Embed Size (px)
Citation preview

SOLUÇÕES REICHHOLD PARA CONSTRUÇÃO DE MOLDES
E LAMINAÇÃO
Buenos Aires, 09 de Novembro de 2011.Dirceu Vazzoler - Reichhold
Congreso Sudamericano de Composites, Poliuretano y Plásticos de Ingeniería

2
Resina pronta para utilização, pré-acelerada e pré-cargueada para a fabricação de moldes, utilizando
PERÓXIDO DE MEK CONVENCIONAL
Sistema de Baixa Contração
3
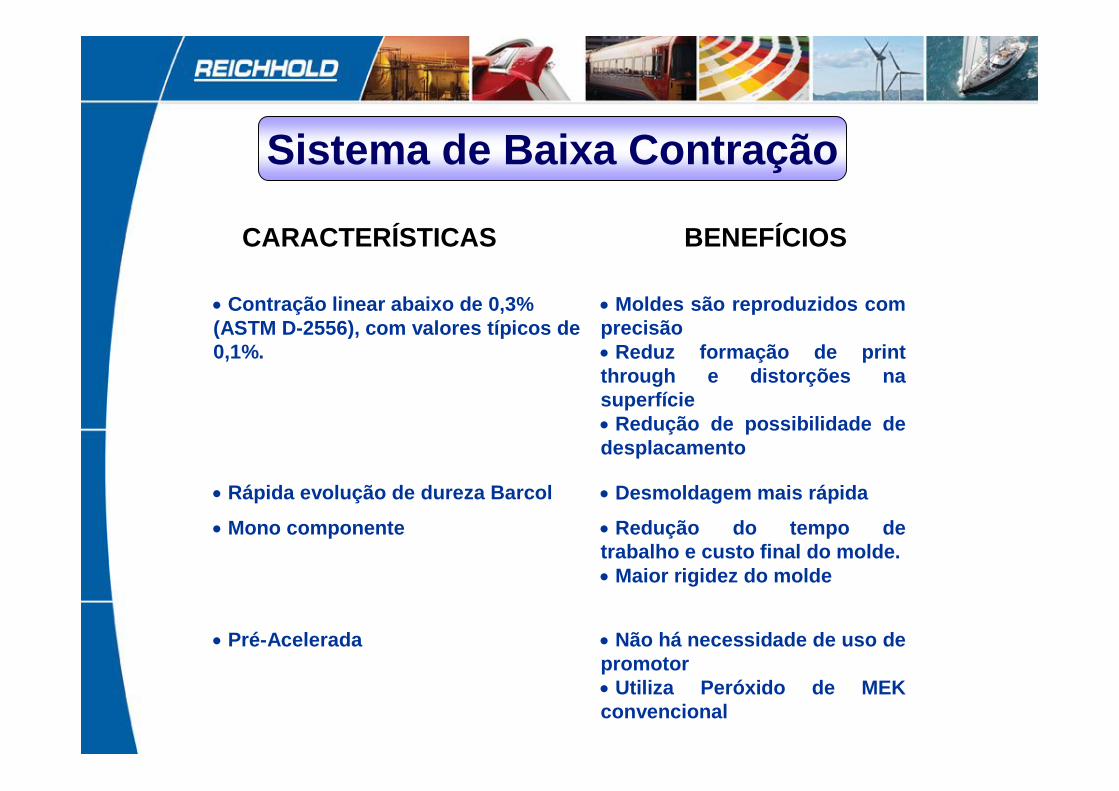
Sistema de Baixa Contração
CARACTERÍSTICAS BENEFÍCIOS
· Não há necessidade de uso de promotor· Utiliza Peróxido de MEK convencional
· Pré-Acelerada
· Redução do tempo de trabalho e custo final do molde.· Maior rigidez do molde
· Mono componente
· Desmoldagem mais rápida· Rápida evolução de dureza Barcol
· Moldes são reproduzidos com precisão· Reduz formação de printthrough e distorções na superfície· Redução de possibilidade de desplacamento
· Contração linear abaixo de 0,3% (ASTM D-2556), com valores típicos de 0,1%.

4
Tipos de Moldes em Composites
Mais baixoBaixoMais AltoCusto
AltaAltaAltaResistência ao estireno
ExcelenteExcelenteBaixaEstabilidade dimensional
RápidoMédioLongoTempo de confecção
Sistema de baixa contraçãoRESINA + ATHCONVENCIONAL
5
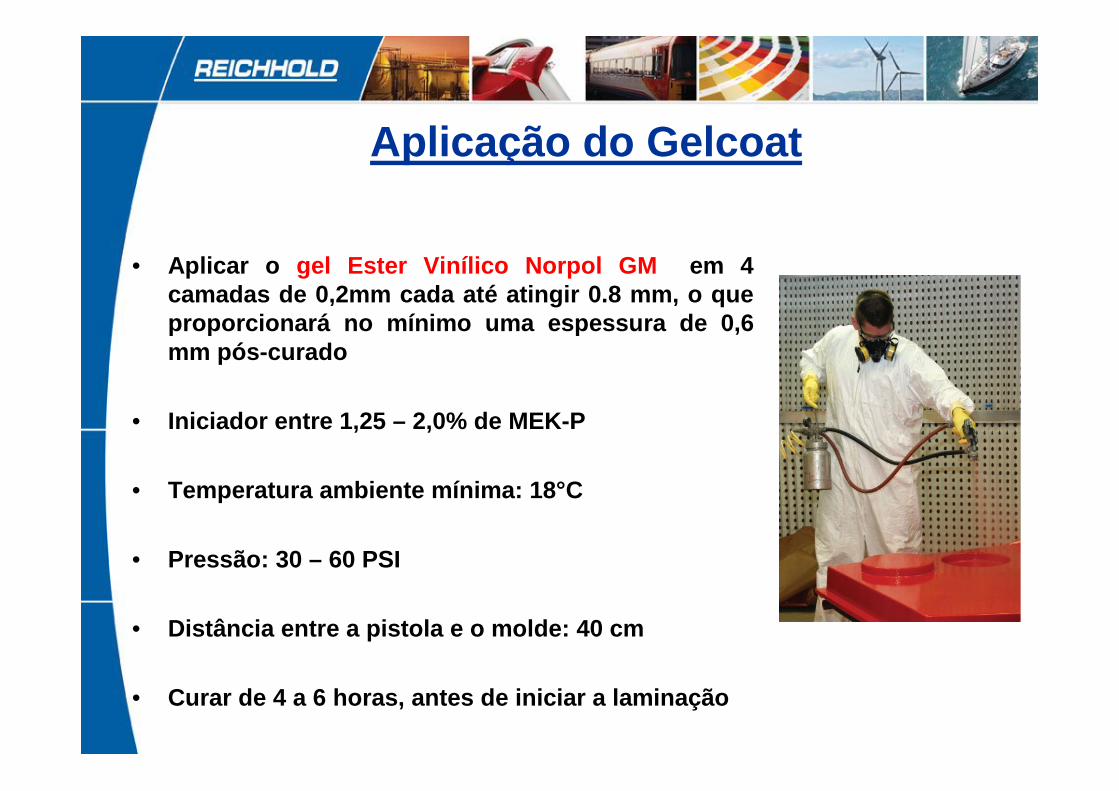
Aplicação do Gelcoat
• Aplicar o gel Ester Vinílico Norpol GM em 4 camadas de 0,2mm cada até atingir 0.8 mm, o que proporcionará no mínimo uma espessura de 0,6 mm pós-curado
• Iniciador entre 1,25 – 2,0% de MEK-P
• Temperatura ambiente mínima: 18°C
• Pressão: 30 – 60 PSI
• Distância entre a pistola e o molde: 40 cm
• Curar de 4 a 6 horas, antes de iniciar a laminação
6
Janela de Tempo para Laminação
Ø Mínimo – Tack Free
Ø Para Minimizar Ondulações – 4 a 6 Horas
Ø Máximo Para Evitar Desplacamento e Delaminação – 24 Horas
Aplicação do Gelcoat
7
Processo de Fabricação de Moldes
• Homogeneização do material para dispersão da carga mineral
• O sistema POLYLITE® 33542-25 é fornecido em baldes de 20 kg, facilitando o manuseio

8
Laminação do Molde
• Aplicar skin coat com resina isoftálica POLYLITE® 33-411 .
• Laminar com a sistema de baixa contração em camadas de 3 mm.
9
• Aguardar o laminado atingir a temperatura de pico entre as camadas.
• Eliminar falhas e bolhas de ar durante a compactação com roletes.
Laminação do Molde
10
Reforço com Material de Núcleo
• Lixar a superfície que receberá o reforço.
• Impregnar o material de núcleo com a resina.
• Aplicar camada de 3 mm de laminado sobre o molde.
• Aplicar o material de núcleo sobre o laminado.

11
• Após a cura do laminado, aplicar resina sobre o material de núcleo
• Laminar o material de núcleo
• Eliminar bolhas e falhas durante a compactação
Reforço com Material de Núcleo

12
Etapa Final: Estrutura e Desmoldagem
Posicionar a estrutura e laminar as regiões de fixação.
Aguardar tempo mínimo de 24 horas para desmoldar.

13
Segmentos
O processo de fabricação de moldes com POLYITE® 33542-25 (sistema de baixa contração) é utilizado em:
Ø Laminação Spray-Up / Hand Lay-Up
Ø Mármore Sintético
Ø RTM / RTM Light
Ø Infusão

LAMINAÇÃORESINAS E PROCESSOS

Características dos Poliésteres
16
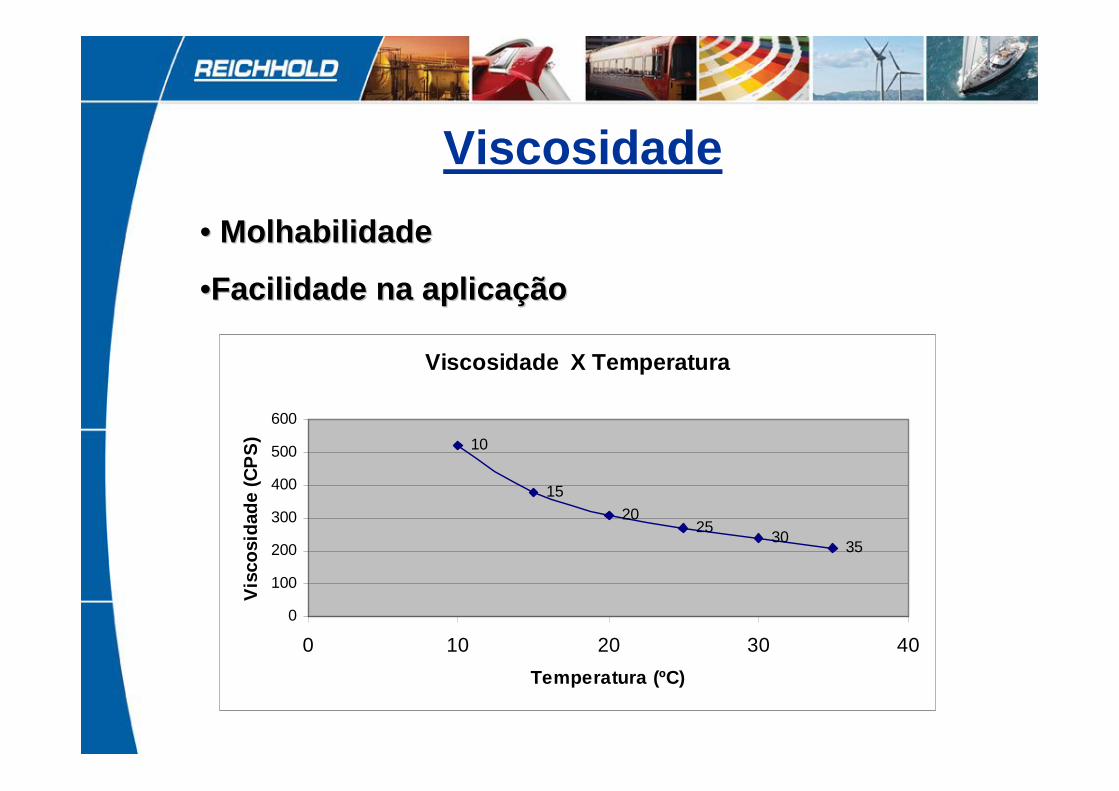
Viscosidade
•• MolhabilidadeMolhabilidade
••Facilidade na aplicaFacilidade na aplicaçção ão
Viscosidade X Temperatura
10
15
2025
3035
0
100
200
300
400
500
600
0 10 20 30 40
Temperatura (ºC)
Vis
cosi
dad
e (C
PS
)
17
Proporciona o não escorrimento quando a resina é aplicada em paredes verticais
Tixotropia
Tempo de GelTempo em aberto após a catálise para se aplicar a
resina

18
Variação no Tempo de Gel à 25ºC versus % de MEK-P
20
27
1412
10
0
5
10
15
20
25
30
0 0,25 0,5 0,75 1 1,25 1,5 1,75 2 2,25
Quantidade de MEK-P (%)
Tem
po
de
gel
(m
inu
tos)
Variação no Tempo de Gel

19
Catalise com 1,5% de MEK-P versus variação de temperatura
30
22
1715
97
05
101520253035
0 5 10 15 20 25 30 35 40
Temperatura (ºC)
Tem
po
de
gel
Catálise com 1,5% de MEK-P

20
Intervalo Simples
Define a velocidade de cura para desmoldagem da peça.

21
•• Temperatura mTemperatura mááxima alcanxima alcanççada durante o ada durante o processo de cura.processo de cura.
TEMPERATURA MÁXIMA OU TEMPERATURA DE PICO EXOTÉRMICO
CICLO DE CURA
180
160
140
120
100
80
60
40
30
20
5 10 15 20 25 30 35 TEMPO ( minutos )
TEMPERATURA( º C )
Tempo para Pico
Tempo de gel
Pico Exotérmico
Intervalo Simples
GT
IR
TP
PE

22
Mecanismo de Cura
• Radicais livres
• Insaturações do estireno e poliéster
• Passagem ao estado sólido

Processo de Laminação:Manual
Spray-up

24
Laminação Manual
Corte e preparação do reforçode fibra de vidro

25
Laminação Manual

26
Laminação Manual
27
Laminação Manual

28
Laminação por Projeção

29
Laminação por Projeção
Gel coat

30
Laminação por Projeção

31
Laminação por Projeção

32
Laminação por Projeção
Manuseio / Estocagem
34
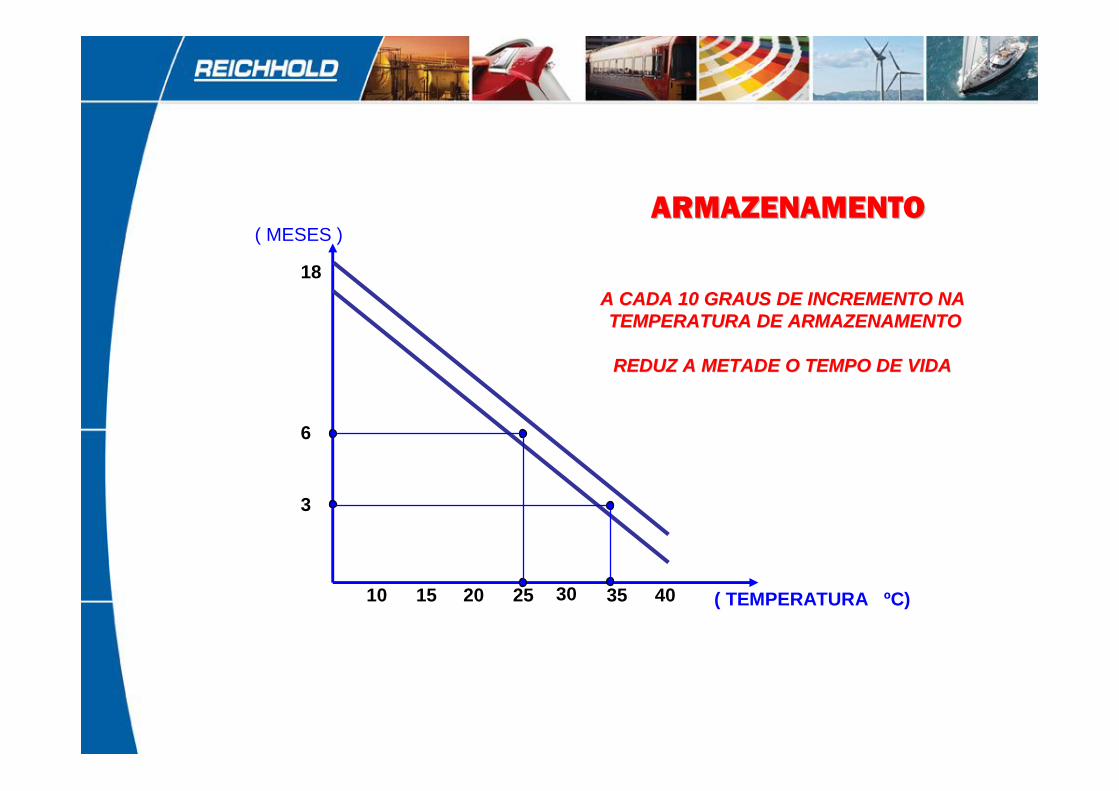
ARMAZENAMENTOARMAZENAMENTO
10 15 20 25 30 35 40
3
6
18
( MESES )
( TEMPERATURA ºC)
A CADA 10 GRAUS DE INCREMENTO NAA CADA 10 GRAUS DE INCREMENTO NATEMPERATURA DE ARMAZENAMENTOTEMPERATURA DE ARMAZENAMENTO
REDUZ A METADE O TEMPO DE VIDAREDUZ A METADE O TEMPO DE VIDA
35
POLYLITE® 10-316Para Laminação
• Baixa contração em comparação às resinas ortoftálicas
• Uso geral
• Boa penetração nas fibras de vidro
• Menor emissão de estireno devido ao alto teor de sólidos
36
POLYLITE® 10-228Para Laminação
• Baixa contração
• Excelente molhabilidade do reforço
• Especialmente desenvolvida para o Mercado Náutico
• Menor emissão de estireno devido ao alto teor de sólidos
• Maior HDT
•

37
RESAPOL® 10-134Para Laminação
• Resina isoftálica com NPG
• Aplicação em ambientes agressivos e principalmente na fabricação de gelcoat

38
RESAPOL® LP 8847Para Laminação
• Resina isoftálica híbrida
• Aplicação em ambientes agressivos

39
POLYLITE® 10-371Para Laminação
• Aplicação em banheiras de acrílico
• Excepcional adesão no acrílico
• Sistema de identificação de cura
• Baixa viscosidade

40
OBRIGADO!Dirceu Vazzoler
Assistência Técnica(+55 11 4795-8203)
E-mail: [email protected]: www.Reichhold.com















![MOLDES DE..[1]](https://img.document.onl/doc/110x75/55cf9c00550346d033a83287/moldes-de1.jpg)





![Apostila Moldes [Unlocked]](https://img.document.onl/doc/110x75/5572106b497959fc0b8d2420/apostila-moldes-unlocked.jpg)