-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
1/49
CONTROLE MANUAL CONTROLE AUTOMTICO
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
2/49
CRITRIOS DE ESTABILIDADE
CONTROLE AUTOMTICO CONTNUO EM MALHA FECHADA
AO PROPORCIONAL
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
3/49
CONTROLE AUTOMTICO CONTNUO EM MALHA FECHADA
AO PROPORCIONAL + INTEGRAL
CRITRIOS DE ESTABILIDADE
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
4/49
CONTROLE AUTOMTICO CONTNUO EMMALHA FECHADA
AO PROPORCIONAL +DERIVATIVA
CRITRIOS DE ESTABILIDADE
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
5/49
CONTROLE AUTOMTICO CONTNUO
EM MALHA FECHADA
AO PROPORCIONAL +
INTEGRAL +
DERIVATIVA
CRITRIOS DE ESTABILIDADE
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
6/49
TODOS OS CRITRIOS REFEREM-SE A FORMA E A DURA O DA
CURVA DE REA O DEPOIS DE UM DISTRBIO.
CRITRIOS DE QUALIDADE
-Aplicado especialmente aos
processos onde a durao dodesvio to importante quanto
suaamplitude.
CRITRIO DA TAXA DEAMORTECIMENTO OU REA MNIMA
-Exemplo: Processos em quequalquer desvio alm de uma faixa
estreita pode ocasionar um produtofora de especificao.
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
7/49
CRITRIO DE DISTURBIO MNIMO
TODOS OS CRITRIOS REFEREN-SE A FORMA E A DURA O DA
CURVA DE REA O DEPOIS DE UM DISTRB IO.
-Aplicado especialmente em malhasde controle onde as aes
corretivas
constituem distrbios aos processosassociados.
-Exemplo: Processos em que a sadade um processo entrada de
outro,as variaes repentinas ou cclicas
de sada do primeiro pode ser umamudana de carga intolervel para
osegundo
CRITRIOS DE QUALIDADE
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
8/49
CRITRIO DA AMPLITUDE MNIMA
TODOS OS CRITRIOS REFEREN-SE A FORMA E A DURA O DA
CURVA DE REA O DEPOIS DE UM DISTRBIO.
-Aplicado especialmente aos
processos onde o equipamento ou oproduto podem ser danificados
pordesvios excessivos, mesmo sendode pouca durao..
-Exemplo: Processos de fundio de
ligas metlicas podem ter o metalqueimado e processos quepromovem
reao exotrmica.
CRITRIOS DE QUALIDADE
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
9/49
MTODOS DE SINTONIA DE UM CONTROLADOR
AJUSTES TIMOS DO CONTROLADOR- DEVEM SER FEITOSDISTRBIOS
UNIFORMES E REPETITIVOS NO PROCESSO ATRAVS DE
PEQUENAS VARIAES NO SET-POINT:
-Para cima e para baixo do set-point normal;
-De maneira suficiente para provocar um distrbio
considervel;
-Exatamente da mesma quantidade de cada vez;
-Toda vez que for feito um ajuste no controlador deve-se
provocar um
novo desvio no set-point.
-Em processos de reao muito lenta pode-se levar de 2 a trshoras
para observar o efeito completo do ltimo ajuste.
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
10/49
-Ajuste de controladores P
1 passoColoque o ganho docontrolador no valor mnimo ou a BP
novalor mximo
2 passoAumentar o ganho oudiminuir a BP, at obter a
estabilidadedesejada. Taxa de amortecimento 0,25.
1 - MTODO DA TENTATIVA
SISTEMTICA
(para qualquer estrutura)
MTODOS DE SINTONIA DE UM CONTROLADOR
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
11/49
MTODOS DE SINTONIA DE UM CONTROLADOR
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
12/49
-Ajuste de controladores P + I
MTODOS DE SINTONIA DE UM CONTROLADOR
3 passoCom a Taxa de Reajuste em zero,repita os passos para o
controlador P;
4 passoComece a aumentar a Taxa deReajuste at que o
comportamento cclico
comece a aumentar. Reduzir levemente a Trat obter as curvas
desejadas, conformemostra a figura.
1 - MTODO DA TENTATIVA
SISTEMTICA
(para qualquer estrutura)
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
13/49
MTODOS DE SINTONIA DE UM CONTROLADOR
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
14/49
-Ajuste de controladores P + D
Em geral h necessidade de se fazer umpequeno ajuste na ao
proporcional.
5 passoCom a Tempo Derivativo em zero,repita os passos para o
controlador P;
MTODOS DE SINTONIA DE UM CONTROLADOR
6 passoComece a aumentar a TD aospoucos at que o comportamento
cclicocomece a aumentar. Reduzir levemente a TDat obter as curvas
desejadas, conformemostra a figura.
1 - MTODO DA TENTATIVA
SISTEMTICA(para qualquer estrutura)
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
15/49
MTODOS DE SINTONIA DE UM CONTROLADOR
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
16/49
-Ajuste de controladores P + I + D
7 passoCom a Tr e Td em zero repita os passos 1 e 2;
8 passoDeixe a ao Proporcional no valor que foi ajustado no
passo2. No mexa na ao Integral e repita o passo 6;
9 passoDeixe a ao proporcional e Derivativa nos valores que
foramajustados. Repita o passo 4 at eliminar o off-set.
1 - MTODO DA TENTATIVA SISTEMTICA
(para qualquer estrutura)
MTODOS DE SINTONIA DE UM CONTROLADOR
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
17/49
MTODOS DE SINTONIA DE UM CONTROLADOR
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
18/49
Esta G chamado de limite (Gu ). Anote estevalor.
2 - MTODO DA SENSIBILIDADE LIMITE ( ZIEGLER & NICHOLS)
(para Malha Fechada)
O perodo de ciclagem ( Pu ) deve ser
anotado tambm.
Os ajustes do controlador que iro produzir uma taxa de
amortecimento de 0,25, so calculadascomo segue:
MTODOS DE SINTONIA DE UM CONTROLADOR
-Ajuste de controladores P + I + D
Com a Tre Tdem zero Aumente o G at que oprocesso comece a
apresentar uma ciclagemcontinua.
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
19/49
-Ajuste de controladores P + I + D
2 - MTODO DA SENSIBILIDADE LIMITE ( ZIEGLER & NICHOLS)
(para Malha Fechada)
P P + I
srie
P + I
paralelo
P I D
srie
P I D
paralelo
P I D
mistoKp Gu /2 Gu / 2,2 Gu / 2,2 Gu / 3,3 Gu / 1,7 Gu / 1,7
Tr 0 Pu / 1,2 2Pu / 1,2 Pu / 4 0,85.Pu / Gu Pu / 2
Td 0 0 0 Pu / 4 Pu.Gu / 13,3 Pu / 8
MTODOS DE SINTONIA DE UM CONTROLADOR
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
20/49
2 - MTODO DA SENSIBILIDADE LIMITE ( ZIEGLER & NICHOLS)
Exerccio: Calcule os valores de sintonia do controlador, PID,
estruturaparalela, de acordo com as seguintes informaes: Gu = 4; Pu
= 56s
MTODOS DE SINTONIA DE UM CONTROLADOR
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
21/49
VANTAGENS
Este mtodo ensinado em diversos cursos de Automao, e
amplamenteconhecido;
Permite o clculo direto dos parmetros.
DESVANTAGENS
Diversos sistemas em operao no podem ser testados para
determinar oganho e o perodo de oscilao;
Os parmetros de sintonia calculados no funcionam bem em malhas
comdominncia de tempo morto;
ZIEGLER & NICHOLS
MTODOS DE SINTONIA DE UM CONTROLADOR
Oferece resposta incompatvel com os atuais conceitos de
qualidade.
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
22/49
-Ajuste de controladores P + I + D
2 - MTODO DA SENSIBILIDADE LIMITE ( ZIEGLER & NICHOLS)
(para Malha Aberta)
MTODOS DE SINTONIA DE UM CONTROLADOR
Conectar o sinal da PVe MV ao registrador.Provocar uma
mudanapequena e repentina na
MV. Obter a curva dereao do processo.
Calcular a velocidadede reao ( R ).
R = % da mudana dePV / t Tempo (min)
Calcular o atraso detempo ( L ) em min..
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
23/49
M Percentagem da variao da posio do elemento final de controle
usada para produzir acurva de reao ( abertura da vlvula).
P P + I P + I + D
Kp M / RL 0,9 (M / RL) 1,2 (M / RL)
Ti 3,33 L 2 L
Td 0,5 L
MTODOS DE SINTONIA DE UM CONTROLADOR
2 - MTODO DA SENSIBILIDADE LIMITE ( ZIEGLER & NICHOLS)
(para Malha Aberta)
KP = ganhoTi = mpr
Td = min
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
24/49
t0 t1 t2 t3
PV0
PV1
MV0
MV1
MV
PV
MV
PV
5% DE PV
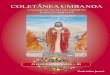
BROIDA - PROCESSOS ESTVEIS
REGIME
ESTVEL
REGIME
TRANSITRIO
REGIME
ESTVEL
MV
PVGP
= TEMPO MORTO
= TEMPO CARACTERSTICO
MTODOS DE SINTONIA DE UM CONTROLADOR
63,2 % DE PV
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
25/49
PROCESSOS ESTVEISMULTICAPACITIVO
(Resposta a um degrau)
MV
PVGP
4 - MTODO BRIDA
MTODOS DE SINTONIA DE UM CONTROLADOR
t0 t1
t2
PV0
PV1
MV0
MV1
MV
PV
MV
PV
REGIMEESTVEL
REGIMETRANSITRIO
REGIMEESTVEL
28% x PV
40% x PV
= 5,5 x (t2t1)
= 2,8t11,8t2
t0
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
26/49
MODOS DE REGULAO - BROIDA
AES P PI
SERIE
PI
PARALELO
PID
SERIE
PID
PARALELO
PID
MISTO
Kp
Ki
Td
.
.8,0
PG
.
.8,0
PG
Malhas especiais
Ou
Outros algoritimos
1 2 5 10 20
ON-OFFPPIPID
CLCULO DAS AES P+I+DPARA PROCESSOS ESTVEIS
.
.8,0
PG PG.2,1
4,0
.
.85,0
PGP
G.2,1
4,0
MAXIMO 8,0
.P
G
75,0
.85,0 .4,0
0 00 .4,0P
G
.35,0
.5,2
.
BROIDA - PROCESSOS ESTVEIS
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
27/49
CLCULO DAS AES P+I+DPARA PROCESSOS ESTVEIS
Exerccio: Calcule os valores de sintonia do controlador,
estruturasrie, de acordo com as seguintes informaes: Gp = 0,84; =
26s;= 14s
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
28/49
t0 t1
PV0
MV0
MV1
MV
PV
MV
REGIME
ESTVEL
= TEMPO MORTOPV
T
TMV
PVK
.
K = COEFICIENTE CARACTERSTICODO PROCESSO
BROIDA - PROCESSOS INSTVEIS
MTODOS DE SINTONIA DE UM CONTROLADOR
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
29/49
MODOS DE REGULAO - BROIDA
AES P PI
SERIE
PI
PARALELO
PID
SERIE
PID
PARALELO
PID
MISTO
Kp
Ki
Td
.
.8,0
K .
8,0
K
ON-OFF
0,05 0,1 0,2 0,5
MALHASESPECIAIS
P PI PID
MAXIMO .5 8,415,0
. 2K
15,0
. 2K
.2,5
0 00 .4,0K
35,0.4,0
.
K
.
8,0
K .
85,0
K .
9,0
K .
9,0
K
CLCULO DAS AES P+I+DPARA PROCESSOS INSTVEIS
BROIDA - PROCESSOS INSTVEIS
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
30/49
CLCULO DAS AES P+I+DPARA PROCESSOS INSTVEIS
Exerccio: Calcule os valores de sintonia do controlador,
estruturasrie, de acordo com as seguintes informaes: K = 1,4min;
=0,36min
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
31/49
COMPARAO DA CONTROLABILIDADE DAS VARIVEIS DEPROCESSO
Vazo - Vazo a varivel mais fcil de ser controlada. Vazo a
maisrpida. Nunca requer ao derivativa. No se deve usar
posicionador de vlvula. Geralmente controlada com PI.
Presso - Relativamente fcil de ser controlada. Geralmente
controlada comPI.
Nvel - Assume diferentes graus de dificuldade de controle.
Geralmente controlada apenas com P.
Temperatura - Varivel com maior gama de variao de dificuldade de
controle.Pode ser controlada desde liga-desliga at com controlador
PID.
pH
Anlise
- Varivel difcil de ser controlada, pois no linear.
Geralmentepossui grande tempo morto. Tipicamente requer PID.
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
32/49
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
33/49
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
34/49
50
60
%MV
t
Kp=1
t
50
%MV
70
Kp=2
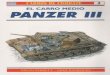
Estrutura do Controlador
PROPORCIONAL
+-
E MVP30
40
%E
t
SP
PV
0,5 1,00
0,5 1,00
0,5 1,00
MV = So (Kp.E)
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
35/49
%MV
50
%MV
t
70
30
40
%E
t
+-
E MVP
SP
PV
50
60
t
Kp=2
Kp=1
0,5 1,00
0,5 1,00
0,5 1,00
PROPORCIONAL
Estrutura do Controlador
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
36/49
30
40
%E
t
P + I SRIE
+-
E
SP
PV
MVP I
50
%MV
t
90
6070
80 TR = 1 RPM
5060
%MV
t
7080
TR = 1 RPM
Kp=1
Kp=2
0,5 1,00
0,5 1,00
0,5 1,00
90
MV = So (Kp.E) x (1 + Tr.t)
MV = So (Kp.E) + (Kp.E .Tr.t)
Estrutura do Controlador
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
37/49
30
40
%E
t
P + I PARALELO%MV
t
TR = 1 RPM
+-
E
SP
PV
MV
P
I
+-
50
60
%MV
t
70
80
TR = 1 RPM
0,5 1,00
0,5 1,00
0,5 1,00
90
50
60
70
80
90
Kp=1
Kp=2
MV = So (Kp.E) + (E .Tr.t)
Estrutura do Controlador
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
38/49
%MV
50
%MV
t
70
30
40
%E
t
50
60
t
P + D SRIE
+-
E
SP
PV
MVD P
60
70
80
0,5 1,00
0,5 1,00
0,5 1,00
Kp=1
Kp=2
Td=1
Td=1
Estrutura do Controlador
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
39/49
P + I + D SRIE
+-
E
SP
PV
MVP I D
DERIVATIVA NO ERRO
%MV
50
%MV
t
70
50
60
t
60
70
80
0,5 1,00
0,5 1,00
Kp=1
Kp=2
Td=1
Td=130
40
%E
t0,5 1,00
TR = 1 RPM
30
40
%E
t0,5 1,00
+-
E
SP
PV
MVP I D
DERIVATIVA NO ERRO
TR = 1 RPM
Estrutura do Controlador
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
40/49
P + I + D SRIE
+-
E
SP
PV
MVP I D
DERIVATIVA NO ERRO
+-
E
SP
PV
MV
P I
D
DERIVATIVA NA MEDIO%MV
50
%MV
t
70
50
60
t
60
70
80
0,5 1,00
0,5 1,00
Kp=1
Kp=2
Td=1
TR = 1 RPM
30
40
%E
t0,5 1,00
30
40
%E
t0,5 1,00
SPTR = 1 RPM
Estrutura do Controlador
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
41/49
+-
E
SP
PV
MV
P
I++
D
+
DERIVATIVA NO ERRO
+
-E
SP
PV
MV
P
I++
D
+
DERIVATIVA NA MEDIO
P + I + D PARALELO
Estrutura do Controlador
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
42/49
DERIVATIVA NO ERRO
+-
E
SP
PV
MV
I
D
++
P
DERIVATIVA NA MEDIO
+- E
SP
PV
MVI
D
++
P
P + I + D MISTO
Estrutura do Controlador
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
43/49
REL DE SINAL ALTO
RELS ANALGICOS
>FYA B
C
A = 10 PSI
B = 6 PSI
C = 10PSI
REL DE SINAL BAIXO
>
FYA B
C
A = 10 PSI
B = 6 PSI
C = 6 PSI
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
44/49
REL SELETOR DE FAIXA
FYA
B
LIMITES = 6 A 12 PSI
A = 13 PSI
B = 12PSI
REL MULTIPLICADOR DE SINAL SIMPLES
X
FY A
OUT
A = 12 PSI
Fator = 0,8
OUT= 10,2 PSI
RELS ANALGICOS
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
45/49
REL MULTIPLICADOR COM SINAL SETADO REMOTAMENTE
X
FY Y = 12 PSI -fator
OUT
x = varivel principal = 6 PSI
Fator = 0,75 a 1,25
Y = varivel fator = 12 PSI
OUT= 6,375 PSI
X = 6PSI
REL DIVISOR DE SINAL SIMPLES
FY X
OUT
X = 10,2 PSI
Fator = 0,6
OUT= 15 PSI
RELS ANALGICOS
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
46/49
REL DIVISOR COM SINAL SETADO REMOTAMENTE
FY Y = 6 PSI fator
OUT
x = varivel principal = 10,2 PSI
Fator = 0,6 a 1,4
Y = varivel fator = 6 PSI
OUT= 12 PSI
X =10,2PSI
RELS ANALGICOS
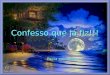
REL SOMADOREXE. 01 A = 0 a 8.000 BTU/h
B = 0 a 10.000 BTU/h (supre totalmente)
Sada = 0 a 10.000 BTU/h
A = 6 psi (2.000 BTU/h)B = 9 psi (5.000 BTU/h)
FY
B
OUT
A
Ganho da entrada A = 0,8
OUT = 11,4 psi (70%) = 7.000 BTU/h
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
47/49
RELS ANALGICOS
REL SOMADOREXE. 02
A = 0 a 40 GPM
B = 0 a 60 GPM
C = 0 a 100 GPM
Total = 200 GPM
200 GPM = 100%
A = 9 PSI
B = 9 PSIC = 9 PSI
OUT = (50 x 0,2) + (50 x 0,3) + (50 x 0,5) = 50% = 9 psi = 100
GPM
OUT = 20 GPM + 30 GPM + 50 GPM = 100 GPM
B
OUT
A FYC
40 GPM = 20% = 0,2
60 GPM = 30% = 0,3
100 GPM = 50% = 0,5
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
48/49
RELS ANALGICOS
REL SOMADOREXE. 02
A = 0 a 40 GPM
B = 0 a 60 GPM
C = 0 a 100 GPM
Total = 200 GPM
200 GPM = 100%
A = 9 PSI
B = 9 PSIC = 9 PSI
OUT = (50 x 0,2) + (50 x 0,3) + (50 x 0,5) = 50% = 9 psi = 100
GPM
OUT = 20 GPM + 30 GPM + 50 GPM = 100 GPM
B
OUT
A FYC
40 GPM = 20% = 0,2
60 GPM = 30% = 0,3
100 GPM = 50% = 0,5
-
7/25/2019 Controle Automtico Processos-Cap-III.pdf
49/49
RELS ANALGICOS
REL SUBTRATORSubtrao de sinais equivalentes
(Ranges = 3 a 15 PSI)
OUT = X - Y
X =12 PSI
Y = 6 PSI
OUT = 126
OUT = 9 PSI
OUT
X FYY
PRINCIPAL
REL SUBTRATORSubtrao de sinais no equivalentes
X = 0 a 100 l/h
Y = 0 a 50 l/h
X = 9 PSI
Y = 6 PSI
OUT = 7,5 PSI
OUT
XFY
Y
Ganho para entrada Y = 0,5
PRINCIPAL