Embed Size (px)
Citation preview

COMPARAÇÃO DE ESTRATÉGIAS DE CONTROLE APLICADAS A UM REGENERADOR DE ALTO FORNO EM ESCALA
PILOTO
ROBERTO DALMASO, CELSO J. MUNARO
DEPARTAMENTO DE ENGENHARIA ELÉTRICA, UFES
VITÓRIA, ES, BRASIL
E-MAIL: [email protected], [email protected]
Abstract The control of temperature and flow in regenerators used in blast furnaces is a problem of great interest in the metal-
lurgical industry. The good performance of these control loops contributes to the correct operation of the blast furnace and the
reduction in energy required to melt the raw materials. Two control strategies are implemented in a regenerator and compared in pilot scale. They obey the usual constraints in this type of plant. The first strategy is the usual and does not take into account the
coupling between control loops. The second one establishes a linear relationship between the cold air and hot air blown out and
the temperature of the regenerator. Constraints in implementing this strategy generate a coupling between control signal of tem-perature loop and the flow signal, which is compensated via estimation of this coupling. The model parameters are estimated, and
the controllers and uncouplers are designed and tested in the pilot plant during the exchange of regenerators, which cause consid-
erable disturbances in these control loops.
Keywords modeling, blast furnace, process control
Resumo O controle de temperatura e vazão em regeneradores usados em altos-fornos é um problema de grande interesse na
indústria metalúrgica. O bom desempenho destas malhas de controle contribui para a correta operação do alto-forno e a redução no consumo de energia necessário para fundir as matérias primas. Duas estratégias de controle são implementadas e comparadas
em um regenerador em escala piloto. Elas obedecem as restrições usuais neste tipo de planta. A primeira estratégia é a usual e
não leva em consideração o acoplamento entre malhas. A segunda estabelece uma relação linear entre o ar frio e ar quente sopra-dos e a temperatura da saída do regenerador. Restrições na implementação desta estratégia geram um acoplamento do sinal de
controle da malha de temperatura com a vazão, que é compensado a partir da estimação deste acoplamento. Os modelos são es-
timados, e os controladores e desacopladores projetados e testados na planta piloto durante a troca de regeneradores, que causa distúrbios consideráveis nestas malhas de controle.
Palavras-chave Modelagem, alto-forno, controle de processos.
1 Introdução
Esse artigo apresenta os resultados obtidos da
utilização de diferentes estratégias de controle, e uma
comparação entre seus desempenhos, quando aplica-
das a um piloto de regenerador de alto-forno. Discute
também como a escolha de diferentes atuadores pre-
sentes no piloto, afeta o acoplamento entre suas ma-
lhas. A implementação das técnicas e a construção do
piloto levam em consideração as principais caracte-
rísticas da planta real, como os atuadores e sensores
utilizados, para aumentar a compatibilidade entre os
resultados obtidos no piloto e uma possível implanta-
ção na planta real. Para o entendimento do trabalho,
somente uma ideia conceitual do piloto, mínima, é
utilizada. A construção do piloto, com todos seus
detalhes construtivos, é apresentada em Munaro et. al
(2011) e também em Dalmaso et. al (2013), onde
uma revisão de vários aspectos do piloto foi efetuada.
O artigo está organizado da seguinte forma: a Seção
seguinte apresenta uma revisão bibliográfica e des-
creve o piloto utilizado nos ensaios, sua instrumenta-
ção e as estratégias aplicadas. Na Seção 3 são mos-
trados os sinais aplicados no piloto, os modelos,
controladores e compensadores obtidos e os testes
em malha fechada. As conclusões são apresentadas
na Seção 4.
2 Controle de vazão e temperatura em altos-
fornos
O alto-forno é um reator metalúrgico, que trans-
forma matérias primas (sínter, minérios, pelotas,
fundentes, coque e outros) em gusa líquido, para a
partir dele produzir o aço. A fonte de calor usada no
mesmo é proveniente do ar pré-aquecido nos regene-
radores. Além de fornecer ar aquecido com tempera-
tura e vazão especificadas, estes equipamentos de-
vem operar otimizando o uso da energia, que necessi-
tam em grandes quantidades. Como apresentado em
Ming et al. (2012), uma variação de 100°C em tal
temperatura pode implicar em uma diferença de 15 a
20 kg de coque consumido por tonelada de gusa
produzido, tornando o estudo de controladores para
tal aplicação um assunto de grande interesse para a
indústria. Em Jinsheng et al. (2007) técnicas de
inteligência computacional são aplicadas enquanto
controladores preditivos baseados em modelos são
utilizados em Muske et. al (2000,b), Zhang et al.
(2008) e Flen et al. (2011).
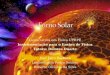
O equipamento responsável pela geração do ar quen-
te no processo de fabricação de gusa é o regenerador
(Figura 1). Ele consiste de uma torre cilíndrica reves-
tida internamente de tijolos refratários com o objeti-
vo de manter o calor gerado através da queima de
gases, feita na câmara de mistura, e posteriormente
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
4052

conduzida por entre os refratários de suas paredes.
Um alto-forno, dependendo de seu volume e geome-
tria do regenerador, pode apresentar três ou quatro
regeneradores, os quais trabalham sempre alternando
entre ciclos absorção de calor (aquecimento) e forne-
cimento de calor, ou seja, enquanto um (ou dois, no
caso do emprego de quatro regeneradores) regenera-
dor é aquecido os outros fornecem calor para o ar
que será insuflado no alto-forno. O momento da
alternância entre um ciclo e outro é comumente cha-
mado de troca de regeneradores. A troca de regene-
radores é um dos momentos mais críticos dentro do
processo de geração do ar quente. Um estudo quanto
aos vários aspectos de segurança operacional e pro-
blemas potenciais que podem ocorrer durante as
trocas foi apresentado em Nieckle et al. (2006).
Figura 1 - Regenerador. a) Aquecimento b) Ventilação
A temperatura de saída do ar do processo é muito
alta (superior a 1000oC), tornando sua medição e a
condução de experimentos aplicados diretamente às
instalações do processo, como feito em Jinsheng et
al. (2008) e Choi et al. (2006), algo muito perigoso e
custoso. Por isto, pilotos são utilizados para análises
e testes sempre que possível, como em Ming et al.
(2012), Munaro et al. (2011) e Dalmaso et al. (2013).
Os principais fenômenos físicos envolvidos nesse
processo estão relacionados às trocas de calor entre o
fluído e as paredes de refratário e vice-versa, forne-
cendo diferentes modelos para aquecimento e arrefe-
cimento como mostrado em Zhang et al. (2008). Os
modelos são tipicamente não-lineares, podendo ne-
cessitar de estratégias mais elaboradas para um bom
desempenho em seu controle (Raul et al., 2013). O
foco deste trabalho é usar técnicas de menor comple-
xidade, tanto para o projeto quanto para a implanta-
ção. Os sensores e atuadores utilizados do piloto
produzem informações muito próximas da planta
real, gerando bons resultados e que podem ser facil-
mente utilizados em sistemas de controle usados em
altos-fornos. O ar quente soprado no alto-forno é
responsável por reduzir a matéria prima carregada
em seu interior a ferro gusa. Para isso, o ar deve ser
aquecido a uma temperatura que é calculada de acor-
do com o ritmo de produção que se deseja; tal ritmo
controla também a taxa de adição de matérias primas.
Uma elevação dessa temperatura gera um desbalan-
ceamento, fazendo com que o material seja reduzido
mais rápido, o que produz uma elevação na tempera-
tura do gás gerado, causando sua expansão, o que,
por consequência, aumenta a pressão interna do for-
no, podendo gerar caminhos preferenciais de ar so-
prado passando direto pela carga (“efeito chaminé”).
As válvulas de segurança do topo do forno podem ser
abertas neste caso. Por outro lado, caso a temperatura
do ar soprado seja fornecida abaixo do valor calcula-
do, irá faltar energia para a combustão dos combustí-
veis por unidade de tempo, causando assim uma
queda do nível térmico do forno, pois não será obtida
uma temperatura de chama suficiente para queimar
todo o combustível. Esta perda de energia pode
culminar na queda da temperatura do gusa, o que se
persistir por um tempo muito longo pode causar o
esfriamento do forno (“marcha fria”). Igualmente
importante é o controle da relação pressão/vazão do
ar soprado, que pode levar a efeitos similares aos
gerados pela variação da temperatura. Para que seja
insuflado dentro do forno, o ar necessita estar com
uma pressão superior a do interior do mesmo. Uma
pressão muito alta pode causar também o efeito cha-
miné já explicado.
2.1 Constituição do piloto de regenerador
Dada a importância do controle da vazão e tempera-
tura no processo de produção do ferro gusa, um pilo-
to de regenerador foi utilizado para avaliar diferentes
estratégias de controle visando melhorar o desempe-
nho das malhas de controle principalmente durante a
troca de regenerador, por ser este um momento que
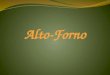
causa distúrbios consideráveis. O diagrama do piloto
é mostrado na Figura 2 e na Tabela 1 é listada a no-
menclatura utilizada. A medição da vazão mássica
( ) é feita por medidor com efeito de dispersão
térmica. A temperatura do ar de saída da planta ( ) e
dos regeneradores ( e ) é feita através de
termorresistências do tipo PT1000. Um ventilador
axial é usado para geração do fluxo de ar sendo con-
trolado por um motor CC acionado via PWM. Os
dois regeneradores são equipados com resistências
elétricas acionadas por meio de tiristores. Válvulas
de controle são usadas nas linhas de ar quente (VHS1
e VHS2) e frio (VF) para controlar a mistura de ar que
vai para as câmaras de mistura de ar quente (CQ) e de
ar frio (CF). Para minimizar as perdas térmicas por
condução e convecção, tubos de maiores diâmetros,
com seus interiores recobertos por tinta refratária,
foram usados nas linhas de transporte do ar quente.
HS1
TE
HS2
M
ω1
TEFT
TE
VHS1 VHS2
VF
CF
CQ
Figura 2 – Diagrama de instrumentação do piloto de regenerador
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
4053

Tabela 1. Nomenclatura utilizada
Válvula da linha de ar do regenerador 1
Válvula da linha de ar do regenerador 2
Válvula da linha de ar frio
Regenerador 1
Regenerador 2
Câmara de mistura do ar quente
Câmara de mistura do ar quente e ar frio
Posição da válvula de ar do regenerador 1
Posição da válvula de ar do regenerador 2
Posição da válvula de ar frio
Vazão mássica de ar quente
Vazão mássica de ar frio
Temperatura do ar do regenerador 1
Temperatura do ar do regenerador 2
Temperatura ambiente
Temperatura do ar de saída da planta
Vazão mássica do ar de saída da planta
2.2 Modelagem da câmara de mistura de ar
O piloto apresenta vários fenômenos físicos em suas
diversas partes, em sua maioria processos de troca
térmica, e dentre eles o mais importante é o ocorrido
na câmara de mistura de ar quente e frio. Esta câmara
é responsável por definir a temperatura e a vazão de
saída da planta e por isso será estudada em maior
detalhe. Não representaremos a variável tempo nas
equações para maior simplicidade da notação.
Dada uma câmara de mistura com duas entradas e
uma saída, a equação do fluxo de energia em estado
estacionário é dada por:
( ) (1)
onde é a vazão mássica de saída, e , são
as vazões mássicas das entradas, e , e são
respectivamente as entalpias dos fluídos de saída e
das entradas 1 e 2.
Considerando-se a conservação de massa através da
câmara, tem-se que:
(2)
transformando assim (1) em:
( ) ( ) (3)
Como a câmara de mistura tem um isolamento térmi-
co adequado, pode ser tratada como adiabática, redu-
zindo (3) a
( ) ( )
(4)
A variação da entalpia em uma câmara com pressão
constante pode ser calculada pela expressão:
(5)
sendo o calor específico a pressão constante e a
temperatura no interior da câmara. Aplicando-se (5)
em (4) e considerando-se as entradas 1 e 2 como
entradas de ar frio e quente, respectivamente, a tem-
peratura do fluído de saída será dada por:
(6)
Considerando que as diferenças entre os calores
específicos dentro da faixa de temperatura de traba-
lho utilizada sejam desprezíveis ( ), a
temperatura do fluído de saída (6) pode ser descrita
por:
(7)
Definindo-se como a razão entre as vazões de ar
quente e a de saída:
(8)
e considerando-se a conservação das massas na câ-
mara de mistura (2), temos que:
( )
(9)
Pode-se então, a partir de (8) e (9) reescrever a tem-
peratura de saída em função de :
( ) (10)
2.3 Estratégias para o controle das malhas
Várias formas e pontos de atuação são possíveis para
realização do controle das malhas de vazão e tempe-
ratura. Dentre elas, duas diferentes estratégias foram
estudadas: a primeira é uma versão mais simples de
ser implementada considerando as duas malhas inde-
pendentes, porém sujeita a desvios maiores devido ao
projeto dos controladores desconsiderar a interação
entre as malhas. Já a segunda, utiliza um desacopla-
dor para diminuir o efeito da malha de temperatura
sobre a vazão e uma expressão para linearizar a ação
da válvula fria sobre a temperatura de saída e reduzir
o efeito que a velocidade do soprador tem sobre ela.
2.4 Controle da vazão e temperatura sem o contro-
lador desacoplador
Consiste na implementação mais simples, e aplicada
na indústria, utilizando dois controladores PID inde-
pendentes para o controle das malhas de vazão e
temperatura (Figura 3). O controlador de temperatura
atua sobre a posição da válvula de ar frio, e o contro-
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
4054

lador de vazão pode atuar sobre a velocidade do
soprador ou sobre a posição da válvula de ar quente.
A estabilidade do sistema em malha fechada ocorre
devido ao modo cooperativo entre as ações de con-
trole das malhas. Um aumento na vazão de ar frio
gera um aumento da vazão de saída o que deve ser
corrigido pelo controlador de vazão, o qual diminui a
vazão de ar quente, reduzindo assim a temperatura de
saída. Essa estratégia não leva em consideração a não
linearidade causada pelo uso isolado da posição da
válvula de ar frio ( ) no controle da temperatura.
+-
C1 G1
+-
C2 G2
XVF
1
G4
G3
++
++
Figura 3 - Estratégia com controladores independentes
2.5 Controle da temperatura por ação da relação
entre as válvulas de ar frio e quente
Uma possível implementação para (10) é a manipu-
lação da posição da válvula de ar quente segun-
do , e da posição da válvula de ar frio segundo
( ). Dessa forma, um desacoplamento natural
entre as malhas de vazão e temperatura seria gerado,
já que, ao se mudar o valor de , alterações de mes-
ma magnitude e diferentes direções seriam promovi-
das nas posições das válvulas de ar quente e frio,
mantendo-se assim a vazão de saída inalterada. De
forma similar, ao se alterar a velocidade do soprador
teríamos um acréscimo linear em ambas as vazões, o
que manteria o valor de e, por consequência, a
temperatura de saída inalterados. Porém, é comum
que as válvulas responsáveis pelo fluxo de ar quente
em plantas reais de regeneradores sejam do tipo on-
off, dado o custo de aquisição e manutenção de uma
válvula de controle de tal porte, não permitindo as-
sim a realização dessa estratégia de controle sem o
investimento financeiro adequado. Para contornar
esta restrição, tal válvula é mantida totalmente aberta
durante os ciclos de troca, como faria uma válvula do
tipo on-off, enquanto a válvula de ar frio é manipula-
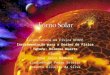
da. Para se obter a relação imposta por mantendo-
se totalmente aberta, considerando que
e , tem-se que:
( )
(11)
Sendo assim, variando-se entre 0,5 e 1,0, seria
alterada de acordo com (11), obtendo-se então uma
variação linear da temperatura de saída , conforme
apresentado na Figura 4. Considera-se para esse
exemplo, uma temperatura de ar frio de 25 e uma
temperatura de ar quente de 75 , com o sistema em
regime estacionário.
Figura 4 – Variação de e x
Entretanto, tal proposta gera um acoplamento entre a
malha de temperatura e a malha de vazão, já que
alterar mantendo-se constante, causa uma
variação na vazão de saída gerada, o que pode ser
compensado através do uso de um controlador
desacoplador ( ), como apresentado na Figura 5.
+-
C1 G1
G3
+-
C2 G2
XVF
1 ++
А
++
Co1
(1 Α)
Α× 1
++
G4
Figura 5 – Estratégia de controle com o controlador desacoplador
3 Aplicação e Resultados
Escolhendo-se a segunda estratégia como refe-
rência, para possibilitar o projeto dos controladores
( ) e ( ) e do compensador ( ) é necessá-
rio identificar as funções de transferência ( ), ( ), ( ) e ( ). Para isso, dois tipos de expe-
rimentos foram realizados repetidamente, um para a
obtenção de ( ) e ( ), e outro para a obter-se
( ) e ( ). Os parâmetros das FTs foram obtidos
por mínimos quadrados usando a ferramenta ident do
Matlab. Cada teste foi repetido por três vezes para
verificação de sua repetibilidade, consistindo da
aplicação de degraus as entradas, fazendo com que as
saídas da planta fiquem próximas da região em que
devem operar.
3.1 Obtenção das funções de transferência ( ) e
( )
Nos experimentos para determinação de ( ) e
( ), a válvula de ar quente foi mantida aberta
a 100% e a resistência de aquecimento do regenera-
dor a 15% de sua potência durante todo o teste. Fo-
ram aplicados então três degraus na posição da vál-
vula de ar frio, segundo a relação determinada por
(11), enquanto a vazão e temperatura eram registra-
das a cada 200ms. Como mostrado em (10), a tempe-
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
4055

ratura de saída sofre influência tanto de quanto de
e . Como tais temperaturas nas aplicações reais
sofrem alterações normais durante o processo de
trabalho, serão modeladas como um distúrbio de
entrada do processo. Portanto, a identificação deste
modelo teve como entrada , e como saída . A
Figura 6 apresenta as três curvas de temperatura de
saída obtidas (linhas sólidas apresentadas em oC) e as
variações impostas a (linha tracejada). A Figura 7
apresenta os dados relativos a vazão mássica da saída
(linhas sólidas apresentadas em SLPM), , e da
posição da válvula fria, (apresentada em %),
obtida através da aplicação dos valores de em (11)
de acordo com o diagrama apresentado na Figura 5.
Figura 6 - Obtenção de ( ) -
Figura 7 - Obtenção de ( ) –
A partir dos dados coletados três modelos de primei-
ra ordem foram encontrados para ( ) e outros três
para ( ). Para a utilização no projeto dos controla-
dores e simulação, foi considerado o modelo resul-
tante da média dos parâmetros obtidos nos três en-
saios, gerando as seguintes funções de transferência:
( ) ( )
( )
( ) ( )
( )
A Tabela 2 apresenta a média e o desvio padrão dos
diversos parâmetros obtidos para os modelos de
( ) e ( ), e as Figuras 8 e 9 mostram a adequa-
ção dos modelos encontrados (linha sólida) aos dados
coletados (linhas pontilhadas).
Tabela 2 - Parâmetros obtidos para as funções de transferência
( ) e ( )
FT
Ganho Constante de tem-
po
Média Desvio
padrão Média
Desvio
padrão
( ) 61,6 6,6 15,5 1,8
( ) 0,26 0,009 0,15 0,07
Figura 8 - Teste do modelo resultante de ( )
Figura 9 - Teste do modelo resultante de ( )
3.2 Obtenção das funções de transferência ( ) e
( )
De forma análoga à obtenção dos modelos anteriores,
o modelo ( ) foi obtido. Três experimentos foram
feitos aplicando-se três degraus cada na velocidade
do soprador ( ). Os resultados são apresentados na
Figura 10: as linhas sólidas correspondem à vazão
mássica de saída medida em SLPM, e a curva trace-
jada apresenta a velocidade do soprador, em percen-
tual de sua velocidade máxima.
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
4056

Figura 10 – Experimentos para obtenção de ( )
A partir dos dados coletados três modelos de primei-
ra ordem foram obtidos da mesma forma como foi
conduzido para as funções de transferência anterio-
res. A média dos parâmetros dos modelos obtidos foi
calculada e a função de transferência resultante en-
contrada é:
( ) ( )
( )
A Tabela 3 apresenta a média e o desvio padrão dos
três modelos obtidos para ( ). A Figura 11 mostra
uma comparação entre os dados coletados e o mode-
lo resultante.
Tabela 3 - Parâmetros obtidos da função de transferência ( )
FT
Ganho Constante de tem-
po
Média Desvio
padrão Média
Desvio
padrão
( ) 1,01 0,08 0,57 0,11
Figura 11 – Teste do modelo obtido de ( )
Para verificar a influência de e de na tempe-
ratura de saída da planta, foram aplicados degraus a
esta variável e medido seu efeito e de sobre ,
resultando em
( ) ( ) ( ) ( ) ( )
( )
( )
Os dados do experimento são mostrados na Figura
12. Os ganhos de ( ) e de ( ) demonstram o
efeito desprezível de como esperado, quando
compara-se o ganho destas FTs com o ganho de
( ). Portanto, nenhum compensador de desaco-
plamento é projetado de ( ) para ( ).
Figura 12 – Experimentos para obtenção de ( )
3.3 Projeto do controlador desacoplador
Dado o acoplamento significativo entre o sinal de
controle da malha de temperatura e a vazão, um
compensador dinâmico foi calculado (Seborg et
al.,2004) para diminuir o efeito devido a ( ):
( ) ( )
( )
3.4 Projeto dos controladores
Como todos os modelos encontrados foram de pri-
meira ordem, controladores do tipo P+I foram proje-
tados para que as funções de transferência de malha
fechada se comportassem como processos de segun-
da ordem. Como critério para o projeto do controla-
dor foram definidos um fator de amortecimento uni-
tário, evitando-se assim ultrapassagem, e, constantes
de tempo, em malha fechada, de 10s e 2s para as
malhas de temperatura e vazão, respectivamente. A
escolha dos valores foi feita de modo a diminuir a
constante de tempo resultante da malha de tempera-
tura, para obtenção de uma resposta mais rápida, e
manter a constante de tempo da malha de vazão,
visto tal malha já apresentar uma constante de tempo
relativamente pequena (Seborg et al.,2004). Os com-
pensadores obtidos foram:
( )
( )
3.5 Teste das estratégias de controle
Na Figura 13 é mostrado o diagrama que representa o
sistema modelado e a segunda estratégia de controle
com os controladores e compensadores projetados. A
função de transferência ( ) foi suprimida por ser
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
4057

considerada desprezível. Este diagrama é apenas
ilustrativo e não é usado para simulação, uma vez
que as estratégias de controle são aplicadas direta-
mente na planta piloto, o que permite a realização de
qualquer teste, com resultados mais representativos
do se fossem utilizados os modelos.
Figura 13 – Diagrama de malha fechada
Para testar o desempenho da planta com os controla-
dores e compensador projetados, os controladores
foram implementados em computador pessoal, auxi-
liado por uma placa de interface / condicionamento
de sinais, projetada especificamente para o piloto,
com tempos de amostragem de 100 milissegundos,
colocando os regeneradores em operação contínua,
funcionando da seguinte forma:
1. HS1 aquecendo por 120 segundos;
2. HS1 soprando e HS2 aquecendo por 120 se-
gundos;
3. HS1 e HS2 soprando juntos por 10 segun-
dos;
4. HS2 soprando e HS1 aquecendo por 120 se-
gundos;
5. HS1 e HS2 soprando juntos por 10 segun-
dos;
6. Repete a partir de 2.
O resultado aplicado ao piloto em operação contínua
segundo as duas estratégias é mostrado nas Figuras
14 e 15. As medições são mostradas sem filtragem.
As referências da temperatura, 50°C, e de vazão, 40
SLPM, são apresentadas de forma tracejada. É mos-
trado o período que compreende uma troca completa.
A troca de regenerador acontece no intervalo entre
50 e 60 segundos. A comparação entre o desempenho
das duas estratégias é apresentada na Tabela 4.
Figura 14 – Resposta da planta em operação contínua com um
controlador desacoplador
Figura 15 - Resposta da planta em operação contínua sem o con-
trolador desacoplador
Tabela 4 - Comparação dos resultados
Estratégia
Malha de vazão
[SLPM]
Malha de temperatura
[°C]
IAE Ultrapas-
sagem IAE
Ultrapas-
sagem
PI +
desaco-
plador
81,6 6,6 18,5 1,2
PI 110,5 17,0 73,1 3,9
Considerando que ambas estratégias utilizam os
mesmos equipamentos, fica claro como o uso do
controlador desacoplador projetado através dos mo-
delos levantados e, a escolha das variáveis manipula-
das feita de forma a minimizar um acoplamento
adicional e não linearidades, contribuiu para a me-
lhoria de desempenho das malhas. A ultrapassagem
máxima foi reduzida na malha de vazão de 43 para
17% e na malha de temperatura de 8 para 2%, en-
quanto o IAE foi reduzido em 26% para a malha de
vazão e 75% para a malha de temperatura. Essa nova
estratégia permite melhorar o desempenho nas trocas
de regeneradores, bem como reduzir o consumo de
energia e a probabilidade de acidentes operacionais,
mantendo a vazão de ar quente e a temperatura nos
valores desejados. Embora este estratégia seja mais
complexa por requerer a identificação de uma FT
adicional e a relação entre temperatura e posição das
válvulas de ar quente e ar frio, a complexidade não
ocorre na implementação, dado o uso de funções
comuns em sistemas de controle de altos-fornos.
4 Conclusão
O problema de controle e temperatura de vazão
de ar quente produzido por regeneradores de alto-
forno foi aqui considerado. Os modelos de vazão e
temperatura com os respectivos acoplamentos foram
identificados a partir de respostas ao degrau. Usando
uma nova estratégia de controle, com variáveis
manipuladas escolhidas para reduzir o acoplamento
e, levando em consideração as limitações da planta
real, dois controladores PI e um controlador
desacoplador foram projetados e asseguraram o
seguimento de referências de temperatura e vazão. O
método proposto foi comparado com a estratégia
usual de usar controladores independentes, e o
desempenho durante a troca de regeneradores
mostrou melhorias significativas. A implementação
de ambos métodos pode ser feita em sistemas de
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
4058

controle usuais, não requerendo funções especiais.
Técnicas mais sofisticadas podem ser futuramente
testadas, verificando se o desempenho obtido
aumenta a ponto de justificar sua implantação.
Referências Bibliográficas
Choi, W; Yoo, W and Won, S (2006). Development
of automatic temperature control system in blast
furnace, SICE-ICASE Int. Joint Conference,
pp.899-903, Busa-Korea.
Dalmaso, R.; Munaro, C.J., Instrumentação, Modela-
gem e Controle de Vazão e Temperatura de um
Piloto de Regenerador de Alto-Forno. In: Confe-
rência Brasileira de Dinâmica, Controle e Apli-
cações, 2013, Fortaleza. Anais do DINCON,
2013.
Flen, Tomás Andrés M. et al. (2011). Modelization
and identification of the hot blast stove’s heating
cycle in 9th
IEEE International Conference on
Control and Automation, Santiago, Chile.
Jinsheng, S and Haigang, F (2008). Implementation
of CBR strategy for combustion control of blast
furnace stoves, pp.1261-1268, Chinese Control
and Decision Conference, Shandong-China.
Jinsheng, Sun, Peichang, Wang. And Jianhua, Wu.
Case-based expert controller for combustion
control of blast furnace stoves in IEEE Interna-
tional Conference on Control and Automation,
Ghuagzhou, China, 2007.
Munaro, C. J e Paes, A. A (2011). Construção, mode-
lagem e controle de um piloto de regenerador de
alto-forno, DINCON 2011, Águas de Lindóia,
SP.
Munaro, C. J; Souza, T. A; Paes, A. A e Mattedi, A
(2012). Implementação de Controle de Tempera-
tura e Pressão para um Piloto de Regeneradores
de Alto-Forno, In: INDUSCON 2012, Fortaleza
- CE.
Muske, K.R., Howse, J.W., Hansen, G. A., Caglio-
stro, D.J. (2000a) Model-based control of a
thermal regenerator. Part 2: control and estima-
tion.
Muske, K.R., Howse, J.W., Hansen, G. A., Caglio-
stro, D.J. (2000b) Model-based control of ther-
mal regenerator. Part 1: dynamic model. Com-
puters and Chem. Engineering.V. 24, 2519-2531
Nieckele, Angela Ourivio et al. (2006). Análise de
transientes em linhas para alto-forno in Proced-
ings of the 11th Brazilian Congresso of Thermal
Sciences and Engineering, Curitiba, Brazil.
Raul, Pramod R et al. (2013). Comparison of model-
based and conventional controllers on a pilot-
scale heat exchanger in ISA Transactions 52, pp.
391-405.
Seborg, D.E.;Edgar, T.F. and Mellicamp, D.A.. Pro-
cess Dynamics and Control, 2ª ed. John Willey
& Sons, Inc, 2004
Zhang, Yongheng et al. (2008). Model predictive
control via system identification for a hot blast
stove in IEEE Canadian Conference on Electri-
cal and Computer Engineering, Niagara Falls,
Canada.
Zhang, Fu-ming et al. (2012). Dome combustion hot
blast stove for huge blast furnace in Journal of
iron and steel research.
Anais do XX Congresso Brasileiro de Automática Belo Horizonte, MG, 20 a 24 de Setembro de 2014
4059