Embed Size (px)
Citation preview

________________________________________________________________________________________
Faculdade de Tecnologia de Garça “Deputado Julio Julinho Marcondes de
Moura”
CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
ÍTALO BARBOSA DA CONCEIÇÃO
GUSTAVO HERBERT ROESLER
ARMAZÉM AUTOMATIZADO POR MICROCONTROLADOR
Garça
2017

________________________________________________________________________________________
Faculdade de Tecnologia de Garça “Deputado Julio Julinho Marcondes de
Moura”
CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
ÍTALO BARBOSA DA CONCEIÇÃO
GUSTAVO HERBERT ROESLER
ARMAZÉM AUTOMATIZADO POR MICROCONTROLADOR
Trabalho de Conclusão de Curso apresentado à
Faculdade de Tecnologia de Garça – FATEC,
como requisito para conclusão do Curso de
Tecnologia em Mecatrônica Industrial.
Garça
2017
________________________________________________________________________________________
Faculdade de Tecnologia de Garça “Deputado Julio Julinho Marcondes de
Moura”
CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
ÍTALO BARBOSA DA CONCEIÇÃO
GUSTAVO HERBERT ROESLER
ARMAZÉM AUTOMATIZADO POR MICROCONTROLADOR
Trabalho de Conclusão de Curso apresentado à
Faculdade de Tecnologia de Garça – FATEC,
como requisito para conclusão do Curso de
Tecnologia em Mecatrônica Industrial, ezaminado
pela seguinte comissão de professores:
Data da Aprovação: ___/___/___
___________________________________
Prof. Dr. José Arnaldo Duarte
FATEC Garça
___________________________________
Prof. Dr. Edio Roberto Manfio
FATEC Garça
___________________________________
Prof. Dr. Edson Detregiachi Filho
FATEC Garça
Garça
2017

1
1 Alunos do curso de Tecnologia em Mecatrônica Industrial FATEC-Garça
² Docente da FATEC-Garça
ARMAZÉM AUTOMATIZADO POR MICROCONTROLADOR
Ítalo Barbosa da Conceição¹
Gustavo Herbert Roesler¹
Prof. Dr. José Arnaldo Duarte²
RESUMO - O avanço da ciência e das tecnologias com o advento da Revolução Industrial no
século XVIII promoveu o aumento da produção e o mercado foi se tornando cada vez mais
competitivo. A terceira Revolução Industrial na segunda metade do século XX traz a
automação como um fator imprescindível para ampliar e disseminar a vantagem competitiva,
o que se reflete em qualidade produtiva e na vitalidade das empresas. Portanto, com o intuito
de obter vantagem competitiva, as empresas do ramo industrial tendem a investir em pesquisa
e inovações para a redução de custos e aumento da produtividade, com o objetivo de se
manterem no mercado, reduzir os custos logísticos e agilizar os processos de armazenamento
e encaminhamento dos produtos. Para maximizar o processo, foi desenvolvido um protótipo
para melhor utilização do espaço e do tempo, agilizando o armazenamento dos produtos, por
meio de motores de deslocamento precisos, microcontrolador e transmissões de movimento
tridimensionais. O protótipo demonstrou realizar todos os movimentos necessários e de forma
a suprir todos os requisitos iniciais do projeto.
Palavras-chave: Microcontrolador; Armazenamento; Automação.

2
1 Alunos do curso de Tecnologia em Mecatrônica Industrial FATEC-Garça
² Docente da FATEC-Garça
WAREHOUSE AUTOMATED BY MICROCONTROLLER
Ítalo Barbosa da Conceição¹
Gustavo Herbert Roesler¹
Prof. Dr. José Arnaldo Duarte²
ABSTRACT - The advance of science and technology, with the advent of the Industrial
Revolution in the XVIII century, promoted the increase of production and the market became
more and more competitive. The third Industrial Revolution, second half of the XX century,
brings automation as an essential factor to expand and disseminate competitive advantage,
which is reflected in productive quality and the vitality of companies. Therefore, in order to
obtain a competitive advantage, companies in the industrial sector tend to invest in research
and innovations to reduce costs and increase productivity, in order to remain in the market,
reduce logistics costs and streamline storage and routing of products. To maximize the
process, a prototype was developed for better use of space and time, streamlining the storage
of products, through precise displacement motors, microcontroller and three-dimensional
motion transmissions. The prototype demonstrated to perform all the necessary movements
and in order to supply all the initial requirements of the project.
Keywords: Microcontroller; Storage; Automation.
1
1 INTRODUÇÃO
Esse projeto tem como finalidade provar que utilizando automação de uma
empilhadeira, é possível se obter vantagens competitivas, pois ela garante um bom
aproveitamento no espaço e uma boa gestão logística sobre produtos estocados.
Dentro dos pilares que movimentam o ambiente industrial, a Revolução Industrial teve
extrema relevância na caracterização dos avanços tecnológicos e mudanças diretas na forma
dos processos de produção.
A revolução industrial se iniciou na Europa em meados de 1760, onde em sua primeira
fase (até 1860), se limitava à Inglaterra. Onde houve então o aparecimento de indústrias de
tecido de algodão com a utilização de tear mecânico.
A segunda fase ocorreu entre 1860 e 1900, com a participação de países como
Alemanha, França, Rússia e Itália. Das descobertas e utilizações marcantes na segunda etapa,
podem ser citados o emprego do aço, energia elétrica, combustíveis derivados do petróleo e a
invenção dos motores a combustão interna.
A terceira fase, de acordo com alguns historiadores, está mais colocada a partir dos
avanços tecnológicos do século 20 como o computador, fax, engenharia genética e o celular
(SUA PESQUISA, 2017).
Mas atualmente ainda estamos vivenciando esse avanço tecnológico, e pelo fato das
indústrias necessitarem suprir as necessidades de obter qualidade, menor tempo de produção,
menor custo, formas e dimensões complexas nos produtos, dentre outras características, elas
optaram pelo uso de tecnologias recentes como motores precisos, controladores lógico
programáveis, sensores e fluidos hidráulicos e pneumáticos (WATANABE, 2015).
Resumindo, antes da revolução industrial um artesão cuidava de todo o processo de
produção (desde a obtenção da matéria prima até a comercialização do produto final), o
realizando de forma manual e artesanal, em casos especiais, com o auxílio de algumas
máquinas simples.
A revolução industrial veio unicamente com o objetivo de mudar a realidade de
produção de matérias primas a produtos prontos. Devido a isso, obteve-se um aumento muito
alto na quantidade produzida, sendo que no século 20, o consumo humano cresceu cerca de
dezesseis vezes mais se comparado com dados anteriores, gerando uma necessidade de
produção, armazenamento e distribuição adequada de produtos e matérias primas (PORTAL
EMPRESARIAL, 2017).
Dentro dessas necessidades na qual uma empresa/indústria se coloca a suprir para
alcançar qualidade, o motivo desse projeto surgiu com o intuito de sanar o problema de

2
armazenamento desses produtos. O significado de armazenagem em seu todo é descrito por
Silva (2012) como
Um conjunto de funções que tem nele a recepção, descarga,
carregamento, arrumação e conservação de matérias – primas, produtos
acabados, ou semiacabados (SILVA, VANESSA SANTANA. 2012).
Devido a essa necessidade existente de armazenamento no ambiente industrial, tanto
de matérias primas quanto de produtos oficialmente prontos, ao fato de que esse processo
ocorre normalmente, somente com o uso de pallets e paleteiras convencionais, acarretando em
um aproveitamento impróprio de espaço e na má organização das peças armazenadas, gerando
desperdício de tempo para o manuseio e encaminhamento, nessas condições o uso da
automação torna-se uma ferramenta imprescindível.
Imagina-se a seguinte situação: uma empresa “A” fabrica um produto com um custo
de aproximadamente R$20,00 em dois dias de fabricação; uma empresa “B” fabrica um
produto similar com um custo aproximado de R$13,75 em um dia de fabricação. Mesmo que
em pequenas características a empresa “A” seja mais atrativa para seus clientes, a empresa
“B” tem maiores chances de obter quantidades mais altas de vendas desse produto, pois ela
conseguirá impor um preço muito menor (cerca de 30%) e com características muito
semelhantes se comparado com a sua concorrente “A”.
Levando em consideração que com as ferramentas adequadas, a empresa “A”
conseguisse diminuir os custos e o tempo do projeto, ainda sim existem circunstancias nas
quais ela necessitaria armazenar parte ou o todo desses produtos, esse mesmo projeto
dispenderia de tempo, espaço e custo de armazenagem e deslocamento.
As empresas atuantes no cenário mundial buscam reduzir os custos logísticos e
agilizar o atendimento do pedido para obter vantagens competitivas. Para isso elas se utilizam
de ferramentas como uma eficiente gestão de armazenagem, com o objetivo propriamente dito
de melhorar a alocação de produtos em seus armazéns (TINELLI, 2013).
Na sequência dessas grandes necessidades surgiram os armazéns, que tinham a função
de guardar ou reter mercadorias de forma adequada a preservar as características dos produtos
e facilitar a circulação e distribuição dos mesmos (PORTAL EMPRESARIAL, 2017).
Dentro desse cenário, surge também a oportunidade de aprimorar os processos
utilizando tecnologias de automação industrial como sensores de posição para saber se
existem pallets armazenados, atuadores para a movimentação, microcontroladores e circuitos
integrados para o controle preciso em conjunto com motores de precisão.

3
O Microcontrolador tem um custo relativamente mais baixo devido ao seu hardware
possuir uma arquitetura um tanto simples se comparado com as demais tecnologias e por isso
foi utilizado na criação desse protótipo.
Martins (2005) descreve os Microcontroladores como componentes que estão
presentes em quase tudo que envolve eletrônica, pois diminuem o tamanho e facilitam a
manutenção e gerenciamento de tarefas internas de aparelhos eletroeletrônicos, pois, podem
efetuar várias funções que utilizam um grande número de componentes a serem controlados.
Através do controle mais preciso da posição com servo motor ou motor comum em
controle de tempo e espaço, torna-se possível armazenar e retirar o produto da forma mais
eficiente. O Microcontrolador comanda três motores que transformam movimentos de subida,
deslocamento lateral e avanço da empilhadeira, que pega o pallet e o armazena na posição
desejada ou retira o pallet já guardado em determinada posição e o entrega ao seu destino.
Com a construção desse protótipo, pretende-se alcançar máxima eficiência no
armazenamento de quaisquer que sejam os produtos ou matérias primas produzidas,
utilizando-se de tecnologias mecatrônicas e de automação.
Então se pode dizer que o objetivo geral desse protótipo é sanar o problema de
armazenamento de produtos e matérias primas utilizando tecnologias relacionadas à
mecatrônica para obter vantagem competitiva.
Os objetivos específicos são maximizar a qualidade do armazenamento de matérias
primas e produtos, diminuindo o espaço ocupado, o tempo de manuseio, e armazenando
informações precisas sobre o que estará alocado em cada posição do armazém. Dessa forma, o
tempo de desenvolvimento, projeto e encaminhamento de processos que dependeriam do
conteúdo armazenado se tornam logisticamente mais efetivos, minimizando gastos
desnecessários e maximizando os lucros da empresa.
Uma das características fundamentais para o projeto é a lógica de armazenamento dos
pallets, pois isso garantirá que o espaço no qual seja implantado o sistema, seja muito bem
aproveitado sem interferir no funcionamento das partes móveis.
O projeto será construído com a lógica de guardar os pallets em posição de matrizes,
ou seja, serão 5 posições (uma onde recolhe o pallet e quatro para guarda-lo) de demonstração
sendo que em escala real o número de posições possíveis só depende excepcionalmente das
capacidades de espaço para armazenamento e da capacidade de deslocamento da máquina no
sentido horizontal e vertical. A figura 1 demonstra como serão as posições em que os pallets
serão guardados:

4
Figura 1 - Lógica para guardar os pallets.
Fonte: Desenvolvida pelo Autor, 2017.
Essa lógica tem como objetivo minimizar o espaço de armazenamento com um pallet
ao lado do outro e colocá-los de uma forma a ficarem empilhados com fácil acesso e
aproveitamento de tempo na produção.
Referente à movimentação da máquina, a lógica se baseia em deslocamento 3D, aonde
além de ir para um lado e para outro, para cima e para baixo, existe também o movimento de
avanço e recuo no qual a pá responsável por segurar a paleteira se movimenta. A figura 2 é
uma demonstração simples de como se interpretaria as direções possíveis de movimento.
Figura 2 - Lógica de deslocamento da máquina em 3D.
Fonte: Desenvolvida pelo Autor, 2017.
2 DESENOLVIMENTO
2.1 Referencial teórico
Para o desenvolvimento do projeto, com fundamento baseado no referencial teórico de
competitividade de mercado e necessidade de automatização e otimização do processo de
armazenamento, por meio de fontes de literatura coerentes com o tema em questão, foi
utilizado como metodologia a construção de um protótipo de armazém automatizado por
microcontrolador que tem como estudo de caso e aplicação, a execução das tarefas de
armazenamento e retirada de pallets industriais. Com a construção desse protótipo foi possível

5
aperfeiçoar esse processo utilizando interação entre controle por meio do microcontrolador
em funcionamento com circuitos eletrônicos e motores precisos.
Contudo, foi necessária pesquisa de campo e pesquisas bibliográficas sobre
tecnologias semelhantes e já existentes em aplicações como braços robóticos, esteiras
industriais, sistemas de transmissão por correias, das quais foram essenciais para o
desenvolvimento do protótipo. Tornando - se possível deixar claro as etapas do projeto de
construção, funções a serem executadas e os recursos disponíveis. Devido a esses
procedimentos metodológicos, a construção do sistema foi capaz de executar os
deslocamentos necessários.
No projeto foram levados em consideração os requisitos que cada componente deveria
atender, dentre eles, os mais comuns foram quantidades razoáveis de torque e velocidade de
deslocamento enquanto deslocando uma carga (seu próprio peso mais o pallet a ser guardado)
e sua precisão de movimento e parada.
Então foram designados três setores do projeto que se comunicam, sendo eles:
- Mecânica: Partes que delimitaram os movimentos que a empilhadeira irá realizar;
- Eletrônica: Botões de comando, drivers de manipulação dos motores e os motores que
controlariam a partes de deslocamentos;
- Controle: Microcontrolador que através de instruções programadas irá comandar o sistema
como um todo.
Visando o funcionamento das partes mecânicas foram feitos esboços de como o
projeto deve-se encaminhar, para isso, utilizou-se o Software Auto Desk Inventor versão
2013, os esboços estão representados na figura 3 a seguir:
Figura 3 - Armazém e pallet.
Fonte: Desenvolvida pelo Autor, 2017.

6
A figura retrata como são as partes fixas do projeto, ou seja, o armazém e os pallets. A
figura do armazém pode ser redesenhada de acordo com o ambiente no qual será instalado
esse processo.
A figura 4 é pouco mais complexa, pois é ela que transfere os movimentos que irão ser
realizados no protótipo. Nela é possível notar que, a estrutura é construída em madeira
reaproveitada, as corrediças que tem a função de diminuir o atrito e servem como guias
lineares de avanço pelo qual a empilhadeira ira recolher ou guardar o pallet. Nessa parte fica
claro também onde estão colocados os motores de movimentação para controlar as partes
mecânicas.
Figura 4 - Esquema das partes móveis.
Fonte: Desenvolvida pelo Autor, 2017.
A transmissão de força dos motores é feita por correias para o avanço e deslocamento
lateral, e para a elevação da estrutura foi utilizado um sistema similar ao de cabos de aço de
elevadores onde o cabo é enrolado e o movimento é transmitido por uma polia presa à
estrutura de avanço conforme a figura 5. A figura 5 demonstra também correias similares às
utilizadas na montagem do protótipo.
Figura 5 - Sistema de elevação e correias de transmissão.
Fonte: CARL STAHL Aços Cabos e Sistemas LTDA, 2017.
Fonte: PORTAL R7, 2017.

7
Os apoios lineares utilizados foram corrediças de gavetas telescópicas que simulam
garfos telescópicos industriais. Sua principal função foi equilibrar e retirar o máximo possível
do atrito nos movimentos tridimensionais realizados pela máquina. A figura 6 demonstra o
tipo de corrediça utilizada no protótipo.
Figura 6 - Corrediças Telescópicas.
Fonte: GASÔMETRO MADEIRAS, 2017.
Dentre os elementos eletrônicos utilizados para o controle dos motores e os próprios
motores, foi necessária uma vasta pesquisa sobre as características das opções encontradas no
mercado e chegadas à conclusão de que, para o deslocamento lateral o motor DC de vidro
elétrico fabricado pela empresa MABUCHI MOTOR CO., LTD devido ao seu alto torque e
baixa velocidade garantido que fosse possível deslocar o conjunto completo da máquina com
muita precisão. A figura 7 representa o motor utilizado.
Figura 7 - motor de deslocamento lateral.
Fonte: CONECTPARTS, 2017.
O Servo Motor foi escolhido devido a sua capacidade de alto torque (13 Kgf), sua
precisão devido a seus movimentos serem em função de ângulos determinados e por não se
movimentar a menos que recebe seus comandos (estímulos) elétricos o que facilita, pois ele é
responsável por levantar a carga e mantê-la suspensa enquanto é guardada.

8
De acordo com Silveira (2016):
O servo motor é muito utilizado em controle de precisão em projetos
de automação industrial. No passado, quem ouvia falar em servo
motor imaginava sua aplicação somente em projetos especiais com
necessidade de controle preciso de torque, velocidade e posição. No entanto,
atualmente observa-se que cada vez mais seu custo vem se
reduzindo fazendo com que ele seja uma excelente alternativa em
substituição a acionamentos com motores de indução, atuadores hidráulicos
e pneumáticos (SILVEIRA, CRISTIANO BERTOLUCI. 2016).
Assim como Silveira afirmou, essas características fazem com que ele execute de
forma precisa e com um alto torque para que não enrosque ou trave nos movimentos. A figura
8 retrata o servo motor utilizado no protótipo.
Figuras 8 - Servo Motor Mg995 360°.
Fonte: WEBTRONICO, 2017.
O movimento de avanço e recuo é feito por um motor DC de controle idêntico ao
motor “MABUCHI” consumindo uma quantidade menor de corrente e possuindo menos torque, mas
ao mesmo tempo, é veloz pois se movimenta para apenas duas posições sendo um avançado e a outra
de recuo o que facilita o controle devido aos microswitches que fornecem a informação ao
microcontrolador se ele está completamente avançado ou recuado. A figura 9 demonstra o motor
utilizado:
Figura 9 - motor DC de impressora HP utilizado no projeto.
Fonte: Desenvolvido pelo autor, 2017.

9
Para que fosse possível que os motores de corrente contínua alterassem seu sentido de
giro foi necessário que fosse realizada uma técnica eletrônica conhecida como ponte H na
qual os polos do motor são invertidos mudando assim sua rotação. Para tal, utilizou-se um
módulo relé com 4 canais fazendo às ligações eletrônicas de modo a realizar a função de
Ponte H para o controle dos motores assim como demonstrado na figura 10.
Figura 10 - Módulo relé de 4 canais em funcionamento como ponte H.
Fonte: FILIPEFLOP, 2017.
O Controle do módulo, dos botões e do sistema como um todo foi feito por um
microcontrolador devido principalmente a seu custo. No entanto foi possível executar com
perfeição todos os requisitos nos quais o sistema deveria atender.
Dentre os microcontroladores encontrados no mercado, o PIC18F4550 do Microchip
foi o que se encaixou melhor por possuir uma quantidade de pinos de I/O suficientes para o
projeto, um custo baixo, exige certo grau de complexidade em sua programação e opera em
uma frequência de 48 MHz.
A figura 11 mostra o microcontrolador PIC18F4550 em sua plataforma de
desenvolvimento Ustart for PIC que foi utilizada no protótipo.
Figura 11 - Plataforma de desenvolvimento Ustart for PIC.
Fonte: EMBARCADOS, 2017.
10
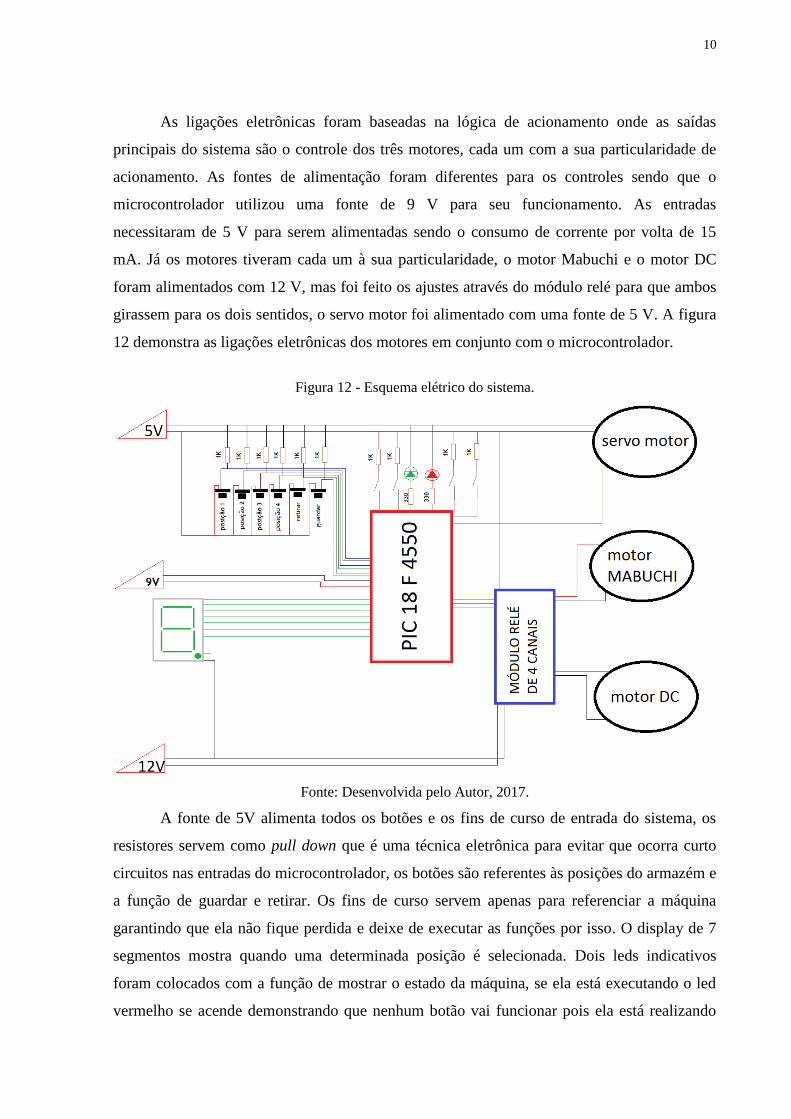
As ligações eletrônicas foram baseadas na lógica de acionamento onde as saídas
principais do sistema são o controle dos três motores, cada um com a sua particularidade de
acionamento. As fontes de alimentação foram diferentes para os controles sendo que o
microcontrolador utilizou uma fonte de 9 V para seu funcionamento. As entradas
necessitaram de 5 V para serem alimentadas sendo o consumo de corrente por volta de 15
mA. Já os motores tiveram cada um à sua particularidade, o motor Mabuchi e o motor DC
foram alimentados com 12 V, mas foi feito os ajustes através do módulo relé para que ambos
girassem para os dois sentidos, o servo motor foi alimentado com uma fonte de 5 V. A figura
12 demonstra as ligações eletrônicas dos motores em conjunto com o microcontrolador.
Figura 12 - Esquema elétrico do sistema.
Fonte: Desenvolvida pelo Autor, 2017.
A fonte de 5V alimenta todos os botões e os fins de curso de entrada do sistema, os
resistores servem como pull down que é uma técnica eletrônica para evitar que ocorra curto
circuitos nas entradas do microcontrolador, os botões são referentes às posições do armazém e
a função de guardar e retirar. Os fins de curso servem apenas para referenciar a máquina
garantindo que ela não fique perdida e deixe de executar as funções por isso. O display de 7
segmentos mostra quando uma determinada posição é selecionada. Dois leds indicativos
foram colocados com a função de mostrar o estado da máquina, se ela está executando o led
vermelho se acende demonstrando que nenhum botão vai funcionar pois ela está realizando

11
uma operação, já o verde significa que o sistema está aguardando uma nova ordem para
operar.
2.2 Metodologia do protótipo
A metodologia usada no projeto foi o desenvolvimento experimental de um protótipo
no qual foi levado em consideração todos os requisitos e situações nas quais um armazém
automatizado em escala real deveria se movimentar.
Durante a construção do protótipo foi necessário realizar mudanças contínuas no
projeto inicial onde foi estipulado que seriam utilizados motores de passo e drivers de
comando com controles para os motores como a ponte H L298N por exemplo.
Contudo, a ideia inicial de deslocamentos se manteve mas os meios de deslocamentos
foram modificados até chegar à conclusão de que as melhores transmissões para movimento
horizontal e de avanço são através de polias e correias enquanto que, a transmissão de
elevação seria muito similar ao de um elevador no qual foi um dos aspectos mais difíceis de
se lidar no funcionamento do protótipo pois, foi necessário descobrir que só se torna possível
elevar a carga e comanda-la com perfeição utilizando sobrepesos equivalentes ao peso do
maquinário. Um exemplo bem claro disso é visualizado na figura 5 demonstrada
anteriormente.
Em vista de diminuir o atrito dos deslocamentos, as corrediças telescópicas realizaram
de forma precisa a movimentação, porém, elas ofereceram resistências diferentes em
diferentes pontos de deslocamento, o que influenciou na velocidade e aumentou em alguns
pontos os esforços que os motores tiverem que fazer.
Basicamente os deslocamentos são feitos de acordo com as entradas no sistema. A
programação recebe essas entradas que são as posições no qual vai ser realizado o movimento
e se o pallet terá que ser guardado ou retirado.
Enquanto o microcontrolador aguarda que as entradas sejam propostas, um led verde
permanece acionado indicando que o sistema está pronto para receber informações. Quando
as entradas são recebidas, o microcontrolador apaga o led verde e aciona um led vermelho que
indica que não é possível receber mais entradas enquanto a máquina estiver se deslocando.
Em seguida, o microcontrolador começa a acionar os motores de forma há deslocarem o
conjunto do maquinário e realizar a função desejada.
Foram criados atalhos na programação com funções especificas que ficam se repetindo
frequentemente como a mudança de sentido de giro do servo motor ou outras funções como a
de inicialização de todas as entradas e saídas.

12
Nessa fase é importante ressaltar que em conjunto com a parte eletromecânica, o
microcontrolador inicializa todo o maquinário em um ponto de referência, garantindo assim
que ele realmente seja preciso em seus deslocamentos. Para que esse ponto de referência seja
atingido, foram utilizados quatro microswitches que detectam a posição da máquina
tridimensionalmente sendo dois para o avanço, um para a elevação e outro para o
deslocamento lateral.
O acionamento dos motores de corrente continua ocorrem através da comutação do
módulo relé que está com as ligações eletrônicas realizadas como ponte H enquanto que, o do
servo motor ocorre por um controle semelhante ao de um PWM (Pulse Wide Modulation)
onde o shield no interior do motor recebe os pulsos e os interpreta transformando em
movimentação angular do servo.
A delimitação da movimentação dos motores ocorre de formas diferentes sendo que: o
motor de avanço se delimita no curso de duas posições por isso a programação se baseia nos
acionamentos dos microswitches que indicam se o motor está totalmente recuado ou
avançado. O motor que realiza o deslocamento lateral se desloca utilizando apenas um
microswitches que indica quando ele está completamente recuado, enquanto que seus avanços
são feitos por acionamento do tempo, ou seja, ao ser acionado determinada posição, o motor é
acionado e é contado um tempo, em sequência o motor é freado (com o intuito de frear
exatamente em cima da posição desejada) e o processo continua. O servo motor gira nos
sentidos horário e anti-horário de forma semelhante a passos de ângulos assim sendo mais
simples seu controle com perfeição.
É interessante enfatizar que todas as entradas do sistema receberam um tratamento
eletrônico especial que possibilitou a leitura delas ao microcontrolador e garantiu a segurança
do equipamento porque sem ela, é fechado um curto circuito com a fonte e o nível de corrente
aumenta drasticamente. Esse tratamento é uma técnica conhecida como pull-down que assim
que acionado uma entrada, divide a corrente da fonte através de um resistor de pull-down e
mantém a sua tensão para que não haja curto circuito nas entradas do PIC.
A programação do microcontrolador foi um dos fatores mais relevantes no
funcionamento do protótipo pois é nela que todas as instruções do sistema estão dispostas e é
nela também que são realizadas as comparações sobre as entradas. A figura 13 demonstra
como foi desenvolvida a lógica de programação através de uma representação gráfica
realizada no software Paint (ferramenta do Windows). É possível enxergar claramente que a
programação foi separada em 3 etapas que são: Inicialização do sistema, entradas e saídas.

13
Dentro das delimitações percebesse também as tarefas atribuídas a cada etapa pelo
microcontrolador.
Figura 13: Lógica de programação.
Fonte: Desenvolvida pelo Autor, 2017.
Umas das observações necessárias durante a programação foi há necessidade de se
trabalhar com tempos e variáveis auxiliares. Os tempos relativos das saídas foram essências
como no servo motor onde o Dutty Cycle é recebido em seu driver de comando, interpretado e
transformado em ângulo de movimentação e sentido, no motor Mabuchi que faz o
deslocamento lateral foi apenas implantado um tempo calculado de deslocamento de cada
posição onde é possível se obter precisão de movimentação através do fato de que, ele sempre
estará trabalhando com potência máxima e gerando o mesmo rendimento. Nas entradas, foi
necessário que além dos trabalhos com os tempos, variáveis auxiliares fossem ativadas ou
desativadas de acordo com as entradas, ou seja, assim que um botão “B” fosse acionado, uma
variável não atribuída à um pino do microcontrolador seria ativada e as demais que poderiam
gerar um conflito no programa seriam desativadas. Após isso um tempo em milésimos de
segundos seria esperado com o intuito de que o push-button acionado iria deixar de ser
acionado e, então seria possível receber mais entradas se as combinações possíveis de posição
(1, 2, 3,4) e tarefa (Guardar / Retirar) não estiverem ativadas porque isso acarretaria no mau
funcionamento do maquinário para realizar a tarefa especificada.
2.3 Resultados
O projeto foi realizado de modo que testes fossem executados em todas as fases da
construção do protótipo. Os primeiros testes que foram feitos na parte mecânica ensaiaram os
motores de deslocamento lateral e de avanço para saber se eram capazes de realizar os
deslocamentos devido ao peso e o atrito dos garfos telescópicos.

14
Com isso foi possível realizar aperfeiçoamentos que otimizassem os deslocamentos.
No entanto, não foi provável até tal momento verificar testes com o servo motor que realiza a
elevação da estrutura devido ao módulo de controle eletrônico que requer o uso do
microcontrolador para um controle mais preciso.
Enquanto as partes mecânicas eram construídas, foram realizados testes nos circuitos
de controle eletrônicos aonde foi constatado que o controle através do microcontrolador
PIC18F4550 da MickroCHIP em conjunto com módulo relé, push buttons, leds, e demais
tecnologias utilizadas seria a melhor forma de desenvolvimento do protótipo. Nessa fase é
interessante ressaltar que os testes realizados não foram limitados aos componentes utilizados
no protótipo, mas também a motores de passo, motores DC e circuitos de comando diferentes
como a ponte H L198N ou o driver de comando de motor de passo A4988.
Das dificuldades encontradas durante o funcionamento do protótipo, existiram
inúmeros fatores que serviram como forma de dificultar o desenvolvimento e construção
sendo eles:
- Recursos financeiros em função do Tempo;
Nesse quesito, o projeto se tornou complexo por causa do fato de que, as datas
referentes ao desenvolvimento deveriam ser estritamente respeitadas e atendidas enquanto
que, a espera pela possibilidade de utilizar os recursos necessários foi muito grande levando
em consideração o capital disponível em função do tempo.
- Ferramentaria;
A grande maioria das ferramentas utilizadas para trabalhar as peças mecânicas do
protótipo feito em madeira estava localizada em outra cidade e com isso a rotina de trabalho
em cima dessas partes se tornou restrita durante um grande período de tempo, o que
ocasionou no fato de que talvez, pudesse ser executado mais aperfeiçoamentos no projeto.
- Constante mudança nos componentes escolhidos;
Assim como especificado no item 2.1 Referencial teórico, foi necessário executar
testes em muitos componentes além dos listados, para que seu comportamento durante o

15
processo fosse comprovado e talvez aprimorado aperfeiçoando em si o sistema de
deslocamentos e tomada de decisão.
- Degradação natural dos materiais;
Levando em consideração que o protótipo começou a ser desenvolvido a
aproximadamente 12 meses, ocasionou-se nas madeiras utilizadas comportamentos que
tornaram o protótipo assimétrico, e durante a execução do mesmo, essas assimetrias tiveram
que ser ajustadas de modo a não comprometer o funcionamento dos deslocamentos o que
acarretou na utilização de pelo menos 250 parafusos de diversos tipos para a fixação correta
das partes mecânica.
- Necessidade de aprendizagem de técnicas de controle.
Duas necessidades particulares ocasionaram problemas e ambas envolveram o servo
motor:
- Necessidade de controle pelo Dutty Cycle, que precisa de tempos muito precisos do
microcontrolador;
- Mudança e execução de cálculos mais complexos de carga porque para elevá-la, foi
necessário um contrapeso de igual valor, assim o torque do servo motor se colocaria
apenas a realizar a mudança de sentido no deslocamento das cargas e não mais seria
obrigado a elevar propriamente dizendo o peso da empilhadeira.
Mas ao suprir essas necessidades foi executado todas as modificações necessárias e o
protótipo atendeu a todos os requisitos propostos que são:
- Maximizar a qualidade do armazenamento de matérias primas e produtos diminuindo o
espaço ocupado, o tempo de manuseio. Dessa forma, o tempo de desenvolvimento, projeto e
encaminhamento de processos se tornam logisticamente mais efetivos, minimizando gastos
desnecessários e transformando isso em vantagem competitiva.
O protótipo continuou do começo ao fim do projeto sendo melhorado e testado para se
alcançar da melhor forma possível os requisitos estipulados.

16
A seguir será demonstrado na figura 14 como se encontra o protótipo finalizado. É
notório que em questão de dimensões, tornaria se uma das poucas mudanças das quais seria
realizada se implantado a ideia de funcionamento em escalas reais.
Figura 14: Protótipo finalizado
Fonte: Desenvolvida pelo autor, 2017.
Na figura 14, foi enumerado todos os componentes essenciais do protótipo que são os
três motores (1,2 e 8), o circuito eletrônico de comando (7), o armazém e o pallet (6 e 5), a
corrediça telescópica que é usada para possibilitar os deslocamentos (9), a fonte de
alimentação (3) e a pá da empilhadeira (4).

17
3 CONSIDERAÇÕES FINAIS
A elaboração do artigo como Trabalho de Conclusão de Curso foi baseada em uma
pesquisa atual com as fontes disponíveis relacionadas ao tema escolhido e como estudo de
caso foi desenvolvido o protótipo de armazenamento de pallets utilizando o Microcontrolador
PIC18F4550 sendo programado pelo software MikroC PRO for PIC da Microship. Para os
desenhos esquemáticos da parte física do protótipo foi utilizado o Auto Desk Inventor
Professional versão 2013 e para os desenhos elétricos representativos foi utilizado o Paint
(Editor de imagens do Windows).
Por meio das tecnologias e ferramentas utilizadas foi possível elaborar e desenvolver
um sistema de deslocamento em três direções diferentes que fosse capaz de guardar e retirar
pallets de forma eficiente tanto em velocidade e torque, quanto em precisão nos movimentos.
O protótipo provou-se muito útil, pois retirou da insegurança de um operador de
paleteira a tarefa de armazenar o pallet além de economizar o espaço utilizado nessa tarefa e
tornar mais rápido o processo.
Verificou-se então, que com os conhecimentos teóricos obtidos durante o curso, foi
possível na forma de prática, demonstrar que é possível implementar uma empilhadeira
totalmente automatizada em dimensões tanto reais quanto reduzidas, gerando uma
contribuição significativa na segurança, eficiência, velocidade e precisão na alocação,
movimentação e transporte de pallets.
Como propostas para continuidade e aperfeiçoamento do projeto, algumas sugestões
seriam implantar sensores em cada posição do armazém o que retiraria do operário a possível
eventualidade de conflitos de posições como tentar guardar dois pallets na mesma posição ou
realizar a retirada de algo que não está guardado. Outra sugestão seria criar uma interface com
o usuário que armazenasse precisamente informações sobre o que está guardado no armazém
tornando mais eficiente ainda a administração logística.
4 REFERÊNCIAS BIBLIOGRÁFICAS
CARL STAHL Aços Cabos e Sistemas LTDA. Transportes elevação e manipulação
industrial. São Paulo/SP. Disponível em:

18
<http://www.solucoesindustriais.com.br/empresa/transportadores_elevacao_e_manipulacao_i
ndustrial/carl-stahl-acos-cabos-e-sistemas-ltda>. Acesso em: 24 out. 2017.
CONECTPARTS. Motor vidro elétrico 8 dentes 12 V. Marilia/SP. Disponível em:
<https://www.connectparts.com.br/motor-mabuchi-vidro-eletrico-dianteira-traseira-mabushi-
13927/p>. Acesso em: 24 out. 2017.
EMBARCADOS. Kit de desenvolvimento PIC18F4550 – Gravação USB. Portal
Embarcados. Disponível em: <https://www.embarcados.com.br/forum/pergunta/vendo-kit-de-
desenvolvimento-pic18f4550-gravacao-via-usb>. Acesso em: 24 out. 2017.
FILIPEFLOP. Módulo relé 5V 4 canais. Florianópolis/SC. Disponível em:
<https://www.filipeflop.com/produto/modulo-rele-5v-4-canais/>. Acesso em: 24 out. 2017.
GASÔMETRO MADDEIRAS. Corrediça telescópica (35Kg) zincada TN H45 – FGVTN.
São José dos Campos/SP. Disponível em: <http://www.madeirasgasometro.com.br/corredica-
telescopica-35kg-zincada-tn-45h-fgvtn/p>. Acesso em: 24 out. 2017.
GONÇALVES, Paulo André Guia Silva. Automação e controlo de um sistema de
armazenamento de bicicletas. Instituto Superior de Engenharia de Lisboa/Lisboa/Portugal.
2011. Disponível em: <https://repositorio.ipl.pt/handle/10400.21/1170>. Acesso em: 23 set.
2016.
INSTITUTO NEWTON C. BRAGA. Como funciona o motor de corrente contínua (ART
476). Disponível em: <http://www.newtoncbraga.com.br/index.php/como-funciona/3414-
art476a> Acesso em: 08 jul. 2017.
MARTINS, Nardênio Almeida. Sistemas microcontrolados. Uma aboradagem com o
Microcontrolador PIC16F84. 2016. Novatec Editora. Disponível em:
<www.martinsfontespaulista.com.br/anexos/produtos/capitulos/203289>. Acesso em: 23 set.
2016.
PORTAL EMPRESARIAL. Breve esboço histórico da história e origem do
armazenamento. 2006. Catálogo digital. Maia/Distrito do Porto/Região Norte/Portugal.
19
Disponível em:
<http://negocios.maiadigital.pt/hst/sector_actividade/armazenagem/caracterizacao/esboco>.
Acesso em: 21 mar. 2017.
PORTAL R7. Troca de correia dentada. Disponível em:
<http://autos.culturamix.com/dicas/troca-de-correia-dentada>. Acesso em: 24 out. 2017.
SILVA, Vanessa Santanna. A armazenagem de materiais. Vantagens e desvantagens da
armazenagem, tipos de armazenagem e movimentação interna. 2012. Disponível em:
<http://www.administradores.com.br/artigos/tecnologia/a-armazenagem-de-
materiais/63976/>. Acesso em: 04 jul. 2017.
SILVEIRA, Cristiano Bertoluci. Servo motor. Veja como funciona e quais os tipos. 2016.
Citisystems. Disponível em: <https://www.citisystems.com.br/servo-motor/>. Acesso em: 24
abr. 2017.
SUA PESQUISA. Revolução industrial. 2017. Sagrado - Rede de educação. Disponível em:
<http://madreclelia.redesagradosul.com.br/wp-
content/uploads/sites/3/2013/04/p2_1366889037.pdf>. Acesso em: 23 mar. 2017.
TINELLI, Livia Martinelli. Otimização do posicionamento de produtos acabados em
armazéns inteligentes. 2013. Universidade de São Carlos/SP. Departamento de Engenharia
Mecânica. 122 p.
WATANABE, Alexandre. As tendências da automatização industrial. Qualidadeonline’s
Blog. Engenheiro de desenvolvimento da fundação Certi. 2015. Disponível em:
<https://qualidadeonline.wordpress.com/2015/03/18/as-tendencias-da-automatizacao-
industrial/>. Acesso em: 28 mar. 2017.
WEBTRONICO. Motor servo MG995 de rotação continua 360°. Porto Alegre/RS.
Disponível em: <http://www.webtronico.com/motores/servos/motor-servo-rotacao-continua-
360-graus.html>. Acesso em: 24 out. 2017.