Embed Size (px)
Citation preview

0
Universidade Federal de Alfenas – UNIFAL-MG
Engenharia Química
Campus Poços de Caldas (MG)
ISABELLA GARCIA DE OLIVEIRA LISBOA
Despoeirador Koen – M&G
Poços de Caldas/MG
2014

1
ISABELLA GARCIA DE OLIVEIRA LISBOA
Despoeirador Koen – M&G
Trabalho apresentado como partes dos requisitos para
conclusão do curso de Graduação em Engenharia Química
pela Universidade Federal de Alfenas - campus Poços de
Caldas, sob a orientação do professor Dr. Marcos Vinícius
Rodrigues.
Poços de Caldas/MG
2014

2
ISABELLA GARCIA DE OLIVEIRA LISBOA
Despoeirador Koen – M&G
A banca examinadora abaixo – assinada aprova o Trabalho
apresentado como parte dos requisitos para conclusão do
curso de Graduação em Engenharia Química pela
universidade Federal de Alfenas – campus Poços de Caldas
Aprovada em:
Prof. Dr. Marcos Vinícius Rodrigues
(Orientador - UNIFAL)
Prof.
(Instituição: )
Prof.
(Instituição: )

3
Dedico este trabalho aos meus pais, José
Carlos e Terezinha, e a meu esposo
Michel, pelo amor e incentivo neste
período.

4
AGRADECIMENTOS
À Universidade Federal de Alfenas – campus de Poços de Caldas, pela oportunidade
oferecida.
Ao Prof° Dr. Marcos Vinícius Rodrigues, orientador, pela disponibilidade,
conhecimentos transmitidos, dedicação e confiança depositada na realização deste trabalho.
À coordenadora do curso de Engenharia Química, Giselle Patrícia Sancinetti, pelo
apoio ao trabalho.
À equipe da empresa M&G, pela receptividade, oportunidade, disponibilidade, apoio e
confiança depositada na realização deste trabalho.

5
RESUMO
O processo de remoção de impurezas presentes no flake de PET oriundo de materiais
para reciclagem vem se mostrando problemático nas indústrias de reprocessamento. Estes
resíduos após secagem e cristalização do flake se apresentam na forma de um pó muito fino.
Neste trabalho foi estudado o processo de remoção do pó de PET na indústria M&G
(Grupo Mossi & Guisolf) realizado pelo equipamento Despoeirador Koen. Ciclones vêm
sendo utilizados no auxílio da remoção deste pó devido à suas vantagens de uso como
simplicidade de construção e operação, baixos custos e eficiência de separação. Foram
tomadas amostras da corrente de flake com a finalidade de entendimento do equipamento,
bem como o funcionamento dos ciclones adjuntos a ele.
No processo de despoeiramento da M&G, ocorre a remoção do pó de PET do flake,
contudo existe arraste de flake para fora dos ciclones, com conseqüente perda de matéria
prima, uma vez que não se observa eficiência de separação nestes ciclones.
Palavras – chave: flake - pó – ciclone - Despoeirador Koen - eficiência de separação.

6
ABSTRACT
The impurities removal process on the PET flake from wastes to recycling has proved
problematic in reprocess industry. These wastes after flake drying and crystallization are
present in the form of powder with very small particles sizing distribution.
In this job it was studied the removal process at the M&G (Mossi & Guisolf group)
realized for Despoeirador Koen equipment. Cyclones have been used to help removal of PET
powder due their advantages of use as simplicity of building and operation, low costs and
separation efficiency. Samples were taken from the flake stream with the purpose of
understanding the equipment, as well the operation of the two cyclones belonging him.
At the operation process of the powder removal of the M&G, occurs the PET removal
from the flake, however there are flake drag to outside of the cyclones with consequent lost of
raw material due the separation inefficiency in this cyclones.
Keywords: flake – powder – cyclone – Despoeirador Koen – separation efficiency.

7
SUMÁRIO
1 INTRODUÇÃO...............................................................................................................8
2 REVISÃO BIBLIOGRÁFICA.....................................................................................11
2.1 PROCESSO DE RECICLAGEM DO PET....................................................................11
2.2 CICLONES.....................................................................................................................13
2.2.1 Famílias de Ciclones.......................................................................................................15
2.2.2 Modelagem de ciclones...................................................................................................16
2.3 DESPOEIRADOR KOEN..............................................................................................19
3 MATERIAIS E MÉTODOS........................................................................................24
4 RESULTADOS E DISCUSSÕES................................................................................27
5 CONCLUSÃO E SUGETÕES.....................................................................................31
5.1 CONCLUSÃO................................................................................................................31
5.2 SUGESTÕES..................................................................................................................31
6 REFERENCIAS BIBLIOGRÁFICAS........................................................................32

8
1 INTRODUÇÃO
Os polímeros, também conhecidos como plásticos, são materiais de grande
importância para a sociedade atual. Sua durabilidade, baixa densidade, variabilidade de
design, força, e baixo custo, são fatores que justificam o alto e crescente consumo destes
materiais (SIDDIQUE; KHATIB; KAUR; 2007). Shreve e Brink Jr.(1997, pag.510) também
destacam a versatilidade dos polímeros relacionando sua variabilidade de aplicação à sua
resistência mecânica, resistência à água, facilidade de fabricação e notável variação de cor
(SHEREVE; 1997).
No cenário mundial, o consumo de plásticos no ano de 2006 totalizou 208 milhões de
toneladas, o que representou mais de 12 bilhões de euros em vendas, com projeções de 328
milhões de toneladas para o ano de 2015 (BASF, 2013).
Podem ser listados como principais polímeros sintéticos o Polietileno (PE),
Polipropileno (PP), Poliestireno (PS), Álcool Polivinílico (PVA), Cloreto Polivinílico (PVC)
e o Polietileno Tereftalato (PET).
O primeiro indício de resina produzida de PET foi datado no ano 1941, com autoria de
seu desenvolvimento pelos ingleses Whinfield e Dickson. Os estudos que levaram à
descoberta do material foram movidos pela tentativa de substituição das matérias primas da
indústria têxtil, tais como linho, algodão e lã; que passaram a ser escassos pela destruição de
campos após a Segunda Guerra Mundial. As primeiras embalagens de PET surgiram nos
Estados Unidos da América, na década de 70. No Brasil, a aplicação do PET na indústria
têxtil teve início em 1988, contudo, apenas em 1993, passou a ser expressivo no mercado de
embalagens (ABIPET, 2013).
No Brasil, 90% dos materiais produzidos de PET são destinados à produção de
embalagens para bebidas e alimentos, tais como água, refrigerantes, óleos comestíveis, entre
outros. Em 2011, o mercado brasileiro consumiu 515 mil toneladas de PET, o que configurou
um acréscimo de 2%, comparado ao ano de 2010, e ainda é estimado um consumo de 720 mil
toneladas para o ano de 2014 (ABIPET, 2013).
Com o boom das embalagens plásticas nos anos 90 e seu alto consumo desde então, foi
observada a necessidade de investimentos em pesquisa e desenvolvimento que visassem à
reciclagem dos resíduos gerados para minimização de impactos ambientais.

9
No ano de 2012, 331 mil toneladas de PET foram recicladas no Brasil, o que se
comparado ao ano de 1994, configurou um aumento de 40,1% de material reprocessado no
país (ABIPET, 2013).
Siddique, Khatib e Kaur (2007) listam as vantagens da reciclagem de plásticos
considerando a conservação de combustíveis fósseis não renováveis, uma vez que 8% da
produção mundial de óleo é gasto na produção de plásticos (4% como matéria – prima e 4%
durante a manufatura); redução no consumo de energia; redução do volume de descarte de
plásticos em aterros; e redução de emissão de dióxido de carbono (CO2), óxido de nitrogênio
(NO) e dióxido de enxofre (SO2) (SIDDIQUE; KHATIB; KAUR; 2007).
O processamento de embalagens de PET por reciclagem mecânica é a mais aplicada
no Brasil. É um processo simples, se comparado à reciclagem por processamento químico,
permitindo razoável controle das características técnicas do PET, apresentando pouca
variação das características da resina original. Desta forma, é possível a manutenção da
qualidade do produto final, produzindo embalagens não alimentícias tão boas quanto às
embalagens produzidas por resina virgem (Grupo M&G, 2013).
No processo de reciclagem, após a receptação das embalagens usadas e seleção, estas
são cortadas e posteriormente lavadas para remoção de resíduos, dando origem ao flake, que é
a matéria de entrada para o reprocessamento do material.
Indústrias de reciclagem de PET relatam prejuízos ao processo referentes à disposição
de material particulado após o processo de cristalização do flake, acarretando dificuldades na
extrusão do polímero. Este material particulado chega à cristalização agregado ao flake, que
após este processo, é desprendido, e com o passar do tempo forma aglomerações que são
responsáveis pela interferência no processo de extrusão.
Para remoção deste material particulado (denominado “pó de PET”) do processo, a
empresa do Grupo Mossi e Guisolfi (M&G), localizada no município de Poços de Caldas –
MG adquiriu o “Despoeirador Koen”. O equipamento apresentou bons resultados de
separação e consequente remoção do pó, contudo, os ciclones agregados ao equipamento não
foram dimensionados para operar nas condições do processo da empresa.
Ciclones são equipamentos de uso comum na separação de materiais particulados em
correntes gasosas. São constituídos por uma região superior cilíndrica acoplada a uma região
inferior em forma cônica. Sua geometria e a forma como a corrente é alimentada, são
responsáveis pela separação das partículas sólidas, que ocorre devido à ação do campo
centrífugo que é formado no interior do equipamento (RODRIGUES; 2001).

10
Este trabalho tem por objetivo realizar comparações entre o ciclone do Despoeirador
Koen com informações teóricas de ciclones presentes na bibliografia para verificação de
similaridades, realizar cálculos de eficiência deste ciclone caso este se enquadre em alguma
“família” e também realizar a caracterização do flake e pó de PET em pontos de saídas do
equipamento para verificação de sua operação.

11
2 REVISÃO BIBLIOGRÁFICA
2.1 PROCESSO DE RECICLAGEM DO PET
A reciclagem de plásticos pode ser realizada de duas maneiras distintas, podendo ser
por processo químico, no qual a cadeia polimérica é quebrada em monômeros; e por processo
mecânico, no qual estão envolvidas as etapas de fusão e retalhamento ou granulação do
material a ser reprocessado (SIDDIQUE; KHATIB; KAUR; 2007).
O processo mecânico de reciclagem de PET se inicia na coleta e triagem do material a
ser reciclado. No Brasil esta coleta é realizada, em sua grande maioria, por catadores que
saem às ruas à procura do material ou por meio de coleta seletiva urbana. O material é então
comprado pelas empresas recicladoras e levados para a etapa de separação.
A separação é uma etapa determinante na qualidade do produto, pois evita a
contaminação do PET pelo processamento de outros tipos de polímeros ou materiais como
metais, madeira, entre outros.
Existem alguns métodos de separação para diferentes tipos de plásticos, nos quais
pode ser citada a diferença de propriedades térmicas de fusão, flotação, separação óptica,
fragmentação diferencial, separação tribo – elétrica e separação por densidade (GENT et al.;
2010).
No processo adotado pela M&G, a separação é realizada por separação óptica,
diferença de densidade e catação manual. Além da remoção de embalagens produzidas por
outros polímeros, que não o PET, o material passa por separação de cor, cujo objetivo é a
manutenção dos padrões de coloração na resina produzida.
As embalagens selecionadas são moídas para redução de tamanho, convertendo – se
em grânulos ou flakes, para que seja possível seu processamento.
O armazenamento e descarte das embalagens podem agregar contaminantes, que são
prejudiciais ao processo de reciclagem. Estes contaminantes são provenientes do contanto da
embalagem com resíduos presentes no lixo, tais como matéria orgânica e materiais
particulados, ou ainda resíduos provenientes do próprio produto armazenado nas embalagens,
como xarope de refrigerante, resquícios do rótulo ou cola utilizada na fixação do rótulo. Estes
resíduos necessitam ser retirados para que não haja interferência destes no processamento do
flake ou na qualidade do produto final. A retirada dos resíduos é realizada por lavagem dos

12
flakes, que recebe produtos químicos como hidróxido de sódio e detergentes adicionados à
água e posterior remoção por enxágüe com água limpa.
Após lavagem, o flake é direcionado para o cristalizador. Na cristalização, o flake é
mantido sob agitação e exposto a uma temperatura de aproximadamente 160 °C para que sua
estrutura molecular sofra modificações e mude de estrutura amorfa para estrutura cristalina. A
cristalização também é necessária para melhorar o escoamento do flake durante o processo.
É na etapa de cristalização que se observa o desprendimento do pó de PET do flake.
Este desprendimento ocorre devido ao atrito entre as partículas e a redução de umidade do
material.
O flake cristalizado é então transportado para silos onde passará por processo de
secagem. O ar quente na temperatura de 160 - 175 °C é colocado em contracorrente com o
flake para que haja secagem uniforme. Após o tempo de residência necessário para a
secagem, o flake segue para a etapa de extrusão.
A extrusora recebe o flake seco e adiciona calor ao material, adição em forma de
rampa com início em 230 °C e temperatura final de 260 °C, acarretando a fusão do PET. O
PET fundido é então extrusado e cortado em forma de chips de resina. Após a extrusão, o
material se encontra apto para comercialização ou conformação.
O Fluxograma 1 mostra o processo de reciclagem do PET.
Fluxograma 1- Fluxograma simplificado da reciclagem de PET.
Recebimento do
material e seleção
pelas indústrias
recicladoras
Lavagem e corte do
material para
obtenção do flake
Catação , pré – seleção
e venda para as
indústrias recicladoras.
Cristalização do
flake
Remoção do pó
de PET
Secagem
Extrusão
Corte do PET em
forma de chips e
embalagem

13
2.2 CICLONES
Ciclone são equipamentos do tipo centrífugo utilizado na separação de material
particulado de correntes gasosas. Possuem forma clássica de construção cone – cilíndrica. São
produzidos sem peças móveis e possuem entrada lateral superior e duas saídas orientadas no
eixo central, as quais são responsáveis pela descarga do material de maior diâmetro (região
inferior) e direcionamento da corrente fluida contendo o material mais fino para um filtro
externo (região superior) (CREMASCO; 2012, pag.193).
A carga contendo o gás e o material particulado entra tangencialmente na entrada
lateral do ciclone e adquire movimento turbilhonar ao entrar na câmera cilíndrica do
equipamento. Devido à velocidade tangencial das partículas, há a tendência de carregamento
destas para a periferia da câmara. O movimento espiralado do fluído é responsável por causar
desaceleração radial centrípeta nas partículas, ao passo que a força gravitacional lhes confere
aceleração em direção ao fundo da câmara. Desta forma, as partículas efetuam trajetória
helicoidal, descendente, de raio crescente, até se chocarem com as paredes da câmara. As
partículas continuam a espiralar descendentemente contra as paredes da câmara, e o gás, livre
de sólidos ascende pelo núcleo central da câmara (SHEREVE; 1997).
Para partículas com diâmetros muito pequenos, a energia representada pela velocidade
tangencial é insuficiente para superar a força centrípeta do fluído em rotação, e a separação
não é eficiente na remoção destas partículas (FOUST, et al; 2001, pag.546).
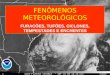
A Figura 1 mostra o escoamento de fluídos dentro do ciclone.

14
Figura 1- Esquema do escoamento em um ciclone.
Fonte: (CREMASCO; 2012).
Para Rodrigues (2001) os ciclones podem ser caracterizados pelas seguintes dimensões
(RODRIGUES; 2001):
Dc – Diâmetro da parte cilíndrica;
Do – diâmetro do duto de saída do gás “overflow”;
Sc – comprimento do tubo de saída do gás no interior do ciclone;
Lc – comprimento da parte cilíndrica;
Zc – comprimento da parte cônica;
Hc – altura do duto de entrada da alimentação;
Bc – largura do duto de entrada da alimentação;
Du – diâmetro do duto de saída das partículas “underflow”;
H – altura do ciclone.
Entrada da mistura
Gás/partícula
Descarga do gás/
partículas finas
Escoamento ascendente
Partículas
Escoamento
descendente
Coletor
De sólidos

15
Gujun Wan e Xiaochu Xue, (2007) destaca como principais vantagens relacionadas
aos ciclones à simplicidade, facilidade e baixo custo de construção, operação e manutenção;
baixo consumo de energia e possibilidade de operação a altas pressões e temperatura (GUJUN
WAN; XIAOCHU XUE; 2007).
2.2.1 Famílias de Ciclones
Os ciclones podem ser divididos em “famílias” que são caracterizadas pela relação
constante entre as medidas geométricas com o diâmetro da seção cilíndrica (Dc). As famílias
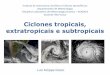
de ciclones mais estudadas são a Lapple, a Starmaind e a Niigas - 11. A Figura 2 disponibiliza
as representações destas três famílias de ciclones e as principais relações das medidas com Dc
podem ser visualizadas de acordo com a Tabela 1.
Figura 2- Configurações dos ciclones a gás Lapple,
Stairmand e Niigas - 11.
Fonte: (RODRIGUES; 2001).
Lc
Zc
Sc
Bc
Dc
Do
Hc
Hc
Bc
Dc
Do
DuDu
Lapple e Stairmand Niigas 11

16
Tabela 1- Principais relações geométricas dos ciclones Lapple, Stairmand e Niigas – 11.
DIMENSÕES CICLONE
Lapple Stairmand Niigas-11
Bc / Dc 0,25 0,20 0,26
Do / Dc 0,50 0,50 0,60
Hc / Dc 0,50 0,50 0,48
Lc / Dc 2,00 1,50 2,08
Sc / Dc 0,62 0,50 1,30
Zc / Dc 2,00 2,50 2,00
Du / Dc 0,25 0,37 0,22
Inclinação do duto de
alimentação
0 0 11o
Fonte: (RODRIGUES; 2001).
2.2.2 Modelagem de ciclones
Na modelagem de ciclones, admite – se que as partículas atingem rapidamente a
velocidade terminal. Para partículas esféricas que seguem a Lei de Stokes, tem se a igualdade
presente na Equação1 (FOUST et al.; 2001, pag. 546 – 548) .
( ) (1)
Na Equação 1, VR é a velocidade radial da partícula, Vtan é a velocidade tangencial da
partícula, Dp é o diâmetro da partícula, r é o raio onde se tem a velocidade tangencial da
partícula, ρ e ρp são as massas específicas do fluído e do sólido, respectivamente, e μ é a
viscosidade dinâmica do fluído.
Resolvendo a Equação1 para VR, tem – se a Equação 2 (FOUST et al; 2001, pag. 546
– 548).
*
( )
+
(2)

17
O termo entre colchetes da Equação 2 é a velocidade terminal gravitacional da
partícula, Vt, com aceleração gravitacional g omitida. Substituindo na Equação 2, obtém – se
a Equação 3 (FOUST et al; 2001, pag. 546 – 548).
(3)
De acordo com a Equação 3, quanto maior a velocidade terminal da partícula, maior
será a velocidade radial, e mais fácil será a separação. O cálculo da velocidade radial é
complicado devido à obtenção do valor da velocidade terminal, da velocidade tangencial e da
posição da partícula em relação ao centro do ciclone. A velocidade radial de uma partícula é
mínima no centro do ciclone e aumenta em direção às paredes da câmara (FOUST et al.;
2001, pag. 546 – 548).
Outros fatores importantes no projeto de um ciclone é o diâmetro de corte de partícula,
utilizada para determinar a eficiência de coleta do ciclone; queda de pressão, que pode variar
de uma até vinte vezes a pressão cinética inicial; e dimensões do equipamento que engloba a
altura, diâmetro, diâmetro da saída, e a razão entre diâmetro da câmara cilíndrica e o diâmetro
do duto de saída (FOUST et al.; 2001, pag. 546 – 548).
O diâmetro de corte é o diâmetro de partícula que ao entrar no ciclone é coletado como
uma eficiência de 50%. O diâmetro de corte, D50, pode ser obtido pela Equação 4
(RODRIGUES; 2001 apud MASSARANI; 1989, p. 125-135).
[
( ]
( ) (4)
Onde Q é a vazão volumétrica da alimentação, K é um parâmetro dependente da
família do ciclone, sendo determinado experimentalmente, e g(Cv) é uma função que leva em
conta o efeito da concentração na coleta de partículas e pode ser determinada pela Equação 5
(RODRIGUES; 2001).
g( )
[ ( ) ( )] (5)
Para operações de suspensões muito diluídas, g(Cv) pode ser considerado igual a 1
(RODRIGUES; 2001).
Sendo Cv a concentração volumétrica adimensional de sólidos, seu valor pode ser
obtido pela Equação 6 (CREMASCO; 2012, pag. 198 apud MASSARANI; 1997).

18
(6)
Na Equação 6, Qp é a vazão volumétrica de sólidos que alimenta o equipamento.
O número de Euler, obtido pela Equação 7, expressa a relação entre a queda de
pressão no ciclone (P) e a energia cinética por unidade de volume na alimentação
(RODRIGUES; 2001).
2
cu
)P(2Eu
(7)
Sendo uc é a velocidade média do fluido na seção cilíndrica do ciclone, seu valor pode
ser determinado pela Equação 8 (RODRIGUES; 2001).
2c
cD
Q4u
(8)
De acordo com a Tabela 2, relaciona - se os valores para parâmetros K e o número de
Eu de acordo com a família de ciclones. Destaca – se que a validade de tais valores está
restrita às condições operacionais descritas na mesma tabela (CREMASCO; 2012, pag.198).
Tabela 2- de configurações do ciclone e condições operacionais recomendadas.
Ciclone Referência
Condições de
Operação
recomendada
K Eu
Lapple PERRY & GREEN (1984 ) 6 < u < 21 m/s 0,095 315
Niigas –
11 FRANULIC & MASSARANI (1986) 15 < u < 24 m/s 0,128 158
Stairmand ARAUJO & MASSARANI (1987) 6 < u < 30 m/s 0,041 400
Fonte: (RODRIGUES; 2001).
As eficiências individuais de coleta relativa à partícula para ciclones Lapple e
Stairmand podem ser obtidas pela Equação 9 (RODRIGUES; 2001 apud MASSARANI.;
1989, p. 125-135).

19
(
)
(
)
(
) (9)
Uma vez conhecida a distribuição granulométrica das partículas, X=X(D) representada
pelo modelo de Rosin – Rammlet – Bennet (RRB), e a eficiência individual de coleta, é
possível determinar a eficiência global de coleta para ciclones Lapple através da Equação 10
(RODRIGUES; 2001).
(
) (
) (10)
Onde D’ e n são parâmetros do modelo RRB, no qual D’ é o diâmetro da partícula que
corresponde a uma fração acumulada em massa correspondente a Xi = 0,632 (CREMASCO;
2012, pag. 200).
2.3 DESPOEIRADOR KOEN
O “Despoeirador” Koen é um equipamento de origem chinesa, de marca Koen,
composto por uma câmara retangular, um ciclone, um conjunto de filtros manga, uma bomba
de pressão positiva de 4 kW de potência e uma bomba de pressão negativa de 1,5 kW de
potência. A Figura 3 traz o desenho original do Despoeirador Koen e a Fotografia 1 mostra o
Despoeirador Koen da forma que foi montado de acordo com seu desenho original. A câmera
retangular possui 7 chicanas interiores que têm por objetivo a desaceleração do flake que entra
na parte superior da câmara (Fotografia 2) após passar por um ciclone, denominado ciclone 2,
posicionado na região superior do Despoeirador. O flake, em descida, encontra um fluxo de ar
ascendente que carreia o material mais fino, enquanto que o flake, livre de pó de PET, segue
para a etapa posterior do processo de reciclagem.

20
Figura 3- desenho original do Despoeirador Koen.
Fonte: (GRUPO M&G; 2013).
Fotografia 1- imagem do Despoeirador Koen Fotografia 2- Detalhe das chicanas, entrada
após sua montagem. e saídas das correntes do Despoeirador
Foi informado pela M&G que o equipamento foi adquirido da China por ter
apresentado baixo custo de compra em comparação a outros produtores de equipamentos com
a mesma finalidade do Despoeirador Koen. Contudo, apesar do preço atrativo, o equipamento
Chicanas
Entrada do flake
Saída pó de PET + gás
Saída do flake

21
foi adaptado ao processo, não tendo sido projetado especificamente para a empresa. Este fato
contribuiu para problemas de operação após instalação do equipamento.
O Despoeirador Koen respondeu às expectativas com relação à remoção do pó de PET
do processo, contudo, a ineficiência de seu ciclone sobrecarregava os filtros manga de tal
maneira que era necessária sua limpeza ou troca em períodos muito curtos, o que inviabilizou,
operacional e financeiramente, seu uso. Engenheiros da M&G chegaram a remover os filtros
como ação paliativa ao problema.
Na tentativa de melhorar o processo de despoeiramento, um ciclone de uma área de
produção de resina da M&G desativada foi reaproveitado e acoplado ao Despoeirador. Este
ciclone, denominado ciclone 3, é ligado diretamente na bomba de sucção, também localizada
na região superior do Despoeirador. Desta forma, a corrente fluída contendo o material
particulado fino é direcionada para a entrada do ciclone 2 para que passe por uma segunda
etapa de separação. Os filtros manga foram recolocados, todavia na saída superior do ciclone,
o que possibilitou sua operação em condições viáveis. O fluxograma 2 mostra o processo de
cristalização e despoeiramento do flake, que engloba desde sua entrada no cristalizador até
sua saída no underflow do Despoeirador.
Fluxograma 2- Fluxograma do processo de despoeiramento do flake.
BAG
BAG
Filtro Manga
Filtro Manga
Cic
lon
e 1
Cic
lon
e 3
Ciclone 2
Cri
sta
liza
dor
Koen
Legenda:Corrente de Flake;
Corrente Pó e partículas maiores;
Corrente material particulado mais fino;
Corrente material particulado mais grosso;

22
As Fotografias 3, 4 e 5 apresentam o Despoeirador Koen com o ciclone 2 acoplado; a
bomba de pressão negativa que liga o Despoeirador ao ciclone 3 e o ciclone 3 com a caixa de
filtros manga à sua direita, respectivamente.
Fotografia 3- Despoeirador Koen com Fotografia 4- Válvula de pressão negativa
ciclone 2 acoplado na região superior. que liga o Despoeirador Koen ao ciclone 3.
Fotografia 5- Ciclone 3 e caixa de filtros
manga à sua direita.

23
O compressor utilizado na saída do cristalizador (Fotografia 6) que é responsável pelo
transporte do flake até a entrada do Despoeirador também foi adaptado, e apesar de não se ter
até o momento medidas de vazão de fluido dentro desta linha, é possível predizer que a vazão
de fluido é alta. Esta predição é realizada sob observação da saída superior do ciclone 2, no
qual é possível se identificar alta pressão da corrente gasosa. Outra forma de observação da
alta vazão de ar é através da observação visual do local onde se encontra o equipamento
(Fotografia 7) uma vez que a alta vazão do fluído é responsável por carrear material
particulado pela saída do ciclone 2 que é depositado sobre os equipamentos, piso e corrimões.
Fotografia 6- Compressor da saída do Fotografia 7- Deposição de material particulado
cristalizador. nos equipamentos, piso e corrimões.
Esta grande liberação de material particulado para fora do equipamento é preocupante
em relação à sujeira nas instalações de processo, ambiental e principalmente à saúde
ocupacional de funcionários que necessitam trabalhar no local.

24
3 MATERIAIS E MÉTODOS
Foram coletadas amostras (Fluxograma 3) no Despoeirador Koen para a realização de
análise granulométrica. Foi coletada uma amostra na saída do cristalizador (que recebeu a
denominação de amostra 1), uma amostra após passar pelo processo de remoção do pó de
PET (amostra 2), uma amostra do material retido no filtro manga acoplado ao ciclone 3
(amostra 3), uma amostra do material coletado no fundo do ciclone 3 (amostra 4), uma
amostra do pó de PET que sai na saída superior do ciclone 2 (amostra 5) e uma amostra de
material retirada do silo anterior à entrada do cristalizador (amostra 6).
Fluxograma 3- Pontos de amostragem.
A partir da análise granulométrica é possível determinar o diâmetro das partículas, por
relações com o diâmetro de abertura das peneiras, e suas respectivas frações dentro da
amostra. O material retido no “fundo” (recipiente de coleta de amostra abaixo da peneira de
menor diâmetro de abertura) é o material com diâmetro inferior ao diâmetro de abertura da
última peneira da série. As séries de peneiras são montadas de forma que a peneira de maior
diâmetro de abertura fique superior à peneira de segundo maior diâmetro de abertura, e assim
sucessivamente, a última posição inferior da série deve ser ocupada pelo “fundo”.
Mostra Cristalizador Ciclone 3
DespoeiradorKoen
Ciclone 2
Filtros Mangas
(6)
(1)
(5)
(2)
(4)
(3)
Legenda:Corrente de Flake;
Corrente Pó e partículas maiores;
Corrente material particulado mais fino;
Corrente material particulado mais grosso;
Saída do Ciclone 2.

25
Para a realização da análise granulométrica foi utilizado um conjunto de peneiras
Tyler (Tabela 3), um agitador de peneiras de marca PRODUTEST e balança de topo de marca
GEHAKA e modelo BG 4000 (precisão de ±0,01g).
Tabela 3- Série de peneiras utilizadas na realização da
análise granulométrica.
Inicialmente foram medidas as massas de cada peneira e fundo utilizado para as
análises com auxílio da balança. Foi medida uma massa de 100g de cada amostra e adicionou
– se à serie de peneiras previamente montadas. As amostras foram agitadas por um período de
5 minutos. Para a amostra 5, foi medida a massa de 20g de amostra devido sua baixa
densidade.
Após agitação, as peneiras com as amostras retidas tiveram novamente as massas
medidas. A subtração deste valor encontrado pelo peso das peneiras e fundo sem amostra
determina a fração retida em cada malha. Para a amostra 5, o valor encontrado foi
multiplicado por 5 para a determinação da fração. Foi adotado este método devido à
observação de quantidades razoáveis de amostra retidas nos locais onde a grade da peneira é
encaixada, principalmente nas peneiras de maiores diâmetros de abertura, nas quais estes
espaçamentos eram ainda maiores.
O valor da densidade do sólido foi obtido em consulta às referências bibliográficas.
Esta densidade deve considerar o flake e o pó de PET, que são os componentes sólidos
presentes na corrente, contudo, o pó de PET apresenta baixa densidade não sendo possível
determinar sua densidade por picnômetro convencional.
Para obtenção da densidade do pó de PET é necessário o uso de um picnômetro a
Hélio, e para determinação deste valor a amostra teria que ser mandada para outras
universidades, uma vez que não se tinha posse deste equipamento. Por motivos cronológicos,

26
decidiu – se adotar a densidade do flake cristalizado, que possui maior presença na corrente de
fluido.
O dimensionamento do ciclone 2 foi obtido por medição do equipamento com o
auxílio de uma trena.
Não foi possível determinar o valor de vazão do fluido nos diversos pontos do sistema.
O único equipamento disponível para medir vazão que foi conseguido para a realização do
trabalho, um anemômetro, necessitava de perfurações de dimensões consideráveis para sua
inserção no interior da tubulação, não houve tempo hábil para a realização desta medida.

27
4 RESULTADOS E DISCUSSÕES
A Tabela 4 apresenta os valores encontrados para a massa das peneiras (vazias) e a
massa das maneiras e respectivas amostras retidas em cada malha.
Tabela4- massa peneiras (vazias) e massa peneiras e amostra.
A partir das análises granulométricas, foram determinados os diâmetros das partículas
e suas respectivas frações para as amostras 1, 2, 3, 4 e 5. De acordo com a Tabela 5,
encontrou – se os valores das frações em cada amostra em seu respectivo diâmetro de abertura
de peneira.
Tabela 5- Determinação de diâmetro de partícula e respectiva fração na amostra por análise granulométrica.
O total calculado para cada amostra (Tabela 5) não é igual a 100 % devido a perdas
observadas na agitação e pesagem das amostras, como partículas que enroscavam na grade da
peneira e no desencaixe desta se desprendia e caiam fora da balança, ou pó de PET de
4,000 424,50 468,29 471,69 445,23 468,55 425,69 491,5
2,380 583,19 632,24 629,29 653,55 629,55 584,28 610,73
1,000 413,76 420,76 420,42 421,72 422,7 413,95 419,09
0,595 347,32 347,34 347,34 347,36 347,53 348,1 347,38
0,500 383,52 383,52 383,52 383,53 383,56 393,58 383,54
0,297 345,88 345,88 345,88 346,05 345,88 349,09 345,88
0,250 302,47 302,47 302,47 302,77 302,47 303,81 302,49
0,210 296,63 296,63 296,63 296,89 296,63 297,58 296,63
Amostra 4: Massa
peneiras e amostra(g)
Amostra 5: Massa
peneiras e amostra(g)
Amostra 6: Massa
peneiras e amostra(g)
Abertura
(mm)
Massa
peneiras (g)
Amostra 1: Massa
peneiras e amostra(g)
Amostra 2: Massa
peneiras e amostra(g)
Amostra 3: Massa
peneiras e amostra(g)
4,000 43,79 47,19 20,73 44,05 5,95 67,00
2,380 49,05 46,10 70,36 46,36 5,45 27,54
1,000 7,00 6,66 7,96 8,94 0,95 5,33
0,595 0,02 0,02 0,04 0,21 3,9 0,06
0,500 0,00 0,00 0,01 0,04 50,3 0,02
0,297 0,00 0,00 0,17 0,00 16,05 0,00
0,250 0,00 0,00 0,3 0,00 6,7 0,02
0,210 0,00 0,00 0,26 0,00 4,75 0,00
Fundo 0,11 0,00 0,12 0,00 5,25 0,02
Total 99,97 99,97 99,95 99,60 99,3 99,99
Amostra 6:
Fração (%)
Amostra 1:
Fração (%)
Amostra 2:
Fração (%)
Amostra 3:
Fração (%)
Amostra 4:
Fração (%)
Amostra 5:
Fração (%)
Abertura
(mm)

28
dimensões muito pequenas que eram suspensos no ar no movimento de transferência da
amostra contida no recipiente de pesagem para a peneira superior da série.
De acordo com a Tabela 5, a amostra 1, por exemplo, possui 43,79% de partículas
com diâmetro maiores de 1,000 mm, 49,05% de partículas com diâmetro superiores a 2,380
mm e inferiores à 4,000 mm, 7,00% de material particulado com diâmetros maiores que 1,000
mm e menores que 2,380 mm, 0,02% de partículas com diâmetro no intervalo de 0,0595 –
1,000 mm e 0,11% de partículas com diâmetro inferior à 0,210 mm. Esta análise pode ser
realizada para as demais amostras.
Em comparação entre as amostras 1 e 6, é possível notar que a amostra 6 possui
aproximadamente 23% a mais de partículas com diâmetro superior a 4,000 mm que a
amostra 1, e ainda, possui cerca de 22% a menos de partículas com diâmetro superior a 2,380
mm que a amostra 6. Este fato evidencia, em lembrança que a amostra 6 é retirada na corrente
imediatamente anterior ao cristalizador e a amostra 1 imediatamente posterior ao cristalizador,
a redução do diâmetro das partículas de flake durante a cristalização. Este fato ocorre devido à
adição de calor e agitação que provocam a redução do volume da partícula.
Ainda em comparação a estas duas amostras (amostra 1 comparada a amostra 6),
houve aumento de 0,09 % de material particulado de diâmetro inferior a 0,210 mm, o que
evidencia o desprendimento do pó de PET durante a cristalização. Pode inicialmente parecer
pequena a concentração de pó de PET na saída do cristalizador, contudo, apesar da pequena
fração de 0,11%, quando se considerado um processo contínuo com grandes vazões de flake
cristalizado, este número justifica a grande quantidade de pó de PET arrastada para fora do
equipamento.
A quantidade de partículas com diâmetros menores que 0,210 mm presentes na
amostra 2 é tão pequena que não foi possível sua determinação pela precisão da balança
utilizada. Desta forma, a redução de 0,11% de partículas com estas dimensões, comparando –
se as amostras 1 e 2 evidencia a eficiência de separação do pó de PET do flake pelo
Despoeirador Koen.
Pela análise do valor acumulado de diâmetros de partículas superiores a 2,380 mm
encontrados para a amostra 4, cerca de 90 % do material coletado no fundo do ciclone 3
possui dimensões de flake. Esta grande quantidade de material grosso é carregado pela
corrente de fluido que sai do Despoeirador, passa pelo ciclone 2 e é separado pelo ciclone 3.
Este carregamento de flake remete a altos valores de vazão de gás dentro do Despoeirador e a
ineficiência do ciclone 2.

29
Em análise aos resultados para a amostra 3, aproximadamente 91% do material retino
nos filtros manga também possuem dimensões de flake (diâmetros acima de 2,380 mm).
Novamente foi evidenciada ineficiência de separação do ciclone, neste caso ciclone 3, e perda
de matéria prima no processo de despoeiramento.
O valor acumulado de fração de partículas com diâmetros menores que 0,595 mm para
a amostra 5 foi de aproximadamente 83%. Este material foi coletado a partir do material
depositado dentro do galpão onde fica o Despoeirador. Devido a este critério de coleta, não é
possível dizer se há arraste de flake pela saída superior do ciclone 2, pois devido ao manuseio
de flake ou até mesmo o manuseio dos bags dentro do galpão, pode ter ocorrido deposição de
flake não só pelo arraste na saída do ciclone 2. Este valor de 83% de material com diâmetro
inferior a 0,595 mm juntamente com a observação do galpão onde o Despoeirador se encontra
é preocupante do ponto de vista ambiental e de saúde ocupacional dos funcionários que
freqüentam o local.
A densidade do flake é dada em torno de 350 – 500 g/L (Globalpet, 2014).
As dimensões do ciclone 2 foram tomadas pelo engenheiro de produção da M&G e
apresentaram os valores de Dc = 710 mm; Do = 152 mm; Sc = 30 mm; Lc = 460 mm; Zc = 480
mm; Dv = 20 mm; e H = 940 mm. Os valores Hc, Bc e Dv não foram determinados.
A Tabela 6 mostra o comparativo das relações entre o ciclone 2 e ciclones Lapple,
Stairmand e Niigas 11.
Tabela6- Comparação entre as relações de dimensões do ciclone 2, Lapple, Stairmand e Niigas 11.
De acordo com a tabela 6, não foi possível observar similaridade entre as relações do
ciclone 2 com os ciclone Lapple, Stairmand e Niigas 11, desta forma, o ciclone 2 não pode ser
Ciclone 2 Lapple Stairmand Niigas-11
Bc / Dc - 0,25 0,2 0,26
Do / Dc 0,22 0,5 0,5 0,6
Hc / Dc - 0,5 0,5 0,48
Lc / Dc 0,65 2 1,5 2,08
Sc / Dc 0,04 0,62 0,5 1,3
Zc / Dc 0,68 2 2,5 2
Du / Dc - 0,25 0,37 0,22
Inclinação do
duto de
alimentação
- 0 0 11o
DIMENSÕES
CICLONE
As dimensões do ciclone 2 foram tomadas pelo engenheiro de produção da M&G e apresentaram os valores de D480 mm; Dv = 20 mm; e H = 940 mm. Os valores B

30
classificado dentro destas famílias de ciclones. A partir desta comparação, não será realizada
verificação do diâmetro de corte, eficiência individual e eficiência global do ciclone 2 devido
a falta de informação com relação à vazão do fluído que entra no ciclone, e dos parâmetros K
e Eu.

31
5 CONCLUSÃO E SUGETÕES
5.1 CONCLUSÃO
Com base nos resultados obtidos para este trabalho, foi possível concluir:
O Despoeirador Koen está realizando a separação do pó de PET da corrente de flake que
vai para o processo de reciclagem;
Existe arraste de flake na corrente gasosa que vai para o Despoeirador;
Os ciclones 2 e 3 não estão operando de maneira otimizada.
5.2 SUGESTÕES
É sugerido para a continuidade do trabalho:
Obtenção das dimensões do ciclone 1 e 3, bem como os valores Hc, Bc e Dv do ciclone 2
para se determinar diâmetro de corte e eficiência dos ciclones;
Determinação dos parâmetros K e Eu para cada ciclone, caso os ciclones não sejam
comparáveis às famílias existentes na literatura;
A caracterização da vazão em pontos importantes do sistema de despoeiramento para
verificação do compressor utilizado;
Verificar melhorias para os equipamentos presentes no processo de despoeiramento
embasadas nos valores encontrados nos itens acima.

32
6 REFERENCIAS BIBLIOGRÁFICAS
BRASIL. ABIPET. Associação Brasileira de Indústrias do PET. Disponível em:
<http:// www.abipet.org.br> Acessado em 20 dez. 2013.
CREMASCO, M. A. Operações Unitárias em sistemas particulados e fluidodinâmicos. São
Paulo: Blucher, 2012.
FELDMAN, J. Plastics Towards new levels of performance: BASF – The Chemical
Company. Disponível em:
< http://www.basf.com/groups/corporate/en> Acessado em 20 dez. 2013.
FOUST, A. S. et al. Princípios das operações unitárias. Rio de Janeiro: LTC, 2001.
GENT, R. M. et al. Optimization of the recovery of plastics for recycling by density
media separation cyclones. Resources, Conservation and Recycling 55 (2011) 472 – 482.
BRASIL. GLOBALPET. Flakes de PET superlavados. Disponível em
<http://www.globalpetsa.com.br> Acessado em: 09 jan. 2014.
BRASIL. GRUPO M&G. Reciclagem e responsabilidade social. Disponível em:
<http://www.gruppomg.com.br/empresa/reciclagem.htm> Acessado em: 18 agost. 2013.
GUJUN WAN, G. S.; XIAOCHU XUE, M. S. Solids concentration simulation of different
particles in a cyclone separation. Powder Technology 183 (2008) 94 – 104.
RODRIGUES, M. V. Análise do desempenho de um ciclone com mangas: Efeito da
permeabilidade do meio filtrante. Tese de Mestrado em Engenharia Química apresentada à
Universidade Federal de Uberlândia, 2001.
SHEREVE, R. N.; 1885 – 1975. Indústrias de processos químicos/ R.Norris Shereve,
Joseph A. Brink Jr.; tradução Horácio Macedo – Rio de Janeiro: Guanabara Koogan, 1997.
SIDDIQUE, R.; KHATIB, J.; KAUR, I. Use of recycled plastic in concrete: A review.
Waste Management 28 (2008) 1835 – 1852