Embed Size (px)
Citation preview

1
Deposição de Filmes
2
Introdução
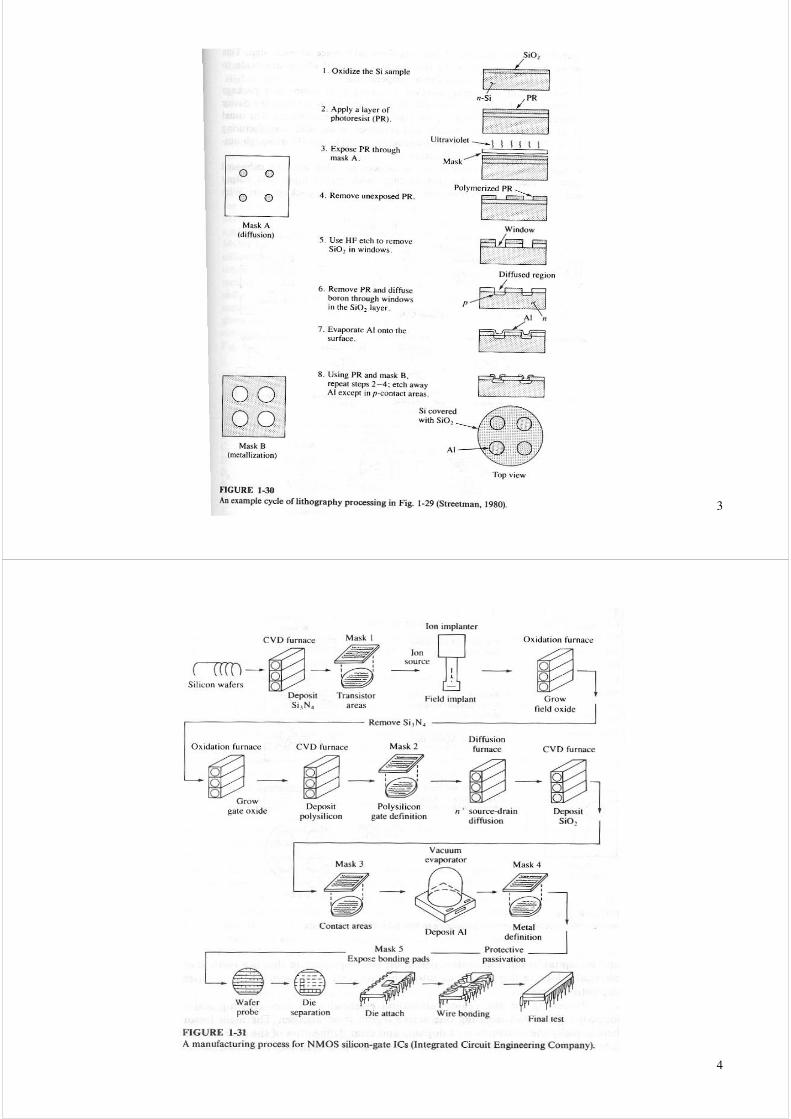
3
4
5
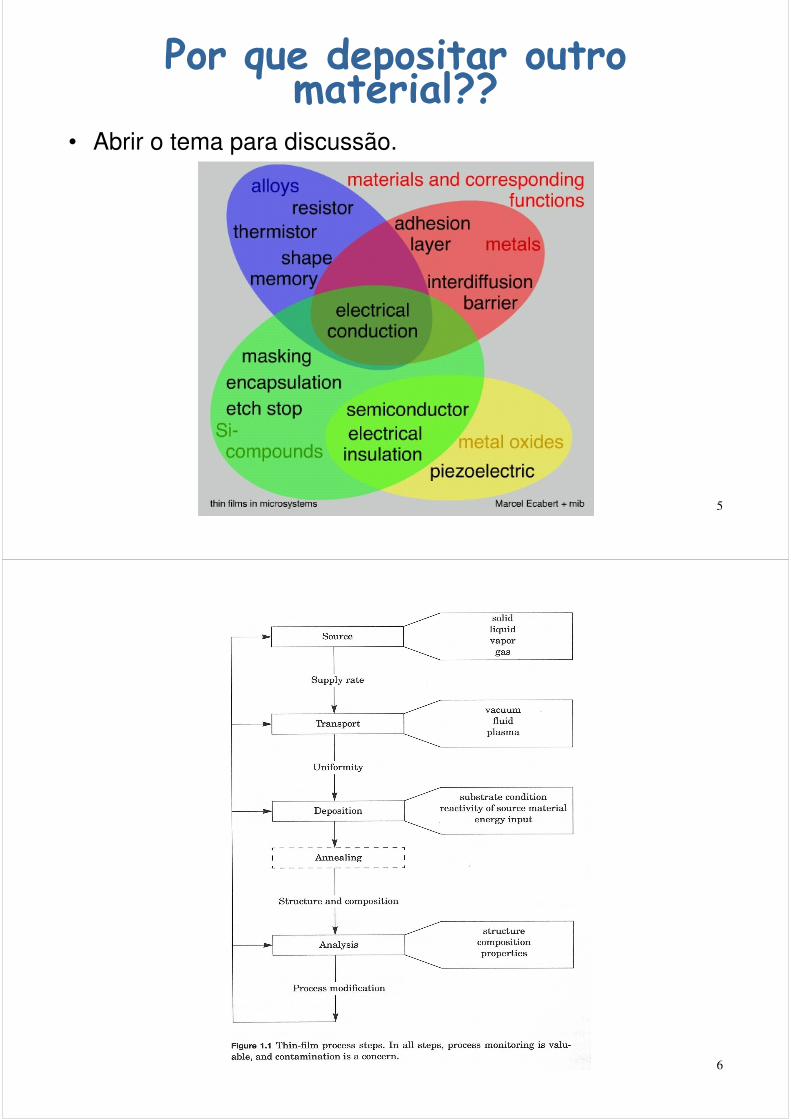
Por que depositar outro material??
• Abrir o tema para discussão.
6

7
Bombas para Equipamentos a Vácuo para MEMS e Microeletrônica
8

9
10

11
12

13
14

15
Gás - Vapor / Ponto Crítico
Pressão de saturação de
vapor
16
Modos de Armazenamento de Energia das Partículas
• Translacional• Rotacional• Vibracional• Eletrônica
2
2
1xtx
mv=ε
Energia de translação
Importantes em plasmas e deposição
ativada por fótons

17
Cinética de Gases
• Distribuição de Maxwell-Boltzmann:– as moléculas estão continuamente colidindo entre si e com as
paredes do recipiente. Em regime:
(K) absoluta atemperaturT
/1.38x10Boltzmann de constantek
(kg)molecular massam
dc e velocidadde incremento um de dentro dN moléculas de lincrementa númerodN/dc
(m/s) molécula da velocidadec
ãodistribuiç na moléculas de totalnúmeroN :onde
2
1
exp2
4
23-
B
22
3
2
=
==
=
=
=
=
=
KJ
Tk
mc
Tk
mc
N
dcdN
BBπ
π
18
Curva de Distribuição
M
RT
m
Tkc
M
RT
m
Tkc
B
B
33
88
2 ==
==
π
ππ
molecular) (pesomolar massa
Avogadro de número
gás do constante
==
=
==
A
A
AB
mNM
N
NkR

19
Fluxo de Impingimento Molecular
xinvJ
2
1=
cnJi
4
1=
20
Gás Ideal
• Considerando colisões elásticas,
• A força num processo de colisão é proporcional ao fluxo de impingimento:
• Lembrando que
xmv2momento de Variação =
2
22
2
3
1/ Portanto,
3
1
)2(/
nmvAF
vv
nmvmvJAF
x
xxi
=
=
==
M
RT
m
Tkc
B332 ==
π

21
Lei do Gás Ideal
TkBt
2
3=ε
22
Equação de Knudsen
• Devemos expressar o fluxo de impingimento em termos de quantidades macroscópicas.

23
• É a distância média que uma partícula percorre num gás antes de se colidir com uma molécula do gás.
Caminho Livre Médio
24
Exemplo

25
Número de Knudsen
26
Adsorção

27
28
Evaporação

Step Coverage
29
30
Evaporadores

31
Troca de Calor num Cadinho
32
Evaporação

33
Evaporação
34
Feixes Energéticos

35
Deposição por Feixes Energéticos
• São métodos não térmicos de energia direcionados aos processos.• Etapas:
– vaporização de um material fonte; – ativação do material fonte durante o transporte; – modificação da estrutura do filme durante a deposição
• A energia pode ser passada, transmitida por elétrons, fótons, ou íons (em geral, íons positivos)
• O diâmetro do feixe varia conforme a técnica. Dessa forma, seguindo a tabela 8.1, nota-se que as quatro primeiras técnicas (feixe de elétrons, arco catódico, arco anódico, laser pulsado) usam um feixe fino, enquanto sputtering usa feixe com diâmetro bem maior.
• Técnicas que usam feixe fino concentram mais a energia, sendo que o mecanismo de vaporização (geração do vapor) é térmico apesar da entrada de energia ser não térmica
36
Vantagens
• qualquer material (mesmo refratários) pode ser vaporizado, tanto no caso do uso de feixes estreitos como em sputtering. Além disso, como o feixe édirigido, pode-se evitar a admissão de energia em partes vizinhas à fonte, resultando num evaporante mais puro.
• em sputtering e laser pulsado, a profundidade ativada do material fonte pode ser de apenas décimos de nm, resultando numa vaporização estequiométrica (congruente) de materiais multi-elementos.
• a energia adquirida pelo evaporante é muito maior nessas técnicas do que por evaporação convencional. Das técnicas deste capítulo, átomos termicamente evaporados adquirem energia extra após evaporação com a subsequente interação com o feixe energético já na fase vapor. Vapores ionizados podem adquirir energia extra pela aceleração com um campo elétrico (substrato negativo).
• Com relação a processos na superfície do substrato, a condensação de átomos energizados ou o bombardeamento de íons pode melhorar a aderência e a estrutura do filme.

37
• Podem ser gerados por emissão de uma superfície ou por ionização de átomos de gás ou moléculas
• Emissão de superfícies:– o emissor é denominado catodo, e o coletor de elétrons é o anodo
– Para metais, a curva de distribuição de energia dos elétrons f(E)em função da energia potencial E tem o formato Fermi-Dirac na seguinte. A energia média está no nível de Fermi EF. A função de trabalho φW é a diferença entre EF e o nível de energia de um elétron livre no vácuo E0, ou seja, é a barreira para emissão de elétrons.
• Três maneiras para o elétron escapar: emissão termiônica; emissão de campo e emissão de potencial; fotoemissão ou emissão de elétron secundário.
Geração de Elétrons
)A(A e+→ +
38

39
Emissão Termiônica
• elétrons com energia acima de E0. A densidade de corrente dos elétrons emitidos por unidade de área é dado pela equação de Richardson-Dushman eq. 8.1, semelhante à expressão de Arrhenius. a constante B e φW variam com a composição da superfície e com a topografia. Em geral usa-se tungstênio W como metal do emissor porque pode ser operado a temperaturas altas; entretanto, ele se pode se oxidar se for usado em ambientes com O2 ou outros gases reativos o que causa diminuição de φW , e nestes casos deve-se escolher um metal menos reativo.
• Entretanto, a eq. 8.1 só vale para campos elétricos E=-dV/dx altos aplicados durante a emissão termiônica. Se o campo E não for suficientemente alto, elétrons vão se empilhar na superfície e produzir um região de cargas negativas, limitando a corrente.
40
Fotoemissão e elétrons secundários
2eAeA +→+ +
Rendimento:
)2-E78.0(032.0Y Wie φ≈

41
Electron Beam
42

43
Wet X Dry Etching
• Wet Etching (corrosão por via úmida) foi muito utilizado na indústria de semicondutores nos anos 1970 e 1980.– Fatores limitantes:
• na corrosão de metais e óxidos o processo é isotrópico, ou seja, a corrosão das laterais é da mesma ordem da vertical,
• em geral, deve-se passar por vários banhos com diferentes reagentes. O tempo de troca de banho alonga o tempo total de fabricação, encarecendo o produto,
• o processo oferece riscos à saúde dos funcionários
– Atualmente, é usado na limpeza de wafers e remoção de finas camadas de óxido na preparação de wafers.
• Dry Etching (corrosão a seco) é o processo dominante na indústria de semicondutores atualmente. Muito utilizado desde o final dos anos 1980.– boa seletividade– resulta em baixa contaminação– agiliza o processamento
44
Wet Etching
• Deve-se controlar:– temperatura do banho,– contaminação (fazer filtragem)– tempo de imersão– composição do reagente

45
• Corrosão com difluoreto de xenônio
Dry Etching com Vapor (1)
42 SiF2XeSi2XeF +→+
•inicialmente, o sólido XeF2 é sublimado em
vácuo de 1Torr, a temperatura ambiente
•é uma corrosão isotrópica
•altas taxas (1 a 3 µm/min)
•não necessita equipamentos sofisticados e caros
•praticamente não ataca máscaras de fotoresiste,
SiO2 (oxidação térmica), PSG (silício amorfo
dopado com boro), Al, Au
•desvantagem: a superfície fica rugosa
46
• Corrosão com interhalogênios– BrF3
– análogo ao anterior (XeF2), mas não deixa rugosidades– máscaras: LPCVD SiO2, nitreto de silício, alguns fotoresistes, Al,
Au, Cu, Ni
Dry Etching com Vapor (2)

47
Dry Etching com Vapor (3)
• Corrosão ativada por Laser – conhecida como LACE– atmosfera de Cl2– máscara SiO2– não é muito rápido– pode ser usada para fabricar estruturas complexas, mas não
suspensas
48
Dry EtchingProcessos com Plasma
Pressão
Alta
Baixa
Energia
dos íons
Alta
BaixaProcesso a
plasma
químico
Processo a
plasma
físico
Processo
balanceado
Sputter
etching
Reactive ion
etching
Plasma
etching

49
Dry EtchingResultados no Wafer
Sputter
etching
Reactive
ion etching
Plasma
etching
Seletividade
Alta
Baixa
Danos
potenciais
Alto
Baixo
Anisotropia
Alta
Baixa
(Físico)
(Químico)
Strip isotrópico
Strip de
fotoresistes;
corrosão de
metais e silício
policristalino
Corrosão de
dielétricos
50
Dry Etching com Plasma
• A maioria dos processos usa radicais livres de fluor para corroer o silício, formando SiF4 (volátil)
• SF6 é usado com frequência

51
Reactive Ion Etching (RIE)
• Nesse método, energia do plasma (RF) é utilizada para ativar as reações químicas
• Pode ser realizado a temperatura ambiente ou até poucas centenas de °C
• Pode ser etching isotrópico ou anisotrópico• Reagentes comuns são clorofluorcarbonetos, brometos,
SF6,
52

53
Comparação Entre Reagentes para Corrosão de Volume de
Silício
54
Deposição por Métodos Químicos:CVD

55
CVD
CVD - Métodos
56

57
Equipamento
58
Medidor de Vazão

59
Tipos de Reatores
60

61
62

63
64
Deposição de Si

65
Eletrodeposição
66
Eletrólise

67
Eletrodeposição
68
• Os resultados das investigações de Faraday sobre o fenômeno da eletrólise podem ser resumidos em suas duas leis para a eletrólise.
• 1) A quantidade de produto primário formado num eletrodo pela eletrólise é diretamente proporcional à quantidade de eletricidade que passa pela solução.
• Onde F=96500 C. O número de moles do material depositado éobtido pela razão entre o peso do material depositado P, e seu peso atômico, A, ou seja:
• O Faraday é, portanto, por definição, a carga necessária para se depositar um equivalente eletroquímico de um material, ou seja, .
mnfIdtQ =∫=
A
Pm =
en
m =

69
• O equivalente eletroquímico e, é usualmente expresso em miligramas ou em gramas por Ampére por hora (g/Ah) . A quantidade de energia é, normalmente, medida em Ah e o Faraday é igual a 26,8 Ah.
• As quantidades de diferentes produtos primários formados num eletrodo pela mesma quantidade de eletricidade são proporcionais a suas massas moleculares relativas, ou massas atômicas relativas, divididas pela variação de seu número de oxidação durante o processo eletrolítico.
70

71
72

73
74



![CARACTERÍSTICAS ESTRUTURAIS E DEPOSIÇÃO DE … · herman yassushi okasaki caracterÍsticas estruturais e deposiÇÃo de serrapilheira de mororÓ [bauhinia cheilantha (bong.) steud.]](https://img.document.onl/doc/110x75/5c04d33609d3f2043a8c8205/caracteristicas-estruturais-e-deposicao-de-herman-yassushi-okasaki-caracteristicas.jpg)

























