Área superficial
Absorção de ácido e água
Mantém Produtividade
Diminui Tamanho das partículas
Densidade
Aumento Velocidade de Alimentação
Aumenta
Produtividade
Tamanho das partículas
Densidade do pó
Diminui
Oxidação do pó
Área superficial
Absorção de ácido e água
3.3 Fabrico de pasta
O pó produzido, após o repouso, é pesado e alimentado a uma amassadora BP (fabricante do
equipamento). Adiciona-se de seguida uma mistura previamente preparada e pesada de água
destilada e aditivos, que visam melhorar as propriedades físicas e químicas para um melhor
empastamento e sazonamento. Na Tabela 4 está descrita a influência da adição de cada aditivo
(Pavlov, 2011).

25
Tabela 4 - Aditivos utilizados no fabrico de pasta.
Aditivo Efeito
Sulfato de Bário Agente de nucleação/formação de cristal PbSO4
Distribuição uniforme dos cristais na superfície da matéria activa
Negro de fumo Aumenta condutividade eléctrica da matéria activa
Farinha de carvalho
Compensa perda de lignosulfonato nos ciclos de vida com
produção de linina
Minimiza perda de capacidade do elemento
Indulina Agente expansor da pasta
Fibras Aumento da consistência da pasta
Óleo Valbitine Facilita mistura da pasta
Procede-se à mistura, designada mistura húmida. À mistura é adicionado ácido sulfúrico, já
pesado, até esvaziar a célula de carga e igualar a especificação da formulação da pasta.
Devido às reacções de fabrico de pasta serem exotérmicas, durante a adição de ácido é
importante que não se ultrapasse os 60°C de temperatura, para garantir humidade constante na placa
empastada antes e durante o sazonamento. Para garantir que se opera abaixo de 42°C, ao caudal
fixo de adição de ácido pretendido, a amassadora BP possui uma camisa térmica exterior, por onde
circula água refrigerada, e aspiração de ar quente da amassadora, através de um rotoclone.
As reacções químicas que traduzem o processo de fabrico de pasta negativa para elementos
de ácido livre são as descritas nas Equações 19 a 23 (Pavlov, 2011).
PbO + H2O → Pb(OH)2 Equação 19
Pb(OH)2→ βPbO + H2O Equação 20
PbO + H2SO4→ PbSO4 + H2O Equação 21
Pb(OH)2+ PbSO4→ PbO.PbSO4 + H2O Equação 22
2PbO + H2SO4→ PbO.PbSO4 Equação 23
Os principais parâmetros de análise da pasta final são a densidade e penetração (medida
com um penetrómetro na escala Humboldt). A densidade da pasta é directamente proporcional ao
tempo de vida do elemento, enquanto a penetração mede a porosidade da matéria activa, que é
directamente proporcional à capacidade de um elemento. O ponto óptimo seria maximizar tanto a
densidade como a penetração, mas estas características na realidade acabam por ser inversamente
proporcionais no fabrico da pasta, logo há que encontrar a proporção adequada para assegurar a
melhor qualidade do produto final.

26
A amassadora encontra-se ilustrada na Figura 20. Os parâmetros de densidade e penetração
são apresentados na Tabela 5.
Figura 20 - Amassadora BP.
Tabela 5 - Parâmetros finais da pasta (valores em Anexo III).
Parâmetro Valor
Penetração Humboldt (mm)
Densidade (g/cm³)
3.4 Empastamento e Sazonamento
A pasta depois de preparada é deslocada para um cone rotativo, adjacente à amassadora, de
onde é descarregada para a linha de empastamento. A linha de empastamento utiliza uma tecnologia
Cotton Belt, típica para empastar armaduras fundidas por gravidade.
A pasta é descarregada do cone para uma tremonha que sobrepõe uma linha de alimentação
de armaduras, que ao passar sob a tremonha são empastadas. As armaduras já empastadas, isto é,
placas ou tiradas (conjunto de 2 placas), são alimentadas a um forno onde se pretende remover
alguma da humidade superficial das placas de forma a que estas, quando forem empilhadas
verticalmente para cura, não colem com as placas de cima e/ou de baixo. Depois do forno procede-
se, então, ao empilhamento manual das placas em grades plastificadas, para garantirem uma alta
humidade para os passos iniciais de sazonamento.
A Figura 21 exemplifica com uma ilustração as etapas do processo de empastamento. Os
parâmetros de controlo de cada etapa são descritos na Tabela 6.

27
Figura 21 - Ilustração das etapas do processo de empastamento.
Tabela 6 - Parâmetros de controlo de cada etapa do processo de empastamento.
Etapa Empastadora Forno Placas
Parâmetros de
controlo
Peso
Espessura
Disposição
uniforme de pasta
Velocidade do tapete
Temperatura de
secagem
Peso
Espessura
Humidade
Depois de estarem completas, as grades são colocadas em câmaras de sazonamento, que
são na verdade câmaras fechadas, sem qualquer ventilação. Na fábrica existem 4 câmaras utilizadas
para este efeito, sendo que o tempo mínimo de estadia das placas no interior da câmara são 96
horas. O sazonamento efectuado é o chamado sazonamento natural, sem interferência no meio
ambiente da câmara, isto é, aquecimento e/ou humidificação por parte de equipamentos ou
utilidades. Pode apresentar como vantagem custos menores, mas tem como clara desvantagem o
facto de ser um processo longo.
Nas primeiras horas, as grades são mantidas, como já foi referido, com o plástico à sua volta
e com a câmara fechada, para garantir que a carga térmica e humidade que ainda vêm com as
placas não escape e seja o catalisador para as reacções de cristalização e oxidação da pasta. No
final do tempo estabelecido, as portas da câmara são abertas, os plásticos retirados e as portas são
deixadas abertas para secar as placas, com a remoção da humidade.
Como validação das placas sazonadas, verifica-se a humidade e a %Pb residual de uma
amostragem de cada tipo de placa. A %Pb residual indica a fracção que ficou por reagir na placa,
tendo de estar dentro da gama aceitável de trabalho. É a característica mais difícil de garantir na
placa sazonada, uma vez que toda a etapa se dá de forma natural. Se a humidade relativa for
elevada, pode-se proceder a uma secagem em estufa ou ao prolongamento da estadia na câmara,

28
caso haja folga nas necessidades de produção (tipicamente o empastamento realiza-se uma vez por
mês). Os valores especificados para as características finais das placas encontram-se na Tabela 7.
Tabela 7 - Parâmetros de controlo de uma placa sazonada (valores em Anexo III).
Parâmetro Valor
Humidade relativa (%)
%Pb residual
Durante a realização da dissertação surgiram algumas tiradas sazonadas com valores de
humidade acima da especificação. Na tentativa de identificação da etapa de processo crítica, foi
seguida uma etapa de sazonamento com recurso a uma sonda de leitura de temperatura e humidade
com Data Logger, permitindo traçar o perfil de sazonamento das tiradas de 25 empastadas. A Figura
22 mostra o perfil obtido.
Figura 22 - Perfil de temperatura e humidade no sazonamento.
O perfil obtido foi o da primeira grade a ser colocada na câmara, que só ficou preenchida e de
portas fechadas ao fim de 6 horas. O perfil evidencia que a etapa de reacção, nas primeiras 24 horas,
ocorre num ambiente saturado de humidade, efeito que não consegue ser atenuado com a remoção
da plastificação e abertura de portas, ao fim de 30 horas.
3.5 Formação
Nesta etapa procede-se à transformação das placas sazonadas e armaduras Planté em
matéria activa, isto é, Pb esponjoso e PbO2, respectivamente, com aplicação de corrente eléctrica.
Divide-se em 3 estágios: primeira formação e segunda formação, da positiva, e formação da negativa.
A primeira e segunda etapa de formação da placa Planté (positiva) serão abordadas integralmente no
Capítulo 4.
0
20
40
60
80
100
0 20 40 60 80 100
T (
ºC)
/ %
H
tempo (h)
T (ºC) % H

29
Formação negativa
A formação negativa é realizada em tanque, permitindo que os elementos sejam expedidos
secos ou já cheios e activados. É um processo que leva entre 20-30 horas, consoante tratar-se de
tiradas do 25 ou placas do 100. A capacidade das formações é de 10 tiradas e 10 placas por tanque,
para o 25 e 100, respectivamente. O electrólito utilizado é ácido sulfúrico diluído, com densidade
entre 1,110-1,120 g/cm3 e temperatura máxima de 55°C.
Os sulfatos de chumbo produzidos no fabrico de pasta são reduzidos a chumbo esponjoso
por aplicação de uma corrente eléctrica de intensidade especificada e controlada. A placa de apoio
acaba por ser oxidada a dióxido de chumbo, servindo apenas de apoio à formação. A Figura 23
esquematiza este passo.
Figura 23 - Estado inicial e final de uma tirada/placa negativa na formação.
As reacções químicas que ocorrem na tirada/placa negativa são descritas nas Equações 24 e
25.
PbO + 2H++ 2e-→ Pb + H2O Equação 24
PbSO4 + 2H++ 2e-→ Pb + H2SO4 Equação 25
A validação do término de processo é realizada pela leitura das tensões em relação a um
eléctrodo de cádmio, na placa positiva (designado por cádmio positivo) e na placa negativa
(designado por cádmio negativo), sendo que a amplitude deverá ser igual ou inferior a 0,05 V de
tanque para tanque na mesma formação (cada formação tem entre 20 a 38 tanques, mediante o tipo
de placa).
3.6 Lavagem e secagem de placas
Tal como nas formações, o processo de lavagem e secagem de placas difere consoante a
polaridade da placa (ver diagrama de blocos, Figura 16).

30
Para as placas positivas, a lavagem ocorre em duas alturas: entre a primeira e segunda
formações e no final da segunda formação. Entre formações, as placas Planté “negativadas” (assim
designadas pela tonalidade cinza, típica de uma placa negativa) são descarregadas da formação e
suspensas em grades para serem mergulhadas num tanque cheio com água desionizada. Para
garantir maior eficiência na lavagem, ocorre a injecção de ar no tanque (com fluxo ascendente), que
provoca agitação da água de lavagem, evitando assim a sua estagnação. No fim do período
estabelecido, verifica-se o pH à superfície das placas e procede-se à sua secagem em estufa.
A lavagem e secagem das placas positivas após a segunda formação são realizadas nas
mesmas condições da lavagem intermédia (excepto o tempo mínimo de lavagem, apenas 30 minutos)
e a placa após a secagem (nas mesmas condições) apresentar humidade relativa inferior baixa. Na
Figura 24 encontra-se o equipamento utilizado para a secagem das placas positivas.
Figura 24 - Estufas de secagem.
As placas negativas, após a etapa de formação, são, à semelhança das positivas,
descarregadas para grades de forma a proceder à sua lavagem e secagem numa sequência de
tanques em cascata, terminando num forno Tiegel, sequência representada na Figura 25.
Figura 25 - Esquema de lavagem e secagem de placas negativas.
A sequência de lavagem nos tanques com água industrial é a de remoção de alguns sulfatos
ainda presentes nas placas. O sistema em cascata permite a contínua renovação de água de osmose
em todos os tanques, sendo que no tanque 4 é utilizada para garantir o mínimo de impurezas que
possam ainda estar presentes nas placas, provenientes tanto das formações como da água industrial

31
(por exemplo ferro ou cálcio). No tanque de impregnação, como o nome indica, as placas são
impregnadas com uma solução que contém silicatos, que acabam por proteger a placa de oxidação
até à sua activação (muito importante, caso a bateria seja exportada seca). No forno Tiegel é retirada
a humidade por arrastamento com vapor de água.
3.7 Limpeza de placas
A limpeza de placas é um passo importante para evitar a ocorrência de curto-circuitos e
também pela estética do produto final. Qualquer deposição mais frágil nas placas (especialmente nas
positivas) tem tendência a cair para o fundo do elemento. Pelo mesmo motivo procede-se à limpeza
da patilha, cercadura e orelhas da placa.
Nesta secção o único tipo de placa com um processo manual de limpeza é a negativa 25,
onde se deve proceder ao corte da tirada numa guilhotina, ficando com duas placas simples que são,
de seguida, colocadas numa lixadeira, onde se procede à limpeza da patilha de cada placa. Após a
limpeza da patilha, as placas são agrupadas verticalmente e o operador procede à limpeza da
cercadura.
As restantes placas são limpas em dois equipamentos automáticos de limpeza. Os
mecanismos são idênticos, independentemente do tipo, as placas são colocadas manualmente na
zona de alimentação, onde são recolhidas pelo equipamento para passarem por três estações de
limpeza: na primeira remove-se o PbO2 mal depositado superficialmente, na segunda as orelhas e
cercaduras, dos dois lados, são limpas e na terceira a cercadura exterior é limpa. As etapas são
controladas automaticamente através da programação de vários sensores de posição ao longo do
equipamento.
Na Figura 26 encontra-se o estado de uma placa de 25, antes e depois da limpeza
automática (internamente designada placa acabada).
Figura 26 - Placa positiva não acabada e placa positiva acabada, respectivamente.

32
3.8 Montagem e Acabamento
A linha de montagem dos elementos é manual, onde o operador especializado coloca as
placas negativas (já com um protector para os pés) e positivas intervaladas pelos 2 separadores,
(DARAK junto à negativa e de PVC junto à positiva), solda os respectivos terminais às placas e
coloca o jogo no bloco. O terminal positivo é de chumbo puro, à semelhança da placa, e o terminal
negativo de uma liga de Pb-Sb.
Para a montagem do elemento utilizam-se calços feitos à medida do tipo de elemento que se
está a montar, garantindo a compressão necessária entre as placas e os separadores. É colocada
uma barra entre as patilhas das placas para ajustar as posições das patilhas, batendo com um maço
lateralmente.
O passo seguinte é a soldadura dos terminais, realizada numa mesa elevatória num molde
próprio com pentes ajustados. Numa primeira fase, utiliza-se o maçarico com uma chama mais fraca,
de forma a que qualquer humidade adjacente à placa seja removida lentamente. Para proceder à
soldadura dos terminais, coloca-se uma protecção em redor dos terminais para soldar a base sem
queimar a zona superior, para não debilitar mecanicamente o terminal. Na Figura 27 encontra-se
esquematizado as etapas deste processo.
Figura 27 - Jogo no calço com barra para alinhamento das patilhas, aquecimento inicial do molde e os terminais
já soldados.
Depois do arrefecimento, são colocadas redes de plástico em torno dos terminais superiores,
colocados os o-rings e montados os casquilhos de vedação e as anilhas de fixação dos terminais. O
jogo é, então, retirado da caixa e inspeccionado pelo operador, ver Figura 28, que verifica o
alinhamento do separador com as placas, se há algum separador danificado devido à soldadura dos
terminais e se existem eventuais pingos ou escorrimentos de solda, que levem a que o jogo siga para
retrabalho. São colocados, em simultâneo, os calços em PVC com o jogo dentro do bloco e os
terminais são centrados com auxílio de uma tampa.
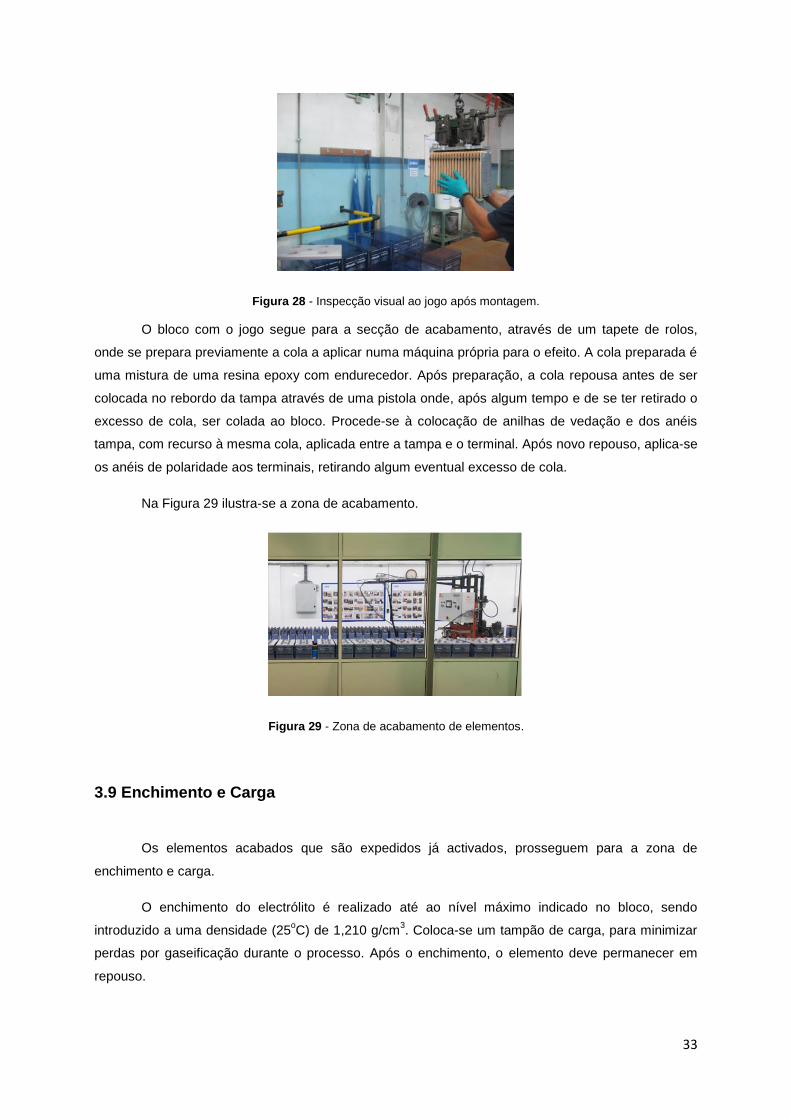
33
Figura 28 - Inspecção visual ao jogo após montagem.
O bloco com o jogo segue para a secção de acabamento, através de um tapete de rolos,
onde se prepara previamente a cola a aplicar numa máquina própria para o efeito. A cola preparada é
uma mistura de uma resina epoxy com endurecedor. Após preparação, a cola repousa antes de ser
colocada no rebordo da tampa através de uma pistola onde, após algum tempo e de se ter retirado o
excesso de cola, ser colada ao bloco. Procede-se à colocação de anilhas de vedação e dos anéis
tampa, com recurso à mesma cola, aplicada entre a tampa e o terminal. Após novo repouso, aplica-se
os anéis de polaridade aos terminais, retirando algum eventual excesso de cola.
Na Figura 29 ilustra-se a zona de acabamento.
Figura 29 - Zona de acabamento de elementos.
3.9 Enchimento e Carga
Os elementos acabados que são expedidos já activados, prosseguem para a zona de
enchimento e carga.
O enchimento do electrólito é realizado até ao nível máximo indicado no bloco, sendo
introduzido a uma densidade (25oC) de 1,210 g/cm
3. Coloca-se um tampão de carga, para minimizar
perdas por gaseificação durante o processo. Após o enchimento, o elemento deve permanecer em
repouso.

34
Após repouso, os elementos são ligados em série. O cabo positivo do carregador é ligado ao
polo positivo do primeiro elemento e o polo negativo fecha o circuito ligando ao polo negativo do
último elemento em série. O programa de activação está dividido em três passos: primeira carga,
descarga e recarga ou segunda carga. Os programas de activação variam consoante a temperatura,
havendo quatro programas diferentes. A temperatura máxima do elemento no processo é 45oC, caso
seja atingida dever-se-á parar a carga, anotar o programa carregado e reactivar o programa quando a
temperatura do elemento for inferior a 35oC. A disposição dos elementos em carga é ilustrada na
Figura 30.
Figura 30 - Disposição na activação de elementos.
A primeira carga realiza-se durante 24 horas, independentemente do tipo de elemento,
variando apenas a intensidade de corrente para corresponder aos Ah necessários para completar o
passo, que é variável consoante o tipo de elemento a activar. Para passar ao passo de descarga, o
elemento deverá de estar a uma temperatura não superior a 35oC. Após a verificação da temperatura,
procede-se à descarga durante 20 horas, à intensidade que corresponde à “rate” dos elementos no
ensaio C20 especificado na norma DIN 40738 (ver Anexo I). No fim da descarga, aplica-se um factor
de recarga aos Ah descarregados, dando-se por concluída a activação do elemento.
Para validar cada elemento, são medidas as densidades finais, sendo que pode-se proceder
ao acerto, com a adição de água destilada ou ácido sulfúrico, caso esteja elevada ou baixa,
respectivamente. Após adição, activa-se a carga dos elementos para promover a homogeneização do
electrólito, lendo a densidade no final e acertando o nível, caso seja necessário.
Quando concluída a activação, procede-se à remoção do tampão de carga por troca com
tampões baioneta, é colocado líquido de protecção de corrosão nos terminais e os elementos são
embalados para expedição para o cliente.

35
4. Formação de placas Planté
Este Capítulo é iniciado com uma pequena abordagem às razões que motivaram a realização
desta Dissertação. Relatam-se as etapas essenciais para a formação de uma placa Planté positiva,
com fundamentos teóricos e com os dados retirados nas experiências realizadas, permitindo propor
um caminho reaccional para esta etapa do processo.
Será observada a evolução da composição superficial de placas formadas em diferentes
condições, durante a primeira Formação, com recurso a análises Raio-X e fotografias do SEM,
permitindo realizar o mapeamento do processo. As análises de Raio-X foram realizadas no
Laboratório de Química, da Exide, e as fotografias SEM (Microscopia Electrónica de Varrimento, do
inglês Scanning Electron Microscop) no Microlab, do IST.
As placas provenientes das experiências serão ensaiadas em Single Plate Test, SPT,
realizado no Laboratório Eléctrico da Exide. Será realizada uma análise estatística aos resultados
obtidos face a resultados de lotes de produção normal.
4.1 Descrição do problema
O problema que motivou a realização deste trabalho foi as variações dos padrões de
qualidade nas placas formadas nos meses mais quentes do ano face aos de temperatura mais
amena. Os ensaios de capacidade realizados aos elementos caminham no sentido de maior rigor e
exigência ao produto, isto é, ensaios mais curtos (passar de C10 para C5). Dado que os elementos
de ácido livre não são limitados por electrólito, o único factor limitante da capacidade do elemento é a
qualidade das placas, principalmente a positiva, pelo que entender que factores influenciam
directamente a formação torna-se uma prioridade.
Dada a pouca informação na literatura sobre esta tecnologia, a metodologia usada no fabrico
de placas foi passada de geração em geração dentro da fábrica, dado que o processo realiza-se há
mais de 40 anos na fábrica da CH. Nunca foi objectivo deste trabalho descobrir uma “solução
definitiva” para o problema, apenas pretende-se perceber o impacto de alguns desses métodos, tais
como o uso de perclorato de potássio no electrólito da primeira formação e a validação pelo método
de comparação de cádmios, por exemplo.
4.2 Fundamentos da formação
É neste passo que são adquiridas as propriedades físicas e químicas na placa para a
produção de energia eléctrica no elemento. Ao contrário da maioria da tecnologia das baterias
chumbo-ácido, as placas Planté recorrem à própria armadura para a formação de matéria activa,
através de um processo, com placas de apoio, em tanque de electrodeposição ou galvanoplastia de

36
uma camada na superfície da placa (Bode, 1977). As placas de apoio são usadas para receber e
fornecer a matéria activa à placa a formar, consoante o passo a que se encontrar a formação. Na
Figura 31 está um exemplo de uma formação a ser realizada.
Figura 31 - Exemplo de uma primeira formação a decorrer.
A formação de uma placa positiva não pode ser realizada num único passo porque a
estabilidade do PbO2 formado num único passo é demasiado baixa (Bode, 1977). A matéria activa
formada consegue ser fornecedora energética mas sem capacidade suficiente para suportar ciclos de
carga e descarga à capacidade nominal do elemento, uma vez que apenas uma pequena parte
superficial da armadura foi convertida e com uma ligação enfraquecida matéria activa-armadura
(Cloes, 1991).
Então, para uma correcta formação, recorre-se a um processo que envolve dois passos,
primeira e segunda formação, divididos em 3 estágios:
Ataque oxidativo à armadura (Pb a PbO2);
Negativação da superfície da placa (PbO2 a Pb esponjoso);
Oxidação da camada depositada na placa (Pb esponjoso a PbO2).
Os dois primeiros estágios ocorrem na primeira formação e o último na segunda formação.
Torna-se intuitivo entender que a etapa determinante do processo é a primeira formação, porque é
nesta que é definida a quantidade e área de matéria activa a ser convertida a PbO2, já que apenas o
que se depositou será convertido na matéria activa final. Na Figura 32 encontra-se um exemplo de
uma armadura por formar, uma placa com a primeira formação, designada na CH por negativada, e
uma placa totalmente formada.

37
Figura 32 - Condição da placa desde da fundição, final da primeira formação e totalmente formada .
A primeira formação tem uma particularidade: o uso de perclorato de potássio, KClO4,
dissolvido no electrólito de formação. Segundo (Cloes, 1991), o perclorato é utilizado como agente
corrosivo da armadura, não permitindo uma rápida formação de PbO2 no primeiro estágio, evitando a
colmatação da placa. O ião perclorato consegue realizar um ataque oxidativo violento à armadura,
permitindo um rendimento superior na formação de matéria activa (Lazarides, 1981). A adição de
perclorato ao electrólito permite a formação de complexos de chumbo com perclorato, que são cerca
de 5000x mais solúveis em água que os sulfatos de chumbo, permitindo utilizar a tecnologia de
formação de apoio, uma vez que o electrólito transportará facilmente os iões de chumbo da placa a
oxidar-se para a que se encontra a reduzir (Bode, 1977).
Assume-se (Cloes, 1991) que a matéria activa formada é composta por dois estados de
PbO2: α-PbO2 (ortorrômbico) e β- PbO2 (tetragonal). A estrutura cristalina de ambos os estados é
apresentada na Figura 33 (Pavlov, 2011).
Figura 33 - Células unitárias de (a) α-PbO2 e (b) β- PbO2 (Pavlov, 2011).
Como é visível pela Figura 33, o α-PbO2 apresenta uma estrutura cristalina mais compacta,
mas menos activa electroquimicamente, logo de menor capacidade face ao β- PbO2. No entanto, o α-
PbO2 apresenta maior tempo de vida (Linden, 1995).

38
4.2.1 Ataque oxidativo à armadura
Ainda antes do primeiro passo, é realizada uma pequena descarga eléctrica às armaduras
carregadas ao tanque, designado de desengorduramento. Este passo serve para remover algumas
impurezas que podem advir de excesso de pintura do molde e de pó talco na etapa de fundição.
Segue-se, então, o primeiro passo da etapa de formação, designado, na literatura (Bode,
1977), por “brown formation”, dado o estado final da placa ser acastanhado. Aqui a armadura sofre
um ataque oxidativo por parte do perclorato e do ácido sulfúrico. Começa-se por formar sulfato de
chumbo na superfície da placa, que acabará por se dissolver no electrólito na forma iónica. A
oxidação prossegue, até que toda a superfície da armadura se encontre na forma de PbO2. Na Figura
34 encontra-se uma esquematização deste passo.
Figura 34 - Ataque oxidativo à superfície da placa (placa à direita) e dissolução de Pb, com alguma deposição na
placa de apoio (placa à esquerda) - primeiro passo da primeira Formação.
As reacções químicas que ocorrem neste passo são descritas nas Equações 26 a 33
(Lazarides, 1981).
Pb + H2SO4 ↔ PbSO4 + 2H++ 2e- Equação 26
PbSO4 ↔ Pb2+
+ SO42-
Equação 27
Pb2+
+ 2ClO4- ↔ Pb(ClO
4)2 Equação 28
Pb(ClO4)2+ SO4
2- ↔ 2ClO4
- + PbSO4 Equação 29
Pb2+
+2H2O ↔ PbO2 + 2H+ Equação 30
Pb2+
+ 2e-↔ Pb Equação 31
2H++ 2e-→ H2 Equação 32

39
H2O → 1
2 O
2+ 2H
++ 2e- Equação 33
O mecanismo inicia-se com uma oxidação inicial do chumbo da armadura ligada ao terminal
positivo (Equação 26), que produz sulfato de chumbo na interface placa-electrólito. Para que a
oxidação se proceda de forma controlada, o ião de perclorato actua como agente de despassivação
do sulfato de chumbo, atacando de forma localizada na zona oxidada formando perclorato de chumbo
(Equação 28). Na Figura 35 ilustra-se esse ataque, numa placa no final do primeiro passo, verificado
numa fotografia SEM.
Figura 35 - Efeito de despassivação por actuação do perclorato de potássio, permitindo um crescimento
ordenado de cristais de PbO₂.
Na zona fotografada a reacção de oxidação não foi completa, possibilitando a captura das 3
formas em simultâneo, o que permite confirmar que o perclorato cobre a zona oxidada, verificando-
se, nesta área onde actua, a conversão de sulfatos de chumbo em cristais de PbO2. O perclorato
despassivando o sulfato, cria um espaço vazio onde facilmente entra a molécula de água,
consideravelmente mais pequena que o sulfato, para a formação de PbO2 (Equação 30). Quando a
reacção estiver completa, isto é todos os Ah carregados, verifica-se gaseificação excessiva
(Equações 32 e 33), significando que toda a energia fornecida está já a ser empregue na
gaseificação. A deposição do chumbo em solução na placa de apoio também ocorre (Equação 31),
mas em pequena escala.
4.2.2 Negativação da placa
Verificada que a reacção está completa, o carregador da formação é invertido, estando agora
a placa, que no passo anterior estava ligada ao polo positivo do carregador, ligada ao polo negativo
do carregador. O passo é designado por “white formation” na literatura (Bode, 1977). O mecanismo
reaccional é o descrito no passo anterior, sendo que agora o chumbo inicial é a pequena porção
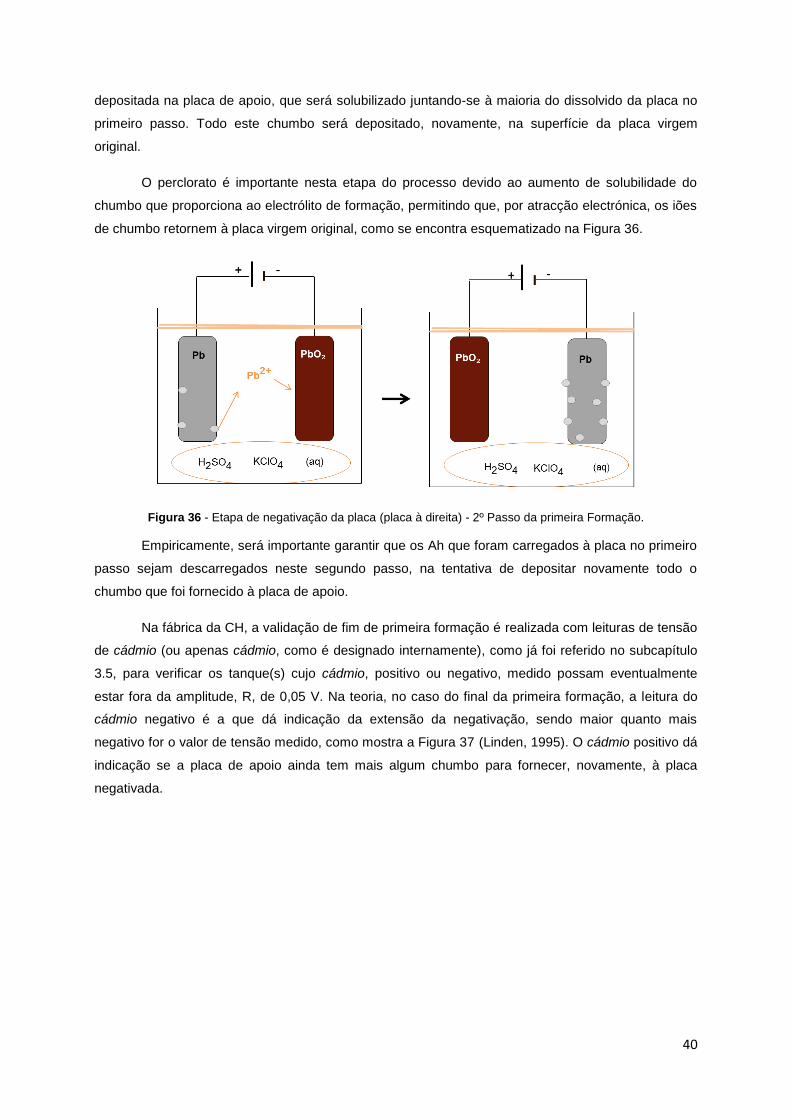
40
depositada na placa de apoio, que será solubilizado juntando-se à maioria do dissolvido da placa no
primeiro passo. Todo este chumbo será depositado, novamente, na superfície da placa virgem
original.
O perclorato é importante nesta etapa do processo devido ao aumento de solubilidade do
chumbo que proporciona ao electrólito de formação, permitindo que, por atracção electrónica, os iões
de chumbo retornem à placa virgem original, como se encontra esquematizado na Figura 36.
Figura 36 - Etapa de negativação da placa (placa à direita) - 2º Passo da primeira Formação.
Empiricamente, será importante garantir que os Ah que foram carregados à placa no primeiro
passo sejam descarregados neste segundo passo, na tentativa de depositar novamente todo o
chumbo que foi fornecido à placa de apoio.
Na fábrica da CH, a validação de fim de primeira formação é realizada com leituras de tensão
de cádmio (ou apenas cádmio, como é designado internamente), como já foi referido no subcapítulo
3.5, para verificar os tanque(s) cujo cádmio, positivo ou negativo, medido possam eventualmente
estar fora da amplitude, R, de 0,05 V. Na teoria, no caso do final da primeira formação, a leitura do
cádmio negativo é a que dá indicação da extensão da negativação, sendo maior quanto mais
negativo for o valor de tensão medido, como mostra a Figura 37 (Linden, 1995). O cádmio positivo dá
indicação se a placa de apoio ainda tem mais algum chumbo para fornecer, novamente, à placa
negativada.

41
Figura 37 - Valores de tensões de cádmio para carga e descarga (Linden, 1995).
O perfil da primeira formação foi seguido com recurso ao Fluke (multímetro digital com
gravação de dados, designação interna), aparelho que permite a leituras de tensão (em V) na placa e
temperatura do electrólito ao longo da etapa de formação. A tensão foi lida em três placas diferentes,
para verificar se a tensão se distribui equitativamente pela barra equipotencial de soldadura, e foi lida
a temperatura à superfície e no fundo (junto à base da placa) do tanque. A configuração e o aparelho
utlizado encontram-se na Figura 38. Os perfis do primeiro (a)) e segundo passo (b)) da primeira
formação encontram-se na Figura 39.
Figura 38 - Configuração de leitura no tanque, com os eléctrodos a azul (-) e vermelho (+) e as sondas de
temperatura a verde. À direita o Fluke.

42
Figura 39 - a) Perfil de tensão e temperatura do primeiro passo da primeira formação; b) Perfil de tensão e
temperatura do segundo passo da primeira formação.
Pela Figura 39 é possível perceber que no primeiro passo a placa é carregada com a tensão
constante na maior parte do programa e a subir no final da etapa, até se atingir um pequeno
“plateau”, indicando que a placa já não recebe mais corrente, logo a formação estará completa. O
mesmo acontece no segundo passo, no sentido da descarga, sendo validado este término. É possível
também verificar que a temperatura encontra-se estável ao longo da maioria do processo,
principalmente no fundo do tanque, mas assim que se inicia alguma gaseificação, a temperatura à
superfície (a roxo) é perturbada. Como nota, foi um perfil obtido a uma temperatura ambiente entre
14-25°C (noite-dia).
A “redeposição” do chumbo foi verificada com recurso a fotografia do SEM, ilustrada na
Figura 40.

43
Figura 40 - Fotografia SEM, onde se verifica a deposição de chumbo na placa negativada.
4.2.3 Oxidação da camada depositada
Após a primeira formação estar concluída, as placas são descarregadas dos tanques e,
segundo relata (Cloes, 1991), deve proceder-se a uma lavagem severa das placas porque é a única
altura onde se consegue remover os vestígios de perclorato das placas negativadas (etapa descrita
no subcapítulo 3.6). Caso não se proceda a esta remoção, as placas positivas finais estão mais
susceptíveis ao efeito corrosivo do electrólito no elemento, diminuindo o tempo de vida útil do
elemento.
Com as placas negativadas já secas, inicia-se a carga dos tanques de segunda formação,
usando como placas de apoio armaduras (ou placas virgens, como designam internamente na área
das formações) que só servirão para este propósito. O electrólito neste passo é apenas ácido
sulfúrico. Este processo tem um tempo de conclusão superior a 65 horas, dividido em dois passos de
carga a intensidades de corrente diferentes. É mais longo que a primeira formação uma vez que a
intensidade de corrente aplicada é inferior à da primeira formação por placa carregada, isto porque a
aceitação de carga é maior quanto menor a intensidade fornecida, garantindo uma conversão
eficiente na oxidação do chumbo depositado (Linden, 1995). A utilização de correntes mais baixas
diminui a solubilidade do sulfato de chumbo, intermediário na oxidação (Equação 27), garantindo que
a maioria fica retido na placa para conversão e garantindo durabilidade da placa de apoio, que só fica
saturada ao fim de 3-5 formações. Na Figura 41 encontra-se a segunda formação esquematizada.

44
Figura 41 - Esquema da segunda formação de uma palca Planté.
O estado cristalino do PbO2 que se obtém é evidenciado na Figura 42, com recurso a uma
fotografia do SEM.
Figura 42 - Fotografia SEM a uma placa positiva formada.
Pela Figura 42 comprova-se que a matéria activa final é, maioritariamente, proveniente da
electrodeposição de chumbo sobre a placa, já que ainda é visível que a superfície da armadura. Logo
verifica-se que o passo crítico do processo de formação é, de facto, a primeira formação, ao criar
área para deposição e ao solubilizar o chumbo para posterior deposição e oxidação em matéria activa
final.
4.3 Processo de Formação de uma placa
Para melhor compreensão do processo de formação, isto é, de todo o fluxo de materiais,
utilidades, parâmetros a observar e influência nos produtos em cada etapa, nas Figuras 43 e 44,

45
encontram-se ilustrados os diagramas IPO e ASIS (este da primeira formação), respectivamente,
criados seguindo a metodologia Six Sigma de melhoramento contínuo.
Figura 43 - Diagrama IPO da Formação - Inputs, Process and Outputs.
Figura 44 - Diagrama ASIS da primeira formação.
Os programas de formação estão especificados, consoante o tipo de placa, onde também se
encontra definido o tempo de processo e a intensidade de corrente a utilizar. Foi criado, para ajuda
visual do vigilante (responsável pelo controlo do processo), um sistema de monotorização em todas
as primeiras formações, permitindo visualizar os Ah carregados e descarregados, a tensão e

46
intensidade de corrente, a temperatura (de um dos tanques da formação) e as horas de processo. O
software desenha também um gráfico dessas variáveis desde o arranque da formação, permitindo a
visualização do “plateau” de final de etapa ao vigilante. Na Figura 45 estão duas fotografias a esse
sistema de monotorização, onde é possível visualizar, no gráfico, que a formação chegou ao fim (do
segundo passo, visto tratar-se de uma descarga).
Figura 45 - Sistema de monotorização das primeiraa formações.
Os parâmetros de controlo são medidos com um recurso a um multímetro com uma pistola de
leitura de código de barras (cada tanque de cada formação tem um código individual) que, por
Bluetooth, envia as leituras de tensões, temperatura e cádmios para o InfinityQS, base de dados num
software interno de SPC (Statistic Process Control), ilustrado na Figura 46. A densidade do electrólito
é medida com um aerómetro com registo manual no InfinityQS. No sistema são criadas cartas de
controlo com os limites superiores e inferiores especificados.
Figura 46 - Carta de controlo da temperatura dos tanques da Formação 04 no sistema InfinityQS.
A gama de especificações de processo em estudo na primeira formação da placa 25 são
descritas na Tabela 8.

47
Tabela 8 – Gama de especificações de processo da primeira Formação do 25.
Parâmetro Gama de especificação
Temperatura (°C) 17,0 - 21,0
Densidade a 20°C (g/cm3) 1,075 – 1,085
Teor em KClO4 (g/L) 8,5 – 9,5
Corrente desengorduramento (A/placa) ≈ 3
Ah desengorduramento ≈ 15
Corrente primeiro passo (A/placa) ≈ 6
Ah primeiro passo (carga) ≈ 1250
Corrente 2º passo (A/placa) ≈ 6
Ah 2º passo (descarga) ≈ 1250
Para uma melhor percepção da influência de cada especificação na primeira formação, foi
criado o diagrama HOW-HOW do processo, presente na Figura 47.
Figura 47 - Diagrama HOW-HOW da primeira Formação.
O inversor do carregador permite, como o próprio nome indica, mudar a polaridade dos
terminais do carregador, passando de carga para descarga ou vice-versa. A electroválvula refere-se
ao sistema de arrefecimento da formação que, caso a leitura da temperatura da sonda (presente em
apenas um tanque por formação) seja superior ao Set-Point, que é tipicamente 19,5-21,0°C, abra e
active a circulação de água refrigerada pelas serpentinas do tanque de formação.

48
No seguimento da metodologia Six Sigma, foi criado um diagrama Fishbone ou “Causa e
Efeito” para dar indicação de parâmetros que interferem negativamente na primeira formação.
Figura 48 - Diagrama Fishbone da primeira Formação (LIE – Limite Inferior de Especificação; LSE- Limite
Superior de Especificação).
Dado que existem causas iguais para diferentes defeitos, torna-se complicado perceber a
proporção de cada causa no defeito especificado. Fora os defeitos mecânicos mais facilmente
identificáveis, como contacto entre placas ou até falha no carregador, que imediatamente sucatam a
formação, serão realizados ensaios no próximo subcapítulo para verificar a influência da densidade,
temperatura e teor em perclorato na capacidade da placa formada.
4.4 Parte experimental: influência dos parâmetros de controlo na placa
Foi realizada a primeira formação em 4 condições-limite para explorar os valores utilizados
na especificação de processo. As placas foram numeradas por tanque, de 1 a 4, pela seguinte ordem:
1. Formação com densidade de electrólito elevada;
2. Formação com densidade de electrólito baixa;
3. Formação sem perclorato de potássio;
4. Formação sem refrigeração.
Recolheram-se amostras, inicial e final, dos electrólitos para análise do teor em perclorato de
potássio, realizadas por titulação com sulfato titanoso e ácido clorídrico, usando como indicador

49
tiocianato de amónio e uma solução de sulfato férrico de amónio como padrão, ensaios realizados
pelo Laboratório de Química da Exide. Os resultados obtidos encontram-se na Tabela 9.
Tabela 9 - Teor em perclorato de potássio inicial e final nos tanques ensaiados.
Teor em KClO₄ (g/L)
Tanque Inicial Final
1 9,0 8,5
2 8,1 7,0
3 0,2 0,2
4 8,8 8,5
Pelos resultados obtidos, a análise do efeito da densidade na formação será realizada
paralelamente ao teor em perclorato, visto serem directamente proporcionais na amostragem do
ensaio. Referir que os tanques 1 e 4 encontram-se dentro dos limites de especificação e o tanque 2
abaixo do limite inferior de especificação (ver Tabela 8).
A formação foi seguida com o Fluke, permitindo traçar o perfil de tensão na Figura 49. Notar
que devido a um erro nas sondas de temperatura, não foi possível usar o Fluke para leitura destas.
Figura 49 - Perfil de primeira formação do ensaio realizado. a) primeiro passo (carga); b) corrosaão total da área
superficial da armadura em PbO2: c) segundo passo (descarga); d) Deposição total de Pb esponjoso.
A diferença no perfil de formação do tanque sem perclorato face aos restantes é notório,
verificando-se que as placas rapidamente terminam a formação em matéria-activa, devido à
colmatação da placa por oxidação (PbO2), como indica o perfil estável a verde em cada passo da
formação. Os perfis dos tanques 1 e 2 acabam por ser coincidentes, enquanto que para o tanque 4

50
(sem refrigeração) a resistência eléctrica da placa à corrente recebida é menor, verificada pela tensão
constantemente mais baixa (em módulo) face aos outros dois tanques.
Foram realizadas medições de temperatura e densidade (ver Anexo II), por parte dos
vigilantes, a cada duas horas do processo, permitindo traçar as cartas de controlo ilustradas nas
Figuras 50 e 51, para o primeiro e segundo passo, respectivamente. A densidade foi acertada para a
base de 20°C, através da fórmula da Equação 34.
d20oC = dt+ 0,00072(t - 20) Equação 34
Figura 50 - Registo de densidade e temperatura ao longo do primeiro passo da primeira Formação.
Figura 51 - Registo de densidade e temperatura ao longo do 2º passo da primeira Formação.
É possível verificar que o tanque 4 atingiu temperaturas na ordem dos 35°C, muito para além
dos limites de especificação. A densidade do tanque 3 praticamente não se alterou, uma vez que o
electrólito sem perclorato não tem capacidade para um ataque à armadura, não se dando a libertação
de chumbo para o seio do electrólito, situação verificada também pela baixa temperatura apresentada
pelo tanque ao longo do processo. As densidades apresentadas pelo tanque 1 e 2 no segundo passo,
Figura 51, são anormais devido à paragem realizada para remoção de uma amostra de uma placa no
1,050
1,060
1,070
1,080
1,090
1,100
1 2 3 4 5 6 7 8 9 10 11 12
De
nsid
ad
e (
g/c
m³) 1
2
3
4
LIE
LSE
10,0
15,0
20,0
25,0
30,0
35,0
1 2 3 4 5 6 7 8 9 10 11 12
Te
mp
era
tura
( C
) 1
2
3
4
LIE
LSE
1,050
1,060
1,070
1,080
1,090
1,100
1 2 3 4 5 6 7 8 9 10
De
nsid
ad
e (
g/c
m³) 1
2
3
4
LIE
LSE
10,0
15,0
20,0
25,0
30,0
35,0
1 2 3 4 5 6 7 8 9 10
Te
mp
era
tura
( C
) 1
2
3
4
LIE
LSE

51
final do primeiro passo. Quando a formação foi novamente ligada, o carregador entrou em disparo
térmico e só voltou a arrancar 10 horas depois, provocando a destabilização nas densidades destes
tanques.
Os valores de cádmio obtidos para cada passo são apresentados na Tabela 10.
Tabela 10 - Valores de cádmio (+) e (-) no final do primeiro e segundo passos.
Tensões de cádmio (V)
primeiroPasso 2ºPasso
Tanque (+) (-) (+) (-)
1 2,34 0,40 2,38 0,44
2 2,37 0,39 2,38 0,45
3 2,63 0,34 2,61 0,36
4 2,35 0,33 2,37 0,40
As placas de cada tanque foram identificadas e carregadas na segunda formação, onde
foram todas submetidas ao mesmo programa. As placas formadas no final apresentam logo à partida
um aspecto visual distinto, como comprova a Figura 52.
Figura 52 - Estado das placas formadas no ensaio.
4.4.1 Mapeamento da formação de uma placa positiva
De forma a melhor entender o estado da matéria activa em cada etapa da formação, foram
aproveitadas amostras dos ensaios descritos, em diferentes etapas do processo de formação. O
objectivo passa por encontrar diferenças estruturais e composição da matéria activa, isto é, %’s de α-
PbO2 e β-PbO2. As amostras foram analisadas por SEM e num difractómetro de Raio-X,
equipamentos ilustrados na Figura 53.

52
Figura 53 - Equipamentos para análise das amostras: SEM e difractómetro de Raio-X, da esquerda para a
direita.
Os resultados que se obtém no SEM são fotografias de alta resolução, já utilizadas no
trabalho até aqui, que permitem visualizar a transformação da matéria activa. O difractómetro de
Raio-X permitirá obter a constituição da matéria activa. Os resultados obtidos no difractómetro são
alturas de picos a um determinado ângulo de difracção, consoante o constituinte. Para tratamento
destes resultados utilizou-se um software interno de tratamento de resultados do aparelho, chamado
Peaks. O programa permite converter a altura dos picos observada em %’s mássicas. Uma vez que
as amostras foram recolhidas de passos completos, o chumbo residual, parâmetro necessário
fornecer ao programa, foi introduzido como sendo 0%.
As amostras foram retiradas em 3 etapas de formação:
A. Final do primeiro passo da primeira formação;
B. Final da primeira formação;
C. Final da segunda formação.
No total foram analisadas 12 amostras, 3 de cada um dos 4 tanques de ensaio, enumeradas
conforme se encontra na Tabela 11.
Tabela 11 - Identificação das amostras para mapeamento.
Amostra Descrição
1A Placa do tanque 1: 1ºPasso da primeira Formação
1B Placa do tanque 1: primeira Formação
1C Placa do tanque 1: 2ª Formação
2A Placa do tanque 2: 1ºPasso da primeira Formação
2B Placa do tanque 2: primeira Formação
2C Placa do tanque 2: 2ª Formação
3A Placa do tanque 3: 1ºPasso da primeira Formação
3B Placa do tanque 3: primeira Formação
3C Placa do tanque 3: 2ª Formação
4A Placa do tanque 4: 1ºPasso da primeira Formação
4B Placa do tanque 4: primeira Formação
4C Placa do tanque 4: 2ª Formação

53
Nas Figuras 54, 55 e 56 encontra-se as fotografias SEM, organizadas por etapa do processo
(A, B e C respectivamente), para comparação das diferentes estruturas que é possível observar.
Notar que as fotografias têm todas a mesma ampliação (1000x) e foram obtidas no centro da lamela
(parte frontal da placa).
Figura 54 - Fotografias SEM das amostras após o primeiro passo da primeira formação.

54
Figura 55 - Fotografias SEM das amostras após a primeira Formação.
Figura 56 - Fotografias SEM das amostras após a segunda formação.

55
É notório avaliando a evolução até ao último estado de formação que a etapa determinante
para as que diferenças estruturais existam é o primeiro passo da primeira formação (passo A). A
profundidade do ataque à armadura será decisivo na área criada para deposição e no tipo de
estrutura cristalina obtida no final da formação. É evidenciado também que temperaturas altas
provocam um efeito semelhante à ausência de perclorato, isto é pouca despassivação do ataque
oxidativo no passo A, prejudicando irreversivelmente o resto da sua formação.
Verifica-se que, do final da primeira formação (B) para o final da segunda formação (C),
poucas diferenças estructurais existem.
Referir que, como ilustrado na Figura 57, o ataque no primeiro passo entre lamelas acaba por
ser mais violento que no centro da lamela. Isto porque cria-se um gradiente de concentração, devido
à estagnação do electrólito nessa zona provocando um ataque prolongado por parte do ácido a essa
zona da armadura.
Figura 57 - Fotografia SEM onde se visualiza toda a espessura de uma lamela, verificando que o ataque é mais
feroz na parte superior e inferior desta.
As amostras da etapa C de cada tanque (de 1 a 4) foram analisadas por difracção de Raio-X.
Na Figura 58 encontra-se os resultados obtidos.

56
Figura 58 - Difracção por Raios-X nas placas de ensaio formadas.
As respostas obtidas apresentaram várias sobreposições, indicando a presença de elementos
que não têm qualquer significado ou sequer a possibilidade de estarem presentes na amostra, como
3BS e 4BS (sulfatos tri e tetrabásicos de chumbo, apenas presentes em placas empastadas). Foi
preciso recorrer ao manual de análise de Peaks (Warren, 1989), para reconverter esses sinais nas
sobreposições respectivas, essas já para compostos de chumbo com probabilidade de serem
encontrados na amostragem. Os resultados obtidos são apresentados na Tabela 12.
Tabela 12- Resultados da difracção por Raios-X.
Amostra 1C
(wt% [±4])
Amostra 2C
(wt% [±4])
Amostra 3C
(wt% [±4])
Amostra 4C
(wt% [±4])
Pb 7,0 13,5 29,3 3,1
α-PbO₂ 41,0 6,2 19,7 34,8
β-PbO₂ 30,9 61,2 7,1 19,2
β-PbO 3,3 - - 6,9
α-PbO 17,9 19,0 19,7 -
PbSO₄ - - 33,2 36,0
3PbO.PbSO₄ - - 7,1 -
Pb₃(CO₃)₂(OH)₂ - - 10,7 -

57
Notar que, dado à interferência ser grande na amostra 3C, os resultados apresentados não
são na realidade muito mensuráveis. Quanto às restantes, verifica-se que, tanto na amostra 1C como
4C um predomínio da forma ortorrômbica (α) sobre a tetragonal do dióxido de chumbo, indicando que,
teoricamente, estas placas apresentarão uma capacidade inferior à esperada para a 2C, que
apresenta o dióxido de chumbo na sua maioria na forma tetragonal.
4.4.2 Ensaio de capacidade: Single Plate Test
O ensaio de capacidade às placas positivas realizado vai de acordo com a norma interna
G.Q. 1.13 e é um ciclo de duas cargas de 24 horas e duas descargas de 5 horas, avaliando a queda
da tensão do cádmio positivo da placa entre o valor medido aos 30 minutos de ensaio e às 5 horas.
Este resultado obtido é comparado entre as duas descargas, “1ª DCH” e “2ªDCH”, respectivamente.
O electrólito é usado à densidade nominal de 1,220 g/cm3 a 20
oC. A placa positiva em teste está
entre 2 placas negativas empastadas formadas. Segundo a norma interna, a diferença em módulo,
entre o cádmio medido aos 30 minutos e às 5 horas de descarga terá de ser inferior a 0,08 V nas
duas descargas, sendo sucata caso seja superior. Na Figura 59 encontra-se as condições em que o
ensaio é realizado.
Figura 59 - Plataforma de ensaio do Single Plate Test.
As amostras totalmente formadas dos tanques 1, 2, 3 e 4 foram ensaiadas, tendo sido
possível traçar o perfil da primeira e segunda descarga, ilustrados nas Figuras 60 e 61,
respectivamente. Os resultados do teste encontram-se na Tabela 13. Foram efectuadas várias
medições no arranque das duas descargas, na tentativa de apanhar o perfil do “Coupe de Fouet”, que
é uma ligeira quebra de tensão no início de descarga com recuperação passado pouco tempo. É
possível visualizá-lo na Figura 60, na primeira descarga, para a placa 2.

58
Figura 60 - Perfil da primeira descarga do Single Plate Test das amostras ensaidas.
Figura 61 - Perfil da segunda descarga do Single Plate Test das amostras ensaidas.
Tabela 13 - Resultados do ensaio de capacidade às amostras.
Diferença entre tensão de cádmio (+) aos 30 min e às 5h (V)
1ªDCH 2ªDCH
Placa 1 0,13 0,04
Placa 2 0,07 0,04
Placa 3 0,15 0,17
Placa 4 0,21 0,05
A placa 3, formada sem perclorato, ao fim de 15 minutos nas duas descargas já tinha sido
totalmente descarregada, fruto da deposição de matéria activa ser apenas superficial e sem uma
ligação forte ao “coração” da placa. Logo os valores apresentados para a placa 3 são meramente
informativos e não vão ser alvo de comparação com as restantes placas.

59
Na primeira descarga, apenas a placa 2 cumpre com a norma de ensaio, comprovando que a
formação preferencial de PbO2 tetragonal leva a uma maior capacidade por parte da placa positiva. O
ensaio evidencia, claramente, que a placa apresenta maior capacidade quando a sua primeira
formação se realiza a densidades baixas e teores de perclorato baixos. No entanto a queda abrupta
no final da primeira descarga é indicativa de que as placas apresentam falta de capacidade, porque
só depois de um ciclo de descarga-carga é que recuperam para valores aceitáveis deste ensaio.
No entanto, sabe-se empiricamente, que as diferenças entre os valores de cádmio (+) entre
as duas leituras devem situar-se entre os 0,01-0,03 V, com uma variação praticamente nula da
primeira para a segunda descarga. Foi, portanto, comparado o resultado do ensaio (“Teste”) com um
lote de produção normal (“PN”), ensaiado nas mesmas condições. Os resultados são apresentados
com recurso à ferramenta Minitab (programa estatístico) na Figura 62.
Figura 62- Comparação da primeira e segunda descarga das amostras com lotes de produção normal (PN).
É fácil notar que os lotes de produção normal cumprem o “requisito” empírico, enquanto a
amostragem do ensaio não. Esta situação, assume-se, é devida ao facto de as placas de ensaio
estarem carregadas nos tanques de formação durante 10 horas sem programa de formação aplicado.
4.4.3 Análise estatística:
Para melhor entender a correlação entre os resultados do ensaio de capacidade com a
primeira formação, foi realizado uma traceabilidade, através do sistema InfinityQS, a lotes de
produção normal que com melhor performance no ensaio de capacidade (“Lotes OK”) e a lotes que
com menor performance (“Lotes NOK”). A esses lotes foram analisados os parâmetros de controlo
durante a primeira formação. O objectivo é tentar encontrar uma variável que varie de acordo com o
resultado no ensaio de capacidade de forma inequívoca, que permitisse um controlo prévio da
qualidade da formação. A Tabela 14 mostra os dados analisados.
C10
C9
TestePN
2ªDCH1ª DCH2ªDCH1ª DCH
0,20
0,15
0,10
0,05
0,00
Cá
dm
io +
(V
)
Single Plate Test

60
Tabela 14 - Dados recolhidos para análise estatística aos resultados de capacidade face aos parâmetros de controlo da primeira formação.
Total
1ª DCH 2ª DCH Média Mínimo Máximo Média Mínimo Máximo Média Mínimo Máximo Média Mínimo Máximo Média Mínimo Máximo A h A.h A h A.h A.h
1 0,02 0,02
2 0,02 0,02
1 0,02 0,02
2 0,02 0,02
1 0,02 0,02
2 0,02 0,02
1 0,01 0,01
2 0,02 0,01
1 0,02 0,02
2 0,03 0,03
1 0,02 0,01
2 0,02 0,01
1 0,03 0,02
2 0,02 0,01
1 0,02 0,02
2 0,02 0,02
1 0,07 0,05
2 0,07 0,05
1 0,08 0,03
2 0,05 0,03
1 0,08 0,04
2 0,03 0,02
1 0,06 0,03
2 0,05 0,02
1 0,10 0,02
2 0,05 0,02
1 0,05 0,01
2 0,05 0,02
1 0,08 0,05
2 0,03 0,03
1 0,34 0,04
2 0,03 0,0242,0 0,50 21,0 60,0 24,6 1475,8 1496,8
13,2 1,30 17,2 61,5 23,3 1433,0 1450,1
24,6 0,65 16,0 61,5 24,7 1519,1 1535,0
16,0 0,80 12,8 62,5 22,0 1375,0 1387,8
16,5 1,00 16,5 62,6 22,3 1396,0 1412,5
28,8 0,60 17,3 63,0 25,7 1620,4 1637,6
10,0 1,76 17,6 58,3 22,5 1312,1 1329,7
26,5 0,61 16,2 62,2 24,2 1503,4 1519,5
17,7 1,10 19,5 63,5 23,6 1500,5 1520,0
26,5 0,80 21,2 63,1 21,9 1381,9 1403,1
23,2 0,72 16,7 62 23,0 1426,0 1442,7
12,3 1,43 17,6 64,5 26,9 1735,1 1752,6
31,8 0,35 11,1 64,5 20,0 1290,0 1301,1
25,6 0,66 16,9 63,4 22,6 1430,3 1447,2
9,3 2,30 21,4 63,8 23,0 1464,8 1486,2
13,1 64,5 21,7 1399,7 1412,7
Desengorduramento Formação
17,4 0,75
Single Plate Test Temperatura (°C) Densidade (g/cm³) Cádmio + (V) Cádmio - (V)
19,2 17,0 21 2,40
1,063 1,055
-0,48
-0,50 -0,45
-0,421,071 2,40 2,38 2,41 -0,46 -0,47
Lote L
Lote M
Lote N
Lote O
Lote P
Lote E
Lote F
Lote H
Lote I
Lote J
2,39 2,3818,5
1,073 1,066 1,074 2,38 2,36
2,39 2,37
2,38 2,36 2,40 -0,48 -0,51 -0,46
19,0 15,1 20,8 1,075 1,069 1,081
-0,55 -0,57 -0,5419,5 16,2 21,6 1,069 1,064 1,072 2,88 2,86 2,90 2,36 2,34 2,38
2,40 2,39 2,42 -0,42 -0,45 -0,4119,4 17,1 22,8 1,061 1,058 1,063 2,86 2,84 2,89
2,40 2,38 2,41 -0,3 -0,32 -0,2918,9 15,4 21,7 1,071 1,065 1,075 2,70 2,69 2,72
2,39 2,36 2,41 -0,50 -0,53 -0,4820,0 16,1 23,0 1,062 0,996 1,071 2,91 2,89 2,93
-0,36 -0,38 -0,3519,2 16,9 21,3 1,069 1,006 1,075
19,2 15,8 21,8 1,070 1,063 1,077 2,80 2,76 2,83
21,2 1,076 1,068 1,083 2,74 2,70 2,77
2,38 2,35
Lote R
18,8 17,1 21,4 1,077Lote S
19,9 17,3 22,4 1,065
19,3 16,6
1,075 1,082 2,39 2,36 2,41 -0,43
2,41 2,40 2,42 -0,47 -0,49 -0,461,059 1,07
2,38 2,36
2,77 2,75 2,79
2,40 -0,36
Lote B
Lote D
2,39 2,37 2,41 -0,48
1,075 2,40 2,39 2,43 -0,4919,2 16,3 22,5
-0,50
15,7 20,6 1,065 1,054 1,078
2,93
2,86
Lote A 18,9 16,1 20,8
19,4 16,8 21,7 1,064 1,055 1,073 2,84 2,90
15,6 20,8 1,071 1,067 1,074
1,067 1,062
Lote C 18,8
2,86 2,73 2,90
2,91 2,88 2,92
2,86 2,32
-0,47-0,51
2,40 -0,46 -0,48 -0,44
2,40 -0,50 -0,49-0,52
-0,53
Tensão (V)
2,86 2,76 2,88
2,91 2,88 2,93
2,88 2,80 2,91
2,77 2,89 -0,46 -0,40
-0,38 -0,33
2,40 -0,412 -0,44 -0,39
2,40 2,38 2,41
NOK
NOK
NOK
NOK
NOK
NOK
NOK
2,89 2,80 2,90
2,81
OK
OK
OK
OK
OK
OK
OK
OK
NOK

61
É de notar que os valores utilizados para análise são os valores extremos, isto é, o valor
mínimo e máximo registado durante toda a formação. A média foi tida em conta como a média de
todas as medições. Notar que cada lote envia para ensaio de capacidade duas placas, daí
apresentar-se dois resultados para cada lote.
Com ajuda da ferramenta estatística Minitab, construiu-se as cartas de controlo para a
temperatura e densidade média, que são variáveis controladas durante a etapa processual e com
maior representatividade face ao valor máximo e/ou mínimo (que podem corresponder apenas a uma
medição), para os lotes analisados na Tabela 14. As cartas encontram-se nas Figuras 63 e 64.
Figura 63 - Carta de controlo da temperatura média (°C) dos lotes em análise.
Figura 64 - Carta de controlo da densidade média (g/cm³) dos lotes em análise.

62
Verifica-se pelas cartas de controlo que o valor médio da temperatura encontra-se dentro de
especificação de processo, ao contrário da densidade média, que apresenta um valor médio inferior
ao mínimo especificado (1,068 face a 1,075 g/cm3). No entanto, valores de densidade média baixos
são apresentados tanto por lotes “OK” como por lotes “NOK”.
A única relação directamente visível é a leitura média de cádmios (-) com o status do lote.
Apesar de ser uma leitura de verificação/validação de processo, não é de controlo durante a etapa
reaccional, logo não seria prioridade na procura de uma relação com o ensaio de capacidade. A
relação encontrada está ilustrada na Figura 65.
Figura 65 - Comparação dos valores de cádmio (-) em V com o resultado do ensaio de capacidade.
Verifica-se que o valor médio de cádmio (-) é diferente para lotes “OK” e “NOK”. Para validar
esta relação, recorreu-se novamente ao Minitab, ao método ANOVA, que permite descobrir a força
das fontes de variabilidade, isto é até que ponto a relação na variabilidade do cádmio (-) é
suficientemente forte para um lote ser “OK” ou “NOK” no ensaio de capacidade. Para o cádmio (-) ser
um parâmetro influenciável do status do lote, o P-Value da relação deverá ser ≤ 0,005. O P-Value é a
probabilidade de obter a amostra observada se a hipótese nula, H0, for verdade. A força da relação
cádmio (-)/status deverá ser superior a 0,95 (que corresponde a 1-a, em que a é o desvio padrão do
método que é de 0,05). Os resultados do método encontram-se na Figura 66.

63
Figura 66 - Resultados do método ANOVA na relação do cádmio (-) (V) com o resultado do ensaio de
capacidade das placas.
Verifica-se a validade da relação, dado que o P-Value é ≤ 0,005 e que a força de relação para
o tamanho da amostra é 0,96 (>0,95), ou seja superior à confiança necessária tendo em conta o
desvio padrão de 5%. Do método resulta também os valores médios e intervalos de confiança para os
lotes “OK” e “NOK”. A média difere praticamente em 0,1 V, sendo que o valor máximo de cádmio no
intervalo de confiança dos lotes “OK” é de -0,45 V e não coincide com o valor mais baixo do intervalo
de confiança dos lotes “NOK” (-0,44 V). Ou seja, estatisticamente, o valor mínimo de cádmio (-) que
garanta um lote ser validado no ensaio de capacidade é de -0,45 V.
Provada esta relação, o objectivo passaria por encontrar uma variável que seja monitorizada
durante o processo de formação que estivesse directamente correlacionada com o valor de cádmio (-)
médio. Desta forma poderíamos ter uma relação directa da influência dos parâmetros de controlo
durante o processo na capacidade da placa (olhando para a relação cádmio (-)/status). A análise de
correlação, realizada no Minitab, foi feita recorrendo à correlação de Pearson, que através do seu
factor indica a proporção da relação (valor máximo é 1). Caso o P-Value seja inferior ao desvio
padrão (0,05 neste caso), rejeita-se a hipótese nula, que neste caso é “não há correlação”, e os
parâmetros analisados têm correlação.
Por exemplo para a relação do cádmio (-) com a temperatura média, a análise realizada está
ilustrada na Figura 67.

64
Figura 67 - Correlação gráfica e de Pearson do cádmio (-) (V) com a temperatura média (°C).
Sendo o P-Value da correlação 0,475 (>0,05), aceita-se a hipótese nula e estas variáveis não
estão correlacionadas. Aliás, só pela disposição gráfica percebe-se que a variação de temperatura
média com o cádmio (-) não tem um padrão bem definido.
A mesma análise foi realizada para os seguintes parâmetros: temperatura mínima,
temperatura máxima, densidade média, densidade mínima, densidade máxima, Ah totais, Ah
desengorduramento, Ah de formação, intensidade da corrente de formação e de desengorduramento.
Os resultados obtidos da correlação de Pearson, P-Value e factor de correlação, encontram-se
Tabela 15.
Tabela 15 - Resultados da correlação de Pearson dos parâmetros de controlo de processo com o Cádmio (-).
Cd - (V) vs. P-value Correlation Value
T média 0,475 -0,193
T mínima 0,927 -0,025
T máxima 0,932 -0,023
ρ média 0,291 0,281
ρ mínima 0,929 -0,024
ρ máxima 0,342 0,254
(Ah) totais 0,649 0,123
(Ah) formação 0,647 0,124
(Ah) desengorduramento 0,969 0,011
(A) formação 0,895 -0,036
(A) desengorduramento 0,978 0,007
Como se verifica na Tabela 15, nenhuma das variáveis de controlo de processo apresenta um
P-Value <0,05.
Tipicamente, não é possível encontrar um único factor que leve à falta de capacidade na
placa formada, sendo verificado simultaneamente temperatura e densidade fora de especificação
durante a etapa de primeira formação em lotes com as tensões de cádmio (-) baixas, isto é,
aceitáveis perante o critério estabelecido de -0,45 V como valor máximo de leitura.

65
5. Conclusões e sugestões futuras
O objectivo primário deste trabalho foi cumprido, como início do estudo conceptual de
formação de uma placa Planté, conhecimento que até à data era maioritariamente empírico. O
trabalho realizado permitirá servir de base a projectos/estudos futuros.
Os resultados obtidos nas fotografias SEM às placas Planté em diferentes estados de
formação permitem concluir que a etapa crítica do processo de criação de matéria activa positiva é o
primeiro passo da primeira formação, isto é, o ataque oxidativo à armadura. Este seria um passo
crítico a controlar no processo, não estando, até à data em que foi escrita esta Dissertação,
especificado em processo um método de controlo. A proposta passaria por começar a registar em
sistema InfintyQS, como acontece no final do segundo passo, os valores da tensão de cádmio
positivo e negativo, de forma a permitir no futuro uma análise semelhante à realizada.
Verificou-se, através do ensaio realizado, que temperaturas altas e densidades altas durante
a primeira formação conduzem à formação de α-PbO2, cristal da matéria activa positiva depositada
que se apresenta com menor capacidade, como verificado no ensaio de Single Plate Test. Os
resultados sugerem também que densidades baixas de electrólito de formação, inferiores mesmo ao
limite da especificação do processo, acabam por ser percursoras da formação de β-PbO2. Sugeria-se
a continuação do estudo do efeito da proporção α/β-PbO2 em elementos, bem como a degradação da
matéria activa ao longo da vida do elemento, para ser possível avaliar se será necessário diminuir as
especificações de densidade do electrólito durante a primeira formação. Placas que sobraram do
ensaio realizado já foram montadas em elementos, ficando um elemento para cada um dos quatro
tanques, o que servirá como ponto de partida para esse estudo.
A análise estatística permitiu verificar influência dos valores de cádmio negativo no final da
primeira formação com os resultados, aceitáveis ou não aceitáveis, no Single Plate Test. A relação
encontrada já conduziu a uma revisão interna dos parâmetros de avaliação de qualidade deste teste.
É de notar, no entanto, que com o trabalho realizado não é possível tomar decisões definitivas sobre
os parâmetros de avaliação e controlo de processo, visto não haver resultados em elementos
activados, que são o produto e o verdadeiro objectivo final de qualidade da Empresa.
Para o processo, a proposta de melhoria passaria por 4 etapas/medidas:
Multímetro conectado com InfinityQS por Wi-Fi
A leitura de cádmio negativo é realizada de forma sequencial entre os tanques de formação e,
dada a fraca velocidade de transmissão da rede Bluetooth, chega a levar até 30 minutos desde a
leitura do primeiro tanque ao último, sendo o efeito proporcional à distância da formação ao
computador da fonte (ver Figura 68). Esta situação leva a que a comparação de valores entre
tanques perca alguma da sua sensibilidade, dado o intervalo de tempo entre leituras. O próprio

66
processo de medição acaba por ser desgastante para o vigilante, uma vez que a transmissão de
dados leva o dobro do tempo comparada à colocação dos eléctrodos e à estabilização da leitura. A
melhoria proposta seria a compra de um multímetro com transmissão por Wi-Fi (disponível no
fornecedor de equipamento interno) e criação de uma rede sem fios privada, com a compra de uma
fonte de sinal Wi-Fi e dois retransmissores. Os dados lidos seriam enviados a um de dois
retransmissores, alocados um a cada sala de formações, que enviaria o sinal para a fonte de rede Wi-
Fi, directamente ligado por cabo ao computador de monitorização com a base de dados InfinityQS.
Levaria a uma diminuição de tempo de leituras de 50% e, portanto, a um aumento de produtividade e
motivação de um activo (vigilante) e da sensibilidade dos valores registados. Permitiria, também, o
alargamento da zona controlada e registada automaticamente no InfinityQS. Na Figura 68 encontra-
se o modelo proposto.
Figura 68 - Layout da zona das formações. A azul estão as primeiras formações monitorizadas. A vermelho, as
zonas onde o envio de dados por Bluetooth é lento. A verde, o sistema proposto e o seu potencial alcance.
Alteração no parâmetro de validação da primeira formação
Tendo por base os resultados obtidos neste trabalho, a alteração passaria por incluir um valor
máximo de tensão de cádmio negativo de -0,45V, valor esse que já se encontra fora do intervalo de
confiança estatístico dos lotes aceites em Single Plate Test. A validação continuaria a realizar-se pela
amplitude entre tanques (amplitude, R<0,05 V) mas com o acréscimo deste valor máximo, que
permitiria um controlo de qualidade mais apertado às placas formadas, em especial nos meses de
calor, quando a temperatura e densidade do electrólito pretendidas são mais complicadas de
assegurar.
Estudo do desenho dos tanques de formação
Os tanques estão desenhados para que a zona em redor das placas seja refrigerada por
serpentina, alimentada pelo topo do tanque no sentido descendente. Pelo que foi observado (ver
Figura 39), o gradiente térmico dentro do tanque chega a ser de 5-6°C. Esta situação pode levar a
que no fundo do tanque se proceda a estagnação do electrólito que, como foi verificado na zona entre
as lamelas, conduz a um ataque mais violento por parte do electrólito (porque apresenta maior
concentração). A solução passaria por pensar num desenho que permitisse refrigeração mas sem o

67
gradiente térmico observado, testando, por exemplo, uma camisa exterior que fosse alimentada à
cota média do tanque.
Programas automáticos de formação
À data de realização desta Dissertação, foi instalada uma unidade experimental na Formação
Nº06, onde é introduzido todo o programa a que se pretende que a formação se realize. Iria permitir
um maior controlo sobre os Ah que são carregados/descarregados à formação, uma vez que o
programa termina automaticamente, ao contrário das restantes formações, que precisam de ser
desligadas manualmente. Encontra-se ainda em fase experimental, não apresentando resultados
mensuráveis em termos de qualidade das placas produzidas, mas seria, do ponto de vista teórico, o
modelo a seguir para as restantes primeiras formações (pelo menos).

68
Referências bibliográficas
Bode, Hans. Lead Acid Batteries, Edited by Wiley, 1977.
Cloes, J. La fabrication des elements SPF Planté, 1991.
Exide Tecnhnologies, Gel Technology, 2013.
Exide Technologies. Infotec. 2017.
Exide Technologies. Infotef. 2017.
Exide Technologies. Manual de Acolhimento, 2016.
Exide Technologies. Handbook for Stationary Lead-Acid Batteries, 3ª edição, Part 1: Basics, Design,
Operation Modes and Applications, 2012.
Exide Technologies. Vented Systems, 2012.
http://www.minitab.com (acedido a 12 de Setembro de 2017)
Jordan, Manfred. Modern Electroplating - 8.Electrodeposition of Lead and Lead Alloys, 5th Edition, 245
à 263, 2010.
Kramm, Friedrich. Staff training Castanheira Lecture 4: GroE, Setembro 2015.
Lazarides, C. The perchlorate-assisted formation of lead dioxide on lead, Journal of Applied
Electrochemistry, vol.11, 605 à 612, 1981.
Lazarides, C. The mechanism of the formation of positive battery plates from pure lead, Journal of
Power Sources, vol.6, 83 à 93, 1981.
Linden, David. Handbook of Batteries, 3rd
edition, McGraw-Hill, 1995.
Pavlov, Detchko. Lead-Acid Batteries Science and Technology, 1st edition, 2011.
Warren, F. Gillian, “Peaks Manual”, 1989.

69
Anexos
Anexo I – Norma DIN 40738: ensaios de performance de elementos Planté
Figura 69 - Rate dos elementos de ácido livre (Kramm, 2015).

70
Anexo II – Parte Experimental
Tabela 16 - Registo de temperatura do primeiro passo da primeira Formação do ensaio realizado.
Temperatura (°C)
Tanque Inicial 2h 4h 6h 8h 10h 12h 14h 16h 18h 20h Final
1 17,0 19,0 20,0 20,0 20,0 20,0 20,0 21,1 21,2 22,7 19,1 17,9
2 17,0 18,0 20,0 19,0 20,0 19,0 19,0 22,2 20,6 23,3 19,2 17,8
3 16,0 15,0 12,0 11,0 12,0 12,0 12,0 13,1 13,6 13,5 13,4 14,6
4 18,0 25,0 32,0 33,0 35,0 34,0 33,0 32,0 32,3 32,9 33,2 33,2
Tabela 17 - Registo de densidade do primeiro passo da primeira Formação do ensaio realizado.
Densidade registada (g/cm³)
Tanque Inicial 2h 4h 6h 8h 10h 12h 14h 16h 18h 20h Final
1 1,090 1,085 1,081 1,084 1,080 1,078 1,078 1,081 1,080 1,081 1,082 1,085
2 1,077 1,072 1,071 1,070 1,068 1,068 1,068 1,070 1,070 1,070 1,071 1,071
3 1,095 1,096 1,097 1,097 1,098 1,098 1,098 1,096 1,095 1,094 1,095 1,095
4 1,086 1,079 1,073 1,070 1,069 1,069 1,070 1,075 1,075 1,075 1,073 1,080
Tabela 18 - Densidade acertada do primeiro passo da primeira Formação do ensaio realizado.
Densidade acertada (g/cm³)
Tanque Inicial 2h 4h 6h 8h 10h 12h 14h 16h 18h 20h Final
1 1,088 1,084 1,081 1,084 1,080 1,078 1,078 1,082 1,081 1,083 1,081 1,083
2 1,075 1,071 1,071 1,069 1,068 1,067 1,067 1,072 1,070 1,072 1,070 1,069
3 1,092 1,092 1,091 1,091 1,092 1,092 1,092 1,091 1,090 1,089 1,090 1,091
4 1,085 1,083 1,082 1,079 1,080 1,079 1,079 1,084 1,084 1,084 1,083 1,090
Tabela 19 - Registo de temperatura do segundo passo da primeira Formação do ensaio realizado.
Temperatura (°C)
Tanque Inicial 2h 4h 6h 8h 10h 12h 14h 16h Final
1 18,0 19,0 20,0 20,0 20,0 20,0 19,2 18,6 18,7 18,1
2 17,0 19,0 20,0 20,0 20,0 19,5 18,3 18,9 18,5 17,7
3 18,0 18,0 14,0 12,0 12,0 13,1 13,9 14,8 16,1 16,1
4 33,0 32,0 31,0 35,0 36,0 33,0 31,9 30,9 31,0 31,2
Tabela 20 - Registo de densidade do segundo passo da primeira Formação do ensaio realizado.
Densidade registada (g/cm³)
Tanque Inicial 2h 4h 6h 8h 10h 12h 14h 16h Final
1 1,071 1,064 1,066 1,068 1,071 1,074 1,076 1,08 1,081 1,084
2 1,061 1,055 1,056 1,059 1,063 1,064 1,066 1,069 1,069 1,07
3 1,092 1,094 1,095 1,096 1,098 1,097 1,096 1,097 1,096 1,096
4 1,07 1,066 1,065 1,066 1,067 1,067 1,071 1,077 1,078 1,079

71
Tabela 21 - Densidade acertada do segundo passo da primeira Formação do ensaio realizado.
Densidade acertada (g/cm³)
Tanque Inicial 2h 4h 6h 8h 10h 12h 14h 16h Final
1 1,070 1,063 1,066 1,068 1,071 1,074 1,075 1,079 1,080 1,083
2 1,059 1,054 1,056 1,059 1,063 1,064 1,065 1,068 1,068 1,068
3 1,091 1,093 1,091 1,090 1,092 1,092 1,092 1,093 1,093 1,093
4 1,079 1,075 1,073 1,077 1,079 1,076 1,080 1,085 1,086 1,087