Embed Size (px)
Citation preview

Desenvolvimento de uma impressora 3Deconomicamente acessıvel
Thierry Barbosa dos Santos1, Tony Alexander Hild1
1Universidade Estadual do Centro Oeste (UNICENTRO)Caixa Postal 730 – 85040-080 – Guarapuava – PR – Brasil
[email protected], tony [email protected]
Resumo. O mercado da prototipagem 3D esta evoluindo cada vez mais eabrindo portas para inovacoes e revolucoes tecnologicas, porem as impressoras3D que sao responsaveis pela prototipacao, estao com o preco cada vez maiselevado. Diante disso o presente trabalho tem como objetivo a construcao deuma impressora 3D utilizando pecas de baixo custo, mas com a mesma funcio-nalidade e qualidade de impressoras 3D ja presentes no mercado. A partir darevisao teorica de todos os conceitos necessarios, se desenvolveu um prototipoe logo apos foi efetuado a construcao final da impressora 3D e executados ostestes, ambos com exito. O intuito e reduzir os custos gerando acessibilidade atodos que apresentem interesse nesse tipo de produto, tendo como base projetosque prezam essa ideia.
Abstract. The 3D prototyping market is steadily evolving and opening doors toinnovations and technological revolutions, but the 3D printers that are respon-sible for prototyping are getting more and more expensive. In view of this thepresent work has the objective of building a 3D printer using low cost parts,but with the same functionality and quality of 3D printers already present in themarket. From the theoretical review of all the necessary concepts, a prototypewas developed and soon after the final construction of the 3D printer was car-ried out and the tests were executed, both successfully. The aim is to reducecosts by providing accessibility to all those who are interested in this type ofproduct, based on projects that value this idea.
1. IntroducaoNem sempre e facil colocar em pratica um projeto quando a construcao de um prototipoe necessaria. Nos dias atuais, o principal desafio na competitividade do mercado, tantocomercial quanto industrial, e determinado pela velocidade de adaptacao e criacao. As-sim, gracas ao atual nıvel tecnologico, e possıvel produzir um prototipo fısico a partir deum modelo 3D, projetado em um computador utilizando um software especıfico para estetipo de modelagem, tais como (AutoCad, Sketchup, 3D Builder, Paint 3D), entre outros.Para confeccao de tais modelos e utilizada uma maquina denominada como impressora3D, capaz de reproduzir modelos 3D em diversos materiais plasticos, de maneira rapida,acessıvel e de facil adaptacao e modificacao [DABAGUE 2014][SILVA 2013].
A prototipagem rapida era utilizada nos anos 70, quando surgiu devido a juncaode estudos envolvendo a topografia e a foto-escultura. Com o passar dos anos houve umaprimoramento dessa tecnologia que, consiste na reproducao de modelos 3D por meio
da sobreposicao de camadas, promovendo um aperfeicoamento no tempo de producaoe custos no processo de fabricacao de prototipos. Este processo de producao pode seruma opcao mais viavel para quem necessita reproduzir modelos em 3D. Hoje, umas dasmaquinas mais comuns de prototipagem rapida e a impressora 3D [OLIVEIRA 2008].
Mesmo que alguns modelos de impressora 3D possuam um preco menor doque outras, adquirir a propria impressora 3D ainda e algo inviavel para muitos. Naoobstante, varios modelos de preco reduzido possuem baixa qualidade e falta de re-cursos essenciais. Em 2007, foi desenvolvida a primeira impressora 3D baseada noprojeto RepRap, que padronizou a forma de construcao e configuracao de uma im-pressora 3D. Assim, atraves do conhecimento desse padrao se ampliou o mercado deprototipagem, gerando novos modelos e opcoes de impressoras 3D. Isso foi bastantepositivo para area de prototipacao, pois houve um aperfeicoamento na qualidade daproducao [MONTEIRO 2015] [AZEVEDO 2013] [Jones et al. 2011].
Diante do exposto, este trabalho tem por objetivo construir uma impressora 3D,respeitando os principais conceitos e caracterısticas do projeto RepRap, com foco naminimizacao do custo final. A construcao se deu atraves do barateamento das pecas uti-lizadas que compoem o prototipo, sendo estes mesmos materiais acessıveis e de baixocusto, oferecendo qualidade e desempenho desejados. O projeto RepRap servira comobase para toda construcao e projeto da impressora, que sera baseada em um modelo jaexistente, que tem como principal caracterıstica a minimizacao em questao de uso demateriais que compoem sua estrutura.
O restante deste artigo esta estruturado como se segue: Na Secao 2 sao apresenta-dos dados historicos e de estudo sobre todos os conceitos utilizados no desenvolvimentodo trabalho. Na Secao 3 sao apresentados trabalhos correlatos. Na Secao 4 sao descritosos materiais e os metodos que utilizados no desenvolvimento. Na Secao 5 e apresentadocomo se deu o desenvolvimento de acordo com a metodologia. Na Secao 6 sao apre-sentados os resultados obtidos. Por fim, na Secao 7 sao apresentadas as consideracoesfinais.
2. Revisao TeoricaNesta secao e realizada uma revisao teorica servindo como uma introducao aos conceitose ferramentas que sao utilizados nesse trabalho.
2.1. Impressora 3DImpressora 3D e uma maquina ou dispositivo capaz de reproduzir modelos em 3D, a partirde deposicao de material. O conceito de impressora 3D teve inıcio significativo a partirdos anos 80, onde foram desenvolvidas varias propostas e pesquisas para o desenvolvi-mento de patentes. Ate os anos 80, algumas tecnologias correlatas foram utilizadas parafabricacao de ferramentas a partir de camadas laminadas ou cordadas como, por exemplo,a Fused Deposition Modeling (FDM ou Modelagem por Deposito Fundido) patenteadaem 1989 por Scott Crump [CUNICO 2015] [DABAGUE 2014].
Ainda de acordo com [CUNICO 2015], o conceito basico de funcionamento deuma impressora 3D tem como base a deposicao de filamentos “plasticos” individuais pormeio de coordenadas que formam o modelo 3D a partir da sobreposicao de camadas.Dentro do conceito de impressora 3D, pode-se encontrar varios tipos e modelos baseados
2
em diversas configuracoes, como: Digital Light Processing / Stereolitography(DLP/SLAou Processamento digital de luz), Selective Laser Sintering (SLS ou Sintetizacao seletivaa laser), Selective laser melting (SLM ou Fusao a laser seletiva), Electronic Beam Melting(EBM ou Derretimento eletronico de Feixe).
Muitos modelos atuais de impressoras 3D utilizam o conceito de hardware open-source, descrito a seguir (Secao 2.2).
2.2. Hardware opensourceHardware opensource ou software opensource, seguindo a definicao empregada pela FreeSoftware Foundation [Free Software Foundation 2018], e o hardware ou software quepode ser estudado, copiado, modificado, usado e ate distribuıdo sem necessidades derestricoes. A ideia de um hardware ou software ser livremente distribuıdo, consiste naexistencia de uma licenca de software livre que o acompanha, e seu codigo-fonte e dispo-nibilizado.
Um dos projetos de impressoras 3D que utilizam o conceito de hardware livre eque serve como base deste trabalho e o RepRap, visto a seguir (Secao 2.3).
2.3. RepRapRepRap, segundo seus autores [Jones et al. 2011], ”e uma impressora 3D desktop livrecapaz de imprimir objetos de plastico”.
As impressoras 3D que seguem o modelo do projeto ”RepRap”, apresentam comoparametro de funcionamento a extrusao plastica e deposicao em camadas. Estas im-pressoras funcionam de modo semelhante a uma maquina de usinagem (CNC), poremao inves de uma fresa no eixo X , utilizam um bico extrusor que atinge grandes tem-peraturas. Tambem contam com uma mesa que se desloca pelo eixo Y , onde o mate-rial e depositado pelo bico extrusor e um eixo Z que controla a altura. Todos os eixossao movimentados por motores de passo e controlados por um circuito eletronico inte-grado, que alem de controlar os motores controla a temperatura do bico extrusor e damesa [AZEVEDO 2013, Jones et al. 2011].
O firmware mais utilizado para controle embarcado do projeto RepRap e oFirmware Marlin, visto na Secao 2.4.
2.4. MarlinMarlin1 e um firmware opensouce dedicado a projetos RepRap. Marlin conta com umpacote de bibliotecas de comandos e e compilado utilizando o Arduino IDE2. Marlinse tornou um projeto de software livre independente em 12 de agosto de 2011 com olancamento do Github. O Marlin e licenciado e e gratuito para todos os aplicativos.
Desde o inıcio de sua criacao, Marlin foi desenvolvido como um controlador doprojeto RepRap. A intencao era ter um firmware simples, confiavel e adaptavel. Gracasao grande sucesso, hoje o Marlin e utilizado por varias impressoras 3D disponıveis nomercado.
Para controlar os componentes de uma impressora 3D o firmware Marlin precisaestar compilado dentro de uma plataforma Arduino, visto na (Secao 2.5).
1http://marlinfw.org/2https://www.arduino.cc/
3
2.5. Arduino e Shields
Arduino e uma plataforma de computacao embarcada opensource contendo um micro-controlador programavel. Por meio de portas e possıvel controlar dispositivos de en-trada/saıda, como sensores e atuadores. Por meio de placas conhecidas como Shields epossıvel estender as funcionalidades da plataforma adicionando redes sem fio e controla-dores de motor de passo, por exemplo [McRoberts 2011].
Existem varias aplicacoes que utilizam placas embarcadas, que se baseiam emmetodologias, visto na Secao 2.6.
2.6. Metodologias de projeto de sistemas embarcados
Metodologias de projeto de sistemas embarcados sao diretrizes que conduzem o desenvol-vimento de aplicacoes que possuem hardware e software adaptados. Existe uma grandequantidade de aplicacoes que utilizam sistemas embarcados e eles necessitam de dife-rentes metodologias em suas elaboracoes. Ter um conhecimento basico sobre essas me-todologias e saber usa-las de forma correta e de extrema importancia para se obter su-cesso em todo o processo de desenvolvimento da aplicacao. E preciso salientar quediversas vezes o conhecimento necessario para desenvolver um projeto de um sistemaembarcado vai muito alem da area computacional. Neste sentido, pode-se dizer que odesenvolvimento de um prototipo por exemplo, usa conceitos de estrutura fısica, eletricae analogica, o que eleva a necessidade de abranger o conhecimento sobre estas areas[Santos 2005][Wolf 2012].
3. Trabalhos Correlatos
Nesta secao sao apresentados trabalhos que apresentam correlacao ao deste artigo.
O trabalho dos autores [YOSHIKAWA e BRANCO 2015] tem como foco o desen-volvimento de uma impressora 3D de coordenadas polares, que transmite uma perspectivadiferente as impressoras 3Ds convencionais que usam coordenadas cartesianas.
O autor [SILVA 2013] elaborou uma pesquisa sobre impressoras de prototipagemrapida, descrevendo todos os conceitos e tecnicas envolvidas na prototipagem 3D, comuma analise de mercado e qualidade dos produtos (impressoras 3D e filamentos) que jaestavam a venda na epoca do desenvolvimento do trabalho.
4. Materiais e Metodos
Nesta secao sao descritos os metodos e os materiais utilizados para o desenvolvi-mento deste trabalho. O projeto e construcao da impressora seguiu a metodologia deprototipacao, citada na Secao 2.6.
A primeira atividade foi o estudo aprofundado da plataforma Arduino, placas eshields que compoem o projeto ”open source” RepRap. Alem disso, foi estudada a es-trutura fısica e os conceitos basicos de qualidade e funcionalidade de uma impressora3D. Este estudo utilizou o metodo de pesquisa exploratoria por meio de revisao bibli-ografica [Gerhardt e Silveira 2009].
Na sequencia, a segunda atividade foi projetar e construir uma maquete, utilizandoisopor, papel, EVA e cola.
4
A terceira atividade, foi listar, adquirir e testar os materiais necessarios para amontagem do prototipo. Esta etapa dos testes foi importante para identificar possıveisdefeitos de fabricacao nos componentes adquiridos.
Na quarta atividade, uma vez constatado que as pecas nao apresentavam defeitosde fabricacao, iniciou-se o processo de montagem da estrutura, da parte eletrica e dosdemais componentes.
Finalizando a montagem, na quinta atividade, foram executados testes e regula-gens para atingir o resultado esperado.
4.1. Descricao dos materiais
Nesta secao serao listados os materiais utilizados no desenvolvimento da impressora.
Foram utilizados varios materiais, como hardware, componentes eletronicos, ca-bos, perfis de alumınio, ferragens, materiais usinados e ferramentas diversas. A seguir,uma lista de tais materiais, seguido de uma breve descricao.
Computador Maquina composta por hardware e um sistema operacional.Utilizado para compilar e enviar codigos para o Arduino.
Cabo USB Cabo do tipo USB usado para transferencia de dados. Conec-tado ao computador para transferencia dos codigos.
Multımetro Aparelho para medir e avaliar grandezas eletricas e utilizadospara testes de conexoes entre os dispositivos.
Fio de conexao Fio de cobre capaz de conduzir energia, foram utilizados paraa conexao de todas as pecas eletronicas que compoem a im-pressora 3D.
Ferramentas Chaves (Fenda, Philips, Allen), utilizadas para manipulacao deparafusos durante a montagem da impressora 3D.
Furadeira Utilizada com brocas para fabricar os buracos necessarios naspecas de aco e mdf que compoem a impressora 3D.
Broca Tamanhos de 6mm, 5mm e 3mm utilizadas na furadeira paraexecutar os furos necessarios nas pecas de aco e mdf quecompoem a impressora 3D.
Arduino Mega 2560 Plataforma eletronica de hardware livre, que possui um mi-crocontrolador contendo entradas e saıdas analogicas e digitas,pode ser programado em linguagem C ou C++ utilizando osoftware Arduino IDE.
Arduino IDE Software para programacao, compilacao e carregamento decodigos em C++ para plataforma Arduino, utilizado paraconfiguracao do firmware Marlin (Secao 2.4).
Ramps 1.4 Plataforma eletronica capaz de fazer o controle de energia paradiversos dispositivos, com entradas e saıdas compatıveis comArduino Mega 2560.
Fim de curso mecanico Mecanismo mecanico que e ativado por pressao de toque, uti-lizado para marcar a posicao 0 de um respectivo eixo.
Drive A4988 Placa eletronica que faz o controle de energia e pulso de moto-res de passo.
5
Mesa MK2B Mesa que possui condutores eletricos que geram calor pelaconducao a partir de entrada de energia.
Hotend V6 Peca que possui a funcao de aquecer de 0o a 280o, para der-retimento do material plastico que sera extruıdo pela mesma,produzido especificadamente para impressoras 3D.
Termistor Sensor utilizado para medicao de temperatura, utilizado namesa aquecida e no hotend V6.
Smart Display LCD Placa eletronica que e composta por um Display LCD, proje-tado especificadamente para controle de impressora 3D.
Motor de passo Motor de passo, modelo Nema 17HS4401 com forca de torquede 4kg.
Extrusor Peca de alumınio do Bowden V6, com capacidade de aquecerate 280 Graus, peca projetada especificadamente para impres-soras 3D.
Fonte de energia Fonte de energia chaveada que recebe voltagens entre 110V e220V, convertendo para uma saıda 12V.
Eixo acoplador Peca de alumınio, capaz de fazer a ligacao de duas pecas cir-culares que possuam espessuras diferentes.
Polia Polia de alumınio com acoplamento em motor de passo quecomporta correias dentadas.
Correia dentada Correia dentada modelo GT2 6m de espessura, utilizada comoguia dos carrosX eY na impressora 3D.
Bloco extrusor Peca de alumınio acoplada em um motor de passo, capaz defazer a extrusao de filamento em uma impressora 3D.
Cooler Ventoinha que gera correntes de ar, para refrigeracao em placase pecas na impressora 3D.
Parafuso trapezoidal Parafuso de chumbo com espessura de 8mm, utilizado paraconducao do eixoZ na impressora 3D.
Rosca Rosca de cobre com abertura para parafuso trapezoidal de8mm.
Roda com rolamento Roda de Nylon tipo-D, com rolamentos 605z que juntoscompoem as rodas dos carros que deslizam pelos eixosX ,Y,Zna impressora 3D.
Perfil estrutural Perfil estrutural de alumınio utilizado para compor a estruturada impressora 3D.
Cantoneira de alumınio Cantoneiras reforcadas de alumınio, utilizadas para unir duaspecas de perfil estrutural de alumınio, compondo uma juncaode 90o.
Porcas e Parafusos Porcas e parafusos de diversos modelos, que foram utilizadospara fixacao de eixos e demais componentes na montagem daimpressora 3D.
Placa de MDF Material compensado, muito parecido com madeira utilizadocomo base e para producao de algumas pecas da impressora3D.
Pecas em aco inox Pecas de material aco inox, cortadas por uma maquina de usi-nagem CNC a partir de modelos 3D.
Pecas em MDF Pecas em material MDF, cortados a mao a partir de modelosdesenhados.
6
As informacoes mais especıficas sobre cada um dos materiais citados anterior-mente, estao disponıveis no Apendice A.2.
5. Desenvolvimento
Nesta secao e descrito o desenvolvimento do projeto do prototipo, a montagem de suamaquete e a construcao da impressora 3D.
5.1. Projeto
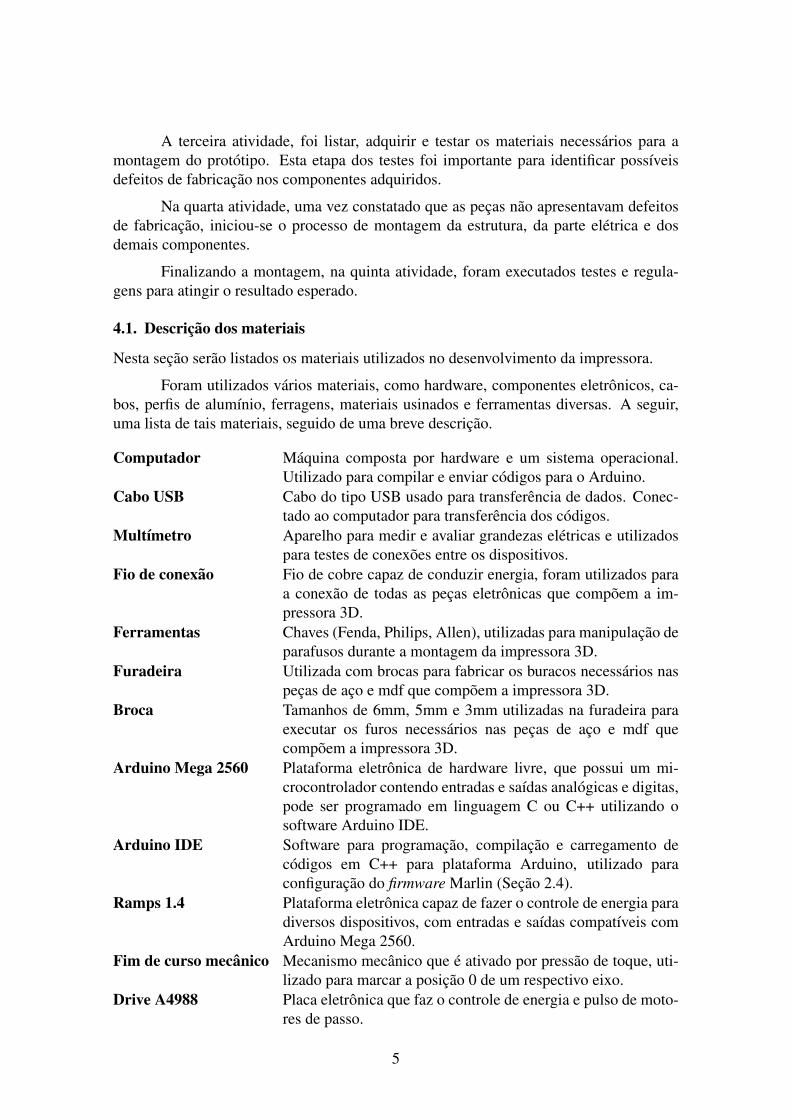
O desenvolvimento teve inıcio com a idealizacao do modelo de impressora a ser projetada.Apos uma analise, concluiu-se que o modelo a seguir que proporcionaria o menor custoseria um modelo de impressora 3D Bukito3 como mostrado na Figura 1.
Figura 1. Modelo de impressora 3D Bukito que conta com apenas 1 eixo Z
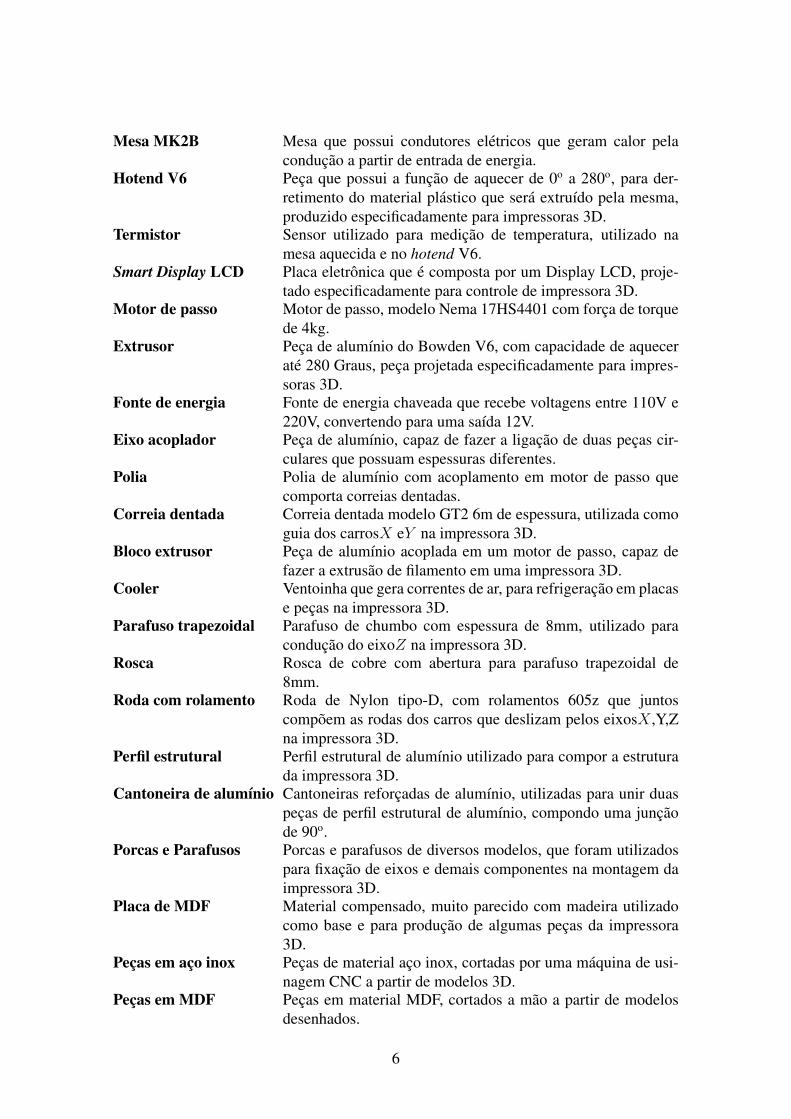
Entao, comecou a pesquisa para estabelecer qual o material mais adequado paraconstituicao dos eixos, de forma a se obter melhor estabilidade e rigidez. Obteve-se comoresultado que a barra de perfil estrutural de alumınio seria o material ideal para utilizacaona montagem do prototipo. Apos definido o material a ser utilizado e o modelo a serseguido, um esboco da estrutura da impressora 3D foi desenhado em papel, para melhoridealizacao e resolucao de como se procederia todo o processo de montagem do prototipo,como mostrado na Figura 2.
Para finalizacao do esboco, foram idealizadas as pecas que compoem amovimentacao dos eixos e ligacao entre deles com o restante das pecas do prototipo daimpressora 3D. A idealizacao das pecas foi baseada em modelos ja existentes, porem re-adequadas para o modelo proposto neste trabalho, todas as pecas foram produzidas peloautor deste trabalho, como mostrado no Apendice A.1.
3http://bukito3d.com/
7
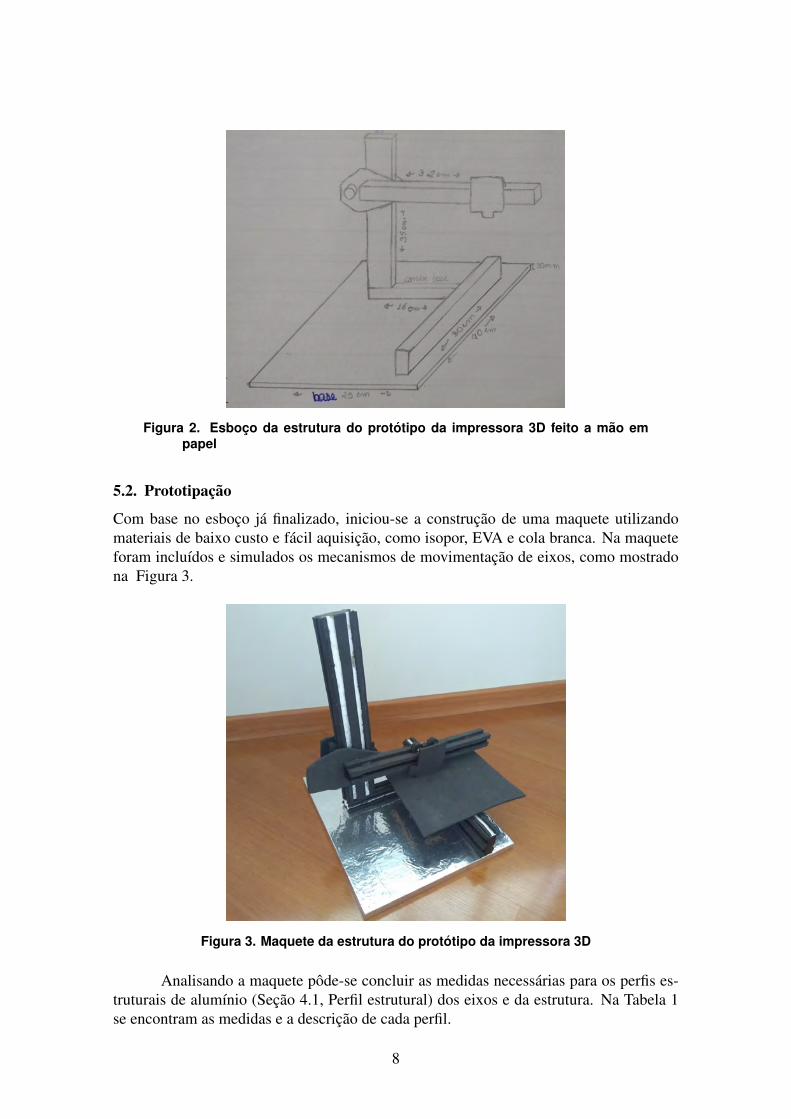
Figura 2. Esboco da estrutura do prototipo da impressora 3D feito a mao empapel
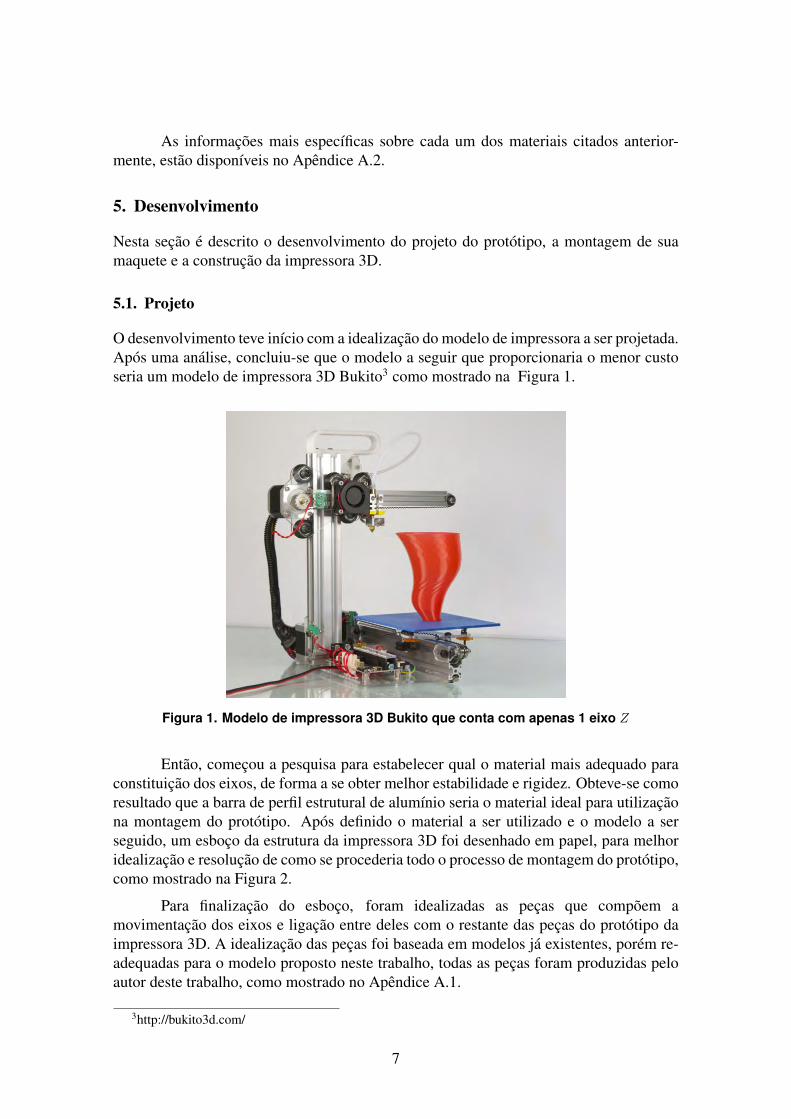
5.2. Prototipacao
Com base no esboco ja finalizado, iniciou-se a construcao de uma maquete utilizandomateriais de baixo custo e facil aquisicao, como isopor, EVA e cola branca. Na maqueteforam incluıdos e simulados os mecanismos de movimentacao de eixos, como mostradona Figura 3.
Figura 3. Maquete da estrutura do prototipo da impressora 3D
Analisando a maquete pode-se concluir as medidas necessarias para os perfis es-truturais de alumınio (Secao 4.1, Perfil estrutural) dos eixos e da estrutura. Na Tabela 1se encontram as medidas e a descricao de cada perfil.
8
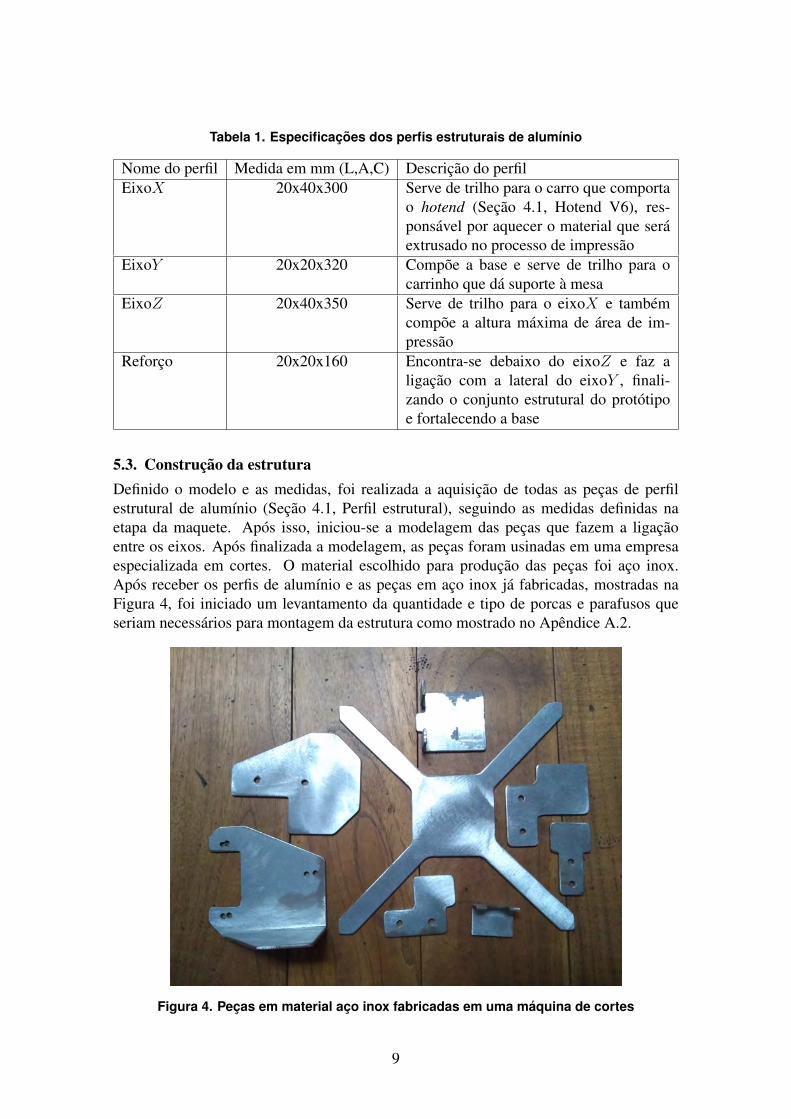
Tabela 1. Especificacoes dos perfis estruturais de alumınio
Nome do perfil Medida em mm (L,A,C) Descricao do perfilEixoX 20x40x300 Serve de trilho para o carro que comporta
o hotend (Secao 4.1, Hotend V6), res-ponsavel por aquecer o material que seraextrusado no processo de impressao
EixoY 20x20x320 Compoe a base e serve de trilho para ocarrinho que da suporte a mesa
EixoZ 20x40x350 Serve de trilho para o eixoX e tambemcompoe a altura maxima de area de im-pressao
Reforco 20x20x160 Encontra-se debaixo do eixoZ e faz aligacao com a lateral do eixoY , finali-zando o conjunto estrutural do prototipoe fortalecendo a base
5.3. Construcao da estruturaDefinido o modelo e as medidas, foi realizada a aquisicao de todas as pecas de perfilestrutural de alumınio (Secao 4.1, Perfil estrutural), seguindo as medidas definidas naetapa da maquete. Apos isso, iniciou-se a modelagem das pecas que fazem a ligacaoentre os eixos. Apos finalizada a modelagem, as pecas foram usinadas em uma empresaespecializada em cortes. O material escolhido para producao das pecas foi aco inox.Apos receber os perfis de alumınio e as pecas em aco inox ja fabricadas, mostradas naFigura 4, foi iniciado um levantamento da quantidade e tipo de porcas e parafusos queseriam necessarios para montagem da estrutura como mostrado no Apendice A.2.
Figura 4. Pecas em material aco inox fabricadas em uma maquina de cortes
9
5.3.1. Montagem dos eixos
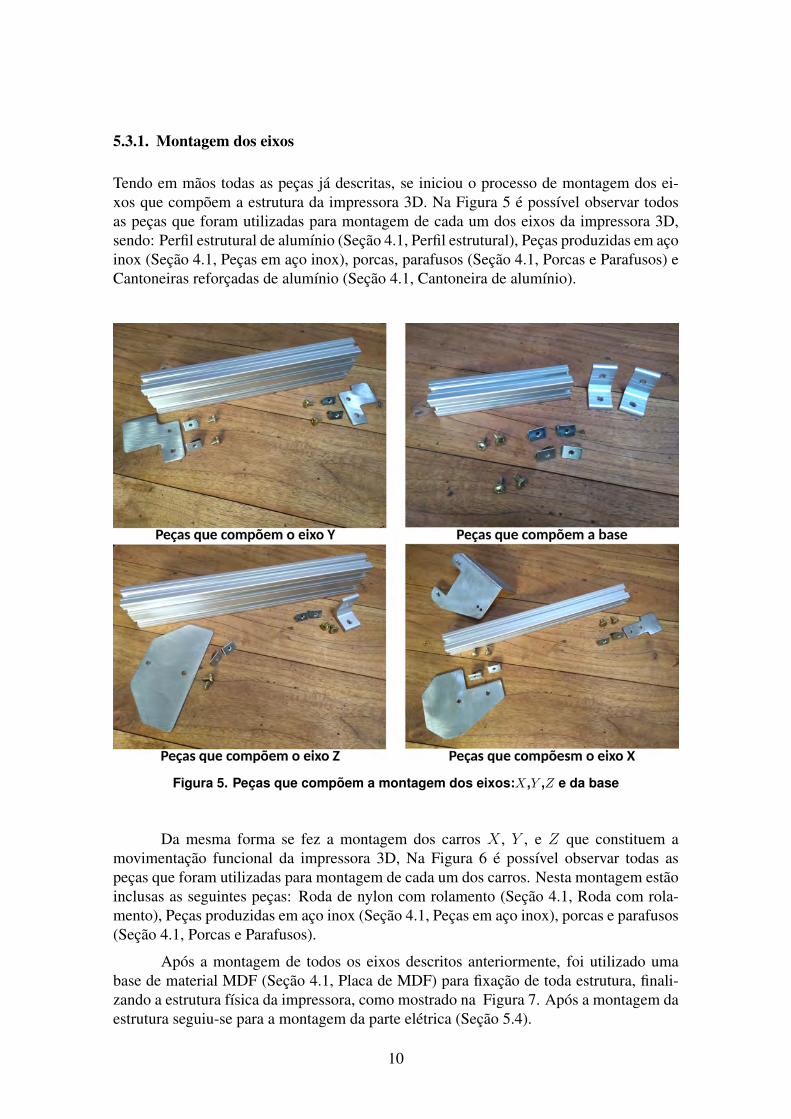
Tendo em maos todas as pecas ja descritas, se iniciou o processo de montagem dos ei-xos que compoem a estrutura da impressora 3D. Na Figura 5 e possıvel observar todosas pecas que foram utilizadas para montagem de cada um dos eixos da impressora 3D,sendo: Perfil estrutural de alumınio (Secao 4.1, Perfil estrutural), Pecas produzidas em acoinox (Secao 4.1, Pecas em aco inox), porcas, parafusos (Secao 4.1, Porcas e Parafusos) eCantoneiras reforcadas de alumınio (Secao 4.1, Cantoneira de alumınio).
Figura 5. Pecas que compoem a montagem dos eixos:X,Y ,Z e da base
Da mesma forma se fez a montagem dos carros X , Y , e Z que constituem amovimentacao funcional da impressora 3D, Na Figura 6 e possıvel observar todas aspecas que foram utilizadas para montagem de cada um dos carros. Nesta montagem estaoinclusas as seguintes pecas: Roda de nylon com rolamento (Secao 4.1, Roda com rola-mento), Pecas produzidas em aco inox (Secao 4.1, Pecas em aco inox), porcas e parafusos(Secao 4.1, Porcas e Parafusos).
Apos a montagem de todos os eixos descritos anteriormente, foi utilizado umabase de material MDF (Secao 4.1, Placa de MDF) para fixacao de toda estrutura, finali-zando a estrutura fısica da impressora, como mostrado na Figura 7. Apos a montagem daestrutura seguiu-se para a montagem da parte eletrica (Secao 5.4).
10
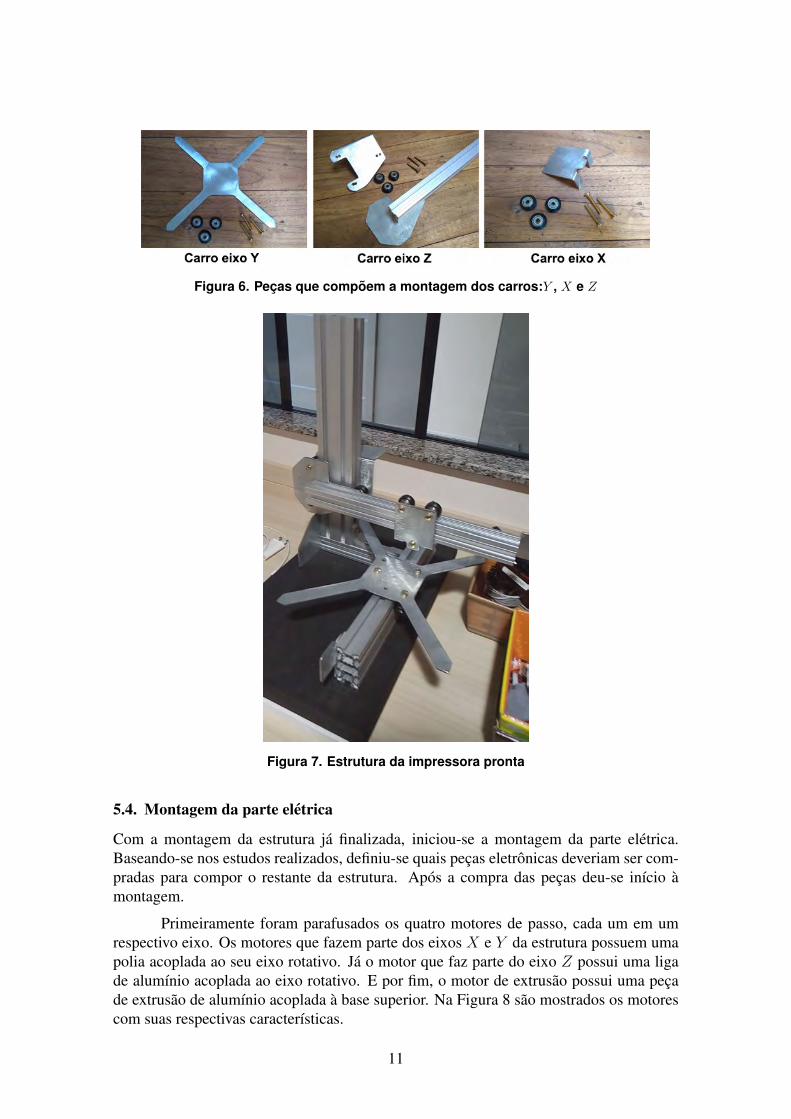
Figura 6. Pecas que compoem a montagem dos carros:Y , X e Z
Figura 7. Estrutura da impressora pronta
5.4. Montagem da parte eletrica
Com a montagem da estrutura ja finalizada, iniciou-se a montagem da parte eletrica.Baseando-se nos estudos realizados, definiu-se quais pecas eletronicas deveriam ser com-pradas para compor o restante da estrutura. Apos a compra das pecas deu-se inıcio amontagem.
Primeiramente foram parafusados os quatro motores de passo, cada um em umrespectivo eixo. Os motores que fazem parte dos eixos X e Y da estrutura possuem umapolia acoplada ao seu eixo rotativo. Ja o motor que faz parte do eixo Z possui uma ligade alumınio acoplada ao eixo rotativo. E por fim, o motor de extrusao possui uma pecade extrusao de alumınio acoplada a base superior. Na Figura 8 sao mostrados os motorescom suas respectivas caracterısticas.
11

Figura 8. Motores de passo com as pecas necessarias ja acopladas
Apos a montagem dos motores se deu inıcio a montagem das pecas que determi-nam o ponto zero da area cartesiana de impressao. Cada eixo possui seu proprio fim decurso mecanico que delimita o ponto inicial de movimentacao desse eixo. Para fixacao detais pecas na impressora foram usados pedacos de MDF 6mm, cortados e pintados comtinta preta para melhor apresentacao, como mostrado na Figura 9, sendo posicionado cadaum em seu respectivo eixo.
Figura 9. Fim de curso referentes aos eixos Y , X e Z
Dando continuidade, iniciou o processo de montagem da mesa aquecida MK2B(Secao 4.1, Mesa MK2B), utilizando quatro parafusos de 3mm, fixado nos cantos damesa. Apos isso a mesa foi fixada no carro Y , utilizando molas e roscas como mostradona Figura 10.
Figura 10. Mesa aquecida parafusada ao carro do eixoY
Na sequencia, iniciou-se a montagem do Bico extrusor Hotend V6 (Secao 4.1, Ho-tend V6), que fica fixado no carro de movimentacao do eixoX . Para fixacao foi utilizadauma abracadeira de mangueira e uma pequena peca de MDF 6mm, como mostrado naFigura 11
12
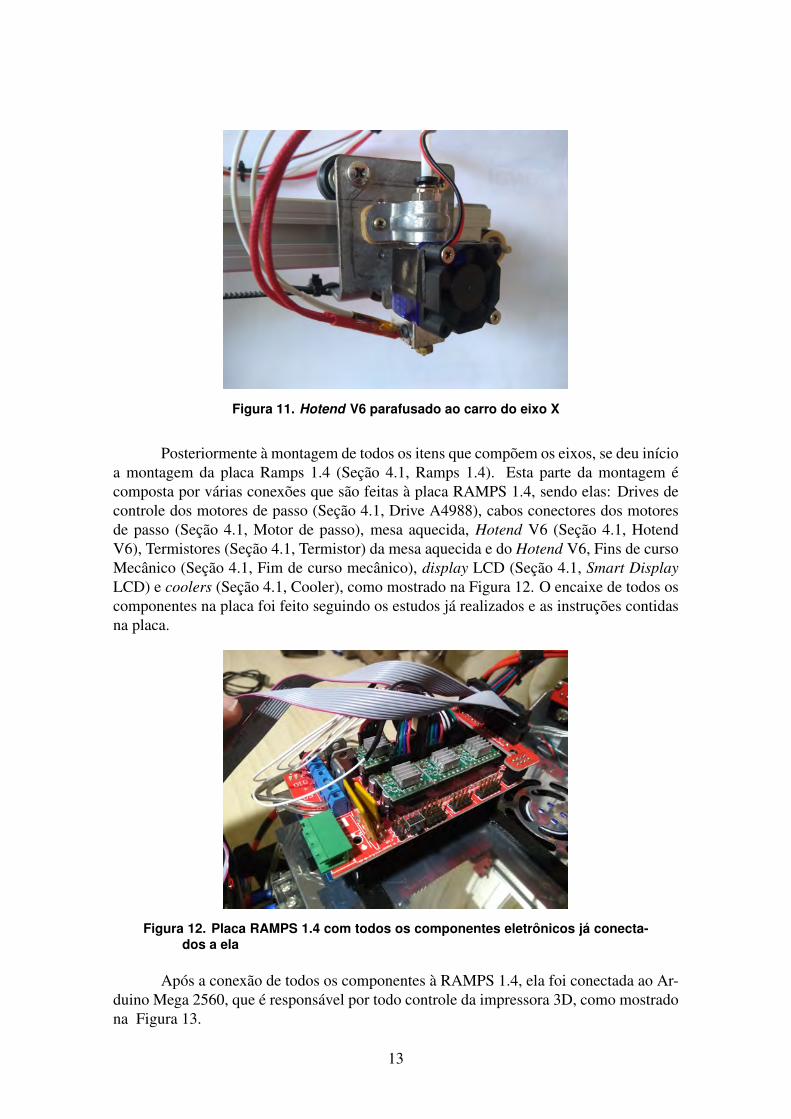
Figura 11. Hotend V6 parafusado ao carro do eixo X
Posteriormente a montagem de todos os itens que compoem os eixos, se deu inıcioa montagem da placa Ramps 1.4 (Secao 4.1, Ramps 1.4). Esta parte da montagem ecomposta por varias conexoes que sao feitas a placa RAMPS 1.4, sendo elas: Drives decontrole dos motores de passo (Secao 4.1, Drive A4988), cabos conectores dos motoresde passo (Secao 4.1, Motor de passo), mesa aquecida, Hotend V6 (Secao 4.1, HotendV6), Termistores (Secao 4.1, Termistor) da mesa aquecida e do Hotend V6, Fins de cursoMecanico (Secao 4.1, Fim de curso mecanico), display LCD (Secao 4.1, Smart DisplayLCD) e coolers (Secao 4.1, Cooler), como mostrado na Figura 12. O encaixe de todos oscomponentes na placa foi feito seguindo os estudos ja realizados e as instrucoes contidasna placa.
Figura 12. Placa RAMPS 1.4 com todos os componentes eletronicos ja conecta-dos a ela
Apos a conexao de todos os componentes a RAMPS 1.4, ela foi conectada ao Ar-duino Mega 2560, que e responsavel por todo controle da impressora 3D, como mostradona Figura 13.
13
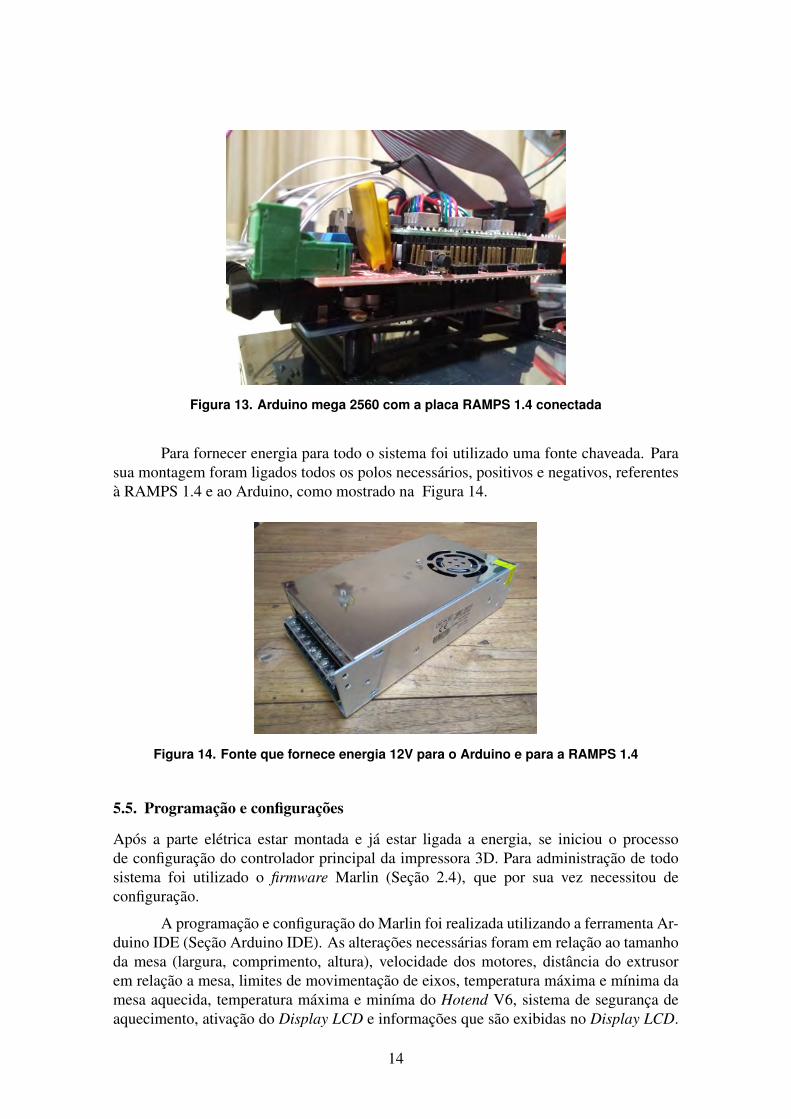
Figura 13. Arduino mega 2560 com a placa RAMPS 1.4 conectada
Para fornecer energia para todo o sistema foi utilizado uma fonte chaveada. Parasua montagem foram ligados todos os polos necessarios, positivos e negativos, referentesa RAMPS 1.4 e ao Arduino, como mostrado na Figura 14.
Figura 14. Fonte que fornece energia 12V para o Arduino e para a RAMPS 1.4
5.5. Programacao e configuracoes
Apos a parte eletrica estar montada e ja estar ligada a energia, se iniciou o processode configuracao do controlador principal da impressora 3D. Para administracao de todosistema foi utilizado o firmware Marlin (Secao 2.4), que por sua vez necessitou deconfiguracao.
A programacao e configuracao do Marlin foi realizada utilizando a ferramenta Ar-duino IDE (Secao Arduino IDE). As alteracoes necessarias foram em relacao ao tamanhoda mesa (largura, comprimento, altura), velocidade dos motores, distancia do extrusorem relacao a mesa, limites de movimentacao de eixos, temperatura maxima e mınima damesa aquecida, temperatura maxima e minıma do Hotend V6, sistema de seguranca deaquecimento, ativacao do Display LCD e informacoes que sao exibidas no Display LCD.
14

Figura 15. Configuration.h sendo configurada utilizando a Arduino IDE
Todas estas informacoes descritas anteriormente se encontram em uma biblioteca dentrodo Marlin chamada ”Configuration.h”, como mostrado na Figura 15.
Apos a configuracao, ainda utilizando a ferramenta Arduino IDE, foi realizada acompilacao do firmware e enviado para o Arduino Mega 2560, que ja estava montado naimpressora. Finalizada a etapa de montagem da impressora 3D, se deu inıcio aos testesde impressao utilizando um material plastico (PLA ou acido polilatico) para averiguar aqualidade e o desempenho de seu funcionamento.
Para a realizacao dos testes de impressao foram necessario tres iniciais: o primeiroajuste foi a nivelacao da mesa aquecida; o segundo ajuste foi em relacao a distancia dohotend V6 com a mesa; e, o terceiro ajuste foi a extrusao de 10cm de plastico. Destaforma, se obteve a configuracao ideal para se iniciar os testes. Como teste de impressao,foram utilizados dois modelos em 3D: um cubo de 2cmx2cm e um barco de 4cm de altura.Os dois modelos utilizados para testes podem ser encontrados no site Thingiverse4.
6. Resultados e DiscussoesComo o avanco tecnologico no cenario de prototipagem esta cada vez mais exigente, eo preco pela maquina que realiza esse tipo de processo e elevado, foi desenvolvido umprojeto economicamente viavel a todo tipo de pessoa que tenha interesse em construiruma impressora 3D de forma simples, com qualidade e agilidade.
A construcao foi feita utilizando materiais importados de baixo custo, respeitandoos padroes exigidos pelo projeto RepRap, seguindo uma modelagem propria, desenvol-vida pelo autor do projeto. Como finalizacao de todo desenvolvimento exposto nesseartigo se obteve a impressora 3D de baixo custo, como mostrado na Figura 16.
A impressora 3D foi construıda em exatos 25 dias, contando a partir da pri-meira etapa do desenvolvimento descrito neste artigo. O custo total envolvendo todas
4https://www.thingiverse.com/
15
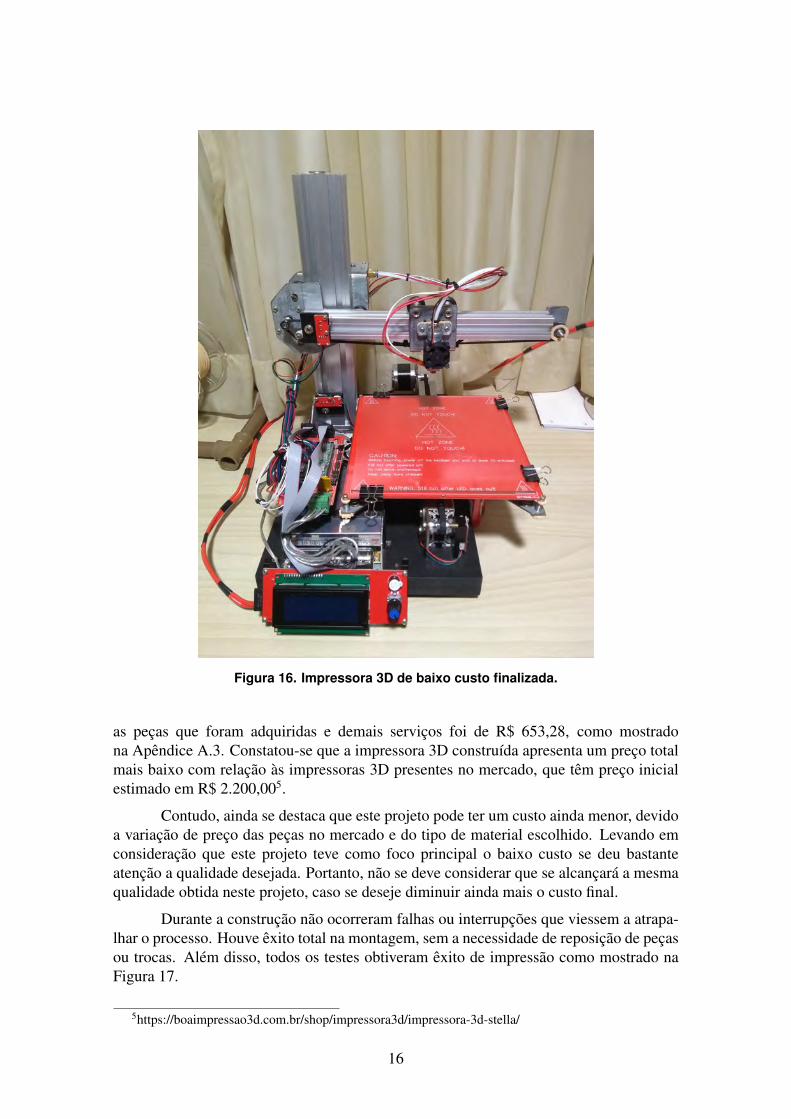
Figura 16. Impressora 3D de baixo custo finalizada.
as pecas que foram adquiridas e demais servicos foi de R$ 653,28, como mostradona Apendice A.3. Constatou-se que a impressora 3D construıda apresenta um preco totalmais baixo com relacao as impressoras 3D presentes no mercado, que tem preco inicialestimado em R$ 2.200,005.
Contudo, ainda se destaca que este projeto pode ter um custo ainda menor, devidoa variacao de preco das pecas no mercado e do tipo de material escolhido. Levando emconsideracao que este projeto teve como foco principal o baixo custo se deu bastanteatencao a qualidade desejada. Portanto, nao se deve considerar que se alcancara a mesmaqualidade obtida neste projeto, caso se deseje diminuir ainda mais o custo final.
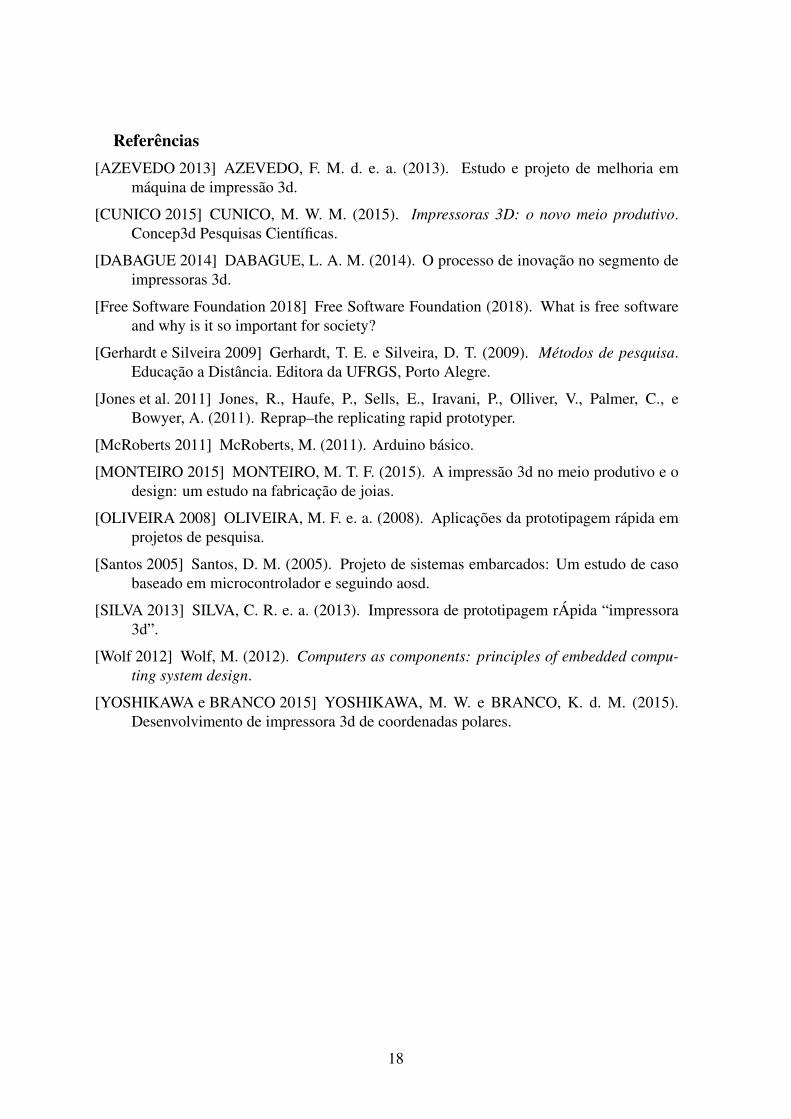
Durante a construcao nao ocorreram falhas ou interrupcoes que viessem a atrapa-lhar o processo. Houve exito total na montagem, sem a necessidade de reposicao de pecasou trocas. Alem disso, todos os testes obtiveram exito de impressao como mostrado naFigura 17.
5https://boaimpressao3d.com.br/shop/impressora3d/impressora-3d-stella/
16
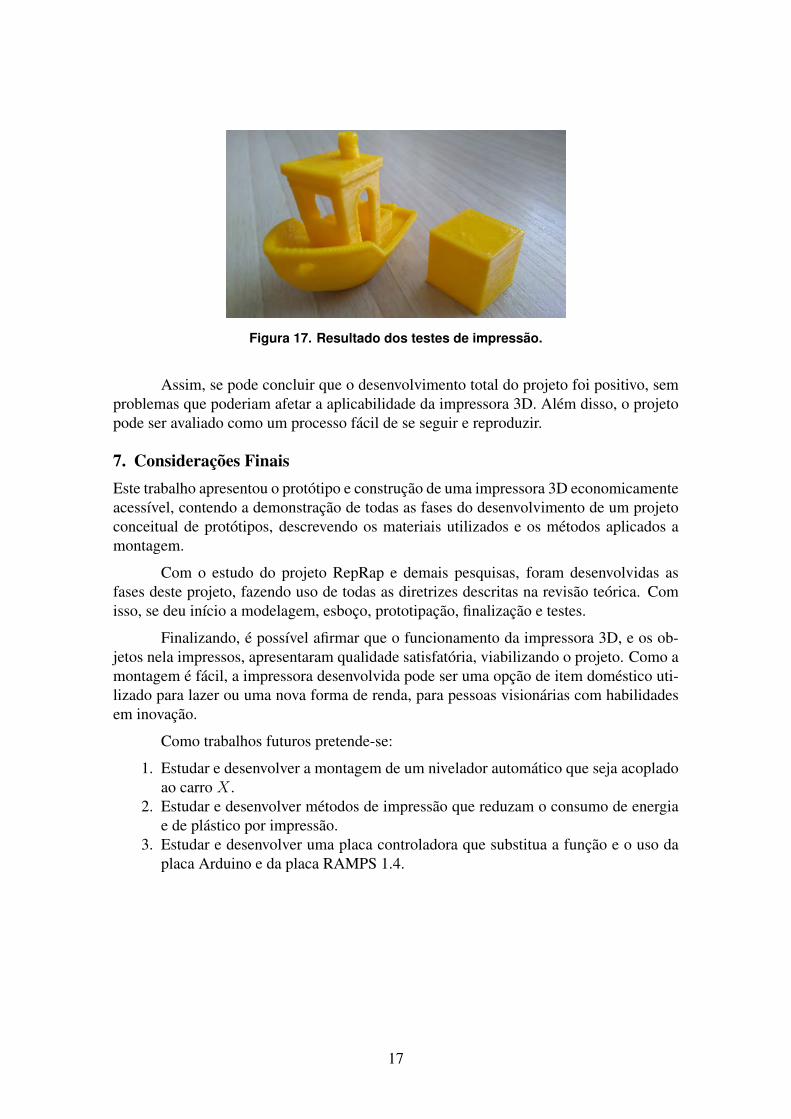
Figura 17. Resultado dos testes de impressao.
Assim, se pode concluir que o desenvolvimento total do projeto foi positivo, semproblemas que poderiam afetar a aplicabilidade da impressora 3D. Alem disso, o projetopode ser avaliado como um processo facil de se seguir e reproduzir.
7. Consideracoes FinaisEste trabalho apresentou o prototipo e construcao de uma impressora 3D economicamenteacessıvel, contendo a demonstracao de todas as fases do desenvolvimento de um projetoconceitual de prototipos, descrevendo os materiais utilizados e os metodos aplicados amontagem.
Com o estudo do projeto RepRap e demais pesquisas, foram desenvolvidas asfases deste projeto, fazendo uso de todas as diretrizes descritas na revisao teorica. Comisso, se deu inıcio a modelagem, esboco, prototipacao, finalizacao e testes.
Finalizando, e possıvel afirmar que o funcionamento da impressora 3D, e os ob-jetos nela impressos, apresentaram qualidade satisfatoria, viabilizando o projeto. Como amontagem e facil, a impressora desenvolvida pode ser uma opcao de item domestico uti-lizado para lazer ou uma nova forma de renda, para pessoas visionarias com habilidadesem inovacao.
Como trabalhos futuros pretende-se:
1. Estudar e desenvolver a montagem de um nivelador automatico que seja acopladoao carro X .
2. Estudar e desenvolver metodos de impressao que reduzam o consumo de energiae de plastico por impressao.
3. Estudar e desenvolver uma placa controladora que substitua a funcao e o uso daplaca Arduino e da placa RAMPS 1.4.
17
Referencias[AZEVEDO 2013] AZEVEDO, F. M. d. e. a. (2013). Estudo e projeto de melhoria em
maquina de impressao 3d.
[CUNICO 2015] CUNICO, M. W. M. (2015). Impressoras 3D: o novo meio produtivo.Concep3d Pesquisas Cientıficas.
[DABAGUE 2014] DABAGUE, L. A. M. (2014). O processo de inovacao no segmento deimpressoras 3d.
[Free Software Foundation 2018] Free Software Foundation (2018). What is free softwareand why is it so important for society?
[Gerhardt e Silveira 2009] Gerhardt, T. E. e Silveira, D. T. (2009). Metodos de pesquisa.Educacao a Distancia. Editora da UFRGS, Porto Alegre.
[Jones et al. 2011] Jones, R., Haufe, P., Sells, E., Iravani, P., Olliver, V., Palmer, C., eBowyer, A. (2011). Reprap–the replicating rapid prototyper.
[McRoberts 2011] McRoberts, M. (2011). Arduino basico.
[MONTEIRO 2015] MONTEIRO, M. T. F. (2015). A impressao 3d no meio produtivo e odesign: um estudo na fabricacao de joias.
[OLIVEIRA 2008] OLIVEIRA, M. F. e. a. (2008). Aplicacoes da prototipagem rapida emprojetos de pesquisa.
[Santos 2005] Santos, D. M. (2005). Projeto de sistemas embarcados: Um estudo de casobaseado em microcontrolador e seguindo aosd.
[SILVA 2013] SILVA, C. R. e. a. (2013). Impressora de prototipagem rApida “impressora3d”.
[Wolf 2012] Wolf, M. (2012). Computers as components: principles of embedded compu-ting system design.
[YOSHIKAWA e BRANCO 2015] YOSHIKAWA, M. W. e BRANCO, K. d. M. (2015).Desenvolvimento de impressora 3d de coordenadas polares.
18

A. Apendices
A.1. Pecas produzidas para corte
Na Figura 18 e mostrado as pecas que foram desenhadas para a fabricacao a partir decorte, contendo todas as medidas especificadas.
Figura 18. Modelos das pecas desenhadas com as medidas
19
A.2. Especificacao de materiais
Especificacao de todos os materiais descritos na Secao 4.
Placa Arduino mega 2560• microcontrolador: ATmega2560;• tensao de funcionamento: 5 V;• tensao de entrada: 7-12 V;• tensao de entrada: 6-20 V;• Digital I/O pino: 54;• pinos de entrada analogica: 16;• corrente DC por I/O pino: 40 mA;• corrente DC para 3.3 V pino: 50
mA;• memoria Flash: 256 KB dos quais 8
KB usados por bootloader;• SRAM: 8 KB;• EEPROM: 4 KB;• velocidade do Clock: 16 MHz;
Placa Ramps 1.4:• MOSFET para aquecedor/ventilador
de saıda e tres circuitos termistores;• Fusao de 5A adicional de seguranca
e protecao de componentes;• Controle de aquecimento de mesa
(MK2B) com extra fusıvel 11A;• Suporte para 5 motores de passo,
com opcao para 2 motores ligadosno eixoZ;
• I2C e SPI pinos para expansao fu-tura;
• Conector para a conexao de fim decurso, motores, conectores de ouro-banhado, com limite de corrente de3A;
• LED para indicacao da saıda doaquecedor da mesa(MK2B) e para oHotend;
Placa de fim de curso mecanico:• Entrada de conexao de energia
VCC;• Entrada de conexao de energia
GND;• Entrada de conexao de sinal;
Drive controlador de motor de passo:
• Deteccao automatica de modo dedecaimento atual de energia;
• Retificacao sıncrona para a baixadissipacao de energia;
• 3.3 e 5 V de alimentacao logicacompatıvel;
• Circuito de desligamento termico;• Protecao de falta de aterramento;• Carga de protecao contra curto-
circuito;• Passo opcional com cinco modos:
completo, 1/2, 1/4, 1/8 e 1/16;
Mesa aquecida:
• Dimensoes (Exterior): 214mm x214mm;
• Dimensoes (Cama De Calor):200mm x 200mm;
• Laminado FR4 1.6 +- 15mm;• 2 Camada, 35um Cobre;• Potencia De Entrada: 12 V/24 V
DC;• Buracos banhado a cobre;
Termistor:
• Precisao: mais ou menos 1%;• Faixa de temperatura de utilizacao:
-40o + 300o;• Fator de dissipacao de energia: 5
mW/o ou superior;• Potencia maxima: 45 mw;
Display LCD:
• Leitor de cartao SD;• Rotatividade de 1 a 20 caracteres / 4
linha do display LCD;• Compatıvel com RAMPS 1.4;
20
Motores de passo:• Precisao angular de passo: +-5%;• Resistencia de precisao: +-10%;• Indutancia de precisao: +-20%;• Aumento da temperatura: 80deg
Max (corrente nominal, 2 fase on);• Temperatura ambiente: 20deg +
50deg;• Resistencia de isolamento: 100 M
Min, 500VDC;• Forca de isolamento 500VAC por
minuto;
Bico extrusor aquecido com cooler:• Voltagem de aquecimento: 12 V;• Termistor: 100K NTC;• Bico extrusor: 0.4mm;• Tubo de PTFE: interno 2mm, ex-
terno 4mm, aplicavel para filamentode espessura 1.75mm;
• Voltagem do cooler: 12 V;• Tamanho do cooler: 30*30*10mm;
Fonte de energia:• Potencia: 360w;• Entrada: AC 110 - 220v;• Saıda: DC 12v 30A;• Chaveamento de ajuste de tensao
(127-220v);• Conexao por borne;• Dimensoes: 20x11x5 cm;• Peso: 750g;
Eixo acoplador de motor de passo:• Tamanho: 19mm x 25mm;• Material: Alumınio;• Aberturas: 5mm - 8mm;
Polia com acoplamento em motor depasso:
• Material: Alumınio;• Tamanho: 16 Dentes;• Encaixe: 5mm (compatıvel com
motor de passo);• Apto para correia dentada: GT2;
Correia dentada:
• Largura: 6mm;• Material: borracha com interior de
fibra de vidro;
Bloco extrusor:
• Material: metal;• Tamanho: 4*4*1.5 cm;• Pronto para acoplagem em motor de
passo nema 17;
Parafuso trapezoidal:
• Material parafuso: chumbo;• Material rosca: cobre;• Diametro: 8mm;• Comprimento parafuso: 300mm;
Roda com rolamento:
• Material da roda: Nylon;• Rolamento: 605z;• Tipo de roda: D;
Perfil estrutural de alumınio:
• Barra de 20mmx40mm (35cm);• Barra de 20mmx40mm (30cm);• Barra de 20mmx20mm (16cm);• Barra de 20mmx20mm (32cm)
Cantoneira:
• Material: Alumınio;• Tamanho: 20mmx20mm;• Juncao de 90o;
Porcas:
• Travante 5mm;• Normal 3mm;• Para perfil estrutural de alumınio ;
21
Parafusos:• Cabeca philips;• 6x35mm;• 6x12mm;• 5x35mm;• 5x50mm;• 3x16mm;• 3x20mm;• 3x25mm;
Placa de MDF:
• Material: MDF naval;• 250x400x30mm;
Pecas em aco inox:
• Material: Aco inox 3mm;• 8 pecas;
Pecas em MDF:
• Material: MDF 6mm;
A.3. Lista de Preco dos materiais adquiridos
22
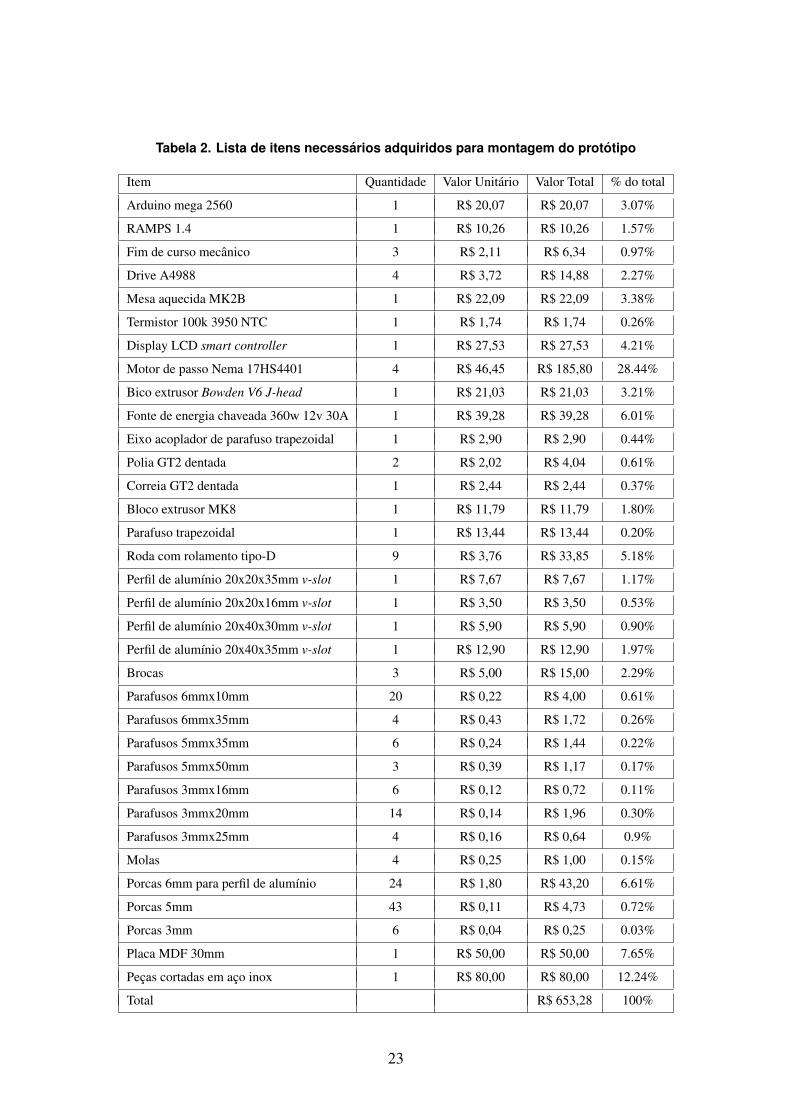
Tabela 2. Lista de itens necessarios adquiridos para montagem do prototipo
Item Quantidade Valor Unitario Valor Total % do total
Arduino mega 2560 1 R$ 20,07 R$ 20,07 3.07%
RAMPS 1.4 1 R$ 10,26 R$ 10,26 1.57%
Fim de curso mecanico 3 R$ 2,11 R$ 6,34 0.97%
Drive A4988 4 R$ 3,72 R$ 14,88 2.27%
Mesa aquecida MK2B 1 R$ 22,09 R$ 22,09 3.38%
Termistor 100k 3950 NTC 1 R$ 1,74 R$ 1,74 0.26%
Display LCD smart controller 1 R$ 27,53 R$ 27,53 4.21%
Motor de passo Nema 17HS4401 4 R$ 46,45 R$ 185,80 28.44%
Bico extrusor Bowden V6 J-head 1 R$ 21,03 R$ 21,03 3.21%
Fonte de energia chaveada 360w 12v 30A 1 R$ 39,28 R$ 39,28 6.01%
Eixo acoplador de parafuso trapezoidal 1 R$ 2,90 R$ 2,90 0.44%
Polia GT2 dentada 2 R$ 2,02 R$ 4,04 0.61%
Correia GT2 dentada 1 R$ 2,44 R$ 2,44 0.37%
Bloco extrusor MK8 1 R$ 11,79 R$ 11,79 1.80%
Parafuso trapezoidal 1 R$ 13,44 R$ 13,44 0.20%
Roda com rolamento tipo-D 9 R$ 3,76 R$ 33,85 5.18%
Perfil de alumınio 20x20x35mm v-slot 1 R$ 7,67 R$ 7,67 1.17%
Perfil de alumınio 20x20x16mm v-slot 1 R$ 3,50 R$ 3,50 0.53%
Perfil de alumınio 20x40x30mm v-slot 1 R$ 5,90 R$ 5,90 0.90%
Perfil de alumınio 20x40x35mm v-slot 1 R$ 12,90 R$ 12,90 1.97%
Brocas 3 R$ 5,00 R$ 15,00 2.29%
Parafusos 6mmx10mm 20 R$ 0,22 R$ 4,00 0.61%
Parafusos 6mmx35mm 4 R$ 0,43 R$ 1,72 0.26%
Parafusos 5mmx35mm 6 R$ 0,24 R$ 1,44 0.22%
Parafusos 5mmx50mm 3 R$ 0,39 R$ 1,17 0.17%
Parafusos 3mmx16mm 6 R$ 0,12 R$ 0,72 0.11%
Parafusos 3mmx20mm 14 R$ 0,14 R$ 1,96 0.30%
Parafusos 3mmx25mm 4 R$ 0,16 R$ 0,64 0.9%
Molas 4 R$ 0,25 R$ 1,00 0.15%
Porcas 6mm para perfil de alumınio 24 R$ 1,80 R$ 43,20 6.61%
Porcas 5mm 43 R$ 0,11 R$ 4,73 0.72%
Porcas 3mm 6 R$ 0,04 R$ 0,25 0.03%
Placa MDF 30mm 1 R$ 50,00 R$ 50,00 7.65%
Pecas cortadas em aco inox 1 R$ 80,00 R$ 80,00 12.24%
Total R$ 653,28 100%
23