Embed Size (px)
Citation preview
UNIVERSIDADE FEDERAL DO PARANÁ – UFPR
SETOR DE TECNOLOGIA
DEPARTAMENTO DE CONSTRUÇÃO CIVIL- DCC
CURSO DE ENGENHARIA CIVIL
Compósito madeira-cimento para a produção de bloco de alvenaria
de vedação
Curitiba
2015
ANA LUCIA GÓES
LETÍCIA OMINE DE ASSUNÇÃO
Compósito madeira-cimento para a produção de bloco de alvenaria
de vedação
Trabalho de conclusão de curso apresentado à
disciplina de Trabalho Final de Curso como
requisito parcial à conclusão do curso de
Engenharia Civil, Setor de Tecnologia da
Universidade Federal do Paraná.
Orientadora: Prof.ª Dr.ª Marienne do Rocio de
Mello Maron da Costa
Co-orientador: Prof. Dr. Carlos Frederico
Parchen
Curitiba
2015
TERMO DE APROVAÇÃO
ANA LUCIA GÓES
LETÍCIA OMINE DE ASSUNÇÃO
Compósito madeira-cimento para a produção de bloco de alvenaria de vedação
Dissertação aprovada como requisito parcial para obtenção do grau de Bacharel em
Engenharia Civil no Curso de Engenharia Civil, Setor de Tecnologia, Universidade
Federal do Paraná, pela seguinte banca examinadora:
____________________________________
Prof.ª Dr.ª Marienne do Rocio de Mello Maron da Costa
Orientadora – Departamento de Construção Civil, UFPR
____________________________________
Prof. Dr. Carlos Frederico Alice Parchen
Co-orientador – Departamento de Construção Civil, UFPR
___________________________________
Prof. José de Almendra Freitas Junior
Mestre em Construção Civil – Departamento de Construção Civil, UFPR
__________________________________
Profª Barbara Talamini Villas Bôas
Doutoranda em Engenharia Florestal
Curitiba, 11 de dezembro, 2015
Dedico aos meus pais, que com muito carinho e apoio se esforçaram muito para que
eu chegasse aqui, aos meus irmãos, que da mesma forma estiveram sempre presentes
na minha vida. Ao meu amado esposo pelo carinho e paciência para me apoiar na
correria dos semestres de faculdade. E à pessoa mais importante da minha vida, minha
adorada filha, por sua inocência e infância que me inspiram todos os dias a seguir em
frente sempre, graças ao seu infinito e sincero amor.
Ana Lucia Góes
Dedico este trabalho à minha mãe Ivana Omine por sempre me apoiar e incentivar a ir
atrás dos meus sonhos, ao meu pai João de Assunção por me apoiar e me ensinar a
ter otimismo e perseverança nos momentos de desânimo, e ao meu namorado André
por não me deixar desistir quando acreditei não ser possível a conclusão desta etapa.
Letícia Omine de Assunção
AGRADECIMENTOS
À professora Marienne, pela orientação, confiança e incentivo na realização
deste trabalho.
Ao professor Parchen e professora Bárbara, pelo apoio e ensinamentos durante
o desenvolvimento do trabalho.
À professora Rosilani, pelo espaço e auxílio durante a secagem da madeira.
Ao senhor Zico, pela madeira gentilmente cedida para a realização deste
trabalho.
Ao senhor Dercílio Lopes, pela autorização do uso da fábrica de blocos e ajuda
na moldagem dos blocos.
Às nossas famílias, pelo apoio incondicional.
Aos colegas, que compartilharam conosco seus conhecimentos e seu tempo
durante todos os anos de faculdade.
A todos os professores do curso de Engenharia Civil da UFPR, que são a base
para a realização da nossa carreira profissional.
RESUMO
O presente trabalho de conclusão de curso teve como objetivo analisar o
comportamento do compósito madeira-cimento. Foi realizada também uma
investigação preliminar da influência da adição de areia à mistura. A etapa inicial do
trabalho foi a investigação referencial teórica para embasamento no programa
experimental. Em seguida foram caracterizados os materiais utilizados no compósito,
segundo as normas vigentes, algumas adaptadas para o presente estudo. A moldagem
dos corpos de prova foi realizada por vibrocompactação com os materiais em seu
estado fresco, seguindo duas séries amostrais para investigação da característica
mecânica de resistência à compressão.
Palavras-Chave: madeira-cimento, areia, hidróxido de cálcio, compósito, resistência à
compressão.
ABSTRACT
This term paper has the objective of analyze the wood-cement composite behavior. It
also carried out a preliminary investigation of the influence of adding sand to the mix.
The initial stage of the work was the theoretical framework research foundation for the
experimental program. Then the materials used in the composite were characterized,
according to current regulations, some adapted to this study.The specimen molding was
performed by vibro compaction with the materials in their natural state, following two
sample series for investigation of the mechanical characteristic of compressive
resistance.
Keywords: wood-cement, sand, calcium hydroxide, composite, resistance,
compression.
LISTA DE FIGURAS
Figura 01- Distribuição das florestas plantadas de Pinus no Brasil. .......................................... 19
Figura 02- À esquerda madeira de Pinus e à direita madeira de Eucalyptus. .......................... 20
Figura 03- Utilização de Pinus no fechamento das paredes. ...................................................... 21
Figura 04- Descascador. .................................................................................................................. 23
Figura 05- Serra de fita. .................................................................................................................... 23
Figura 06- Torno desenrolador. ....................................................................................................... 24
Figura 07- Lenho juvenil e lenho tardio. ......................................................................................... 25
Figura 08- Traqueídes axiais e as pontoações areoladas. .......................................................... 27
Figura 09– Moléculas de água (em cor mais azul) entre as regiões cristalinas e dentro das
regiões amorfas das micelas. .......................................................................................................... 28
Figura 10– Comparativo Areia Natural, Pedrisco, Madeira. ........................................................ 33
Figura 11-Compósito Madeira Cimento. ........................................................................................ 37
Figura 12- Cavacos de madeira comercializados. ........................................................................ 38
Figura 13 - Pré-tratamento das partículas de madeira com hidróxido de cálcio. ..................... 39
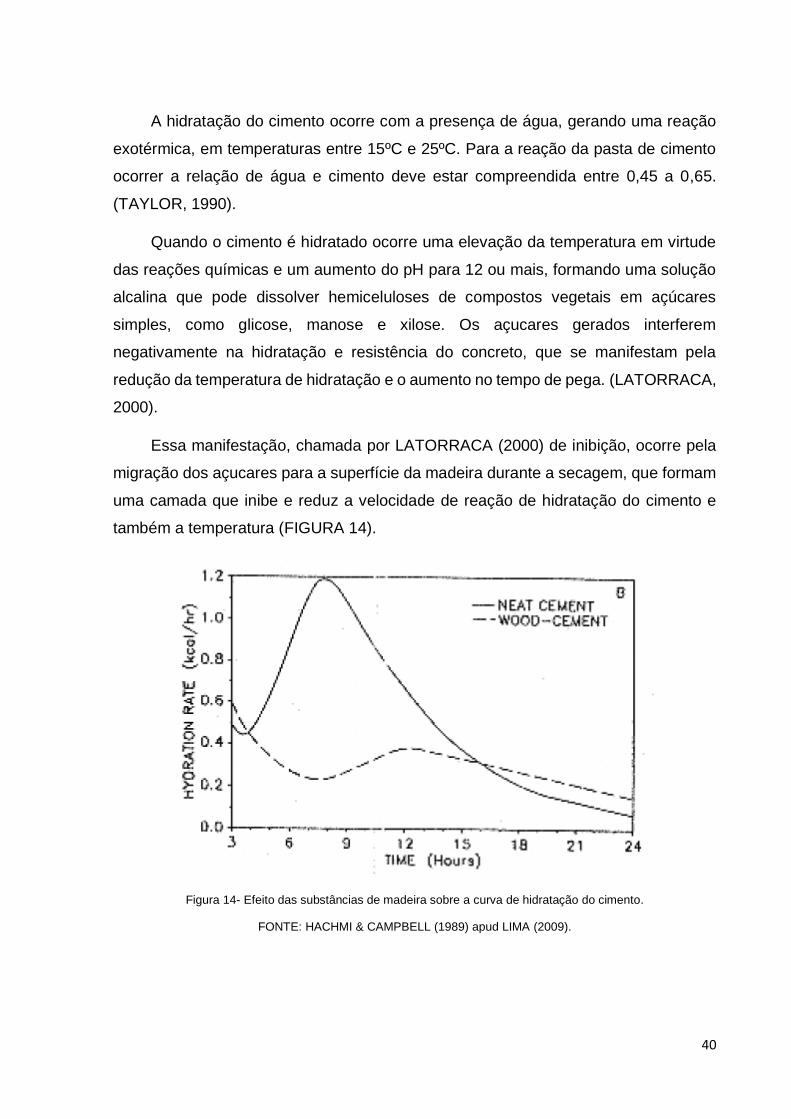
Figura 14- Efeito das substâncias de madeira sobre a curva de hidratação do cimento. ....... 40
Figura 15- Betoneira. ........................................................................................................................ 43
Figura 16- Forma manual para um bloco. ...................................................................................... 44
Figura 17- Prensa manual para mais blocos. ................................................................................ 44
Figura 18- Mesa vibratória. .............................................................................................................. 45
Figura 19- Fábrica Automática de Blocos. ..................................................................................... 46
Figura 20- Fábrica Automática de Blocos. ..................................................................................... 47
Figura 21- Fábrica Automática. ....................................................................................................... 47
Figura 22- Sistema de Paletização. ................................................................................................ 48
Figura 23- Sistema Dimensional do Bloco. .................................................................................... 52
Figura 24- Secagem da madeira. .................................................................................................... 54
Figura 25- Início da secagem ao sol da madeira. ........................................................................ 54
Figura 26- Final da secagem ao sol da madeira. .......................................................................... 55
Figura 27 - Secagem em estufa. ..................................................................................................... 55
Figura 28 – Detalhe no equipamento do local de encaixe da peneira. ...................................... 56
Figura 29 – Conjunto de Peneiras utilizadas na moagem. .......................................................... 57
Figura 30- Agregado Madeira após passagem pelo moinho de martelos com peneira 25,0
mm....................................................................................................................................................... 57
Figura 31- Saída do agregado madeira pelo moinho de martelos com peneira 25,0 mm. ..... 58
Figura 32- Homogeneização do Material para o Quarteamento................................................. 58
Figura 33- Peneirador Mecânico. .................................................................................................... 59
Figura 34 - Material Retido nas Peneiras da Série Normal. (Amostra 01, sem moagem) ...... 60
Figura 35– Material Graúdo sem Moagem, retido nas Peneiras da Série Normal. (Amostra 2)
............................................................................................................................................................. 60
Figura 36 - Material Miúdo sem Moagem, retidos nas Peneiras da Série Normal e Fundo. .. 60
Figura 37 – Quarteamento da mistura. ........................................................................................... 64
Figura 38 – Peneiramento da mistura. ........................................................................................... 65
Figura 39 – Continuação do peneiramento da mistura. ............................................................... 65
Figura 40 – Pesagem do agregado madeira pra a determinação da massa unitária. ............. 67
Figura 41– Hidratação da cal virgem. ............................................................................................. 69
Figura 42- Agregado madeira em recipiente de mistura. ............................................................. 70
Figura 43 – Agregado madeira à esquerda sem o pré-tratamento com cal, e à direita com o
tratamento. ......................................................................................................................................... 71
Figura 44- Adição do cimento Portland à mistura. ........................................................................ 71
Figura 45- Mistura homogeneizada com cimento Portland. ........................................................ 72
Figura 46- Ponto de “bola”. .............................................................................................................. 72
Figura 47- Mesa Vibratória e molde de PVC com a primeira camada adensada. ................... 73
Figura 48 – Material compactado no molde. ................................................................................. 74
Figura 49 – Superfície com menor teor de vazios. ....................................................................... 75
Figura 50- Material com areia compactado no molde. ................................................................. 76
Figura 51- Comparação dos corpos de prova. À esquerda com areia e à direita sem areia .. 77
Figura 52- Corpos de Prova identificados. ..................................................................................... 77
Figura 53- Etapa do Processo de mistura dos blocos. ................................................................. 79
Figura 54- Moldagem dos blocos de concreto. ............................................................................. 80
Figura 55- Acabamento dos blocos. ............................................................................................... 81
Figura 56- Produção dos blocos. .................................................................................................... 93
Figura 57- Pequenas Desagregações nos Blocos. ...................................................................... 93
LISTA DE TABELAS
Tabela 01 – Umidade da Madeira. .................................................................................................. 67
Tabela 02 – Umidade da Madeira. .................................................................................................. 68
Tabela 03- Materiais utilizados no compósito madeira-cimento. ................................................ 74
Tabela 04 - Materiais utilizados no compósito madeira-cimento-areia ...................................... 76
Tabela 05 - Densidade ensaio A. ................................................................................................... 78
Tabela 6 - Densidade ensaio B. ...................................................................................................... 78
Tabela 7- Resistência à compressão compósito madeira-cimento. ........................................... 84
Tabela 8- Resultados do trabalho obtidos por Parchen (2012). ................................................. 85
Tabela 9-Deformações sofridas no ensaio A. ............................................................................... 86
Tabela 10- Tensões máximas no módulo elástico. ...................................................................... 87
Tabela 11- Deformações elásticas ensaio A ................................................................................. 88
Tabela 12- Módulo de elasticidade E. ............................................................................................ 88
Tabela 13- Resistência Máxima compósito madeira-cimento-areia. .......................................... 89
Tabela 14- Deformações sofridas no ensaio B. ............................................................................ 90
Tabela 15- Tensões máximas no módulo elástico. ...................................................................... 91
Tabela 16-Deformações elásticas ensaio B. ................................................................................. 91
Tabela 17-Módulo de elasticidade E no ensaio B......................................................................... 91
Tabela 18- Módulos de elasticidade na flexão .............................................................................. 92
Tabela 19- Comparativo de custos dos blocos de alvenaria de vedação ................................. 95

LISTA DE QUADROS
Quadro 1- Composição Química dos Componentes Macromoleculares do Pinus taeda. ...... 30
Quadro 2- Comparativo dos agregados. ........................................................................................ 34
Quadro 3- Dimensões Reais do Bloco. .......................................................................................... 49
Quadro 4- Densidade do agregado madeira. ................................................................................ 66
LISTA DE GRÁFICOS
Gráfico 01 - Comparativo da Curvas Granulométricas da Areia e Pedrisco. ............................ 35
Gráfico 02 - Faixas Granulométricas para partículas de troncos e galhos após a primeira e
segunda passagem pelo moinho de martelos. .............................................................................. 36
Gráfico 03 - Curva Granulométrica Discreta da Madeira sem Moagem. .............................................. 61
Gráfico 04- Curva Granulométrica Discreta da Madeira 12,5 mm, com moagem.................... 62
Gráfico 05- Curva Granulométrica Discreta da Madeira 19,0 mm, com moagem.................... 62
Gráfico 06- Curva Granulométrica da Madeira 25,0 mm, com moagem. .................................. 63
Gráfico 07- Curvas Granulométrica da Madeira............................................................................ 63
Gráfico 08- Curva Granulométrica da mistura de madeira. ......................................................... 66
Gráfico 09 – Comparativo Pedrisco, Areia e Madeira. ................................................................. 82
Gráfico 10– Comparativo Madeiras.. .............................................................................................. 83
Gráfico 11– Comparativo Madeiras ................................................................................................ 83
Gráfico 12- Ensaio A: Compósito madeira-cimento ...................................................................... 86
Gráfico 13- Tensão Máxima no módulo elástico de deformações. ............................................ 87
Gráfico 14- Ensaio B: Compósito madeira-cimento-areia............................................................ 89
Gráfico 15- Tensão Máxima no módulo elástico de deformações. ............................................ 90
Gráfico 16 - Curva Granulométrica Acumulada da Madeira sem Moagem. ............................ 104
Gráfico 17 - Curva Granulométrica da Madeira 12,5 mm, com moagem. ............................... 104
Gráfico 18 - Curva Granulométrica da Madeira 19,0 mm, com moagem. ............................... 105
Gráfico 19 - Curva Granulométrica da Madeira 25,0 mm, com moagem. ............................... 105
Gráfico 20 - Curvas Granulométrica da Madeira ........................................................................ 106
Gráfico 21 - Curvas Granulométrica da Mistura da Madeira ..................................................... 106
LISTA DE ABREVIATURAS
ABIMCI- Associação Brasileira da Industria da Madeira Processada Mecanicamente.
ABRAF- Associação Brasileira de Produtores de Florestas Plantadas.
ABNT- Associação Brasileira de Normas Técnicas.
DIN- Deutsches Institut für Normung.
IBGE- Instituto Brasileiro de Geografia e estatística.
IBRACOM- Instituto Brasileiro do Concreto.
LAME- Laboratórios de Modelos e Ensaios da UFPR.
NBR- Norma Brasileira.
NM- Norma do Mercosul.
RCD- Resíduos de Construção e Demolição.
UFPR- Universidade Federal do Paraná.
12
SUMÁRIO
1. INTRODUÇÃO ...................................................................................................................... 14
1.1 CONSIDERAÇÕES INICIAIS ..................................................................................................... 14
1.2 OBJETIVO .............................................................................................................................. 15
1.3 JUSTIFICATIVAS ..................................................................................................................... 15
1.3.1 Ambiental ..................................................................................................................... 15
1.3.2 Econômica .................................................................................................................... 16
1.3.3 Tecnológica ................................................................................................................... 16
1.4 ESTRUTURAÇÃO DO TRABALHO ........................................................................................... 17
2. REVISÃO BIBLIOGRÁFICA ..................................................................................................... 18
2.1 MADEIRA .............................................................................................................................. 18
2.1.1 Extração/Obtenção da Matéria-Prima .......................................................................... 18
2.1.2 Tipos de madeiras ......................................................................................................... 20
2.1.3 Beneficiamentos ........................................................................................................... 22
2.1.4 Características .............................................................................................................. 24
2.2 AGREGADO MADEIRA PARA CONSTRUÇÃO .......................................................................... 29
2.2.1 Obtenção de agregados para construção ..................................................................... 31
2.2.2 Comparativo com agregados para concreto ................................................................. 32
2.3 COMPÓSITO MADEIRA-CIMENTO ......................................................................................... 36
2.3.1 Materiais/Características/ Interações químicas e físicas .............................................. 37
2.3.1.1 Partículas de madeira- Pinus spp .................................................................................. 37
2.3.1.2 Tratamento do agregado com cal hidratada ................................................................ 38
2.3.1.3 Cimento Portland ......................................................................................................... 39
2.3.1.4 Areia ............................................................................................................................. 41
2.3.2 Comparativo com estrutura cimentícea/ desempenho ................................................ 41
2.4 PRODUÇÃO DE BLOCOS DE CONCRETO ................................................................................ 42
2.4.1 Fabricação/Equipamentos ............................................................................................ 42
2.4.2 Dimensões/Formulações .............................................................................................. 48
2.4.3 Características/ Requisitos de Desempenho ................................................................ 49
3. PROGRAMA EXPERIMENTAL ................................................................................................ 53
3.1 MATERIAIS E MÉTODOS ....................................................................................................... 53
3.1.1 Agregados ..................................................................................................................... 53
3.1.1.1 Madeira ........................................................................................................................ 53
13
3.2 MOLDAGEM DOS CORPOS DE PROVA .................................................................................. 69
3.2.1 Compósito Madeira – Cimento ..................................................................................... 69
3.2.2 Compósito Madeira - Cimento – Areia ......................................................................... 74
3.3 FABRICAÇÃO DOS BLOCOS PARA ALVENARIA DE VEDAÇÃO ................................................. 79
4. APRESENTAÇÃO E DISCUSSÃO DOS RESULTADOS ................................................................. 82
4.1 CURVAS GRANULOMÉTRICAS ............................................................................................... 82
4.2 COMPÓSITO MADEIRA-CIMENTO ......................................................................................... 84
4.3 COMPÓSITO MADEIRA-CIMENTO-AREIA .............................................................................. 88
4.4 BLOCOS DE ALVENARIA DE VEDAÇÃO .................................................................................. 92
4.4.1 Fabricação .................................................................................................................... 92
4.4.2 Custos do Blocos de Alvenaria de Vedação .................................................................. 94
5. CONSIDERAÇÕES FINAIS E CONCLUSÕES .............................................................................. 96
6. RECOMENDAÇÕES PARA TRABALHOS FUTUROS ................................................................... 98
7. REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................................ 99
ANEXOS.................................................................................................................................... 103
14
1. INTRODUÇÃO
1.1 CONSIDERAÇÕES INICIAIS
A madeira sempre representou um papel importante na indústria da construção
civil para o desenvolvimento da sociedade mundial desde os primórdios até os dias
atuais. Em países como EUA, Japão e Canadá, a madeira é intensivamente utilizada
em construções unifamiliares, e as técnicas construtivas são continuamente
aprimoradas. Isso acontece porque nesses países já é evidente a ideia de que a
madeira possui a propriedade de ser uma fonte renovável de matéria-prima para a
construção civil.
No Brasil a madeira vem sendo utilizada na construção civil por meio de fôrmas
para concreto, escoramentos, peças estruturais, revestimentos de pisos, paredes e
forros, esquadrias e painéis. Segundo dados do IBGE (2014), a utilização da madeira
apresentou crescimento médio de 3% ao ano.
Observa-se, entretanto, que os resíduos gerados no processo de
beneficiamento da madeira não recebem a devida valoração, apesar de
representarem cerca de 30% de toda a madeira produzida. Esses resíduos são muitas
vezes queimados para geração de calor em caldeiras e fornos e apenas uma parte é
utilizada na fabricação de móveis e forração de pisos em currais.
Além dos resíduos provenientes das serrarias, existem ainda os resíduos de
demolição de obras, que atualmente também não são reutilizados de maneira
adequada.
A Engenharia Civil possui então o dever de manter o equilíbrio do meio
ambiente e ainda assim atender as necessidades da sociedade para o seu
desenvolvimento sustentável. Na busca deste equilíbrio muitos estudos envolvendo a
utilização de cavacos de serrarias para a criação de um novo material tem sido
realizados. PARCHEN (2012), LATORRACA (2000), LIMA (2009) e SENFF (2004)
utilizaram resíduos de serrarias em forma de cavacos de madeira para a obtenção de
um compósito madeira-cimento.
De acordo com LIMA (2009), a mistura de fibras ou partículas de vegetais como
madeira ou resíduos de produção agrícola com materiais inorgânicos é antiga e na
atualidade o mesmo conceito tem sido utilizado para a fabricação de compósitos de
15
madeira e cimento Portland. PARCHEN (2012) destaca que a estrutura cimentícia
envolvendo a madeira tem sido utilizada no exterior de forma consagrada,
apresentando-se como elemento pré-fabricado para uso na indústria da construção
civil.
Os estudos envolvendo esse novo material ganham força principalmente pelas
características de grande interesse na construção civil, entre elas a baixa densidade,
resistência ao fogo e à degradação (proporcionadas pelo envolvimento da matriz
cimentícia no agregado madeira) e sua capacidade de isolamento térmico e acústico.
Cabe ressaltar que os estudos relacionados ao compósito madeira-cimento
buscam melhorar a interação entre o aglomerante e as partículas vegetais, utilizando-
se técnicas como a lavagem da madeira e o pré-tratamento com hidróxido de cálcio,
com a finalidade de minimizar os problemas indesejáveis de interação entre os
materiais.
Nesta pesquisa, a madeira utilizada para o estudo do compósito madeira-
cimento foi da espécie Pinus spp, extraída da floresta e beneficiada em serraria, onde
foram gerados cavacos provenientes de picadores e descascadores.
1.2 OBJETIVO
Desenvolver um estudo sobre o compósito madeira-cimento de baixa
densidade, com base nas técnicas desenvolvidas por PARCHEN (2012), visando a
fabricação de blocos de alvenaria de vedação através de vibro-compactação em seu
estado fresco.
1.3 JUSTIFICATIVAS
1.3.1 Ambiental
O estudo de novos agregados oriundos de fontes renováveis, como a madeira,
para uso na construção civil se torna importante na atualidade no sentido de contribuir
para a redução do consumo de agregados minerais e cimento. Sabe-se que a areia e
16
a brita são agregados extraídos da natureza sem a possibilidade de reposição, e
embora ainda existam muitas jazidas de exploração desses recursos, entende-se que
no futuro haverá a necessidade de encontrar novos materiais renováveis em
substituição parcial aos minerais, evitando assim a escassez dos agregados.
Outra contribuição ambiental desse estudo é a utilização de resíduos gerados
pelo beneficiamento da madeira usada pela construção civil, e que atualmente não
encontram uma valoração adequada, tendo como destino a queima para geração de
calor em caldeiras e fornos. Além disso, a fabricação do compósito madeira-cimento
não requer a queima dessa madeira, o que proporciona uma mistura limpa e sem
emissões de gases poluentes na atmosfera.
1.3.2 Econômica
Entende-se que a escassez dos agregados minerais da natureza pode tornar a
extração dos materiais um processo muito complicado e com custos elevados,
contribuindo futuramente para o aumento significativo do valor de produção de blocos
de concreto. Nesse contexto o uso da madeira como agregado pode contribuir para o
equilíbrio desses custos, introduzindo no mercado da construção civil um material
renovável de baixo custo de produção.
A ampliação desse estudo, segundo Parchen (2012), pode proporcionar ainda
um material de simples obtenção e custo de produção baixo, movimentando o trabalho
e renda através da cadeia produtiva, que pode ser aproveitado em projetos de
interesse social, para a construção de residências voltadas para famílias de baixa
renda.
1.3.3 Tecnológica
O uso de blocos de concreto convencional é atualmente bastante aceito na
indústria da construção civil, e suas técnicas de fabricação e máquinas apresentam
relativa simplicidade. A produção em larga escala de compósitos madeira-cimento
segue técnicas semelhantes de manejo, além de maquinário e fôrmas iguais às
17
utilizadas na confecção de blocos de concreto convencional. Essa característica torna
o compósito madeira-cimento um material de grande interesse no mercado.
1.4 ESTRUTURAÇÃO DO TRABALHO
O trabalho está organizado em quatro capítulos, estruturados da seguinte
forma: introdução, revisão bibliográfica, programa experimental, e apresentação dos
resultados.
No primeiro capítulo está a introdução do trabalho, apresentando ainda os
objetivos e justificativas do estudo.
No segundo capítulo será vista a revisão de literatura, visando a
contextualização do assunto.
No terceiro capítulo se encontra a caracterização dos materiais e métodos
utilizados para a concretização do estudo.
No quarto capítulo estão discutidos os resultados obtidos com a conclusão e
considerações finais do trabalho
18
2. REVISÃO BIBLIOGRÁFICA
2.1 MADEIRA
2.1.1 Extração/Obtenção da Matéria-Prima
Segundo TRIANOSKI (2012) aproximadamente 2/3 do território brasileiro é
composto de florestas naturais ou plantadas, o que corresponde a 545 milhões de ha.
Deste total, cerca de 539 milhões de hectares (ABIMCI, 2009), corresponde a florestas
tropicais localizadas principalmente na região amazônica e, as áreas de florestas
plantadas representam aproximadamente 6,5 milhões de hectares (ABRAF, 2011).
Para TRIANOSKI (2012) o plantio de novas espécies para o fornecimento de
madeira para usos industrias foi necessário, devido a redução da disponibilidade de
madeira de florestas tropicais e também pelas restrições impostas à utilização destas
reservas para as indústrias madeireiras.
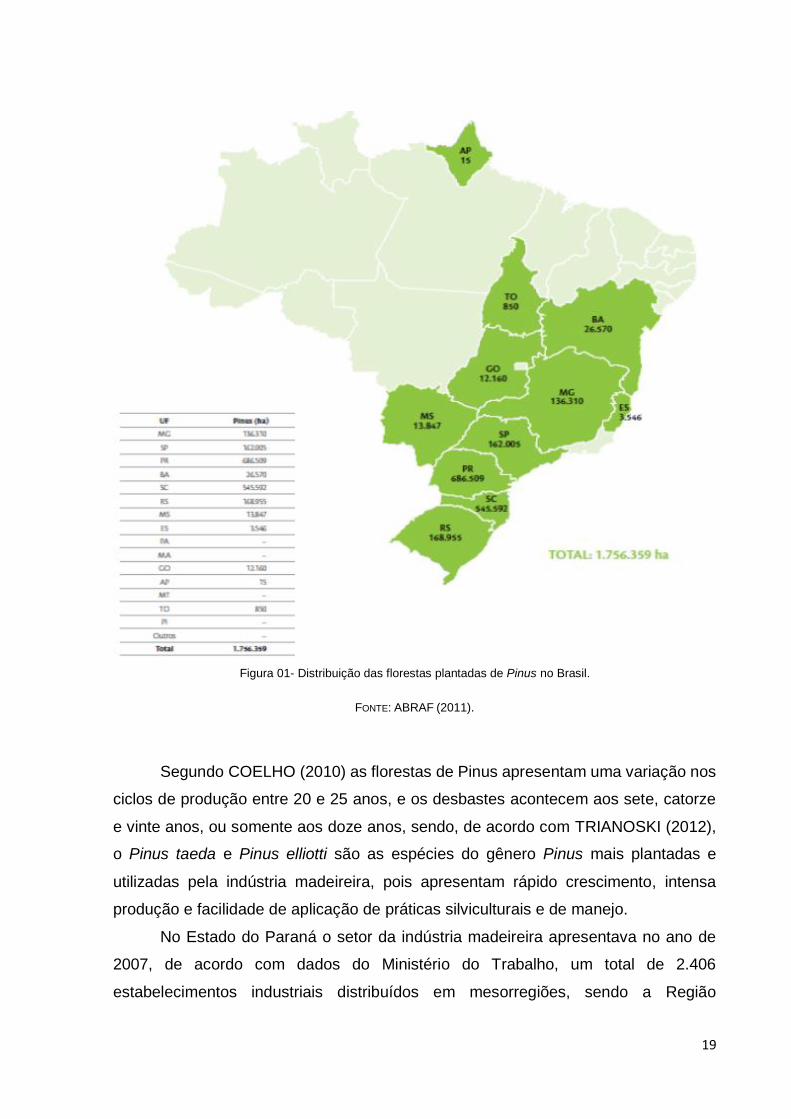
Ainda de acordo com TRIANOSKI (2012) aproximadamente 73% das florestas
plantadas são de espécies de Eucalyptus (4,5 milhões de ha), com predominância nos
estados de São Paulo e Minas Gerais. Enquanto o gênero de Pinus corresponde a
23% (1,75 milhões de ha), em áreas localizadas principalmente nos estados do
Paraná e Santa Catarina. (FIGURA 01)
19
Figura 01- Distribuição das florestas plantadas de Pinus no Brasil.
FONTE: ABRAF (2011).
Segundo COELHO (2010) as florestas de Pinus apresentam uma variação nos
ciclos de produção entre 20 e 25 anos, e os desbastes acontecem aos sete, catorze
e vinte anos, ou somente aos doze anos, sendo, de acordo com TRIANOSKI (2012),
o Pinus taeda e Pinus elliotti são as espécies do gênero Pinus mais plantadas e
utilizadas pela indústria madeireira, pois apresentam rápido crescimento, intensa
produção e facilidade de aplicação de práticas silviculturais e de manejo.
No Estado do Paraná o setor da indústria madeireira apresentava no ano de
2007, de acordo com dados do Ministério do Trabalho, um total de 2.406
estabelecimentos industriais distribuídos em mesorregiões, sendo a Região
20
Metropolitana de Curitiba responsável por aproximadamente 20% da produção
estadual. (RAIS, 2007).
Segundo PARCHEN (2012) a ação mecânica de picadores nas madeireiras é
responsável pela redução de troncos descascados e galhos com casca a partículas
menores, denominadas estilhas ou cavacos.
Os cavacos obtidos nas madeireiras possuem percentual de umidade em torno
de 40%, e é utilizada na indústria de papel e na fabricação de aglomerados e painéis,
podendo ainda serem utilizados na produção de pallets, desde que passem por um
processo de secagem e moagem das partículas. (LATORRACA, 2000).
2.1.2 Tipos de madeiras
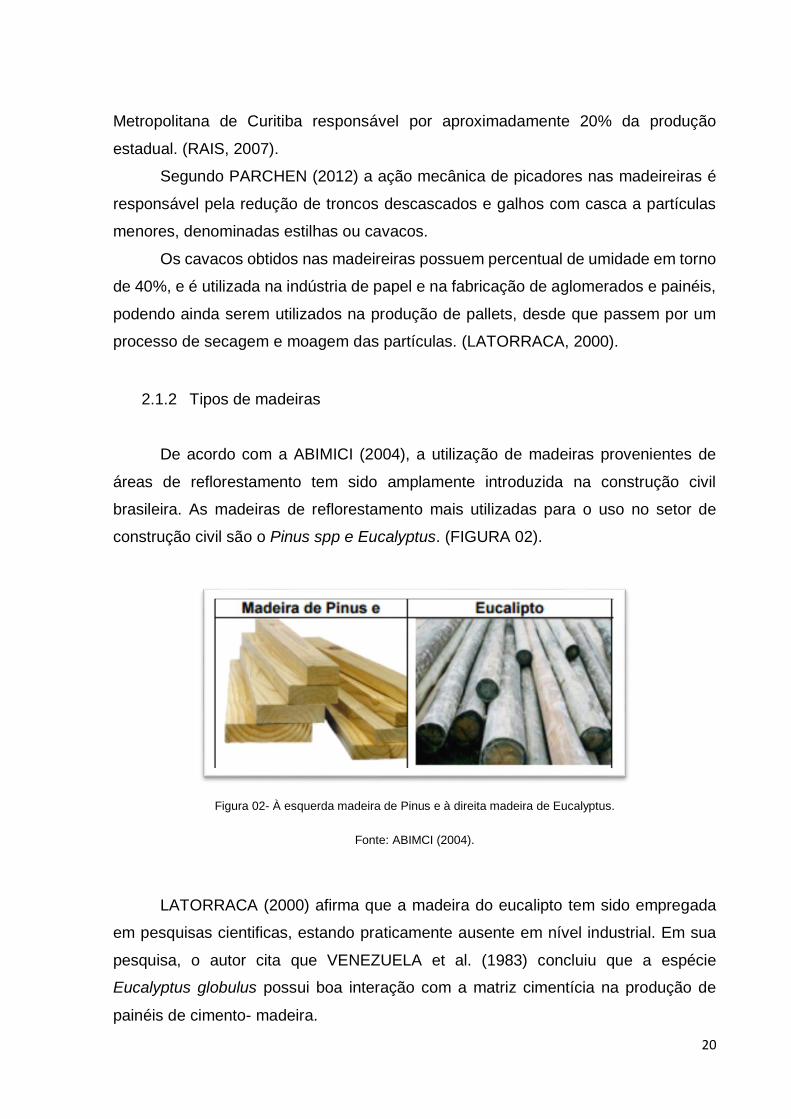
De acordo com a ABIMICI (2004), a utilização de madeiras provenientes de
áreas de reflorestamento tem sido amplamente introduzida na construção civil
brasileira. As madeiras de reflorestamento mais utilizadas para o uso no setor de
construção civil são o Pinus spp e Eucalyptus. (FIGURA 02).
Figura 02- À esquerda madeira de Pinus e à direita madeira de Eucalyptus.
Fonte: ABIMCI (2004).
LATORRACA (2000) afirma que a madeira do eucalipto tem sido empregada
em pesquisas cientificas, estando praticamente ausente em nível industrial. Em sua
pesquisa, o autor cita que VENEZUELA et al. (1983) concluiu que a espécie
Eucalyptus globulus possui boa interação com a matriz cimentícia na produção de
painéis de cimento- madeira.
21
Ao analisar o efeito inibidor em cinco espécies de Eucalyptus, LATORRACA et
al. (1999) obtiveram um baixo índice de inibição para a espécie Eucalyptus citriodora,
conferindo a esta uma boa possibilidade de uso em chapas.
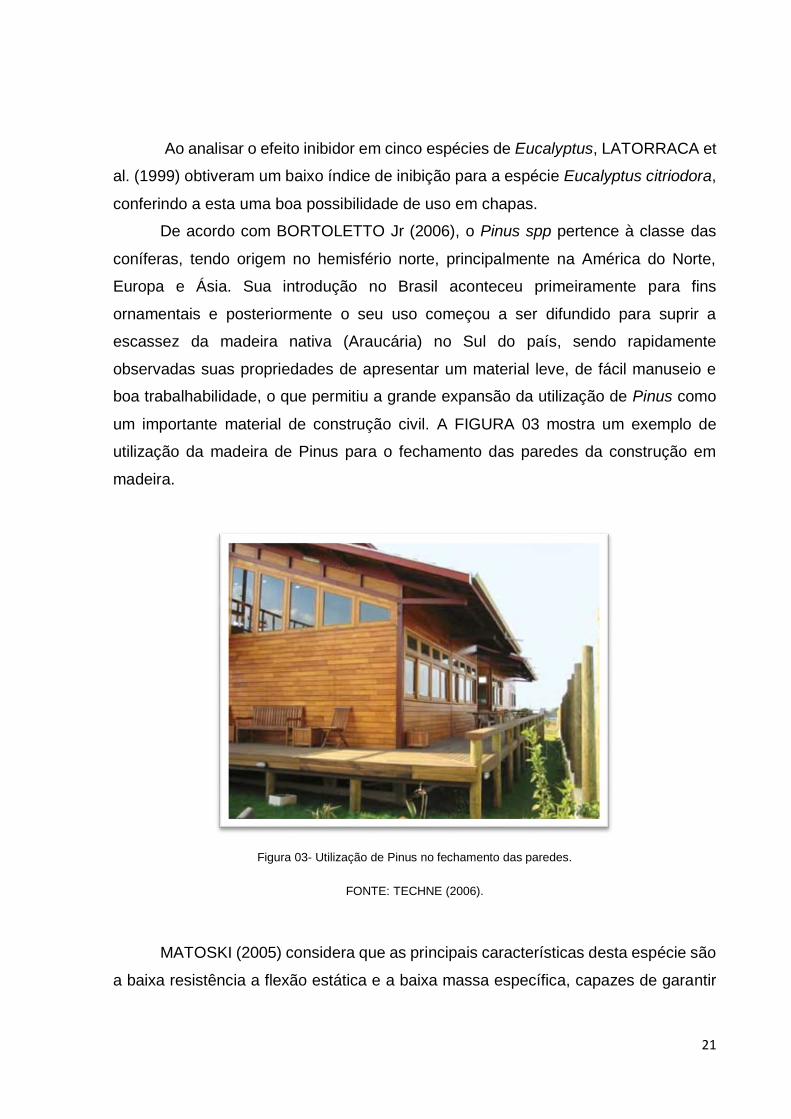
De acordo com BORTOLETTO Jr (2006), o Pinus spp pertence à classe das
coníferas, tendo origem no hemisfério norte, principalmente na América do Norte,
Europa e Ásia. Sua introdução no Brasil aconteceu primeiramente para fins
ornamentais e posteriormente o seu uso começou a ser difundido para suprir a
escassez da madeira nativa (Araucária) no Sul do país, sendo rapidamente
observadas suas propriedades de apresentar um material leve, de fácil manuseio e
boa trabalhabilidade, o que permitiu a grande expansão da utilização de Pinus como
um importante material de construção civil. A FIGURA 03 mostra um exemplo de
utilização da madeira de Pinus para o fechamento das paredes da construção em
madeira.
Figura 03- Utilização de Pinus no fechamento das paredes.
FONTE: TECHNE (2006).
MATOSKI (2005) considera que as principais características desta espécie são
a baixa resistência a flexão estática e a baixa massa específica, capazes de garantir
22
uma facilidade no trabalho de desdobro, ampliando assim a sua utilização. Essa
espécie apresenta ainda, um rápido crescimento, garantindo uma boa produtividade.
Segundo LIMA (2009), o material proveniente da madeira de Pinus spp
apresenta boa qualidade para a fabricação da celulose, além de possuir
características adequadas para o aproveitamento em serrarias. Observa-se que nas
etapas do processo mecânico da madeira existe a produção de grande quantidade de
resíduos que muitas vezes não recebem a devida valorização.
LIMA (2009) identificou que entre os anos de 1997 e 2007 houve um aumento
na produção de madeira de Pinus spp da ordem de 20,5%, ou de 12 milhões de metros
cúbicos. A partir disso, infere-se que a geração de resíduos também apresentou
aumento em sua produção e o potencial de perdas atinge 50%, deduzindo-se que um
mesmo valor de resíduos foi produzido no mesmo período.
2.1.3 Beneficiamentos
A madeira na construção civil tem sido utilizada de diversas formas em usos
temporários, como em fôrmas para concreto, andaimes e escoramentos. Em usos
permanentes é utilizada em estruturas de coberturas, esquadrias, forros e pisos. (IPT,
2009).
O beneficiamento da madeira na serraria tem seu primeiro estágio com a
passagem das toras extraídas da floresta pelos descascadores (FIGURA 04). Este
processo gera como resíduo cascas e cavacos, além de serragem, que podem ser
utilizados para a obtenção do compósito madeira cimento em estudo.

23
Figura 04- Descascador.
FONTE: FEZER LTDA (2015).
Após a retirada das cascas os rolos de toras podem passar por dois processos
distintos, sendo eles o corte na serra de fita para a obtenção das peças serradas
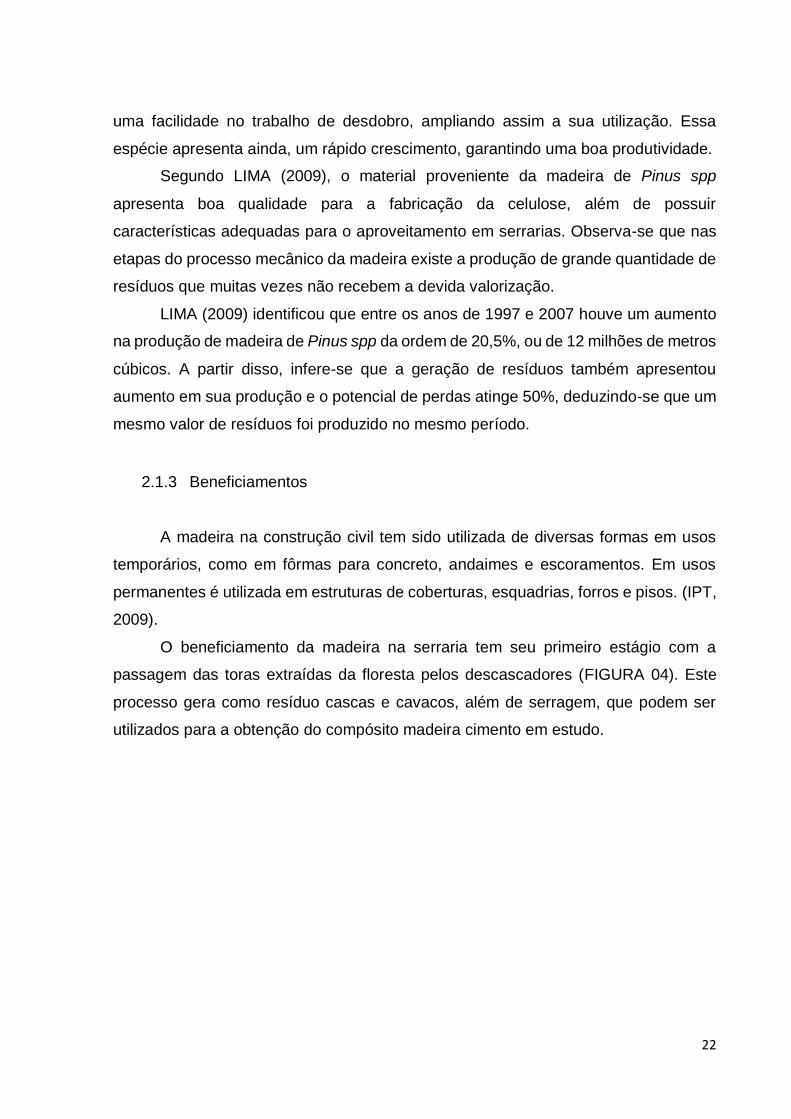
(FIGURA 05) e processo de corte da madeira em lâminas no torno desenrolador para
as peças laminadas (FIGURA 06).
Figura 05- Serra de fita.
FONTE: LOGOSOL LTDA (2015).
24
Figura 06- Torno desenrolador.
FONTE: NASCIMENTO (2006).
De acordo com o IPT (2012), no Estado de São Paulo, 33% da madeira
consumida é utilizada em andaimes, moldes e fôrmas para concreto, sendo as obras
verticalizadas responsáveis pelo consumo de aproximadamente 485 mil metros
cúbicos anuais, representando um volume de 80% da madeira consumida nesse setor
de construção civil.
É possível racionalizar e melhorar os processos de gestão nos processos
construtivos com a inserção de peças de madeira previamente elaboradas. Esses
processos foram desenvolvidos primeiramente em linhas de montagem
manufaturadas. (GEHBAUER, 2004).
2.1.4 Características
A madeira, por ser um material extraído da natureza, apresenta característica
heterogênea e anisotrópica, além de possuir grande variabilidade dentro de uma
mesma espécie e até mesmo em uma mesma árvore.
Essa variabilidade acontece, segundo PARCHEN (2012), porque a madeira tem
a característica de possuir um complexo conjunto de elementos celulares, que ao
unirem-se formam tecidos vegetais que apresentam funções bem definidas, que terão
diversos destinos ao longo da vida da árvore.
25
Portanto torna-se necessário o estudo aprofundado das características físicas,
mecânicas e químicas da madeira.
2.1.4.1 Massa Específica e Resistência Mecânica
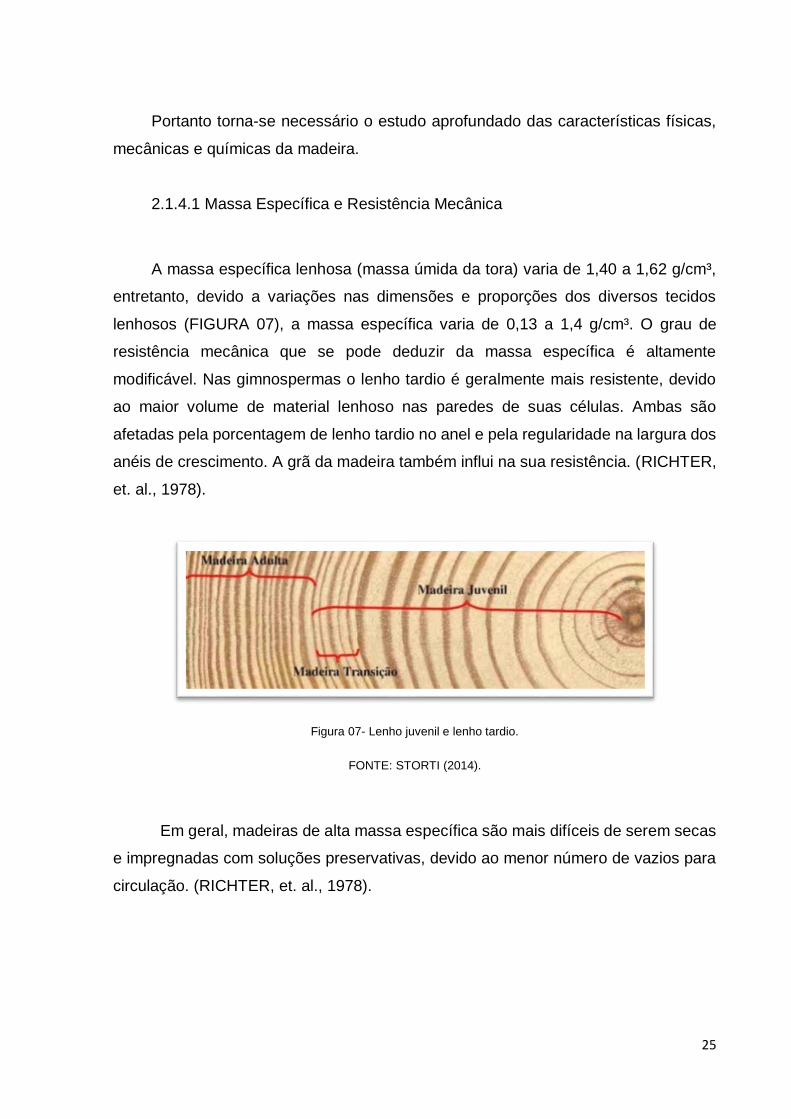
A massa específica lenhosa (massa úmida da tora) varia de 1,40 a 1,62 g/cm³,
entretanto, devido a variações nas dimensões e proporções dos diversos tecidos
lenhosos (FIGURA 07), a massa específica varia de 0,13 a 1,4 g/cm³. O grau de
resistência mecânica que se pode deduzir da massa específica é altamente
modificável. Nas gimnospermas o lenho tardio é geralmente mais resistente, devido
ao maior volume de material lenhoso nas paredes de suas células. Ambas são
afetadas pela porcentagem de lenho tardio no anel e pela regularidade na largura dos
anéis de crescimento. A grã da madeira também influi na sua resistência. (RICHTER,
et. al., 1978).
Figura 07- Lenho juvenil e lenho tardio.
FONTE: STORTI (2014).
Em geral, madeiras de alta massa específica são mais difíceis de serem secas
e impregnadas com soluções preservativas, devido ao menor número de vazios para
circulação. (RICHTER, et. al., 1978).
26
2.1.4.2 Durabilidade Natural
Em geral, madeiras de maior massa específica são mais resistentes ao ataque
de agentes destruidores. A grande abundância de tecido parenquimático proporciona
baixa durabilidade uma vez que se trata de um tecido mole e de fácil penetração, e
sobretudo por atrair agentes destruidores em virtude dos conteúdos nutritivos
armazenados em suas células (amido, açucares, proteínas). (RICHTER, et. al., 1978).
De acordo com BARILLARI (2002), o gênero Pinus apresenta baixa
durabilidade natural quando em contato direto com o solo e sem tratamento
preservante (inferior a dois anos), sendo aconselhável o uso de algum tipo de agente
para preservação prolongada da madeira.
2.1.4.3 Permeabilidade
A permeabilidade constitui uma característica importante para secagem,
preservação de madeiras, fabricação de polpa e papel e em especial no presente
estudo, para o grau de permeabilidade do compósito madeira cimento.
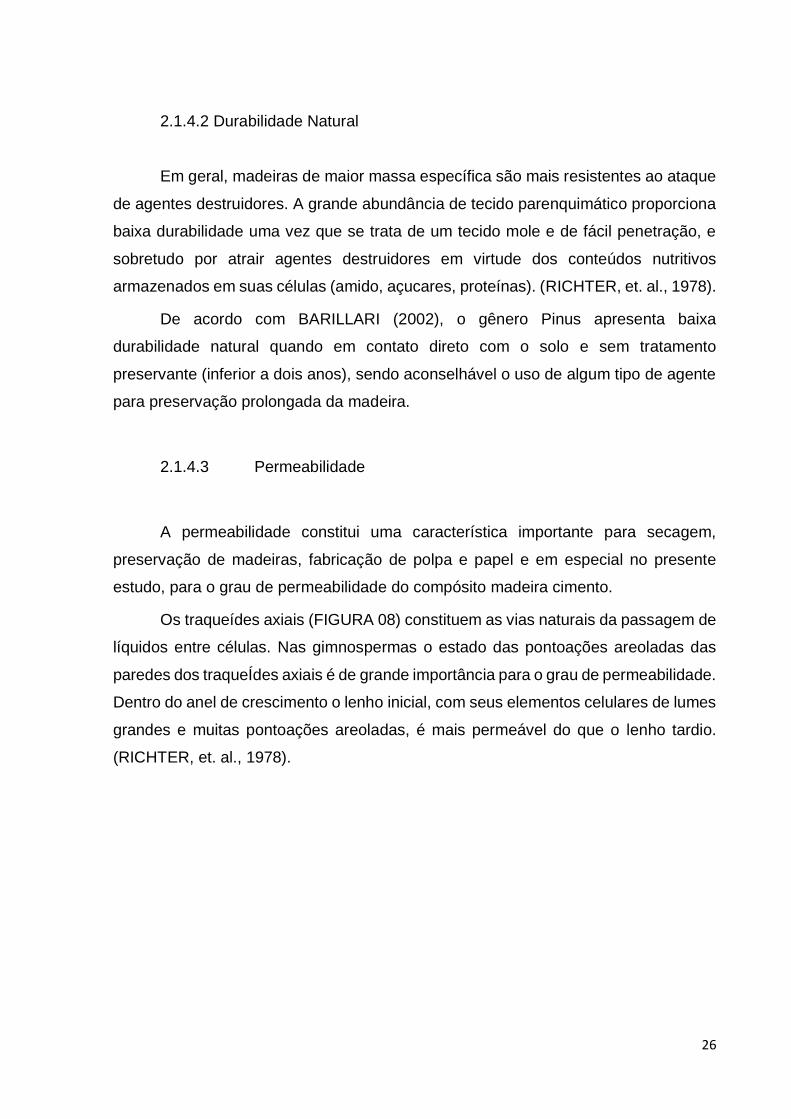
Os traqueídes axiais (FIGURA 08) constituem as vias naturais da passagem de
líquidos entre células. Nas gimnospermas o estado das pontoações areoladas das
paredes dos traqueÍdes axiais é de grande importância para o grau de permeabilidade.
Dentro do anel de crescimento o lenho inicial, com seus elementos celulares de lumes
grandes e muitas pontoações areoladas, é mais permeável do que o lenho tardio.
(RICHTER, et. al., 1978).
27
Figura 08- Traqueídes axiais e as pontoações areoladas.
FONTE: http://tecidosvegetais305.blogspot.com.br/2011/07/traqueides.html. <Acesso em 06/10/2015-19:40>
2.1.4.4 Instabilidade Dimensional
A madeira é altamente higroscópica e apresenta fenômenos de contração e
inchamento pela perda ou absorção da umidade. (RICHTER, et. al., 1978).
A retratibilidade da madeira é o fenômeno relacionado à instabilidade
dimensional da madeira, em função da troca de umidade do material com o meio que
o envolve, até atingir o equilíbrio higroscópico. As características de retração são
bastante diferentes entre as espécies.
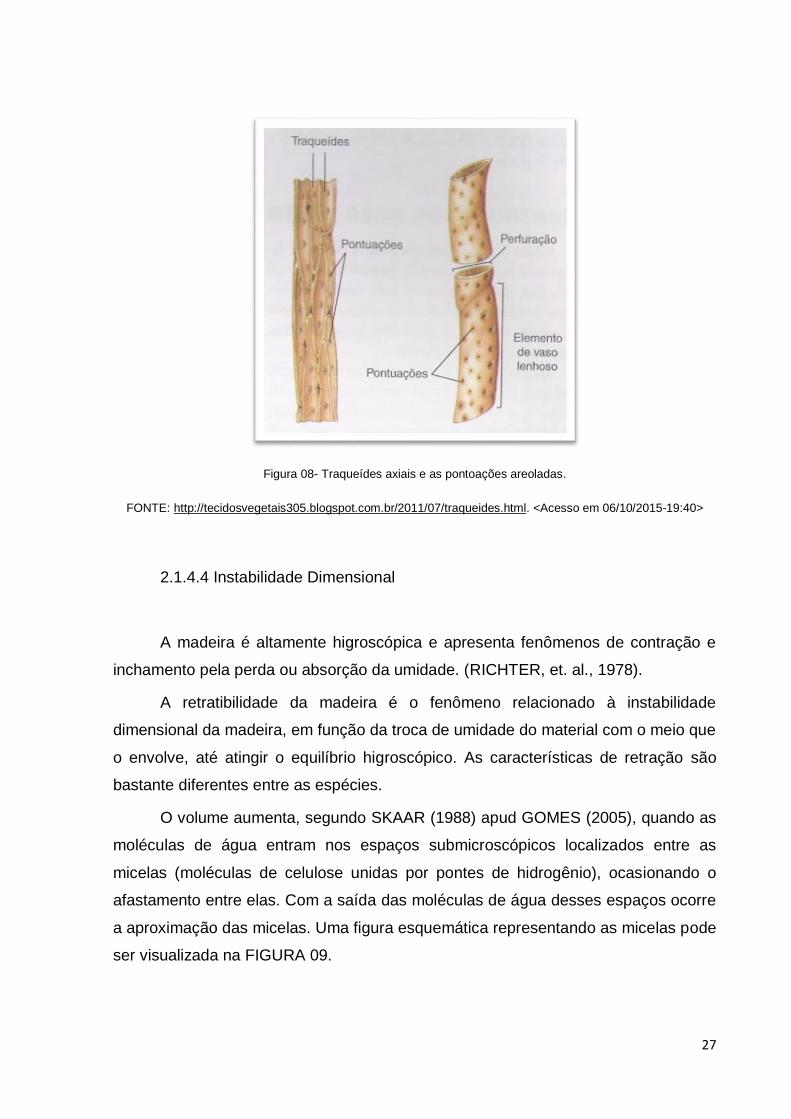
O volume aumenta, segundo SKAAR (1988) apud GOMES (2005), quando as
moléculas de água entram nos espaços submicroscópicos localizados entre as
micelas (moléculas de celulose unidas por pontes de hidrogênio), ocasionando o
afastamento entre elas. Com a saída das moléculas de água desses espaços ocorre
a aproximação das micelas. Uma figura esquemática representando as micelas pode
ser visualizada na FIGURA 09.
28
Figura 09– Moléculas de água (em cor mais azul) entre as regiões cristalinas e dentro das regiões amorfas das
micelas.
FONTE: GOMES (2005).
Existem diversas maneiras para se melhorar a estabilidade dimensional da
madeira, como a aplicação de ceras, vernizes, parafina entre outros protetores
superficiais. Outra forma de reduzir a higroscopicidade da madeira é a impregnação
da mesma, com substâncias preservantes.
2.1.4.5 Combustibilidade
É de conhecimento geral que a madeira, assim como seus derivados, sofre
variações físico-químicas quando exposta à ação do calor. O aquecimento diferencial
do material provoca um gradiente térmico que induz a transferência de massa,
ocasionando a secagem do material. Porém sob temperaturas elevadas ocorre a
despolimerização da madeira, liberando gases voláteis, que podem ser inflamáveis ou
não. Além disso ocorre a combustão do material e a combustão do carbono fixo.
(FIGUEROA & MORAES, 2009).
De acordo com FIGUEROA & MORAES (2009) a combustão caracteriza-se
como a transformação térmica na presença de oxigênio, em proporções que
provoquem a decomposição completa do material quando exposto a uma fonte
externa de calor. Quando esta transformação não tem quantidades suficientes de
oxigênio acontece a carbonização, gerando um resíduo sólido denominado carvão.
29
Segundo PARCHEN (2012), na realização do ensaio de exposição ao fogo do
compósito madeira cimento, realizado com as informações provenientes do trabalho
de VILLACIS (1978) e empregando a norma DIN 53438 F, foi observado o termômetro
indicando a leitura de 449ºC na superfície do corpo de prova. Conforme a
recomendação da norma DIN 53438 F, ao se interromper a chama do bico de Bunsen,
depois de noventa segundos de exposição ao fogo dever-se-ia cronometrar a duração
da chama gerada no corpo de prova. Para o compósito de madeira cimento em teste,
não houve propagação e nem permanência da chama quando cessada a fonte de
calor.
2.1.4.6 Propriedades Químicas da Madeira
Lignina e holocelulose são os componentes preponderantes encontrados na
madeira. Além destes, também estão presentes em menor quantidade as cinzas e os
extrativos. Cerca de 60 – 75% dos componentes químicos são representados pela
celulose, sendo esta constituída por três elementos, carbono, oxigênio e hidrogênio,
organizados dentro de cadeias de açucares que facilitam o transporte no sistema
vascular da árvore. A lignina ocupa cerca de 20 – 30% da composição da madeira, e
seus três elementos estão organizados em uma estrutura carbônica por uma cadeia
alifática e um anel benzênico. Os extrativos, com aproximadamente 1- 10%,
compreendem um grupo misto de polímeros complexos, que se encontram
impregnados nas paredes e no lume das células, e por fim, as cinzas, que
representam os minerais extraídos do solo, aparecem com menos de 1%.
(LATORRACA, 2000).
2.2 AGREGADO MADEIRA PARA CONSTRUÇÃO
Com base nas informações expostas a respeito das propriedades físicas,
químicas e mecânicas da madeira, pode-se inferir que a utilização da madeira como
agregado requer uma profunda análise de todos os componentes que interferem direta
ou indiretamente nas propriedades do concreto.
30
A principal interferência é o fenômeno da inibição, que ocorre pela presença de
componentes químicos no conteúdo celular da madeira que interferem, de forma
negativa, na ligação entre a madeira e a matriz cimentícia. (PARCHEN, 2012).
TRIANOSKI (2010), citado por PARCHEN (2012), apresenta a composição
química média do gênero Pinus taeda, apresentada no QUADRO 01.
Holocelulose % Lignina % Extrativos totais % Materiais inorgânicos %
63 29 7 0
Quadro 1- Composição Química dos Componentes Macromoleculares do Pinus taeda.
FONTE: TRIANOSKI (2010), adaptado POR PARCHEN (2012)
De acordo com PARCHEN (2012), os açúcares presentes na composição da
hemicelulose, como a pentose, hexose, os ácidos hexurônicos e as deoxiexoses,
interferem na compatibilização entre o cimento Portland e as partículas de madeira.
Isso ocorre pelo fato dos açúcares serem solúveis em água, e quando em contato com
soluções alcalinas podem se solubilizar com maior facilidade.
Uma outra interferência que deve ser observada é o formato e granulometria
das partículas de madeira trituradas. Agregados graúdos com formato lamelar
provocam um aumento no consumo de água, favorecendo a retração e a perda da
resistência mecânica. Além disso, é importante realizar a caracterização
granulométrica definida pela NBR 7211 (ABNT, 2009).
Em seu trabalho, PARCHEN (2012), direcionou os cavacos de troncos e galhos
para o Laboratório de Painéis da UFPR, e depois de secos em estufa (3% de
umidade), foram submetidos ao processo de moagem em moinho de martelos, que foi
repetido duas vezes. Este procedimento torna possível a aproximação teórica entre
os agregados convencionais e a madeira, pois é possível estabelecer granulometrias
para a madeira que correspondam aos limites preconizados pela NBR 7211 (ABNT,
2009).
31
PARCHEN (2012) também determinou a influência do pré-tratamento das
partículas de galhos e de troncos com óxido de cálcio hidratado na forma de hidróxido
de cálcio. Após a imersão por duas horas das partículas de galhos e troncos, de pH
5,3 e 4,4 respectivamente, em solução alcalina com adição de hidróxido de cálcio, de
pH 14, observou-se o aumento do pH das partículas de galhos e troncos para 9,9 e
10,5, respectivamente.
2.2.1 Obtenção de agregados para construção
Os agregados de madeira que podem ser utilizados na Engenharia Civil são
provenientes principalmente da Indústria Madeireira, Agroindústria e RCD (Resíduos
de Construção e demolição).
Segundo informações de 2009 do Ministério do Meio Ambiente, a Indústria
Madeireira gera por ano 27.750 toneladas de resíduos, o que a torna uma das maiores
geradoras de resíduos e oferece uma grande oportunidade para o aproveitamento em
diversas aplicações.
A madeira que é recuperada de construções ou demolições precisa
primeiramente passar por um processo de classificação, de acordo com o seu uso,
resistência e raridade de espécie. Essa classificação normalmente é realizada de
maneira manual em estações de transbordo, podendo ser feita também com o auxílio
mecânico.
Atualmente no Brasil as madeiras de RCD são utilizadas na fabricação de
móveis rústicos. Porém, para a indústria moveleira, apenas as madeiras em bom
estado e de boa qualidade podem ser reaproveitadas. A madeira que não é utilizada
acaba sendo queimada para a geração de calor em caldeiras e fornos, ou ainda, são
desprezadas na natureza.
Poucos estudos foram feitos com a utilização desse tipo de agregado em
compósitos madeira-cimento, porém existem pesquisadores com grande interesse no
uso de madeira de RCD como uma fonte alternativa de agregados de madeira em
compósitos.
Entretanto, o agregado de madeira proveniente diretamente da floresta tem sido
objeto de estudo em diversas pesquisas, comprovando através de estudos a
32
possibilidade de consolidar o compósito madeira-cimento como material de
construção.
Pode-se obter o agregado de madeira de origem florestal de duas maneiras
distintas, sendo a primeira delas diretamente na floresta. Essa obtenção traz a
vantagem de poder se conhecer o agregado na sua fonte, com todas as características
da própria árvore, como possíveis interferências climáticas, idade dos espécimes e a
forma de extração. A limitação dessa extração é a necessidade de moer pedaços
muito grande de madeira, empregando-se demasiada energia nesta operação.
A segunda forma de se obter o agregado da floresta é diretamente de serrarias
de beneficiamento de madeira. Essa obtenção possui a vantagem de se conseguir um
material de menores dimensões, possibilitando menor energia na moagem dos
agregados, além de representar um apelo ambiental maior, já que esse agregado é
constituído de resíduos que ganham um tratamento mais sustentável com a produção
de compósitos. Esse tipo de agregado possui a limitação de apresentar um grande
volume de cascas, que apresentam menor resistência que a madeira em si.
Em seu artigo, LATORRACA, et, al (2005) concluiu que há a possibilidade de se
utilizar cascas de madeira de Eucalyptus como agregado de placas compensadas de
madeira, porém, deve-se verificar que o aumento da porcentagem de cascas no painel
reduz o valor das propriedades mecânicas do material.
2.2.2 Comparativo com agregados para concreto
Conforme MEHTA, MONTEIRO (2008) apud PARCHEN (2012), os agregados
são definidos pela ciência dos materiais, como materiais inertes sem forma definida,
com características conhecidas para aplicação em obras de engenharia e
construções.
Os agregados são classificados como naturais, artificiais e reciclados. Os
agregados naturais são utilizados no mesmo estado em que são encontrados na
natureza, enquanto as rochas sofrem o processo de britagem, por isso são
consideradas artificiais.
Os agregados, comumente utilizados na produção de blocos de concreto, são
pedrisco, areia natural ou artificial, ou a mistura desses materiais, desde que de
33
acordo com as especificações da NBR 7211 (ABNT, 2009). Além dos agregados
naturais, areias e seixos, existe uma grande variedade de agregados artificiais, como
britas, pó de pedra, argila expandida, granalha de aço.
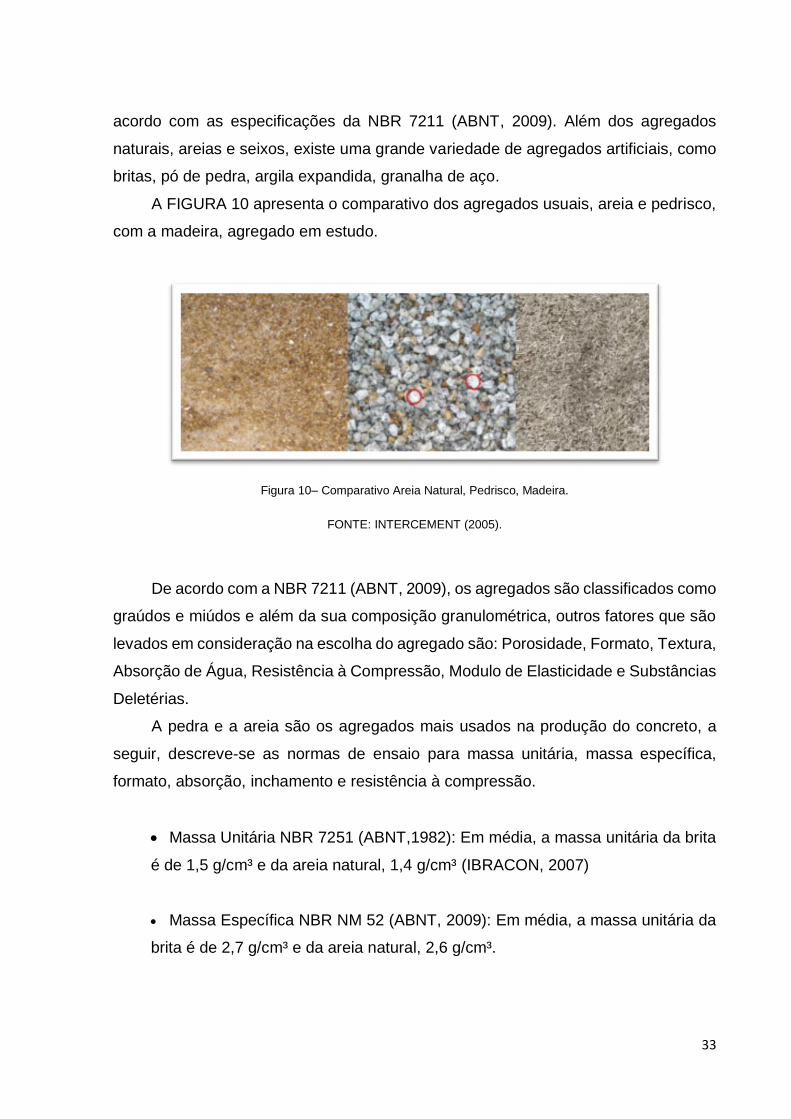
A FIGURA 10 apresenta o comparativo dos agregados usuais, areia e pedrisco,
com a madeira, agregado em estudo.
Figura 10– Comparativo Areia Natural, Pedrisco, Madeira.
FONTE: INTERCEMENT (2005).
De acordo com a NBR 7211 (ABNT, 2009), os agregados são classificados como
graúdos e miúdos e além da sua composição granulométrica, outros fatores que são
levados em consideração na escolha do agregado são: Porosidade, Formato, Textura,
Absorção de Água, Resistência à Compressão, Modulo de Elasticidade e Substâncias
Deletérias.
A pedra e a areia são os agregados mais usados na produção do concreto, a
seguir, descreve-se as normas de ensaio para massa unitária, massa específica,
formato, absorção, inchamento e resistência à compressão.
Massa Unitária NBR 7251 (ABNT,1982): Em média, a massa unitária da brita
é de 1,5 g/cm³ e da areia natural, 1,4 g/cm³ (IBRACON, 2007)
Massa Específica NBR NM 52 (ABNT, 2009): Em média, a massa unitária da
brita é de 2,7 g/cm³ e da areia natural, 2,6 g/cm³.
34
Formato dos agregados NBR 7809 (ABNT, 2008): Grãos de forma cúbica são
considerados ótimos, enquanto os grãos lamelares são considerados de baixa
qualidade.
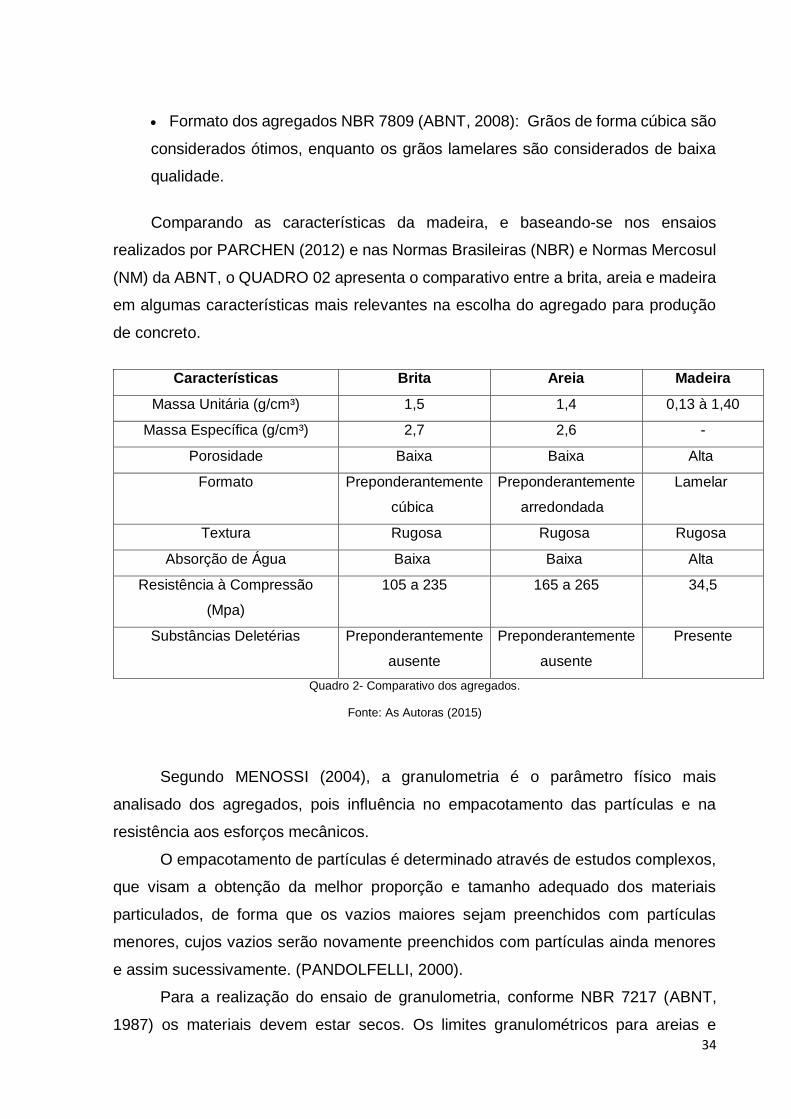
Comparando as características da madeira, e baseando-se nos ensaios
realizados por PARCHEN (2012) e nas Normas Brasileiras (NBR) e Normas Mercosul
(NM) da ABNT, o QUADRO 02 apresenta o comparativo entre a brita, areia e madeira
em algumas características mais relevantes na escolha do agregado para produção
de concreto.
Características Brita Areia Madeira
Massa Unitária (g/cm³) 1,5 1,4 0,13 à 1,40
Massa Específica (g/cm³) 2,7 2,6 -
Porosidade Baixa Baixa Alta
Formato Preponderantemente
cúbica
Preponderantemente
arredondada
Lamelar
Textura Rugosa Rugosa Rugosa
Absorção de Água Baixa Baixa Alta
Resistência à Compressão
(Mpa)
105 a 235 165 a 265 34,5
Substâncias Deletérias Preponderantemente
ausente
Preponderantemente
ausente
Presente
Quadro 2- Comparativo dos agregados.
Fonte: As Autoras (2015)
Segundo MENOSSI (2004), a granulometria é o parâmetro físico mais
analisado dos agregados, pois influência no empacotamento das partículas e na
resistência aos esforços mecânicos.
O empacotamento de partículas é determinado através de estudos complexos,
que visam a obtenção da melhor proporção e tamanho adequado dos materiais
particulados, de forma que os vazios maiores sejam preenchidos com partículas
menores, cujos vazios serão novamente preenchidos com partículas ainda menores
e assim sucessivamente. (PANDOLFELLI, 2000).
Para a realização do ensaio de granulometria, conforme NBR 7217 (ABNT,
1987) os materiais devem estar secos. Os limites granulométricos para areias e
35
pedriscos utilizados na confecção do concreto são: Areias devem possuir diâmetro
entre 0,15 mm e 6,3 mm e pedriscos, grãos entre 2,4 mm e 9,5 mm.
O objetivo do ensaio da determinação de composição granulométrica é
caracterizar os agregados quanto ao tamanho e à distribuição de suas partículas.
Composição Granulométrica NBR 7217 (NBR,1987): A primeira etapa consiste
em recolher amostras do agregado seco. Em seguida, as peneiras devem ser
encaixadas na ordem crescente (base para topo) da abertura das malhas.
Coloca-se a amostra na peneira superior e executasse o peneiramento, que
pode ser manual ou mecânico. Por fim, pesa o material que ficou retido em cada
peneira. Procede-se novamente o peneiramento até que, após um minuto de
agitação contínua, a massa de material passante pela peneira seja inferior a 1%
do material retido.
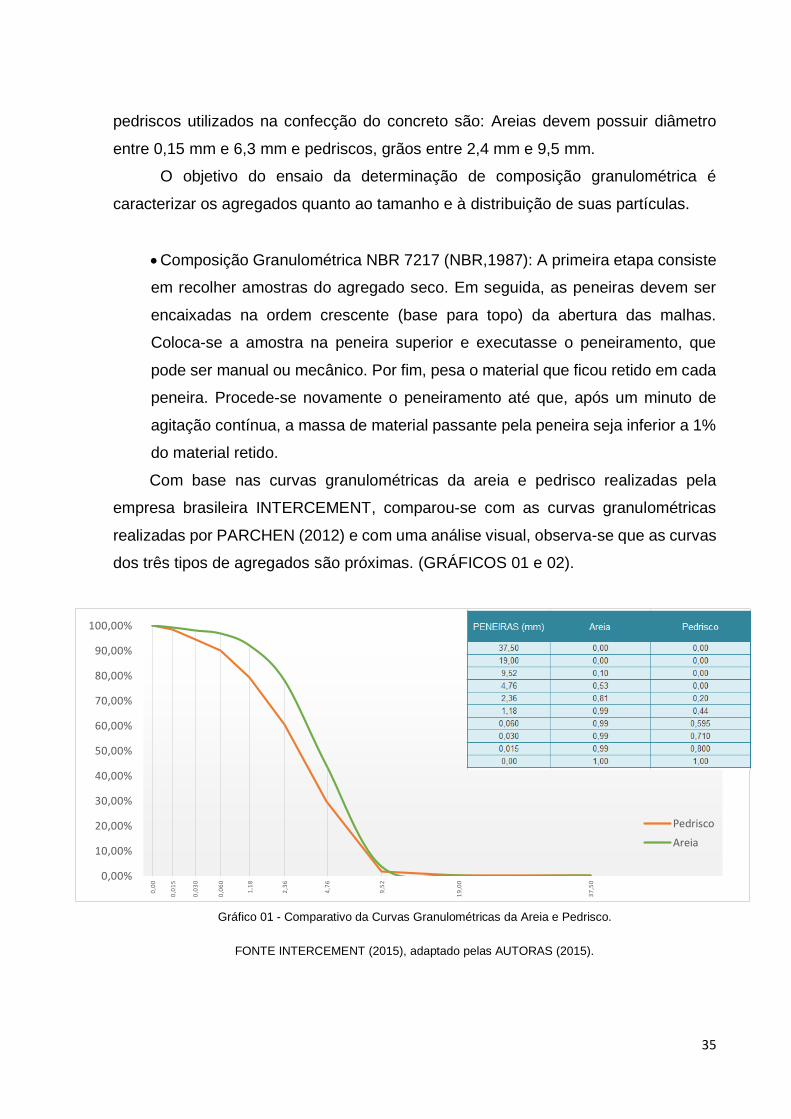
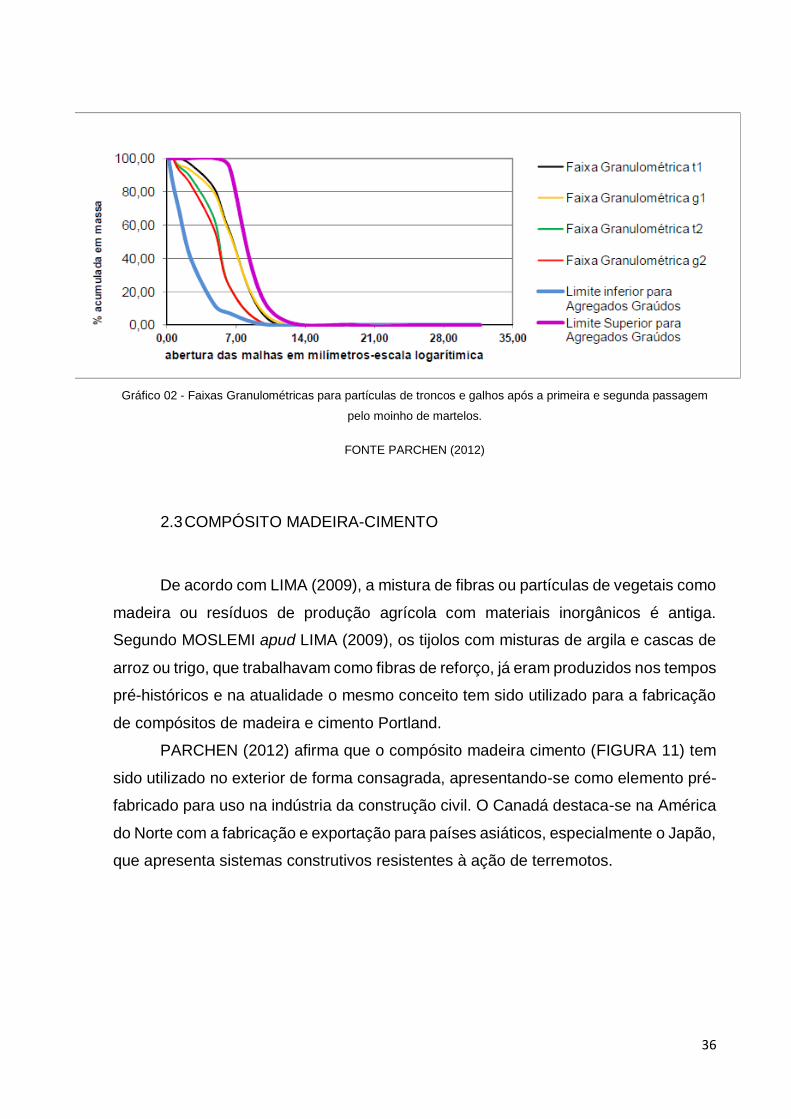
Com base nas curvas granulométricas da areia e pedrisco realizadas pela
empresa brasileira INTERCEMENT, comparou-se com as curvas granulométricas
realizadas por PARCHEN (2012) e com uma análise visual, observa-se que as curvas
dos três tipos de agregados são próximas. (GRÁFICOS 01 e 02).
Gráfico 01 - Comparativo da Curvas Granulométricas da Areia e Pedrisco.
FONTE INTERCEMENT (2015), adaptado pelas AUTORAS (2015).
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
37
,50
19
,00
9,5
2
4,7
6
2,3
6
1,1
8
0,0
60
0,0
30
0,0
15
0,0
0
Pedrisco
Areia
36
Gráfico 02 - Faixas Granulométricas para partículas de troncos e galhos após a primeira e segunda passagem
pelo moinho de martelos.
FONTE PARCHEN (2012)
2.3 COMPÓSITO MADEIRA-CIMENTO
De acordo com LIMA (2009), a mistura de fibras ou partículas de vegetais como
madeira ou resíduos de produção agrícola com materiais inorgânicos é antiga.
Segundo MOSLEMI apud LIMA (2009), os tijolos com misturas de argila e cascas de
arroz ou trigo, que trabalhavam como fibras de reforço, já eram produzidos nos tempos
pré-históricos e na atualidade o mesmo conceito tem sido utilizado para a fabricação
de compósitos de madeira e cimento Portland.
PARCHEN (2012) afirma que o compósito madeira cimento (FIGURA 11) tem
sido utilizado no exterior de forma consagrada, apresentando-se como elemento pré-
fabricado para uso na indústria da construção civil. O Canadá destaca-se na América
do Norte com a fabricação e exportação para países asiáticos, especialmente o Japão,
que apresenta sistemas construtivos resistentes à ação de terremotos.
37
Figura 11-Compósito Madeira Cimento.
FONTE: PARCHEN (2012).
2.3.1 Materiais/Características/ Interações químicas e físicas
De acordo com LIMA (2009) e PARCHEN (2012), os materiais componentes
do compósito madeira cimento são basicamente as partículas de madeira, cimento
Portland e hidróxido de cálcio, podendo em alguns casos ser utilizada a areia para o
preenchimento de vazios.
2.3.1.1 Partículas de madeira- Pinus spp
O gênero Pinus spp caracteriza-se por plantas lenhosas, de altura variável,
apresentando tronco reto e quase cilíndrico e copa cônica. A madeira possui em geral
massa específica variando de 400 a 520 Kg/m³ e 15% de umidade, apresentando uma
cor entre amarelo-claro e castanho-avermelhado. (LIMA, 2009).
O uso da madeira de Pinus spp na indústria da construção civil e também na
indústria moveleira requer um processo de beneficiamento da madeira, como
mencionado anteriormente, e tais processos geram resíduos provenientes de
descascadores e picadores. Esses resíduos gerados, que são os cavacos, são
comercializados para a indústria moveleira, podendo ser utilizados, entre outras
coisas, na produção do compósito madeira cimento. (FIGURA 12).
38
Figura 12- Cavacos de madeira comercializados.
FONTE: GROENE GOLD MADEIRAS DO BRASIL LTDA. (2015).
2.3.1.2 Tratamento do agregado com cal hidratada
A utilização de hidróxido de cálcio tem a função, segundo PARCHEN (2012), de
atuar como um agente de pré-tratamento das partículas de madeira, com o objetivo
de diminuir o efeito inibidor ao formar uma cobertura mineral (FIGURA 13) na
superfície das partículas, como efeito da carbonatação, contribuindo para o início de
cura da pasta de cimento.
39
Figura 13 - Pré-tratamento das partículas de madeira com hidróxido de cálcio.
FONTE: PARCHEN (2012).
A pasta de hidróxido de cálcio obtém-se, de acordo com PARCHEN (2012), ao
se adicionar 1000g de óxido de cálcio para cada 4,7 dm³ de água. A pasta sofre uma
reação de resfriamento por vinte e quatro horas, e depois as partículas de madeira
são envolvidas pelo hidróxido de cálcio.
PARCHEN (2012) concluiu que os resultados de compressão axial obtidos com
o pré-tratamento com hidróxido de cálcio forneceram um significativo aumento da
resistência e uma diminuição do efeito de inibição.
2.3.1.3 Cimento Portland
Segundo TAYLOR (1990), a produção do cimento Portland consiste no
aquecimento a temperaturas superiores a 1450ºC, de uma mistura de calcário e argila
ou outros materiais de composição química semelhante e reativos entre si. Esse
aquecimento acaba gerando pequenos nódulos chamados de clínquer, que então são
misturados à uma porcentagem de gesso e depois moídos, chegando ao mercado
como cimento.
40
A hidratação do cimento ocorre com a presença de água, gerando uma reação
exotérmica, em temperaturas entre 15ºC e 25ºC. Para a reação da pasta de cimento
ocorrer a relação de água e cimento deve estar compreendida entre 0,45 a 0,65.
(TAYLOR, 1990).
Quando o cimento é hidratado ocorre uma elevação da temperatura em virtude
das reações químicas e um aumento do pH para 12 ou mais, formando uma solução
alcalina que pode dissolver hemiceluloses de compostos vegetais em açúcares
simples, como glicose, manose e xilose. Os açucares gerados interferem
negativamente na hidratação e resistência do concreto, que se manifestam pela
redução da temperatura de hidratação e o aumento no tempo de pega. (LATORRACA,
2000).
Essa manifestação, chamada por LATORRACA (2000) de inibição, ocorre pela
migração dos açucares para a superfície da madeira durante a secagem, que formam
uma camada que inibe e reduz a velocidade de reação de hidratação do cimento e
também a temperatura (FIGURA 14).
Figura 14- Efeito das substâncias de madeira sobre a curva de hidratação do cimento.
FONTE: HACHMI & CAMPBELL (1989) apud LIMA (2009).
41
2.3.1.4 Areia
Algumas pesquisas têm sido realizadas utilizando a areia como agregado miúdo
nos compósitos madeira-cimento. Estuda-se os efeitos da areia no preenchimento de
vazios da estrutura cimentícia através do empacotamento de partículas. Além disso,
o uso de um agregado mineral pode proporcionar uma diminuição dos efeitos
inibidores dos extrativos da madeira.
Em seu artigo, LIMA, et, al. (2011), utilizou areia como agregado miúdo na
análise do compósito madeira-cimento e obteve resultados favoráveis no estudo da
resistência à compressão, porém um diferencial do estudo realizado no artigo é que a
proporção utilizada do agregado madeira não ultrapassou 5% de partículas vegetais,
em volume.
2.3.2 Comparativo com estrutura cimentícea/ desempenho
Os compósitos cimentícios de maneira geral não permanecem com suas
estruturas estáveis, pois a zona de transição e a pasta sofrem modificações com o
tempo, umidade e temperatura. Outro fator importante na análise do compósito
cimentício é a relação inversa entre a porosidade e a resistência, uma vez que um alto
índice de vazios na pasta prejudica a resistência. Fatores importantes como a
granulometria, relação água/cimento e a idade de hidratação podem determinar o
tamanho e a distribuição destes poros na estrutura cimentícia. (SENFF, 2004).
Em compósitos que possuem partículas vegetais, a zona de transição entre a
pasta e as partículas, caracteriza-se por uma elevada porosidade que permite o
acúmulo de água e a presença de hidróxido de cálcio, propiciando um aumento da
alcalinidade, que pode comprometer a vida útil e o desempenho do concreto que
possui partículas vegetais, que são mais susceptíveis ao ataque do meio alcalino.
(SAVASTANO, 2000).
42
As limitações que atualmente interferem na utilização de partículas de vegetais
em compósitos em escala industrial concentram-se na alcalinidade dos produtos da
hidratação do cimento Portland e a incompatibilidade entre a matriz cimentícia e as
partículas de várias espécies (inibição), como visto anteriormente. (SENFF, 2004).
Diversas pesquisas têm sido desenvolvidas para reduzir esses efeitos
indesejados, como por exemplo as pesquisas de MILANI (2005), LATORRACA (2000)
e PARCHEN (2012). Essas pesquisas consistem basicamente em proteger as
partículas vegetais com uma camada mineral, que tem as funções de reduzir o efeito
inibidor e proteger as partículas das reações alcalinas da pasta. (SENFF, 2004).
Outro efeito a ser considerado na estrutura do compósito madeira cimento é a
mudança de volume das partículas de madeira, que ocorre devido a alta porosidade
natural dos vegetais, e que promove a redução da resistência das fibras e aderência
destas com a matriz cimentícia. (SENFF, 2004).
Para reduzir os efeitos da variação de volume o compósito precisa ser moldado
sob pressão e vibração, com redução da relação água/cimento para diminuir a
absorção de água pelas partículas vegetais. (SAVASTANO, 1992).
2.4 PRODUÇÃO DE BLOCOS DE CONCRETO
2.4.1 Fabricação/Equipamentos
Conforme a norma NBR 6136 (ABNT,2014), o concreto deve ser constituído de
cimento Portland, agregados e água. Será permitido o uso de aditivos, desde que não
acarretem efeitos prejudiciais devidamente comprovados por ensaios.
Os agregados podem ser areia e pedra, de acordo com a NBR 7211
(ABNT,2009), ou escórias de alto forno, cinzas volantes, argila expandida ou outros
agregados leves que satisfaçam às especificações próprias a cada um desses
materiais.
A primeira etapa é a mistura dos materiais necessários a qual deve ser
homogênea, sendo indicado para melhores resultados o uso de uma betoneira
(FIGURA 15).
43
Figura 15- Betoneira.
FONTE:https://www.google.com.br/search?q=prensa+de+bloco&es_sm=93&source=lnms&tbm=isch&sa=X&ved=
0CAcQ_AUoAWoVChMInIyyrZnXyAIVxxGQCh0doQdS&biw=1242&bih=585#tbm=isch&q=betoneira+pequena&i
mgrc=k7cA3Xj70YY7FM%3A , <acesso em 21//10/2015 as 22:50.>
A dosagem é uma etapa muito importante pois é o processo de
estabelecimento do traço do concreto, com a especificação das quantidades de
cimento, agregados, água, adições e eventualmente aditivos. Apesar de ser um
concreto, a mistura para blocos tem exigências diferentes dos concretos tradicionais.
A consistência, por exemplo deve ser de terra úmida e não plástica como ocorre para
os concretos tradicionais.
Quando o material estiver com consistência satisfatória, deve-se preencher o
molde enquanto se realiza a compactação do material. O equipamento básico
necessário é uma prensa, facilmente encontrada no mercado. (FIGURAS 16 e 17).
44
Figura 16- Forma manual para um bloco.
FONTE:https://www.google.com.br/search?q=prensa+de+bloco&es_sm=93&source=lnms&tbm=isch&sa=X&ved=
0CAcQ_AUoAWoVChMInIyyrZnXyAIVxxGQCh0doQdS&biw=1242&bih=585#imgrc=18HqnDVmJiQvHM%3A,
<acesso em 21//10/2015 as 22:53.>
Figura 17- Prensa manual para mais blocos.
FONTE: http://www.mercadownloads.hol.es/produto/Projeto-Prensa-Tijolo-Ecol%F3gico,-bloco-de-cimento,-
ceta%252dram,-triturador,-peneira-e-churrasqueira.html, <acesso em 21/10/2015 as 23:00>.
45
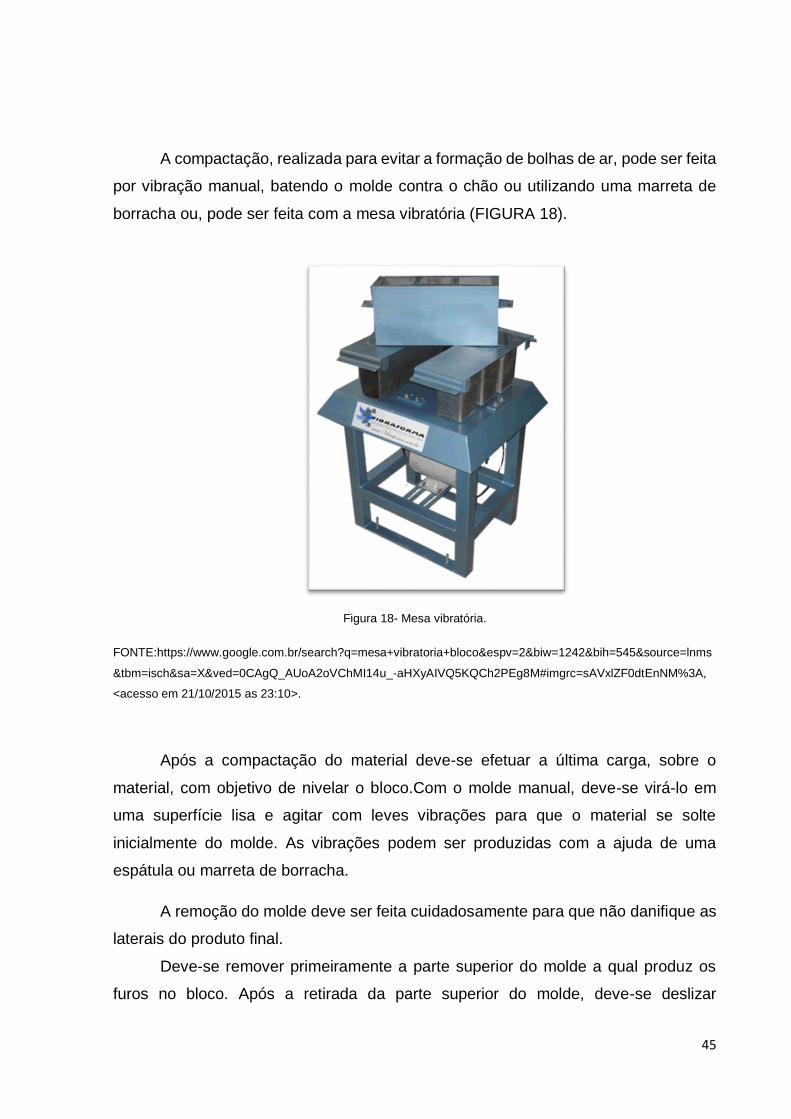
A compactação, realizada para evitar a formação de bolhas de ar, pode ser feita
por vibração manual, batendo o molde contra o chão ou utilizando uma marreta de
borracha ou, pode ser feita com a mesa vibratória (FIGURA 18).
Figura 18- Mesa vibratória.
FONTE:https://www.google.com.br/search?q=mesa+vibratoria+bloco&espv=2&biw=1242&bih=545&source=lnms
&tbm=isch&sa=X&ved=0CAgQ_AUoA2oVChMI14u_-aHXyAIVQ5KQCh2PEg8M#imgrc=sAVxlZF0dtEnNM%3A,
<acesso em 21/10/2015 as 23:10>.
Após a compactação do material deve-se efetuar a última carga, sobre o
material, com objetivo de nivelar o bloco.Com o molde manual, deve-se virá-lo em
uma superfície lisa e agitar com leves vibrações para que o material se solte
inicialmente do molde. As vibrações podem ser produzidas com a ajuda de uma
espátula ou marreta de borracha.
A remoção do molde deve ser feita cuidadosamente para que não danifique as
laterais do produto final.
Deve-se remover primeiramente a parte superior do molde a qual produz os
furos no bloco. Após a retirada da parte superior do molde, deve-se deslizar

46
cuidadosamente a parte inferior para cima, ficando apenas o bloco pronto, o qual deve
ser deixado em repouso para secagem final.
O tempo necessário para a secagem inicial varia de acordo com o tipo e
consistência do material.
Outra etapa fundamental é a cura que, normalmente deve ocorrer em ambiente
coberto. Os blocos não devem perder a água por evaporação pois, afetará
diretamente a qualidade final do produto.
Atualmente, devido à grande demanda por blocos, a produção é industrializada
e o processo utiliza diversos equipamentos básicos, como o modelo representado nas
FIGURAS 19,20, 21 e 22.
Figura 19- Fábrica Automática de Blocos.
FONTE http://www.vimplablocos.com.br/, <acesso em 21/10/2015 as 23:15>.

47
Figura 20- Fábrica Automática de Blocos.
FONTE http://www.vimplablocos.com.br/, <acesso em 21/10/2015 as 23:15>.
Figura 21- Fábrica Automática.
FONTE: http://www.vimplablocos.com.br/, <acesso em 21/10/2015 as 23:15>.
48
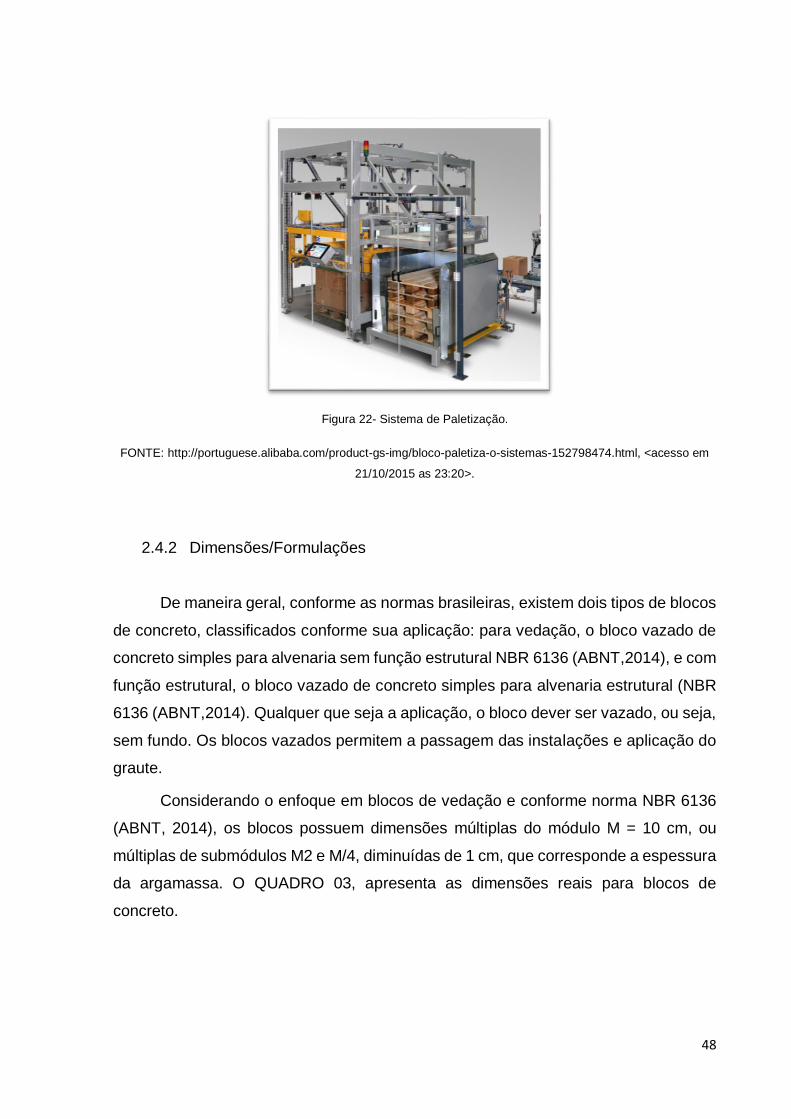
Figura 22- Sistema de Paletização.
FONTE: http://portuguese.alibaba.com/product-gs-img/bloco-paletiza-o-sistemas-152798474.html, <acesso em
21/10/2015 as 23:20>.
2.4.2 Dimensões/Formulações
De maneira geral, conforme as normas brasileiras, existem dois tipos de blocos
de concreto, classificados conforme sua aplicação: para vedação, o bloco vazado de
concreto simples para alvenaria sem função estrutural NBR 6136 (ABNT,2014), e com
função estrutural, o bloco vazado de concreto simples para alvenaria estrutural (NBR
6136 (ABNT,2014). Qualquer que seja a aplicação, o bloco dever ser vazado, ou seja,
sem fundo. Os blocos vazados permitem a passagem das instalações e aplicação do
graute.
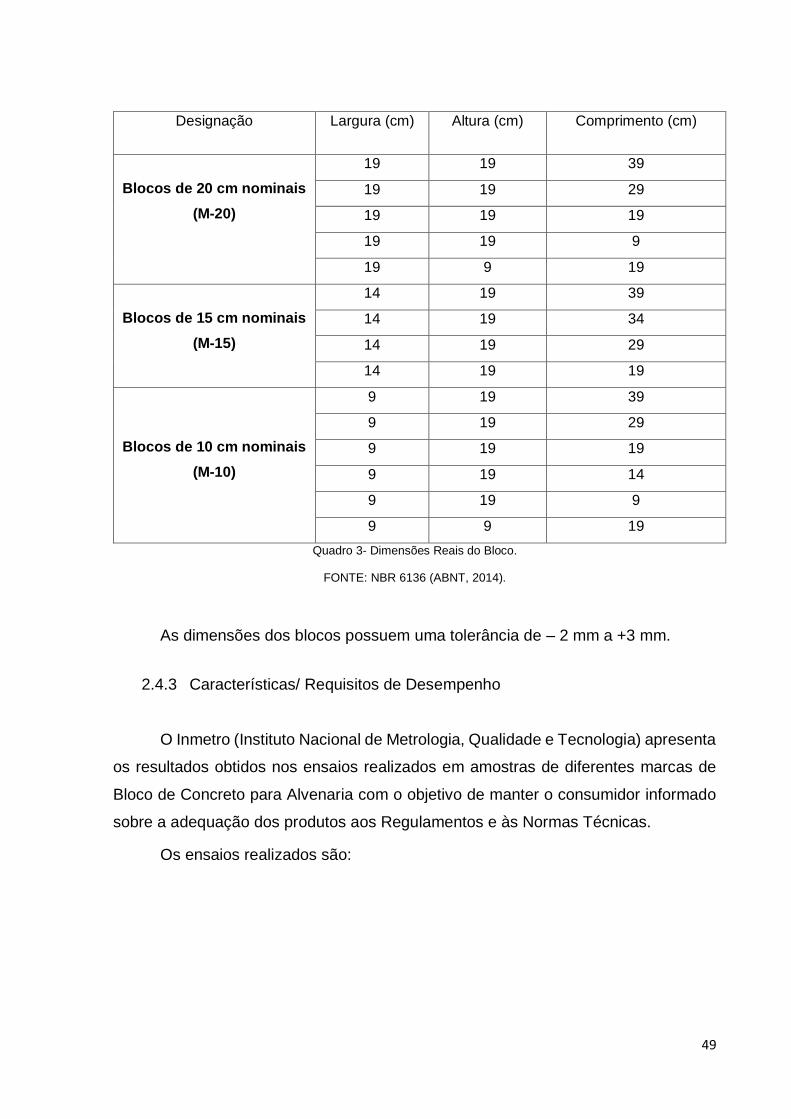
Considerando o enfoque em blocos de vedação e conforme norma NBR 6136
(ABNT, 2014), os blocos possuem dimensões múltiplas do módulo M = 10 cm, ou
múltiplas de submódulos M2 e M/4, diminuídas de 1 cm, que corresponde a espessura
da argamassa. O QUADRO 03, apresenta as dimensões reais para blocos de
concreto.
49
Designação Largura (cm) Altura (cm) Comprimento (cm)
Blocos de 20 cm nominais
(M-20)
19 19 39
19 19 29
19 19 19
19 19 9
19 9 19
Blocos de 15 cm nominais
(M-15)
14 19 39
14 19 34
14 19 29
14 19 19
Blocos de 10 cm nominais
(M-10)
9 19 39
9 19 29
9 19 19
9 19 14
9 19 9
9 9 19
Quadro 3- Dimensões Reais do Bloco.
FONTE: NBR 6136 (ABNT, 2014).
As dimensões dos blocos possuem uma tolerância de – 2 mm a +3 mm.
2.4.3 Características/ Requisitos de Desempenho
O Inmetro (Instituto Nacional de Metrologia, Qualidade e Tecnologia) apresenta
os resultados obtidos nos ensaios realizados em amostras de diferentes marcas de
Bloco de Concreto para Alvenaria com o objetivo de manter o consumidor informado
sobre a adequação dos produtos aos Regulamentos e às Normas Técnicas.
Os ensaios realizados são:
50
2.4.3.1 Inspeção Visual
Esse ensaio verifica visualmente se as amostras de blocos de
concreto analisadas apresentam arestas vivas, superfície áspera para garantir uma
boa aderência, e, não apresentam trincas, fraturas, imperfeições ou outros defeitos.
O não atendimento aos requisitos normativos indica que os blocos possam ter
o seu assentamento prejudicado, ou afetar a resistência ou a durabilidade da
construção.
2.4.3.2 Determinação da Resistência à Compressão
A análise realizada pela, NBR 6136 (ABNT,2014) possui uma primeira análise
com 6 unidades, se todas possuírem resistência à compressão em média, maior ou
igual a 3,0 Mpa e se cada amostra possuir resistência à compressão maior que 3,0
Mpa, o produto é aceito. Em contrapartida, se a média for inferior a 3,0 Mpa e a
resistência individual para mais de 3 unidades for inferior a 3,0 Mpa, o produto é
rejeitado.
No caso de 3 unidades ou menos obtiverem resistência inferior a 3,0 Mpa, é
realizado uma segunda análise, com o dobro de unidades e se ao menos uma unidade
não atingir os requisitos, o produto é considerado em desconformidade com as
normas.
A verificação dessa característica é fundamental para determinar a segurança
estrutural da edificação, pois verifica a capacidade de carga que os blocos de concreto
para vedação suportam quando submetidos a forças exercidas perpendicularmente
sobre suas faces e determina se as amostras oferecem resistência mecânica
adequada, simulando a pressão exercida pelo peso da construção. O não atendimento
aos parâmetros normativos mínimos indica que a parede poderá apresentar
problemas estruturais como rachaduras e, consequentemente, oferecerá riscos de
desabamento à construção.
51
2.4.3.3 Determinação da Absorção de Água
Esse ensaio verifica o percentual de água absorvido pela amostra, ou seja, se
o bloco de concreto é impermeável ou não à penetração de água. Essa característica
está diretamente relacionada à segurança das construções que, devido ao acréscimo
imprevisto de peso dos blocos sobre as estruturas, podem vir a desabar, colocando
em risco a vida dos usuários dessas habitações.
Além disso, paredes de blocos de concreto que não possuem impermeabilidade
revelam problemas na aderência da argamassa, pois a água existente na composição
do produto é absorvida, resultando em uma massa seca sem poder de fixação.
A análise realizada pelo Inmetro, possui uma primeira análise com 6 unidades,
se todas possuírem uma absorção média, menor ou igual a 15% e, se cada amostra
possuir absorção menor ou igual a 10%, o produto é aceito. Em contrapartida, se a
média superior a 10% e a absorção individual para mais de 3 unidades for superior a
15%, o produto é rejeitado.
No caso de 3 unidades ou menos obtiverem absorção maior que 15%, é
realizado uma segunda análise, com o dobro de unidades e, se ao menos uma
unidade não atingir os requisitos, o produto é considerado em desconformidade com
as normas.
2.4.3.4 Determinação do Teor de Umidade.
Esse ensaio simula o comportamento dos blocos de concreto quando expostos
às condições ambientais, com o objetivo de verificar se as amostras são
higroscópicas, ou seja, se absorvem umidade.
O ensaio de Determinação do Teor de Umidade é realizado respeitando-se o
tempo de cura mínimo do cimento utilizado para a fabricação do bloco, ou seja, 28
dias, antes do qual, a conformação do concreto não está completa e, portanto, suas
características de desempenho não são garantidas.
52
Os blocos não deverão apresentar umidade superior a 40 % de quantidade de
água fixada como absorção máxima. Os blocos ensaiados à absorção são os mesmo
que serão ensaiados quanto à umidade.
A não conformidade com a norma, poderá comprometer as características
mecânicas, principalmente, quando exposto a ambientes úmidos, como galpões de
armazenamento de lojas de materiais de construção e pátios de fábricas.
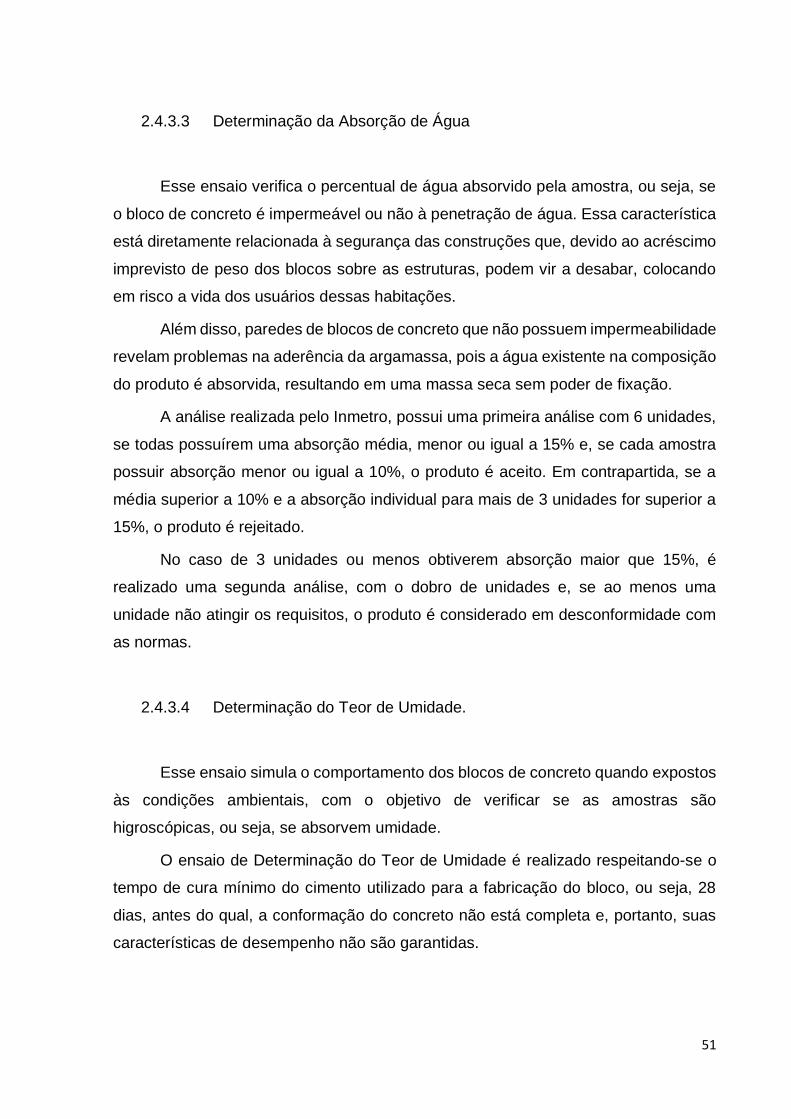
2.4.3.5 Verificação das Dimensões Nominais
Verifica-se as três dimensões principais do produto, largura (L), altura (H) e
comprimento (C), além da espessura das paredes (FIGURA 23).
Figura 23- Sistema Dimensional do Bloco.
FONTE: INMETRO.
A norma NBR 6136 (ABNT, 2014), estabelece a tolerância nas dimensões de –
2 mm a + 3 mm.
Em uma amostra de blocos é aceitável o máximo de 20 % dessa amostra fora
das dimensões da norma.
53
3. PROGRAMA EXPERIMENTAL
3.1 MATERIAIS E MÉTODOS
No presente trabalho, os materiais utilizados foram os agregados madeira e
areia, e os aglomerantes, cal virgem e cimento. Não foi usado aditivos ou adições nos
ensaios realizados, pois o principal objetivo foi obter um produto econômico e
sustentável.
A metodologia aplicada, foi baseada no trabalho realizado por PARCHEN
(2012), além de sua orientação durante todo o processo realizado.
3.1.1 Agregados
3.1.1.1 Madeira
A obtenção de agregados para o presente experimento, foi realizada na
Serraria do Zico, na cidade de Itaperuçu –PR. O proprietário cedeu os resíduos da
madeira de Pinus spp. Os resíduos, constituídos por pedaços de troncos e galhos,
encontravam-se úmidos e, devido ao clima chuvoso, foi necessário espalhar o material
(FIGURA 24) e misturá-lo diariamente para reduzir a umidade do material e tornar
possível a secagem em estufa.

54
Figura 24- Secagem da madeira.
FONTE: AS AUTORAS (2015).
Com o aparecimento do sol, pôde-se reduzir o tempo de secagem estimado
em semanas para 12 horas (FIGURAS 25 e 26).
Figura 25- Início da secagem ao sol da madeira.
FONTE: AS AUTORAS (2015).
55
Figura 26- Final da secagem ao sol da madeira.
FONTE: AS AUTORAS (2015).
Após as 12 horas de sol, o material ficou por 24 horas na estufa, localizada no
Laboratório de Painéis do curso de Engenharia Florestal da UFPR, para finalizar a
secagem (FIGURA 27).
Figura 27 - Secagem em estufa.
FONTE: AS AUTORAS (2015).
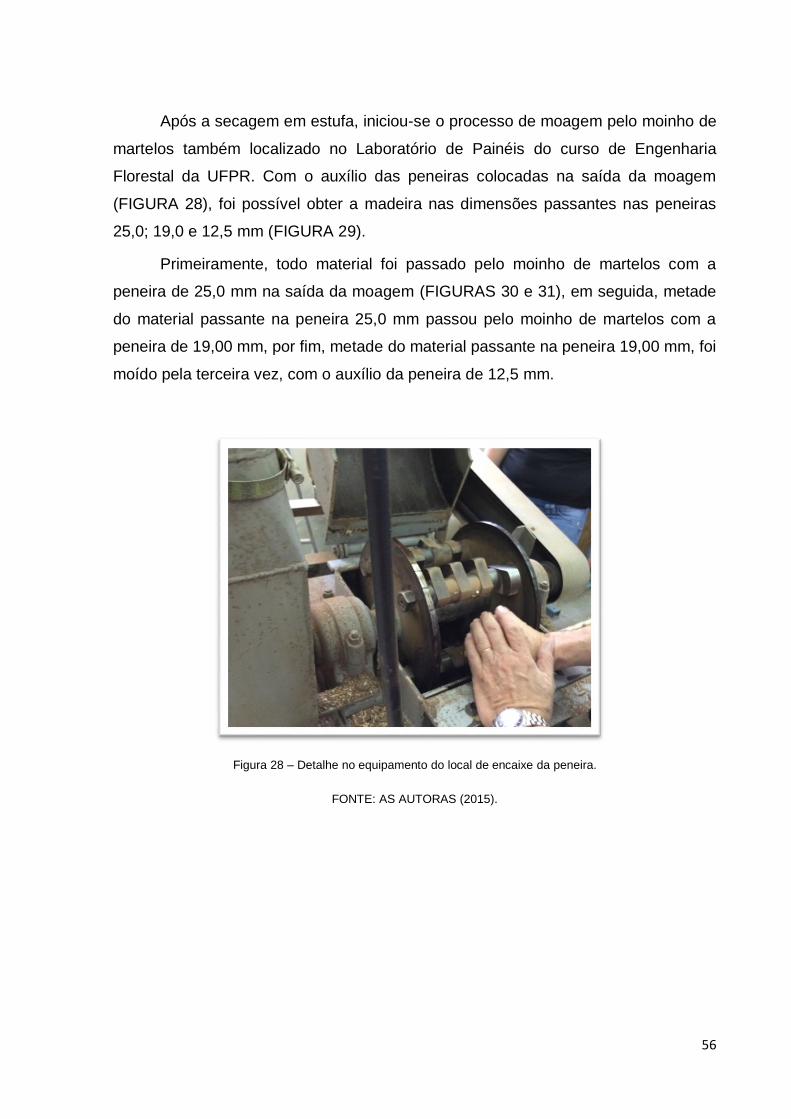
56
Após a secagem em estufa, iniciou-se o processo de moagem pelo moinho de
martelos também localizado no Laboratório de Painéis do curso de Engenharia
Florestal da UFPR. Com o auxílio das peneiras colocadas na saída da moagem
(FIGURA 28), foi possível obter a madeira nas dimensões passantes nas peneiras
25,0; 19,0 e 12,5 mm (FIGURA 29).
Primeiramente, todo material foi passado pelo moinho de martelos com a
peneira de 25,0 mm na saída da moagem (FIGURAS 30 e 31), em seguida, metade
do material passante na peneira 25,0 mm passou pelo moinho de martelos com a
peneira de 19,00 mm, por fim, metade do material passante na peneira 19,00 mm, foi
moído pela terceira vez, com o auxílio da peneira de 12,5 mm.
Figura 28 – Detalhe no equipamento do local de encaixe da peneira.
FONTE: AS AUTORAS (2015).
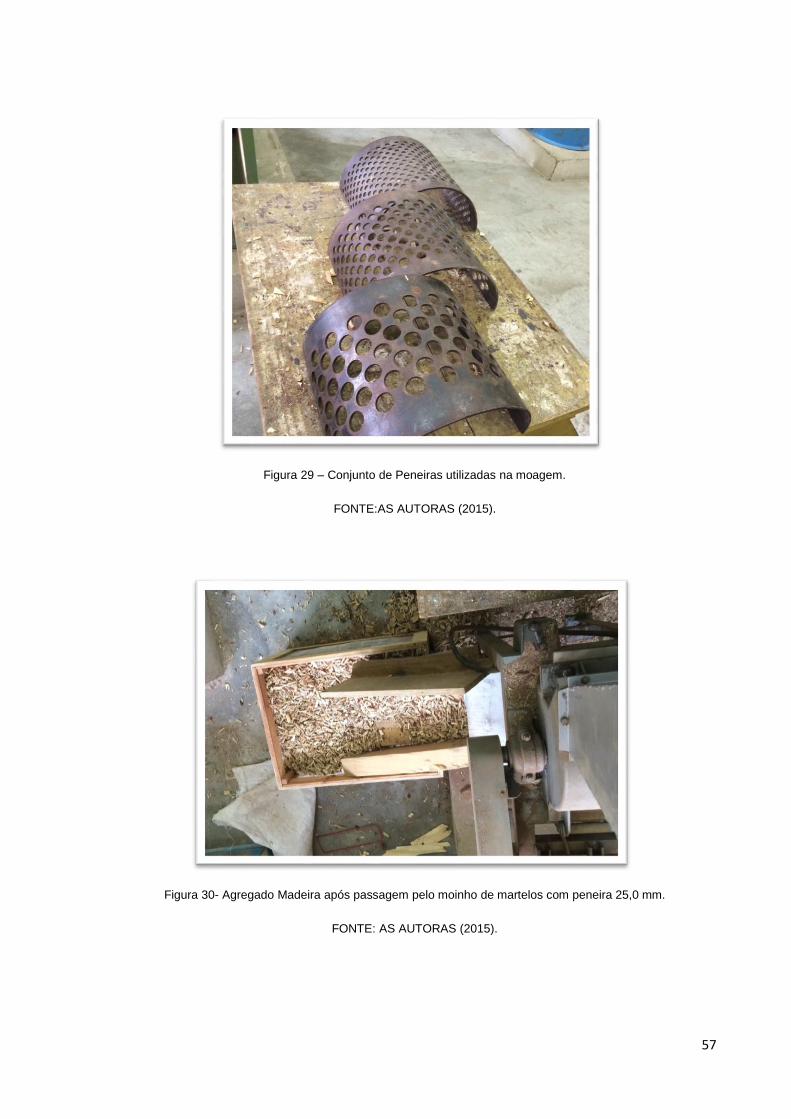
57
Figura 29 – Conjunto de Peneiras utilizadas na moagem.
FONTE:AS AUTORAS (2015).
Figura 30- Agregado Madeira após passagem pelo moinho de martelos com peneira 25,0 mm.
FONTE: AS AUTORAS (2015).
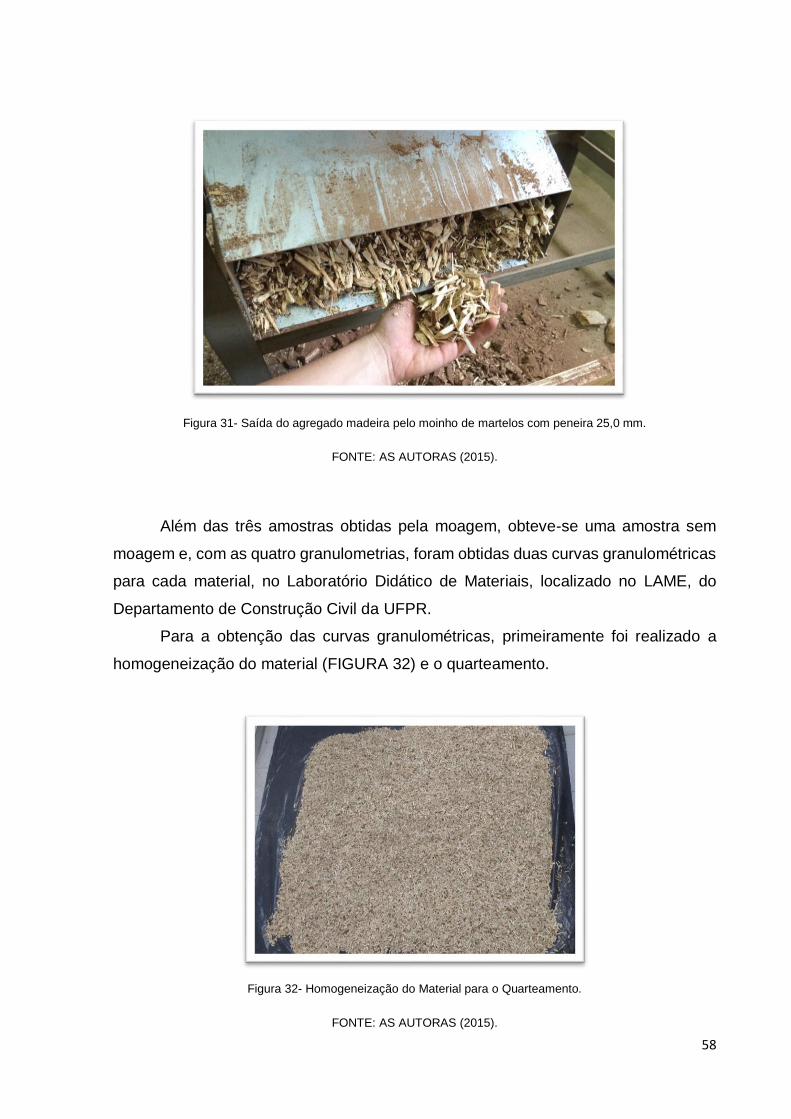
58
Figura 31- Saída do agregado madeira pelo moinho de martelos com peneira 25,0 mm.
FONTE: AS AUTORAS (2015).
Além das três amostras obtidas pela moagem, obteve-se uma amostra sem
moagem e, com as quatro granulometrias, foram obtidas duas curvas granulométricas
para cada material, no Laboratório Didático de Materiais, localizado no LAME, do
Departamento de Construção Civil da UFPR.
Para a obtenção das curvas granulométricas, primeiramente foi realizado a
homogeneização do material (FIGURA 32) e o quarteamento.
Figura 32- Homogeneização do Material para o Quarteamento.
FONTE: AS AUTORAS (2015).
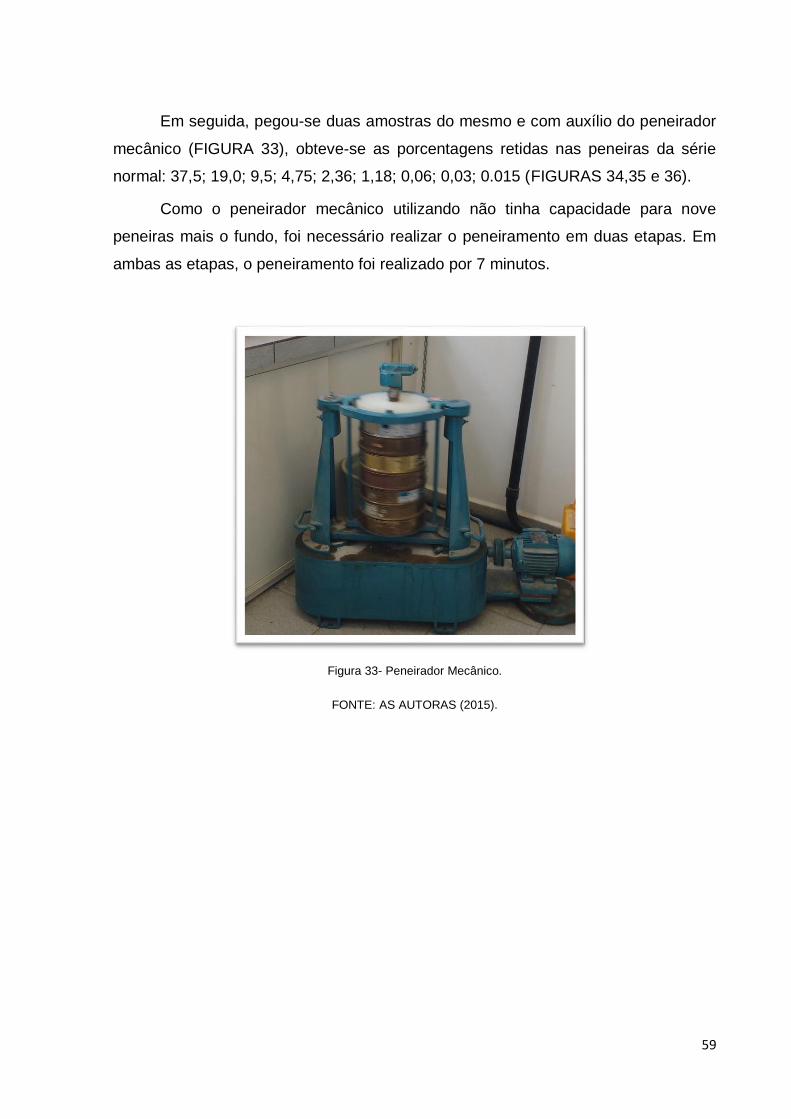
59
Em seguida, pegou-se duas amostras do mesmo e com auxílio do peneirador
mecânico (FIGURA 33), obteve-se as porcentagens retidas nas peneiras da série
normal: 37,5; 19,0; 9,5; 4,75; 2,36; 1,18; 0,06; 0,03; 0.015 (FIGURAS 34,35 e 36).
Como o peneirador mecânico utilizando não tinha capacidade para nove
peneiras mais o fundo, foi necessário realizar o peneiramento em duas etapas. Em
ambas as etapas, o peneiramento foi realizado por 7 minutos.
Figura 33- Peneirador Mecânico.
FONTE: AS AUTORAS (2015).
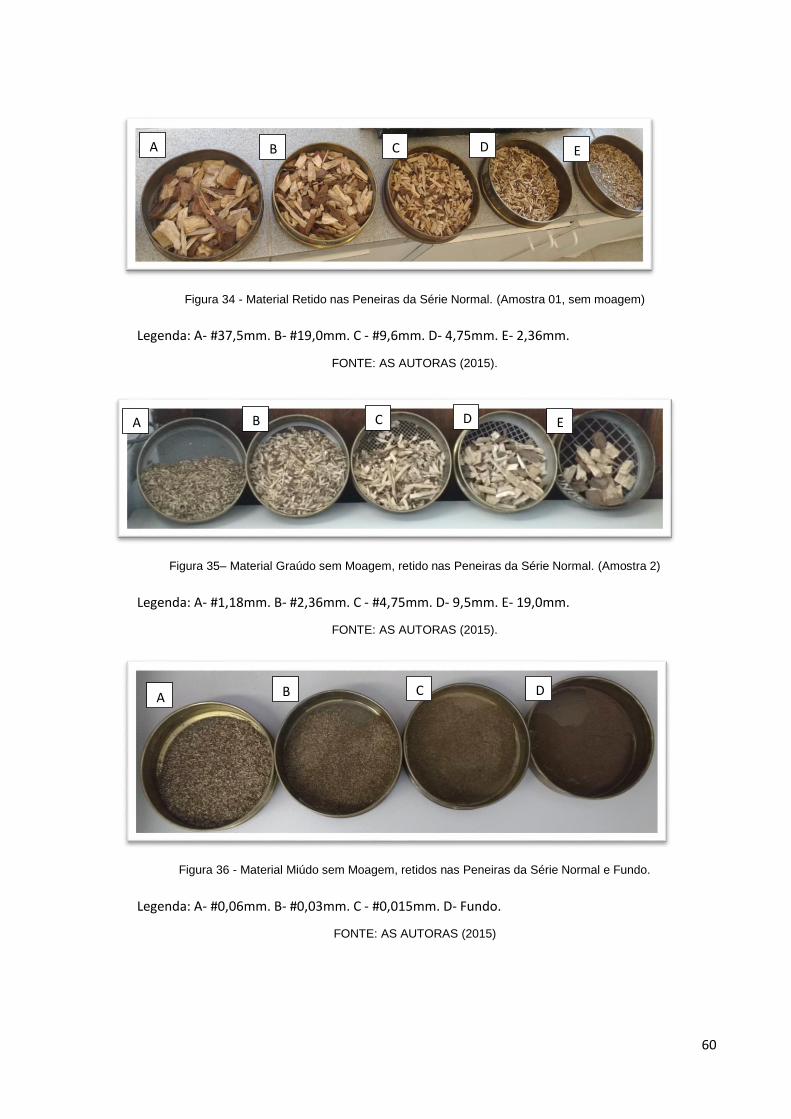
60
Figura 34 - Material Retido nas Peneiras da Série Normal. (Amostra 01, sem moagem)
Legenda: A- #37,5mm. B- #19,0mm. C - #9,6mm. D- 4,75mm. E- 2,36mm.
FONTE: AS AUTORAS (2015).
Figura 35– Material Graúdo sem Moagem, retido nas Peneiras da Série Normal. (Amostra 2)
Legenda: A- #1,18mm. B- #2,36mm. C - #4,75mm. D- 9,5mm. E- 19,0mm.
FONTE: AS AUTORAS (2015).
Figura 36 - Material Miúdo sem Moagem, retidos nas Peneiras da Série Normal e Fundo.
Legenda: A- #0,06mm. B- #0,03mm. C - #0,015mm. D- Fundo.
FONTE: AS AUTORAS (2015)
A B C D
A
E
A B C D
A
E
A B C D
A
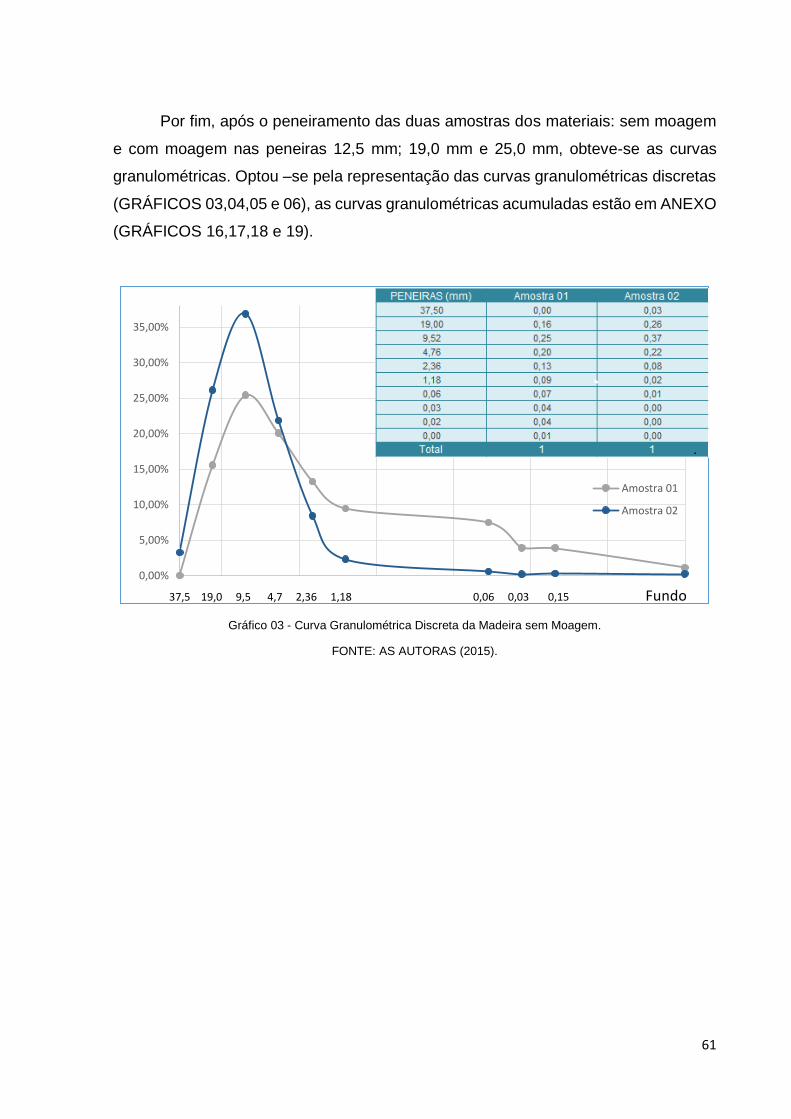
61
Por fim, após o peneiramento das duas amostras dos materiais: sem moagem
e com moagem nas peneiras 12,5 mm; 19,0 mm e 25,0 mm, obteve-se as curvas
granulométricas. Optou –se pela representação das curvas granulométricas discretas
(GRÁFICOS 03,04,05 e 06), as curvas granulométricas acumuladas estão em ANEXO
(GRÁFICOS 16,17,18 e 19).
Gráfico 03 - Curva Granulométrica Discreta da Madeira sem Moagem.
FONTE: AS AUTORAS (2015).
0,00%
5,00%
10,00%
15,00%
20,00%
25,00%
30,00%
35,00%
0,000,010,030,130,633,1315,63
Amostra 01
Amostra 02
37,5 19,0 9,5 4,7 2,36 1,18 0,06 0,03 0,15 Fundo
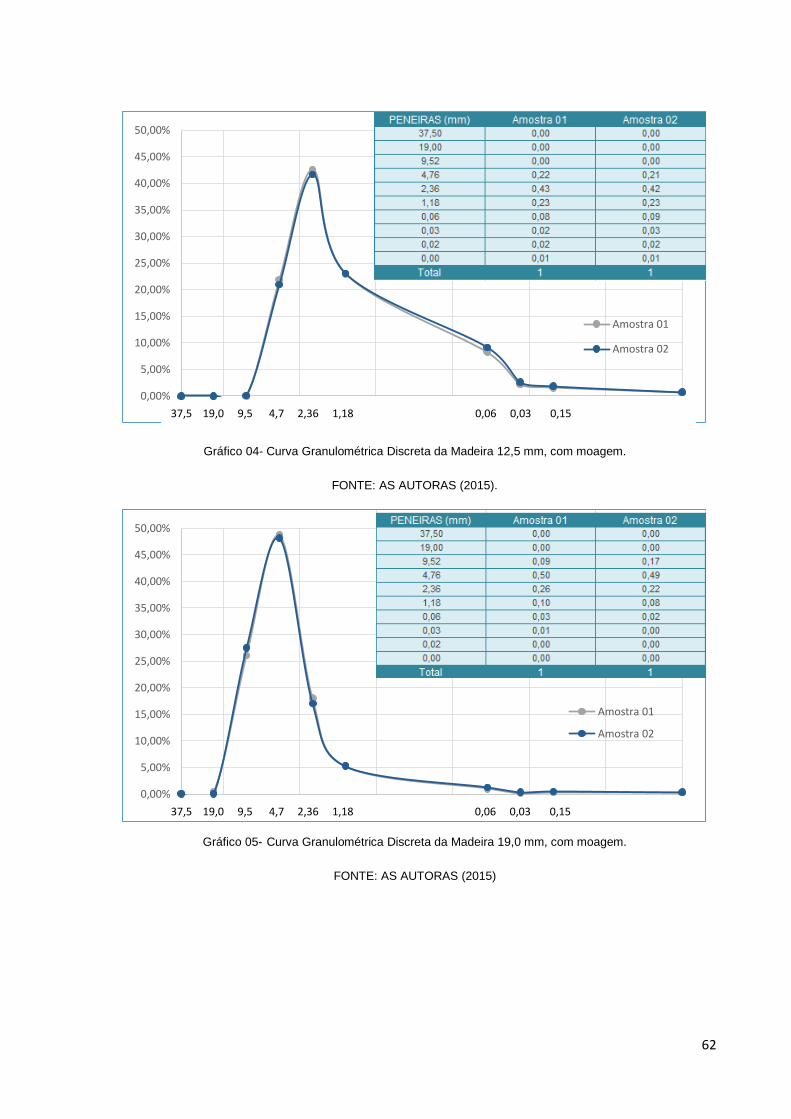
62
Gráfico 04- Curva Granulométrica Discreta da Madeira 12,5 mm, com moagem.
FONTE: AS AUTORAS (2015).
Gráfico 05- Curva Granulométrica Discreta da Madeira 19,0 mm, com moagem.
FONTE: AS AUTORAS (2015)
0,00%
5,00%
10,00%
15,00%
20,00%
25,00%
30,00%
35,00%
40,00%
45,00%
50,00%
0,000,010,030,130,633,1315,63
Amostra 01
Amostra 02
37,5 19,0 9,5 4,7 2,36 1,18 0,06 0,03 0,15
Fundo
0,00%
5,00%
10,00%
15,00%
20,00%
25,00%
30,00%
35,00%
40,00%
45,00%
50,00%
0,0010,0050,0250,1250,6253,12515,625
Amostra 01
Amostra 02
37,5 19,0 9,5 4,7 2,36 1,18 0,06 0,03 0,15
Fundo
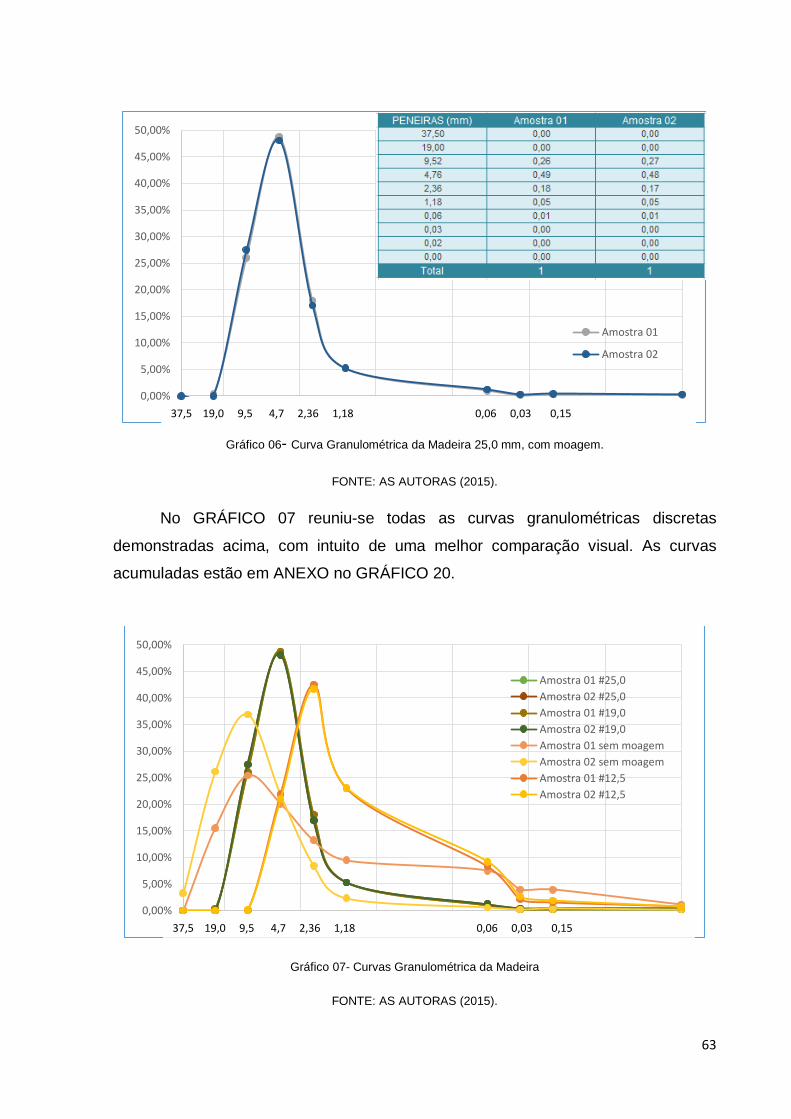
63
Gráfico 06- Curva Granulométrica da Madeira 25,0 mm, com moagem.
FONTE: AS AUTORAS (2015).
No GRÁFICO 07 reuniu-se todas as curvas granulométricas discretas
demonstradas acima, com intuito de uma melhor comparação visual. As curvas
acumuladas estão em ANEXO no GRÁFICO 20.
Gráfico 07- Curvas Granulométrica da Madeira
FONTE: AS AUTORAS (2015).
0,00%
5,00%
10,00%
15,00%
20,00%
25,00%
30,00%
35,00%
40,00%
45,00%
50,00%
0,000,010,030,130,633,1315,63
Amostra 01
Amostra 02
37,5 19,0 9,5 4,7 2,36 1,18 0,06 0,03 0,15
Fundo
0,00%
5,00%
10,00%
15,00%
20,00%
25,00%
30,00%
35,00%
40,00%
45,00%
50,00%
0,000,010,030,130,633,1315,63
Amostra 01 #25,0
Amostra 02 #25,0
Amostra 01 #19,0
Amostra 02 #19,0
Amostra 01 sem moagem
Amostra 02 sem moagem
Amostra 01 #12,5
Amostra 02 #12,5
37,5 19,0 9,5 4,7 2,36 1,18 0,06 0,03 0,15
Fundo37,5 19,0 9,5 4,7 2,36 1,18 0,06 0,03 0,15
Fundo37,5 19,0 9,5 4,7 2,36 1,18 0,06 0,03 0,15
Fundo37,5 19,0 9,5 4,7 2,36 1,18 0,06 0,03 0,15
Fundo
64
Após análise das curvas granulométricas chegou-se à conclusão que grande
parte dos agregados, superavam espessura máxima do bloco de 12,5 mm e,
considerando que, apesar da possibilidade da fabricação de painéis, como foi
realizado por Parchen (2012), optou-se pela fabricação de blocos, então realizou-se
uma mistura dos materiais sem moagem, 12,5 mm; 19,0 mm e 25,0 mm e realizou-se
um novo peneiramento.
Considerando que a máxima dimensão de interesse era a passante na peneira
de 12,5 mm e que a madeira não possui dimensão e formatos definidos, optou-se por
iniciar o peneiramento através da peneira de 9,5 mm.
Após a homogeneização de toda a madeira, realizou-se o quarteamento
(FIGURA 37) e o peneiramento de duas amostras da madeira por 7 minutos
(FIGURAS 38 e 39), conforme realizado na etapa anterior.
Figura 37 – Quarteamento da mistura.
FONTE: AS AUTORAS (2015).
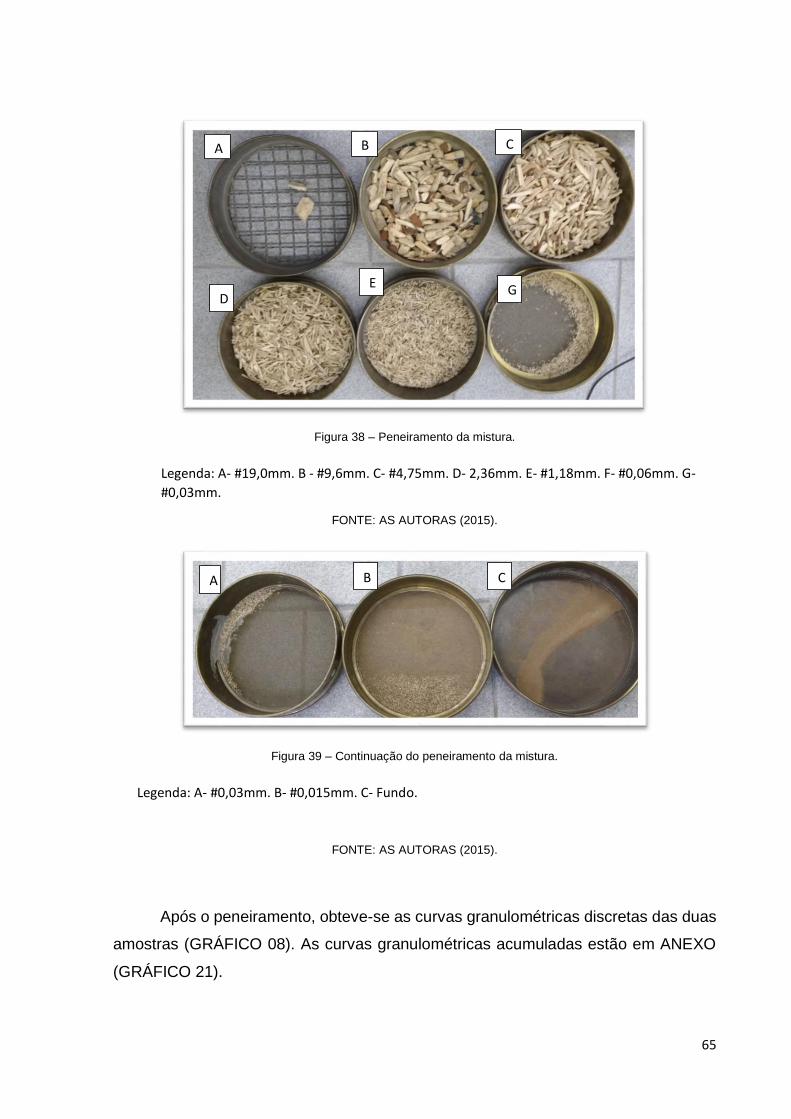
65
Figura 38 – Peneiramento da mistura.
Legenda: A- #19,0mm. B - #9,6mm. C- #4,75mm. D- 2,36mm. E- #1,18mm. F- #0,06mm. G-
#0,03mm.
FONTE: AS AUTORAS (2015).
Figura 39 – Continuação do peneiramento da mistura.
Legenda: A- #0,03mm. B- #0,015mm. C- Fundo.
FONTE: AS AUTORAS (2015).
Após o peneiramento, obteve-se as curvas granulométricas discretas das duas
amostras (GRÁFICO 08). As curvas granulométricas acumuladas estão em ANEXO
(GRÁFICO 21).
A B C
D
A
E
A
G
A
A
A
B
A
C
A
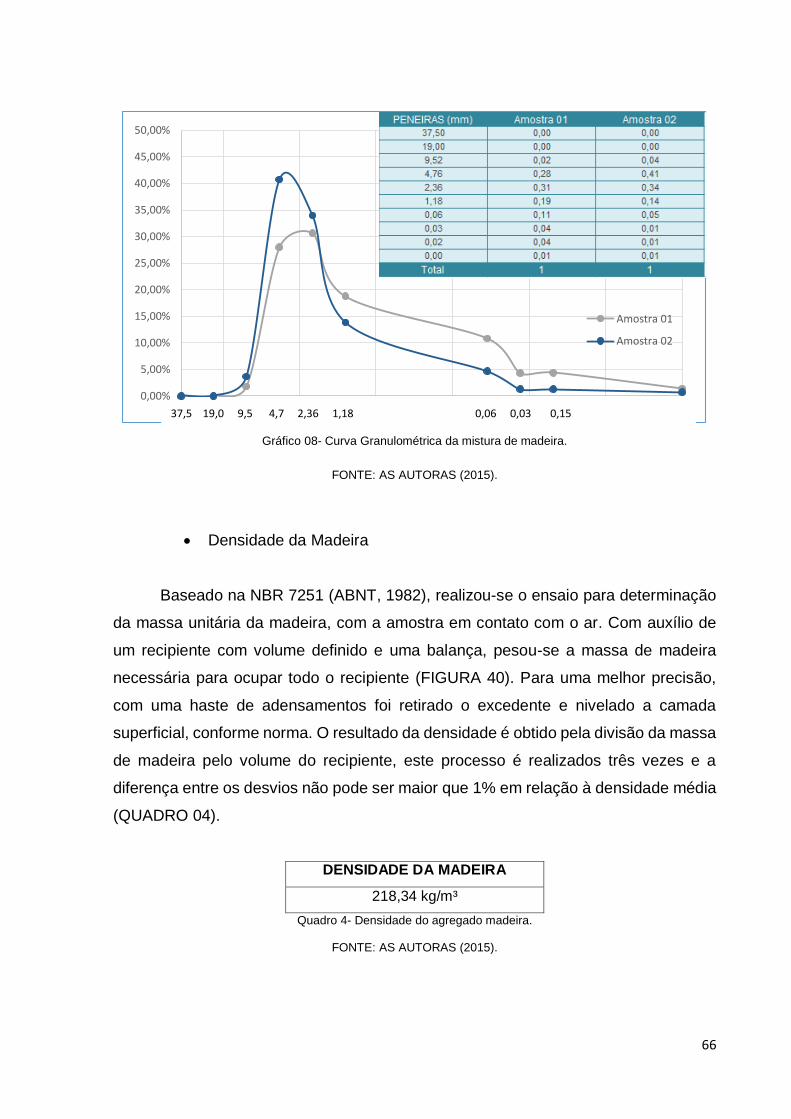
66
Gráfico 08- Curva Granulométrica da mistura de madeira.
FONTE: AS AUTORAS (2015).
Densidade da Madeira
Baseado na NBR 7251 (ABNT, 1982), realizou-se o ensaio para determinação
da massa unitária da madeira, com a amostra em contato com o ar. Com auxílio de
um recipiente com volume definido e uma balança, pesou-se a massa de madeira
necessária para ocupar todo o recipiente (FIGURA 40). Para uma melhor precisão,
com uma haste de adensamentos foi retirado o excedente e nivelado a camada
superficial, conforme norma. O resultado da densidade é obtido pela divisão da massa
de madeira pelo volume do recipiente, este processo é realizados três vezes e a
diferença entre os desvios não pode ser maior que 1% em relação à densidade média
(QUADRO 04).
DENSIDADE DA MADEIRA
218,34 kg/m³
Quadro 4- Densidade do agregado madeira.
FONTE: AS AUTORAS (2015).
0,00%
5,00%
10,00%
15,00%
20,00%
25,00%
30,00%
35,00%
40,00%
45,00%
50,00%
0,000,010,030,130,633,1315,63
Amostra 01
Amostra 02
37,5 19,0 9,5 4,7 2,36 1,18 0,06 0,03 0,15
Fundo
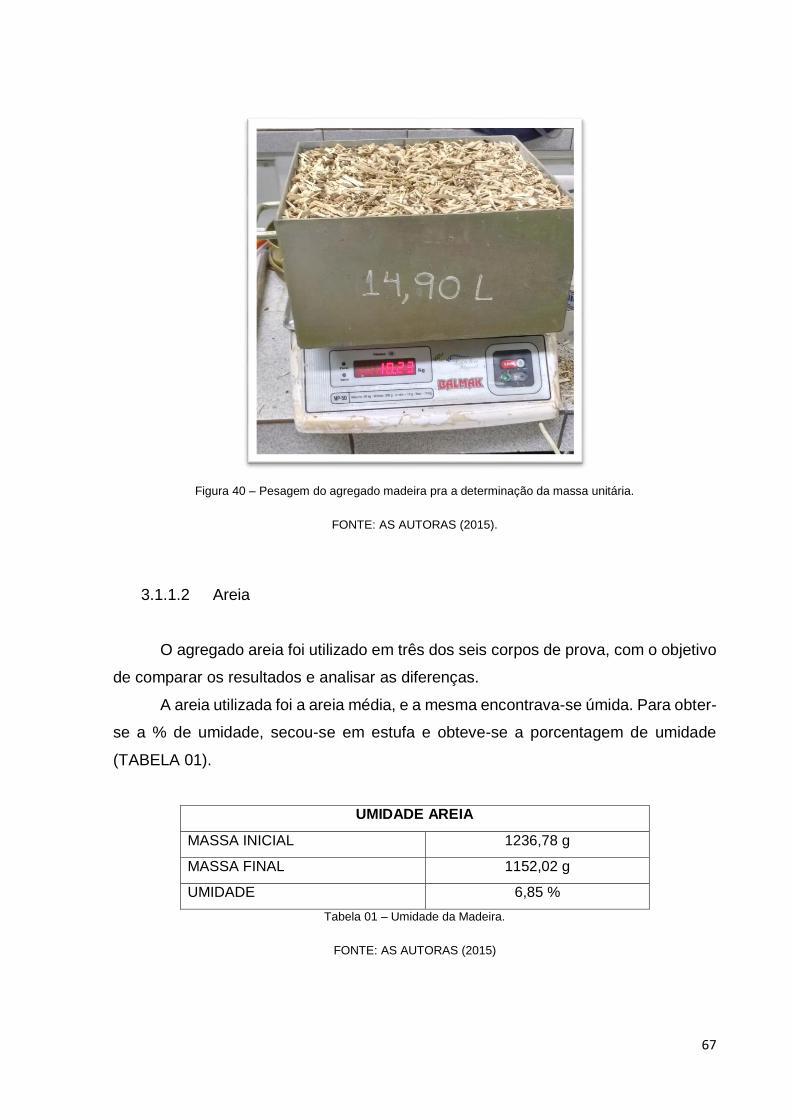
67
Figura 40 – Pesagem do agregado madeira pra a determinação da massa unitária.
FONTE: AS AUTORAS (2015).
3.1.1.2 Areia
O agregado areia foi utilizado em três dos seis corpos de prova, com o objetivo
de comparar os resultados e analisar as diferenças.
A areia utilizada foi a areia média, e a mesma encontrava-se úmida. Para obter-
se a % de umidade, secou-se em estufa e obteve-se a porcentagem de umidade
(TABELA 01).
UMIDADE AREIA
MASSA INICIAL 1236,78 g
MASSA FINAL 1152,02 g
UMIDADE 6,85 %
Tabela 01 – Umidade da Madeira.
FONTE: AS AUTORAS (2015)
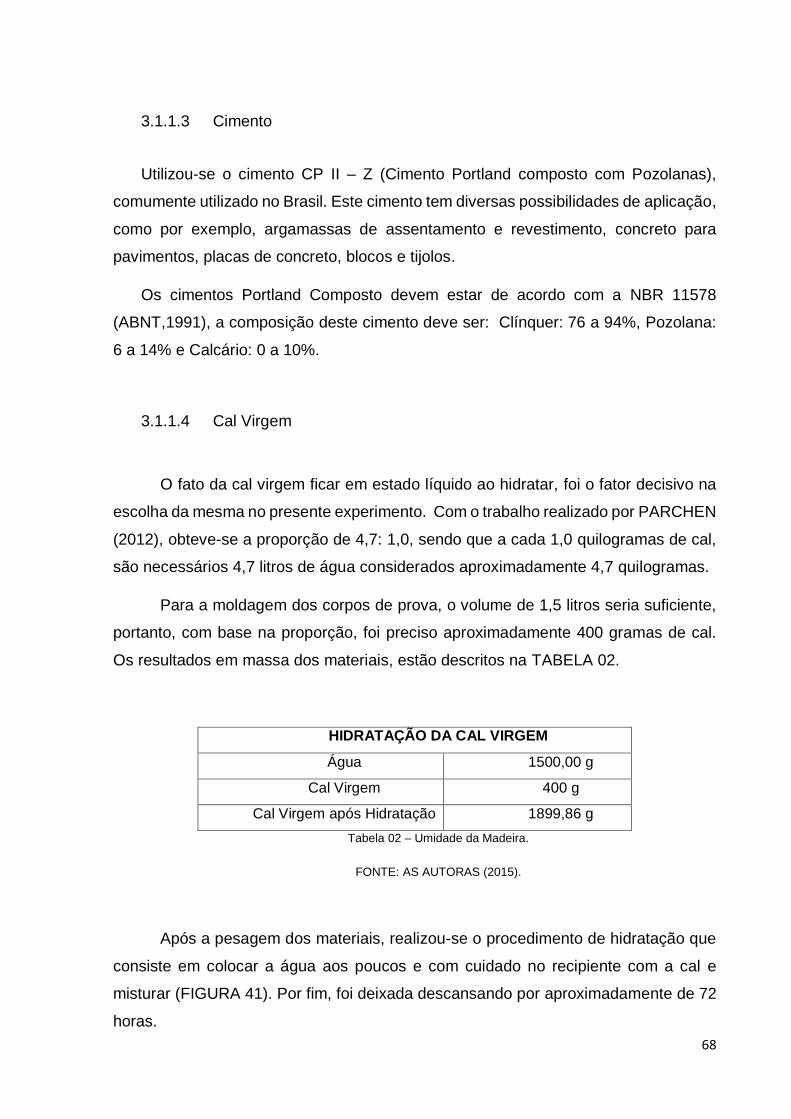
68
3.1.1.3 Cimento
Utilizou-se o cimento CP II – Z (Cimento Portland composto com Pozolanas),
comumente utilizado no Brasil. Este cimento tem diversas possibilidades de aplicação,
como por exemplo, argamassas de assentamento e revestimento, concreto para
pavimentos, placas de concreto, blocos e tijolos.
Os cimentos Portland Composto devem estar de acordo com a NBR 11578
(ABNT,1991), a composição deste cimento deve ser: Clínquer: 76 a 94%, Pozolana:
6 a 14% e Calcário: 0 a 10%.
3.1.1.4 Cal Virgem
O fato da cal virgem ficar em estado líquido ao hidratar, foi o fator decisivo na
escolha da mesma no presente experimento. Com o trabalho realizado por PARCHEN
(2012), obteve-se a proporção de 4,7: 1,0, sendo que a cada 1,0 quilogramas de cal,
são necessários 4,7 litros de água considerados aproximadamente 4,7 quilogramas.
Para a moldagem dos corpos de prova, o volume de 1,5 litros seria suficiente,
portanto, com base na proporção, foi preciso aproximadamente 400 gramas de cal.
Os resultados em massa dos materiais, estão descritos na TABELA 02.
HIDRATAÇÃO DA CAL VIRGEM
Água 1500,00 g
Cal Virgem 400 g
Cal Virgem após Hidratação 1899,86 g
Tabela 02 – Umidade da Madeira.
FONTE: AS AUTORAS (2015).
Após a pesagem dos materiais, realizou-se o procedimento de hidratação que
consiste em colocar a água aos poucos e com cuidado no recipiente com a cal e
misturar (FIGURA 41). Por fim, foi deixada descansando por aproximadamente de 72
horas.
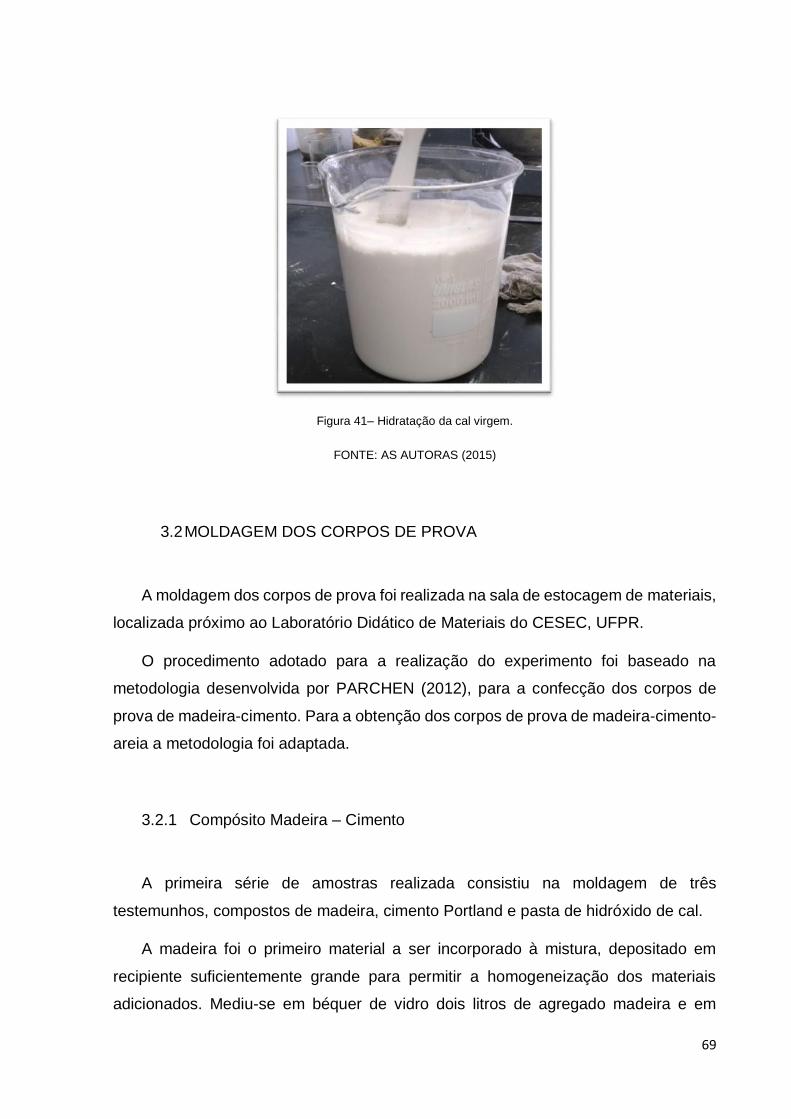
69
Figura 41– Hidratação da cal virgem.
FONTE: AS AUTORAS (2015)
3.2 MOLDAGEM DOS CORPOS DE PROVA
A moldagem dos corpos de prova foi realizada na sala de estocagem de materiais,
localizada próximo ao Laboratório Didático de Materiais do CESEC, UFPR.
O procedimento adotado para a realização do experimento foi baseado na
metodologia desenvolvida por PARCHEN (2012), para a confecção dos corpos de
prova de madeira-cimento. Para a obtenção dos corpos de prova de madeira-cimento-
areia a metodologia foi adaptada.
3.2.1 Compósito Madeira – Cimento
A primeira série de amostras realizada consistiu na moldagem de três
testemunhos, compostos de madeira, cimento Portland e pasta de hidróxido de cal.
A madeira foi o primeiro material a ser incorporado à mistura, depositado em
recipiente suficientemente grande para permitir a homogeneização dos materiais
adicionados. Mediu-se em béquer de vidro dois litros de agregado madeira e em
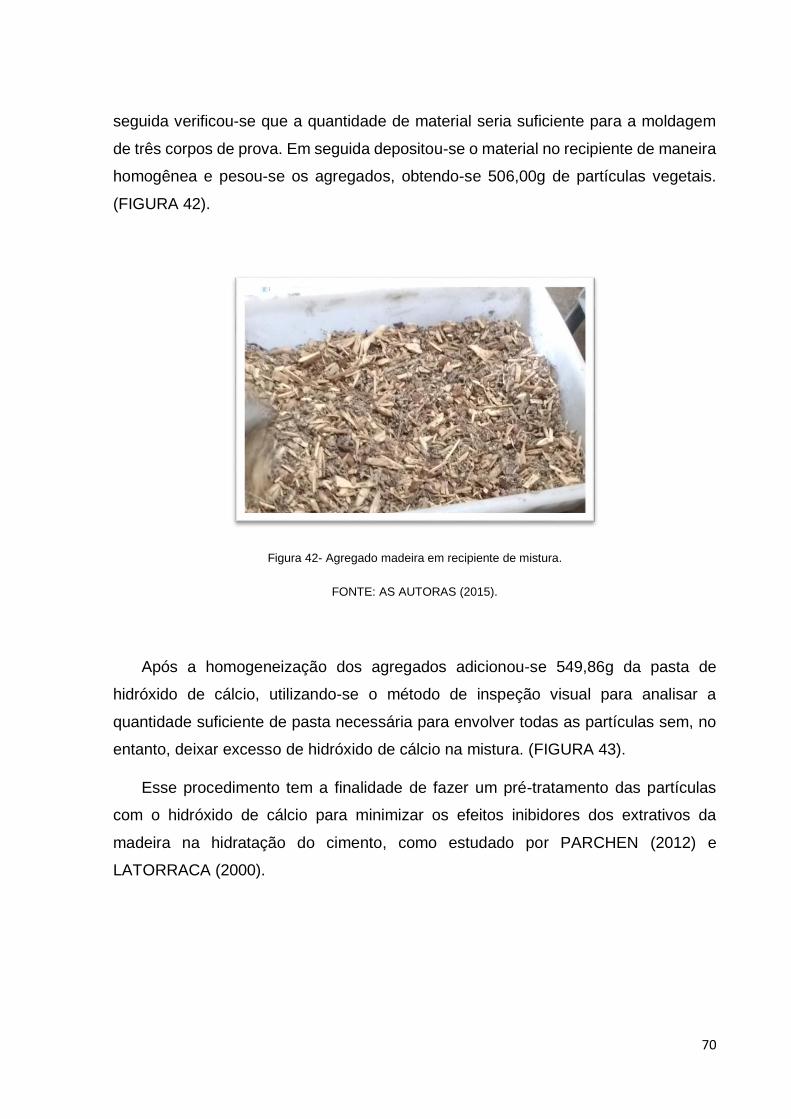
70
seguida verificou-se que a quantidade de material seria suficiente para a moldagem
de três corpos de prova. Em seguida depositou-se o material no recipiente de maneira
homogênea e pesou-se os agregados, obtendo-se 506,00g de partículas vegetais.
(FIGURA 42).
Figura 42- Agregado madeira em recipiente de mistura.
FONTE: AS AUTORAS (2015).
Após a homogeneização dos agregados adicionou-se 549,86g da pasta de
hidróxido de cálcio, utilizando-se o método de inspeção visual para analisar a
quantidade suficiente de pasta necessária para envolver todas as partículas sem, no
entanto, deixar excesso de hidróxido de cálcio na mistura. (FIGURA 43).
Esse procedimento tem a finalidade de fazer um pré-tratamento das partículas
com o hidróxido de cálcio para minimizar os efeitos inibidores dos extrativos da
madeira na hidratação do cimento, como estudado por PARCHEN (2012) e
LATORRACA (2000).
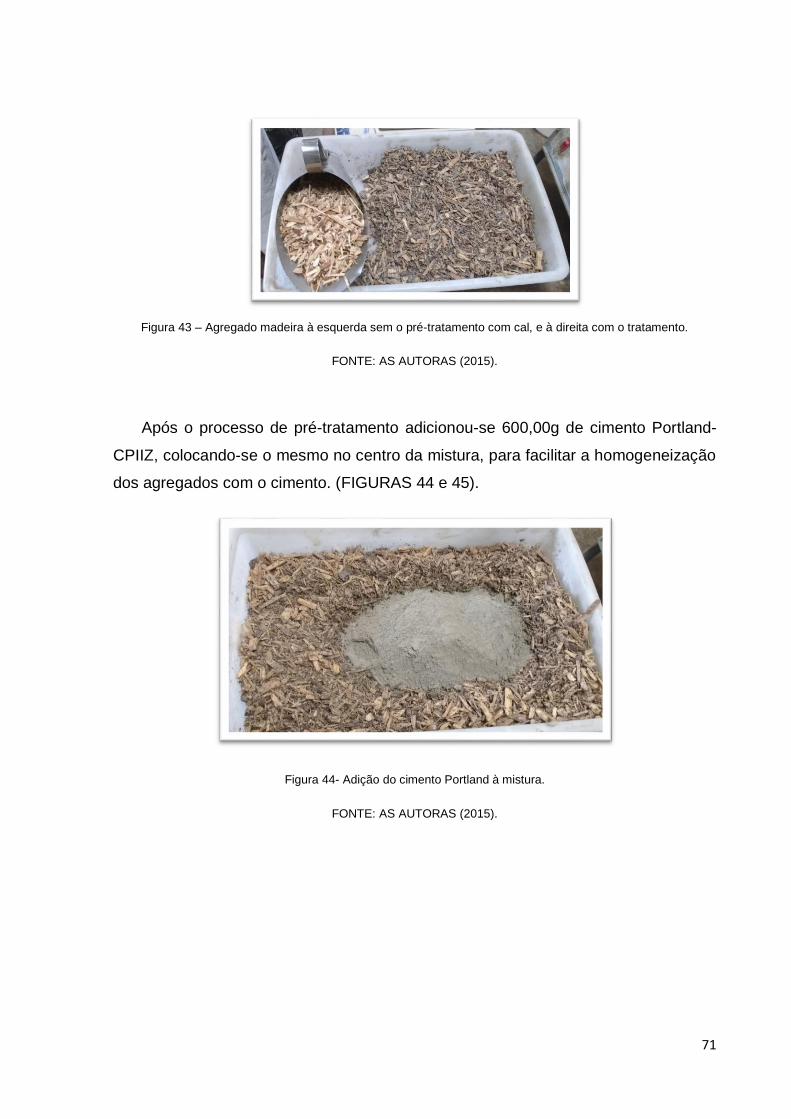
71
Figura 43 – Agregado madeira à esquerda sem o pré-tratamento com cal, e à direita com o tratamento.
FONTE: AS AUTORAS (2015).
Após o processo de pré-tratamento adicionou-se 600,00g de cimento Portland-
CPIIZ, colocando-se o mesmo no centro da mistura, para facilitar a homogeneização
dos agregados com o cimento. (FIGURAS 44 e 45).
Figura 44- Adição do cimento Portland à mistura.
FONTE: AS AUTORAS (2015).
72
Figura 45- Mistura homogeneizada com cimento Portland.
FONTE: AS AUTORAS (2015).
Depois de obter uma mistura homogênea foram adicionadas 277,40g de água
pelo método de inspeção visual e do ponto de bola (FIGURA 46), obtendo-se uma
relação de água/cimento de 0,46.
Figura 46- Ponto de “bola”.
FONTE: AS AUTORAS (2015).
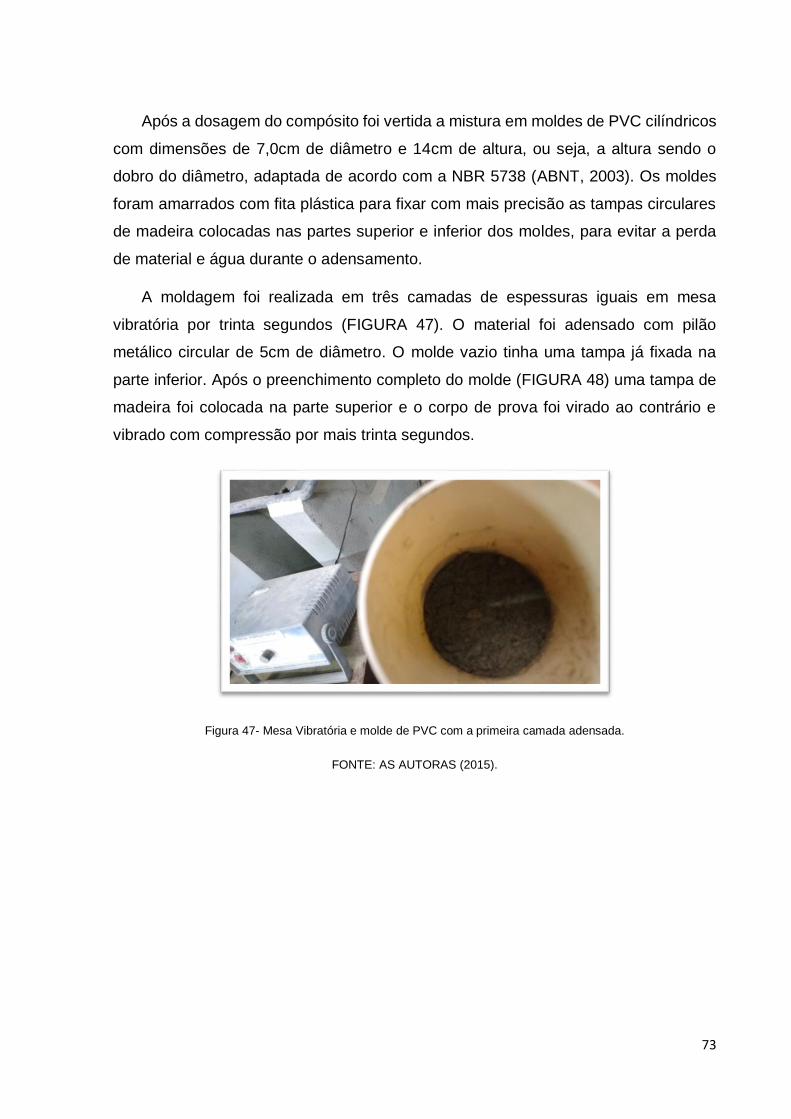
73
Após a dosagem do compósito foi vertida a mistura em moldes de PVC cilíndricos
com dimensões de 7,0cm de diâmetro e 14cm de altura, ou seja, a altura sendo o
dobro do diâmetro, adaptada de acordo com a NBR 5738 (ABNT, 2003). Os moldes
foram amarrados com fita plástica para fixar com mais precisão as tampas circulares
de madeira colocadas nas partes superior e inferior dos moldes, para evitar a perda
de material e água durante o adensamento.
A moldagem foi realizada em três camadas de espessuras iguais em mesa
vibratória por trinta segundos (FIGURA 47). O material foi adensado com pilão
metálico circular de 5cm de diâmetro. O molde vazio tinha uma tampa já fixada na
parte inferior. Após o preenchimento completo do molde (FIGURA 48) uma tampa de
madeira foi colocada na parte superior e o corpo de prova foi virado ao contrário e
vibrado com compressão por mais trinta segundos.
Figura 47- Mesa Vibratória e molde de PVC com a primeira camada adensada.
FONTE: AS AUTORAS (2015).
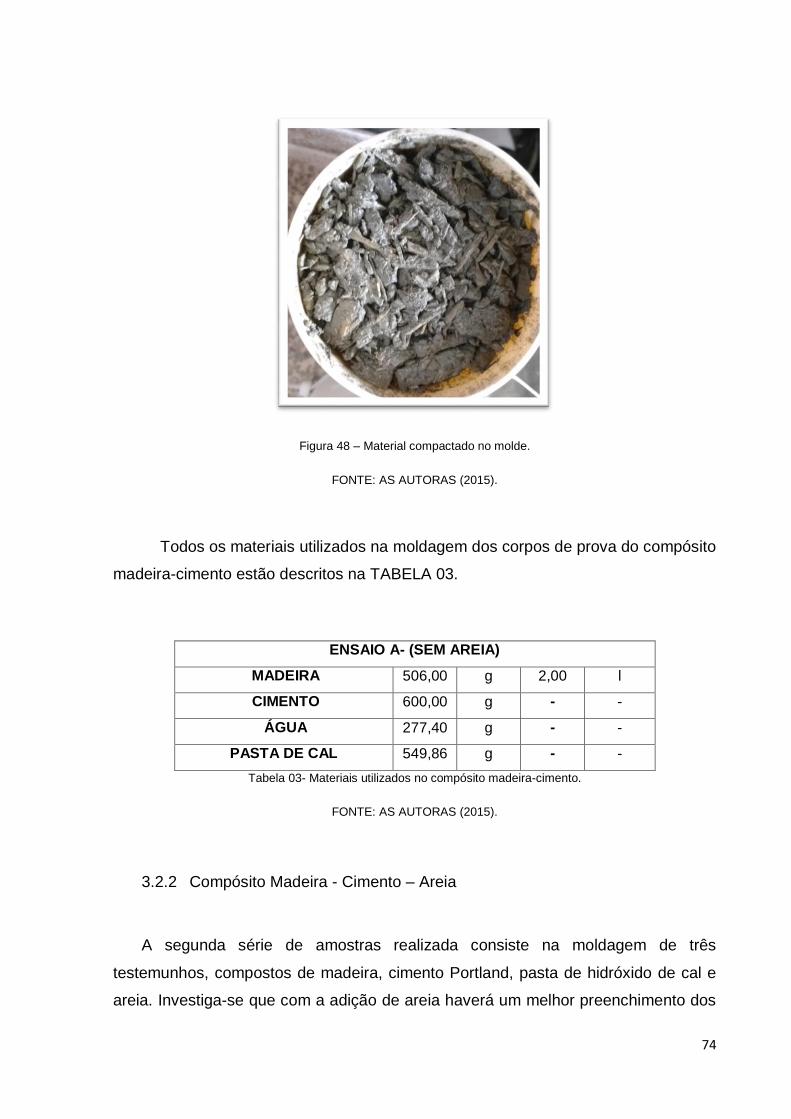
74
Figura 48 – Material compactado no molde.
FONTE: AS AUTORAS (2015).
Todos os materiais utilizados na moldagem dos corpos de prova do compósito
madeira-cimento estão descritos na TABELA 03.
ENSAIO A- (SEM AREIA)
MADEIRA 506,00 g 2,00 l
CIMENTO 600,00 g - -
ÁGUA 277,40 g - -
PASTA DE CAL 549,86 g - -
Tabela 03- Materiais utilizados no compósito madeira-cimento.
FONTE: AS AUTORAS (2015).
3.2.2 Compósito Madeira - Cimento – Areia
A segunda série de amostras realizada consiste na moldagem de três
testemunhos, compostos de madeira, cimento Portland, pasta de hidróxido de cal e
areia. Investiga-se que com a adição de areia haverá um melhor preenchimento dos
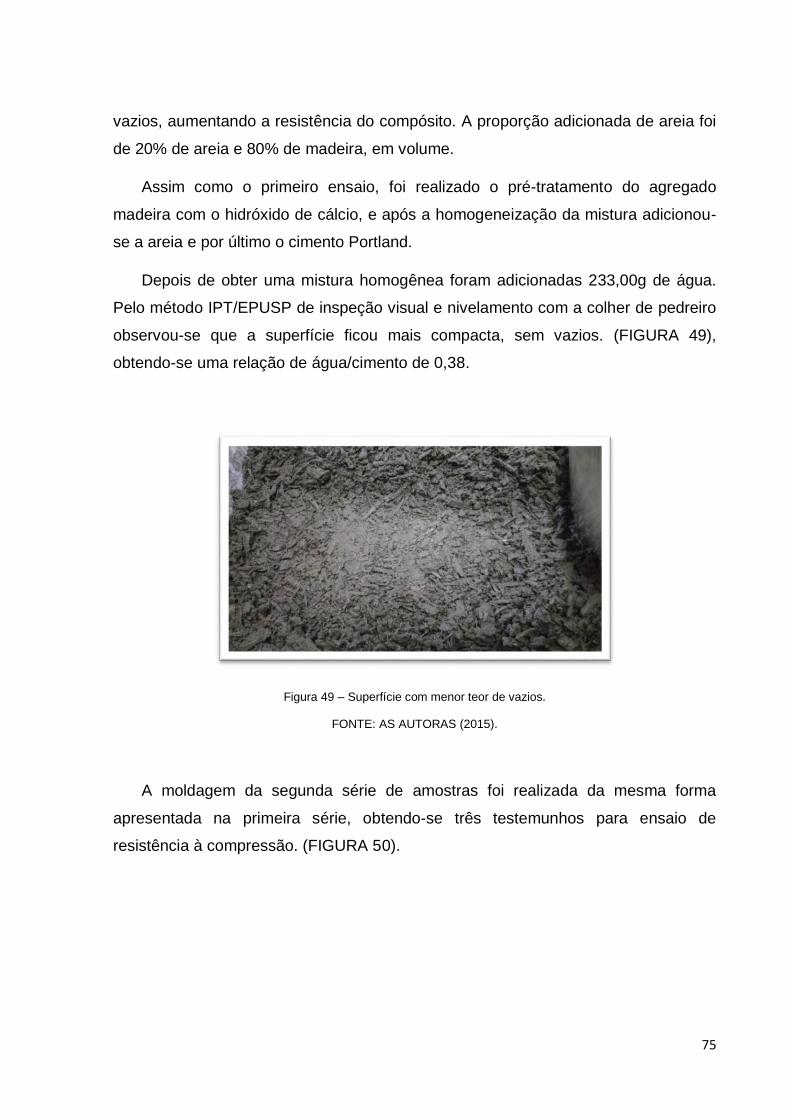
75
vazios, aumentando a resistência do compósito. A proporção adicionada de areia foi
de 20% de areia e 80% de madeira, em volume.
Assim como o primeiro ensaio, foi realizado o pré-tratamento do agregado
madeira com o hidróxido de cálcio, e após a homogeneização da mistura adicionou-
se a areia e por último o cimento Portland.
Depois de obter uma mistura homogênea foram adicionadas 233,00g de água.
Pelo método IPT/EPUSP de inspeção visual e nivelamento com a colher de pedreiro
observou-se que a superfície ficou mais compacta, sem vazios. (FIGURA 49),
obtendo-se uma relação de água/cimento de 0,38.
Figura 49 – Superfície com menor teor de vazios.
FONTE: AS AUTORAS (2015).
A moldagem da segunda série de amostras foi realizada da mesma forma
apresentada na primeira série, obtendo-se três testemunhos para ensaio de
resistência à compressão. (FIGURA 50).
76
Figura 50- Material com areia compactado no molde.
FONTE: AS AUTORAS (2015).
A TABELA 04 abaixo mostra os materiais utilizados na segunda série de amostras
para a moldagem dos corpos de prova do compósito madeira-cimento-areia.
ENSAIO B- (COM AREIA)
MADEIRA 441,60 g 1,60 l
CIMENTO 600,96 g - -
ÁGUA 233,00 g - -
PASTA DE CAL 464,00 g - -
AREIA 760,00 g 0,40 l
Tabela 04 - Materiais utilizados no compósito madeira-cimento-areia
FONTE: AS AUTORAS (2015).
Em uma análise visual nos corpos de prova com e sem adição de areia, pode-se
observar que as amostras com adição de areia apresentam uma superfície mais
homogênea, com menor quantidade de vazios quando comparado ao compósito
madeira-cimento. (FIGURA 51).
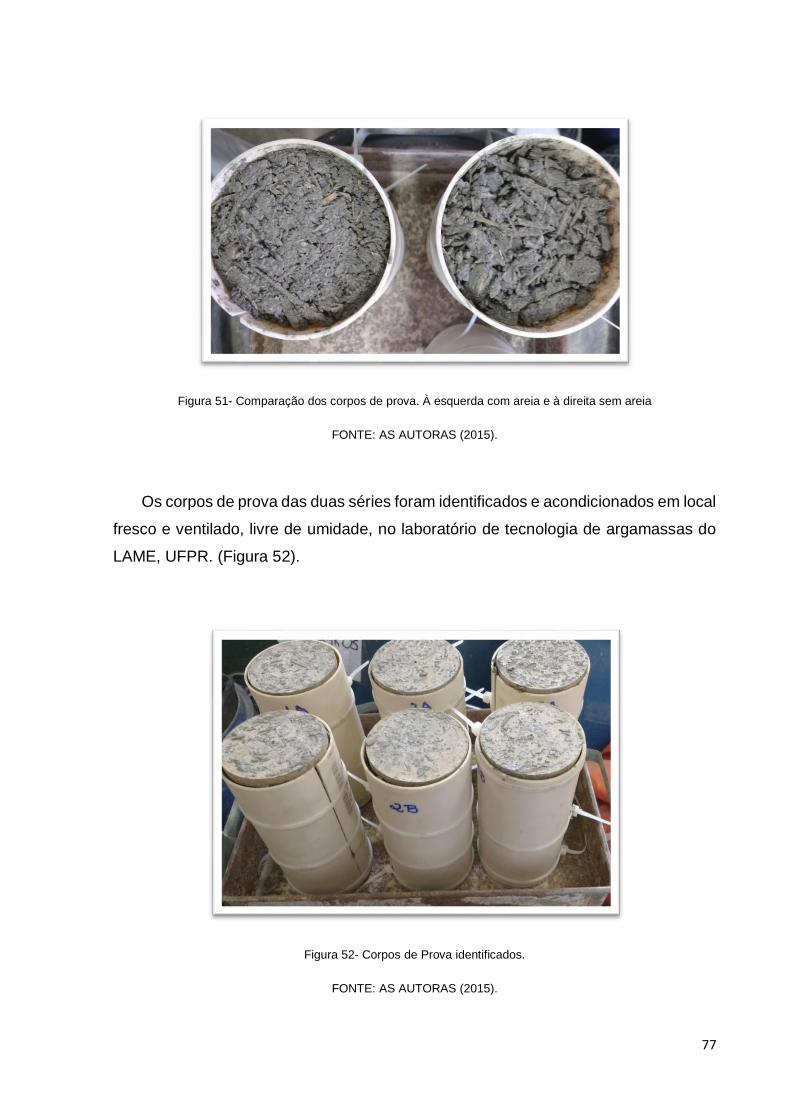
77
Figura 51- Comparação dos corpos de prova. À esquerda com areia e à direita sem areia
FONTE: AS AUTORAS (2015).
Os corpos de prova das duas séries foram identificados e acondicionados em local
fresco e ventilado, livre de umidade, no laboratório de tecnologia de argamassas do
LAME, UFPR. (Figura 52).
Figura 52- Corpos de Prova identificados.
FONTE: AS AUTORAS (2015).
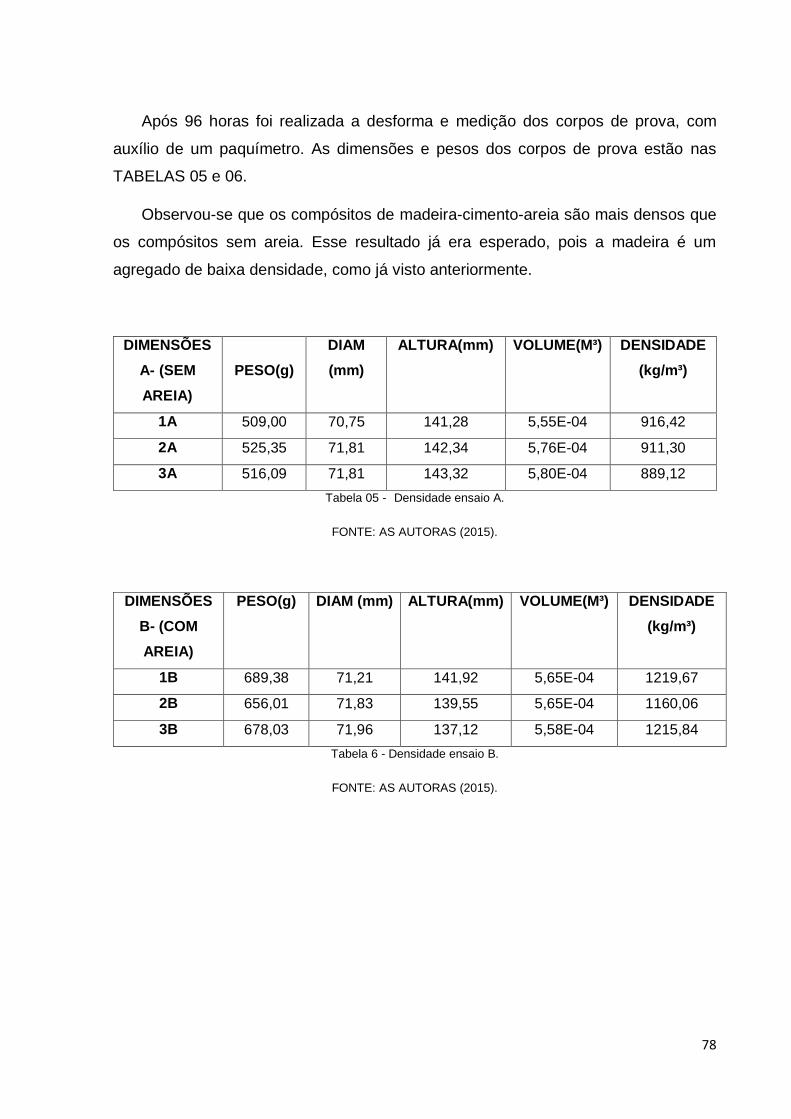
78
Após 96 horas foi realizada a desforma e medição dos corpos de prova, com
auxílio de um paquímetro. As dimensões e pesos dos corpos de prova estão nas
TABELAS 05 e 06.
Observou-se que os compósitos de madeira-cimento-areia são mais densos que
os compósitos sem areia. Esse resultado já era esperado, pois a madeira é um
agregado de baixa densidade, como já visto anteriormente.
DIMENSÕES
A- (SEM
AREIA)
PESO(g)
DIAM
(mm)
ALTURA(mm) VOLUME(M³) DENSIDADE
(kg/m³)
1A 509,00 70,75 141,28 5,55E-04 916,42
2A 525,35 71,81 142,34 5,76E-04 911,30
3A 516,09 71,81 143,32 5,80E-04 889,12
Tabela 05 - Densidade ensaio A.
FONTE: AS AUTORAS (2015).
DIMENSÕES
B- (COM
AREIA)
PESO(g) DIAM (mm) ALTURA(mm) VOLUME(M³) DENSIDADE
(kg/m³)
1B 689,38 71,21 141,92 5,65E-04 1219,67
2B 656,01 71,83 139,55 5,65E-04 1160,06
3B 678,03 71,96 137,12 5,58E-04 1215,84
Tabela 6 - Densidade ensaio B.
FONTE: AS AUTORAS (2015).
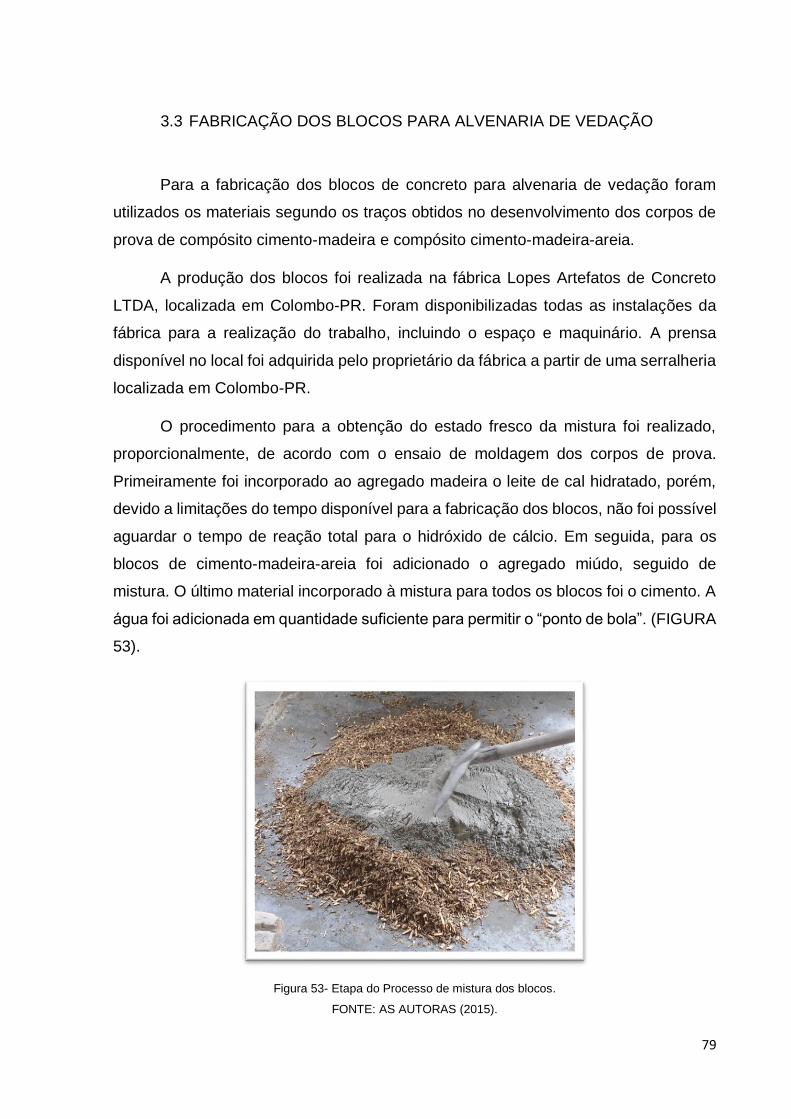
79
3.3 FABRICAÇÃO DOS BLOCOS PARA ALVENARIA DE VEDAÇÃO
Para a fabricação dos blocos de concreto para alvenaria de vedação foram
utilizados os materiais segundo os traços obtidos no desenvolvimento dos corpos de
prova de compósito cimento-madeira e compósito cimento-madeira-areia.
A produção dos blocos foi realizada na fábrica Lopes Artefatos de Concreto
LTDA, localizada em Colombo-PR. Foram disponibilizadas todas as instalações da
fábrica para a realização do trabalho, incluindo o espaço e maquinário. A prensa
disponível no local foi adquirida pelo proprietário da fábrica a partir de uma serralheria
localizada em Colombo-PR.
O procedimento para a obtenção do estado fresco da mistura foi realizado,
proporcionalmente, de acordo com o ensaio de moldagem dos corpos de prova.
Primeiramente foi incorporado ao agregado madeira o leite de cal hidratado, porém,
devido a limitações do tempo disponível para a fabricação dos blocos, não foi possível
aguardar o tempo de reação total para o hidróxido de cálcio. Em seguida, para os
blocos de cimento-madeira-areia foi adicionado o agregado miúdo, seguido de
mistura. O último material incorporado à mistura para todos os blocos foi o cimento. A
água foi adicionada em quantidade suficiente para permitir o “ponto de bola”. (FIGURA
53).
Figura 53- Etapa do Processo de mistura dos blocos.
FONTE: AS AUTORAS (2015).
80
Após o processo de mistura o material foi colocado na prensa mecânica para a
realização da moldagem dos blocos por vibrocompactação. Foi necessário nessa
etapa fazer uma adaptação do processo de fabricação de blocos de concreto
convencional, pois a mistura precisou ser acomodada na máquina manualmente,
enquanto no processo comum esta etapa é mecânica. (FIGURA 54).
Figura 54- Moldagem dos blocos de concreto.
FONTE: AS AUTORAS (2015)
Após a moldagem dos blocos a prensa aplicava uma vibrocompactação do
material dentro dos moldes e após esse processo as fôrmas eram retiradas
mecanicamente suspendendo-as de modo que os blocos acabados ficassem sobre
uma moldura de madeira. (FIGURA 55).
81
Figura 55- Acabamento dos blocos.
FONTE: AS AUTORAS (2015).
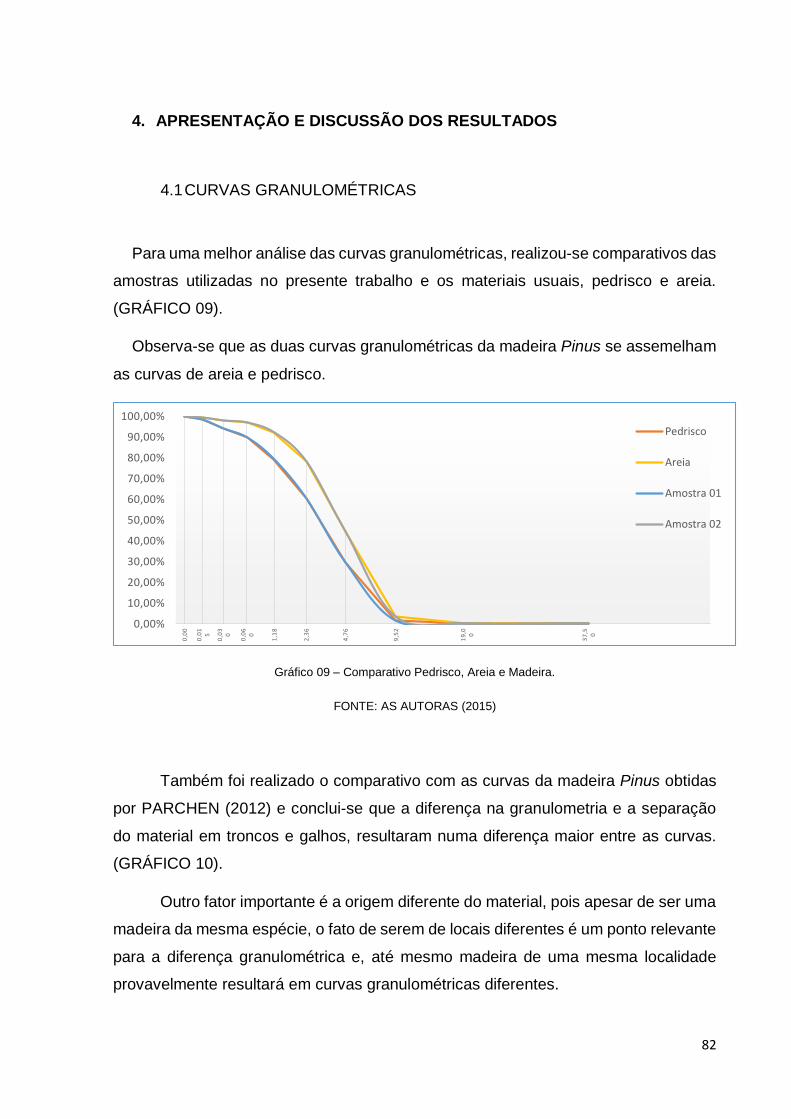
82
4. APRESENTAÇÃO E DISCUSSÃO DOS RESULTADOS
4.1 CURVAS GRANULOMÉTRICAS
Para uma melhor análise das curvas granulométricas, realizou-se comparativos das
amostras utilizadas no presente trabalho e os materiais usuais, pedrisco e areia.
(GRÁFICO 09).
Observa-se que as duas curvas granulométricas da madeira Pinus se assemelham
as curvas de areia e pedrisco.
Gráfico 09 – Comparativo Pedrisco, Areia e Madeira.
FONTE: AS AUTORAS (2015)
Também foi realizado o comparativo com as curvas da madeira Pinus obtidas
por PARCHEN (2012) e conclui-se que a diferença na granulometria e a separação
do material em troncos e galhos, resultaram numa diferença maior entre as curvas.
(GRÁFICO 10).
Outro fator importante é a origem diferente do material, pois apesar de ser uma
madeira da mesma espécie, o fato de serem de locais diferentes é um ponto relevante
para a diferença granulométrica e, até mesmo madeira de uma mesma localidade
provavelmente resultará em curvas granulométricas diferentes.
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
37
,5 0
19
,0 0
9,5
2
4,7
6
2,3
6
1,1
8
0,0
60
0,0
30
0,0
15
0,0
0
Pedrisco
Areia
Amostra 01
Amostra 02
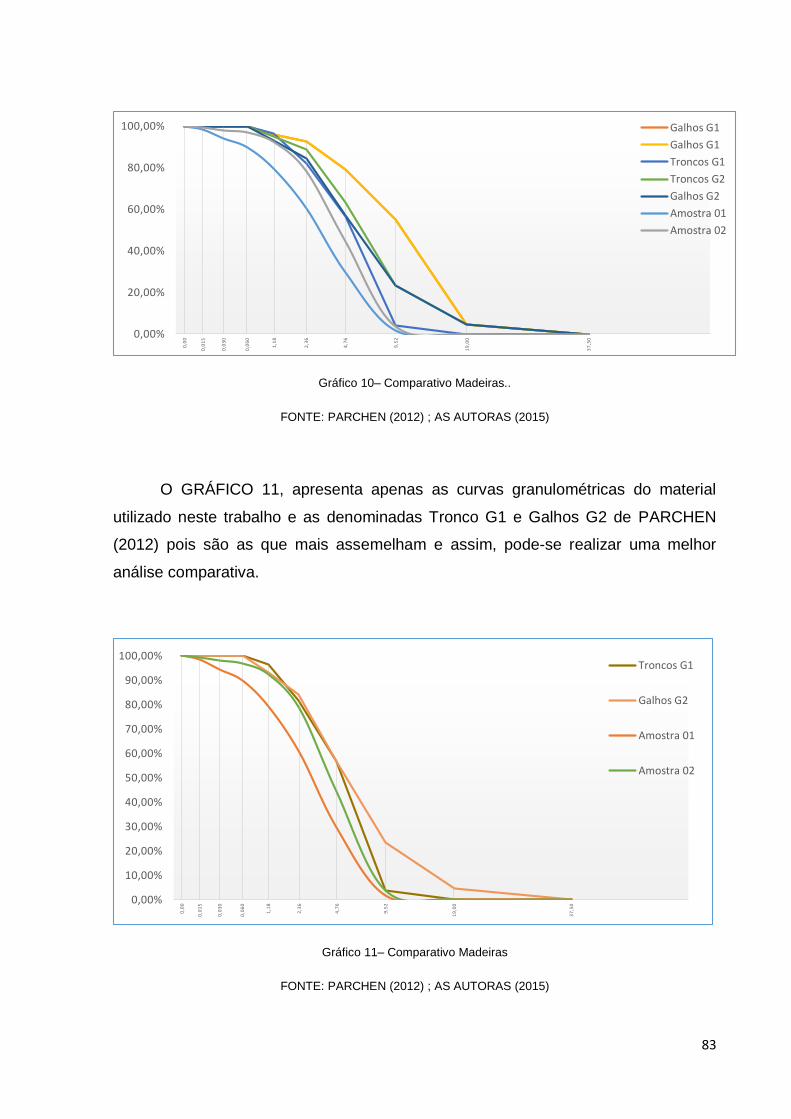
83
Gráfico 10– Comparativo Madeiras..
FONTE: PARCHEN (2012) ; AS AUTORAS (2015)
O GRÁFICO 11, apresenta apenas as curvas granulométricas do material
utilizado neste trabalho e as denominadas Tronco G1 e Galhos G2 de PARCHEN
(2012) pois são as que mais assemelham e assim, pode-se realizar uma melhor
análise comparativa.
Gráfico 11– Comparativo Madeiras
FONTE: PARCHEN (2012) ; AS AUTORAS (2015)
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
37
,50
19
,00
9,5
2
4,7
6
2,3
6
1,1
8
0,0
60
0,0
30
0,0
15
0,0
0
Galhos G1
Galhos G1
Troncos G1
Troncos G2
Galhos G2
Amostra 01
Amostra 02
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
37
,50
19
,00
9,5
2
4,7
6
2,3
6
1,1
8
0,0
60
0,0
30
0,0
15
0,0
0
Troncos G1
Galhos G2
Amostra 01
Amostra 02
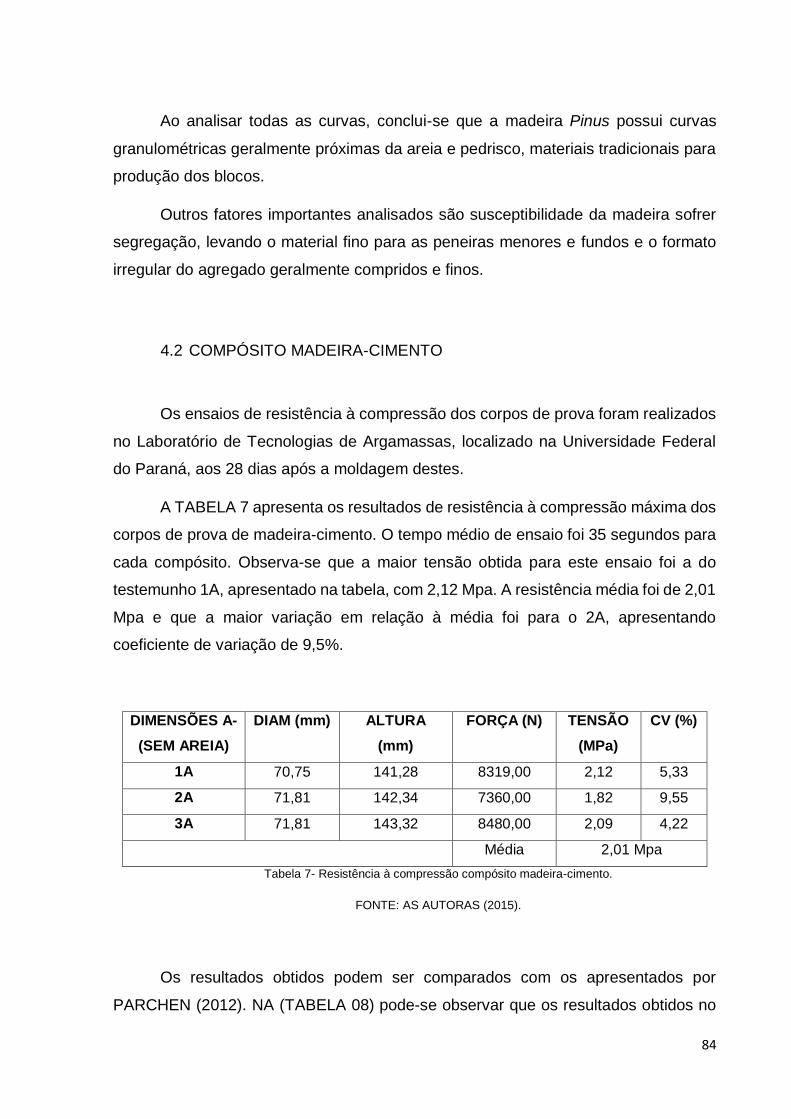
84
Ao analisar todas as curvas, conclui-se que a madeira Pinus possui curvas
granulométricas geralmente próximas da areia e pedrisco, materiais tradicionais para
produção dos blocos.
Outros fatores importantes analisados são susceptibilidade da madeira sofrer
segregação, levando o material fino para as peneiras menores e fundos e o formato
irregular do agregado geralmente compridos e finos.
4.2 COMPÓSITO MADEIRA-CIMENTO
Os ensaios de resistência à compressão dos corpos de prova foram realizados
no Laboratório de Tecnologias de Argamassas, localizado na Universidade Federal
do Paraná, aos 28 dias após a moldagem destes.
A TABELA 7 apresenta os resultados de resistência à compressão máxima dos
corpos de prova de madeira-cimento. O tempo médio de ensaio foi 35 segundos para
cada compósito. Observa-se que a maior tensão obtida para este ensaio foi a do
testemunho 1A, apresentado na tabela, com 2,12 Mpa. A resistência média foi de 2,01
Mpa e que a maior variação em relação à média foi para o 2A, apresentando
coeficiente de variação de 9,5%.
DIMENSÕES A-
(SEM AREIA)
DIAM (mm) ALTURA
(mm)
FORÇA (N) TENSÃO
(MPa)
CV (%)
1A 70,75 141,28 8319,00 2,12 5,33
2A 71,81 142,34 7360,00 1,82 9,55
3A 71,81 143,32 8480,00 2,09 4,22
Média 2,01 Mpa
Tabela 7- Resistência à compressão compósito madeira-cimento.
FONTE: AS AUTORAS (2015).
Os resultados obtidos podem ser comparados com os apresentados por
PARCHEN (2012). NA (TABELA 08) pode-se observar que os resultados obtidos no
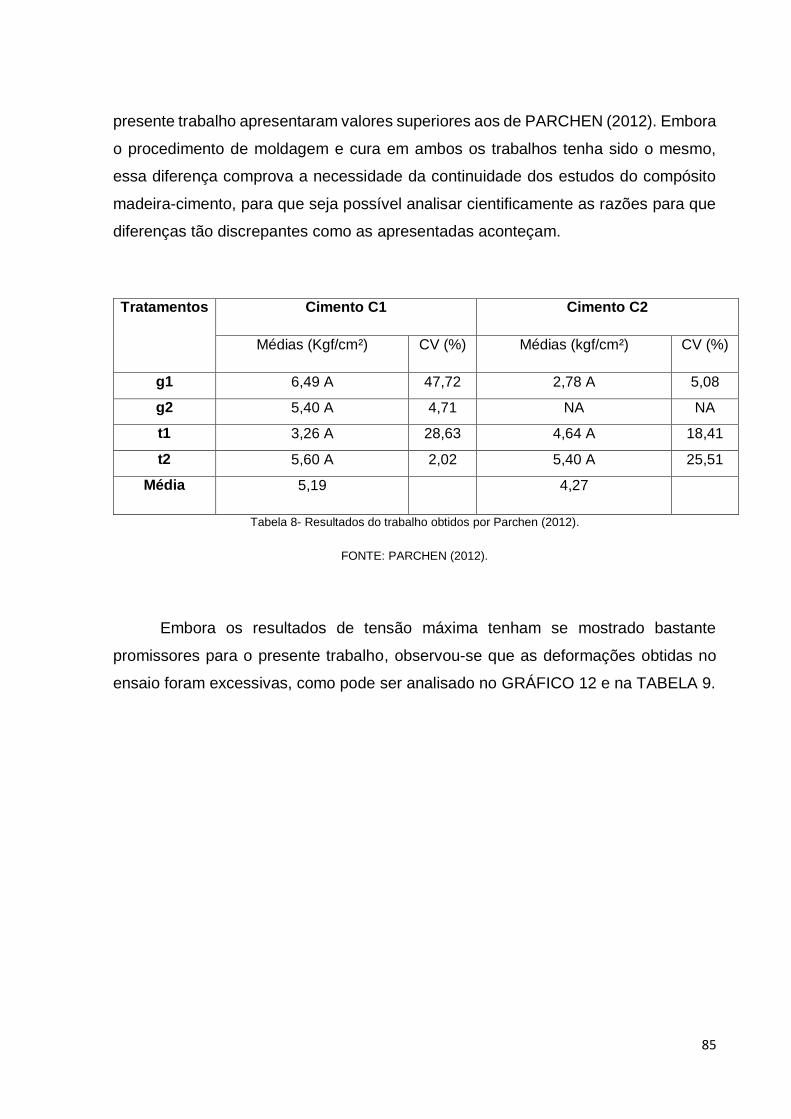
85
presente trabalho apresentaram valores superiores aos de PARCHEN (2012). Embora
o procedimento de moldagem e cura em ambos os trabalhos tenha sido o mesmo,
essa diferença comprova a necessidade da continuidade dos estudos do compósito
madeira-cimento, para que seja possível analisar cientificamente as razões para que
diferenças tão discrepantes como as apresentadas aconteçam.
Tratamentos Cimento C1 Cimento C2
Médias (Kgf/cm²) CV (%) Médias (kgf/cm²) CV (%)
g1 6,49 A 47,72 2,78 A 5,08
g2 5,40 A 4,71 NA NA
t1 3,26 A 28,63 4,64 A 18,41
t2 5,60 A 2,02 5,40 A 25,51
Média 5,19 4,27
Tabela 8- Resultados do trabalho obtidos por Parchen (2012).
FONTE: PARCHEN (2012).
Embora os resultados de tensão máxima tenham se mostrado bastante
promissores para o presente trabalho, observou-se que as deformações obtidas no
ensaio foram excessivas, como pode ser analisado no GRÁFICO 12 e na TABELA 9.
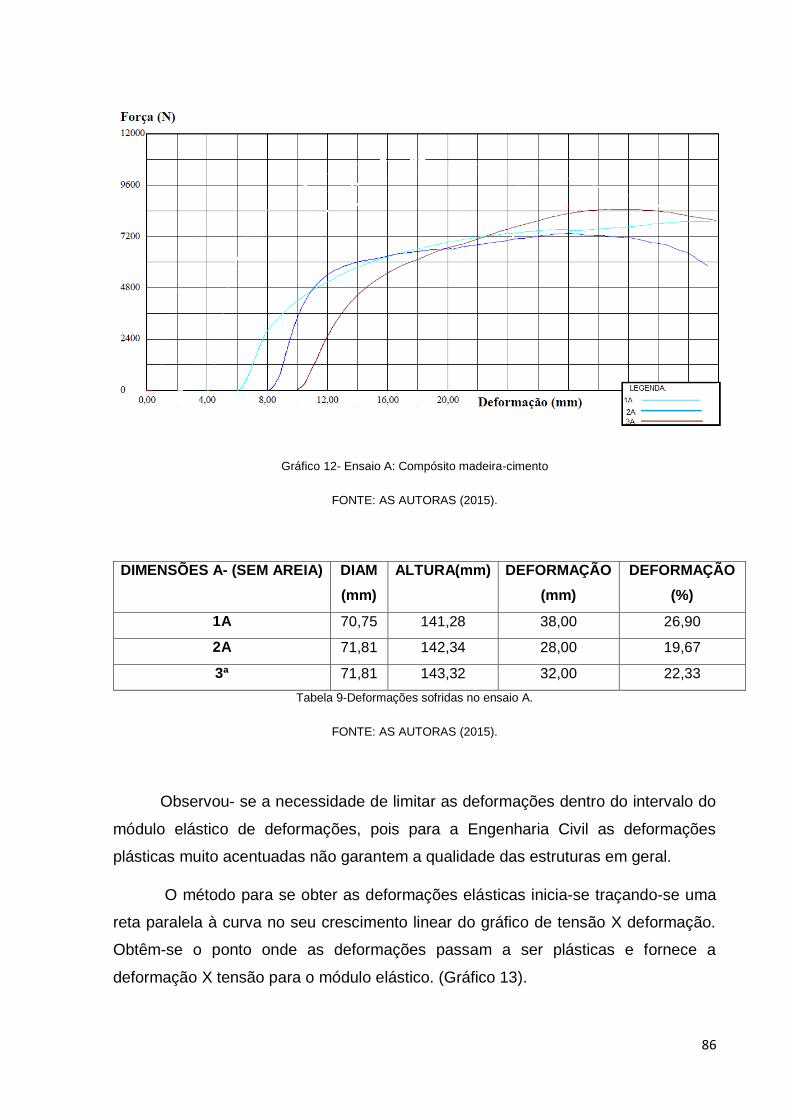
86
Gráfico 12- Ensaio A: Compósito madeira-cimento
FONTE: AS AUTORAS (2015).
DIMENSÕES A- (SEM AREIA) DIAM
(mm)
ALTURA(mm) DEFORMAÇÃO
(mm)
DEFORMAÇÃO
(%)
1A 70,75 141,28 38,00 26,90
2A 71,81 142,34 28,00 19,67
3ª 71,81 143,32 32,00 22,33
Tabela 9-Deformações sofridas no ensaio A.
FONTE: AS AUTORAS (2015).
Observou- se a necessidade de limitar as deformações dentro do intervalo do
módulo elástico de deformações, pois para a Engenharia Civil as deformações
plásticas muito acentuadas não garantem a qualidade das estruturas em geral.
O método para se obter as deformações elásticas inicia-se traçando-se uma
reta paralela à curva no seu crescimento linear do gráfico de tensão X deformação.
Obtêm-se o ponto onde as deformações passam a ser plásticas e fornece a
deformação X tensão para o módulo elástico. (Gráfico 13).
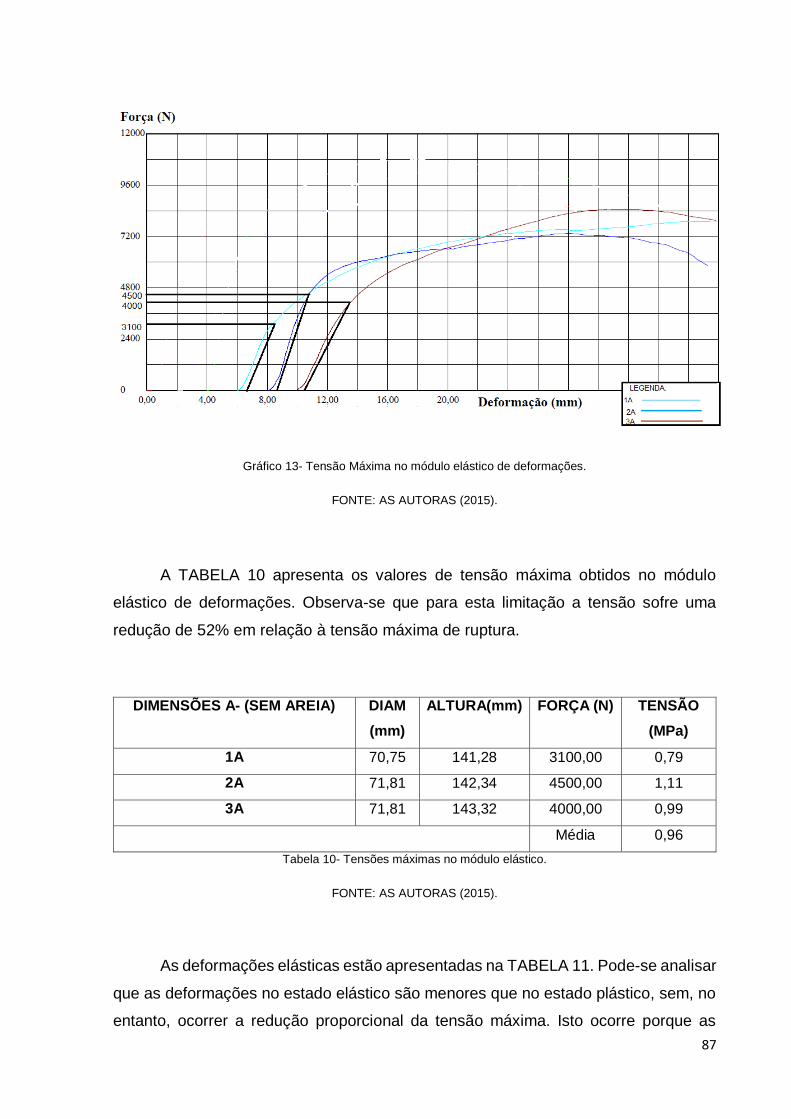
87
Gráfico 13- Tensão Máxima no módulo elástico de deformações.
FONTE: AS AUTORAS (2015).
A TABELA 10 apresenta os valores de tensão máxima obtidos no módulo
elástico de deformações. Observa-se que para esta limitação a tensão sofre uma
redução de 52% em relação à tensão máxima de ruptura.
DIMENSÕES A- (SEM AREIA) DIAM
(mm)
ALTURA(mm) FORÇA (N) TENSÃO
(MPa)
1A 70,75 141,28 3100,00 0,79
2A 71,81 142,34 4500,00 1,11
3A 71,81 143,32 4000,00 0,99
Média 0,96
Tabela 10- Tensões máximas no módulo elástico.
FONTE: AS AUTORAS (2015).
As deformações elásticas estão apresentadas na TABELA 11. Pode-se analisar
que as deformações no estado elástico são menores que no estado plástico, sem, no
entanto, ocorrer a redução proporcional da tensão máxima. Isto ocorre porque as
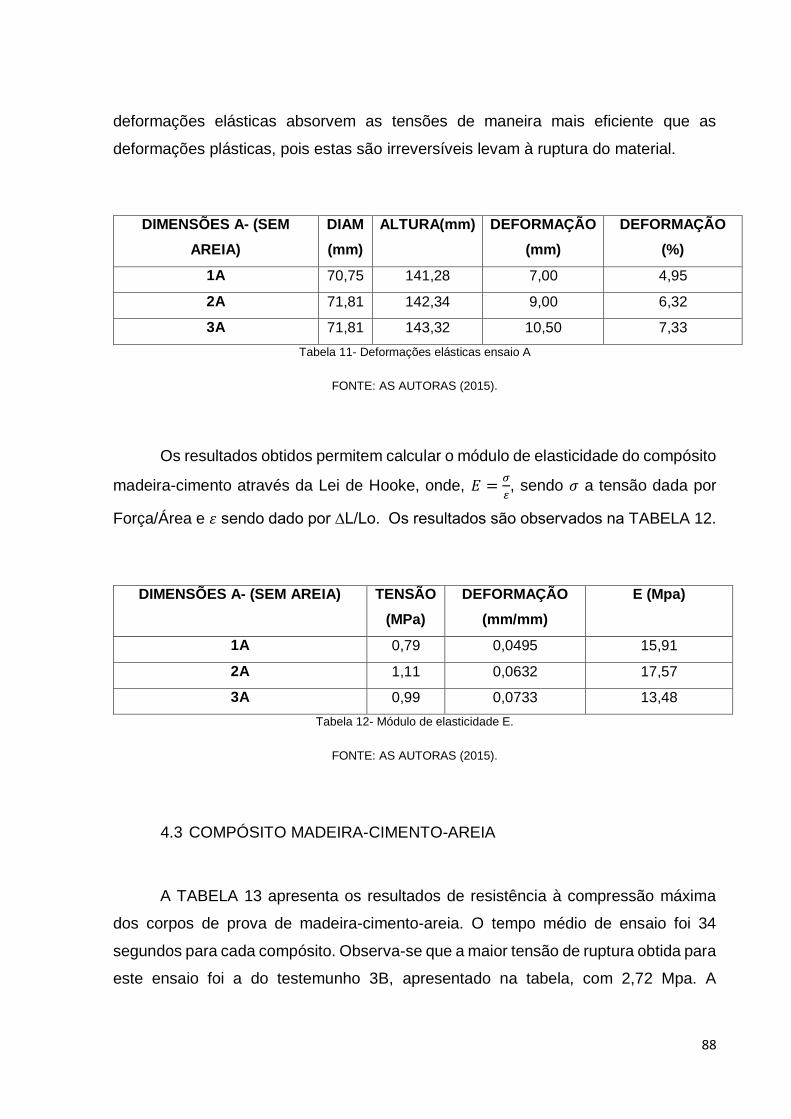
88
deformações elásticas absorvem as tensões de maneira mais eficiente que as
deformações plásticas, pois estas são irreversíveis levam à ruptura do material.
DIMENSÕES A- (SEM
AREIA)
DIAM
(mm)
ALTURA(mm) DEFORMAÇÃO
(mm)
DEFORMAÇÃO
(%)
1A 70,75 141,28 7,00 4,95
2A 71,81 142,34 9,00 6,32
3A 71,81 143,32 10,50 7,33
Tabela 11- Deformações elásticas ensaio A
FONTE: AS AUTORAS (2015).
Os resultados obtidos permitem calcular o módulo de elasticidade do compósito
madeira-cimento através da Lei de Hooke, onde, 𝐸 =𝜎
𝜀, sendo 𝜎 a tensão dada por
Força/Área e 𝜀 sendo dado por ∆L/Lo. Os resultados são observados na TABELA 12.
DIMENSÕES A- (SEM AREIA) TENSÃO
(MPa)
DEFORMAÇÃO
(mm/mm)
E (Mpa)
1A 0,79 0,0495 15,91
2A 1,11 0,0632 17,57
3A 0,99 0,0733 13,48
Tabela 12- Módulo de elasticidade E.
FONTE: AS AUTORAS (2015).
4.3 COMPÓSITO MADEIRA-CIMENTO-AREIA
A TABELA 13 apresenta os resultados de resistência à compressão máxima
dos corpos de prova de madeira-cimento-areia. O tempo médio de ensaio foi 34
segundos para cada compósito. Observa-se que a maior tensão de ruptura obtida para
este ensaio foi a do testemunho 3B, apresentado na tabela, com 2,72 Mpa. A
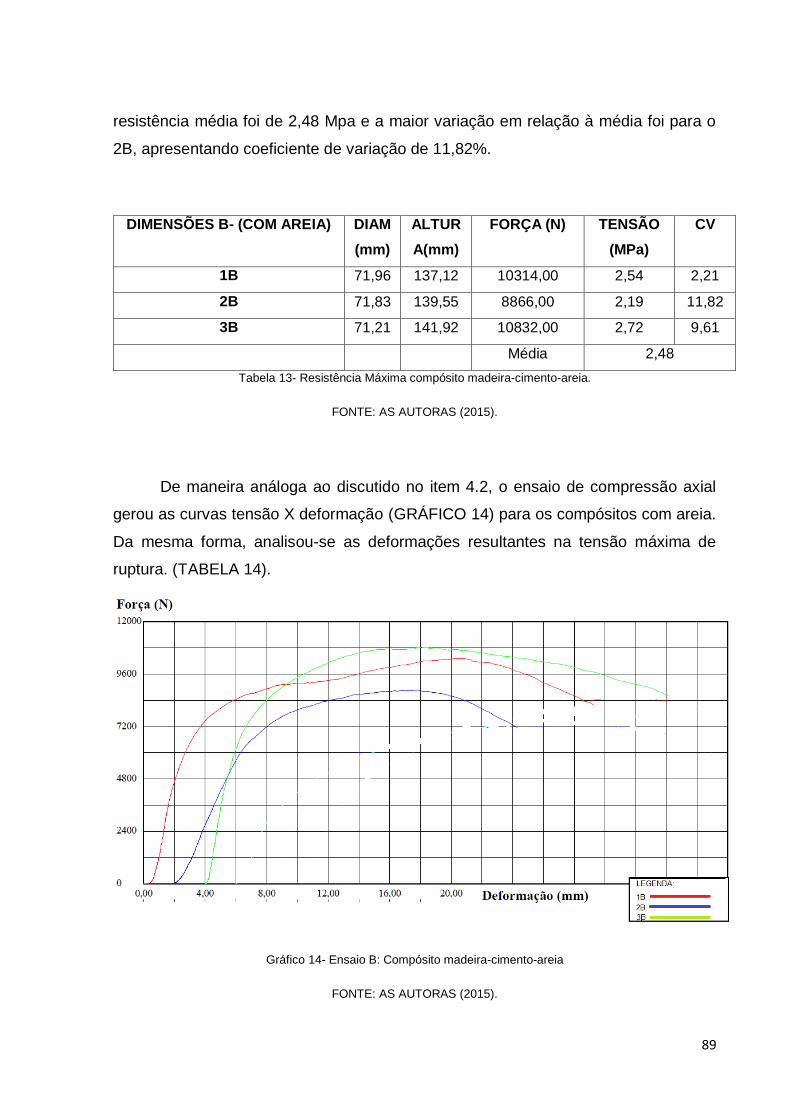
89
resistência média foi de 2,48 Mpa e a maior variação em relação à média foi para o
2B, apresentando coeficiente de variação de 11,82%.
DIMENSÕES B- (COM AREIA) DIAM
(mm)
ALTUR
A(mm)
FORÇA (N) TENSÃO
(MPa)
CV
1B 71,96 137,12 10314,00 2,54 2,21
2B 71,83 139,55 8866,00 2,19 11,82
3B 71,21 141,92 10832,00 2,72 9,61
Média 2,48
Tabela 13- Resistência Máxima compósito madeira-cimento-areia.
FONTE: AS AUTORAS (2015).
De maneira análoga ao discutido no item 4.2, o ensaio de compressão axial
gerou as curvas tensão X deformação (GRÁFICO 14) para os compósitos com areia.
Da mesma forma, analisou-se as deformações resultantes na tensão máxima de
ruptura. (TABELA 14).
Gráfico 14- Ensaio B: Compósito madeira-cimento-areia
FONTE: AS AUTORAS (2015).
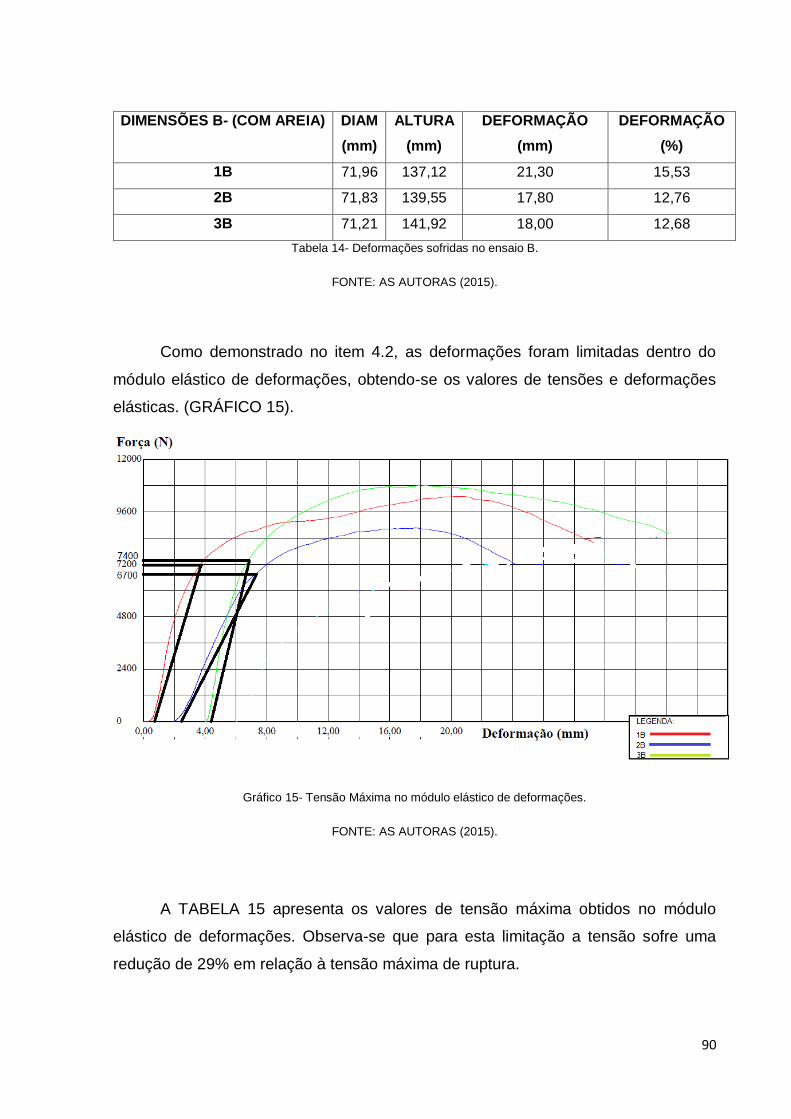
90
DIMENSÕES B- (COM AREIA) DIAM
(mm)
ALTURA
(mm)
DEFORMAÇÃO
(mm)
DEFORMAÇÃO
(%)
1B 71,96 137,12 21,30 15,53
2B 71,83 139,55 17,80 12,76
3B 71,21 141,92 18,00 12,68
Tabela 14- Deformações sofridas no ensaio B.
FONTE: AS AUTORAS (2015).
Como demonstrado no item 4.2, as deformações foram limitadas dentro do
módulo elástico de deformações, obtendo-se os valores de tensões e deformações
elásticas. (GRÁFICO 15).
Gráfico 15- Tensão Máxima no módulo elástico de deformações.
FONTE: AS AUTORAS (2015).
A TABELA 15 apresenta os valores de tensão máxima obtidos no módulo
elástico de deformações. Observa-se que para esta limitação a tensão sofre uma
redução de 29% em relação à tensão máxima de ruptura.
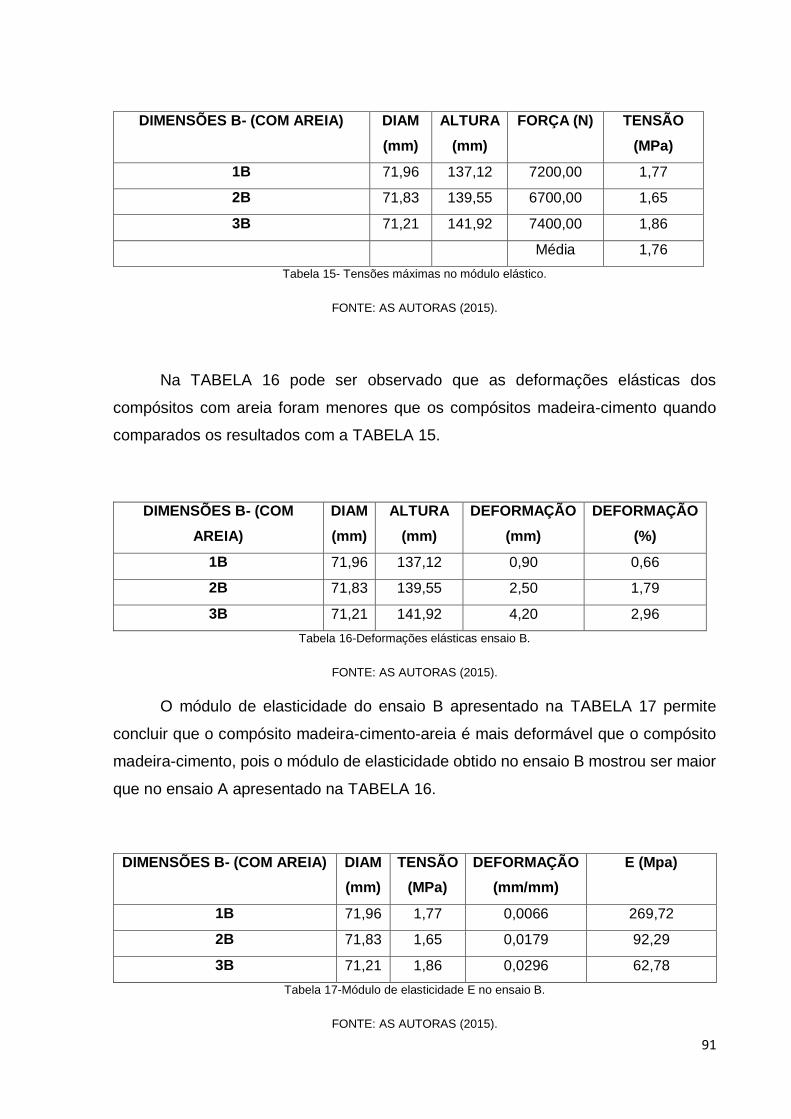
91
DIMENSÕES B- (COM AREIA) DIAM
(mm)
ALTURA
(mm)
FORÇA (N) TENSÃO
(MPa)
1B 71,96 137,12 7200,00 1,77
2B 71,83 139,55 6700,00 1,65
3B 71,21 141,92 7400,00 1,86
Média 1,76
Tabela 15- Tensões máximas no módulo elástico.
FONTE: AS AUTORAS (2015).
Na TABELA 16 pode ser observado que as deformações elásticas dos
compósitos com areia foram menores que os compósitos madeira-cimento quando
comparados os resultados com a TABELA 15.
DIMENSÕES B- (COM
AREIA)
DIAM
(mm)
ALTURA
(mm)
DEFORMAÇÃO
(mm)
DEFORMAÇÃO
(%)
1B 71,96 137,12 0,90 0,66
2B 71,83 139,55 2,50 1,79
3B 71,21 141,92 4,20 2,96
Tabela 16-Deformações elásticas ensaio B.
FONTE: AS AUTORAS (2015).
O módulo de elasticidade do ensaio B apresentado na TABELA 17 permite
concluir que o compósito madeira-cimento-areia é mais deformável que o compósito
madeira-cimento, pois o módulo de elasticidade obtido no ensaio B mostrou ser maior
que no ensaio A apresentado na TABELA 16.
DIMENSÕES B- (COM AREIA) DIAM
(mm)
TENSÃO
(MPa)
DEFORMAÇÃO
(mm/mm)
E (Mpa)
1B 71,96 1,77 0,0066 269,72
2B 71,83 1,65 0,0179 92,29
3B 71,21 1,86 0,0296 62,78
Tabela 17-Módulo de elasticidade E no ensaio B.
FONTE: AS AUTORAS (2015).
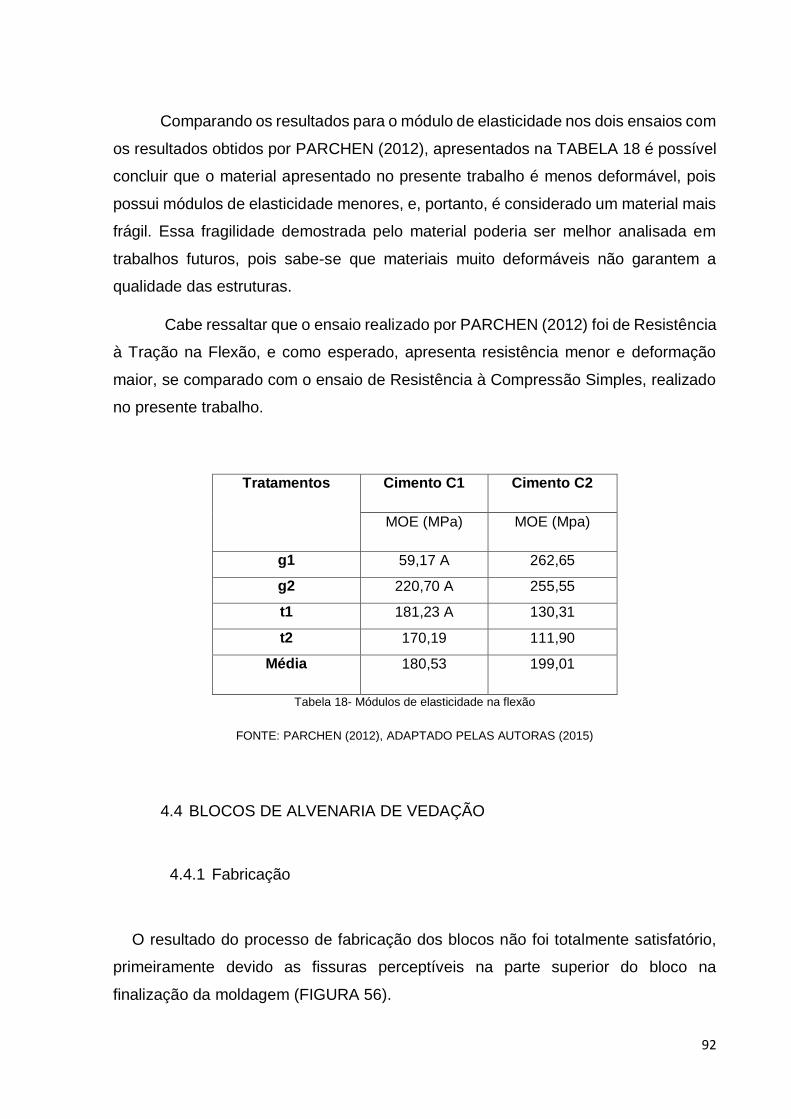
92
Comparando os resultados para o módulo de elasticidade nos dois ensaios com
os resultados obtidos por PARCHEN (2012), apresentados na TABELA 18 é possível
concluir que o material apresentado no presente trabalho é menos deformável, pois
possui módulos de elasticidade menores, e, portanto, é considerado um material mais
frágil. Essa fragilidade demostrada pelo material poderia ser melhor analisada em
trabalhos futuros, pois sabe-se que materiais muito deformáveis não garantem a
qualidade das estruturas.
Cabe ressaltar que o ensaio realizado por PARCHEN (2012) foi de Resistência
à Tração na Flexão, e como esperado, apresenta resistência menor e deformação
maior, se comparado com o ensaio de Resistência à Compressão Simples, realizado
no presente trabalho.
Tratamentos Cimento C1 Cimento C2
MOE (MPa) MOE (Mpa)
g1 59,17 A 262,65
g2 220,70 A 255,55
t1 181,23 A 130,31
t2 170,19 111,90
Média 180,53 199,01
Tabela 18- Módulos de elasticidade na flexão
FONTE: PARCHEN (2012), ADAPTADO PELAS AUTORAS (2015)
4.4 BLOCOS DE ALVENARIA DE VEDAÇÃO
4.4.1 Fabricação
O resultado do processo de fabricação dos blocos não foi totalmente satisfatório,
primeiramente devido as fissuras perceptíveis na parte superior do bloco na
finalização da moldagem (FIGURA 56).
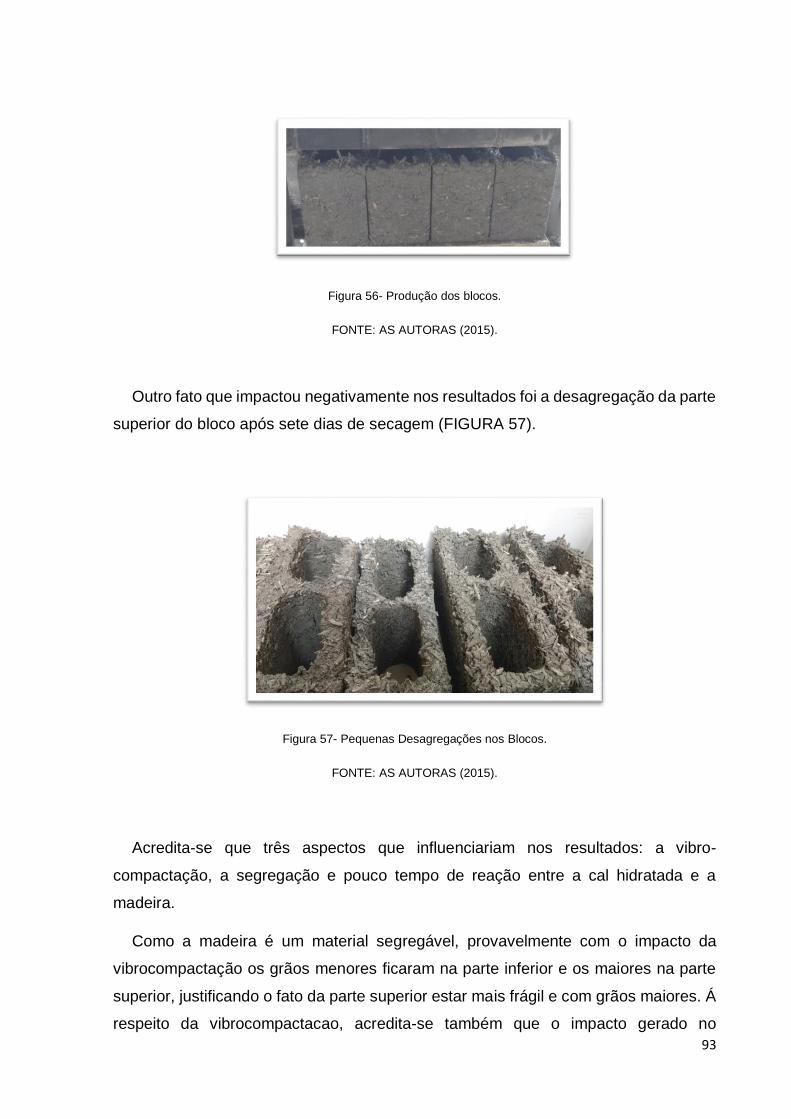
93
Figura 56- Produção dos blocos.
FONTE: AS AUTORAS (2015).
Outro fato que impactou negativamente nos resultados foi a desagregação da parte
superior do bloco após sete dias de secagem (FIGURA 57).
Figura 57- Pequenas Desagregações nos Blocos.
FONTE: AS AUTORAS (2015).
Acredita-se que três aspectos que influenciariam nos resultados: a vibro-
compactação, a segregação e pouco tempo de reação entre a cal hidratada e a
madeira.
Como a madeira é um material segregável, provavelmente com o impacto da
vibrocompactação os grãos menores ficaram na parte inferior e os maiores na parte
superior, justificando o fato da parte superior estar mais frágil e com grãos maiores. Á
respeito da vibrocompactacao, acredita-se também que o impacto gerado no
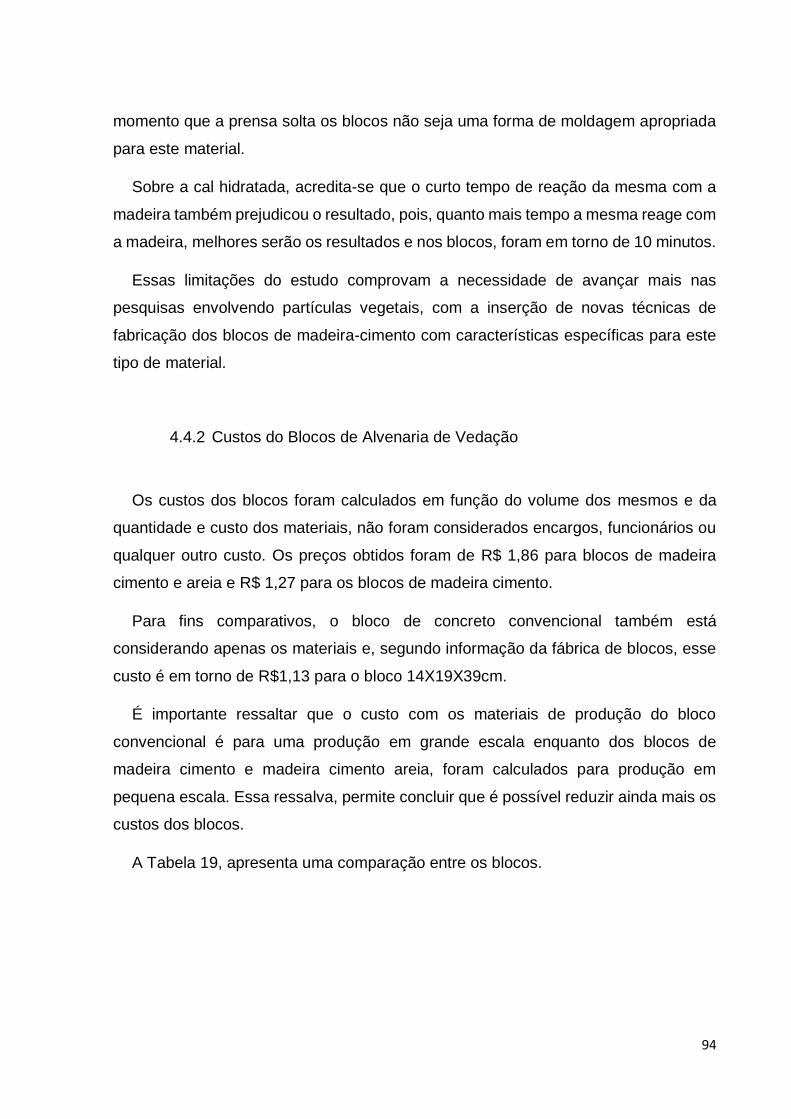
94
momento que a prensa solta os blocos não seja uma forma de moldagem apropriada
para este material.
Sobre a cal hidratada, acredita-se que o curto tempo de reação da mesma com a
madeira também prejudicou o resultado, pois, quanto mais tempo a mesma reage com
a madeira, melhores serão os resultados e nos blocos, foram em torno de 10 minutos.
Essas limitações do estudo comprovam a necessidade de avançar mais nas
pesquisas envolvendo partículas vegetais, com a inserção de novas técnicas de
fabricação dos blocos de madeira-cimento com características específicas para este
tipo de material.
4.4.2 Custos do Blocos de Alvenaria de Vedação
Os custos dos blocos foram calculados em função do volume dos mesmos e da
quantidade e custo dos materiais, não foram considerados encargos, funcionários ou
qualquer outro custo. Os preços obtidos foram de R$ 1,86 para blocos de madeira
cimento e areia e R$ 1,27 para os blocos de madeira cimento.
Para fins comparativos, o bloco de concreto convencional também está
considerando apenas os materiais e, segundo informação da fábrica de blocos, esse
custo é em torno de R$1,13 para o bloco 14X19X39cm.
É importante ressaltar que o custo com os materiais de produção do bloco
convencional é para uma produção em grande escala enquanto dos blocos de
madeira cimento e madeira cimento areia, foram calculados para produção em
pequena escala. Essa ressalva, permite concluir que é possível reduzir ainda mais os
custos dos blocos.
A Tabela 19, apresenta uma comparação entre os blocos.
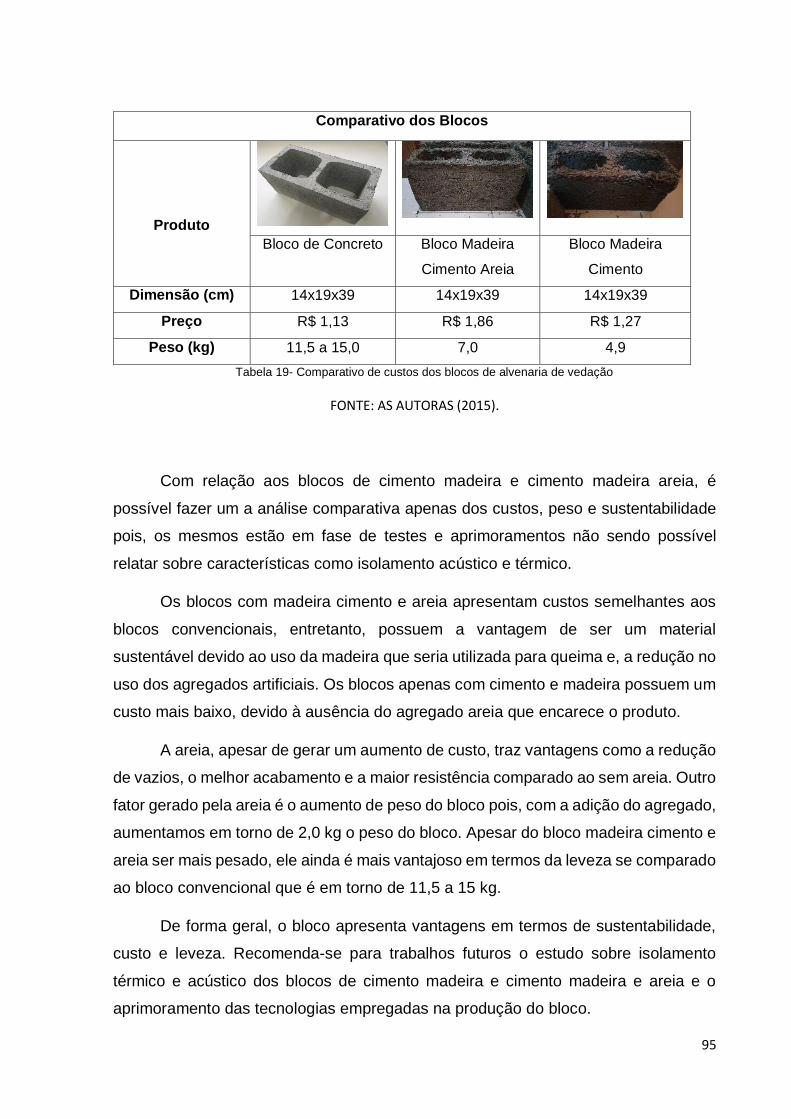
95
Comparativo dos Blocos
Produto
Bloco de Concreto Bloco Madeira
Cimento Areia
Bloco Madeira
Cimento
Dimensão (cm) 14x19x39 14x19x39 14x19x39
Preço R$ 1,13 R$ 1,86 R$ 1,27
Peso (kg) 11,5 a 15,0 7,0 4,9
Tabela 19- Comparativo de custos dos blocos de alvenaria de vedação
FONTE: AS AUTORAS (2015).
Com relação aos blocos de cimento madeira e cimento madeira areia, é
possível fazer um a análise comparativa apenas dos custos, peso e sustentabilidade
pois, os mesmos estão em fase de testes e aprimoramentos não sendo possível
relatar sobre características como isolamento acústico e térmico.
Os blocos com madeira cimento e areia apresentam custos semelhantes aos
blocos convencionais, entretanto, possuem a vantagem de ser um material
sustentável devido ao uso da madeira que seria utilizada para queima e, a redução no
uso dos agregados artificiais. Os blocos apenas com cimento e madeira possuem um
custo mais baixo, devido à ausência do agregado areia que encarece o produto.
A areia, apesar de gerar um aumento de custo, traz vantagens como a redução
de vazios, o melhor acabamento e a maior resistência comparado ao sem areia. Outro
fator gerado pela areia é o aumento de peso do bloco pois, com a adição do agregado,
aumentamos em torno de 2,0 kg o peso do bloco. Apesar do bloco madeira cimento e
areia ser mais pesado, ele ainda é mais vantajoso em termos da leveza se comparado
ao bloco convencional que é em torno de 11,5 a 15 kg.
De forma geral, o bloco apresenta vantagens em termos de sustentabilidade,
custo e leveza. Recomenda-se para trabalhos futuros o estudo sobre isolamento
térmico e acústico dos blocos de cimento madeira e cimento madeira e areia e o
aprimoramento das tecnologias empregadas na produção do bloco.
96
5. CONSIDERAÇÕES FINAIS E CONCLUSÕES
Com o término da execução dos trabalhos necessários para o estudo
envolvendo o compósito madeira-cimento foi possível concluir que a utilização do
agregado madeira para a produção de blocos de vedação é viável. Analisando os
resultados de maneira geral, conclui-se que:
A resistência mecânica máxima à compressão na ruptura alcançou
valores bastante promissores, tanto para o compósito madeira-cimento quanto para o
compósito com adição de areia. Esse parâmetro tem grande importância para
determinar a possibilidade da utilização desse novo material de estudo como
agregado para construção civil.
A baixa densidade do compósito madeira-cimento em comparação com
o bloco convencional de concreto torna esse material muito interessante para o uso,
pois possibilita a redução significativa do peso próprio das estruturas de concreto,
sendo, portanto, necessários os estudos envolvendo partículas vegetais.
A adição de areia no compósito madeira-cimento possibilitou um ganho
de resistência na ordem de 24% e uma redução nas deformações elásticas e plásticas
quando comparado com o compósito sem areia.
A vibro-compactação possibilita a moldagem do compósito em seu
estado fresco com uma relação água/cimento similar à utilizada nos blocos de
referência, tornando viável a produção dos blocos de madeira-cimento com as
mesmas técnicas utilizadas na produção de blocos de concreto convencional.
O formato dos cavacos de madeira e a granulometria têm influência nos
resultados da produção dos blocos madeira-cimento, pois se os agregados
apresentarem formato muito lamelar não será possível, com as técnicas de moagem
das partículas desenvolvidas até o momento, reduzir de maneira eficiente o tamanho
da maior dimensão do agregado. Essa limitação foi possível verificar visualmente na
97
superfície acabada dos blocos, que se apresentou na parte superior com aspecto não-
linear e não-compacta.
As máquinas de vibro-compactação precisam de estudos mais
detalhados para ser possível determinar a influência da frequência de vibração e da
pressão exercida sobre os blocos durante a prensagem do material, pois foi observado
que os blocos sofriam uma desagregação na parte superior quando a prensa retirava
a carga aplicada e possivelmente esse fator teve influência nos resultados
apresentados.
Os estudos envolvendo o fenômeno da inibição carecem de estudos
aprofundados da zona de transição dos agregados de madeira, sendo necessários
estudos envolvendo microscopia eletrônica para se determinar a influência do pré-
tratamento das partículas com hidróxido de cal na microestrutura dos compósitos.
Os custos de produção do bloco madeira-cimento não diferem muito em
relação aos blocos de referência do mercado, podendo haver uma cadeia produtiva
que possibilite a fabricação dos blocos para alvenaria de vedação.
98
6. RECOMENDAÇÕES PARA TRABALHOS FUTUROS
Algumas pesquisas a respeito do compósito madeira-cimento são sugeridas ao
término desse trabalho:
Efeitos do empacotamento das partículas na resistência mecânica do
material, buscando a redução de vazios;
Análise do tempo de pega do cimento pelo efeito do pré-tratamento das
partículas com hidróxido de cálcio.
Análise dos efeitos da vibro-compactação em diferentes frequências e
pressões no resultado final dos blocos de alvenaria de vedação.
Estudos sobre o potencial de isolamento térmico e acústico desse novo
bloco.
99
7. REFERÊNCIAS BIBLIOGRÁFICAS
ABIMCI. Aplicação da madeira na construção civil- fórum nacional das
atividades de base florestal. nº24,ago. 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Agregados –
Determinação do inchamento de agregado miúdo – Método de ensaio. NBR
6467:2006 (Versão Corrigida 2:2009).
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Agregados para
concreto – Especificação. NBR 7211:2009.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Determinação da massa
unitária - Método de ensaio. NBR 7251: 1982.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Agregado graúdo –
Determinação do índice de forma pelo método do paquímetro – Método de
ensaio. NBR 7809:2006 (Versão Corrigida: 2008).
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS.
Agregado miúdo – Determinação da absorção de água. NBR NM 30:2001.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Agregados –
Determinação do material fino que passa através da peneira 75 um, por
lavagem. NBR NM 46:2003.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS.
Agregados – Determinação da resistência ao esmagamento de agregados
graúdos. NBR 9938:1987.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS.
Agregados – Determinação da composição granulométrica. NBR NM
248:2003.
100
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Agregado miúdo –
Determinação de massa específica, massa específica aparente. NBR NM
52:2009.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS.
Agregado graúdo – Determinação de massa específica, massa específica
aparente e absorção de água. NBR NM 53:2009.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Agregados-
Determinação do teor de partículas leves. NBR 9936:1987.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Peneiras de ensaio-
Requisitos técnicos e verificação. NBR NM ISO 3310:1997.
BRITO, J. O. ; GARCIA, J. N. ; BORTOLETTO JÚNIOR, G. ; PESSOA, A. M. C. ;
SILVA, P. H. M. . Densidade básica e retratibilidade da madeira de Eucalyptus
grandis, submetida a diferentes temperaturas de termorretificação. CERNE
(UFL), Lavras-MG, 2006.
CARDOSO, F.A Método de Formulação de Argamassas de Revestimento
Baseado em Distribuição Granulométrica e Comportamento Reológico. 158
f. Tese (Doutorado) – Departamento de Engenharia de Construção Civil, EPUSP,
São Paulo, 2009.
COELHO, V.C.M Avaliação do manejo da produção econômica de madeira de
Pinus taeda L. com características qualitativas superiores. 131 f. Tese
(mestrado) – Setor de Ciências Agrárias, Universidade Federal do Paraná, 2010.
FIGUEROA, M.J.M; MORAES, P.D. Comportamento da madeira a
temperaturas elevadas. Ambiente Construído. Porto Alegre, v. 9, n. 4, p. 157-
174, out./dez. 2009.
101
FREITAS J. Slides da Disciplina de Materiais de Construção Civil,
Universidade Federal do Paraná;
GEHBAUER, F. racionalização na construção civil. Recife-PE. 2004.448p.
INMETRO – Instituto Nacional de Metrologia, Qualidade e Tecnologia
<http://www.inmetro.gov.br/consumidor/produtos/blocoConcreto.asp>acessado em
20.10.15 às 20:00.
IPT- Instituto de Pesquisas Tecnológicas do Estado de São Paulo S.A. Madeira:
Uso sustentável na construção civil, 2012.
I. R. DE OLIVEIRA, A. R. STUDART, R. G. PILEGGI, V. C. PANDOLFELLI.
Dispersão e Empacotamento de Partículas – Princípios e Aplicações em
Processamento Cerâmico, Fazendo Arte Editorial, S. Paulo, SP 2000.
LATORRACA, J. V. de F. et al. Produção do compósito madeira e casca de
Eucalyptus urophylla S.T. Blake e cimento Portland. IPEF. Curitiba- PR. nº.68,
p59-67, ago. 2005.
LATORRACA, J. V. de F. Eucalyptus spp na produção de painéis de cimento
madeira. 191 f. Tese (Doutorado) - Setor de Ciências Agrarias, Universidade
Federal do Paraná, Curitiba, 2000.
LIMA, A.J.M Utilização de resíduo de Pinuss spp e materiais cimentícios
alternativos na produção de blocos para alvenaria estrutural. 303 f. Tese
(doutorado) – Setor de Ciências Agrarias, Universidade Federal do Paraná, 2009.
MACÊDO, A.N. et al. Análise estatística do comportamento mecânico à
compressão do compósito cimento-madeira. Revista Matéria. Belém- PA. v.
16, n. 2, pp. 658 – 667, 2011.
102
MEHTA K. E MONTEIRO J. M. P. Concreto: Microestrutura, Propriedades e
Materiais. IBRACON 2008.
MMA - Ministério do Meio Ambiente
<http://www.mma.gov.br/estruturas/164/_publicacao/164_publicacao10012011032535.p
df> acessado em 16.10.15 às 18:12
NETO, GUILHERME TEODORO BUEST. Estudo da Substituição de Agregados
Miúdos Naturais por Agregados Miúdos Britados em Concretos de Cimento
Portland, Curitiba 2006.
PARCHEN, C.F.A. Compósito Madeira Cimento de Baixa Densidade
Produzido com Compactação Vibro Dinâmica. 173 f. Tese (doutorado)-
Setor de Ciências Agrarias, Universidade Federal do Paraná, Curitiba, 2012.
Relação Anual de Informações Sociais. Características do Emprego Formal.,
RAIS, 2007.
RICHTER, H. G.; BURGUER, L. M. Anatomia da madeira, 2.ed. Curitiba. Setor
de Ciências Agrarias, UFPR, 1978.
SAVASTANO Jr., H. Materiais a base de cimento reforçados com fibras
vegetal: Reciclagem de resíduos para construção de baixo custo. Tese.
Escola Politécnica, USP, 2000.
TRIANOSKI, Rosilani Avaliação da qualidade da madeira de espécies de Pinus
tropicais por meio de métodos convencionais e não destrutivos. 554 f. Tese
(doutorado) – Setor de Ciências Agrarias, Universidade Federal do Paraná,
Curitiba, 2012.
TAYLOR, H. F. W. Cement chemistry. Londres, 1990.
103
ANEXOS
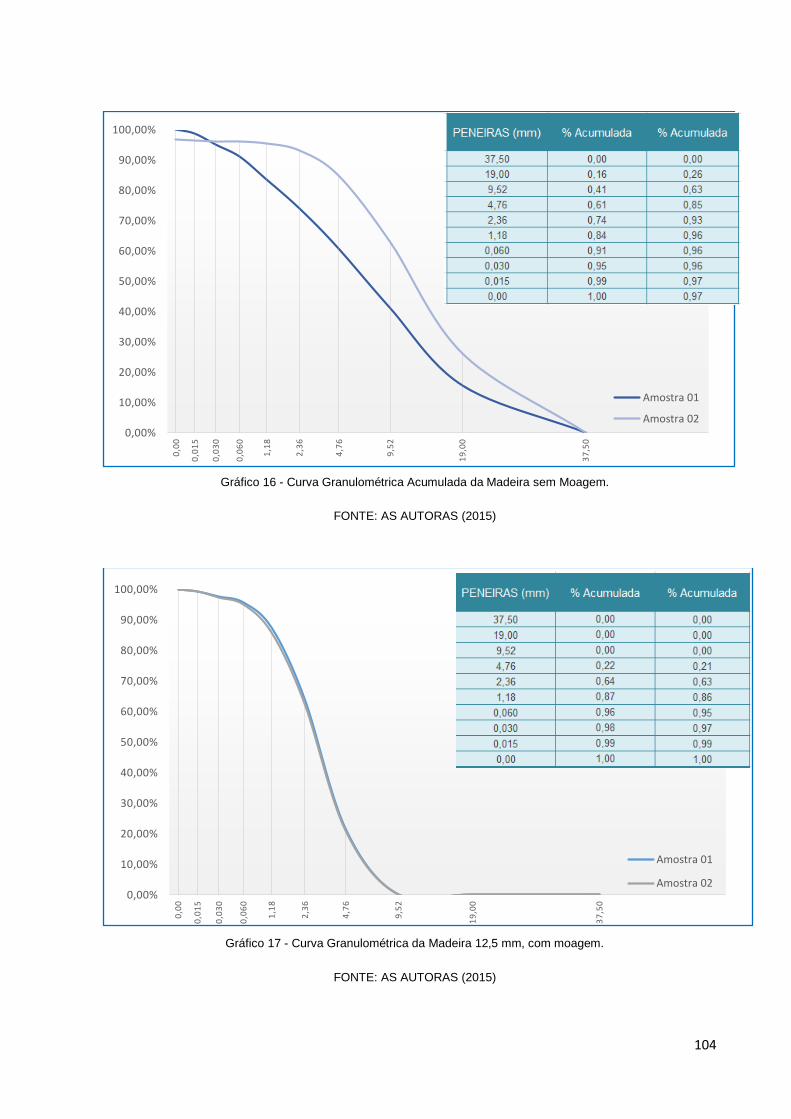
104
Gráfico 16 - Curva Granulométrica Acumulada da Madeira sem Moagem.
FONTE: AS AUTORAS (2015)
Gráfico 17 - Curva Granulométrica da Madeira 12,5 mm, com moagem.
FONTE: AS AUTORAS (2015)
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
37
,50
19
,00
9,5
2
4,7
6
2,3
6
1,1
8
0,0
60
0,0
30
0,0
15
0,0
0
Amostra 01
Amostra 02
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%3
7,5
0
19
,00
9,5
2
4,7
6
2,3
6
1,1
8
0,0
60
0,0
30
0,0
15
0,0
0
Amostra 01
Amostra 02
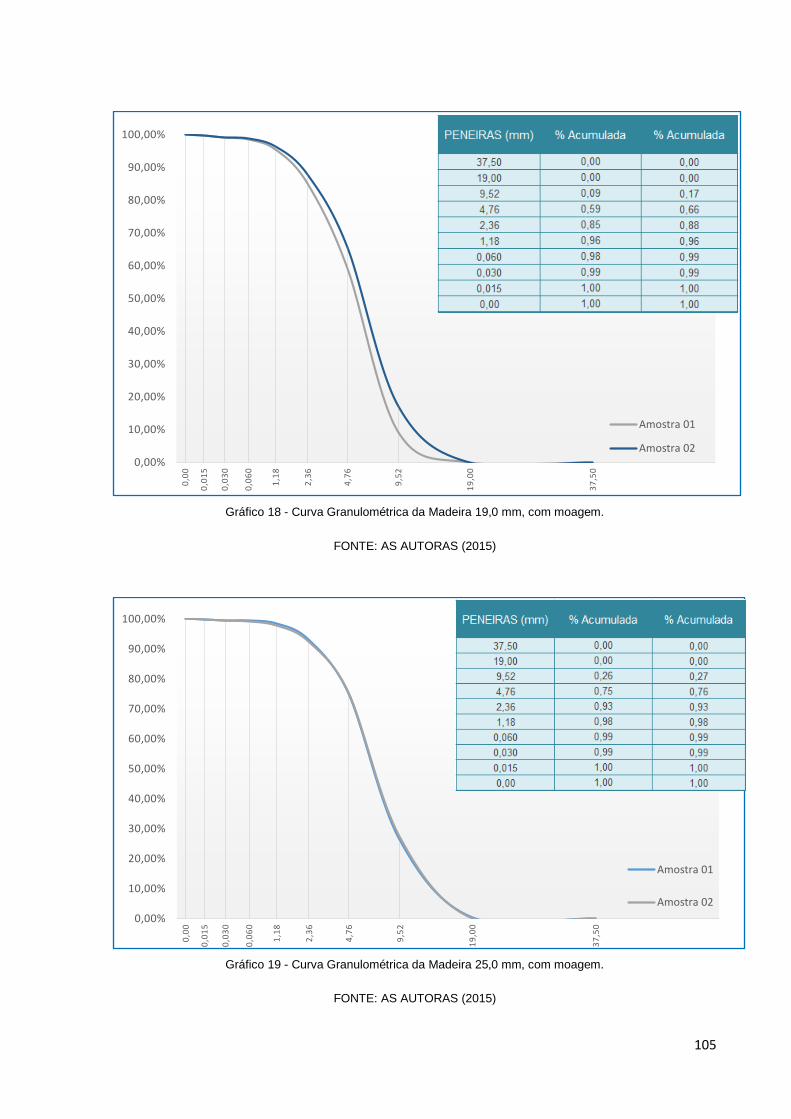
105
Gráfico 18 - Curva Granulométrica da Madeira 19,0 mm, com moagem.
FONTE: AS AUTORAS (2015)
Gráfico 19 - Curva Granulométrica da Madeira 25,0 mm, com moagem.
FONTE: AS AUTORAS (2015)
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
37
,50
19
,00
9,5
2
4,7
6
2,3
6
1,1
8
0,0
60
0,0
30
0,0
15
0,0
0
Amostra 01
Amostra 02
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
37
,50
19
,00
9,5
2
4,7
6
2,3
6
1,1
8
0,0
60
0,0
30
0,0
15
0,0
0
Amostra 01
Amostra 02
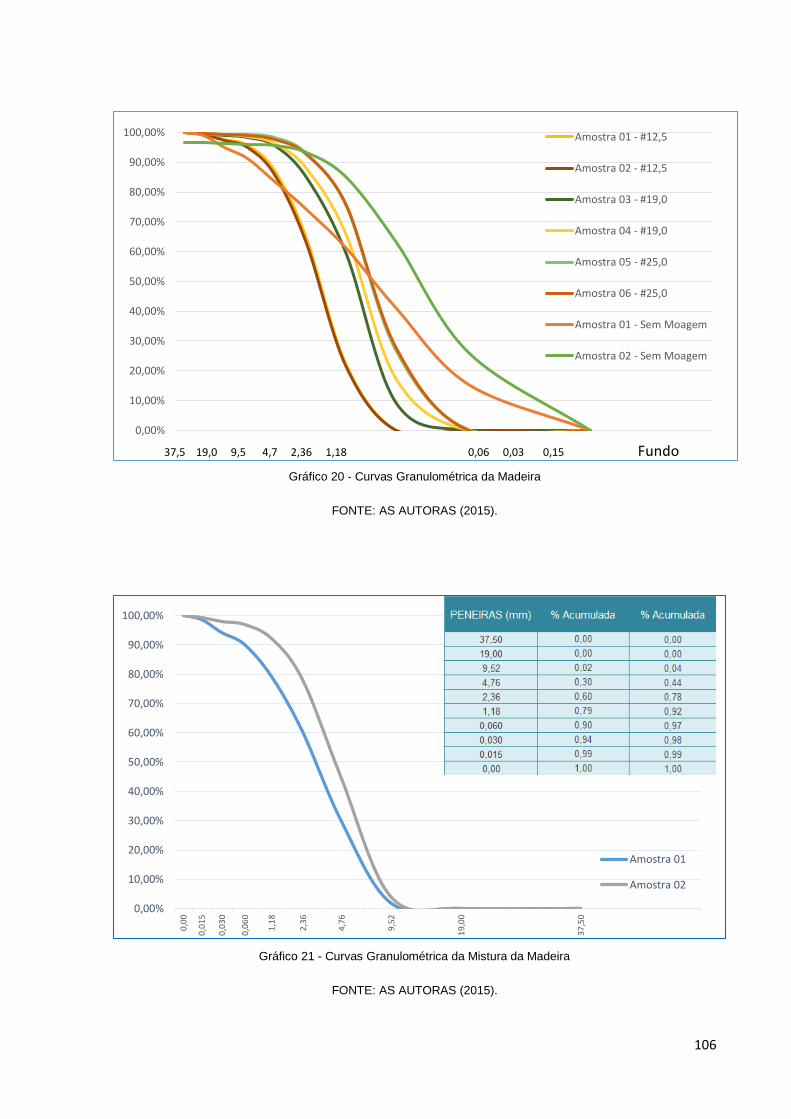
106
Gráfico 20 - Curvas Granulométrica da Madeira
FONTE: AS AUTORAS (2015).
Gráfico 21 - Curvas Granulométrica da Mistura da Madeira
FONTE: AS AUTORAS (2015).
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
37,5199,524,762,361,180,060,030,0150,001
Amostra 01 - #12,5
Amostra 02 - #12,5
Amostra 03 - #19,0
Amostra 04 - #19,0
Amostra 05 - #25,0
Amostra 06 - #25,0
Amostra 01 - Sem Moagem
Amostra 02 - Sem Moagem
37,5 19,0 9,5 4,7 2,36 1,18 0,06 0,03 0,15 Fundo37,5 19,0 9,5 4,7 2,36 1,18 0,06 0,03 0,15 Fundo37,5 19,0 9,5 4,7 2,36 1,18 0,06 0,03 0,15 Fundo37,5 19,0 9,5 4,7 2,36 1,18 0,06 0,03 0,15 Fundo
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
37
,50
19
,00
9,5
2
4,7
6
2,3
6
1,1
8
0,0
60
0,0
30
0,0
15
0,0
0
Amostra 01
Amostra 02





























