Embed Size (px)
Citation preview
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Escola Politécnica
Curso de Engenharia de Materiais
Departamento de Metalurgia e Materiais
COMPÓSITOS DE
POLIPROPILENO REFORÇADOS
COM FIBRAS DE COCO
Laura Villela Pacheco
Rio de Janeiro
2015
i
COMPÓSITOS DE POLIPROPILENO REFORÇADOS COM
FIBRAS DE COCO
Laura Villela Pacheco
Projeto de Monografia apresentado ao
Departamento de Metalurgia e Materiais
da Escola Politécnica da UFRJ como
exigência parcial para obtenção do
Título de Engenheira de Materiais
Orientadora:
Professora Renata Antoun Simão
Rio de Janeiro
08/2015
ii
COMPÓSITOS DE POLIPROPILENO REFORÇADOS COM
FIBRAS DE COCO
Laura Villela Pacheco
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO
CURSO DE ENGENHARIA DE MATERIAIS DA ESCOLA POLITÉCNICA
DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE
DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRA DE MATERIAIS.
Examinada por:
Prof (a). Renata Antoun Simão, D.Sc.
Prof (a). Marysilvia Ferreira da Costa, D.Sc.
Rafael de Cavalcante Cordeiro, M.Sc.
RIO DE JANEIRO, RJ – BRASIL
AGOSTO DE 2015

iii
Pacheco, Laura Villela
Compósitos de polipropileno reforçados com fibras
de coco: a questão da lignina / Laura Villela Pacheco. –
Rio de Janeiro: UFRJ/Escola Politécnica, 2015.
XII, 43 p. 29,7 cm.
Orientadora: Renata Antoun Simão.
Projeto de Graduação – UFRJ/ Escola Politécnica/
Curso de Engenharia de Materiais, 2015.
Referências Bibliográficas: p. 40-43.
1. Fibras de coco 2. Polipropileno 3. Compósitos 4.
Tratamento a plasma 5. Comportamento Mecânico
I. Simão, Renata Antoun et al.. II. Universidade Federal
do Rio de Janeiro, Escola Politécnica, Curso de
Engenharia de Materiais. III. Título.

iv
À minha família.
v
AGRADECIMENTOS
Agradeço a Deus.
Agradeço à minha família, que sempre esteve ao meu lado me apoiando.
Agradeço ao meu namorado Carlos Conde Carvalhal por ter me ajudado muito
nesse momento. Sem a ajuda dele nada disso seria possível.
À Professora Renata Antoun Simão, por ter me confiado a execução desse
projeto. Agradeço a presteza e colaboração em todos os sentidos.
À Professora Marysilvia Ferreira da Costa, por ter me ajudado durante a
execução do projeto, pelo suporte e disponibilização dos equipamentos
necessários à execução do projeto.
Ao professor Juan Carlos Garcia de Blas, pela disponibilização dos
equipamentos para execução do projeto.
Aos colegas do Laboratório de Superfícies e Filmes Finos, em especial à
Marcia Sader, que sempre foram atenciosos e prestativos durante o processo
de obtenção de resultados, seja no preparo ou na execução dos ensaios.
Aos meus amigos, em especial Beatriz, Carlos, Danielle, Maressa, Mariana,
Nicole, pelo companheirismo, compreensão e reciprocidade durante a
graduação. Obrigada por estarem comigo nos momentos de alegria e naqueles
não tão divertidos assim também.
Aos técnicos do Departamento de Engenharia Metalúrgica e de Materiais por
sempre serem solícitos quando precisei de ajuda, em especial à Jackson, João,
Laércio e ao técnico em eletrotécnica Jorge por toda ajuda.
vi
Agradeço a todos que direta ou indiretamente viabilizaram a conclusão dessa
etapa em minha vida, através de carinho, conselhos, palavras de estímulo e
orientação. Todos foram muito importantes para o fechamento desse ciclo.
vii
Resumo do Projeto de Graduação apresentado à Escola Politécnica/UFRJ
como parte dos requisitos necessários para a obtenção do grau de Engenheira
de Materiais.
Compósitos de polipropileno reforçados com fibras de coco
Laura Villela Pacheco
Agosto / 2015
Orientadora: Renata Antoun Simão
Programa: Engenharia de Materiais
O uso de fibras naturais como reforço tem tido bastante destaque nas últimas décadas devido a diversos fatores, tais como baixo custo, abundância, biodegradabilidade, baixa densidade entre outros. As fibras são capazes de aumentar a resistência mecânica do compósito através da transferência de carga entre fibra/matriz, sendo utilizadas como reforço de compósitos de matriz polimérica. Por outro lado, as fibras naturais possuem algumas desvantagens como absorção de água e dificuldade de adesão com matrizes poliméricas. Este trabalho avalia a modificação superficial da fibra de coco com o uso de plasma para uma melhor interação fibra/matriz. O gás utilizado foi o SF6 e 3 grupos de amostras foram realizados: PP puro; PP 18% fibra não tratada e PP + 18% fibra tratada a plasma. Os compósitos foram fabricados a partir de um misturador termocinético. Após tratamento a plasma, foram feitas imagens com o uso do MEV para avaliação da superfície após tratamento e da superfície de fratura e o ensaio de tração para avaliação de suas propriedades. Os resultados do ensaio de tração mostram uma diminuição das propriedades mecânicas com a incorporação de fibras, indicando que o SF6 não é efetivo para mudar a interação entre as fibras de coco e a matriz.
Palavras-chave: Fibras de coco, Polipropileno, Compósitos, Tratamento a plasma,
Comportamento Mecânico.
viii
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial
fulfillment of the requirements for the degree of Engineer.
POLYPROPYLENE COMPOSITES REINFORCED WITH COCONUT FIBERS
Laura Villela Pacheco
Agosto / 2015
Advisor: Renata Antoun Simão
Course: Materials Engineering
The use of natural fibers as reinforcement has been very prominent in recent decades due to several factors, such as low cost, abundance, biodegradability, low density among others. The fibers are able to increase the mechanical strength of the composite transferring load between fiber/matrix, being used as reinforcement in polymer matrix composites. On the other hand, the natural fibers have some disadvantages such as water absorption and poor adhesion with polymeric matrices. This work evaluates the surface modification of coconut fiber with the use of plasma for better interaction between the matrix and the fiber. The gas used was SF6 and 3 groups of samples were made: Pure PP; PP 18% untreated fiber and PP + 18% fiber treated. The composites were fabricated in a thermo-kinetic mixer. After plasma treatment, pictures were made using the MEV for evaluation of the surface modification and the surface fracture and tensile tests to evaluate their properties. The results of the tensile test show a reduction in mechanical properties with the incorporation of fibers, indicating that the choice of SF6 treatment wasn’t efficient for improving fiber-matrix adhesion.
Keywords: Coconut Fibers, Polypropylene, Composites, Plasma Treatment,
Mechanical Behavior.
ix
SUMÁRIO
1 INTRODUÇÃO .............................................................................................1
2 OBJETIVO ....................................................................................................3
3 REVISÃO BIBLIOGRÁFICA .........................................................................4
3.1 POLIPROPILENO .........................................................................4 3.2 FIBRAS NATURAIS ......................................................................5 3.3 FIBRA DE COCO ..........................................................................9 3.4 MATERIAIS COMPÓSITOS .........................................................9 3.5 PRODUÇÃO DOS MATERIAIS COMPÓSITOS .........................10 3.6 PLASMA ......................................................................................11 3.7 TÉCNICAS DE CARACTERIZAÇÃO ..........................................13 3.7.1 MICROSCOPIA ELETRÔNICA DE VARREDURA ...........13 3.7.2 ESPECTROSCOPIA NO INFRAVERMELHO POR TRANSFORMADA DE FOURIER .....................................................................14 3.7.3 ENSAIO DE TRAÇÃO .......................................................14
4 MATERIAIS E MÉTODOS ..........................................................................16
4.1 MATERIAIS .................................................................................16 4.2 METODOLOGIA EXPERIMENTAL .............................................16 4.3 REATOR DE PLASMA ................................................................17 4.4 PREPARAÇÃO DAS FIBRAS .....................................................18 4.5 PRODUÇÃO DOS COMPÓSITOS...............................................21 4.5.1 TRATAMENTO A PLASMA...............................................21 4.5.2 PROCESSAMENTO DOS COMPÓSITOS........................22 4.6 TÉCNICAS DE CARACTERIZAÇÃO ..........................................24
4.6.1 MEV...................................................................................24
4.6.2 FTIR ..................................................................................24
4.6.3 ENSAIO DE TRAÇÃO .......................................................24
5 RESULTADOS ............................................................................................26 5.1 ASPECTO SOBRE O TRATAMENTO DAS FIBRAS ..................26 5.2 MEV – FIBRAS NÃO TRATADAS ...............................................26 5.3 MEV – FIBRAS TRATADAS POR SF6 ........................................27 5.4 FTIR .............................................................................................31 5.5 ENSAIO DE TRAÇÃO .................................................................33 5.6 MEV DA SUPERFÍCIE DE FRATURA ........................................36 6 CONCLUSÃO .............................................................................................38
x
7 SUGESTÕES PARA TRABALHOS FUTUROS ..........................................39 8 REFERÊNCIAS ........................................................................................40
xi
LISTA DE FIGURAS
Figura 3.1: Esquema de polimerização do PP. ............................................................. 4 Figura 3.2: Modelo estrutural das fibras vegetais. ......................................................... 5 Figura 3.3: Classificação das fibras vegetais.. .............................................................. 6 Figura 3.4: Camadas do coco. ...................................................................................... 8 Figura 3.5: Diferentes tipos de reforços.. .................................................................... 10 Figura 4.1: Metodologia de trabalho do projeto. .......................................................... 16 Figura 4.2: (a) Movimento de escorregamento (b) movimento de cascata. ................. 17 Figura 4.3: Porta amostras desenvolvido no laboratório. ............................................ 18 Figura 4.4: Reator em funcionamento (plasma de SF6)............................................... 21 Figura 4.5: Moinho de facas tipo Wyllie....................................................................... 19 Figura 4.6: Série de peneiras. ..................................................................................... 20 Figura 4.7: Fibras de coco selecionadas. .................................................................... 20 Figura 4.8: Reator em funcionamento. ........................................................................ 21 Figura 4.9: Câmara de mistura. ................................................................................ 233 Figura 4.10: Prensa hidráulica. ................................................................................... 23 Figura 4.11: Placa do compósito produzido. ............................................................... 25 Figura 4.12: Corte dos corpos de prova do material compósito. ................................. 25 Figura 5.1: (a) Fibras antes do tratamento, (b) Fibras após tratamento com plasma... 26 Figura 5.2: Micrografia de fibras não tratadas. ............................................................ 27 Figura 5.3: Micrografia de fibras não tratadas. ............................................................ 27 Figura 5.4: Fibra tratada com plasma de SF6.. ............................................................ 28 Figura 5.5: Fibra tratada. Superfície similar à fibra não tratada. .................................. 29 Figura 5.6: Tratamento com poucas fibras.. ................................................................ 30 Figura 5.7: Espectro de FTIR das fibras tratadas e não tratadas (banda 1900-1200). 32 Figura 5.8: Espectro de FTIR das fibras tratadas e não tratadas (banda 1000-600). .. 32 Figura 5.9: Ensaio dos corpos de prova de PP puro. .................................................. 33 Figura 5.10: Ensaio dos corpos de prova com fibras não tratadas. ............................. 34 Figura 5.11: Ensaio dos corpos de prova com fibras tratadas por plasma de SF6. ...... 34 Figura 5.12: Tensão Máxima média ............................................................................ 35 Figura 5.13: Módulo Elástico médio dos compósitos. .................................................. 35 Figura 5.14: MEV da superfície de fratura de compósitos de fibras não tratadas. ....... 36 Figura 5.15: MEV da superfície do compósito tratado com SF6. ................................. 37

xii
LISTA DE TABELAS
Tabela 3.1: Composição química de algumas fibras naturais. ...................................... 7 Tabela 3.2: Resumo das vantagens e desvantagens do uso de fibras como reforço.....7 Tabela 3.3: Composição química da fibra de coco.........................................................9 Tabela 4.1: Variáveis utilizadas no projeto. ................................................................. 21 Tabela 4.2: Composição dos discos preparados. ........................................................ 23 Tabela 5.1: Tratamento FARIAS (2012). ..................................................................... 30 Tabela 5.2: Propriedades mecânicas dos compósitos. ............................................... 35
1
1. INTRODUÇÃO
A busca pelo desenvolvimento sustentável, onde se aliam o desenvolvimento
econômico e conservação do meio ambiente, fez com que vários setores,
procurassem alternativas para o crescimento, de forma que os métodos executivos e
os materiais danosos ao meio ambiente fossem aprimorados e substituídos por
aqueles com menor impacto ambiental e baixo consumo de energia (CARVALHO,
2010).
Fibras naturais como juta, algodão, sisal e coco podem ser utilizadas como
reforço para plásticos, especialmente para aplicações cujas condições de uso são
menos severas, para substituir parcialmente e até totalmente as fibras sintéticas, tais
como na indústria automotiva para revestimentos internos, de portas, painéis e teto.
Uma opção com baixo consumo de energia e baixo custo, que desperta o interesse de
vários pesquisadores (MOTHÉ E ARAÚJO, 2004).
Apesar do Brasil ser um dos países que possuem uma das maiores biomassas
vegetais do mundo e possuir a maior extensão territorial cultivável, seu potencial ainda
não é aproveitado de maneira eficiente. Ainda é comum a utilização da maior parte
das fibras vegetais no Brasil em aplicações convencionais, como na produção de fios
para cordoalhas, sacarias, artesanatos e tecidos.
Uma tendência do mercado atual, no entanto, é que esse uso de fibras
vegetais em reforço a materiais plásticos aumente significativamente, devido a fatores
como o alto preço das fibras sintéticas e a busca crescente por materiais de baixo
custo, provenientes de fontes renováveis de matérias-primas, que não causem danos
ao meio ambiente e possam competir com os materiais tradicionais. Por outro lado, as
fibras naturais também apresentam algumas desvantagens como a elevada absorção
de água e a fraca adesão às matrizes poliméricas (CARNEIRO, 2013).
As fibras naturais, quando incorporadas aos plásticos, podem ser processadas
por praticamente todos os métodos convencionais de processamento de plásticos
(extrusão, injeção, calandragem e prensagem) e possuem menor densidade que as
fibras inorgânicas, tais como as fibras de vidro.
A forma de incorporação dessas fibras vegetais aos plásticos também se dá de
maneira variada: fibras longas ou curtas, mantas, tecidos etc.
Visando melhorar a compatibilidade entre as matrizes poliméricas
(hidrofóbicas) e as fibras naturais (hidrofílicas) em compósitos, diversos tratamentos
químicos com grande potencial de geração de resíduos são utilizados, visando a
2
remoção componentes não celulósicos, tais como: lignina, resíduos e hemicelulose,
reduzindo a hidrofilicidade e melhorando a adesão através de rugosidade superficial.
Sendo assim, o tratamento a plasma vem ganhando bastante destaque como
técnica de modificação superficial devido a diversos fatores, tais como baixo consumo
de insumos, praticidade de controle das variáveis do processo (gás de trabalho,
pressão de trabalho, pressão de base, potência utilizada, quantidade de fibras) e baixa
emissão de poluentes. Devido a esses fatores, a tecnologia de plasma constitui uma
alternativa limpa para substituir os processos tradicionais de limpeza e modificação de
superfícies. Adicionalmente, pode ser utilizado como forma de aumentar a
molhabilidade de superfícies, deposição de recobrimentos finos, limpeza e ativação de
superfícies
3
2. OBJETIVOS
Esse trabalho tem como objetivo avaliar a eficiência do uso do tratamento
superficial por plasma de hexafluoreto de enxofre (SF6) na interação de fibras de coco
com matriz polimérica (polipropileno), mais especificamente na atuação deste plasma
na remoção ou modificação da lignina das fibras, e avaliar as propriedades mecânicas
(tensão máxima e módulo de Young) dos compósitos processados em misturador
termocinético.
4
3. REVISÃO BIBLIOGRÁFICA
3.1 POLIPROPILENO
Polipropileno é um polímero termoplástico da classe das poliolefinas,
essencialmente linear e altamente cristalino (ROSÁRIO et al., 2011). O PP é obtido
pela reação de polimerização, na qual monômeros de propileno reagem entre si,
combinando suas moléculas e formando moléculas maiores, caracterizadas pela
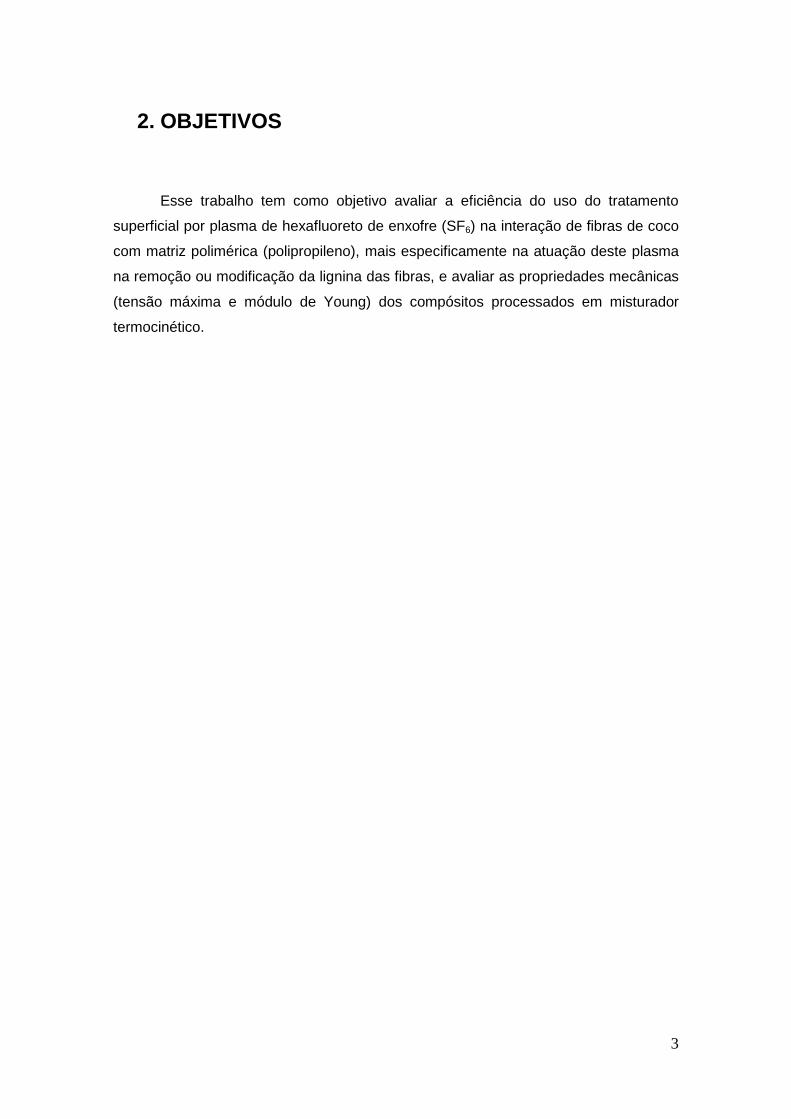
repetição de uma unidade básica, conforme ilustra a Figura 3.1. O propileno possui
fórmula C3H6 e é obtido principalmente através do craqueamento da nafta, um
derivado do petróleo (PETRY, 2011).
Figura 3.1: Esquema de polimerização do PP.
A alta taxa de aceitação e utilização no mercado se deve às seguintes
características: alta rigidez, baixo custo, alta resistência química e a solventes,
propriedades elétricas excelentes, boa estabilidade térmica, fácil moldagem, baixa
absorção de umidade, baixo peso específico (0,905g/cm³), boa claridade e boa
resistência às altas temperaturas (temperatura de fusão de 170 ˚C), propriedades
mecânicas adequadas (compete em várias aplicações com outros plásticos de
engenharia de maior custo quando reforçado), boa processabilidade para moldagem
por injeção, para produção de fibras e filmes orientados, além de ser reciclável.
As principais desvantagens do polipropileno são baixa resistência ao impacto
em baixas temperaturas, faixa reduzida da temperatura de fusão e baixa resistência à
oxidação. A primeira desvantagem pode ser minimizada através da mistura com PEAD
ou copolímeros contendo eteno. A segunda pode ser eliminada através da adição de
antioxidantes e, a terceira por novas tecnologias na modificação ou formulação do
próprio polímero.
5
Algumas aplicações do PP são: embalagens flexíveis, ráfia (sacos para grãos e
fertilizantes), fibras, cadeiras plásticas, brinquedos, copos plásticos, embalagens e
recipientes para alimentos, remédios e produtos químicos, corpo de eletrodomésticos
(ferro de passar, liquidificador, batedeira), tampas para bebidas (água, refrigerantes),
carpetes, seringas, material hospitalar esterilizável, autopeças (para-choques, pedais,
carcaças de baterias, interior de estofos, lanternas, ventoinhas, ventiladores, peças
diversas no habitáculo) entre outros.
O PP pode ser processado utilizando grande parte das técnicas de moldagem
existentes. A maioria dos produtos de PP é produzida por moldagem por injeção,
extrusão ou por sopro, a partir de compostos com ou sem reforços (MAHLMANN et al.,
2004).
3.2 FIBRAS NATURAIS
As fibras naturais podem ser classificadas de acordo com sua origem, podendo
ser animais, vegetais ou minerais.
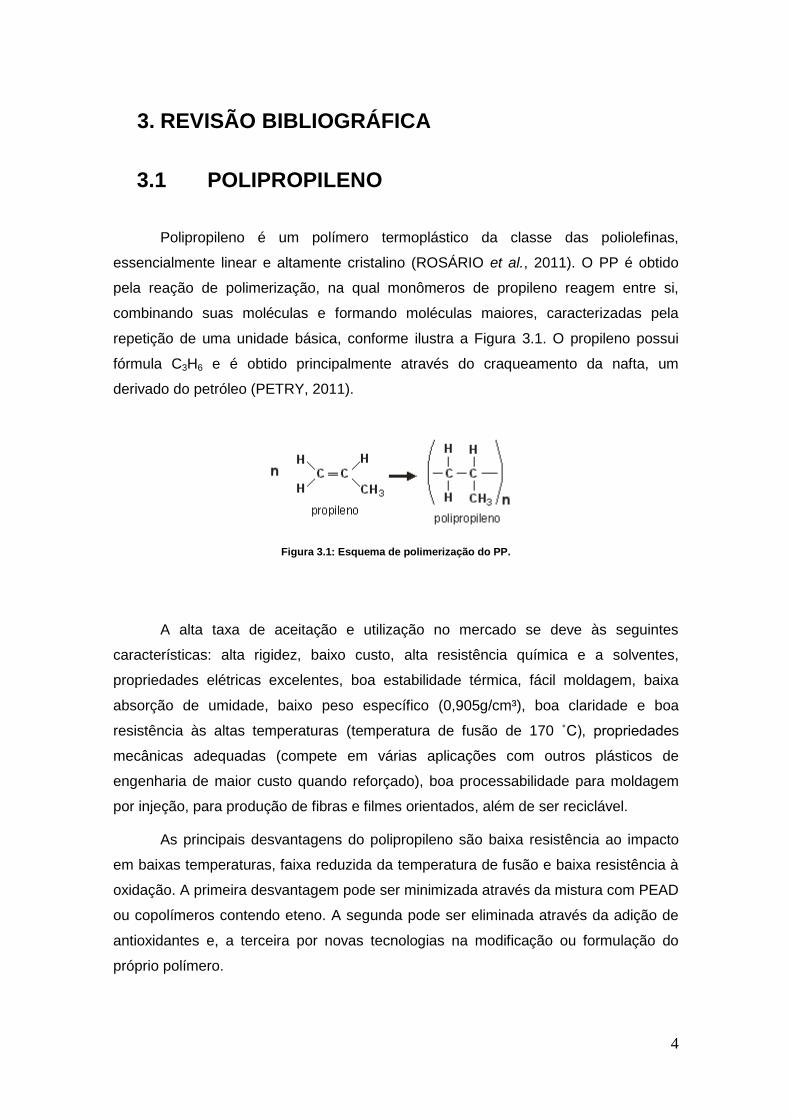
Segundo FARIAS (2012), as fibras vegetais são constituídas por células
individuais compostas por microfibrilas dispostas em camadas com espessuras e
ângulos de orientação diferentes. Essas microfibrilas são ricas em celulose, polímero
vegetal de cadeias longas, envolvidas em uma matriz de hemicelulose e lignina,
componentes amorfos da fibra. As fibras naturais são constituídas por diversos
compostos químicos formados a base de hidrogênio (H), carbono (C), e oxigênio (O),
sendo os pricipais a celulose, a hemicelulose e a lignina (SILVEIRA, 2008). Pode ser
visto na figura abaixo 3.2.
Figura 3.2: Modelo estrutural das fibras vegetais (SANTOS, 2007).
6
Algumas fibras que se formam nos caules são utilizadas comercialmente, como
cânhamo, cordoalha, juta, aniagem, linho, rami. Outras fibras são obtidas das folhas,
como o sisal, e são mais duras por terem maior quantidade de lignina.
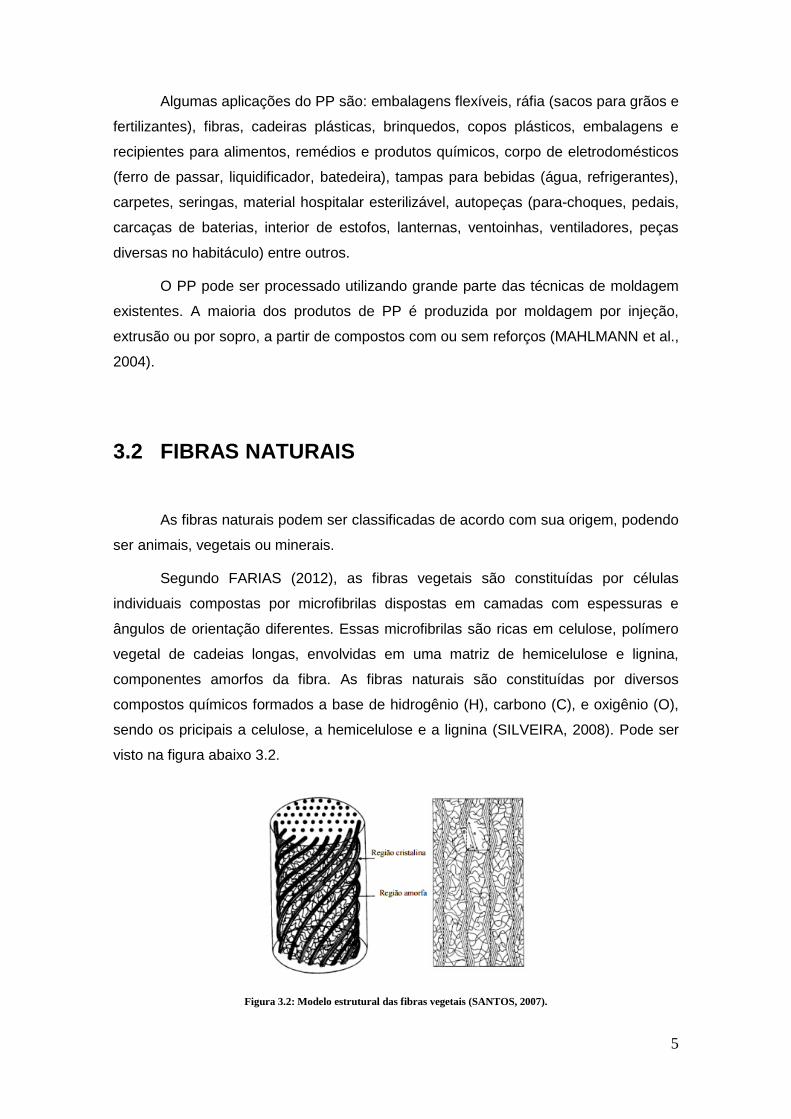
As fibras vegetais podem ser divididas em fibras de madeira e fibras não
madeira de acordo com (SILVA et al., 2009) e pode ser vista na figura 3.3 a seguir.
.
Figura 3.3: Classificação das fibras vegetais. Adaptado de CARNEIRO, 2013.
Segundo NAZRUL (2010) todas as fibras naturais são de natureza hidrofílica,
possuindo uma forte tendência à absorção de umidade, fazendo com que elas tenham
uma vida curta. Isso porque seus principais constituintes (celulose e hemicelulose)
possuem grupos hidroxila fortemente polarizados. Como consequência, essas fibras
são utilizadas de forma limitada em aplicações industriais (MACEDO et al, 2010).
Um ponto fraco relativo ao emprego de fibras naturais em compósitos é a
heterogeneidade à qual estão sujeitas sua composição química, sua estrutura e suas
propriedades (LEÃO, 2012). As condições climáticas, a idade e o processo de
degradação influenciam nestes fatores. Ainda, a presença de umidade pode influenciar
em alguns resultados encontrados de algumas propriedades. Na tabela 3.1 seguir, a
composição química de algumas fibras naturais é apresentada.
7
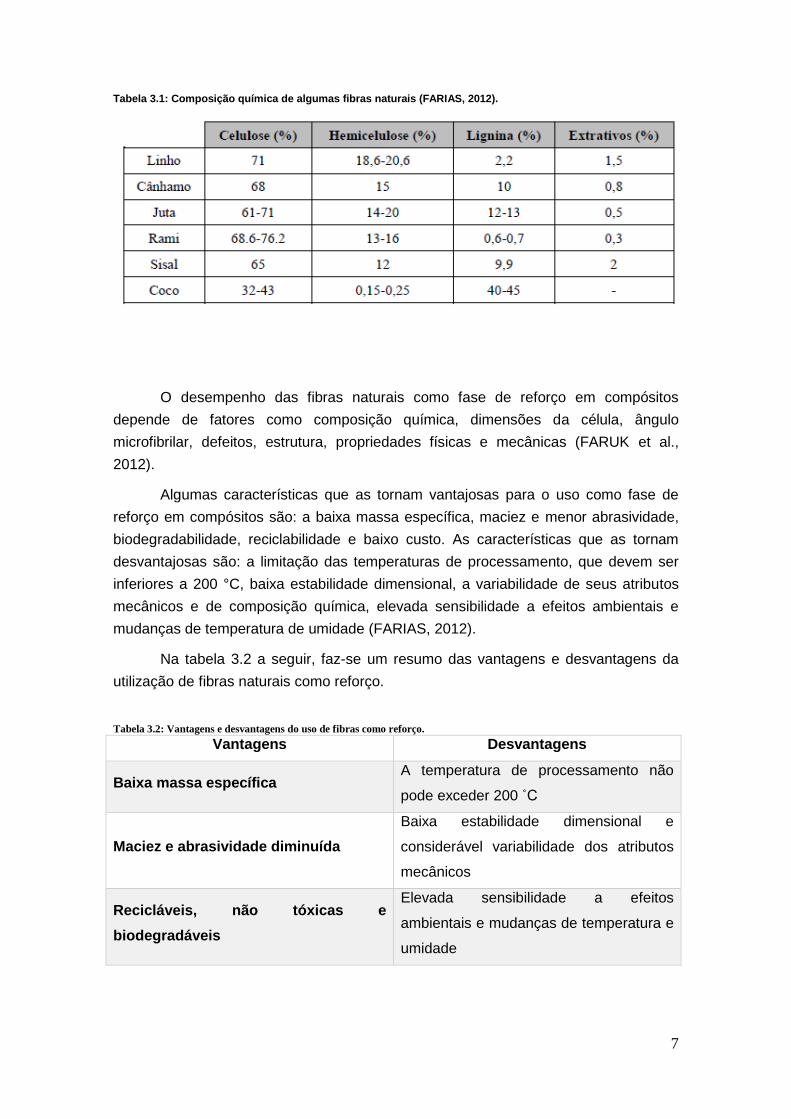
Tabela 3.1: Composição química de algumas fibras naturais (FARIAS, 2012).
O desempenho das fibras naturais como fase de reforço em compósitos
depende de fatores como composição química, dimensões da célula, ângulo
microfibrilar, defeitos, estrutura, propriedades físicas e mecânicas (FARUK et al.,
2012).
Algumas características que as tornam vantajosas para o uso como fase de
reforço em compósitos são: a baixa massa específica, maciez e menor abrasividade,
biodegradabilidade, reciclabilidade e baixo custo. As características que as tornam
desvantajosas são: a limitação das temperaturas de processamento, que devem ser
inferiores a 200 °C, baixa estabilidade dimensional, a variabilidade de seus atributos
mecânicos e de composição química, elevada sensibilidade a efeitos ambientais e
mudanças de temperatura de umidade (FARIAS, 2012).
Na tabela 3.2 a seguir, faz-se um resumo das vantagens e desvantagens da
utilização de fibras naturais como reforço.
Tabela 3.2: Vantagens e desvantagens do uso de fibras como reforço.
Vantagens Desvantagens
Baixa massa específica A temperatura de processamento não
pode exceder 200 ˚C
Maciez e abrasividade diminuída
Baixa estabilidade dimensional e
considerável variabilidade dos atributos
mecânicos
Recicláveis, não tóxicas e
biodegradáveis
Elevada sensibilidade a efeitos
ambientais e mudanças de temperatura e
umidade
8
3.3 FIBRAS DE COCO
A fibra de coco é uma fibra lignocelulósica extraída do mesocarpo fibroso do
coco, fruto do coqueiro (cocos nucifera).
Os maiores produtores mundiais de coco são as Filipinas, Indonésia, Índia, Sri
Lanka, e Tailândia. Na América latina o México, o Brasil e a Venezuela lideram a
produção. O estado do Rio de Janeiro, no verão, produz cerca de 12000t/mês de
rejeito de coco, o que torna viável a sua utilização (ISHIZAKI e VISCONTE, 2006).
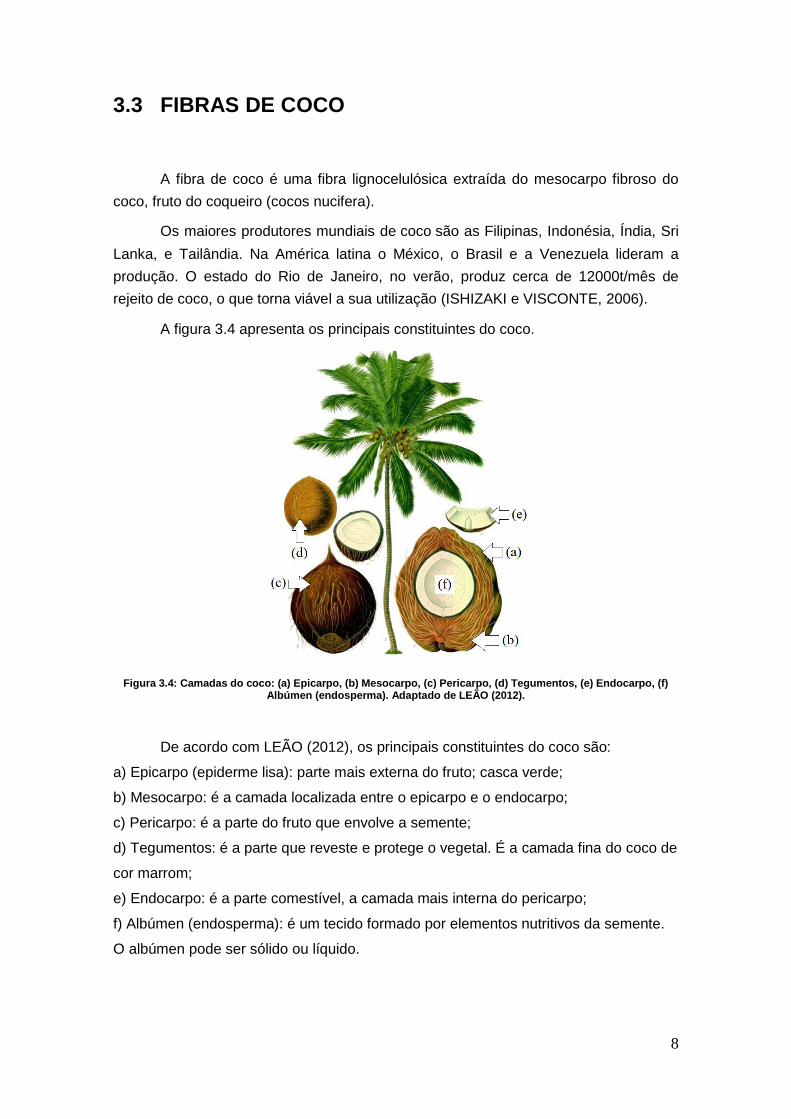
A figura 3.4 apresenta os principais constituintes do coco.
Figura 3.4: Camadas do coco: (a) Epicarpo, (b) Mesocarpo, (c) Pericarpo, (d) Tegumentos, (e) Endocarpo, (f) Albúmen (endosperma). Adaptado de LEÃO (2012).
De acordo com LEÃO (2012), os principais constituintes do coco são:
a) Epicarpo (epiderme lisa): parte mais externa do fruto; casca verde;
b) Mesocarpo: é a camada localizada entre o epicarpo e o endocarpo;
c) Pericarpo: é a parte do fruto que envolve a semente;
d) Tegumentos: é a parte que reveste e protege o vegetal. É a camada fina do coco de
cor marrom;
e) Endocarpo: é a parte comestível, a camada mais interna do pericarpo;
f) Albúmen (endosperma): é um tecido formado por elementos nutritivos da semente.
O albúmen pode ser sólido ou líquido.
9
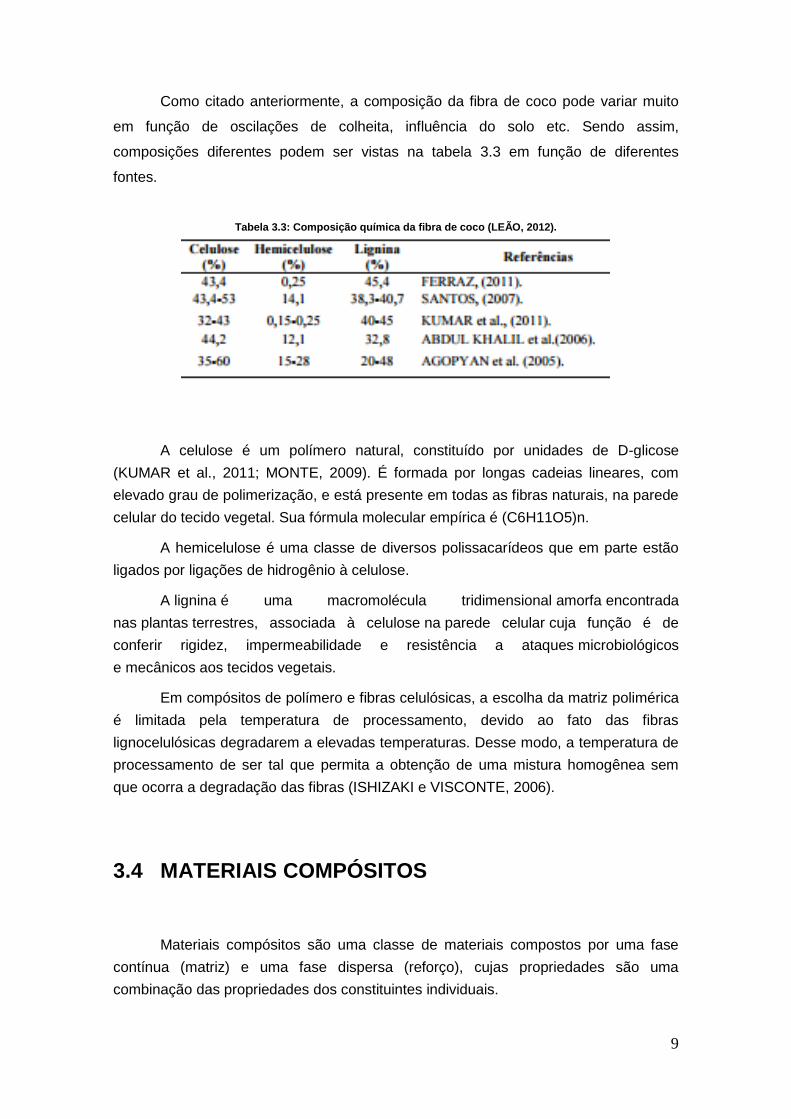
Como citado anteriormente, a composição da fibra de coco pode variar muito
em função de oscilações de colheita, influência do solo etc. Sendo assim,
composições diferentes podem ser vistas na tabela 3.3 em função de diferentes
fontes.
Tabela 3.3: Composição química da fibra de coco (LEÃO, 2012).
A celulose é um polímero natural, constituído por unidades de D-glicose
(KUMAR et al., 2011; MONTE, 2009). É formada por longas cadeias lineares, com
elevado grau de polimerização, e está presente em todas as fibras naturais, na parede
celular do tecido vegetal. Sua fórmula molecular empírica é (C6H11O5)n.
A hemicelulose é uma classe de diversos polissacarídeos que em parte estão
ligados por ligações de hidrogênio à celulose.
A lignina é uma macromolécula tridimensional amorfa encontrada
nas plantas terrestres, associada à celulose na parede celular cuja função é de
conferir rigidez, impermeabilidade e resistência a ataques microbiológicos
e mecânicos aos tecidos vegetais.
Em compósitos de polímero e fibras celulósicas, a escolha da matriz polimérica
é limitada pela temperatura de processamento, devido ao fato das fibras
lignocelulósicas degradarem a elevadas temperaturas. Desse modo, a temperatura de
processamento de ser tal que permita a obtenção de uma mistura homogênea sem
que ocorra a degradação das fibras (ISHIZAKI e VISCONTE, 2006).
3.4 MATERIAIS COMPÓSITOS
Materiais compósitos são uma classe de materiais compostos por uma fase
contínua (matriz) e uma fase dispersa (reforço), cujas propriedades são uma
combinação das propriedades dos constituintes individuais.
10
Os constituintes do material compósito podem ser divididos em matriz ou
reforço. O material da matriz é o que confere estrutura ao material compósito (aglutina
e protege o reforço, transmite e distribui a tensão aplicada para o reforço) e os
materiais de reforço tem a função de suportar os carregamentos mecânicos
submetidos ao compósito, conferindo maior rigidez e resistência mecânica.
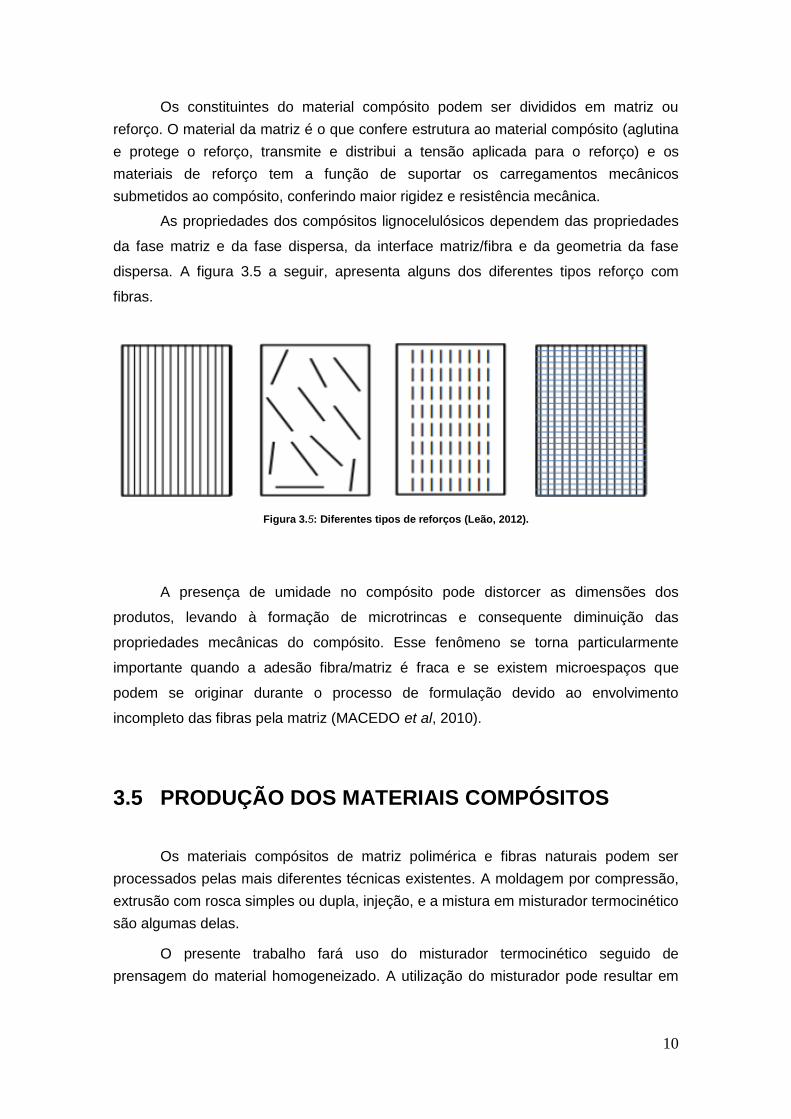
As propriedades dos compósitos lignocelulósicos dependem das propriedades
da fase matriz e da fase dispersa, da interface matriz/fibra e da geometria da fase
dispersa. A figura 3.5 a seguir, apresenta alguns dos diferentes tipos reforço com
fibras.
Figura 3.5: Diferentes tipos de reforços (Leão, 2012).
A presença de umidade no compósito pode distorcer as dimensões dos
produtos, levando à formação de microtrincas e consequente diminuição das
propriedades mecânicas do compósito. Esse fenômeno se torna particularmente
importante quando a adesão fibra/matriz é fraca e se existem microespaços que
podem se originar durante o processo de formulação devido ao envolvimento
incompleto das fibras pela matriz (MACEDO et al, 2010).
3.5 PRODUÇÃO DOS MATERIAIS COMPÓSITOS
Os materiais compósitos de matriz polimérica e fibras naturais podem ser
processados pelas mais diferentes técnicas existentes. A moldagem por compressão,
extrusão com rosca simples ou dupla, injeção, e a mistura em misturador termocinético
são algumas delas.
O presente trabalho fará uso do misturador termocinético seguido de
prensagem do material homogeneizado. A utilização do misturador pode resultar em
11
compósitos homogêneos, com boa distribuição do reforço na matriz, no caso de
reforço de fibras curtas aleatórias (LEÃO, 2012).
O misturador termocinético funde o material através do atrito gerado pela
rotação das palhetas dentro da câmara de mistura. Os fenômenos que ocorrem dentro
da câmara de mistura durante a rotação das palhetas são evidenciados pela elevação
da corrente necessária para manter a rotação das palhetas. Após a fusão do material
no interior da câmara, o material, anteriormente no formato de pellets de PP e fibras
de coco, transforma-se numa massa homogênea que dificulta a movimentação das
palhetas. Com isso, a marcação da corrente atinge um pico máximo, evidenciando a
fusão do material (FARIAS, 2012).
O objetivo da etapa de mistura no processamento dos compósitos é distribuir
as fibras de maneira homogênea, garantindo a completa dispersão das fibras dentro
da matriz (CIULIK, 2010). No nosso caso, além de garantir a completa dispersão das
fibras a rotação das palhetas ainda atuará fundindo o PP.
A moldagem por compressão é o método mais antigo de processamento de
materiais poliméricos. Consiste basicamente em colocar o material na cavidade de um
molde, em um formato pré-definido e após aplicação de calor e pressão o material
passa ter o formato do molde. Para materiais compósitos de matriz polimérica e fibras
como reforço, a técnica permite que as fibras se apresentem dispostas
preferencialmente na direção radial.
3.6 PLASMA
O plasma é um dos estados físicos da matéria, similar ao gás, no qual certa
porção das partículas é ionizada. A premissa básica é que o aquecimento de um gás
provoca a ionização de um gás, com a perda ou ganho de elétrons em uma proporção
que pode variar entre ~1% até quase 100% do gás, de acordo com a temperatura.
Pode haver também a quebra de ligações moleculares, gerando espécies que não
poderiam ser formadas por outros métodos. A formação desse meio que contém
elétrons livres, íons, átomos neutros, radicais livres entre outras espécies reativas
também pode ser induzida por um campo elétrico suficientemente elevado, geralmente
feito em baixas pressões (vácuo tipicamente entre 1 e 100Pa).
Os elétrons livres do plasma podem ser acelerados mediante aplicação de um
campo elétrico ou magnético, imposto ou induzido. A energia cinética que adquirem
mediante a aplicação deste campo é perdida em colisões com moléculas neutras do
gás causando a ionização destas e gerando novos elétrons livres, dando continuidade
ao processo. Este processo, chamado de ionização molecular faz com que novas
12
espécies químicas sejam geradas durante a formação do plasma, gerando uma nuvem
de espécies no estado ionizado. Essas espécies são aceleradas em função do campo
imposto ou induzido ao sistema (FARIAS, 2012).
Uma das principais vantagens é o baixo consumo de insumos, praticidade de
controle das variáveis do processo (gás de trabalho, pressão de trabalho, pressão de
base, potência utilizada, quantidade de fibras), baixa emissão de poluentes, além de
permitir o uso de gases inicialmente estáveis e até inertes, que se tornam reativos
apenas sob as condições presentes no plasma. (YUAN et al, 2004).
De acordo com SILVA (2013) para obtenção e manutenção do plasma de baixa
temperatura e baixa pressão, o tipo tipicamente usado para modificações superficiais
de materiais, são necessários:
a) Uma câmara de reação
b) Um sistema de vácuo, de forma a reduzir a pressão interna do reator, aumentando
o livre caminho médio dos elétrons e favorecendo o processo de ionização molecular;
c) Um gás de trabalho;
d) Uma fonte externa de energia ionizante para que átomos e moléculas, em estado
gasoso, alcancem o estado de plasma;
De acordo com LOPES et al. (1999) as possíveis modificações causadas por
plasmas podem ser agrupadas em três categorias:
I. Deposição química em fase vapor, a partir de plasmas contendo
moléculas reativas provenientes de compostos orgânicos puros ou
misturados a outros gases. A recombinação dessas moléculas nas
superfícies em contato com o plasma dá origem a um material sólido
depositado.
II. Grafitização, isto é, formação de enxertos (grafting) de grupos funcionais
e/ou formação de ligações cruzadas (reticulação) na superfície. Ocorre a
partir do uso de gases não polimerizáveis, ou seja, que não resultam na
deposição de filmes. Alguns exemplos são o O2, N2, NH3, CO2, SF6, Ar e
He.
III. Remoção de material, por ação de dois mecanismos diferentes: em um
deles, o etching, a remoção de material ocorre através de reações químicas
envolvendo espécies reativas geradas no plasma e espécies da superfície
13
do material e que resultam na formação de produtos voláteis; no outro, o
sputtering, a remoção se dá à partir da colisão de átomos energéticos do
plasma com os átomos da superfície do filme, com energia suficiente para
remover espécies do sólido. Elementos químicos não reativos contribuem
mais efetivamente para o sputtering devido à maior transferência de
momento e pelo fato de não se incorporarem quimicamente ao material da
superfície da amostra.
Os principais fatores que influenciam na modificação de superfície causada pelo
plasma de acordo com BASTOS (2010) são:
I. Parâmetros do processo: potência, pressão, tempo, gás, etc.
II. Condições do reator: tipo, geometria, posicionamento do substrato em relação
aos eletrodos, etc.
O tratamento a plasma neste trabalho tem por objetivo aumentar a compatibilidade
das fibras de coco com a matriz de polipropileno a partir da grafitização de flúor na
superfície, tornando-a hidrofóbica e quimicamente compatível com a matriz resultando
em melhores propriedades mecânicas dos compósitos contendo fibras tratadas.
3.7 MÉTODOS DE CARACTERIZAÇÃO
As fibras naturais modificadas podem ser avaliadas por diferentes técnicas.
Neste trabalho, foram utilizadas as seguintes técnicas:
3.7.1 Microscopia Eletrônica de Varredura (MEV):
Consiste na emissão de feixes de elétrons por um filamento capilar de
tungstênio, mediante a aplicação de uma diferença de potencial que pode variar de 0,5
a 30 KV. Ele é capaz de produzir imagens de alta resolução da superfície de uma
amostra, permitindo sua avaliação.
Amostras de metal não exigem nenhuma preparação especial, a não ser cortes
para caber na câmara de amostras e algum seccionamento se necessário e amostras
não condutoras devem ser metalizadas. Isto é feito para prevenir a acumulação de
cargas elétricas na amostra devido à incidência eletrônica do feixe primário. O material
14
mais utilizado para a metalização é o ouro. Outra razão para a metalização, mesmo
quando há condução mais do que suficiente, é para melhorar o contraste.
3.7.2 Espectroscopia no Infravermelho por Transformada de Fourier
(FTIR):
Pode ser usada para identificar um composto ou investigar a composição de
uma amostra. Ela é baseada no fato de que as ligações químicas das substâncias
possuem frequências de vibração específicas e tais frequências dependem da energia
potencial da molécula, da geometria molecular e da massa dos átomos, sendo então
possível identifica a composição de determinadas amostras após a interação da
molécula com a radiação incidente infravermelha. Desta maneira, é possível construir
um espectro de infravermelho que relaciona a frequência de absorção das vibrações
de uma molécula (expressa em número de onda, cm-1) com suas respectivas
intensidades de absorção (CARNEIRO, 2013).
A espectroscopia no infravermelho com transformada de Fourier (FTIR) tem
sido bastante utilizada para verificar as variações da composição de lignina, celulose e
hemicelulose da fibra de coco (BRÍGIDA et al., 2010; JABASINGH, 2011; ISRAEL et
al., 2011).
3.7.3 Ensaio de tração:
É um tipo de ensaio destrutivo, no qual o corpo de prova é submetido a um
esforço que tende a alonga-lo até a ruptura. O ensaio é realizado num corpo de prova
de dimensões padronizadas, o que permite sua reprodutibilidade. Este é fixado numa
máquina que aplica esforços crescentes na sua direção axial, e suas deformações
correspondentes são medidas.
A resposta de deformação de um material para um dado regime de
carregamento é descrito por equações gerais. Para muitos materiais, a parte inicial da
curva de tração é linear, podendo ser descrita por uma equação simples, conhecida
como lei de Hooke, que relaciona linearmente a tensão e a deformação (BASTOS,
2012).
σ = E . ε lei de Hooke
15
Muitos polímeros podem exibir um comportamento não linear em sua curva de
tensão-deformação para altas tensões, o que usualmente é indicativo de
comportamento dúctil.
No ensaio, obtém-se o gráfico tensão-deformação, no qual é possível analisar
o comportamento do material ao longo do ensaio. Após o ensaio, pontos importantes
podem ser observados:
Região elástica: região na qual a deformação sofrida pode ser recuperada após
retirada dos esforços.
Limite de escoamento: ponto no qual o material deixa de sofrer deformações
elásticas (recuperável) e passa a sofrer deformações plásticas (irreversível).
Região plástica: região na qual a deformação sofrida pelo material é a deformação
permanente (deformação não recuperável após cessado os esforços externos).
De acordo com BASTOS (2012), para os materiais poliméricos, as
propriedades mecânicas estão diretamente ligadas à mobilidade das cadeias.
Polímeros apresentam uma resposta viscoelástica para deformação e
consequentemente as propriedades mecânicas gerais são dependentes da taxa e da
temperatura. Para que a lei de Hooke seja aplicável aos materiais poliméricos, é
necessário que a taxa de deformação aplicada seja mais rápida que a relaxação do
material, de modo que ocorra apenas uma pequena relaxação e a aplicação da lei de
Hooke seja uma aproximação razoável.
16
4 MATERIAIS E MÉTODOS
4.1 MATERIAIS
As fibras de coco foram gentilmente cedidas pelo Philippe Jean Henri Mayer,
da empresa Coco Verde Reciclado.
O polipropileno virgem utilizado foi o PROLEN da empresa PoliBrasil Resinas
S.A.
4.2 METODOLOGIA EXPERIMENTAL
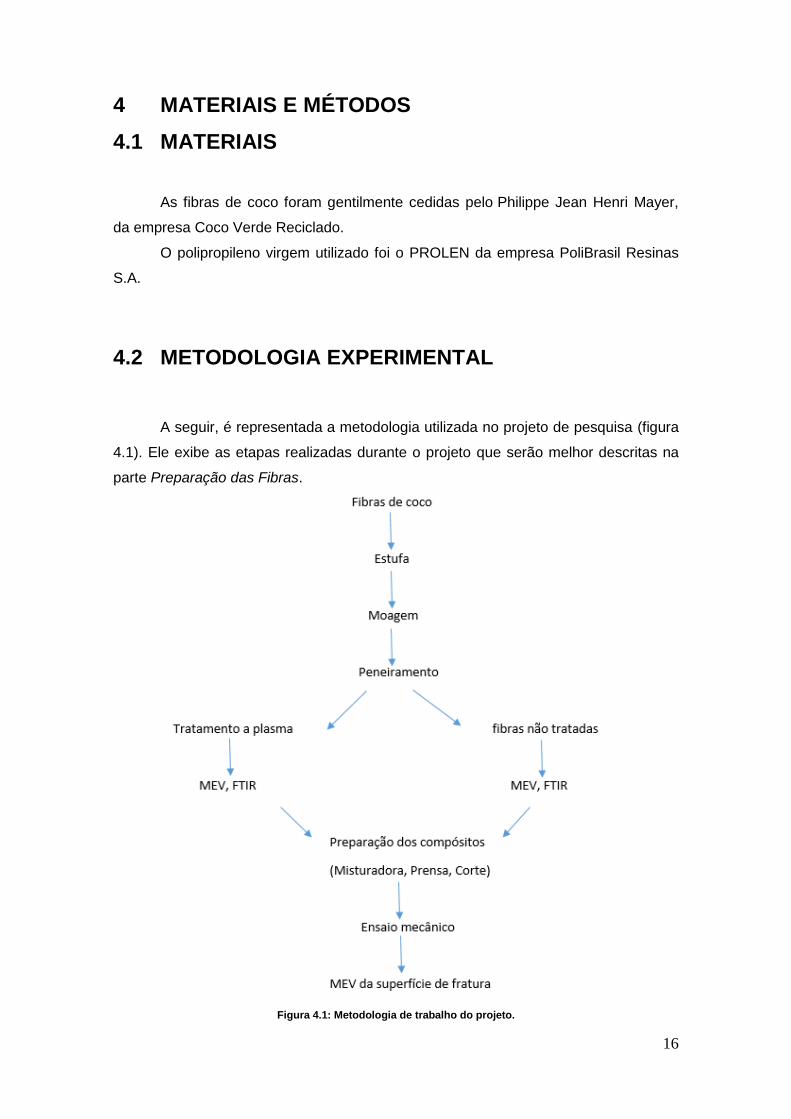
A seguir, é representada a metodologia utilizada no projeto de pesquisa (figura
4.1). Ele exibe as etapas realizadas durante o projeto que serão melhor descritas na
parte Preparação das Fibras.
Figura 4.1: Metodologia de trabalho do projeto.
17
4.3 REATOR DE PLASMA
As fibras de coco foram tratadas no reator de plasma desenvolvido no
Laboratório de Superfícies e Filmes Finos da UFRJ, que permite o tratamento de
amostras que possuam alguma simetria axial (FARIAS, 2012) como é o caso das
fibras naturais.
Anteriormente, o porta amostras utilizado era feito de vidro e em formato
cilíndrico, o que promovia um escorregamento das fibras dentro do mesmo, resultando
em um tratamento não homogêneo para as fibras. Na verdade, somente as fibras que
que estão em contato com a atmosfera da câmara que são expostas ao plasma.
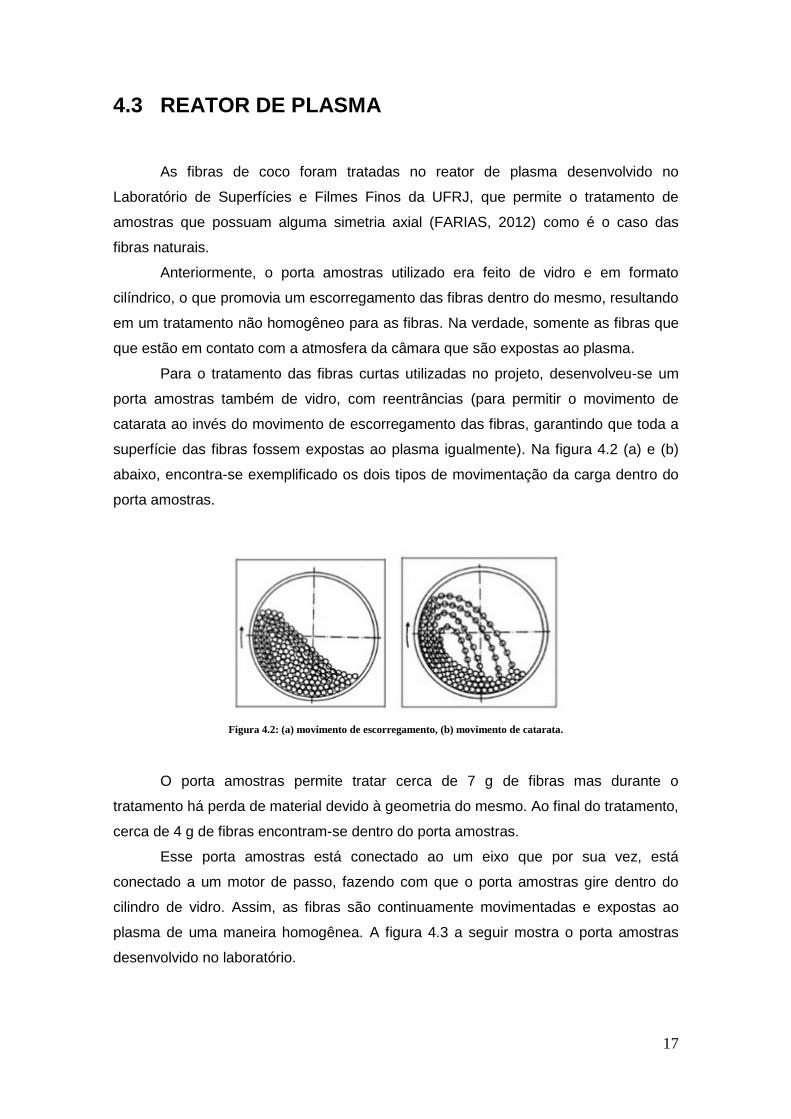
Para o tratamento das fibras curtas utilizadas no projeto, desenvolveu-se um
porta amostras também de vidro, com reentrâncias (para permitir o movimento de
catarata ao invés do movimento de escorregamento das fibras, garantindo que toda a
superfície das fibras fossem expostas ao plasma igualmente). Na figura 4.2 (a) e (b)
abaixo, encontra-se exemplificado os dois tipos de movimentação da carga dentro do
porta amostras.
Figura 4.2: (a) movimento de escorregamento, (b) movimento de catarata.
O porta amostras permite tratar cerca de 7 g de fibras mas durante o
tratamento há perda de material devido à geometria do mesmo. Ao final do tratamento,
cerca de 4 g de fibras encontram-se dentro do porta amostras.
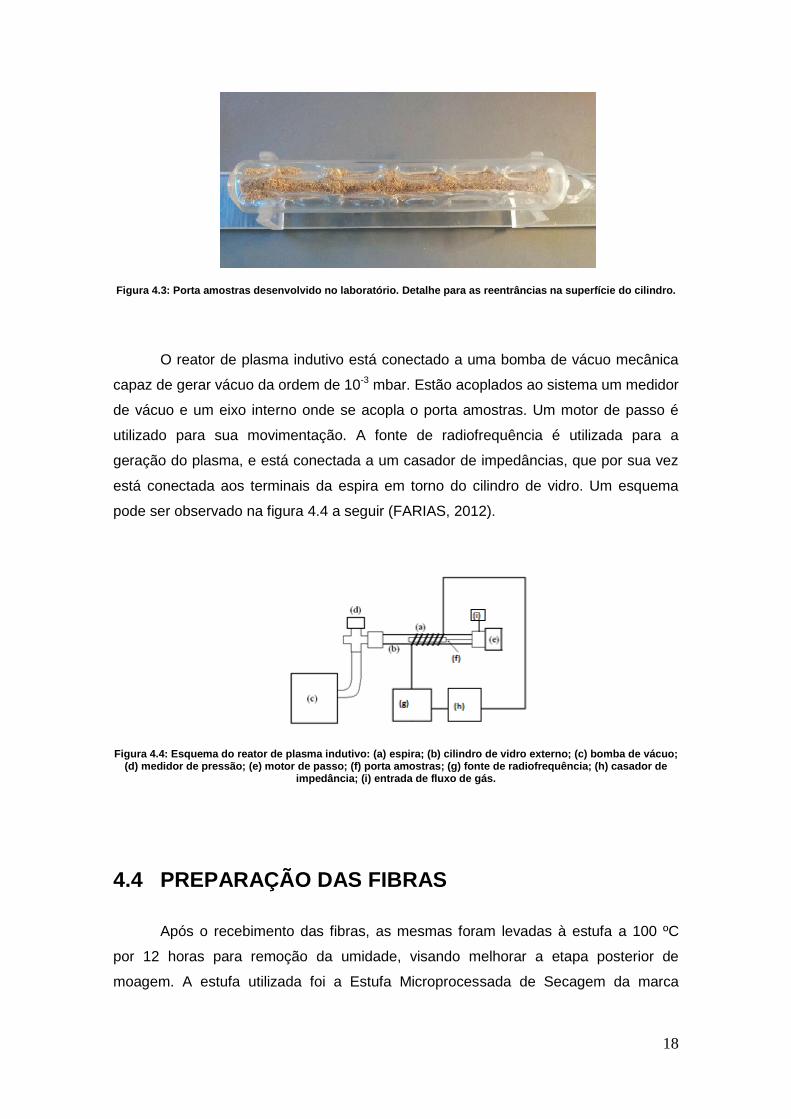
Esse porta amostras está conectado ao um eixo que por sua vez, está
conectado a um motor de passo, fazendo com que o porta amostras gire dentro do
cilindro de vidro. Assim, as fibras são continuamente movimentadas e expostas ao
plasma de uma maneira homogênea. A figura 4.3 a seguir mostra o porta amostras
desenvolvido no laboratório.
18
Figura 4.3: Porta amostras desenvolvido no laboratório. Detalhe para as reentrâncias na superfície do cilindro.
O reator de plasma indutivo está conectado a uma bomba de vácuo mecânica
capaz de gerar vácuo da ordem de 10-3 mbar. Estão acoplados ao sistema um medidor
de vácuo e um eixo interno onde se acopla o porta amostras. Um motor de passo é
utilizado para sua movimentação. A fonte de radiofrequência é utilizada para a
geração do plasma, e está conectada a um casador de impedâncias, que por sua vez
está conectada aos terminais da espira em torno do cilindro de vidro. Um esquema
pode ser observado na figura 4.4 a seguir (FARIAS, 2012).
Figura 4.4: Esquema do reator de plasma indutivo: (a) espira; (b) cilindro de vidro externo; (c) bomba de vácuo; (d) medidor de pressão; (e) motor de passo; (f) porta amostras; (g) fonte de radiofrequência; (h) casador de
impedância; (i) entrada de fluxo de gás.
4.4 PREPARAÇÃO DAS FIBRAS
Após o recebimento das fibras, as mesmas foram levadas à estufa a 100 ºC
por 12 horas para remoção da umidade, visando melhorar a etapa posterior de
moagem. A estufa utilizada foi a Estufa Microprocessada de Secagem da marca

19
Quimis Q-317M, pertencente ao Laboratório de Superfícies e Filmes Finos do
Departamento de Engenharia Metalúrgica e de Materiais da Escola Politécnica, UFRJ.
As fibras foram moídas em um moinho de facas tipo Willye modelo SL.31 da
marca SOLAB, pertencente ao Laboratório Professora Maria Inês Tavares,
pertencente ao Instituto de Macromoléculas Professora Heloísa Mano, IMA-UFRJ. O
equipamento pode ser visto na figura 4.5 abaixo.
Figura 4.5: Moinho de facas tipo Wyllie.
Após a etapa de moagem, as fibras foram colocadas em uma série de peneiras
com abertura de 250, 125, 75 µm, e colocadas em agitação durante 20 minutos por
duas vezes. O agitador pertence ao Laboratório de Análises Químicas e
Processamento Cerâmico do Departamento de Engenharia Metalúrgica e de Materiais
da Escola Politécnica, UFRJ. O Equipamento pode ser visto na figura 4.6 a seguir.

20
Figura 4.6: Série de peneiras.
O critério utilizado para escolha das fibras foi a quantidade na qual elas se
apresentavam nas peneiras após o ciclo de vibração. As fibras escolhidas para a
realização do tratamento a plasma foram as do intervalo 250 < d < 125 µm por se
apresentarem em maior quantidade ao final da etapa de peneiramento. Seu aspecto
pode ser visto na figura 4.7.
Figura 4.7: Fibras de coco selecionadas.

21
4.5 PRODUÇÃO DO COMPÓSITO
4.5.1 TRATAMENTO A PLASMA
O gás escolhido para o tratamento das fibras foi o SF6 pois ele se mostrou
eficiente, de acordo com VIANA (2014) com o aumento do módulo elástico em fibras
de madeira.
Para o presente trabalho, as condições de tratamento foram: pressão de base
do sistema 5,0 x 10-2 mbar , pressão de trabalho utilizada foi de 1,0 x 10-1 mbar. O
tempo de tratamento das fibras foi de 1h, pois na verdade as fibras são expostas a
apenas 10% do tempo (VIANA, 2014) totalizando 6 min de tratamento com o gás SF6.
A potência utilizada foi de 80 W e a porcentagem de fibra escolhida foi de 18% de
acordo com OLARU et al (2005).
Antes do tratamento, as fibras eram deixadas em estufa para remoção da
umidade, visando facilitar a geração de vácuo na câmara de tratamento.
A tabela 4.1 a seguir mostra todas as variáveis utilizadas no projeto. A figura
4.8 mostra o reator em funcionamento (plasma de SF6).
Tabela 4.1: Variáveis utilizadas no projeto.
Tratamento Tempo (min)
Potência (W)
% Fibras Pressão de base (mbar)
Pressão de
trabalho (mbar)
SF6 60 80 18 5,0 x 10-2 1,0 x 10-1
Figura 4.8: Reator em funcionamento (plasma de SF6).
22
4.5.2 PROCESSAMENTO DOS COMPÓSITOS
Foram realizados 3 grupos de amostras: PP puro, PP + 18% de fibras tratadas
com SF6 e PP + 18% de fibras não tratadas.
Os compósitos de polipropileno reforçados com fibras de coco foram
produzidos por meio da homogeneização em misturador termocinético e posterior
moldagem por compressão em prensa hidráulica durante 2 min com temperatura de
190 °C com auxílio de um espaçador de 2,0 mm para normalização da espessura dos
discos formados.
Foram processados compósitos com massa igual a 77 g, sendo 63,14 g de
polipropileno e 18% de fibras (13,86 g). As fibras foram separadas e misturadas com o
polipropileno em suas respectivas frações e em seguida, foram levadas ao misturador
termocinético para obtenção de uma massa homogênea. Após a obtenção da massa,
a mesma é levada à prensa hidráulica para confecção das chapas que em seguida é
cortada para obtenção dos corpos de prova.
O equipamento utilizado é composto por uma prensa hidráulica aquecida por
um sistema elétrico e 2 placas paralelas onde é colocado o molde. No presente
trabalho, o molde de cobre foi usinado na Oficina Mecânica da COPPE/UFRJ e este é
formado por 2 placas paralelas e um espaçador de 2 mm.
Inicialmente, moldaram-se chapas de polipropileno puro e polipropileno com
18% de fibras não tratadas, buscando o ajuste das condições de processo. As
temperaturas utilizadas foram de 60 ˚C, 150 ˚C e 190 ˚C, a carga variou de 1 a 8 ton e
a massa total dos compósitos variou de 50 g, 60 g, 70 g, 80 g. Considerando a
superfície das chapas produzidas, pôde-se perceber que com 60 ˚C, 150 ˚C o material
compósito demorava muito a ser moldado e após a etapa, apresentava estrias na
superfície decorrentes ou da falta de material ou da perda de material devido a
excesso do mesmo. A partir daí, concluiu-se que a massa total do compósito deveria
ser de 77 g, visando a menor perda de material, a temperatura que permitia uma boa
homogeneização da massa era de 190 ˚C e a degasagem deveria ser feita em etapas,
aplicando e retirando a carga, variando de 1 ton a 5 ton em passo de 1 ton.
Para fabricação das chapas, é necessário um pré-aquecimento das chapas e
do espaçador durante a homogeneização da temperatura da prensa (cerca de 15 min).
As chapas são moldadas por compressão a 190 ºC, e é necessário uma etapa de
degasagem para eliminação de bolhas. A carga é elevada a 1 ton em seguida é
retirada a carga e novamente a carga é elevada a 2 ton. Repete-se em passos de 1
23
ton até atingir 5 ton e deixa-se por 2 min para completa homogeneização do disco. Em
seguida, a chapa é retirada da parte quente e colocada na parte fria para resfriamento
por cerca de 2 min.
O número dos corpos de prova preparados a partir de cada chapa variou de 10
a 12 amostras. Ambos os equipamentos são da marca M.H. Equipamentos Ltda, e
pertencem ao Laboratório de Superfícies e Filmes Finos do Departamento de
Engenharia Metalúrgica e de Materiais da Escola Politécnica, UFRJ.
A seguir, pode ser visto o interior da câmara da misturadora na figura 4.9 e a
prensa hidráulica utilizada para confecção das chapas na figura 4.10.
Figura 4.9: Câmara de mistura.
Figura 4.10: Prensa hidráulica.
A tabela 4.2 mostra a composição dos diferentes discos preparados. Tabela 4.2: Compósitos processados no misturador termocinético - composição dos discos.
Disco Polipropileno (g) Fibra tratada
SF6 (g) Fibra não tratada (g)
Total (g)
1 77g - - 77g
2 63,14g 13,86g - 77g
3 63,14g - 13,86g 77g
24
4.6 TÉCNICAS DE CARACTERIZAÇÃO
4.6.1 MEV
O microscópio eletrônico de varredura JEOL JSM 6460LV do Laboratório
Multiusuário de Microscopia Eletrônica e Microanálise do Programa de Engenharia
Metalúrgica e de Materiais (PEMM/COPPE) foi utilizado para avaliar a eficiência do
tratamento superficial das fibras de coco e o seu efeito sobre a interface fibra/matriz. A
análise de superfícies fraturadas dos corpos de prova após o ensaio de tração também
foi realizada para análise da adesão entre fibra e matriz e distribuição do reforço na
matriz.
As fibras de coco foram fixadas em porta amostras com o uso de uma fita de
carbono e depois foram metalizadas com ouro para permitir a visualização por
microscopia eletrônica de varredura. As imagens foram feitas com elétrons
secundários acelerados em 15 e 20 kV.
4.6.2 FTIR
Neste trabalho, a técnica FTIR foi realizada diretamente na superfície das fibras
de coco através do acessório de refletância total atenuada com cristal de ZnSe (ATR)
acoplado ao espectrofotômetro de absorção vibracional da marca Nicolet 6700 da
Thermo Scientific, pertencente ao Laboratório de Superfícies e Filmes Finos. O
tratamento de dados dos espectros foi realizado através do software OMNIC (2010).
4.6.3 ENSAIO DE TRAÇÃO
O corte dos corpos de prova foi feito individualmente através de um gabarito
(Norma ISO 037) e acompanhou a direção radial das fibras para garantir que elas
estivessem orientadas na direção do carregamento. Para cada grupo de amostras,
foram utilizados 5 corpos de prova.
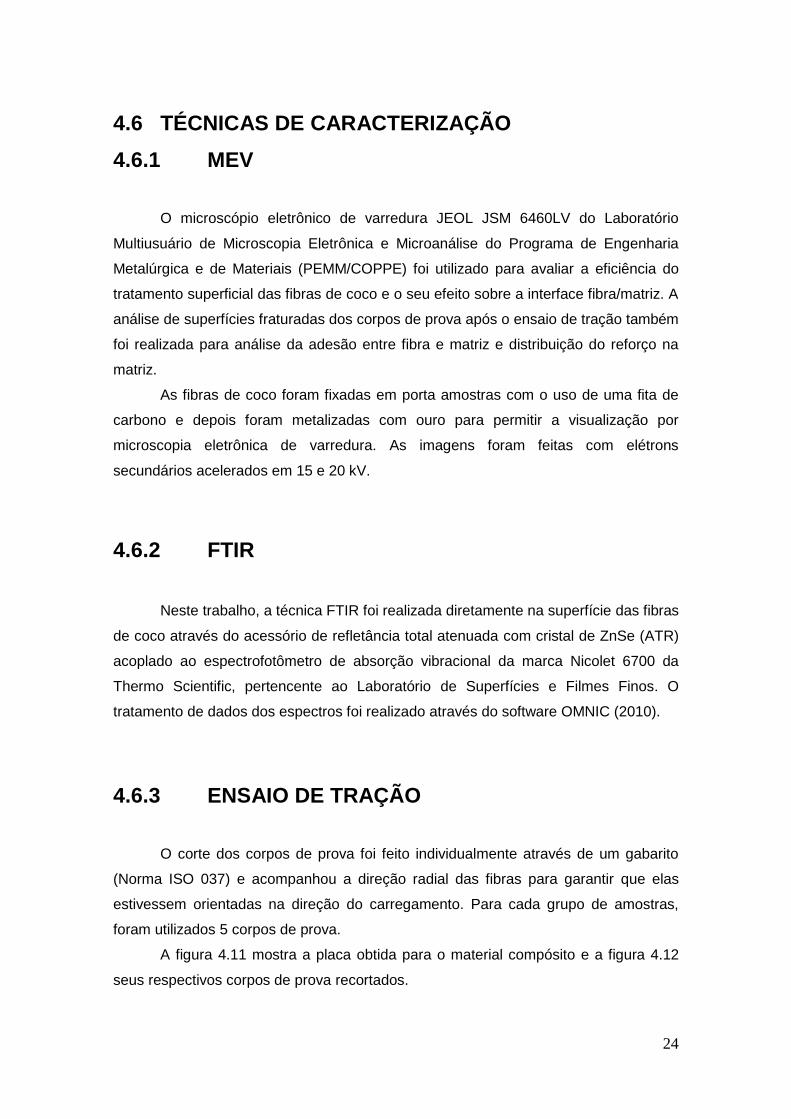
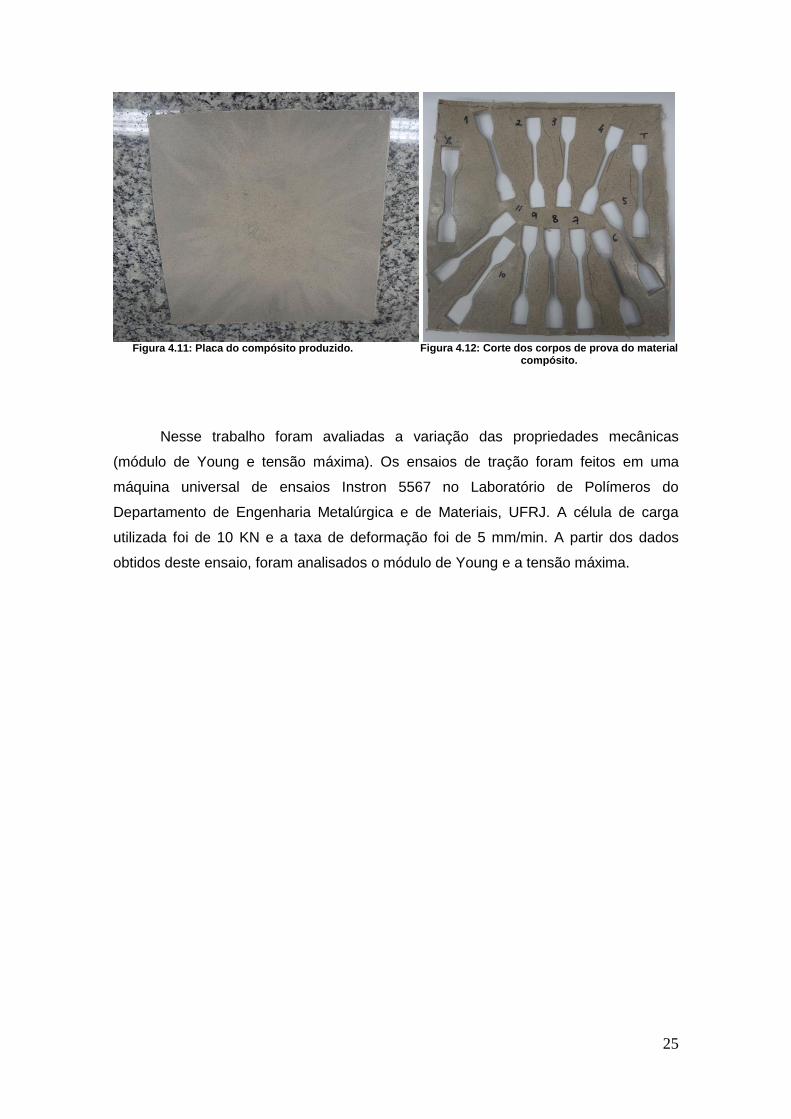
A figura 4.11 mostra a placa obtida para o material compósito e a figura 4.12
seus respectivos corpos de prova recortados.
25
Figura 4.11: Placa do compósito produzido.
Figura 4.12: Corte dos corpos de prova do material
compósito.
Nesse trabalho foram avaliadas a variação das propriedades mecânicas
(módulo de Young e tensão máxima). Os ensaios de tração foram feitos em uma
máquina universal de ensaios Instron 5567 no Laboratório de Polímeros do
Departamento de Engenharia Metalúrgica e de Materiais, UFRJ. A célula de carga
utilizada foi de 10 KN e a taxa de deformação foi de 5 mm/min. A partir dos dados
obtidos deste ensaio, foram analisados o módulo de Young e a tensão máxima.
26
5 RESULTADOS
5.1 ASPECTOS SOBRE O TRATAMENTO DAS FIBRAS
Após tratamento com plasma, pode-se ver uma mudança na cor das fibras,
sendo elas mais escuras após o tratamento. Essa mudança de coloração pode ser
vista na figura 5.1 (a) e (b) a seguir.
Figura 7.1: (a) Fibras antes do tratamento, (b) Fibras após tratamento com plasma.
De acordo com FARIAS (2012), após tratamento a plasma de oxigênio ocorre o
clareamento das fibras de coco. No entanto, observou-se que as fibras tratadas a
plasma de SF6 apresentaram uma coloração mais escura.
Durante o tratamento, percebeu-se que certa porção das fibras escapava pela
lateral do porta amostras, em função da geometria deste e do movimento que ele
realizava. Essas fibras ficam dispostas no fundo do reator, sendo tratadas de maneira
desigual (somente as fibras de cima são expostas ao plasma, as do interior não), e
não foram utilizadas no trabalho. Essas fibras que saem diminuem a quantidade de
fibras tratadas por vez. Em cada batelada, aproximadamente 4 g de fibras são tratadas
por vez.
5.2 CARACTERIZAÇÃO POR MEV – fibras não tratadas
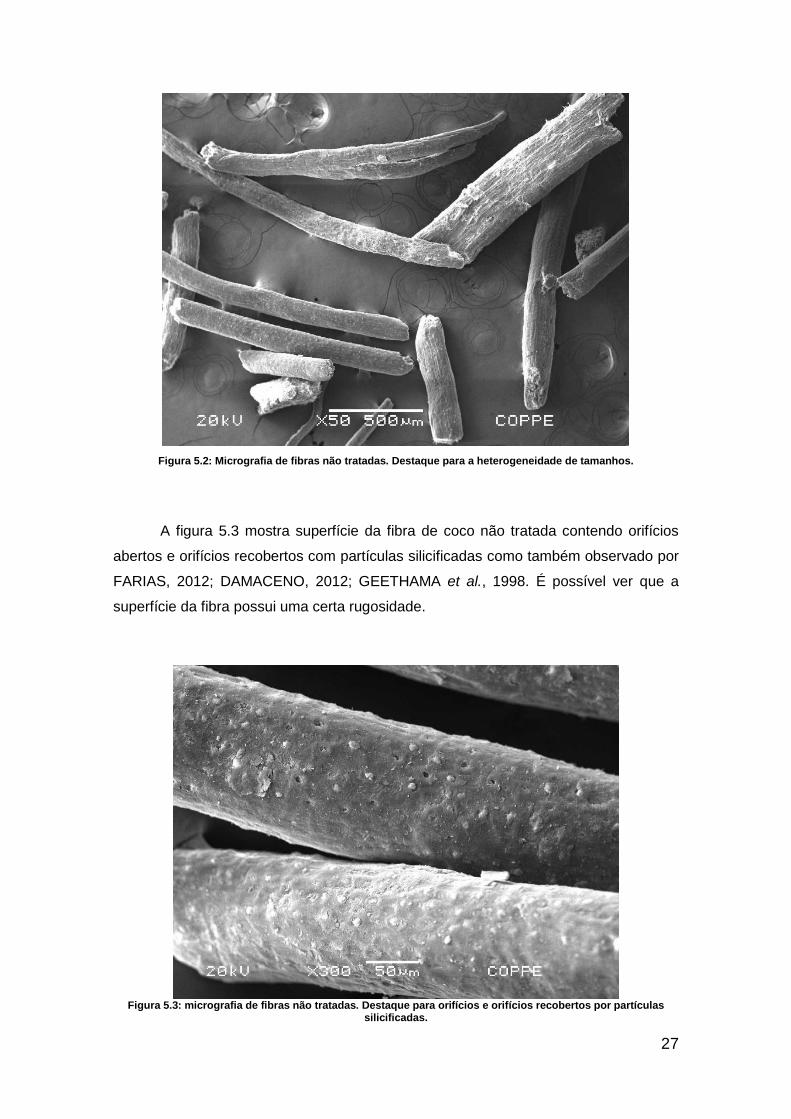
As micrografias permitem analisar qualitativamente a superfície das fibras
antes e depois do tratamento por plasma. A figura 5.2 apresenta a superfície das fibras
não tratadas, com destaque para heterogeneidade do tamanho das fibras.
(a) (b)
27
Figura 5.2: Micrografia de fibras não tratadas. Destaque para a heterogeneidade de tamanhos.
A figura 5.3 mostra superfície da fibra de coco não tratada contendo orifícios
abertos e orifícios recobertos com partículas silicificadas como também observado por
FARIAS, 2012; DAMACENO, 2012; GEETHAMA et al., 1998. É possível ver que a
superfície da fibra possui uma certa rugosidade.
Figura 5.3: micrografia de fibras não tratadas. Destaque para orifícios e orifícios recobertos por partículas
silicificadas.
28
5.3 CARACTERIZAÇÃO POR MEV – fibras tratadas por
plasma de SF6
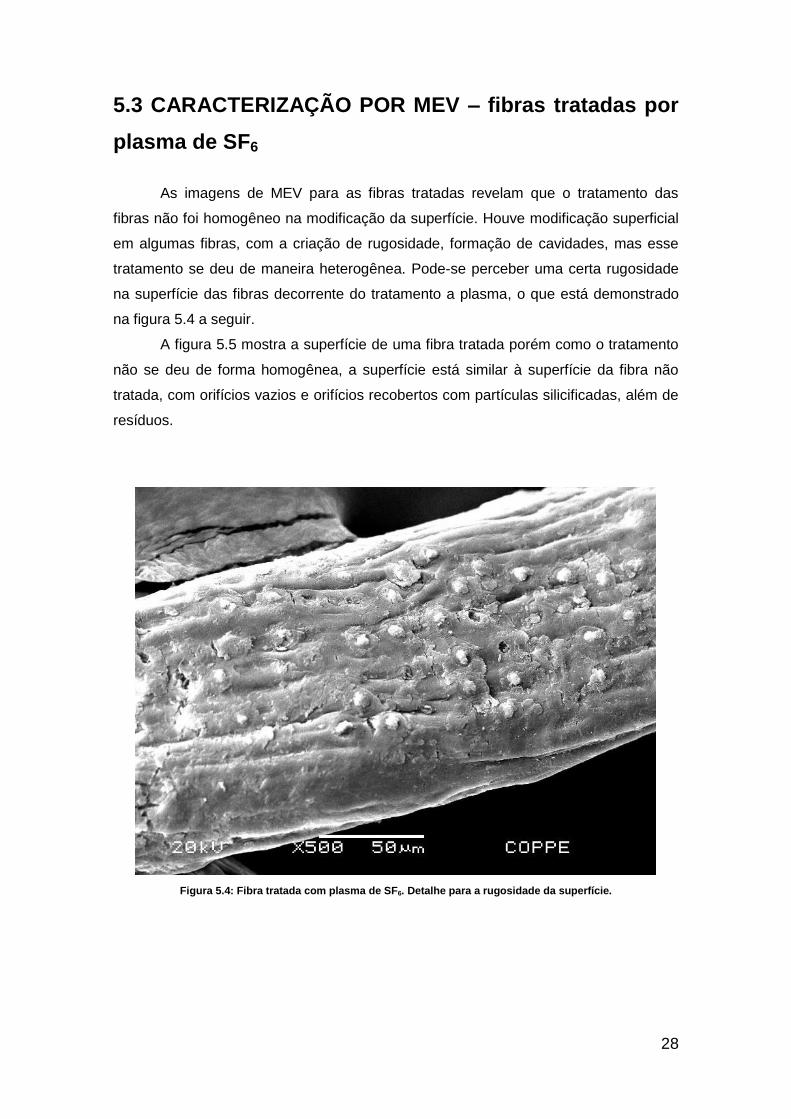
As imagens de MEV para as fibras tratadas revelam que o tratamento das
fibras não foi homogêneo na modificação da superfície. Houve modificação superficial
em algumas fibras, com a criação de rugosidade, formação de cavidades, mas esse
tratamento se deu de maneira heterogênea. Pode-se perceber uma certa rugosidade
na superfície das fibras decorrente do tratamento a plasma, o que está demonstrado
na figura 5.4 a seguir.
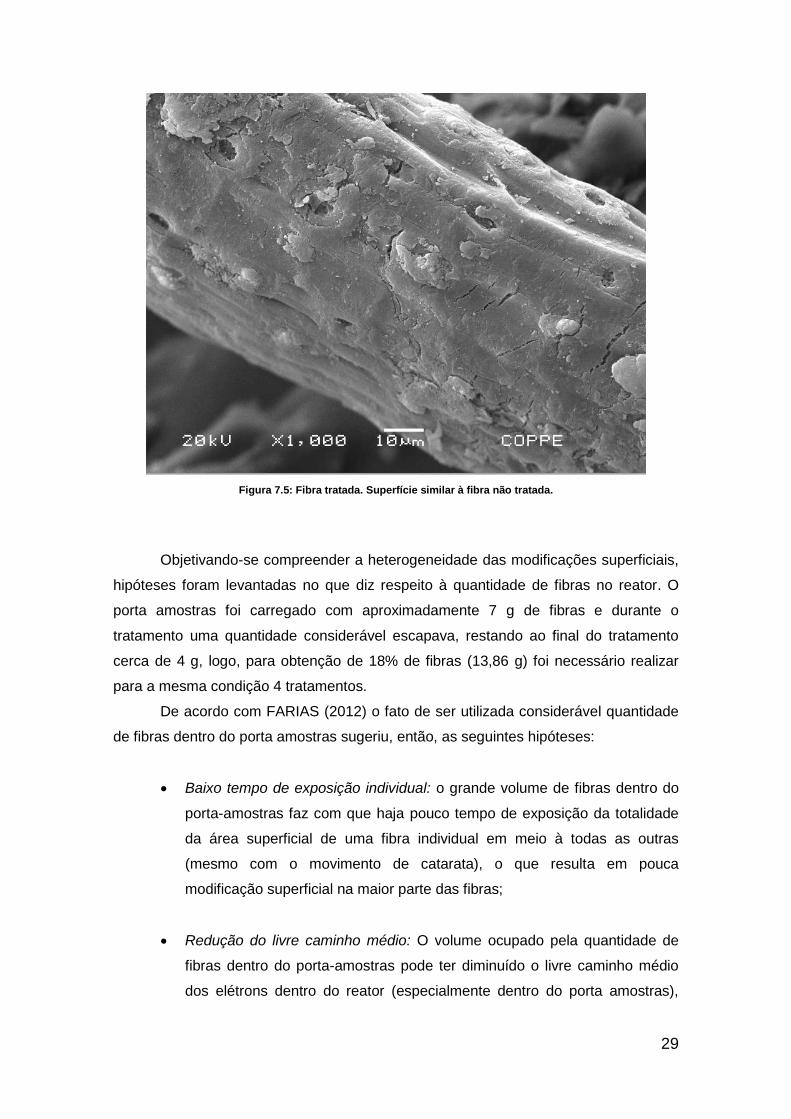
A figura 5.5 mostra a superfície de uma fibra tratada porém como o tratamento
não se deu de forma homogênea, a superfície está similar à superfície da fibra não
tratada, com orifícios vazios e orifícios recobertos com partículas silicificadas, além de
resíduos.
Figura 5.4: Fibra tratada com plasma de SF6. Detalhe para a rugosidade da superfície.
29
Figura 7.5: Fibra tratada. Superfície similar à fibra não tratada.
Objetivando-se compreender a heterogeneidade das modificações superficiais,
hipóteses foram levantadas no que diz respeito à quantidade de fibras no reator. O
porta amostras foi carregado com aproximadamente 7 g de fibras e durante o
tratamento uma quantidade considerável escapava, restando ao final do tratamento
cerca de 4 g, logo, para obtenção de 18% de fibras (13,86 g) foi necessário realizar
para a mesma condição 4 tratamentos.
De acordo com FARIAS (2012) o fato de ser utilizada considerável quantidade
de fibras dentro do porta amostras sugeriu, então, as seguintes hipóteses:
Baixo tempo de exposição individual: o grande volume de fibras dentro do
porta-amostras faz com que haja pouco tempo de exposição da totalidade
da área superficial de uma fibra individual em meio à todas as outras
(mesmo com o movimento de catarata), o que resulta em pouca
modificação superficial na maior parte das fibras;
Redução do livre caminho médio: O volume ocupado pela quantidade de
fibras dentro do porta-amostras pode ter diminuído o livre caminho médio
dos elétrons dentro do reator (especialmente dentro do porta amostras),
30
reduzindo assim a energia cinética adquirida por estes, consequentemente
reduzindo a intensidade da fragmentação molecular no interior do reator. O
resultado seria uma menor ionização do gás e, consequentemente, uma
menor capacidade do plasma em modificar as superfícies das fibras.
Essas hipóteses sugeriram então que tratamentos por plasma seriam mais
efetivos utilizando-se uma quantidade bastante reduzida de fibras. Essa hipótese foi
comprovada por FARIAS (2012) após tratamento de fibras de coco no mesmo reator
porém com porta amostras cilíndrico de paredes lisas. Os parâmetros de tratamento
podem ser vistos na tabela 5.1 abaixo.
Tabela 5.1: Tratamentos realizados por FARIAS (2012), para investigação da influência da
quantidade de fibras na eficiência da modificação superficial por tratamento a plasma.
Tratamento Tempo (min) Potência (W) Quantidade de
fibras (g)
Ar atmosférico 60 50 *
Oxigênio 60 50 *
Ar atmosférico 60 80 0,061
oxigênio 60 80 0,047
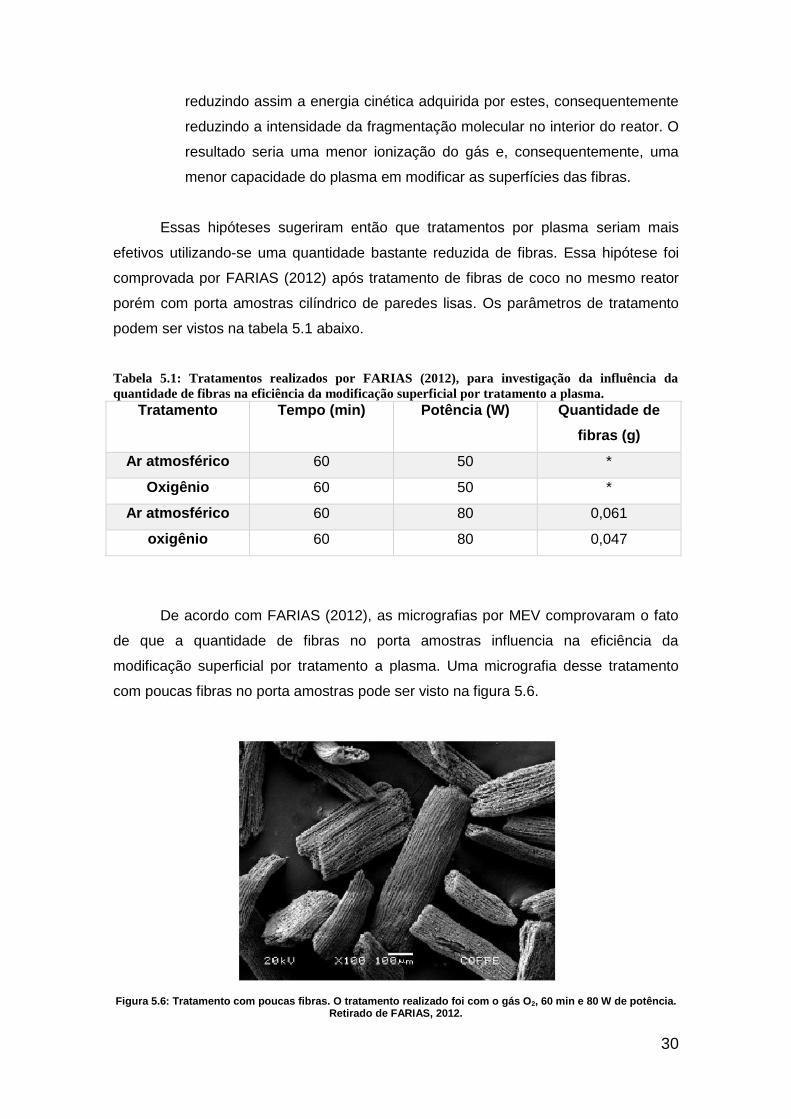
De acordo com FARIAS (2012), as micrografias por MEV comprovaram o fato
de que a quantidade de fibras no porta amostras influencia na eficiência da
modificação superficial por tratamento a plasma. Uma micrografia desse tratamento
com poucas fibras no porta amostras pode ser visto na figura 5.6.
Figura 5.6: Tratamento com poucas fibras. O tratamento realizado foi com o gás O2, 60 min e 80 W de potência. Retirado de FARIAS, 2012.
31
Na verdade, o efeito do gás de trabalho utilizado não pode ser comparado pois
cada gás atua de uma forma diferente no substrato. O oxigênio ataca de maneira mais
agressiva a superfície da fibra, na medida em que ele modifica a superfície através de
colisões elásticas com os átomos da superfície, removendo-os e aumentando a
adesão fibra/matriz, enquanto que o SF6 atua de 2 maneiras: (1) aumento da
rugosidade em escala nanométrica, criando pontos de ancoragem mecânica, e (2)
adição de grupos de flúor na superfície da fibra. Na verdade, a comparação está
sendo feita levando-se em consideração somente a quantidade de fibras no porta
amostras e a homogeneidade da superfície das fibras após tratamento.
Apesar de ter se mostrado eficiente o tratamento de poucas fibras no porta
amostras, não é nada prático fazer tratamentos com menos de 0,05 g por vez, já que
para a produção de um compósito (por exemplo o compósito de fibras do presente
trabalho). Seria necessário realizar vários tratamentos a fim de se obter 13,86 g de
fibras tratadas, o que torna o processo inviável.
7.4 CARACTERIZAÇÃO POR FTIR
As fibras tratadas e não tratadas foram caracterizadas por espectroscopia de
infravermelho por transformada de Fourier.
Espectros foram colhidos para as fibras tratadas por plasma de SF6 (80 W e 60
min) e para as fibras não tratadas, e podem ser visualizados nas figuras 5.7 e 5.8.
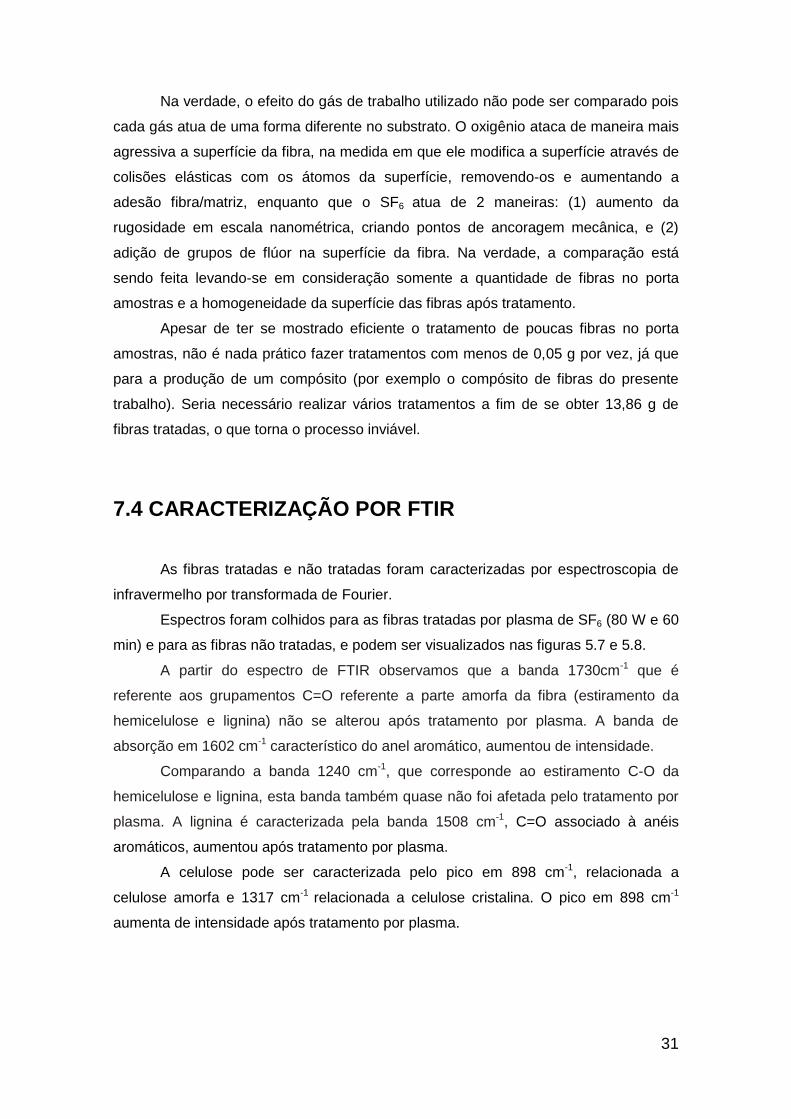
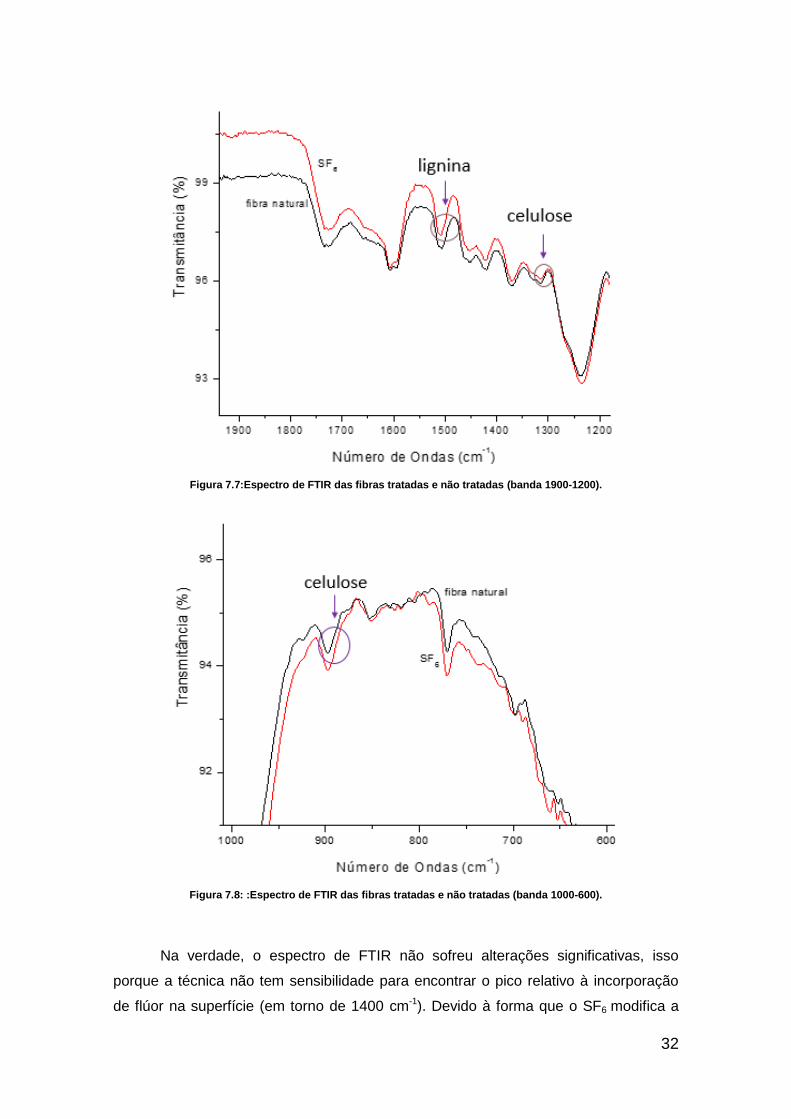
A partir do espectro de FTIR observamos que a banda 1730cm-1 que é
referente aos grupamentos C=O referente a parte amorfa da fibra (estiramento da
hemicelulose e lignina) não se alterou após tratamento por plasma. A banda de
absorção em 1602 cm-1 característico do anel aromático, aumentou de intensidade.
Comparando a banda 1240 cm-1, que corresponde ao estiramento C-O da
hemicelulose e lignina, esta banda também quase não foi afetada pelo tratamento por
plasma. A lignina é caracterizada pela banda 1508 cm-1, C=O associado à anéis
aromáticos, aumentou após tratamento por plasma.
A celulose pode ser caracterizada pelo pico em 898 cm-1, relacionada a
celulose amorfa e 1317 cm-1 relacionada a celulose cristalina. O pico em 898 cm-1
aumenta de intensidade após tratamento por plasma.
32
Figura 7.7:Espectro de FTIR das fibras tratadas e não tratadas (banda 1900-1200).
Figura 7.8: :Espectro de FTIR das fibras tratadas e não tratadas (banda 1000-600).
Na verdade, o espectro de FTIR não sofreu alterações significativas, isso
porque a técnica não tem sensibilidade para encontrar o pico relativo à incorporação
de flúor na superfície (em torno de 1400 cm-1). Devido à forma que o SF6 modifica a
33
superfície, através de substituição da espécie flúor ou por um hidrogênio ou uma
hidroxila da superfície, essa incorporação se dá em escala nanométrica. Segundo
SIOW et al 2006, a técnica só é sensível até a escala micrométrica. As alterações
observadas nos gráficos podem ser devidas a ruídos no momento de obtenção do
espectro.
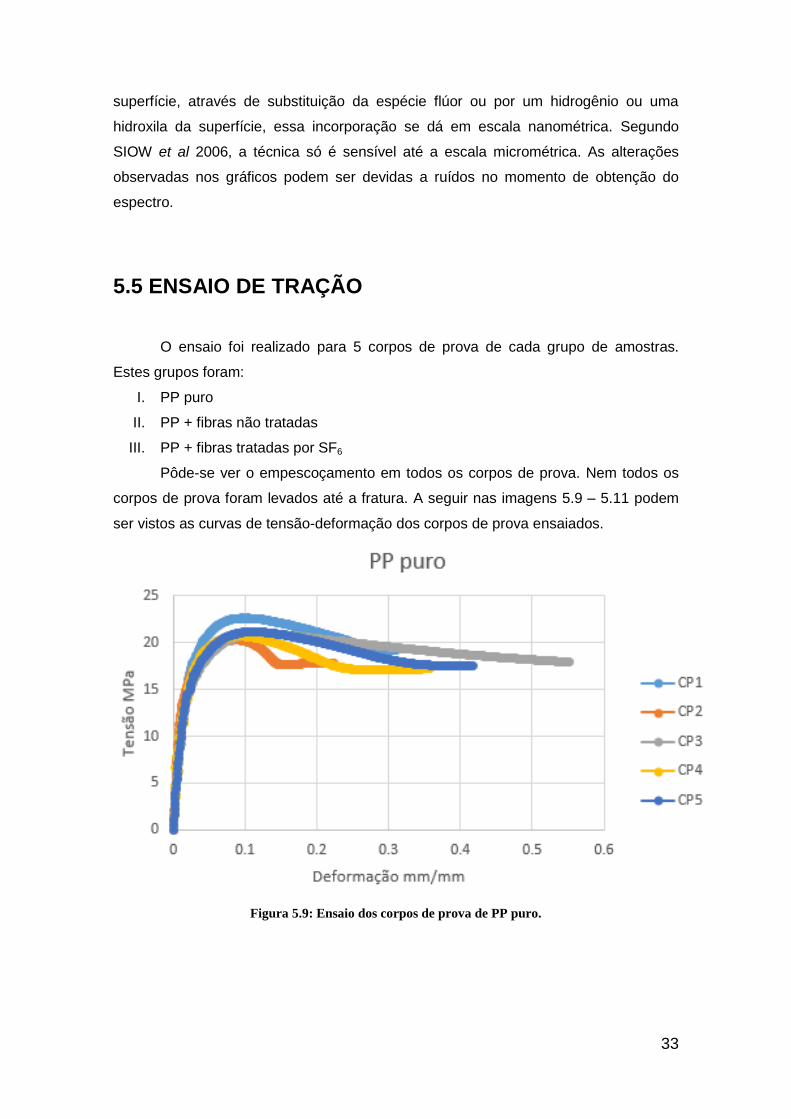
5.5 ENSAIO DE TRAÇÃO
O ensaio foi realizado para 5 corpos de prova de cada grupo de amostras.
Estes grupos foram:
I. PP puro
II. PP + fibras não tratadas
III. PP + fibras tratadas por SF6
Pôde-se ver o empescoçamento em todos os corpos de prova. Nem todos os
corpos de prova foram levados até a fratura. A seguir nas imagens 5.9 – 5.11 podem
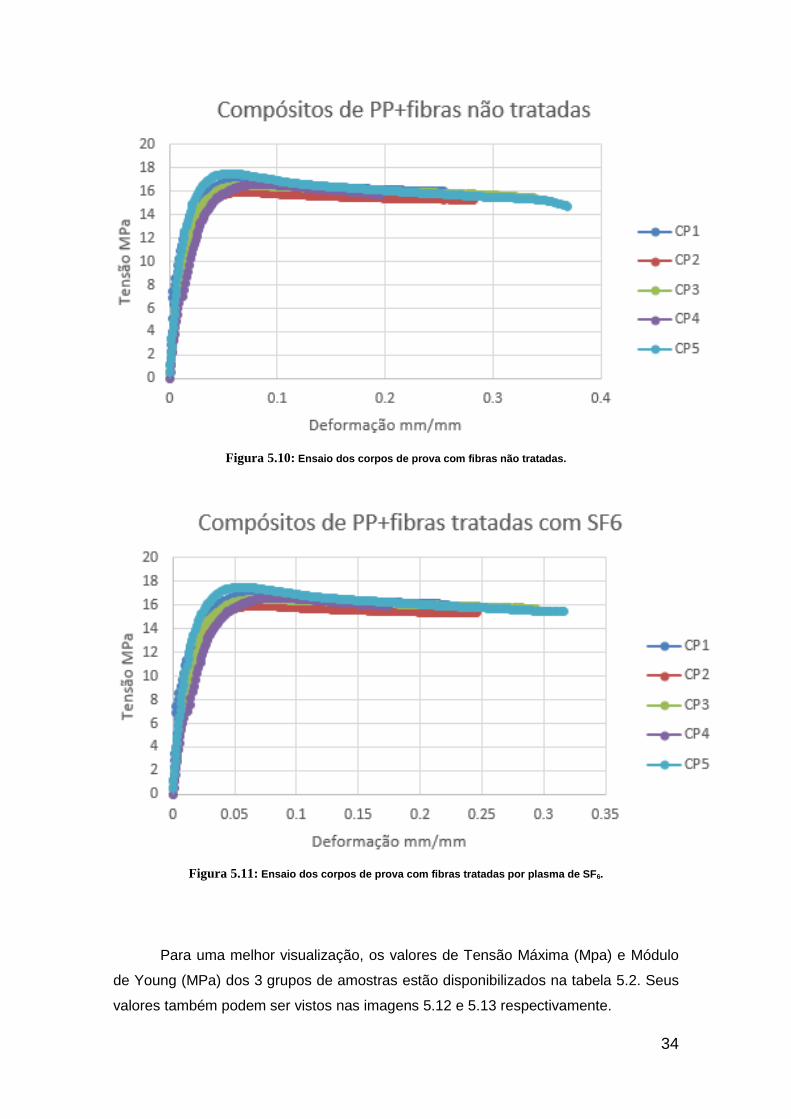
ser vistos as curvas de tensão-deformação dos corpos de prova ensaiados.
Figura 5.9: Ensaio dos corpos de prova de PP puro.
34
Figura 5.10: Ensaio dos corpos de prova com fibras não tratadas.
Figura 5.11: Ensaio dos corpos de prova com fibras tratadas por plasma de SF6.
Para uma melhor visualização, os valores de Tensão Máxima (Mpa) e Módulo
de Young (MPa) dos 3 grupos de amostras estão disponibilizados na tabela 5.2. Seus
valores também podem ser vistos nas imagens 5.12 e 5.13 respectivamente.
35
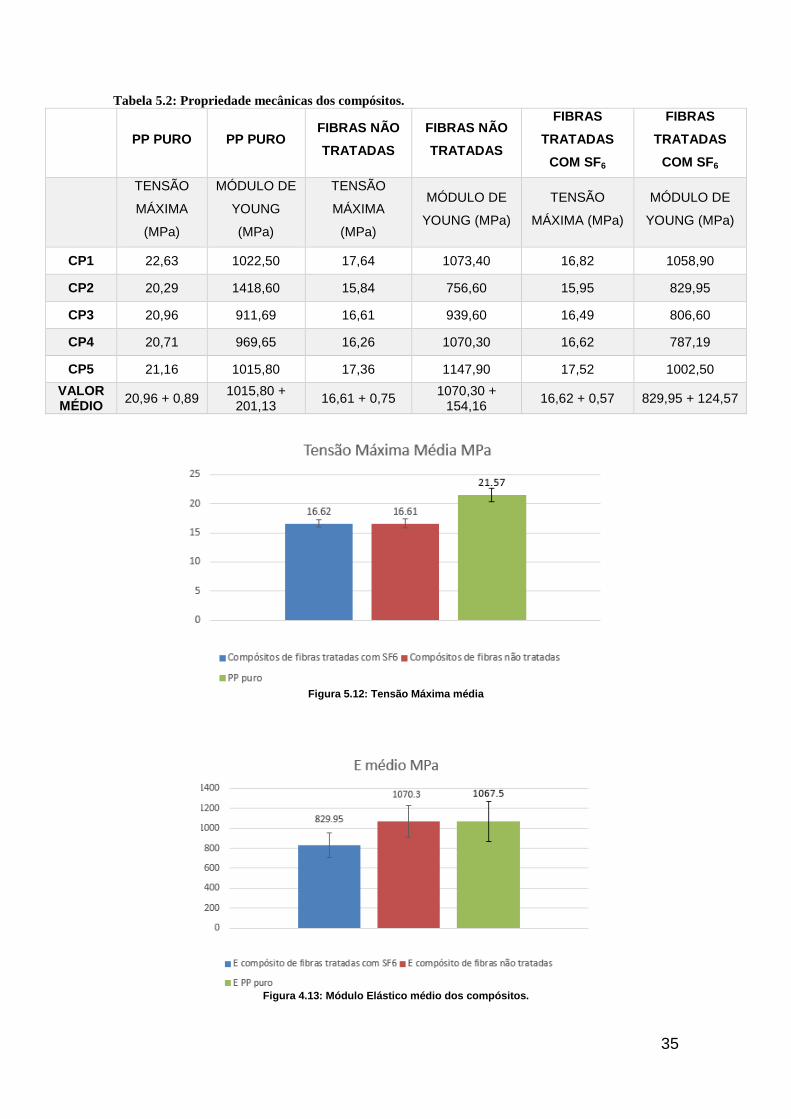
Tabela 5.2: Propriedade mecânicas dos compósitos.
PP PURO PP PURO FIBRAS NÃO
TRATADAS
FIBRAS NÃO
TRATADAS
FIBRAS
TRATADAS
COM SF6
FIBRAS
TRATADAS
COM SF6
TENSÃO
MÁXIMA
(MPa)
MÓDULO DE
YOUNG
(MPa)
TENSÃO
MÁXIMA
(MPa)
MÓDULO DE
YOUNG (MPa)
TENSÃO
MÁXIMA (MPa)
MÓDULO DE
YOUNG (MPa)
CP1 22,63 1022,50 17,64 1073,40 16,82 1058,90
CP2 20,29 1418,60 15,84 756,60 15,95 829,95
CP3 20,96 911,69 16,61 939,60 16,49 806,60
CP4 20,71 969,65 16,26 1070,30 16,62 787,19
CP5 21,16 1015,80 17,36 1147,90 17,52 1002,50
VALOR MÉDIO
20,96 + 0,89 1015,80 +
201,13 16,61 + 0,75
1070,30 + 154,16
16,62 + 0,57 829,95 + 124,57
Figura 5.12: Tensão Máxima média
Figura 4.13: Módulo Elástico médio dos compósitos.
36
A partir das figuras 5.12e 5.13, pode-se concluir que:
Os maiores valores de módulo de Young registrados são referentes aos
compósitos de fibras não tratadas, o que sugere que o tratamento com SF6
não é eficiente.
Tanto o módulo médio quanto a tensão máxima média dos compósitos com
fibras tratadas e não tratadas são estatisticamente iguais ou não apresentam
diferença significativa. Não houve melhora das propriedades com a adição de
fibras;
Houve queda das propriedades mecânicas com a adição de fibras;
5.6 MEV DAS SUPERFÍCIES DE FRATURA
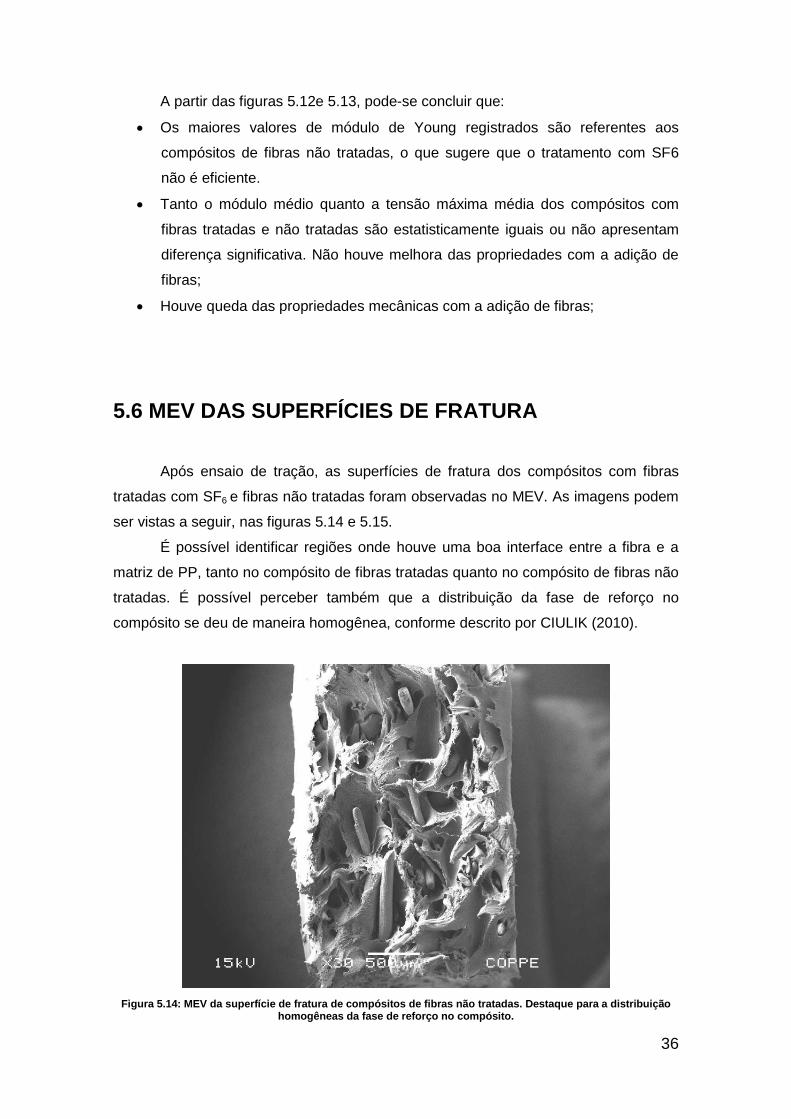
Após ensaio de tração, as superfícies de fratura dos compósitos com fibras
tratadas com SF6 e fibras não tratadas foram observadas no MEV. As imagens podem
ser vistas a seguir, nas figuras 5.14 e 5.15.
É possível identificar regiões onde houve uma boa interface entre a fibra e a
matriz de PP, tanto no compósito de fibras tratadas quanto no compósito de fibras não
tratadas. É possível perceber também que a distribuição da fase de reforço no
compósito se deu de maneira homogênea, conforme descrito por CIULIK (2010).
Figura 5.14: MEV da superfície de fratura de compósitos de fibras não tratadas. Destaque para a distribuição homogêneas da fase de reforço no compósito.
37
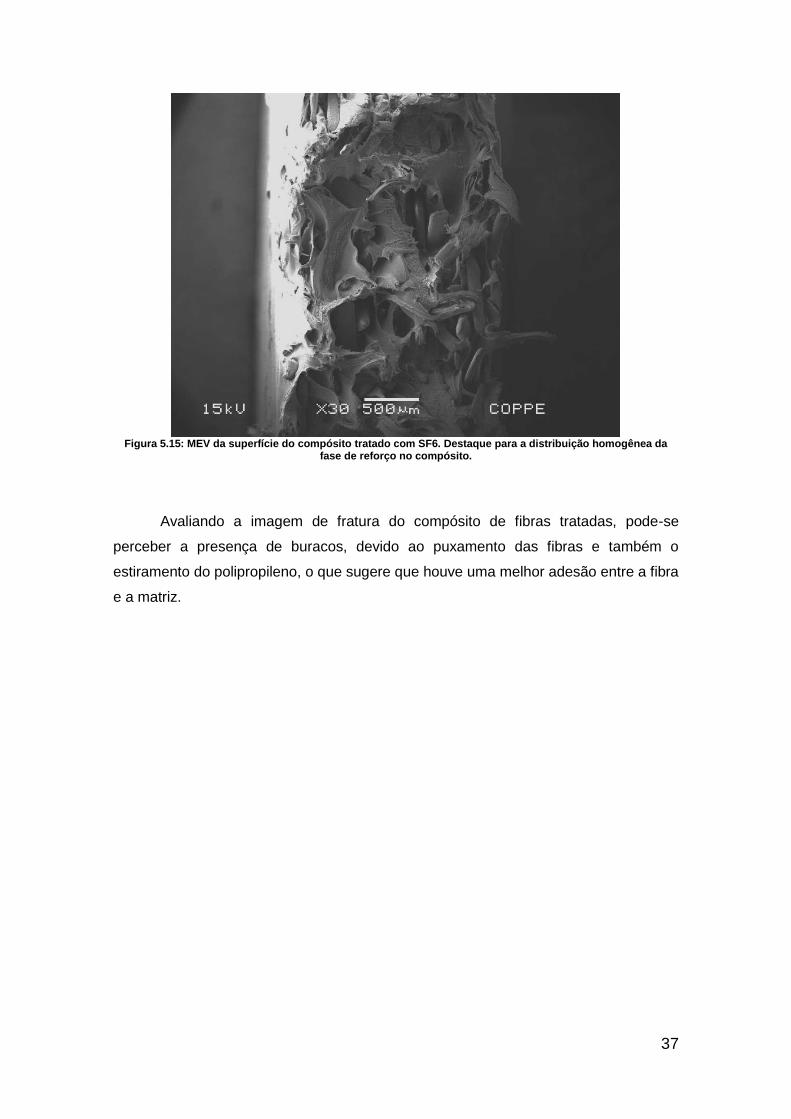
Figura 5.15: MEV da superfície do compósito tratado com SF6. Destaque para a distribuição homogênea da
fase de reforço no compósito.
Avaliando a imagem de fratura do compósito de fibras tratadas, pode-se
perceber a presença de buracos, devido ao puxamento das fibras e também o
estiramento do polipropileno, o que sugere que houve uma melhor adesão entre a fibra
e a matriz.
38
6 CONCLUSÃO
O tratamento a plasma não se mostrou eficiente na remoção da maior parte
dos materiais não celulósicos das fibras de coco. Segundo VIANA (2014), isso ocorreu
porque o tratamento a plasma de SF6 atua de 2 maneiras: (1) aumento da rugosidade
em escala nanométrica, aumentando a rugosidade superficial, criando pontos de
ancoragem mecânica, e (2) adição de grupos de flúor na superfície da fibra. Ambos
mecanismos estão descritos na literatura, sendo a adição de grupos de flúor
fundamental para o aumento da caraterística hidrofóbica, aumentando a molhabilidade
na também hidrofóbica matriz de polipropileno, resultando em maiores forças de
adesão entre os materiais do compósito, em uma mistura mais homogênea, ou seja,
com menos defeitos.
Nas imagens do MEV, não foi possível verificar a mudança na rugosidade
superficial, visto que as fibras naturais já possuem uma certa rugosidade superficial,
não podendo ser relacionada ao tratamento a plasma. Faz-se necessário uma
avaliação morfológica.
No FTIR não foi possível verificar a presença do pico relacionado à introdução
de flúor, que fica em torno de 1400 cm-1, devido à sensibilidade da técnica.
A fase de reforço foi distribuída de maneira homogênea no compósito conforme
descrito na literatura.
Estatisticamente, os compósitos não apresentaram mudança significativa das
propriedades. Esse resultado pode ser devido à grande quantidade de fibras
colocadas no porta amostras, não permitindo um tempo de exposição ao gás igual
para todas as fibras. Pode ser devido à redução do livre caminho médio, produzindo
um plasma mais fraco, não sendo eficaz para modificar a superfície. Pode ser também
devido à etapa de processamento no misturador termocinético, como a fusão do
material se dá por atrito, é possível que dentro da câmara, antes de ocorrer a fusão do
material, o polipropileno e as fibras de coco sejam trituradas, criando novas superfícies
nas fibras, estas, não tratadas - o que diminuiria a eficiência do tratamento. No
misturador não é possível controlar a temperatura de mistura.
Como não há maneira de controlar a temperatura da câmara de mistura, é
possível que tenha ocorrido a degradação parcial ou total das fibras naturais. Devido a
isso, o papel de reforço desempenhado pelas fibras não foi alcançado. É preciso
mudar o processamento dos compósitos, a fim de evitar a degradação das fibras.
39
7 SUGESTÕES PARA TRABALHOS FUTUROS
Diminuir a quantidade de fibras no porta amostras, visando garantir uma
homogeneidade do tratamento.
Avaliar o efeito do tratamento das fibras de coco por outro gás que atue de
maneira semelhante ao SF6, o gás metano por exemplo.
Criação de um porta amostras para cada tipo de gás utilizado no tratamento
devido à contaminação cruzada entre os tratamentos com diferentes gases.
Realizar o mesmo trabalho com outro tipo de processamento do material
compósito e comparar os resultados.
Utilizar outras técnicas de caracterização para avaliação das fibras após
tratamento, XPS por exemplo.
40
8 REFERÊNCIAS BIBLIOGRÁFICAS
ABDUL KHALIL, H. P. S., SITI ALWANI, M., MOHD OMAR, A. K., 2006,
“Chemical composition, anatomy, lignin distribution, and cell wall structure of
Malaysian plant waste fibers", BioResources, v. 1, n. 2, pp. 220-232.
AGOPYAN, V. A, SAVASTANO, H. JR. B., JOHN, V. M., CINCOTTO, M. A.,
2005, "Developments on vegetable fibre-cement based materials in São Paulo,
Brazil: an overview", Cement and Concrete Composites, v. 27, pp. 527-536.
BASTOS, D. C., 2010, Estudo da Redução da Hidrofilicidade de Filmes
Biodegradáveis de Amido de Milho Termoplástico com e sem Reforço de Fibra
de Bananeira Através do Tratamento por Plasma de SF6. Tese de D.Sc.,
COPPE/UFRJ.
BASTOS, B., 2012, Compósitos de polipropileno reciclado e fibra de coco.
Projeto Final de Graduação UFRJ/ Escola Politécnica, Setembro 2012.
BRÍGIDA, A. I. S., CALADO, V. M. A., GONÇALVES, L. R. B. et al., 2010,
“Effect of chemical treatments on properties of green coconut fiber”,
Carbohydrate Polymers, v.79, pp.832–838.
CARNEIRO, M., Tratamento de fibras de coco por plasma para obtenção de
nanofibras e produção de compósitos de matriz de PHB. Projeto Final de
Graduação UFRJ/ Escola Politécnica, Março 2013.
CARVALHO, L., Estudo do Comportamento Mecânico de Compósitos
Reforçados com Fibras curtas de Juta, Projeto Final de Graduação UFRJ/
Escola Politécnica, Julho 2010.
CIULIK, C. B., 2010, Modificação química de celulose para utilização em
mistura com polietileno de alta densidade. Dissertação de M.Sc. UFPR, Brasil.
41
DAMACENO, P. R. C., 2012, Tratamento de fibras de coco por plasma para
reforço em compósitos biodegradáveis. Dissertação de M.Sc., Departamento
de Engenharia Metalúrgica e de Materiais, UFRJ.
FARIAS, J., Modificação superficial de fibras de coco por tratamento a plasma
para utilização como fase de reforço em amido termoplástico. Projeto Final de
Graduação UFRJ/ Escola Politécnica, Novembro 2012.
FARUK, O., BLEDZKI, H., FINK, H. P., SAIN, M., 2012, "Biocomposites
Reinforced with Natural Fibers: 2000-2010", Progress in Polymer Science.
FERRAZ, J. M., 2011, Produção e propriedades de painéis de fibra de coco
verde (cocos nucifera L) em mistura com cimento Portland. Dissertação de
M.Sc., UnB.
GEETHAMMA, V.G. et al, 1998, “Composite of short coir fibre and natural
rubber: effect of chemical modification, loading and orientation of fibre”.
Polymer, Oxford, v.39, n.6, pp.1483-1491
ISHIZAKI, M., VISCONTE, L., Caracterização Mecânica e Morfológica de
Compósitos de Polipropileno e Fibras de Coco Verde: Influência do Teor de
Fibra e das Condições de Mistura, Polímeros: Ciência e Tecnologia, vol. 16,
n° 3, p. 182-186, 2006.
ISRAEL, A. U et al., 2011, Extraction and characterization of coconut (Cocos
nucifera) coir dust, Songklanakarin Journal of science and technology, v 33,
pp. 717-724.
KUMAR, R., OBRAI, S., SHARMA, A., 2011, "Chemical modifications of natural
fiber for composite material", Pelagia Research Library: Der Chemica Sinica,
v. 2, n. 4, pp. 219-228.
42
LEÃO, R. M. Tratamento Superficial de Fibra de Coco e Aplicação em Materiais
Compósitos como Reforço de Polipropileno. Tese de M.Sc. – UnB, Março
2012.
LOPES, M.A., MONTEIRO, F. J., SANTOS, J. D., SERRO, A. P., SARAMAGO,
B., 1999, "Hydrophobicity, Surface Tension, and Zeta Potencial Measurements
of Glass-reinforced Hydroxyapatite Composites", Biomedicine Materials
Research, v.45, n. 4, pp. 370-375.
MAHLMANN, C. M., LAWISCH, A. d., & KIPPER, L. M., Estudo da reciclagem
por termo-prensagem de polipropileno (PP) pós-uso, 2004.
MARINELLI, A., MONTEIRO, M., AMBRÓSIO, J., Desenvolvimento de
Compósitos Poliméricos com Fibras Vegetais Naturais da Biodiversidade: Uma
Contribuição para a Sustentabilidade Amazônica, Polímeros: Ciência e
Tecnologia, vol. 18, nº 2, p. 92-99, 2008.
MOTHÉ, C., ARAUJO, C., Caracterização Térmica e Mecânica de Compósitos
de Poliuretano com Fibras de Curauá, Polímeros: Ciência e Tecnologia, vol.
14, nº 4, p. 274-278, 2004.
OLARU, N., OLARU, L., COBILIAC, GH., Plasma Modified Wood Fibers as
Fillers in Polymeric Materials, Rom. Journ. Phys., Vol. 50, Nos. 9–10, P. 1095–
1101, Bucharest, 2005.
PETRY, A. Mercado Brasileiro de Polipropileno com Ênfase no Setor
Automobilístico. Projeto de Graduação - Escola de Engenharia- Departamento
de Química - UFRGS, Julho 2011.
SANTOS, E. F. et al. - Extrusão de compósitos de PP com fibras curtas de
coco, Polímeros: Ciência e Tecnologia, vol. 20, nº 3, p. 215-220, 2010
SANTOS, E. F., 2007, Efeitos de agentes de acoplamento em compósitos de
polipropileno com fibras de coco. Dissertação de M.Sc., UFRGS.
43
SIOW et al 2006., Plasma methods for the generation of chemically reactive
surfaces for biomolecule immobilization and cell colonization. Plasma Process.
Polym. 2006, 3, 392-418.
X. YUAN et al., Effects of plasma treatment in enhancing the performance of
woodfibre-polypropylene composites, Composites: Part A 35 (2004) 1363–
1374.
VIANA, CORDEIRO et al., Plasma treatment for surface modification of Wood
flour and its use in a composite with PP matrix.


![polimeros.2013.075 Microesferas Poliméricas … · Disponível em: Como citar este artigo ... [7-9]. Microesferas Poliméricas Magnéticas à Base de Estireno e](https://img.document.onl/doc/110x75/5bc1ac8109d3f2a4318b7758/polimeros2013075-microesferas-polimericas-disponivel-em-como-citar-este.jpg)


























