Embed Size (px)
Citation preview

INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA
ENGENHARIA DE CONTROLE E AUTOMAÇÃO
JULIO SCHONELL
LADEMIR FERREIRA PRICILA CEREZOLLI
CONTROLE DA ALTURA DA TOCHA E ABERTURA DO ARCO ELÉTRICO PARA
SOLDAS TIG E MIG/MAG
PROJETO INTEGRADOR IV
CHAPECÓ
2014

CONTROLE DA ALTURA DA TOCHA E ABERTURA DO ARCO ELÉTRICO PARA
SOLDAS TIG E MIG/MAG
JULIO SCHONELL LADEMIR FERREIRA PRICILA CEREZOLLI
Projeto apresentado à disciplina Projeto Integrador IV, como requisito parcial de avaliação. Professores Alfen Souza e Guilherme De Santana Weizenmann.
Chapecó 2014
Introdução
O curso de Engenharia de Controle e Automação do IFSC, Campus Chapecó,
apresenta em sua matriz curricular, disciplinas diferenciadas, a fim de tornar o curso
mais próximo da realidade da região, e também de acordo com as diretrizes da
Instituição.
A unidade curricular do Projeto Integrador (PI) é um exemplo deste tipo de
disciplina, onde permite aos acadêmicos envolvidos aplicar diferentes
conhecimentos adquiridos ao longo do curso, possibilitando o desenvolvimento de
produções significativas para o IFSC.
As estratégias e orientações para a execução do Projeto Integrador são
apresentadas em um manual escrito por professores com experiência na área, e
revisado e aprovado pelo colegiado do curso.
O manual prevê que o Projeto Integrador deve ser desenvolvido ao longo do
semestre do curso, tendo como base o ementário bibliográfico e os objetivos ali
determinados, as aulas devem estar relacionadas com o maior número possível de
componentes curriculares do período, além de aplicar conhecimentos e conteúdos
ministrados em semestres anteriores.
Portanto, a proposta a ser desenvolvida no oitavo semestre do curso de
Engenharia de Controle e Automação, deve contemplar o maior número de
disciplinas ministradas no semestre, às quais incluem robótica, sistemas integrados
de manufatura, automação da soldagem e acionamentos (hidrônica e pneutrônica).
Pensando nisso, nos custos de projeto, no aproveitamento de materiais e
projetos já existentes no IFSC, além da importância do controle e automação de
sistemas a fim de obter melhor precisão, e proporcionar maior segurança aos
operadores, foi apresentada a proposta para o controle de um sistema de soldagem
já existente no IFSC.
O projeto existente consiste em uma estrutura metálica, com um carro de
deslocamento linear nos eixos x e y, e com um sistema de controle eletromecânico.
Esta estrutura é responsável pelo posicionamento linear de uma tocha de soldagem.
Como não há controle de altura da tocha (a regulagem de altura é fixa), a
soldagem está susceptível à variações na peça a ser soldada que podem causar
mudanças no cordão de solda, variando a profundidade e qualidade da solda,
principalmente em processos sensíveis como o TIG (tungsten inert gas) e o plasma.
A partir disso propõe-se o desenvolvimento de um controle sobre a altura da
tocha até a peça a ser soldada, e da abertura do arco elétrico. Este controle será
efetuado para obter-se uma largura adequada para o cordão de solda, e uma boa
penetração na peça, tendo em vista que quanto maior a distância do eletrodo até a
peça, maior área do metal base é aquecida, resultado em um cordão mais largo.
Acredita-se que com o desenvolvimento desta proposta, os requisitos de ensino
determinados serão atendidos. Os acadêmicos envolvidos na idealização e
execução das atividades serão favorecidos, já que as etapas e processos para o
desenvolvimento do projeto integram a maior parte das disciplinas ministradas no
oitavo semestre do curso de Engenharia de Controle e Automação do IFSC, além de
conhecimentos repassados em períodos anteriores.
Justificativa
A soldagem é o mais importante processo de união de metais utilizado
industrialmente (VILLANI, ET al., 2009). Este processo é amplamente utilizado na
indústria, para fabricação de componentes de grande e pequeno porte, assim como
para estruturas simples e de grande complexidade.
A sua importância é evidenciada pela grande influência que um bom processo
de soldagem apresenta para o desenvolvimento de produtos, diferentes ligas
metálicas e novos tipos de aço. Atualmente, sabe-se da existência de cerca de 50
diferentes processos de soldagem utilizados nos mais diversos ramos industriais,
sendo que esta tecnologia continua em constante desenvolvimento.
Outro ponto relevante no que diz respeito à soldagem, é a segurança. Isso
porque esta prática envolve diversos riscos ao operador, como a possibilidade de
incêndios, choques elétricos, exposição à gases prejudiciais e explosões.
Portanto, o controle e a automação de um processo de soldagem mostra-se uma
proposta interessante à ser desenvolvida. Além de oferecer melhores condições de
segurança, e proporcionar melhor acabamento e precisão no processo de soldagem,
tal proposta contempla as determinações impostas pelo Projeto Integrador, disciplina
na qual será desenvolvido este sistema.
Outro fator determinante para o desenvolvimento deste projeto está relacionado
à importância da execução de tal proposta na região em que está inserido. A partir
do levantamento de informações sobre processos de controle e automação da
soldagem já existentes no município de Chapecó e região, constatou-se que não há

projeto semelhante ao proposto neste trabalho. Considera-se tal fator determinante
para a justificativa de idealização deste projeto.
Objetivo
O presente projeto pretende efetuar o desenvolvimento do controle de um
sistema de soldagem, onde serão controladas a altura da tocha de soldagem até a
peça, e a abertura do arco elétrico da solda.
O sistema que será desenvolvido deve atender às necessidades e requisitos
dos clientes, os requisitos de projeto e especificação aqui elencadas. Ressalta-se, a
importância da aplicação do maior número de unidades curriculares ministradas ao
longo do semestre, além dos conhecimentos já repassados em períodos anteriores.
Fundamentação
Soldagem
A soldagem, como já citado anteriormente, é o processo mais importante no que
diz respeito a união dos metais. É utilizado amplamente na indústria, tanto para
fabricação de materiais de grande e pequeno porte, como para componentes
simples, e de grande precisão.
O processo de soldagem pode ser definido como um processo de união de
materiais, na sua maioria metais, sendo utilizado amplamente na fabricação e
recuperação de peças, estruturas e equipamentos. Podemos identificar diversos
tipos de soldagem, para diferentes aplicações, que devem ser devidamente
selecionados conforme as necessidades requeridas.
Podemos citar como exemplo de processo de soldagem, a fusão. Este inclui
diversos tipos de processos como soldagem com eletrodo revestido, soldagem
MIG/MAG, soldagem TIG, soldagem a plasma, a laser, a gás, entre outros. Os
processos de maior importância para o desenvolvimento do presente trabalho são
TIG e MIG/MAG, os quais serão tratados detalhadamente ao longo desta seção.
Dentre as vantagens do processo de soldagem estão inclusas a grande gama de
processos existentes, a aplicação à diversos tipos de materiais, a possibilidade de
operação manual ou automática, a eficiência do processo tanto para peças
pequenas como para componentes de grande porte, e a viabilidade econômica.
A soldagem apresenta também algumas limitações, como o fato de não permitir
a desmontagem de peças soldadas, o surgimento de defeitos mecânicos, tensões
residuais, alterações na microestrutura do material, além de exigir a aplicação de
diversos tratamentos térmicos para corrigir as inconformidades ocasionadas durante
o processo.
Outro fator importante no que diz respeito à soldagem é a segurança. Essa
prática envolve diversos elementos de risco, que podem prejudicar a saúde pessoal
dos operadores, e provocar danos em equipamentos.
Os principais riscos envolvidos são a possibilidade de explosões e incêndios,
exposição à radiação proveniente do arco elétrico, choque elétrico, e emissão de
gases prejudiciais à saúde (VILLANI, ET al., 2009). Daí a importância de seguir
rigorosamente orientações e recomendações dos fabricantes de equipamentos, e
também as práticas de segurança determinadas pelas empresas.
Arco elétrico
O arco elétrico é um dos principais componentes analisados na soldagem por
fusão, por apresentar boas características, como alta taxa de transferência de calor,
concentração em uma pequena área, facilidade de controle e baixo custo do
equipamento. Dadas essas características, é importante o estudo da física do arco
elétrico.
Um arco elétrico é formado quando dois condutores são colocados em contato e
depois afastados. Esses condutores no caso do processo de soldagem são
conhecidos como eletrodos. Quando existe uma tensão entre eles e são colocados
em contato, a tensão tende a cair para próximo de zero volts, e a corrente sobe
muito, tendendo ao infinito.
Comumente para iniciar o processo de soldagem, se realiza o contato do
eletrodo com a peça a ser soldada, e após iniciado, o arco elétrico se afasta um
pouco. Dessa forma o arco elétrico aquece a peça a ser soldada, o eletrodo, e o gás
ao redor do mesmo. O gás aquecido é ionizado, facilitando a passagem de corrente
elétrica. Depois de estabelecido o arco elétrico, se mantém uma distância constante
do eletrodo à peça.
Como exemplo de processos que utilizam o arco elétrico como fonte de calor,
pode-se citar:
Soldagem com eletrodo revestido;
Soldagem MIG/MAG;
Soldagem TIG;

Soldagem a plasma;
O arco elétrico de soldagem tem como principal característica a alta
transformação de energia elétrica em energia térmica. Isso gera altas temperaturas
no processo de solda, como pode ser visto na figura a seguir:
Figura 1 – Isotermas na soldagem TIG a 5mm de distancia
Além das altas temperaturas, o arco elétrico também gera radiações
eletromagnéticas de alta intensidade, nas faixas do infravermelho, luz visível e
ultravioleta. Isso faz com que seja necessária a utilização de EPI’s para proteção
visual e proteção da pele, apropriadas para cada tipo de soldagem.
MIG/MAG
A soldagem com arco elétrico e gás de proteção, sigla em inglês GMAW (Gas
Metal Arc Welding), mais conhecida como soldagem MIG/MAG, é um processo de
soldagem por arco elétrico entre a peça e o eletrodo consumível em forma de
arame. O arco elétrico funde de forma contínua o arame à medida que é alimentado
à poça de fusão. A poça de fusão é protegida da atmosfera por um fluxo de gás, ou
mistura de gases, que pode ser inerte (MIG) ou ativo (MAG).
As correntes comumente utilizadas são de 50A até 600A, e as tensões variam
de 15V até 32V. O processo de solda MIG utiliza um gás inerte, tipicamente argônio
ou hélio, que não tem nenhuma atividade física sobre a poça de fusão. Normalmente
é utilizado com corrente contínua. Já o processo MAG utiliza gases ativos, como o
CO2, que interage com a poça de fusão.
Como vantagens do sistema de solda MIG/MAG, podemos citar:
Não há a necessidade de remoção de escória;
Não há perda de pontas como no eletrodo revestido;
Alta taxa de deposição do metal de solda;
Alta velocidade de solda, gerando menor distorção da peça soldada;
Facilidade de automação da soldagem.
TIG
O processo de soldagem TIG (Tungsten Inert Gas), é um processo de soldagem
a arco elétrico entre um eletrodo não consumível de tungstênio e a poça de fusão
com proteção gasosa. A solda TIG pode ser feita com ou sem acréscimo de um
metal de adição (autógena).
Ao contrário do processo de solda MIG/MAG, no processo TIG são utilizados
apenas gases inertes como gás de proteção da soldagem. Portanto, não existe um
processo TAG. O processo TIG, é mais comum em soldagens de chapas finas de
aço inoxidável e metais não ferrosos, como alumínio, magnésio e cooper alloys.
São utilizados eletrodos de material de alto ponto de fusão e de alta emissão
termiônica (o ponto de fusão do tungstênio é acima de 3.500oC). Para solda de aço,
cobre, níquel, titânio, etc, é utilizada corrente contínua com polaridade direta
(eletrodo conectado ao terminal negativo) deteriorando menos o eletrodo se
comparado com a polaridade inversa.
O alumínio e suas ligas são normalmente soldados com corrente alternada. A
corrente alternada fornece um arco que limpa a chapa no ciclo positivo (limpeza
catódica), permitindo ao metal fluir facilmente.
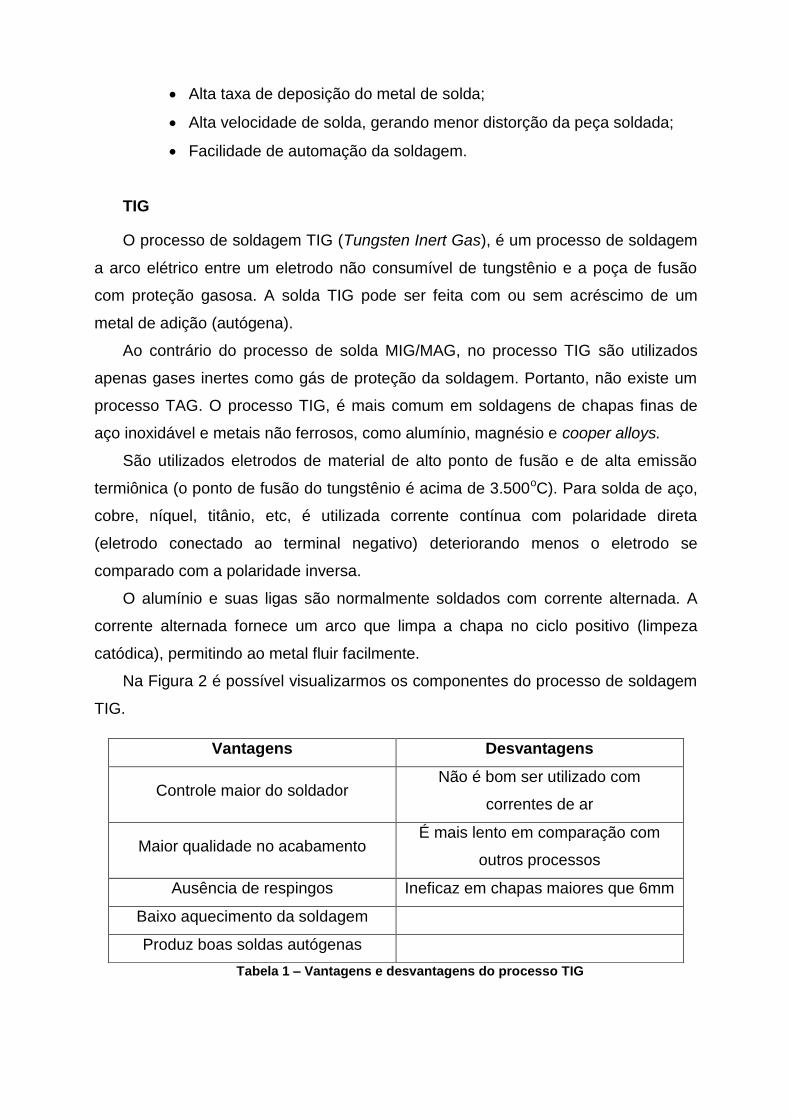
Na Figura 2 é possível visualizarmos os componentes do processo de soldagem
TIG.
Tabela 1 – Vantagens e desvantagens do processo TIG
Vantagens Desvantagens
Controle maior do soldador Não é bom ser utilizado com
correntes de ar
Maior qualidade no acabamento É mais lento em comparação com
outros processos
Ausência de respingos Ineficaz em chapas maiores que 6mm
Baixo aquecimento da soldagem
Produz boas soldas autógenas

Figura 2 – Detalhamento dos componentes do processo de soldagem TIG
Automação da soldagem
Sistema automático é qualquer sistema ou conjunto de equipamentos
eletrônicos ou mecânicos que controlam seu próprio funcionamento, com o mínimo
de intervenção humana. Na soldagem, a necessidade em aumentar a produtividade,
superar a escassez de trabalho qualificado e o aumento crescente das exigências de
segurança elevaram a demanda pela automação, superando assim, muitos dos
problemas do dia a dia da soldagem.
A soldagem pode ser classificada em processos quanto ao tipo de operação
necessária para a realização de uma solda:
Abertura e manutenção de arco;
Alimentação do material de adição;
Controle do calor cedido e da penetração
Deslocamento da tocha ao longo de uma junta com uma velocidade
determinada;
Procura e seguimento da junta;
Direcionamento da tocha e do arco;
Compensações e correções
Um processo de soldagem é caracterizado como manual quando todas essas
atividades são executadas e controladas pelo soldador. O processo de soldagem é
classificado como automatizado quando todas essas atividades são executadas e
controladas pela máquina. A automação também pode ser parcial com certas

operações realizadas pelo soldador, esse tipo de processo é conhecido como
semiautomático ou semimecanizado.
A automação da soldagem, total ou parcial, tem como objetivo reduzir o custo de
manufatura, aumentando a produtividade e melhorando a qualidade e confiabilidade
do produto final. Isso é possível pela redução de erros humanos, diminuindo a
participação direta do soldador no processo, o que também reduz o risco de
acidentes relacionado à soldagem.
O sistema de soldagem automatizado pode se fixo ou flexível, a automação fixa
normalmente possui controles relativamente simples e não são fáceis de
reprogramar. São projetados para reduzir os tempos de montagem e desmontagem,
e tipicamente possuem uma plataforma de trabalho fixa onde o operador carrega e
descarrega as peças em produção, normalmente esse tipo de automação é
empregada quando se tem produção em grande escala de peças similares.
A automação de soldagem flexível utiliza um programa computacional ou
numérico para substituir o posicionamento físico. O sistema de soldagem
automatizada flexível mais utilizado é um robô industrial. Sua operação pode ser
bastante simples se as condições de soldagem são fixas e uma única sequência é
utilizada em todas as operações, ou pode ser muito complexa se as condições são
constantemente modificadas, exigindo inúmeros sensores para realimentar e corrigir
o sistema.
A automação flexível é empregada normalmente quando se tem uma grande
diversidade de peças a serem produzidas ou também em locais onde, por algum
motivo, o trabalho humano é insalubre.
Estrutura do Projeto
1. PROJETO INFORMACIONAL
O desenvolvimento do projeto informacional é baseado na definição do problema
do projeto, onde é realizada uma pesquisa de informação, com o objetivo de
compreender de forma clara o problema proposto.
Além disso, a elaboração desta seção tem como finalidade a obtenção de uma
lista de especificações de projeto, que será a base de orientação para a busca de
princípios de soluções, que irão fundamentar o desenvolvimento das etapas
posteriores do projeto.

Diferentes tópicos serão abordados para a obtenção destas especificações. São
eles: definição do problema do projeto; pesquisa de informações (benchmark);
atributos do produto; clientes, suas necessidades e requisitos; requisitos de projeto,
e finalmente as especificações.
1.1. Definição do problema do projeto
O projeto à ser desenvolvido deve atender as especificações determinadas pela
unidade curricular do Projeto Integrador IV, ministrada no oitavo semestre do curso
de Engenharia de Controle e Automação do IFSC Campus Chapecó.
A proposta prevê o aproveitamento de uma estrutura para soldagem já existente
no Campus, aonde será desenvolvido um sistema de controle sobre a altura da
tocha de soldagem até o material base, e da abertura do arco elétrico.
A elaboração deste sistema tem em vista suprir as necessidades dos
acadêmicos em aplicar e integrar os conhecimentos adquiridos ao longo do
semestre, e também de períodos anteriores. Outro fator relacionado é a melhoria
das condições de segurança para o processo de soldagem, assim como da
qualidade e precisão do cordão de solda.
Além disso, a proposta mostra-se como uma inovação na região em que está
inserida, já que Chapecó não apresenta um sistema semelhante ao apresentado
neste projeto, sendo, portanto um sistema de grande interesse para indústria
metalúrgica da região.
1.2. Pesquisa de informação
1.2.1. SPS – Sistemas e Processos de Soldagem
Sistema automático de abertura e controle do comprimento do arco para os
processos de soldagem TIG e Plasma
O AVC é um equipamento que realiza o controle do comprimento do arco de
maneira automática. Sua utilização é essencial quando se buscam aplicações
automatizadas, de elevado desempenho e velocidade nos processos TIG e Plasma,
já que a variação da distância eletrodo-peça nesses processos modifica de maneira
acentuada as características do arco, podendo comprometer o resultado da
soldagem. O equipamento possibilita ainda realizar a abertura do arco no processo
TIG de maneira automática, possibilitando a aplicação desse processo em linha de
produção robotizada.
Descrição
O AVC possui grande capacidade de adaptação em diferentes
aplicações, sendo que a dinâmica de correção do comprimento do arco
pode ser facilmente configurada de acordo com a utilização.
O equipamento pode ser utilizado com corrente pulsada, corrente
alternada, e também, em outras aplicações especiais.
Automação
O AVC pode funcionar como componente central do sistema de
automação, integrando e controlando o funcionamento dos diferentes
dispositivos.
Componentes do sistema
Atuador do sistema: O conjunto mecânico que realiza a movimentação da
tocha de soldagem é construído em liga de alumínio de alta resistência, e
os componentes principais como guias e fuso de esfera são de primeira
linha, garantindo elevada durabilidade e resistência em condições
extremas.
Unidade de controle: O projeto eletrônico foi especialmente concebido
para as operações de soldagem automatizadas, de modo que o sistema
possui um total de 20 portas de comunicação (analógicas e digitais),
permitindo grande capacidade de integração com fontes de soldagem,
sensores, robôs, dispositivos de movimentação e CLP’s.
Microcontrolador: A unidade de controle micro-processada utiliza o
processador ARM A7 e possui uma interface homem máquina com
display de LCD para configuração dos parâmetros.

Figura 3 – Atuador do sistema
Especificações técnicas
Processos: Soldagem TIG e Plasma com corrente contínua, pulsada ou
alternada.
Corte a Plasma.
Curso útil do eixo de movimentação: 80 mm.
Leitura de tensão: ±80 V.
Ajuste da tensão de referência: 0,1 a 50,0 V.
Ajuste de sensibilidade (taxa de correção do comprimento do arco)
Possibilidade de ajustar o comprimento do arco durante a soldagem.
Possibilidade de salvar/ler os parâmetros do sistema em memória interna.
Possibilidade de adaptar o software do controlador conforme a
necessidade do cliente.
1.2.2. Bug-O Systems
O sistema de controle de altura de solda da Bug-O Systems é um acessório
compacto, projetado para manter uma altura de solda constante entre a tocha de
solda e a peça a ser soldada. Esse controle pode ser usado nos processos de solda
de arco submerso, Flux-Core a solda MIG.
O sistema é constituído por uma caixa onde é realizado o controle e um sistema
de deslizamento que pode ser fixado em qualquer sistema de soldagem da Bug-o
Systems. Esse acessório pode ser utilizado em uma ampla variedade de processos,
onde o controle de altura da tocha, ou controle de corrente são vitais para a
qualidade da soldagem.
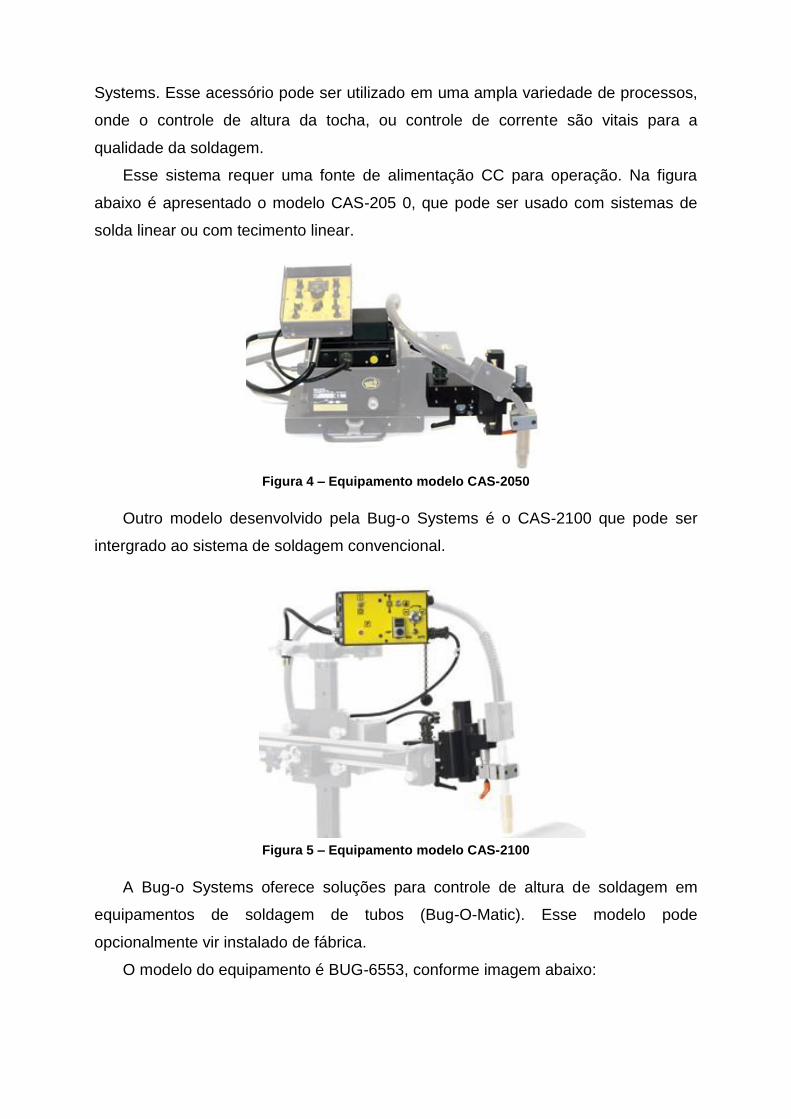
Esse sistema requer uma fonte de alimentação CC para operação. Na figura
abaixo é apresentado o modelo CAS-205 0, que pode ser usado com sistemas de
solda linear ou com tecimento linear.
Figura 4 – Equipamento modelo CAS-2050
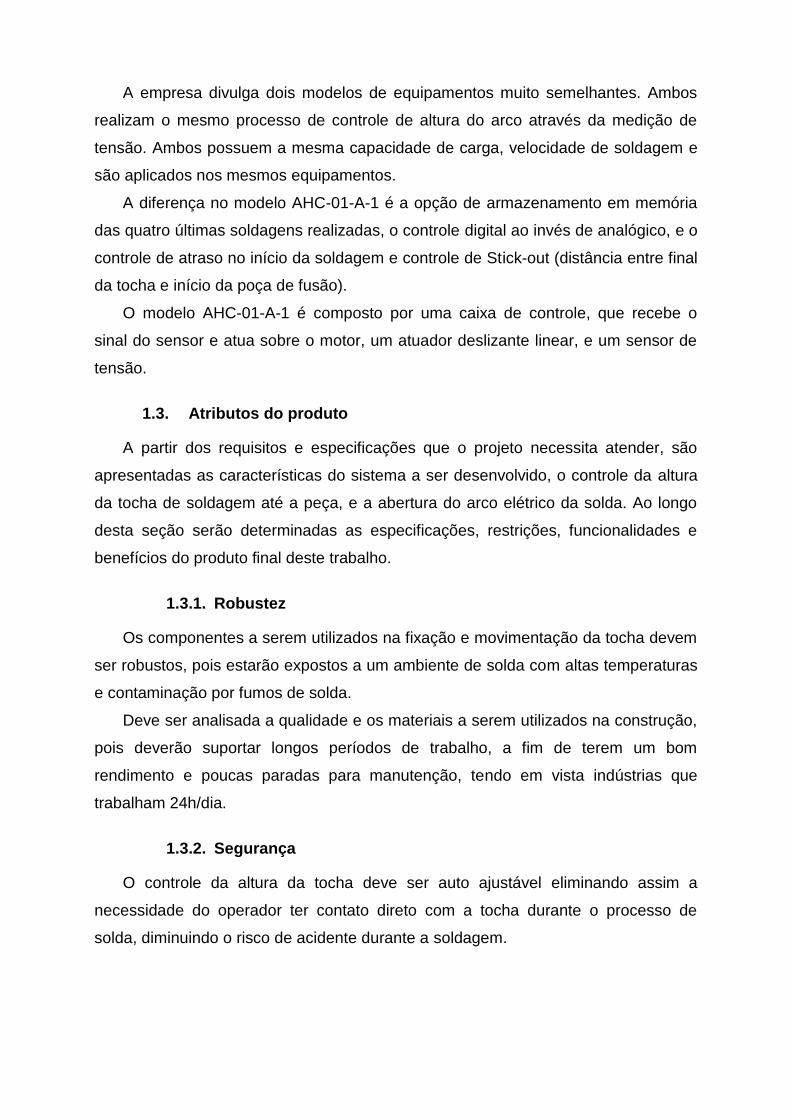
Outro modelo desenvolvido pela Bug-o Systems é o CAS-2100 que pode ser
intergrado ao sistema de soldagem convencional.
Figura 5 – Equipamento modelo CAS-2100
A Bug-o Systems oferece soluções para controle de altura de soldagem em
equipamentos de soldagem de tubos (Bug-O-Matic). Esse modelo pode
opcionalmente vir instalado de fábrica.
O modelo do equipamento é BUG-6553, conforme imagem abaixo:

Figura 6 – Equipamento BUG-6553
Dados gerais técnicos dos equipamentos de controle de altura:
Distância de trabalho: 2” (50,8mm)
Capacidade de carga: 10lbs. (4,54kg)
Variedade de operação: 60A a 500A
Peso líquido: 14,5lbs (6,6kg)
Vantagens
O sistema da Bug-O`s pode ser instalado em qualquer aparelho de
solda.
Pode trabalhar com qualquer tensão tocha-peça.
É compatível com sistemas de solda SAW, FCAW, GMAW.
Se necessário, o operador pode desabilitar o sistema automático e
realizar o controle de altura manualmente.
1.2.3. Hangil Autowelding
O equipamento desenvolvido pela Hangil Autowelding realiza o mesmo controle
de altura de arco já citado anteriormente. Esse equipamento é indicado para
processos GTAW, solda plasma e corte a plasma.
Figura 7 – Equipamento modelo AHC-01-A e AHC-01-A-1, respectivamente
A empresa divulga dois modelos de equipamentos muito semelhantes. Ambos
realizam o mesmo processo de controle de altura do arco através da medição de
tensão. Ambos possuem a mesma capacidade de carga, velocidade de soldagem e
são aplicados nos mesmos equipamentos.
A diferença no modelo AHC-01-A-1 é a opção de armazenamento em memória
das quatro últimas soldagens realizadas, o controle digital ao invés de analógico, e o
controle de atraso no início da soldagem e controle de Stick-out (distância entre final
da tocha e início da poça de fusão).
O modelo AHC-01-A-1 é composto por uma caixa de controle, que recebe o
sinal do sensor e atua sobre o motor, um atuador deslizante linear, e um sensor de
tensão.
1.3. Atributos do produto
A partir dos requisitos e especificações que o projeto necessita atender, são
apresentadas as características do sistema a ser desenvolvido, o controle da altura
da tocha de soldagem até a peça, e a abertura do arco elétrico da solda. Ao longo
desta seção serão determinadas as especificações, restrições, funcionalidades e
benefícios do produto final deste trabalho.
1.3.1. Robustez
Os componentes a serem utilizados na fixação e movimentação da tocha devem
ser robustos, pois estarão expostos a um ambiente de solda com altas temperaturas
e contaminação por fumos de solda.
Deve ser analisada a qualidade e os materiais a serem utilizados na construção,
pois deverão suportar longos períodos de trabalho, a fim de terem um bom
rendimento e poucas paradas para manutenção, tendo em vista indústrias que
trabalham 24h/dia.
1.3.2. Segurança
O controle da altura da tocha deve ser auto ajustável eliminando assim a
necessidade do operador ter contato direto com a tocha durante o processo de
solda, diminuindo o risco de acidente durante a soldagem.
1.3.3. Flexibilidade de programação
O formato de programação para a execução do processo proposto, deve ser
flexível a fim de tornar possíveis testes e implementação de diferentes formas de
controle, como controle ON/OFF, ou controle PID (Proporcional, integral, derivativo),
por exemplo.
1.3.4. Adaptável
O controle de altura deve ser adaptável, ou seja, deve ser capaz de suportar a
utilização de diferentes equipamentos de solda TIG ou MIG/MAG de fabricantes
distintos. O equipamento deve permitir também o ajuste manual do ângulo da tocha
de soldagem de acordo com as necessidades requeridas.
1.4. Clientes
Os clientes do projeto são definidos a partir do manual dos Projetos
Integradores, e também da ementa desta unidade curricular ministrada no oitavo
semestre do curso de Engenharia de Controle e Automação do IFSC, Campus
Chapecó.
Esta documentação, juntamente com informações levantadas sobre as
necessidades da região, definem os interessados e favorecidos pelo
desenvolvimento deste projeto.
Então, podemos definir os clientes do projeto como:
As Instituições de Ensino que demonstrem interesse em utilizar
conhecimentos voltados à área de controle e automação da soldagem,
além de desenvolvimento tecnológico;
A ementa da unidade curricular do Projeto Integrador IV, além do manual
dos Projetos Integradores. Estes preveem a integração e aplicação, do
maior número de disciplinas ministradas ao longo do oitavo semestre do
curso de Engenharia de Controle e Automação do IFSC, Campus
Chapecó, além da aplicação de conhecimentos adquiridos em períodos
prévios;
As empresas da região que trabalhem com soldagem, e apresentem
interesse no projeto a ser desenvolvido para implantação do sistema em
seus processos industriais, tal qual será desenvolvido, ou com as
adaptações necessárias.
Operadores, usuários, estudantes que mostrem interesse em conhecer, e
aprender sobre processos de soldagem automatizados.
1.5. Necessidades dos clientes
A determinação das necessidades dos clientes está baseada na ementa da
unidade curricular do Projeto Integrador IV.
As especificações seguem abaixo, e foram retiradas do projeto pedagógico do
curso, aonde o maior número dos itens descritos devem ser aplicados ao longo do
desenvolvimento do projeto:
Aplicar os princípios e metodologias de soldagem automatizada de
acordo com as necessidades requeridas;
Aplicar robôs manipuladores na indústria com a base de
conhecimentos necessária para sua especificação e análise;
Integrar conhecimentos para otimização da manufatura;
Além das especificações apresentadas acima, outras necessidades são
identificadas, como segue abaixo:
Sistema adaptável: Sistema que pode ser facilmente utilizado tanto
para solda TIG quanto para Solda MIG/MAG, com mínimo possível de
alterações;
Robustez: Sistema de fixação e movimentação da tocha deve ser
robusto o suficiente para resistir a altas temperaturas e possíveis
respingos de solda; Os materiais a serem utilizados devem ser
estudados, de modo que sejam utilizados aqueles que suportem longos
períodos de trabalho, a fim de terem um bom rendimento e poucas
paradas para manutenção;
Segurança: o projeto deve realizar o controle automático da altura da
tocha minimizando os riscos de acidentes relacionados à soldagem,
pois elimina a necessidade do contato direto do soldador com a tocha
durante a realização do processo;
Flexibilidade de programação: o projeto deve ser aberto para
possibilitar a implementação de diferentes formas de controle, para
diferentes métodos de soldagem (TIG, MIG/MAG);

1.6. Requisitos dos clientes
Os requisitos dos clientes são definidos a partir das necessidades dos clientes.
Nele são descritos como as necessidades definidas anteriormente serão
alcançadas. Essas informações seguem organizadas na tabela abaixo:
NECESSIDADES DOS
CLIENTES REQUISITOS DOS CLIENTES
Sistema adaptável
Ser capaz de operar com soldas MIG/MAG e
TIG, realizando o mínimo possível de
alterações no equipamento.
Robustez Suportar longos períodos de trabalho
ininterruptos, operando em ambiente industrial.
Segurança
Limitar ao máximo o contato do operador com
a peça a ser soldada e reduzir o tempo de
exposição à solda.
Flexibilidade de programação
Facilitar ao máximo a mudança na
programação do controle, em caso de
modificações no processo de solda.
Tabela 2 – Necessidades dos clientes transformadas em requisitos dos clientes.
1.7. Requisitos do projeto
Assim como as necessidades dos clientes, os requisitos dos clientes também
devem ser transformados em requisitos de projeto. É necessário definir a forma
como estes serão alcançados. A tabela abaixo apresenta estas informações:
REQUISITOS DO CLIENTE REQUISITOS DO PROJETO
Ser capaz de operar com soldas
MIG/MAG e TIG, realizando o
mínimo possível de alterações no
equipamento.
O manipulador deve ser capaz de fixar tanto
tochas TIG como MIG/MAG de diversos
fabricantes. Para isso será desenvolvido um
sistema de fixação próprio.
Suportar longos períodos de
trabalho ininterruptos, operando
em ambiente industrial.
A escolha de materiais será feita de forma a se
reduzir o número de paradas para
manutenções, utilizando materiais com alta
resistência.
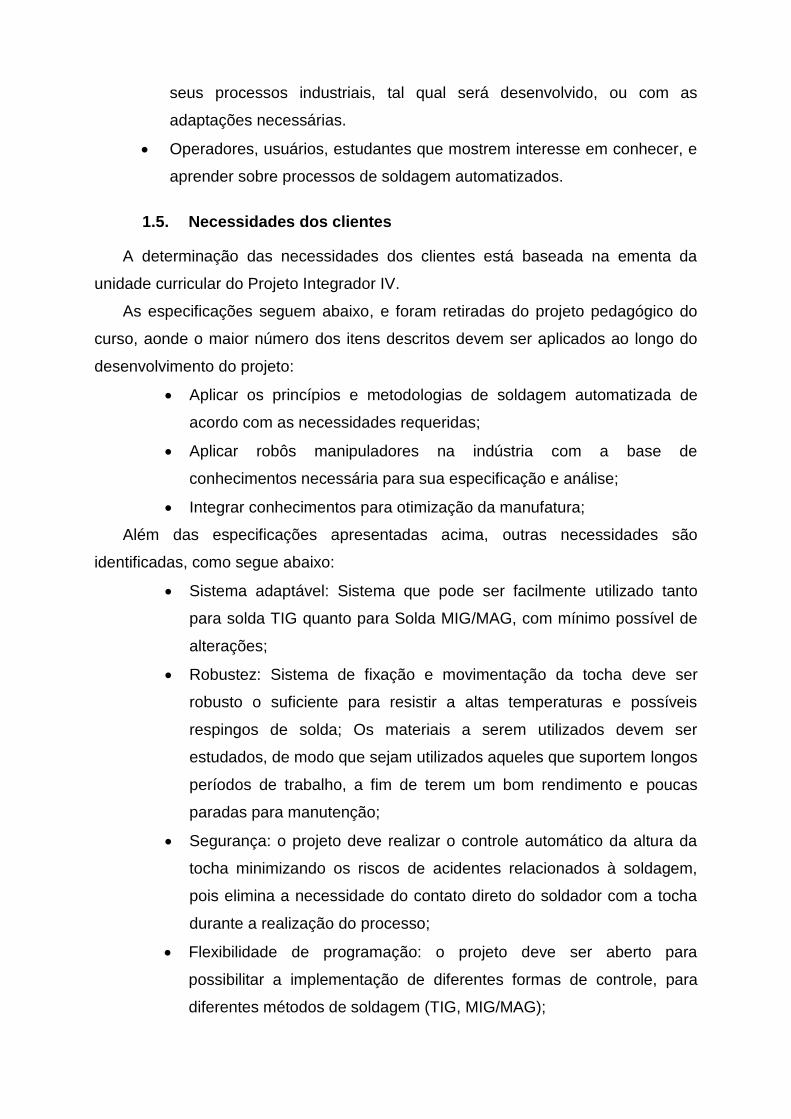
Limitar ao máximo o contato do
operador com a peça a ser
soldada e reduzir o tempo de
exposição à solda.
O operador posicionará a peça no
equipamento e fará a configuração dos
parâmetros de soldagem através de um painel
externo.
Facilitar ao máximo a mudança
na programação do controle, em
caso de modificações no
processo de solda.
Será utilizado um conector para programação
do método de controle, sem ser necessária a
desmontagem do equipamento.
Tabela 3 – Definição dos requisitos do projeto, a partir dos requisitos dos clientes.
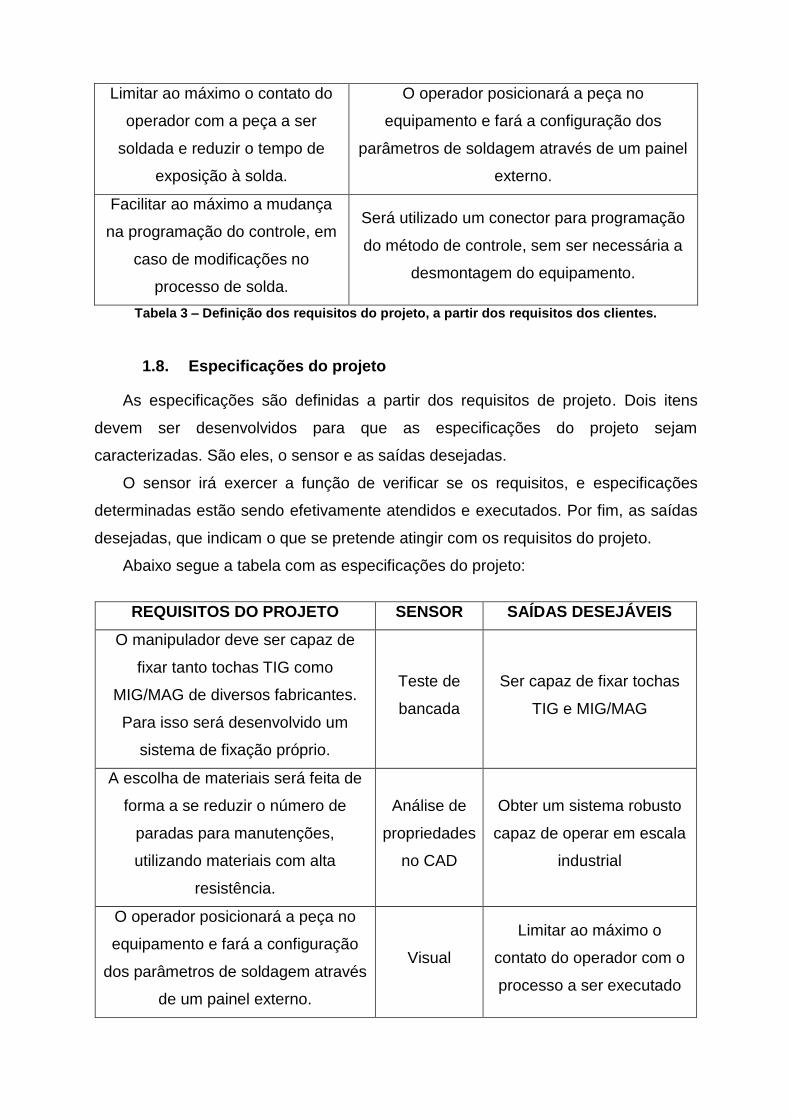
1.8. Especificações do projeto
As especificações são definidas a partir dos requisitos de projeto. Dois itens
devem ser desenvolvidos para que as especificações do projeto sejam
caracterizadas. São eles, o sensor e as saídas desejadas.
O sensor irá exercer a função de verificar se os requisitos, e especificações
determinadas estão sendo efetivamente atendidos e executados. Por fim, as saídas
desejadas, que indicam o que se pretende atingir com os requisitos do projeto.
Abaixo segue a tabela com as especificações do projeto:
REQUISITOS DO PROJETO SENSOR SAÍDAS DESEJÁVEIS
O manipulador deve ser capaz de
fixar tanto tochas TIG como
MIG/MAG de diversos fabricantes.
Para isso será desenvolvido um
sistema de fixação próprio.
Teste de
bancada
Ser capaz de fixar tochas
TIG e MIG/MAG
A escolha de materiais será feita de
forma a se reduzir o número de
paradas para manutenções,
utilizando materiais com alta
resistência.
Análise de
propriedades
no CAD
Obter um sistema robusto
capaz de operar em escala
industrial
O operador posicionará a peça no
equipamento e fará a configuração
dos parâmetros de soldagem através
de um painel externo.
Visual
Limitar ao máximo o
contato do operador com o
processo a ser executado

Será utilizado um conector para
programação do método de controle,
sem ser necessária a desmontagem
do equipamento.
Visual
Favorecer a mudança da
programação do controle
do sistema
Tabela 4 – Especificações do projeto
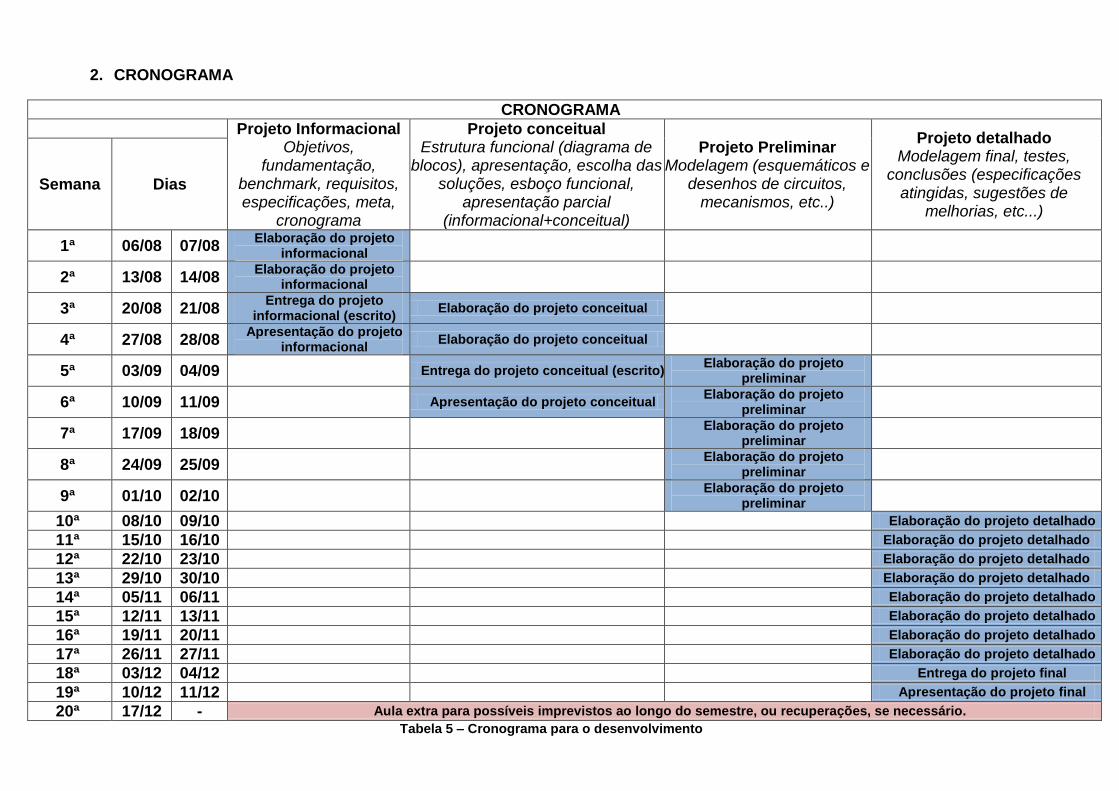
2. CRONOGRAMA
CRONOGRAMA
Projeto Informacional Objetivos,
fundamentação, benchmark, requisitos, especificações, meta,
cronograma
Projeto conceitual Estrutura funcional (diagrama de
blocos), apresentação, escolha das soluções, esboço funcional,
apresentação parcial (informacional+conceitual)
Projeto Preliminar Modelagem (esquemáticos e
desenhos de circuitos, mecanismos, etc..)
Projeto detalhado Modelagem final, testes,
conclusões (especificações atingidas, sugestões de
melhorias, etc...)
Semana Dias
1ª 06/08 07/08 Elaboração do projeto
informacional
2ª 13/08 14/08 Elaboração do projeto
informacional
3ª 20/08 21/08 Entrega do projeto
informacional (escrito) Elaboração do projeto conceitual
4ª 27/08 28/08 Apresentação do projeto
informacional Elaboração do projeto conceitual
5ª 03/09 04/09 Entrega do projeto conceitual (escrito) Elaboração do projeto
preliminar
6ª 10/09 11/09 Apresentação do projeto conceitual Elaboração do projeto
preliminar
7ª 17/09 18/09 Elaboração do projeto
preliminar
8ª 24/09 25/09 Elaboração do projeto
preliminar
9ª 01/10 02/10 Elaboração do projeto
preliminar
10ª 08/10 09/10 Elaboração do projeto detalhado
11ª 15/10 16/10 Elaboração do projeto detalhado
12ª 22/10 23/10 Elaboração do projeto detalhado
13ª 29/10 30/10 Elaboração do projeto detalhado
14ª 05/11 06/11 Elaboração do projeto detalhado
15ª 12/11 13/11 Elaboração do projeto detalhado
16ª 19/11 20/11 Elaboração do projeto detalhado
17ª 26/11 27/11 Elaboração do projeto detalhado
18ª 03/12 04/12 Entrega do projeto final
19ª 10/12 11/12 Apresentação do projeto final
20ª 17/12 - Aula extra para possíveis imprevistos ao longo do semestre, ou recuperações, se necessário.
Tabela 5 – Cronograma para o desenvolvimento
3. PROJETO CONCEITUAL
Com a finalização do projeto informacional, onde foram obtidas as
especificações para o desenvolvimento da proposta em questão, é possível dar
início ao projeto conceitual. Nesta etapa, são definidos os princípios de soluções
para atender as necessidades e requisitos impostos ao longo deste projeto.
O primeiro item a ser abordado no projeto conceitual, é o desdobramento da
função global. Nele, as principais etapas de funcionamento são descritas, a fim de
obter-se uma visão geral do processo, e encontrar as soluções mais adequadas
para cada necessidade.
O método utilizado para a obtenção de diferentes princípios de solução, para
posterior seleção dos que mais se adéquam, será o chamado Brainstorming. Esta
técnica é realizada de tal modo que as ideias para solucionar os problemas de
projeto são lançadas por cada membro do grupo, sem quaisquer restrições.
Segundo Rozenfeld et al. (2006), está técnica é um ótimo caminho para o
desenvolvimento de soluções criativas.
A partir das ideias obtidas no Brainstorming, os princípios de soluções mais
adequados à cada necessidade e requisito de projeto serão selecionados para o
desenvolvimento do projeto proposto.
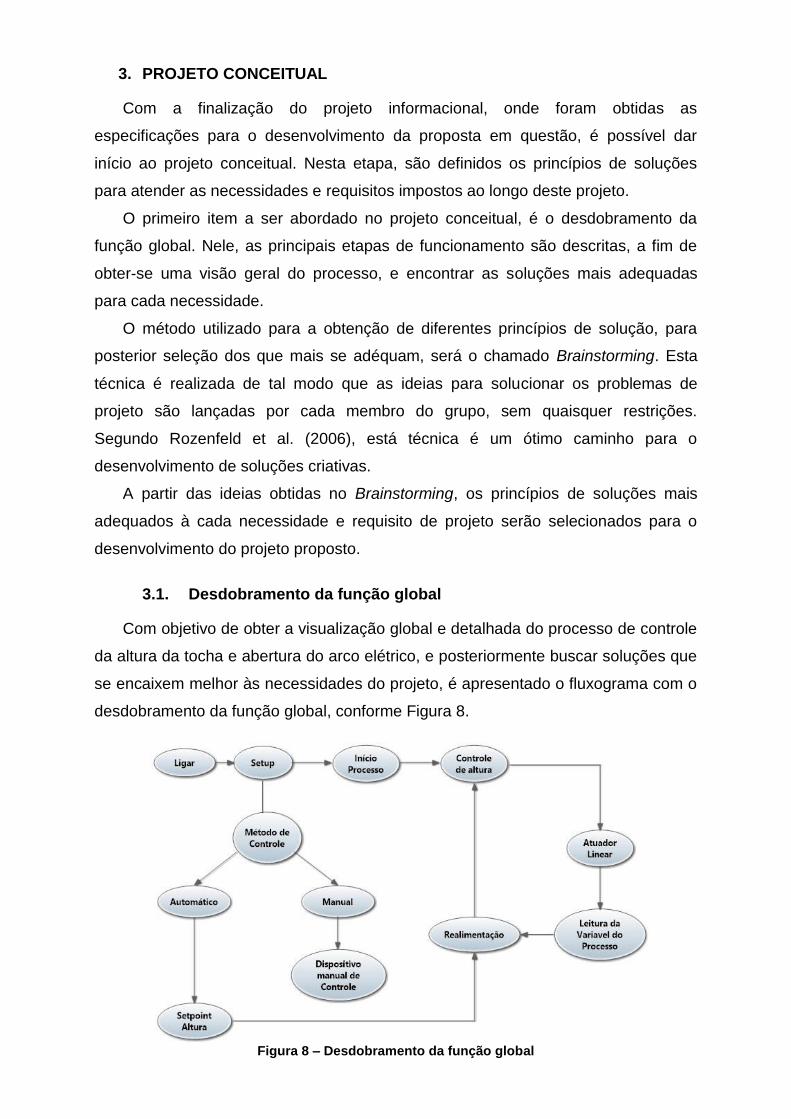
3.1. Desdobramento da função global
Com objetivo de obter a visualização global e detalhada do processo de controle
da altura da tocha e abertura do arco elétrico, e posteriormente buscar soluções que
se encaixem melhor às necessidades do projeto, é apresentado o fluxograma com o
desdobramento da função global, conforme Figura 8.
Figura 8 – Desdobramento da função global

3.2. Matriz morfológica
As soluções obtidas através do brainstorming são apresentadas na matriz
morfológica. Nela estão organizados os processos e problemas que devem ser
resolvidos, e posteriormente os diferentes princípios de solução propostas.
Matriz morfológica - Brainstorming
FUNÇÃO PRINCÍPIOS DE SOLUÇÃO
1 2 3 4
Ligar Botão com trava Botão de
emergência Disjuntor
Chave seccionadora
Dispositivo manual de controle
Potenciômetro rotativo
Botões de pulso IHM Joystick
Setpoint altura IHM Potenciômetro
rotativo Sistema
supervisório Teclado numérico
Iniciar processo Botão com trava Sistema
supervisório Sinal de IHM CLP
Controle de altura Motor de passo Motor CC Servo-motor Motor
pneumático
Guia linear Trilho e patins Eixo e
rolamento linear
Guia prismático de rolo cruzado
Guia linear de rolete
Conversor de movimento
rotativo/linear
Atuador hidráulico proporcional
Fuso esférico Fuso e porca convencionais
Fuso trapezoidal
Leitura da variável do processo
Sensor infravermelho
Sensor ultrassom
Medição de tensão do arco
Sensor de efeito Hall
Realimentação Divisor de tensão Optoacoplador Conversor
Buck Amplificador
isolador Tabela 6 – Matriz morfológica
3.3. Princípios de solução selecionados
Após o desenvolvimento do projeto informacional, onde foram obtidos todos os
requisitos e necessidades que o projeto deve atender, e com a conclusão da matriz
morfológica, é possível realizar um estudo comparativo dos problemas abordados, e
das soluções sugeridas.
A partir disso, podemos avaliar e selecionar os princípios de soluções que mais
se ajustam as necessidades apresentadas, conforme tabela abaixo.

FUNÇÃO PRINCÍPIO DE
SOLUÇÃO SELECIONADO
JUSTIFICATIVA
Ligar Botão com trava
Princípio selecionado, pois o botão com trava permite desligar completamente o sistema, sem a necessidade de um standby. Apresenta menor custo se comparado com
os demais princípios propostos.
Dispositivo manual de controle
Potenciômetro rotativo
Fácil acesso ao componente. Em caso de defeito pode ser facilmente substituído.
Setpoint altura Sistema
supervisório
Para efetuar a integração deste projeto com o projeto de controle de velocidade e posicionamento do carro de
soldagem, e outras inovações que possam ser implantadas no sistema, foi optado pela utilização do
sistema supervisório, tendo em vista que o IFSC fornecerá um computador usado para a realização do projeto. Além disso, a utilização do sistema supervisório acarretara na compra de menos componentes, disponibilizando uma
verba maior para o restante do projeto.
Iniciar processo
Sistema supervisório
Controle de altura
Motor de passo
Dois princípios de solução foram pré-selecionados, o motor de passo e o motor CC. A escolha do motor de
passo se deu devido ao fato deste apresentar melhores características elétricas para a aplicação em questão.
Além disso, o controle de rotação com a utilização de um drive é mais fácil comparada ao motor CC. Outro ponto
analisado foi o Benchmark, pois a maior parte dos projetos já existentes utilizam esse principio.
Guia linear Eixo e rolamento
linear Baixo custo e acessibilidade de componentes.
Conversor de movimento
rotativo/linear Fuso trapezoidal
A opção, apesar de não apresentar as melhores características mecânicas para a aplicação, foi
selecionada, em função da disponibilidade de recursos para a realização do projeto, já que apresenta menores
custos.
Leitura da variável do processo
Medição de tensão do arco
Essa opção restringe o projeto ao controle automático de altura para os processos TIG. Para o controle do processo MIG/MAG seria necessário a utilização de
um sensor externo (sensor de efeito hall), com custo elevado, inviabilizando o projeto.
Realimentação Amplificador
isolador
Apresenta um “produto” específico já desenvolvido para esta proposta. O rendimento e o grau de isolação elétrica
são elevados. Tabela 7 – Princípios de solução selecionados e justificativas
4. PROJETO PRELIMINAR
Com a finalização do projeto conceitual, onde foram elencados os princípios de
solução que mais se adéquam aos requisitos do projeto é possível iniciar o
planejamento dos trabalhos a serem executados. Nesta seção é apresentada a
modelagem do projeto desenvolvido, incluindo esquemáticos, diagramas, desenhos

de circuitos elétricos, mecanismos e demais componentes que vão integrar o
sistema.
Através da utilização de softwares apropriados para a modelagem dos projetos
mecânico e elétrico, é possível obter uma previsão do comportamento da estrutura
física, e corrigir as possíveis falhas encontradas. Dessa forma a execução do projeto
na prática apresentará menos erros, maior agilidade e eficiência.
4.1. Circuito elétrico
Para o projeto do circuito elétrico, e para melhor visualização dos componentes
que integram esse sistema, desenvolveu-se, em um primeiro momento, o diagrama
de blocos elétrico do projeto, representado na Figura 9. Além disso, nele é possível
obter uma visão global dos componentes elétricos, eletrônicos, e mecânicos que
apresentem qualquer relação com o funcionamento da estrutura.
Figura 9 – Diagrama de blocos para o sistema elétrico
Conforme demonstrado na Figura 9, o sistema apresenta alimentação externa,
responsável por fornecer energia ao supervisório, e para a fonte externa. Esta, por
sua vez, alimenta o Arduíno e o drive que integram o sistema.

O sistema supervisório foi desenvolvido através do software Elipse SCADA, e a
sua interface final pode ser visualizada na Figura 10. Através dele podemos
monitorar a tensão instantânea do arco, além de ser possível visualizar um gráfico
do processo, comparando o valor da tensão no arco, e o setpoint do sistema.
Os valores de tensão desejados podem ser definidos e o sistema realizar o
controle automaticamente, ou ainda podemos controlar os valores de altura de forma
manual.
Figura 10 – Supervisório desenvolvido através do software Elipse SCADA
Posteriormente, o Arduíno (modelo UNO) recebe a informação do supervisório
com o setpoint da altura através de comunicação via MODBUS. Dois modos de
transmissão serial para a rede MODBUS podem ser utilizados, são eles o modo
ASCII (American Standard Code for Information Interchange), e o RTU (Remote
Terminal Unit). O modo de transmissão define dentre outros parâmetros, qual é o
conteúdo da mensagem, como ela será transmitida, empacotada, e desempacotada.
Para o caso desta aplicação, utilizamos o modo MODBUS RTU, onde cada
mensagem de 8 bits apresenta dois caracteres hexadecimais com 4 bits.
Ao receber a informação do supervisório, o Arduíno processa os dados, e
executa o código de controle, para o posicionamento da tocha conforme os dados
recebidos. Em seguida, um sinal de comando é emitido do Arduíno para o Drive
(A4988).
O drive conectado ao motor de passo, ao receber o sinal do Arduíno, e a
alimentação da fonte externa, é capaz de controlar o motor de forma adequada,
através da limitação de corrente, e ajuste da potência necessária para o seu
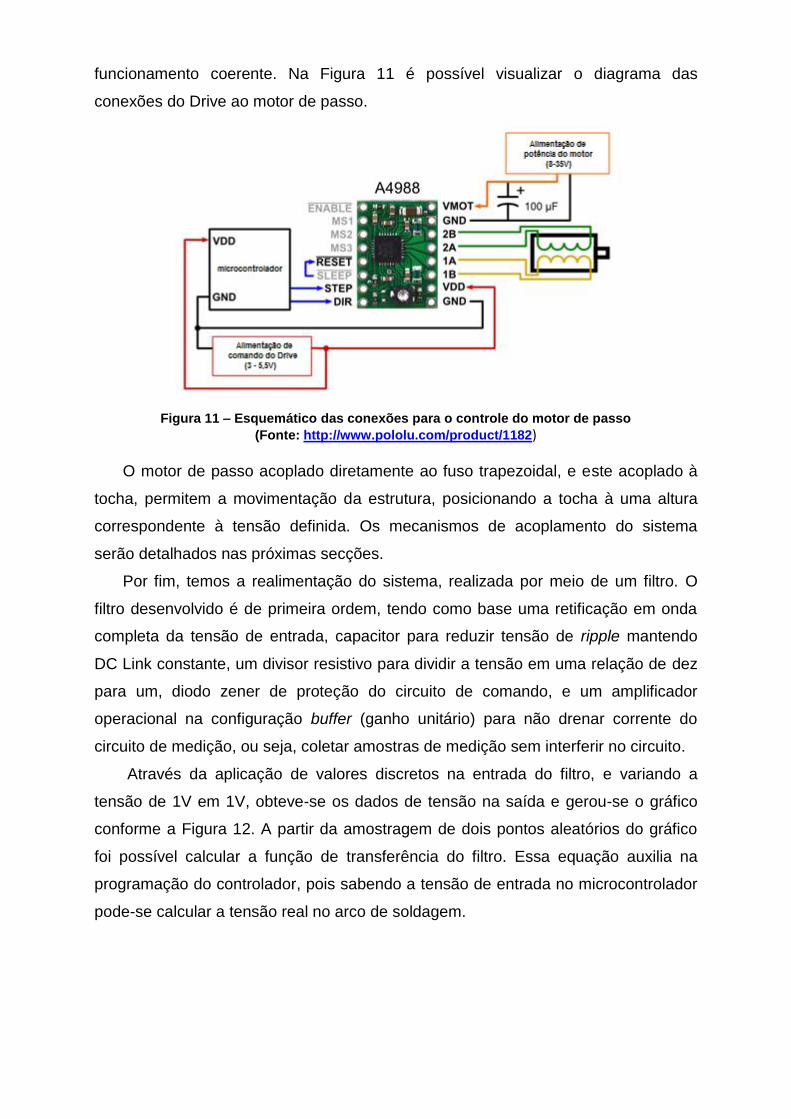
funcionamento coerente. Na Figura 11 é possível visualizar o diagrama das
conexões do Drive ao motor de passo.
Figura 11 – Esquemático das conexões para o controle do motor de passo
(Fonte: http://www.pololu.com/product/1182)
O motor de passo acoplado diretamente ao fuso trapezoidal, e este acoplado à
tocha, permitem a movimentação da estrutura, posicionando a tocha à uma altura
correspondente à tensão definida. Os mecanismos de acoplamento do sistema
serão detalhados nas próximas secções.
Por fim, temos a realimentação do sistema, realizada por meio de um filtro. O
filtro desenvolvido é de primeira ordem, tendo como base uma retificação em onda
completa da tensão de entrada, capacitor para reduzir tensão de ripple mantendo
DC Link constante, um divisor resistivo para dividir a tensão em uma relação de dez
para um, diodo zener de proteção do circuito de comando, e um amplificador
operacional na configuração buffer (ganho unitário) para não drenar corrente do
circuito de medição, ou seja, coletar amostras de medição sem interferir no circuito.
Através da aplicação de valores discretos na entrada do filtro, e variando a
tensão de 1V em 1V, obteve-se os dados de tensão na saída e gerou-se o gráfico
conforme a Figura 12. A partir da amostragem de dois pontos aleatórios do gráfico
foi possível calcular a função de transferência do filtro. Essa equação auxilia na
programação do controlador, pois sabendo a tensão de entrada no microcontrolador
pode-se calcular a tensão real no arco de soldagem.
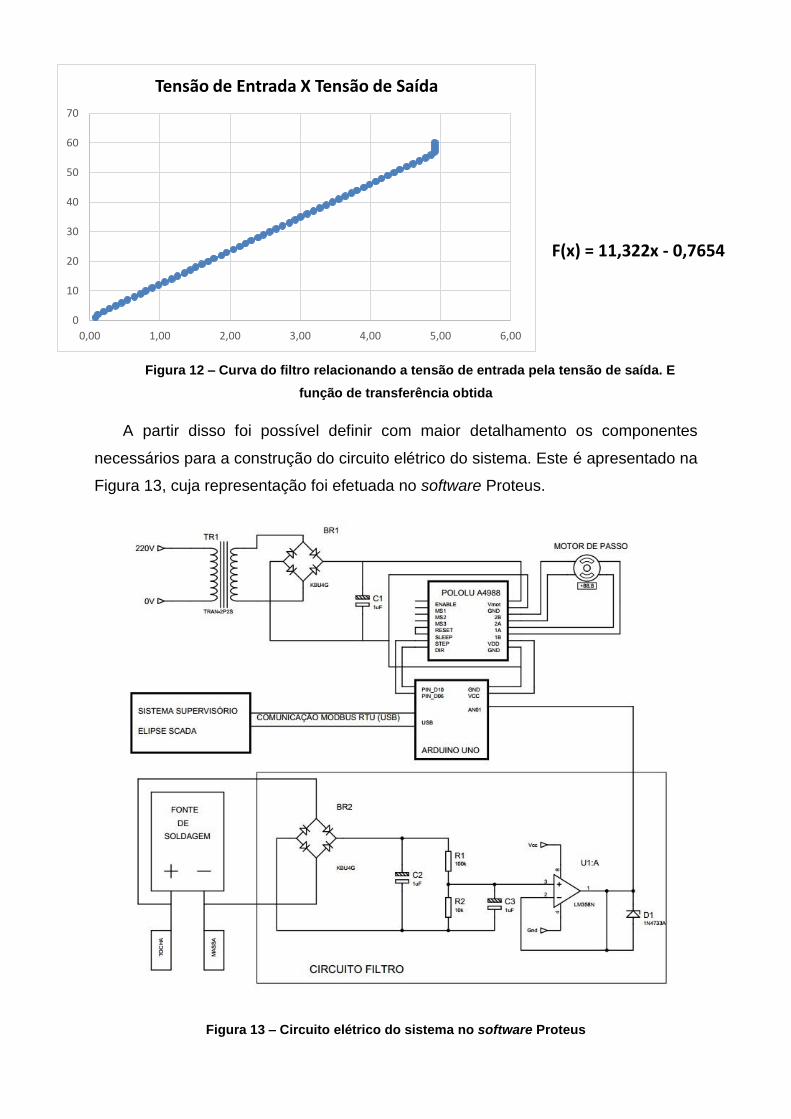
F(x) = 11,322x - 0,7654
Figura 12 – Curva do filtro relacionando a tensão de entrada pela tensão de saída. E
função de transferência obtida
A partir disso foi possível definir com maior detalhamento os componentes
necessários para a construção do circuito elétrico do sistema. Este é apresentado na
Figura 13, cuja representação foi efetuada no software Proteus.
Figura 13 – Circuito elétrico do sistema no software Proteus
0
10
20
30
40
50
60
70
0,00 1,00 2,00 3,00 4,00 5,00 6,00
Tensão de Entrada X Tensão de Saída
4.2. Estrutura mecânica
A estrutura mecânica desenvolvida consiste, basicamente, em um mecanismo
de conversão de movimento rotativo para linear. O projeto dos componentes
mecânicos foi elaborado com a finalidade de atender os requisitos de projeto,
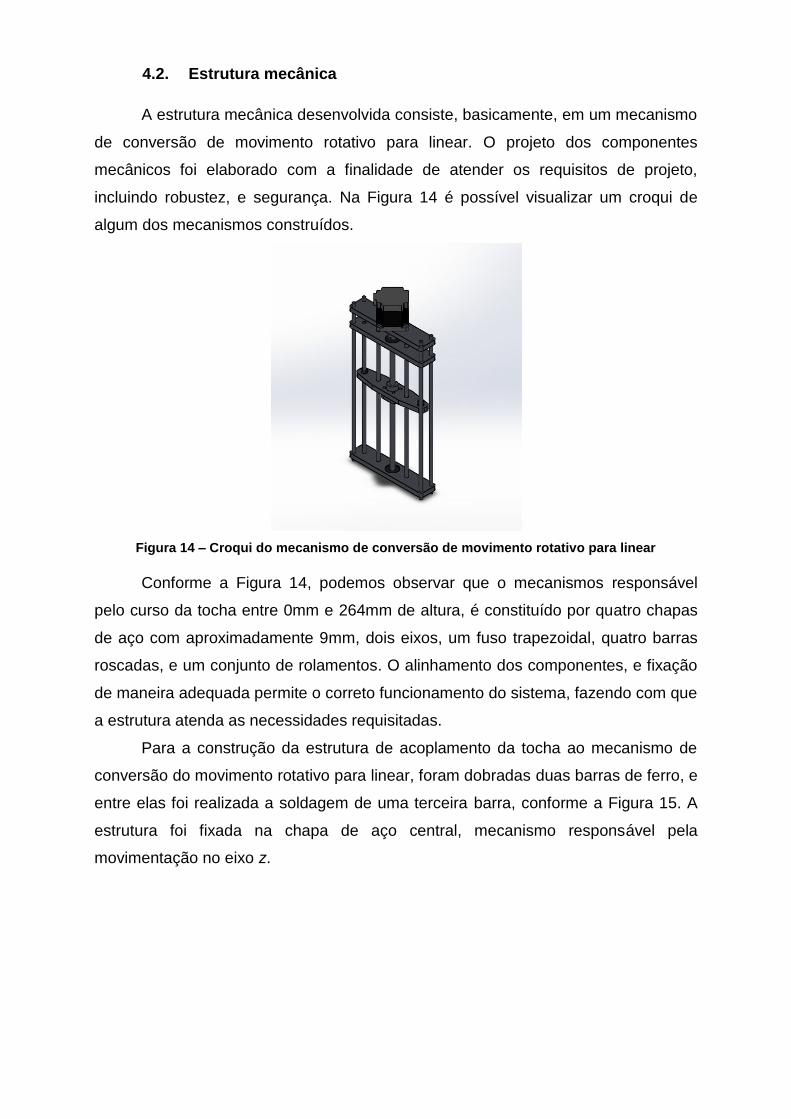
incluindo robustez, e segurança. Na Figura 14 é possível visualizar um croqui de
algum dos mecanismos construídos.
Figura 14 – Croqui do mecanismo de conversão de movimento rotativo para linear
Conforme a Figura 14, podemos observar que o mecanismos responsável
pelo curso da tocha entre 0mm e 264mm de altura, é constituído por quatro chapas
de aço com aproximadamente 9mm, dois eixos, um fuso trapezoidal, quatro barras
roscadas, e um conjunto de rolamentos. O alinhamento dos componentes, e fixação
de maneira adequada permite o correto funcionamento do sistema, fazendo com que
a estrutura atenda as necessidades requisitadas.
Para a construção da estrutura de acoplamento da tocha ao mecanismo de
conversão do movimento rotativo para linear, foram dobradas duas barras de ferro, e
entre elas foi realizada a soldagem de uma terceira barra, conforme a Figura 15. A
estrutura foi fixada na chapa de aço central, mecanismo responsável pela
movimentação no eixo z.

Figura 15 – Acoplamento do mecanismo de fixação da tocha, à estrutura responsável
pela conversão do movimento rotativo para linear
Na outra extremidade da estrutura, onde a tocha será efetivamente
posicionada, foi acoplado um grampo no formato “u”. Assim, ela será posicionada de
forma manual no grampo, e posteriormente presa por meio de parafusos, garantindo
a fixação adequada, conforme a Figura 16.
Figura 16 – Grampo “u”, e fixação do componente junto ao restante da estrutura mecânica
Por fim, foi necessário efetuar o acoplamento do mecanismo de conversão de
movimento rotativo para linear, e a estrutura de fixação da tocha ao carro de
soldagem, responsável pela movimentação da tocha nos eixos x e y. Este
acoplamento foi realizado por meio de um componente mecânico já utilizado pelo
projeto existente no IFSC, conforme Figura 17. Este foi soldado à chapa de aço
inferior do mecanismo de conversão do movimento rotativo para linear, e através de
uma abertura encaixado ao carro de movimentação.

Figura 17 – Fixação do mecanismo de conversão de movimento rotativo para linear ao carro de
soldagem
A maior parte dos componentes mecânicos referentes à esta estrutura foram
projetados primeiramente em software específico para construção, e simulações de
funcionamento. Os materiais utilizados incluem itens adquiridos a partir da verba
disponível para o projeto, além de materiais disponíveis no IFSC, doações, e sucata.
A construção dos componentes, furações e ajustes foram efetuados em laboratório
da própria Instituição.
4.3. Controle do sistema
O controle do sistema é realizado através do Arduíno. O controlador do
sistema recebe as variáveis do processo através do supervisório, e com os valores
de tensão definidos para a operação, em conjunto com as variáveis do sistema,
executa a ação de controle, para o posicionamento da tocha na altura adequada
para a realização da soldagem.
A conexão entre o Arduíno e o supervisório foi realizada através da
comunicação via Modbus RTU. Foi necessário anexar a biblioteca Modbus ao
código de controle do Arduíno, e realizar um mapeamento para identificar quais os
registradores responsáveis por acionar cada porta do Arduíno. O mapeamento final
pode ser visualizado na Tabela 8. Esse procedimento auxiliou na definição das
portas que deveriam ser acionadas para comandar a direção e sentido de
movimentação do motor de passo.
O sistema de controle desenvolvido para atender os requisitos de
funcionamento do projeto foi um controle do tipo proporcional, ou seja, a ação que o
controlador executa é proporcional ao erro do processo.

Tabela 8 – Mapeamento para identificação dos registradores responsáveis por acionar cada
porta do Arduíno
5. PROJETO DETALHADO
Após a execução do projeto preliminar, onde foram definidas como seriam
elaboradas cada etapa para o funcionamento da estrutura, foi possível integrar cada
uma delas para o desenvolvimento da maior parte de um equipamento capaz de
controlar a altura da solda TIG através da medição da tensão do arco elétrico.
O funcionamento do sistema ocorre, basicamente, da seguinte forma: A
aquisição dos dados é feita através de uma amostra da tensão do arco elétrico, e o
sinal resultante é tratado em um filtro de primeira ordem, que tem como função
retificar, eliminar ruídos, e reduzir o valor de tensão de 0V à 85V para um sinal de
0V à 5V, o qual é lido diretamente em uma entrada analógica do arduíno.
O software aplica um controle proporcional, comparando o valor de leitura e o
valor de Setpoint definido pelo usuário através de um supervisório desenvolvido no
programa Elipse SCADA, calcula o erro e aplica a ação de controle para aproximar o
erro a zero e estabilizar o sistema.

O sistema também possui a opção de controle manual, através do supervisório,
onde é possível movimentar a tocha manualmente, o que facilita o posicionamento
do equipamento antes e depois da soldagem.
Não foi possível finalizar o projeto por completo, conforme o planejamento, em
função do grande tempo requerido para desenvolver o mecanismo de atuação linear
do sistema. Além disso, problemas relacionados à construção do filtro, e a
comunicação do Arduíno com o sistema supervisório demandaram grande tempo,
interferindo no cumprimento do cronograma.
As etapas que não puderam ser concluídas, e simuladas foram a comunicação
por completo do sistema supervisório com o Arduíno, o sistema de abertura
automática do arco após determinado tempo do início do processo, e a proteção
mecânica do atuador linear.
6. CONSIDERAÇÕES FINAIS
A elaboração do presente trabalho permitiu o desenvolvimento de grande
parte de um projeto de um sistema de soldagem, com controle de altura da tocha até
a peça, e abertura do arco elétrico, utilizando uma estrutura já existente no IFSC,
Campus Chapecó, tornando-se possível realizar o aproveitamento, valorização, e
aprimoramento destes mecanismos.
Apesar do projeto final não ter operado da maneira desejada, a maior parte
das etapas de desenvolvimento foram concluídas, e os principais problemas
identificados, permitindo que aperfeiçoamentos futuros possam ser realizados, com
o estudo de diferentes métodos para o melhoramento do funcionamento do sistema
de forma adequada.
Dentre os problemas encontrados, que dificultaram o funcionamento
adequado do sistema, estão incluídos problemas com a comunicação Modbus no
Arduíno, problemas na construção do filtro, e nas conexões entre os diferentes
circuitos eletrônicos, e componentes.
Todas as etapas de desenvolvimento do projeto apresentaram importância
significativa, desde a estrutura mecânica que deveria ser robusta o suficiente para
suportar longos períodos de trabalho, e ao mesmo tempo segura para o operador
responsável pelo acompanhamento do processo, até a parte elétrica e eletrônica,
que deveriam ser bem projetadas para a obtenção da resposta correta do sistema.
O filtro, por exemplo, atuaria como a realimentação do sistema, e o mesmo
seria o responsável por enviar os dados ao controlador que realizaria a análise e
comparação da variável do processo, com o setpoint definido, essas medições são
imprescindíveis para o bom funcionamento do processo de soldagem, daí a
importância de um circuito bem projetado.
Com o desenvolvimento do projeto também foi possível entender a
importância do planejamento das atividades a serem desenvolvidas, distribuição de
tarefas entre os membros do grupo, elaboração de croquis dos componentes do
projeto, e posteriormente simulação do funcionamento. Esses são alguns dos fatores
que permitem a execução do projeto com maior agilidade, menos erros,
desperdícios de materiais, tempo, e recursos.

ANEXOS
Anexo A
Resumo expandido referente ao projeto já existente no IFSC, Campus Chapecó

Anexo B
Fotos do sistema já existente no IFSC, Campus Chapecó
Fotos do sistema já existente no IFSC, Campus Chapecó
Fotos do sistema já existente no IFSC, Campus Chapecó
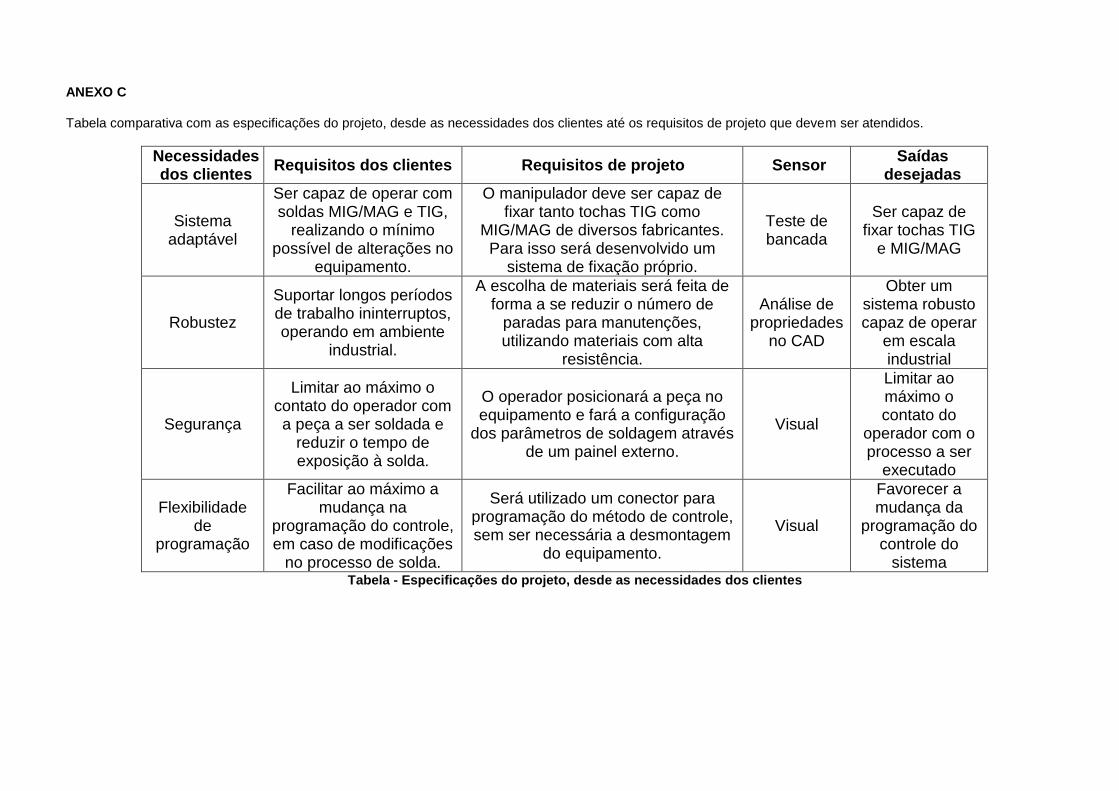
ANEXO C
Tabela comparativa com as especificações do projeto, desde as necessidades dos clientes até os requisitos de projeto que devem ser atendidos.
Necessidades dos clientes
Requisitos dos clientes Requisitos de projeto Sensor Saídas
desejadas
Sistema adaptável
Ser capaz de operar com soldas MIG/MAG e TIG,
realizando o mínimo possível de alterações no
equipamento.
O manipulador deve ser capaz de fixar tanto tochas TIG como
MIG/MAG de diversos fabricantes. Para isso será desenvolvido um
sistema de fixação próprio.
Teste de bancada
Ser capaz de fixar tochas TIG
e MIG/MAG
Robustez
Suportar longos períodos de trabalho ininterruptos, operando em ambiente
industrial.
A escolha de materiais será feita de forma a se reduzir o número de
paradas para manutenções, utilizando materiais com alta
resistência.
Análise de propriedades
no CAD
Obter um sistema robusto capaz de operar
em escala industrial
Segurança
Limitar ao máximo o contato do operador com a peça a ser soldada e
reduzir o tempo de exposição à solda.
O operador posicionará a peça no equipamento e fará a configuração
dos parâmetros de soldagem através de um painel externo.
Visual
Limitar ao máximo o contato do
operador com o processo a ser
executado
Flexibilidade de
programação
Facilitar ao máximo a mudança na
programação do controle, em caso de modificações
no processo de solda.
Será utilizado um conector para programação do método de controle, sem ser necessária a desmontagem
do equipamento.
Visual
Favorecer a mudança da
programação do controle do
sistema Tabela - Especificações do projeto, desde as necessidades dos clientes
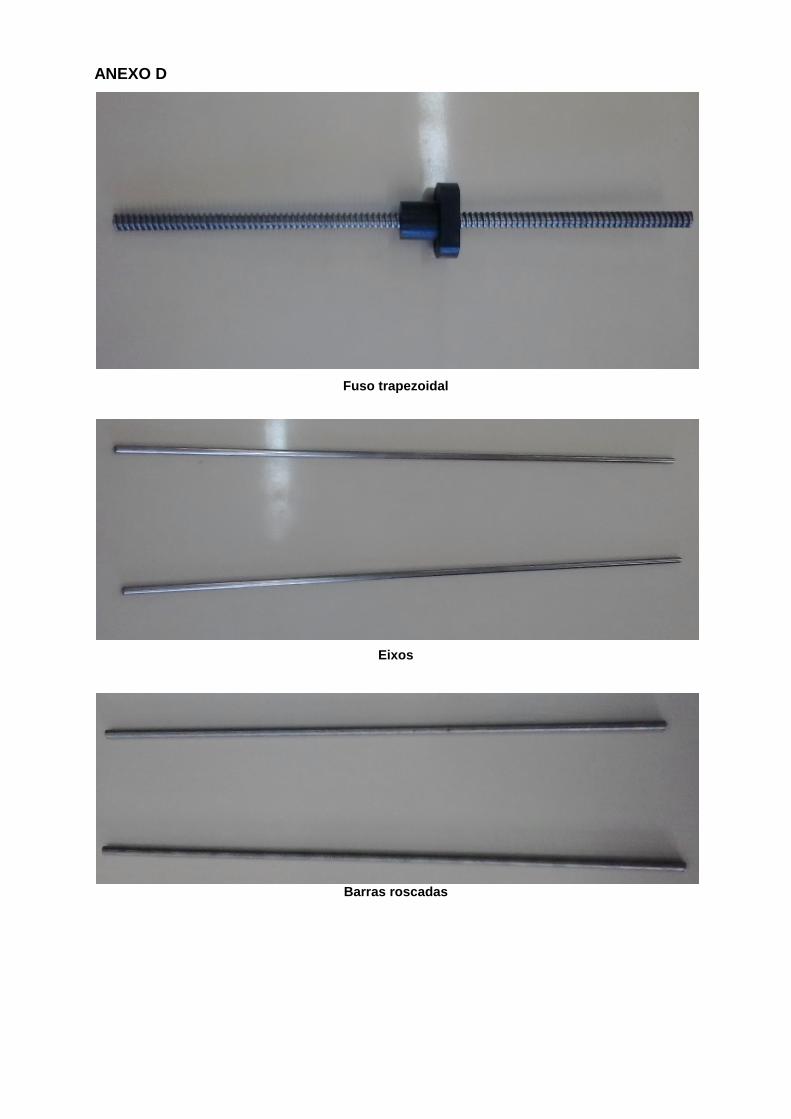
ANEXO D
Fuso trapezoidal
Eixos
Barras roscadas
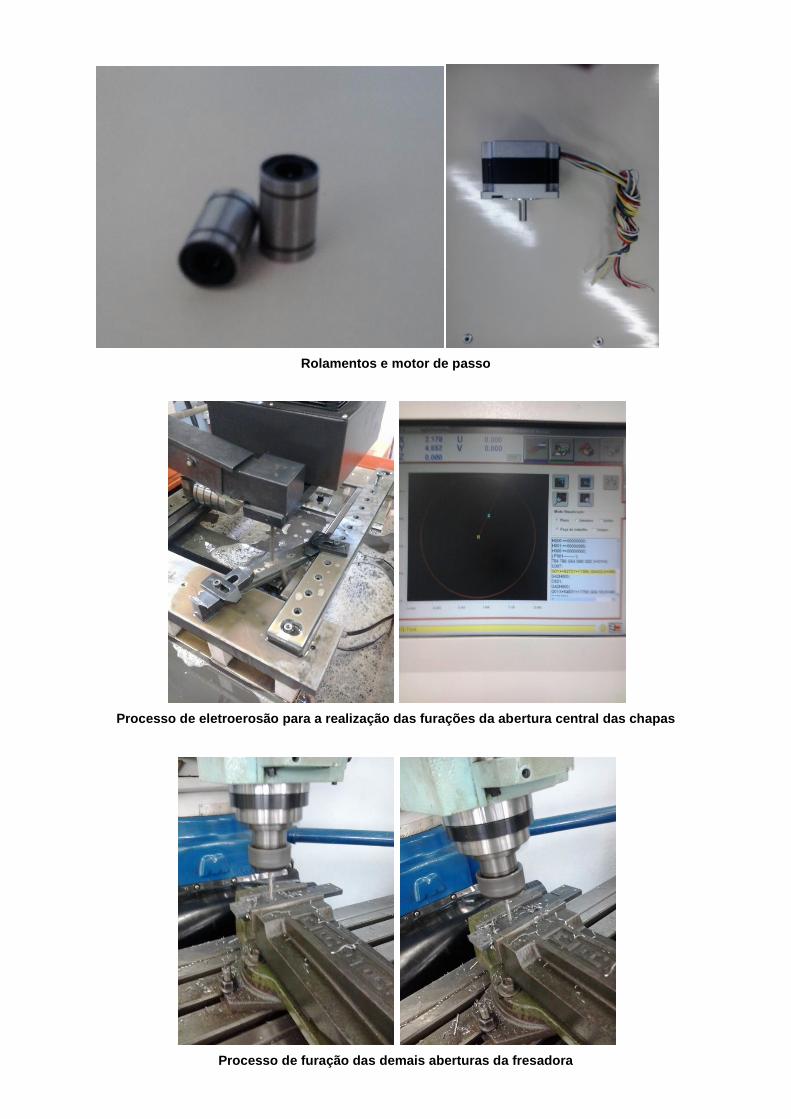
Rolamentos e motor de passo
Processo de eletroerosão para a realização das furações da abertura central das chapas
Processo de furação das demais aberturas da fresadora

Suporte do motor de passo
Chapa central
Montagem da estrutura

Montagem da estrutura
Montagem da estrutura

Montagem da estrutura
Estrutura de acoplamento da tocha de soldagem
Estrutura de acoplamento da tocha de soldagem
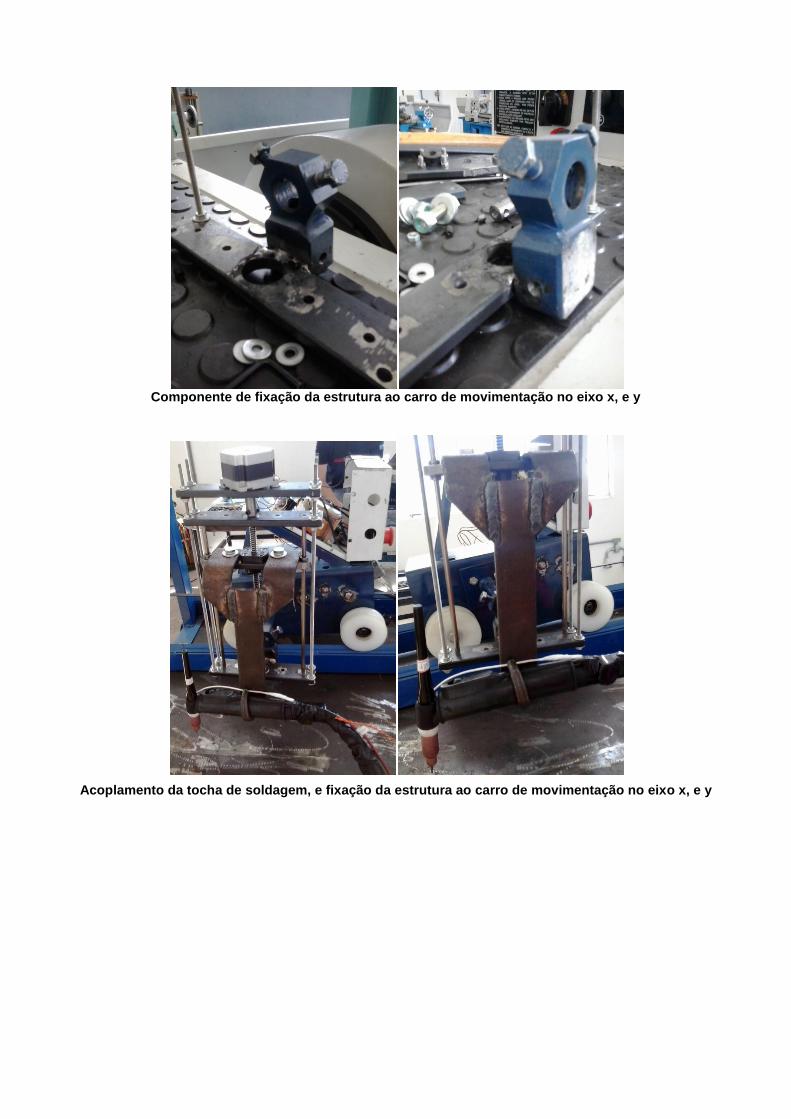
Componente de fixação da estrutura ao carro de movimentação no eixo x, e y
Acoplamento da tocha de soldagem, e fixação da estrutura ao carro de movimentação no eixo x, e y

Referências
MARQUES, Paulo Villani; ET al. Soldagem: fundamentos e tecnologia. 3 ed. Belo Horizonte: editora UFMG, 2009. ROZENFELD, Henrique; ET al. Gestão de Desenvolvimento de Produtos: Uma referência para a melhoria do processo. 1 ed. São Paulo: Saraiva, 2006. “Soldagem MIG/MAG” Disponível em: < http://www.merkle.com.br/mig-mag.html> Acesso em: 13/08/2014. “Soldagem TIG” Disponível em: <http://www.merkle.com.br/tig.html> Acesso em: 13/08/2014. “Sistema automático de abertura e controle do comprimento do arco para os
processos de soldagem TIG e Plasma” Disponível em: <http://www.sps-
soldagem.com.br/avc.php> Acesso em: 13/08/2014.
“BUG-O Systems” Disponível em: <http://www.bugo.com> Acesso em: 13/08/2014.
“ARC HEIGHT CONTROL (ARC VOLTAGE CONTROL)” Disponível em:
<http://www.autowelding.com/AHC_AHC-01-A-1(E).pdf> Acesso em: 13/08/2014.
“Microprocessadores II – Comunicação Serial (UART)” Disponível em:
<http://www.rc.unesp.br/igce/demac/alex/disciplinas/microII/EMA864315-Serial.pdf>
Acesso em: 22/10/2014.
“A4988 Stepper Motor Driver Carrier” Disponível em:
<http://www.pololu.com/product/1182> Acesso em: 22/10/2014
“O Protocolo Modbus” Disponível em: <http://www.cerne-tec.com.br/Modbus.pdf>
Acesso em: 23/10/2014





























