-
Franco Canan
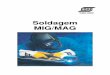
9.2) Inspeo com lquido penetrante Este mtodo de END usado para a
revelao de descontinuidades
superficiais e baseado na penetrao destas por um lquido
apropriado e na sua posterior remoo pela aplicao de um material
absorvente (revelador) na superfcie sendo examinada (figura
9.2).
Figura 9.2- Princpios bsicos da inspeo com lquidos penetrantes:
(a) pea com trinca superficial, (b) aplicao do lquido penetrante,
(e) penetrao, (d) remoo do excesso de
lquido, (e) aplicao do revelador e (f) formao da indicao da
trinca.
Este mtodo simples, rpido e barato, pode ser aplicado a peas de
praticamente qualquer tamanho, pode ser usado para peas nicas ou em
batelada (no caso de produo seriada), tem uma grande sensibilidade
para a deteco de trincas finas e, em contraste com a inspeo com
partculas magnticas, no afetado pela orientao da descontinuidade.
Por outro lado, o mtodo no se aplica para descontinuidades
internas, o seu resultado fortemente influenciado pela rugosidade e
o estado de limpeza da superfcie e o material de ensaio pode, em
alguns casos, reagir com a pea.
10. PREVENO E CONTROLE DA DEFORMAO
As medidas de controle e preveno da deformao na soldagem devem
ser tomadas desde o projeto at a montagem final de um equipamento
ou de uma estrutura.
10.1) Evitar soldagem excessiva
Reduzir ao mnimo a quantidade depositado numa junta, pois quanto
maior a quantidade de metal depositado numa junta maior ser a fora
de contrao. Os chanfros devem ter abertura e espaamento pequenos,
compatveis com a penetrao completa. Em chapas relativamente
espessas o ngulo do chanfro pode ser diminudo se o espaamento da
raiz for aumentado ou se o chanfro J ou V for usado
-
Franco Canan
10.2) Usar chanfros duplos
Uma junta com chanfro em X requer cerca da metade da quantidade
de metal depositado da necessria para uma junta com chanfro em V
numa chapa de mesma espessura. Alm disso, a solda em ambos os lados
possibilita o equilbrio dos esforos de contrao.
10.3) Usar soldas intermitentes
Sempre que possvel usar soldas intermitentes ao invs de solda
contnua. Na unio de nervuras as chapas de painis, por exemplo, as
soldas intermitentes podem reduzir em at 75% a quantidade de metal
depositado, mantendo ainda a necessria resistncia.
10.4) Menor nmero possvel de passes
Usar, sempre que possvel, poucos passes. A contrao causada em
cada passe tende a ser cumulativa, quando no se aguarda o
resfriamento necessrio entre os passes aumentando desse modo a
contrao total quando muitos passes so usados. Entretanto, sempre
que for possvel aguardar o resfriamento entre passes, o ideal, para
diminuir as deformaes, fazer passes mais finos na seqncia.
10.5) Posicionar as soldas prximas linha neutra
A deformao minimizada quando se tem o menor brao de alavanca
possvel para as foras de contrao puxarem o perfil fora do seu
alinhamento. Tanto o projeto das soldas quanto a seqncia de
soldagem podem efetivamente ser utilizados para controlar este tipo
de deformao.
10.6) Balancear as soldas em torno da linha neutra
Esta prtica compensa uma fora de contrao com uma fora para
efetivamente minimizar a deformao de soldagem. Aqui, tambm o
projeto de montagem e a seqncia apropriada de soldagem so fatores
importantes.
10.7) Utilizar a soldagem com passe a r (backstep welding)
Na tcnica com passe a r, a progresso geral da soldagem pode ser,
por exemplo, da esquerda para a direita, mas cada segmento do cordo
depositado da direita para a esquerda, conforme figura 10.1. medida
que cada cordo depositado, a extremidade aquecida se expande, o que
temporariamente separa as chapas em B, mas, como o calor se escoa
atravs da chapa para C, a expanso ao longo da borda CD leva as
chapas a se juntarem. Esta separao mais pronunciada quando o
primeiro cordo depositado. Com os cordes sucessivos, as chapas se
expandem cada vez menos devido restrio das soldas anteriores. A
soldagem com passe a r pode ser efetiva em todas as aplicaes, e ela
pode ser econmica quando usada em soldagem automtica.
-
Franco Canan
10.8) Utilizao de pr-deformao e a disposio dorso-a-dorso
Colocar as partes a serem soldadas fora de posio pode fazer com
que a contrao trabalhe de maneira construtiva. Diversos conjuntos,
so pr-deformados desta maneira, como mostra a figura 10.2. A
quantidade requerida de pr-deformao para que a contrao puxe as
chapas no alinhamento pode ser determinada a partir de poucas
soldas experimentais.
O pr-encurvamento ou pr-tensionamento das peas a serem soldadas
um exemplo simples do uso de foras mecnicas opostas para interagir
com a deformao devida soldagem. O topo da solda a qual conter o
maior volume de metal de adio esticado quando as chapas so
encurvadas. Assim a solda pronta um pouco maior do que se ela
tivesse sido feita com a chapa plana. Quando as grampos so
retirados aps a soldagem, as chapas retornam forma plana,
permitindo solda aliviar suas tenses de contrao longitudinal
endireitando-se e diminuindo seu comprimento. As duas aes se
superpem e as chapas soldadas assumem a forma plana desejada.
Uma outra prtica comum para balancear as foras de contrao em
soldagem de peas idnticas sold-las uma contra a outra, disposio
dorso-a-dorso, constituindo conjunto simtricos unidos atravs de
dispositivos de fixao. Estas sero separadas aps o tratamento trmico
de alvio de tenses; na impossibilidade deste tratamento o
pr-encurvamento deve ser combinado com a disposio dorso-a-dorso
atravs da insero de cunhas em posies apropriadas entre as peas
antes de serem fixadas uma contra a outra.
Figura 10.1- Soldagem com passe a r (backstep welding)
-
Franco Canan
11. PREAQUECIMENTO
O preaquecimento consiste no aquecimento da junta numa etapa
anterior a soldagem. Seu principal objetivo reduzir a velocidade de
resfriamento da junta soldada. Em conseqncia diminui a tendncia de
formar martensita (em metais ferrticos). Alm de reduzir o nvel das
tenses de contrao, o preaquecimento possibilita ao hidrognio,
quando presente, a difundir-se para fora da solda (efeito
secundrio).
Ento, porque PREAQUECER?
1- Diminuir a razo de resfriamento entre metal de solda e o
metal base, produzindo uma estrutura metalrgica mais malevel com
uma tima resistncia a ruptura;
2- Uma razo de resfriamento mais lenta proporciona uma
oportunidade do hidrognio, que pode estar presente, espalhar-se
inofensivamente, reduzindo o potencial de ruptura;
3- Reduz as tenses (stresses) de contrao dentro da solda e metal
adjacente o qual especialmente importante nas juntas de alta
reteno;
Quando o PREAQUECIMENTO deve ser usado?
Na determinao, precisa, ou no, usar pr-aquecimento, o que se
segue deve ser considerado:
Figura 10.2- Peas pr-deformadas
-
Franco Canan
Exigncia de normas, espessura da seo, composio qumica metal
base, restries, temperatura ambiente, ndice de hidrognio do metal
de adio e possibilidade de ocorrncia de trincas.
Se uma norma de soldagem deve ser seguida, ento geralmente tais
normas especificaro a temperatura mnima de preaquecimento para um
dado metal base, processo de solda e espessura de seo. Este valor
mnimo deve ser atingido desconsiderando a retrao ou variao da
qumica do metal base, entretanto, este valor mnimo pode ser
aumentado se necessrio.
Normas de soldagem geralmente especificam valores mnimos de
temperatura de preaquecimento que podem, ou no, ser adequados para
evitar a quebra em todas as aplicaes.
Quando no h nenhuma norma que governa o processo de soldagem, se
deve determinar se necessrio preaquecimento, e assim, a temperatura
apropriada de preaquecimento.
Em geral, o preaquecimento no requerido nos aos de baixo carbono
com menos de 1 (25 mm) de espessura.
Entretanto, com a qumica, o nvel de difusividade do hidrognio do
metal de solda, a restrio ou o aumento da espessura da seo, a
necessidade para preaquecimento tambm aumenta.
12. FRAGILIZAO POR HIDROGNIO
Embora seja dada uma grande ateno aos problemas causados pela
fragilizao por hidrognio, a possibilidade deste problema acontecer
com GMAW pequeno, uma vez que nenhum fluxo higroscpio ou
revestimento utilizado. Entretanto, outras fontes de hidrognio
devem ser consideradas. Por exemplo, o gs de proteo deve conter
umidade suficientemente baixa. Ela deve ser bem controlada pelo
fornecedor de gs. leo, graxa e componentes lubrificantes do
eletrodo ou do metal base se tornam fontes potenciais de hidrognio
no metal de solda. Produtores de eletrodo esto atentos para limpeza
e normalmente tomam cuidados especiais para fornecer um eletrodo
limpo. Contaminantes podem ser tambm introduzidos pela manipulao do
eletrodo pelo usurio. Usurios esto atentos a estas possibilidades
tomam medias para evitar srios problemas, particularmente em
soldagem de aos de alta dureza
13. ENSAIO NO DESTRUTIVO So ensaios realizados em peas que no
interferem ou prejudicam o uso
ou processamento posterior das mesmas. Existe um grande nmero de
mtodos de ensaio no destrutivo (END), vrios dos quais tm aplicao na
inspeo de juntas e equipamentos soldados. Em geral, um END no mede
diretamente a propriedade de interesse, sendo o valor desta obtido
por alguma correlao entre essa e a propriedade realmente medida.
Assim, por exemplo, na inspeo por ultra-som, usualmente se mede a
intensidade e tempo de retorno da onda sonora refletida pela
descontinuidade, sendo esta informao usada para localizar e
-
Franco Canan
dimensionar a descontinuidade. Assim, a confiabilidade de um END
depende da unicidade e preciso da correlao entre a propriedade
medida e a de interesse. Os tipos de END mais usados na inspeo de
juntas soldadas so:
14. EQUIPAMENTOS DE PROTEO E MEDIDAS DE SEGURANA
As medidas de segurana em soldagem visam a prevenir danos
pessoais ao soldador e s pessoas prximas ao local de trabalho. O
calor, a chama e os respingos produzidos representam constante
perigo de radiao, queimadura, incndio e exploso.
Incndio e exploso: mantenha prximo do local de trabalho
instrumentos de combate a incndios. Sempre que for soldar
reservatrios de combustvel ou lubrificante, lave-os internamente e
encha-os com gua. Isso evita a formao de gases e, conseqentemente,
alguma exploso. As roupas do profissional devem estar livres de
graxa e no podem ser usados materiais sintticos. Produtos
inflamveis devem ficar afastados do local de soldagem.
Choque eltrico: formar um condutor isolante entre os plos de
eletricidade. Um exemplo: pisar na terra ao soldar uma plataforma
de laminao pode evitar choques.
Radiao: o processo de soldagem MIG/MAG libera grande quantidade
de raios ultravioletas, que queimam rapidamente a pele e decompem
solventes, o que libera gases txicos e cegam. Por isso, importante
que equipamentos de proteo individual (EPI) sejam usados. Alguns
deles so mscara de soldador, culos com filtros de luz (na maioria
das vezes acoplados s mscaras), equipamentos respiratrios, quando o
trabalho for executado em ambientes fechados e/ou um dos materiais
usados no processo for txico. Alm disso, avental, luvas com manga e
um gorro ou bon, para proteger a cabea e o corpo contra
respingos.