Embed Size (px)
Citation preview
Departamento de Engenharia Química e dos Materiais
SOLDAGEM POR TERMOFUSÃO APLICADO EM TUBOS
FABRICADOS DE POLIAMIDA 12
Aluno: Thais Bastos de Castro
Orientador: Ivani de S. Bott
1.Introdução
A utilização de polímeros na engenharia vem crescendo ao longo dos anos nas áreas de
aeronáutica, aeromobilística, eletrônica e eletrotécnica [1]. Este projeto foca no avanço do uso
de polímeros nos sistemas de tubulação, especificamente na Poliamida 12 (PA12).
Atualmente uma variedade de polímeros como a PA 12 são utilizados nesses sistemas por
conta de algumas propriedades desse material como a baixa densidade, menores custos, baixa
condutividade, baixa resistência ao calor e alta resistência à corrosão o tornam, em alguns
casos, mais vantajosos que os materiais metálicos [2].
Em 2013 iniciouse a substituição das tubulações de aço carbono no transporte em
média e baixa pressão (7 bar a 18bar) pela Sulgás no Rio Grande do Sul. Os principais
motivos foram a durabilidade nos sistemas com alcance vida útil de 50 anos e a facilidade de
manutenção do sistema, devido a maior resistência da PA12 é possível maior espaçamento
entre as soldas quando comparada com o aço carbono [3].
O objetivo do estudo é verificar se as soldas de PA12 feitas usualmente na indústria
pelo processo de termo fusão ou hot plate welding (soldagem por chapa quente) seguindo a
norma alemã DVS 2207 (Deutscher Verband Fur Schweisstechnik e. V. – Associação Alemã
de Tecnologia e Soldagem) [4] representam a melhor condição para resistência e rigidez da
solda.
2.Poliamida

Departamento de Engenharia Química e dos Materiais A poliamida utilizada para os testes foi inicialmente confeccionada segundo a
Associação Brasileira de Normas Técnicas (ABNT) NBR ISO 16486 e especificações para
tubos e conexões usados em sistemas de distribuição de gás, com operação de 18 bar.
Os tubos fornecidos foram produzidos com 900 mm de comprimento, 90mm de
diâmetro externo, 8,2 mm de espessura e SDR (relação entre o diâmetro do tubo e a espessura
da parede) igual a 11. Algumas das características são apresentadas na tabela 2.1 [2].
PA 12
MRS (Tensão circunferencial) [Mpa] 18
Densidade (g/cm3) 1,0 – 1,04
Viscosidade (mL/g) ≥ 180
Temperatura de aplicação máxima (°C) (60 – 80) °C
Tensão de Tração no escoamento (Mpa) 40
Alongamento a ruptura (%) > 250
Módulo de Flexão (Mpa) 1300
Temperatura de Fusão (°C) 177
Coeficiente de dilatação Térmica (194 K1) 1,44
Condutividade Térmica W/m.K 0,22
Resistividade superficial (ohm) 1014
Teor de umidade no equilíbrio (%) 1,5
Tabela 2.1:Características da PA 12 VESTAMID® NRG 2101, utilizada neste trabalho.
Classificado como um termoplástico, isto é, ao ser aquecida a poliamida tornase
maleável e retorna sua rigidez quando resfriada.
O material tem suas cadeias macromoleculares interagindo por Forças de Van der
Waals ou Ligações de Hidrogênio, fazendo com que se quebrem com o calor e se
reestabeleçam com o resfriamento, sem afetar as ligações covalentes. Consequentemente, o
monômero, molécula fundamental de um polímero, não sofre alterações [4]. Desse modo o
material pode ser derretido e moldado, fazendo deste um material reciclável.

Departamento de Engenharia Química e dos Materiais As poliamidas são resultantes da polimerização por condensação e engloba um dos 3
tipos de monômeros: diaminas e diácidos, lactamas ou de aminoácidos[5]. O tamanho da
cadeia de carbono entre os grupos funcionais de amida (NHC=O) define as resistências
térmicas e mecânicas, isto é quanto maior a distância, menor a resistência, maior a
elasticidade e maior absorção de água (devido ao aumento das ligações de hidrogênio).
A PA 12 [ (C12H22NO) n] vista na figura 2.1 é formada a partir do petróleo e
produzida a partir de laurolactama, possui uma cadeia de 12 carbonos entre os grupos
funcionais o que significa que ela seria menos resistente, porém absorve menos água que a
PA6 por exemplo.
Figura 2.1: Fórmula estrutural completa (a) e condensada linear (b) para a Poliamida 12.
3.Procedimento Experimental
3.1Soldagem das amostras
Foram confeccionados 6 conjuntos com 6 réplicas de cada em diferentes condições
especificados na tabela 3.1.1.
Conjunto Temperatura da placa
de aquecimento [°C]
Tempo de
Resfriamento com
pressão [min]
Tipo de Resfriamento
1 220 11
Temperatura Ambiente
– Ao ar 2 240
3 220 5 Em água

Departamento de Engenharia Química e dos Materiais
4 240
5 220 11
6 240
Tabela 3.1.1: Conjunto de parâmetros
Para fazer as soldas utilizouse a Máquina de Solda por Termo fusão com controle
CNC, na base de fixação dos tubos foram inseridos dois tubos distando aproximadamente
6cm e presos à máquina com auxílio do jogo de casquilhos como demonstrado na figura 3.1.1.
Figura 3.1.1: Máquina de Solda por Termo fusão com controle CNC com os tubos de poliamida fixados
A primeira etapa consiste na regulagem da máquina, onde se aplica a pressão necessária
para juntar os tubos (pressão de arraste) indicada para cada conjunto na tabela 3.1.2. Após os
tubos entrarem em contato somase a pressão de préaquecimento no valor de 8 bar e
regulase o alinhamento entre eles.
Pressão de Arraste [Bar]
Réplica
Conjunto 1 2 3 4 5 6
Departamento de Engenharia Química e dos Materiais
1 5 4 6 5 6 6
2 4 4 4 4 4 5
3 5 4 5 6 6 4
4 5 5 7 7 6 5
5 5 4 5 6 6 4
6 5 5 7 7 6 5
Tabela 3.1.2: Pressão de Arraste
Retirase a pressão total para afastar os tubos, posicionar a faceadora entre eles e
acionase a pressão total iniciando assim o faceamento da superfície até se encontre lisa, isto
é, própria para a soldagem.
Igualase a pressão a 0 bar para o afastamento dos tubos e posterior inserção da chapa
de aquecimento, ativase novamente a pressão total que é mantida até a formação do cordão
de solda com aproximadamente 1,5 mm de largura. Atingido o tamanho indicado, em uma
margem de 6 segundos, retirase a pressão, afastase os tubos e retirase a placa de
aquecimento. Retirada a placa de aquecimento em 7 segundos devese elevar a pressão para o
contato dos tubos por 98 segundos mais o tempo de resfriamento com pressão. Zerase a
pressão e os conjuntos 1 e 2 ficam em repouso enquanto os conjuntos 3, 4, 5 e 6 são inseridos
num recipiente com água e mantidos submersos por 5 minutos.
3.2Ensaio de Rigidez
As soldas produzidas e o tubo original para o ensaio de amassamento foram cortados
com 15,0 cm ± 3 de comprimento, com a solda centralizada, de acordo com a norma ASTM
D2412.
O ensaio foi realizado a temperatura em torno de 23°C e umidade 50% com auxílio da
Máquina de Ensaio Universal daMTS com capacidade de 50K apresentado na figura 3.2.1. O
amassamento foi feito a uma velocidade de 12,5 mm/min até que o material atingisse uma
deflexão correspondente a 30% da média do diâmetro interno. A deflexão é obtida pela razão
entre a variação do diâmetro interno e o diâmetro inicial e a rigidez é calculada a partir da
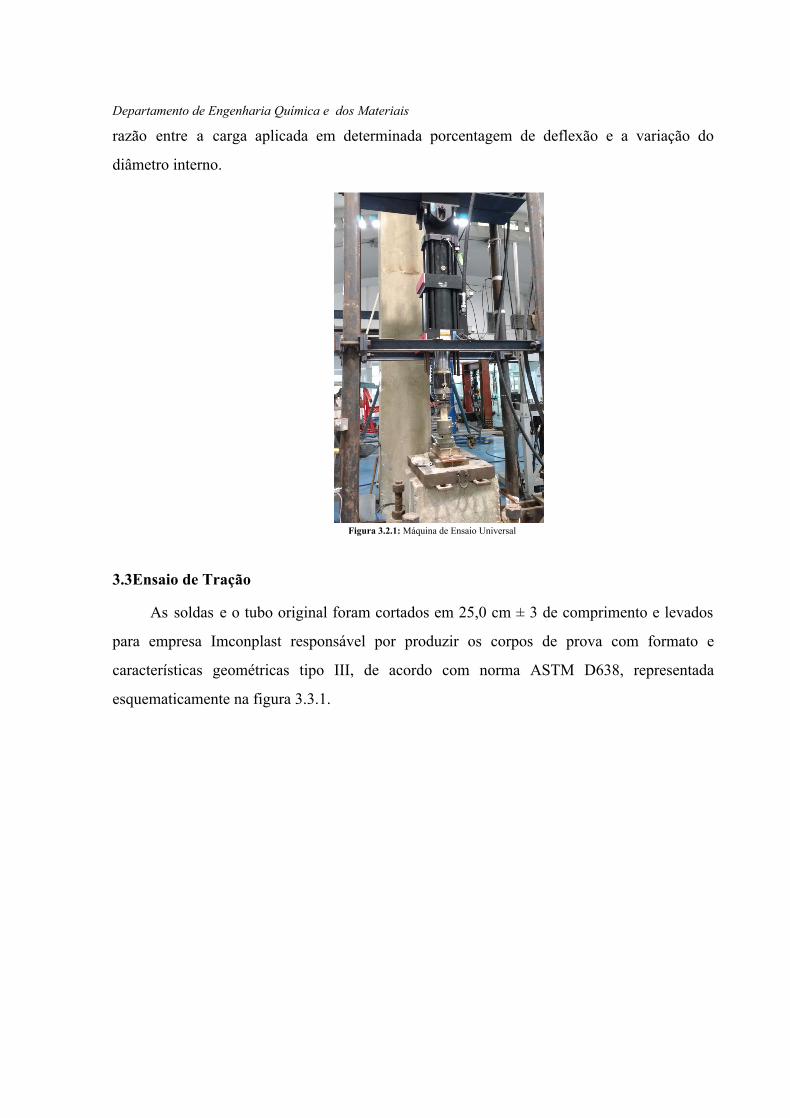
Departamento de Engenharia Química e dos Materiais razão entre a carga aplicada em determinada porcentagem de deflexão e a variação do
diâmetro interno.
Figura 3.2.1: Máquina de Ensaio Universal
3.3Ensaio de Tração
As soldas e o tubo original foram cortados em 25,0 cm ± 3 de comprimento e levados
para empresa Imconplast responsável por produzir os corpos de prova com formato e
características geométricas tipo III, de acordo com norma ASTM D638, representada
esquematicamente na figura 3.3.1.

Departamento de Engenharia Química e dos Materiais
Figura 3.3.1: Modelo do corpo de prova
Foram confeccionados 10 corpos de prova para cada um dos 6 conjuntos de parâmetros,
sendo 5 com rebarba da solda e 5 sem a rebarba, mais 5 do tubo original.
O ensaio de tração foi feito com o Sistemas de Ensaio de Bancada com coluna dupla
modelo 5966 da Instron. Os corpos de prova foram numerados de acordo com o seu conjunto,
sendo as primeiras 5 réplicas com rebarba e as 5 seguintes sem.
Os corpos de prova foram posicionados no aparelho de acordo com a figura 3.3.2.
Sendo fixados com auxílio de garras para minimizar o escorregamento devido à curvatura do
material analisado.

Departamento de Engenharia Química e dos Materiais
Figura 3.3.2: Sistemas de Ensaio de Bancada com coluna dupla
4.Resultados e discussão
4.1Ensaio de Rigidez
Os resultados do ensaio de Amassamento estão registrados na tabela 4.1 e representados
na figura 4.1. Destacase no gráfico a superioridade de resistência do conjunto 2, com maior
temperatura de soldagem, tempo de resfriamento com pressão e resfriamento em temperatura
ambiente.

Departamento de Engenharia Química e dos Materiais
Corpo de prova Rigidez Média [Kpa] Desvio Padrão [%]
Conj 1 142,45 1,79 (1,26%)
Conj 2 164,71 9,04 (5,49%)
Conj 3 141,77 4,9 (3,45%)
Conj 4 143,78 8,04 (5,59%)
Conj 5 137,93 11,29 (8,18%)
Conj 6 136,77 4,77 (3,49%)
Tabela 4.1: Resultados do ensaio de amassamento
Figura 4.1: Curva força versus deslocamento.
4.1.1Influência da temperatura
Sendo os conjuntos ímpares realizados na temperatura de 220ºC e os pares à 240ºC. A
partir dos gráficos da figura 4.1.1.1 podese constatar que a variação da rigidez devido a
alteração de temperatura da chapa é pouco significativa em todas as comparações exceto a
comparação entre conj.1 e conj. 2 indicando que a superioridade do conjunto seja proveniente
de outro parâmetro ou da mistura de parâmetros.

Departamento de Engenharia Química e dos Materiais
Figura 4.1.1.1: Influência da temperatura de soldagem na rigidez
A ausência de influência da temperatura é resultante de uma variação baixa (20°C)
entre as temperaturas de soldagem analisada.
4.1.2Influência do tipo de Resfriamento
A partir da figura 4.1.2.1 podese observar novamente a superioridade do conjunto 2 e a
superioridade recorrente dos conjuntos resfriados em temperatura ambiente, portanto é
admissível que o resfriamento em água afete negativamente a rigidez da solda.
Figura 4.1.2.1: Influência do tipo de resfriamento na rigidez

Departamento de Engenharia Química e dos Materiais Essa diferença é dada pela ação plastificante da água no material, que provoca uma
separação entre as macromoléculas do polímero, promovendo a flexibilidade [6].
4.1.3Influência do tempo de resfriamento com pressão
O tempo de resfriamento com pressão se mostrou o principal fator influenciador da
rigidez da junta. Como verificase na figura 4.1.3.1, a rigidez é maior nos conjuntos com
menor tempo de resfriamento com pressão.
Figura 4.1.3.1: Influência do tempo de resfriamento com pressão na rigidez
A maior rigidez com o menor tempo significa que o material fundido teve menos tempo
para interagir sob pressão, logo ele é mais afetado por possíveis tensões residuais geradas
durante o resfriamento da junta [7] que neste caso aumentaram a rigidez da solda.
4.2Ensaio de Tração
Os resultados foram comparados entre conjuntos que variavam em apenas um
parâmetro: existência de rebarba, temperatura de soldagem, tempo de resfriamento com
pressão.
As juntas soldadas e o tubo original foram ensaiados até a ruptura. A partir do ensaio foi
definido o limite de resistência à tração, conforme os dados mostrados nas tabelas 4.2.1 e
4.2.24. Neste caso, o limite de escoamento não é avaliado através do ensaio de tração, pois o
material de base e o material da região soldada podem apresentar microestruturas diferentes.

Departamento de Engenharia Química e dos Materiais
Corposdeprova com Rebarba Limite de Resistência [MPa] Desvio Padrão
Conj 1 37,84 2,56 (6,77%)
Conj 2 37,68 0,87 (2,29%)
Conj 3 38,64 3,26 (8,43%)
Conj 4 37,33 1,11 (2,97%)
Conj 5 42,83
9,75
(22,76%)
Conj 6 38,97 1,35 (3,46%)
Tabela 4.2.1: Limites de resistência dos corpos de prova de Poliamida 12 soldados, com rebarba.
Corposdeprova sem Rebarba Limite de Resistência
[MPa] Desvio Padrão
Conj 1 37,26 5,35 (14,35%)
Conj 2 37,20 0,75 (2,02%)
Conj 3 36,02 3,90 (10,84%)
Conj 4 38,85 0,73 (1,87%)
Conj 5 38,66 0,77 (1,98%)
Conj 6 40,32 0,77 (1,90%)
Tabela 4.2.2: Limites de resistência dos corpos de prova de Poliamida 12 soldados, sem rebarba.
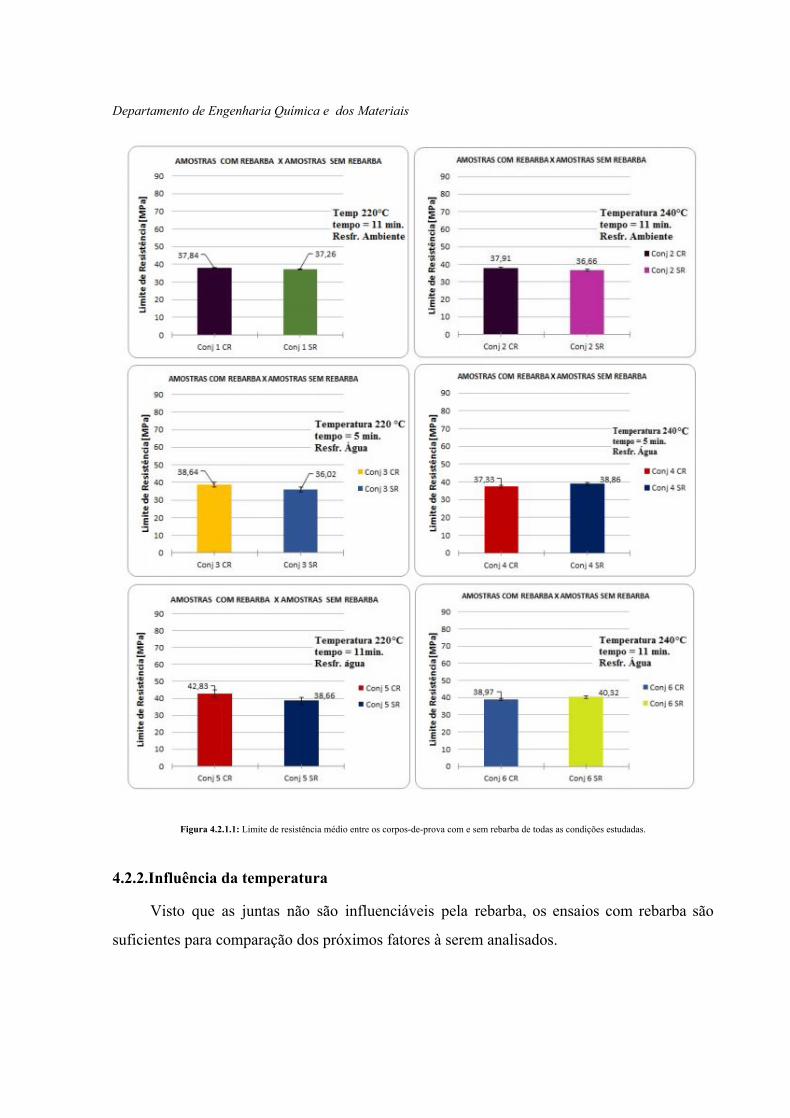
4.2.1Influência da Rebarba
O limite de resistência foi analisado através da comparação entre as médias dos valores,
considerando os mesmos parâmetros de soldagem para as juntas soldadas com e sem rebarba.
Pode ser observado nos gráficos da figura 4.2.1.1 que a presença da rebarba não altera
significativamente o limite de resistência das juntas soldadas.
Departamento de Engenharia Química e dos Materiais
Figura 4.2.1.1: Limite de resistência médio entre os corposdeprova com e sem rebarba de todas as condições estudadas.
4.2.2.Influência da temperatura
Visto que as juntas não são influenciáveis pela rebarba, os ensaios com rebarba são
suficientes para comparação dos próximos fatores à serem analisados.

Departamento de Engenharia Química e dos Materiais Sendo os conjuntos ímpares realizados na temperatura de 220ºC e os pares à 240ºC. A
partir dos gráficos da figura 4.2.2.1 podese constatar que a variação devido a alteração de
temperatura da chapa é pouco significativa.
Figura 4.2.2.1: Influência da temperatura das amostras com rebarba
4.2.3.Influências do tipo de resfriamento
Sendo os conjuntos 1 e 2 realizados com resfriamento à temperatura ambiente e os
conjuntos 5 e 6 com resfriamento em água. A partir dos gráficos da figura 4.2.3.1 podese
constatar que as soldas feitas em resfriamento à temperatura ambiente são levemente mais
resistentes.
Figura 4.2.3.1: Influência do tipo de resfriamento das amostras com rebarba

Departamento de Engenharia Química e dos Materiais
4.2.3Influência do tempo de resfriamento com pressão
Sendo os conjuntos 3 e 4 resfriados com pressão em 11 minutos e os conjuntos 5 e 6
resfriados com pressão por 5 min. A partir dos gráficos da figura 11 podese constatar que as
soldas feitas em resfriamento com pressão por 5 min são levemente mais resistentes.
Figura 4.2.3.2: Influência do tempo de resfriamento com pressão das amostras com rebarba
5.Conclusão
Conclui se que a rigidez da solda é prejudicada pelo aumento no tempo de resfriamento
com pressão e pelo resfriamento em água. Porém a variação de temperatura em 20°C não
altera a rigidez do material.
Verificouse que o limite de resistência não é influenciado pela presença de rebarba,
nem pela temperatura. No entanto, o resfriamento em água e o menor tempo de resfriamento
com pressão apresentaram soldas mais resistentes em análises individuais de cada fator.
Pode ser identificado como fonte de erro na análise da influência da temperatura a baixa
variação de parâmetros aplicados nos testes.

Departamento de Engenharia Química e dos Materiais 6.Referências
1FACTORI, I. M., Processamento e propriedades de compósitos de poliamida 6.6
reforçadas com partículas de vidro reciclado. 2009
Disponível em:
<file:///C:/Users/g1312826/Downloads/Dissertacao_Irina_Marinho_Factori.pdf>
Acesso em:20/03/2016
2PADILHA, A. F., Materiais de engenharia – Microestrutura e Propriedades.
Editora HEMUS, 1997.
3“ABNT NORMATIZA USO DA POLIAMIDA PARA FABRICAÇÃO DE
GASODUTOS SITE ENERGIA HOJE,”
Disponível em:
<http://www.ctdut.org.br/blog/noticias/abntnormatizausodapoliamidaparafabricacaode
gasodutossiteenergiahoje.>
Acesso em: 22/01/2016
4Danieletto, José Roberto B. Manual de tubulações de Polietileno e Polipropileno:
Características, dimensionamento e instalação – Incluindo tubos estruturados, tubos PA
12 e dados sobre outros materiais: PEX, PERT, PB, PVDF, PVC. 3ª ed São Paulo: Linha
Aberta, 2014.
5D. T. Roda, Nylons/Poliamidas (PA) Estrutura química das poliamidas
Disponível em:< http://www.tudosobreplasticos.com/materiais/poliamidas.asp.
Acesso em: 27/03/2016.>
6 U. A. do Nascimento, G. A. V. Timóteo e M. S. Rabello,Efeito de Plastificantes à
base de Poliisobutenos nas Propriedades Físicas e Mecânicas do Polipropileno Polímeros
Ciência e Tecnologia Scientific and Technical Article., vol. 23, nº 2, pp. 257261, 2013.
7 M. J. Troughton, Handbook of plastics joining : a practical guide. 2nd ed.,
Norwich: Plastics desing library, 2008.