Embed Size (px)
Citation preview

Análise FingerprintA optimização da eficiência das caldeiras industriais é um bom investimento.
Country Service Organization

2 Análise Fingerprint

Análise Fingerprint 3
O preço médio do petróleo é um bom indi-cador dos custos gerais da energia. Entre 1989 e 2002 o preço do barril de petróleo situava-se por volta dos 20 USD, tendo
subido para 50 USD em 2005 e atingido quase 150 USD em meados de 2008. Para além das dores de cabeça que tal volatilidade causa no planeamento financeiro, o aparecimento destas pesadas contas energéticas atinge drasticamente a rentabilidade das empresas. Para equipamentos com consumo intensivo de energia, como as caldeiras industriais, este é um desafio particularmente premente: uma caldeira a gás natural de 68.040 kg (150 klb) vapor/h incorreria numa factura de combustível de cerca de 5 milhões de USD entre 1989 e 2002, aumentando para 10 milhões em 2007 e para 20 milhões em 2008, sendo sempre uma incógnita a sua evolução futura.
O hardware e software dedicados à optimização da operação das caldeiras são agentes importantes para a redução de custos. A sua operação correcta traz claros benefícios: − Poupanças energéticas − Melhoria da resposta às necessidades de vapor − Extensão da gama de operação das caldeiras − Aumento da fiabilidade − Melhoria da segurança − Redução da pegada de carbono
ROBERT HORTON – As caldeiras são a base para a produção de vapor numa vasta gama de ambientes industriais e, para muitos operadores, a sua factura energética anual atinge os milhões ou dezenas de milhões de dólares. A optimização da sua operação é efectuada correntemente através de processos sofisticados de supervisão e controlo mas, com a passagem do tempo, o hardware e o software responsáveis podem degradar-se. Quando a factura de energia é avultada, é muito vantajosa a adopção de medidas para evitar esta degradação e assim reduzir os consumos energéticos. É esta a razão da popularidade da análise Fingerprint da ABB, que cria verdadeiras impressões digitais através da identificação dos pontos onde são necessárias a actualização ou a reparação das malhas de controlo e hardware, levando invariavelmente a reduções significativas nas facturas energéticas e nas emissões de carbono associadas. Como demonstrado através de um exemplo, a análise Fingerprint amortiza-se num prazo muito curto.
Imagem do títuloUma operação eficiente das caldeiras industriais exige um controlo preciso dos seus parâmetros. A análise Fingerprint da ABB ajuda a atingir este objectivo
4 Análise Fingerprint
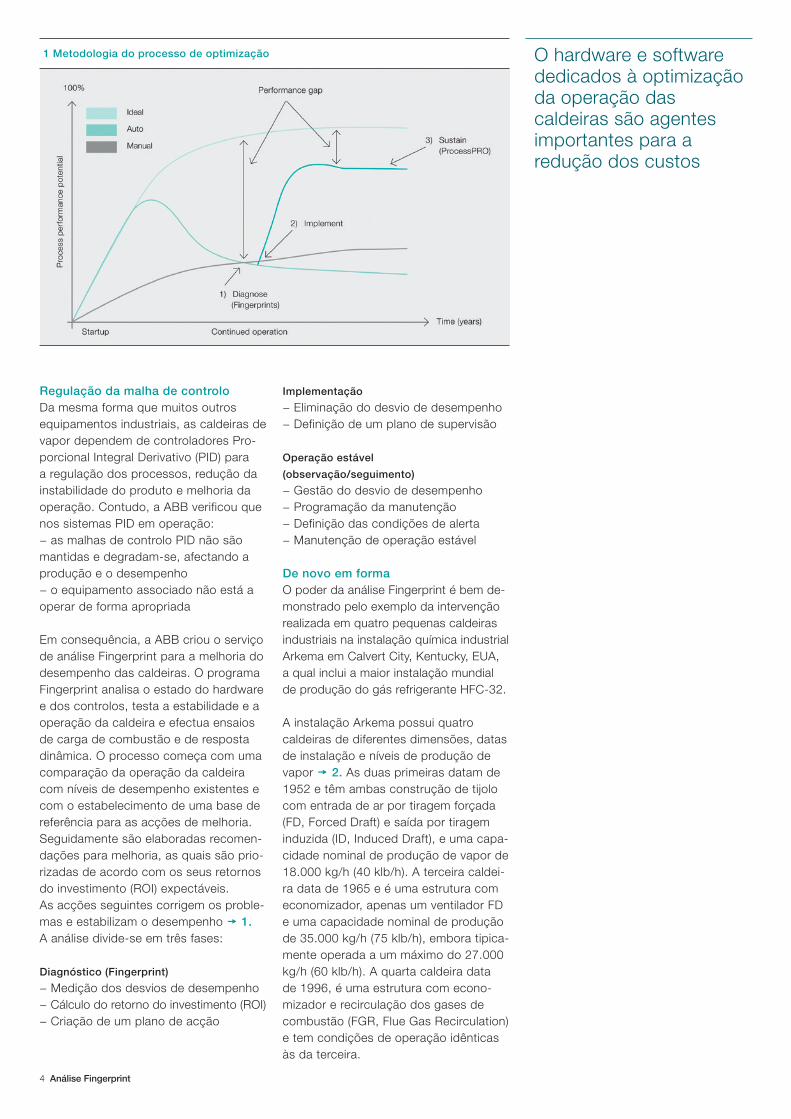
1 Metodologia do processo de optimização
Implementação − Eliminação do desvio de desempenho − Definição de um plano de supervisão
Operação estável
(observação/seguimento) − Gestão do desvio de desempenho − Programação da manutenção − Definição das condições de alerta − Manutenção de operação estável
De novo em forma O poder da análise Fingerprint é bem de-monstrado pelo exemplo da intervenção realizada em quatro pequenas caldeiras industriais na instalação química industrial Arkema em Calvert City, Kentucky, EUA, a qual inclui a maior instalação mundial de produção do gás refrigerante HFC-32.
A instalação Arkema possui quatro caldeiras de diferentes dimensões, datas de instalação e níveis de produção de vapor 2. As duas primeiras datam de 1952 e têm ambas construção de tijolo com entrada de ar por tiragem forçada (FD, Forced Draft) e saída por tiragem induzida (ID, Induced Draft), e uma capa-cidade nominal de produção de vapor de 18.000 kg/h (40 klb/h). A terceira caldei-ra data de 1965 e é uma estrutura com economizador, apenas um ventilador FD e uma capacidade nominal de produção de 35.000 kg/h (75 klb/h), embora tipica-mente operada a um máximo do 27.000 kg/h (60 klb/h). A quarta caldeira data de 1996, é uma estrutura com econo-mizador e recirculação dos gases de combustão (FGR, Flue Gas Recirculation) e tem condições de operação idênticas às da terceira.
Regulação da malha de controlo Da mesma forma que muitos outros equipamentos industriais, as caldeiras de vapor dependem de controladores Pro-porcional Integral Derivativo (PID) para a regulação dos processos, redução da instabilidade do produto e melhoria da operação. Contudo, a ABB verificou que nos sistemas PID em operação: − as malhas de controlo PID não são mantidas e degradam-se, afectando a produção e o desempenho − o equipamento associado não está a operar de forma apropriada
Em consequência, a ABB criou o serviço de análise Fingerprint para a melhoria do desempenho das caldeiras. O programa Fingerprint analisa o estado do hardware e dos controlos, testa a estabilidade e a operação da caldeira e efectua ensaios de carga de combustão e de resposta dinâmica. O processo começa com uma comparação da operação da caldeira com níveis de desempenho existentes e com o estabelecimento de uma base de referência para as acções de melhoria. Seguidamente são elaboradas recomen-dações para melhoria, as quais são prio-rizadas de acordo com os seus retornos do investimento (ROI) expectáveis. As acções seguintes corrigem os proble-mas e estabilizam o desempenho 1. A análise divide-se em três fases:
Diagnóstico (Fingerprint)
− Medição dos desvios de desempenho − Cálculo do retorno do investimento (ROI) − Criação de um plano de acção
O hardware e software dedicados à optimização da operação das caldeiras são agentes importantes para a redução dos custos
Análise Fingerprint 5
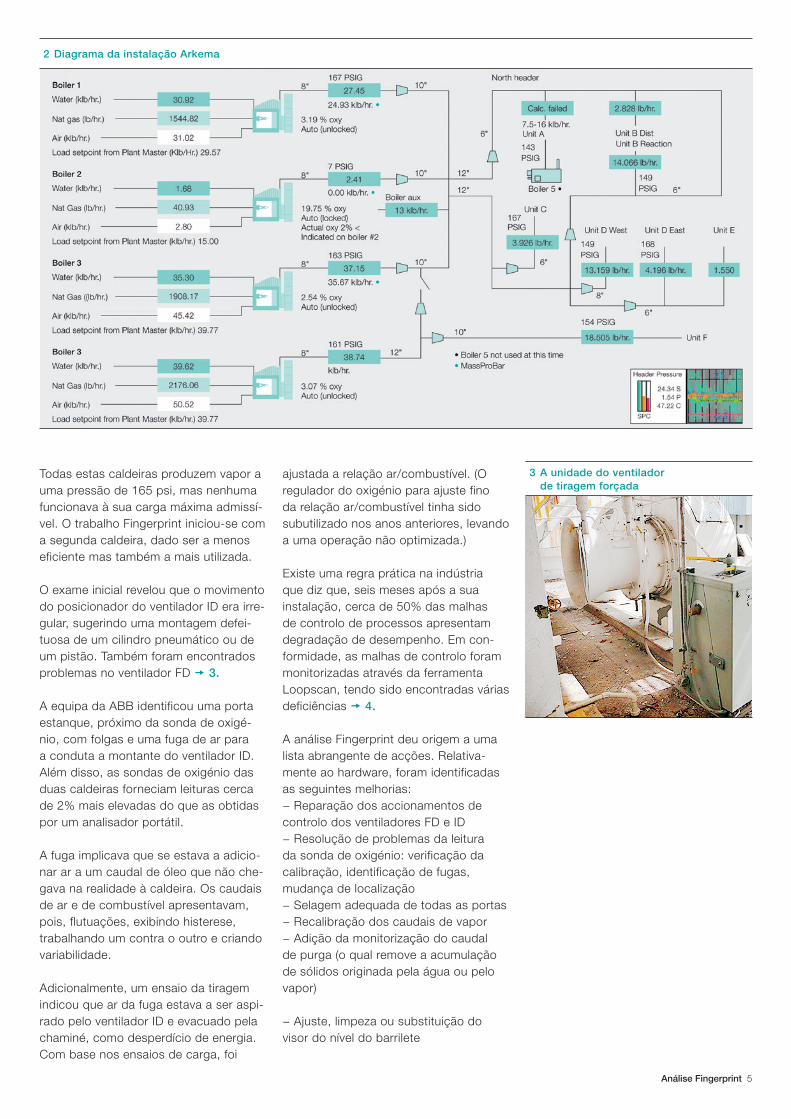
2 Diagrama da instalação Arkema
3 A unidade do ventilador de tiragem forçada
Todas estas caldeiras produzem vapor a uma pressão de 165 psi, mas nenhuma funcionava à sua carga máxima admissí-vel. O trabalho Fingerprint iniciou-se com a segunda caldeira, dado ser a menos eficiente mas também a mais utilizada.
O exame inicial revelou que o movimento do posicionador do ventilador ID era irre-gular, sugerindo uma montagem defei-tuosa de um cilindro pneumático ou de um pistão. Também foram encontrados problemas no ventilador FD 3.
A equipa da ABB identificou uma porta estanque, próximo da sonda de oxigé-nio, com folgas e uma fuga de ar para a conduta a montante do ventilador ID. Além disso, as sondas de oxigénio das duas caldeiras forneciam leituras cerca de 2% mais elevadas do que as obtidas por um analisador portátil.
A fuga implicava que se estava a adicio-nar ar a um caudal de óleo que não che-gava na realidade à caldeira. Os caudais de ar e de combustível apresentavam, pois, flutuações, exibindo histerese, trabalhando um contra o outro e criando variabilidade.
Adicionalmente, um ensaio da tiragem indicou que ar da fuga estava a ser aspi-rado pelo ventilador ID e evacuado pela chaminé, como desperdício de energia. Com base nos ensaios de carga, foi
ajustada a relação ar/combustível. (O regulador do oxigénio para ajuste fino da relação ar/combustível tinha sido subutilizado nos anos anteriores, levando a uma operação não optimizada.)
Existe uma regra prática na indústria que diz que, seis meses após a sua instalação, cerca de 50% das malhas de controlo de processos apresentam degradação de desempenho. Em con-formidade, as malhas de controlo foram monitorizadas através da ferramenta Loopscan, tendo sido encontradas várias deficiências 4.
A análise Fingerprint deu origem a uma lista abrangente de acções. Relativa-mente ao hardware, foram identificadas as seguintes melhorias: − Reparação dos accionamentos de controlo dos ventiladores FD e ID − Resolução de problemas da leitura da sonda de oxigénio: verificação da calibração, identificação de fugas, mudança de localização − Selagem adequada de todas as portas − Recalibração dos caudais de vapor − Adição da monitorização do caudal de purga (o qual remove a acumulação de sólidos originada pela água ou pelo vapor)
− Ajuste, limpeza ou substituição do visor do nível do barrilete
6 Análise Fingerprint
4 Resultados da supervisão das malhas de controlo
Controlo Processo Condição do sinal
C1: Manual P1: ORC fora da gama S1: Quantificado
C2: Ponto de operação oscilante
P2: Dimensão do ORC S2: Ruído excessivo
C3: Gama morta P3: Problema do ORC S3: Picos
C4: Offset P4: Fuga do ORC S4: Step Out
C5: Sobre-controloP5: Perturbação intermitente
S5: Compressão
C6: Controlo lentoS6: Perturbação persistente
S6: Sobre-filtragem
C7: Curso do ORC P7: Questinável S7: Taxa de amostragem
ORC: Órgão de regulação e controlo (FCE = Final Control Element)
5 A redução do caudal de oxigénio traz poupanças significativas
Para a lógica de controlo foi estabelecida a seguinte lista de acções: − Realização de ensaios completos de combustão para afinação das curvas de vapor-ar, especialmente para o óleo − Actualização da lógica de controlo de acordo com os standards de implemen-tação em vigor − Ajuste da lógica para indicar quando o óleo/gás está desligado − Actualização do cálculo de excesso de ar
E para a regulação, os seguintes: − Reajuste das malhas de controlo para serem menos agressivas − Redução das tendências para picos e oscilações na saída − Adição de filtragem na medição de nível para redução de instabilidades na alimentação de água − Redução da filtragem nas medições antigas do caudal de vapor
Como resultado destas medidas, as leituras de oxigénio, anteriormente na gama de 6 a 7 por cento, foram reduzi-das para valores abaixo dos 5 por cento, reflectindo menores níveis de admissão, aquecimento e evacuação de ar, daí resultando elevadas poupanças de com-bustível 5.
Só na segunda caldeira foram obtidas, sem necessidade de grandes investi-mentos de capital, poupanças da ordem dos 75 mil USD.
A terceira caldeira apresentava o problema de falhar, sem explicação aparente, em alturas de tempestade. A equipa da ABB identificou a fonte do problema: um ventilador FD com tomada de ar no telhado, cuja posição levava à adulteração das leituras dos tubos Pitot aí instalados por efeito do cisalhamento de vento. A construção de uma simples cobertura de protecção resolveu o problema.
Acessoriamente, foi demonstrada a se-gurança da operação da caldeira a níveis de carga mais elevados, melhorando-se assim a rentabilização do investimento realizado.
No seu conjunto a análise Fingerprint, com um custo de cerca de 25 mil USD por caldeira, conseguiu uma poupança energética anual de cerca de 237 mil USD.
A análise Fingerprint tem sido aplica-da com sucesso semelhante a outras instalações de caldeiras industriais, promovendo a redução quer dos con-sumos energéticos, quer das emissões de gases de efeito de estufa. Com o aumento das preocupações ambien-tais, a importância do serviço de análise Fingerprint da ABB irá também ser mais significativa.
As recomendações para melhoria são analisadas e priorizadas de acordo com os seus retornos de investimento expectáveis (ROI).
Acessoriamente, foi demonstrada a segurança da operação da caldeira a níveis de carga mais elevados, melhorando-se assim a rentabilização do investimento realizado.
Robert Horton
ABB Optimization Service
Atlanta, GA, EUA
Contacte-nos
© C
opyr
ight
201
3 A
BB
, S
.A.
Tod
os o
s d
ireito
s re
serv
ados
.ABB, S.A. Tel. 24 horas: 963 025 684Rua Aldeia Nova, s/nº4455-413 PerafitaTel.: +351 229 992 500Fax: +351 229 992 572
Estrada de Eiras, 126 r/c3020-199 CoimbraTel: +351 239 495 258Fax: +351 239 495 260
Quinta da Fonte, Edifício Plaza I2774-002 Paço de Arcos Tel: +351 214 256 000Fax: +351 214 256 247













![“Software Based Fingerprint Liveness Detection” …repositorio.unicamp.br/bitstream/REPOSIP/259824/1/...Different fingerprint liveness detection algorithms have been proposed [2]](https://img.document.onl/doc/110x75/5fcf7364f5d5663f1f3f60e7/aoesoftware-based-fingerprint-liveness-detectiona-different-fingerprint-liveness.jpg)