Embed Size (px)
Citation preview
Guia de Moldagem
DuPont DelrinResina de acetal
™ ®
2
ConteúdoInformações gerais.................................................................................................................... 03Descrição.................................................................................................................................... 03Grades........................................................................................................................................ 03Precauções de segurança a serem observadas na moldagem das resinas de acetal Delrin®...... 04Embalagem................................................................................................................................ 05
Esrutura do polímero e comportamento durante o processamento................................... 05Transição vítrea e fusão............................................................................................................. 06Diagramas PVT.......................................................................................................................... 06Comportamento de aquecimento-resfriamento.......................................................................... 08Viscosidade e comportamento reológico.................................................................................... 08
Máquina de moldagem por injeção........................................................................................ 09Rosca...........................................................................................................................................10Controle de temperatura do cilindro...........................................................................................11Adaptador.................................................................................................................................... 12Anel de bloqueio.........................................................................................................................12Bico............................................................................................................................................. 13Avaliação da qualidade do fundido.............................................................................................13
Moldes........................................................................................................................................ 14Facilidade de preenchimento..................................................................................................... 15Pontos de injeção........................................................................................................................ 15Sistema de canais de alimentação...............................................................................................17Bico e bucha de injeção.............................................................................................................. 18Molde de câmara quente para polímeros cristalinos.................................................................. 20Saídas de gases........................................................................................................................... 21Contrasaídas................................................................................................................................ 22Cantos vivos................................................................................................................................22Projeto de nervuras..................................................................................................................... 22Linhas de emenda....................................................................................................................... 22Manutenção do molde................................................................................................................ 23Limpeza do molde..................................................................................................................... 23
Processo de injeção................................................................................................................... 23Procedimentos de Partida e Parada.............................................................................................24Condições de operação para o Delrin® - Ajustes de temperaturas............................................. 25Condições de operação para o Delrin® - Ciclo de moldagem................................................... 27Moldagem com Produtividade Ótima........................................................................................ 30Condições de moldagem padrão para os corpos de prova de tração ISO.................................. 31Tempo de recalque através da medida de pressão da cavidade................................................. 32
Considerações Dimensionais .................................................................................................. 32Contração de moldagem............................................................................................................ 33Fatores que afetam a contração de moldagem............................................................................33Contração de moldagem para resinas reforçadas....................................................................... 35Efeito dos pigmentos.................................................................................................................. 35Contração Pós-Moldagem.......................................................................................................... 35Moldagem com insertos............................................................................................................. 36Procedimento de Recozimento................................................................................................... 36Alterações Ambientais................................................................................................................ 37Tolerâncias Dimensionais.......................................................................................................... 37
Operações Auxiliares ............................................................................................................... 38Manuseio do material................................................................................................................. 38Secagem...................................................................................................................................... 38Moagem da Resina..................................................................................................................... 39Coloração................................................................................................................................... 39Descarte...................................................................................................................................... 39
Guia de Soluções de Problemas.............................................................................................. 40
Informações GeraisApresentaçãoEste manual apresenta uma descrição detalhada doprocesso de moldagem por injeção do Delrin®. O objetivo é o de fornecer informações que possibilitemo melhor entendimento da moldagem de um polímerosemi-cristalino e fornecer as diretrizes de processamento.Além das informações contidas nos manuais demoldagem, a DuPont possui seu próprio sistema paraOtimização e Diagnóstico da Moldagem Assistido porComputador (CAMDO®). Com o auxílio de seu repre-sentante DuPont, é possível otimizar todo o processode moldagem de forma interativa. Para mais informações consulte seu representante DuPont.
DescriçãoAs resinas de acetal Delrin® são polímeros termo-plásticos obtidos a partir da polimerização doformaldeído. Estas resinas vêm sendo cada vezmais reconhecidas mundialmente pela sua confia-bilidade. Desde sua introdução comercial em 1960,o Delrin® tem sido utilizado em diversos setoresindustriais, tais como automotivo, de consumo, deeletrodomésticos, de eletroeletrônicos entre outros.
O Delrin® destaca-se devido às seguintes propriedades:Tenacidade sob baixas temperaturas (até -40°C)
Alta resistência mecânica e rigidez
Resistência à fadiga insuperável
Alta resistência a impactos repetitivos
Excelente resistência à umidade, gasolina, solventes e a muitos outros produtos químicos neutros.
Excelente estabilidade dimensional
Auto lubrificação
Resiliência
Bom isolamento elétrico
Fácil processamento
Ampla faixa de temperaturas de trabalho (-50 a +90°Cem ar, com utilização intermitente até 140°C).
As resinas de acetal Delrin® encontram-sedisponíveis em diversos grades para atender àsdiferentes exigências de uso e de processamento.
GradesOs principais grades de Delrin® podem ser classificados em:
a. Standard
b. Tenazes
c. Baixo atrito/Baixo desgaste
d. Reforçados com fibras de vidro
Os grades standard abrangem uma grande série deviscosidades. As resinas de baixa viscosidade para
moldagem por injeção, Delrin® 900P e 1700P, sãonormalmente indicadas para moldes de difícilpreenchimento. O Delrin® 500P, com viscosidadeintermediária, é utilizado para propósitos gerais. O grade de mais alta viscosidade, Delrin® 100P, é freqüentemente utilizado quando há necessidade demáxima tenacidade.
A Tabela 1 mostra um resumo dos principais grades.
Tabela 1
Principais grades das resinas de acetal Delrin®
Grades de baixa viscosidade:
Delrin® 900 PPOM Homopolímero. Características: Resina de baixa viscosidade e moldagem rápida. Aplicações típicas: Moldes de múltiplas cavidades e peças com seções delgadas. Ex. bens de consumo, componentes eletroeletrônicos, zíperes
Delrin® 911 PCaracterísticas: Delrin® 900P com cristalinidade superiorResistência ao creep e à fadiga superiores às do Delrin®
900P. Excelente resistência à gasolina, lubrificantes, solventes e outros produtos químicos neutros.Aplicações típicas: Moldes de múltiplas cavidades e peças com seções delgadas. Ex. bens de consumo, componentes eletroeletrônicos.
Delrin® 1700 PPOM HomopolímeroCaracterísticas: Viscosidade muito baixa/alta fluidez, fácil extração do molde.Aplicações: Moldes de múltiplas cavidades e peças com seções delgadas.
Grades de média viscosidade:
Delrin® 500POM HomopolímeroResina para injeção, para propósitos gerais, com média viscosidade.Aplicações: Peças mecânicas em geral
Delrin® 500PAs mesmas características e aplicações do Delrin® 500, além de oferecer a melhor estabilidade de processamento para moldagem livre de depósitos em condições críticas (ex. moldes de câmaras quentes).
Delrin® 507As mesmas características do Delrin® 500 P, além de resistência à UV.Aplicações: Peças mecânicas como pedais de bicicletas e fixações para construção civil que requeiram boas propriedades mecânicas aliadas à boa resistência à UV.
Delrin® 527 UVCaracterísticas: Delrin® 500 P com resistência máxima à UV.Aplicações típicas: Peças automotivas com exigência de resistência máxima à UV.
Delrin® 511 PCaracterísticas: Delrin® 500 P com cristalinidade superior.Aplicações típicas: Componentes de sistema de combustível, engrenagens, fixações.
3
e ao desgaste.Aplicações: Peças que requeiram baixo coeficiente de atrito,alta resistência à abrasão e ao desgaste, como em mancais.
Delrin® 500 CLPOM Homopolímero lubrificado quimicamente.Resina de média viscosidade contendo lubrificante químico, para moldagem por injeção e extrusão.Aplicações: Peças que requeiram características de abrasão superior às do 500, com características mecânicas equivalentes, como em mancais paracargas pesadas.
Grades reforçados com fibras de vidro
Delrin® 570POM Homopolímero reforçado com 20% de fibras de vidro, para moldagem por injeção.Aplicações: Peças que requeiram alta rigidez e resistência ao creep.
Este resumo ilustra as informações contidas no Campus
Precauções de segurança a seremobservadas na moldagem dasresinas de acetal Delrin®
O Delrin®, assim como muitos outros polímeros termoplásticos, se decompõe em produtos gasososquando aquecido por um tempo prolongado. Estesgases normalmente podem gerar altas pressõesquando confinados. Se o bico estiver entupido, osgases podem ser expelidos violentamente pelo funilde alimentação.
No caso do Delrin®, os produtos de decomposiçãosão, em sua maioria, gasosos o que faz com que oaumento de pressão seja rápido. O gás liberado é oformaldeído.
Durante a moldagem do Delrin®, é importante queo operador esteja familiarizado com os fatores quepodem provocar a decomposição, com os sinais quealertam sobre este problema e com as medidas quedevem ser tomadas. Estas informações devem serapresentadas resumidamente em uma ficha a serafixada na máquina.
As informações aqui apresentadas são baseadas em nosso melhor conhecimento até o momento.Possivelmente não abordam todas as situações possíveis e não têm por objetivo substituir as qualificações do operador nem as informações deadvertência a serem afixadas na máquina.
Siga os procedimentos corretos de partida,operação e parada como descrito posteriormente neste manual.
Tabela 1 (continuação)
Principais grades das resinas de acetal Delrin®
Grades de alta viscosidade:
Delrin® 100POM HomopolímeroMaterial de alta viscosidade para moldagem por injeção.Excelente resistência à tração e ao creep em uma ampla faixa de temperaturas, mesmo em ambientes úmidos.Alta resistência à fadiga e ao impacto.Aplicações: Engrenagens para altos esforços, mancais e encaixes de pressão.
Delrin® 100 PAs mesmas características e aplicações do Delrin® 100, além de melhor estabilidade de processamento, para moldagem livre de depósitos sob condições críticas (ex. moldes de câmara quente).
Delrin® 111 PCaracterísticas: Delrin® 100 P com cristalinidade superior.Resistência ao creep e à fadiga superiores às do Delrin® 100P.Aplicações típicas: engrenagens para altos esforços, mancais e encaixes de pressão.
Delrin® 107As mesmas características e aplicações do Delrin® 100, além de resistência à UV
Delrin® 127 UVCaracterísticas: Delrin® 100 P com resistência máxima à UV.Aplicações: Peças automotivas com exigência de resistênciamáxima à UV.
Grades Tenazes
Delrin® 100 STPOM Homopolímero, Super Tenaz.Alta viscosidade, material super tenaz, para moldagem por injeção, extrusão e sopro.Excelente combinação de tenacidade, resistência à fadiga por impacto, resistência ao desgaste e ao stress cracking, assim como alto alongamento sob baixas temperaturas.Aplicações: Principalmente utilizado em peças que exigem resistência a impactos e cargas repetitivas, tais como fixações automotivas, tubos e mangueiras.
Delrin® 100 TCaracterísticas: Resina tenaz de alta viscosidade, com baixoatrito contra o Delrin® 100/500 em engrenagens.Aplicações: Fixações, componentes de cintos de segurança,engrenagens.
Delrin® 500 TPOM Homopolímero, lubrificado.Resina de média viscosidade para moldagem por injeção, extrusão e sopro.Aplicações: Utilizado principalmente para peças sujeitas a cargas e impactos repetitivos, tais como fixações automotivas, tubos e mangueiras.
Grades de baixo atrito/baixo desgaste
Delrin® 500 AFPOM Homopolímero carregado com PTFE.Resina de média viscosidade, carregada com fibras de Teflon® PTFE, para moldagem por injeção e extrusão.Coeficiente de atrito muito baixo, alta resistência à abrasão
4
Desligue as resistências do cilindro.Verifique os controladores de temperatura.Opere em ciclo semi-automático até que o processo esteja sob controle.Providencie exaustão adequada em caso de explosões.Utilize sistemas de exaustão para reduzir o odor de formaldeído.
Consulte a Ficha de Segurança do Material(MSDS), para informações sobre saúde e segurança. Para obter uma MSDS atualizada, entreem contato com seu representante da DuPont.
EmbalagemAresina de acetal Delrin®‚ é fornecida em pellets esféricosou cilindricos com dimensões de aproximadamente 3 mm.São embaladas à granel, em caixas corrugadas, com pesolíquido de 1000 kg ou em sacos de polietileno de 25 kg,resistentes a rasgos e protegidos contra umidade. Adensidade aparente dos grânulos de resina sem reforço é de aproximadamente 0,8 g/cm3.
Estrutura do polímero e comporta-mento durante o processamentoO comportamento de um polímero durante o processo deinjeção e o comportamento de uma peça moldada durantetoda sua vida útil dependem do tipo de estrutura que ospolímeros tendem a formar durante a solidificação.
Alguns polímeros apresentam, no estado sólido, aproximadamente a mesma disposição molecular que noestado fundido, ou seja, uma massa aleatória de moléculasemaranhadas sem qualquer ordem. Esta classe é chamadade “polímeros amorfos” e inclui por exemplo a resinaABS, o policarbonato e o poliestireno.
Outros polímeros tendem a se solidificar de forma ordenada: as moléculas se dispõem em formas cristalinas (lamelas, esferolitos). Devido ao comprimento das macro-moléculas, partes delas não podem pertencer aos cristais(devido à falta de espaço e mobilidade) e criam uma zonainter-cristalina amorfa. Estes polímeros são, portanto, “parcialmente cristalinos” ou “semi-cristalinos”; comosimplificação, neste texto estes materiais serão referidoscomo “cristalinos” (de forma contrária a amorfos).
Tipicamente os materiais cristalinos são o Delrin®
(resinas de acetal), Zytel®‚ (resinas de poliamida),Rynite®‚ PET e o Crastin®‚ PBT (resinas de poliéstertermoplásticas), polietileno e polipropileno.
ATabela 2 resume algumas diferenças fundamentaisentre os polímeros cristalinos e amorfos. Estes pontosencontram-se descritos mais detalhadamente nos parágrafos seguintes. Estas informações são essenciaisuma vez que permitem compreender porque a otimizaçãodo processo de moldagem é substancialmente diferenteem relação às duas classes de polímeros.
Esteja ciente dos indicadores de problemas/causas de decomposição
Alta temperatura – mau funcionamento do controlador de temperatura, mau contato no termopar, leitura in-correta, resistências queimadas ou com superaqueci-mento localizado, pico de aquecimento na partida.Interrupção do ciclo.Pontos mortos (pontos de retenção) – no cilindro, adaptador, bico, ponta da rosca, câmara quente e anel de bloqueio.Bico entupido - com pedaços de metal, materiais de alto ponto de fusão ou emperramento da válvula (em bicos valvulados).Materiais estranhos.– Aditivos, cargas ou colorantes diferentes dos
recomendados para utilização com o Delrin®.– Contaminantes (especialmente aqueles con-
tendo cloro ou que liberam materiais ácidos) taiscomo resina de PVC ou retardantes de chama.
– Cobre, latão, bronze ou outras ligas de cobre emcontato com Delrin® fundido (exceto na cavidade).
– Lubrificantes ou graxas a base de cobre.– Material moído contaminado – especialmente material
moído ou resina reprocessada em fontes desconhecidas.
Atenção aos sinais de perigo
Escorrimento de material espumoso pelo bicoEsguichamento pelo bicoOdor pronunciadoAlteração de cor da resina – formação de manchasmarrons ou pretas.Depósitos – depósito esbranquiçado na peça ou no molde.Retrocesso da rosca devido à pressão do gás.
Medidas a serem tomadas quando da ocorrência de sinais de perigo
EVITE EXPOSIÇÃO PESSOAL – Quando os SINAIS DE PERIGO estiverem presentes, NÃO olhe diretamente para dentro do funil nem trabalhe próximo ao bico, pois pode haver expulsão violenta do polímero fundido.
MINIMIZE AEXPOSIÇÃO PESSOALAOS GASES DE DECOMPOSIÇÃO utilizando ventilação geral e local. Se necessário, afaste-se da área da máquina até que a ventilação tenha reduzido a concentração de formaldeído a um nível aceitável. Pessoas sensíveis ao formaldeído ou com problemas pulmonares não devem se envolver na moldagem de Delrin®.
DESOBSTRUA O BICO aquecendo-o com um ma-çarico. Caso isto não dê resultado, resfrie o cilindro, certifique-se de que a PRESSÃO FOI ALIVIADA, CUIDADOSAMENTE REMOVAO BICO e limpe-o.
FAÇA VÁRIAS PURGAS para resfriar a resina – PURGUE COM POLIESTIRENO CRISTAL. JOGUE TODO O Delrin® FUNDIDO EM ÁGUA para reduzir o odor.
5

Transição vítrea e fusãoPolímeros amorfosO comportamento geral dos polímeros amorfos é,em grande parte, determinado por suas respectivastemperaturas de transição vítrea (Tg).
Abaixo desta temperatura, as moléculas estão essencialmente bloqueadas na fase sólida. O material érígido e possui uma alta resistência ao creep, mas também tende a ser quebradiço e sensível à fadiga.
Quando a temperatura é aumentada acima da Tg, asmoléculas podem se mover por rotação em torno dasligações químicas. A rigidez diminui gradualmente e omaterial passa a apresentar características elastoméricas,podendo então ser processado através de técnicascomo termoformação, sopro e moldagem por injeção(sob temperaturas de 120 -150°C acima da Tg).
Os polímeros amorfos utilizados em aplicações deengenharia possuem a Tg acima da temperatura ambi-ente. A temperatura máxima de trabalho deve ser infe-rior à Tg. Por exemplo, o poliestireno possui uma Tg =90 -100°C e é moldado por injeção entre 210 e 250°C.
Polímeros cristalinosNo caso dos polímeros cristalinos, o início domovimento molecular no material também define atemperatura de transição vítrea Tg.
Quando a temperatura é aumentada acima da Tg, ospolímeros cristalinos mantêm uma alta rigidez, per-mitindo seu uso em aplicações de engenharia (por
exemplo, com o Delrin® uma peça pode facilmentesuportar temperaturas de 150°C acima da Tg).
Fornecendo-se mais calor, o material alcança sua temperatura de fusão (Tm), quando suas estruturascristalinas são destruídas. Com a alteração de algunsgraus, o material passa de sólido para líquido e há umaalteração considerável em suas propriedades. Acima daTm, os polímeros cristalinos se comportam comolíquidos de alta viscosidade, podendo ser processadosatravés de moldagem por injeção, tipicamente sob temperaturas de 40-60°C acima do ponto de fusão.Conseqüentemente, o fator predominante para a utilização de polímeros cristalinos não é a temperaturade transição vítrea Tg, mas sim a temperatura de fusãoTm. Para o Delrin®, a Tg é igual a -60°C*, a Tm é iguala 175°C e a faixa típica de processo é de 210-220°C.
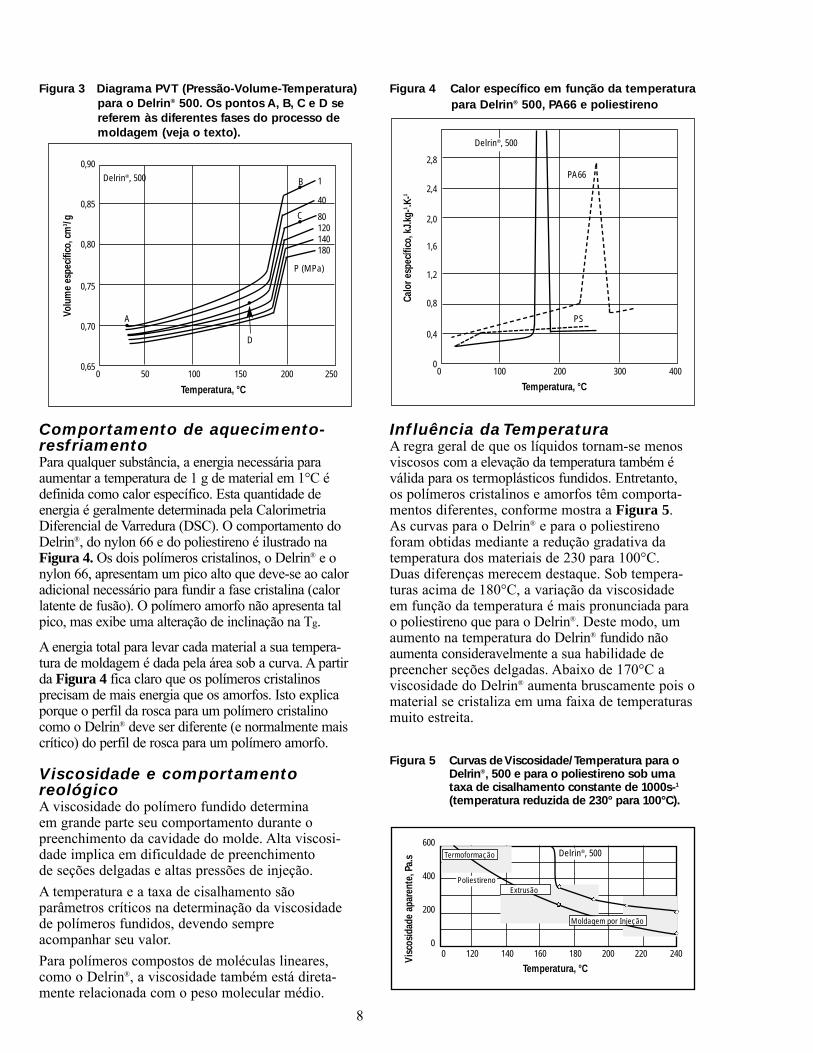
Diagramas PVTO diagrama PVT é uma apresentação condensada dasinterações das três variáveis que afetam o processamen-to de um polímero: Pressão, Volume e Temperatura.
O efeito da temperatura (T) ou volume (V) é ilustrado na Figura 1 para um polímero amorfo eoutro cristalino.Quando a temperatura do material éaumentada, seu volume específico (o inverso dadensidade) também aumenta devido à expansão térmica. A taxa de aumento torna-se mais alta após atemperatura de transição vítrea pois as moléculastêm mais liberdade de movimento e ocupam maisespaço. Esta alteração de inclinação é observada tantocom os polímeros amorfos como com os cristalinos.Sob temperaturas mais altas, a fusão dos polímeroscristalinos é marcada por um aumento repentino do volume específico, quando as zonas cristalinas bemordenadas e rígidas tornam-se aleatoriamente orientadase livres para se moverem. O volume específico é, portanto, uma indicação das alterações da estrutura dopolímero em função da temperatura.
O diagrama PVT é uma apresentação das curvas obtidas através da medição do volume específico emfunção da temperatura sob pressões distintas. A Figura 2mostra o diagrama PVT de um polímero amorfo típico(poliestireno) e a Figura 3 mostra o diagrama PVT doDelrin®.
O processo de moldagem pode ser ilustrado por um ciclo de transições no diagrama PVT. Para simplificação, é presumido na descrição a seguir que o aquecimento ocorre sob pressão constante (ao longo das linhas isobáricas) e que a aplicação depressão é isotérmica (linhas verticais).
Tabela 2 Comparação entre Polímeros
Amorfos e Cristalinos
Tipo de resina Amorfa Cristalina
Propriedades
Parâmetros térmicos Tg Tg, Tm
Temp. máxima em utilização* Abaixo da Tg Abaixo da Tm
Volume específico x Temp. Contínuo Descontinuidadeem Tm
Viscosidade do fundido x Temp. Alta dependência Baixa dependência
ProcessamentoSolidificação Resfriamento Cristalização abaixo
abaixo de Tg de Tm
Pressão de recalque Diminui durante Constante durante a o resfriamento cristalização
Fluxo através do ponto de injeção É interrompido após Continua até o fim da preenchimento cristalização dinâmico
Defeitos devido a processo Super compactação, Vazios, deficiente stress-cracking, deformações,
rechupes rechupes
*Para aplicações típicas de engenharia
6
* Alguns autores atribuem o início do movimento molecular a -60°C no Delrin®, a uma rotação do eixo nas zonas cristalinas (envolvendo 2-3 unidades repetidoras) eutilizam o termo “transição vítrea” para o início do movimento coletivo de 20-80 unidades repetidoras em zonas amorfas, o que se acredita ocorrer a -13°C. Em peças
típicas moldadas por injeção em Delrin®, a cristalinidade é tão alta que há poucos segmentos longos nas zonas amorfas, e a transição a -13°C é raramente observada.Entretanto, a transição a -60°C sempre aparece e o comportamento das peças a -30°C corresponde muito bem à mobilidade molecular. Desta forma, pode-se afirmar que o Delrin® tem uma Tg a –60°C.
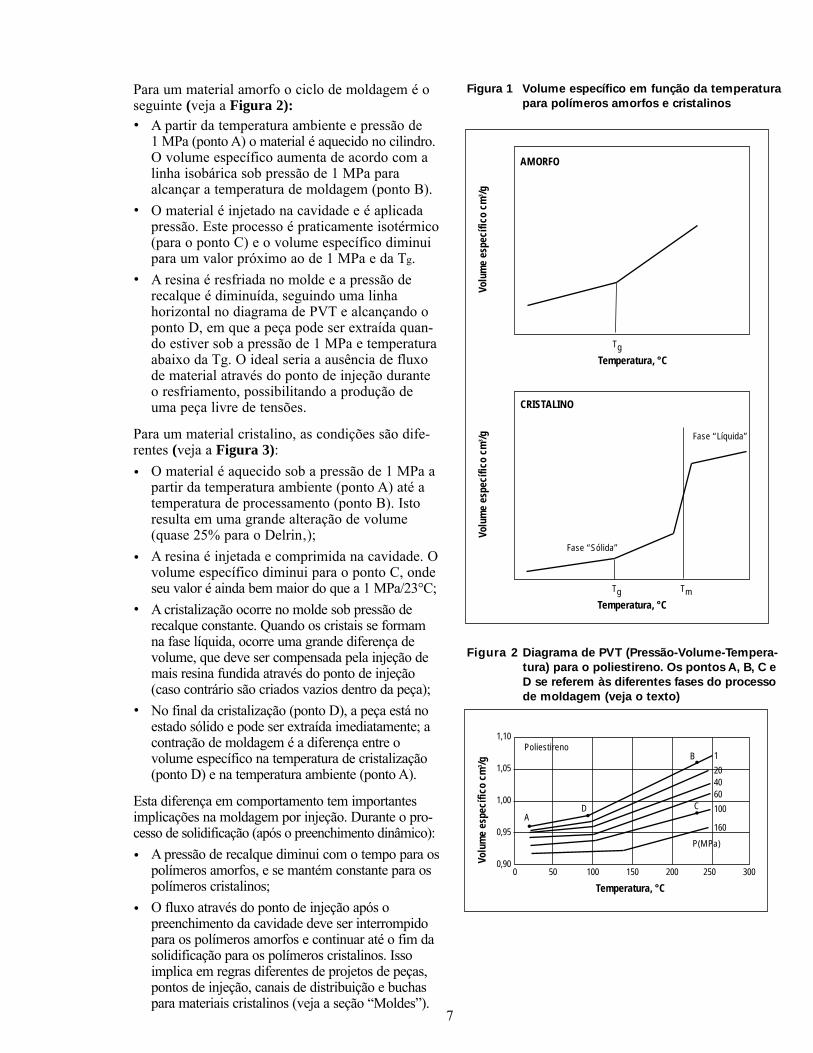
Figura 1 Volume específico em função da temperatura
para polímeros amorfos e cristalinos
Figura 2 Diagrama de PVT (Pressão-Volume-Tempera-
tura) para o poliestireno. Os pontos A, B, C e
D se referem às diferentes fases do processo
de moldagem (veja o texto)
Para um material amorfo o ciclo de moldagem é oseguinte (veja a Figura 2):
A partir da temperatura ambiente e pressão de 1 MPa (ponto A) o material é aquecido no cilindro.O volume específico aumenta de acordo com a linha isobárica sob pressão de 1 MPa para alcançar a temperatura de moldagem (ponto B).
O material é injetado na cavidade e é aplicada pressão. Este processo é praticamente isotérmico (para o ponto C) e o volume específico diminui para um valor próximo ao de 1 MPa e da Tg.
A resina é resfriada no molde e a pressão de recalque é diminuída, seguindo uma linha horizontal no diagrama de PVT e alcançando o ponto D, em que a peça pode ser extraída quan-do estiver sob a pressão de 1 MPa e temperatura abaixo da Tg. O ideal seria a ausência de fluxo de material através do ponto de injeção durante o resfriamento, possibilitando a produção de uma peça livre de tensões.
Para um material cristalino, as condições são dife-rentes (veja a Figura 3):
O material é aquecido sob a pressão de 1 MPa a partir da temperatura ambiente (ponto A) até a temperatura de processamento (ponto B). Isto resulta em uma grande alteração de volume (quase 25% para o Delrin‚);
A resina é injetada e comprimida na cavidade. O volume específico diminui para o ponto C, onde seu valor é ainda bem maior do que a 1 MPa/23°C;
A cristalização ocorre no molde sob pressão de recalque constante. Quando os cristais se formam na fase líquida, ocorre uma grande diferença de volume, que deve ser compensada pela injeção de mais resina fundida através do ponto de injeção (caso contrário são criados vazios dentro da peça);
No final da cristalização (ponto D), a peça está no estado sólido e pode ser extraída imediatamente; a contração de moldagem é a diferença entre o volume específico na temperatura de cristalização (ponto D) e na temperatura ambiente (ponto A).
Esta diferença em comportamento tem importantes implicações na moldagem por injeção. Durante o pro-cesso de solidificação (após o preenchimento dinâmico):
A pressão de recalque diminui com o tempo para ospolímeros amorfos, e se mantém constante para os polímeros cristalinos;
O fluxo através do ponto de injeção após o preenchimento da cavidade deve ser interrompido para os polímeros amorfos e continuar até o fim da solidificação para os polímeros cristalinos. Isso implica em regras diferentes de projetos de peças, pontos de injeção, canais de distribuição e buchas para materiais cristalinos (veja a seção “Moldes”).
AMORFO
Temperatura, °C
Tg
Temperatura, °C
Tg Tm
Fase “Líquida”
Fase “Sólida”
Temperatura, °C
0 50 100 150 200 250 300
1,10
1,05
1,00
0,95
0,90
Poliestireno1
204060
100
160
P(MPa)
AD
B
C
Volu
me
espe
cífic
o cm
3 /gVo
lum
e es
pecí
fico
cm3 /g
Volu
me
espe
cífic
o cm
3 /g
CRISTALINO
7
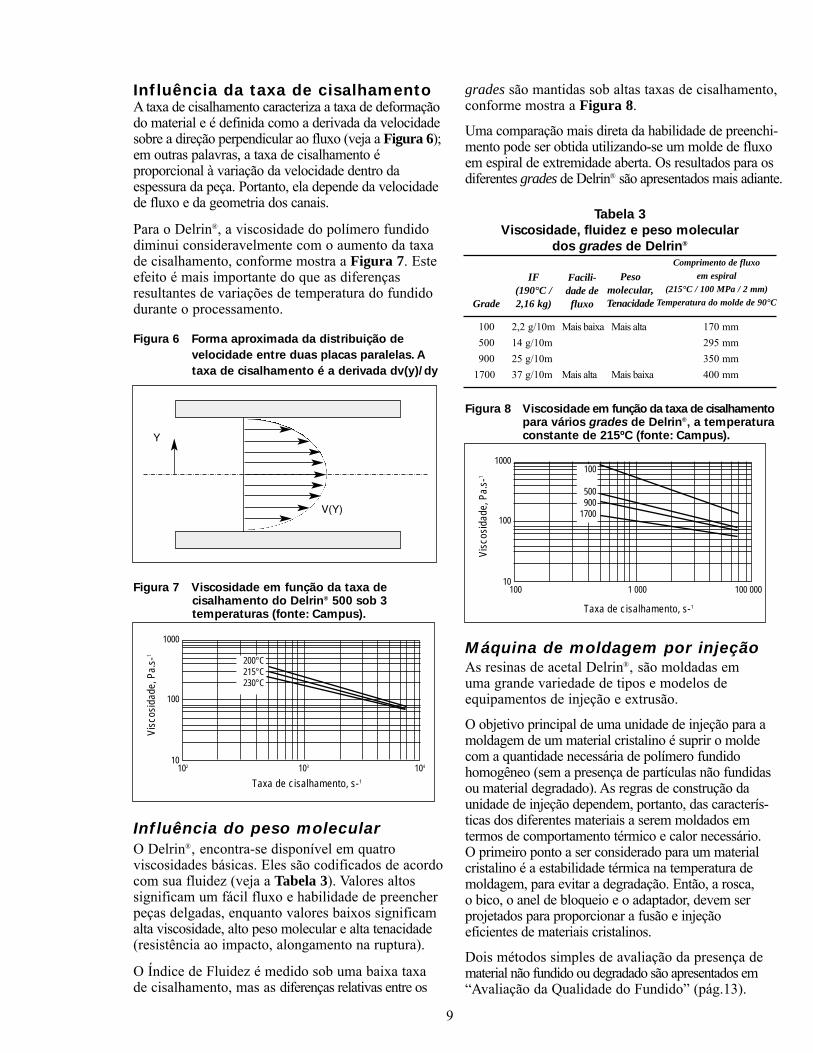
Comportamento de aquecimento-resfriamentoPara qualquer substância, a energia necessária paraaumentar a temperatura de 1 g de material em 1°C édefinida como calor específico. Esta quantidade de energia é geralmente determinada pela CalorimetriaDiferencial de Varredura (DSC). O comportamento doDelrin®, do nylon 66 e do poliestireno é ilustrado na Figura 4. Os dois polímeros cristalinos, o Delrin® e onylon 66, apresentam um pico alto que deve-se ao caloradicional necessário para fundir a fase cristalina (calor latente de fusão). O polímero amorfo não apresenta talpico, mas exibe uma alteração de inclinação na Tg.
A energia total para levar cada material a sua tempera-tura de moldagem é dada pela área sob a curva. A partirda Figura 4 fica claro que os polímeros cristalinos precisam de mais energia que os amorfos. Isto explica porque o perfil da rosca para um polímero cristalino como o Delrin® deve ser diferente (e normalmente maiscrítico) do perfil de rosca para um polímero amorfo.
Viscosidade e comportamentoreológicoA viscosidade do polímero fundido determina em grande parte seu comportamento durante opreenchimento da cavidade do molde. Alta viscosi-dade implica em dificuldade de preenchimento de seções delgadas e altas pressões de injeção.
A temperatura e a taxa de cisalhamento são parâmetros críticos na determinação da viscosidade de polímeros fundidos, devendo sempre acompanhar seu valor.
Para polímeros compostos de moléculas lineares,como o Delrin®, a viscosidade também está direta-mente relacionada com o peso molecular médio.
Influência da TemperaturaA regra geral de que os líquidos tornam-se menosviscosos com a elevação da temperatura também éválida para os termoplásticos fundidos. Entretanto, os polímeros cristalinos e amorfos têm comporta-mentos diferentes, conforme mostra a Figura 5. As curvas para o Delrin® e para o poliestirenoforam obtidas mediante a redução gradativa datemperatura dos materiais de 230 para 100°C. Duas diferenças merecem destaque. Sob tempera-turas acima de 180°C, a variação da viscosidadeem função da temperatura é mais pronunciada parao poliestireno que para o Delrin®. Deste modo, umaumento na temperatura do Delrin® fundido nãoaumenta consideravelmente a sua habilidade depreencher seções delgadas. Abaixo de 170°C a viscosidade do Delrin® aumenta bruscamente pois omaterial se cristaliza em uma faixa de temperaturasmuito estreita.
Vo
lum
e es
pec
ífic
o,c
m3 /g
Cal
or
esp
ecíf
ico
,kJ.
kg-1 .K
-1
Temperatura, °C Temperatura, °C
Delrin®‚ 500
Delrin®‚ 500
PA66
PS
P (MPa)
1
40
80120140180
0,90
0,85
0,80
0,75
0,70
0,65
2,8
2,4
2,0
1,6
1,2
0,8
0,4
00 50 100 150 200 250 0 100 200 300 400
A
D
B
C
Figura 3 Diagrama PVT (Pressão-Volume-Temperatura)
para o Delrin® 500. Os pontos A, B, C e D se
referem às diferentes fases do processo de
moldagem (veja o texto).
Figura 4 Calor específico em função da temperatura
para Delrin® 500, PA66 e poliestireno
Vis
cosi
dad
e ap
aren
te,P
a.s Delrin®‚ 500
600
400
200
0
Figura 5 Curvas de Viscosidade/Temperatura para o Delrin®‚ 500 e para o poliestireno sob uma taxa de cisalhamento constante de 1000s-1
(temperatura reduzida de 230° para 100°C).
Temperatura, °C
0 120 140 160 180 200 220 240
8
PoliestirenoExtrusão
Termoformação
Moldagem por Injeção
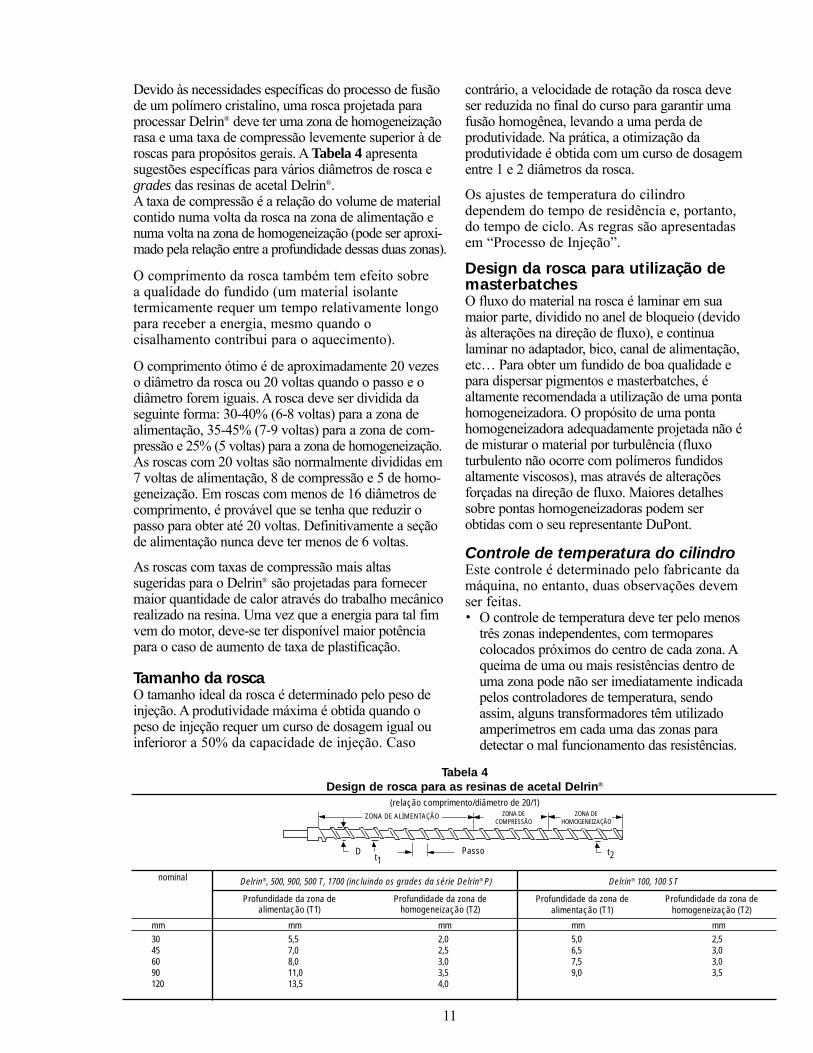
Influência da taxa de cisalhamentoA taxa de cisalhamento caracteriza a taxa de deformaçãodo material e é definida como a derivada da velocidadesobre a direção perpendicular ao fluxo (veja a Figura 6);em outras palavras, a taxa de cisalhamento é proporcional à variação da velocidade dentro da espessura da peça. Portanto, ela depende da velocidade de fluxo e da geometria dos canais.
Para o Delrin®, a viscosidade do polímero fundidodiminui consideravelmente com o aumento da taxa de cisalhamento, conforme mostra a Figura 7. Esteefeito é mais importante do que as diferenças resultantes de variações de temperatura do fundidodurante o processamento.
Influência do peso molecularO Delrin®‚ encontra-se disponível em quatro viscosidades básicas. Eles são codificados de acordocom sua fluidez (veja a Tabela 3). Valores altos significam um fácil fluxo e habilidade de preencherpeças delgadas, enquanto valores baixos significam alta viscosidade, alto peso molecular e alta tenacidade(resistência ao impacto, alongamento na ruptura).
O Índice de Fluidez é medido sob uma baixa taxa de cisalhamento, mas as diferenças relativas entre os
Máquina de moldagem por injeçãoAs resinas de acetal Delrin®‚ são moldadas em uma grande variedade de tipos e modelos deequipamentos de injeção e extrusão.
O objetivo principal de uma unidade de injeção para amoldagem de um material cristalino é suprir o moldecom a quantidade necessária de polímero fundidohomogêneo (sem a presença de partículas não fundidasou material degradado). As regras de construção daunidade de injeção dependem, portanto, das caracterís-ticas dos diferentes materiais a serem moldados emtermos de comportamento térmico e calor necessário.O primeiro ponto a ser considerado para um materialcristalino é a estabilidade térmica na temperatura demoldagem, para evitar a degradação. Então, a rosca, o bico, o anel de bloqueio e o adaptador, devem serprojetados para proporcionar a fusão e injeção eficientes de materiais cristalinos.
Dois métodos simples de avaliação da presença dematerial não fundido ou degradado são apresentados em“Avaliação da Qualidade do Fundido” (pág.13).
Figura 6 Forma aproximada da distribuição de
velocidade entre duas placas paralelas. A
taxa de cisalhamento é a derivada dv(y)/dy
Y
V(Y)
Figura 7 Viscosidade em função da taxa de cisalhamento do Delrin® 500 sob 3 temperaturas (fonte: Campus).
Taxa de cisalhamento, s-1
Visc
osid
ade,
Pa.
s-1
1000
100
10
200°C215°C230°C
102 103 104
Figura 8 Viscosidade em função da taxa de cisalhamentopara vários grades de Delrin®‚ a temperatura constante de 215ºC (fonte: Campus).
Taxa de cisalhamento, s-1
Visc
osid
ade,
Pa.
s-1
1000
100
10
100
500900
1700
100 1 000 100 000
grades são mantidas sob altas taxas de cisalhamento,conforme mostra a Figura 8.
Uma comparação mais direta da habilidade de preenchi-mento pode ser obtida utilizando-se um molde de fluxo em espiral de extremidade aberta. Os resultados para osdiferentes grades de Delrin® são apresentados mais adiante.
Tabela 3
Viscosidade, fluidez e peso molecular
dos grades de Delrin®
100 2,2 g/10m Mais baixa Mais alta 170 mm
500 14 g/10m 295 mm
900 25 g/10m 350 mm
1700 37 g/10m Mais alta Mais baixa 400 mm
IF(190°C /2,16 kg)Grade
Comprimento de fluxo
em espiral
(215°C / 100 MPa / 2 mm)
Temperatura do molde de 90°C
Facili-dade defluxo
Pesomolecular,Tenacidade
9

10
Estabilidade térmica durante o processamentoAssim como apresentado na seção anterior, uma das diferenças entre os materiais amorfos e os cristalinos é ocomportamento de “fusão”. O polímero amorfo começa a amolecer imediatamente após a Tg e apresenta umaalteração contínua de viscosidade. Isto permite umagrande faixa de temperaturas de processamento (porém,uma grande variação de viscosidade com a temperatura).Em contraste, o polímero cristalino permanece sólido até o ponto de fusão e se funde repentinamente sob alta tem-peratura. Isso limita a faixa de temperatura de processa-mento entre a de estado sólido e a de degradação térmica(especificamente para o Delrin®, de 190°C a 250°C).
O segundo fator é o tempo em que o material permanecesob tal temperatura. Para todos os polímeros, as moléculaspodem suportar um certo tempo sob uma temperaturaantes que a degradação seja iniciada. Obviamente, estelimite de tempo aceitável torna-se mais curto quando atemperatura for mais elevada. O comportamento típico do Delrin® é apresentado na Figura 9. A degradação doDelrin®‚ resulta na geração de gases que causam bolhasno material fundido, estrias prateadas na peça, depósitossobre os moldes, manchas amarelas e marrons nas peças.
O tempo de residência (TR) médio na unidade de injeçãoestá diretamente relacionado com a quantidade depolímero no cilindro, o peso de injeção e o tempo de ciclo e pode ser calculado através da seguinte equação:
Uma aproximação rápida pode ser feita através daseguinte equação:
* curso de dosagem atual = distância que a rosca percorre durante a rotação apenas.
Com um curso de dosagem de 1 diâmetro (baixo peso de injeção) e um tempo de ciclo de 1 minuto (ciclolongo), o TR médio é igual a 8 minutos. De acordo com a curva de degradação mostrada na Figura 9, o Delrin®
deve suportar este tempo com uma temperatura de fundido de 240°C. Alguns clientes têm moldado o Delrin® com sucesso a esta temperatura.
Sob a temperatura de fundido recomendada de 215°C, o TR máximo é superior a 30 minutos e osgrades standard de Delrin® são estáveis termica-mente mesmo sob estas condições extremas.
Há 3 principais causas potenciais de degradação:
Material aprisionado em pontos de retenção. Nestes pontos, o material permanece retido por um tempo excessivamente longo e se degrada. Desta forma, a unidade de injeção (cilindro, rosca, anel de bloqueio, adaptador e bico) e câmaras quentes devem ser projetadas evitando pontos de retenção (veja o projeto recomendado a seguir).
RoscaO design da rosca é um parâmetro chave para a produ-tividade, uma vez que, para materiais cristalinos otempo de plastificação é parte integrante do ciclo total.
O design deve levar em consideração o comporta-mento específico de fusão dos materiais cristalinos,isto é, alta necessidade de energia durante a fusão ebaixa viscosidade do fundido.
Apesar das roscas para propósitos gerais ou “univer-sais” serem amplamente utilizadas para processar oDelrin®, para obter máxima produtividade é necessárioum design específico. Se a taxa de plastificação deuma rosca projetada inadequadamente for excedida,ocorre grande variação de temperatura e podem aparecerpartículas não fundidas (algumas vezes, material nãofundido e degradado podem ser observados ao mesmotempo). Isto resulta em perda de tenacidade, variaçãona contração e nas dimensões, empenamento, defeitossuperficiais, obstrução dos pontos de injeção (levandoa peças incompletas) e outros problemas de moldagem.
Material aderido a partes metálicas superaquecidas.Devido à alta viscosidade dos polímeros, a velocidadepróxima às paredes da unidade de injeção (rosca, anel de bloqueio, adaptador e bico) e dos canais das câmarasquentes é quase zero e o tempo de residência tende aoinfinito (todo transformador sabe o tempo gasto para trocas de cores em uma unidade de injeção). Enquanto,no cilindro, o polímero fundido é limpo pela rosca e pelo anel de bloqueio, em outras áreas o material permanece aderido às paredes. Para suportar um tempode residência muito longo, a temperatura do aço em contato com o material fundido deve ser controlada e mantida abaixo de 190°C (veja a Figura 9).
Degradação química. Contaminantes (por exemplo, PVC, resinas com retardantes de chama ou que liberamgases ácidos), sistemas de coloração incompatíveis (pigmentos ácidos ou básicos), contato com cobre (puro, ligas, graxas) aceleram a degradação térmica doDelrin® fundido na unidade de injeção. Nota: compo-nentes do molde em cobre ou ligas de cobre (tais como cobre-berílio) não causam qualquer degradação etêm sido utilizados por anos sem qualquer problema.
capacidade de injeção
peso de injeção
TR médio = x tempo de ciclo
curso máximo de dosagem x 2
curso de dosagem atual*
TR médio = x tempo de ciclo
Figura 9 Efeito da temperatura no Tempo de
Residência do Delrin®500
Tempo de residência (min)
Tem
pera
tura
do
fund
ido,
°C
0 20 40 60 80 100
250240230220210200190
Temperatura do fundidomínima recomendado
Zona recomendada de operação
Devido às necessidades específicas do processo de fusãode um polímero cristalino, uma rosca projetada para processar Delrin® deve ter uma zona de homogeneizaçãorasa e uma taxa de compressão levemente superior à deroscas para propósitos gerais. A Tabela 4 apresenta sugestões específicas para vários diâmetros de rosca egrades das resinas de acetal Delrin®.A taxa de compressão é a relação do volume de material contido numa volta da rosca na zona de alimentação e numa volta na zona de homogeneização (pode ser aproxi-mado pela relação entre a profundidade dessas duas zonas).
O comprimento da rosca também tem efeito sobre a qualidade do fundido (um material isolante termicamente requer um tempo relativamente longo para receber a energia, mesmo quando o cisalhamento contribui para o aquecimento).
O comprimento ótimo é de aproximadamente 20 vezes o diâmetro da rosca ou 20 voltas quando o passo e odiâmetro forem iguais. A rosca deve ser dividida da seguinte forma: 30-40% (6-8 voltas) para a zona de alimentação, 35-45% (7-9 voltas) para a zona de com-pressão e 25% (5 voltas) para a zona de homogeneização.As roscas com 20 voltas são normalmente divididas em 7 voltas de alimentação, 8 de compressão e 5 de homo-geneização. Em roscas com menos de 16 diâmetros decomprimento, é provável que se tenha que reduzir o passo para obter até 20 voltas. Definitivamente a seção de alimentação nunca deve ter menos de 6 voltas.
As roscas com taxas de compressão mais altas sugeridas para o Delrin® são projetadas para fornecer maior quantidade de calor através do trabalho mecânicorealizado na resina. Uma vez que a energia para tal fim vem do motor, deve-se ter disponível maior potência para o caso de aumento de taxa de plastificação.
Tamanho da roscaO tamanho ideal da rosca é determinado pelo peso deinjeção. A produtividade máxima é obtida quando o peso de injeção requer um curso de dosagem igual ou inferioror a 50% da capacidade de injeção. Caso
contrário, a velocidade de rotação da rosca deve ser reduzida no final do curso para garantir uma fusão homogênea, levando a uma perda de produtividade. Na prática, a otimização da produtividade é obtida com um curso de dosagementre 1 e 2 diâmetros da rosca.
Os ajustes de temperatura do cilindro dependem do tempo de residência e, portanto, do tempo de ciclo. As regras são apresentadas em “Processo de Injeção”.
Design da rosca para utilização de masterbatchesO fluxo do material na rosca é laminar em sua maior parte, dividido no anel de bloqueio (devido às alterações na direção de fluxo), e continua laminar no adaptador, bico, canal de alimentação,etc… Para obter um fundido de boa qualidade e para dispersar pigmentos e masterbatches, é altamente recomendada a utilização de uma pontahomogeneizadora. O propósito de uma ponta homogeneizadora adequadamente projetada não é de misturar o material por turbulência (fluxo turbulento não ocorre com polímeros fundidos altamente viscosos), mas através de alterações forçadas na direção de fluxo. Maiores detalhes sobre pontas homogeneizadoras podem ser obtidas com o seu representante DuPont.
Controle de temperatura do cilindroEste controle é determinado pelo fabricante damáquina, no entanto, duas observações devem ser feitas.
O controle de temperatura deve ter pelo menos três zonas independentes, com termopares colocados próximos do centro de cada zona. Aqueima de uma ou mais resistências dentro de uma zona pode não ser imediatamente indicada pelos controladores de temperatura, sendo assim, alguns transformadores têm utilizado amperímetros em cada uma das zonas para detectar o mal funcionamento das resistências.
Tabela 4
Design de rosca para as resinas de acetal Delrin®
(relação comprimento/diâmetro de 20/1)
mm mm 5,0 2,5 6,5 3,0 7,5 3,0 9,0 3,5
mm mm mm30 5,5 2,0 45 7,0 2,5 60 8,0 3,0 90 11,0 3,5 120 13,5 4,0
Profundidade da zona de homogeneização (T2)
Profundidade da zona de alimentação (T1)
Profundidade da zona de homogeneização (T2)
Profundidade da zona de alimentação (T1)
ZONA DE ALIMENTAÇÃO ZONA DE COMPRESSÃO
ZONA DE HOMOGENEIZAÇÃO
Dt1
Passo t2
Delrin®‚ 500, 900, 500 T, 1700 (incluindo os grades da série Delrin® P) Delrin® 100, 100 ST nominal
11
cilindro, permitindo um controle mais preciso da temperatura do bico. Um adaptador separado, feito em aço mais macio que o utilizado para o cilindro, oferece maior facilidade e menor custo de reparos que o cilindro. Ele ainda protege o cilindro contra danos causados pela freqüente troca do bico. Com o adaptador parafusado, deve-se tomar um cuidado especial durante a montagem para garantir o paralelismo (não apertar excessivamente os parafusos de um lado apenas).
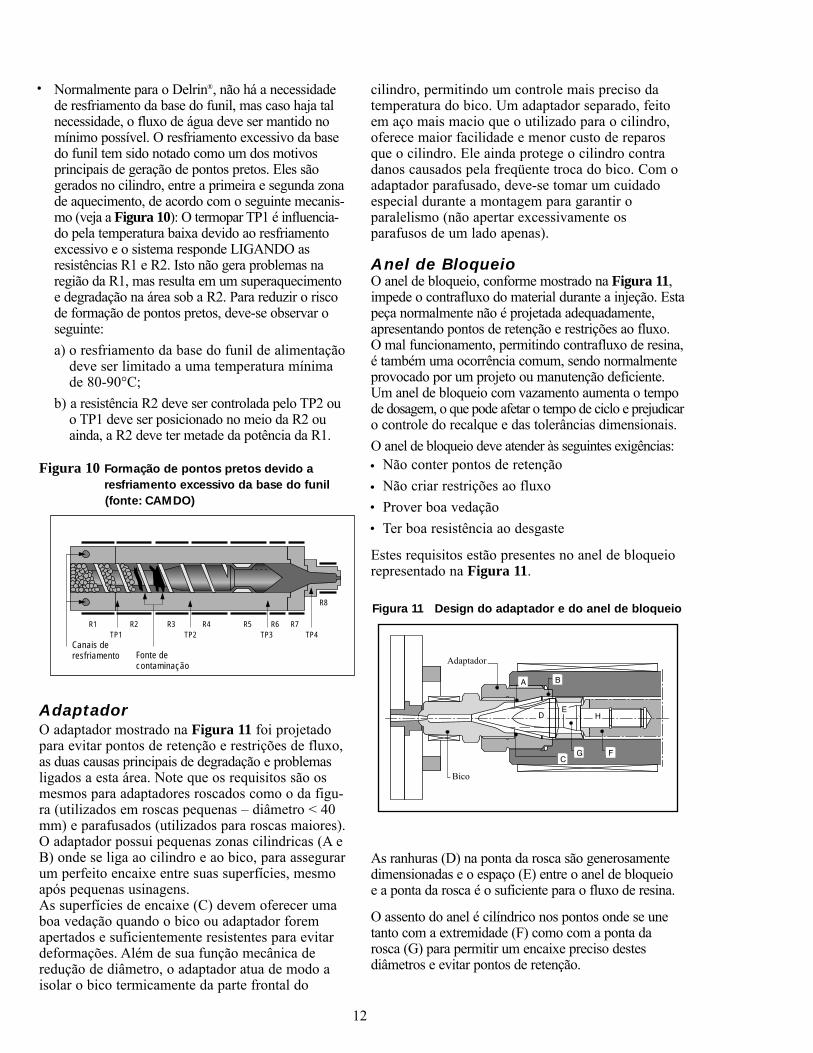
Anel de BloqueioO anel de bloqueio, conforme mostrado na Figura 11, impede o contrafluxo do material durante a injeção. Esta peça normalmente não é projetada adequadamente, apresentando pontos de retenção e restrições ao fluxo. O mal funcionamento, permitindo contrafluxo de resina, é também uma ocorrência comum, sendo normalmente provocado por um projeto ou manutenção deficiente. Um anel de bloqueio com vazamento aumenta o tempo de dosagem, o que pode afetar o tempo de ciclo e prejudicar o controle do recalque e das tolerâncias dimensionais.
O anel de bloqueio deve atender às seguintes exigências:Não conter pontos de retenção
Não criar restrições ao fluxo
Prover boa vedação
Ter boa resistência ao desgaste
Estes requisitos estão presentes no anel de bloqueio representado na Figura 11.
As ranhuras (D) na ponta da rosca são generosamente dimensionadas e o espaço (E) entre o anel de bloqueio e a ponta da rosca é o suficiente para o fluxo de resina.
O assento do anel é cilíndrico nos pontos onde se une tanto com a extremidade (F) como com a ponta da rosca (G) para permitir um encaixe preciso destes diâmetros e evitar pontos de retenção.
12
Figura 10 Formação de pontos pretos devido a
resfriamento excessivo da base do funil
(fonte: CAMDO)
Figura 11 Design do adaptador e do anel de bloqueio
Normalmente para o Delrin®, não há a necessidadede resfriamento da base do funil, mas caso haja talnecessidade, o fluxo de água deve ser mantido nomínimo possível. O resfriamento excessivo da basedo funil tem sido notado como um dos motivosprincipais de geração de pontos pretos. Eles são gerados no cilindro, entre a primeira e segunda zonade aquecimento, de acordo com o seguinte mecanis-mo (veja a Figura 10): O termopar TP1 é influencia-do pela temperatura baixa devido ao resfriamentoexcessivo e o sistema responde LIGANDO asresistências R1 e R2. Isto não gera problemas naregião da R1, mas resulta em um superaquecimentoe degradação na área sob a R2. Para reduzir o riscode formação de pontos pretos, deve-se observar oseguinte:
a) o resfriamento da base do funil de alimentação deve ser limitado a uma temperatura mínima de 80-90°C;
b) a resistência R2 deve ser controlada pelo TP2 ou o TP1 deve ser posicionado no meio da R2 ou ainda, a R2 deve ter metade da potência da R1.
AdaptadorO adaptador mostrado na Figura 11 foi projetadopara evitar pontos de retenção e restrições de fluxo,as duas causas principais de degradação e problemasligados a esta área. Note que os requisitos são osmesmos para adaptadores roscados como o da figu-ra (utilizados em roscas pequenas – diâmetro < 40mm) e parafusados (utilizados para roscas maiores).O adaptador possui pequenas zonas cilindricas (A eB) onde se liga ao cilindro e ao bico, para assegurarum perfeito encaixe entre suas superfícies, mesmoapós pequenas usinagens.As superfícies de encaixe (C) devem oferecer umaboa vedação quando o bico ou adaptador foremapertados e suficientemente resistentes para evitardeformações. Além de sua função mecânica deredução de diâmetro, o adaptador atua de modo a isolar o bico termicamente da parte frontal do
Canais de resfriamento
Bico
AdaptadorFonte decontaminação
R1 R2 R3 R4 R5 R6 R7TP1 TP2 TP3 TP4
R8
A B
HDE
FGC
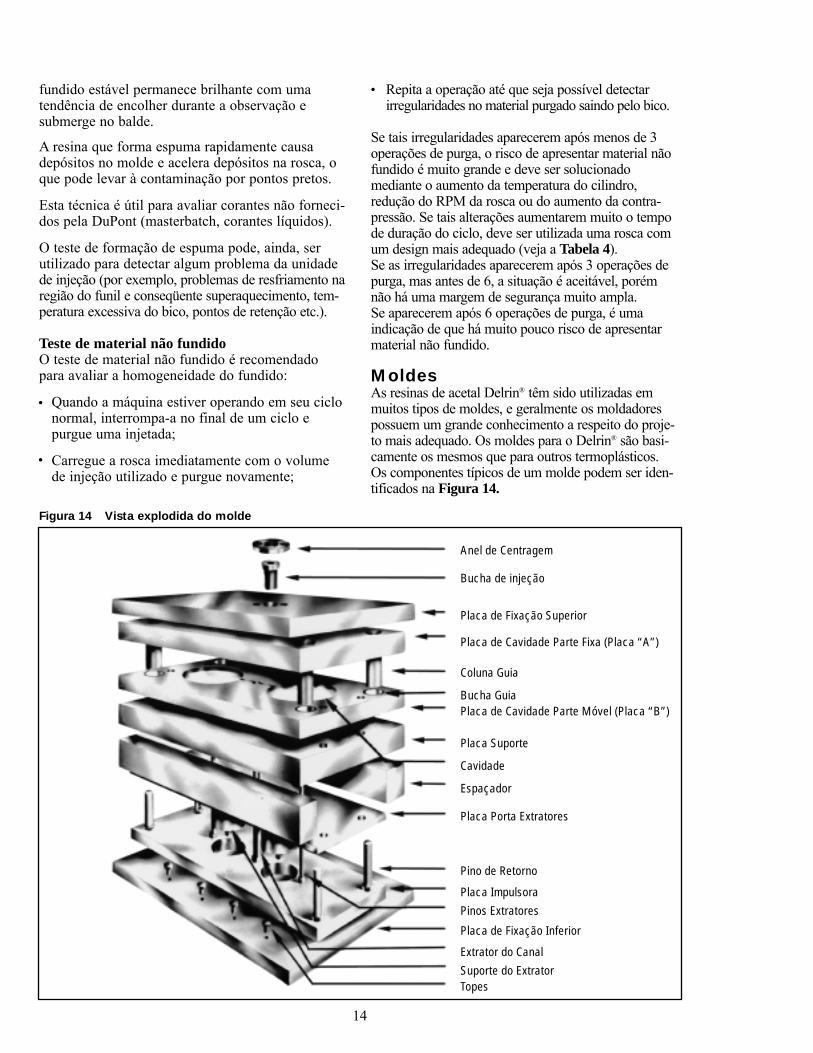
Não havendo a disponibilidade deste recurso, deve ser utilizado um design como o ilustrado na Figura 13.
Apesar de os bicos valvulados serem ocasionalmenteutilizados com o Delrin®, eles tendem a causarretenções de resina, o que resulta em manchas marrons ou gases, especialmente após a ocorrência de algum desgaste nas partes móveis do bico. Pormotivos de segurança, estes bicos não são recomendados para o Delrin®.
Observação: Com um bico longo, o termopar B deve ser posicionado no centro do bico e não em sua parte traseira.
Avaliação da qualidade do fundidoApresentamos abaixo dois testes “rápidos e fáceis”para avaliação da qualidade do fundido produzido.Apesar de estar diretamente relacionado ao ajuste de temperaturas, o resultado depende em grande parte do design da unidade de injeção.
Teste de formação de espumaO teste de formação de espuma é recomendado para a determinação da qualidade da resina após a plastificação, ou seja, testa a qualidade da resina e da unidade de injeção.
Procedimento:
1. Quando a máquina estiver operando em seu ciclo normal, interrompa-a após a dosagem por 3 minutos para o Delrin® colorido (10 minutos para material natural).
2. Purgue em velocidade baixa (para evitar espirros de material quente) descarregando o material em um recipiente e observe o material fundido por 1 ou 2 minutos. Então coloque o material fundido em um balde com água.
3. Então recarregue a rosca e espere mais 2 minutos (10 minutos para o material natural)
4. Repita a operação 2.
Um material fundido instável (espuma) surge durante a observação e flutua no balde. Um material
A ponta da rosca tem uma seção cilíndrica (H) quese ajusta em um furo para suporte e alinhamento daponta rosca e do assento do anel.
A ponta da rosca e o assento do anel devem sermais duros (aproximadamente 52 Rc) do que o aneldeslizante (44 Rc), pois é menos custoso substituiro anel na ocorrência de desgastes. Sugere-se umaço resistente à corrosão para a ponta da rosca.
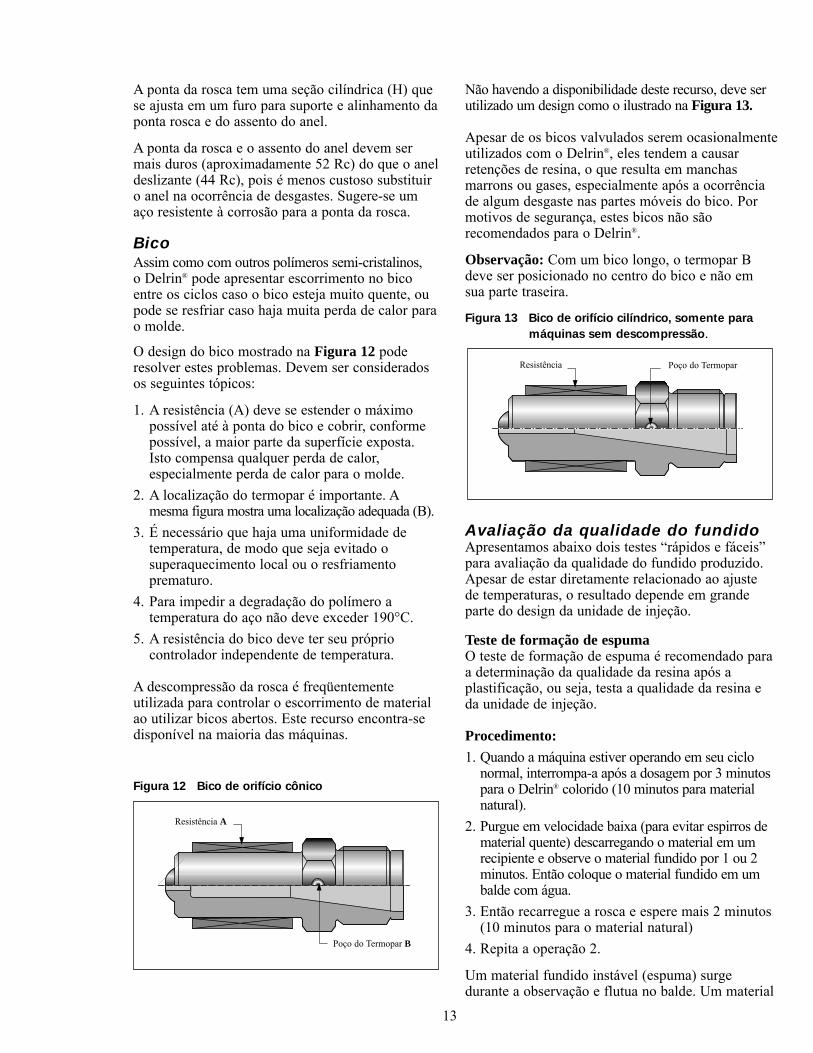
BicoAssim como com outros polímeros semi-cristalinos,o Delrin® pode apresentar escorrimento no bicoentre os ciclos caso o bico esteja muito quente, oupode se resfriar caso haja muita perda de calor parao molde.
O design do bico mostrado na Figura 12 poderesolver estes problemas. Devem ser consideradosos seguintes tópicos:
1. A resistência (A) deve se estender o máximo possível até à ponta do bico e cobrir, conforme possível, a maior parte da superfície exposta. Isto compensa qualquer perda de calor, especialmente perda de calor para o molde.
2. A localização do termopar é importante. Amesma figura mostra uma localização adequada (B).
3. É necessário que haja uma uniformidade de temperatura, de modo que seja evitado o superaquecimento local ou o resfriamento prematuro.
4. Para impedir a degradação do polímero a temperatura do aço não deve exceder 190°C.
5. A resistência do bico deve ter seu próprio controlador independente de temperatura.
A descompressão da rosca é freqüentemente utilizada para controlar o escorrimento de materialao utilizar bicos abertos. Este recurso encontra-sedisponível na maioria das máquinas.
Poço do Termopar B
Resistência A
Figura 12 Bico de orifício cônico
Poço do Termopar Resistência
Figura 13 Bico de orifício cilíndrico, somente para
máquinas sem descompressão.
13
fundido estável permanece brilhante com umatendência de encolher durante a observação e submerge no balde.
A resina que forma espuma rapidamente causadepósitos no molde e acelera depósitos na rosca, oque pode levar à contaminação por pontos pretos.
Esta técnica é útil para avaliar corantes não forneci-dos pela DuPont (masterbatch, corantes líquidos).
O teste de formação de espuma pode, ainda, ser utilizado para detectar algum problema da unidadede injeção (por exemplo, problemas de resfriamento naregião do funil e conseqüente superaquecimento, tem-peratura excessiva do bico, pontos de retenção etc.).
Teste de material não fundidoO teste de material não fundido é recomendadopara avaliar a homogeneidade do fundido:
Quando a máquina estiver operando em seu ciclonormal, interrompa-a no final de um ciclo e purgue uma injetada;
Carregue a rosca imediatamente com o volume de injeção utilizado e purgue novamente;
Repita a operação até que seja possível detectar irregularidades no material purgado saindo pelo bico.
Se tais irregularidades aparecerem após menos de 3operações de purga, o risco de apresentar material nãofundido é muito grande e deve ser solucionado mediante o aumento da temperatura do cilindro,redução do RPM da rosca ou do aumento da contra-pressão. Se tais alterações aumentarem muito o tempode duração do ciclo, deve ser utilizada uma rosca comum design mais adequado (veja a Tabela 4).Se as irregularidades aparecerem após 3 operações depurga, mas antes de 6, a situação é aceitável, porémnão há uma margem de segurança muito ampla. Se aparecerem após 6 operações de purga, é uma indicação de que há muito pouco risco de apresentarmaterial não fundido.
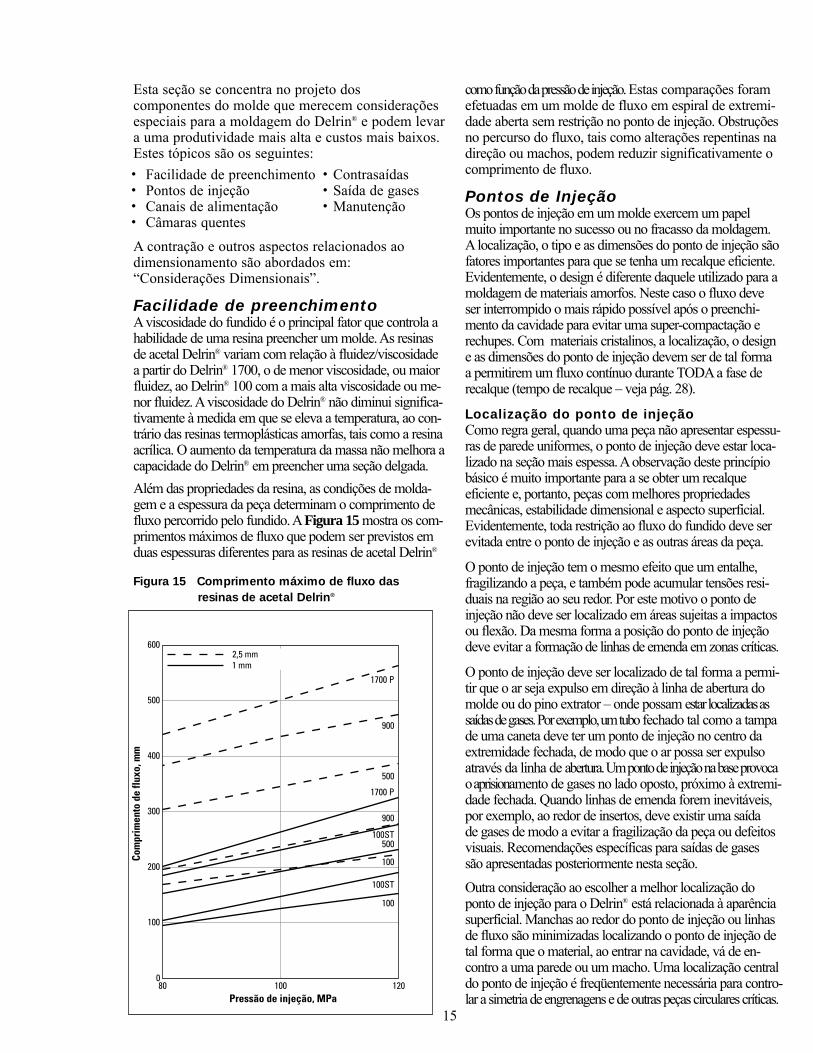
MoldesAs resinas de acetal Delrin® têm sido utilizadas emmuitos tipos de moldes, e geralmente os moldadorespossuem um grande conhecimento a respeito do proje-to mais adequado. Os moldes para o Delrin® são basi-camente os mesmos que para outros termoplásticos.Os componentes típicos de um molde podem ser iden-tificados na Figura 14.
14
Figura 14 Vista explodida do molde
Anel de Centragem
Bucha de injeção
Placa de Fixação Superior
Placa de Cavidade Parte Fixa (Placa “A”)
Coluna Guia
Bucha GuiaPlaca de Cavidade Parte Móvel (Placa “B”)
Placa Suporte
Cavidade
Espaçador
Placa Porta Extratores
Pino de Retorno
Placa Impulsora
Pinos Extratores
Placa de Fixação Inferior
Extrator do Canal
Suporte do ExtratorTopes
Esta seção se concentra no projeto dos componentes do molde que merecem consideraçõesespeciais para a moldagem do Delrin® e podem levar a uma produtividade mais alta e custos mais baixos.Estes tópicos são os seguintes:
Facilidade de preenchimento ContrasaídasPontos de injeção Saída de gasesCanais de alimentação ManutençãoCâmaras quentes
A contração e outros aspectos relacionados ao dimensionamento são abordados em: “Considerações Dimensionais”.
Facilidade de preenchimentoAviscosidade do fundido é o principal fator que controla ahabilidade de uma resina preencher um molde. As resinas de acetal Delrin® variam com relação à fluidez/viscosidade a partir do Delrin® 1700, o de menor viscosidade, ou maiorfluidez, ao Delrin® 100 com a mais alta viscosidade ou me-nor fluidez. Aviscosidade do Delrin® não diminui significa-tivamente à medida em que se eleva a temperatura, ao con-trário das resinas termoplásticas amorfas, tais como a resinaacrílica. O aumento da temperatura da massa não melhora a capacidade do Delrin® em preencher uma seção delgada.
Além das propriedades da resina, as condições de molda-gem e a espessura da peça determinam o comprimento defluxo percorrido pelo fundido. AFigura 15 mostra os com-primentos máximos de fluxo que podem ser previstos emduas espessuras diferentes para as resinas de acetal Delrin®
como função da pressão de injeção.Estas comparações foramefetuadas em um molde de fluxo em espiral de extremi-dade aberta sem restrição no ponto de injeção. Obstruçõesno percurso do fluxo, tais como alterações repentinas nadireção ou machos, podem reduzir significativamente ocomprimento de fluxo.
Pontos de InjeçãoOs pontos de injeção em um molde exercem um papel muito importante no sucesso ou no fracasso da moldagem. Alocalização, o tipo e as dimensões do ponto de injeção sãofatores importantes para que se tenha um recalque eficiente.Evidentemente, o design é diferente daquele utilizado para amoldagem de materiais amorfos. Neste caso o fluxo deve ser interrompido o mais rápido possível após o preenchi-mento da cavidade para evitar uma super-compactação erechupes. Com materiais cristalinos, a localização, o design e as dimensões do ponto de injeção devem ser de tal formaa permitirem um fluxo contínuo durante TODAa fase derecalque (tempo de recalque – veja pág. 28).
Localização do ponto de injeçãoComo regra geral, quando uma peça não apresentar espessu-ras de parede uniformes, o ponto de injeção deve estar loca-lizado na seção mais espessa. Aobservação deste princípiobásico é muito importante para a se obter um recalque eficiente e, portanto, peças com melhores propriedadesmecânicas, estabilidade dimensional e aspecto superficial.Evidentemente, toda restrição ao fluxo do fundido deve serevitada entre o ponto de injeção e as outras áreas da peça.
O ponto de injeção tem o mesmo efeito que um entalhe, fragilizando a peça, e também pode acumular tensões resi-duais na região ao seu redor. Por este motivo o ponto deinjeção não deve ser localizado em áreas sujeitas a impactosou flexão. Da mesma forma a posição do ponto de injeçãodeve evitar a formação de linhas de emenda em zonas críticas.
O ponto de injeção deve ser localizado de tal forma a permi-tir que o ar seja expulso em direção à linha de abertura domolde ou do pino extrator – onde possam estar localizadas as saídas de gases. Por exemplo, um tubo fechado tal como a tampade uma caneta deve ter um ponto de injeção no centro daextremidade fechada, de modo que o ar possa ser expulsoatravés da linha de abertura. Um ponto de injeção na base provocao aprisionamento de gases no lado oposto, próximo à extremi-dade fechada. Quando linhas de emenda forem inevitáveis, por exemplo, ao redor de insertos, deve existir uma saída de gases de modo a evitar a fragilização da peça ou defeitosvisuais. Recomendações específicas para saídas de gases são apresentadas posteriormente nesta seção.
Outra consideração ao escolher a melhor localização do ponto de injeção para o Delrin® está relacionada à aparênciasuperficial. Manchas ao redor do ponto de injeção ou linhasde fluxo são minimizadas localizando o ponto de injeção detal forma que o material, ao entrar na cavidade, vá de en-contro a uma parede ou um macho. Uma localização centraldo ponto de injeção é freqüentemente necessária para contro-lar a simetria de engrenagens e de outras peças circulares críticas.
Figura 15 Comprimento máximo de fluxo das
resinas de acetal Delrin®
15
Pontos de injeção múltiplos, normalmente dois ou quatro, são utilizados quando há um orifício central e se quer evitar um ponto de injeção em diafragma de difícil remoção.
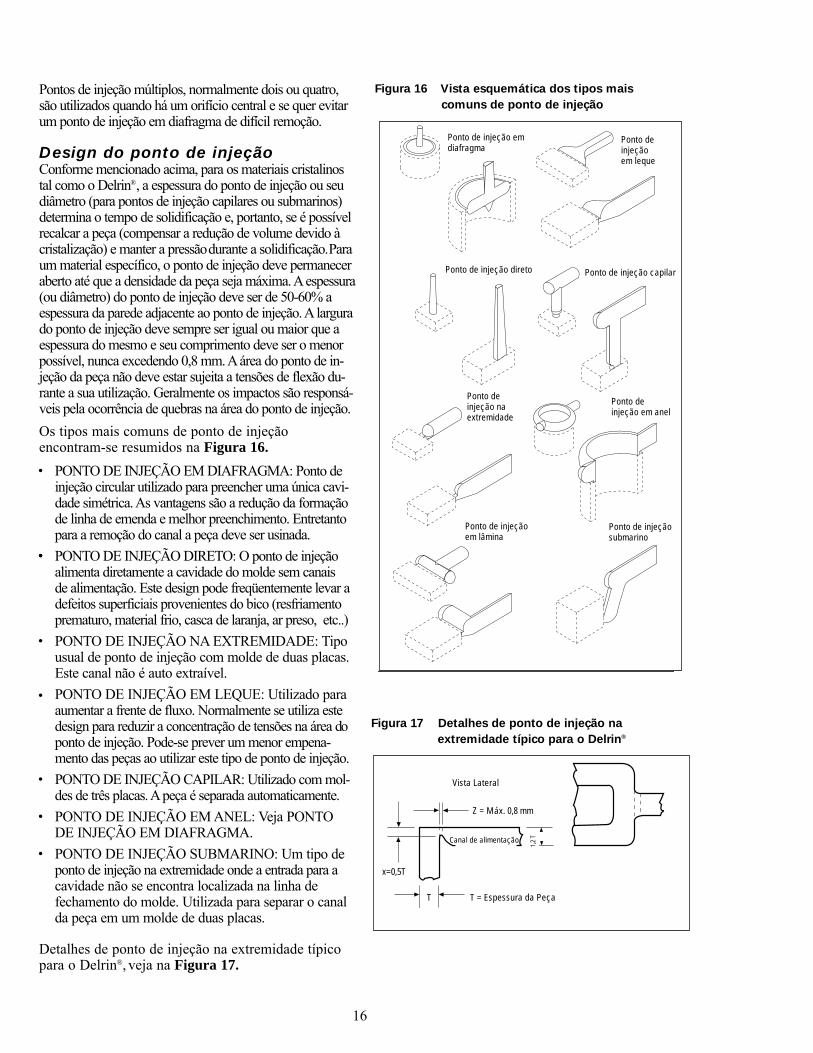
Design do ponto de injeçãoConforme mencionado acima, para os materiais cristalinos tal como o Delrin®, a espessura do ponto de injeção ou seudiâmetro (para pontos de injeção capilares ou submarinos)determina o tempo de solidificação e, portanto, se é possívelrecalcar a peça (compensar a redução de volume devido àcristalização) e manter a pressãodurante a solidificação.Paraum material específico, o ponto de injeção deve permaneceraberto até que a densidade da peça seja máxima. Aespessura(ou diâmetro) do ponto de injeção deve ser de 50-60% a espessura da parede adjacente ao ponto de injeção. A largura do ponto de injeção deve sempre ser igual ou maior que aespessura do mesmo e seu comprimento deve ser o menor possível, nunca excedendo 0,8 mm. Aárea do ponto de in-jeção da peça não deve estar sujeita a tensões de flexão du-rante a sua utilização. Geralmente os impactos são responsá-veis pela ocorrência de quebras na área do ponto de injeção.
Os tipos mais comuns de ponto de injeção encontram-se resumidos na Figura 16.
PONTO DE INJEÇÃO EM DIAFRAGMA: Ponto deinjeção circular utilizado para preencher uma única cavi-dade simétrica. As vantagens são a redução da formação de linha de emenda e melhor preenchimento. Entretantopara a remoção do canal a peça deve ser usinada.
PONTO DE INJEÇÃO DIRETO: O ponto de injeção alimenta diretamente a cavidade do molde sem canais de alimentação. Este design pode freqüentemente levar adefeitos superficiais provenientes do bico (resfriamento prematuro, material frio, casca de laranja, ar preso, etc..)
PONTO DE INJEÇÃO NA EXTREMIDADE: Tipousual de ponto de injeção com molde de duas placas.Este canal não é auto extraível.
PONTO DE INJEÇÃO EM LEQUE: Utilizado paraaumentar a frente de fluxo. Normalmente se utiliza estedesign para reduzir a concentração de tensões na área doponto de injeção. Pode-se prever um menor empena-mento das peças ao utilizar este tipo de ponto de injeção.
PONTO DE INJEÇÃO CAPILAR: Utilizado com mol-des de três placas. Apeça é separada automaticamente.
PONTO DE INJEÇÃO EM ANEL: Veja PONTO DE INJEÇÃO EM DIAFRAGMA.
PONTO DE INJEÇÃO SUBMARINO: Um tipo deponto de injeção na extremidade onde a entrada para a cavidade não se encontra localizada na linha de fechamento do molde. Utilizada para separar o canal da peça em um molde de duas placas.
16
Detalhes de ponto de injeção na extremidade típicopara o Delrin®, veja na Figura 17.
Figura 16 Vista esquemática dos tipos mais
comuns de ponto de injeção
x=0,5T
T T = Espessura da Peça
Z = Máx. 0,8 mm
Vista Lateral
Ponto de injeção emdiafragma
Ponto de injeção em leque
Ponto de injeção direto Ponto de injeção capilar
Ponto deinjeção naextremidade
Ponto deinjeção em anel
Ponto de injeçãoem lâmina
Ponto de injeçãosubmarino
Canal de alimentação
1,2
T
Figura 17 Detalhes de ponto de injeção na
extremidade típico para o Delrin®
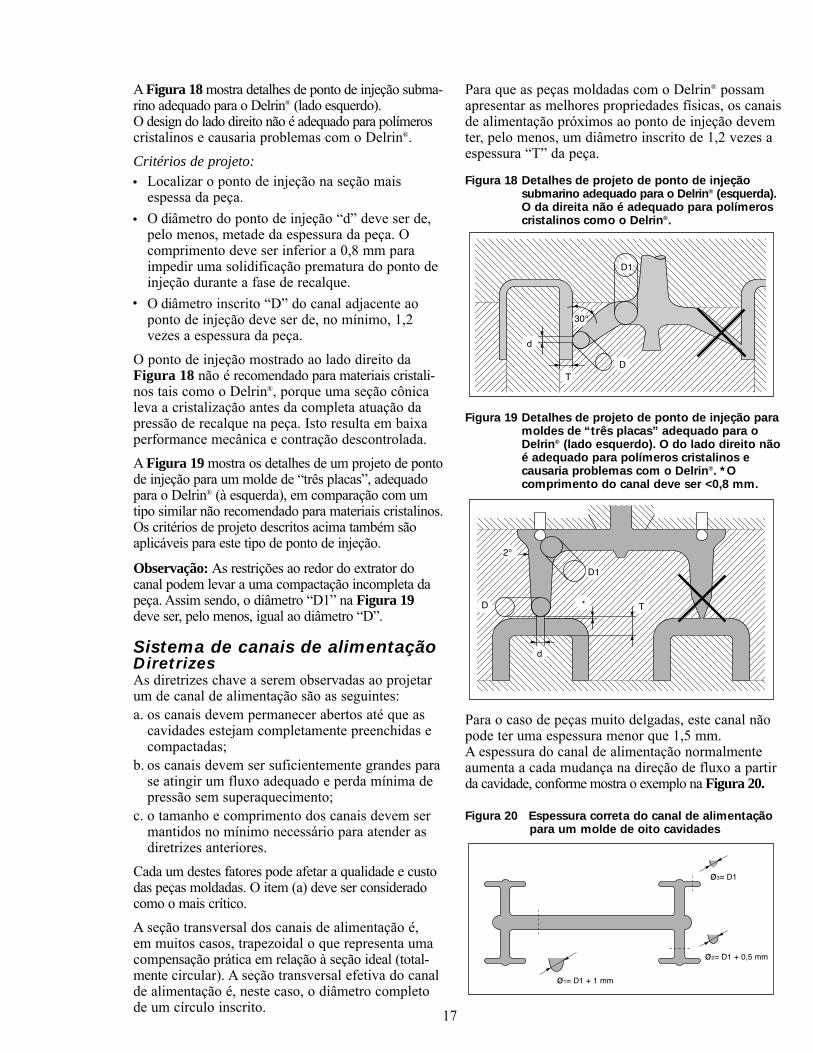
A Figura 18 mostra detalhes de ponto de injeção subma-rino adequado para o Delrin® (lado esquerdo).O design do lado direito não é adequado para polímeroscristalinos e causaria problemas com o Delrin®.
Critérios de projeto:Localizar o ponto de injeção na seção mais espessa da peça.
O diâmetro do ponto de injeção “d” deve ser de, pelo menos, metade da espessura da peça. O comprimento deve ser inferior a 0,8 mm para impedir uma solidificação prematura do ponto de injeção durante a fase de recalque.
O diâmetro inscrito “D” do canal adjacente aoponto de injeção deve ser de, no mínimo, 1,2 vezes a espessura da peça.
O ponto de injeção mostrado ao lado direito daFigura 18 não é recomendado para materiais cristali-nos tais como o Delrin®, porque uma seção cônicaleva a cristalização antes da completa atuação dapressão de recalque na peça. Isto resulta em baixaperformance mecânica e contração descontrolada.
A Figura 19 mostra os detalhes de um projeto de ponto de injeção para um molde de “três placas”, adequadopara o Delrin® (à esquerda), em comparação com um tipo similar não recomendado para materiais cristalinos.Os critérios de projeto descritos acima também sãoaplicáveis para este tipo de ponto de injeção.
Observação: As restrições ao redor do extrator do canal podem levar a uma compactação incompleta dapeça. Assim sendo, o diâmetro “D1” na Figura 19deve ser, pelo menos, igual ao diâmetro “D”.
Sistema de canais de alimentaçãoDiretrizesAs diretrizes chave a serem observadas ao projetar um de canal de alimentação são as seguintes:a. os canais devem permanecer abertos até que as
cavidades estejam completamente preenchidas e compactadas;
b. os canais devem ser suficientemente grandes para se atingir um fluxo adequado e perda mínima de pressão sem superaquecimento;
c. o tamanho e comprimento dos canais devem ser mantidos no mínimo necessário para atender as diretrizes anteriores.
Cada um destes fatores pode afetar a qualidade e custodas peças moldadas. O item (a) deve ser consideradocomo o mais crítico.
A seção transversal dos canais de alimentação é, em muitos casos, trapezoidal o que representa umacompensação prática em relação à seção ideal (total-mente circular). A seção transversal efetiva do canalde alimentação é, neste caso, o diâmetro completo de um círculo inscrito.
Figura 19 Detalhes de projeto de ponto de injeção para moldes de “três placas” adequado para o Delrin® (lado esquerdo). O do lado direito não é adequado para polímeros cristalinos e causaria problemas com o Delrin®. *O comprimento do canal deve ser <0,8 mm.
Figura 18 Detalhes de projeto de ponto de injeçãosubmarino adequado para o Delrin® (esquerda).O da direita não é adequado para polímeroscristalinos como o Delrin®.
Para o caso de peças muito delgadas, este canal nãopode ter uma espessura menor que 1,5 mm.A espessura do canal de alimentação normalmenteaumenta a cada mudança na direção de fluxo a partirda cavidade, conforme mostra o exemplo na Figura 20.
Figura 20 Espessura correta do canal de alimentaçãopara um molde de oito cavidades
Para que as peças moldadas com o Delrin® possamapresentar as melhores propriedades físicas, os canaisde alimentação próximos ao ponto de injeção devemter, pelo menos, um diâmetro inscrito de 1,2 vezes aespessura “T” da peça.
17
D1
DT
d
30°
D1
D T
d
2°
*
ø1= D1 + 1 mm
ø2= D1 + 0,5 mm
ø3= D1
No caso de moldes com múltiplas cavidades (≥ 16 cavidades) o chamado “efeito espiral” pode ocorrer nas cavidades “internas” do layout (veja, por exemplo,a Figura 24), devido ao superaquecimento do mate-rial fundido nos canais de alimentação, causado por cisalhamento localizado. Para minimizar efeitos negativos tais como defeitos superficiais ou depósito deresíduos no molde, o cisalhamento deve ser reduzidopela utilização de dimensões adequadas nos canais.
Para moldes com múltiplas cavidades, tratando-se de peças com pequena espessura (≤ 1 mm), o projeto de canais de alimentação deve ser realizado detalhadamenteincluindo a execução de uma análise do fluxo de material.
Bico e bucha de injeçãoOs diâmetros do bico e da bucha de injeção estão diretamente ligados com as dimensões da peça e doscanais de alimentação. O projetista deve primeiro decidir se há ou não necessidade da bucha.Caso a bucha seja necessária, pode ser selecionado umdesign tal como o mostrado na Figura 25, o qual porinúmeras vezes comprovou ser o mais eficaz com materiais cristalinos tal como o Delrin®. Devido à sua forma cilíndrica é fácil de ser usinado e polido, permitebuchas com grandes diâmetros e é de fácil extração devido à alta contração. As diretrizes para as dimensões são as seguintes:
um diâmetro de bucha Ø1 pelo menos igual ao diâmetro de um círculo inscrito no canal de alimentação principal;
um diâmetro do bico “DN1” igual a Ø1 menos 1 mm.
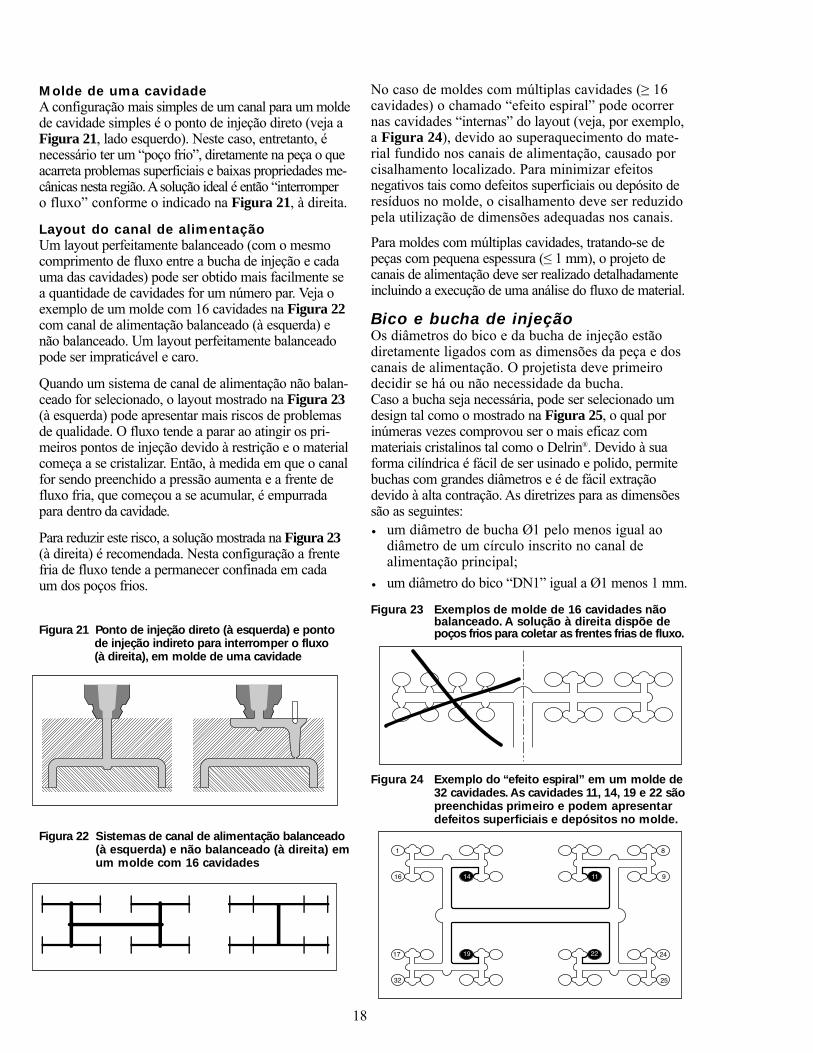
Molde de uma cavidadeA configuração mais simples de um canal para um moldede cavidade simples é o ponto de injeção direto (veja a Figura 21, lado esquerdo). Neste caso, entretanto, énecessário ter um “poço frio”, diretamente na peça o queacarreta problemas superficiais e baixas propriedades me-cânicas nesta região. Asolução ideal é então “interromper o fluxo” conforme o indicado na Figura 21, à direita.
Layout do canal de alimentaçãoUm layout perfeitamente balanceado (com o mesmo comprimento de fluxo entre a bucha de injeção e cada uma das cavidades) pode ser obtido mais facilmente se a quantidade de cavidades for um número par. Veja o exemplo de um molde com 16 cavidades na Figura 22 com canal de alimentação balanceado (à esquerda) e não balanceado. Um layout perfeitamente balanceado pode ser impraticável e caro.
Quando um sistema de canal de alimentação não balan-ceado for selecionado, o layout mostrado na Figura 23(à esquerda) pode apresentar mais riscos de problemas de qualidade. O fluxo tende a parar ao atingir os pri-meiros pontos de injeção devido à restrição e o materialcomeça a se cristalizar. Então, à medida em que o canal for sendo preenchido a pressão aumenta e a frente de fluxo fria, que começou a se acumular, é empurrada para dentro da cavidade.
Para reduzir este risco, a solução mostrada na Figura 23(à direita) é recomendada. Nesta configuração a frente fria de fluxo tende a permanecer confinada em cada um dos poços frios.
Figura 24 Exemplo do “efeito espiral” em um molde de 32 cavidades. As cavidades 11, 14, 19 e 22 são preenchidas primeiro e podem apresentar defeitos superficiais e depósitos no molde.
Figura 23 Exemplos de molde de 16 cavidades não balanceado. A solução à direita dispõe de poços frios para coletar as frentes frias de fluxo.Figura 21 Ponto de injeção direto (à esquerda) e ponto
de injeção indireto para interromper o fluxo (à direita), em molde de uma cavidade
Figura 22 Sistemas de canal de alimentação balanceado(à esquerda) e não balanceado (à direita) em um molde com 16 cavidades
18
1
16
17
32
24
25
8
914
19
11
22
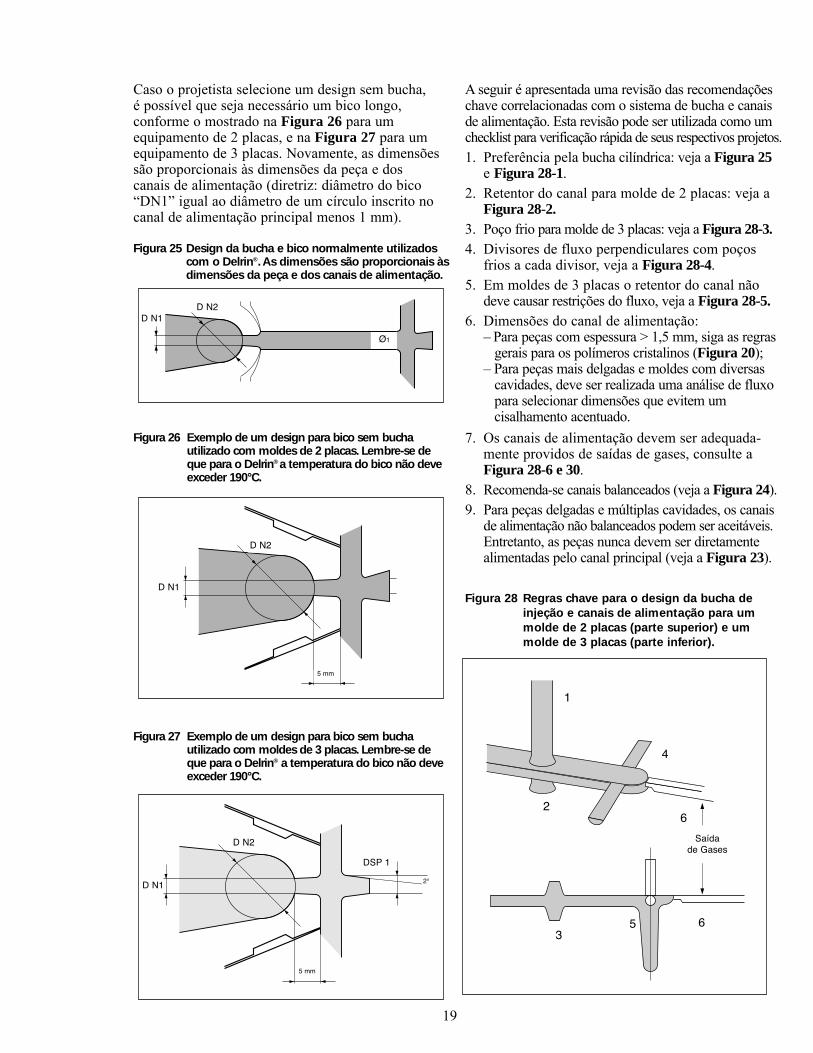
Figura 27 Exemplo de um design para bico sem bucha utilizado com moldes de 3 placas. Lembre-se de que para o Delrin® a temperatura do bico não deveexceder 190°C.
Figura 26 Exemplo de um design para bico sem bucha utilizado com moldes de 2 placas. Lembre-se de que para o Delrin® a temperatura do bico não deveexceder 190°C.
Figura 25 Design da bucha e bico normalmente utilizados com o Delrin®.As dimensões são proporcionais às dimensões da peça e dos canais de alimentação.
Caso o projetista selecione um design sem bucha, é possível que seja necessário um bico longo, conforme o mostrado na Figura 26 para um equipamento de 2 placas, e na Figura 27 para umequipamento de 3 placas. Novamente, as dimensõessão proporcionais às dimensões da peça e doscanais de alimentação (diretriz: diâmetro do bico“DN1” igual ao diâmetro de um círculo inscrito nocanal de alimentação principal menos 1 mm).
A seguir é apresentada uma revisão das recomendaçõeschave correlacionadas com o sistema de bucha e canais de alimentação. Esta revisão pode ser utilizada como umchecklist para verificação rápida de seus respectivos projetos.1. Preferência pela bucha cilíndrica: veja a Figura 25
e Figura 28-1.2. Retentor do canal para molde de 2 placas: veja a
Figura 28-2.3. Poço frio para molde de 3 placas: veja a Figura 28-3.4. Divisores de fluxo perpendiculares com poços
frios a cada divisor, veja a Figura 28-4.5. Em moldes de 3 placas o retentor do canal não
deve causar restrições do fluxo, veja a Figura 28-5.6. Dimensões do canal de alimentação:
– Para peças com espessura > 1,5 mm, siga as regras gerais para os polímeros cristalinos (Figura 20);
– Para peças mais delgadas e moldes com diversas cavidades, deve ser realizada uma análise de fluxo para selecionar dimensões que evitem um cisalhamento acentuado.
7. Os canais de alimentação devem ser adequada-mente providos de saídas de gases, consulte a Figura 28-6 e 30.
8. Recomenda-se canais balanceados (veja a Figura 24).9. Para peças delgadas e múltiplas cavidades, os canais
de alimentação não balanceados podem ser aceitáveis.Entretanto, as peças nunca devem ser diretamente alimentadas pelo canal principal (veja a Figura 23).
Figura 28 Regras chave para o design da bucha de
injeção e canais de alimentação para um
molde de 2 placas (parte superior) e um
molde de 3 placas (parte inferior).
Saída de Gases
19
D N1D N2
D N1
D N2
5 mm
D N1
D N2
DSP 1
5 mm
2°
Ø1
1
2
4
35 6
6
20
Este comportamento de um material cristalino pode envolver o risco de:
Escorrimento no ponto de injeção, com conseqüentes problemas de acabamento superficial e deformação.
Entupimento do ponto de injeção por material solidi-ficado, partículas sólidas que são empurradas para dentro das cavidades, com conseqüentes problemas de defeitos superficiais e menor desempenho mecânico.A melhor maneira de se prevenir contra estes problemas é a utilização de SUB-CANAIS FRIOS.
Controle térmico de moldes de câmara quenteO controle térmico e o caminho do fluxo são muito importantes para os moldes com câmara quente. Deve ser verificado se um ajuste relativamente baixo de temperatura (≤190°C) permite um fluxo livre do material, sem pontos de retenção.
O motivo é que, devido à viscosidade do polímero, seu fluxo é sempre laminar. Isto significa que o material permanece em contato com o aço da parede da câmara quente, e o tempo de residência é muito longo. No caso do Delrin®, para se evitar a degradação térmica com tempos prolongados, a temperatura do aço nunca deve exceder os 190°C. Se o material se solidificar na câmara quente nesta temperatura, então o sistema deve ser modificado no sentido de melhorar o isolamento tér-mico e a distribuição de calor, possibilitando a eliminação de pontos frios. Adegradação pode resultar em problemassuperficiais, odor, pintas negras e depósito no molde.
ConclusõesCom os polímeros cristalinos tal como o Delrin®,recomendamos o seguinte:
Uma diminuição mínima de 25% de custo teórico deve ser prevista antes de se considerar uma câmara quente.
Deve haver a disponibilidade de operadores e ferramenteiros altamente qualificados para manutenção de moldes.
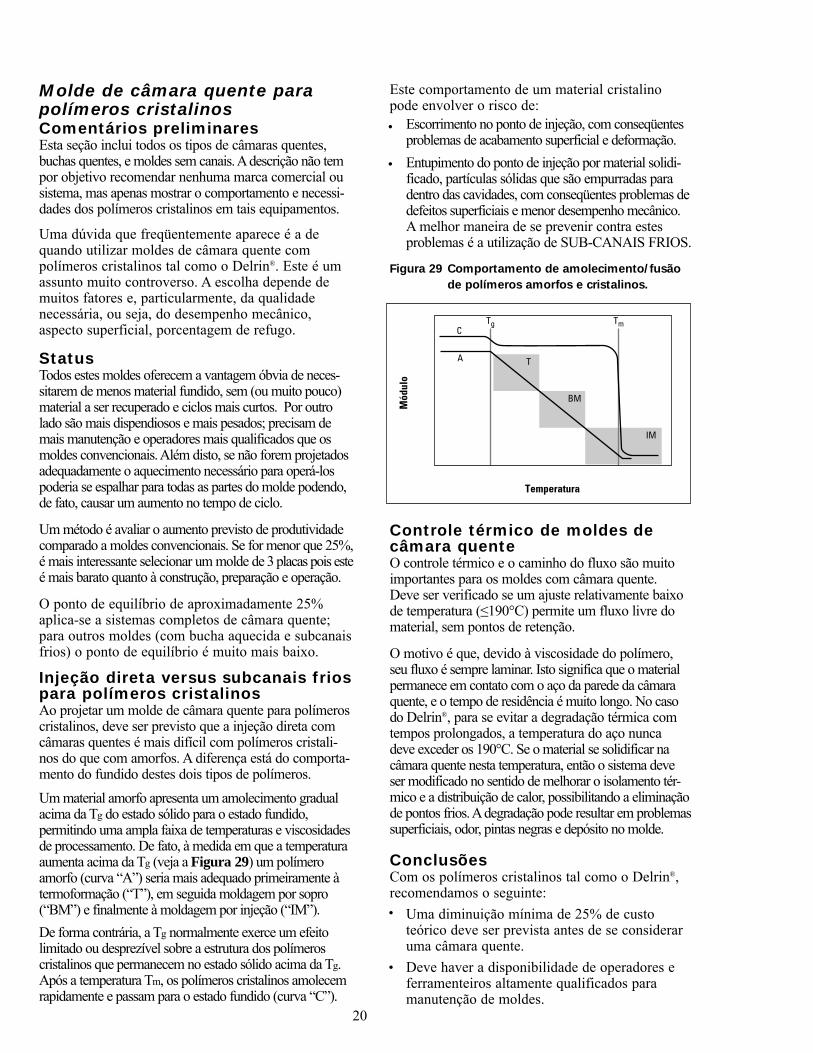
Figura 29 Comportamento de amolecimento/fusão
de polímeros amorfos e cristalinos.
Molde de câmara quente parapolímeros cristalinosComentários preliminaresEsta seção inclui todos os tipos de câmaras quentes,buchas quentes, e moldes sem canais. Adescrição não tempor objetivo recomendar nenhuma marca comercial ousistema, mas apenas mostrar o comportamento e necessi-dades dos polímeros cristalinos em tais equipamentos.
Uma dúvida que freqüentemente aparece é a de quando utilizar moldes de câmara quente compolímeros cristalinos tal como o Delrin®. Este é umassunto muito controverso. A escolha depende demuitos fatores e, particularmente, da qualidadenecessária, ou seja, do desempenho mecânico, aspecto superficial, porcentagem de refugo.
StatusTodos estes moldes oferecem a vantagem óbvia de neces-sitarem de menos material fundido, sem (ou muito pouco)material a ser recuperado e ciclos mais curtos. Por outro lado são mais dispendiosos e mais pesados; precisam de mais manutenção e operadores mais qualificados que osmoldes convencionais. Além disto, se não forem projetadosadequadamente o aquecimento necessário para operá-lospoderia se espalhar para todas as partes do molde podendo, de fato, causar um aumento no tempo de ciclo.
Um método é avaliar o aumento previsto de produtividadecomparado a moldes convencionais. Se for menor que 25%, é mais interessante selecionar um molde de 3 placas pois esteé mais barato quanto à construção, preparação e operação.
O ponto de equilíbrio de aproximadamente 25% aplica-se a sistemas completos de câmara quente; para outros moldes (com bucha aquecida e subcanaisfrios) o ponto de equilíbrio é muito mais baixo.
Injeção direta versus subcanais friospara polímeros cristalinosAo projetar um molde de câmara quente para polímeroscristalinos, deve ser previsto que a injeção direta comcâmaras quentes é mais difícil com polímeros cristali-nos do que com amorfos. A diferença está do comporta-mento do fundido destes dois tipos de polímeros.
Um material amorfo apresenta um amolecimento gradualacima da Tg do estado sólido para o estado fundido,permitindo uma ampla faixa de temperaturas e viscosidadesde processamento. De fato, à medida em que a temperaturaaumenta acima da Tg (veja a Figura 29) um polímero amorfo (curva “A”) seria mais adequado primeiramente à termoformação (“T”), em seguida moldagem por sopro(“BM”) e finalmente à moldagem por injeção (“IM”).
De forma contrária, a Tg normalmente exerce um efeito limitado ou desprezível sobre a estrutura dos polímeros cristalinos que permanecem no estado sólido acima da Tg.Após a temperatura Tm, os polímeros cristalinos amolecem rapidamente e passam para o estado fundido (curva “C”).
no cilindro de injeção, que geram quantidades de gásalém do normal. Uma alta velocidade de injeção também pode agravar estes problemas. As medidas corretivas para os problemas de depósito em moldesencontram-se relacionadas no “Guia de Solução deProblemas”.
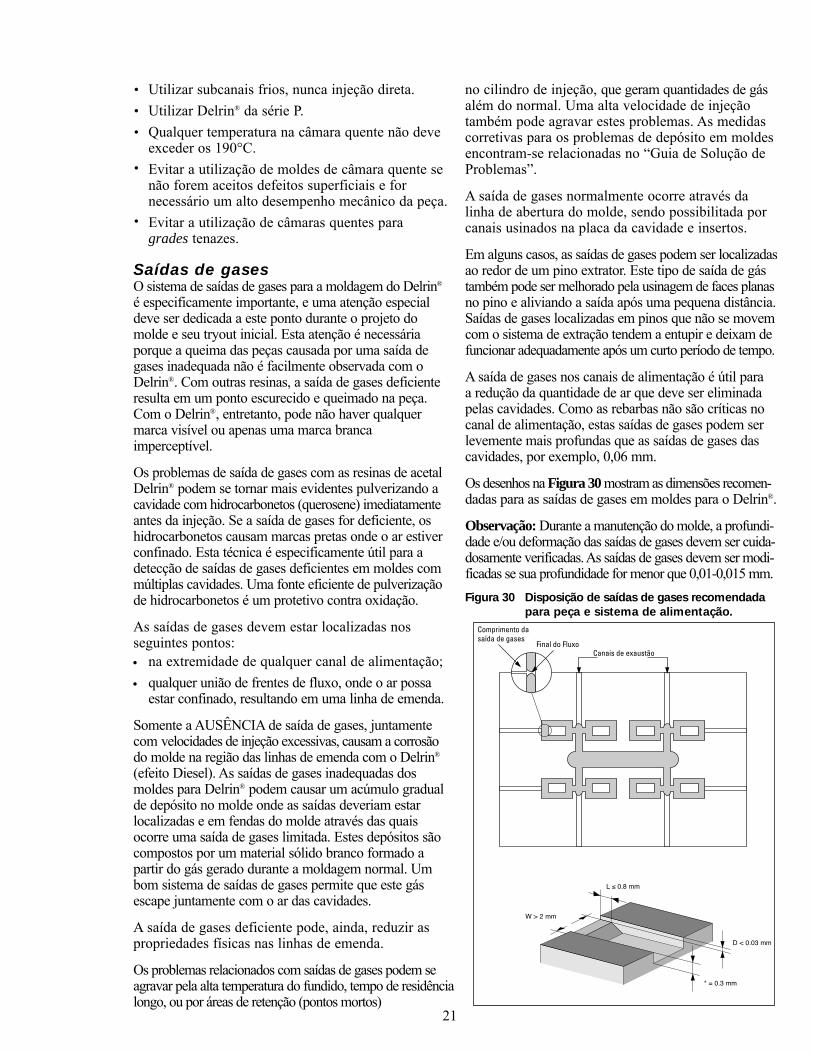
A saída de gases normalmente ocorre através da linha de abertura do molde, sendo possibilitada por canais usinados na placa da cavidade e insertos.
Em alguns casos, as saídas de gases podem ser localizadas ao redor de um pino extrator. Este tipo de saída de gás também pode ser melhorado pela usinagem de faces planasno pino e aliviando a saída após uma pequena distância. Saídas de gases localizadas em pinos que não se movem com o sistema de extração tendem a entupir e deixam defuncionar adequadamente após um curto período de tempo.
A saída de gases nos canais de alimentação é útil para a redução da quantidade de ar que deve ser eliminada pelas cavidades. Como as rebarbas não são críticas no canal de alimentação, estas saídas de gases podem ser levemente mais profundas que as saídas de gases das cavidades, por exemplo, 0,06 mm.
Os desenhos na Figura 30 mostram as dimensões recomen-dadas para as saídas de gases em moldes para o Delrin®.
Observação: Durante a manutenção do molde, a profundi-dade e/ou deformação das saídas de gases devem ser cuida-dosamente verificadas. As saídas de gases devem ser modi-ficadas se sua profundidade for menor que 0,01-0,015 mm.
Utilizar subcanais frios, nunca injeção direta.
Utilizar Delrin® da série P.
Qualquer temperatura na câmara quente não deve exceder os 190°C.
Evitar a utilização de moldes de câmara quente se não forem aceitos defeitos superficiais e for necessário um alto desempenho mecânico da peça.
Evitar a utilização de câmaras quentes para grades tenazes.
Saídas de gasesO sistema de saídas de gases para a moldagem do Delrin®
é especificamente importante, e uma atenção especial deve ser dedicada a este ponto durante o projeto do molde e seu tryout inicial. Esta atenção é necessária porque a queima das peças causada por uma saída de gases inadequada não é facilmente observada com oDelrin®. Com outras resinas, a saída de gases deficienteresulta em um ponto escurecido e queimado na peça. Com o Delrin®, entretanto, pode não haver qualquermarca visível ou apenas uma marca branca imperceptível.
Os problemas de saída de gases com as resinas de acetalDelrin® podem se tornar mais evidentes pulverizando a cavidade com hidrocarbonetos (querosene) imediatamenteantes da injeção. Se a saída de gases for deficiente, oshidrocarbonetos causam marcas pretas onde o ar estiverconfinado. Esta técnica é especificamente útil para adetecção de saídas de gases deficientes em moldes commúltiplas cavidades. Uma fonte eficiente de pulverizaçãode hidrocarbonetos é um protetivo contra oxidação.
As saídas de gases devem estar localizadas nosseguintes pontos:
na extremidade de qualquer canal de alimentação;
qualquer união de frentes de fluxo, onde o ar possa estar confinado, resultando em uma linha de emenda.
Somente a AUSÊNCIA de saída de gases, juntamente com velocidades de injeção excessivas, causam a corrosão do molde na região das linhas de emenda com o Delrin®
(efeito Diesel). As saídas de gases inadequadas dos moldes para Delrin® podem causar um acúmulo gradual de depósito no molde onde as saídas deveriam estar localizadas e em fendas do molde através das quais ocorre uma saída de gases limitada. Estes depósitos sãocompostos por um material sólido branco formado a partir do gás gerado durante a moldagem normal. Um bom sistema de saídas de gases permite que este gás escape juntamente com o ar das cavidades.
A saída de gases deficiente pode, ainda, reduzir as propriedades físicas nas linhas de emenda.
Os problemas relacionados com saídas de gases podem seagravar pela alta temperatura do fundido, tempo de residêncialongo, ou por áreas de retenção (pontos mortos)
Figura 30 Disposição de saídas de gases recomendada
para peça e sistema de alimentação.
21
W > 2 mm
L ≤ 0.8 mm
D < 0.03 mm
* = 0.3 mm
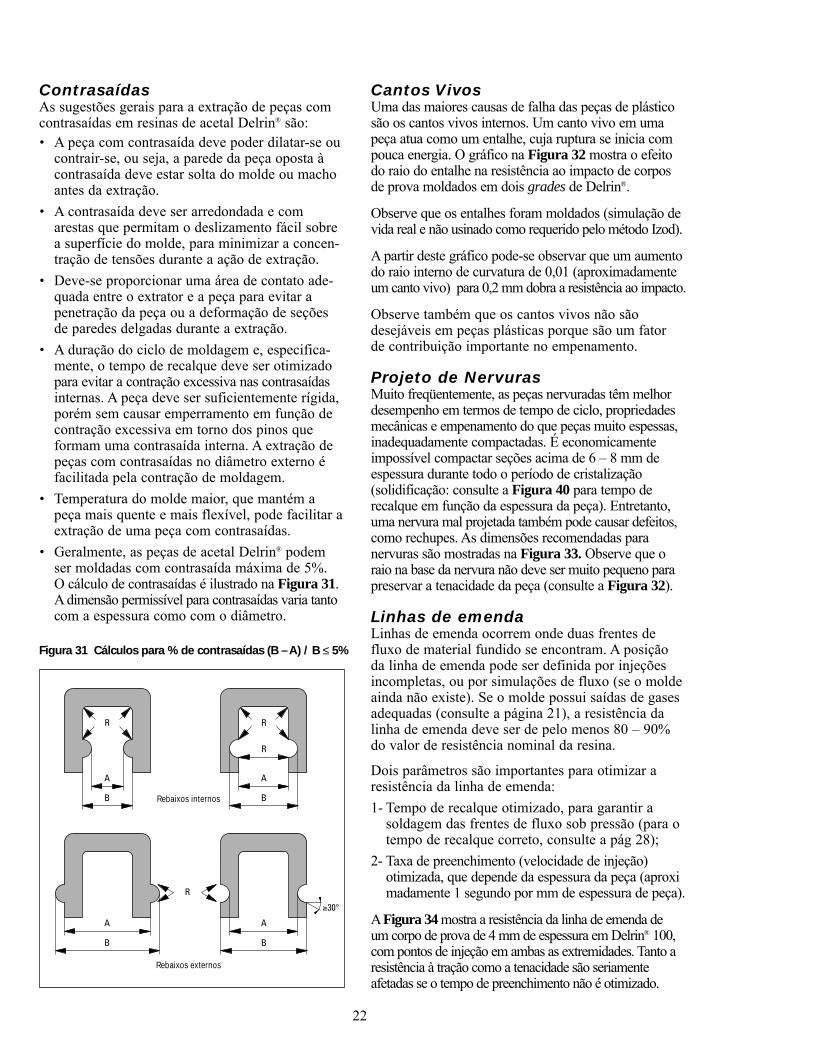
22
A peça com contrasaída deve poder dilatar-se oucontrair-se, ou seja, a parede da peça oposta àcontrasaída deve estar solta do molde ou machoantes da extração.
A contrasaída deve ser arredondada e comarestas que permitam o deslizamento fácil sobrea superfície do molde, para minimizar a concen-tração de tensões durante a ação de extração.
Deve-se proporcionar uma área de contato ade-quada entre o extrator e a peça para evitar a penetração da peça ou a deformação de seçõesde paredes delgadas durante a extração.
A duração do ciclo de moldagem e, especifica-mente, o tempo de recalque deve ser otimizadopara evitar a contração excessiva nas contrasaídasinternas. A peça deve ser suficientemente rígida,porém sem causar emperramento em função decontração excessiva em torno dos pinos que formam uma contrasaída interna. A extração depeças com contrasaídas no diâmetro externo é facilitada pela contração de moldagem.
Temperatura do molde maior, que mantém apeça mais quente e mais flexível, pode facilitar aextração de uma peça com contrasaídas.
Geralmente, as peças de acetal Delrin® podemser moldadas com contrasaída máxima de 5%. O cálculo de contrasaídas é ilustrado na Figura 31.A dimensão permissível para contrasaídas varia tantocom a espessura como com o diâmetro.
ContrasaídasAs sugestões gerais para a extração de peças comcontrasaídas em resinas de acetal Delrin® são:
Rebaixos externos
Rebaixos internos
Figura 31 Cálculos para % de contrasaídas (B – A) / B ≤ 5%
Cantos VivosUma das maiores causas de falha das peças de plástico são os cantos vivos internos. Um canto vivo em uma peça atua como um entalhe, cuja ruptura se inicia compouca energia. O gráfico na Figura 32 mostra o efeito do raio do entalhe na resistência ao impacto de corpos de prova moldados em dois grades de Delrin®.
Observe que os entalhes foram moldados (simulação devida real e não usinado como requerido pelo método Izod).
A partir deste gráfico pode-se observar que um aumentodo raio interno de curvatura de 0,01 (aproximadamenteum canto vivo) para 0,2 mm dobra a resistência ao impacto.
Observe também que os cantos vivos não são desejáveis em peças plásticas porque são um fator de contribuição importante no empenamento.
Projeto de NervurasMuito freqüentemente, as peças nervuradas têm melhordesempenho em termos de tempo de ciclo, propriedadesmecânicas e empenamento do que peças muito espessas,inadequadamente compactadas. É economicamenteimpossível compactar seções acima de 6 – 8 mm de espessura durante todo o período de cristalização (solidificação: consulte a Figura 40 para tempo derecalque em função da espessura da peça). Entretanto,uma nervura mal projetada também pode causar defeitos,como rechupes. As dimensões recomendadas paranervuras são mostradas na Figura 33. Observe que o raio na base da nervura não deve ser muito pequeno parapreservar a tenacidade da peça (consulte a Figura 32).
Linhas de emendaLinhas de emenda ocorrem onde duas frentes de fluxo de material fundido se encontram. A posição da linha de emenda pode ser definida por injeçõesincompletas, ou por simulações de fluxo (se o moldeainda não existe). Se o molde possui saídas de gasesadequadas (consulte a página 21), a resistência da linha de emenda deve ser de pelo menos 80 – 90% do valor de resistência nominal da resina.
Dois parâmetros são importantes para otimizar a resistência da linha de emenda:
1- Tempo de recalque otimizado, para garantir a soldagem das frentes de fluxo sob pressão (para o tempo de recalque correto, consulte a pág 28);
2- Taxa de preenchimento (velocidade de injeção) otimizada, que depende da espessura da peça (aproximadamente 1 segundo por mm de espessura de peça).
AFigura 34 mostra a resistência da linha de emenda de um corpo de prova de 4 mm de espessura em Delrin® 100,com pontos de injeção em ambas as extremidades. Tanto a resistência à tração como a tenacidade são seriamente afetadas se o tempo de preenchimento não é otimizado.
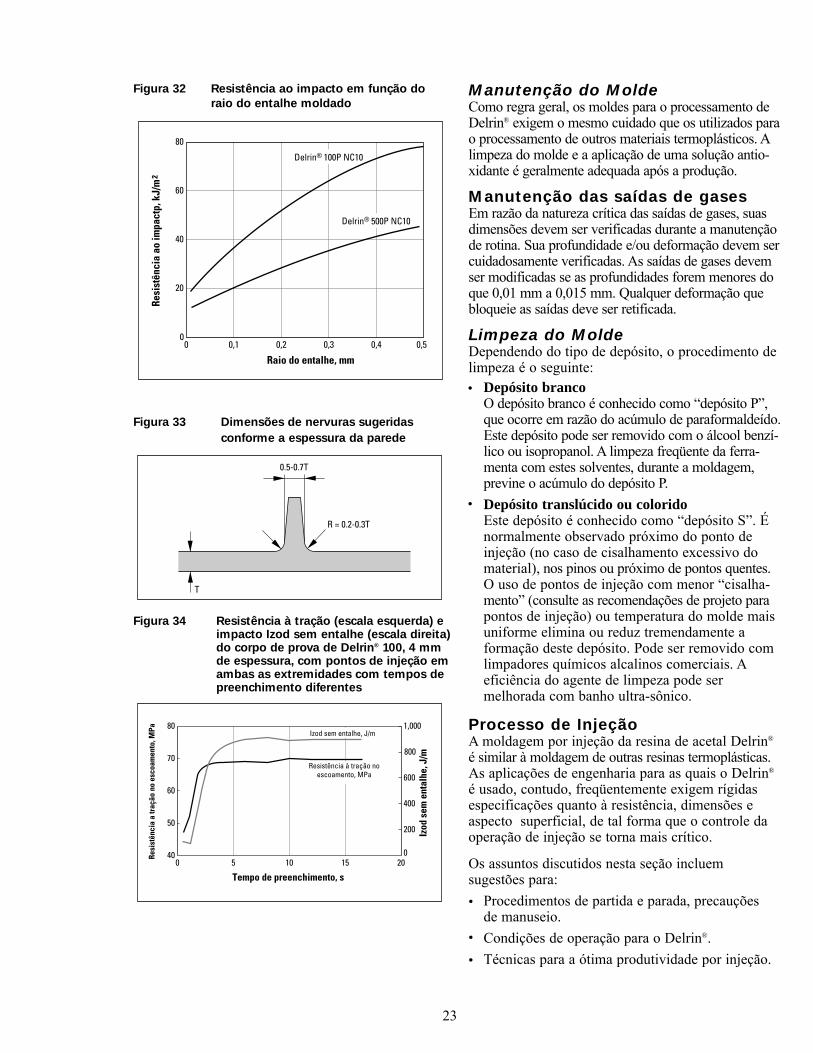
Manutenção do MoldeComo regra geral, os moldes para o processamento deDelrin® exigem o mesmo cuidado que os utilizados para o processamento de outros materiais termoplásticos. Alimpeza do molde e a aplicação de uma solução antio-xidante é geralmente adequada após a produção.
Manutenção das saídas de gasesEm razão da natureza crítica das saídas de gases, suasdimensões devem ser verificadas durante a manutenção de rotina. Sua profundidade e/ou deformação devem sercuidadosamente verificadas. As saídas de gases devem ser modificadas se as profundidades forem menores doque 0,01 mm a 0,015 mm. Qualquer deformação que bloqueie as saídas deve ser retificada.
Limpeza do MoldeDependendo do tipo de depósito, o procedimento delimpeza é o seguinte:
Depósito brancoO depósito branco é conhecido como “depósito P”, que ocorre em razão do acúmulo de paraformaldeído. Este depósito pode ser removido com o álcool benzí-lico ou isopropanol. A limpeza freqüente da ferra-menta com estes solventes, durante a moldagem, previne o acúmulo do depósito P.
Depósito translúcido ou coloridoEste depósito é conhecido como “depósito S”. É normalmente observado próximo do ponto de injeção (no caso de cisalhamento excessivo do material), nos pinos ou próximo de pontos quentes.O uso de pontos de injeção com menor “cisalha-mento” (consulte as recomendações de projeto parapontos de injeção) ou temperatura do molde mais uniforme elimina ou reduz tremendamente a formação deste depósito. Pode ser removido com limpadores químicos alcalinos comerciais. Aeficiência do agente de limpeza pode ser melhorada com banho ultra-sônico.
Processo de InjeçãoA moldagem por injeção da resina de acetal Delrin®
é similar à moldagem de outras resinas termoplásticas.As aplicações de engenharia para as quais o Delrin®
é usado, contudo, freqüentemente exigem rígidasespecificações quanto à resistência, dimensões e aspecto superficial, de tal forma que o controle daoperação de injeção se torna mais crítico.
Os assuntos discutidos nesta seção incluem sugestões para:
Procedimentos de partida e parada, precauções de manuseio.
Condições de operação para o Delrin®.
Técnicas para a ótima produtividade por injeção.
Figura 34 Resistência à tração (escala esquerda) e impacto Izod sem entalhe (escala direita)do corpo de prova de Delrin® 100, 4 mm de espessura, com pontos de injeção em ambas as extremidades com tempos de preenchimento diferentes
Figura 32 Resistência ao impacto em função do
raio do entalhe moldado
Figura 33 Dimensões de nervuras sugeridas
conforme a espessura da parede
23
24
Procedimentos de Partida eParadaPartida com mudança da resinaO procedimento de partida sugerido para o Delrin®
é destinado a evitar o superaquecimento da resina ea contaminação da unidade de injeção com materialde produções anteriores.
Para partir uma máquina que contenha uma outraresina, a unidade de injeção deve ser purgada compoliestireno cristal até que o cilindro e outras zonasde alta temperatura tenham sido limpas. Isto pode,normalmente, ser feito com temperaturas do cilindro na faixa de 210 - 250º C, desde que apropriado para o material anterior. O bico ébastante difícil de se limpar com a purga, porque ofluxo laminar nesta área leva à formação de umacamada de polímero no metal (o que também é verdade para as câmaras quentes). É recomendado,portanto, que se desligue a resistência do bico,remova-o e que o mesmo seja limpo para aremoção de todos os traços do polímero anterior e,somente então, o bico deve ser remontado. A tem-peratura do cilindro deve ser ajustada para aproxi-madamente 215º C, e a temperatura do bico para190º C. Quando tanto a temperatura do cilindrocomo a do bico atingirem as temperaturas especificadas, o Delrin® pode ser carregado no funilde alimentação.
Nota de segurança: Embora o poliestireno sejaquimicamente compatível com o Delrin®, oPolicloreto de vinila (PVC), mesmo que em baixíssimas quantidades, não é. Contaminação doDelrin® com este material causa um odordesagradável ou mesmo um escape violento degases do cilindro.
Partida com o cilindro contendoDelrin®
Após um procedimento de parada seguro, a rosca e o cilindro devem estar essencialmente vazios.Para a nova partida, as temperaturas do bico e do cilindro devem ser ajustadas em 190º C parapré-aquecer o cilindro e a resina. Quando o cilindro atingir a temperatura ajustada, certifique-sede que o bico está aberto e aumente a temperaturado cilindro para os valores normais de operação.Quando todas as temperaturas estiverem na faixade operação, o funil de alimentação pode ser aberto e a moldagem pode ser iniciada, após uma breve purga com Delrin®.
Parada quando uma nova partida comDelrin® está planejada
Corte a alimentação e continue injetando até que ocilindro esteja vazio. Para máquinas grandes (comdiâmetro de rosca acima de 40 mm) é recomendadopurgar o cilindro com poliestireno cristal, deixar a
rosca na posição avançada e, então, desligar as resistências. Para máquinas pequenas deixe a rosca na posição avançada e desligue as resistências.
Parada quando uma nova partida com uma outra resina está planejadaCorte a alimentação e continue injetando até que o cilin-dro esteja vazio. Faça a purga com poliestireno cristal, deixe a rosca na posição avançada e desligue as resistências.
Interrupção temporáriaUma máquina de moldagem com Delrin® no cilindro, sob temperaturas de moldagem, não pode permanecer inativa. O tempo máximo de residência no cilindro, sobcondições normais de moldagem, é 10 minutos para material colorido e 20 minutos para material natural. Após estes períodos, pode ocorrer a degradação da resina.
Se, durante a interrupção temporária, o tempo deresidência no cilindro atingir os limites acima, corte a alimentação, esvazie o cilindro e deixe a rosca naposição avançada. A temperatura do cilindro deve ser reduzida para aproximadamente 150º C (nesta temperatura o Delrin® permanece estável até mesmo por uma parada de fim de semana).
Como agir quando as resistênicas do bicofalhamAfaste a unidade de injeção e corte a alimentação. Se o bico ainda está aberto, siga os procedimentos normais de parada. Se o bico está entupido, aqueça-ocom um maçarico para fundir o material solidificadointernamente e em seguida, faça a purga.
Partida após parada de emergênciaUm procedimento diferente deve ser seguido após uma parada de emergência devido a queda de energia ou outrascausas. Nessa situação, a rosca pode estar carregada comDelrin® resfriado lentamente e exposto a altas temperaturas por tempo prolongado. A rosca pode, inclusive, estar recuada, com uma grande quantidade de Delrin® na partefrontal. Para eliminar os gases de resina que pode estardegradada, é essencial que o bico seja aberto e aquecido à temperatura de operação e que o material nesta área seja totalmente fundido antes que o cilíndro atinja as tempera-turas de trabalho. As zonas do cilíndro devem ser aquecidas a uma temperatura intermediárea, abaixo do ponto de fusão do Delrin® e a máquina deve estabilizar-senesta temperatura. Temperaturas de 150°C - 175°C são recomendadas. Depois que todas as zonas tenham se estabilizado nesta temperatura por 30 minutos, as tempera-turas do cilindro devem ser aumentadas para 195°C. Tão logo o Delrin® seja fundido, deve ser realizada a purga com Delrin® “novo”. A resina purgada degradada deve sercolocada em um recipiente com água, ainda quente, caso seja exalado odor. Após esta purga, as temperaturas do cilindro podem ser ajustadas para os valores normais deprocesso.
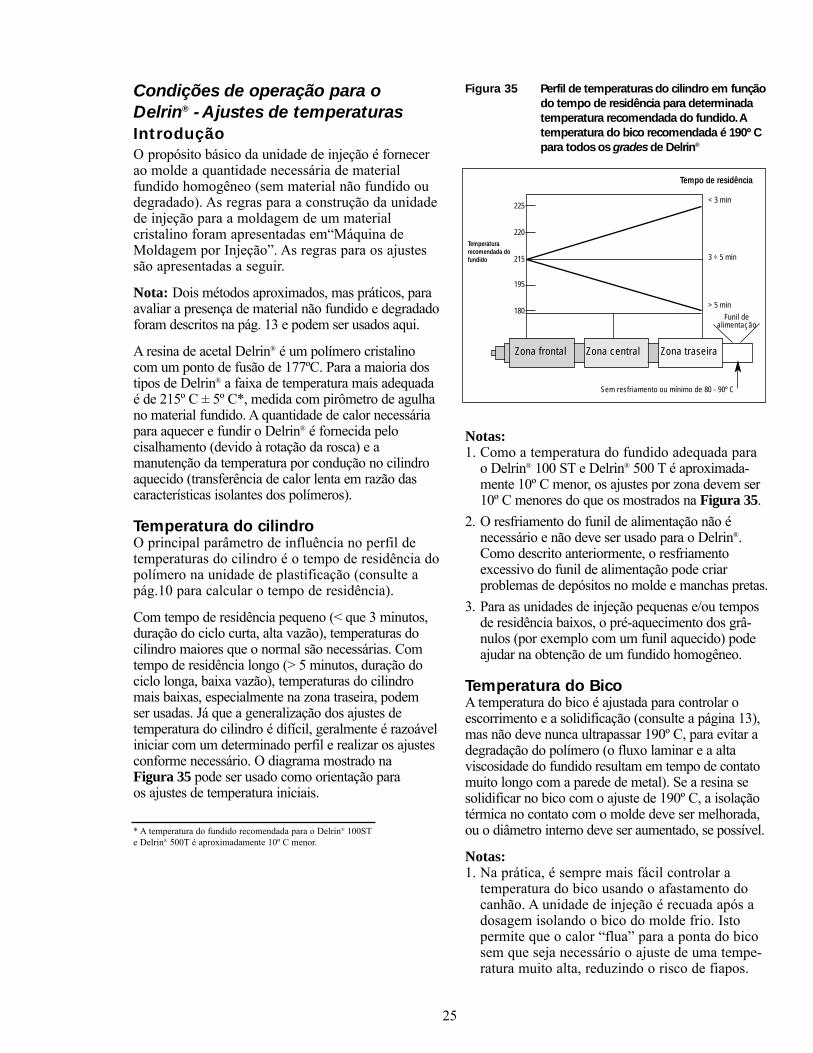
Notas:1. Como a temperatura do fundido adequada para
o Delrin® 100 ST e Delrin® 500 T é aproximada-mente 10º C menor, os ajustes por zona devem ser 10º C menores do que os mostrados na Figura 35.
2. O resfriamento do funil de alimentação não é necessário e não deve ser usado para o Delrin®. Como descrito anteriormente, o resfriamento excessivo do funil de alimentação pode criar problemas de depósitos no molde e manchas pretas.
3. Para as unidades de injeção pequenas e/ou tempos de residência baixos, o pré-aquecimento dos grâ-nulos (por exemplo com um funil aquecido) pode ajudar na obtenção de um fundido homogêneo.
Temperatura do BicoA temperatura do bico é ajustada para controlar oescorrimento e a solidificação (consulte a página 13),mas não deve nunca ultrapassar 190º C, para evitar adegradação do polímero (o fluxo laminar e a alta viscosidade do fundido resultam em tempo de contatomuito longo com a parede de metal). Se a resina sesolidificar no bico com o ajuste de 190º C, a isolaçãotérmica no contato com o molde deve ser melhorada,ou o diâmetro interno deve ser aumentado, se possível.
Notas:1. Na prática, é sempre mais fácil controlar a
temperatura do bico usando o afastamento do canhão. A unidade de injeção é recuada após a dosagem isolando o bico do molde frio. Isto permite que o calor “flua” para a ponta do bico sem que seja necessário o ajuste de uma tempe-ratura muito alta, reduzindo o risco de fiapos.
Condições de operação para oDelrin® - Ajustes de temperaturasIntroduçãoO propósito básico da unidade de injeção é fornecerao molde a quantidade necessária de material fundido homogêneo (sem material não fundido oudegradado). As regras para a construção da unidadede injeção para a moldagem de um material cristalino foram apresentadas em“Máquina deMoldagem por Injeção”. As regras para os ajustessão apresentadas a seguir.
Nota: Dois métodos aproximados, mas práticos, paraavaliar a presença de material não fundido e degradadoforam descritos na pág. 13 e podem ser usados aqui.
A resina de acetal Delrin® é um polímero cristalinocom um ponto de fusão de 177ºC. Para a maioria dostipos de Delrin® a faixa de temperatura mais adequadaé de 215º C ± 5º C*, medida com pirômetro de agulhano material fundido. A quantidade de calor necessáriapara aquecer e fundir o Delrin® é fornecida pelo cisalhamento (devido à rotação da rosca) e amanutenção da temperatura por condução no cilindroaquecido (transferência de calor lenta em razão dascaracterísticas isolantes dos polímeros).
Temperatura do cilindroO principal parâmetro de influência no perfil detemperaturas do cilindro é o tempo de residência dopolímero na unidade de plastificação (consulte apág.10 para calcular o tempo de residência).
Com tempo de residência pequeno (< que 3 minutos,duração do ciclo curta, alta vazão), temperaturas docilindro maiores que o normal são necessárias. Comtempo de residência longo (> 5 minutos, duração dociclo longa, baixa vazão), temperaturas do cilindromais baixas, especialmente na zona traseira, podem ser usadas. Já que a generalização dos ajustes de temperatura do cilindro é difícil, geralmente é razoáveliniciar com um determinado perfil e realizar os ajustesconforme necessário. O diagrama mostrado na Figura 35 pode ser usado como orientação para os ajustes de temperatura iniciais.
* A temperatura do fundido recomendada para o Delrin® 100STe Delrin® 500T é aproximadamente 10º C menor.
Sem resfriamento ou mínimo de 80 - 90º C
225
220
215
195
180
< 3 min
3 ÷ 5 min
> 5 minFunil de
alimentação
Figura 35 Perfil de temperaturas do cilindro em função
do tempo de residência para determinada
temperatura recomendada do fundido.A
temperatura do bico recomendada é 190º C
para todos os grades de Delrin®
Tempo de residência
Temperatura
recomendada do
fundido
Zona frontal Zona central Zona traseira
25
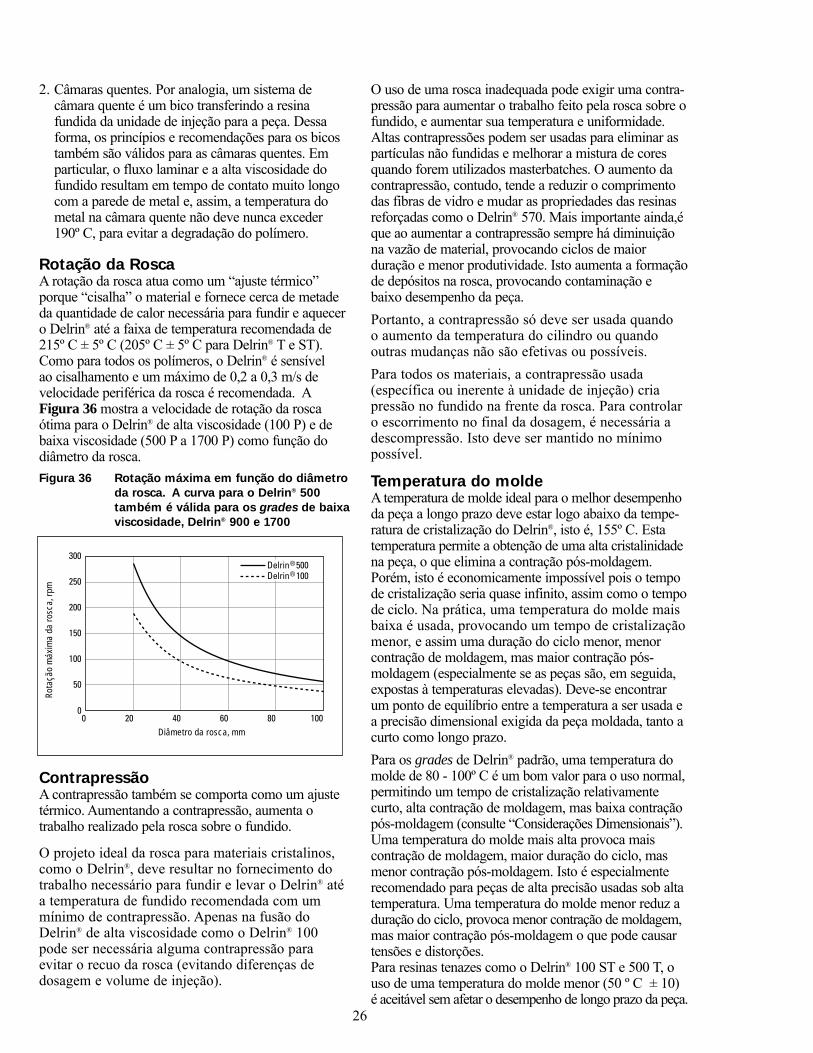
2. Câmaras quentes. Por analogia, um sistema de câmara quente é um bico transferindo a resina fundida da unidade de injeção para a peça. Dessa forma, os princípios e recomendações para os bicos também são válidos para as câmaras quentes. Em particular, o fluxo laminar e a alta viscosidade do fundido resultam em tempo de contato muito longo com a parede de metal e, assim, a temperatura do metal na câmara quente não deve nunca exceder 190º C, para evitar a degradação do polímero.
Rotação da RoscaA rotação da rosca atua como um “ajuste térmico”porque “cisalha” o material e fornece cerca de metadeda quantidade de calor necessária para fundir e aquecero Delrin® até a faixa de temperatura recomendada de215º C ± 5º C (205º C ± 5º C para Delrin® T e ST).Como para todos os polímeros, o Delrin® é sensível ao cisalhamento e um máximo de 0,2 a 0,3 m/s develocidade periférica da rosca é recomendada. AFigura 36 mostra a velocidade de rotação da roscaótima para o Delrin® de alta viscosidade (100 P) e debaixa viscosidade (500 P a 1700 P) como função dodiâmetro da rosca.
ContrapressãoA contrapressão também se comporta como um ajustetérmico. Aumentando a contrapressão, aumenta o trabalho realizado pela rosca sobre o fundido.
O projeto ideal da rosca para materiais cristalinos,como o Delrin®, deve resultar no fornecimento dotrabalho necessário para fundir e levar o Delrin® atéa temperatura de fundido recomendada com ummínimo de contrapressão. Apenas na fusão doDelrin® de alta viscosidade como o Delrin® 100pode ser necessária alguma contrapressão para evitar o recuo da rosca (evitando diferenças dedosagem e volume de injeção).
Diâmetro da rosca, mm
Rota
ção
máx
ima
da ro
sca,
rpm
Figura 36 Rotação máxima em função do diâmetro
da rosca. A curva para o Delrin® 500
também é válida para os grades de baixa
viscosidade, Delrin® 900 e 1700
26
O uso de uma rosca inadequada pode exigir uma contra-pressão para aumentar o trabalho feito pela rosca sobre ofundido, e aumentar sua temperatura e uniformidade. Altas contrapressões podem ser usadas para eliminar aspartículas não fundidas e melhorar a mistura de cores quando forem utilizados masterbatches. O aumento da contrapressão, contudo, tende a reduzir o comprimento das fibras de vidro e mudar as propriedades das resinasreforçadas como o Delrin® 570. Mais importante ainda,éque ao aumentar a contrapressão sempre há diminuiçãona vazão de material, provocando ciclos de maior duração e menor produtividade. Isto aumenta a formaçãode depósitos na rosca, provocando contaminação ebaixo desempenho da peça.
Portanto, a contrapressão só deve ser usada quando o aumento da temperatura do cilindro ou quando outras mudanças não são efetivas ou possíveis.
Para todos os materiais, a contrapressão usada (específica ou inerente à unidade de injeção) criapressão no fundido na frente da rosca. Para controlar o escorrimento no final da dosagem, é necessária adescompressão. Isto deve ser mantido no mínimo possível.
Temperatura do moldeA temperatura de molde ideal para o melhor desempenhoda peça a longo prazo deve estar logo abaixo da tempe-ratura de cristalização do Delrin®, isto é, 155º C. Esta temperatura permite a obtenção de uma alta cristalinidadena peça, o que elimina a contração pós-moldagem. Porém, isto é economicamente impossível pois o tempo de cristalização seria quase infinito, assim como o tempo de ciclo. Na prática, uma temperatura do molde maisbaixa é usada, provocando um tempo de cristalizaçãomenor, e assim uma duração do ciclo menor, menor contração de moldagem, mas maior contração pós-moldagem (especialmente se as peças são, em seguida,expostas à temperaturas elevadas). Deve-se encontrar um ponto de equilíbrio entre a temperatura a ser usada e a precisão dimensional exigida da peça moldada, tanto acurto como longo prazo.
Para os grades de Delrin® padrão, uma temperatura domolde de 80 - 100º C é um bom valor para o uso normal,permitindo um tempo de cristalização relativamente curto, alta contração de moldagem, mas baixa contraçãopós-moldagem (consulte “Considerações Dimensionais”).Uma temperatura do molde mais alta provoca mais contração de moldagem, maior duração do ciclo, masmenor contração pós-moldagem. Isto é especialmenterecomendado para peças de alta precisão usadas sob altatemperatura. Uma temperatura do molde menor reduz aduração do ciclo, provoca menor contração de moldagem,mas maior contração pós-moldagem o que pode causar tensões e distorções.Para resinas tenazes como o Delrin® 100 ST e 500 T, o uso de uma temperatura do molde menor (50 º C ± 10) é aceitável sem afetar o desempenho de longo prazo da peça.
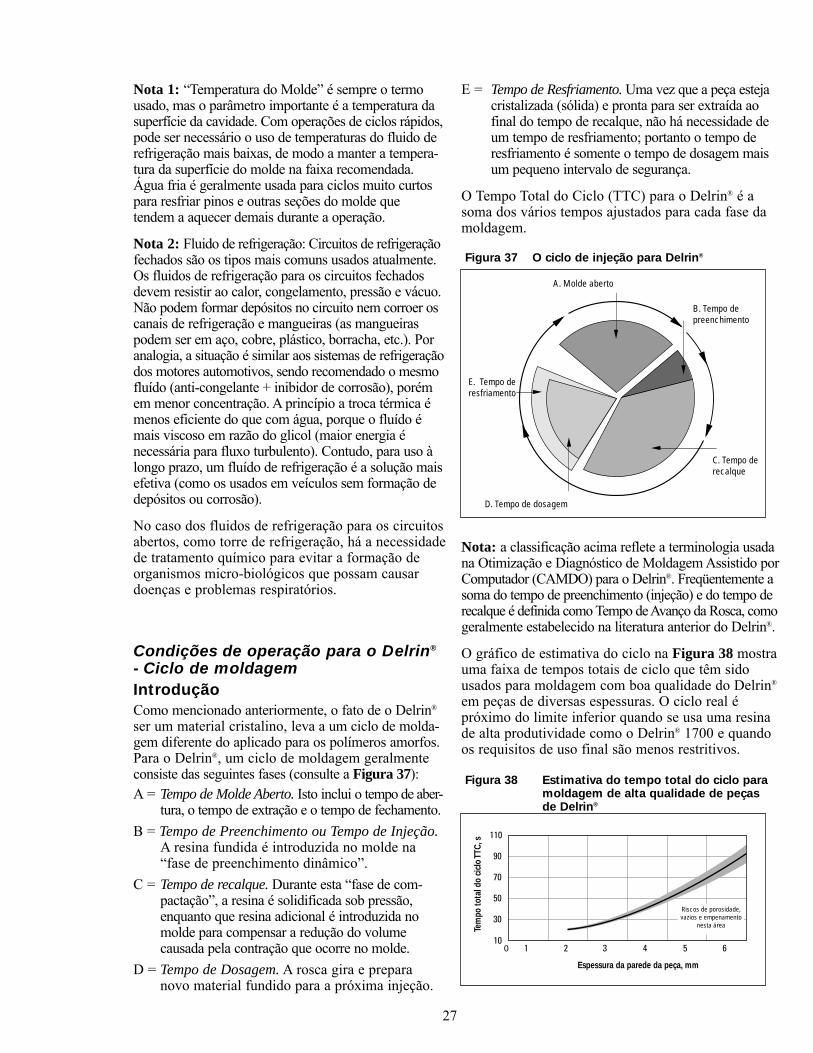
Nota 1: “Temperatura do Molde” é sempre o termo usado, mas o parâmetro importante é a temperatura da superfície da cavidade. Com operações de ciclos rápidos, pode ser necessário o uso de temperaturas do fluido de refrigeração mais baixas, de modo a manter a tempera-tura da superfície do molde na faixa recomendada. Água fria é geralmente usada para ciclos muito curtos para resfriar pinos e outras seções do molde que tendem a aquecer demais durante a operação.
Nota 2: Fluido de refrigeração: Circuitos de refrigeraçãofechados são os tipos mais comuns usados atualmente. Os fluidos de refrigeração para os circuitos fechados devem resistir ao calor, congelamento, pressão e vácuo. Não podem formar depósitos no circuito nem corroer os canais de refrigeração e mangueiras (as mangueiras podem ser em aço, cobre, plástico, borracha, etc.). Por analogia, a situação é similar aos sistemas de refrigeraçãodos motores automotivos, sendo recomendado o mesmofluído (anti-congelante + inibidor de corrosão), porém em menor concentração. A princípio a troca térmica é menos eficiente do que com água, porque o fluído é mais viscoso em razão do glicol (maior energia é necessária para fluxo turbulento). Contudo, para uso à longo prazo, um fluído de refrigeração é a solução mais efetiva (como os usados em veículos sem formação dedepósitos ou corrosão).
No caso dos fluidos de refrigeração para os circuitosabertos, como torre de refrigeração, há a necessidade de tratamento químico para evitar a formação de organismos micro-biológicos que possam causar doenças e problemas respiratórios.
Condições de operação para o Delrin®
- Ciclo de moldagemIntroduçãoComo mencionado anteriormente, o fato de o Delrin®
ser um material cristalino, leva a um ciclo de molda-gem diferente do aplicado para os polímeros amorfos. Para o Delrin®, um ciclo de moldagem geralmente consiste das seguintes fases (consulte a Figura 37):A = Tempo de Molde Aberto. Isto inclui o tempo de aber-
tura, o tempo de extração e o tempo de fechamento.
B = Tempo de Preenchimento ou Tempo de Injeção.A resina fundida é introduzida no molde na “fase de preenchimento dinâmico”.
C = Tempo de recalque. Durante esta “fase de com-pactação”, a resina é solidificada sob pressão, enquanto que resina adicional é introduzida no molde para compensar a redução do volume causada pela contração que ocorre no molde.
D = Tempo de Dosagem. A rosca gira e prepara novo material fundido para a próxima injeção.
E = Tempo de Resfriamento. Uma vez que a peça esteja cristalizada (sólida) e pronta para ser extraída ao final do tempo de recalque, não há necessidade de um tempo de resfriamento; portanto o tempo de resfriamento é somente o tempo de dosagem mais um pequeno intervalo de segurança.
O Tempo Total do Ciclo (TTC) para o Delrin® é a soma dos vários tempos ajustados para cada fase damoldagem.
Nota: a classificação acima reflete a terminologia usadana Otimização e Diagnóstico de Moldagem Assistido porComputador (CAMDO) para o Delrin®. Freqüentemente asoma do tempo de preenchimento (injeção) e do tempo derecalque é definida como Tempo de Avanço da Rosca, comogeralmente estabelecido na literatura anterior do Delrin®.
O gráfico de estimativa do ciclo na Figura 38 mostrauma faixa de tempos totais de ciclo que têm sido usados para moldagem com boa qualidade do Delrin®
em peças de diversas espessuras. O ciclo real é próximo do limite inferior quando se usa uma resina de alta produtividade como o Delrin® 1700 e quando os requisitos de uso final são menos restritivos.
Figura 37 O ciclo de injeção para Delrin®
A. Molde aberto
B. Tempo depreenchimento
E. Tempo de resfriamento
D. Tempo de dosagem
C. Tempo derecalque
Figura 38 Estimativa do tempo total do ciclo para moldagem de alta qualidade de peças de Delrin®
Riscos de porosidade,vazios e empenamento
nesta área
Espessura da parede da peça, mm
Tem
po
to
tal
do
cic
lo T
TC
,s
27
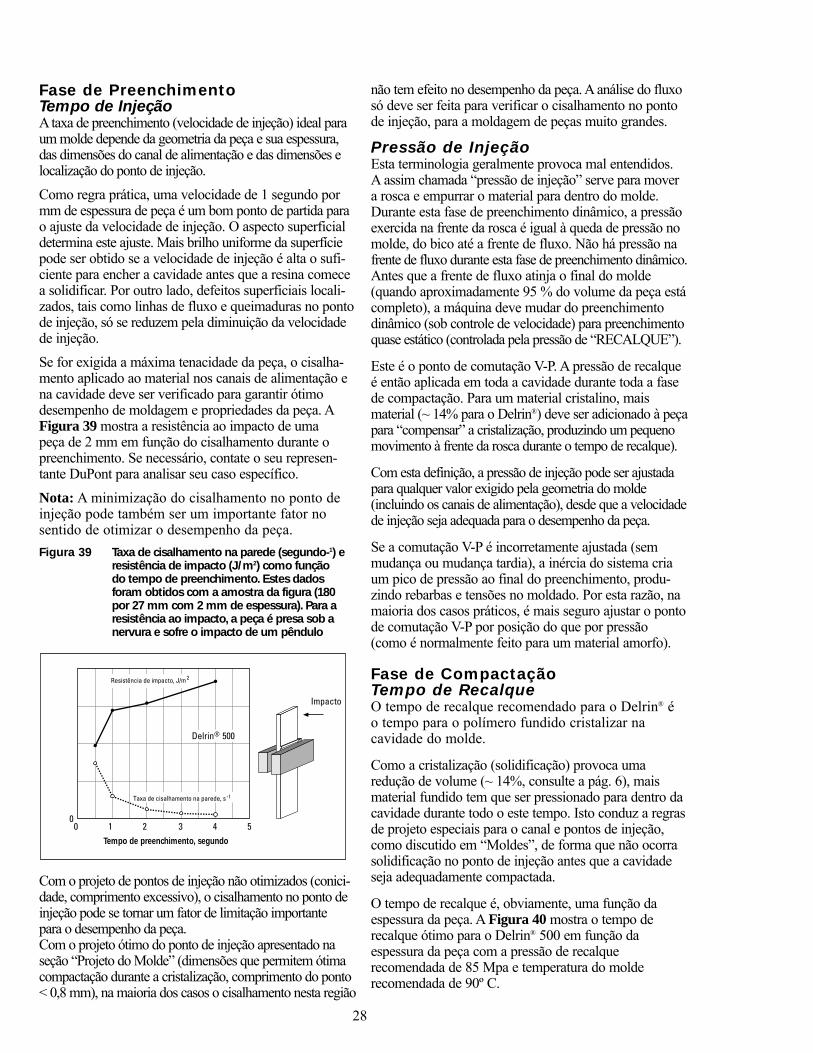
28
Fase de PreenchimentoTempo de InjeçãoAtaxa de preenchimento (velocidade de injeção) ideal para um molde depende da geometria da peça e sua espessura, das dimensões do canal de alimentação e das dimensões e localização do ponto de injeção.
Como regra prática, uma velocidade de 1 segundo por mm de espessura de peça é um bom ponto de partida parao ajuste da velocidade de injeção. O aspecto superficialdetermina este ajuste. Mais brilho uniforme da superfície pode ser obtido se a velocidade de injeção é alta o sufi-ciente para encher a cavidade antes que a resina comece a solidificar. Por outro lado, defeitos superficiais locali-zados, tais como linhas de fluxo e queimaduras no ponto de injeção, só se reduzem pela diminuição da velocidadede injeção.
Se for exigida a máxima tenacidade da peça, o cisalha-mento aplicado ao material nos canais de alimentação e na cavidade deve ser verificado para garantir ótimo desempenho de moldagem e propriedades da peça. AFigura 39 mostra a resistência ao impacto de uma peça de 2 mm em função do cisalhamento durante opreenchimento. Se necessário, contate o seu represen-tante DuPont para analisar seu caso específico.
Nota: A minimização do cisalhamento no ponto deinjeção pode também ser um importante fator no sentido de otimizar o desempenho da peça.
Com o projeto de pontos de injeção não otimizados (conici-dade, comprimento excessivo), o cisalhamento no ponto deinjeção pode se tornar um fator de limitação importante para o desempenho da peça.Com o projeto ótimo do ponto de injeção apresentado na seção “Projeto do Molde” (dimensões que permitem ótima compactação durante a cristalização, comprimento do ponto < 0,8 mm), na maioria dos casos o cisalhamento nesta região
Tempo de preenchimento, segundo
Figura 39 Taxa de cisalhamento na parede (segundo-1) eresistência de impacto (J/m2) como função do tempo de preenchimento. Estes dados foram obtidos com a amostra da figura (180 por 27 mm com 2 mm de espessura). Para a resistência ao impacto, a peça é presa sob a nervura e sofre o impacto de um pêndulo
não tem efeito no desempenho da peça. A análise do fluxo só deve ser feita para verificar o cisalhamento no ponto de injeção, para a moldagem de peças muito grandes.
Pressão de InjeçãoEsta terminologia geralmente provoca mal entendidos.A assim chamada “pressão de injeção” serve para movera rosca e empurrar o material para dentro do molde.Durante esta fase de preenchimento dinâmico, a pressãoexercida na frente da rosca é igual à queda de pressão nomolde, do bico até a frente de fluxo. Não há pressão nafrente de fluxo durante esta fase de preenchimento dinâmico.Antes que a frente de fluxo atinja o final do molde (quando aproximadamente 95 % do volume da peça estácompleto), a máquina deve mudar do preenchimentodinâmico (sob controle de velocidade) para preenchimentoquase estático (controlada pela pressão de “RECALQUE”).
Este é o ponto de comutação V-P. A pressão de recalque é então aplicada em toda a cavidade durante toda a fase de compactação. Para um material cristalino, mais material (~ 14% para o Delrin®) deve ser adicionado à peçapara “compensar” a cristalização, produzindo um pequenomovimento à frente da rosca durante o tempo de recalque).
Com esta definição, a pressão de injeção pode ser ajustada para qualquer valor exigido pela geometria do molde (incluindo os canais de alimentação), desde que a velocidade de injeção seja adequada para o desempenho da peça.
Se a comutação V-P é incorretamente ajustada (semmudança ou mudança tardia), a inércia do sistema cria um pico de pressão ao final do preenchimento, produ-zindo rebarbas e tensões no moldado. Por esta razão, namaioria dos casos práticos, é mais seguro ajustar o ponto de comutação V-P por posição do que por pressão (como é normalmente feito para um material amorfo).
Fase de CompactaçãoTempo de RecalqueO tempo de recalque recomendado para o Delrin® é o tempo para o polímero fundido cristalizar na cavidade do molde.
Como a cristalização (solidificação) provoca uma redução de volume (~ 14%, consulte a pág. 6), mais material fundido tem que ser pressionado para dentro dacavidade durante todo o este tempo. Isto conduz a regras de projeto especiais para o canal e pontos de injeção, como discutido em “Moldes”, de forma que não ocorrasolidificação no ponto de injeção antes que a cavidade seja adequadamente compactada.
O tempo de recalque é, obviamente, uma função da espessura da peça. A Figura 40 mostra o tempo derecalque ótimo para o Delrin® 500 em função da espessura da peça com a pressão de recalque recomendada de 85 Mpa e temperatura do molde recomendada de 90º C.
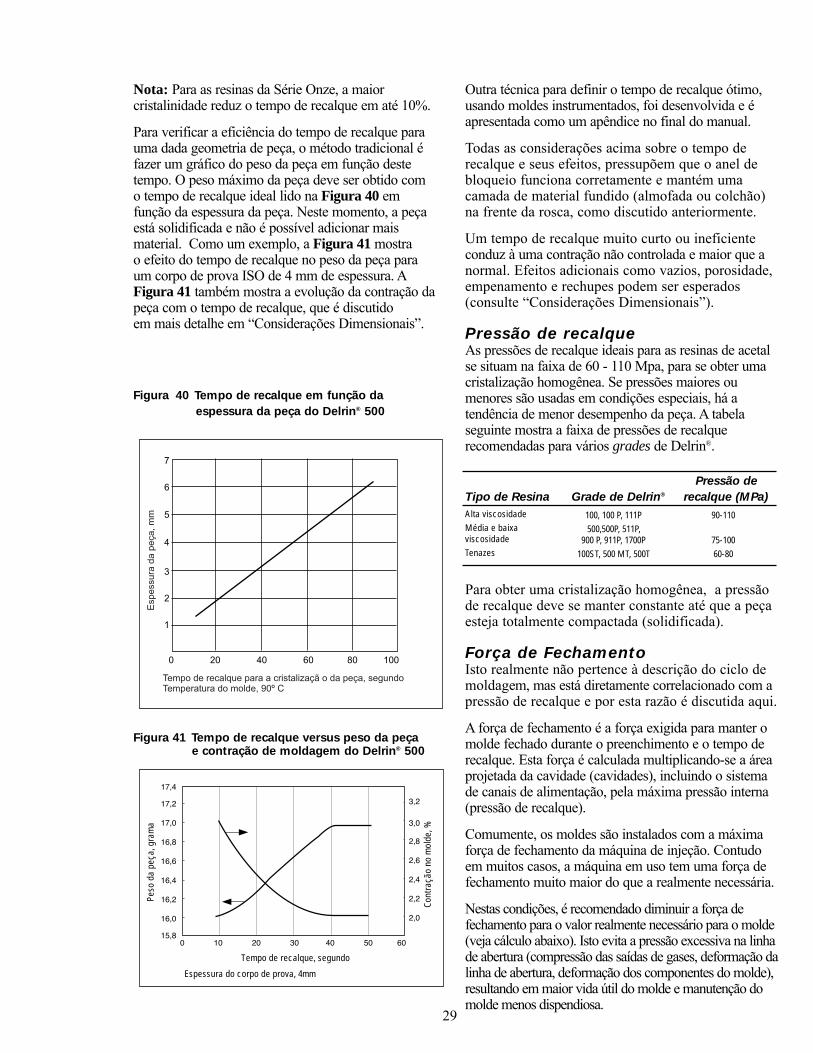
Outra técnica para definir o tempo de recalque ótimo,usando moldes instrumentados, foi desenvolvida e é apresentada como um apêndice no final do manual.
Todas as considerações acima sobre o tempo derecalque e seus efeitos, pressupõem que o anel de bloqueio funciona corretamente e mantém uma camada de material fundido (almofada ou colchão) na frente da rosca, como discutido anteriormente.
Um tempo de recalque muito curto ou ineficiente conduz à uma contração não controlada e maior que anormal. Efeitos adicionais como vazios, porosidade,empenamento e rechupes podem ser esperados (consulte “Considerações Dimensionais”).
Pressão de recalqueAs pressões de recalque ideais para as resinas de acetal se situam na faixa de 60 - 110 Mpa, para se obter umacristalização homogênea. Se pressões maiores ou menores são usadas em condições especiais, há a tendência de menor desempenho da peça. A tabela seguinte mostra a faixa de pressões de recalque recomendadas para vários grades de Delrin®.
Para obter uma cristalização homogênea, a pressão de recalque deve se manter constante até que a peçaesteja totalmente compactada (solidificada).
Força de FechamentoIsto realmente não pertence à descrição do ciclo demoldagem, mas está diretamente correlacionado com apressão de recalque e por esta razão é discutida aqui.
A força de fechamento é a força exigida para manter omolde fechado durante o preenchimento e o tempo derecalque. Esta força é calculada multiplicando-se a áreaprojetada da cavidade (cavidades), incluindo o sistema de canais de alimentação, pela máxima pressão interna(pressão de recalque).
Comumente, os moldes são instalados com a máximaforça de fechamento da máquina de injeção. Contudo em muitos casos, a máquina em uso tem uma força defechamento muito maior do que a realmente necessária.
Nestas condições, é recomendado diminuir a força defechamento para o valor realmente necessário para o molde(veja cálculo abaixo). Isto evita a pressão excessiva na linha de abertura (compressão das saídas de gases, deformação dalinha de abertura, deformação dos componentes do molde),resultando em maior vida útil do molde e manutenção domolde menos dispendiosa.
Nota: Para as resinas da Série Onze, a maior cristalinidade reduz o tempo de recalque em até 10%.
Para verificar a eficiência do tempo de recalque parauma dada geometria de peça, o método tradicional éfazer um gráfico do peso da peça em função destetempo. O peso máximo da peça deve ser obtido com o tempo de recalque ideal lido na Figura 40 emfunção da espessura da peça. Neste momento, a peçaestá solidificada e não é possível adicionar mais material. Como um exemplo, a Figura 41 mostra o efeito do tempo de recalque no peso da peça para um corpo de prova ISO de 4 mm de espessura. AFigura 41 também mostra a evolução da contração dapeça com o tempo de recalque, que é discutido em mais detalhe em “Considerações Dimensionais”.
Tempo de recalque, segundo
Espessura do corpo de prova, 4mm
Peso
da
peça
, gra
ma
Figura 41 Tempo de recalque versus peso da peça e contração de moldagem do Delrin® 500
Cont
raçã
o no
mol
de, %
Figura 40 Tempo de recalque em função da
espessura da peça do Delrin® 500
Pressão de
Tipo de Resina Grade de Delrin® recalque (MPa)
Alta viscosidadeMédia e baixa viscosidadeTenazes
100, 100 P, 111P500,500P, 511P,
900 P, 911P, 1700P100ST, 500 MT, 500T
90-110
75-10060-80
29
0 10 20 30 40 50 60
3,2
3,0
2,8
2,6
2,4
2,2
2,0
17,4
17,2
17,0
16,8
16,6
16,4
16,2
16,0
15,8
0 20 40 60 80 100
7
6
5
4
3
2
1
Tempo de recalque para a cristalizaçã o da peça, segundoTemperatura do molde, 90º C
Esp
ess
ura
da p
eça
, m
m
30
A estimativa da pressão interna máxima pode ser feita através da análise de fluxo. Contudo, para peças com relação de comprimento de fluxo para a espessura menor do que 100 para 1, normalmente a pressão interna é igual à pressão de recalque. As seguintes diretrizes podem ser usadas:
1. Para peças que necessitem de ótimas propriedades mecânicas, a pressão de fechamento específica deve ser de 1 tonelada/cm2 para o Delrin® 100 e 0,85 tonelada/cm2 para outros grades de Delrin®.
Exemplo de cálculo:área projetada da peça (ou peças), incluindo o sistema de canais = 115 cm2
material = Delrin® 500.força de fechamento da máquina requerida = 115 X 0,85 = 98 toneladas.
2. Para peças que não necessitam de ótimas propriedadesmecânicas, é possível moldar peças aceitáveis com pressões de recalque menores (e forças de fechamento menores).
Fase de plastificaçãoTempo de dosagemDada uma quantidade fixa de resina a plastificar para o próximo ciclo, o tempo de dosagem é diretamente dependente da velocidade de rotação da rosca.
É crucial que se certifique que a rotação da rosca aplicada é baixa o suficiente para evitar o cisalhamento excessivoda resina no cilindro (o que pode levar à degradação), mas alta o suficiente para proporcionar uma fusão uniforme (sem partículas de material não fundido). Isto pode ser feito com dois testes práticos quanto à presença de material não fundido e material degradado, como descrito na pág.13.
Nota: já que o Delrin® é um polímero altamente cristalino,seus requisitos térmicos são diferentes do que para os materiais amorfos. Roscas especificamente projetadas para o Delrin® e uma relação apropriada entre o peso demoldagem e a capacidade da máquina produzem uma plastificação eficiente. Maiores detalhes sobre dimensões de rosca nas págs.10-11.
Tempo de ResfriamentoO tempo de resfriamento é um parâmetro importante para a moldagem por injeção dos polímeros amorfos. Asituação é completamente diferente com o Delrin®
(consulte também nas págs.7-8). No final de um tempo de recalque corretamente ajustado e eficiente, a peça de Delrin® está cristalizada e sólida. Não há necessidade para mais tempo de resfriamento, e a peça pode ser, em princípio, extraída do molde imediatamente. Isto pode ser demonstrado com o término do ciclo no final do tempo de recalque e com a extração imediata da peça.Na maioria dos casos práticos a peça é extraída após o tempo de dosagem, de forma que o tempo de resfria-mento (como definido na Figura 37) é simplesmente
o tempo de dosagem mais uma pequena margem de segurança. Uma exceção é o caso das máquinas com bicos valvulados, em que a extração da peça pode ser feita com a rosca em rotação. Isto teoricamente se traduz em ciclos mais curtos, mas outros problemas práticospodem surgir, limitando a produtividade (consulte a pág.13 para maiores detalhes sobre bicos valvulados).
Moldagem com produtividade ótimaAs restrições econômicas pressionam por peças com custos mais baixos, que podem ser obtidas pela melhoria da qualidade e/ou diminuindo o tempo total de ciclo (TTC). Este guia recomenda os parâmetros para se obterpeças com propriedades otimizadas a curto e longo prazos, levando a um tempo total de ciclo ideal.
Qualquer modificação do ciclo só pode ser feita após avaliação realista do desempenho da peça a curto e longo prazos. A diminuição exagerada do ciclo pode levar a:
a) diminuição das propriedades da peça e outros problemas de qualidade (especialmente contração, empenamento e contração pós-moldagem).
b) processo não “estável”, podendo conduzir à diminuição da qualidade e custos maiores.
Antes de tentar diminuir o TTC atual, os seguintes itensdevem ser analisados:
O projeto da peça pode não ser ideal, ou seja, a peça pode ser muito espessa. As mudanças no projeto (adição de nervuras, uso de pinos) são dispendiosas maspodem permitir significante redução no tempo do ciclo.
As condições da unidade de injeção podem não serideais. Com o Delrin® o tempo de resfriamento pode ser minimizado para o tempo de dosagem. O perfil e o tamanho da rosca adequados facilitam esta tarefa.
Tendo dicidido diminuir o TTC, as seguintes ações devem ser executadas (pela ordem crescente de risco)
Investigue os gargalos óbvios no ciclo.
Minimize o curso de abertura do molde.
Minimize o tempo de Abertura do Molde, aumentandoas velocidades de abertura/fechamento. Batentes de borracha ou molas podem ser usadas para evitar impacto das placas flutuantes nos moldes de 3 placas, não interferindo na qualidade da peça.
Minimize o tempo entre a parada da rosca e a abertura do molde. Sem efeito na qualidade da peça.
Minimize o Tempo de Injeção (injeção mais rápida). Pode resultar em cisalhamento excessivo e menor resistência da linha de emenda. Bico e canais de alimentação maiores, assim como saída de gases melhorada podem ser necessários.
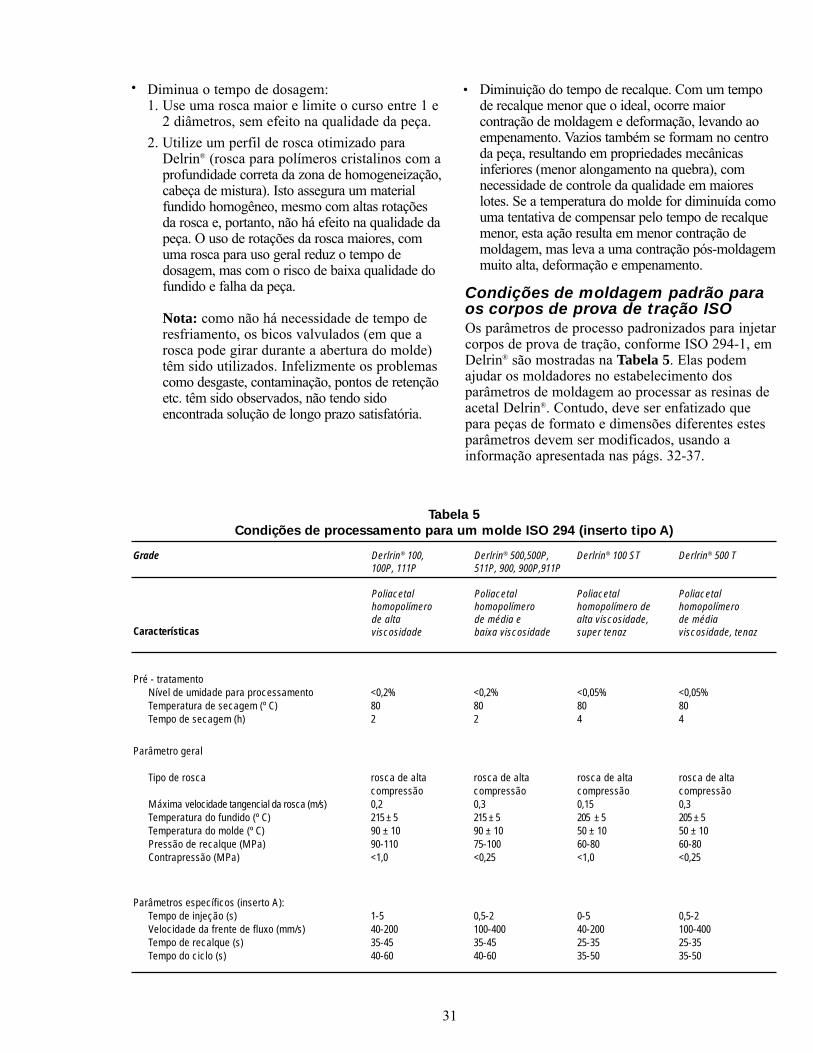
Tabela 5
Condições de processamento para um molde ISO 294 (inserto tipo A)
Diminua o tempo de dosagem:1. Use uma rosca maior e limite o curso entre 1 e
2 diâmetros, sem efeito na qualidade da peça.
2. Utilize um perfil de rosca otimizado para Delrin® (rosca para polímeros cristalinos com a profundidade correta da zona de homogeneização, cabeça de mistura). Isto assegura um material fundido homogêneo, mesmo com altas rotações da rosca e, portanto, não há efeito na qualidade da peça. O uso de rotações da rosca maiores, com uma rosca para uso geral reduz o tempo de dosagem, mas com o risco de baixa qualidade do fundido e falha da peça.
Nota: como não há necessidade de tempo de resfriamento, os bicos valvulados (em que a rosca pode girar durante a abertura do molde) têm sido utilizados. Infelizmente os problemas como desgaste, contaminação, pontos de retenção etc. têm sido observados, não tendo sido encontrada solução de longo prazo satisfatória.
Diminuição do tempo de recalque. Com um tempo de recalque menor que o ideal, ocorre maior contração de moldagem e deformação, levando aoempenamento. Vazios também se formam no centro da peça, resultando em propriedades mecânicas inferiores (menor alongamento na quebra), com necessidade de controle da qualidade em maiores lotes. Se a temperatura do molde for diminuída comouma tentativa de compensar pelo tempo de recalquemenor, esta ação resulta em menor contração demoldagem, mas leva a uma contração pós-moldagemmuito alta, deformação e empenamento.
Condições de moldagem padrão para os corpos de prova de tração ISO Os parâmetros de processo padronizados para injetarcorpos de prova de tração, conforme ISO 294-1, emDelrin® são mostradas na Tabela 5. Elas podem ajudar os moldadores no estabelecimento dosparâmetros de moldagem ao processar as resinas deacetal Delrin®. Contudo, deve ser enfatizado que para peças de formato e dimensões diferentes estesparâmetros devem ser modificados, usando ainformação apresentada nas págs. 32-37.
Grade
Características
Pré - tratamentoNível de umidade para processamento <0,2% <0,2% <0,05% <0,05%Temperatura de secagem (º C) 80 80 80 80 Tempo de secagem (h) 2 2 4 4
Parâmetro geral
Tipo de rosca rosca de alta rosca de alta rosca de alta rosca de altacompressão compressão compressão compressão
Máxima velocidade tangencial da rosca (m/s) 0,2 0,3 0,15 0,3Temperatura do fundido (º C) 215 ± 5 215 ± 5 205 ± 5 205 ± 5Temperatura do molde (º C) 90 ± 10 90 ± 10 50 ± 10 50 ± 10Pressão de recalque (MPa) 90-110 75-100 60-80 60-80Contrapressão (MPa) <1,0 <0,25 <1,0 <0,25
Parâmetros específicos (inserto A):Tempo de injeção (s) 1-5 0,5-2 0-5 0,5-2Velocidade da frente de fluxo (mm/s) 40-200 100-400 40-200 100-400Tempo de recalque (s) 35-45 35-45 25-35 25-35Tempo do ciclo (s) 40-60 40-60 35-50 35-50
Derlrin® 100,100P, 111P
Poliacetal homopolímero de alta viscosidade
Derlrin® 500,500P, 511P, 900, 900P,911P
Poliacetal homopolímero de média e baixa viscosidade
Derlrin® 100 ST
Poliacetal homopolímero de alta viscosidade,super tenaz
Derlrin® 500 T
Poliacetal homopolímero de média viscosidade, tenaz
31

Tempo de recalque através da medida de pressão na cavidadeEsta técnica foi desenvolvida durante os últimos anos,particularmente para as resinas amorfas. O principalobjetivo é otimizar o controle do perfil de pressão derecalque, para reduzir as tensões internas, que têm sidouma causa freqüente para a falha dos artigos moldadosem polímeros amorfos.
Mesmo que tais problemas de tensões internas não seapliquem a um polímero cristalino como o Delrin®,esta técnica está demonstrando ser um método efetivopara determinar o tempo de cristalização de uma peçamoldada, com um tipo específico de polímero e comdeterminados parâmetros de processamento.
Um sistema de obtenção de dados foi desenvolvidopela DuPont. Ele consiste de um computador com umcartão de obtenção de dados e um software patenteadoCAVAN (CAVity ANalysis - Análise de cavidade),que permite a obtenção, apresentação e análise detodos os sinais analógicos disponíveis (p. ex. veloci-dade de injeção, pressão hidráulica, etc.). O sistemamede o tempo de cristalização de cada ciclo com umaprecisão menor do que 0,1 segundo, dependendo dalocalização do transdutor.
Normalmente um transdutor de pressão simplesjunto do ponto de injeção, é suficiente para deter-minar o tempo e cristalização da peça de Delrin®.Isto é feito em um ciclo de moldagem simples,através da análise das mudanças de pressão durantea fase de compactação. A Figura 42 mostra umacurva de CAVAN típica a partir da qual o tempo derecalque de uma peça de Delrin® com 2 mm deespessura pode ser determinado.
Tempo, segundo
Tempo depreenchimento dinâmico
Pres
são
na c
avid
ade
em M
Pa
Tempo de pressão de recalque
Figura 42 Pressão da Cavidade medida durante opreenchimento e a compactação (1 transdutor)
1 Transdutor de pressão Delrin® 500Espessura da parede: 2 mm
Considerações dimensionaisAs resinas Delrin® têm boa estabilidade dimensional,comparada com outros polímeros, em uma ampla faixa de temperaturas e na presença de umidade, lubrificantes ou solventes. Em razão da combinaçãoexclusiva de estabilidade dimensional com outras propriedades, como resistência à fadiga e resistência àtração, estas resinas são usadas extensivamente naindústria para a fabricação de engrenagens de precisão,rolamentos, alojamentos e dispositivos similares.Contudo, como com todos os materiais de construção,há fatores que afetam a estabilidade dimensional do Delrin®, que devem ser considerados quando tolerâncias rígidas são essenciais.
As dimensões de uma peça moldada são determinadasprimeiramente pelas dimensões da cavidade e, deforma secundária, por todas as variáveis que afetam acompactação e cristalinidade da resina (por exemplo apressão e tempo de recalque, temperatura do molde).Parece óbvio mencionar as dimensões da cavidadecomo principal fator para as dimensões da peça porém,a experiência tem demonstrado que os problemasdimensionais são comumente atacados com alteraçõesdas condições de moldagem e, geralmente não apresentam bons resultados. Os problemas dimensio-nais isotrópicos podem, em princípio, ser corrigidospor alterações na pressão de recalque. Nos casos mais freqüentes, em que poucas dimensões estão fora deespecificação, as tentativas de alteração dos parâmetros demoldagem, em geral, reduzem muito a flexibilidade doprocesso, aumentando os riscos de geração de refugo.
A contração de moldagem e a contração pós-moldagemocorrem como conseqüência natural do processo deinjeção. Elas influenciam nas tolerâncias quepodem ser obtidas para peças moldadas. Os dadossobre estes efeitos são apresentados nesta seção.
Outras variações dimensionais em peças moldadascom Delrin® podem ser causadas por alterações de temperatura ou da natureza do ambiente. Asvariações reversíveis resultam da expansão térmica ou pela absorção de água ou outros solventes. Isto é discutido mais adiante nesta seção, em “Alterações Ambientais”.
As variações dimensionais irreversíveis ocorremquando as moléculas do polímero, solidificadas emuma condição instável, se movem para um estadomais estável. Um exemplo é quando as peçasmoldadas em um molde com temperatura baixa,são expostas à temperatura elevadas. Estasmudanças são discutidas em “Contração Pós-Moldagem” e “Recozimento”.
32
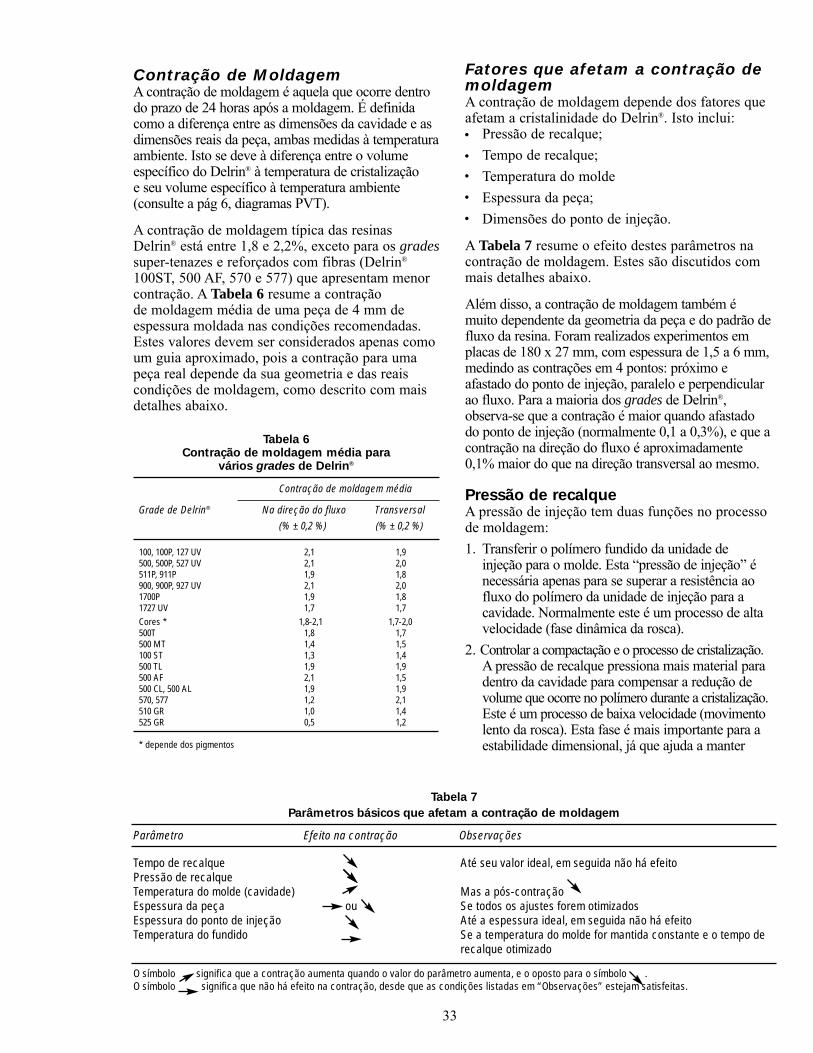
Tabela 7
Parâmetros básicos que afetam a contração de moldagem
Parâmetro Efeito na contração Observações
O símbolo significa que a contração aumenta quando o valor do parâmetro aumenta, e o oposto para o símbolo . O símbolo significa que não há efeito na contração, desde que as condições listadas em “Observações” estejam satisfeitas.
Tempo de recalquePressão de recalqueTemperatura do molde (cavidade)Espessura da peça ouEspessura do ponto de injeçãoTemperatura do fundido
Até seu valor ideal, em seguida não há efeito
Mas a pós-contração Se todos os ajustes forem otimizadosAté a espessura ideal, em seguida não há efeitoSe a temperatura do molde for mantida constante e o tempo derecalque otimizado
Fatores que afetam a contração demoldagemA contração de moldagem depende dos fatores queafetam a cristalinidade do Delrin®. Isto inclui:
Pressão de recalque;
Tempo de recalque;
Temperatura do molde
Espessura da peça;
Dimensões do ponto de injeção.
A Tabela 7 resume o efeito destes parâmetros nacontração de moldagem. Estes são discutidos commais detalhes abaixo.
Além disso, a contração de moldagem também émuito dependente da geometria da peça e do padrão defluxo da resina. Foram realizados experimentos emplacas de 180 x 27 mm, com espessura de 1,5 a 6 mm,medindo as contrações em 4 pontos: próximo e afastado do ponto de injeção, paralelo e perpendicularao fluxo. Para a maioria dos grades de Delrin®, observa-se que a contração é maior quando afastadodo ponto de injeção (normalmente 0,1 a 0,3%), e que acontração na direção do fluxo é aproximadamente0,1% maior do que na direção transversal ao mesmo.
Pressão de recalqueA pressão de injeção tem duas funções no processode moldagem:
1. Transferir o polímero fundido da unidade de injeção para o molde. Esta “pressão de injeção” é necessária apenas para se superar a resistência ao fluxo do polímero da unidade de injeção para a cavidade. Normalmente este é um processo de alta velocidade (fase dinâmica da rosca).
2. Controlar a compactação e o processo de cristalização.A pressão de recalque pressiona mais material para dentro da cavidade para compensar a redução de volume que ocorre no polímero durante a cristalização.Este é um processo de baixa velocidade (movimentolento da rosca). Esta fase é mais importante para a estabilidade dimensional, já que ajuda a manter
Contração de MoldagemA contração de moldagem é aquela que ocorre dentrodo prazo de 24 horas após a moldagem. É definidacomo a diferença entre as dimensões da cavidade e asdimensões reais da peça, ambas medidas à temperaturaambiente. Isto se deve à diferença entre o volumeespecífico do Delrin® à temperatura de cristalização e seu volume específico à temperatura ambiente (consulte a pág 6, diagramas PVT).
A contração de moldagem típica das resinas Delrin® está entre 1,8 e 2,2%, exceto para os gradessuper-tenazes e reforçados com fibras (Delrin®
100ST, 500 AF, 570 e 577) que apresentam menorcontração. A Tabela 6 resume a contração de moldagem média de uma peça de 4 mm deespessura moldada nas condições recomendadas.Estes valores devem ser considerados apenas comoum guia aproximado, pois a contração para umapeça real depende da sua geometria e das reaiscondições de moldagem, como descrito com maisdetalhes abaixo.
Tabela 6 Contração de moldagem média para
vários grades de Delrin®
Contração de moldagem média
Grade de Delrin® Na direção do fluxo Transversal (% ± 0,2 %) (% ± 0,2 %)
100, 100P, 127 UV 2,1 1,9500, 500P, 527 UV 2,1 2,0511P, 911P 1,9 1,8900, 900P, 927 UV 2,1 2,01700P 1,9 1,81727 UV 1,7 1,7Cores * 1,8-2,1 1,7-2,0500T 1,8 1,7500 MT 1,4 1,5100 ST 1,3 1,4500 TL 1,9 1,9500 AF 2,1 1,5500 CL, 500 AL 1,9 1,9570, 577 1,2 2,1510 GR 1,0 1,4525 GR 0,5 1,2
* depende dos pigmentos
33
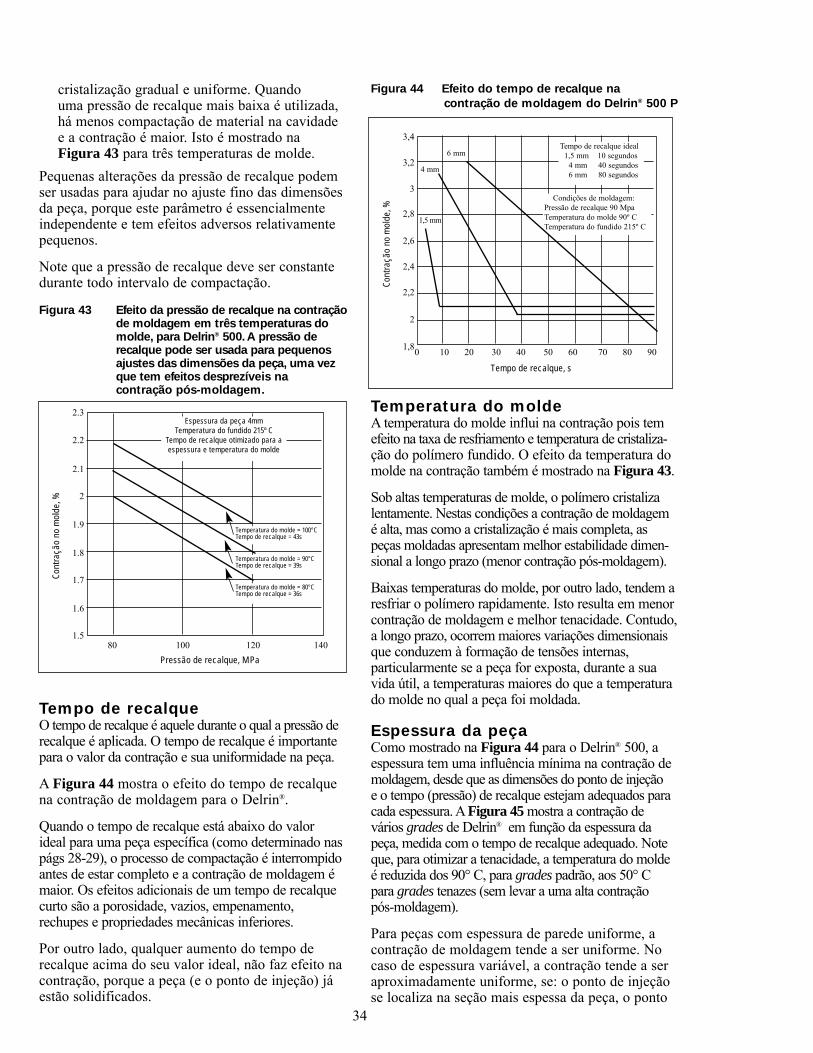
Figura 43 Efeito da pressão de recalque na contração de moldagem em três temperaturas do molde, para Delrin® 500. A pressão de recalque pode ser usada para pequenos ajustes das dimensões da peça, uma vez que tem efeitos desprezíveis na contração pós-moldagem.
Tempo de recalqueO tempo de recalque é aquele durante o qual a pressão derecalque é aplicada. O tempo de recalque é importantepara o valor da contração e sua uniformidade na peça.
A Figura 44 mostra o efeito do tempo de recalquena contração de moldagem para o Delrin®.
Quando o tempo de recalque está abaixo do valor ideal para uma peça específica (como determinado naspágs 28-29), o processo de compactação é interrompidoantes de estar completo e a contração de moldagem émaior. Os efeitos adicionais de um tempo de recalquecurto são a porosidade, vazios, empenamento, rechupes e propriedades mecânicas inferiores.
Por outro lado, qualquer aumento do tempo derecalque acima do seu valor ideal, não faz efeito nacontração, porque a peça (e o ponto de injeção) jáestão solidificados.
34
Figura 44 Efeito do tempo de recalque na
contração de moldagem do Delrin® 500 P
Tempo de recalque ideal1,5 mm 10 segundos
4 mm 40 segundos6 mm 80 segundos
Condições de moldagem:Pressão de recalque 90 MpaTemperatura do molde 90º CTemperatura do fundido 215º C
6 mm
4 mm
1,5 mm
Tempo de recalque, s
Cont
raçã
o no
mol
de, %
Pressão de recalque, MPa
Cont
raçã
o no
mol
de, %
3,4
3,2
3
2,8
2,6
2,4
2,2
2
1,80 10 20 30 40 50 60 70 80 90
2.3
2.2
2.1
2
1.9
1.8
1.7
1.6
1.580 100 120 140
Temperatura do molde = 100°CTempo de recalque = 43s
Temperatura do molde = 90°CTempo de recalque = 39s
Temperatura do molde = 80°CTempo de recalque = 36s
Espessura da peça 4mmTemperatura do fundido 215º C
Tempo de recalque otimizado para a espessura e temperatura do molde
Pequenas alterações da pressão de recalque podemser usadas para ajudar no ajuste fino das dimensõesda peça, porque este parâmetro é essencialmenteindependente e tem efeitos adversos relativamentepequenos.
Note que a pressão de recalque deve ser constantedurante todo intervalo de compactação.
cristalização gradual e uniforme. Quando uma pressão de recalque mais baixa é utilizada,há menos compactação de material na cavidade e a contração é maior. Isto é mostrado na Figura 43 para três temperaturas de molde.
Temperatura do molde A temperatura do molde influi na contração pois temefeito na taxa de resfriamento e temperatura de cristaliza-ção do polímero fundido. O efeito da temperatura domolde na contração também é mostrado na Figura 43.
Sob altas temperaturas de molde, o polímero cristalizalentamente. Nestas condições a contração de moldagemé alta, mas como a cristalização é mais completa, aspeças moldadas apresentam melhor estabilidade dimen-sional a longo prazo (menor contração pós-moldagem).
Baixas temperaturas do molde, por outro lado, tendem aresfriar o polímero rapidamente. Isto resulta em menorcontração de moldagem e melhor tenacidade. Contudo,a longo prazo, ocorrem maiores variações dimensionaisque conduzem à formação de tensões internas, particularmente se a peça for exposta, durante a suavida útil, a temperaturas maiores do que a temperaturado molde no qual a peça foi moldada.
Espessura da peçaComo mostrado na Figura 44 para o Delrin® 500, a espessura tem uma influência mínima na contração demoldagem, desde que as dimensões do ponto de injeçãoe o tempo (pressão) de recalque estejam adequados paracada espessura. A Figura 45 mostra a contração devários grades de Delrin® em função da espessura dapeça, medida com o tempo de recalque adequado. Noteque, para otimizar a tenacidade, a temperatura do moldeé reduzida dos 90° C, para grades padrão, aos 50° Cpara grades tenazes (sem levar a uma alta contração pós-moldagem).
Para peças com espessura de parede uniforme, acontração de moldagem tende a ser uniforme. Nocaso de espessura variável, a contração tende a seraproximadamente uniforme, se: o ponto de injeçãose localiza na seção mais espessa da peça, o ponto
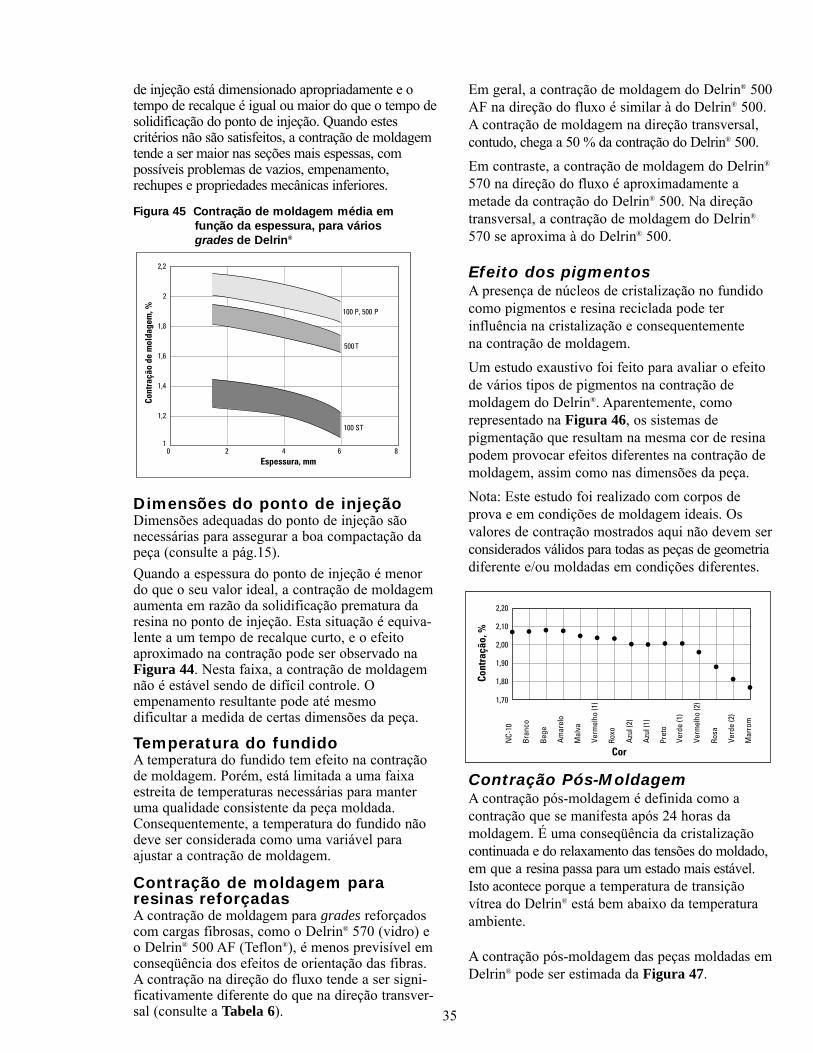
35
de injeção está dimensionado apropriadamente e otempo de recalque é igual ou maior do que o tempo desolidificação do ponto de injeção. Quando estescritérios não são satisfeitos, a contração de moldagemtende a ser maior nas seções mais espessas, com possíveis problemas de vazios, empenamento, rechupes e propriedades mecânicas inferiores.
Dimensões do ponto de injeçãoDimensões adequadas do ponto de injeção sãonecessárias para assegurar a boa compactação dapeça (consulte a pág.15).
Quando a espessura do ponto de injeção é menordo que o seu valor ideal, a contração de moldagemaumenta em razão da solidificação prematura daresina no ponto de injeção. Esta situação é equiva-lente a um tempo de recalque curto, e o efeitoaproximado na contração pode ser observado naFigura 44. Nesta faixa, a contração de moldagemnão é estável sendo de difícil controle. O empenamento resultante pode até mesmo dificultar a medida de certas dimensões da peça.
Temperatura do fundidoA temperatura do fundido tem efeito na contraçãode moldagem. Porém, está limitada a uma faixaestreita de temperaturas necessárias para manteruma qualidade consistente da peça moldada.Consequentemente, a temperatura do fundido nãodeve ser considerada como uma variável para ajustar a contração de moldagem.
Contração de moldagem pararesinas reforçadasA contração de moldagem para grades reforçadoscom cargas fibrosas, como o Delrin® 570 (vidro) eo Delrin® 500 AF (Teflon®), é menos previsível emconseqüência dos efeitos de orientação das fibras.A contração na direção do fluxo tende a ser signi-ficativamente diferente do que na direção transver-sal (consulte a Tabela 6).
Em geral, a contração de moldagem do Delrin® 500AF na direção do fluxo é similar à do Delrin® 500.A contração de moldagem na direção transversal,contudo, chega a 50 % da contração do Delrin® 500.
Em contraste, a contração de moldagem do Delrin®
570 na direção do fluxo é aproximadamente ametade da contração do Delrin® 500. Na direçãotransversal, a contração de moldagem do Delrin®
570 se aproxima à do Delrin® 500.
Efeito dos pigmentosA presença de núcleos de cristalização no fundidocomo pigmentos e resina reciclada pode ter influência na cristalização e consequentemente na contração de moldagem.
Um estudo exaustivo foi feito para avaliar o efeitode vários tipos de pigmentos na contração demoldagem do Delrin®. Aparentemente, como representado na Figura 46, os sistemas de pigmentação que resultam na mesma cor de resinapodem provocar efeitos diferentes na contração demoldagem, assim como nas dimensões da peça.
Nota: Este estudo foi realizado com corpos deprova e em condições de moldagem ideais. Os valores de contração mostrados aqui não devem serconsiderados válidos para todas as peças de geometriadiferente e/ou moldadas em condições diferentes.
Contração Pós-MoldagemA contração pós-moldagem é definida como a contração que se manifesta após 24 horas damoldagem. É uma conseqüência da cristalizaçãocontinuada e do relaxamento das tensões do moldado,em que a resina passa para um estado mais estável.Isto acontece porque a temperatura de transiçãovítrea do Delrin® está bem abaixo da temperaturaambiente.
A contração pós-moldagem das peças moldadas emDelrin® pode ser estimada da Figura 47.
Figura 45 Contração de moldagem média em
função da espessura, para vários
grades de Delrin®
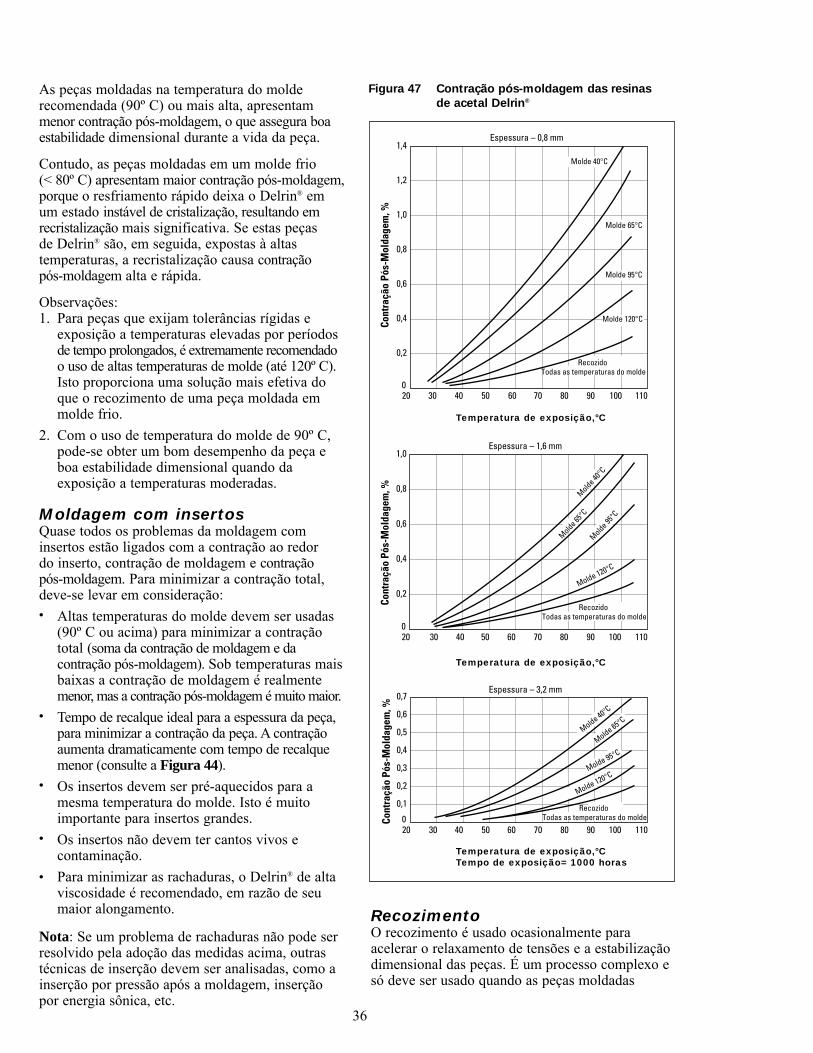
RecozimentoO recozimento é usado ocasionalmente para acelerar o relaxamento de tensões e a estabilizaçãodimensional das peças. É um processo complexo esó deve ser usado quando as peças moldadas
36
As peças moldadas na temperatura do molderecomendada (90º C) ou mais alta, apresentammenor contração pós-moldagem, o que assegura boaestabilidade dimensional durante a vida da peça.
Contudo, as peças moldadas em um molde frio (< 80º C) apresentam maior contração pós-moldagem,porque o resfriamento rápido deixa o Delrin® emum estado instável de cristalização, resultando emrecristalização mais significativa. Se estas peças de Delrin® são, em seguida, expostas à altas temperaturas, a recristalização causa contração pós-moldagem alta e rápida.
Observações:1. Para peças que exijam tolerâncias rígidas e
exposição a temperaturas elevadas por períodosde tempo prolongados, é extremamente recomendadoo uso de altas temperaturas de molde (até 120º C).Isto proporciona uma solução mais efetiva do que o recozimento de uma peça moldada em molde frio.
2. Com o uso de temperatura do molde de 90º C, pode-se obter um bom desempenho da peça e boa estabilidade dimensional quando da exposição a temperaturas moderadas.
Moldagem com insertosQuase todos os problemas da moldagem com insertos estão ligados com a contração ao redor do inserto, contração de moldagem e contração pós-moldagem. Para minimizar a contração total,deve-se levar em consideração:
Altas temperaturas do molde devem ser usadas (90º C ou acima) para minimizar a contração total (soma da contração de moldagem e da contração pós-moldagem). Sob temperaturas maisbaixas a contração de moldagem é realmente menor, mas a contração pós-moldagem é muito maior.
Tempo de recalque ideal para a espessura da peça, para minimizar a contração da peça. A contração aumenta dramaticamente com tempo de recalque menor (consulte a Figura 44).
Os insertos devem ser pré-aquecidos para a mesma temperatura do molde. Isto é muito importante para insertos grandes.
Os insertos não devem ter cantos vivos e contaminação.
Para minimizar as rachaduras, o Delrin® de alta viscosidade é recomendado, em razão de seu maior alongamento.
Nota: Se um problema de rachaduras não pode serresolvido pela adoção das medidas acima, outrastécnicas de inserção devem ser analisadas, como ainserção por pressão após a moldagem, inserçãopor energia sônica, etc.
Figura 47 Contração pós-moldagem das resinas
de acetal Delrin®
Temperatura de exposição,°C
Temperatura de exposição,°C
Temperatura de exposição,°CTempo de exposição= 1000 horas
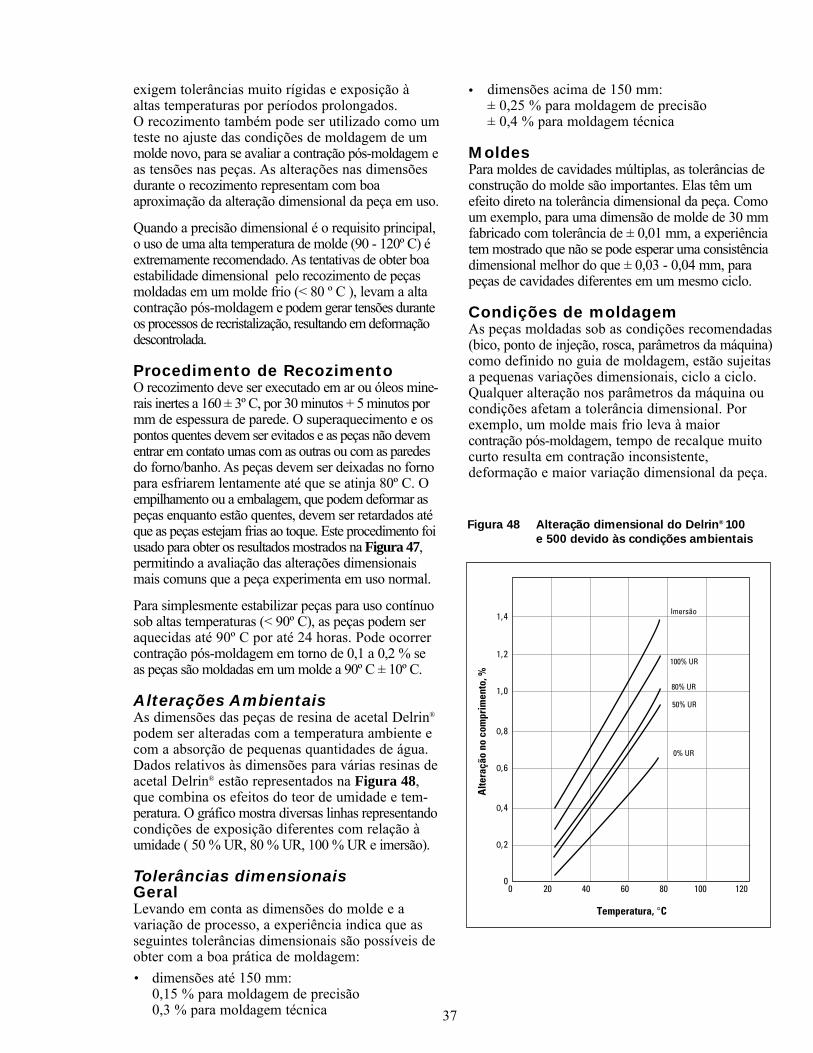
exigem tolerâncias muito rígidas e exposição àaltas temperaturas por períodos prolongados.O recozimento também pode ser utilizado como umteste no ajuste das condições de moldagem de ummolde novo, para se avaliar a contração pós-moldagem eas tensões nas peças. As alterações nas dimensõesdurante o recozimento representam com boa aproximação da alteração dimensional da peça em uso.
Quando a precisão dimensional é o requisito principal,o uso de uma alta temperatura de molde (90 - 120º C) éextremamente recomendado. As tentativas de obter boaestabilidade dimensional pelo recozimento de peçasmoldadas em um molde frio (< 80 º C ), levam a altacontração pós-moldagem e podem gerar tensões duranteos processos de recristalização, resultando em deformaçãodescontrolada.
Procedimento de RecozimentoO recozimento deve ser executado em ar ou óleos mine-rais inertes a 160 ± 3º C, por 30 minutos + 5 minutos pormm de espessura de parede. O superaquecimento e ospontos quentes devem ser evitados e as peças não devementrar em contato umas com as outras ou com as paredesdo forno/banho. As peças devem ser deixadas no fornopara esfriarem lentamente até que se atinja 80º C. Oempilhamento ou a embalagem, que podem deformar aspeças enquanto estão quentes, devem ser retardados atéque as peças estejam frias ao toque. Este procedimento foiusado para obter os resultados mostrados na Figura 47,permitindo a avaliação das alterações dimensionaismais comuns que a peça experimenta em uso normal.
Para simplesmente estabilizar peças para uso contínuosob altas temperaturas (< 90º C), as peças podem seraquecidas até 90º C por até 24 horas. Pode ocorrercontração pós-moldagem em torno de 0,1 a 0,2 % seas peças são moldadas em um molde a 90º C ± 10º C.
Alterações AmbientaisAs dimensões das peças de resina de acetal Delrin®
podem ser alteradas com a temperatura ambiente ecom a absorção de pequenas quantidades de água.Dados relativos às dimensões para várias resinas deacetal Delrin® estão representados na Figura 48,que combina os efeitos do teor de umidade e tem-peratura. O gráfico mostra diversas linhas representandocondições de exposição diferentes com relação à umidade ( 50 % UR, 80 % UR, 100 % UR e imersão).
Tolerâncias dimensionaisGeralLevando em conta as dimensões do molde e a variação de processo, a experiência indica que asseguintes tolerâncias dimensionais são possíveis deobter com a boa prática de moldagem:
dimensões até 150 mm:0,15 % para moldagem de precisão0,3 % para moldagem técnica
dimensões acima de 150 mm:± 0,25 % para moldagem de precisão± 0,4 % para moldagem técnica
MoldesPara moldes de cavidades múltiplas, as tolerâncias deconstrução do molde são importantes. Elas têm umefeito direto na tolerância dimensional da peça. Comoum exemplo, para uma dimensão de molde de 30 mmfabricado com tolerância de ± 0,01 mm, a experiênciatem mostrado que não se pode esperar uma consistênciadimensional melhor do que ± 0,03 - 0,04 mm, parapeças de cavidades diferentes em um mesmo ciclo.
Condições de moldagemAs peças moldadas sob as condições recomendadas(bico, ponto de injeção, rosca, parâmetros da máquina)como definido no guia de moldagem, estão sujeitasa pequenas variações dimensionais, ciclo a ciclo.Qualquer alteração nos parâmetros da máquina oucondições afetam a tolerância dimensional. Porexemplo, um molde mais frio leva à maior contração pós-moldagem, tempo de recalque muitocurto resulta em contração inconsistente, deformação e maior variação dimensional da peça.
37
Figura 48 Alteração dimensional do Delrin® 100
e 500 devido às condições ambientais
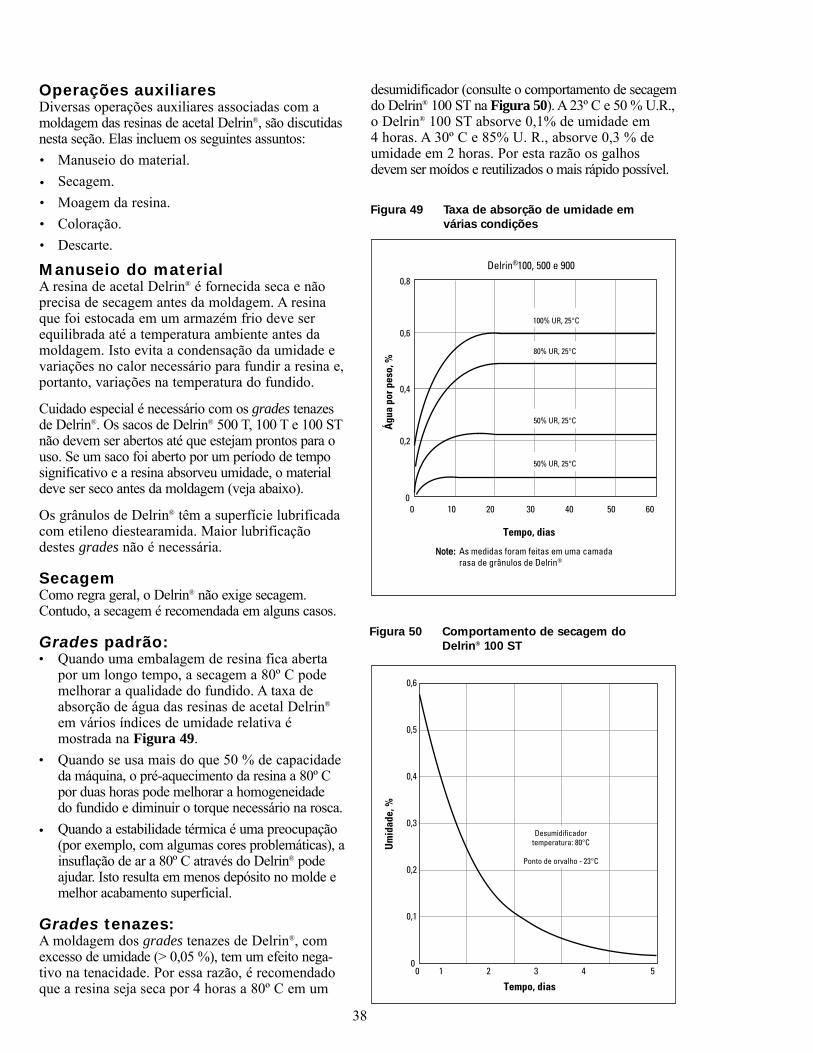
38
Operações auxiliaresDiversas operações auxiliares associadas com amoldagem das resinas de acetal Delrin®, são discutidasnesta seção. Elas incluem os seguintes assuntos:
Manuseio do material.
Secagem.
Moagem da resina.
Coloração.
Descarte.
Manuseio do materialA resina de acetal Delrin® é fornecida seca e nãoprecisa de secagem antes da moldagem. A resinaque foi estocada em um armazém frio deve serequilibrada até a temperatura ambiente antes damoldagem. Isto evita a condensação da umidade evariações no calor necessário para fundir a resina e,portanto, variações na temperatura do fundido.
Cuidado especial é necessário com os grades tenazesde Delrin®. Os sacos de Delrin® 500 T, 100 T e 100 STnão devem ser abertos até que estejam prontos para ouso. Se um saco foi aberto por um período de temposignificativo e a resina absorveu umidade, o materialdeve ser seco antes da moldagem (veja abaixo).
Os grânulos de Delrin® têm a superfície lubrificadacom etileno diestearamida. Maior lubrificaçãodestes grades não é necessária.
SecagemComo regra geral, o Delrin® não exige secagem.Contudo, a secagem é recomendada em alguns casos.
Grades padrão:Quando uma embalagem de resina fica aberta por um longo tempo, a secagem a 80º C pode melhorar a qualidade do fundido. A taxa de absorção de água das resinas de acetal Delrin®
em vários índices de umidade relativa é mostrada na Figura 49.
Quando se usa mais do que 50 % de capacidade da máquina, o pré-aquecimento da resina a 80º Cpor duas horas pode melhorar a homogeneidade do fundido e diminuir o torque necessário na rosca.
Quando a estabilidade térmica é uma preocupação (por exemplo, com algumas cores problemáticas), a insuflação de ar a 80º C através do Delrin® pode ajudar. Isto resulta em menos depósito no molde e melhor acabamento superficial.
Grades tenazes:A moldagem dos grades tenazes de Delrin®, comexcesso de umidade (> 0,05 %), tem um efeito nega-tivo na tenacidade. Por essa razão, é recomendadoque a resina seja seca por 4 horas a 80º C em um
desumidificador (consulte o comportamento de secagemdo Delrin® 100 ST na Figura 50). A 23º C e 50 % U.R.,o Delrin® 100 ST absorve 0,1% de umidade em 4 horas. A 30º C e 85% U. R., absorve 0,3 % deumidade em 2 horas. Por esta razão os galhosdevem ser moídos e reutilizados o mais rápido possível.
Figura 49 Taxa de absorção de umidade em
várias condições
Figura 50 Comportamento de secagem do
Delrin® 100 ST
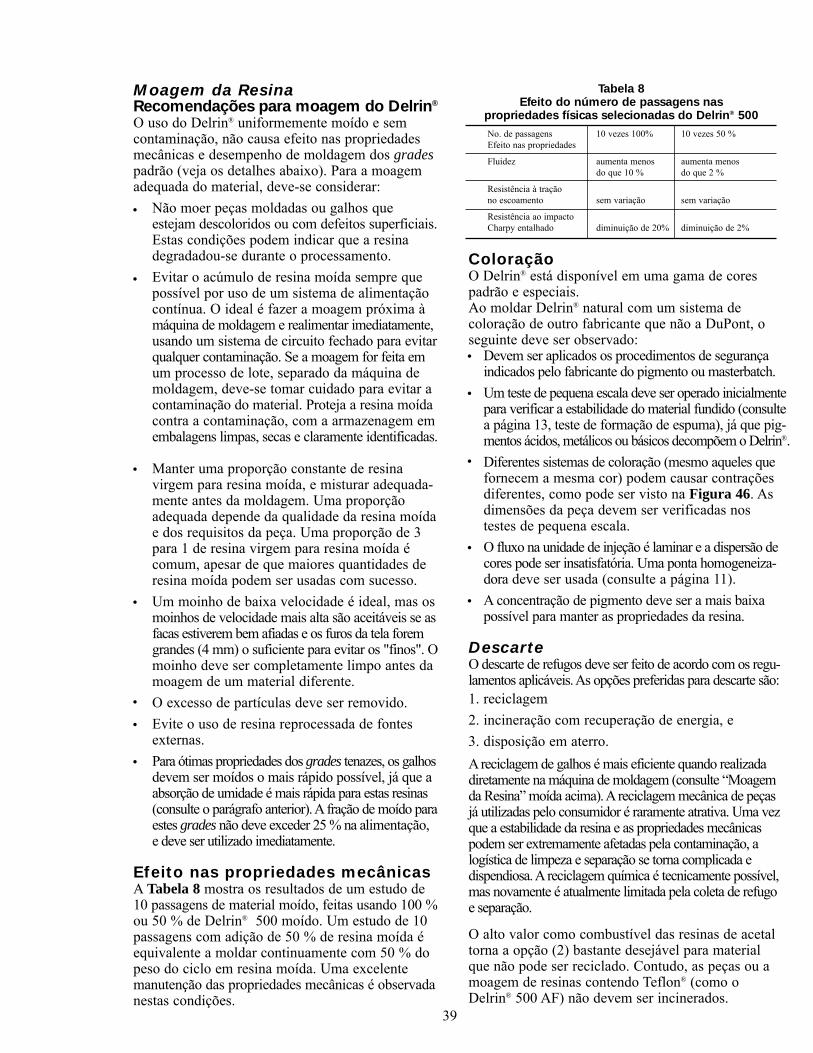
39
Moagem da ResinaRecomendações para moagem do Delrin®
O uso do Delrin® uniformemente moído e sem contaminação, não causa efeito nas propriedadesmecânicas e desempenho de moldagem dos gradespadrão (veja os detalhes abaixo). Para a moagemadequada do material, deve-se considerar:
Não moer peças moldadas ou galhos que estejam descoloridos ou com defeitos superficiais.Estas condições podem indicar que a resina degradadou-se durante o processamento.
Evitar o acúmulo de resina moída sempre que possível por uso de um sistema de alimentação contínua. O ideal é fazer a moagem próxima à máquina de moldagem e realimentar imediatamente,usando um sistema de circuito fechado para evitarqualquer contaminação. Se a moagem for feita emum processo de lote, separado da máquina de moldagem, deve-se tomar cuidado para evitar a contaminação do material. Proteja a resina moídacontra a contaminação, com a armazenagem em embalagens limpas, secas e claramente identificadas.
Manter uma proporção constante de resina virgem para resina moída, e misturar adequada-mente antes da moldagem. Uma proporção adequada depende da qualidade da resina moída e dos requisitos da peça. Uma proporção de 3 para 1 de resina virgem para resina moída é comum, apesar de que maiores quantidades de resina moída podem ser usadas com sucesso.
Um moinho de baixa velocidade é ideal, mas os moinhos de velocidade mais alta são aceitáveis se asfacas estiverem bem afiadas e os furos da tela foremgrandes (4 mm) o suficiente para evitar os "finos". Omoinho deve ser completamente limpo antes da moagem de um material diferente.
O excesso de partículas deve ser removido.
Evite o uso de resina reprocessada de fontes externas.
Para ótimas propriedades dos grades tenazes, os galhos devem ser moídos o mais rápido possível, já que a absorção de umidade é mais rápida para estas resinas (consulte o parágrafo anterior). Afração de moído para estes grades não deve exceder 25 % na alimentação,e deve ser utilizado imediatamente.
Efeito nas propriedades mecânicasA Tabela 8 mostra os resultados de um estudo de10 passagens de material moído, feitas usando 100 %ou 50 % de Delrin® 500 moído. Um estudo de 10passagens com adição de 50 % de resina moída éequivalente a moldar continuamente com 50 % dopeso do ciclo em resina moída. Uma excelentemanutenção das propriedades mecânicas é observadanestas condições.
ColoraçãoO Delrin® está disponível em uma gama de corespadrão e especiais.Ao moldar Delrin® natural com um sistema de coloração de outro fabricante que não a DuPont, oseguinte deve ser observado:
Devem ser aplicados os procedimentos de segurança indicados pelo fabricante do pigmento ou masterbatch.
Um teste de pequena escala deve ser operado inicialmente para verificar a estabilidade do material fundido (consultea página 13, teste de formação de espuma), já que pig-mentos ácidos, metálicos ou básicos decompõem o Delrin®.
Diferentes sistemas de coloração (mesmo aqueles quefornecem a mesma cor) podem causar contraçõesdiferentes, como pode ser visto na Figura 46. Asdimensões da peça devem ser verificadas nos testes de pequena escala.
O fluxo na unidade de injeção é laminar e a dispersão de cores pode ser insatisfatória. Uma ponta homogeneiza-dora deve ser usada (consulte a página 11).
A concentração de pigmento deve ser a mais baixa possível para manter as propriedades da resina.
DescarteO descarte de refugos deve ser feito de acordo com os regu-lamentos aplicáveis. As opções preferidas para descarte são:1. reciclagem
2. incineração com recuperação de energia, e
3. disposição em aterro.
Areciclagem de galhos é mais eficiente quando realizadadiretamente na máquina de moldagem (consulte “Moagem da Resina” moída acima). Areciclagem mecânica de peças já utilizadas pelo consumidor é raramente atrativa. Uma vezque a estabilidade da resina e as propriedades mecânicaspodem ser extremamente afetadas pela contaminação, a logística de limpeza e separação se torna complicada e dispendiosa. Areciclagem química é tecnicamente possível,mas novamente é atualmente limitada pela coleta de refugo e separação.
O alto valor como combustível das resinas de acetaltorna a opção (2) bastante desejável para material que não pode ser reciclado. Contudo, as peças ou amoagem de resinas contendo Teflon® (como o Delrin® 500 AF) não devem ser incinerados.
Tabela 8 Efeito do número de passagens nas
propriedades físicas selecionadas do Delrin® 500
No. de passagens 10 vezes 100% 10 vezes 50 %Efeito nas propriedades
Fluidez aumenta menos aumenta menos do que 10 % do que 2 %
Resistência à tração no escoamento sem variação sem variação
Resistência ao impacto Charpy entalhado diminuição de 20% diminuição de 2%
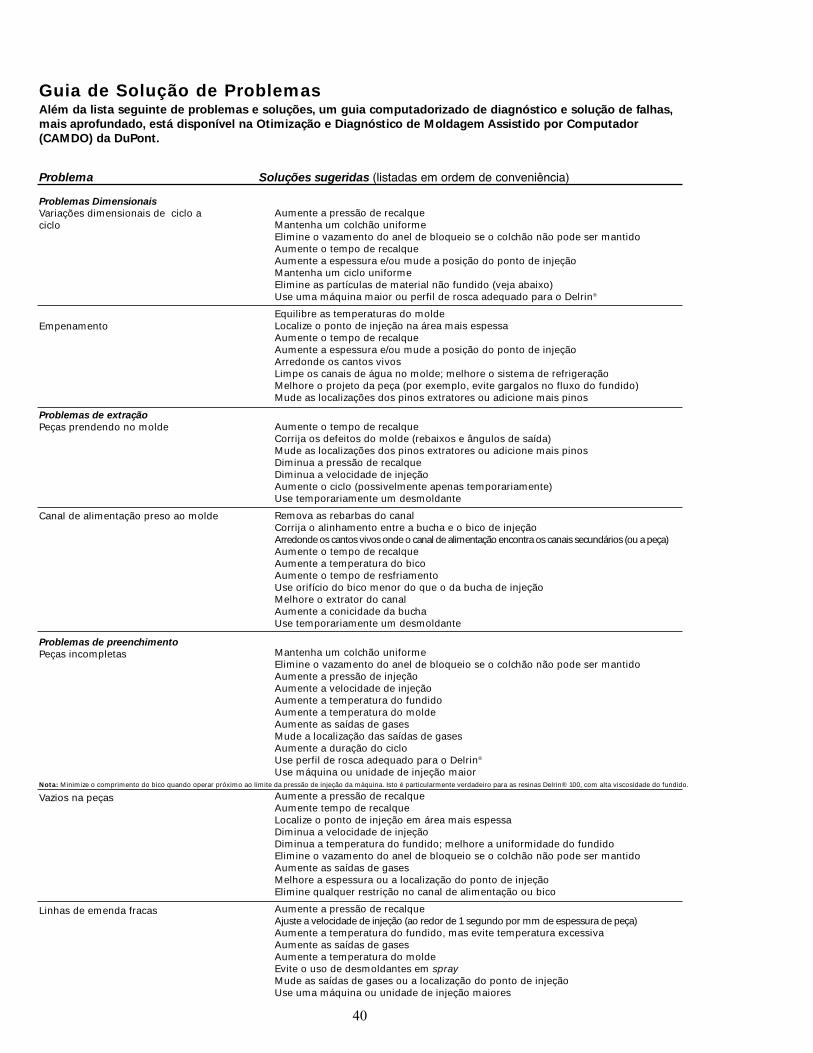
Nota: Minimize o comprimento do bico quando operar próximo ao limite da pressão de injeção da máquina. Isto é particularmente verdadeiro para as resinas Delrin® 100, com alta viscosidade do fundido.
Aumente a pressão de recalqueMantenha um colchão uniforme Elimine o vazamento do anel de bloqueio se o colchão não pode ser mantidoAumente o tempo de recalque Aumente a espessura e/ou mude a posição do ponto de injeçãoMantenha um ciclo uniformeElimine as partículas de material não fundido (veja abaixo) Use uma máquina maior ou perfil de rosca adequado para o Delrin®
Equilibre as temperaturas do moldeLocalize o ponto de injeção na área mais espessaAumente o tempo de recalque Aumente a espessura e/ou mude a posição do ponto de injeção Arredonde os cantos vivosLimpe os canais de água no molde; melhore o sistema de refrigeraçãoMelhore o projeto da peça (por exemplo, evite gargalos no fluxo do fundido)Mude as localizações dos pinos extratores ou adicione mais pinos
Aumente o tempo de recalque Corrija os defeitos do molde (rebaixos e ângulos de saída)Mude as localizações dos pinos extratores ou adicione mais pinosDiminua a pressão de recalqueDiminua a velocidade de injeçãoAumente o ciclo (possivelmente apenas temporariamente)Use temporariamente um desmoldante
Remova as rebarbas do canalCorrija o alinhamento entre a bucha e o bico de injeçãoArredonde os cantos vivos onde o canal de alimentação encontra os canais secundários (ou a peça)Aumente o tempo de recalque Aumente a temperatura do bicoAumente o tempo de resfriamento Use orifício do bico menor do que o da bucha de injeçãoMelhore o extrator do canalAumente a conicidade da buchaUse temporariamente um desmoldante
Mantenha um colchão uniformeElimine o vazamento do anel de bloqueio se o colchão não pode ser mantidoAumente a pressão de injeçãoAumente a velocidade de injeçãoAumente a temperatura do fundidoAumente a temperatura do moldeAumente as saídas de gasesMude a localização das saídas de gasesAumente a duração do cicloUse perfil de rosca adequado para o Delrin®
Use máquina ou unidade de injeção maior
Aumente a pressão de recalqueAumente tempo de recalque Localize o ponto de injeção em área mais espessaDiminua a velocidade de injeçãoDiminua a temperatura do fundido; melhore a uniformidade do fundido Elimine o vazamento do anel de bloqueio se o colchão não pode ser mantidoAumente as saídas de gasesMelhore a espessura ou a localização do ponto de injeção Elimine qualquer restrição no canal de alimentação ou bico
Aumente a pressão de recalqueAjuste a velocidade de injeção (ao redor de 1 segundo por mm de espessura de peça)Aumente a temperatura do fundido, mas evite temperatura excessivaAumente as saídas de gasesAumente a temperatura do molde Evite o uso de desmoldantes em sprayMude as saídas de gases ou a localização do ponto de injeção Use uma máquina ou unidade de injeção maiores
Problema
Problemas Dimensionais
Variações dimensionais de ciclo aciclo
Empenamento
Problemas de extração
Peças prendendo no molde
Canal de alimentação preso ao molde
Problemas de preenchimento
Peças incompletas
Vazios na peças
Linhas de emenda fracas
40
Guia de Solução de ProblemasAlém da lista seguinte de problemas e soluções, um guia computadorizado de diagnóstico e solução de falhas,
mais aprofundado, está disponível na Otimização e Diagnóstico de Moldagem Assistido por Computador
(CAMDO) da DuPont.
Soluções sugeridas (listadas em ordem de conveniência)
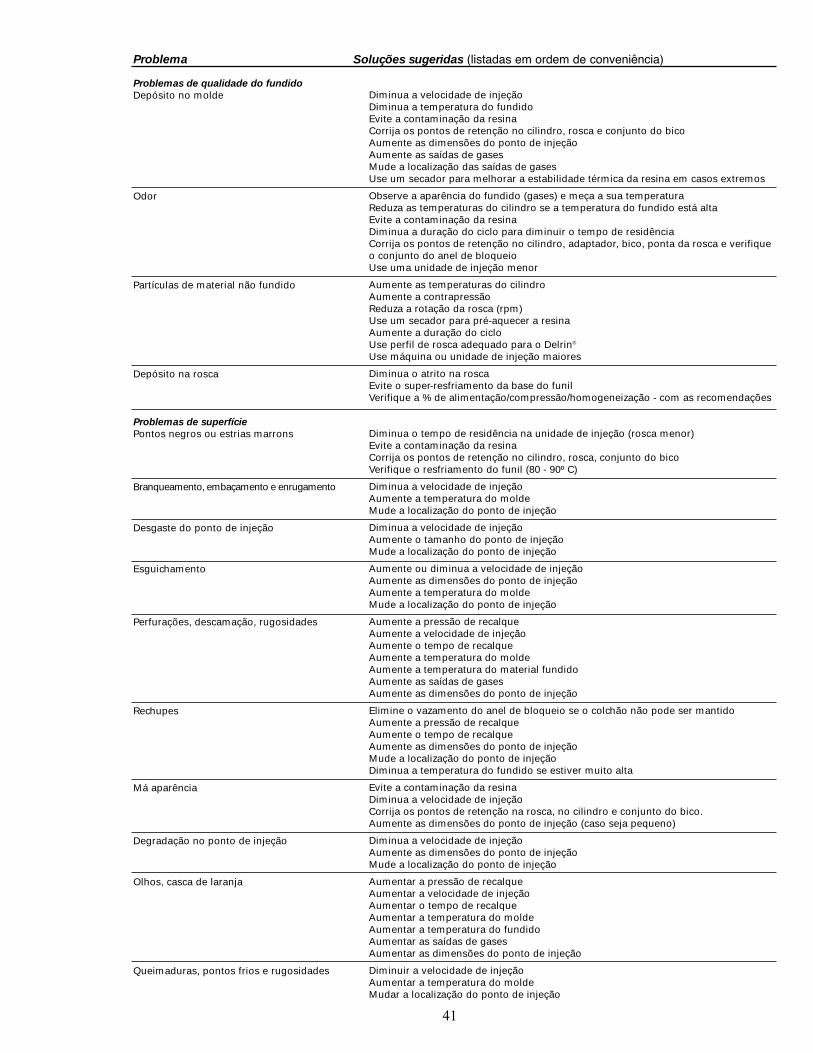
Diminua a velocidade de injeçãoDiminua a temperatura do fundidoEvite a contaminação da resinaCorrija os pontos de retenção no cilindro, rosca e conjunto do bicoAumente as dimensões do ponto de injeçãoAumente as saídas de gasesMude a localização das saídas de gasesUse um secador para melhorar a estabilidade térmica da resina em casos extremos
Observe a aparência do fundido (gases) e meça a sua temperaturaReduza as temperaturas do cilindro se a temperatura do fundido está altaEvite a contaminação da resinaDiminua a duração do ciclo para diminuir o tempo de residênciaCorrija os pontos de retenção no cilindro, adaptador, bico, ponta da rosca e verifiqueo conjunto do anel de bloqueioUse uma unidade de injeção menor
Aumente as temperaturas do cilindroAumente a contrapressãoReduza a rotação da rosca (rpm)Use um secador para pré-aquecer a resinaAumente a duração do cicloUse perfil de rosca adequado para o Delrin®
Use máquina ou unidade de injeção maiores
Diminua o atrito na roscaEvite o super-resfriamento da base do funilVerifique a % de alimentação/compressão/homogeneização - com as recomendações
Diminua o tempo de residência na unidade de injeção (rosca menor)Evite a contaminação da resinaCorrija os pontos de retenção no cilindro, rosca, conjunto do bicoVerifique o resfriamento do funil (80 - 90º C)
Diminua a velocidade de injeçãoAumente a temperatura do molde Mude a localização do ponto de injeção
Diminua a velocidade de injeçãoAumente o tamanho do ponto de injeçãoMude a localização do ponto de injeção
Aumente ou diminua a velocidade de injeçãoAumente as dimensões do ponto de injeçãoAumente a temperatura do molde Mude a localização do ponto de injeção
Aumente a pressão de recalqueAumente a velocidade de injeçãoAumente o tempo de recalque Aumente a temperatura do molde Aumente a temperatura do material fundidoAumente as saídas de gasesAumente as dimensões do ponto de injeção
Elimine o vazamento do anel de bloqueio se o colchão não pode ser mantidoAumente a pressão de recalqueAumente o tempo de recalque Aumente as dimensões do ponto de injeçãoMude a localização do ponto de injeçãoDiminua a temperatura do fundido se estiver muito alta
Evite a contaminação da resinaDiminua a velocidade de injeçãoCorrija os pontos de retenção na rosca, no cilindro e conjunto do bico.Aumente as dimensões do ponto de injeção (caso seja pequeno)
Diminua a velocidade de injeçãoAumente as dimensões do ponto de injeçãoMude a localização do ponto de injeção
Aumentar a pressão de recalqueAumentar a velocidade de injeçãoAumentar o tempo de recalque Aumentar a temperatura do moldeAumentar a temperatura do fundidoAumentar as saídas de gasesAumentar as dimensões do ponto de injeção
Diminuir a velocidade de injeçãoAumentar a temperatura do moldeMudar a localização do ponto de injeção
Problema Soluções sugeridas (listadas em ordem de conveniência)
Problemas de qualidade do fundido
Depósito no molde
Odor
Partículas de material não fundido
Depósito na rosca
Problemas de superfície
Pontos negros ou estrias marrons
Branqueamento, embaçamento e enrugamento
Desgaste do ponto de injeção
Esguichamento
Perfurações, descamação, rugosidades
Rechupes
Má aparência
Degradação no ponto de injeção
Olhos, casca de laranja
Queimaduras, pontos frios e rugosidades
41
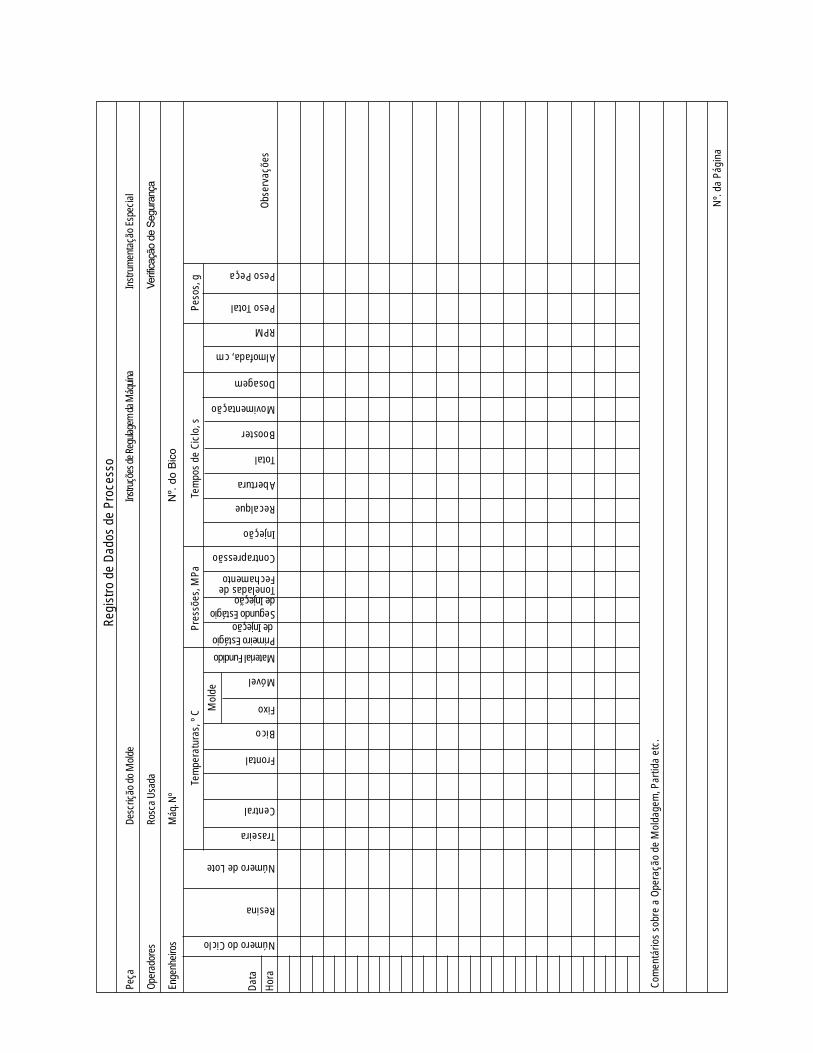
Nº.
da P
ágin
a
Regi
stro
de
Dado
s de
Pro
cess
oIns
truçõ
es de
Reg
ulage
m da
Máq
uina
Inst
rum
enta
ção
Espe
cial
Verif
icaç
ão d
e S
egur
ança
Nº.
do
Bic
o
Peça
Oper
ador
es
Enge
nhei
ros
Desc
rição
do
Mol
de
Rosc
a Us
ada
Máq
. Nº
Data
Hora
Número do Ciclo
Resina
Número de Lote
Traseira
Central
Frontal
Bico
Fixo
Móvel
Material Fundido
Primeiro Estágiode InjeçãoSegundo Estágio de InjeçãoToneladas deFechamento
Contrapressão
Injeção
Recalque
Abertura
Total
Booster
Movimentação
Dosagem
Almofada, cm
RPM
Peso Total
Peso Peça
Mol
de
Tem
pera
tura
s, º
CPr
essõ
es, M
PaTe
mpo
s de
Cic
lo, s
Peso
s, g
Obse
rvaç
ões
Com
entá
rios
sobr
e a
Oper
ação
de
Mol
dage
m, P
artid
a et
c.
Os dados aqui listados se encontram dentro da faixa normal de propriedades, porém não devem ser utilizados individualmente para estabelecer limites de especificaçõesnem como base para projeto. A DuPont não assume nenhuma obrigação ou responsabilidade por quaisquer recomendações apresentadas ou resultados obtidos a partir destas informações. Estas recomendações são apresentadas e aceitas por conta e risco do comprador. A divulgação destas informações não constitui uma autorização de operação ou para infração de nenhuma patente da DuPont ou de outras empresas. A DuPont garante que o uso ou venda de qualquer material aquiapresentado e comercializado pela DuPont não infringe nenhuma patente que cubra o próprio material, porém não garante contra violações causadas por sua utilização conjunta com outros materiais ou na operação de qualquer processo.
ATENÇÃO: Não utilize este material em aplicações médicas que envolvam implantes permanentes no corpo humano. Para outras aplicações médicas, consulte o manual “Declaração de Cuidados Médicos da DuPont”, H5010
Impresso no Brasil® Marca Registrada da DuPontH-811øø
Para mais informações sobre os Polímeros de Engenharia:
DuPont do Brasil S.A.Alameda Itapecuru, 506 - Alphaville06454-080 Barueri - São Paulo
Suporte Técnico e QualidadeTel: +55 (11) 4166-8787E-mail: [email protected]
Serviço ao ClienteTel: +55 (11) 4166-8530 / 8531 / 8647 Fax: +55 (11) 4166-8513
Web Site: plasticos.dupont.com.br
TeleSolutions: 0800 17 17 15