Embed Size (px)
Citation preview
Degradação e Protecçãode Materiais
Capítulo 4 - Prevenção da Corrosão
Docente: João Salvador FernandesLab. de Tecnologia Electroquímica
Pavilhão de Minas, 2º AndarExt. 1964
2João Salvador – IST 2009
Prevenção da Corrosão
Prevenção da Corrosão
Selecção de Materiais
Design de Materiais
Modificação do Meio Corrosivo
Modificação do Potencial do Sistema
Protecção por Revestimentos
3João Salvador – IST 2009
Selecção de Materiais
Selecção de Materiais
Metais e Ligas
Uso de bases de dados para obter a combinação adequada metal/meio
Materiais não-metálicos
borrachas (naturais ou sintéticas)plásticoscerâmicoscarbono e grafite madeira

4João Salvador – IST 2009
Design de Materiais
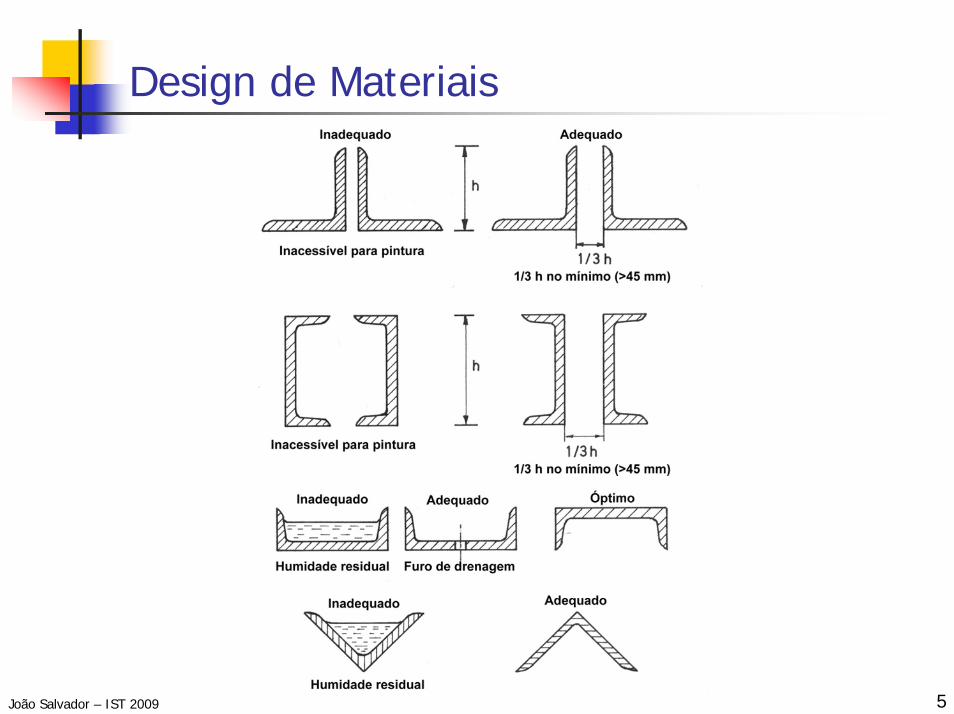
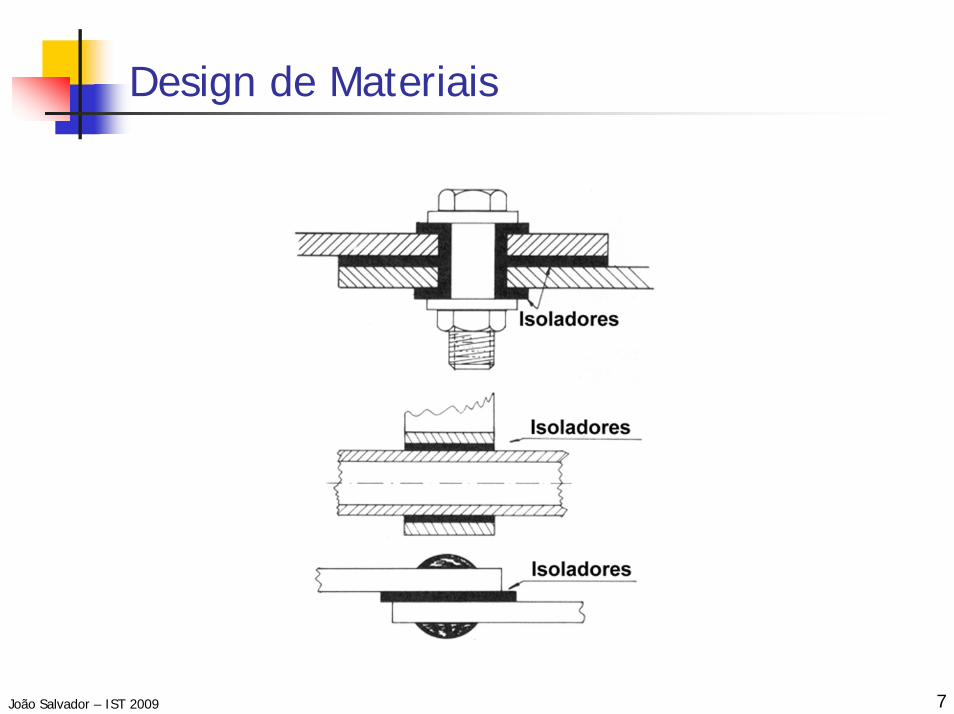
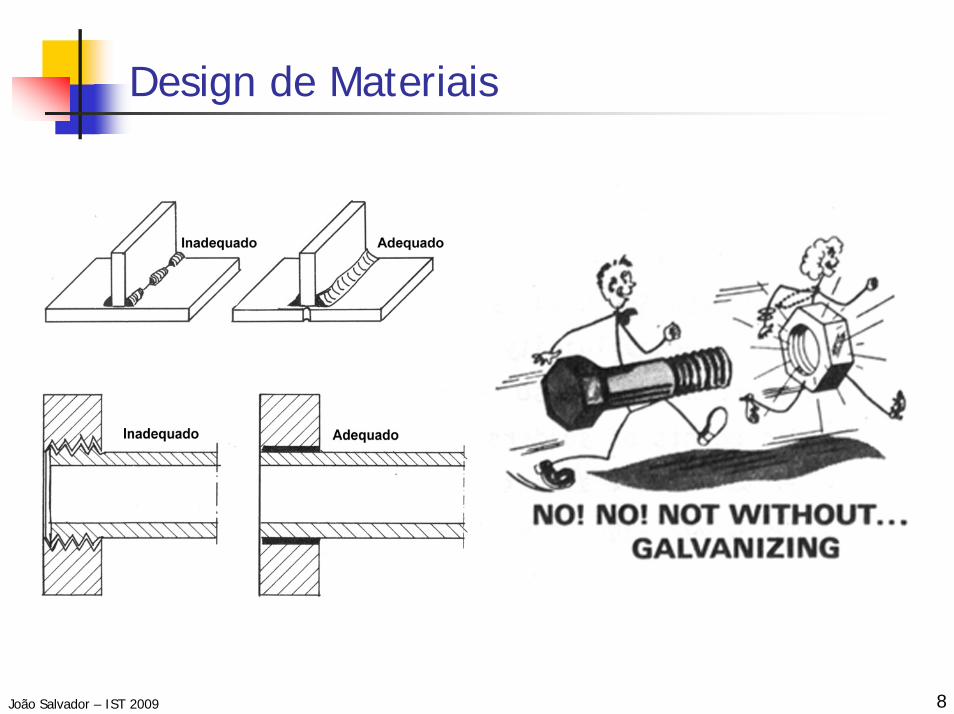
Design (projecto) de Materiais
evitar acumulação de líquidos
evitar formação de interstícios
evitar a formação de pares galvânicos
evitar tensões mecânicas elevadas
evitar tubagens com curvas apertadas(corrosão-erosão)
prever a necessidade de manutenção (pintura, limpeza) /reparação / substituição
sobredimensionar as espessuras, para compensar a redução futura, devida à corrosão
5João Salvador – IST 2009
Design de Materiais

6João Salvador – IST 2009
Design de Materiais
7João Salvador – IST 2009
Design de Materiais
8João Salvador – IST 2009
Design de Materiais

9João Salvador – IST 2009
Modificação do Meio Corrosivo
Modificação do Meio Corrosivo
diminuição da temperatura (excepções)
diminuição da velocidade dos fluidos corrosivos (excepções)
alteração da concentração dos agentes corrosivos
remoção do oxigénio ou oxidantes
uso de inibidores de corrosão
10João Salvador – IST 2009
Modificação do Meio Corrosivo
Remoção do oxigénio
tratamento por vácuo
borbulhamento de gases inertes
uso de desarejadores químicos:
hidrazina: N2H4 + O2 → N2 + 2 H2O
sulfito de sódio: 2 Na2SO3 + O2 → 2 Na2SO4
(oxygen scavengers = lavadores de oxigénio)
Remoção de outros oxidantes
Exemplo: FeCl3 no ácido muriático vs Ni-Mo
11João Salvador – IST 2009
Modificação do Meio Corrosivo
Inibidores de Corrosão
são substâncias que, adicionadas em pequenas concentrações ao meio corrosivo, diminuem a velocidade de corrosão
O seu poder protector (eficiência) define-se como:
100 x v
vvPP0
0 −=
12João Salvador – IST 2009
Modificação do Meio Corrosivo
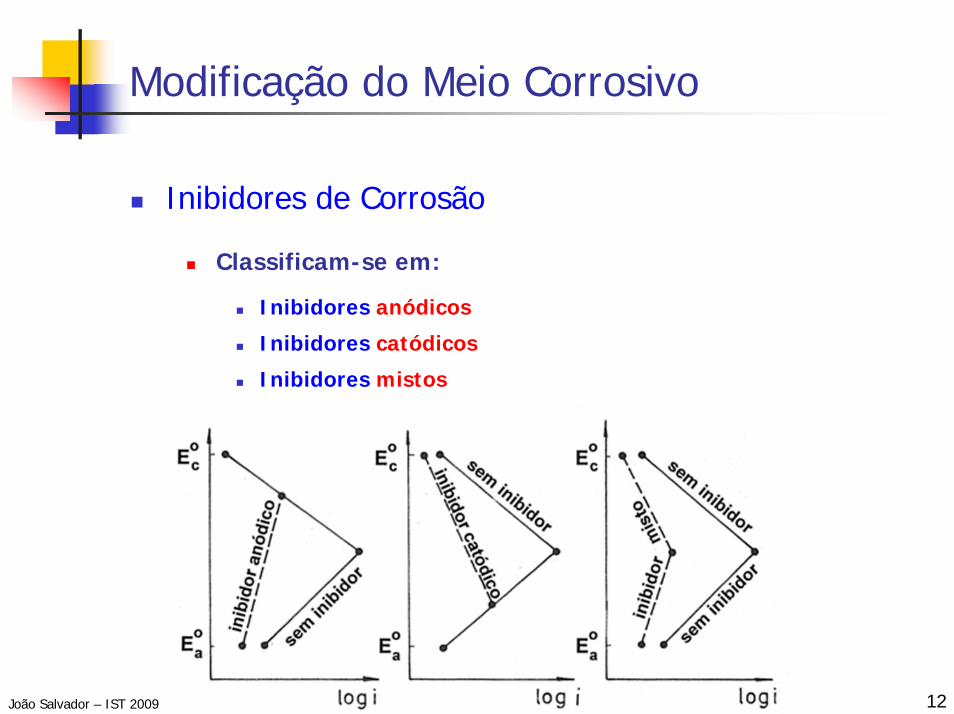
Inibidores de Corrosão
Classificam-se em:
Inibidores anódicos
Inibidores catódicos
Inibidores mistos
13João Salvador – IST 2009
Modificação do Meio Corrosivo
Inibidores Anódicos
Interferem nas reacções anódicas
Normalmente trata-se de aniões que migram para superfícies anódicas, formando películas protectoras
Podem dividir-se em:
Inibidores não-oxidantes
Inibidores oxidantes

14João Salvador – IST 2009
Modificação do Meio Corrosivo
Inibidores não-oxidantes
Ortofosfatos (ex.: fosfato dibásico):Aumentam a alcalinidade do meio e, se a água for suficientemente dura, formam-se filmes de CaCO3, óxidos de ferro e fosfatos.
Silicatos (ex.: silicato de sódio):Acção semelhante à dos ortofosfatos
Inibidores oxidantesNitritos:
Oxidam os produtos de corrosão que passam a formar filmes passivantes compostos por espécies menos solúveis
Apenas usados em meios neutros ou alcalinos (em meio ácido decompõem-se em NO e NO2
Usados, por exemplo, em oleodutos para gasolina (0.10% NaNO2 ⇒ Taxa de corrosão do aço = 0 mm/ano)
Cromatos:Semelhantes ao nitritos, mas os filmes formados contêm cromatos (CrO4
2-), Cr2O3 e Fe2O3, que aumentam o poder protector
15João Salvador – IST 2009
Modificação do Meio Corrosivo
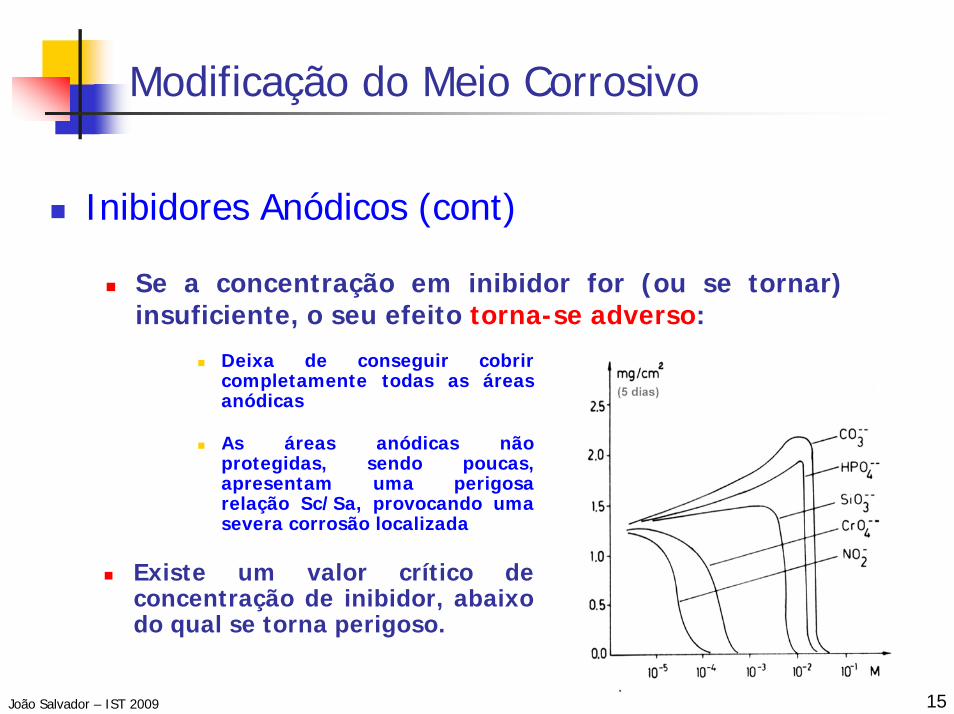
Inibidores Anódicos (cont)
Se a concentração em inibidor for (ou se tornar) insuficiente, o seu efeito torna-se adverso:
Deixa de conseguir cobrir completamente todas as áreas anódicas
As áreas anódicas não protegidas, sendo poucas, apresentam uma perigosa relação Sc/Sa, provocando uma severa corrosão localizada
Existe um valor crítico de concentração de inibidor, abaixo do qual se torna perigoso.

16João Salvador – IST 2009
Modificação do Meio Corrosivo
Inibidores Anódicos (cont)
O emprego de inibidores anódicos pode ser feito de forma intermitente:
Começa-se por uma dosagem inicial de inibidor, que forma a película protectora
Seguidamente pode reduzir-se a quantidade de inibidor, sem que ocorra ataque ao metal
Em alguns casos pode sóadicionar-se inibidor de tempos a tempos
As adições seguintes de inibidor servem para reparar defeitos surgidos durante a operação do equipamento

17João Salvador – IST 2009
Modificação do Meio Corrosivo
Inibidores CatódicosInterferem nas reacções catódicas
Normalmente trata-se de catiões que migram para superfícies catódicas, onde reagem, depositando-se e polarizando as reacções que aí tomam lugar
Venenos da reacção do hidrogénio ⇒ As3+ ou Sb3+ (antimónio), que se reduzem, elevando a sobretensão de libertação de hidrogénio
Polifosfatos ⇒ catiões coloidais de grandes dimensões, do tipo (Na5CaP6O18)n
n+ ⇒ migram para os cátodos, onde se depositam formando filmes espessos
Outros catiões (Zn2+, Mg2+, Ni2+, geralmente na forma de sulfatos) reagem com os iões OH- existentes nas zonas catódicas, formando hidróxidos insolúveis
Não apresentam os efeitos adversos dos inibidores anódicos

18João Salvador – IST 2009
Modificação do Meio Corrosivo
Inibidores Mistos
Actuam por adsorção em toda a superfície do metal
Interferem nas reacções anódicas e catódicas
Incluem:
Compostos contendo azoto, enxofre ou ambos (nitritosorgânicos aminas, amidas, tiocarbamidas... )

19João Salvador – IST 2009
Modificação do Potencial do Sistema
Protecção Catódica
20João Salvador – IST 2009
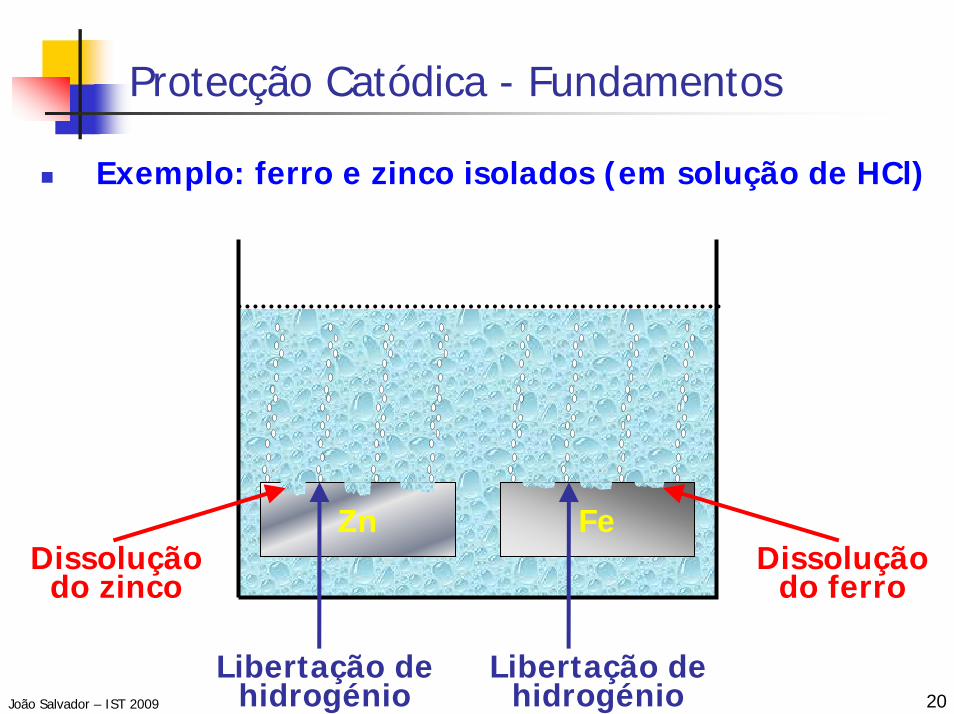
Protecção Catódica - Fundamentos
Exemplo: ferro e zinco isolados (em solução de HCl)
Dissolução do zinco
Zn FeDissolução
do ferro
Libertação de hidrogénio
Libertação de hidrogénio

21João Salvador – IST 2009
Protecção Catódica - Fundamentos
Exemplo: ferro e zinco em contacto (em solução de HCl)
Dissolução do zinco
Libertação de hidrogénio
FeZn
H+Zn2+
e-
Ânodo Cátodo

22João Salvador – IST 2009
Protecção Catódica - Factos
Sir Humphry Davy (1824)Primeiros estudos, na Royal Society (Fe e Cu)
Aplicação ao primeiro navio (HMS Samarang)
Estados UnidosInicia-se no século XIX a construção de pipelines
1920-1930 ⇒ começam a surgir falhas por corrosão
Anos 30 ⇒ inicia-se a protecção (revestimentos e protecção catódica)
1936 ⇒ surge a Mid-Continent Cathodic Protection Association ⇒ NACE
Hoje ⇒ obrigatório o uso de CP em tanques e pipelines enterrados
Bahrain1º sistema de protecção catódica em 1939
Portugal ????????????

23João Salvador – IST 2009
Protecção Catódica - Tipos
Protecção Catódica - Tipos
Correntes Impostas
Ânodos Sacrificados

24João Salvador – IST 2009
Protecção Catódica – Correntes Impostas
Eoc
Eoa
i = 0 icorr
Ecorr
2 H+ + 2 e- → H2
H2 → H+ + 2 e-
Men+ + n e- → Me
Me→ Men+ + n e-
corrcorrbcorracorr iEiEiEE ==⇒= )()( 11
Sem Protecção:

25João Salvador – IST 2009
Protecção Catódica – Correntes Impostas
Eoc
Eoa
iapl
Ecorr
E
i
Eapl
Com Protecção:

26João Salvador – IST 2009
Protecção Catódica – Correntes Impostas
Com Protecção:
Eoc
Eoa
iapl
Ecorr
E
i
Eapl
E
E
E
oc
oa
ian
corr
log i
E
Eapl
icorr
27João Salvador – IST 2009
Protecção Catódica – Correntes Impostas
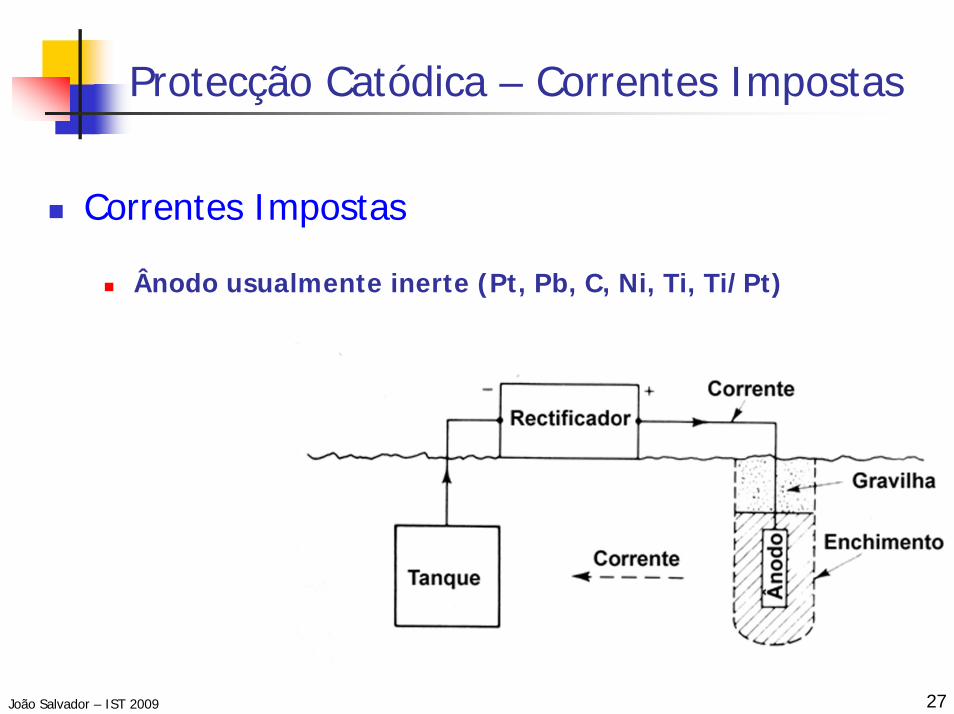
Correntes Impostas
Ânodo usualmente inerte (Pt, Pb, C, Ni, Ti, Ti/Pt)
28João Salvador – IST 2009
Protecção Catódica – Correntes Impostas

29João Salvador – IST 2009
Protecção Catódica – Correntes Impostas
RectificadorRectificador

30João Salvador – IST 2009
Protecção Catódica – Sacrificial
Ânodos Sacrificiais
Ânodo de metal menos nobre: Mg, Zn, Al protegem o aço
Ânodo de Magnésio

31João Salvador – IST 2009
Protecção Catódica – Sacrificial
Ânodos Sacrificiais (cont.)
Protecção catódica por ânodos sacrificiais de um termoacumulador de uso doméstico

32João Salvador – IST 2009
Protecção Catódica – Sacrificial
Ânodos Sacrificiais (cont.)
33João Salvador – IST 2009
Protecção Catódica - Critérios
Medida de potencial vs referência
Nos aços, -850 mV vs Cu/CuSO4 ou –800 mV vs Ag/AgCl
Cu/CuSO4 ⇒ + 0.318 V vs ENH
Em solos anaeróbios é necessário descer mais 100 mV
Critério “swing”
O potencial de protecção deverá ser 300 mV (ou 400 mV) inferior ao potencial “natural”

34João Salvador – IST 2009
Protecção Catódica - Critérios
Potenciais “Instant-off”
Medições de potencial com protecção activa
Efeitos das quedas óhmicas ⇒ valores erróneos de potencial
Alternativa ⇒ corte da corrente durante instantes
Potencial medido imediatamente a seguir ao corte da corrente ⇒ não é afectado pelas quedas óhmicas

35João Salvador – IST 2009
Protecção Catódica - Critérios
O potencial “instant-off” pode ser usado
em critério “absoluto” (vs eléctrodo de referência)
com base na diferença entre o valor “instant-off” e o “natural” (antes do início da aplicação de protecção)
Exige-se uma diferença de, pelo menos, 100 mV (150 mV em solos anaeróbios)
com base na diferença entre o valor “instant-off” e o que se atinge após algum tempo sem protecção (no mínimo 100-150 mV)

36João Salvador – IST 2009
Protecção Catódica - Consumos
Protecção de aços nús em solos ⇒ 10-20 mA/m² de metal
Valor indicativo ⇒ depende de vários factores (tipos de solos, arejamento, humidade, etc)
Condutas pintadas ⇒ necessário realizar testes (depende da eficácia e do grau de recobrimento por pintura)
Revestimento novo ⇒ assume-se 2% sem recobrimento
Tanque de aço núSuperfície exterior é tratada como as condutas
Superfícies interiores em contacto com água parada ⇒ 20- 65 mA/m²,
Superfícies interiores em contacto com água em movimentoDificulta-se a formação de depósitos de óxidos protectores
Densidades de corrente mais elevadas
Necessidade de testes
37João Salvador – IST 2009
Protecção Catódica - Precauções
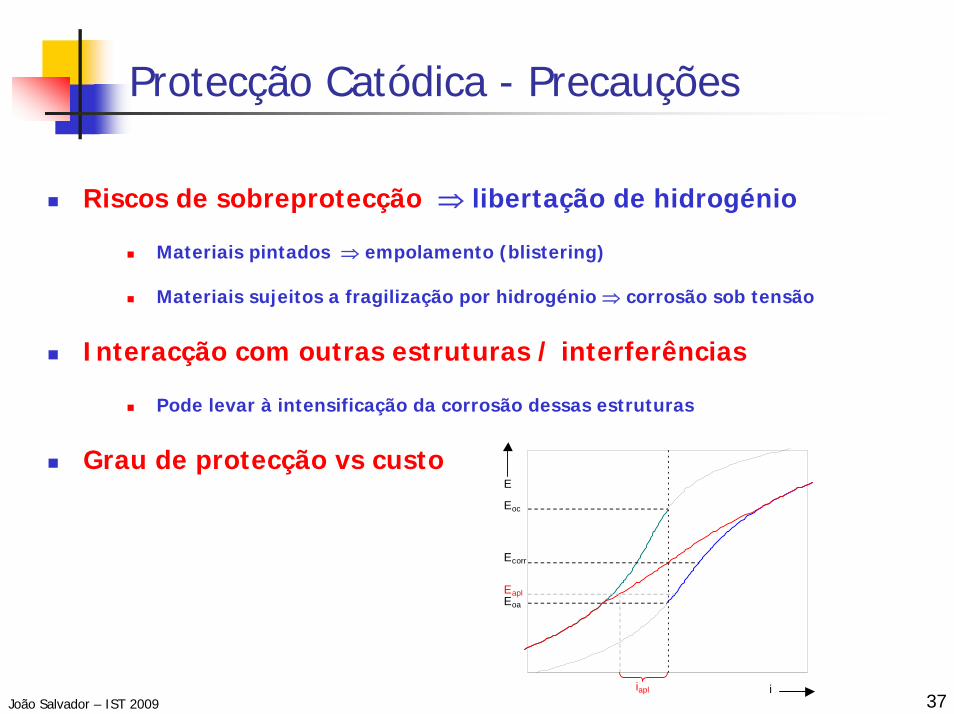
Riscos de sobreprotecção ⇒ libertação de hidrogénio
Materiais pintados ⇒ empolamento (blistering)
Materiais sujeitos a fragilização por hidrogénio ⇒ corrosão sob tensão
Interacção com outras estruturas / interferências
Pode levar à intensificação da corrosão dessas estruturas
Grau de protecção vs custoEoc
Eoa
iapl
Ecorr
E
i
Eapl

38João Salvador – IST 2009
Protecção Conjugada
Protecção Conjugada
39João Salvador – IST 2009
Modificação do Potencial do Sistema
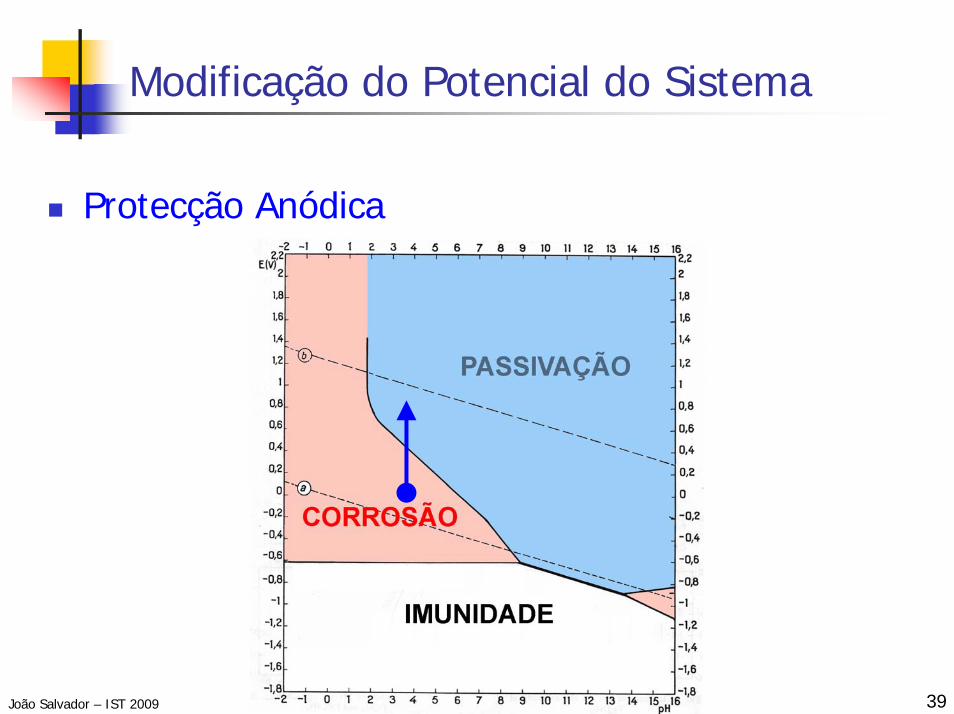
Protecção Anódica

40João Salvador – IST 2009
Protecção Anódica
Protecção Anódica

41João Salvador – IST 2009
Protecção Anódica
Protecção Anódica

42João Salvador – IST 2009
Revestimentos
Preparação de Superfícies
A eficiência de um revestimento depende do estado da superfície sobre o qual é aplicado
São de especial importância as propriedades que influenciam a continuidade e a aderência do revestimento
43João Salvador – IST 2009
Revestimentos
desengorduramento:
orgânico
alcalino
vapor
limpeza química - decapagem:
tem como função remover os óxidos
usam-se soluções agressivas, normalmente muito ácidas ou muito alcalinas
limpeza por acção mecânica - abrasivos:
escovas da aço, lixa, areia (seca ou molhada); granalha de aço angular (“grit”) ou esférica (“shot”), ...
Preparação de superfícies
44João Salvador – IST 2009
Revestimentos
Revestimentos
Camada superficial com propriedades diferentes das do metal-base
Classificação:
Inorgânicos, metálicos
Orgânicos

45João Salvador – IST 2009
Revestimentos Orgânicos
Revestimentos Orgânicos
Consistem numa barreira, constituída por resinas orgânicas (e outros aditivos) entre o material a proteger e o meio
Têm a propriedade de formar um filme (película sólida)contínuo e aderente ao substrato.
O processo mais comum de formação de películas orgânicas consiste na transformação de monómeros ou de polímeros lineares em polímeros tridimensionais

46João Salvador – IST 2009
Revestimentos Orgânicos
Tinta:
Produto pigmentado, normalmente aplicado na forma líquida sobre uma superfície
Ao secar, forma uma película sólida e insolúvel em água, aderente e opaca, com características protectoras ou apenas decorativas
Verniz:
Semelhante à tinta, mas normalmente sem pigmento, pelo que a sua principal característica é a transparência, formando películas mais ou menos duras e brilhantes

47João Salvador – IST 2009
Revestimentos Orgânicos
Protecção por Pintura:
Protecção activa:
efeito inibidor
protecção catódica
etc...
Protecção Passiva:
efeito barreira
48João Salvador – IST 2009
Revestimentos Orgânicos
Tinta = Pigmento + Carga + Veículo:
Pigmento:Além das propriedades anticorrosivas, confere à tinta a sua côr e opacidadeGama variada de pigmentos (inorgânicos ou orgânicos)
Carga: substância inorgânica cujo objectivo é conferir à tinta determinadas propriedades; por exemplo, pode usar-se para dar “corpo” à tinta
Veículo: solução coloidal de ligante no solvente:
Veículo
Veículo fixo ⇒ ligante, assegura a consistência
Veículo volátil - solubiliza o veículo fixo e assegura a viscosidade necessária à aplicação
solvente (que solubiliza)diluente (que confere a viscosidade óptima)
49João Salvador – IST 2009
Revestimentos Orgânicos
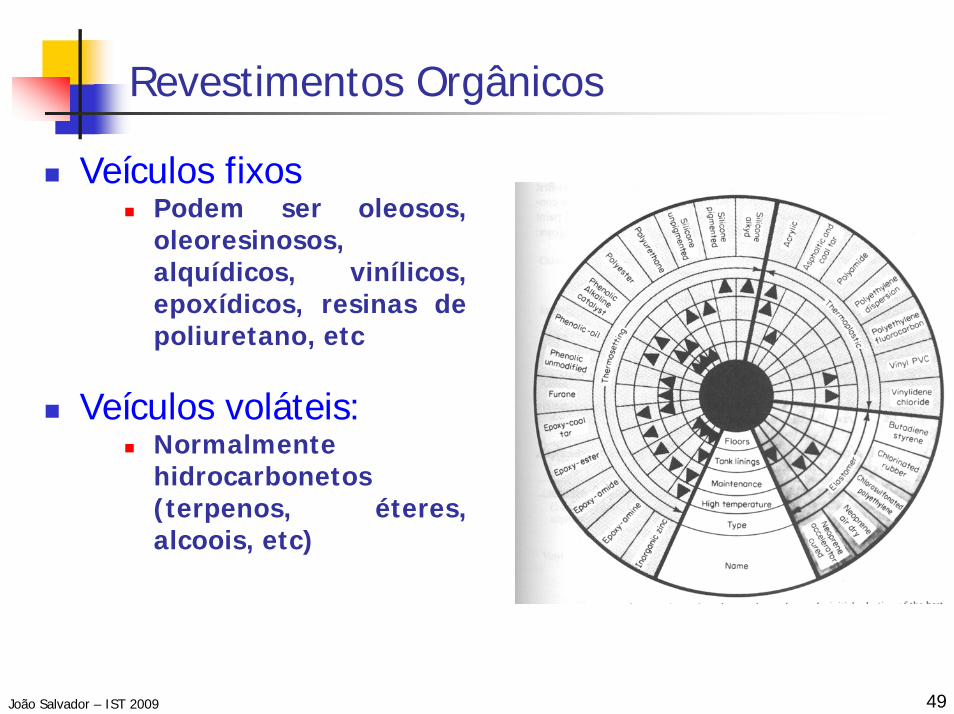
Veículos fixosPodem ser oleosos, oleoresinosos, alquídicos, vinílicos, epoxídicos, resinas de poliuretano, etc
Veículos voláteis:Normalmente hidrocarbonetos (terpenos, éteres, alcoois, etc)

50João Salvador – IST 2009
Revestimentos Orgânicos
Aditivosadicionam-se para conferir à tinta certas propriedades:
secantes (catalisadores)
agentes de suspensão
agentes anti-pele
agentes bactericidas
outros
51João Salvador – IST 2009
Revestimentos Orgânicos
Secagem de uma tinta:por evaporação do solvente, ficando uma película de material sólido
por conversão de constituintes do veículo ao estado sólido, através de reacções químicas envolvendo normalmente oxidações por acção do ar (uso de secantes, Co, Mn)
por reacções de polimerização, policondensação ou outras, entre os diferentes componentes do veículo (agente de cura ou estufagem)
52João Salvador – IST 2009
Revestimentos Orgânicos
Sistema de Pintura: Primário + Subcapa(s) + Acabamento
Primário:é a tinta que está em contacto com o metal
acção protectora
Subcapa(s):acção niveladora da superfície (carga elevada)
estabelece a ligação entre primário e acabamento
Acabamento:vai dar o aspecto final
funciona como barreira
protege o primário
pode ainda ter propriedades anti-vegetativas
53João Salvador – IST 2009
Revestimentos Orgânicos
Primário:Pode actuar por várias formas:
protecção catódica, contendo elevadas percentagens de pigmentos com acção sacrificial (ex: pó de zinco)
inibição anódica, contendo pigmentos como os cromatos ou o fosfato de zinco
efeito barreira, contendo pigmentos lamelares (plaquetas) de grafite ou mica
Acabamentoa sua selecção e aplicação adequada são fundamentais
não podem ser apenas vistos como conferindo boa aparência

54João Salvador – IST 2009
Revestimentos Orgânicos
Outras tintas:tinta pré-primário (wash-primer)
tb conhecidas por condicionadores
aplicam-se directamente no metal
aumentam a aderência do primário ao substrato
constituídas por um pigmento inibidor e ác. fosfórico
não resistem aos meios corrosivos
primários de espera (shop-primer):
têm como função conferir uma protecção temporária, enquanto não se procede à aplicação do primário

55João Salvador – IST 2009
Revestimentos Metálicos
Revestimentos Metálicos - Classificação:Quanto ao método de aplicação
electrodeposição
projecção
folheação
imersão
difusão
via química
técnicas de vácuo (deposição de vapor, implantação iónica,...)
Quanto ao seu efeito protectorapenas efeito barreira (revestimentos mais nobres que o metal)
efeito barreira associado a protecção catódica (revestimentos menos nobres que o metal)
56João Salvador – IST 2009
Revestimentos Metálicos
Electrodeposição:Revestimento muito fino e livre de poros
Utiliza uma célula electrolíticasolução contendo os iões do metal a depositar
ânodos inertes ou do metal a depositar
Variáveis:Temperatura, densidade de corrente, tempo, composição da solução, etc
Exemplos:Revestimentos de ouro, prata, cobre, estanho, cádmio (!!!), zinco, ...
Niquelagem dos aços
Aços cromados:cobreagem (aderência)
niquelagem (protecção)
cromagem (protecção + efeito decorativo)

57João Salvador – IST 2009
Revestimentos Metálicos
Projecção (metalização):Utiliza uma pistola com 3 zonas:
Materiais usados
zinco, alumínio, ligas zinco-alumínio
Revestimentos porosos
podem ser posteriormente pintados
Preparação de superfícies (sand-blasting)
Aplicação in-situ (pontes e outras super-estruturas...)
alimentação de combustível (acetileno) e ar comprimido
fusão do metal (fio ou pó)
projecção

58João Salvador – IST 2009
Revestimentos Metálicos
Folheação (cladding):Aplicação de uma folha fina de material a proteger
Permite combinar as propriedades estruturais do material-base com a resistência à corrosão do material de revestimento
Produzido por laminagem (rolling) simultâneo do material a proteger e da(s) película(s) protectora(s)
Utiliza-se frequentemente a laminagem a quente
Exemplo:
ligas de alumínio (duralumínios) ⇒ ALCLAD
59João Salvador – IST 2009
Revestimentos Metálicos
Imersão (hot dipping):é o mais antigo método de revestimento e um dos mais usados
o seu exemplo mais comum é a galvanização:imersão de aço em banho de Zn fundido (445-460°C)
difusão superficial no material a proteger, com formação de várias camadas de liga bimetálica Fe-Zn e uma camada exterior de zinco
revestimentos mais espessos do que os obtidos por electrodeposição e não uniformes
não há limitações de geometria
pode ser pintado (após fosfatação ou depois de um período de “envelhecimento” do galvanizado)
60João Salvador – IST 2009
Revestimentos Metálicos
Difusão:envolve um tratamento térmico que leva à difusão de um metal (normalmente em pó) no outro (metal-base)
o processo mais conhecido é o da “Sherardização”:
difusão de zinco em pó sobre peças de aço ou ferro
utilizado em peças de pequenas dimensões (porcas, parafusos)
utiliza um tambor rotativo
temperaturas de 350-400°C
uso de um material inerte (ex: areia) para evitar a aglomeração do pó de zinco
revestimentos semelhantes aos obtidos por galvanização
existem tratamentos mais recentes, com o mesmo princípio

61João Salvador – IST 2009
Revestimentos Metálicos
Via química (deposição electroless):
322
3
-2rcatalizado22
rcatalizado2
rcatalizado23222
NiHPONiHPO (4)
POHOHHPOH(3)
2HNiH2Ni(2)
H2HPOHOHPOH(1)
→+
++→+
+→+
++→+
+−
−
++
−+−
hipofosfito ortofosfito
η ≈ 38%
difere da electrolítica por não necessitar de corrente eléctrica
metais depositados: Ni, Co, Cu, Pd, Au, ...
deposição de níquel (niquelagem química):
62João Salvador – IST 2009
Revestimentos Metálicos
Técnicas de (alto) vácuo:
⇒ materiais de pequenas dimensões
⇒ os produtores de equipamento afirmam estar em condições de produzir equipamento para uso em linhas de produção
preço elevado ⇒ utilizam-se para “peças críticas” (indústria da defesa, implantes metálicos)
câmara de vácuo
deposição de vapor:vapor do metal produzido por aquecimento/vaporização ou sputtering
deposição por efeito de um campo eléctrico aplicado
implantação iónicaiões provenientes de um acelerador de partículas chocam com o metal, penetrando nas suas camadas superficiais
a zona afectada pelo processo apresenta composição e propriedades distintas do resto do material

63João Salvador – IST 2009
Revestimentos Inorgânicos (Não-Metálicos)
Tratamentos de Conversão:Formação de películas sobre superfícies metálicas, por reacção das suas camadas externas com aniões adequados.
Processos mais comuns:Cromatação ⇒ óxidos e hidróxidos de crómio, cromatos
Fosfatação ⇒ fosfatos
Objectivos:aumentar a resistência à corrosão do metal ou revestimento metálico
aumentar a aderência de tintas ou outros revestimentos orgânicos
efeitos decorativos
64João Salvador – IST 2009
Revestimentos Inorgânicos (Não-Metálicos)
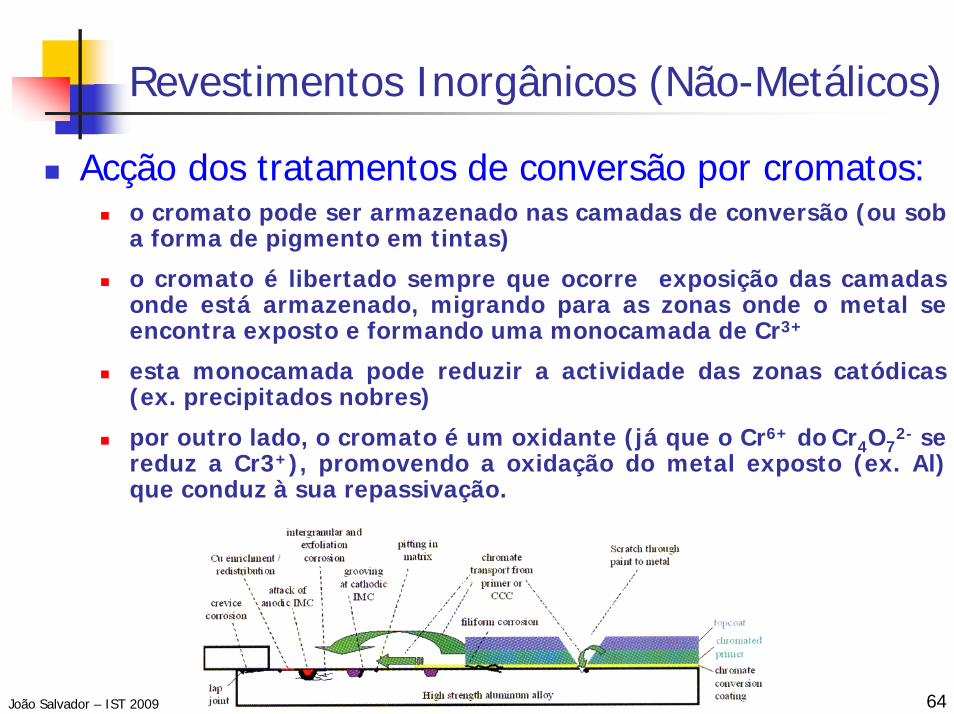
Acção dos tratamentos de conversão por cromatos:o cromato pode ser armazenado nas camadas de conversão (ou sob a forma de pigmento em tintas)
o cromato é libertado sempre que ocorre exposição das camadas onde está armazenado, migrando para as zonas onde o metal se encontra exposto e formando uma monocamada de Cr3+
esta monocamada pode reduzir a actividade das zonas catódicas (ex. precipitados nobres)
por outro lado, o cromato é um oxidante (já que o Cr6+ do Cr4O72- se
reduz a Cr3+), promovendo a oxidação do metal exposto (ex. Al) que conduz à sua repassivação.

65João Salvador – IST 2009
Revestimentos Inorgânicos (Não-Metálicos)
Anodização (do alumínio):O alumínio, quando exposto ao ar, forma espontaneamente uma película de óxidos (10-15 nm)
Através da polarização anódica do alumínio, pode promover-se a formação de películas mais espessas de óxido de alumínio
Podem obter-se óxidos espessos (dezenas de µm)
Electrólitos mais comuns:Ácido sulfúrico (15%-20%)
não utilizável em objectos com cavidades ou sujeitos a fadiga mecânica
Ácido crómico (5%)não apresenta os problemas da anodização sulfúrica
reagentes tóxicos e cancerígenos
Ácido oxálico (3%) ⇐ Alumite (Japão)

66João Salvador – IST 2009
Revestimentos Inorgânicos (Não-Metálicos)
Anodização (do alumínio):
Ân
odo
Cát
odo
I
ElectrólitoAlumínio
Camada de
alumina

67João Salvador – IST 2009
Revestimentos Inorgânicos (Não-Metálicos)
Anodização (do alumínio):electrólitos não agressivos (electrólitos neutros):
a espessura do filme é proporcional ao potencial aplicado
filmes barreira (não porosos)
electrólitos ácidos (agressivos):
formação de estrutura duplex
espessura mais dependente do tempo

68João Salvador – IST 2009
Revestimentos Inorgânicos (Não-Metálicos)
Anodização (do alumínio):
Secção transversal(200 000 X)
100 nm
Filme de óxido destacado(100 000 X)
200 nm

69João Salvador – IST 2009
Revestimentos Inorgânicos (Não-Metálicos)
Anodização (do alumínio):coloração:
após a anodização, a camada porosa é adequada a receber coloração
usam-se geralmente corantes orgânicos
pode também obter-se coloração durante o processo de anodização
exemplo:

70João Salvador – IST 2009
Revestimentos Inorgânicos (Não-Metálicos)
Anodização (do alumínio):colmatagem:
tem como função fechar os poros do anodizado
acima dos 80°C, a alumina monohidratada (Al2O3.H2O) dáorigem à bohmite (Al2O3.3H2O) ⇒ o aumento de volume daíresultante leva à colmatagem dos poros
a colmatagem pode efectuar-se por imersão em água fervente, usando vapor ou ainda em soluções ferventes com inibidores.

71João Salvador – IST 2009








![lcor - greensun.com.brgreensun.com.br/lcor.pdf · Os cálculos das taxas de corrosão foram feitos com base na fórmula mostrada abaixo para o ataque corrosivo uniforme dos cps.]](https://img.document.onl/doc/110x75/5bf1feac09d3f2556c8c5d8c/lcor-os-calculos-das-taxas-de-corrosao-foram-feitos-com-base-na-formula.jpg)


















