Embed Size (px)
Citation preview
Andreia Isabel Granadeiro Cercas Marques
Diagnóstico de um defeito de fundição
Aplicabilidade da simulação numérica em
FLOWCast para previsão e resolução de defeitos
Dissertação submetida à Faculdade de Engenharia da
Universidade do Porto para conclusão do Mestrado Integrado
em Engenharia Metalúrgica e de Materiais sob orientação de
Prof. Doutor Luís Filipe Malheiros de Freitas Ferreira
e
Prof. Doutor Carlos Alberto Silva Ribeiro
Em colaboração com a
FERESPE, Fundição de Ferro e Aço, Lda.
Setembro 2008
"Creio bastante na sorte. E tenho constatado que, quanto mais eu trabalho, mais
sorte tenho."
Thomas Jefferson
- i –
AGRADECIMENTOS
Em primeiro lugar, gostaria de exprimir o meu profundo agradecimento aos meus
orientadores, ao Prof. Luís Filipe Malheiros pelo incentivo e ao Prof. Silva Ribeiro
por partilhar os seus conhecimentos e pelos conselhos.
À FERESPE, Fundição de Ferro e Aço, Lda., pela oportunidade de colaboração, em
especial aos Engenheiros Joaquim Santos e Pedro Lacerda pela disponibilidade.
À família, por ter criado condições para que eu pudesse realizar a minha formação
na FEUP.
Finalmente, aos amigos, Elsa, Inês, Jorge, Mariana, Rita, Rui, Sérgio, Tiago, Tito e
Virgínia, e ao Pedro, agradeço a paciência e boa disposição.
- ii -
RESUMO
O objectivo desta dissertação consistiu em diagnosticar um defeito de fundição e
verificar o potencial de aplicabilidade do FLOWCast na previsão e resolução do
mesmo. Para cumprir tal objectivo, foi necessário determinar se o fenómeno tinha
a sua génese no processamento da liga durante o estado líquido, ou numa fase
posterior, durante a solidificação. As ferramentas utilizadas foram a análise
metalográfica, a análise da composição química e a simulação numérica em
SOLIDCast e FLOWCast.
O defeito típico de solidificação é o rechupe que se manifesta como uma grande
concentração de porosidade. O rechupe surge nos pontos quentes dos fundidos, ou
seja, nas zonas mais maciças cujo tempo de solidificação é maior. Este tipo de
defeitos pode ser controlado com a utilização de um sistema de alimentação e
gitagem adequado. A análise de forma e a simulação da solidificação são os
métodos que permitem determinar quais os pontos quentes de um fundido a
alimentar.
As inclusões são contaminações não metálicas da liga que se formam durante o seu
processamento no estado líquido. Todos os aços apresentam inclusões endógenas,
tipicamente produtos de desoxigenação. Quando os parâmetros de fundição, como
o sobreaquecimento da liga e o desenho do sistema de gitagem, não são adequados,
podem surgir inclusões do tipo exógeno.
A observação por microscopia óptica revelou a presença de inclusões à superfície
do fundido defeituoso, cuja análise da composição química permitiu concluir
serem silicatos e compostos contendo zircónio. Estes constituem inclusões
exógenas.
As diferentes modificações introduzidas ao sistema de gitagem não conseguiram
evitar a formação de inclusões exógenas pelo que se concluiu que outros factores,
como o sobreaquecimento e os refractários, podem estar na origem do defeito.
Palavras-chave: defeitos de fundição; rechupe; inclusão; sistema de gitagem;
simulação de enchimento
- iii -
ABSTRACT
The object of this study was the diagnosis of a foundry defect and to check the
usefulness of FLOWCast in predicting and helping to solve that specific defect. To
accomplish such goal it was necessary to determine if the phenomenon had its
origin in the processing of the alloy in the liquid state or later during solidification.
The tools used were metallographic analysis, chemical composition analysis and
numerical simulation with SOLIDCast and FLOWCast.
The solidification shrinkage is probably the most common defect found in castings
and usually shows up as an area of great density of porosity. The shrinkage
generates in the casting’s hot spot, that is, in the massive areas where the
solidification time is longer. This type of defect may be controlled with a proper
design of the rigging system. The methods that allowed the identification of the hot
spots were the shape analysis and the solidification simulation.
Inclusions are non-metallic impurities or contaminations of the alloy that have its
origin in the liquid state processing. All steels have endogenous inclusions,
typically deoxidization products. When foundry parameters, like overheating and
the design of the gating system aren’t appropriate, there may be found exogenous
inclusions.
Optic microscopy revealed the existence of inclusions at the surface of the
defective casting. The chemical composition analysis showed they contained zircon
and silicon compounds. These are exogenous inclusions.
The modifications introduced in the gating design weren’t able to avoid the
formation of inclusions. Therefore, the conclusion taken out of this work is those
parameters, like pouring temperature and refractory’s nature, maybe in the origin
of the defect and FLOWCast is not the correct tool to predict this specific problem.
Key-words: foundry defects; solidification shrinkage; inclusion; gating system;
filling simulation
- iv -
CONTEÚDOS
Agradecimentos ii Resumo e palavras-chave iii Abstract and key-words iv Lista de acrónimos vii Lista de figuras viii Lista de tabelas x Anexos xi
CAPÍTULO 1- Introdução 1 1.1 Apresentação da FERESPE – Fundição de Aço e Ferro, Lda. 1 1.2 Considerações gerais 1 1.3 Formulação de hipóteses para a origem do defeito 2 1.4 Objecto e organização da presente dissertação 4 REFERÊNCIAS
4
CAPÍTULO 2- Análise da solidificação 6 2.1 Solidificação progressiva vs. solidificação direccionada 6 2.2 Métodos de análise da solidificação 7 2.2.1 Métodos geométricos 7 2.2.2 Métodos numéricos - Simulação 8 2.3 Aplicação prática da análise de solidificação ao fundido em estudo 9 REFERÊNCIAS
12
CAPÍTULO 3- Sistema de alimentação 13 3.1 Critério do módulo 13 3.2 Critério do volume 14 3.3 Critério da distância de alimentação 14 3.4 Aplicação prática do cálculo do sistema de alimentação ao fundido em estudo
15
REFERÊNCIAS
17
CAPÍTULO 4- Inclusões 18 4.1 Controlo de inclusões 18 4.2 Inclusões endógenas 19 4.3 Inclusões exógenas 19 4.4 Identificação de inclusões no fundido em estudo 20 REFERÊNCIAS
21
CAPÍTULO 5- Enchimento da cavidade de moldação 22 5.1 Sistema de gitagem 22 5.2 Princípios básicos da dinâmica de fluidos 24 5.2.1 Teorema de Bernoulli 24
- v -
5.2.2 Lei da continuidade 25 5.2.3 Teorema de Torricelli 26 5.2.4 Efeitos de momento 27 5.2.5 Número de Reynolds e características do fluxo 27 5.3 Velocidade crítica de enchimento 28 5.4 Elementos de um sistema de gitagem bem projectado 29 5.4.1 Bacia de vazamento 29 5.4.2 Gito de descida 30 5.4.3 Base do gito de descida 30 5.4.4 Canais de distribuição e ataques 31 5.4.5 Mecanismos para controlo de inclusões 32 5.4.6 Relação de gitagem: sistema pressurizado vs. sistema não
pressurizado
32
REFERÊNCIAS
33
CAPÍTULO 6- Estudo do enchimento por simulação numérica 34 6.1 Aplicação da simulação numérica ao caso em estudo 35 6.1.1 Resultados da simulação de enchimento 36 6.1.2 Resultados da simulação de solidificação 38 6.2 Optimização do sistema de gitagem 39 6.2.1 Metodologia 6.2.2 Abordagens ao sistema de gitagem 39 6.2.3 Validação na fundição 46 REFERÊNCIAS
48
CAPÍTULO 7 – Discussão global, conclusões e perspectivas 50 7.1 Discussão global 50 7.2 Conclusões 52 7.3 Perspectivas de desenvolvimentos futuros 52
- vi –
LISTA DE ACRÓNIMOS
AISI - American Iron and Steel Institute (Instituto Americano do Ferro e do Aço)
CAD – Computer Aided Design (Desenho assistido por computador)
CFD - Computational Fluid Dynamics (Computação da dinâmica de fluidos)
CTIF- Centre Technique des Industries de la Fonderie (Centro Tecnológico das
Indústrias de Fundição)
EDS - Energy dispersive spectrometer (Espectrómetro de raios-X por dispersão de
energia)
FDM – Finite difference method (Método das diferenças finitas)
FEM – Finite element method (Método dos elementos finitos)
RDW – Riser Design Wizard (Assistente de projecto de alimentadores)
SEM – Scanning electronic microscope (Microscópio electrónico de varrimento)
- vii –
LISTA DE FIGURAS
CAPÍTULO 1 Figura 1.1- Modelo CAD-3D representativo do fundido em estudo. 2 Figura 1.2- Modelo 3D da peça em estudo destacando-se a zona onde surge o defeito; na fotografia apresentam-se secções do fundido onde se poderá observar a depressão na superfície da peça.
3
Figura 1.3- Fluxograma de estudo das hipóteses adiantadas. 4 CAPÍTULO 2 Figura 2.1 – Modelo 3D do fundido em estudo, em corte. Os rectângulos amarelos pretendem representar a divisão do fundido em placas simples.
10
Figura 2.2 – Representação gráfica da aplicação do método de análise de forma à análise da solidificação do fundido em estudo.
10
Figura 2.3 – Visualização dos resultados da simulação de solidificação do fundido em estudo no RDW.
11
CAPÍTULO 3 Figura 3.1- Esquematização da distância de alimentação. 15 Figura 3.2 – Raio de acção do alimentador. De registar que existem partes da peça que ficam fora do raio delimitado.
16
CAPÍTULO 4 Figura 4.1- Diagrama binário SiO2 - Al2O3. 19 Figura 4.2 – Na esquerda: micrografia de uma área representativa dos defeitos na amostra. As caixas numeradas identificam as zonas onde foi realizada análise química. Na direita: micrografia das inclusões junto à superfície e a sua dimensão aproximada.
21
CAPÍTULO 5 Figura 5.1 – Esquema de um sistema de gitagem típico. 23 Figura 5.2 – Aplicação do teorema de Bernoulli ao sistema de gitagem. 24 Figura 5.3- Perfil do fluxo metálico: (a) em queda livre; (b) dentro de um gito de paredes paralelas; (c) dentro de um gito cónico.
25
Figura 5.4- Técnicas comuns de estrangulamento do fluxo. 26 Figura 5.5 - Efeito da lei da continuidade no perfil do fluxo no interior dos canais.
26
Figura 5.6 – Efeito do momento no perfil do fluxo no interior dos canais. 27 Figura 5.7- Características do fluxo:(a) laminar; (b) misto; (c) turbulento. 28 Figura 5.8 - Turbulência superficial em metais líquidos. 29 Figura 5.9 – Diferentes bacias de vazamento: (a) cónica; (b) de fundo plano; (c) de fundo plano com eliminação da velocidade horizontal.
30
Figura 5.10 – Efeito das dimensões do poço no fluxo de metal. 31
-viii-
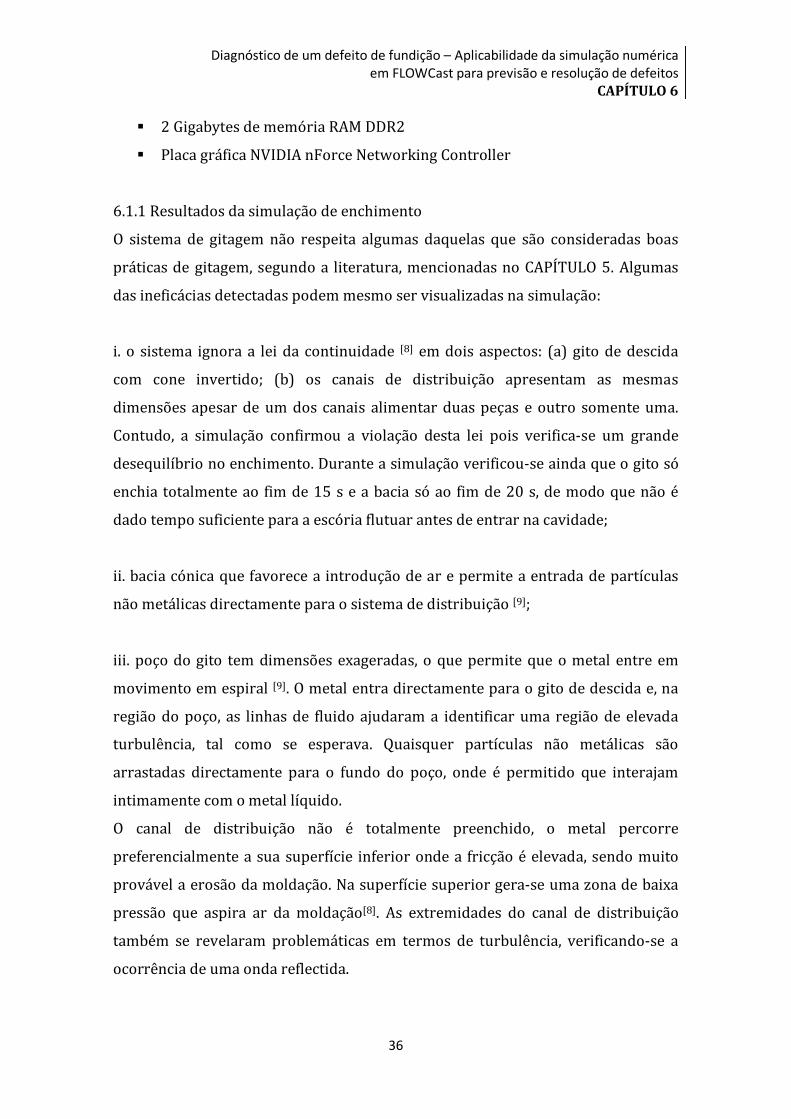
CAPÍTULO 6 Figura 6.1 – Traçado dos vectores velocidade relativa na parede oposta ao ataque. As cabeças das setas são indicadas a branco.
37
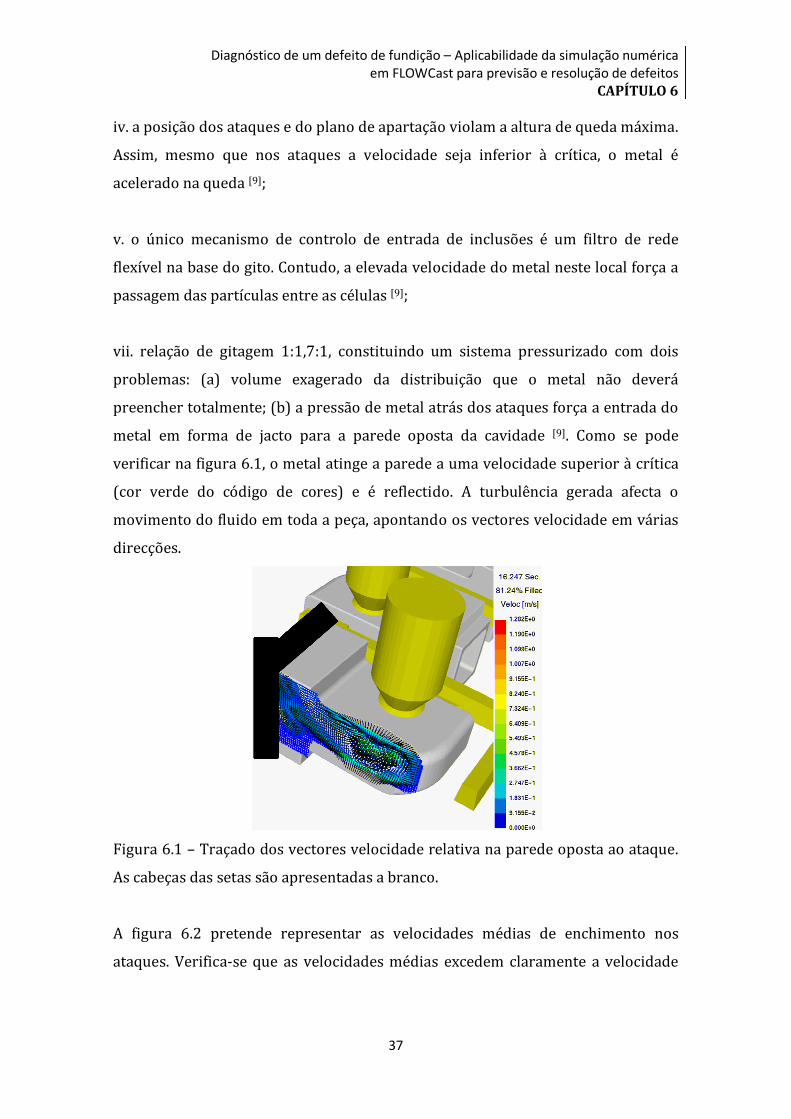
Figura 6.2 – Velocidades médias do fluído nos ataques. As barras negras indicam os valores máximos e mínimos.
38
Figura 6.3 – Modelo do primeiro conjunto simulado. A geometria do sistema de alimentação é muito diferente da do sistema original pois detectaram-se alguns problemas neste último.
40
Figura 6.4 – Previsão de linhas de fluxo e vectores velocidade relativa no início do enchimento.
40
Figura 6.5 – Perfil do fluxo no canal de distribuição. 41 Figura 6.6 – Diagrama de temperaturas no final do enchimento. 41 Figura 6.7 – Diagrama de velocidades médias nos ataques. As barras negras indicam os valores máximos e mínimos.
42
Figura 6.8- Vectores velocidade relativa na parede oposta ao ataque. As cabeças das setas são indicadas a branco.
43
Figura 6.9 – Diagrama de velocidades médias para um sistema 1:1,2:4 com poço.
43
Figura 6.10 – Modelo 3D do sistema com câmara de decantação de escória. 44 Figura 6.11 – Diagrama de velocidades nos ataques do sistema com câmara de decantação.
44
Figura 6.12- Perfil do fluxo na câmara de decantação. Forma-se uma onda dentro da câmara evitando que se estenda ao canal de distribuição.
44
Figura 6.13 – Nível equilibrado de metal na cavidade no final da simulação de enchimento em FLOWCast.
46
Figura 6.14- Aspecto de um cacho vazado durante o primeiro ensaio. Os defeitos persistentes estão devidamente assinalados.
47
Figura 6.15 – Na esquerda: modelo CAD-3D do sistema de gitagem proposto para o segundo ensaio. Na direita: fotografia da ½ moldação inferior onde se podem observar os canais de distribuição.
48
CAPÍTULO 7 Figura 7.1- Modelo do cacho com quatro peças; foi retirada uma das peças para facilitar a visualização do conjunto.
53
-ix-
LISTA DE TABELAS
CAPÍTULO 1 Tabela 1.1- Hipóteses mais prováveis para a origem do defeito. 3 CAPÍTULO 2 Tabela 2.1- Parâmetros introduzidos na simulação. 11 CAPÍTULO 3 Tabela 3.1- Dados utilizados para o cálculo do volume do alimentador pelo critério do volume.
16
Tabela 3.2 – Resumo dos resultados referentes aos critérios de alimentação.
16
CAPÍTULO 6 Tabela 6.1- Dados utilizados para a simulação. Os restantes valores são definidos por defeito pelo software.
35
- x-
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 1
1
CAPÍTULO 1
Introdução
1.1 Apresentação da FERESPE- Fundição de Ferro e Aço, Lda.
A FERESPE – Fundição de Ferro e Aço, Lda. foi fundada em 1981. É uma fundição de
renome no mercado nacional e internacional apostando num produto de elevada
qualidade:
“ A FERESPE tem que produzir sempre bem e à primeira vez” [1]
A FERESPE exporta para o Reino Unido, França, Suécia, Alemanha, Holanda, E.U.A.,
Espanha, Suíça, Áustria, Dinamarca, Israel e Finlândia. A capacidade de produção
ronda as 1000 toneladas anuais de produto acabado [1].
O processo tecnológico implementado é a fundição por gravidade em moldação de
areia auto-secativa. A empresa reconhece o papel da tecnologia na redução dos
prazos de entrega e na redução dos custos de produção, e por isso recorre a
simuladores como o FLOWCast, o SOLIDCast e o OPTICast [1].
A fusão é assegurada por três fornos de indução, com revestimento silicioso, dois
deles com capacidade de 1 tonelada e um com capacidade de 150 kg. O controlo da
qualidade do banho é assegurado por espectrometria de emissão. A areia (auto-
-secativa) é misturada com resina e catalizadores furânicos. O acabamento
superficial das peças não é negligenciado, optando-se por manter a areia do
circuito sempre com um bom nível de qualidade, evitando a necessidade de
adicionar areia de contacto. A refractariedade da moldação é melhorada com o
recurso a revestimento de tinta de zircónia em base de álcool isopropílico. Após o
abate da moldação, as peças são granalhadas e os sistemas de gitagem e
alimentação removidos [1].
1.2 Considerações gerais
A FERESPE detectou um defeito superficial em alguns dos fundidos produzidos,
defeito esse mais evidente na peça em estudo. O fundido constitui um componente
de segurança de gruas, com um peso aproximado de 17 Kg e que pode ser inscrito
num paralelepípedo de dimensões 13 x 25 x 13 cm. A zona crítica da peça, isto é,
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 1
2
aquela que, em serviço, está sujeita a maiores solicitações mecânicas está
devidamente assinalada na figura 1.1.
Figura 1.1- Modelo CAD-3D representativo do fundido em estudo.
O fundido é produzido em moldações contendo três peças. Para defender os
interesses do cliente, o esquema do cacho não pode ser aqui apresentado.
O material utilizado no fabrico do fundido é um aço de baixo carbono (0,18%), AISI
1018, com um teor em manganês (Mn) na gama 0,60-0,80 (%peso). É um aço hipo-
eutético, ferrítico à temperatura ambiente, o que lhe confere boa ductilidade e
tenacidade. O tamanho de grão ferrítico controla as propriedades mecânicas,
relação evidenciada pela equação de Hall-Petch. O Mn é um elemento gamagéneo,
isto é, estabilizador da austenite e, por isso, promove o abaixamento da
temperatura da transformação eutética relativamente à do binário Fe-C.
Consequentemente, a estrutura formada a uma temperatura mais baixa apresenta-
-se com um tamanho de grão mais pequeno. O efeito do Mn traduz-se num
aumento da resistência mecânica e da dureza em detrimento da ductilidade [2].
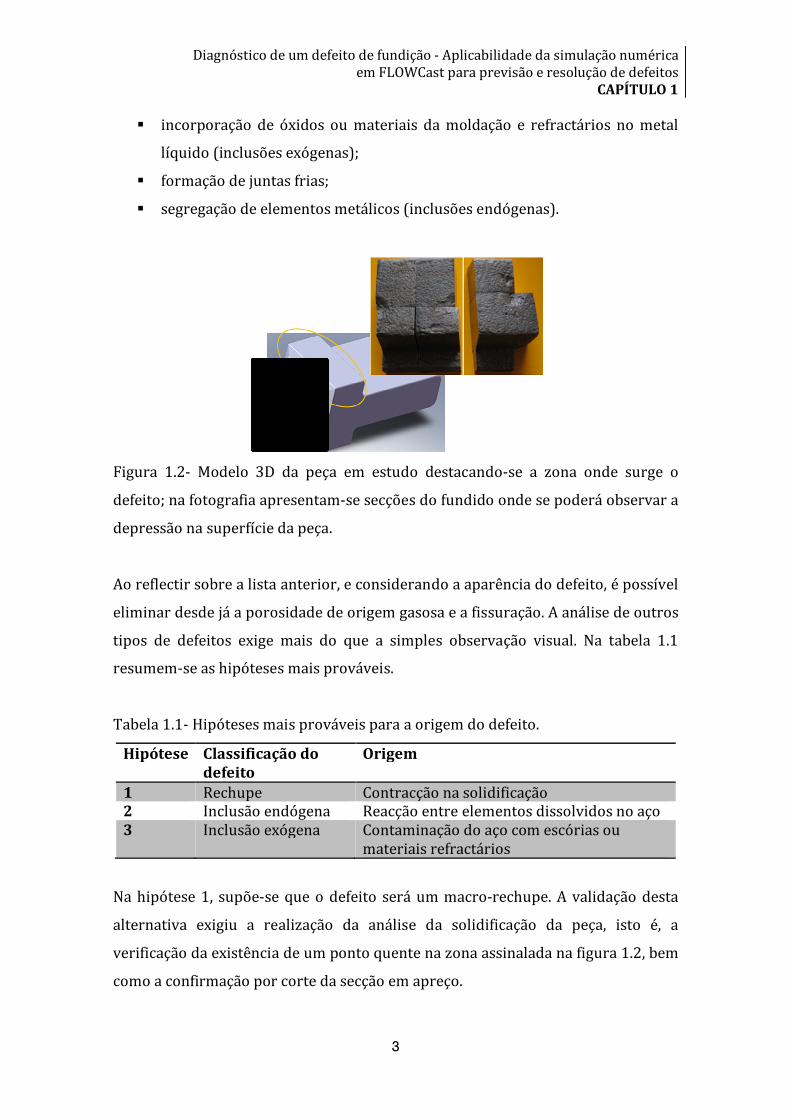
O defeito surge tipicamente na zona mais alta da peça, apresentando-se sob a
forma de uma depressão na superfície, tal como é possível observar na figura 1.2.
Embora não se localize na zona crítica, a reparação é exigida pelo cliente, o que
claramente não é benéfico em termos produtivos e económicos. Assim, torna-se
fundamental descobrir as origens do defeito e actuar sobre elas.
1.3 Formulação de hipóteses para a origem do defeito
É possível distinguir cinco tipos de defeitos associados ao processamento do banho
[3]:
� porosidade de origem gasosa;
� defeitos de contracção na solidificação e fissuração a quente;
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 1
3
� incorporação de óxidos ou materiais da moldação e refractários no metal
líquido (inclusões exógenas);
� formação de juntas frias;
� segregação de elementos metálicos (inclusões endógenas).
Figura 1.2- Modelo 3D da peça em estudo destacando-se a zona onde surge o
defeito; na fotografia apresentam-se secções do fundido onde se poderá observar a
depressão na superfície da peça.
Ao reflectir sobre a lista anterior, e considerando a aparência do defeito, é possível
eliminar desde já a porosidade de origem gasosa e a fissuração. A análise de outros
tipos de defeitos exige mais do que a simples observação visual. Na tabela 1.1
resumem-se as hipóteses mais prováveis.
Tabela 1.1- Hipóteses mais prováveis para a origem do defeito.
Hipótese Classificação do defeito
Origem
1 Rechupe Contracção na solidificação 2 Inclusão endógena Reacção entre elementos dissolvidos no aço 3 Inclusão exógena Contaminação do aço com escórias ou
materiais refractários
Na hipótese 1, supõe-se que o defeito será um macro-rechupe. A validação desta
alternativa exigiu a realização da análise da solidificação da peça, isto é, a
verificação da existência de um ponto quente na zona assinalada na figura 1.2, bem
como a confirmação por corte da secção em apreço.
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 1
4
Nas hipóteses 2 e 3, supõe-se que o defeito será do tipo inclusão, de origem
endógena ou exógena, respectivamente. As inclusões exógenas são as mais
nefastas, podendo a sua origem estar relacionada com um sistema de gitagem
desadequado [4]. A caracterização das inclusões exigiu uma abordagem
metalográfica, para determinar a morfologia, o tamanho e a distribuição das
partículas, bem como uma análise da sua composição química. Foi também
necessário o estudo do sistema de gitagem para verificar se de facto existia um
descontrolo no enchimento da cavidade.
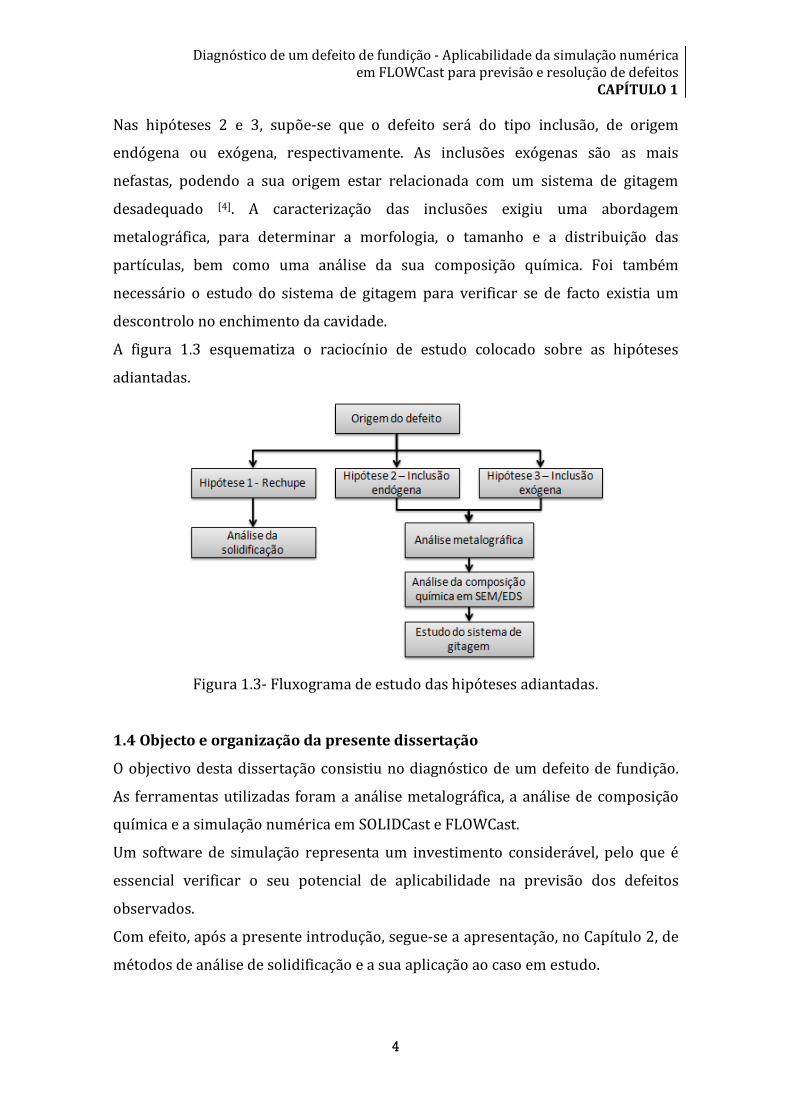
A figura 1.3 esquematiza o raciocínio de estudo colocado sobre as hipóteses
adiantadas.
Figura 1.3- Fluxograma de estudo das hipóteses adiantadas.
1.4 Objecto e organização da presente dissertação
O objectivo desta dissertação consistiu no diagnóstico de um defeito de fundição.
As ferramentas utilizadas foram a análise metalográfica, a análise de composição
química e a simulação numérica em SOLIDCast e FLOWCast.
Um software de simulação representa um investimento considerável, pelo que é
essencial verificar o seu potencial de aplicabilidade na previsão dos defeitos
observados.
Com efeito, após a presente introdução, segue-se a apresentação, no Capítulo 2, de
métodos de análise de solidificação e a sua aplicação ao caso em estudo.
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 1
5
No Capítulo 3 descrevem-se os critérios que o sistema de alimentação deve
verificar para evitar a formação de defeitos de solidificação. É ainda desenvolvida
uma aplicação prática destes critérios.
No Capítulo 4 diferenciam-se inclusões endógenas e exógenas e é realizada a
caracterização das inclusões encontradas no fundido da FERESPE.
No Capítulo 5 são apresentados os conceitos fundamentais que regem o
enchimento da cavidade de moldação.
No Capítulo 6 aplicam-se os conceitos introduzidos no Capítulo 5 ao desenho do
sistema de gitagem e é realizada a validação na fundição.
Finalmente, no Capítulo 7, é realizada uma discussão global dos resultados,
sumariam-se as conclusões e apresentam-se algumas sugestões para trabalhos
futuros.
REFERÊNCIAS
[1] www.ferespe.pt, A fábrica, acedido em 5/07/2008
[2] ASM Metals Handbook, Volume 1, Properties and Selection: Irons, Steels and
High Performance Alloys, Cap. Carbon and Low-Alloy Steels, Microstructures,
Processing and Properties of Steels, 10th Edition, 1993
[3] C.R. Gagg, Failure of components and products by “engineered-in” defects: Case
studies, Engineering Failure Analysis, Vol. 12, pp. 1000 - 1026, 2005
[4] Lifeng Zhang, Brian G. Thomas, State of the Art in the Control of Inclusions
during Steel Ingot Casting, Metallurgical and Materials Transactions B, Volume
37B, p. 733, 2006
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 2
6
CAPÍTULO 2
Análise da solidificação
A solidificação do metal no interior da cavidade de moldação é um fenómeno não
linear, transitório, que implica a libertação de calor latente numa interface
líquido/sólido que avança à medida que a solidificação progride [1]. É um fenómeno
extremamente complexo e, no caso das moldações de areia, o modo predominante
de transferência de calor é a condução pelos grãos de areia. A força motriz para a
solidificação é o gradiente térmico entre metal e moldação [2].
A análise da transferência de calor implica o conhecimento das propriedades
físicas e térmicas do metal e refractário. Os valores destas propriedades variam de
modo não linear na gama de temperaturas a que o processo ocorre e não são
facilmente encontradas na literatura. Os parâmetros de vazamento (como o tempo,
a temperatura) e o sistema de alimentação e gitagem, a presença de arrefecedores
ou machos e a complexidade da geometria do fundido introduzem ainda maior
variabilidade ao processo [1].
A solidificação tem início junto às paredes da moldação, onde a transferência de
calor é mais relevante, e progride para o centro. Assim, secções de menor
espessura solidificam primeiro. A mudança para o estado sólido é acompanhada de
contracção que pode originar cavidades e poros se não for devidamente
compensada. As regiões que solidificam em último lugar, comummente designadas
por pontos quentes, são os locais onde existe maior probabilidade de ocorrência
desde tipo de defeitos. Tipicamente, os defeitos de contracção encontram-se no
interior das peças, manifestando-se sob a forma de grande concentração de
porosidade [1] . A este defeito dá-se o nome de rechupe.
A determinação da ordem de solidificação relativa no interior do fundido é vital
para prever a sua sanidade.
2.1 Solidificação progressiva vs. solidificação direccionada
Geralmente, a solidificação tem início junto às paredes da moldação, onde a área
disponível para a transferência de calor é maior; se as frentes de solidificação
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 2
7
convergirem das zonas mais finas para o centro térmico do fundido, estamos
perante uma solidificação progressiva. Se as paredes paralelas de sólido se
encontrarem no centro geométrico do fundido, o último metal a solidificar
encontra-se isolado, isto é, completamente rodeado de sólido [2]. Então, a
contracção durante a solidificação deste último líquido irá dar origem a uma
cavidade ou porosidade acentuada [3].
De modo a evitar a formação de rechupes no fundido, promove-se uma
solidificação direccionada, das zonas mais finas para as zonas mais maciças e
destas para o interior de alimentadores, que, pela sua massividade, solidificam
mais tardiamente [3]. Os alimentadores constituem apêndices ao fundido, que
funcionam como reservatórios de metal líquido para compensar a contracção. Para
que os alimentadores sejam efectivos é necessário que [4]:
� o ponto quente do conjunto se encontre no interior do alimentador;
� exista um caminho de alimentação que forneça metal líquido à frente de
solidificação;
� o volume do alimentador seja suficiente para compensar a contracção do
fundido e do próprio alimentador;
� raio de acção cubra a zona do ponto quente.
Os dois tipos de solidificação irão ocorrer em simultâneo. A chave para produzir
fundidos sãos consiste em projectar o sistema de alimentação (número, posição,
volume e geometria dos alimentadores) de modo a que prevaleça a solidificação
direccionada [3].
2.2 Métodos de análise da solidificação
O objectivo da análise da solidificação é a determinação da ordem relativa de
solidificação, isto é, identificar pontos quentes e caminhos de alimentação. Existem
duas abordagens a uma análise deste tipo: métodos geométricos e métodos
numéricos.
2.2.1 Métodos geométricos
A utilização dos métodos geométricos assume que a sequência de solidificação é
função da geometria do fundido.
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 2
8
O mais simples dos métodos consiste em traçar círculos inscritos em secções
rectas do fundido. O ponto quente encontra-se numa zona de grande concentração
de massa, identificada pelo círculo de maior diâmetro [1].
Existem muitos outros métodos, baseados na equação de Chvorinov, que
relacionam o tempo de solidificação de um fundido com o seu módulo de
arrefecimento [1]. O módulo de arrefecimento é o quociente entre o volume do
fundido (V) e a área através da qual ocorre transferência de calor (A) [1]:
�(�
�)
(2.1)
Onde:
k – constante que depende das propriedades do metal e da moldação.
Se a geometria do fundido for complexa, este é dividido em elementos mais
simples (como placas e cilindros), e o módulo é calculado para cada um dos
elementos.
O módulo também pode ser determinado pelo método dos círculos inscritos,
dividindo a área da secção recta da zona do fundido em estudo pela área da
circunferência inscrita [4].
Como se pode constatar, estes métodos apresentam algumas limitações pois a
ordem de solidificação depende da geometria das secções e da presença de machos
e arrefecedores.
Alternativamente, pode recorrer-se à análise de forma, que consiste em estimar a
ordem relativa de solidificação das diferentes partes constitutivas do fundido, bem
como os coeficientes de forma que possibilitam avaliar o efeito das junções de
secções, bordos, bossas e alhetas [5].
2.2.2 Métodos numéricos – Simulação
A alternativa aos métodos geométricos, especialmente para peças de geometria
complexa, é o recurso a métodos de simulação numérica: a geometria do fundido é
aproximada por elementos simples e a equação de transferência de calor é
aplicada a cada um desses elementos, em cada instante, de modo a obter as
temperaturas nos diferentes nós. O elevado número de nós e a especificação das
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 2
9
condições fronteira, isto é, dos fenómenos de transferência de calor com a
vizinhança de cada nó, obrigam à utilização de um computador para realizar os
cálculos.
O método das diferenças finitas (FDM) e o método dos elementos finitos (FEM)
constituem os métodos de aproximação mais comuns na maioria dos programas de
simulação de solidificação. As simulações por FEM têm o potencial de produzir
resultados mais realistas à custa de uma computação consideravelmente mais
intensiva. Contudo, para que tal se verifique, os parâmetros introduzidos pelo
utilizador têm que representar fidedignamente os fenómenos envolvidos no
processo [1].
Basicamente, as etapas típicas para a execução de uma simulação consistem em [1]:
� modelação do sólido num software CAD;
� geração da malha, formada em FDM por elementos geométricos como
cubos, e em FEM por elementos como triângulos e rectângulos;
� selecção do material e definição de uma base de dados com as propriedades
térmicas e físicas;
� especificação de condições fronteira como coeficientes de transferência de
calor com moldação, ar e arrefecedores;
� processamento dos inputs;
� pós-processamento para visualizar os resultados (como tempo de
solidificação e porosidade), normalmente apresentados sob a forma de um
conjunto de gráficos com códigos de cores.
2.3 Aplicação prática da análise de solidificação ao fundido em estudo
A geometria do fundido em estudo pode ser descrita por duas placas
paralelepipédicas, tal como representado na figura 2.1. Portanto, o método de
determinação dos módulos pela equação de Chvorinov (2.1) pode ser facilmente
implementado.
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 2
10
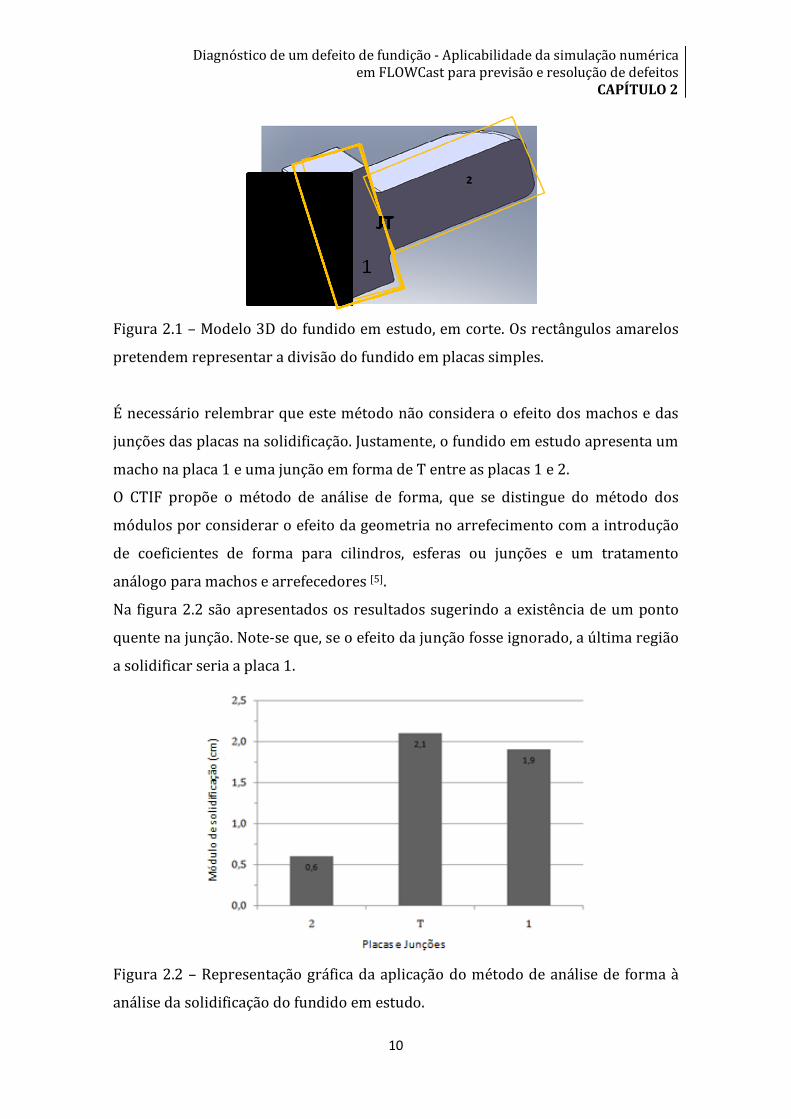
Figura 2.1 – Modelo 3D do fundido em estudo, em corte. Os rectângulos amarelos
pretendem representar a divisão do fundido em placas simples.
É necessário relembrar que este método não considera o efeito dos machos e das
junções das placas na solidificação. Justamente, o fundido em estudo apresenta um
macho na placa 1 e uma junção em forma de T entre as placas 1 e 2.
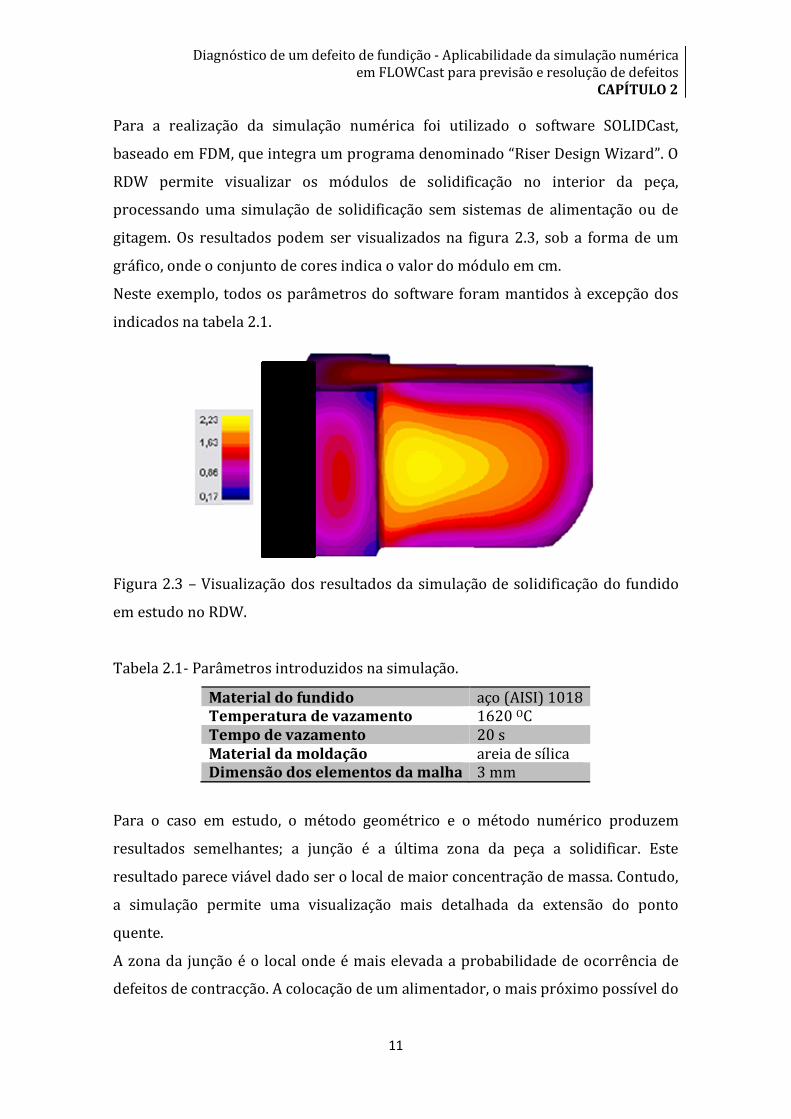
O CTIF propõe o método de análise de forma, que se distingue do método dos
módulos por considerar o efeito da geometria no arrefecimento com a introdução
de coeficientes de forma para cilindros, esferas ou junções e um tratamento
análogo para machos e arrefecedores [5].
Na figura 2.2 são apresentados os resultados sugerindo a existência de um ponto
quente na junção. Note-se que, se o efeito da junção fosse ignorado, a última região
a solidificar seria a placa 1.
Figura 2.2 – Representação gráfica da aplicação do método de análise de forma à
análise da solidificação do fundido em estudo.
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 2
11
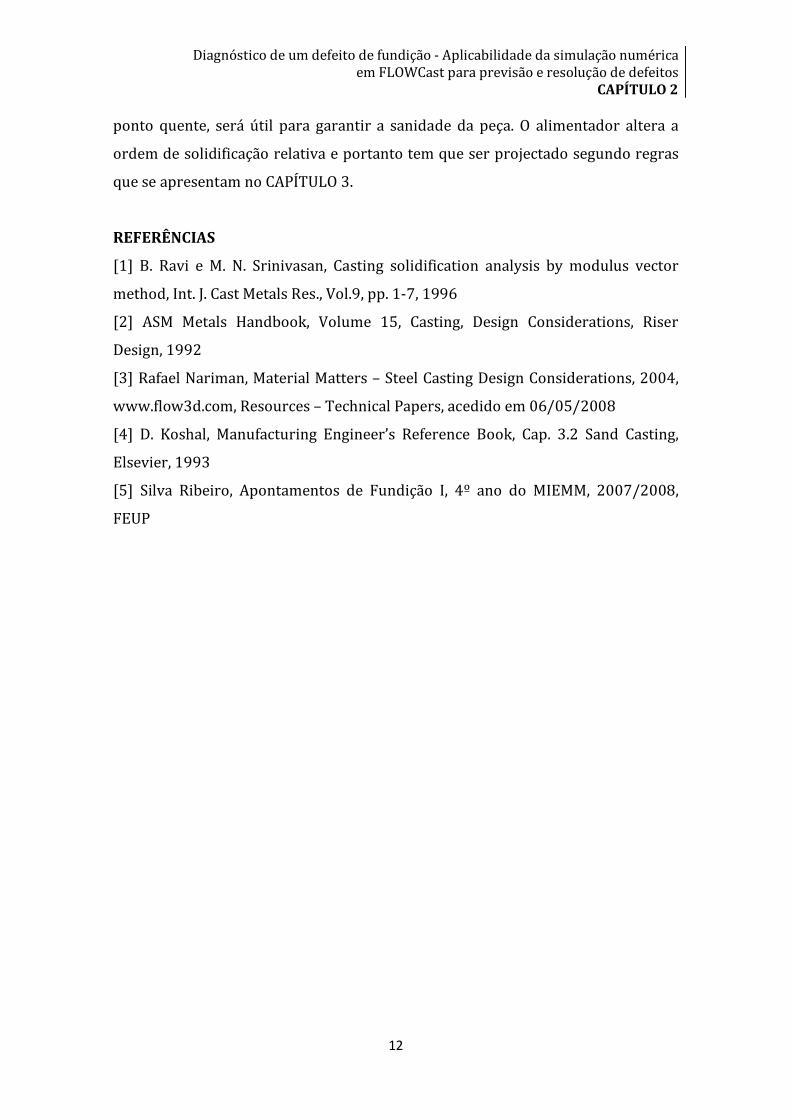
Para a realização da simulação numérica foi utilizado o software SOLIDCast,
baseado em FDM, que integra um programa denominado “Riser Design Wizard”. O
RDW permite visualizar os módulos de solidificação no interior da peça,
processando uma simulação de solidificação sem sistemas de alimentação ou de
gitagem. Os resultados podem ser visualizados na figura 2.3, sob a forma de um
gráfico, onde o conjunto de cores indica o valor do módulo em cm.
Neste exemplo, todos os parâmetros do software foram mantidos à excepção dos
indicados na tabela 2.1.
Figura 2.3 – Visualização dos resultados da simulação de solidificação do fundido
em estudo no RDW.
Tabela 2.1- Parâmetros introduzidos na simulação.
Material do fundido aço (AISI) 1018 Temperatura de vazamento 1620 OC Tempo de vazamento 20 s Material da moldação areia de sílica Dimensão dos elementos da malha 3 mm
Para o caso em estudo, o método geométrico e o método numérico produzem
resultados semelhantes; a junção é a última zona da peça a solidificar. Este
resultado parece viável dado ser o local de maior concentração de massa. Contudo,
a simulação permite uma visualização mais detalhada da extensão do ponto
quente.
A zona da junção é o local onde é mais elevada a probabilidade de ocorrência de
defeitos de contracção. A colocação de um alimentador, o mais próximo possível do
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 2
12
ponto quente, será útil para garantir a sanidade da peça. O alimentador altera a
ordem de solidificação relativa e portanto tem que ser projectado segundo regras
que se apresentam no CAPÍTULO 3.
REFERÊNCIAS
[1] B. Ravi e M. N. Srinivasan, Casting solidification analysis by modulus vector
method, Int. J. Cast Metals Res., Vol.9, pp. 1-7, 1996
[2] ASM Metals Handbook, Volume 15, Casting, Design Considerations, Riser
Design, 1992
[3] Rafael Nariman, Material Matters – Steel Casting Design Considerations, 2004,
www.flow3d.com, Resources – Technical Papers, acedido em 06/05/2008
[4] D. Koshal, Manufacturing Engineer’s Reference Book, Cap. 3.2 Sand Casting,
Elsevier, 1993
[5] Silva Ribeiro, Apontamentos de Fundição I, 4º ano do MIEMM, 2007/2008,
FEUP
13
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 3
CAPÍTULO 3
Sistema de alimentação
Os alimentadores tornam-se necessários para suprir as necessidades de metal das
zonas da peça cuja solidificação é mais tardia, logo as zonas de maior módulo de
arrefecimento. Assim, evita-se o aparecimento de rechupes resultantes da
solidificação da liga.
Para que o sistema de alimentação cumpra o seu objectivo, as dimensões, a
localização, a geometria e o número de alimentadores têm que seguir algumas
regras ou critérios. Um bom sistema de alimentação deverá ainda apresentar o
menor volume compatível com o cumprimento das suas funções e ser fácil de
remover.
3.1 Critério do módulo
Este critério consiste em criar condições para uma solidificação direccionada. A
análise de solidificação do conjunto (alimentador e fundido) deve confirmar a
existência de um caminho de solidificação, ou seja, um aumento progressivo do
valor do módulo de arrefecimento desde a secção mais distante a alimentar até ao
interior do alimentador.
A premissa para este critério será: “Um alimentador cumpre a sua função quando o
seu tempo de solidificação é superior ao da parte da peça que alimenta” [1].
Na maioria dos casos, é suficientemente seguro atribuir ao alimentador um módulo
20% (para aços) a 30% (para ligas não ferrosas e ferro fundido nodular) superior
ao módulo do ponto quente [1]. À junção deve-se atribuir um módulo intermédio
para garantir o caminho de solidificação [2].
A utilização de uma camisa exotérmica permite aumentar o rendimento da placa
pois aumenta artificialmente o módulo de arrefecimento do alimentador, podendo
o seu volume ser reduzido relativamente ao de um alimentador sem camisa [2].
O alimentador deve ser colocado de topo nas zonas mais altas da cavidade; por
acção hidráulica gera-se um gradiente de pressão positivo do exterior para o
14
interior da cavidade, o que ajuda a garantir que a alimentação parta do
alimentador para o fundido seguindo o caminho de alimentação criado [2].
3.2 Critério do volume
O critério do módulo não é suficiente para garantir a sanidade da peça pois o
alimentador deve possuir volume suficiente de banho metálico para alimentar a
peça e suprir as suas próprias necessidades de metal durante a solidificação [2].
Este critério pode ser expresso pela equação:
���������� = � �ç� ×�
� − �
(3.1)
onde:
β – contracção específica da liga;
μ - rendimento do alimentador;
Vpeça – volume da peça a alimentar.
Ao estabelecer a comparação entre os dois critérios, selecciona-se, por precaução,
aquele que conduz a um alimentador de maior módulo de solidificação.
Quando o critério a adoptar é o do módulo, o volume disponível é superior ao
necessário para compensar a contracção, pelo que é necessário verificar se o
alimentador pode servir mais que uma peça. A equação (3.2) permite calcular o
número de peças que podem ser alimentadas pelo mesmo alimentador:
�º ��ç�� =����������( ����é��� �� �ó� !�)
���������� (������ �� #�! ��)
(3.2)
3.3 Critério da distância de alimentação
O alimentador tem um raio de acção limitado; por este motivo deve ser colocado o
mais próximo possível do ponto quente. Quando tal não é possível, é útil ter um
critério que defina a distância máxima a que o alimentador é ainda eficaz, isto é, a
distância de alimentação.
Dos estudos da década de 50 de Bishop, Myskowski e Pellini, em fundição em areia
para aços ao carbono, resultou o método que é presentemente o mais utilizado
para calcular a distância de alimentação. Para placas com espessuras entre 3 e 30
cm, a distância máxima de alimentação para um alimentador de topo corresponde
15
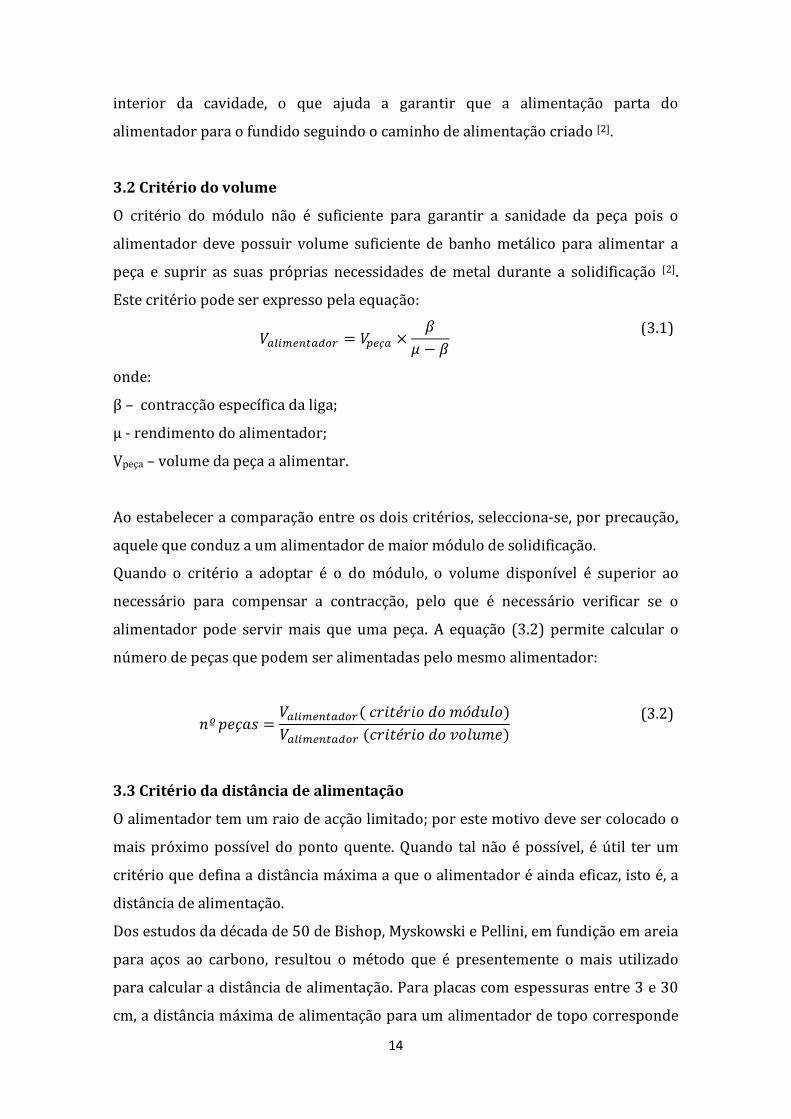
a 4,5 vezes a espessura (T) da placa; onde, 2xT representa a contribuição do
alimentador, e 2,5xT a contribuição do efeito arrefecedor da parede do fundido em
contacto com a areia [3], tal como esquematizado na figura 3.1 [3].
O modo mais simples de aplicar o critério da distância é desenhar um círculo
centrado no alimentador com um raio de dimensão igual à distância de
alimentação mais o raio do alimentador. Assim, a secção do fundido, situada dentro
do círculo, é alimentada [3].
Figura 3.1- Esquematização da distância de alimentação [4].
3.4 Aplicação prática do cálculo do sistema de alimentação ao fundido em
estudo
Os alimentadores a utilizar serão do tipo cilíndrico, de topo, com camisa
exotérmica FOSECO. O fornecedor providencia uma tabela com as referências das
camisas que fabrica, respectivas relações geométricas, módulo de solidificação e
volume. A tabela está disponível para consulta no ANEXO 1.
No capítulo anterior, determinou-se o módulo de solidificação recorrendo a dois
métodos distintos: seguindo o método geométrico, obtém-se um módulo de
solidificação de valor 2,1 cm; por simulação numérica, obtém-se o valor de 2,4 cm.
O módulo do alimentador terá que apresentar um acréscimo de 20% em relação ao
módulo do ponto quente que alimenta. Assim, para o método geométrico, o módulo
do alimentador será de 2,5 cm, e, para a simulação, de 2,9 cm. Simultaneamente, a
aplicação do critério do volume, utilizando os valores indicados na tabela 3.1,
indica que o volume mínimo que o alimentador deve ter será de 0,23 dm3. A tabela
3.2 resume os resultados que sugerem que o critério a aplicar é o do módulo
porque conduz a um alimentador de maior módulo.
16
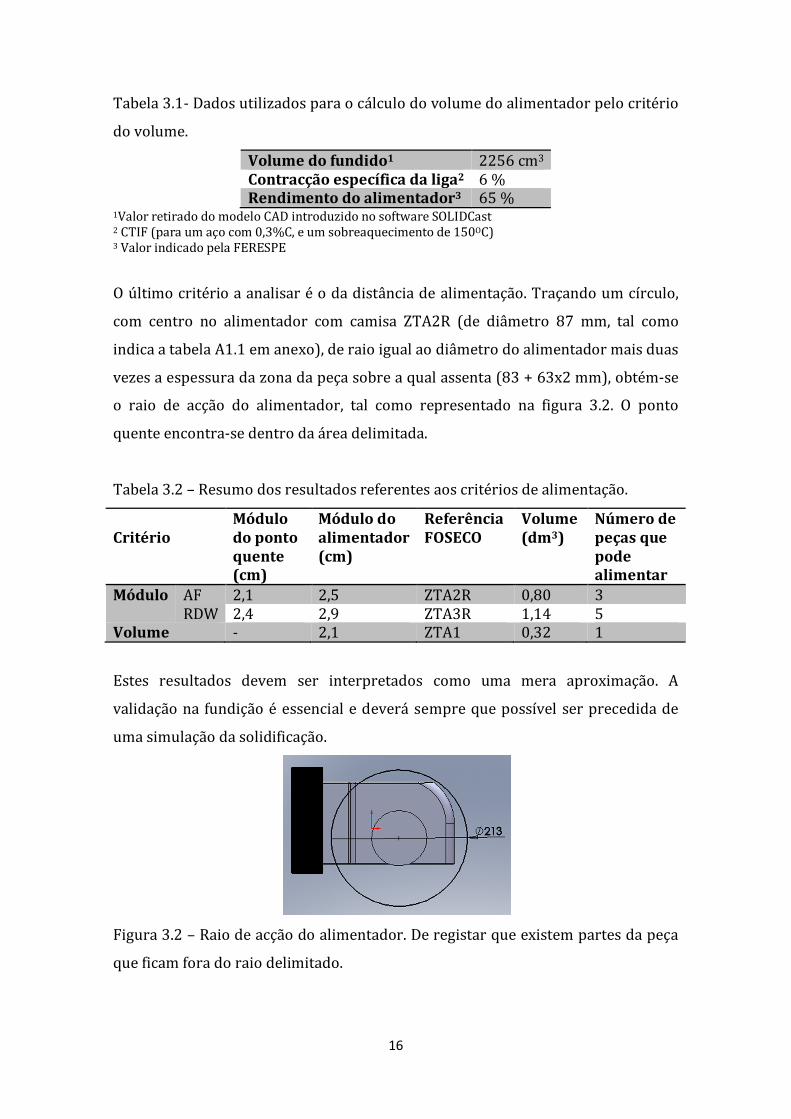
Tabela 3.1- Dados utilizados para o cálculo do volume do alimentador pelo critério
do volume.
Volume do fundido1 2256 cm3 Contracção específica da liga2 6 % Rendimento do alimentador3 65 %
1Valor retirado do modelo CAD introduzido no software SOLIDCast
2 CTIF (para um aço com 0,3%C, e um sobreaquecimento de 150OC) 3 Valor indicado pela FERESPE
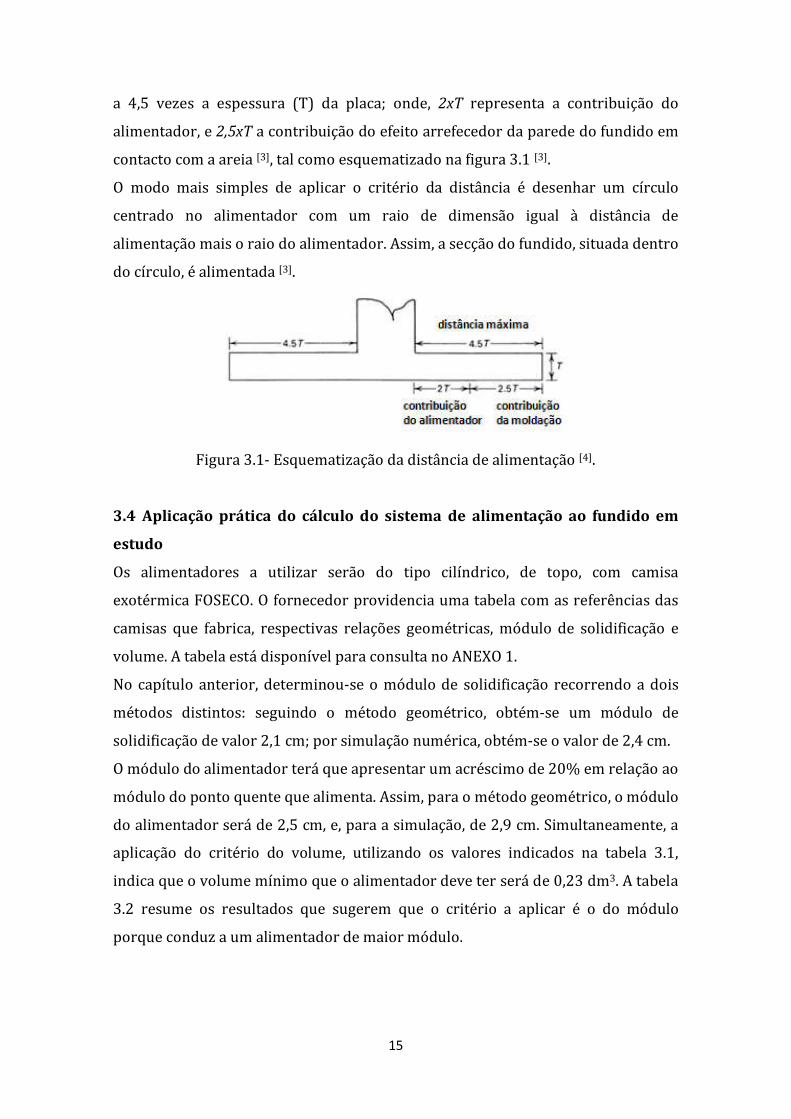
O último critério a analisar é o da distância de alimentação. Traçando um círculo,
com centro no alimentador com camisa ZTA2R (de diâmetro 87 mm, tal como
indica a tabela A1.1 em anexo), de raio igual ao diâmetro do alimentador mais duas
vezes a espessura da zona da peça sobre a qual assenta (83 + 63x2 mm), obtém-se
o raio de acção do alimentador, tal como representado na figura 3.2. O ponto
quente encontra-se dentro da área delimitada.
Tabela 3.2 – Resumo dos resultados referentes aos critérios de alimentação.
Critério
Módulo do ponto quente (cm)
Módulo do alimentador (cm)
Referência FOSECO
Volume (dm3)
Número de peças que pode alimentar
Módulo AF 2,1 2,5 ZTA2R 0,80 3 RDW 2,4 2,9 ZTA3R 1,14 5
Volume - 2,1 ZTA1 0,32 1
Estes resultados devem ser interpretados como uma mera aproximação. A
validação na fundição é essencial e deverá sempre que possível ser precedida de
uma simulação da solidificação.
Figura 3.2 – Raio de acção do alimentador. De registar que existem partes da peça
que ficam fora do raio delimitado.

17
REFERÊNCIAS
[1] Dal Koshal, Manufacturing Engineer’s Reference Book, Elsevier Butterworth-
Heinemann, 1993
[2] John Campbell, Castings Practice, The 10 Rules of Castings, Cap. 6 – Avoid
shrinkage damage, Elsevier Butterworth-Heinemann, 2004
[3] Shouzhu Ou, Kent Carlson, Richard Hardin, Christoph Beckermann,
Development of New Feeding-Distance Rules Using Casting Simulation: Part II, The
New Rules, Metallurgical and Materials Transactions B, Vol. 33B, p. 741, 2002
[4] ASM Metals Handbook, Volume 15, Casting, Design Considerations, Riser
Design, 1992
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 4
18
CAPÍTULO 4
Inclusões
As inclusões são defeitos que surgem durante o processamento de metais no
estado líquido. As inclusões podem ser definidas como impurezas não metálicas e,
por vezes, como fases intermetálicas embebidas numa matriz metálica. Em
praticamente todos os casos, são consideradas nefastas para as propriedades
mecânicas dos fundidos. Frequentemente, classificam-se as inclusões como
endógenas, quando são inerentes ao processamento do metal líquido, ou exógenas,
quando derivam de causas externas. Existem situações em que as inclusões
endógenas reagem com os materiais da moldação originando inclusões exógenas.
Nestas situações é difícil classificar as inclusões como endógenas ou exógenas; por
isso, alguns autores preferem subdividi-las em macroinclusões e microinclusões [1].
4.1 Controlo de inclusões
Admite-se que os aços têm sempre que apresentar algum tipo de inclusão dado
que, muitas vezes, a sua composição química engloba inevitavelmente, elementos
reactivos. Pode também acontecer que a presença de inclusões seja preferível à
alternativa. Por exemplo, o alumínio é geralmente adicionado aos aços para
promover a sua desoxigenação e, por isso, muitas vezes se encontram inclusões de
alumina (Al2O3). Contudo, a ausência de desoxigenação resultaria na obtenção de
porosidade gasosa com um efeito muito mais prejudicial nas propriedades
mecânicas que as inclusões de alumina [1].
Os materiais de moldação e refractários também são responsáveis pela formação
de inclusões de sílica. Sabe-se que a sílica (SiO2) não possui a mesma estabilidade
termoquímica que a alumina (Al2O3); portanto metais reactivos ou os respectivos
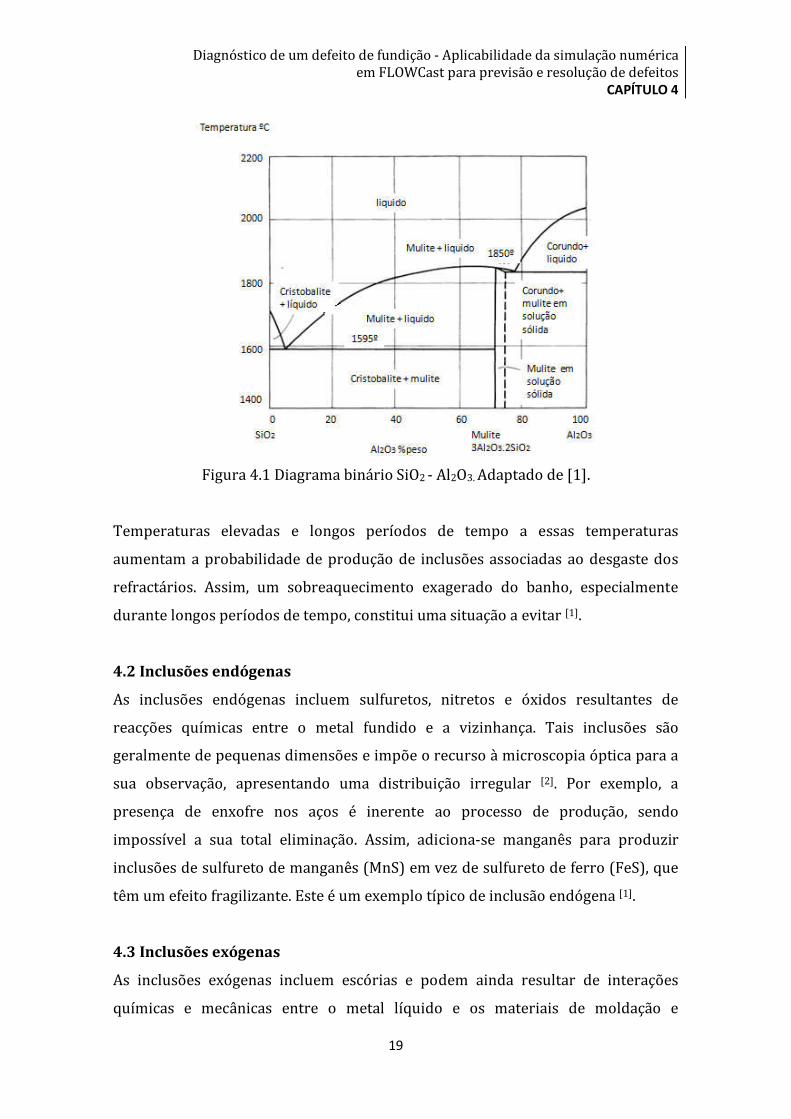
óxidos podem reagir mais facilmente com a SiO2. O diagrama de fases SiO2 - Al2O3 é
apresentado na figura 4.1. Da análise da figura constata-se que a temperatura de
solidus aumenta com o teor em Al2O3. Mesmo que um refractário opere muito
abaixo da temperatura de solidus, pode ser preferível o recurso a um refractário
com elevado teor em Al2O3.
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 4
19
Figura 4.1 Diagrama binário SiO2 - Al2O3. Adaptado de [1].
Temperaturas elevadas e longos períodos de tempo a essas temperaturas
aumentam a probabilidade de produção de inclusões associadas ao desgaste dos
refractários. Assim, um sobreaquecimento exagerado do banho, especialmente
durante longos períodos de tempo, constitui uma situação a evitar [1].
4.2 Inclusões endógenas
As inclusões endógenas incluem sulfuretos, nitretos e óxidos resultantes de
reacções químicas entre o metal fundido e a vizinhança. Tais inclusões são
geralmente de pequenas dimensões e impõe o recurso à microscopia óptica para a
sua observação, apresentando uma distribuição irregular [2]. Por exemplo, a
presença de enxofre nos aços é inerente ao processo de produção, sendo
impossível a sua total eliminação. Assim, adiciona-se manganês para produzir
inclusões de sulfureto de manganês (MnS) em vez de sulfureto de ferro (FeS), que
têm um efeito fragilizante. Este é um exemplo típico de inclusão endógena [1].
4.3 Inclusões exógenas
As inclusões exógenas incluem escórias e podem ainda resultar de interações
químicas e mecânicas entre o metal líquido e os materiais de moldação e
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 4
20
refractários [2]. Apresentam um efeito mais nefasto que as anteriores por serem de
maiores dimensões. Este tipo de partículas flutua facilmente pelo que se
encontram frequentemente à superfície. As condições que favorecem o
aparecimento deste tipo de defeito são [2]:
� sobreaquecimento a uma temperatura e durante um período de tempo
exagerados;
� sistema de enchimento com dimensões e geometria inadequados, que
permite a aspiração de ar ou uma erosão exagerada da moldação;
� fluxo metálico turbulento que não favorece a manutenção de filmes de
óxidos e de outras partículas à superfície do banho.
Assim, por exemplo, quando um aço é calmado com alumínio, o alumínio residual
permanece em solução. Se o metal contactar com um refractário que contém SiO2
livre, o alumínio pode reduzir a SiO2 porque a alumina tem uma energia livre de
formação mais baixa que a silica. O refractário parcialmente dissolvido torna-se
uma fonte de inclusões assim como a alumina produzida. Este é um exemplo típico
de inclusão exógena [2].
4.4 Identificação de inclusões no fundido em estudo
Para verificar a existência de inclusões procedeu-se ao corte de algumas secções da
face defeituosa do fundido. Essas secções foram submetidas a preparação
metalográfica convencional. A observação em microscopia óptica revelou a
existência de grande quantidade de inclusões uniformemente distribuídas numa
camada regular junto à superfície. Estas imagens estão disponíveis para consulta
no ANEXO 2. As partículas nessa camada são de pequenas dimensões
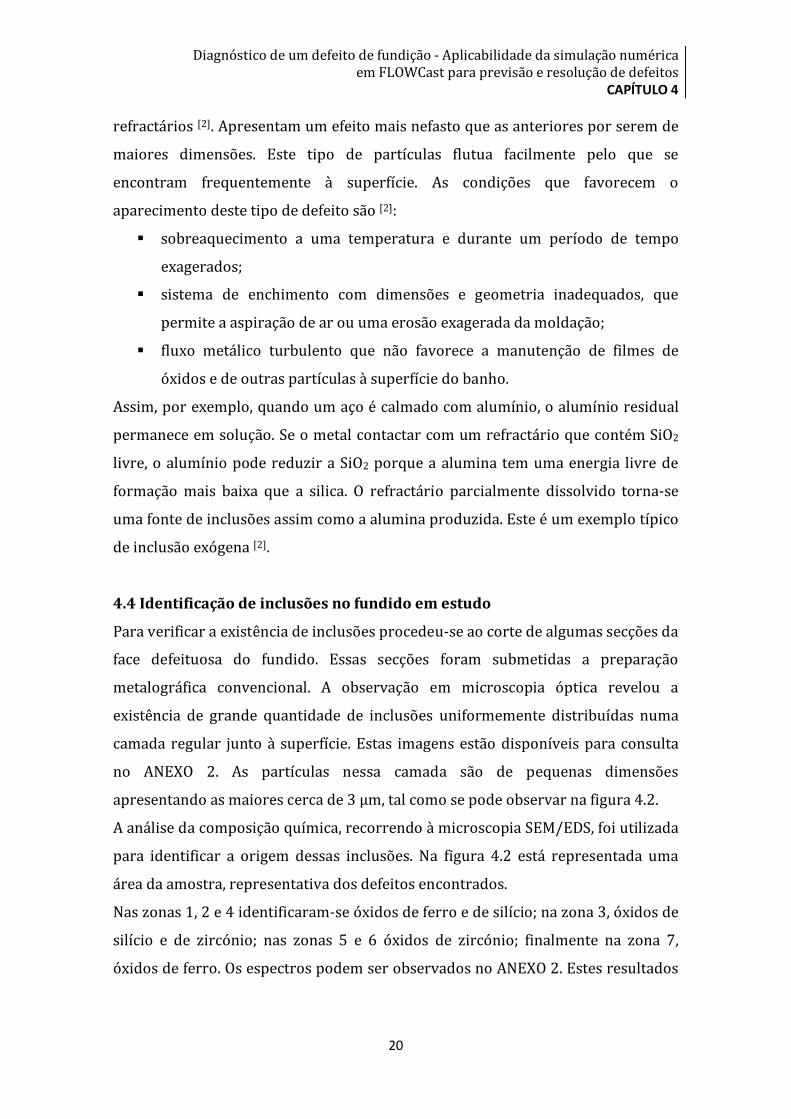
apresentando as maiores cerca de 3 µm, tal como se pode observar na figura 4.2.
A análise da composição química, recorrendo à microscopia SEM/EDS, foi utilizada
para identificar a origem dessas inclusões. Na figura 4.2 está representada uma
área da amostra, representativa dos defeitos encontrados.
Nas zonas 1, 2 e 4 identificaram-se óxidos de ferro e de silício; na zona 3, óxidos de
silício e de zircónio; nas zonas 5 e 6 óxidos de zircónio; finalmente na zona 7,
óxidos de ferro. Os espectros podem ser observados no ANEXO 2. Estes resultados
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 4
21
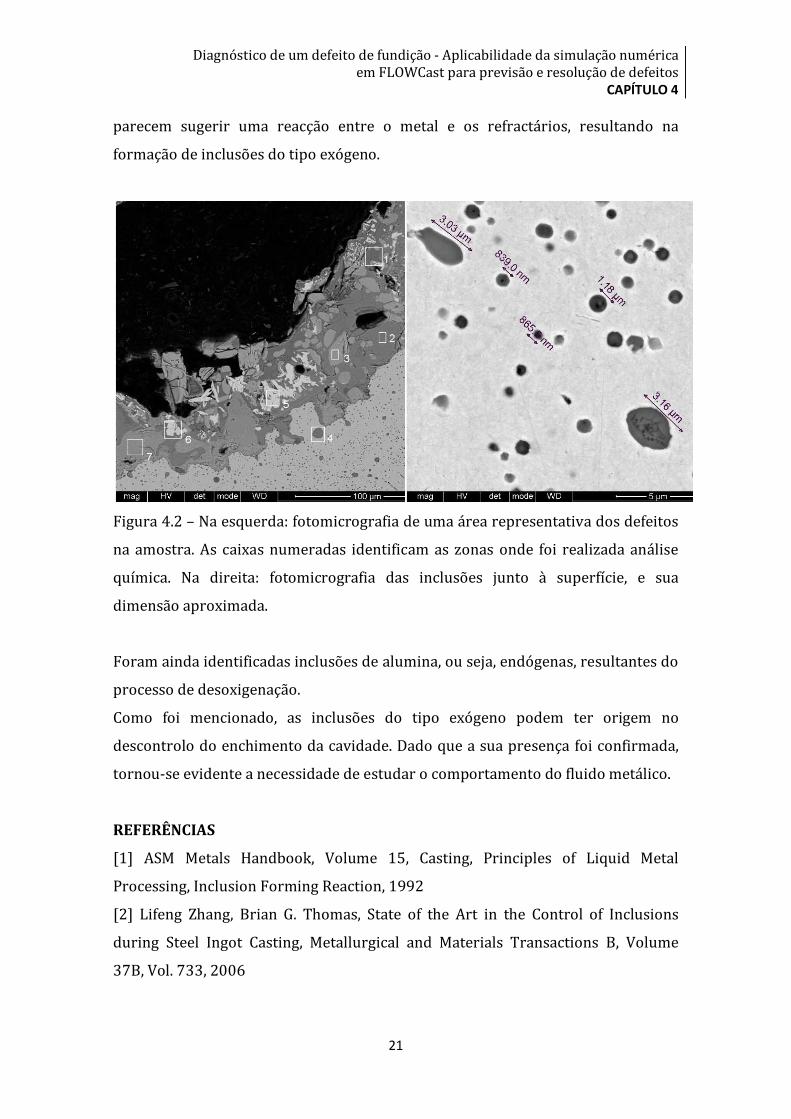
parecem sugerir uma reacção entre o metal e os refractários, resultando na
formação de inclusões do tipo exógeno.
Figura 4.2 – Na esquerda: fotomicrografia de uma área representativa dos defeitos
na amostra. As caixas numeradas identificam as zonas onde foi realizada análise
química. Na direita: fotomicrografia das inclusões junto à superfície, e sua
dimensão aproximada.
Foram ainda identificadas inclusões de alumina, ou seja, endógenas, resultantes do
processo de desoxigenação.
Como foi mencionado, as inclusões do tipo exógeno podem ter origem no
descontrolo do enchimento da cavidade. Dado que a sua presença foi confirmada,
tornou-se evidente a necessidade de estudar o comportamento do fluido metálico.
REFERÊNCIAS
[1] ASM Metals Handbook, Volume 15, Casting, Principles of Liquid Metal
Processing, Inclusion Forming Reaction, 1992
[2] Lifeng Zhang, Brian G. Thomas, State of the Art in the Control of Inclusions
during Steel Ingot Casting, Metallurgical and Materials Transactions B, Volume
37B, Vol. 733, 2006
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 5
22
CAPÍTULO 5
Enchimento da cavidade de moldação
O enchimento da cavidade de moldação é um factor determinante na qualidade de
um fundido, especialmente relevante tratando-se de um processo de fundição por
gravidade e se a liga vazada for reactiva [1]. À medida que o metal flui da colher
para a bacia de vazamento, gito de descida e canais de distribuição, escórias,
óxidos, gases, partículas de areia podem emulsionar-se com o metal e degradar a
aparência e qualidade finais do fundido [2].
O padrão de movimento do fluido afecta também a distribuição de temperaturas
na cavidade de moldação, definindo os gradientes térmicos no início da
solidificação e o fluido residual. O fluido residual cessa rapidamente devido a
forças de viscosidade, dando lugar à convecção térmica que poderá promover a
refusão de partes do fundido. A segregação do soluto gera um fluido convectivo
adicional que contribui mais para a cinética de solidificação do que a distribuição
de calor no fundido [3].
5.1 Sistema de gitagem
O conjunto de canais que transporta o metal da colher para o interior da cavidade
de moldação é conhecido como sistema de gitagem. Sendo assim, os seus
objectivos são [4]:
� promover um enchimento suave, não turbulento, para facilitar a retenção
da escória na bacia de vazamento e evitar que o metal reaja excessivamente
com a atmosfera ou com a moldação [5];
� garantir uma distribuição de temperaturas adequada durante a
solidificação e arrefecimento;
� distribuir metal fundido a todas as partes da cavidade de moldação.
Um sistema de gitagem é basicamente constituído por uma bacia de vazamento,
um gito de descida, um poço, um ou vários canais de distribuição e ataques, tal
como esquematizado na figura 5.1. A geometria e as dimensões dos canais
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 5
23
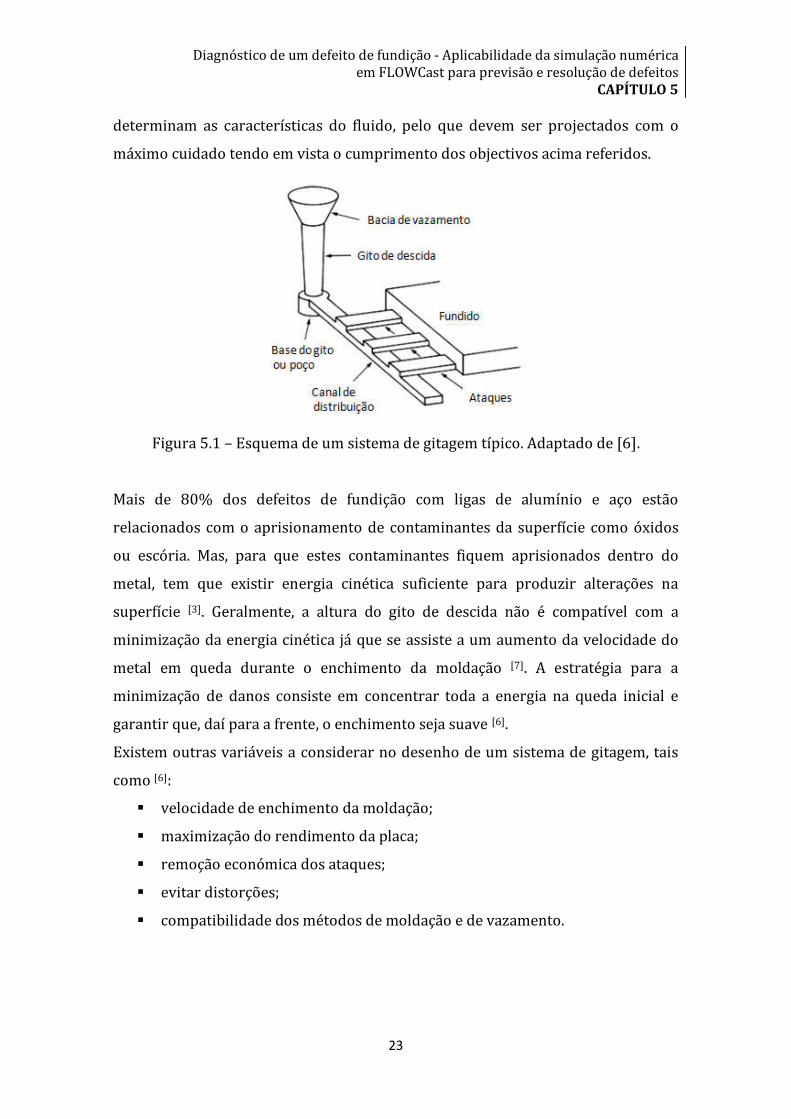
determinam as características do fluido, pelo que devem ser projectados com o
máximo cuidado tendo em vista o cumprimento dos objectivos acima referidos.
Figura 5.1 – Esquema de um sistema de gitagem típico. Adaptado de [6].
Mais de 80% dos defeitos de fundição com ligas de alumínio e aço estão
relacionados com o aprisionamento de contaminantes da superfície como óxidos
ou escória. Mas, para que estes contaminantes fiquem aprisionados dentro do
metal, tem que existir energia cinética suficiente para produzir alterações na
superfície [3]. Geralmente, a altura do gito de descida não é compatível com a
minimização da energia cinética já que se assiste a um aumento da velocidade do
metal em queda durante o enchimento da moldação [7]. A estratégia para a
minimização de danos consiste em concentrar toda a energia na queda inicial e
garantir que, daí para a frente, o enchimento seja suave [6].
Existem outras variáveis a considerar no desenho de um sistema de gitagem, tais
como [6]:
� velocidade de enchimento da moldação;
� maximização do rendimento da placa;
� remoção económica dos ataques;
� evitar distorções;
� compatibilidade dos métodos de moldação e de vazamento.
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 5
24
5.2 Princípios básicos da dinâmica de fluidos
O desenho de um sistema de gitagem optimizado só será possível pela aplicação de
princípios fundamentais da dinâmica de fluidos.
5.2.1 Teorema de Bernoulli
O teorema formula que, em qualquer ponto de um sistema cheio, a soma da energia
potencial, cinética, pressão e fricção de um fluido é igual a uma constante [15]:
�� + ��� +���
2+ � = �
(5.1)
onde:
w - peso total do líquido (kg);
Z - altura da coluna de líquido (m);
P - pressão estática no líquido (kg/m2);
V - o volume específico de líquido (cm3/kg);
g - aceleração da gravidade (m2/s);
v - velocidade;
F - perdas por atrito por unidade de massa;
K – constante.
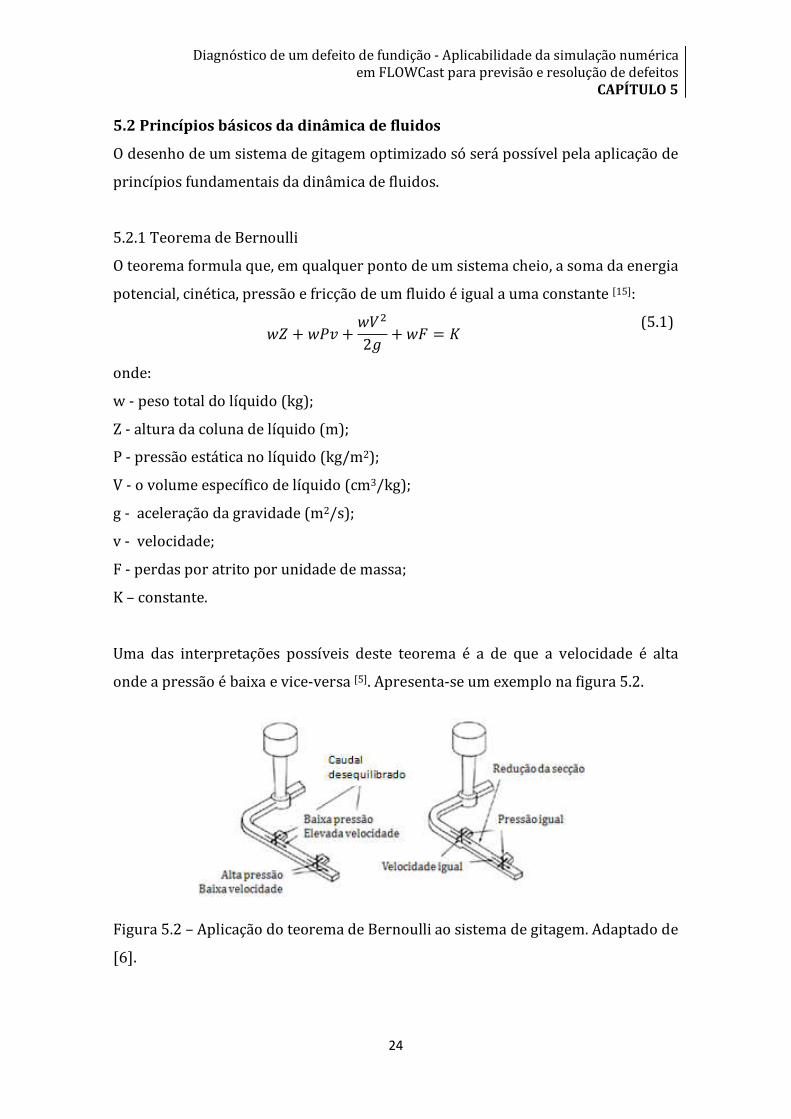
Uma das interpretações possíveis deste teorema é a de que a velocidade é alta
onde a pressão é baixa e vice-versa [5]. Apresenta-se um exemplo na figura 5.2.
Figura 5.2 – Aplicação do teorema de Bernoulli ao sistema de gitagem. Adaptado de
[6].
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 5
25
No segundo ataque, a velocidade diminui porque o canal de distribuição não se
alonga mais. A pressão no último ataque é superior relativamente à que se faz
sentir no primeiro ataque, aumentando o caudal no último canal. Ao reduzir a área
da distribuição, igualam-se as velocidades e as pressões nos dois ataques [6].
5.2.2 Lei da continuidade
Para um sistema cheio com um líquido incompressível, de paredes impermeáveis,
o caudal será o mesmo em todos os pontos do sistema [6]:
= ���� = ���� (5.2)
onde:
Q – caudal (m3/s);
A - área da secção recta ocupada pelo fluido (m2);
v - velocidade do fluido (m/s)
Os subscritos designam diferentes zonas do sistema.
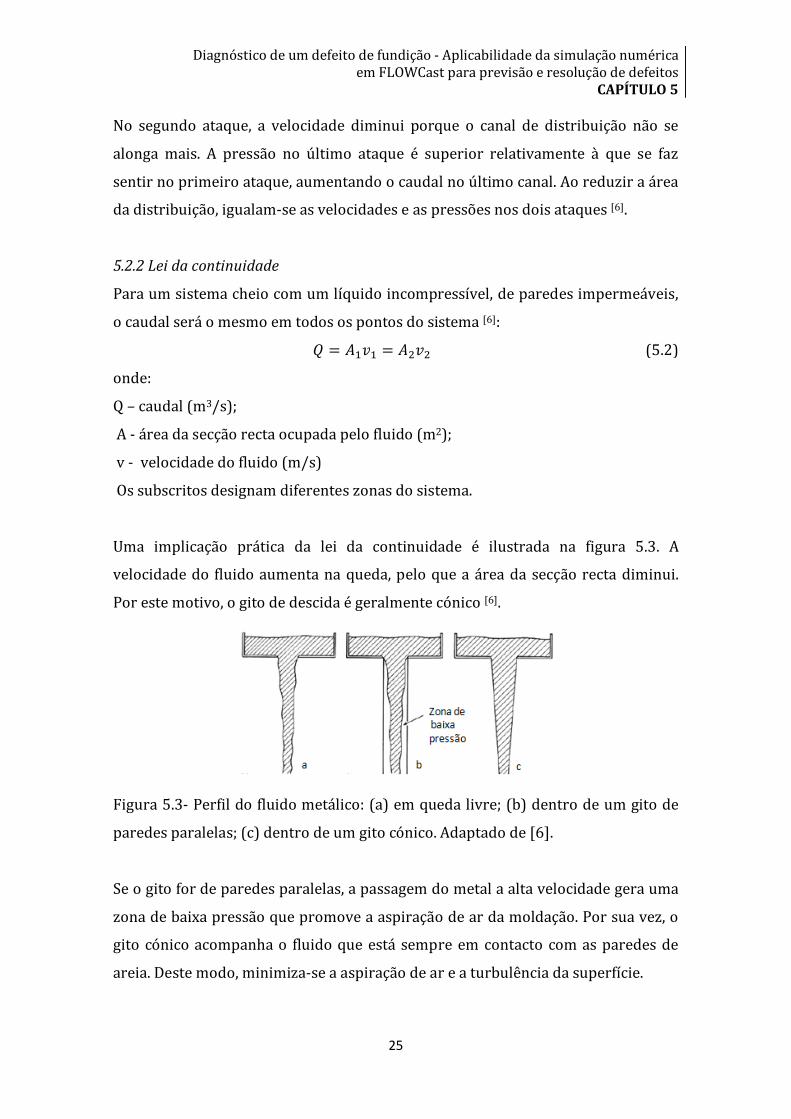
Uma implicação prática da lei da continuidade é ilustrada na figura 5.3. A
velocidade do fluido aumenta na queda, pelo que a área da secção recta diminui.
Por este motivo, o gito de descida é geralmente cónico [6].
Figura 5.3- Perfil do fluido metálico: (a) em queda livre; (b) dentro de um gito de
paredes paralelas; (c) dentro de um gito cónico. Adaptado de [6].
Se o gito for de paredes paralelas, a passagem do metal a alta velocidade gera uma
zona de baixa pressão que promove a aspiração de ar da moldação. Por sua vez, o
gito cónico acompanha o fluido que está sempre em contacto com as paredes de
areia. Deste modo, minimiza-se a aspiração de ar e a turbulência da superfície.
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 5
26
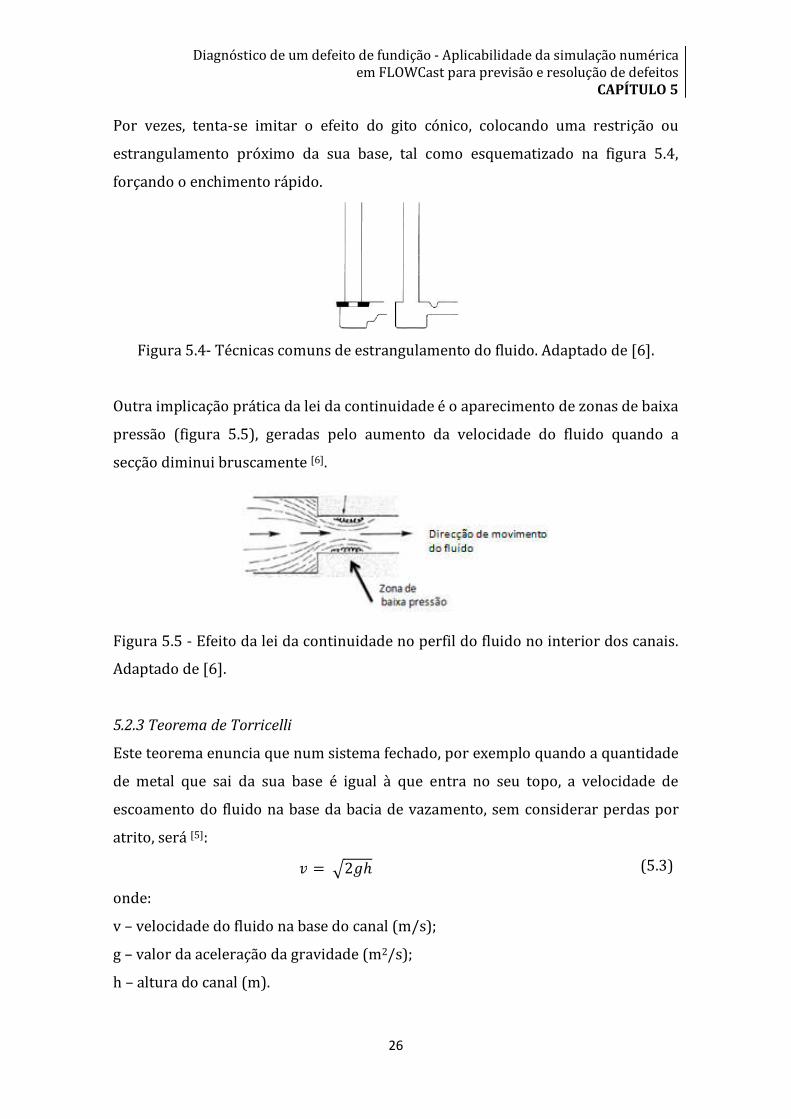
Por vezes, tenta-se imitar o efeito do gito cónico, colocando uma restrição ou
estrangulamento próximo da sua base, tal como esquematizado na figura 5.4,
forçando o enchimento rápido.
Figura 5.4- Técnicas comuns de estrangulamento do fluido. Adaptado de [6].
Outra implicação prática da lei da continuidade é o aparecimento de zonas de baixa
pressão (figura 5.5), geradas pelo aumento da velocidade do fluido quando a
secção diminui bruscamente [6].
Figura 5.5 - Efeito da lei da continuidade no perfil do fluido no interior dos canais.
Adaptado de [6].
5.2.3 Teorema de Torricelli
Este teorema enuncia que num sistema fechado, por exemplo quando a quantidade
de metal que sai da sua base é igual à que entra no seu topo, a velocidade de
escoamento do fluido na base da bacia de vazamento, sem considerar perdas por
atrito, será [5]:
� = �2ℎ (5.3)
onde:
v – velocidade do fluido na base do canal (m/s);
g – valor da aceleração da gravidade (m2/s);
h – altura do canal (m).
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 5
27
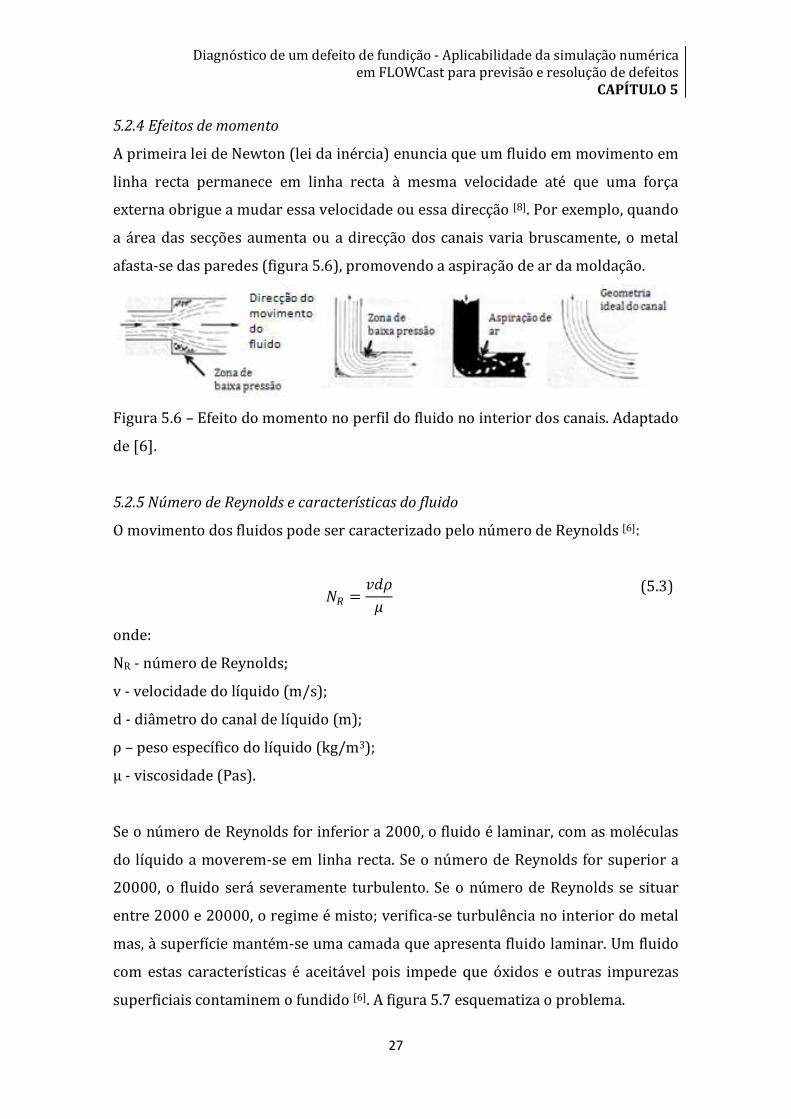
5.2.4 Efeitos de momento
A primeira lei de Newton (lei da inércia) enuncia que um fluido em movimento em
linha recta permanece em linha recta à mesma velocidade até que uma força
externa obrigue a mudar essa velocidade ou essa direcção [8]. Por exemplo, quando
a área das secções aumenta ou a direcção dos canais varia bruscamente, o metal
afasta-se das paredes (figura 5.6), promovendo a aspiração de ar da moldação.
Figura 5.6 – Efeito do momento no perfil do fluido no interior dos canais. Adaptado
de [6].
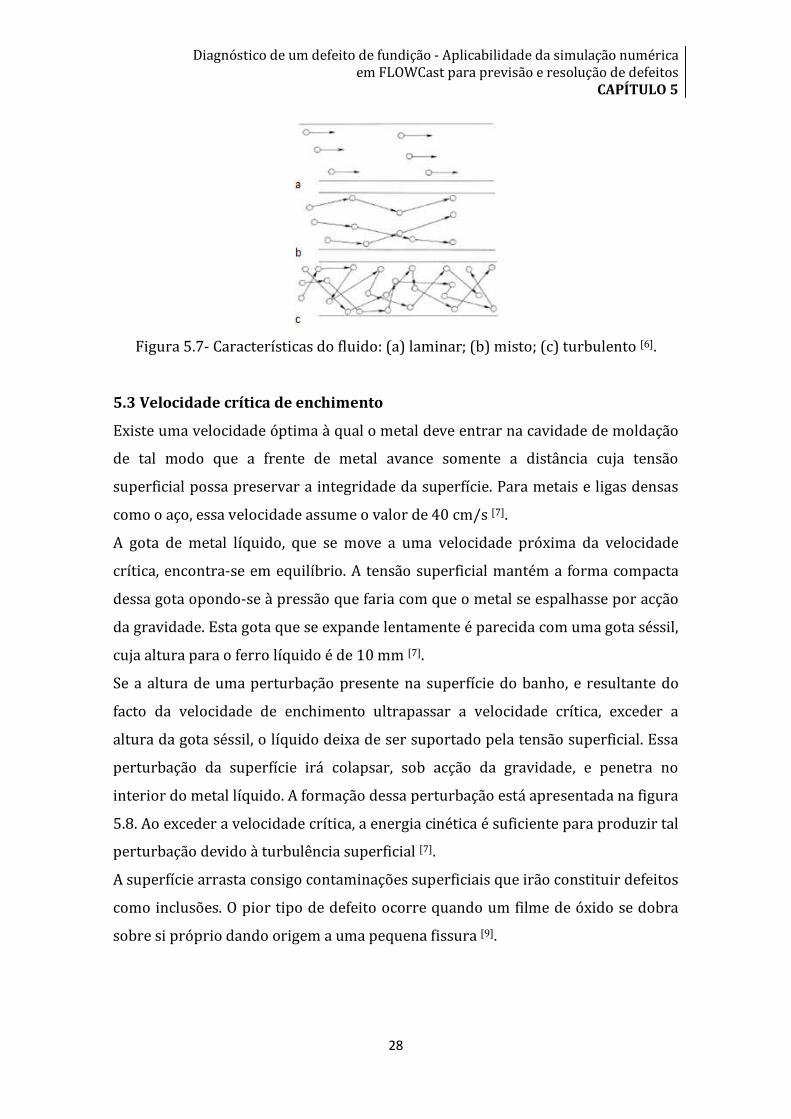
5.2.5 Número de Reynolds e características do fluido
O movimento dos fluidos pode ser caracterizado pelo número de Reynolds [6]:
�� =���
�
(5.3)
onde:
NR - número de Reynolds;
v - velocidade do líquido (m/s);
d - diâmetro do canal de líquido (m);
ρ – peso específico do líquido (kg/m3);
µ - viscosidade (Pas).
Se o número de Reynolds for inferior a 2000, o fluido é laminar, com as moléculas
do líquido a moverem-se em linha recta. Se o número de Reynolds for superior a
20000, o fluido será severamente turbulento. Se o número de Reynolds se situar
entre 2000 e 20000, o regime é misto; verifica-se turbulência no interior do metal
mas, à superfície mantém-se uma camada que apresenta fluido laminar. Um fluido
com estas características é aceitável pois impede que óxidos e outras impurezas
superficiais contaminem o fundido [6]. A figura 5.7 esquematiza o problema.
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 5
28
Figura 5.7- Características do fluido: (a) laminar; (b) misto; (c) turbulento [6].
5.3 Velocidade crítica de enchimento
Existe uma velocidade óptima à qual o metal deve entrar na cavidade de moldação
de tal modo que a frente de metal avance somente a distância cuja tensão
superficial possa preservar a integridade da superfície. Para metais e ligas densas
como o aço, essa velocidade assume o valor de 40 cm/s [7].
A gota de metal líquido, que se move a uma velocidade próxima da velocidade
crítica, encontra-se em equilíbrio. A tensão superficial mantém a forma compacta
dessa gota opondo-se à pressão que faria com que o metal se espalhasse por acção
da gravidade. Esta gota que se expande lentamente é parecida com uma gota séssil,
cuja altura para o ferro líquido é de 10 mm [7].
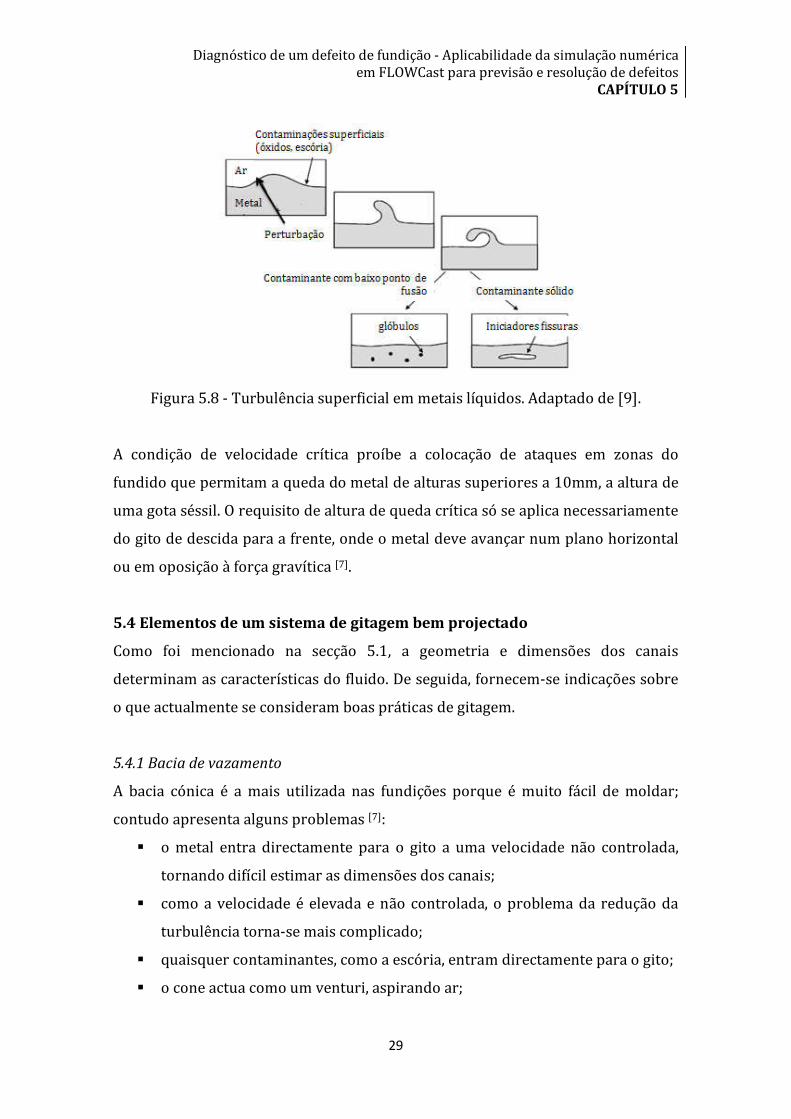
Se a altura de uma perturbação presente na superfície do banho, e resultante do
facto da velocidade de enchimento ultrapassar a velocidade crítica, exceder a
altura da gota séssil, o líquido deixa de ser suportado pela tensão superficial. Essa
perturbação da superfície irá colapsar, sob acção da gravidade, e penetra no
interior do metal líquido. A formação dessa perturbação está apresentada na figura
5.8. Ao exceder a velocidade crítica, a energia cinética é suficiente para produzir tal
perturbação devido à turbulência superficial [7].
A superfície arrasta consigo contaminações superficiais que irão constituir defeitos
como inclusões. O pior tipo de defeito ocorre quando um filme de óxido se dobra
sobre si próprio dando origem a uma pequena fissura [9].
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 5
29
Figura 5.8 - Turbulência superficial em metais líquidos. Adaptado de [9].
A condição de velocidade crítica proíbe a colocação de ataques em zonas do
fundido que permitam a queda do metal de alturas superiores a 10mm, a altura de
uma gota séssil. O requisito de altura de queda crítica só se aplica necessariamente
do gito de descida para a frente, onde o metal deve avançar num plano horizontal
ou em oposição à força gravítica [7].
5.4 Elementos de um sistema de gitagem bem projectado
Como foi mencionado na secção 5.1, a geometria e dimensões dos canais
determinam as características do fluido. De seguida, fornecem-se indicações sobre
o que actualmente se consideram boas práticas de gitagem.
5.4.1 Bacia de vazamento
A bacia cónica é a mais utilizada nas fundições porque é muito fácil de moldar;
contudo apresenta alguns problemas [7]:
� o metal entra directamente para o gito a uma velocidade não controlada,
tornando difícil estimar as dimensões dos canais;
� como a velocidade é elevada e não controlada, o problema da redução da
turbulência torna-se mais complicado;
� quaisquer contaminantes, como a escória, entram directamente para o gito;
� o cone actua como um venturi, aspirando ar;
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 5
30
� a cavidade enche de modo diferente conforme o vazador aponta para o
centro do cone ou para as paredes; por isso, os fundidos não são
perfeitamente reprodutíveis.
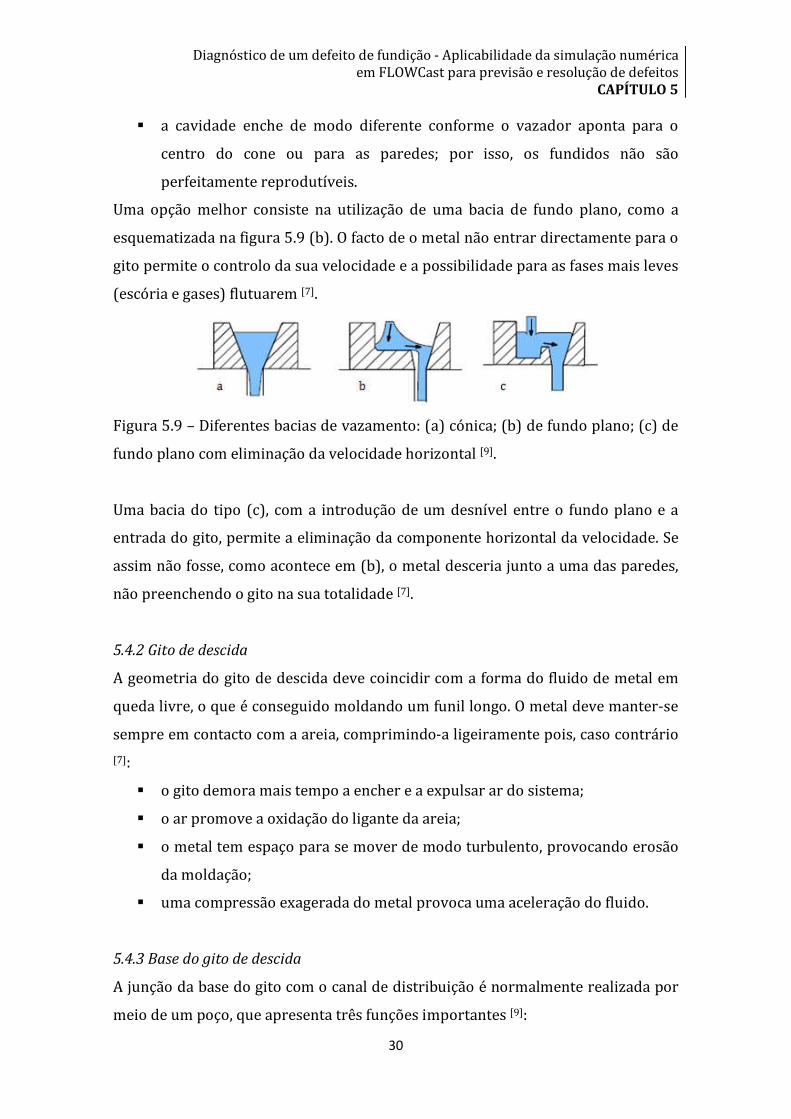
Uma opção melhor consiste na utilização de uma bacia de fundo plano, como a
esquematizada na figura 5.9 (b). O facto de o metal não entrar directamente para o
gito permite o controlo da sua velocidade e a possibilidade para as fases mais leves
(escória e gases) flutuarem [7].
Figura 5.9 – Diferentes bacias de vazamento: (a) cónica; (b) de fundo plano; (c) de
fundo plano com eliminação da velocidade horizontal [9].
Uma bacia do tipo (c), com a introdução de um desnível entre o fundo plano e a
entrada do gito, permite a eliminação da componente horizontal da velocidade. Se
assim não fosse, como acontece em (b), o metal desceria junto a uma das paredes,
não preenchendo o gito na sua totalidade [7].
5.4.2 Gito de descida
A geometria do gito de descida deve coincidir com a forma do fluido de metal em
queda livre, o que é conseguido moldando um funil longo. O metal deve manter-se
sempre em contacto com a areia, comprimindo-a ligeiramente pois, caso contrário
[7]:
� o gito demora mais tempo a encher e a expulsar ar do sistema;
� o ar promove a oxidação do ligante da areia;
� o metal tem espaço para se mover de modo turbulento, provocando erosão
da moldação;
� uma compressão exagerada do metal provoca uma aceleração do fluido.
5.4.3 Base do gito de descida
A junção da base do gito com o canal de distribuição é normalmente realizada por
meio de um poço, que apresenta três funções importantes [9]:
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 5
31
� à medida que o poço enche, o metal líquido amortece a energia cinética,
reduzindo a velocidade do metal [8];
� ajuda a garantir que o canal de distribuição enche totalmente;
� previne a aspiração de ar.
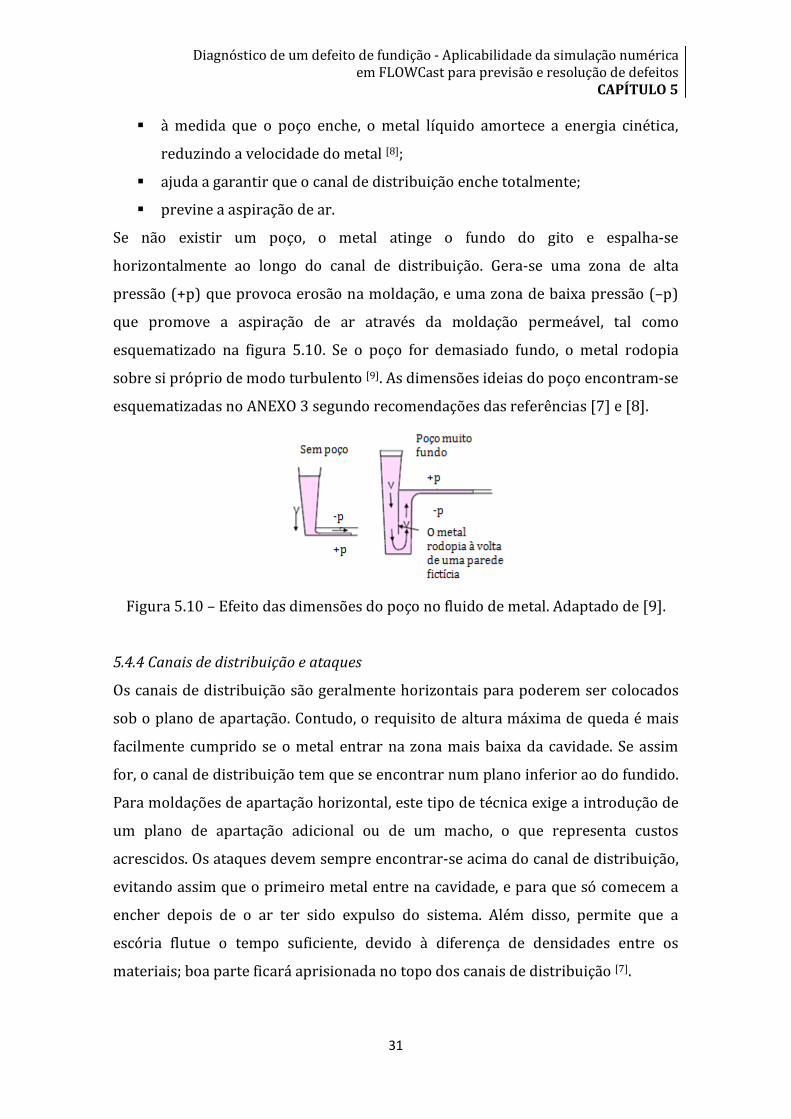
Se não existir um poço, o metal atinge o fundo do gito e espalha-se
horizontalmente ao longo do canal de distribuição. Gera-se uma zona de alta
pressão (+p) que provoca erosão na moldação, e uma zona de baixa pressão (–p)
que promove a aspiração de ar através da moldação permeável, tal como
esquematizado na figura 5.10. Se o poço for demasiado fundo, o metal rodopia
sobre si próprio de modo turbulento [9]. As dimensões ideias do poço encontram-se
esquematizadas no ANEXO 3 segundo recomendações das referências [7] e [8].
Figura 5.10 – Efeito das dimensões do poço no fluido de metal. Adaptado de [9].
5.4.4 Canais de distribuição e ataques
Os canais de distribuição são geralmente horizontais para poderem ser colocados
sob o plano de apartação. Contudo, o requisito de altura máxima de queda é mais
facilmente cumprido se o metal entrar na zona mais baixa da cavidade. Se assim
for, o canal de distribuição tem que se encontrar num plano inferior ao do fundido.
Para moldações de apartação horizontal, este tipo de técnica exige a introdução de
um plano de apartação adicional ou de um macho, o que representa custos
acrescidos. Os ataques devem sempre encontrar-se acima do canal de distribuição,
evitando assim que o primeiro metal entre na cavidade, e para que só comecem a
encher depois de o ar ter sido expulso do sistema. Além disso, permite que a
escória flutue o tempo suficiente, devido à diferença de densidades entre os
materiais; boa parte ficará aprisionada no topo dos canais de distribuição [7].
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 5
32
Relativamente às dimensões, um aumento de 20% da área do canal de distribuição
relativamente à área da base do gito é o máximo compatível com a minimização de
defeitos [7].
5.4.5 Mecanismos para controlo de inclusões
O prolongamento dos canais de distribuição além dos ataques é uma prática
comum com o objectivo de acomodar o primeiro metal que está frio e contaminado
com escória e grãos de areia soltos. Contudo, o prolongamento tem uma fraca
contribuição para o aprisionamento de impurezas [7].
O primeiro metal, ao chegar ao fim do canal de distribuição, forma uma onda
reflectida que viaja à superfície do canal de distribuição arrastando as partículas
directamente para os ataques. A colocação de um cilindro tangente ao canal de
distribuição impede que a onda reflectida se estenda pelo canal de distribuição [7].
Os filtros também possuem alguma capacidade de aprisionar partículas sobretudo
quando a área de filtração está ajustada à velocidade do fluido. Assim, um filtro na
base do gito é pouco eficaz mas, quando colocado tangencialmente no canal de
distribuição, pode ser mais útil [7].
5.4.6 Relação de gitagem: sistema pressurizado vs. sistema não pressurizado
É comum expressar a relação entre as áreas dos canais por relações de gitagem,
isto é: “área da base do gito: área total da secção recta da distribuição: área total da
secção recta dos ataques”. Esta relação define se o sistema é pressurizado ou não
pressurizado [6].
Num sistema não pressurizado, a redução da velocidade do metal até atingir o
valor de 40cm/s nos ataques é alcançada pelo aumento progressivo das áreas dos
canais [7]. Assim, a menor área corresponde à base do gito. Relações de gitagem
típicas para os aços são 1:2:4 e 1:4:4. Contudo, o metal não consegue preencher
totalmente os canais, aspirando ar da moldação [6].
Num sistema pressurizado, a menor área corresponde ao ataque, forçando o
enchimento do canal de distribuição, que fica pressurizado, expulsando o ar [7].
Contudo, a pressão gerada força a entrada do metal na cavidade em forma de jacto.
Uma relação de gitagem típica é 1:2:0,75 [6].
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 5
33
O sistema naturalmente pressurizado surge como uma situação intermédia. Toda a
extensão do canal de gitagem acompanha o fluido comprimindo-o apenas
ligeiramente. Uma relação típica é 1:1:1,2 ou 1:1,2;1,2. Esta relação de gitagem é
especialmente conveniente se for utilizada em conjunto com canais baixos e largos,
cuja altura corresponda à altura de uma gota séssil do metal. A redução da
velocidade é garantida por aumento da fricção, e a coerência da superfície
mantém-se pois não tem espaço suficiente para a criação de perturbações [7].
REFERÊNCIAS
[1] Carlos E. Esparza, Martha P. Guerrero-Mata, Roger Z. Ríos-Mercado, Optimum
Design of Gating Systems by Gradient Search Methods, 2004
[2] Wanliang Sun, Charles E. Bates, Watching Casting Defects Form, Foundry,
Management & Technology, February, 2004, www.flow3d.com, Resources-
Technical Papers, acedido em 21/05/2008
[3] M. R. Barkhudarov, Is Fluid flow important for predicting solidification?,
Presented at the Solidification Processing ’97 Conference, 7-10 July, 1997,
Sheffield, U.K., www.flow3d.com, Resources- Technical Papers, acedido em
21/05/2008
[4] D. Koshal, Manufacturing Engineer’s Reference Book, Cap. 3 - Metal Casting and
Moulding Processes, 3.2 Sand Casting, Elsevier, 1993
[5] Flemings, Solidification Processing, Materials Science and Engineering Series,
Cap. 7 – Fluid Flow, McGraw-Hill, 1974
[6] ASM Metals Handbook, Volume 15 - Casting, Cap. Design Considerations, Gating
Design, 1992
[7] John Campbell, Castings Practice – The 10 rules of castings, Cap. 2 – Avoid
turbulent entrainment, Elsevier Butterworth-Heinemann, 2004,
[8] American Foundrymens’s Society, Basic Principles of Gating, 1967
[9] John Campbell, Richard A. Harding, TALAT – Training in Aluminium Application
Technologies, Lecture 3203, The Filling of Castings – Basic Level, EAA – European
Aluminium Association, 1994
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
34
CAPÍTULO 6
Estudo do enchimento por simulação numérica
A simulação numérica tem sido utilizada na indústria de fundição para prever a
formação de defeitos. Uma vez a análise completa, o utilizador critica os resultados
e, caso seja necessário, introduz uma modificação. O ciclo repete-se até se obter o
resultado desejado, isto é, um fundido sem defeitos relevantes. Assim, o tradicional
ciclo de tentativa e erro na fundição foi substituído pela simulação em computador
[1].
Contudo, para que a simulação seja de facto útil, mais rápida e económica que o
ensaio na fundição, é necessário que o utilizador tenha conhecimentos de
modelação em software CAD e dos princípios básicos de alimentação e gitagem [1].
Os resultados obtidos não são necessariamente óptimos e a sua qualidade é função
da qualidade dos dados introduzidos (precisão da malha e propriedades
termofísicas dos diferentes materiais) e da persistência do operador [2].
Para esta dissertação recorreu-se ao pacote de simulação FLOWCast e SOLIDCast.
O primeiro simula o enchimento recorrendo a uma solução numérica da equação
de fluidos de Navier-Stokes conhecida como CFD (Computational Fluid Dynamics)
[3]. O segundo simula a solidificação pelo FDM. O software permite a simulação
acoplada do fluido metálico e da transferência de calor na solidificação [4].
Tipicamente, com os simuladores de fluidos pode-se minimizar fenómenos de
turbulência, velocidade de enchimento e desequilíbrios no enchimento das peças e
outros fenómenos que podem induzir a formação de defeitos, sendo esta
informação valiosa para optimizar sistemas de gitagem [2]. A simulação do
movimento do fluido é a parte que exige mais computação no processo de projecto
do produto, e o engenheiro deve considerar se deve ser efectuada em toda a sua
extensão considerando o caso em estudo [5].
Com o software de solidificação pode-se avaliar a eficácia da alimentação,
determinar os pontos quentes e prever a sanidade interna do fundido [2].
Sem comparações experimentais detalhadas é difícil concluir sobre a exactidão da
simulação relativamente aos defeitos reais. Mesmo assim, os resultados
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
35
qualitativos revelam-se muito úteis para ter uma perspectiva sobre o modo como
são gerados os defeitos e sua distribuição [6]. Como regra, o resultado da simulação
não deve ser tomado como critério para acções conclusivas mas antes funcionar
como um conjunto de linhas orientadoras para a tomada de decisões a nível da
qualidade [2].
6.1 Aplicação da simulação numérica ao caso em estudo
Os resultados obtidos na secção 4.4 sugerem a presença de inclusões de areia da
moldação e escória provenientes do processamento do metal. Como já foi
mencionado, este tipo de defeito pode surgir devido à inadequação do sistema de
enchimento, que permite uma erosão exagerada da moldação ou um fluido
metálico turbulento [7]. O estudo do sistema de gitagem impôs-se para apontar
eventuais ineficiências e limitações.
A realização desta simulação começou pela introdução do modelo do sistema,
gentilmente cedido pela FERESPE, no software SOLIDCast. Os valores de input são
apresentados na tabela 6.1; a malha FDM simulada apresentava elementos de 3
mm1.
A partir do SOLIDCast foi dada a instrução para a realização da simulação de
enchimento com o FLOWCast em modo Full, o que permitiu a visualização com
grande detalhe de velocidades, linhas de fluido, pressão e perfil do fluido.
Tabela 6.1- Dados utilizados para a simulação. Os restantes valores são definidos
por defeito pelo software.
Designação do material na base de dados ST 1018 Temperatura de vazamento (oC)* 1620 Tempo de vazamento (s)* 20
*Valores indicados pela FERESPE
As simulações foram realizadas num computador do tipo PC (Personal Computer)
com a seguinte configuração:
� Processador AMD Athlon 64bits 3400+;
1Quanto maior for o número de nós, melhor é a aproximação dos cálculos efectuados durante a simulação [2]. Contudo, o elevado número de cálculos requer grande capacidade de computação (memória) e coloca grande número de dados em disco. 3 mm é o valor mínimo compatível com as características do PC utilizado.
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
36
� 2 Gigabytes de memória RAM DDR2
� Placa gráfica NVIDIA nForce Networking Controller
6.1.1 Resultados da simulação de enchimento
O sistema de gitagem não respeita algumas daquelas que são consideradas boas
práticas de gitagem, segundo a literatura, mencionadas no CAPÍTULO 5. Algumas
das ineficácias detectadas podem mesmo ser visualizadas na simulação:
i. o sistema ignora a lei da continuidade [8] em dois aspectos: (a) gito de descida
com cone invertido; (b) os canais de distribuição apresentam as mesmas
dimensões apesar de um dos canais alimentar duas peças e outro somente uma.
Contudo, a simulação confirmou a violação desta lei pois verifica-se um grande
desequilíbrio no enchimento. Durante a simulação verificou-se ainda que o gito só
enchia totalmente ao fim de 15 s e a bacia só ao fim de 20 s, de modo que não é
dado tempo suficiente para a escória flutuar antes de entrar na cavidade;
ii. bacia cónica que favorece a introdução de ar e permite a entrada de partículas
não metálicas directamente para o sistema de distribuição [9];
iii. poço do gito tem dimensões exageradas, o que permite que o metal entre em
movimento em espiral [9]. O metal entra directamente para o gito de descida e, na
região do poço, as linhas de fluido ajudaram a identificar uma região de elevada
turbulência, tal como se esperava. Quaisquer partículas não metálicas são
arrastadas directamente para o fundo do poço, onde é permitido que interajam
intimamente com o metal líquido.
O canal de distribuição não é totalmente preenchido, o metal percorre
preferencialmente a sua superfície inferior onde a fricção é elevada, sendo muito
provável a erosão da moldação. Na superfície superior gera-se uma zona de baixa
pressão que aspira ar da moldação[8]. As extremidades do canal de distribuição
também se revelaram problemáticas em termos de turbulência, verificando-se a
ocorrência de uma onda reflectida.
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
37
iv. a posição dos ataques e do plano de apartação violam a altura de queda máxima.
Assim, mesmo que nos ataques a velocidade seja inferior à crítica, o metal é
acelerado na queda [9];
v. o único mecanismo de controlo de entrada de inclusões é um filtro de rede
flexível na base do gito. Contudo, a elevada velocidade do metal neste local força a
passagem das partículas entre as células [9];
vii. relação de gitagem 1:1,7:1, constituindo um sistema pressurizado com dois
problemas: (a) volume exagerado da distribuição que o metal não deverá
preencher totalmente; (b) a pressão de metal atrás dos ataques força a entrada do
metal em forma de jacto para a parede oposta da cavidade [9]. Como se pode
verificar na figura 6.1, o metal atinge a parede a uma velocidade superior à crítica
(cor verde do código de cores) e é reflectido. A turbulência gerada afecta o
movimento do fluido em toda a peça, apontando os vectores velocidade em várias
direcções.
Figura 6.1 – Traçado dos vectores velocidade relativa na parede oposta ao ataque.
As cabeças das setas são apresentadas a branco.
A figura 6.2 pretende representar as velocidades médias de enchimento nos
ataques. Verifica-se que as velocidades médias excedem claramente a velocidade
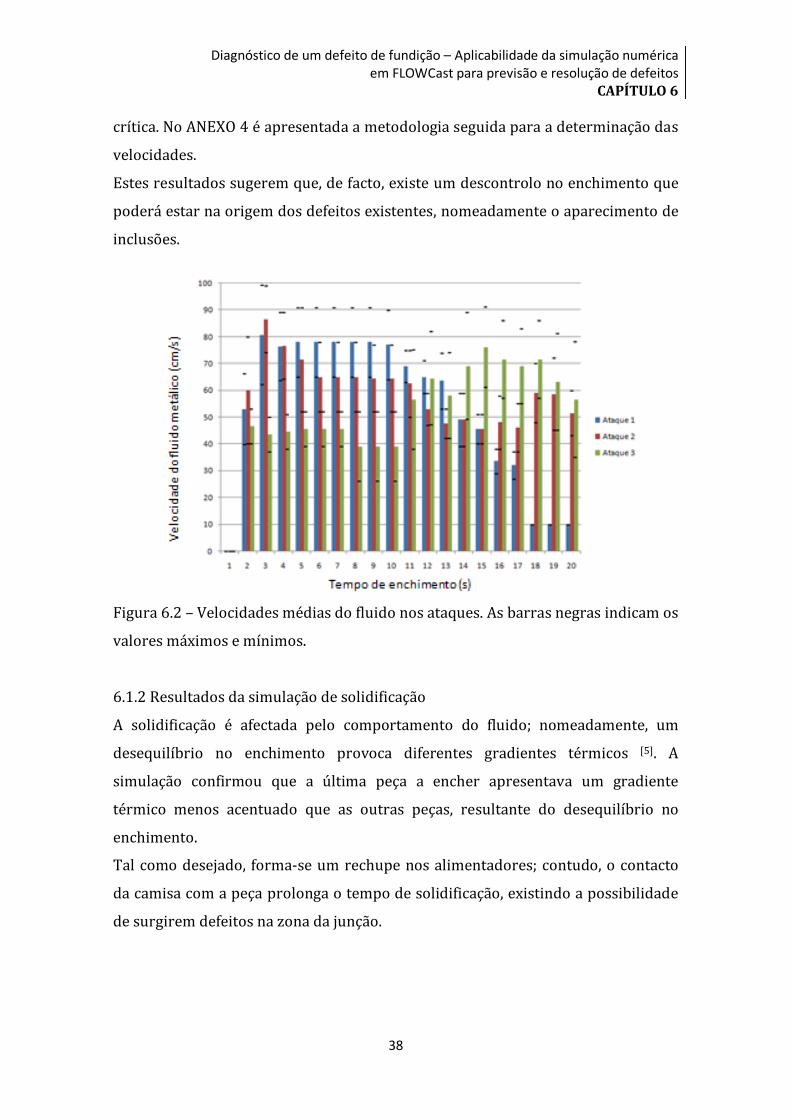
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
38
crítica. No ANEXO 4 é apresentada a metodologia seguida para a determinação das
velocidades.
Estes resultados sugerem que, de facto, existe um descontrolo no enchimento que
poderá estar na origem dos defeitos existentes, nomeadamente o aparecimento de
inclusões.
Figura 6.2 – Velocidades médias do fluido nos ataques. As barras negras indicam os
valores máximos e mínimos.
6.1.2 Resultados da simulação de solidificação
A solidificação é afectada pelo comportamento do fluido; nomeadamente, um
desequilíbrio no enchimento provoca diferentes gradientes térmicos [5]. A
simulação confirmou que a última peça a encher apresentava um gradiente
térmico menos acentuado que as outras peças, resultante do desequilíbrio no
enchimento.
Tal como desejado, forma-se um rechupe nos alimentadores; contudo, o contacto
da camisa com a peça prolonga o tempo de solidificação, existindo a possibilidade
de surgirem defeitos na zona da junção.
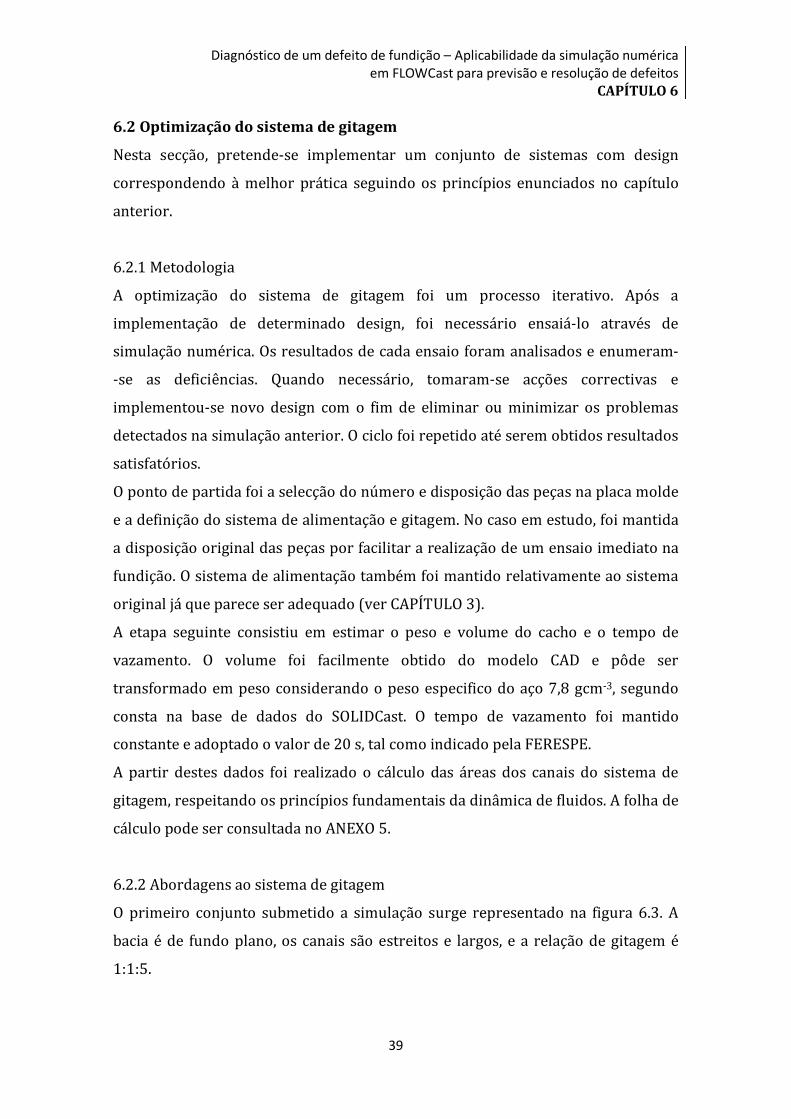
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
39
6.2 Optimização do sistema de gitagem
Nesta secção, pretende-se implementar um conjunto de sistemas com design
correspondendo à melhor prática seguindo os princípios enunciados no capítulo
anterior.
6.2.1 Metodologia
A optimização do sistema de gitagem foi um processo iterativo. Após a
implementação de determinado design, foi necessário ensaiá-lo através de
simulação numérica. Os resultados de cada ensaio foram analisados e enumeram-
-se as deficiências. Quando necessário, tomaram-se acções correctivas e
implementou-se novo design com o fim de eliminar ou minimizar os problemas
detectados na simulação anterior. O ciclo foi repetido até serem obtidos resultados
satisfatórios.
O ponto de partida foi a selecção do número e disposição das peças na placa molde
e a definição do sistema de alimentação e gitagem. No caso em estudo, foi mantida
a disposição original das peças por facilitar a realização de um ensaio imediato na
fundição. O sistema de alimentação também foi mantido relativamente ao sistema
original já que parece ser adequado (ver CAPÍTULO 3).
A etapa seguinte consistiu em estimar o peso e volume do cacho e o tempo de
vazamento. O volume foi facilmente obtido do modelo CAD e pôde ser
transformado em peso considerando o peso especifico do aço 7,8 gcm-3, segundo
consta na base de dados do SOLIDCast. O tempo de vazamento foi mantido
constante e adoptado o valor de 20 s, tal como indicado pela FERESPE.
A partir destes dados foi realizado o cálculo das áreas dos canais do sistema de
gitagem, respeitando os princípios fundamentais da dinâmica de fluidos. A folha de
cálculo pode ser consultada no ANEXO 5.
6.2.2 Abordagens ao sistema de gitagem
O primeiro conjunto submetido a simulação surge representado na figura 6.3. A
bacia é de fundo plano, os canais são estreitos e largos, e a relação de gitagem é
1:1:5.
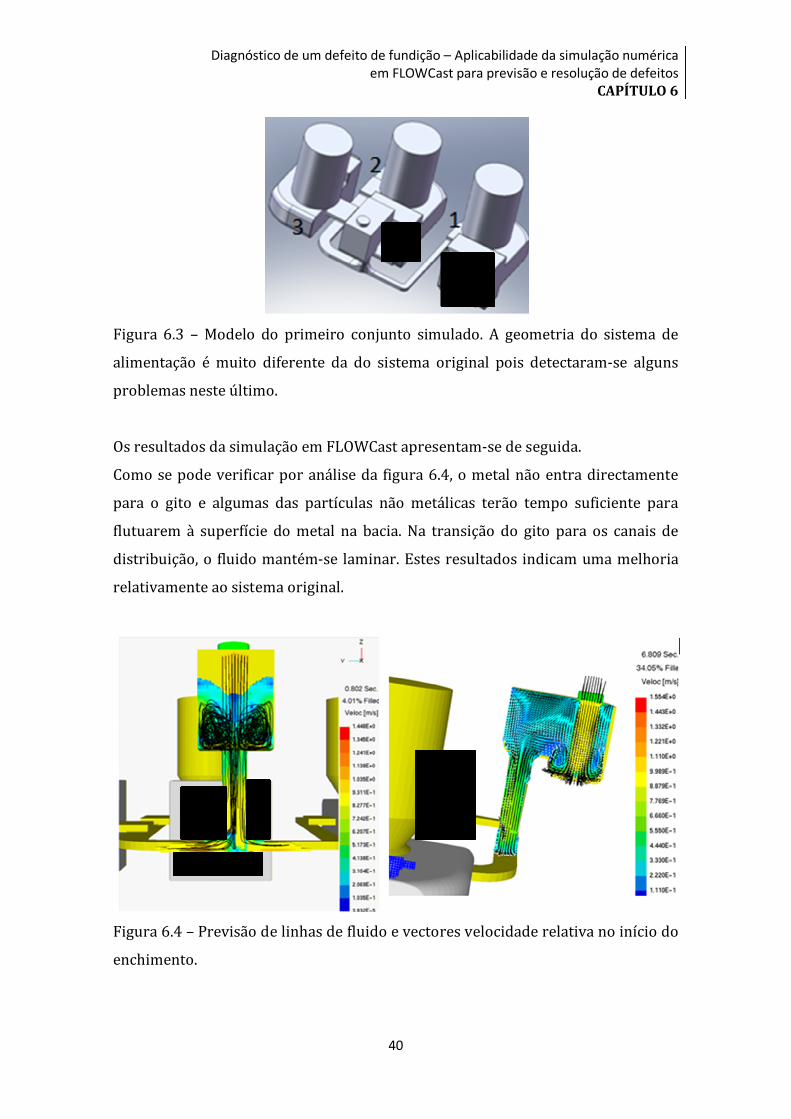
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
40
Figura 6.3 – Modelo do primeiro conjunto simulado. A geometria do sistema de
alimentação é muito diferente da do sistema original pois detectaram-se alguns
problemas neste último.
Os resultados da simulação em FLOWCast apresentam-se de seguida.
Como se pode verificar por análise da figura 6.4, o metal não entra directamente
para o gito e algumas das partículas não metálicas terão tempo suficiente para
flutuarem à superfície do metal na bacia. Na transição do gito para os canais de
distribuição, o fluido mantém-se laminar. Estes resultados indicam uma melhoria
relativamente ao sistema original.
Figura 6.4 – Previsão de linhas de fluido e vectores velocidade relativa no início do
enchimento.
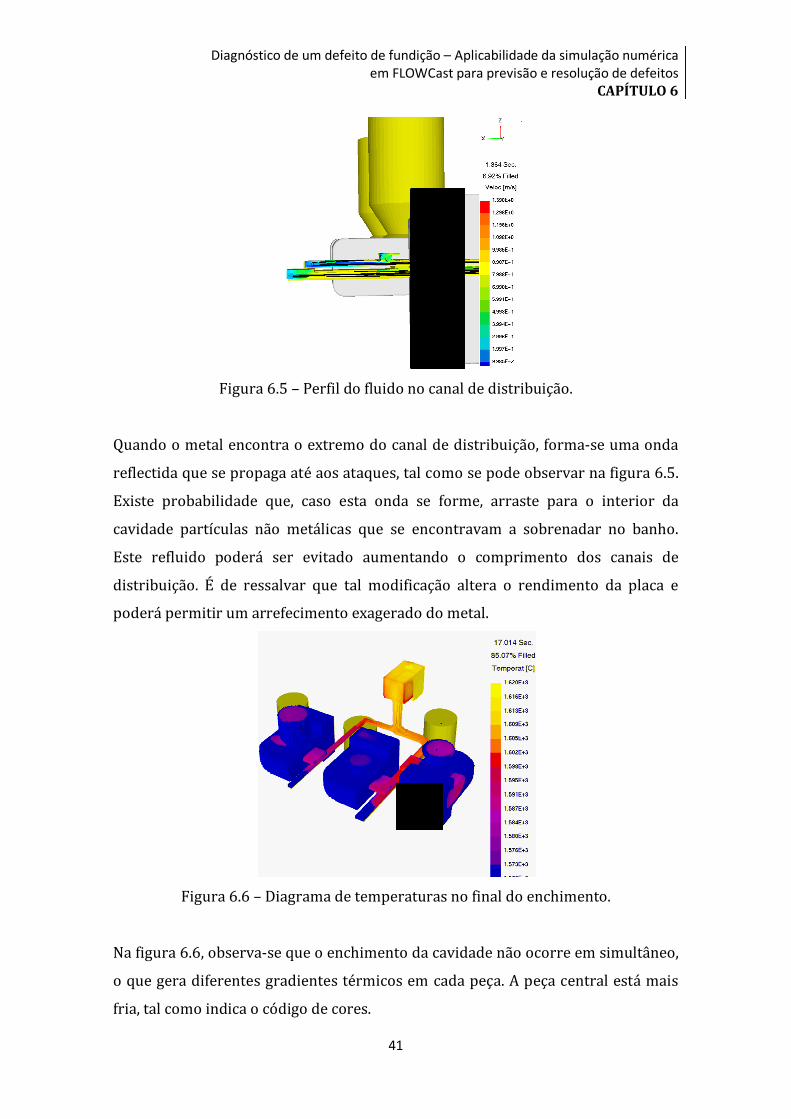
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
41
Figura 6.5 – Perfil do fluido no canal de distribuição.
Quando o metal encontra o extremo do canal de distribuição, forma-se uma onda
reflectida que se propaga até aos ataques, tal como se pode observar na figura 6.5.
Existe probabilidade que, caso esta onda se forme, arraste para o interior da
cavidade partículas não metálicas que se encontravam a sobrenadar no banho.
Este refluido poderá ser evitado aumentando o comprimento dos canais de
distribuição. É de ressalvar que tal modificação altera o rendimento da placa e
poderá permitir um arrefecimento exagerado do metal.
Figura 6.6 – Diagrama de temperaturas no final do enchimento.
Na figura 6.6, observa-se que o enchimento da cavidade não ocorre em simultâneo,
o que gera diferentes gradientes térmicos em cada peça. A peça central está mais
fria, tal como indica o código de cores.
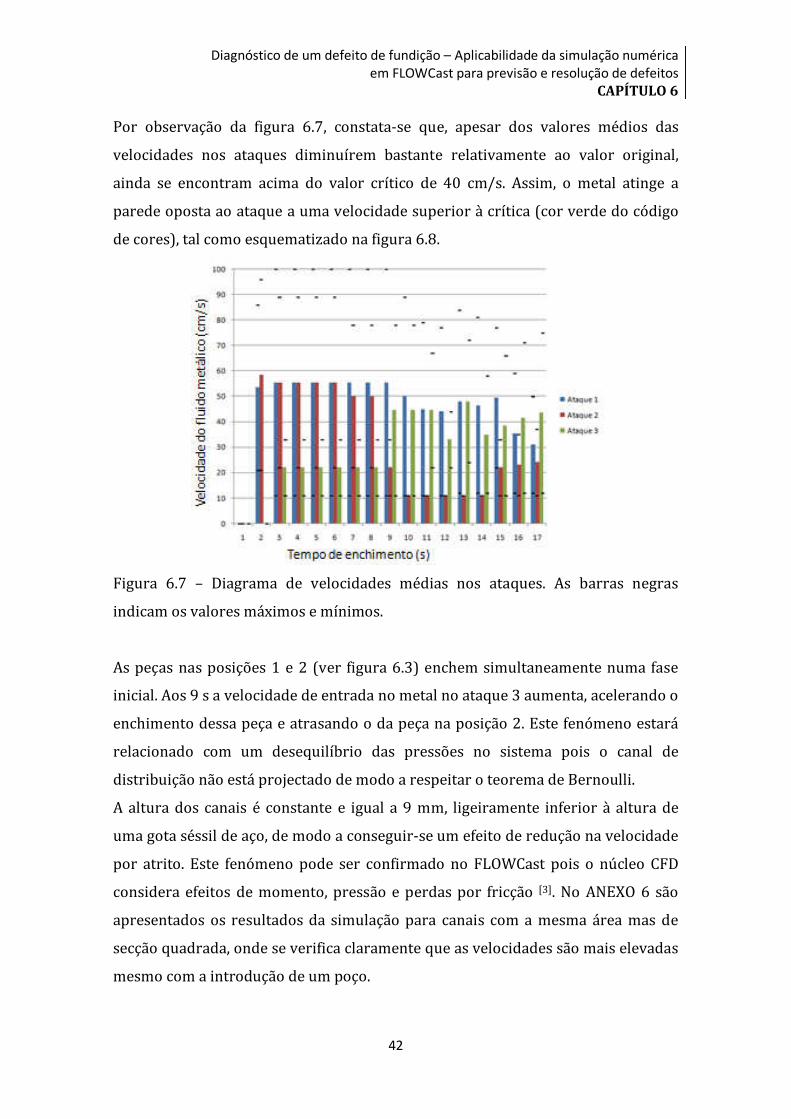
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
42
Por observação da figura 6.7, constata-se que, apesar dos valores médios das
velocidades nos ataques diminuírem bastante relativamente ao valor original,
ainda se encontram acima do valor crítico de 40 cm/s. Assim, o metal atinge a
parede oposta ao ataque a uma velocidade superior à crítica (cor verde do código
de cores), tal como esquematizado na figura 6.8.
Figura 6.7 – Diagrama de velocidades médias nos ataques. As barras negras
indicam os valores máximos e mínimos.
As peças nas posições 1 e 2 (ver figura 6.3) enchem simultaneamente numa fase
inicial. Aos 9 s a velocidade de entrada no metal no ataque 3 aumenta, acelerando o
enchimento dessa peça e atrasando o da peça na posição 2. Este fenómeno estará
relacionado com um desequilíbrio das pressões no sistema pois o canal de
distribuição não está projectado de modo a respeitar o teorema de Bernoulli.
A altura dos canais é constante e igual a 9 mm, ligeiramente inferior à altura de
uma gota séssil de aço, de modo a conseguir-se um efeito de redução na velocidade
por atrito. Este fenómeno pode ser confirmado no FLOWCast pois o núcleo CFD
considera efeitos de momento, pressão e perdas por fricção [3]. No ANEXO 6 são
apresentados os resultados da simulação para canais com a mesma área mas de
secção quadrada, onde se verifica claramente que as velocidades são mais elevadas
mesmo com a introdução de um poço.
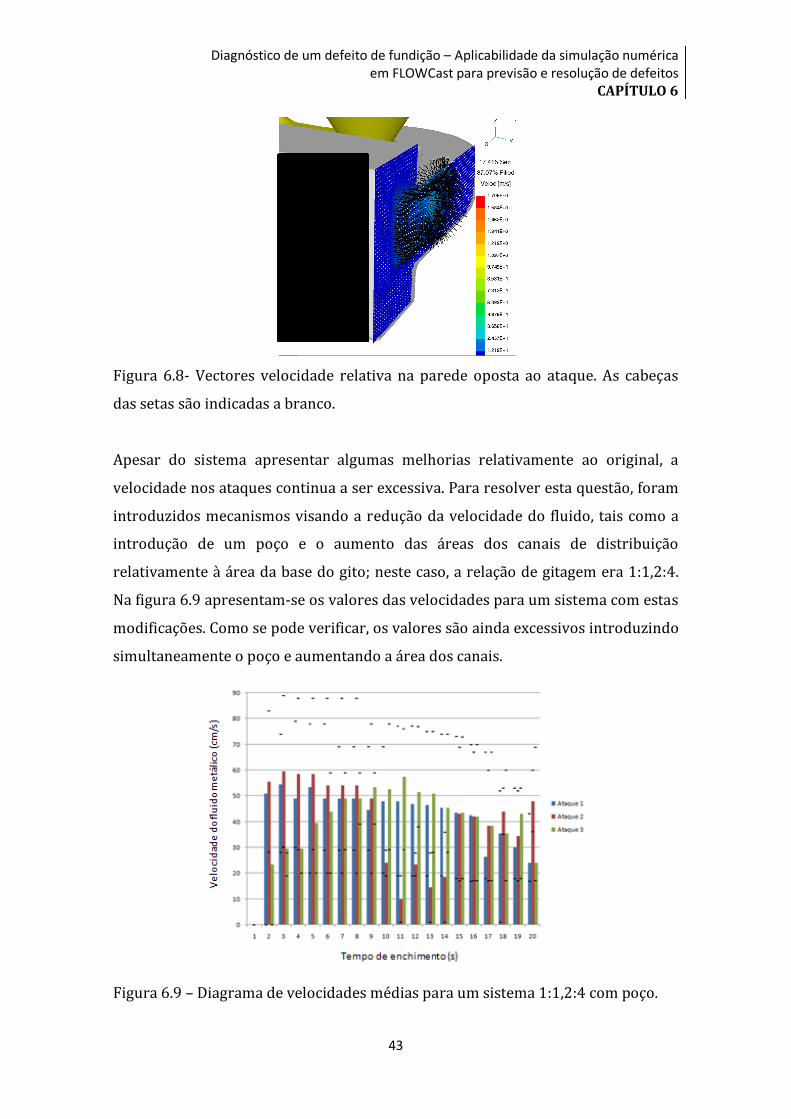
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
43
Figura 6.8- Vectores velocidade relativa na parede oposta ao ataque. As cabeças
das setas são indicadas a branco.
Apesar do sistema apresentar algumas melhorias relativamente ao original, a
velocidade nos ataques continua a ser excessiva. Para resolver esta questão, foram
introduzidos mecanismos visando a redução da velocidade do fluido, tais como a
introdução de um poço e o aumento das áreas dos canais de distribuição
relativamente à área da base do gito; neste caso, a relação de gitagem era 1:1,2:4.
Na figura 6.9 apresentam-se os valores das velocidades para um sistema com estas
modificações. Como se pode verificar, os valores são ainda excessivos introduzindo
simultaneamente o poço e aumentando a área dos canais.
Figura 6.9 – Diagrama de velocidades médias para um sistema 1:1,2:4 com poço.
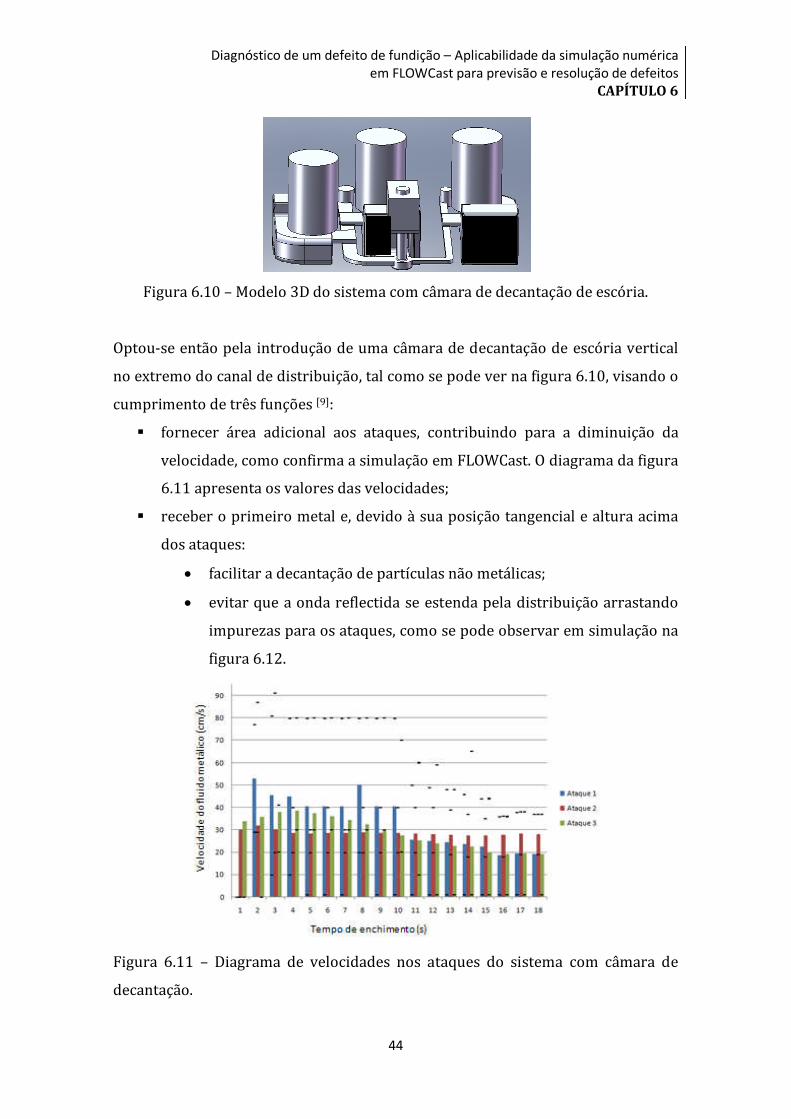
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
44
Figura 6.10 – Modelo 3D do sistema com câmara de decantação de escória.
Optou-se então pela introdução de uma câmara de decantação de escória vertical
no extremo do canal de distribuição, tal como se pode ver na figura 6.10, visando o
cumprimento de três funções [9]:
� fornecer área adicional aos ataques, contribuindo para a diminuição da
velocidade, como confirma a simulação em FLOWCast. O diagrama da figura
6.11 apresenta os valores das velocidades;
� receber o primeiro metal e, devido à sua posição tangencial e altura acima
dos ataques:
• facilitar a decantação de partículas não metálicas;
• evitar que a onda reflectida se estenda pela distribuição arrastando
impurezas para os ataques, como se pode observar em simulação na
figura 6.12.
Figura 6.11 – Diagrama de velocidades nos ataques do sistema com câmara de
decantação.
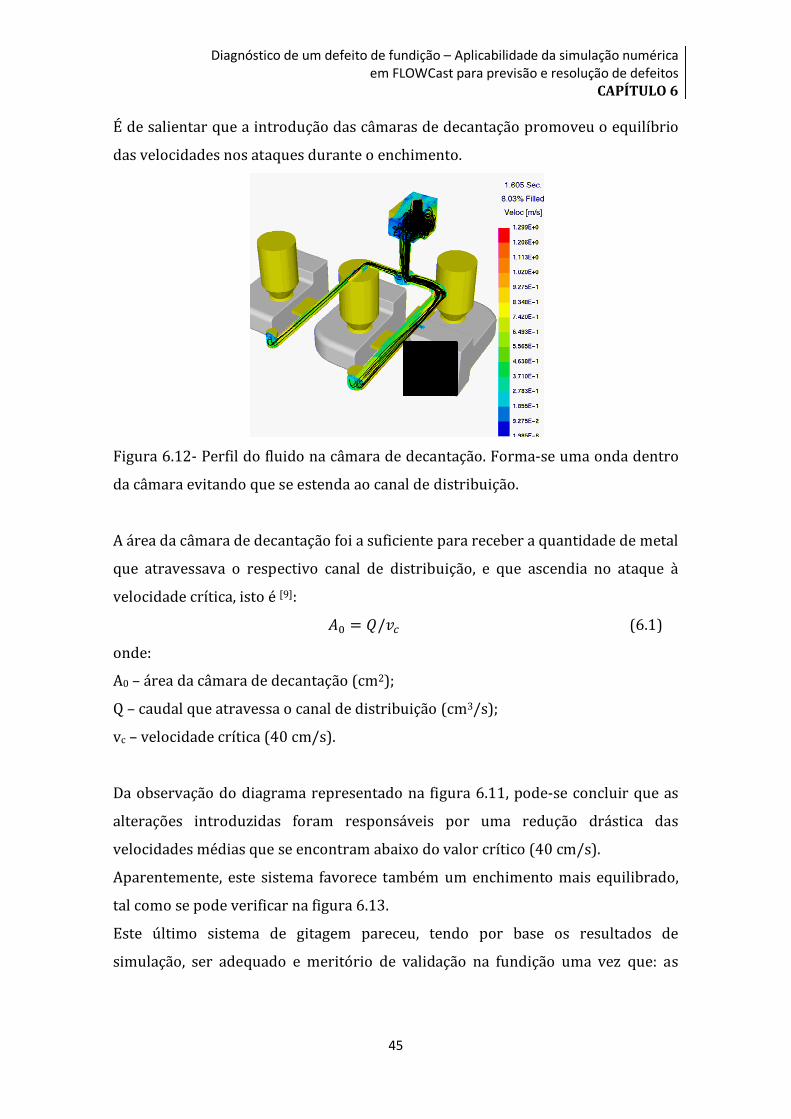
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
45
É de salientar que a introdução das câmaras de decantação promoveu o equilíbrio
das velocidades nos ataques durante o enchimento.
Figura 6.12- Perfil do fluido na câmara de decantação. Forma-se uma onda dentro
da câmara evitando que se estenda ao canal de distribuição.
A área da câmara de decantação foi a suficiente para receber a quantidade de metal
que atravessava o respectivo canal de distribuição, e que ascendia no ataque à
velocidade crítica, isto é [9]:
�� � �/�� (6.1)
onde:
A0 – área da câmara de decantação (cm2);
Q – caudal que atravessa o canal de distribuição (cm3/s);
vc – velocidade crítica (40 cm/s).
Da observação do diagrama representado na figura 6.11, pode-se concluir que as
alterações introduzidas foram responsáveis por uma redução drástica das
velocidades médias que se encontram abaixo do valor crítico (40 cm/s).
Aparentemente, este sistema favorece também um enchimento mais equilibrado,
tal como se pode verificar na figura 6.13.
Este último sistema de gitagem pareceu, tendo por base os resultados de
simulação, ser adequado e meritório de validação na fundição uma vez que: as
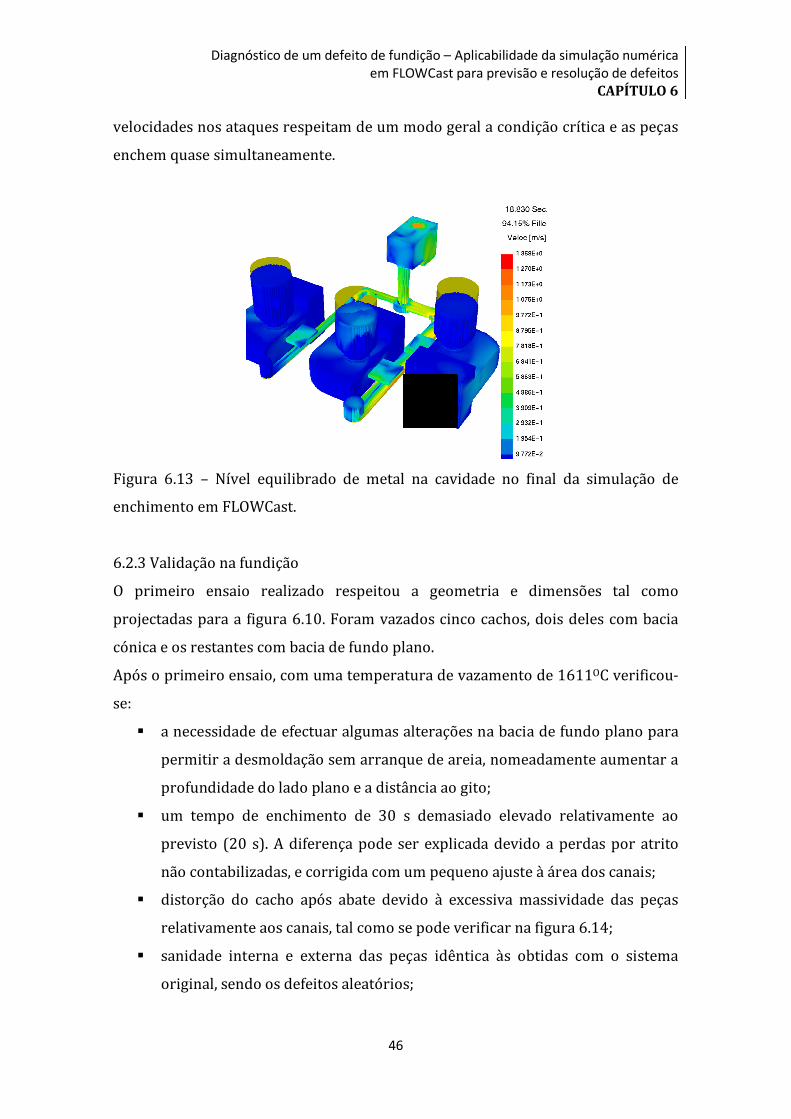
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
46
velocidades nos ataques respeitam de um modo geral a condição crítica e as peças
enchem quase simultaneamente.
Figura 6.13 – Nível equilibrado de metal na cavidade no final da simulação de
enchimento em FLOWCast.
6.2.3 Validação na fundição
O primeiro ensaio realizado respeitou a geometria e dimensões tal como
projectadas para a figura 6.10. Foram vazados cinco cachos, dois deles com bacia
cónica e os restantes com bacia de fundo plano.
Após o primeiro ensaio, com uma temperatura de vazamento de 1611OC verificou-
se:
� a necessidade de efectuar algumas alterações na bacia de fundo plano para
permitir a desmoldação sem arranque de areia, nomeadamente aumentar a
profundidade do lado plano e a distância ao gito;
� um tempo de enchimento de 30 s demasiado elevado relativamente ao
previsto (20 s). A diferença pode ser explicada devido a perdas por atrito
não contabilizadas, e corrigida com um pequeno ajuste à área dos canais;
� distorção do cacho após abate devido à excessiva massividade das peças
relativamente aos canais, tal como se pode verificar na figura 6.14;
� sanidade interna e externa das peças idêntica às obtidas com o sistema
original, sendo os defeitos aleatórios;
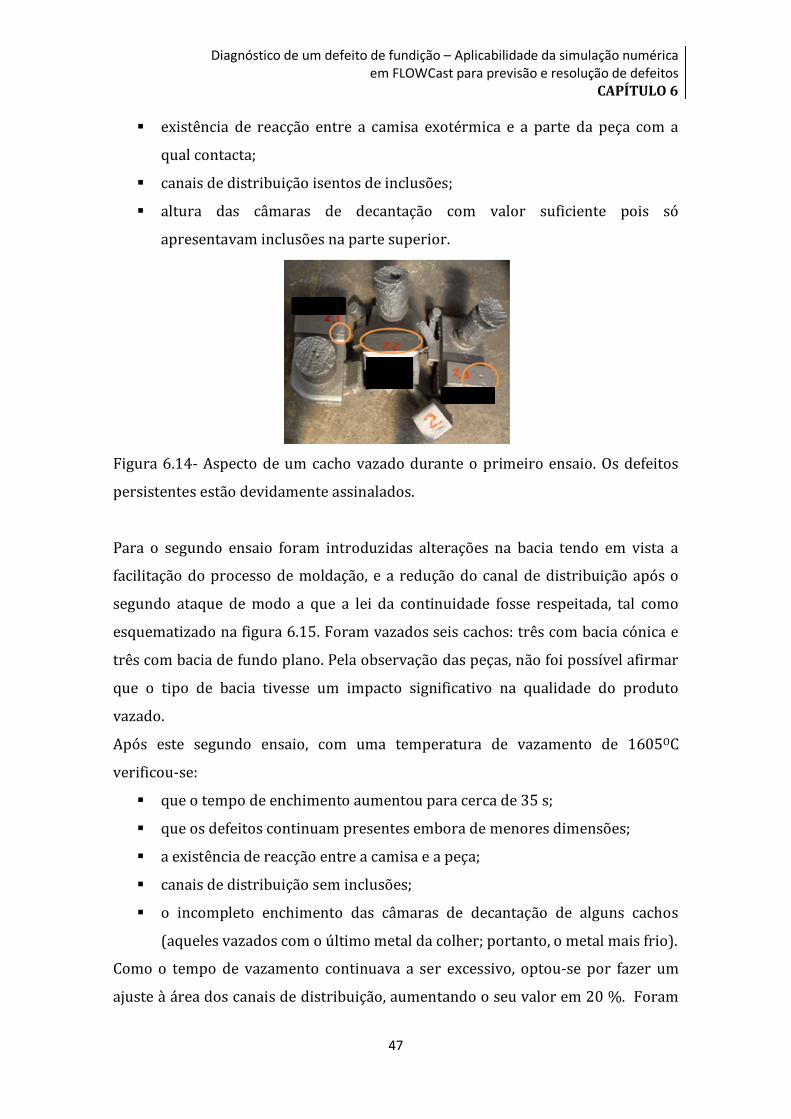
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
47
� existência de reacção entre a camisa exotérmica e a parte da peça com a
qual contacta;
� canais de distribuição isentos de inclusões;
� altura das câmaras de decantação com valor suficiente pois só
apresentavam inclusões na parte superior.
Figura 6.14- Aspecto de um cacho vazado durante o primeiro ensaio. Os defeitos
persistentes estão devidamente assinalados.
Para o segundo ensaio foram introduzidas alterações na bacia tendo em vista a
facilitação do processo de moldação, e a redução do canal de distribuição após o
segundo ataque de modo a que a lei da continuidade fosse respeitada, tal como
esquematizado na figura 6.15. Foram vazados seis cachos: três com bacia cónica e
três com bacia de fundo plano. Pela observação das peças, não foi possível afirmar
que o tipo de bacia tivesse um impacto significativo na qualidade do produto
vazado.
Após este segundo ensaio, com uma temperatura de vazamento de 1605OC
verificou-se:
� que o tempo de enchimento aumentou para cerca de 35 s;
� que os defeitos continuam presentes embora de menores dimensões;
� a existência de reacção entre a camisa e a peça;
� canais de distribuição sem inclusões;
� o incompleto enchimento das câmaras de decantação de alguns cachos
(aqueles vazados com o último metal da colher; portanto, o metal mais frio).
Como o tempo de vazamento continuava a ser excessivo, optou-se por fazer um
ajuste à área dos canais de distribuição, aumentando o seu valor em 20 %. Foram
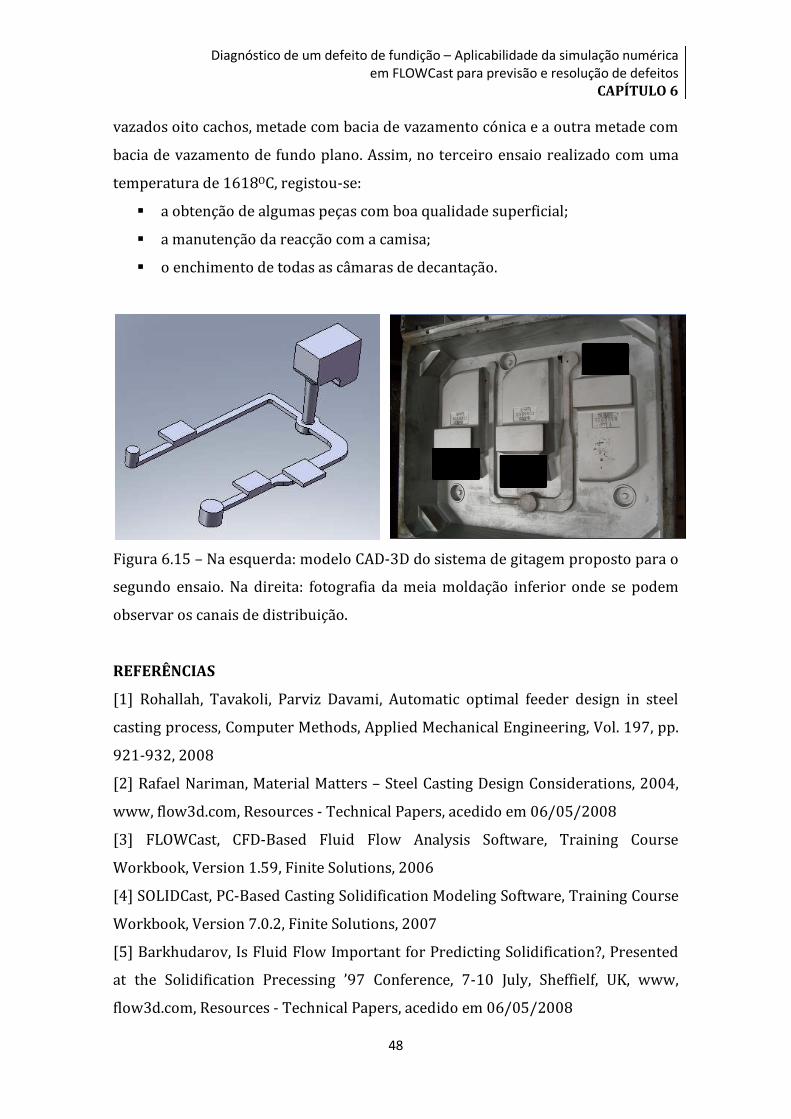
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
48
vazados oito cachos, metade com bacia de vazamento cónica e a outra metade com
bacia de vazamento de fundo plano. Assim, no terceiro ensaio realizado com uma
temperatura de 1618OC, registou-se:
� a obtenção de algumas peças com boa qualidade superficial;
� a manutenção da reacção com a camisa;
� o enchimento de todas as câmaras de decantação.
Figura 6.15 – Na esquerda: modelo CAD-3D do sistema de gitagem proposto para o
segundo ensaio. Na direita: fotografia da meia moldação inferior onde se podem
observar os canais de distribuição.
REFERÊNCIAS
[1] Rohallah, Tavakoli, Parviz Davami, Automatic optimal feeder design in steel
casting process, Computer Methods, Applied Mechanical Engineering, Vol. 197, pp.
921-932, 2008
[2] Rafael Nariman, Material Matters – Steel Casting Design Considerations, 2004,
www, flow3d.com, Resources - Technical Papers, acedido em 06/05/2008
[3] FLOWCast, CFD-Based Fluid Flow Analysis Software, Training Course
Workbook, Version 1.59, Finite Solutions, 2006
[4] SOLIDCast, PC-Based Casting Solidification Modeling Software, Training Course
Workbook, Version 7.0.2, Finite Solutions, 2007
[5] Barkhudarov, Is Fluid Flow Important for Predicting Solidification?, Presented
at the Solidification Precessing ’97 Conference, 7-10 July, Sheffielf, UK, www,
flow3d.com, Resources - Technical Papers, acedido em 06/05/2008
Diagnóstico de um defeito de fundição – Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 6
49
[6] M. R. Barkhudarov, C. W. Hirt, Tracking Defects, Flow Science, 2008,
www.flow3d.com, Technical Papers- Resources, acedido em 21/05/2008
[7] Lifeng Zhang, Brian G. Thomas, State of the Art in the Control of Inclusions
during Steel Ingot Casting, Metallurgical and Materials Transactions B, Vol. 37B, p.
733, 2008
[8] ASM Metals Handbook, Vol. 15 - Casting, Cap. Design Considerations, Gating
Design, 1992
[9] John Campbell, Castings Practice – The 10 rules of castings, Cap. 2 – Avoid
turbulent entrainment, Elsevier Butterworth-Heinemann, 2004,
[10] American Foundrymens’s Society, Basic Principles of Gating, 1967
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 7
50
CAPÍTULO 7
Discussão global, conclusões e perspectivas
7.1 Discussão global
A análise da solidificação revelou que os critérios de alimentação foram
respeitados no sistema original. A simulação em SOLIDCast também não previu a
existência de quaisquer defeitos no local observado. Estes factos conduziram à
conclusão que o defeito não tinha origem na solidificação, tratando-se de uma
inclusão. Sendo assim, a hipótese 1 para a origem do defeito foi eliminada.
Os resultados obtidos da observação metalográfica e da análise da composição
química permitiram identificar grande concentração de inclusões, ao longo da
superfície do fundido. Tipicamente, inclusões à superfície compostas por
refractário (tinta) são classificadas de exógenas.
O sistema de gitagem original pareceu ineficiente já que permitiu a entrada de
escória e de areias na cavidade.
A distribuição das inclusões, ao longo de uma camada com uma espessura
uniforme de cerca de 60-70 µm abaixo da superfície, parece sugerir a ocorrência
de reacção entre o metal e o material da moldação, moldação que foi previamente
revestida com tinta de zircónia. A reacção poderá ter sido induzida por:
� velocidade exagerada do metal e movimento turbulento do fluido
favorecendo a erosão do refractário, possivelmente conjugado com:
� um sobreaquecimento exagerado;
� um tempo de enchimento demasiado longo;
� modificação, não identificada, na composição da tinta responsável pelo
potencial aumento da sua reactividade.
O defeito observado na zona mais alta do fundido pode ser proveniente de uma
macroinclusão existente no local que foi removida durante a operação de
grenalhagem. A localização deste defeito poderá ser explicada porque:
� uma partícula de grandes dimensões e densidade inferior à do metal tende
a flutuar para as zonas mais altas;
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 7
51
� apesar do alimentador estar posicionado acima do fundido, o movimento do
fluido e as correntes convectivas podem ter encaminhado a inclusão até à
posição onde se encontra;
� a superfície onde se encontra não beneficia do efeito arrefecedor do
alimentador pelo que a reacção poderá ter sido favorecida por factores
térmicos.
Procurou-se resolver o problema actuando somente no sistema de gitagem uma
vez que foram identificadas algumas ineficácias no desenho original.
O sistema proposto foi bastante diferente do tradicional e a simulação de
enchimento forneceu resultados promissores dado cumprirem o objectivo da
velocidade crítica e do equilíbrio no enchimento. Contudo, após ensaio na fundição,
verificou-se que o defeito persistia. São apontados alguns motivos potenciais para
o insucesso:
� a posição do plano de apartação não garante o requisito de altura de queda,
isto é, apesar da velocidade nos ataques ser inferior à crítica, é ultrapassada
no interior da cavidade, aumentando a probabilidade de aparecimento de
defeitos;
� ausência de filtro para reter partículas não metálicas de maiores dimensões;
� necessidade de actuar sobre os outros parâmetros de fundição.
Constatou-se que o FLOWCast permitiu prever velocidades e ordens relativas de
enchimento das cavidades, os gradientes térmicos no início da solidificação, a
influência da geometria no movimento e velocidade do fluxo. Contudo, o programa
apresentou algumas limitações importantes, nomeadamente:
� velocidade de vazamento inicial calculada com base no caudal (volume da
cavidade/tempo de enchimento) e na área do “fill”;
� tempo de enchimento é fixo e determinado pelo utilizador;
� ignora efeitos de tensão superficial;
� ignora efeitos de convecção do fluido metálico;
� ignora a influência da fluidez do metal que, por sua vez, depende de muitos
factores, sendo o mais relevante a temperatura de vazamento;
� não foi possível avaliar os locais preferenciais de acumulação de defeitos
(por exemplo inclusões).
Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 7
52
Assim, os resultados obtidos por uma simulação com este software são de
fiabilidade limitada e têm que ser cuidadosamente criticados. De ressalvar que a
utilização do FLOWCast é muito simples e o tempo de computação é relativamente
curto quando comparado com outros programas mais poderosos utilizados na
previsão dos locais preferenciais para acumulação de defeitos. Contudo, esse tipo
de software exige uma base de dados muito completa, uma maior interacção por
parte do utilizador e um tempo de computação demasiado longo para as aplicações
típicas na indústria.
7.2 Conclusões
Após a realização deste trabalho, pode-se concluir que o defeito encontrado resulta
de uma inclusão de origem exógena. Os sistemas de gitagem ensaiados, apesar de
muito distintos do sistema original, não foram eficientes na resolução do problema.
Este resultado sugere a necessidade de actuar sobre outras variáveis de fundição,
nomeadamente a temperatura e o tempo de vazamento.
O FLOWCast parece ser uma ferramenta essencial no projecto de fundição, quando
utilizado em simultâneo com softwares de solidificação como o SOLIDCast.
Contudo, não se provou que o FLOWCast fosse de utilidade para a previsão e
resolução deste tipo de defeito em concreto.
7.3 Perspectivas de desenvolvimentos futuros
Uma vez que o defeito persistiu após alteração do sistema de gitagem, há lugar
para indicar futuras melhorias:
� colocação de quatro peças no cacho tornando o sistema mais equilibrado
(ver figura 7.1). O gráfico de velocidades médias obtidas por simulação em
FLOWCast encontra-se no ANEXO 7;
� alteração do plano de apartação para que a velocidade na cavidade nunca
ultrapasse o valor crítico;
� realização de um conjunto de ensaios, mantendo o sistema de gitagem e
fazendo variar a temperatura e o tempo de vazamento;
� recorrer a um software de simulação de enchimento, sensível a um maior
número de parâmetros, como a temperatura de vazamento, e mais

Diagnóstico de um defeito de fundição - Aplicabilidade da simulação numérica
em FLOWCast para previsão e resolução de defeitos
CAPÍTULO 7
53
adequado para prever a localização de defeitos, como por exemplo o
FLOW3D.
Figura 7.1- Modelo do cacho com quatro peças; foi retirada uma das peças para
facilitar a visualização do conjunto.
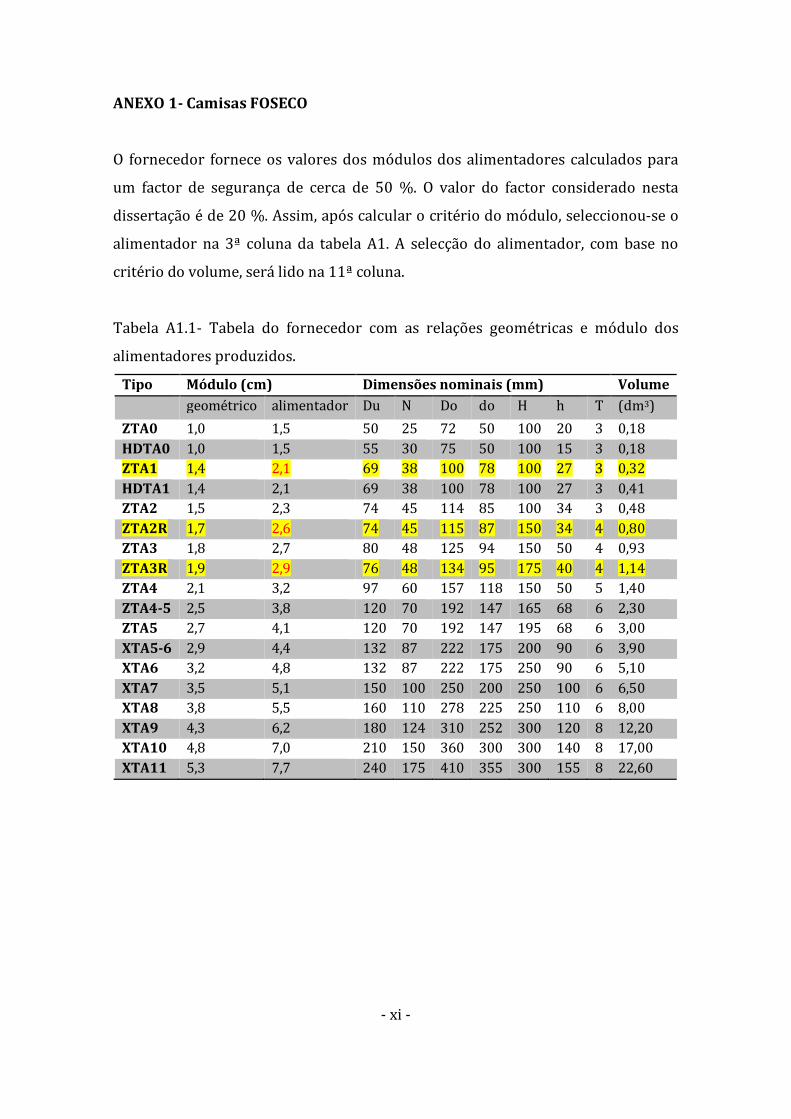
ANEXO 1- Camisas FOSECO
O fornecedor fornece os valores dos módulos dos alimentadores calculados para
um factor de segurança de cerca de 50 %. O valor do factor considerado nesta
dissertação é de 20 %. Assim, após calcular o critério do módulo, seleccionou-se o
alimentador na 3ª coluna da tabela A1. A selecção do alimentador, com base no
critério do volume, será lido na 11ª coluna.
Tabela A1.1- Tabela do fornecedor com as relações geométricas e módulo dos
alimentadores produzidos.
Tipo Módulo (cm) Dimensões nominais (mm) Volume
geométrico alimentador Du N Do do H h T (dm3)
ZTA0 1,0 1,5 50 25 72 50 100 20 3 0,18
HDTA0 1,0 1,5 55 30 75 50 100 15 3 0,18 ZTA1 1,4 2,1 69 38 100 78 100 27 3 0,32
HDTA1 1,4 2,1 69 38 100 78 100 27 3 0,41 ZTA2 1,5 2,3 74 45 114 85 100 34 3 0,48
ZTA2R 1,7 2,6 74 45 115 87 150 34 4 0,80 ZTA3 1,8 2,7 80 48 125 94 150 50 4 0,93
ZTA3R 1,9 2,9 76 48 134 95 175 40 4 1,14 ZTA4 2,1 3,2 97 60 157 118 150 50 5 1,40
ZTA4-5 2,5 3,8 120 70 192 147 165 68 6 2,30 ZTA5 2,7 4,1 120 70 192 147 195 68 6 3,00
XTA5-6 2,9 4,4 132 87 222 175 200 90 6 3,90 XTA6 3,2 4,8 132 87 222 175 250 90 6 5,10
XTA7 3,5 5,1 150 100 250 200 250 100 6 6,50 XTA8 3,8 5,5 160 110 278 225 250 110 6 8,00
XTA9 4,3 6,2 180 124 310 252 300 120 8 12,20 XTA10 4,8 7,0 210 150 360 300 300 140 8 17,00
XTA11 5,3 7,7 240 175 410 355 300 155 8 22,60
- xi -
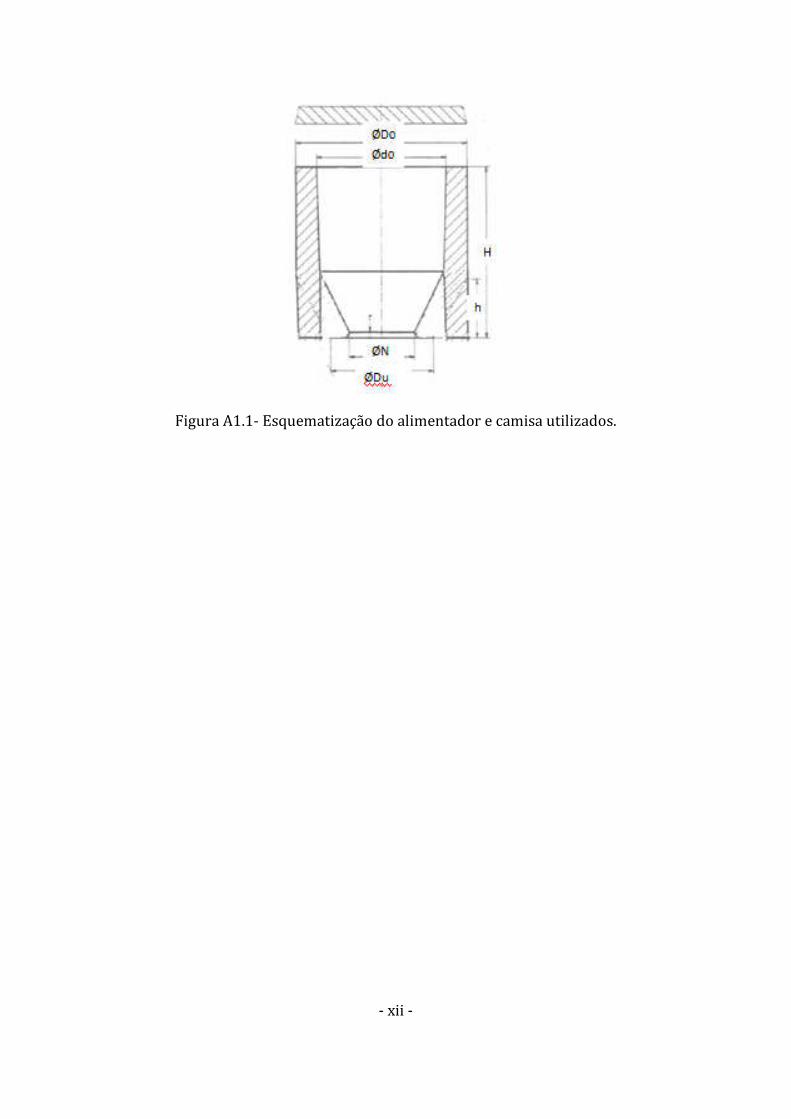
Figura A1.1- Esquematização do alimentador e camisa utilizados.
- xii -
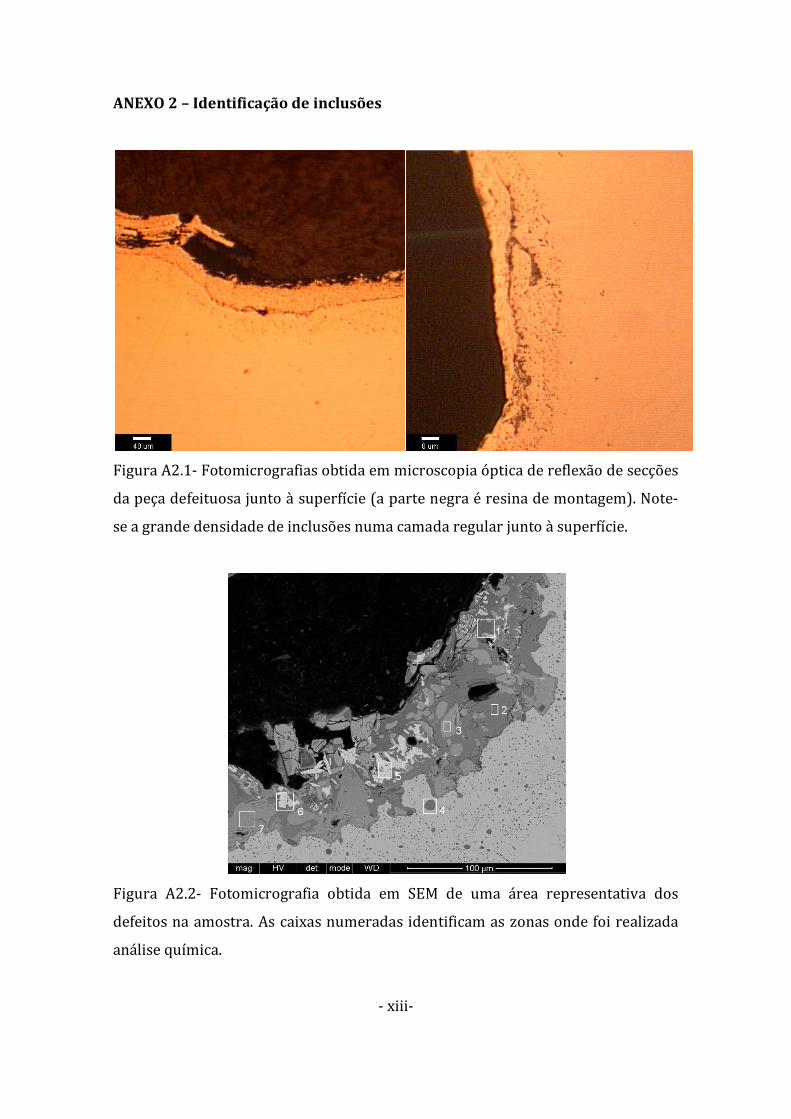
ANEXO 2 – Identificação de inclusões
Figura A2.1- Fotomicrografias obtida em microscopia óptica de reflexão de secções
da peça defeituosa junto à superfície (a parte negra é resina de montagem). Note-
se a grande densidade de inclusões numa camada regular junto à superfície.
Figura A2.2- Fotomicrografia obtida em SEM de uma área representativa dos
defeitos na amostra. As caixas numeradas identificam as zonas onde foi realizada
análise química.
- xiii-
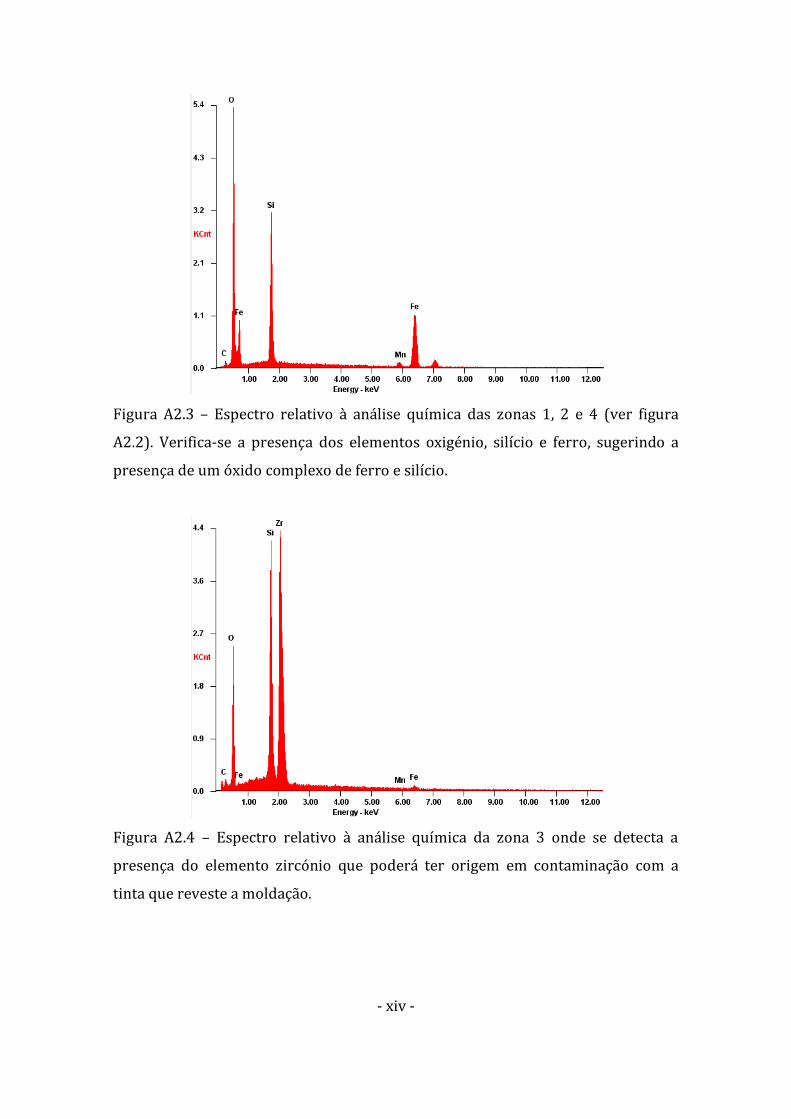
Figura A2.3 – Espectro relativo à análise química das zonas 1, 2 e 4 (ver figura
A2.2). Verifica-se a presença dos elementos oxigénio, silício e ferro, sugerindo a
presença de um óxido complexo de ferro e silício.
Figura A2.4 – Espectro relativo à análise química da zona 3 onde se detecta a
presença do elemento zircónio que poderá ter origem em contaminação com a
tinta que reveste a moldação.
- xiv -
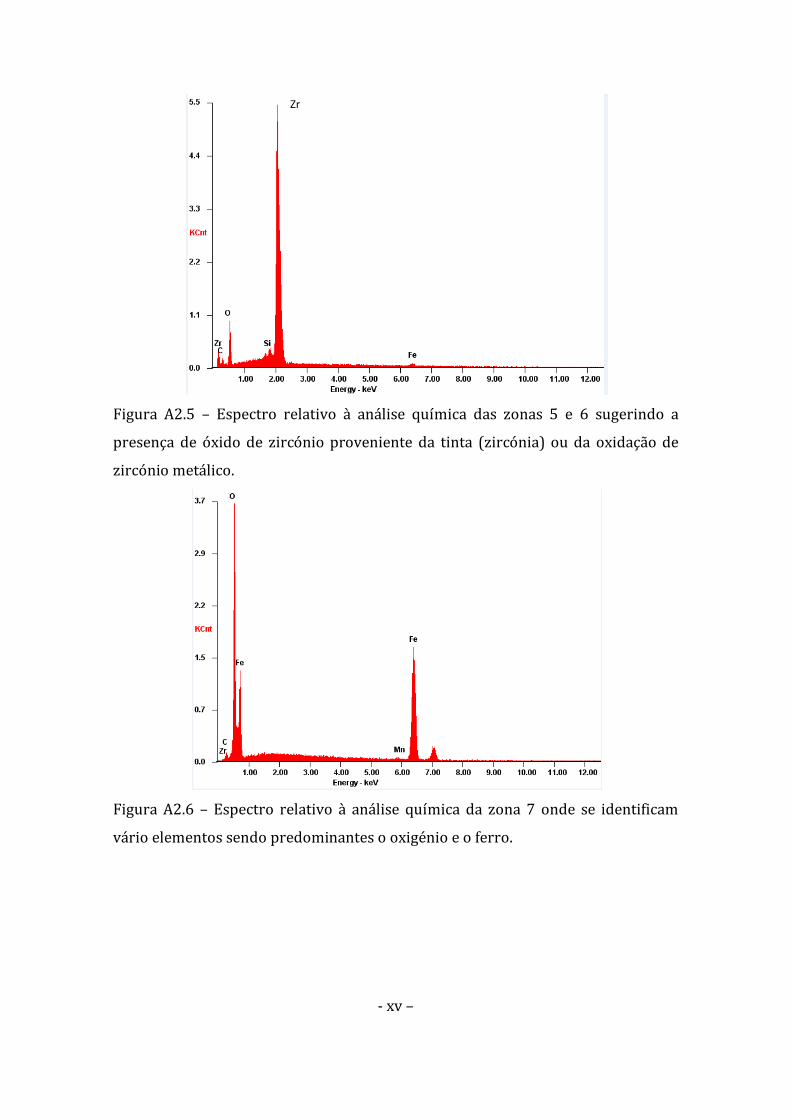
Figura A2.5 – Espectro relativo à análise química das zonas 5 e 6 sugerindo a
presença de óxido de zircónio proveniente da tinta (zircónia) ou da oxidação de
zircónio metálico.
Figura A2.6 – Espectro relativo à análise química da zona 7 onde se identificam
vário elementos sendo predominantes o oxigénio e o ferro.
- xv –
Zr
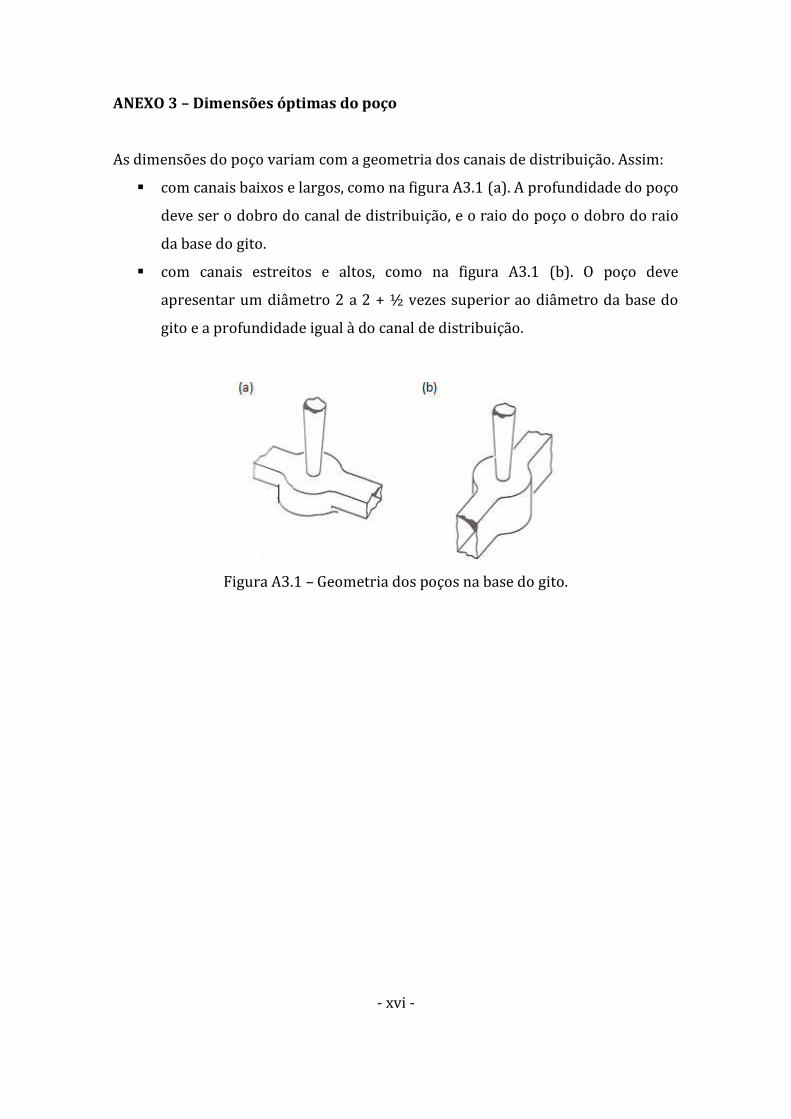
ANEXO 3 – Dimensões óptimas do poço
As dimensões do poço variam com a geometria dos canais de distribuição. Assim:
� com canais baixos e largos, como na figura A3.1 (a). A profundidade do poço
deve ser o dobro do canal de distribuição, e o raio do poço o dobro do raio
da base do gito.
� com canais estreitos e altos, como na figura A3.1 (b). O poço deve
apresentar um diâmetro 2 a 2 + ½ vezes superior ao diâmetro da base do
gito e a profundidade igual à do canal de distribuição.
Figura A3.1 – Geometria dos poços na base do gito.
- xvi -
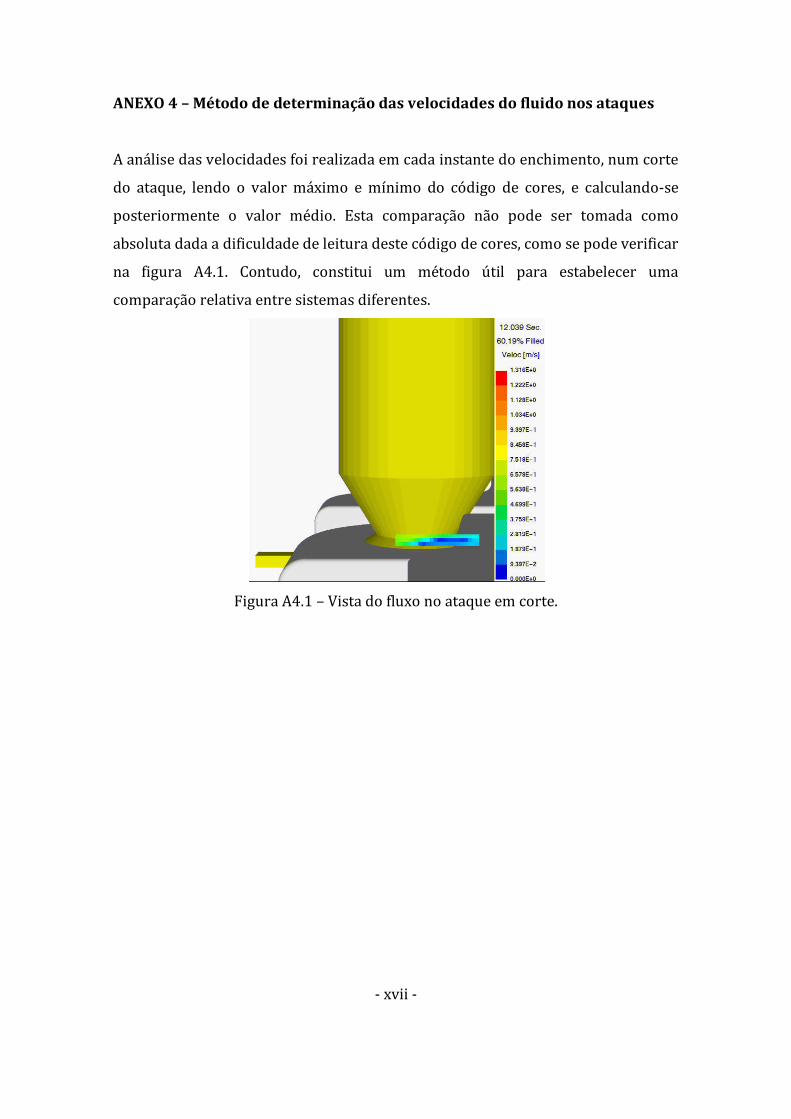
ANEXO 4 – Método de determinação das velocidades do fluido nos ataques
A análise das velocidades foi realizada em cada instante do enchimento, num corte
do ataque, lendo o valor máximo e mínimo do código de cores, e calculando-se
posteriormente o valor médio. Esta comparação não pode ser tomada como
absoluta dada a dificuldade de leitura deste código de cores, como se pode verificar
na figura A4.1. Contudo, constitui um método útil para estabelecer uma
comparação relativa entre sistemas diferentes.
Figura A4.1 – Vista do fluxo no ataque em corte.
- xvii -
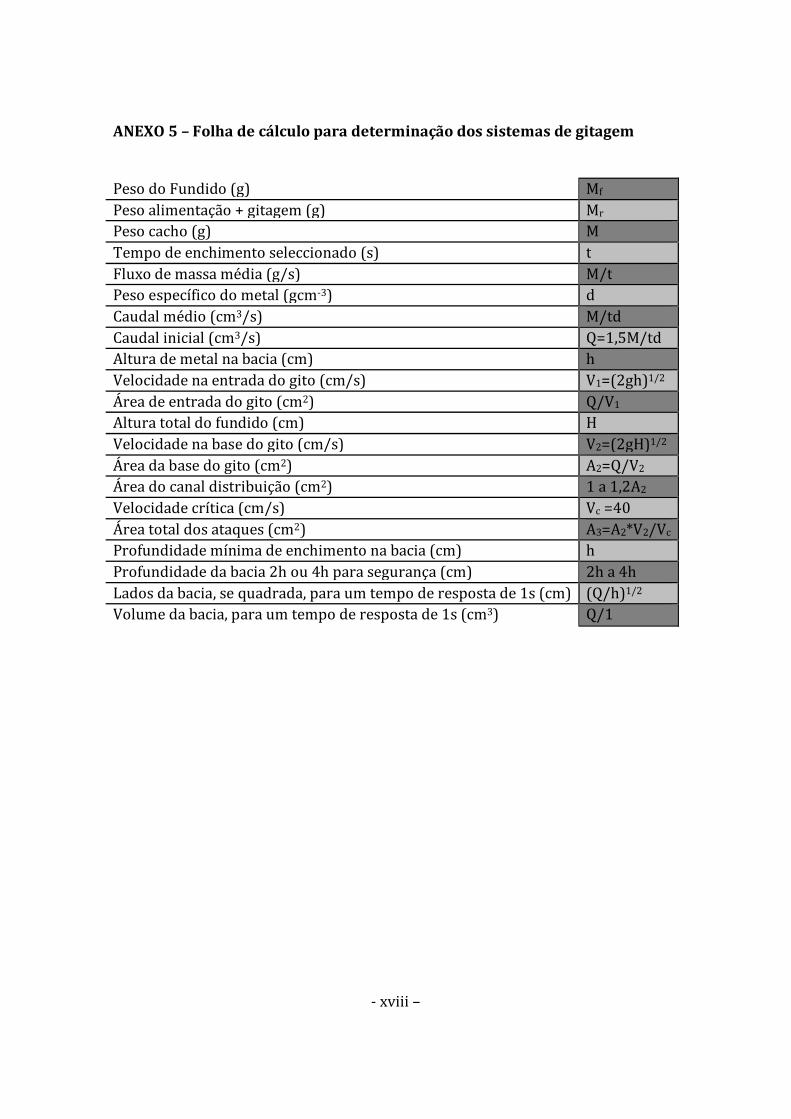
ANEXO 5 – Folha de cálculo para determinação dos sistemas de gitagem
Peso do Fundido (g) Mf Peso alimentação + gitagem (g) Mr Peso cacho (g) M Tempo de enchimento seleccionado (s) t Fluxo de massa média (g/s) M/t Peso específico do metal (gcm-3) d Caudal médio (cm3/s) M/td Caudal inicial (cm3/s) Q=1,5M/td Altura de metal na bacia (cm) h Velocidade na entrada do gito (cm/s) V1=(2gh)1/2 Área de entrada do gito (cm2) Q/V1 Altura total do fundido (cm) H Velocidade na base do gito (cm/s) V2=(2gH)1/2 Área da base do gito (cm2) A2=Q/V2 Área do canal distribuição (cm2) 1 a 1,2A2 Velocidade crítica (cm/s) Vc =40 Área total dos ataques (cm2) A3=A2*V2/Vc Profundidade mínima de enchimento na bacia (cm) h Profundidade da bacia 2h ou 4h para segurança (cm) 2h a 4h Lados da bacia, se quadrada, para um tempo de resposta de 1s (cm) (Q/h)1/2 Volume da bacia, para um tempo de resposta de 1s (cm3) Q/1
- xviii –
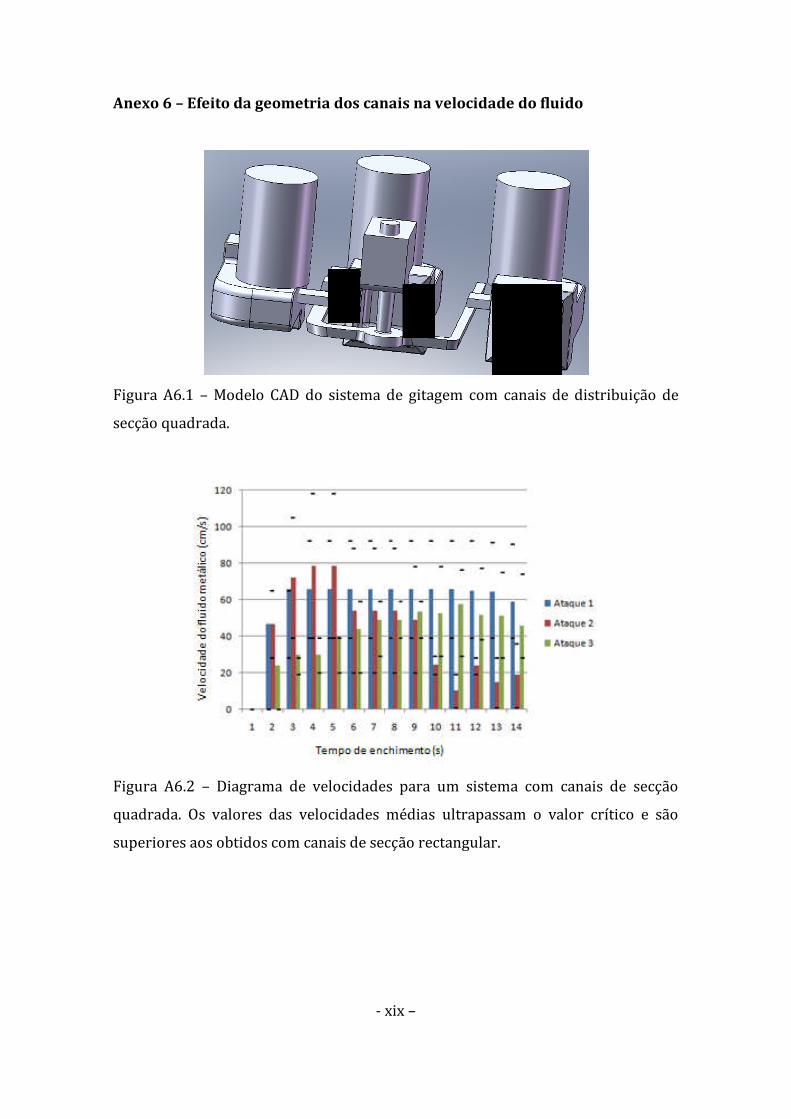
Anexo 6 – Efeito da geometria dos canais na velocidade do fluido
Figura A6.1 – Modelo CAD do sistema de gitagem com canais de distribuição de
secção quadrada.
Figura A6.2 – Diagrama de velocidades para um sistema com canais de secção
quadrada. Os valores das velocidades médias ultrapassam o valor crítico e são
superiores aos obtidos com canais de secção rectangular.
- xix –
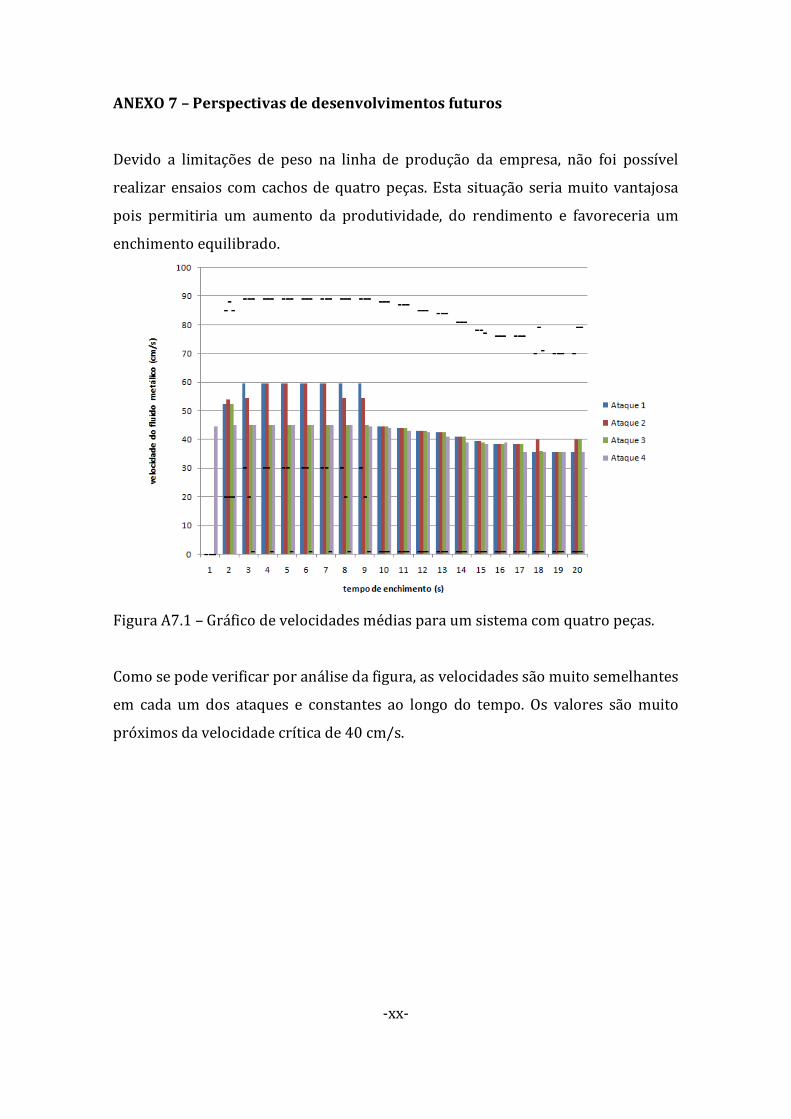
ANEXO 7 – Perspectivas de desenvolvimentos futuros
Devido a limitações de peso na linha de produção da empresa, não foi possível
realizar ensaios com cachos de quatro peças. Esta situação seria muito vantajosa
pois permitiria um aumento da produtividade, do rendimento e favoreceria um
enchimento equilibrado.
Figura A7.1 – Gráfico de velocidades médias para um sistema com quatro peças.
Como se pode verificar por análise da figura, as velocidades são muito semelhantes
em cada um dos ataques e constantes ao longo do tempo. Os valores são muito
próximos da velocidade crítica de 40 cm/s.
-xx-





























