-
8/3/2019 Controle de Deformaes - cap.7
1/73
CONTROLE DE DEFORMAES
CONTROLE DEDEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
2/73
Controle de Deformaes
A deformao um dos mais srios problemas a ser enfrentado
nafabricao de estruturas e equipamentos soldados. O grande nmerode
variveis associado operao de soldagem fazem com que apreviso
acurada da deformao seja um assunto que apresentadificuldades.
Os equipamentos e estruturas so projetados para servios,
dimenses e tolerncias especficas. A menos que a deformao
sejaprevista e controlada, as dimenses requeridas podem no
serobtidas, as premissas de projeto podem ser invalidadas e a
aparnciado produto pode ser afetada.
tarefa do inspetor de soldagem conhecer as razes da deformao,de
que forma ela se manifesta e os recursos para elimin-la ou
reduzi-la a um mnimo aceitvel.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
3/73
ANALOGIA DA BARRA AQUECIDA Considere uma barra de ao como a da
figura. A medida que a barra
uniformemente aquecida, ela se expande em todas as direes.
Quandoo metal esfriar temperatura ambiente, ela ter se contrado
uniformemente para retornar s suas dimenses originais .
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
4/73
ANALOGIA DA BARRA AQUECIDA Se a barra tiver sua movimentao
restringida, como na figura
abaixo, enquanto for aquecida, a expanso lateral no pode
ocorrer.Entretanto, a expanso em volume tem que ocorrer de
algumaforma. Desta forma a barra se expande em maior quantidade
nadireo vertical .
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
5/73
ANALOGIA DA BARRA AQUECIDA medida que a barra deformada retorna
temperatura
ambiente, ela tender a se contrair uniformemente em todas
asdirees. A barra ser agora mais fina e apresentar maiorlargura, ou
seja, ela sofreu deformao permanente .
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
6/73
CAUSAS DA DEFORMAO Existem diversos fatores que podem contribuir
para a deformao
durante a soldagem e destes o aquecimento no uniforme da
junta soldada pelo arco ou chama, o mais importante. Nas juntas
soldadas estas mesmas foras de contrao e
dilatao atuam no metal de base e na zona fundida. Quando ometal
de adio depositado e se funde com o metal de base, eleest no seu
estado de expanso mximo. No resfriamento, ometal de solda tende a
se contrair para adquirir o volume quenormalmente ocuparia em
temperaturas mais baixas. Contudo,como ele est ligado ao metal de
base, a sua contrao ficarestringida.
Se o esforo de contrao for suficiente para puxar todo o metalde
base (toda a estrutura sendo soldada) ocorrer uma grandedeformao. A
restrio deliberadamente imposta (acessrios demontagem) ou a que
surge da natureza dos componentes, tem
influncia direta na deformao resultante da soldagem.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
7/73
CAUSAS DA DEFORMAO O clculo da deformao promovida pela operao de
soldagem
torna-se difcil, tendo em vista a influncia da temperatura
naspropriedades fsicas e mecnicas dos materiais conforme se
pode
ver na figura.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
8/73
CAUSAS DA DEFORMAO Com o aumento da temperatura, o limite de
escoamento, o
mdulo de elasticidade e a condutividade trmica do aodecrescem e
o coeficiente de dilatao trmica aumenta. Estas
variaes afetam o escoamento e a uniformidade de distribuiode
calor, tornando difcil conceber um modelo matemtico paracalcular
com preciso o valor das deformaes.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
9/73
CAUSAS DA DEFORMAO
Os principais fatores que influenciam naocorrncia de deformaes
so os seguintes: Energia de soldagem
Grau de restrio Tenses internas Propriedades dos materiais
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
10/73
CAUSAS DA DEFORMAO Energia de soldagem
Consideremos a soldagem de duas chapas numa junta dengulo.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
11/73
CAUSAS DA DEFORMAO Energia de soldagem
Se as duas chapas fossem aquecidas uniformemente e comcompleta
liberdade para se mover em todas as direes, elasretornariam a sua
forma original se lhes fosse permitido resfriaruniformemente at a
temperatura ambiente. Durante a soldagemo aquecimento no uniforme
e, no resfriamento, ocorre a
contrao desigual do metal de solda e das chapas. Se o cordode
solda no estivesse ligado s chapas, este, ao se resfriar,estaria
conforme indicado na figura c. Desta forma, para queele se ligasse
s chapas conforme indicado na Figurab, serianecessrio estic-lo
longitudinalmente e transversalmente, por
foras que excederiam a tenso de escoamento do material .
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
12/73
CAUSAS DA DEFORMAO Energia de soldagem
Durante a soldagem, o metal adjacente solda aquecido atquase a
ponto de fuso. A temperatura do metal de base a poucadistncia da
solda consideravelmente mais baixa. Esta grandediferena de
temperatura causa expanses no uniformesseguidas de um movimento do
metal base ou deformao nomesmo, se as partes a serem unidas
estiverem com sua
movimentao restringida. medida que a poa de fuso avana,o metal
base resfria e se contrai, da mesma forma como ocorrecom o metal de
solda. Se o metal ao redor da poa de fusorestringe a contrao, isto
, dificulta ao metal de base aquecidode se contrair, tenses
internas se desenvolvem.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
13/73
O volume de metal de base adjacente solda que contribui
para a deformao pode ser controlado pela quantidade decalor
introduzida pela soldagem.
O calor alm daquele aplicado pelo processo de soldagempode tambm
influir na deformao. O preaquecimento umexemplo disto. Se o
preaquecimento localizado for aplicadoincorretamente pode aumentar
a deformao .
CAUSAS DA DEFORMAO
Quanto menor a energia de soldagem, menor ser aquantidade de
metal de base adjacente solda
aquecida e, conseqentemente, menor ser adeformao.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
14/73
CAUSAS DA DEFORMAO Grau de Restrio
Se as chapas da figura abaixo tivessem restringidas as
suaspossibilidades de deformao, o nvel de tenses interna
seelevaria, haveria escoamento do cordo de solda e ao final,a pea
se acomodaria na temperatura ambiente com umpequeno grau de
deformao. Contudo, o que ocorre narealidade que as tenses internas
que surgem na solda e
no metal de base, durante o resfriamento, encontram alviona
deformao. Estando a deformao impedida oudificultada pelo uso de
acessrios, o nvel de tensesinternas aumenta e, no caso de grandes
espessuras, osurgimento de trincas pode ser inevitvel.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
15/73
Quanto maior o grau de restrio, maior o nvel detenses internas,
menor a possibilidade de deformao,porm, muito maior a possibilidade
do aparecimento de
trincas.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
16/73
CAUSAS DA DEFORMAO
Tenses internas Tenses internas esto geralmente presentes nos
componentes
de uma estrutura mesmo antes de sua fabricao e so causadaspor
vrios processos de conformao como laminao,dobramento, forjamento,
corte a frio e a quente.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
17/73
O calor aplicado durante a soldagem tende a aliviar as
tenses
resultantes dos processos de fabricao dos componentes. A
deformao final uma combinao da deformao devida asoldagem, com
aquela devida s tenses internas. As tenses internas podem ou no se
opor s tenses causadaspela soldagem, alterando a deformao
resultante anulando ou sesomando tenso resultante da soldagem;
difcil antecipar como seces conformadas reagem ao calor dasoldagem,
uma vez que o arranjo das tenses internas desconhecido. Um trecho
de uma seo pode se comportar demaneira inteiramente diferente de um
outro trecho da mesmaseco.
Tenses internas
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
18/73
No simples medir as tenses internas, nem fcil remov-las.
aconselhvel assumir que as peas que contenham considerveistenses
internas podem trazer problemas no que se refere deformao e assim
aplicar medidas para controlar seusmovimentos durante a
soldagem.
No caso de chapas e barras, as tenses que o trabalho deconformao
causa so conhecidas e o comportamento domaterial pode ser previsto.
Por exemplo, uma chapa que
tenha sido conformada para um formato curvo tende
aoendireitamento, quando as tenses de conformao soaliviadas
totalmente pelo calor da soldagem. Mas, noresfriamento podem acabar
produzindo um maiorencurvamento. , portanto, difcil estimar
precisamente emque extenso o movimento ocorre.
Tenses internas
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
19/73
CAUSAS DA DEFORMAO Propriedades dos Materiais Quanto maior o
valor do coeficiente de dilatao do material
maior ser a tendncia deformao durante a soldagem. Porexemplo,
uma estrutura ou equipamento fabricado em aoinoxidvel deforma
sempre mais que uma estrutura ouequipamento similar fabricado em ao
carbono, devido ao maiorcoeficiente de dilatao do ao inoxidvel.
Quanto maior a condutividade trmica menores so asdeformaes (a
dissipao de calor mais rpida). Quanto maior a tenso de escoamento
na rea da solda, maiores
as tenses residuais que podem agir para deformar a pea. O mdulo
de elasticidade a medida da rigidez de um material.
Materiais com mdulo de elasticidade baixo so mais suscetveiss
deformaes.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
20/73
CAUSAS DA DEFORMAO Propriedades dos Materiais
PROPRIEDADE VALOR DEFORMAO
Coeficiente de Dilatao Trmica
ALTO ALTA
BAIXO BAIXA
Condutividade Trmica ALTO BAIXA
BAIXO ALTA
Mdulo de Elasticidade ALTO BAIXABAIXO ALTA
Limite de Escoamento
ALTO ALTA
BAIXO BAIXA
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
21/73
TIPOS DE DEFORMAO As formas nas quais a
deformao pode aparecer soprincipalmente: a) Contrao transversal
b) Contrao longitudinal
c) Deformao angular d) Empenamento
(principalmente emmateriais finos)
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
22/73
TIPOS DE DEFORMAO
Deformao em junta detopo
Contrao transversal total = Largura original - Largura final
Contrao longitudinal total = Comprimento original - Comprimento
final
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
23/73
TIPOS DE DEFORMAO Deformao em junta de ngulo
Contrao transversal total = Largura original - Largura final
Contrao longitudinal total = Comprimento original - Comprimento
final
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
24/73
TIPOS DE DEFORMAO
A previso quantitativa das deformaes ainda difcil e limitada a
alguns casos simples.Na apostila constam alguns modelosmatemticos
para determinao das
deformaes em funo de fatoresgeomtricos e propriedades dos
materiais.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
25/73
PREVENO E CONTROLE DA DEFORMAO Medidas de preveno e controle da
deformao na
soldagem devem ser tomadas desde o projeto at a
montagem final de um equipamento ou de umaestrutura. As medidas
preventivas so as seguintes:
Evitar soldagem excessiva Usar chanfros duplos
Usar soldas intermitentes Usar o menor nmero possvel de passes
Posicionar as soldas prximas linha neutra Balancear as soldas em
torno da linha neutra Utilizar a soldagem em passe a r
Utilizar a pr-deformao e a disposio dorso a dorso
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
26/73
Medidas preventivas (continuao)
Usar gabaritos e dispositivos auxiliares de fixao emontagem
Planejar a seqncia de soldagem Uso de martelamento (peening) e
tratamento trmico Minimizar o tempo de soldagem Planejar a seqncia
de montagem dos equipamentos e
estruturas
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
27/73
PREVENO E CONTROLE DA DEFORMAO EVITAR SOLDAGEM EXCESSIVA
Reduzir ao mnimo a quantidade de metal depositado, pois
quantomaior a quantidade de metal depositado numa junta, maiores
seroas foras de contrao. Os chanfros devem ter abertura de
raizmnima mas o suficiente para permitir a execuo da soldagem coma
penetrao requerida. Em chapas relativamente espessas, o ngulodo
chanfro pode ser diminuindo se a abertura de raiz for aumentada
ou se chanfro J ou V for usado.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
28/73
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
29/73
PREVENO E CONTROLE DA DEFORMAO
USAR CHANFROS DUPLOS Uma junta com chanfro em X requer cerca de
metade da quantidadede metal depositado da necessria para uma junta
com chanfro em V
numa chapa de mesma espessura. Alm disso, a solda em ambos
oslados possibilita o equilbrio dos esforos de contrao.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
30/73
PREVENO E CONTROLE DA DEFORMAO USAR SOLDAS INTERMITENTES
Sempre que possvel, usar soldas intermitentes ao invs de
soldacontnua. Na unio de nervuras, as chapas de painis, por
exemplo,as soldas intermitentes podem reduzir em at 75% a
quantidade demetal depositado, mantendo ainda a necessria
resistncia.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
31/73
PREVENO E CONTROLE DA DEFORMAO USAR MENOR NMERO POSSVEL DE
PASSES
Usar, sempre que possvel, poucos passes. Do ponto de vista
de aquecimento da pea prefervel usar poucos eletrodos degrande
dimetro a muitos eletrodos de pequeno dimetro,quando a contrao
transversal pode ser um problema. Acontrao causada em cada passe
tende a ser cumulativa,quando no se aguarda o resfriamento
necessrio entre ospasses, aumentando, desse modo, a contrao total
quando
muitos passes so usados .
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
32/73
PREVENO E CONTROLE DA DEFORMAO USAR MENOR NMERO POSSVEL DE
PASSES
Entretanto, sempre que possvel, aguardar o resfriamento
entre
passes. O ideal, para diminuir as deformaes, fazer passes
maisestreitos na seqncia mostrada abaixo.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
33/73
PREVENO E CONTROLE DA DEFORMAO POSICIONAR AS SOLDAS PRXIMAS
LINHA NEUTRA
A deformao minimizada quando se tem o menor brao dealavanca
possvel para as foras de contratao puxarem o perfil forado seu
alinhamento. Tanto o projeto das soldas quanto a seqnciade soldagem
podem efetivamente ser utilizados para controlar estetipo de
deformao .
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
34/73
PREVENO E CONTROLE DA DEFORMAO BALANCEAR AS SOLDAS EM TORNO DA
LINHA NEUTRA
Esta prtica compensa uma fora de contrao com uma forapara
efetivamente minimizar a deformao da soldagem. Aquitambm o projeto
de montagem e a seqncia apropriada desoldagem so fatores
importantes.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
35/73
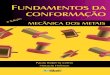
6.16.2 REPARTIO TRMICA E PLASTIFICAO
Figura 6.27 Distribuio de tenses residuais de uma solda
PREVENO E CONTROLE DA DEFORMAO UTILIZAR A SOLDAGEM EM PASSE A
R
medida em que cada cordo depositado, a extremidadeaquecida se
expande, o que temporariamente separa as chapasem B. Mas, como o
calor se escoa atravs da chapa para C, aexpanso ao longo da borda
CD leva as chapas a se juntarem.Esta separao mais pronunciada
quando o primeiro cordo depositado. Com os cordes sucessivos, as
chapas seexpandem cada vez menos devido restrio das
soldasanteriores. A soldagem com passe a r pode no ser efetiva
emtodas as aplicaes.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
36/73
PASSE R
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
37/73
PREVENO E CONTROLE DA DEFORMAO UTILIZAR A PR-DEFORMAO E A
DISPOSIO DORSO A DORSO
A pr-deformao consiste em colocar as partes a serem soldadasfora
de posio de forma que a contrao trabalhe de maneira
construtiva. A Figura mostra alguns exemplos de conjuntos que
sopr-deformados para a execuo da soldagem. A quantidaderequerida de
pr-deformao para que a contrao coloque as peasno alinhamento pode
ser determinada a partir de poucas soldasexperimentais.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
38/73
PREVENO E CONTROLE DA DEFORMAO UTILIZAR A PR-DEFORMAO E A
DISPOSIO DORSO
A DORSO
O pr-encurvamento ou pr-tensionamento das peas a seremsoldadas
um exemplo simples do uso de foras mecnicasopostas para interagir
com a deformao devida soldagem.O topo da solda, a qual conter o
maior volume de metal deadio, esticado quando as chapas so
encurvadas. Assim a
solda pronta um pouco maior do que se ela tivesse sido feitacom
a chapa plana. Quando os grampos so retirados, aps asoldagem, as
chapas retornam forma plana, permitindo solda aliviar suas tenses
de contrao longitudinal,endireitando-se e diminuindo seu
comprimento. As duas aesse superpem e as chapas soldadas assumem a
forma plana
desejada.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
39/73
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
40/73
PREVENO E CONTROLE DA DEFORMAO UTILIZAR A PR-DEFORMAO E A
DISPOSIO DORSO
A DORSO
Balanceamento das de contrao em soldagem de peasidnticas; Dispor
as peas uma contra a outra (dorso a dorso). Na
soldagem as tenses de contrao tendem a se anular;
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
41/73
PREVENO E CONTROLE DA DEFORMAO GABARITOS E DISPOSITIVOS
AUXILIARES DE
FIXAO E MONTAGEM
So criadas foras de restrio s foras decontrao atravs do uso de
gabaritos e dispositivosauxiliares de fixao e montagem.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
42/73
PREVENO E CONTROLE DA DEFORMAO GABARITOS E DISPOSITIVOS
AUXILIARES DE
FIXAO E MONTAGEM Os dispositivos auxiliares de fixao e montagem,
quando permitidos,
devem atender aos requisitos especficos e materiais do
equipamentoou estrutura.
O ponteamento dos dispositivos deve receber os mesmos
cuidadosdas soldas definitivas,ou seja procedimentos e
soldadores
qualificados,seguindo todos os requisitos do procedimento,
comomateal de adio, pr e ps aquecimento, etc...; O nmero de
dispositivos auxiliares de fixao e montagem deve ser
minimizado, sendo prefervel, sempre que possvel, o uso
dosdispositivos que limitam a deformao angular (embicamento) e
quepermitem a contrao transversal livre.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
43/73
Os dispositivos auxiliares de fixao e montagem no devemser
removidos por impacto e a rea da solda provisria no
deve apresentar mordedura, poro, trinca, reduo de espessuraou
remoo incompleta.
Aps a remoo,o local deve ser inspecionado visualmente epor
L.P.;
A reposio de material para corrigir a reduo de espessura,se
necessria, pode ser feita por soldagem, observando osrequisitos da
norma de soldagem para reparos de defeitos desolda.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
44/73
PREVENO E CONTROLE DA DEFORMAO PLANEJAMENTO DA SEQNCIA DE
SOLDAGEM
Planejamento da seqncia de soldagem envolve a deposio de
material em diferentes pontos do conjunto, assim, medida que
omesmo contrai num ponto, ele ir interagir com foras de contraode
soldas j executadas. Um exemplo disto a soldagem alternadaem ambos
os lados da linha neutra de uma junta com chanfrosimtrico.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
45/73
PLANEJAMENTO DA SEQNCIA DE SOLDAGEM
Para soldas em ngulo um planejamento adequado consisteem se
executar soldas intermitentes.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
46/73
PREVENO E CONTROLE DA DEFORMAO PLANEJAMENTO DA SEQNCIA DE
SOLDAGEM
Quando invivel a aplicao da vrios cordes alternados emprega-se o
chanfro assimtrico.
O lado a ser preenchido por ltimotem maior volume de
metaldepositado para compensar arestrio imposta pela primeira
solda.Nestes casos, apesar daprofundidade do chanfro ser menor,seu
ngulo ser maior para garantireste volume
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
47/73
PREVENO E CONTROLE DA DEFORMAO PLANEJAMENTO DA SEQNCIA DE
SOLDAGEM
A seqncia de soldagem em equipamentos cilndricos que
tiverem deformao mecnica, deve levar em considerao adiferena de
rigidez para esforos internos e externos. Ovolume maior de solda
deve estar no lado cncavo da pea(lado interno), que o lado que
apresenta maior rigidez sendomenos suscetvel ao embicamento que o
lado convexo.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
48/73
PREVENO E CONTROLE DA DEFORMAO MARTELAMENTO (PEENING)
Atravs de (pequenas) deformaes, no sentido contrrio tendncia de
deformao da solda, anulando as foras decontrao;
Realizado com o material ainda quente; Normalmente as normas no
permitem o martelamento no
passe de raiz como preveno ao trincamento, devido
poucaquantidade de material;
Tambm no permitido no passe de acabamento, pois podemascarar
descontinuidades superficiais; Antes domartelamento ser empregado,
deve-se obter umprocedimento aprovado.
O procedimento deve ser aprovado com o uso domartelamento.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
49/73
PREVENO E CONTROLE DA DEFORMAO TRATAMENTO TRMICO
Por meio do aquecimento, as propriedades mecnicas do
material
caem e com isto as tenses existentes se tornam maiores que
olimite de escoamento do material e provocam pequenasdeformaes,
aliviando as tenses.
Deve haver controle das taxas de aquecimento e resfriamento,
paraque evitar que se obtenha efeito adverso;
Deve haver controle da temperatura e tempo de tratamento para
que
se obtenha o alvio esperado. Via de regra, os parmetros acima
citados so normalizados.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
50/73
PREVENO E CONTROLE DA DEFORMAO MINIMIZAR O TEMPO DE SOLDAGEM
Uma vez que complexos ciclos de aquecimento e resfriamento
se
passam durante a soldagem, e como necessrio um tempo paraa
transmisso de calor, natural que o tempo de soldagem afetea
deformao.
Geralmente desejvel terminar rapidamente a soldagem, antesque um
grande volume de metal adjacente solda se aquea e
se expanda. O processo de soldagem, o tipo e bitola dos
eletrodos, a corrente
de soldagem e a velocidade de deslocamento, afetam destaforma o
grau de contrao e deformao dos conjuntos soldados.
O uso de eletrodos com revestimento de p de ferro e osprocessos
automticos reduzem o tempo de soldagem,provocando menos deformao
.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
51/73
PREVENO E CONTROLE DA DEFORMAO Exemplo de seqncia de montagem de
tanque de armazenamento que
visa minimizar a deformao na soldagem Posicionamento das chapas
do fundo. A solda em ngulo das chapas
superpostas permitir, numa etapa posterior, a soldagem com
restrio dacontrao transversal; Soldagem da parte do fundo situada
sob o costado. So possveis dois modos
de disposio das chapas, como indica a figura;
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
52/73
PREVENO E CONTROLE DA DEFORMAO Seqncia de montagem de tanque
de
armazenamento (costado) Montagem do 1 e 2 anis do costado;
Execuo das soldas V1 e V2 do costado; Execuo da solda H1.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
53/73
PREVENO E CONTROLE DA DEFORMAO Seqncia de montagem de tanque de
armazenamento (fundo / teto)
Execuo das soldas em nguloentre costado e fundo. Os
soldadoresdevem atuar em setoresdiametralmente opostos. Esta
soldaest sujeita a uma contraolongitudinal elevada, motivo pelo
qual
somente 20 cm do fundo encontra-sesoldado nesta fase;
Soldagem dos trechos P1,constituindo um anel de chapasmarginais
do fundo
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
54/73
PREVENO E CONTROLE DA DEFORMAO Seqncia de montagem de tanque de
armazenamento
(fundo / teto)
Soldagem de todas as juntas P2 do fundo; Soldagem das juntas de
grande comprimento do fundo
seqncia P3, P4, P5; Soldagem do fundo ao anel marginal (solda
P6). Os
soldadores devem atuar em setores opostos; Na soldagem do teto
aplica-se o mesmo raciocnio de
sequncia de soldagem utilizado para o fundo.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
55/73
PREVENO E CONTROLE DA DEFORMAO Seqncia de montagem de esfera
As soldas das colunas s chapas equatoriais e das conexes schapas
polares so feitas na fase da pr-fabricao esubmetidas a tratamento
trmico de alvio de tenses, quandoo equipamento, aps concludo, no
for tratado termicamenteem sua totalidade. Caso seja feito
tratamento trmico total ao
final da construo da esfera, no h necessidade deste.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
56/73
PREVENO E CONTROLE DA DEFORMAO Seqncia de montagem de esfera
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
57/73
PREVENO E CONTROLE DA DEFORMAO Seqncia de montagem de esfera
a) Montagem das colunas e chapas da zona equatorial;
b) Soldagem das juntas verticais V1 da zona equatorial; c)
Soldagem das emendas, H2, das colunas; d) Montagem das zonas
intermedirias e soldagem das juntas V2; e) Soldagem das juntas
horizontais H1. Os soldadores so dispostos
simetricamente;
f) Montagem das partes que compem os plos. Soldagem dasjuntas
V3; g) Soldagem das horizontais H3. So soldas que dispem de
pequeno
grau de liberdade de contrao e, por isso, apresentam a
maiorprobabilidade de apresentar trincas. Este defeito pode ocorrer
tantodurante a montagem como em servio, no caso dos vasos sem
tratamento de alvio de tenses.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
58/73
PREVENO E CONTROLE DA DEFORMAO Seqncia de montagem de esfera
A obedincia seqncia de montagem tanto mais
necessria quanto maior a resistncia do materialempregado.
A seqncia de enchimento dos chanfros funo da posiodos
dispositivos de montagem. No hemisfrio superior osdispositivos so
instalados no lado externo e a soldagem
inicia-se no lado interno. No hemisfrio inferior ocorre
oinverso. Os chanfros podem ser assimtricos com o ladomenor
reservado goivagem.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
59/73
CORREO DE DEFORMAES Nem sempre possvel controlar as deformaes
dentro de
limites aceitveis, especialmente quando nos deparamos com um
novo produto fabricado pela primeira vez. Em certos casos, mais
prtico ou econmico permitir que a deformao ocorra ecorrigi-la aps a
soldagem. Tambm existem situaes ondedeformaes intolerveis ocorrem,
apesar de se ter pensado eplanejado o controle das deformaes antes
de se iniciar asoldagem.
Em tais circunstncias, normalmente possvel corrigir adeformao,
contanto que a pea no tenha que se contrair muitoe que a deformao
resultante seja bastante pequena parasatisfazer as dimenses
requeridas da pea.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
60/73
CORREO DE DEFORMAES RESSOLDAR
Se a junta de topo permanece embicada aps a soldagem, e
se o embicamento suficientemente grande para garantir acorreo,
um chanfro pode ser aberto por goivagem comeletrodo de carvo ou
oxicorte ao longo do embicamento dajunta no lado convexo do
embicamento e reenchido commetal de solda. O tamanho do chanfro
deve ser determinadode forma que as foras de contrao causadas pelo
calor dagoivagem ou oxicorte e da ressoldagem subseqentes
sejasuficiente para remover o embicamento.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
61/73
CORREO DE DEFORMAES USO DE PRENSAS
Partes de uma estrutura ou equipamento que estejam
empenadas ou com sua forma mudada podem ser corrigidaspor meio
de martelamento com marretas e martelos. Muitasvezes, um conjunto
inteiro que esteja empenado pode serendireitado numa prensa; neste
caso, deve-se inserir calosentre o conjunto e as mesas da
prensa.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
62/73
CORREO DE DEFORMAES USO DE MARRETAS E MARTELOS
Quando permitido, o uso de martelos e marretas deve
sercriterioso para no se provocar mais deformao do que asque se
pretende retirar. As regies da estrutura ouequipamento que sofrero
o impacto da marreta devero ser
protegidas para se evitar a formao de mossas oudeformaes
localizadas.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
63/73
CORREO DE DEFORMAES USO DO AQUECIMENTO LOCALIZADO
O aquecimento localizado atravs de um maarico muito
usado para corrigir deformaes. Quando um componentemetlico
aquecido localizadamente, a regio aquecidatender a se expandir e a
expanso ser contida pelo metalmais frio da vizinhana. Uma vez que a
regio aquecida relativamente mais fraca (devido perda de
propriedades
mecnicas ocasionada pelo aquecimento), as foras que seopem
expanso iro comprimir a regio aquecida. A regioaquecida se deformar
e aumentar de espessura. Noresfriamento, esta regio se contrair e a
contraopromover o endireitamento da pea.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
64/73
Aquecimento Localizado
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
65/73
Aquecimento Localizado
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
66/73
AQUECIMENTO LOCALIZADO Existem vrias maneiras pelas quais o
aquecimento localizado pode
ser aplicado para corrigir deformaes indesejveis, mas somente
a
experincia pode dizer o melhor mtodo a ser aplicado a um
casoparticular. Em todos os casos, o maior perigo a supercontrao da
rea que
est sendo aquecida, o que pode causar uma deformao muito piorque
a original. A supercontrao pode ser causada pelo aquecimentode uma
rea muito grande ou pelo aquecimento at uma
temperatura muito alta. A experincia o melhor guia nadeterminao
do tamanho da rea a ser aquecida. No que concerne temperatura,
geralmente aconselhvel restringir a temperaturada rea a 600-650C,
que deve ser rigorosamente controlada deforma a evitar problemas
metalrgicos no material.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
67/73
AQUECIMENTO LOCALIZADO Do maarico a ser utilizado, no
se requer altas temperaturas,
mas necessria uma grandechama para um aquecimentorpido. O
sucesso da tcnicadepende do estabelecimento deum grande diferencial
detemperatura (gradiente) na peaentre o local que recebe a
chama e a rea circunvizinha. Para acelerar a operao e
evitar que a rea aquecida sejamaior, uma pistola atomizadorade
gua , algumas vezes,usada para acelerar o
resfriamento.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
68/73
AQUECIMENTO LOCALIZADO
Quando uma chapa,relativamente fina de um painelcom uma armao
robusta a
ela soldada, se encontraempenada, o empenamento dachapa,
normalmente, pode serremovido pelo aquecimento depontos no lado
convexo dachapa. Em tais casos, adeformao devida soldagem
razoavelmente regular, demodo que os pontos podem serdispostos
simetricamente,iniciando-se no centro dabarriga e prosseguindo
emdireo ao vigamento.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
69/73
AQUECIMENTO LOCALIZADO
O aquecimento em linha reta freqentemente usado para corrigir
a
deformao angular causada porsoldas em ngulos de juntas
emngulo.
O aquecimento geralmente segue alinha da junta soldada, mas
ampliado ao componente da junta dolado oposto quele que foi
soldado.
O aquecimento pode seracompanhado pelo resfriamento comjatos de
gua no lado oposto. Destaforma, a contrao devida soldagem
contrabalanceada pela contraocausada pelo aquecimento do
maarico.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
70/73
AQUECIMENTO LOCALIZADO
Em todas as aplicaes doaquecimento localizado, que no
seja aquecimento em pontos depainis finos, uma zona em formade
cunha deve ser produzida. Ocalor deve ser aplicado da baseao vrtice
da cunha, penetrandoatravs da espessura da chapa,
de forma a manter uma mesmatemperatura. A forma e otamanho da
zona aquecida deveser especificada peloprocedimento aprovado
decorreo de deformaes.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
71/73
AQUECIMENTO LOCALIZADO
Uso do aquecimento localizado para chapas no planas na
superfcie(a) e para empenamentos nas bordas de chapa (b).
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
72/73
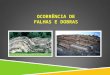
AQUECIMENTO LOCALIZADO
Endireitamento de quadro metlico.
CONTROLE DE DEFORMAES
-
8/3/2019 Controle de Deformaes - cap.7
73/73
AQUECIMENTO LOCALIZADO
Correo de bases deformadas de equipamento (SKID).
CONTROLE DE DEFORMAES